ESTUDIO DEL INHIBIDOR DE CORROSIÓN PARA PROTECCIÓN …
108
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS ESTUDIO DEL INHIBIDOR DE CORROSIÓN PARA PROTECCIÓN DE LÍNEAS DE PROCESAMIENTO DE HIDROCARBUROS. T E S I S QUE PARA OBTENER EL TÍTULO DE INGENIERO QUÍMICO PETROLERO P R E S E N T A: HUGO HUMBERTO SANDOVAL YÁÑEZ DIRECTORES: DR. GUSTAVO JESÚS MARROQUÍN SÁNCHEZ DR. JOSÉ LUIS RODOLFO BENITEZ AGUILAR INSTITUTO POLITÉCNICO NACIONAL INSTITUTO MEXICANO DEL PETRÓLEO CIUDAD DE MÉXICO, MARZO DE 2017
Transcript of ESTUDIO DEL INHIBIDOR DE CORROSIÓN PARA PROTECCIÓN …

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E
INDUSTRIAS EXTRACTIVAS
ESTUDIO DEL INHIBIDOR DE CORROSIÓN PARA PROTECCIÓN
DE LÍNEAS DE PROCESAMIENTO DE HIDROCARBUROS.
T E S I S
QUE PARA OBTENER EL TÍTULO DE
INGENIERO QUÍMICO PETROLERO
P R E S E N T A:
HUGO HUMBERTO SANDOVAL YÁÑEZ
DIRECTORES:
DR. GUSTAVO JESÚS
MARROQUÍN SÁNCHEZ
DR. JOSÉ LUIS RODOLFO
BENITEZ AGUILAR
INSTITUTO POLITÉCNICO NACIONAL
INSTITUTO MEXICANO DEL PETRÓLEO
CIUDAD DE MÉXICO, MARZO DE 2017



A mis seres queridos

AGRADECIMIENTOS
Una tesis, más allá de ser un documento que un estudiante escribe para obtener un grado
académico, es en ocasiones la representación de una transición, en este caso, la culminación
de la etapa del estudiante universitario y el comienzo de la etapa del profesionista. En el
mejor de los casos, los sentimientos que acompañan a este tipo de transiciones son
principalmente dos: felicidad y agradecimiento. Felicidad por el mérito y la satisfacción
personal de obtener un título universitario, además de la expectativa relacionada a las cosas
buenas que ello traerá; y agradecimiento, sobre todo hacia las personas, pero también hacia
las instituciones, que estuvieron presentes o contribuyeron de una u otra forma durante la
etapa que termina. Es por ello que aprovecho este espacio para agradecer a:
A mi madre, por su apoyo incondicional, sus palabras alentadoras, y sus grandes sacrificios.
A mi padre, por su apoyo, sacrificios y por alentarme realizar esta tesis.
A mi hermano, por su apoyo y consejos.
A mi abuelita Minerva y a mis tías Claudia y Yassmin, por su invaluable ayuda y cariño,
que sin duda me impulsó a alcanzar este objetivo.
A mi abuelita Ceci y a mis tías Yáñez, por su apoyo y cariño.
A mi novia, por escuchar mis aciertos y desatinos, por sus consejos siempre alentadores, y
por su invaluable compañía.
Al Dr. Gustavo Marroquín, por el apoyo, consejos y comentarios otorgados en la escritura
de esta tesis, además por su admirable vocación como profesor e investigador.
Al Dr. José Luis Benítez, por el apoyo, consejos y cometarios otorgados en el desarrollo de
la investigación y en la escritura de la tesis.

Al sínodo, compuesto por el Ing. Estelio Baltazar, la Dra. Guadalupe Silva y el Dr. Felipe
Sánchez, por sus aportaciones y observaciones para mejorar esta tesis.
A Rosy, Nancy y Adriana por su apoyo en el desarrollo de la experimentación de este
trabajo, y por hacer más amena la estancia en el laboratorio.
Al Instituto Politécnico Nacional, mi alma mater.
Y al Instituto Mexicano del Petróleo (IMP).

“El camino a los conocimientos empieza con
voltear la página.”-Anónimo

ÍNDICE
RESUMEN ................................................................................................................................... I
INTRODUCCIÓN .................................................................................................................... III
OBJETIVOS .............................................................................................................................. VI
CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos ................... 1
1.1. Tipos de corrosión interna en las líneas de procesamiento de hidrocarburos .............. 1
1.2. Conceptos generales del proceso de corrosión electroquímica ..................................... 2
1.3. Variables de influencia en el proceso de corrosión electroquímica .............................. 5
1.4. Mecanismos de corrosión por medios ácidos ................................................................. 5
1.4.1. Corrosión por dióxido de carbono (CO2)................................................................. 6
1.4.2. Corrosión por compuestos de azufre ........................................................................ 8
1.4.3. Corrosión por dióxido de carbono (CO2) y ácido sulfhídrico (H2S) .................... 11
1.4.4. Corrosión por oxígeno (O2) .................................................................................... 12
1.4.5. Corrosión por cloruros ............................................................................................ 13
1.4.6. Corrosión por ácidos orgánicos .............................................................................. 14
CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de
Procesamiento de Hidrocarburos ........................................................................................... 16
2.1. Inhibidores de corrosión ................................................................................................ 16
2.2. Clasificación de los inhibidores de corrosión............................................................... 16
2.2.1. Inhibidores de corrosión anódicos ......................................................................... 17

2.2.2. Inhibidores de corrosión catódicos......................................................................... 17
2.2.3. Inhibidores de corrosión mixtos ............................................................................. 18
2.2.4. Inhibidores de corrosión inorgánicos ..................................................................... 18
2.2.5. Inhibidores de corrosión orgánicos ........................................................................ 18
2.2.6. Inhibidores de corrosión neutralizantes ................................................................. 19
2.2.7. Inhibidores de corrosión secuestrantes .................................................................. 19
2.2.8. Inhibidores de corrosión fílmicos........................................................................... 20
2.3. Formulación de los inhibidores de corrosión ............................................................... 22
2.4. Técnicas de aplicación ................................................................................................... 23
2.5. Criterios de selección de un inhibidor de corrosión..................................................... 24
2.6. Normatividad mexicana respecto del uso de inhibidores de corrosión ...................... 26
CAPÍTULO III Desarrollo Experimental ................................................................................ 28
3.1. Síntesis química del activo del inhibidor de corrosión ................................................ 29
3.1.1. Materiales y reactivos ............................................................................................. 29
3.1.2. Procedimiento de síntesis ....................................................................................... 30
3.2. Formulación del inhibidor de corrosión ....................................................................... 30
3.3. Determinación de la eficiencia del inhibidor de corrosión .......................................... 31
3.3.1. Método estándar de prueba NACE TM-0172 ....................................................... 31
3.3.2. Método estándar de prueba NACE 1D182 ............................................................ 36
3.4. Estudio de superficie de los especímenes de prueba ................................................... 40
3.4.1. Análisis de reflectancia difusa por infrarrojo ........................................................ 40
3.4.2. Análisis de espectroscopía de dispersión de energía de rayos X ......................... 40
3.5. Estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e inhibidores
comerciales ........................................................................................................................... 40
CAPÍTULO IV Análisis de Resultados ................................................................................... 42
4.1. Determinación de la estequiometría adecuada de la reacción de síntesis del activo . 42
4.2. Formulación del inhibidor de corrosión ....................................................................... 43

4.3. Determinación de la eficiencia del inhibidor de corrosión .......................................... 50
4.3.1. Determinación de la eficiencia de protección mediante el método estándar de
prueba NACE TM-0172 ................................................................................................. 50
4.3.2. Determinación de la eficiencia de protección mediante el método estándar de
prueba NACE 1D182 ...................................................................................................... 55
4.4. Caracterización del inhibidor de corrosión para obtener hoja técnica ........................ 57
4.5. Estudio de superficie de especímenes de cobre evaluados con el método NACE TM-
0172 ........................................................................................................................................ 58
4.5.1. Análisis de reflectancia difusa por infrarrojo ........................................................ 58
4.5.2 Análisis por espectroscopia de dispersión de energía de rayos X ......................... 59
4.6. Estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e inhibidores
comerciales ............................................................................................................................ 61
CONCLUSIONES .................................................................................................................... 66
REFERENCIAS ........................................................................................................................ 68
ANEXO A Formas de Corrosión ............................................................................................. 73
A.1. Corrosión generalizada o uniforme .............................................................................. 73
A.2. Corrosión localizada ..................................................................................................... 74
A.2.1. Picaduras ................................................................................................................. 74
A.2.2. Corrosión por agrietamientos ................................................................................ 75
A.2.3. Corrosión galvánica ............................................................................................... 76
A.2.4. Corrosión por erosión............................................................................................. 76
A.2.5. Corrosión intergranular .......................................................................................... 77
A.2.6. Corrosión bajo tensión ........................................................................................... 77
A.2.7. Fractura asistida por el ambiente ........................................................................... 78
ANEXO B Método Estándar de Prueba NACE TM-0172 ..................................................... 80

B.1. Preparación del espécimen de prueba .......................................................................... 80
B.2. Procedimiento de prueba............................................................................................... 81
B.3. Clasificación de los especímenes de prueba ................................................................ 82
ANEXO C Método Estándar de Prueba NACE 1D182 .......................................................... 83
C.1. Sustancias químicas de la prueba ................................................................................. 84
C.2. Preparación del espécimen de prueba .......................................................................... 85
C.3. Procedimiento de prueba............................................................................................... 85
C.4. Determinación de la eficiencia de protección.............................................................. 86

ÍNDICE DE FIGURAS
Figura 1. Causas de las fallas en los materiales metálicos de la industria petrolera ............. III
Figura 1.1. Causas de las fallas en los materiales metálicos en las refinerías y plantas
petroquímicas de Japón ............................................................................................................ 2
Figura 1.2. Proceso de corrosión electroquímica del acero en un electrolito que contiene
oxígen ........................................................................................................................................ 4
Figura 1.3. Proceso de corrosión electroquímica del acero en un electrolito que contiene
CO2, H2S y O2 ......................................................................................................................... 13
Figura 2.1 Mecanismo de acción de un inhibidor de corrosión fílmico ................................ 21
Figura 2.2. Esquema de dosificación de inhibidores de corrosión en proceso de destilación
atmosférica .............................................................................................................................. 24
Figura 3.1. Diagrama de flujo de las actividades del desarrollo experimental. .................... 28
Figura 3.2. Diagrama del equipo experimental utilizado en la síntesis del activo IMP-
ICMA. ...................................................................................................................................... 29
Figura 3.3. Ruta de reacción del activo IMP-ICMA ............................................................... 30
Figura 3.4. Material y equipo utilizado para el desarrollo de la prueba NACE TM-0172
(prueba de herrumbre) ............................................................................................................ 33
Figura 3.5. Espécimen (testigo) de prueba de acero al carbón SAE 1010 para prueba
NACE TM-0172 ..................................................................................................................... 33
Figura 3.6. Esquema del procedimiento de preparación de soluciones estándar de inhibidor
de corrosión para dosificación en prueba de herrumbre....................................................... 35
Figura 3.7. Ejemplo de la división imaginaria del área superficial de un espécimen (testigo)
de prueba ................................................................................................................................. 35
Figura 3.8. Material y equipo utilizado para el desarrollo de la prueba NACE 1D182
(prueba de la rueda) ................................................................................................................ 38
Figura 3.9. Espécimen (testigo) de prueba de acero al carbón SAE 1010 para prueba NACE
1D182 ...................................................................................................................................... 38

Figura 4.1. Evaluación de activos IMP-ICMA en NACE TM-0172 con nafta primaria de
RIAMA .................................................................................................................................... 43
Figura 4.2. Prueba de solubilidad del activo IMP-ICMA en solventes orgánicos ................ 44
Figura 4.3. Prueba de solubilidad del activo IMP-ICMA en mezclas tolueno-alcohol ........ 45
Figura 4.4. Prueba de solubilidad del activo IMP-ICMA en mezclas tolueno-isopropanol. 46
Figura 4.5. Solubilidad del activo IMP-ICMA en mezclas de solventes tolueno-isopropanol
.................................................................................................................................................... 47
Figura 4.6. Evaluación de formulados Tabla 4.1 en NACE TM-0172 con nafta primaria
RIAMA .................................................................................................................................... 48
Figura 4.7. Evaluación de formulados Tabla 4.1 en NACE TM-0172 con nafta primaria
RMH ........................................................................................................................................ 49
Figura 4.8. Evaluación de IMP-ICMA-1 en NACE TM-0172 con nafta primaria RMH..... 51
Figura 4.9. Evaluación de IMP-ICMA-1 en NACE TM-0172 con gasolina catalítica
RIAMA .................................................................................................................................... 52
Figura 4.10. Evaluación de IMP-ICMA-1 en NACE TM-0172 con testigos de cobre en
nafta primaria RMH................................................................................................................ 53
Figura 4.11. Evaluación de IMP-ICMA-1 en NACE TM-0172 con testigos de cobre en
nafta primaria RIAMA ........................................................................................................... 54
Figura 4.12. Eficiencia de IMP-ICMA-1 en medios H2S y CO2............................................ 56
Figura 4.13. Estudio por reflectancia difusa de la superficie de especímenes de cobre
(Figuras 4.10 y 4.11)............................................................................................................... 59
Figura 4.14.Espectro de difracción de rayos X para análisis elemental de la superficie de
especímenes de cobre (Figura 4.10) ...................................................................................... 60
Figura 4.15. Espectro de difracción de rayos X para análisis elemental de la superficie de
especímenes de cobre (Figura 4.11) ...................................................................................... 61
Figura 4.16. Estudio comparativo de inhibidores a 10 ppm con nafta primaria RMH ......... 62
Figura 4.17. Estudio comparativo de inhibidores a 20 ppm con nafta primaria RMH ......... 62
Figura 4.18. Estudio comparativo de inhibidores a 30 ppm con nafta primaria RMH ......... 63
Figura 4.19. Estudio comparativo de inhibidores a 10 ppm con nafta primaria RMH ......... 64
Figura 4.20. Estudio comparativo de inhibidores a 5 ppm con nafta primaria RMH ........... 65
Figura A.1. Corrosión uniforme ............................................................................................... 74

Figura A.2. Corrosión por picaduras ........................................................................................ 75
Figura A.3. Corrosión por agrietamiento ................................................................................. 75
Figura A.4. Corrosión galvánica .............................................................................................. 76
Figura A.5. Corrosión por erosión ........................................................................................... 77
Figura A.6. Esquema de la morfología del tipo de corrosión intergranular .......................... 77
Figura A.7. Corrosión bajo tensión .......................................................................................... 78
Figura A.8. Corrosión inducida por hidrógeno ....................................................................... 79

ÍNDICE DE TABLAS
Tabla 3.1. Clasificación del espécimen (testigo) de prueba. .................................................. 32
Tabla 4.2. Evaluación de IMP-ICMA-1 en NACE 1D182 en medios H2S y CO2. .............. 56
Tabla 4.3. Hoja técnica del inhibidor de corrosión IMP-ICMA-1. ........................................ 57

I
RESUMEN
El uso de inhibidores de corrosión es considerada la forma más eficiente de controlar la
corrosión interna de las líneas de procesamiento de hidrocarburos. Actualmente diversos
estudios se han enfocado hacia la obtención de inhibidores cada vez más eficientes,
económicos y amigables con el medio ambiente.
En este trabajo se evaluó el desempeño, a nivel laboratorio, de un inhibidor de corrosión en
la protección de materiales metálicos sometidos a medios amargos, en presencia de ácido
sulfhídrico (H2S), y dulces, en presencia de dióxido de carbono (CO2). Además, se
determinó la estequiometria adecuada de la reacción de síntesis del activo que compone a
dicho inhibidor y se formuló para obtener el inhibidor de corrosión.
El activo que compone al inhibidor de corrosión, denominado como IMP-ICMA, se obtuvo
a partir de la reacción química de una amina primaria comercial con un compuesto
heterocíclico oxigenado. Se estudió la influencia del reactivo limitante en la reacción de
síntesis.
Para llevar a cabo la formulación del inhibidor, se evaluó la solubilidad del activo en
diversos solventes, tanto polares, como no polares y mezclas de ambos, buscando que
tuviera buena estabilidad en un intervalo amplio de temperaturas ambientales y que
resultara económico. El inhibidor de corrosión formulado se denominó IMP-ICMA-1.
La eficiencia del inhibidor IMP-ICMA-1 en la protección de testigos de acero al carbón
cumple con lo establecido en la norma de referencia NRF-005-PEMEX por lo que puede
ser aplicado a nivel industrial. Sin embargo, el inhibidor no mostró protección cuando fue
utilizado con testigos de cobre.

RESUMEN
II
Se realizó un estudio de superficie en los testigos de cobre utilizando las técnicas de
reflectancia difusa por Infrarrojo y de espectroscopia de dispersión de energía de rayos X
(EDS, por sus siglas en inglés), acoplada a un microscopio electrónico de barrido.
Finalmente se realizó un estudio comparativo entre el inhibidor IMP-ICMA-1 y seis
inhibidores comerciales utilizados actualmente por Pemex Transformación Industrial. Los
resultados demostraron que el IMP-ICMA-1 está dentro de los dos mejores inhibidores.

III
INTRODUCCIÓN
Uno de los problemas más importantes que se presentan en la industria petrolera es la
corrosión de los materiales con los que está construida la infraestructura disponible para el
transporte, almacenamiento y procesamiento del petróleo crudo y sus derivados refinados,
es decir, el daño corrosivo que sufren los ductos de transporte, tanques de almacenamiento
y equipos de proceso, que en el lenguaje de la ingeniería química se les denomina líneas de
proceso.
En la Figura 1 se muestra un estudio estadístico referente a los tipos de fallas más
frecuentes en los materiales metálicos utilizados en la industria petrolera, se observa que
aquellas relacionadas a los fenómenos de corrosión son las más comunes con 33 % [1].
Figura 1. Causas de las fallas en los materiales metálicos de la industria petrolera [1].
La corrosión en las líneas de proceso puede ser interna o externa y se clasifica en dos tipos:
corrosión húmeda y corrosión seca. A bajas temperaturas, por debajo del punto de

INTRODUCCIÓN
IV
ebullición del agua, los materiales metálicos se corroen debido a la presencia de una fase
acuosa (corrosión húmeda), mientras que a temperaturas altas, por encima del punto de
ebullición del agua, la corrosión se produce en ausencia de dicha fase acuosa (corrosión
seca). De los dos tipos de corrosión mencionados, el de tipo húmedo no solo es el más
común sino también el que causa daños más severos en el interior de las líneas de proceso.
Ciertos compuestos que contiene el crudo de forma natural son considerados como
contaminantes pues intervienen en los procesos de corrosión, entre ellos se encuentran
compuestos de azufre, ácidos orgánicos, compuestos orgánicos pesados y sales inorgánicas.
Dentro de los compuestos de azufre, el principal agente corrosivo es el ácido sulfhídrico
(H2S). Además de los compuestos mencionados, en ciertos pozos de extracción de crudo se
encuentra dióxido de carbono (CO2), que disuelto en agua genera graves problemas de
corrosión y cuya presencia es consecuencia de técnicas de recuperación secundaria en los
procesos de extracción.
Se estima que los gastos que se generan por los problemas de corrosión en la industria
petrolera de Estados Unidos (E. U.) ascienden a 26.8 billones de dólares anualmente, éstos
por concepto de mantenimiento de las líneas de procesamiento, o paros parciales o totales
en los procesos consecuencia de problemas en el funcionamiento de las mismas [2, 3]. Sin
embargo, la cuestión económica no es la única razón por la cual se desarrollan técnicas para
el control de la corrosión, aunado a ello está la posibilidad de evitar desastres potenciales
que pueden causar problemas más graves como pérdidas de vidas o contaminación de los
recursos ambientales.
La técnica más utilizada para controlar la corrosión interna en líneas de procesamiento de
hidrocarburos se refiere al uso de inhibidores de corrosión. Actualmente se emplea una gran
variedad de inhibidores tipo fílmicos (formadores de película) para controlar la corrosión
húmeda generada por la presencia de ácido sulfhídrico (H2S), dióxido de carbono (CO2) o
ácido clorhídrico (HCl) en la fase acuosa asociada a los hidrocarburos. La presencia
siempre cambiante de dichas especies corrosivas, la cual se encuentra en función de las
características del hidrocarburo procesado, complica dicha tarea de control debido a que no
se cuenta con un inhibidor que funcione adecuadamente en todos los medios corrosivos

INTRODUCCIÓN
V
mencionados, únicamente se encuentran disponibles en el mercado formulaciones que
responden a necesidades específicas relacionadas con la concentración presente de dichos
agentes corrosivos.
El contar con un mejor entendimiento del comportamiento de los inhibidores de corrosión
puede llevar a la obtención de un producto eficiente, económico y que tenga bajo impacto
ambiental, además, existe un gran potencial económico en el mercado de los inhibidores de
corrosión pues se estima que para el año 2020 la demanda en E.U. de los mismos será
equivalente a 2.8 millones de dólares anuales [4].
De lo anterior surge la necesidad de seguir desarrollando nuevos productos que satisfagan
las necesidades de la industria, por lo que en este trabajo de tesis se planteó como objetivo
general estudiar la funcionalidad, a nivel laboratorio, de un inhibidor de corrosión
formulado para proteger líneas de procesamiento de hidrocarburos vulnerables a los
procesos de corrosión amarga, por presencia de ácido sulfhídrico (H2S), y corrosión dulce,
por presencia de dióxido de carbono (CO2).

