
ET Estructuras metálicas Definitiva - adif.es · ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE...
17
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 1 de 17 ELECTRIFICACIÓN ELECTRIFICACIÓN ET 03.364.101.0 ESPECIFICACIÓN TÉCNICA ESTRUCTURAS METÁLICAS PARA SOPORTE DE LÍNEA AÉREA DE CONTACTO 1ª EDICIÓN: NOVIEMBRE 2014 Esta norma ha sido elaborada por el Grupo de Trabajo GT-300 del Comité de Normativa de la DG de Explotación y Construcción de Adif. ©Adif, 2014-Madrid. Todos los derechos reservados. ESTE DOCUMENTO NO PUEDE SER PUBLICADO, DISTRIBUIDO, COMUNICADO, COPIADO NI EDITADO SIN AUTORIZACIÓN EXPRESA DEL COMITÉ DE NORMATIVA DE ADIF.
-
Upload
trinhthuan -
Category
Documents
-
view
219 -
download
0
Transcript of ET Estructuras metálicas Definitiva - adif.es · ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE...

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 1 de 17
ELECTRIFICACIÓN ELECTRIFICACIÓN
ET 03.364.101.0
ESPECIFICACIÓN TÉCNICA
ESTRUCTURAS METÁLICAS PARA SOPORTE DE LÍNEA AÉREA DE CONTACTO 1ª EDICIÓN: NOVIEMBRE 2014
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 2
01
4-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 3 de 17
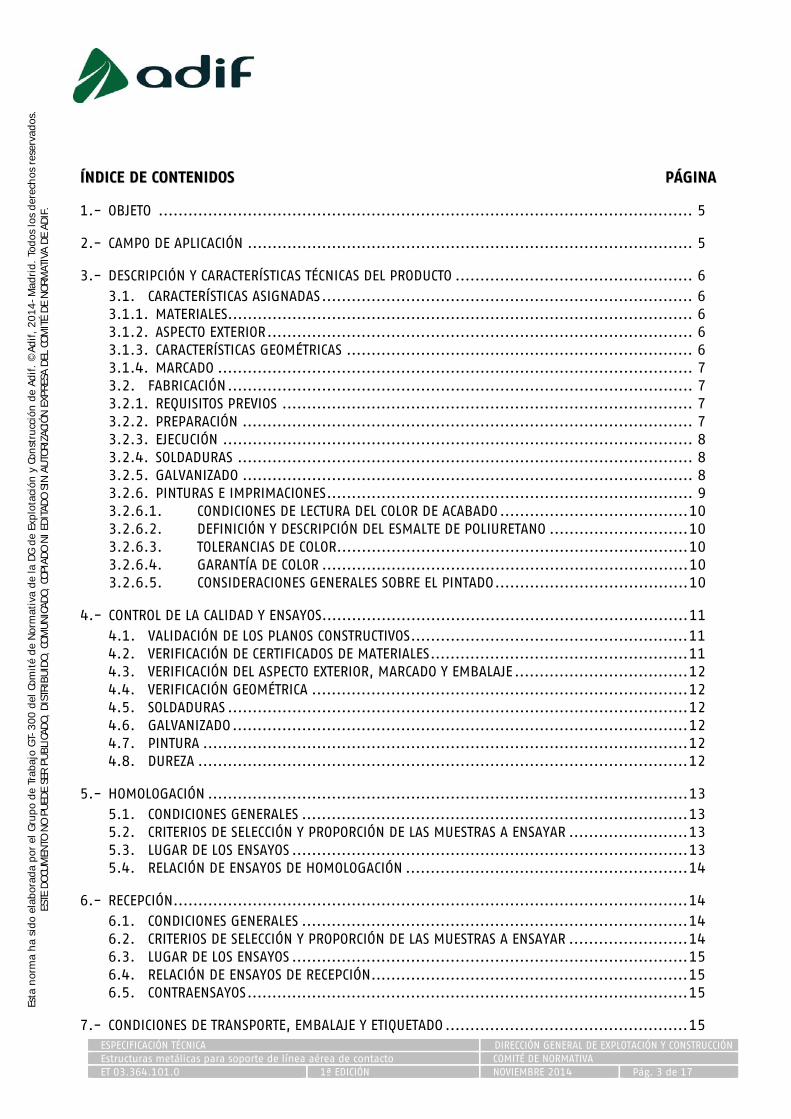
ÍÍNNDDIICCEE DDEE CCOONNTTEENNIIDDOOSS PPÁÁGGIINNAA
1.- OBJETO ............................................................................................................ 5
2.- CAMPO DE APLICACIÓN .......................................................................................... 5
3.- DESCRIPCIÓN Y CARACTERÍSTICAS TÉCNICAS DEL PRODUCTO ................................................ 6 3.1. CARACTERÍSTICAS ASIGNADAS ........................................................................... 6 3.1.1. MATERIALES .............................................................................................. 6 3.1.2. ASPECTO EXTERIOR ...................................................................................... 6 3.1.3. CARACTERÍSTICAS GEOMÉTRICAS ...................................................................... 6 3.1.4. MARCADO ................................................................................................ 7 3.2. FABRICACIÓN .............................................................................................. 7 3.2.1. REQUISITOS PREVIOS ................................................................................... 7 3.2.2. PREPARACIÓN ........................................................................................... 7 3.2.3. EJECUCIÓN ............................................................................................... 8 3.2.4. SOLDADURAS ............................................................................................ 8 3.2.5. GALVANIZADO ........................................................................................... 8 3.2.6. PINTURAS E IMPRIMACIONES .......................................................................... 9 3.2.6.1. CONDICIONES DE LECTURA DEL COLOR DE ACABADO ...................................... 10 3.2.6.2. DEFINICIÓN Y DESCRIPCIÓN DEL ESMALTE DE POLIURETANO ............................ 10 3.2.6.3. TOLERANCIAS DE COLOR ....................................................................... 10 3.2.6.4. GARANTÍA DE COLOR .......................................................................... 10 3.2.6.5. CONSIDERACIONES GENERALES SOBRE EL PINTADO ....................................... 10
4.- CONTROL DE LA CALIDAD Y ENSAYOS .......................................................................... 11 4.1. VALIDACIÓN DE LOS PLANOS CONSTRUCTIVOS ........................................................ 11 4.2. VERIFICACIÓN DE CERTIFICADOS DE MATERIALES .................................................... 11 4.3. VERIFICACIÓN DEL ASPECTO EXTERIOR, MARCADO Y EMBALAJE ................................... 12 4.4. VERIFICACIÓN GEOMÉTRICA ............................................................................ 12 4.5. SOLDADURAS ............................................................................................. 12 4.6. GALVANIZADO ............................................................................................ 12 4.7. PINTURA .................................................................................................. 12 4.8. DUREZA ................................................................................................... 12
5.- HOMOLOGACIÓN ................................................................................................. 13 5.1. CONDICIONES GENERALES .............................................................................. 13 5.2. CRITERIOS DE SELECCIÓN Y PROPORCIÓN DE LAS MUESTRAS A ENSAYAR ........................ 13 5.3. LUGAR DE LOS ENSAYOS ................................................................................ 13 5.4. RELACIÓN DE ENSAYOS DE HOMOLOGACIÓN ......................................................... 14