VI
OBJETIVOS
OBJETIVO GENERAL
Estudiar la funcionalidad a nivel laboratorio de un inhibidor de corrosión formulado para
proteger líneas de procesamiento de hidrocarburos vulnerables a los procesos de corrosión
amarga y dulce.
OBJETIVOS PARTICULARES
Determinar la estequiometría adecuada de la reacción de síntesis del activo con que
se constituye el inhibidor de corrosión, variando la relación molar de los reactivos
Evaluar la dilución del activo en diferentes solventes para formular el inhibidor de
corrosión
Determinar la eficiencia del inhibidor de corrosión en la protección de especímenes
de acero y cobre sometidos a diferentes corrientes de hidrocarburos utilizando el
método de prueba estándar NACE TM-0172 “Determinación de las Propiedades
Corrosivas de Corrientes Transportadas en Tuberías de Productos del Petróleo”
Determinar la eficiencia del inhibidor de corrosión en la protección de especímenes
de acero sometidos a medios amargos y dulces utilizando el método de prueba
estándar NACE 1D182 “Wheel Test Method Used for Evaluation of Film-Persistent
Corrosion Inhibitors for Oilfield Applications”
Caracterizar el inhibidor de corrosión para obtener la hoja técnica

OBJETIVOS
VII
Realizar un estudio de superficie para determinar el comportamiento del inhibidor
de corrosión en superficies de cobre utilizando las técnicas de reflectancia difusa
por infrarrojo y de espectroscopia de dispersión de energía de rayos X (EDS)
acoplada a un microscopio electrónico de barrido
Realizar un estudio comparativo del inhibidor desarrollado con inhibidores
comerciales utilizados actualmente por Pemex Transformación Industrial.

1
CAPÍTULO I Corrosión Interna en Líneas de Procesamiento
de Hidrocarburos
1.1. Tipos de corrosión interna en las líneas de procesamiento de hidrocarburos
La corrosión se define como el ataque destructivo de un metal por una reacción química o
electroquímica con el ambiente al que se encuentra expuesto, de tal forma que se puede
clasificar en dos grupos [5]:
Corrosión electroquímica. También conocida como corrosión húmeda, en donde el
ambiente corrosivo es ocasionado por presencia de un electrolito.
Corrosión química. También conocida como corrosión seca, en donde el ambiente
corrosivo es ocasionado por un gas seco.
Los problemas de corrosión en las operaciones de procesamiento de hidrocarburos pueden
ser de tipo húmedo o seco, sin embargo, el tipo de corrosión electroquímica es el que se
presenta con mayor frecuencia. De forma general, las reacciones de corrosión más comunes
en el interior de una tubería de transporte, un equipo de proceso o un tanque de
almacenamiento, involucran la transferencia de carga entre el metal y el fluido que
transporta, procesa o almacena. Tanto el petróleo crudo como sus derivados refinados son
considerados como sustancias no corrosivas, sin embargo, la presencia de agua ocasiona los
problemas de corrosión, ya que genera ambientes ácidos cuando compuestos gaseosos
como el H2S o el CO2 se encuentran disueltos en ella [6, 7].
En la Figura 1.1 se muestra las causas de las fallas de los materiales metálicos de las
industrias petroquímicas y de la refinación de petróleo en Japón, en donde se puede

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
2
observar que el 70% de las fallas en los mismos son consecuencia del tipo de corrosión
electroquímica [8].
Figura 1.1. Causas de las fallas en los materiales metálicos en las refinerías y plantas petroquímicas de
Japón [8].
1.2. Conceptos generales del proceso de corrosión electroquímica
Para que ocurra la corrosión electroquímica deben estar presentes cuatro condiciones [9]:
Un ánodo
Un cátodo
Una conexión eléctrica metálica entre el ánodo y el cátodo, por ejemplo, la pared de
una tubería
Un electrolito, por ejemplo el agua
La razón primaria por la que ocurre la corrosión se basa en la termodinámica. La
termodinámica es la ciencia que estudia el flujo de energía, en muchos casos, este flujo de
energía se presenta en forma de calor. En el caso de las reacciones de corrosión, la cantidad
de calor generada es demasiado baja para medirla, sin embargo, el flujo de energía en las
reacciones de corrosión se presenta en forma de energía eléctrica, resultado del flujo de

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
3
electrones. Es este flujo de energía el que determina la dirección de las reacciones químicas
y de la corrosión. Para que estas reacciones ocurran espontáneamente, la energía final debe
ser más baja que la energía inicial. El ánodo se encuentra en un estado de energía más alto
que el cátodo y por eso los electrones fluyen del ánodo al cátodo. Este flujo del electrón
depende de la diferencia de energía entre el ánodo y el cátodo que se manifiesta en una
diferencia en el potencial entre los mismos [9].
Los procesos de corrosión no son sencillos, pues en el curso de los mismos tienen lugar dos
reacciones simultáneas, la oxidación del metal, que se lleva a cabo en el ánodo, y la
reducción del oxidante, que se lleva a cabo en el cátodo. Cuando la corrosión se efectúa en
ambientes secos los productos de reacción se forman directamente originando una capa
protectora sobre el metal, pero en medio acuoso las reacciones se producen separadamente
formando productos que no siempre constituyen una protección para el metal [5].
El proceso de corrosión electroquímica consiste en una reacción de oxido-reducción. En la
zona anódica del metal, donde ocurre la oxidación del material, una pérdida de iones
metálicos positivos causa una liberación de electrones generando a su vez un potencial
eléctrico que los hace fluir a través del propio material hasta llegar a la zona del cátodo. La
pérdida de iones metálicos positivos se refiere a la disolución del material, los cuales se
transfieren a la solución presente en la tubería como iones Mn+
, es decir, la corrosión del
metal M da como resultado su oxidación, dando iones con valencia n+ y la liberación de n
electrones, tal como lo muestra la Ecuación 1.1. El valor de n depende de la naturaleza del
metal, por ejemplo, el hierro es de naturaleza divalente, tiene 2 electrones de valencia y por
lo tanto en el proceso de oxidación da iones con valencia 2+ y libera 2 electrones (2e-), tal
como lo muestra la Ecuación 1.2 [5, 9].
En la zona catódica, donde ocurre la reacción de reducción, se consumen los electrones
liberados en la reacción anódica por neutralización o por reacciones con iones presentes en
el electrolito. Las reacciones anódicas dependen del tipo de ambiente al que esté expuesto

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
4
el metal. Hay varias reacciones catódicas que se encuentran asociadas a la corrosión de los
metales, por ejemplo, la reacción de reducción de oxígeno en una solución alcalina
(Ecuación 1.3), la reacción de desprendimiento de hidrógeno (Ecuación 1.4), entre otras [5,
9].
Las principales características del proceso de corrosión electroquímica en un pedazo de
acero sometido a una solución acuosa que contiene oxígeno se presentan esquemáticamente
en la Figura 1.2 [3].
Figura 1.2. Proceso de corrosión electroquímica del acero en un electrolito que contiene oxígeno [3].
En la figura 1.2 se observa en forma esquemática cómo los iones metálicos Fe2+
reaccionan
con los iones OH- y juntos forman hidróxido de hierro Fe(OH)2, el cual se deposita sobre la
superficie del metal [5]. En este caso, una zona del metal actúa como el ánodo y una región

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
5
separada actúa como el cátodo. La distancia entre estas áreas puede ser tan pequeña como
unos milímetros y puede resultar de las diferencias en la química local del material,
reparaciones hechas usando nuevos materiales de tubería, entre otras razones. Es preciso
mencionar que en cualquier momento un área determinada del material podría ser el ánodo
y otra el cátodo, pero éstas pueden intercambiarse si las condiciones cambian. Así, sólo
porque un área sea considerada el ánodo, no necesariamente significa que siempre será el
ánodo [9].
1.3. Variables de influencia en el proceso de corrosión electroquímica
Una vez definido que el proceso de corrosión principal en el interior de los ductos de
transporte, equipos de proceso y tanques de almacenamiento es de tipo electroquímico, es
importante profundizar en las variables que determinan la severidad o la forma en la cual el
metal es atacado, dichas variables están relacionadas a:
Las características del hidrocarburo y del agua asociada al mismo, las cuales
determinan el tipo de medio ácido al que es sometido el material
Condiciones de operación, por ejemplo temperatura y presión
El tipo de emulsión presente y el patrón de flujo, con mayor influencia en los ductos
de transporte
Las características del metal
1.4. Mecanismos de corrosión por medios ácidos
El petróleo crudo es considerado como una sustancia no corrosiva, inclusive se ha
determinado que inhibe en cierta forma los procesos de corrosión cuando es transportado en
tuberías de acero al carbón [10]. En estudios recientes se ha determinado que las
propiedades inhibidoras tienen relación no solo con el tipo de emulsión o patrón de flujo
presente en el sistema (evitando el contacto de la fase acuosa con el material), también se

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
6
relaciona con ciertos componentes orgánicos nitrogenados y oxigenados presentes en el
petróleo, los cuales se adsorben a la superficie del metal. Se ha encontrado que no todos los
tipos de petróleo tienen el mismo comportamiento, lo que llevó a la teoría de que las
propiedades de inhibición de corrosión están relacionadas a los componentes SARA
(Saturados, Resinas, Aromáticos y Asfalténos) de los mismos; teoría que posteriormente
fue confirmada al llevar a cabo un estudio en el que se evaluaron los componentes por
separado encontrando que los grupos asfalténicos y parafínicos otorgan las propiedades de
inhibición de corrosión [11-13]. Sin embargo, de forma natural, también posee compuestos
orgánicos entre sus moléculas, o bien, asociado a él, como es el caso de los gases
corrosivos (H2S y CO2), ácidos orgánicos, compuestos de azufre, sales, entre otros, que en
presencia de agua forman ambientes corrosivos. Dichos compuestos precursores de la
corrosión (también conocidos como agentes corrosivos) y sus respectivos mecanismos de
corrosión se detallan a continuación.
1.4.1. Corrosión por dióxido de carbono (CO2)
La corrosión generada por presencia de CO2, también conocida como “corrosión dulce”, es
uno de los tipos más estudiados en la industria petrolera [6, 14, 15]. Tanto el petróleo
crudo, como el gas natural asociado en el yacimiento, contienen cantidades variables de
CO2 debido a que es utilizado en técnicas de recuperación secundaria [16, 17]. El dióxido
de carbono es un gas altamente soluble que genera acidez en una solución, dicho gas,
cuando se encuentra seco, no es corrosivo en el intervalo de las temperaturas que se
encuentran en la producción de petróleo y gas. Tiene que encontrarse disuelto en una fase
acuosa para promover una reacción de corrosión electroquímica entre el acero y la fase
acuosa en contacto [18]. Los iones formados reaccionan con la superficie del metal en
muchas formas, siendo esta la razón por la cual el dióxido de carbono es más corrosivo
comparado con otros ácidos minerales de la misma molaridad evaluados en el intervalo de
las presiones parciales usualmente presentes en tuberías de transporte y producción de
hidrocarburos [15].
El proceso de corrosión por dióxido de carbono varía de acuerdo con las condiciones del
sistema, en la industria petrolera ocurre generalmente en condiciones anaeróbicas, es decir,
en ausencia de oxígeno [16, 19]. La corrosión por CO2 se lleva a cabo en diversas etapas

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
7
formando varias especies reactivas. La primera de ellas corresponde a la disolución del
dióxido de carbono en el agua formando ácido carbónico (H2CO3) tal como lo representa la
Ecuación 1.5 [15, 20].
Las reacciones catódicas que se llevan a cabo en la superficie del material corresponden a
la reducción del ácido carbónico a iones bicarbonato (Ecuación 1.6); a la reducción de los
iones bicarbonato a iones carbonato (Ecuación 1.7) y por último la reducción de los
protones, formando hidrógeno, (Ecuación 1.8) [18].
La reacción anódica principal corresponde a la oxidación de hierro a iones ferrosos
(Ecuación 1.9). Los iones ferrosos reaccionan con los iones carbonato formando carbonato
ferroso (FeCO3) (Ecuación 1.10), el cual precipita debido a su baja solubilidad formando
una película pasiva, visible y de coloración café pálida sobre la superficie del acero. Dicha
película, nombrada “Siderita” cuando se encuentra en su forma mineral, reduce la velocidad
del proceso de corrosión cuando se encuentra en forma estable y no es posible removerla a
menos que se aplique una fuerza mecánica o de fricción. Cualquier proceso que ayude a la
formación y estabilidad de la película de carbonato ferroso reducirá la velocidad de
corrosión, o bien, cualquier proceso o acción que remueva o prevenga la formación de la
película, aumentará la velocidad de corrosión. Los ductos de transporte de petróleo crudo
operan por encima del flujo en el cuál la película de carbonato ferroso se encuentra estable
con la intención de crear la película y así retardar el proceso de corrosión [15, 20].

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
8
La concentración de CO2 en el agua se determina mediante el concepto de presión parcial,
una simple regla establece que cuando la presión parcial del gas es menor a 1 bar, la
velocidad de corrosión será baja; si se encuentra en el intervalo de 1 a 2 bar, la velocidad de
corrosión será moderada; y si el valor está por encima de 2 bar, la velocidad del proceso
corrosivo será alta [15].
Aunado a la concentración del gas, el pH, la presión y la temperatura del sistema son
variables que determinan la severidad de la corrosión. El pH es la indicación de la
concentración de iones hidrógeno (H+) en las soluciones y es una de las principales especies
implicadas en la reacción catódica de proceso de corrosión por CO2. Cuando el valor de pH
es alto, la solubilidad del carbonato ferroso (FeCO3) es baja, lo que resulta en un aumento
en la tasa de precipitación y por ende en la formación de la película en la superficie del
material, reduciendo la velocidad de corrosión [21].
El incremento en la temperatura acelera todos los procesos implicados en el proceso
corrosivo por presencia de CO2, incluido el transporte de las especies, las reacciones
químicas en la mayoría de las soluciones y las reacciones electroquímicas en la superficie
de metal. El aumento en la temperatura aumenta la velocidad de precipitación de carbonato
ferroso (FeCO3) de manera significativa [21].
Debido a que la concentración de dióxido de carbono en el petróleo crudo debe ser baja
para poder transportarlo y procesarlo se utilizan separadores atmosféricos para reducir la
cantidad del gas corrosivo hasta obtener una presión parcial menor a 0.1 bar, a la cual se
calcula que la velocidad de corrosión sea de 0.16 mm/año a temperatura ambiente [15].
Ciertas formas de corrosión localizada, como es el caso de las picaduras, se relacionan con
los procesos de corrosión por presencia de CO2 [15]. En el anexo A se encuentra la
descripción de la forma de corrosión por picadura.
1.4.2. Corrosión por compuestos de azufre
El azufre presente en el petróleo crudo se encuentra unido a estructuras de hidrocarburos y
puede estar implicado en los procesos de corrosión interna de tuberías, equipos de proceso
o tanques de almacenamiento, bajo ciertas condiciones bien definidas. Algunas de las
estructuras de hidrocarburo-azufre mencionadas, no desempeñan ningún papel en los

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
9
procesos de corrosión hasta que son descompuestas en la refinería a temperaturas en el
intervalo de 230 a 455°C [15]. Entre los compuestos de azufre presentes en el petróleo se
encuentran el ácido sulfhídrico, mercaptanos (compuestos orgánicos que contienen azufre),
sulfuros alifáticos y cíclicos, disulfuros alifáticos (similares a los mercaptanos pero con
mayor contenido de azufre y menos volatilidad) y tiofenos (C4H4S) [22].
1.4.2.1. Corrosión por azufre elemental (S)
El azufre elemental, si está presente, es corrosivo si entra en contacto con la superficie
metálica en zonas donde hay contacto persistente con la fase acuosa presente en el medio
[15].
1.4.2.2. Corrosión por ácido sulfhídrico (H2S)
La corrosión generada por presencia de H2S, también conocida como “corrosión amarga”
[6, 14], representa un problema significativo tanto para las operaciones de producción de
petróleo, como para las operaciones referentes al procesamiento del mismo en refinerías. La
formación de incrustaciones sobre la superficie del material es uno de los factores
importantes que rigen la velocidad de corrosión en este tipo de medio [21]. La corrosión
por H2S se lleva a cabo en diversas etapas formando varias especies reactivas. La primera
de ellas corresponde a la disolución del ácido sulfhídrico en el agua. Las reacciones
catódicas que se llevan a cabo en la superficie del material corresponden a la reducción de
los iones hidrosulfuros (HS¯) (Ecuación 1.11), a la reducción de los iones sulfuro (S
=)
(Ecuación 1.12), y por último la reducción de los protones, formando hidrógeno (Ecuación
1.13) [21, 23].
)
La reacción anódica principal corresponde a la oxidación de hierro a iones ferrosos
(Ecuación 1.14). Los iones ferrosos reaccionan con los iones sulfuros formando sulfuro
ferroso (FeS) (Ecuación 1.15) [21, 23].

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
10
En contraste con la precipitación de los carbonatos ferroso (FeCO3) por presencia de CO2,
en un medio amargo por presencia de H2S, muchos tipos de sulfuro de hierro se pueden
formar, teniendo unos más afinidad a depositarse que otros. Entre los sulfuros de hierro se
encuentra el: sulfuro ferroso (FeS); también nombrado mackinawite, Pyrrhotite (FeS),
Pyrite (FeS2); y sulfuros ferrosos cúbicos como smythite y greigte (Fe3S4). La especie
mackinawite es la que se forma primero en la superficie del acero y las demás se forman
principalmente por cambios en el medio corrosivo, por ejemplo, en tanques de
almacenamiento cuando el sulfuro de hierro (FeS) está expuesto a ambientes ácidos micro-
aeróbicos puede transformarse en una de las formas de FeS2 [15, 21].
La estructura y composición de la película protectora de FeS depende en gran medida de la
concentración del H2S en el sistema, sin embargo, además de la concentración del gas, el
pH del sistema es una variable que tiene influencia en la severidad de la corrosión y el tipo
de película formada en la superficie del material.
La naturaleza protectora y la composición del producto de corrosión dependen en gran
medida del pH de la solución. A valores de pH inferiores a dos, el sulfuro de hierro (FeS)
no se precipita sobre la superficie del metal debido a que es altamente soluble, acelerando
el efecto de la reacción anódica que corresponde a la disolución del hierro, sin embargo,
cuando el valor de pH se encuentra entre 3 y 5, se observa la formación de una película
protectora de sulfuro de hierro (FeS) sobre la superficie del metal, la cual disminuye la
velocidad de corrosión. A un valor de pH en el intervalo de 5 a 7 y a temperatura ambiente,
se forma un sulfuro de hierro de tipo mackinawite a través de una reacción en estado sólido,
el cual precipita [21, 24].
Con respecto a la temperatura, la dependencia que tiene el proceso de corrosión por H2S
hacia dicha variable es muy débil cuando el material se expone al medio por periodos
cortos y tampoco parece tener un efecto más notorio cuando se somete a tiempos de

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
11
exposición más largos. Lo anterior sugiere que la severidad de la corrosión amarga es
controlada principalmente por la concentración del gas corrosivo [25].
Entre las formas de corrosión localizada que se relacionan con los procesos de corrosión
por presencia de H2S, se encuentran las picaduras, la corrosión intergranular, el
agrietamiento inducido por sulfuros y la fractura inducida por hidrógeno [15], las cuales se
describen a detalle en el anexo A.
La presencia de H2S provoca una notable corrosión por picaduras. Las películas de sulfuro
de hierro que se forman mediante la reacción de los iones sulfuros con la superficie de
acero funcionan bajo ciertas condiciones, como películas protectoras; sin embargo, cuando
éstas se rompen en área pequeñas, la película protectora puede no reformarse ocasionando
corrosión en forma de orificios [15].
El H2S puede causar corrosión intergranular, la cual con el tiempo se convertirá en
corrosión por picaduras [15].
El agrietamiento inducido por sulfuros es el resultado de la acción conjunta del estrés
mecánico y de un conjunto específico de condiciones ambientales. Los aceros sensibles
pueden agrietarse si la concentración de H2S es suficientemente alta [15].
Las fracturas inducidas por hidrógeno resultan de la formación de ampollas llenas de
hidrógeno que pueden ocurrir en la pared, por ejemplo, de una tubería en servicio amargo
(en presencia de H2S) debido a la migración de hidrógeno atómico generado en las
reacciones de reducción en el cátodo, quedando atrapado, por ejemplo, en laminaciones.
Esta forma de corrosión sólo ocurre cuando hay una alta concentración de H2S presente y el
pH del agua es ácido [15].
1.4.3. Corrosión por dióxido de carbono (CO2) y ácido sulfhídrico (H2S)
El ácido sulfhídrico es más soluble que el dióxido de carbono en la fase acuosa. La
presencia de H2S reduce la velocidad de corrosión general que se produciría en presencia
solo de CO2. Se ha encontrado que los productos de corrosión formados en el sistema
CO2/H2S dependen de las concentraciones de los mismos, a alta concentración de H2S y
baja concentración de iones Fe2+
, la película producto de la corrosión formada en la

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
12
superficie del material es predominantemente mackinawite (FeS). A baja concentración de
H2S y alta concentración de iones Fe2+
, se forman tanto carbonato ferroso (FeCO3) como
mackinawite (FeS) [15, 21, 26].
1.4.4. Corrosión por oxígeno (O2)
La presencia de oxígeno en los sistemas de procesamiento de crudo puede causar corrosión,
el oxígeno puede entrar en una tubería a través de los sellos en el lado de succión de las
bombas o a través de las membranas flotantes de los tanques de almacenamiento.
Generalmente la concentración de oxígeno en el petróleo crudo es baja debido a que hay
suficiente gas disuelto en él, lo que evita que el oxígeno se disuelva. Lo anterior se debe a
que tanto el CO2como el H2S son más solubles en el crudo y en el agua. El oxígeno es más
soluble en el petróleo que en el agua y como consecuencia, si en una línea de
procesamiento hubiese una pequeña entrada de oxígeno, no necesariamente resultaría en un
problema corrosivo grave porque la concentración de oxígeno en el agua sería baja y no
tendría influencia en los procesos de corrosión electroquímica. La corrosión por presencia
de oxígeno ocurrirá en la entrada de una tubería y se reduciría a medida que la
concentración de oxígeno disminuye [15].
En la Figura 1.3 se representa en forma esquemática los procesos de corrosión de una placa
de acero por presencia de CO2, H2S y O2 disueltos en la fase acuosa que está en contacto
con su superficie. Es posible observar la formación de productos de corrosión como
hidróxidos de hierro (Fe2O3·H2O), sulfuros de hierro (FeSx) y carbonatos de hierro (FeCO3)
y, de forma simultánea, la migración de algunos electrones (e-) al cátodo, en cuya superficie
reducen los compuestos de oxígeno (presentes en la fase acuosa) a iones hidróxido (OH-) o
los iones hidrogeno (H+) formando hidrógeno elemental en estado gaseoso (H2) [3].

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
13
Figura 1.3. Proceso de corrosión electroquímica del acero en un electrolito que contiene CO2, H2S
y O2 [3].
1.4.5. Corrosión por cloruros
Los problemas de corrosión por cloruros se generan por la presencia de sales inorgánicas
cloradas en el agua asociada al petróleo crudo. Entre dichas sales, se pueden encontrar:
cloruro de magnesio (MgCl2), cloruro de calcio (CaCl2) y cloruro de Sodio (NaCl), las
cuales se hidrolizan por efecto de la temperatura tal como lo establecen las Ecuaciones
1.16, 1.17 y 1.18, formando ácido clorhídrico (HCl) [27-29].
Las reacciones catódicas que se llevan a cabo en la superficie del acero corresponden a la
reducción del ácido clorhídrico a iones cloruro (Ecuación 1.19), y a la reducción de los
protones, formando hidrógeno (Ecuación 1.20) [27-29].

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
14
La reacción anódica principal corresponde a la oxidación de hierro a iones ferrosos
(Ecuación 1.21). Los iones ferrosos reaccionan con los iones cloruros formando cloruro
ferroso (FeCl2) (Ecuación 1.22) [27-29].
La corrosión producida por el HCl es característica de los procesos de refinación, por
ejemplo, se presenta en los domos de las torres fraccionadoras de crudo, en donde el ácido
clorhídrico formado a partir de la hidrolización de las sales (que no se pudieron separar en
los equipos desaladores) se disocia en el agua condensada en el domo de la torre
disminuyendo el pH del fluido procesado causando corrosión por picaduras [27-29].
1.4.5.1 Corrosión por cloruros y H2S
Cuando el pH del agua es menor a 5, el HCl disuelve los sulfuros metálicos (FeS)
productos de la corrosión por H2S presentes en la superficie del material. Se trata de un
sistema dinámico corrosivo, dado que las reacciones químicas ocurren simultáneamente. Es
un medio muy agresivo que genera picaduras en la superficie del material metálico [29].
1.4.6. Corrosión por ácidos orgánicos
Los ácidos orgánicos pueden estar disueltos en el petróleo crudo, o bien, disueltos en el
agua asociada al mismo. La concentración de los ácidos orgánicos se determina mediante el
cálculo del número de ácido total (TAN), el cual es una medida química de los ácidos
solubles totales en el crudo. Los principales ácidos orgánicos de interés son los ácidos
nafténicos, entre los que se encuentran clasificados tanto los ácidos ciclopentilo como los
ciclohexil carboxílico. La corrosión generada por ácidos nafténicos ha sido ampliamente
estudiada por los problemas que genera en las refinerías. Se produce principalmente en
torres de destilación, tuberías y otros equipos que manejan petróleo crudo, diesel ligero,
diesel pesado, residuos atmosféricos, gasóleos de vacío ligeros y pesados, así como

CAPÍTULO I Corrosión Interna en Líneas de Procesamiento de Hidrocarburos
15
residuos de vacío que operan en el intervalo de temperaturas de entre 200 y 400°C [30].
Generalmente, la corrosión generada por ácidos nafténicos no se ha considerado relevante
para fracciones más ligeras que el diesel en columnas de destilación atmosférica, dado que
la temperatura de procesamiento de dichas cargas no supera el intervalo de temperaturas
definido anteriormente, en el cual se observa el efecto de este tipo de corrosión [15, 30].
Prácticamente es imposible evitar la corrosión de los materiales metálicos, sin embargo, es
posible controlarla. Básicamente todos los métodos que existen para el control de la
corrosión son intentos para inhibir el mecanismo de las reacciones de corrosión, de tal
manera que se pueda lograr que sea lo más eficiente [31].
En el caso de los ductos que transportan hidrocarburos, hay dos mecanismos que ayudan a
disminuir la corrosión interior, uno es la limpieza mecánica y la otra es el uso de
inhibidores de corrosión.

16
CAPÍTULO II Inhibidores de Corrosión para el Control Interno
de Líneas de Procesamiento de Hidrocarburos
2.1. Inhibidores de corrosión
Los inhibidores de corrosión son sustancias químicas que protegen al metal del ataque
electroquímico cuando son sometidos a soluciones ácidas [31]. En la industria petrolera,
desde su aparición en el año de 1940, los inhibidores de corrosión siempre han sido
considerados como la principal defensa contra los problemas ocasionados por la corrosión
interna de ductos de transporte y equipos de proceso provocados por las condiciones de
procesamiento y las concentraciones de sales, gases corrosivos y agua [32].
En la literatura científica se reporta que se tiene una amplia lista de compuestos que
exhiben propiedades de inhibición, sin embargo, de todos ellos solo unos cuantos son
utilizados en la práctica debido a que las propiedades deseables en un inhibidor usualmente
se extienden más allá de las relacionadas a la protección de la superficie metálica, por
ejemplo, consideraciones económicas, ambientales y de disponibilidad [33].
2.2. Clasificación de los inhibidores de corrosión
Se han propuesto diversas clasificaciones para agrupar los diferentes tipos de inhibidores de
corrosión disponibles. Según su naturaleza química, según el proceso o semireacción que
retardan, según el carácter iónico del inhibidor, según el medio corrosivo en el que resultan
efectivos, según el tipo de corrosión que combaten, etc., son algunos ejemplos, sin
embargo, comúnmente son clasificados en tres grupos [34, 35]:

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
17
Inhibidores anódicos, catódicos o mixtos, de acuerdo a su acción polarizante
Inhibidores orgánicos e inorgánicos, de acuerdo a su composición química
Inhibidores neutralizantes, secuestrantes y de formación de película
2.2.1. Inhibidores de corrosión anódicos
Los inhibidores de corrosión anódicos, también llamados inhibidores de pasivación, actúan
formando un compuesto insoluble, por ejemplo, óxido férrico, el cual precipita en los
lugares anódicos, evitando la reacción anódica que se caracteriza por la oxidación del
metal. Entre los inhibidores anódicos se encuentran compuestos como hidróxido de sodio,
carbonatos, silicato y borato de sodio, cromato sódico, nitritos y benzonatos sódicos, entre
otros. Los inhibidores anódicos, los cuales reaccionan con los iones metálicos Me+,
producidos en el ánodo, formando hidróxidos, generalmente insolubles que se depositan
sobre la superficie metálica formando una película insoluble e impermeable. De la
hidrólisis de los inhibidores, se producen iones OH-. Uno de los principales problemas de
los inhibidores anódicos es que tienen que estar presentes en una concentración suficiente,
con el objetivo de asegurar que cualquier posible defecto en la película de óxido sea
cubierto, ya que de lo contrario, puede ocurrir una corrosión por picaduras, tipo de
corrosión que se describe en el anexo A [31, 36].
2.2.2. Inhibidores de corrosión catódicos
Los inhibidores de corrosión catódicos evitan el proceso de la reacción catódica del metal,
estos inhibidores poseen iones metálicos capaces de producir una reacción catódica, de la
cual a su vez se producen compuestos insolubles que precipitan selectivamente en sitios
catódicos. Sobre el metal se deposita una película compacta y adherente, restringiendo la
difusión de especies propensas a las reacciones de reducción en dichas áreas, por ejemplo,
la difusión del oxígeno o de electrones conductores. Entre los inhibidores catódicos se
encuentran compuestos como sulfatos de zinc y magnesio, bicarbonatos de calcio, entre
otros. La película restringe el contacto entre metal con el medio ácido, incluso si está
completamente sumergido, evitando la reacción de corrosión. Debido a esto, el inhibidor
catódico es independiente de la concentración, por lo tanto, son considerablemente más
seguros que los inhibidores anódicos [31, 36].

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
18
2.2.3. Inhibidores de corrosión mixtos
El riesgo de utilizar inhibidores anódicos se puede minimizar utilizando los llamados
sistemas de inhibidores de efecto sinergético, los cuales, son mezclas de inhibidores
anódicos y catódicos. El constituyente catódico disminuye la velocidad de corrosión
permitiendo al constituyente anódico “sellar” la capa de óxido con una concentración
menor que si estuviera actuando solo. En los medio ácidos (característicos de la industria de
procesamiento de hidrocarburos) la película protectora de óxido formada sobre el acero se
disuelve, por tal motivo este tipo de inhibidores no puede ser aplicado. En tal caso se
emplean los inhibidores de adsorción específica, moléculas orgánicas que aíslan el metal de
medio ácido, protegiendo la superficie por adsorción [31].
2.2.4. Inhibidores de corrosión inorgánicos
Esta clasificación se hace en relación con la naturaleza química de la sustancia que
compone al inhibidor. La primera generación de inhibidores de corrosión que se desarrolló
con el objetivo de reducir las velocidades de corrosión fue de tipo inorgánico. Los más
comunes fueron los cromatos y el arsénico, usados para inhibir la corrosión de aceros y
aleaciones en medios con diferentes valores de pH, sin embargo, eran considerados nocivos
para el medio ambiente y su uso fue prohibido por las agencias gubernamentales siendo
remplazados por molibdatos y tungstatos considerados menos tóxicos. Actualmente se
utilizan boratos, carbonatos, silicatos y fosfatos [37]. Los inhibidores de corrosión
inorgánicos se clasifican a su vez en catódicos y anódicos. Los inhibidores inorgánicos
catódicos, también conocidos como inhibidores de precipitación, forman compuestos
insolubles que se depositan sobre la superficie metálica protegiéndola. Dichos compuestos
son sales formadas a partir de iones de óxidos metálicos. Los inhibidores orgánicos
anódicos, también conocidos como inhibidores de pasivación, inhiben las reacciones
anódicas incrementando el pH del sistema [37, 38].
2.2.5. Inhibidores de corrosión orgánicos
A mediados de la década de los 40 se desarrolló el primer inhibidor orgánico a partir de
aminas con la finalidad de sustituir a los de tipo inorgánico, encontrando que además de ser
menos tóxicos, eran más eficientes [39]. Los compuestos orgánicos utilizados como

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
19
inhibidores, ocasionalmente, actúan como catódicos o anódicos, sin embargo,
aproximadamente el 80% de los inhibidores orgánicos actúan como inhibidores de tipo
mixto, actuando a través de un proceso de adsorción superficial, designado como formador
de película. Este tipo de inhibidores forman una película protectora sobre la superficie
metálica, lo que proporciona una barrera para la disolución del metal en el electrolito [36,
40].
La eficiencia de los inhibidores de corrosión orgánicos está relacionada con la presencia de
grupos funcionales polares con átomos de azufre, oxígeno o nitrógeno en la molécula de
compuestos heterocíclicos y la afinidad de éstos con la superficie metálica [36].
Actualmente algunos compuestos orgánicos de bases nitrogenadas, tales como aminas,
amidas, amidoaminas e imidazolinas han sido utilizados exitosamente en la industria
petrolera [33]. Las imidazolinas han sido estudiadas en los últimos años pues se sintetizan a
partir de hacer reaccionar un compuesto de dietilentriamina y ácidos oleicos obtenidos de
aceites vegetales, haciendo énfasis en la biodregradabilidad que tienen [41].
2.2.6. Inhibidores de corrosión neutralizantes
Con el objetivo de controlar la acción corrosiva de los medios ácidos, se añaden inhibidores
neutralizantes al sistema para disminuir la concentración de los iones hidrógeno en el
medio. Entre los inhibidores neutralizadores más comunes se encuentran el amoníaco, el
hidróxido sódico, la morfolina y varias aminas, como alquilaminas y poliaminas. Al utilizar
estos inhibidores, es importante considerar las condiciones físicas del metal para maximizar
su propósito. Los neutralizadores deben tener un perfil similar al del ácido para que esté
disponible cuando éste se forme en el sistema. Los neutralizantes son requeridos de manera
estequiométrica, ya que reducen la corrosión por neutralización de los iones hidrógeno. El
amoníaco, por ejemplo, es un neutralizador barato, pero no es soluble en la fase acuosa y se
evapora rápidamente lo que compromete su eficacia [40, 43].
2.2.7. Inhibidores de corrosión secuestrantes
En la industria petrolera también se utilizan sistemas con inhibidores secuestrantes para
eliminar agentes corrosivos específicos. El oxígeno disuelto es uno de los objetivos más
comunes. A pesar de que se suele instalar sistemas de extracción de vapor en los equipos de

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
20
proceso, estos son incapaces de eliminar completamente todos los rastros de oxígeno, por lo
tanto, se incorporan inhibidores secuestrantes de oxígeno. La hidracina y el sulfito de sodio
son algunos ejemplos [40, 43].
2.2.8. Inhibidores de corrosión fílmicos
Los inhibidores de la corrosión formadores de película, también conocidos como
inhibidores de barrera o interfase, son los más usados en la industria petrolera. Tienen un
mejor funcionamiento comparados con otras clases de inhibidores, ya que no necesitan
interactuar con el medio ácido o los agentes corrosivos para ser eficaces pues crean una
barrera protectora que impide el contacto entre la superficie del metal y la fase acuosa
corrosiva [3]. Dicha barrera protectora en la superficie metálica a por medio de un proceso
de adsorción física, debido a interacciones iónicas o electroestáticas, o al proceso de
adsorción química por medio de enlaces covalentes del orbital π de la molécula del
inhibidor con la superficie del material. La adsorción física se forma rápidamente pero
puede romperse con facilidad si aumenta la temperatura del medio. La adsorción química,
por otro lado, se forma de manera más lenta y aumenta con el incremento de la temperatura
del medio [40].
Este tipo de moléculas están compuestas por dos secciones que exhiben propiedades
diferentes. Por un lado cuenta con una cadena polar, cuya cabeza es responsable de
interactuar con la superficie metálica mediante los procesos de adsorción mencionados
anteriormente, y por otro lado, por un grupo con características apolares. En resumen, su
eficiencia se fundamenta en la polaridad de la molécula, soluble en aceite (hidrófoba) y que
además de interactuar con las moléculas del hidrocarburo, se adsorbe a la superficie del
material formando una película que repele el agua y la protege de la fase acuosa corrosiva,
bloqueando las reacciones anódicas y catódicas que se originan por la existencia de
microceldas electroquímicas sobre el metal limitando la difusión de los iones corrosivos o
moléculas hacia el material sin causar variaciones en el pH del medio presente [39-44]. La
Figura 2.1 muestra un esquema del funcionamiento de los inhibidores de corrosión
formadores de película [3].

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
21
Figura 2.1 Mecanismo de acción de un inhibidor de corrosión fílmico [3].
Los compuestos de tipo amidas e imidazolinas son ejemplos de inhibidores de corrosión
orgánicos que funcionan a su vez como inhibidores fílmicos y pueden ser solubles tanto en
aceite como en agua. Se ha demostrado su alta eficiencia en diferentes condiciones
corrosivas, por ejemplo, las generadas por presencia de CO2, H2S y HCl [40]. Los
compuestos de tipo aminas, que de igual forma son inhibidores de corrosión orgánicos que
funcionan a su vez como inhibidores fílmicos, también son efectivos en el control de la
corrosión dulce, amarga y por presencia de iones cloruros, sin embargo, son mas tóxicos
que aquellos compuestos por amidas e imidazolinas [3].
Los inhibidores fílmicos también han demostrado buena eficiencia en la protección de la
corrosión generada por ácidos nafténicos, la cual ocurre a altas temperaturas (200°C), sin
embargo, se ha demostrado que aquellos sintetizados a partir de aminas y amidas son
ineficientes para dicho propósito, se prefieren los de tipo sulfónico [40]. Aún cuando los
inhibidores de corrosión formadores de película son bastante comunes y eficaces, algunos
puntos más difíciles de alcanzar en las líneas de procesamiento de hidrocarburos quedan

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
22
desprotegidos, en estos casos, la adición de neutralizantes a la formulación proporcionará la
protección necesaria [40].
Se ha demostrado que los inhibidores de corrosión fílmicos no tienen buena eficiencia en la
protección de la corrosión generada por la presencia de oxígeno [3].
2.3. Formulación de los inhibidores de corrosión
Para propósitos de aplicación, se prefiere que los inhibidores de corrosión se encuentren en
estado líquido, por lo tanto, se requiere ajustar la viscosidad de ciertos activos mediante la
adición de un solvente adecuado [45]. Todos los químicos líquidos inhibidores de corrosión
pueden clasificarse según sus características de solubilidad en agua o en aceite, así como su
capacidad de dispersión. Estas características son importantes dado que muchas técnicas de
tratamiento requieren diluir el compuesto químico (activo), en un solvente apropiado (agua,
solventes orgánicos, alcoholes, entre otros.) antes de la aplicación. Un químico se considera
soluble en un solvente si la mezcla de químico-solvente permanece transparente, y se
considera dispersable si solo se puede dispersar en el solvente mediante agitación. La
dispersión del activo en el solvente puede separarse rápidamente o permanecer dispersada
de manera uniforme por periodos largos. Dependiendo de la composición química del
solvente, el químico puede ser parcialmente soluble y dispersable en un sistema de
solventes específicos [6].
Si bien los compuestos químicos (activos) son los responsables de la inhibición de la
corrosión del metal, por sí solos no suelen ser suficientemente eficaces para el control de la
misma a nivel industrial y, por lo tanto, además del solvente utilizado para reducir la
viscosidad del activo y garantizar la estabilidad de la formulación en diversos ambientes,
aditivos como tensoactivos (surfactantes), intensificadores o neutralizadores son añadidos a
las formulaciones que se encuentran disponibles en el mercado [46, 47].
Entre los solventes empleados habitualmente se encuentran los de tipo aromático como
tolueno, xileno u otras mezclas. De igual forma, se ha observado que glicoles y alcoholes,
CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
23
como metanol e isopropanol, son utilizados comúnmente. El metanol es un solvente muy
rentable y es aplicado en algunos países de Europa, ya que plantea poco riesgo para el
medio ambiente. El isopropanol es un disolvente excelente, pero tiene un punto de
inflamación bajo y necesita ser etiquetado como un producto formulado flamable [47, 48].
La cantidad presente de alcohol en un formulado debe cuidarse debido a que los alcoholes
pueden servir como fuente de alimento para algunas bacterias fomentando su crecimiento
[6].
Es de suma importancia que el formulado encuentre estabilidad en un amplio intervalo de
temperaturas debido a que los inhibidores se suelen almacenar y utilizar en intemperies.
Deben permanecer en estado líquido tanto en climas fríos como calurosos y no presentarse
problemas de separación o solidificación [43, 47].
2.4. Técnicas de aplicación
La aplicación de los inhibidores de corrosión puede realizarse con tratamientos por
descargas (lotes) o por inyección continua. La elección de un método de aplicación está en
función del tipo de inhibidor que se pretende utilizar. Los inhibidores de corrosión fílmicos,
que se adsorben a la superficie del material o a los productos corrosivos presentes en ellas
formando una película cuyo grado de vida es variable, normalmente se aplican por lotes.
Los inhibidores que interactúan químicamente con la superficie del metal deben aplicarse
de forma continua dado que, para garantizar la protección, se requiere una concentración
constante [6].
Cuando se transportan volúmenes importantes de líquidos, como en una tubería de
transporte, se recomienda el método de aplicación por inyección continua sin importar el
tipo de inhibidor que se requiere aplicar. Las concentraciones típicas son muy variables y
dependen de la corrosividad del medio y del tipo de inhibidor [6].
La Figura 2.2 muestra el esquema de una unidad de destilación atmosférica [49]. Como se
observa, cierta concentración de inhibidor es añadida en la línea que sale por el domo de la