6.- RECEPCIÓN ........................................................................................................ 14 6.1. CONDICIONES GENERALES .............................................................................. 14 6.2. CRITERIOS DE SELECCIÓN Y PROPORCIÓN DE LAS MUESTRAS A ENSAYAR ........................ 14 6.3. LUGAR DE LOS ENSAYOS ................................................................................ 15 6.4. RELACIÓN DE ENSAYOS DE RECEPCIÓN ................................................................ 15 6.5. CONTRAENSAYOS ......................................................................................... 15
7.- CONDICIONES DE TRANSPORTE, EMBALAJE Y ETIQUETADO ................................................. 15
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 4 de 17
8.- GARANTÍAS ....................................................................................................... 15
9.- NORMATIVA DEROGADA ........................................................................................ 15
10.-DISPOSICIONES TRANSITORIAS Y ENTRADA EN VIGOR ...................................................... 15
11.-NORMATIVA DE REFERENCIA ................................................................................... 16
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 5 de 17
1.- OBJETO
La presente especificación tiene por objeto definir las características técnicas y fijar las condiciones de homologación y recepción de las estructuras soldadas fabricadas en acero con productos laminados en caliente, galvanizados y eventualmente pintados, empleados como soporte de la línea aérea de contacto en la Red Ferroviaria de Interés General (RFIG).
2.- CAMPO DE APLICACIÓN
Esta Especificación Técnica será de aplicación a las estructuras metálicas tales como:
- Postes metálicos
- Dinteles para pórticos y semipórticos
- Silletas para soporte de ménsula en pórtico y túnel
- Pórticos para feeders
- Ménsulas de celosía
- Otras estructuras auxiliares
A efectos de ensayo las estructuras metálicas se clasifican en las siguientes familias:
- Postes metálicos
o Postes tipo XB, XR, XG
o Postes tipo Z
o Poste tipo PG1 y PG2
o Poste tipo L y R
o Postes tipo X-AV y XL-AV
o Postes tipo XC-AV
o Otros postes de celosía
- Dinteles para pórticos y semipórticos
o Tipo PRA
o Tipo PRB
o Tipo PRC
o Tipo PR1-(A,B,C,D)-AV
o Tipo PR1-E-AV
- Silletas para soporte de ménsula en pórtico y túnel
o Tipo S10
o Tipo S1 y S2
- Dinteles para pórticos de feeders
- Ménsulas de celosía:
o Tipo B1
o Tipo B2
o Tipo B7
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 6 de 17
- Otras estructuras auxiliares:
o Silletas tipo S7, S8 y S11
o Silletas tipo SS
o Palomilla tipo W1a
o Silletas tipo SF
3.- DESCRIPCIÓN Y CARACTERÍSTICAS TÉCNICAS DEL PRODUCTO
3.1. Características asignadas
3.1.1. Materiales
El material empleado será acero laminado S 275 JR de acuerdo a la UNE-EN 10025 u otro acero laminado de calidad superior.
Los tornillos y elementos de sujeción cumplirán con la Norma UNE-EN ISO 898-1 de elementos de fijación de acero al carbono y aceros aleados y la norma UNE-EN ISO 10684 para su galvanizado.
En el caso de silletas fabricadas a partir de perfiles huecos de acero para construcción soldados, el material será S275JRH de acuerdo a la norma UNE-EN 10219-1 u otro acero de calidad superior.
3.1.2. Aspecto exterior
Los perfiles y las estructuras terminados deberán cumplir lo siguiente:
- Las superficies de las piezas que componen el conjunto de la estructura deberán ser lisas y no presentar grietas, sopladuras, rebabas, faltas de material, pliegues, inclusiones de óxido, gotas frías, poros o cualquier otro defecto que pueda perjudicar su empleo.
- Los perfiles serán homogéneos, debiendo estar sanos en toda su longitud, sin golpes ni abolladuras, convenientemente enderezados y sus extremos cortados a escuadra y desprovistos de rebabas.
Dentro de la verificación del aspecto exterior de las piezas se comprobará que todas las soldaduras de las piezas cumplen los siguientes requisitos:
- Los cordones de soldadura serán cerrados, desprovistos de escoria y de aspecto regular.
- El acabado de la soldadura deberá ser homogéneo
- La no existencia de faltas de material, penetraciones, fisuras, grietas, poros o sobreespesores o proyecciones.
Todas las estructuras deberán estar protegidas contra la corrosión. Dicha protección será en todos los casos por galvanizado y en las estructuras determinadas por Adif también por sistema de pintura protector. El recubrimiento deberá ser continuo y homogéneo, no admitiéndose manchas, zonas negras o descascarilladas, grietas, etc.