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
24
torre fraccionadora y se dirige a los condensadores. La aplicación en este tipo de procesos
se lleva a cabo por descargas (lotes) [37, 50, 51].
Figura 2.2. Esquema de dosificación de inhibidores de corrosión en proceso de destilación
atmosférica [49].
2.5. Criterios de selección de un inhibidor de corrosión
Los criterios para seleccionar un inhibidor de corrosión son [6]:
La capacidad de evitar la corrosión presente y la compatibilidad con el proceso y
condiciones de operación del medio
La capacidad de suministro (disponibilidad)
Precio
La evaluación a nivel laboratorio es una etapa muy importante en el proceso de selección
de un inhibidor de corrosión, ya que permite determinar la eficiencia y la compatibilidad
del mismo en los medios corrosivos donde se desea aplicar. Adicional a las pruebas que

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
25
permiten determinar la eficiencia del inhibidor, se deben llevar a cabo pruebas de
caracterización que determinen la estabilidad térmica del inhibidor, la tendencia a
emulsionarse, la tendencia a la formación de espuma, la compatibilidad con el metal y la
compatibilidad con los otros fluidos presentes en el medio [3].
Para determinar la eficiencia del inhibidor, como medios corrosivos se utilizan
preferentemente muestras tomadas de las corrientes de proceso, sin embargo cuando no se
encuentran disponibles, se utilizan fluidos sintéticos estandarizados. Entre las pruebas de
laboratorio más utilizadas se encuentran: el método de la rueda, el método de resistencia de
polarización lineal, el método del electrodo de cilindro rotatorio, y el método de la prueba
de herrumbre [3].
La prueba de herrumbre (Anexo B) es una de las pruebas de laboratorio más utilizadas para
la gestión de la corrosión interna de las tuberías. Mediante esta prueba es posible
determinar las propiedades corrosivas de la gasolina y de los combustibles destilados,
además, también es utilizada para la evaluación de la eficiencia del inhibidor y para la
determinación de la dosificación adecuada [52, 53].
La prueba de botella (Anexo C) permite determinar la pérdida de material metálico cuando
éste es sometido durante un periodo definido a fluidos corrosivos. Es ampliamente utilizado
en la industria petrolera debido a la versatilidad que otorga pues variables como la
temperatura y la concentración de los agentes corrosivos (H2S, CO2 y HCl) se pueden
variar simulando aquellas que se encuentran a nivel industrial [3, 40, 54].
Al seleccionar un inhibidor de corrosión, se debe determinar el nivel de compatibilidad con
el medio presente. Algunos inhibidores tienden a causar problemas de emulsión y
espumación por lo que se suministran aditivos para prevenir estos efectos. De igual forma
se debe considerar la compatibilidad del inhibidor con los sellos, revestimientos o
diafragmas, ya que algunos inhibidores pueden disolver ciertos materiales de elastómero.
Además, es preciso considerar la estabilidad del inhibidor a temperaturas mayores que
80°C [6].

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
26
El proceso de corrosión se genera por la presencia de agua y ciertos agentes contaminantes,
por consiguiente, es deseable que los inhibidores de corrosión no se solubilicen en la fase
acuosa. Es importante considerar que la partición de inhibidores solubles en
aceite/dispersables en agua puede depender del pH del agua. En presencia de condensado,
los inhibidores de corrosión solubles en aceite pueden emulsificar el agua presente,
manteniendo las paredes de la tubería humedecidas con aceite e inhibiendo por lo tanto la
corrosión. Los tratamientos por lote no dependen de la partición, ya que el inhibidor se
suministra a la tubería a través de su propio portador [6].
Los métodos de aplicación de igual forma deben ser evaluados. Una prueba que permita
evaluar la persistencia de película puede ayudar en la determinación de la técnica de
aplicación del inhibidor (continua o por lotes) [3].
El precio de los productos es muy importante en la selección de los inhibidores de
corrosión, sin embargo se debe tener cuidado con las concentraciones a las que se necesita
utilizar. Es más importante el costo del tratamiento que el precio del producto, por ejemplo,
si se tiene por un lado a un Inhibidor de corrosión, que a 6 ppm ofrece buena protección y
cuesta $20.00 el litro, y por el otro lado a un segundo producto que cuesta $14.00 pero
requiere de 12 ppm para obtener el mismo resultado del primero, se observa que el costo
del tratamiento para el segundo inhibidor es mayor aunque el producto sea aparentemente
más barato [55].
2.6. Normatividad mexicana respecto del uso de inhibidores de corrosión
En México el uso de inhibidores de corrosión se encuentra regulado por la empresa
Petróleos Mexicanos mediante la norma de referencia NRF-005-PEMEX “Protección
Interior de Ductos con Inhibidores” [56]. Dicha norma tiene como objetivo establecer los
criterios, metodologías, requerimientos mínimos y pruebas de campo, que deben cumplir
los inhibidores de corrosión, sin embargo, su alcance se limita solo a sistemas de transporte

CAPÍTULO II Inhibidores de Corrosión para el Control Interno de Líneas de Procesamiento de Hidrocarburos
27
de hidrocarburos por ductos, terrestres, submarinos, nuevos y existentes dejando de lado las
líneas de proceso en refinería, en donde se sabe que son ampliamente utilizados.
Los requisitos que deberán cumplir los inhibidores según la norma son:
Tener marca registrada de acuerdo con los términos de la ley de la propiedad
Ser inhibidores tipo fílmicos (formadores de película)
Demostrar una eficiencia del 90% evaluado a nivel laboratorio según lo establecido
en el numeral 8.2.1.3 de la norma
No presentar tendencia a la emulsión con el fluido manejado
No presentar tendencia a la formación de espuma
Ser térmicamente estable a la temperatura de operación del ducto hasta 35 °C y a la
temperatura de almacenamiento de 5, 20 y 50 °C
No causar daños a empaques, sellos, accesorios de las bombas, válvulas, ni causar
obstrucción al sistema de protección interior
El numeral 8.2.1.3 de la norma establece que el inhibidor debe cumplir con una eficiencia
mínima del 90%, determinada con cualquiera de las siguientes concentraciones de
inhibidor; 5; 10; 25 y 50 ppm, utilizando métodos de prueba estándar NACE ID182, ASTM
G46, ASTM G184 o ASTM G185 [54, 57-59].
Adicionalmente a los requisitos y métodos de prueba establecidos para determinar la
eficiencia mínima de inhibidores de corrosión en el numeral 8.2.1.3 de la norma, los
inhibidores de corrosión seleccionados para aplicación a ductos que transportan gasolinas,
destilados intermedios o compuestos oxigenados, deben cumplir con un nivel de
corrosividad máximo de B++, determinado con cualquiera de las siguientes
concentraciones de inhibidor; 1, 3, 5, 7 y 10 ppm, determinado con el método de prueba
NACE TM-0172 [52].
La norma de referencia NRF-005-PEMEX de igual forma establece en el numeral 8.2.1.4.1
las pruebas de laboratorio para caracterizar los inhibidores, las cuales se deben llevar a cabo
para demostrar la calidad del inhibidor.

28
CAPÍTULO III Desarrollo Experimental
El desarrollo experimental de este trabajo está enfocado en el estudio a nivel laboratorio de
un inhibidor de corrosión con la finalidad de utilizarse en el control de la corrosión interna
de ductos de transporte y equipos de proceso sometidos a medios ácidos generados por la
presencia de H2S y CO2. Las actividades del desarrollo experimental se resumen en la
Figura 3.1.
Figura 3.1. Diagrama de flujo de las actividades del desarrollo experimental.
Síntesis química del activo IMP-ICMA
-Determinar la estequiometría adecuada de la reacción de
síntesis
Formulación del inhibidor de corrosión IMP-ICMA-1
-Determinar la mezcla de solventes adecuada para
solubilizar el activo IMP-ICMA
Evaluación de la eficiencia del inhibidor de corrosión IMP-ICMA-
1
-Evaluar en métodos de prueba NACE TM-0172 y NACE ID182 a
diferentes concentraciones utilizando diferentes corrientes de
hidrocarburos
Caracterización del inhibidor de corrosión IMP-ICMA-1
-Obtener hoja técnica respecto a lo establecido en norma de
referencia NRF-005-PEMEX
Estudio de superficie de testigos de cobre utilizados en prueba
NACE TM-0172
-Realizar estudio de reflectancia difusa por infrarrojo y análisis de espectroscopia de dispersión de
energía de rayos X (EDS)
Estudio comparativo entre el inhibidor IMP-ICMA-1 e inhibidores de corrosión
comerciales
-Realizar estudio utilizando método de prueba NACE TM-
0172

CAPÍTULO III Desarrollo Experimental
29
3.1. Síntesis química del activo del inhibidor de corrosión
La síntesis química para obtener el activo del inhibidor de corrosión nombrado IMP-ICMA
se refiere a la reacción química entre una amina primaria de C16 a C22 átomos de carbono y
un compuesto heterocíclico, a partir de la cual se obtienen dos productos. El producto
principal que se obtiene es un compuesto cíclico con una cadena lateral mientras que el
secundario es un compuesto de tipo amida, ambos productos de reacción conforman el
activo IMP-ICMA. Este inhibidor se clasifica como un inhibidor de tipo orgánico, de
naturaleza mixta y formador de película. Los efectos de inhibición de la corrosión se deben
a la capacidad de los grupos amidoamina de formar películas en la superficie del metal
dada la polaridad que tienen sus moléculas. Lo anterior permite que este tipo de inhibidor
sea adecuado para sistemas sometidos a ambientes ácidos.
3.1.1. Materiales y reactivos
Los reactivos utilizados para la síntesis del activo IMP-ICMA fueron de grado reactivo, la
síntesis del mismo se llevó a cabo en un matraz tipo bola de tres bocas provisto de un
sistema de calentamiento y agitación, además de un condensador de vapores. El sistema
utilizado se representa de forma esquemática en la Figura 3.2.
Figura 3.2. Diagrama del equipo experimental utilizado en la síntesis del activo IMP-ICMA.
1. Matraz tipo bola de tres bocas
2. Mantilla con control de calentamiento y agitación
3. Condensador de rosario
4. Termómetro
5. Embudo de dosificación con válvula reguladora de flujo
6. Agitador magnético

CAPÍTULO III Desarrollo Experimental
30
3.1.2. Procedimiento de síntesis
El procedimiento de elaboración consiste en una etapa, en la cual se hace reaccionar el
compuesto heterocíclico con la amina primaria. La cantidad previamente definida del
compuesto heterocíclico es pesada y posteriormente cargada al matraz bola de tres bocas en
donde se precalienta durante 15 minutos a 55°C, posteriormente se incorpora mediante
goteo continuo la cantidad apropiada de amina con ayuda de un embudo de dosificación
con válvula reguladora de flujo. Esta reacción es altamente exotérmica y alcanza
temperaturas superiores a los 120°C, sin embargo, una vez que la temperatura de reacción
disminuye y se estabiliza en 55°C, se mantiene bajo calentamiento y agitación constante
por un periodo de dos horas. El mecanismo de reacción se muestra en la Figura 3.3, donde
el compuesto a) representa de 70 a 90 % peso, mientras que el compuesto b) se encuentra
en una proporción que va de 10 a 30 % peso.
Figura 3.3. Ruta de reacción del activo IMP-ICMA.
3.2. Formulación del inhibidor de corrosión
Las técnicas de tratamiento contra la corrosión interna de ductos y equipos de proceso en
las que se utilizan inhibidores de corrosión, requieren que éste se encuentre en estado
líquido a propósito de hacer más sencilla su aplicación. Lo anterior se lleva a cabo
disolviendo el activo en un solvente apropiado, el cual ajuste su viscosidad y además le
otorgue estabilidad obteniendo así un producto formulado inhibidor de corrosión.
Para elegir el solvente adecuado y llevar a cabo la formulación del inhibidor de corrosión,
en primera instancia se requiere profundizar en la polaridad del activo. En la literatura se
habla de inhibidores base agua o base hidrocarburo [6], cuya clasificación se hace a partir
de la definición del sistema en el que serán aplicados. En este caso, dado que el activo que
compone al inhibidor de corrosión IMP-ICMA-1 se diseñó para utilizarse en sistemas de

CAPÍTULO III Desarrollo Experimental
31
transporte de petróleos crudos, gasolinas, naftas, entre otros, se requiere obtener un
inhibidor base hidrocarburo.
Posteriormente se requiere evaluar las propiedades del solvente a utilizar referentes a la
estabilidad que tiene en el intervalo de temperaturas ambientales probables, ya que este tipo
de productos es comúnmente sometido a intemperies, y por último las cuestiones
económicas a razón de disminuir el costo del producto.
Es preciso mencionar que en la disolución del activo el único parámetro que se consideró
fue la estabilidad del formulado mediante la inspección visual de la homogeneidad de las
mezclas dejándolas en reposo con la intención de observar precipitaciones.
El activo IMP-ICMA se formuló para obtener el inhibidor de corrosión nombrado IMP-
ICMA-1.
3.3. Determinación de la eficiencia del inhibidor de corrosión
La eficiencia de los inhibidores de corrosión evaluados se determinó a nivel laboratorio
utilizado los Métodos Estándar de Prueba NACE TM-0172 “Determinación de las
Propiedades Corrosivas de Corrientes Transportadas en Tuberías de Productos del
Petróleo” [52] y NACE 1D182 “Wheel Test Method Used for Evaluation of Film-
Persistent Corrosion Inhibitors for Oilfield Applications” [54] recomendados en la norma
de referencia de Petróleos Mexicanos NRF-005-PEMEX-2009 [56]. Los métodos estándar
de prueba se describen a continuación.
3.3.1. Método estándar de prueba NACE TM-0172
En el método NACE TM-0172 (Anexo B), también conocido como prueba de herrumbre,
un cilindro de acero (espécimen de la prueba) es inmerso en una mezcla de combustible de
prueba y agua destilada. La mezcla es agitada y es mantenida a una temperatura de 38°C
durante 4 horas. El espécimen de prueba es entonces valorado en proporción de la
superficie del mismo que ha sido oxidada, clasificándolo de acuerdo con la escala de la
Tabla 3.1 [52].

CAPÍTULO III Desarrollo Experimental
32
Tabla 3.1. Clasificación del espécimen (testigo) de prueba.
Clasificación Superficie corroída, %
A 0
B++ Menos de 0.1 (2 ó 3 manchas de no más de
1mm de diámetro)
B+ Menos de 5
B 5 a 25
C 25 a 50
D 50 a 75
E 75 a 100
3.3.1.1. Materiales y reactivos
Para el desarrollo de las evaluaciones realizadas, se utilizó el material y equipo descrito en
el método.
Un baño con control termostático a la temperatura de 38°C, acoplado con un
sistema de agitación calibrado a 1000 ± 50 rpm (Figura 3.4a)
Vasos de vidrio tipo Berzelius con capacidad de 400 mL resistentes al calor, sin
dosificador y cuya modificación consiste en dos deflectores verticales que están a
180° uno del otro y que sobresalen 10 mm dentro del vaso (Figura 3.4b)
Tapas de resina con tres orificios cuyas especificaciones se encuentran detalladas en
el método estándar de prueba (Figura 3.4c)
Mangos de plástico para sujetar el espécimen de prueba (portacupón) (Figura 3.4d)
Agitadores construidos completamente de acero inoxidable de 25x6 mm en forma
de T (Figura 3.4e)
Equipo de pulido y lijado calibrado para hacer girar el espécimen de prueba a una
velocidad de entre 1700 y 1800 rpm (Figura 3.4f)

CAPÍTULO III Desarrollo Experimental
33
Figura 3.4. Material y equipo utilizado para el desarrollo de la prueba NACE TM-0172 (prueba
de herrumbre), a) baño con control termostático y agitador, b) vaso de vidrio tipo berzelius, c)
tapa de resina, d) portacupón, e) agitador, f) equipo pulidor.
En la Figura 3.5 muestra uno de los especímenes de prueba (testigos) utilizados, los cuales
son de acero al carbón SAE 1010. En el desarrollo de esta prueba también se utilizaron
testigos de cobre. Se prepararon tal como lo describe el método y se pulieron utilizando
papel abrasivo (lijas) de diferentes calibres para lograr un acabado “espejo”.
Figura 3.5. Espécimen (testigo) de prueba de acero al carbón SAE 1010 para prueba
NACE TM-0172.
CAPÍTULO III Desarrollo Experimental
34
Las corrientes de hidrocarburos que se utilizaron como hidrocarburos de prueba fueron:
Nafta primaria RMH proveniente de la refinería Miguel Hidalgo, ubicada en el
municipio de Tula en el estado de Hidalgo.
Nafta primaria RIAMA proveniente de la refinería Ing. Antonio M. Amor, ubicada
en el municipio de Salamanca en el estado de Guanajuato.
Gasolina catalítica RIAMA proveniente de igual forma, de la refinería Ing. Antonio
M. Amor.
Los combustibles de prueba fueron almacenados en frío (4-6°C) con la intención de que no
desprendieran compuestos ligeros, como es el caso del H2S e hidrocarburos ligeros.
3.3.1.2. Procedimiento de la prueba
El procedimiento completo del método estándar de prueba NACE TM-0172 se encuentra en
el Anexo B.
Utilizando matraces aforados, se prepararon soluciones estándar de inhibidor de corrosión a
concentraciones conocidas, de tal forma que se pudiera definir la concentración a adicionar
en la prueba de herrumbre. La concentración de las soluciones estándar se calculó en
función del peso del inhibidor y del peso del solvente utilizado, el cual fue tolueno. A partir
de conocer la concentración de dichas soluciones se pudo determinar el volumen de
alícuota, que corresponde a la concentración que se pretendía dosificar en la prueba de
herrumbre, tomando en cuenta el volumen de combustible de prueba (300 mL). Como
ejemplo, se muestra la Figura 3.6 en donde se prepara una solución de 100 mL a
concentración de 1300 ppm de inhibidor, a partir de la cual, agregando un volumen de
alícuota de 2 mL, se tendría una concentración de inhibidor de corrosión igual a 10 ppm en
la prueba de herrumbre. Cabe mencionar que las concentraciones de las soluciones estándar
se calcularon tomando en cuenta que el volumen de alícuota en la prueba de herrumbre no
superara los 2 mL, de tal forma que el tolueno no influyera en la prueba actuando como
disolvente.

CAPÍTULO III Desarrollo Experimental
35
Figura 3.6. Esquema del procedimiento de preparación de soluciones estándar de inhibidor de
corrosión para dosificación en prueba de herrumbre.
Con respecto a la clasificación del espécimen de prueba, la superficie del mismo fue
imaginariamente dividida en pequeñas partes de tal forma que fuera más sencillo
clasificarlo. La suma de las áreas dañadas dará como resultado el porcentaje corroído total
de los testigos y con ello la posibilidad de clasificarlos de forma más eficiente. La Figura
3.7 muestra un ejemplo de las divisiones imaginarias realizadas.
Figura 3.7. Ejemplo de la división imaginaria del área superficial de un espécimen (testigo) de
prueba.