3.1.3. Características geométricas
Las estructuras metálicas deberán ajustarse a las dimensiones indicadas en los planos funcionales normalizados por Adif, en aquellos casos en que no se definan tolerancias de fabricación en los planos se aplicarán las siguientes:
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 7 de 17
MEDIDA TOLERANCIA
Longitud total ±5mm
Anchura ±2mm
Espesores de pletina -0,40mm
Diámetro de taladros ±0,5mm
Cotas entre taladros (distancias entre taladros > 600mm)
±2mm
Resto de cotas entre taladros (distancias entre taladros ≤ 600 mm) ±1mm
Flecha (sólo en postes) 1 mm/m
Tabla 1. Tolerancias de las piezas
Las tolerancias para tubos de acero de perfil hueco seguirán la norma UNE-EN 10219-2.
Las chapas de acero seguirán la norma UNE-EN 10029 con tolerancia de clase B.
3.1.4. Marcado
Todas las piezas deberán llevar las siguientes marcas indelebles:
- Marca del Fabricante
- Referencia de Adif
- Nº de lote de fabricación
- Año de fabricación
El procedimiento de marcaje se realizará mediante punzonado o en relieve, de forma clara y precisa y teniendo en cuenta que posteriormente el poste será galvanizado y pintado, pero no deberá dejar huella por la parte opuesta a la zona marcada de la pieza.
Las piezas se marcarán en la parte indicada en los planos o, en su defecto, a 2,5 m de la base de los postes y a 0,5 m del extremo de unión de la ménsula.
3.2. Fabricación
3.2.1. Requisitos previos
El fabricante, para poder suministrar materiales a Adif, deberá tener implantado un sistema de calidad que garantice el control sistemático en todos los procesos de fabricación de las piezas, prestando especial atención a la trazabilidad de los materiales, de acuerdo a la norma ISO-9000 o similar.
Será exigible que el fabricante disponga de marcado CE para la fabricación de estructuras de acero, conforme a la serie de normas UNE-EN 1090.
Para todos los aspectos relativos a tolerancias, métodos de fabricación y criterios de aceptación no detallados en la presente especificación, será aplicable la norma UNE-EN 1090-2, considerando la clase de ejecución tipo EXC2.
3.2.2. Preparación
En todos los perfiles y chapas que se utilicen en la construcción de las estructuras metálicas se eliminarán las rebabas de laminación, así como las marcas en relieve.
El aplanado y enderezado de las chapas y perfiles deberán realizarse con prensa o máquina de rodillos.
Cuando excepcionalmente se utilice la maza o martillo, se tomarán las precauciones necesarias para evitar
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 8 de 17
un endurecimiento excesivo del material. Las operaciones anteriores se realizarán preferentemente en frío, pero con temperaturas no inferiores a 0°C, cuando las deformaciones locales no excedan en ningún punto del 2,5%. En el caso de sobrepasar este límite, será obligado dar a las piezas deformadas en frío un recocido de normalización posterior.
Las operaciones de conformación en caliente se ejecutarán a la temperatura del rojo cereza claro (950°C) y el calentamiento se efectuará en horno o forja; el enfriamiento, al aire en calma, sin acelerarlo artificialmente y comprobando que no se producen fisuras, las cuales darán lugar al rechazo del material.
3.2.3. Ejecución
El corte de los perfiles puede efectuarse mediante métodos mecánicos (sierra, cizalla,…) o mediante métodos térmicos (plasma, oxicorte,…), debiendo eliminarse posteriormente las rebabas, estrías o irregularidades. En el caso de los postes cerrados, la chapa de unión entre perfiles será de una sola pieza.
El corte con cizalla sólo se permite hasta un espesor máximo de 15 mm. En el oxicorte se tomarán las precauciones necesarias para no introducir en la pieza cualquier tipo de tensiones.
Los bordes cortados con cizalla o por oxicorte que hayan de ser soldados se mecanizarán en una profundidad no inferior a 2 mm, a fin de levantar toda la capa de material alterado por el corte.
El proceso de corte se acompañará de un esmerilado de la zona cortada antes de soldar para evitar la porosidad en las soldaduras.
La fabricación de los productos se hará de acuerdo a los planos constructivos aprobados por Adif.
Los taladros para tornillos se efectuarán con medios y procedimientos tales que no afecten a las propiedades mecánicas del acero circundante y de forma que cumplan con las tolerancias, no permitiéndose el hacerlo con soplete o arco eléctrico.
Las estructuras podrán ser taladradas o punzonadas con las limitaciones que a continuación se detallan para el acero S275JR, en función del espesor (e):
- Para e<12mm, taladrado y punzonado.
- Para e>12mm, deberán ser taladrados o punzonados a diámetro 3mm menos del nominal y retraladrados o escariados a diámetro definitivo.
La distancia mínima a los bordes del perfil desde el centro del taladro más próximo será de 1,5 ó 2 veces el diámetro de dicho taladro, según esta distancia sea perpendicular o paralela al esfuerzo.
Las piezas que hayan de unirse con soldadura se presentarán y fijarán en su posición relativa, mediante dispositivos adecuados que aseguren, sin una rigidez excesiva, la inmovilidad durante el soldeo y el enfriamiento consiguiente.
3.2.4. Soldaduras
La soldadura de las estructuras metálicas se realizará mediante sistema semiautomático MIG, siendo los cordones de soldadura cerrados, desprovistos de escoria y de aspecto regular. El acabado de la soldadura deberá ser homogéneo, sin falta de material, penetraciones, fisuras, grietas, poros y sin sobreespesores. En el caso de los postes cerrados, es admisible el empleo de unidades robotizadas de soldadura bien mediante sistemas MIG o de arco sumergido.
Los soldadores deberán estar homologados en los procedimientos y medios de soldadura empleados en la fabricación de los productos.
Las proyecciones de soldadura deberán eliminarse totalmente, tanto en la parte exterior como interior.