CAPÍTULO III Desarrollo Experimental
36
3.3.2. Método estándar de prueba NACE 1D182
En el método NACE 1D182 (Anexo C), también conocido como prueba de botella o prueba
de la rueda, un cupón de acero (espécimen de prueba) es inmerso en una botella que
contiene una mezcla compuesta por hidrocarburos, agua (salmuera ácida) e inhibidor.
Dicha mezcla es sometida a calentamiento y agitación en una rueda giratoria por un periodo
definido de entre una y dos horas. Una vez terminado dicho periodo de agitación, el
espécimen es retirado y reubicado en otra botella que contiene una mezcla únicamente de
fluidos corrosivos (sin inhibidor de corrosión), en donde permanece en calentamiento y
agitación, por un periodo más largo que el anterior. El espécimen de prueba es entonces
removido de la botella, limpiado y pesado para cuantificar la pérdida de masa que sufrió y
posteriormente calcular el porcentaje de protección del inhibidor de corrosión aplicando la
Ecuación 3.1 [54].
ó
Donde:
% de protección, es el grado de protección que otorga un inhibidor de corrosión a un
material metálico sometido a un medio ácido conocido.
W1, es la pérdida de masa del espécimen de prueba sin inhibidor (blanco), en mg.
W2, es la pérdida de masa del espécimen de prueba con inhibidor, en mg.
El Método Estándar de Prueba NACE 1D182 es utilizado para determinar la persistencia de
película de los inhibidores de corrosión que se pretenden aplicar en campo. Lo anterior
derivado de la versatilidad que tiene el procedimiento, la cual permite que se lleven a cabo
modificaciones en las variables de prueba, por ejemplo, la temperatura, la condiciones de la
superficie del material, la concentración de los agentes corrosivos, la relación volumen
hidrocarburo/salmuera, entre otras, posibilitando al usuario a llevar a cabo la evaluaciones
bajo condiciones semejantes a las reales.

CAPÍTULO III Desarrollo Experimental
37
3.3.2.1. Materiales y reactivos
Para el desarrollo de las evaluaciones utilizando el procedimiento que establece el método
NACE 1D182 se utilizó:
Un equipo evaluador dinámico con control de temperatura y velocidad de carrusel
de la rueda giratoria de 32 rpm. La rueda cuenta con capacidad para 52 botellas de
prueba (Figura 3.8a)
Un equipo para la preparación de la salmuera sintética [60], el cual consta de un
recipiente de vidrio de 2 L, equipado con un sistema de enfriamiento, un agitador
mecánico, un sistema de burbujeo para adicionar nitrógeno, ácido sulfhídrico y
dióxido de carbono y un desfogue unido a dos trampas de hidróxido de sodio en
lentejas y solución de hidróxido de sodio independientes, pero conectadas en serie,
con el fin de que el ácido sulfhídrico no contamine el ambiente (Figura 3.8b)
Botellas de vidrio con capacidad de 200 mL resistentes al calor y sus respectivas
tapas con recubrimiento de plástico (Figura 3.8c)
Una máquina encorcholatadora para tapar las botellas de prueba (Figura 3.8d)
Equipo pulidor con arena para lijar los especímenes de prueba (Figura3.8e)

CAPÍTULO III Desarrollo Experimental
38
Figura 3.8. Material y equipo utilizado para el desarrollo de la prueba NACE 1D182 (prueba de la
rueda), a) equipo evaluador dinámico, b) equipo para preparar salmuera sintética, c) botella de
vidrio, d) encorcholatadora, e) equipo pulidor.
La Figura 3.9 muestra uno de los especímenes de prueba (testigos) utilizados, cuyas
dimensiones son de 1 x 0.5 x 0.010 pulgadas Los especímenes están construidos en acero
al carbón SAE 1010. Se prepararon tal como lo describe el método, se pulieron
introduciéndolos al equipo pulidor con arena y posteriormente se lavaron con benceno y se
almacenaron en un desecador hasta su uso.
Figura 3.9. Espécimen (testigo) de prueba de acero al carbón SAE 1010 para prueba NACE 1D182.

CAPÍTULO III Desarrollo Experimental
39
Las corrientes ácidas utilizadas estaban compuestas por un 10% vol. de hidrocarburo y
90% vol. de salmuera sintética (10/90). Se utilizó querosina como hidrocarburo de prueba,
además de salmuera sintética preparada de acuerdo con el procedimiento establecido en el
Estándar ASTM D1141 “Standard Practice for the Preparation of Substitute Ocean
Water” [60].
Tal como lo establece el método NACE 1D182, la salmuera sintética se sometió a purga
con nitrógeno mediante el burbujeo de la solución a aproximadamente 2 L/min durante 30
minutos, esto con el objetivo de eliminar el oxígeno presente. Posterior a ello, para
preparar la salmuera ácida utilizada en la prueba de la persistencia de película de inhibidor
de corrosión en medio dulce, se saturó la misma mediante burbujeo con CO2 hasta alcanzar
un pH de 4. Con respecto a la salmuera ácida utilizada en la prueba de la persistencia de
película de inhibidor de corrosión en medio amargo, ésta se saturó mediante burbujeo con
H2S hasta alcanzar una concentración del gas en la solución de entre 500 y 600 ppm.
3.3.2.2. Procedimiento de la prueba
El procedimiento completo del método estándar de prueba NACE 1D182 se encuentra en el
anexo C.
Se considera que el procedimiento de la prueba de la rueda se divide en dos etapas. En la
primera, las botellas que contenían el medio corrosivo compuesto por querosina, salmuera
y una concentración conocida de inhibidor de corrosión, fueron sometidas a una velocidad
de rotación y temperatura de 30 rpm y 60 °C, respectivamente, durante un periodo de dos
horas. Posteriormente, en la segunda etapa, con las botellas conteniendo el medio corrosivo
pero sin inhibidor, se sometieron a la misma temperatura y velocidad de agitación, pero por
un periodo de 24 horas.
Al término de la prueba, los especímenes (testigos) se enjuagaron tal y como lo establece el
método, asegurando la remoción de todos los productos de corrosión presentes en la
superficie de los mismos. Se secaron y por último se pesaron, para realizar el cálculo del
porcentaje de protección utilizando la Ecuación 3.1.

CAPÍTULO III Desarrollo Experimental
40
3.4. Estudio de superficie de los especímenes de prueba
El funcionamiento de los inhibidores de corrosión tipo fílmicos (como es el caso del
inhibidor de corrosión IMP-ICMA-1) se caracteriza por tener compuestos polares que al
interaccionar con los metales se absorben en su superficie. Con el objetivo de determinar la
eficiencia del inhibidor IMP-ICMA-1 aplicado a testigos de cobre, se llevó a cabo un
estudio de superficie utilizando las técnicas de reflectancia difusa por infrarrojo y de
espectroscopia de dispersión de energía de rayos X acoplado a un microscopio electrónico
de barrido.
3.4.1. Análisis de reflectancia difusa por infrarrojo
El análisis de espectroscopia de infrarrojo por transformada de Fourier (FTIR) fue realizado
en un equipo marca Thermo-Nicolet modelo 8700 con resolución espectral de 4 cm-1
, 75
barridos y detector DTGS, para el caso de reflactancia difusa se usó un accesorio de
Reflactacia difusa tipo Praying Mantis de la marca Harrick.
3.4.2. Análisis de espectroscopía de dispersión de energía de rayos X
Se estudió por microscopia electrónica de barrido o SEM (Scanning Electron Microscopy)
la superficie metálica de algunos especímenes de prueba, para ello se utilizó un
microscopio electrónico de barrido de la marca Phillips modelo XL30ESEM con un
detector de espectroscopia de dispersión de energía de rayos X (EDS, por sus siglas en
inglés) marca EDAX para determinar la composición de la superficie de la muestra. Las
muestras fueron observadas en el modo de bajo vacío a un voltaje de aceleración de 25KV.
3.5. Estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e inhibidores
comerciales
Se realizó un estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e
inhibidores comerciales utilizados actualmente por Pemex Transformación Industrial. Se
evaluaron en prueba de herrumbre (NACE TM-0172) y se adicionaron a concentraciones de
5, 10, 20 y 30 ppm.
CAPÍTULO III Desarrollo Experimental
41
Las diferencias entre los inhibidores de corrosión comerciales con respecto al tipo de activo
y solventes de formulación no se pudieron determinar, ya que las etiquetas de identificación
no reflejaban los nombres comerciales ni su composición. Para identificarlos, se les
otorgaron las siguientes claves: IC-1, IC-2, IC-3, IC-4, IC-5 e IC-6.

42
CAPÍTULO IV Análisis de Resultados
4.1. Determinación de la estequiometría adecuada de la reacción de síntesis del activo
Con el objetivo de determinar la influencia del reactivo limitante en la reacción de síntesis
del activo IMP-ICMA, se realizaron variaciones en la estequiometría de la reacción. Las
relaciones cuantitativas de los reactivos se determinaron con base en los pesos moleculares
de los mismos, fijando una cantidad en gramos de producto a obtener, determinando de tal
forma las cantidades molares de necesarias en cada variación, definiendo por último dicha
cantidad en unidades de peso. Se partió de un cálculo estequiométrico, y posteriormente se
varió la cantidad molar de la amina desde -30%, con intervalos de 10%, hasta +30%,
obteniendo de esta forma siete activos diferentes. La reacción se llevó a cabo a una
temperatura de 55°C por un periodo de dos horas en agitación constante.
Se realizó una prueba de herrumbre (NACE TM-0172) para evaluar los siete activos
sintetizados con el objetivo de determinar el más eficiente y a partir de ello, la relación
cuantitativa de reactivos adecuada que ha de utilizarse en la reacción de síntesis. Se evaluó
un espécimen de referencia (blanco) al cuál no se le adicionó inhibidor para fines
comparativos. El inhibidor fue adicionado a la prueba a una concentración de 10 ppm. Las
soluciones estándar se prepararon utilizando los siete activos puros sintetizados. Se utilizó
nafta primaria proveniente de la Refinería Ing. Antonio M. Amor (RIAMA) para el
desarrollo de la prueba.
La Figura 4.1 muestra los resultados obtenidos a partir de evaluar los siete activos
sintetizados. Como se observa en las evidencias fotográficas de los especímenes (testigos)
de prueba, el activo IMP-ICMA funciona mejor cuando se adiciona amina como reactivo en
exceso, dado que a mayor cantidad molar de amina, la protección del material fue más

CAPÍTULO IV Análisis de Resultados
43
eficiente. Se decidió utilizar la estequiometría correspondiente a un +20% exceso de amina,
sin llegar a la cantidad de +30%, dado que un exceso de amina puede resultar incompatible
con otros activos que llevan los combustibles terminados (gasolinas y diesel).
Blanco -30% -20% -10% E +10% +20% +30%
0 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm D E E E D D B+ A
Figura 4.1. Evaluación de activos IMP-ICMA en NACE TM-0172 con nafta primaria de RIAMA.
4.2. Formulación del inhibidor de corrosión
Tomando en cuenta que el inhibidor de corrosión IMP-ICMA-1 se diseñó para utilizarse en
sistemas de transporte o equipos de procesamiento de hidrocarburos, se requiere obtener un
inhibidor base hidrocarburo. Por lo tanto, para llevar a cabo la disolución del activo IMP-
ICMA, se utilizaron primeramente tres solventes de tipo orgánico (hexano, tolueno y
xileno). Se realizaron pruebas de solubilidad en relación 50% peso de activo IMP-ICMA y
50% peso de solvente tipo orgánico. En la Figura 4.2 se muestran los resultados obtenidos.

CAPÍTULO IV Análisis de Resultados
44
Hexano Tolueno Xileno
Figura 4.2. Prueba de solubilidad del activo IMP-ICMA en solventes orgánicos.
Se determinó que los solventes orgánicos de tipo aromático son más eficientes para disolver
las moléculas del activo IMP-ICMA. Se seleccionó el tolueno, pues fue el que tuvo el
mejor desempeño. Sin embargo, como es posible observar en la fotografía correspondiente,
al dejar en reposo la muestra, se observa que se forma un precipitado, además de que no
tiene la apariencia transparente que indica que el activo está completamente disuelto. Dado
que el activo IMP-ICMA se compone de moléculas polares, es probable que se requiera de
un solvente polar para solubilizarlo completamente, de tal forma que se tendría una mezcla
de solventes polares y no polares.
Se realizaron otras pruebas de solubilidad utilizando mezclas de solventes compuestas por
tolueno y alcohol (metanol, etanol e isopropanol). Se llevaron a cabo en relación 40% peso
de activo, 50% peso de tolueno y 10% peso de alcohol. En la Figura 4.3 se encuentran las
fotografías de las pruebas de solubilidad realizadas.
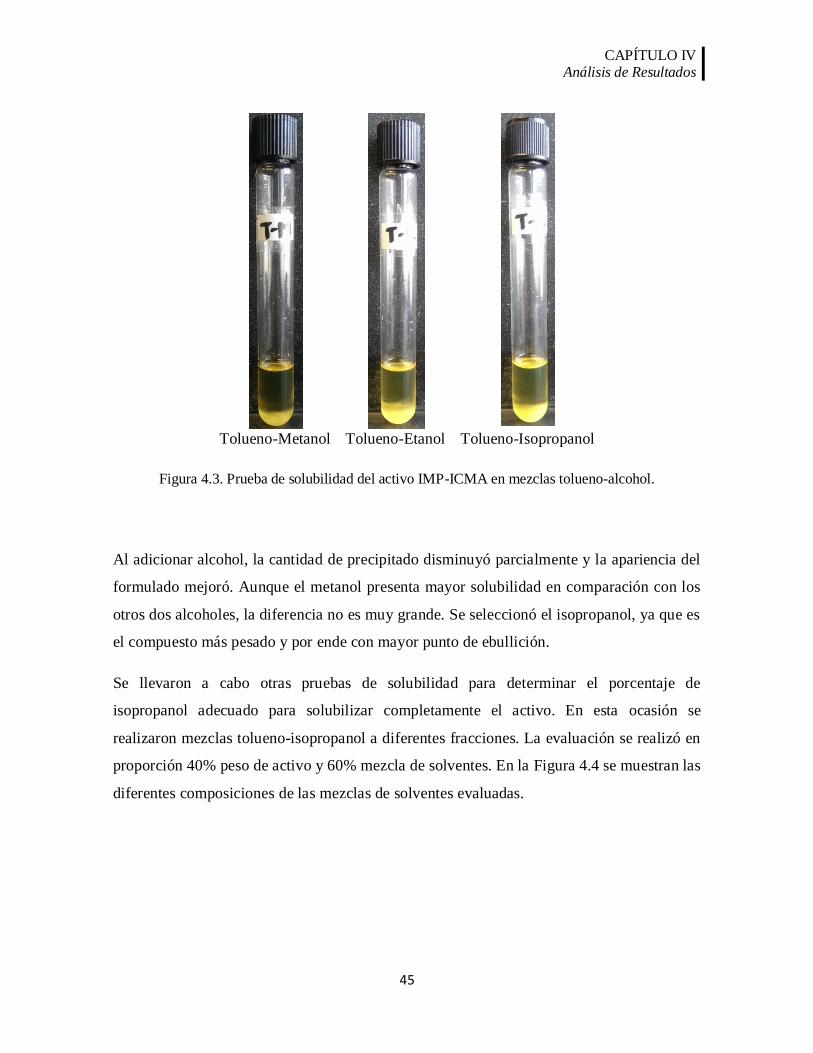
CAPÍTULO IV Análisis de Resultados
45
Tolueno-Metanol Tolueno-Etanol Tolueno-Isopropanol
Figura 4.3. Prueba de solubilidad del activo IMP-ICMA en mezclas tolueno-alcohol.
Al adicionar alcohol, la cantidad de precipitado disminuyó parcialmente y la apariencia del
formulado mejoró. Aunque el metanol presenta mayor solubilidad en comparación con los
otros dos alcoholes, la diferencia no es muy grande. Se seleccionó el isopropanol, ya que es
el compuesto más pesado y por ende con mayor punto de ebullición.
Se llevaron a cabo otras pruebas de solubilidad para determinar el porcentaje de
isopropanol adecuado para solubilizar completamente el activo. En esta ocasión se
realizaron mezclas tolueno-isopropanol a diferentes fracciones. La evaluación se realizó en
proporción 40% peso de activo y 60% mezcla de solventes. En la Figura 4.4 se muestran las
diferentes composiciones de las mezclas de solventes evaluadas.

CAPÍTULO IV Análisis de Resultados
46
(50%-50%)* (75%-25%)* (87.5%-12.5)* *Concentración (tolueno-isopropanol) , %vol.
Figura 4.4. Prueba de solubilidad del activo IMP-ICMA en mezclas tolueno-isopropanol.
La fracción presente de isopropanol en la mezcla de solventes mejora la solubilidad del
compuesto inhibidor, sin embargo, esta debe estar presente a una concentración en la que se
encuentre estabilidad, ya que si se adiciona bastante puede tener un efecto contrario. Lo
anterior se puede observar en la fotografía correspondiente a la mezcla 50% vol. de tolueno
y 50% vol. de isopropanol, en la cual se observa que hay presencia de precipitados. Con
base en lo anterior, se puede concluir que la fracción óptima de alcohol se encuentra
cercana al 25 % vol. de isopropanol. Se llevó a cabo otra prueba de solubilidad para
encontrar la fracción de alcohol adecuada, buscando que fuera la cantidad mínima posible,
ya que se ha encontrado que el alcohol tiene influencia en la formación de bacterias en los
sistemas de transporte por ducto [6]. La Figura 4.5 muestra las diferentes composiciones de
las mezclas de solventes tolueno-isopropanol evaluadas.

CAPÍTULO IV Análisis de Resultados
47
(85%-15%)* (82.5%-17.5%)* (77.5%-22.5)* *Concentración (tolueno-isopropanol) , %vol.
Figura 4.5. Solubilidad del activo IMP-ICMA en mezclas de solventes tolueno-isopropanol.
Como se puede apreciar en el frasco 6, ya no hay presencia de precipitados, motivo por el
cual se eligió la mezcla de solventes de 77.5 % vol. de tolueno y 22.5% vol. de isopropanol
para solubilizar el activo IMP-ICMA y obtener el inhibidor de corrosión IMP-ICMA-1.
Se llevó a cabo una prueba de herrumbre para determinar la influencia del contenido de
activo en la formulación, ya que a mayor cantidad de activo, se tendrá mejor protección del
material. En la Tabla 4.1 se indican el porciento peso del activo y solventes de las
formulaciones preparadas para evaluarse en prueba de herrumbre y corroborar lo anterior.
Se puede observar que la cantidad de activo se varió de 40 a 60% peso en los inhibidores
formulados.

CAPÍTULO IV Análisis de Resultados
48
Tabla 4.1. Porciento peso (activo-solvente).
Inhibidores
formulados Contenido, %peso
Activo IMP-ICMA-1 Mezcla Solventes
For-1 40% 60%
For-2 50% 50%
For-3 60% 40%
Las Figuras 4.6 y 4.7 muestran los resultados obtenidos en la prueba de herrumbre de la
evaluación de los inhibidores formulados de la Tabla 4.1. Se llevaron a cabo a una
concentración de 10 ppm, utilizando diferentes naftas primarias provenientes de la
Refinería Ing. Antonio M. Amor (RIAMA) y de la Refinaría Miguel Hidalgo (RMH).
Blanco For-1 For-2 For-3
0 ppm 10 ppm 10 ppm 10 ppm
E A A A
Figura 4.6. Evaluación de formulados Tabla 4.1 en NACE TM-0172 con nafta primaria RIAMA.

CAPÍTULO IV Análisis de Resultados
49
Como se observa en la Figura 4.6, referente a las pruebas realizadas utilizando nafta
primaria de RIAMA, no hubo diferencia entre las formulaciones puesto que no se observó
ataque corrosivo en ninguno de los testigos, ya que todos se clasificaron en A.
Como se aprecia en la Figura 4.7, referente a las pruebas realizadas utilizando nafta
primaria de RMH, hay formación de una película gris obscuro que no es uniforme y que
disminuye conforme se incrementa la cantidad de activo del inhibidor IMP-ICMA.
Blanco For-1 For-2 For-3
0 ppm 10 ppm 10 ppm 10 ppm
E C C B
Figura 4.7. Evaluación de formulados Tabla 4.1 en NACE TM-0172 con nafta primaria RMH.
Con base en los resultados obtenidos, se puede afirmar que es posible utilizar la relación del
formulado For-1, es decir, la de menor cantidad de activo, ya que los formulados For-2 y
For-3 no representan diferencias significativas en la protección de los testigos, además de
que en reposo forman precipitados.
Es importante señalar que los especímenes a los cuales no se les adicionó inhibidor
(blancos) presentan diferentes comportamientos. En el caso del espécimen evaluado

CAPÍTULO IV Análisis de Resultados
50
utilizando la nafta primaria RIAMA, la herrumbre formada en la superficie del mismo es
menos homogénea que en el caso del testigo evaluado con nafta primaria RMH, cuya
superficie se encuentra más dañada.
De lo anterior se puede afirmar que la nafta primaria RMH es más corrosiva en
comparación con la nafta primaria RIAMA. A pesar de tratarse de dos naftas primarias, la
diferencia en la corrosividad de las mismas recae sobre varios factores, entre los que se
encuentran: la procedencia de las mismas, es decir, la influencia en las condiciones de
operación de cada planta fraccionadora; la posición y las condiciones a las cuales se realizó
el muestreo del hidrocarburo; y, sobre todo, que fueron obtenidas de petróleos crudos
diferentes, dado que no se procesan los mismos tipos de crudo en ambas refinerías.
4.3. Determinación de la eficiencia del inhibidor de corrosión
4.3.1. Determinación de la eficiencia de protección mediante el método estándar de
prueba NACE TM-0172
Para determinar la eficiencia del inhibidor de corrosión IMP-ICMA-1, se realizaron pruebas
de herrumbre utilizando la nafta primaria proveniente de RMH, así como gasolina catalítica
proveniente de RIAMA. El inhibidor de corrosión fue adicionado a diferentes
concentraciones, desde 5 ppm hasta 100 ppm.
En la Figura 4.8 se muestran los resultados correspondientes a la prueba realizada
utilizando la nafta primaria de RMH. Analizando los especímenes de las concentraciones
de 10 y 30 ppm, es posible observar que, además de los puntos de herrumbre, se formó una
película gris obscura sobre la superficie del testigo. Inesperadamente, a la mitad de estas
concentraciones (20 ppm), el inhibidor dispersa la película y solamente se observa
herrumbre en la superficie del testigo. A concentraciones superiores a 30 ppm, solo hay
formación de herrumbre, la cual disminuye cuando se incrementa la concentración de
inhibidor hasta obtener una clasificación de B+ a 100 ppm.

CAPÍTULO IV Análisis de Resultados
51
Se desconoce la composición de la película gris obscura, sin embargo, es un hecho que se
forma por la presencia de ciertos compuestos de azufre presentes en las gasolinas. Con base
en los comportamientos observados en los testigos de la Figura 4.8, se cree que, además de
los compuestos de azufre mencionados, el inhibidor tiene influencia en la formación de la
película, la cual se adhiere al material, de tal forma que solo puede ser removida aplicando
una fuerza mecánica.
Blanco IMP-
ICMA-1
IMP-
ICMA-1
IMP-
ICMA-1
IMP-
ICMA-1
IMP-
ICMA-1
IMP-
ICMA-1
0 ppm 10 ppm 20 ppm 30 ppm 40 ppm 50 ppm 100 ppm E D C D C C B+
Figura 4.8. Evaluación de IMP-ICMA-1 en NACE TM-0172 con nafta primaria RMH.
En el caso de los especímenes evaluados utilizando gasolina catalítica de RIAMA (Figura
4.9), es posible observar que, al igual que en la corriente de nafta primaria de RIAMA
(Figura 4.6), el inhibidor de corrosión tuvo un buen desempeño, dado que desde la
concentración de 10 ppm, el espécimen de prueba se clasificó en A. Se comprobó que la
nafta primaria RMH (Figura 4.8) es más corrosiva que la gasolina catalítica RIAMA
(Figura 4.9).

CAPÍTULO IV Análisis de Resultados
52
Blanco IMP-ICMA-1 IMP-ICMA-1 IMP-ICMA-1
0 ppm 10 ppm 20 ppm 30 ppm D A A A
Figura 4.9. Evaluación de IMP-ICMA-1 en NACE TM-0172 con gasolina catalítica RIAMA.
Con base en los resultados obtenidos, se puede afirmar que la eficiencia del inhibidor está
influenciada por la corrosividad de las muestras de hidrocarburos. Lo anterior se corrobora
analizando las evidencias fotográficas de los especímenes de referencia (blancos) en donde
se observa que el ataque corrosivo de la nafta primaria proveniente de RMH (Figura 4.8)
fue más severo que el de los especímenes evaluados con las muestras de hidrocarburos
provenientes de RIAMA.
Se llevó a cabo una prueba de herrumbre para evaluar el comportamiento del inhibidor de
corrosión IMP-ICMA-1 en especímenes de cobre, como hidrocarburo de prueba se
utilizaron naftas primarias de RMH y de RIAMA. El inhibidor fue adicionado a la prueba a
una concentración de 20 ppm.
Dado que ningún espécimen mostró picaduras ni herrumbre, no se pudo clasificar según lo
establece el método NACE TM-0172, sin embargo, se utilizó como referencia la tabla de

CAPÍTULO IV Análisis de Resultados
53
clasificación del método ASTM D130 “Corrosiveness to Copper from Petroleum Products
by Copper Strip Test” [61].
La Figura 4.10 presenta los resultados obtenidos utilizando la nafta primaria de RMH, se
observa un testigo de cobre pulido etiquetado como “BPC”; un testigo evaluado sin
inhibidor de corrosión etiquetado como “BT”; un testigo etiquetado como “T1”, al cual se
le adicionaron 20 ppm de IMP-ICMA-1, pero que fue retirado a los 30 minutos de la prueba
de herrumbre, es decir, que no estuvo en contacto con la fase acuosa; y un testigo
etiquetado como “T2”, al cual se le adicionaron de igual forma 20 ppm de IMP-ICMA-1, y
estuvo en contacto con la fase acuosa durante el tiempo establecido por el método de
prueba (3 ½ horas).
BPC BT T1 T2
- - IMP-ICMA-1 IMP-ICMA-1
0 ppm 0 ppm 20 ppm 20 ppm
Figura 4.10. Evaluación de IMP-ICMA-1 en NACE TM-0172 con testigos de cobre en nafta
primaria RMH.
Al comparar el blanco BT con el testigo T1, es evidente que el primero tuvo mayor ataque
debido a la presencia de agua. Al comparar el blanco BT con el espécimen T2 se corrobora

CAPÍTULO IV Análisis de Resultados
54
que el inhibidor de corrosión no tuvo influencia en la protección de los testigos puesto que
en ambos se formó una película multicolor magenta, roja y verde; lo que demuestra que no
hay efecto de inhibición por parte del IMP-ICMA-1.
La Figura 4.11 presenta los resultados obtenidos utilizando la nafta primaria de RIAMA, se
observa un testigo de cobre pulido etiquetado como “BPC”; un testigo evaluado sin
inhibidor de corrosión etiquetado como “BS”; un testigo etiquetado como “S1”, al cual se
le adicionaron 20 ppm de IMP-ICMA-1, pero que fue retirado a los 30 minutos de la prueba
de herrumbre, es decir, que no estuvo en contacto con la fase acuosa; y un testigo
etiquetado como “S2”, al cual se le adicionaron de igual forma 20 ppm de IMP-ICMA-1, y
estuvo en contacto con la fase acuosa durante el tiempo establecido por el método de
prueba.
BPC BS S1 S2
- - IMP-ICMA-1 IMP-ICMA-1
0 ppm 0 ppm 20 ppm 20 ppm
Figura 4.11. Evaluación de IMP-ICMA-1 en NACE TM-0172 con testigos de cobre en nafta
primaria RIAMA.

CAPÍTULO IV Análisis de Resultados
55
Si se compara el blanco BS con el testigo S1, es evidente que el primero tuvo mayor ataque
debido a la presencia de agua. Con respecto a la comparación entre el blanco BS con el
testigo S2, se corrobora de nueva forma que el inhibidor de corrosión no tuvo influencia en
la protección de los mismos, puesto que no hay diferencias visuales tomando como
referencia su aspecto, ya que en ambos se formó una película grisácea.
Se incluyó la evidencia fotográfica del testigo BPC en ambas figuras para observar el
cambio en la apariencia de la superficie del testigo cuando se encuentra pulido y corroído.
Comparando los testigos de cobre evaluados utilizando la nafta primaria de RMH (Figura
4.10) con aquellos evaluados con la nafta primaria de la refinería RIAMA, los segundos
sufrieron un ataque corrosivo más severo (Figura 4.11) de acuerdo con la clasificación del
método ASTM D130 [61]. Lo anterior se contrapone a lo observado utilizando testigos de
acero, los cuales sufrieron más corrosión cuando se evaluaron con la nafta primaria de
RMH, de lo anterior surge la hipótesis de que las reacciones de corrosión que involucran la
formación de sulfuros de cobre están influenciadas no solo por la dilución de H2S en la fase
acuosa, sino también por la disociación directa del gas mencionado y de otros compuestos
de azufre presentes en la gasolina.
4.3.2. Determinación de la eficiencia de protección mediante el método estándar de
prueba NACE 1D182
Se realizó una prueba de botella (NACE 1D182) utilizando como medio de prueba mezclas
compuestas por 10% vol. de querosina y 90% vol. de salmuera sintética, saturadas con H2S
y CO2. El inhibidor de corrosión IMP-ICMA-1 se dosificó a diferentes concentraciones y
todas ellas se triplicaron, es decir, se llevaron a cabo tres pruebas utilizando la misma
concentración de inhibidor.
La Tabla 4.2 muestra los resultados obtenidos en la prueba de botella, donde se observa que
el porcentaje de protección del inhibidor es mayor cuando se incrementa la concentración
de inhibidor presente. De los dos medios evaluados, es posible observar que el inhibidor
mostró mas eficiencia en medios amargos (H2S) que en medios dulces (CO2), en donde la
máxima eficiencia obtenida fue de 84.79% a la mayor concentración (50 mg/L).

CAPÍTULO IV Análisis de Resultados
56
Tabla 4.2. Evaluación de IMP-ICMA-1 en NACE 1D182 en medios H2S y CO2.
Concentración de
inhibidor de corrosión, mg/L Protección, %
H2S CO2
5 83.87 61.37
10 84.47 68.55
25 93.31 71.74
50 95.45 84.79
En la Figura 4.12 se presenta un gráfico que muestra la eficiencia en ambos medios ácidos
evaluados con respecto a concentración del inhibidor IMP-ICMA-1.
Figura 4.12. Eficiencia de IMP-ICMA-1 en medios H2S y CO2.
Con base en los resultados obtenidos y tomando en consideración la norma de referencia
NRF-005-PEMEX-2009 (en donde se establece que el porcentaje de protección mínimo
que debe tener un inhibidor de corrosión para poder ser aplicado es de 90% en cualquiera
de las concentraciones probadas) [56]; el inhibidor de corrosión IMP-ICMA-1 no podría ser
aplicado para controlar los problemas de corrosión dulce (CO2), sin embargo, a una
concentración de 50 mg/L, la eficiencia obtenida de 84% no se considera tan baja. En el
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35 40 45 50
Pro
tecc
ión
, %
Concentración IMP-ICMA-1, mg/L
H2S
CO2
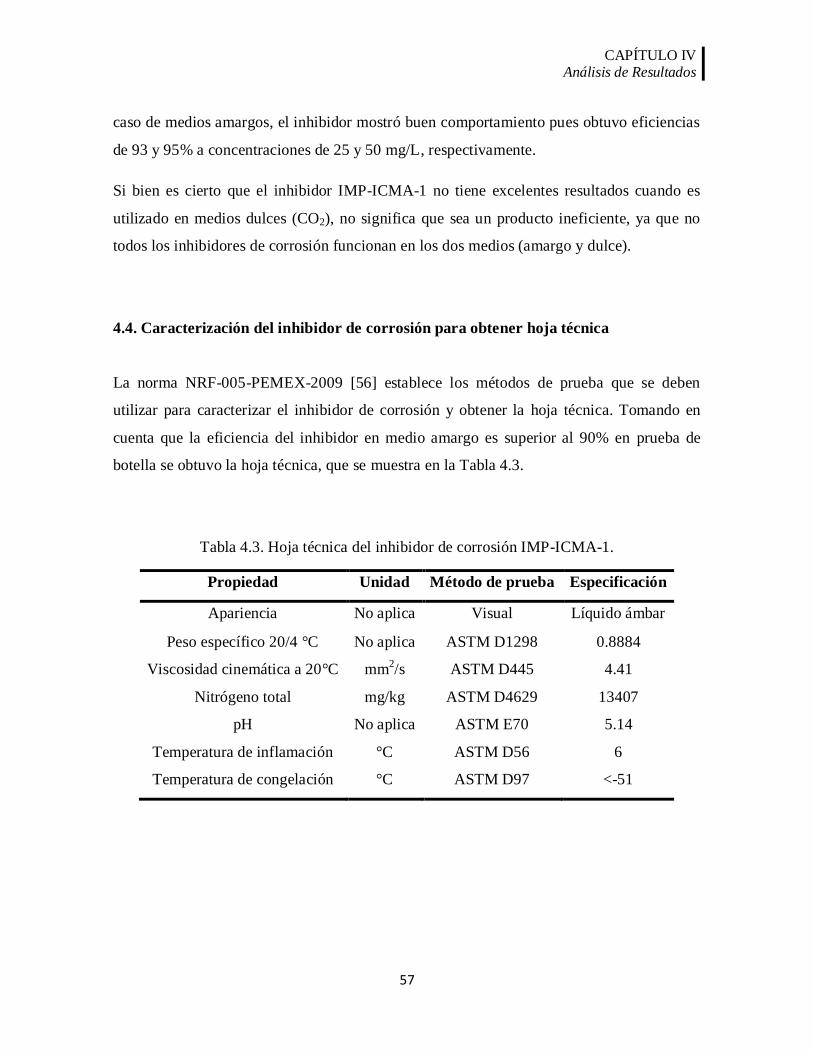
CAPÍTULO IV Análisis de Resultados
57
caso de medios amargos, el inhibidor mostró buen comportamiento pues obtuvo eficiencias
de 93 y 95% a concentraciones de 25 y 50 mg/L, respectivamente.
Si bien es cierto que el inhibidor IMP-ICMA-1 no tiene excelentes resultados cuando es
utilizado en medios dulces (CO2), no significa que sea un producto ineficiente, ya que no
todos los inhibidores de corrosión funcionan en los dos medios (amargo y dulce).
4.4. Caracterización del inhibidor de corrosión para obtener hoja técnica
La norma NRF-005-PEMEX-2009 [56] establece los métodos de prueba que se deben
utilizar para caracterizar el inhibidor de corrosión y obtener la hoja técnica. Tomando en
cuenta que la eficiencia del inhibidor en medio amargo es superior al 90% en prueba de
botella se obtuvo la hoja técnica, que se muestra en la Tabla 4.3.
Tabla 4.3. Hoja técnica del inhibidor de corrosión IMP-ICMA-1.
Propiedad Unidad Método de prueba Especificación
Apariencia No aplica Visual Líquido ámbar
Peso específico 20/4 °C No aplica ASTM D1298 0.8884
Viscosidad cinemática a 20°C mm2/s ASTM D445 4.41
Nitrógeno total mg/kg ASTM D4629 13407
pH No aplica ASTM E70 5.14
Temperatura de inflamación °C ASTM D56 6
Temperatura de congelación °C ASTM D97 <-51

CAPÍTULO IV Análisis de Resultados
58
4.5. Estudio de superficie de especímenes de cobre evaluados con el método NACE
TM-0172
4.5.1. Análisis de reflectancia difusa por infrarrojo
Se llevó a cabo un estudio de superficie de los especímenes de cobre evaluados en prueba
de herrumbre con naftas primarias de RIAMA y RMH (Figuras 4.10 y 4.11) utilizando la
técnica de Reflectancia Difusa por Infrarrojo. La Figura 4.13a muestra el difragtograma de
los especímenes T1 y T2 con la nafta primaria proveniente de RMH, así como el
correspondiente al espécimen pulido BPC. Es posible observar que los espectros BPC y T1
tienen casi las mismas señales en las mismas longitudes de onda, lo que significa que hasta
antes de agregar agua a la prueba de herrumbre, el espécimen no había sufrido ataque
corrosivo (tampoco había inhibidor adsorbido a la superficie del material). Analizando el
espectro correspondiente al espécimen T2, se encuentran bandas en la región de 1255 a 790
cm-1
que corresponden a productos de corrosión, cuya formación se potenció con la
incorporación de agua.
En la Figura 4.13b se muestra el espectro de transmitancia de los testigos de cobre
evaluados con nafta de RIAMA. Tanto el espécimen BPC como el S1 tienen espectros
similares, por tanto, hasta entonces el testigo no había sufrido ataque corrosivo. En el caso
del espécimen S2, las bandas en la región de 1500 a 500 cm-1
son más notorias y
corresponde a productos de corrosión con azufre.
La Figura 4.13c muestra los espectros de los especímenes retirados antes de adicionar agua
a la prueba de herrumbre T1, S1, además del testigo BPC. De estos espectros se puede decir
que los tres tienen casi las mismas señales en las mismas longitudes de onda, por tanto es
posible afirmar que en los especímenes no se encuentran trazas de hidrocarburos en la
superficie, y aunque hay un ataque visible en la superficie (Figuras 4.10 y 4.11), esta no se
observa en esta región de infrarrojo medio.
La Figura 4.13d muestra los espectros de los especímenes retirados al finalizar la prueba de
herrumbre T2, S2, además del testigo BPC. Se observa que las bandas en el intervalo de
1500 y 500 cm-1
son más notorias en el espécimen S2, y si se tratan de productos de

CAPÍTULO IV Análisis de Resultados
59
corrosión de azufre, se confirmaría que en testigos de cobre la nafta primaria de RIAMA es
más corrosiva que la de RMH, contrario a lo observado con los testigos de acero,
afirmación hecha utilizando la clasificación del método de prueba ASTM D130.
Figura 4.13. Estudio por reflectancia difusa de la superficie de especímenes de cobre (Figuras 4.10
y 4.11), a) difragtograma de especímenes T1, T2 y BPC, b) difragtograma de especímenes S1, S2 y
BPC, c) difragtograma de especímenes T1, S1 y BPC, d) difragtograma de especímenes T2, S2 y
BPC.
4.5.2 Análisis por espectroscopia de dispersión de energía de rayos X
La superficie de los especímenes de cobre evaluados en prueba de herrumbre (Figuras 4.10
y 4.11) también se analizó por la técnica de espectroscopia de dispersión de energía de
rayos X (EDS) acoplada a un microscopio electrónico de barrido para obtener el análisis

CAPÍTULO IV Análisis de Resultados
60
elemental de cada testigo. La Figura 4.14a muestra el espectro correspondiente al
espécimen T1 y la Figura 4.14b el correspondiente al espécimen T2. Comparando ambos
espectros, se observa que hay un mayor contenido de azufre en el correspondiente al testigo
T2, mientras que en el T1 se observa principalmente cobre y un pico muy pequeño de
azufre, lo que confirma que la presencia de agua en la prueba genera reacciones entre el
metal y los compuestos de azufre, y no con el oxígeno, por lo cual no se encuentra
herrumbre.
a) b)
Figura 4.14.Espectro de difracción de rayos X para análisis elemental de la superficie de
especímenes de cobre, a) T1, b) T2.
La Figura 4.15a muestra el espectro de difracción de rayos X del espécimen S1 y la Figura
4.15b el correspondiente al espécimen S2. Comparando ambos espectros, se observa que en
el correspondiente testigo S2 hay un mayor contenido de azufre producto de la reacción de
la superficie metálica con el azufre, mientras que en el S1 se observa principalmente cobre
y un pico muy pequeño de azufre, lo que confirma que la presencia de agua ayuda a la
reacciones del azufre con el metal.
Comparando los espectros de las Figuras 4.14b y 4.15b, se puede observar que en aquel
correspondiente al espécimen S2 hay mayor presencia de azufre, sin embargo, no es posible

CAPÍTULO IV Análisis de Resultados
61
afirmarlo debido a que se trata de un análisis elemental puntual y cualitativo, más no
cuantitativo.
a) b)
Figura 4.15. Espectro de difracción de rayos X para análisis elemental de la superficie de
especímenes de cobre, a) S1, b) S2.
4.6. Estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e inhibidores
comerciales
Se realizó un estudio comparativo entre el inhibidor de corrosión IMP-ICMA-1 e
inhibidores comerciales utilizados actualmente por Pemex Transformación Industrial. Las
diferencias entre los inhibidores de corrosión comerciales con respecto al tipo de activo y
solventes de formulación no se pudieron determinar, ya que las etiquetas de identificación
no reflejaban los nombres comerciales ni su composición. Para identificarlos se les
otorgaron las siguientes claves: IC-1, IC-2, IC-3, IC-4, IC-5 e IC-6.
Los inhibidores de corrosión se evaluaron en prueba de herrumbre y se adicionaron a 10, 20
y 30 ppm. Se utilizó nafta primaria proveniente de la RMH como muestra de prueba. En las
Figuras 4.16, 4.17 y 4.18 se pueden observar las evidencias fotográficas de los
especímenes. A una concentración de 10 ppm, tanto el inhibidor IMP-ICMA-1 como el
inhibidor IC-6 obtuvieron una calificación de A.