Las tolerancias de soldadura seguirán la norma UNE-EN ISO 13920, siendo de clase B para tolerancias en dimensiones lineales y angulares, así como de clase F para las tolerancias de rectitud, planicidad y paralelismo.
3.2.5. Galvanizado
Como parte del proceso de fabricación de las piezas, se hará un galvanizado en caliente de acuerdo con lo especificado en la norma UNE-EN ISO 1461. El recubrimiento poseerá una adherencia suficiente para resistir
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 9 de 17
las operaciones normales de manejo, almacenamiento, transporte y montaje, así como las solicitaciones propias de su empleo. Dicho recubrimiento será continuo, homogéneo y liso, no admitiéndose manchas, zonas negras o descascarilladas, etc.
El recubrimiento se realizará por inmersión en baño de cinc fundido a 450 ± 5°C. El baño de galvanizado deberá contener constantemente un mínimo de cinc del 98%. La masa mínima del recubrimiento viene determinada en la siguiente tabla:
Espesor de la pieza Recubrimiento mínimo (μm)
local medio Acero ≥ 6mm 70 85
6mm > Acero ≥ 3mm 55 70
3mm > Acero ≥ 1,5mm 45 55
1,5mm > Acero 35 45 Tabla 2. Espesores mínimos de recubrimiento
En suministros específicos podrán exigirse espesores de recubrimiento mayores cuando las condiciones locales así lo justifiquen (zonas marítimas, contaminación química, etc).
3.2.6. Pinturas e imprimaciones
En aquellas estructuras en que Adif exija protección por pintura, se cumplirá lo especificado en este apartado.
Los procedimientos de pintado y las mediciones del color acabado para las estructuras metálicas de acero galvanizado, seguirán las directrices generales indicadas en la UNE-EN ISO 12944.
Los sistemas de pintura protectores a emplear preferentemente serán los siguientes:
- Opción 1. Pintura al horno con pintura en polvo:
o Limpieza de la superficie a pintar mediante desengrasante por disolventes o con preparación química. Para lo primero, se pueden emplear disolventes clorados, Tricloroetileno, Percloro, Clorothene con tensoactivos, aplicados por aspersión con aclarado posterior. La preparación química se puede realizar mediante fosfatación amorfa o tratamiento fosfatante (líquida), cualquiera de ellos por aspersión o por inmersión, posteriormente se aclarará con agua.
o Secado previo entre 150° y 180°C a la aplicación del polvo de poliéster en un horno anterior para desgasificación del galvanizado.
o Una capa de polvo de poliéster alifático con un espesor de película seca de no menor de 60 μm según proceso electroestático corona.
o Para el acabado del procedimiento electroestático se aplica una mano de esmalte en polvo de poliéster sin TGIC secado al horno a 180°C.
o Curado en un horno de polimerizado a 180°-200°C durante aproximadamente 20 minutos.
- Opción 2. Sistema de dos capas. Acabado POLIURETANO BRILLANTE:
o Limpieza de la superficie mediante agua dulce a presión, preferiblemente caliente, o mediante un desengrasante alcalino diluido y un posterior baldeo con agua dulce.
o Asimismo, en el caso de que haya presencia de sales blancas deberán eliminarse en su totalidad mediante un cepillado. El cepillado debería hacerse con cepillos de cerdas naturales o de plástico para evitar daños en la metalización.
o Una capa no menor de 30 μm secas de imprimación Epoxy.
o Una capa no menor de 30 μm secas de Esmalte Poliuretano Alifático Brillante.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 10 de 17
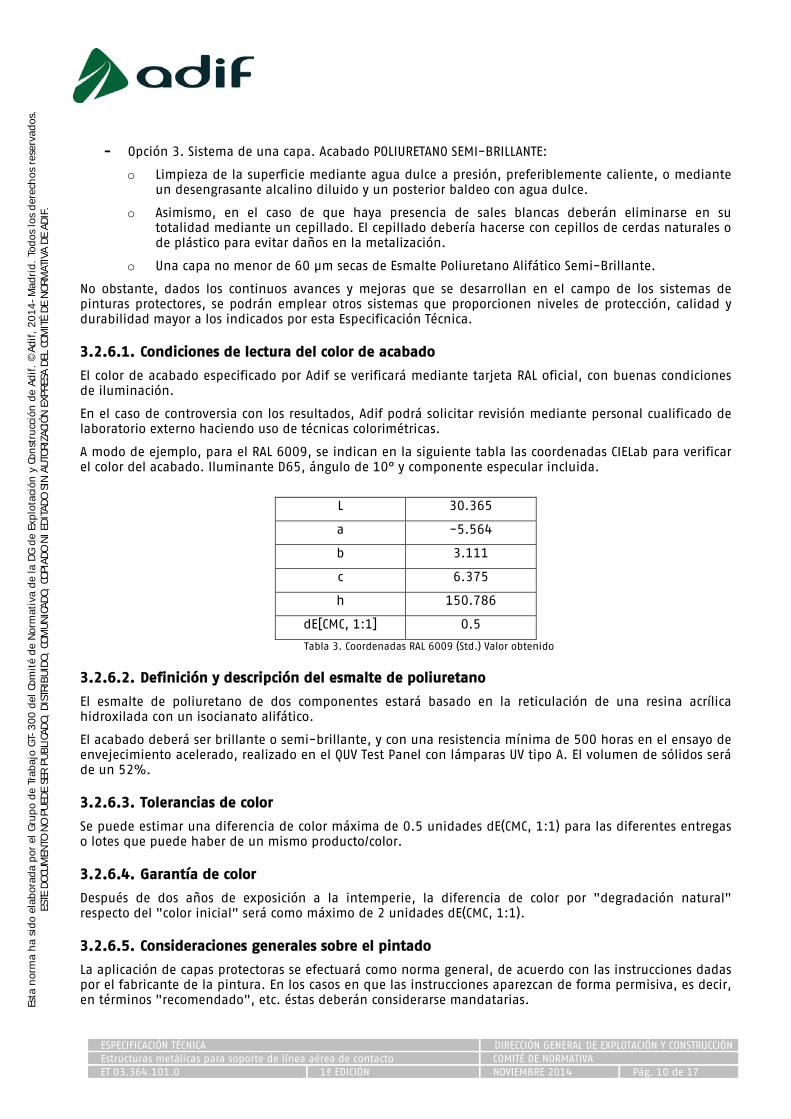
- Opción 3. Sistema de una capa. Acabado POLIURETANO SEMI-BRILLANTE:
o Limpieza de la superficie mediante agua dulce a presión, preferiblemente caliente, o mediante un desengrasante alcalino diluido y un posterior baldeo con agua dulce.