CAPÍTULO IV Análisis de Resultados
62
Blanco IMP-
ICMA-1 IC-1 IC-2 IC-3 IC-4 IC-5 IC-6
0 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm
E A E E E B C A
Figura 4.16. Estudio comparativo de inhibidores a 10 ppm con nafta primaria RMH.
Blanco IMP-
ICMA-1 IC-1 IC-2 IC-3 IC-4 IC-5 IC-6
0 ppm 20 ppm 20 ppm 20 ppm 20 ppm 20 ppm 20 ppm 20 ppm E A C C B B B A
Figura 4.17. Estudio comparativo de inhibidores a 20 ppm con nafta primaria RMH.
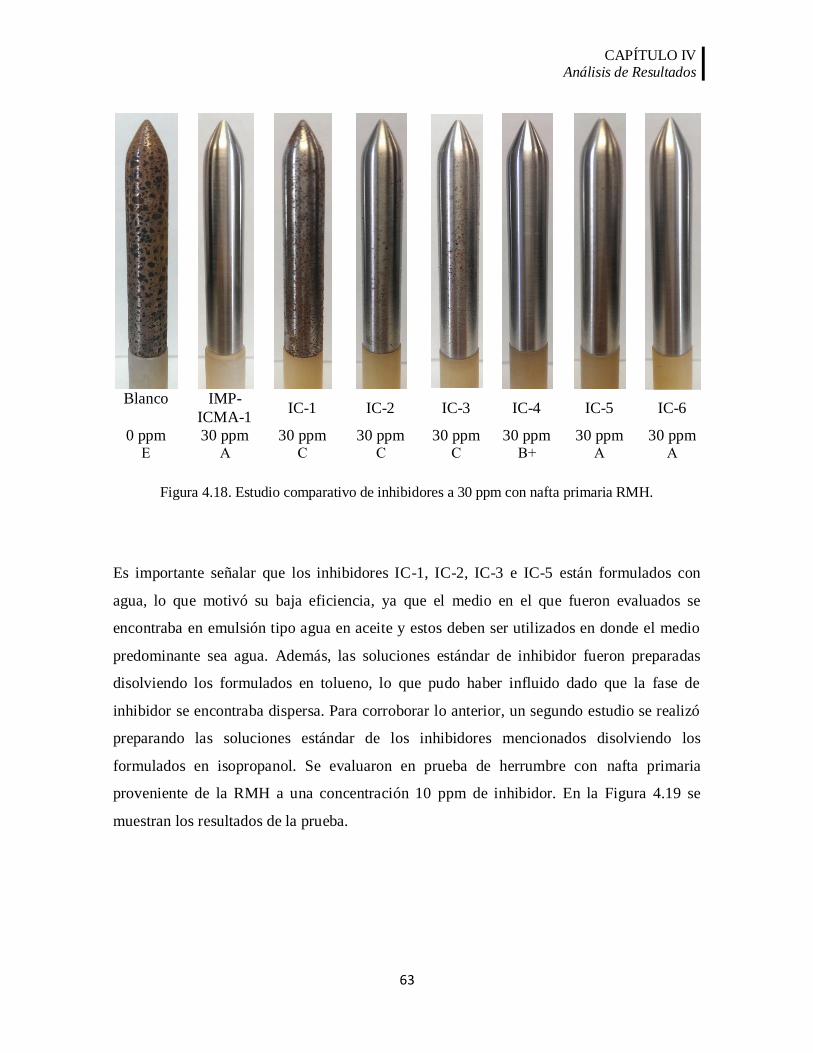
CAPÍTULO IV Análisis de Resultados
63
Blanco IMP-
ICMA-1 IC-1 IC-2 IC-3 IC-4 IC-5 IC-6
0 ppm 30 ppm 30 ppm 30 ppm 30 ppm 30 ppm 30 ppm 30 ppm E A C C C B+ A A
Figura 4.18. Estudio comparativo de inhibidores a 30 ppm con nafta primaria RMH.
Es importante señalar que los inhibidores IC-1, IC-2, IC-3 e IC-5 están formulados con
agua, lo que motivó su baja eficiencia, ya que el medio en el que fueron evaluados se
encontraba en emulsión tipo agua en aceite y estos deben ser utilizados en donde el medio
predominante sea agua. Además, las soluciones estándar de inhibidor fueron preparadas
disolviendo los formulados en tolueno, lo que pudo haber influido dado que la fase de
inhibidor se encontraba dispersa. Para corroborar lo anterior, un segundo estudio se realizó
preparando las soluciones estándar de los inhibidores mencionados disolviendo los
formulados en isopropanol. Se evaluaron en prueba de herrumbre con nafta primaria
proveniente de la RMH a una concentración 10 ppm de inhibidor. En la Figura 4.19 se
muestran los resultados de la prueba.

CAPÍTULO IV Análisis de Resultados
64
Blanco IMP-
ICMA-1 IC-1 IC-2 IC-3 IC-4 IC-5 IC-6
0 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm 10 ppm E A E E E B E A
Figura 4.19. Estudio comparativo de inhibidores a 10 ppm con nafta primaria RMH.
Como se puede observar, los inhibidores base agua no mostraron buen desempeño a pesar
de haber utilizado como solvente isopropanol para preparar las soluciones estándar y que el
formulado se encontrara completamente disuelto en ellas; lo que confirma que este tipo de
inhibidores de corrosión no funciona para medios en emulsión agua en aceite, es decir,
sistemas en donde la fase predominante sea de hidrocarburos.
Para observar una diferencia más notable entre los inhibidores IMP-ICMA-1 y IC-6, se
realizó otra prueba de herrumbre utilizando la misma nafta primaria proveniente de RMH,
pero a una concentración de 5 ppm de inhibidor de corrosión. En la Figura 4.20 se muestran
las evidencias fotográficas de la prueba, donde se puede observar que el inhibidor
comercial IC-6 tuvo mejor desempeño que los inhibidores IMP-ICMA-1 e IC-4, ya que se
clasificaron en A, B+ y D, respectivamente.
Con base en los resultados mostrados en la Figura 4.20, a su vez, se demostró que la
fracción de activo en el formulado repercute en la eficiencia del mismo, ya que mientras

CAPÍTULO IV Análisis de Resultados
65
mayor cantidad de activo contenga, mejor será la protección al material. Debido a su
apariencia viscosa, se creía que el inhibidor comercial IC-6 contenía una fracción de activo
superior al 50% peso. Posteriormente se confirmó lo anterior sometiendo dicho inhibidor a
calentamiento con el objetivo de evaporar el solvente de formulación, encontrando que
tiene aproximadamente un 70% peso de activo mientras que en el caso del inhibidor IMP-
ICMA-1 se utilizó una fracción de 40% peso de activo IMP-ICMA para elaborar el aditivo
formulado inhibidor de corrosión IMP-ICMA-1. Lo que se concluye que el IMP-ICMA es
igual o superior al comercial, ya que éste en su formulación tiene menor cantidad de activo.
Blanco IMP-ICMA-1 IC-4 IC-6
0 ppm 5 ppm 5 ppm 5 ppm E B+ D A
Figura 4.20. Estudio comparativo de inhibidores a 5 ppm con nafta primaria RMH.
66
CONCLUSIONES
Los inhibidores de corrosión fílmicos son el tipo de inhibidor más utilizado en las líneas de
procesamiento de hidrocarburos debido a la gran eficiencia en protección que otorgan. Son
utilizados para proteger materiales metálicos, como acero y cobre, sometidos a medios
amargos, que se caracterizan por ser corrientes de hidrocarburos con alto contenido de
azufre, por ejemplo, naftas primarias, gasolina catalítica y mezclas de querosinas; o
sometidos a medios dulces, caracterizados por ser corrientes de hidrocarburos en emulsión
con agua, en la que hay dióxido de carbono disuelto, por ejemplo, petróleos crudos
obtenidos a partir de técnicas de recuperación secundaria. El trabajo de esta tesis se enfocó
en el estudio de un inhibidor de corrosión que presentó excelentes resultados a nivel
laboratorio y que por ende podrá ser considerado para su aplicación a nivel industrial. De
dicho estudio se obtuvieron las siguientes conclusiones:
Se determinó que en la reacción de síntesis del activo IMP-ICMA se requiere adicionar
un 20% de amina en exceso, con respecto a la cantidad estequiométrica, para obtener un
activo con buena eficiencia de protección
Se encontró que el activo IMP-ICMA presenta estabilidad cuando se disuelve en una
mezcla de tolueno-isopropanol, por lo que la formulación del inhibidor de corrosión
IMP-ICMA-1 se compone de una mezcla de 40% peso de activo y 60% peso de una
mezcla de solventes, que a su vez está compuesta por 77.5% vol. de tolueno y 12.2 %
vol. de isopropanol. La viscosidad cinemática a 20°C del inhibidor formulado fue de
4.41 mm2/s, que es la adecuada para los propósitos de aplicación a nivel industrial
Tanto en las pruebas de herrumbre (NACE TM-0172) como en las de botella (NACE-
ID182), donde los testigos de acero se sometieron a medios amargos, se obtuvieron

CONCLUSIONES
67
clasificaciones de A y B+ desde concentraciones de 5 ppm (mg/L) y eficiencias de 93 y
95% a concentraciones de 25 y 50 ppm, respectivamente, las cuales son satisfactorias en
el control de la corrosión
Respecto del uso del inhibidor para el control de la corrosión en medios dulces, éste no
mostró resultados excelentes, ya que se tuvo una eficiencia de protección de 84% a la
concentración de 50 ppm de inhibidor añadido, que si bien no es relativamente baja, no
cumple con la especificación de la norma de referencia NRF-005-PEMEX
El inhibidor IMP-ICMA-1 mostró buena adsorción en las superficies de acero sobre las
cuales forma una película transparente que evita el contacto con los agentes corrosivos;
sin embargo, bajo ciertas condiciones (alto contenido de compuestos de azufre), se
observó la formación de una película de coloración grisácea sobre los testigos evaluados
con naftas primarias. Por lo tanto, dependiendo de las condiciones presentes, el inhibidor
puede comportarse como inhibidor fílmico evitando el contacto entre el medio corrosivo
y la superficie del material, o como inhibidor dopante, reaccionando con el medio
corrosivo en la superficie del material formando una película grisácea que provee
protección al acero
En el estudio de superficie realizado a los testigos de cobre mediante las técnicas de
reflectancia difusa y de análisis por espectroscopia de dispersión de energía de rayos X
(EDS), se observó que el inhibidor no tiene influencia en la protección de dicho material
El inhibidor IMP-ICMA-1 se posicionó en un segundo lugar en un estudio comparativo
realizado con 6 inhibidores de corrosión comerciales
El inhibidor IMP-ICMA-1 tiene gran potencial de ser utilizado a nivel industrial,
específicamente en el control de la corrosión interna de ductos de transporte de
hidrocarburos sometidos a medios amargos, por ejemplo, oleoductos y poliductos a una
concentración de 5 ppm.

68
REFERENCIAS
1. Kermani, M.B., Harrop, D., “The Impact of Corrosion on the Oil and Gas Industry”,
SPE Production & Facilities (SPE-29584-PA) (1996).
2. Koch, G.H., Brongers, M.P.H., Thompson, N.G., Virmani, Y.P., Payer, J.H.,
“Corrosion Costs and Preventive Strategies in the United States”, NACE
INTERNATIONAL (2002).
3. Asrar, N., Mackay, B., Birketveit, O., Stipanicev, M., Jackson, J. E., Jenkins, A.,
Mélot, D., Scheie, J., Vittonato, J., “Corrosion-The Longest War”, Oilfield Review,
28, 2 (2016).
4. Aumentará la Demanda de Inhibidores de Corrosión en E.U.,
http://www.inpralatina.com/201606146387/noticias/empresas/aumentara-la-
demanda-de-inhibidores-de-corrosion-en-ee-uu.html, consultado 30/Nov/2016.
5. Bardal, E., Corrosion and Protection, Springer (2004).
6. “Manual del Curso sobre Corrosión interna en Tuberías”, NACE International
(2003), https://es.scribd.com/document/272284890/Manual-Corrosion-Interna-pdf,
consultado 16/Jun/2016.
7. Yamamoto, K., Kagawa, N., “Ferritic Stainless Steels Have Improved Resistance to
SCC in Chemical Plant Environments” Materials Performance, 20 (1981).
8. ASTM G205, “Standard Guide for Determining Corrosivity of Crude Oils”, ASTM
(2010).
9. Groysman, A., Erdman, N. “A Study of Corrosion of Mid Steel in Mixtures of
Petroleum Distillates and Electrolytes”, NACE CORROSION 2000 (2000).
10. Efird, K.D., Jasinski, R.J., “The effect of the Crude Oil on the Corrosion of Steel in
Crude Oil/Brine Production”, Corrosion 45, 2(1989)165-171.
11. Richter, S., Babic, M.,Tang, X., Robbins, W., Nesic, S., “Categorization of Crude
Oils Based on Their Ability to Inhibit Corrosion and Alter the Steel Wettability”,
NACE CORROSION 2014, 4247 (2014).
12. Hernandez, S.E., Bruzal, J., Lopez-Linares, F., Luzon, J.G., “Isolation of potential
corrosion inhibiting compounds in crude oil”, NACE CORROSION 2003, 03330
(2003).
13. Stroe, M., Bonis, M., Passade-Boupat, N., Adams, B., “Inhibitive properties of
crude oils: Can we count on them?”, NACE CORROSION 2011, 11061 (2011).

REFERENCIAS
69
14. Villamizar, W., Casales, M., Gonzalez-Rodriguez, J.G., and Martinez, L. “CO2
corrosion inhibition by hydroxyethyl, aminoethyl, and amidoethyl imidazolines in
water–oil mixtures”, J. Solid State Electrochem, 11 (2007) 619-629.
15. Canadian Energy Pipelines Association, “State of the Art Report: Dilbit
Corrosivity”, Penspen, 12671-RPT-001 Rev. 1 (2013).
16. El-Lateef, H. M., Abbasov, V. M., Aliyeva, L. I., Ismayilov, T. A., “Corrosion
Protection of Steel Pipelines against CO2 Corrosion-A Review”, Chemistry Journal,
2 (2012) 52-63.
17. Brondel, D., Edwards R., Hayman, A., Hill, D., Mehta, S., Semerad, T., “Corrosion
in the Oil Industry”, Oilfield Review (1994).
18. Kermani, M.B., Morshed, A., “Carbon Dioxide Corrosion in Oil and Gas
Production: A Compendium”, NACE CORROSION 2003, 59, 8 (2003).
19. Crolet, J.L., “Predicting CO2 Corrosion in the Oil and Gas Industry”, Working Party
Report, Institute of Materials, London (1994).
20. Hernandez, A. “Efectos de los Productos de Corrosión en la Cinética del Proceso de
Corrosión del Acero API X-52 en Medios Amargos”, Tesis de Doctorado, ESIQIE-
IPN (2010).
21. Koteeswaran, M., “CO2 and H2S Corrosion in Oil Pipelines”, Tesis de Maestría,
University of Stavanger (2010).
22. White, R.A., Ehmke, O.F., “Materials Selection for Refineries and Associated
Facilities”, NACE CORROSION 1991 (1991).
23. Fuentes, C., Peña, D., “Predicción de la Corrosión por CO2 + H2S en Tuberías de
Acero al Carbono”, Scientia e Technica, Año XIII, 36 (2007).
24. Ma, H.Y, “The Influence of Hydrogen Sulfide on Corrosion of Iron under Different
Conditions”, Corrosion Science, 42 (1999).
25. Sun, W., Nesic, S., “A Mechanistic Model of H2S Corrosion of Mild Steel”, NACE
CORROSION 2007, 07655 (2007).
26. Sun, W., Nesic, S., “Kinetics of Iron Sulfide and Mixed Iron Sulfide/Carbonate
Scale Precipitation in CO2/H2S Corrosion”, NACE CORROSION 2006, 06644
(2006).
27. Hernández, A. “Efectos de los Productos de Corrosión en la Cinética del Proceso de
Corrosión del Acero API X-52 en Medios Amargos”, Tesis de Doctorado, ESIQIE-
IPN (2010).
28. Emeregül, K.C., Hayvali, M., “Studies on the Effect of Vanillin and
Protocatechualdehyde on the Corrosion of Steel in Hydrochloric Acid”, Mater.
Chem. and Phys., 83 (2004).
29. Peña, D. Y., González, R., Quiroga, H., Serna, A., “Evaluación del Efecto
Corrosivo de los Crudos Pesados Sobre el Acero 5Cr- 1/2Mo Utilizado en las
Unidades de Destilación”, Revista ION, 23, 1 (2010) 99-110.

REFERENCIAS
70
30. Groysman, A., Brodsky, N., Pener, J., Shmulevich, D., “Low Temperature
Naphthenic Acid Corrosion Study”, NACE CORROSION 2007, 07569 (2007).
31. Ávila, J., Genescá, J., Más allá de la herrumbre, Fondo de Cultura Económica
(1986).
32. Roberge, PR., Handbook of Corrosion Engineering, McGraw-Hill (2000).
33. Olvera, M.E., Mendoza, J., Genescá J., “Efecto del flujo turbulento sobre el proceso
de corrosión por CO2 y la determinación de la eficiencia de inhibidores de
corrosión”, en: Valdez, B., Schorr, M., Corrosión y Preservación de la
Infraestructura Industrial, OmniaScience (2013), 103-129.
34. Trabanelli, G., Clasification of inhibitors and mechanism of inhibition, Lectures in
the corrosion study center A. Dacco. Departament of Chemistry University of
Ferrara.
35. Dietsche, F., Essig, M., Friedrich, R., Kutschera, M., Schrepp, W., Witteler, H.,
Anchor, M.J., Friedrich, K., “Organic corrosion inhibitors for interim corrosion
protection”, CORROSION 2007. NACE International (2007) 12.
36. Dariva, C.G., Galio, A. F., “Corrosion Inhibitors: Principles, Mechanisms and
Applications”, en: Aliofkhazraei, M., Developments in corrosion protection, Intech
(2014).
37. Sastri, V.S., Corrosion inhibitors Principles and Applications, John Wiley & Sons
(1998).
38. Mansfeld, F. Corrosion Mechanisms, Marcel Drekker (1987)
39. Rosenfeld, I. L., Corrosion inhibitors, McGraw-Hill (1981).
40. Brylee, D., Tiu, B., Advincula, R. C., “Polymeric Corrosion Inhibitors for the Oil
and Gas Industry: Design Principles and Mechanisms”, Reactive and Functional
Polymers, 95 (2015) 25-45.
41. Reynaud, A.G., Casales, M., Chacón, J.G., Martínez, L., Martínez, A., González,
J.G., “Efecto de la imidazolina [IM–NH17] en el proceso de corrosión del acero
api5l–x52 en salmueras acidificadas”, Ingeniería, Investigación y Tecnología, 10, 4
(2009).
42. Loto, R. , Loto, C., Popoola, A., “Corrosion Inhibition of Thiourea and Thiadiazole
Derivatives : A Review”, J. Mater. Environ. Sci., 3, 5 (2012) 885-894.
43. Osokogwu, U., Oghenekaro, E., “Evaluation of Corrosion Inhibitors Effectiveness
in Oilfield Production Operations”, International Journal of Scientific &
Technology Research, 1, 4 (2012) 19-23.
44. Olivares, C. O., “Desarrollo de Inhibidores de Corrosión Derivados de α-
aminoácidos y β-Aminoalcoholes Usando Simulación Molecular y Técinas
Electroquímicas”, Tesis de Doctorado, ESIQIE-IPN (2005).
45. Schilling, P. “Polyamine Condensates of Styrene-maleic anhydride copolymers as
corrosion inhibitors”, U.S. Patent 5 391 636, Feb. 21 (1995).

REFERENCIAS
71
46. Horsup, D., Clark, J., Binks, B., Fletcher, P., Hicks, J., “The Fate of Oilfield
Corrosion Inhibitors in Multiphase Systems”, Corrosion 66 (2010).
47. Finšgar, M., Jackson, J., “Application of Corrosion Inhibitors for Steels in Acidic
Media for the Oil and Gas Industry: A Review”, Corrosion Science, 86 (2014) 17-
41.
48. Hill, D. G., Romijn, H., “Reduction of Risk to the Marine Environment from
Oilfield Chemicals: Environmentally Improved Acid Corrosion Inhibition for Well
Stimulation”, NACE CORROSION 2000, 00342 (2000).
49. Refinación de Petróleo,
http://asesorias.cuautitlan2.unam.mx/organica/directorio/jaime/petroleo.pdf,
consultado 29/Nov/2016.
50. Fluidized Catalytic Cracking (FCC),
http://www.enggcyclopedia.com/2012/06/typical-pfd-residue-catalytic-cracking/,
consultado 29/Nov/2016.
51. Benítez, J.L., Curso Uso de Inhibidores de Corrosión en Procesos de Refinación del
Petróleo (2013).
52. NACE TM-0172, “Determinación de las Propiedades Corrosivas de Corrientes
Transportadas en Tuberías de Productos del Petróleo” (2001).
53. Panossian, Z., Nagayassu, V. Y., Bernal, A., “Improvement of the Nace Test for
Determination of the Corrosive Properties of Gasoline and Distillate Fuels”, NACE
CORROSION 2009, 09578 (2009).
54. NACE 1D182, “Wheel Test Method Used for Evaluation of Film-Persistent
Corrosion Inhibitors for Oilfield Applications” (2005).
55. “Curso Básico de Corrosión y su Control con Inhibidores de Corrosión”, Control 5
S.A. de C.V.
56. NRF-005-PEMEX-2009, “Protección Interior de Ductos con Inhibidores”.
57. ASTM G46, “Standard Guide for Examination and Evaluation of Pitting
Corrosion”, ASTM (2013).
58. ASTM G184, “Standard Practice for Evaluating and Qualifying Oil Field and
Refinery Corrosion Inhibitors Using Rotating Cage”, ASTM (2016).
59. ASTM G185, “Standard Practice for Evaluating and Qualifying Oil Field and
Refinery Corrosion Inhibitors Using the Rotating Cylinder Electrode”, ASTM
(2016).
60. ASTM D1141-98, “Standard Practice for the Preparation of Substitute Ocean
Water”, ASTM (2013).
61. ASTM D130-12, “Standard Test Method for Corrosiveness to Copper from
Petroleum Products by Copper Strip Test”, ASTM (2012).