o Asimismo, en el caso de que haya presencia de sales blancas deberán eliminarse en su totalidad mediante un cepillado. El cepillado debería hacerse con cepillos de cerdas naturales o de plástico para evitar daños en la metalización.
o Una capa no menor de 60 μm secas de Esmalte Poliuretano Alifático Semi-Brillante.
No obstante, dados los continuos avances y mejoras que se desarrollan en el campo de los sistemas de pinturas protectores, se podrán emplear otros sistemas que proporcionen niveles de protección, calidad y durabilidad mayor a los indicados por esta Especificación Técnica.
3.2.6.1. Condiciones de lectura del color de acabado
El color de acabado especificado por Adif se verificará mediante tarjeta RAL oficial, con buenas condiciones de iluminación.
En el caso de controversia con los resultados, Adif podrá solicitar revisión mediante personal cualificado de laboratorio externo haciendo uso de técnicas colorimétricas.
A modo de ejemplo, para el RAL 6009, se indican en la siguiente tabla las coordenadas CIELab para verificar el color del acabado. Iluminante D65, ángulo de 10° y componente especular incluida.
L 30.365
a -5.564
b 3.111
c 6.375
h 150.786
dE[CMC, 1:1] 0.5
Tabla 3. Coordenadas RAL 6009 (Std.) Valor obtenido
3.2.6.2. Definición y descripción del esmalte de poliuretano
El esmalte de poliuretano de dos componentes estará basado en la reticulación de una resina acrílica hidroxilada con un isocianato alifático.
El acabado deberá ser brillante o semi-brillante, y con una resistencia mínima de 500 horas en el ensayo de envejecimiento acelerado, realizado en el QUV Test Panel con lámparas UV tipo A. El volumen de sólidos será de un 52%.
3.2.6.3. Tolerancias de color
Se puede estimar una diferencia de color máxima de 0.5 unidades dE(CMC, 1:1) para las diferentes entregas o lotes que puede haber de un mismo producto/color.
3.2.6.4. Garantía de color
Después de dos años de exposición a la intemperie, la diferencia de color por "degradación natural" respecto del "color inicial" será como máximo de 2 unidades dE(CMC, 1:1).
3.2.6.5. Consideraciones generales sobre el pintado
La aplicación de capas protectoras se efectuará como norma general, de acuerdo con las instrucciones dadas por el fabricante de la pintura. En los casos en que las instrucciones aparezcan de forma permisiva, es decir, en términos "recomendado", etc. éstas deberán considerarse mandatarias.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 11 de 17
En "Taller" las pinturas se aplicarán preferentemente con pistola, de alta o baja presión. Para repasos puntuales o de zonas poco accesibles se podrán utilizar otros métodos como la brocha y/o el rodillo. En "Obra", si se trata de repasos puntuales, es recomendable la utilización de brocha y/o rodillo, pero en el caso de pintados de "postes completos" y si la situación medioambiental lo permite, podría utilizarse la pistola de alta o baja presión. En última instancia se tendrá en cuenta la recomendación del fabricante para el tipo particular de pintura a aplicar.
No se comenzará ningún trabajo de aplicación de pintura o se interrumpirá si hubiese comenzado, en los siguientes casos:
- Cuando la temperatura ambiente sea inferior a 5°C, con la excepción de las pinturas que sequen por evaporación de un disolvente, pinturas éstas que se pueden aplicar hasta temperaturas ambiente de 2°C. Sin embargo no se aplicará la pintura en ningún caso, si se prevé que la temperatura ambiente vaya a caer por debajo de 0°C antes de que la pintura se haya secado totalmente.
- No se aplicará pintura sobre una superficie de acero cuya temperatura sea inferior en 3°C al punto de rocío, o que se encuentre a menos de 2°C de temperatura.
- Tampoco se aplicará pintura sobre el acero, a una temperatura superior a 45°C; a menos que se trate de una pintura específicamente indicada para ello. No se aplicará pintura alguna sobre el acero que se halle a una temperatura tal que ocasione burbujas o porosidades y otro tipo de fenómeno cualquiera que vaya en detrimento de la vida de la pintura. Cuando se pinte acero en tiempo cálido, deberán tomarse las precauciones adecuadas para asegurar que se alcanza el espesor de pintura adecuado.
- Cuando llueva, nieve, haya niebla, vientos racheados con proyección de arena o cuando la humedad relativa sea mayor del 85%. Tampoco se aplicará sobre superficies húmedas o mojadas, ni sobre superficies con capa de hielo. La existencia de agua o hielo en estas superficies deberá ser adecuadamente constatada para evitar el pintado en tales condiciones.
En caso de que se deba aplicar pintura en tiempo húmedo o frío, se tendrá que pintar cubriendo o protegiendo adecuadamente la superficie a pintar, o bien se calentará el aire ambiente hasta una temperatura aceptable.
En caso de que la pintura aplicada esté expuesta a heladas, humedad excesiva, nieve o condensaciones, deberá asegurarse el secado. Las zonas dañadas por esta causa serán reparadas eliminando la pintura, preparando nuevamente la superficie y repintando con el mismo número de capas y pintura análoga al resto de las superficies.
En pinturas bicomponentes no se permitirá la realización de mezclas parciales, debiéndose mezclar los envases completos preparados por el fabricante. En el caso de aplicaciones en superficies reducidas, el fabricante suministrará envases de tamaño pequeño, para poder cumplir este requerimiento.
4.- CONTROL DE LA CALIDAD Y ENSAYOS
4.1. Validación de los planos constructivos
Al inicio de la homologación el fabricante entregará los planos constructivos de todas las estructuras y piezas de las familias para las que solicita la homologación. Dichos planos deberán ser validados por Adif con anterioridad a la fabricación.
4.2. Verificación de certificados de materiales
Se comprobará que los certificados de los materiales facilitados por el fabricante se corresponden con los especificados en el apartado 3.1.1. de esta especificación y en el plano constructivo aprobado por Adif.
El fabricante entregará los certificados de calidad de materia prima que le suministre el laminador, que deberán cumplir con el marcado CE, así como los certificados solicitados por Adif relativos a la planta de galvanizado, calibración de equipos y cualesquiera otros aspectos que se consideren afectan a la calidad del producto final.
Igualmente se facilitarán los certificados de calidad del sistema protector de pinturas facilitados por el fabricante de éstas. Es
ta n
orm
a h
a si
do
elab
orad
a por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 12 de 17
4.3. Verificación del aspecto exterior, marcado y embalaje
Se realizará una inspección a simple vista o con elementos auxiliares, observando que se cumplen las características exigidas en los apartados 3.1.2. y 3.1.4.
Asimismo se comprobará que el marcado en las cabezas de tornillo responde a las calidades exigidas en los planos constructivos aprobados por Adif.
4.4. Verificación geométrica
Se comprobará que las dimensiones de las diferentes piezas se adecúan a las especificadas en los planos constructivos aprobados por Adif y cumplen con las tolerancias geométricas reflejadas en dichos planos o, en su caso, en el apartado 3.1.3. de esta especificación.
4.5. Soldaduras
Se deberán facilitar los certificados que acrediten que los soldadores están homologados en los procedimientos de soldadura empleados en la fabricación de los productos.
La verificación de la correcta ejecución de las soldaduras se comprobará mediante rayos X de acuerdo con la norma UNE-EN ISO 10675-1 según los niveles 1 y 2.
Se comprobarán, para cada una de las muestras de elementos para ensayo, el siguiente número de soldaduras elegidas de forma que se obtenga una idea general de la calidad de la estructura:
- Postes abiertos y dinteles: 8 soldaduras.
- Postes cerrados: 5 soldaduras de la unión poste-placa, 5 placas no consecutivas de las soldaduras longitudinales no menores de 70 mm cada una.
- Silletas: 3 soldaduras.
- Ménsulas de celosía: 3 soldaduras.
- Pórticos de feeder: 3 soldaduras.
- Otras estructuras auxiliares: 3 soldaduras.
4.6. Galvanizado
Se comprobará el espesor del galvanizado de acuerdo al cumplimento de los ensayos magnéticos según la Norma UNE-EN ISO 1461.
Se comprobarán, para cada una de las estructuras a ensayar, 5 puntos de galvanizado de cada una de las diferentes partes constructivas de dicha estructura.
Los recubrimientos mínimos en función de los espesores de las piezas a galvanizar deberán cumplir los datos recogidos en la Tabla 2.
4.7. Pintura
Se verificarán los siguientes puntos relativos al proceso de pintado.
- Espesor de la capa pintada: su espesor total seco no será menor de 60 μm tanto para el acabado de una como el de dos capas, siguiendo las pautas detalladas en la Norma UNE-EN ISO 2808.
- Color de acabado: se verificará de acuerdo con las coordenadas específicas para el RAL definido por Adif.
- Tolerancias de color: se admitirá una diferencia de color máxima de 0.5 unidades dE(CMC, 1:1).
4.8. Dureza
Para los procesos de corte térmico, cizallado y punzonado se comprobará la dureza local en la zona afectada por dichos procesos. La dureza HV10 máxima permitida será de 380, según la UNE-EN 1090-2. Es
ta n
orm
a h
a si
do
elab
orad
a por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 13 de 17
5.- HOMOLOGACIÓN
5.1. Condiciones generales
En los siguientes apartados se establece el conjunto de ensayos y pruebas convenidos por Adif a fin de garantizar que los productos cumplen con los requerimientos técnico-funcionales mínimos especificados para las instalaciones de Electrificación, a fin de obtener la correspondiente Homologación de acuerdo al procedimiento de concesión vigente. Este procedimiento de concesión es el que rige la tramitación administrativa de la citada Homologación.
En cualquier caso, la solicitud de Homologación Técnica irá siempre acompañada de los planos constructivos y su despiece correspondiente incluyendo cotas y tolerancias así como los materiales, su designación (numérica, simbólica o ambas) y norma de aplicación, indicando expresamente que el producto es conforme a la presente Especificación.
Si en alguno de los ensayos de homologación se obtuvieran resultados en desacuerdo con lo prescrito, Adif se reserva el derecho de interrumpir la serie de ensayos a efectuar para la homologación, dando el producto por rechazado.
El cambio de la E.T., la sustitución de algún producto o elemento que sea considerado sustancial por Adif o el cambio en el proceso de fabricación podrán dar lugar a nuevos ensayos de homologación técnica, que deberán completarse, de acuerdo con lo especificado en el procedimiento de concesión de Homologación vigente.
Toda la documentación se entregará, al menos, en castellano.
5.2. Criterios de selección y proporción de las muestras a ensayar
Adif determinará para cada familia e ensayar, los tipos concretos de estructuras a fabricar. El número de muestras para cada una de las familias indicadas en el apartado 2 de esta especificación serán las recogidas en la Tabla 4. Los ensayos realizados sobre estas muestras serán representativos de la familia completa.
Tipo de pieza Número de muestras Postes metálicos 2 elementos por familia
Dinteles para pórticos y semipórticos 2 elementos por familia
Pórticos 12-15 m Semipórticos 6-8 m
Silletas para soporte de ménsula en pórtico y túnel
5 elementos por familia
Dinteles para pórticos de feeders 1 elemento (6-8m)
Ménsulas de celosía 4 elementos por familia
Otras estructuras auxiliares 2 elementos por familia Tabla 4. Muestras para los ensayos de Homologación
5.3. Lugar de los ensayos
Los ensayos recogidos en el apartado 5.4 de este documento, se realizarán por los laboratorios indicados por el fabricante, estando estos laboratorios acreditados por ENAC para la realización de los mismos. Los ensayos se realizarán bajo la supervisión de personal técnico de Adif o de una Entidad Certificadora acreditada por ENAC, previa autorización de Adif.
En el supuesto de que para alguno de los ensayos no se disponga de un laboratorio con acreditación ENAC, dicho ensayo se realizará por un laboratorio de reconocido prestigio, previa aprobación de Adif y bajo la supervisión de personal técnico de Adif.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 14 de 17
5.4. Relación de ensayos de homologación
Los ensayos a que deberán someterse las muestras a ensayar serán los indicados en la siguiente tabla:
Apartado Ensayo Nº muestras 4.1 Validación de los planos constructivos Todas 4.2 Verificación de certificados de materiales y del
sistema de Aseguramiento de la Calidad Todas
4.3 Verificación de aspecto exterior y marcado Todas 4.4 Verificación geométrica Todas 4.5 Examen de las soldaduras Postes y dinteles:1
Ménsulas, silletas y otras: 2 4.6 Ensayo de galvanizado Todas
4.7 Verificación del espesor de la capa de pintura (*)
Postes y dinteles:1 Ménsulas, silletas y otras: 2
4.8 Dureza (*) Postes y dinteles:1
Ménsulas, silletas y otras: 2 Tabla 5. Ensayos de Homologación
(*) En los casos necesarios
6.- RECEPCIÓN
6.1. Condiciones generales
La presentación a la recepción deberá ser notificada por escrito, con 15 días de antelación, al agente receptor que Adif establezca a este efecto, haciendo constar como mínimo:
- Referencia del pedido
- Fecha de presentación
- Tipo y cantidad de estructuras metálicas a recepcionar
- Nº lote de fabricación/recepción
- Cualquier otra indicación especial del pedido que Adif considere conveniente
Además se exigirá un certificado de las siguientes comprobaciones, realizadas por el fabricante a las estructuras:
- Certificados de materiales, con indicación del laboratorio y fecha de comprobación
- Verificación de aspecto exterior, marcado y embalaje
- Verificación geométrica
6.2. Criterios de selección y proporción de las muestras a ensayar
La entrega de las estructuras se hará por lotes totalmente acabados y homogéneos, que pueden constar de piezas de distintos tipos de una misma familia, perfectamente identificados y clasificados. Cada lote tendrá un máximo de 500 unidades para postes, ménsulas de celosía, silletas y estructuras auxiliares y de 100 para los dinteles. En el acta de recepción deberá figurar el tipo y nº de piezas que componen cada lote.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 15 de 17
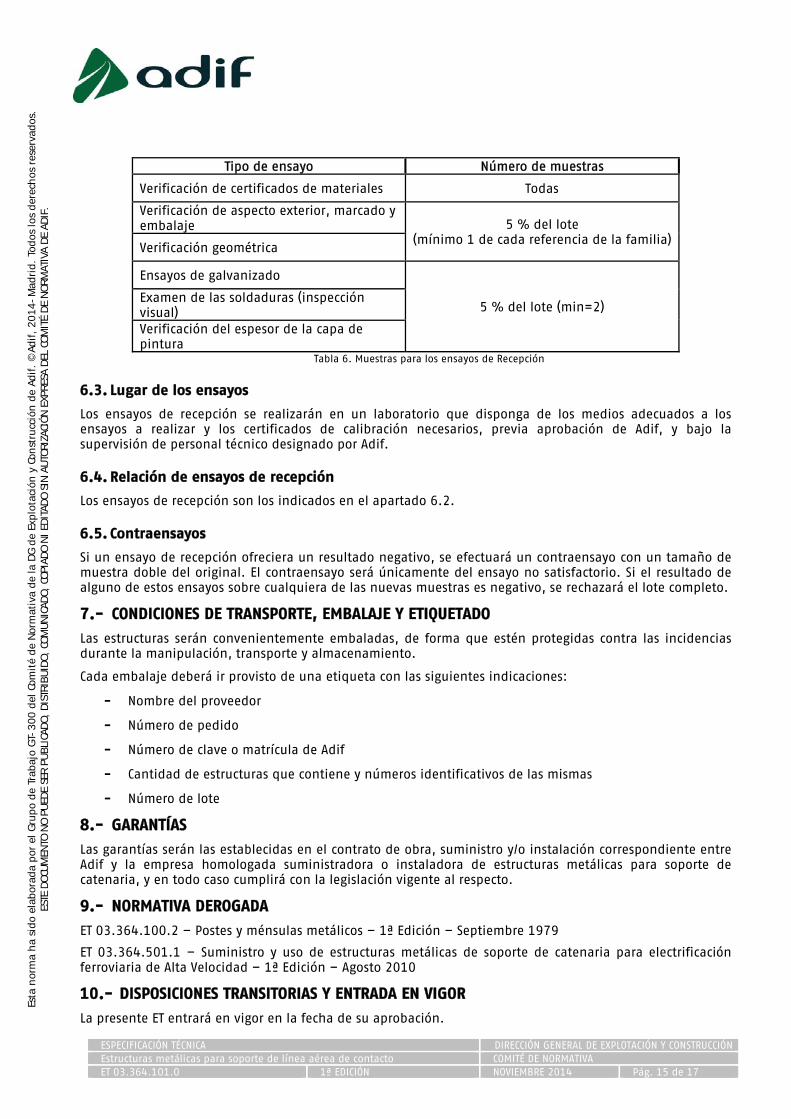
Tipo de ensayo Número de muestras
Verificación de certificados de materiales Todas
Verificación de aspecto exterior, marcado y embalaje 5 % del lote
(mínimo 1 de cada referencia de la familia) Verificación geométrica
Ensayos de galvanizado
5 % del lote (min=2) Examen de las soldaduras (inspección visual) Verificación del espesor de la capa de pintura
Tabla 6. Muestras para los ensayos de Recepción
6.3. Lugar de los ensayos
Los ensayos de recepción se realizarán en un laboratorio que disponga de los medios adecuados a los ensayos a realizar y los certificados de calibración necesarios, previa aprobación de Adif, y bajo la supervisión de personal técnico designado por Adif.
6.4. Relación de ensayos de recepción
Los ensayos de recepción son los indicados en el apartado 6.2.
6.5. Contraensayos
Si un ensayo de recepción ofreciera un resultado negativo, se efectuará un contraensayo con un tamaño de muestra doble del original. El contraensayo será únicamente del ensayo no satisfactorio. Si el resultado de alguno de estos ensayos sobre cualquiera de las nuevas muestras es negativo, se rechazará el lote completo.
7.- CONDICIONES DE TRANSPORTE, EMBALAJE Y ETIQUETADO
Las estructuras serán convenientemente embaladas, de forma que estén protegidas contra las incidencias durante la manipulación, transporte y almacenamiento.
Cada embalaje deberá ir provisto de una etiqueta con las siguientes indicaciones:
- Nombre del proveedor
- Número de pedido
- Número de clave o matrícula de Adif
- Cantidad de estructuras que contiene y números identificativos de las mismas
- Número de lote
8.- GARANTÍAS
Las garantías serán las establecidas en el contrato de obra, suministro y/o instalación correspondiente entre Adif y la empresa homologada suministradora o instaladora de estructuras metálicas para soporte de catenaria, y en todo caso cumplirá con la legislación vigente al respecto.
9.- NORMATIVA DEROGADA
ET 03.364.100.2 – Postes y ménsulas metálicos – 1ª Edición – Septiembre 1979
ET 03.364.501.1 – Suministro y uso de estructuras metálicas de soporte de catenaria para electrificación ferroviaria de Alta Velocidad – 1ª Edición – Agosto 2010
10.- DISPOSICIONES TRANSITORIAS Y ENTRADA EN VIGOR
La presente ET entrará en vigor en la fecha de su aprobación.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.

ESPECIFICACIÓN TÉCNICA DIRECCIÓN GENERAL DE EXPLOTACIÓN Y CONSTRUCCIÓN Estructuras metálicas para soporte de línea aérea de contacto COMITÉ DE NORMATIVA ET 03.364.101.0 1ª EDICIÓN NOVIEMBRE 2014 Pág. 16 de 17
11.- NORMATIVA DE REFERENCIA
NORMAS
Adif. Libro Línea Aérea de Contacto (L.A.C.) actualizado.
AENOR. Productos laminados en caliente de aceros para estructuras. UNE-EN 10025 (serie) . Madrid: AENOR, 2006.
AENOR. Ensayo no destructivo de uniones soldadas. Niveles de aceptación para los ensayos radiográficos. Parte 1: Acero, níquel, titanio y sus aleaciones. UNE-EN ISO 10675-1. Madrid: AENOR, 2013.
AENOR. Características mecánicas de los elementos de fijación de acero al carbono y acero aleado. Parte 1: Pernos, tornillos y bulones con clases de calidad especificadas. Rosca de paso grueso y rosca de paso fino. UNE-EN ISO 898-1. Madrid: AENOR, 2010.
AENOR. Recubrimientos de galvanización en caliente sobre piezas de hierro y acero. Especificaciones y métodos de ensayo. UNE-EN ISO 1461. Madrid: AENOR, 2010.
AENOR. Elementos de fijación. Recubrimientos por galvanización en caliente. UNE-EN ISO 10684. Madrid: AENOR, 2006/AC 2009.
AENOR. Pinturas y barnices. Protección de estructuras de acero frente a la corrosión mediante sistemas de pintura protectores. UNE-EN ISO 12944. Madrid: AENOR, 2008.
AENOR. Perfiles huecos para construcción soldados, conformados en frío de acero no aleado y de grano fino. UNE-EN 10219. Madrid: AENOR, 2007.
AENOR. Chapas de acero laminadas en caliente, de espesor igual o superior a 3 mm. Tolerancias dimensionales y sobre la forma. UNE-EN 10029. Madrid: AENOR, 2011.
AENOR. Soldeo. Tolerancias generales en construcciones soldadas. Dimensiones de longitudes y ángulos. Forma y posición. UNE-EN ISO 13920. Madrid: AENOR, 1997.
AENOR. Pinturas y barnices. Determinación del espesor de película. UNE-EN ISO 2808. Madrid: AENOR, 2007.
AENOR. Ejecución de estructuras de acero y aluminio. Parte 2: Requisitos técnicos para la ejecución de estructuras de acero. UNE-EN 1090-2. Madrid: AENOR, 2011.
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.
17
www.adif.es
Esta
nor
ma
ha
sid
o el
abor
ada
por
el G
rupo
de
Trab
ajo
GT-
300 d
el C
omit
é d
e N
orm
ativ
a d
e la
DG
de
Exp
lota
ción
y C
onst
rucc
ión
de
Adif
. ©
Adif
, 20
14
-M
adri
d.
Tod
os los
der
ech
os r
eser
vad
os.
ESTE
DOCU
MEN
TO N
O P
UED
E SE
R PU
BLI
CAD
O,
DIS
TRIB
UID
O,
COM
UN
ICAD
O,
COPI
ADO N
I ED
ITAD
O S
IN A
UTO
RIZA
CIÓN
EXP
RESA
DEL
COM
ITÉ
DE
NORM
ATIV
A D
E AD
IF.


