REFERENCIAS
72
62. Crevice Corrosion,
http://www.cdcorrosion.com/mode_corrosion/corrosion_crevice.htm, consultado
26/Nov/2016.
63. Galvanic Corrosion, https://www.nachi.org/galvanic-corrosion.htm, consultado
26/Nov/2016.

73
ANEXO A Formas de Corrosión
La corrosión se manifiesta bajo formas muy diferentes, según las características
metalográficas, mecánicas o geométricas del metal, y las condiciones del medio al que se
encuentra expuesto. Las formas de corrosión se clasifican principalmente en dos tipos:
Corrosión generalizada o uniforme y corrosión localizada. [1, 6, 15]
A.1. Corrosión generalizada o uniforme
La corrosión uniforme es en la que se presenta un ataque igual o similar en toda la
superficie del material expuesta al medio corrosivo. La evidencia inicial es la formación de
rugosidad en la superficie del material. Es el tipo de corrosión que representa menos
problemas para su medición y control, sin embargo, conforme la corrosión avanza, el
material se vuelve más delgado y fallará eventualmente debido a una presión interna o una
fuerza externa.
Este tipo de corrosión se presenta con más frecuencia en tanques de almacenamiento o
equipos de proceso y en pocas ocasiones se observa en ductos de transporte de
hidrocarburos, lo anterior debido a que en el interior un ducto no existe un contacto
uniforme y por periodos prolongados entre las capas de agua asociada al petróleo y la
superficie del metal. Si dichas capas de agua se encuentran en contacto con el metal, las
altas concentraciones de ácidos orgánicos podrían generar este tipo de corrosión en la
superficie involucrada [1, 6, 15].
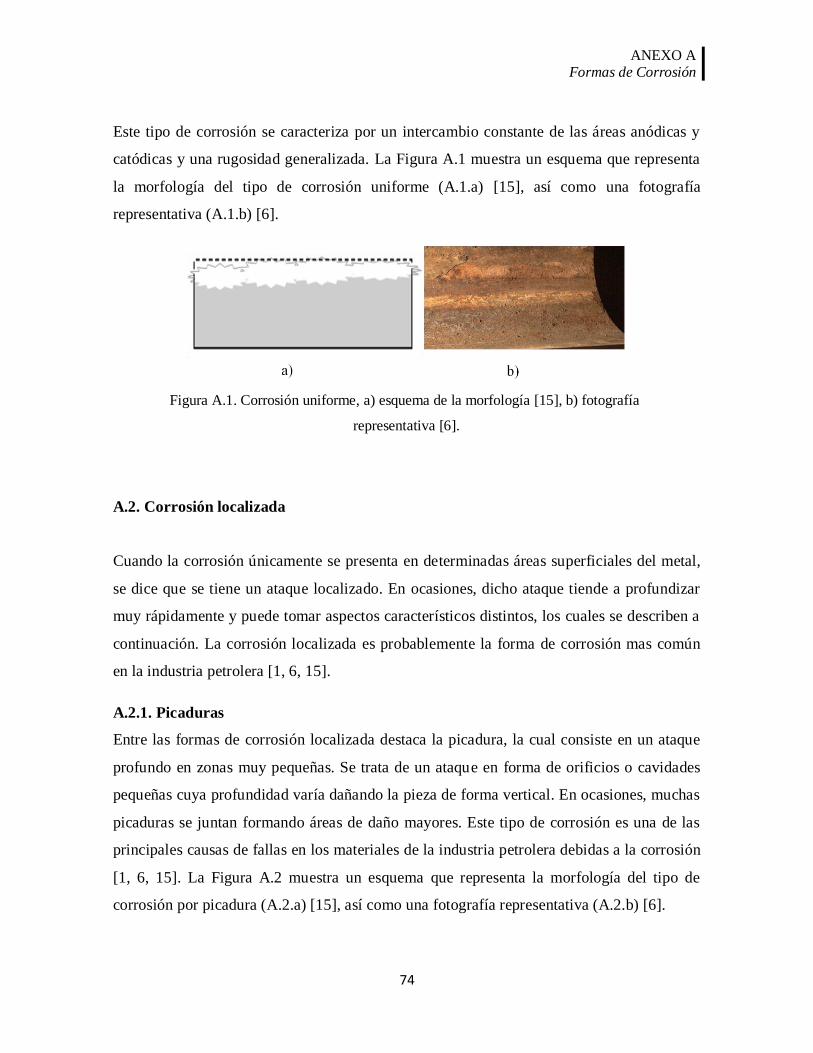
ANEXO A Formas de Corrosión
74
Este tipo de corrosión se caracteriza por un intercambio constante de las áreas anódicas y
catódicas y una rugosidad generalizada. La Figura A.1 muestra un esquema que representa
la morfología del tipo de corrosión uniforme (A.1.a) [15], así como una fotografía
representativa (A.1.b) [6].
Figura A.1. Corrosión uniforme, a) esquema de la morfología [15], b) fotografía
representativa [6].
A.2. Corrosión localizada
Cuando la corrosión únicamente se presenta en determinadas áreas superficiales del metal,
se dice que se tiene un ataque localizado. En ocasiones, dicho ataque tiende a profundizar
muy rápidamente y puede tomar aspectos característicos distintos, los cuales se describen a
continuación. La corrosión localizada es probablemente la forma de corrosión mas común
en la industria petrolera [1, 6, 15].
A.2.1. Picaduras
Entre las formas de corrosión localizada destaca la picadura, la cual consiste en un ataque
profundo en zonas muy pequeñas. Se trata de un ataque en forma de orificios o cavidades
pequeñas cuya profundidad varía dañando la pieza de forma vertical. En ocasiones, muchas
picaduras se juntan formando áreas de daño mayores. Este tipo de corrosión es una de las
principales causas de fallas en los materiales de la industria petrolera debidas a la corrosión
[1, 6, 15]. La Figura A.2 muestra un esquema que representa la morfología del tipo de
corrosión por picadura (A.2.a) [15], así como una fotografía representativa (A.2.b) [6].

ANEXO A Formas de Corrosión
75
Figura A.2. Corrosión por picaduras, a) esquema de la morfología [15], b) fotografía
representativa [6].
A.2.2. Corrosión por agrietamientos
La formación de grietas o hendiduras suele darse en regiones donde existen uniones físicas
de dos o más materiales de la misma naturaleza metálica o bien, de un metal con un no-
metal. A través de dicha unión penetra el medio corrosivo a la superficie de la hendidura la
cual se convierte en la zona anódica. La severidad en este tipo de corrosión está relacionada
a factores como el cambio de pH, la escasez de agentes corrosivos, el desarrollo de iones
diferentes, así como las diferentes velocidades de flujo; todos existentes en el interior de las
grietas. Las uniones físicas que causan este tipo de corrosión son las que se derivan de la
colocación de traslapes, empaques, juntas, etc. o bien, del acoplamiento de accesorios como
válvulas en el caso de ductos de transporte [1, 6, 15]. La figura A.3 muestra un esquema
que representa la morfología del tipo de corrosión por agrietamientos (A.3.a) [15], así como
una fotografía de una junta dañada (A.3.b) [62].
Figura A.3. Corrosión por agrietamiento, a) esquema de la morfología [15], b) fotografía
representativa [62].

ANEXO A Formas de Corrosión
76
A.2.3. Corrosión galvánica
La corrosión galvánica, también conocida como bimetálica, se presenta cuando dos metales
de distinta naturaleza se encuentran en contacto y son sometidos a un medio corrosivo
electrolítico. Esta forma de corrosión se genera por la diferencia de potenciales existentes
entre los dos materiales. Al metal que tiene la menor resistencia a la corrosión, el cual actúa
como ánodo, se le denomina como metal activo; mientras que al metal con mayor
resistencia a la corrosión, el cual actúa como cátodo, se le denomina metal noble. En la
industria petrolera, este tipo de corrosión se presenta, por ejemplo, en reparaciones por
soldaduras o uniones hechas en ductos de transporte y equipos de proceso [1, 6, 15]. La
figura A.4 muestra un esquema que representa la morfología del tipo de corrosión galvánica
(A.4.a) [15], así como una fotografía representativa (A.4.b) [63].
Figura A.4. Corrosión galvánica, a) esquema de la morfología [15], b) fotografía
representativa [63].
A.2.4. Corrosión por erosión
Esta forma de corrosión ocurre mayormente en el interior de tuberías debido a que se
presenta cuando la fricción que genera el flujo remueve las películas protectoras producto
de la corrosión como es el caso de los carbonatos férricos. En ocasiones el flujo del medio
corrosivo se ve incrementado por alguna reducción en el diámetro de la tubería o por
cambios de dirección (codos), lugares en los cuales el daño es más severo [1, 6, 15]. La
figura A.5 muestra un esquema que representa la morfología del tipo de corrosión por
erosión (A.5.a) [15], así como una fotografía representativa de un cambio de dirección en
una tubería (codo) (A.5.b) [64].

ANEXO A Formas de Corrosión
77
Figura A.5. Corrosión por erosión, a) esquema de la morfología [15], b) fotografía
representativa [64].
A.2.5. Corrosión intergranular
Este tipo de corrosión se trata de un ataque microscópico. Se presenta cuando los metales
presentan ataque corrosivo en los límites de grano que componen su estructura. Debido al
medio al que son expuestos, algunos límites de grano se convierten en zonas anódicas, en
referencia con las zonas catódicas que los rodean provocando el ataque corrosivo. En casos
severos suelen desprenderse granos enteros debido al gran deterioro por sus límites,
pudiéndose observar a simple vista una superficie rugosa. Este tipo de corrosión tiene a
formar picaduras en el material [1, 6, 15]. La figura A.6 muestra un esquema que representa
la morfología del tipo de corrosión intergranular [15].
Figura A.6. Esquema de la morfología del tipo de corrosión intergranular [15].
A.2.6. Corrosión bajo tensión
Cuando el material metálico es sometido en forma conjunta a un esfuerzo mecánico y a un
medio corrosivo, suelen presentarse fracturas que no se formarían si dicho material sólo
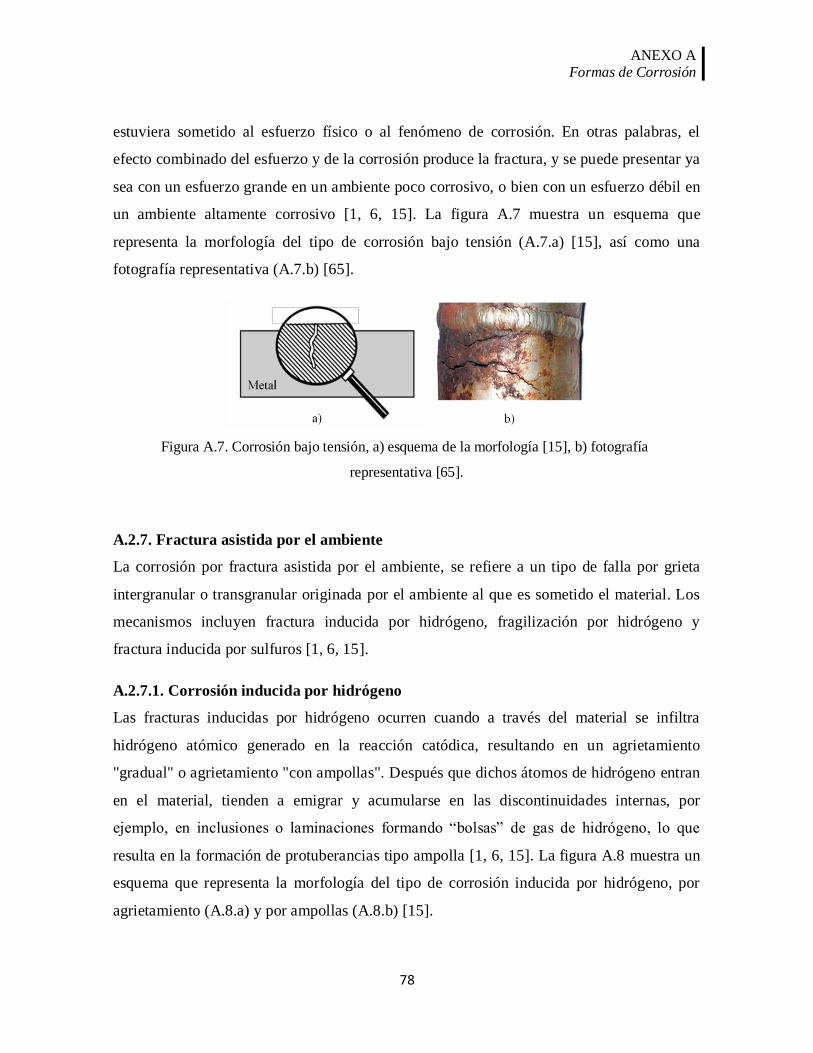
ANEXO A Formas de Corrosión
78
estuviera sometido al esfuerzo físico o al fenómeno de corrosión. En otras palabras, el
efecto combinado del esfuerzo y de la corrosión produce la fractura, y se puede presentar ya
sea con un esfuerzo grande en un ambiente poco corrosivo, o bien con un esfuerzo débil en
un ambiente altamente corrosivo [1, 6, 15]. La figura A.7 muestra un esquema que
representa la morfología del tipo de corrosión bajo tensión (A.7.a) [15], así como una
fotografía representativa (A.7.b) [65].
Figura A.7. Corrosión bajo tensión, a) esquema de la morfología [15], b) fotografía
representativa [65].
A.2.7. Fractura asistida por el ambiente
La corrosión por fractura asistida por el ambiente, se refiere a un tipo de falla por grieta
intergranular o transgranular originada por el ambiente al que es sometido el material. Los
mecanismos incluyen fractura inducida por hidrógeno, fragilización por hidrógeno y
fractura inducida por sulfuros [1, 6, 15].
A.2.7.1. Corrosión inducida por hidrógeno
Las fracturas inducidas por hidrógeno ocurren cuando a través del material se infiltra
hidrógeno atómico generado en la reacción catódica, resultando en un agrietamiento
"gradual" o agrietamiento "con ampollas". Después que dichos átomos de hidrógeno entran
en el material, tienden a emigrar y acumularse en las discontinuidades internas, por
ejemplo, en inclusiones o laminaciones formando “bolsas” de gas de hidrógeno, lo que
resulta en la formación de protuberancias tipo ampolla [1, 6, 15]. La figura A.8 muestra un
esquema que representa la morfología del tipo de corrosión inducida por hidrógeno, por
agrietamiento (A.8.a) y por ampollas (A.8.b) [15].

ANEXO A Formas de Corrosión
79
Figura A.8. Corrosión inducida por hidrógeno, a) esquema de la morfología por agrietamiento, b)
esquema de la morfología por agrietamiento [15].
A.2.7.2. Fragilización por hidrógeno (FH)
La fragilización por hidrógeno también es causada por el hidrógeno interior pero se
manifiesta por lo general como una pérdida en la ductilidad de materiales de alta dureza [6,
15].
A.2.7.3. Agrietamiento inducido por sulfuros
El agrietamiento inducido por sulfuros es una forma de agrietamiento asociada con la
presencia de H2S en el medio. Este tipo de ataque corrosivo se produce cuando la
concentración de sulfuro de hidrógeno presente es alta y el pH del agua asociada es ácido,
ambiente común en la industria petrolera [6, 15].

80
ANEXO B Método Estándar de Prueba NACE TM-0172
En el método NACE TM-0172 [52, 53], también conocido como prueba de herrumbre, un
cilindro de acero (espécimen de la prueba) es inmerso en una mezcla de combustible de
prueba y agua destilada. La mezcla es agitada y es mantenida a una temperatura de 38°C
durante 4 horas. El espécimen de prueba es entonces valorado en proporción de la
superficie del mismo que ha sido oxidada, clasificándolo de acuerdo con la escala de la
Tabla B.1.
Tabla B.1. Clasificación del espécimen (testigo) de prueba.
Clasificación Superficie corroída, %
A 0
B++ Menos de 0.1 (2 ó 3 manchas de no más de
1mm de diámetro)
B+ Menos de 5
B 5 a 25
C 25 a 50
D 50 a 75
E 75 a 100
Una breve descripción de la metodología establecida en el estándar de prueba NACE TM-
0172 es la siguiente:
B.1. Preparación del espécimen de prueba
El espécimen de prueba debe ser un cilindro de acero hilado de 81.0 mm de longitud y 12.7
mm de diámetro al cual es preciso realizar un pulido preliminar con el objetivo de remover

ANEXO B
Método Estándar de Prueba NACE TM-0172
81
oxido o irregularidades. El pulido preliminar consiste en montar el espécimen de prueba el
equipo pulidor y posteriormente ser rotado a una velocidad de 1700 a 1800 rpm, mientras
es lijado utilizando papel abrasivo (lijas). Al finalizar el pulido, el espécimen debe ser
removido del equipo pulidor sin tocarlo directamente retirando cualquier partícula fina con
ayuda de un trapo o pañuelo limpio, limpiándolo suavemente. Por último, el espécimen
debe ser enjuagado con isooctano y colocado inmediatamente en la muestra de combustible
en el orificio correspondiente en la tapa del vaso, acoplado a un mango de plástico. Si el
espécimen no será utilizado inmediatamente, se deja sumergido en isooctano hasta el
momento en el que se necesite, dejándolo escurrir brevemente antes de ser colocado en el
combustible caliente de la prueba.
B.2. Procedimiento de prueba
Se debe verter 300 mL del combustible a ser probado en el vaso y posteriormente colocarlo
en el baño de aceite, el cual debe ser mantenido a una temperatura de 38 ± 1°C. Se debe
cubrir el vaso con la tapa colocando a su vez el agitador en la abertura adecuada y
posteriormente accionar el mecanismo de agitación el cual debe estar calibrado a 1000 ± 50
rpm. Una vez que la temperatura de la muestra se encuentra a 38 ± 1°C, se inserta el
espécimen de acero a evaluarse en el orificio correspondiente. Se deja en agitación durante
un periodo de 30 minutos para asegurar una impregnación completa de la muestra en el
acero, posterior a ello, sin parar la agitación, se adicionan 30 mL de agua destilada y a
partir de ello la muestra continua en agitación por un periodo de 3.5 horas, manteniendo la
temperatura de la mezcla de agua y combustible a 38 ± 1°C. Al finalizar el periodo de 3.5
horas se detiene la agitación y el espécimen es removido, se deja escurrir y posteriormente
se lava con xileno seguido de acetona. Finalmente se evalúa la superficie dañada y se le
otorga una clasificación de acuerdo con la Tabla B.1.
ANEXO B
Método Estándar de Prueba NACE TM-0172
82
B.3. Clasificación de los especímenes de prueba
La clasificación debe estar basada exclusivamente sobre la porción del espécimen que
quedó sumergido en el fluido de prueba. Todos los depósitos de sólidos no removidos por
el lavado de xileno y acetona deben ser considerados productos de la corrosión. La
inspección debe realizarse en una lente iluminada de 2X de aumento. La clasificación debe
estar basada sobre la porción del espécimen que cambió y debe ser expresada de acuerdo
con la escala de la Tabla B.1.

83
ANEXO C Método Estándar de Prueba NACE 1D182
En el método NACE 1D182 [54], también conocido como prueba de botella o prueba de la
rueda, un cupón de acero (espécimen de prueba) es inmerso en una botella que contiene una
mezcla compuesta por hidrocarburos, agua (salmuera ácida) e inhibidor. Dicha mezcla es
sometida a calentamiento y agitación en una rueda giratoria por un periodo definido de
entre una y dos horas. Una vez terminado dicho periodo de agitación, el espécimen es
retirado y reubicado en otra botella que contiene una mezcla únicamente de fluidos
corrosivos (sin inhibidor de corrosión), en donde permanece en calentamiento y agitación,
por un periodo más largo que el anterior. El espécimen de prueba es entonces removido de
la botella, limpiado y pesado para cuantificar la pérdida de masa que sufrió y
posteriormente calcular el porcentaje de protección del inhibidor de corrosión aplicando la
Ecuación C.1.
ó
Donde:
% de protección, es el grado de protección que otorga un inhibidor de corrosión a un
material metálico sometido a un medio ácido conocido.
W1, es la pérdida de masa del espécimen de prueba sin inhibidor (blanco), en mg.
W2, es la pérdida de masa del espécimen de prueba con inhibidor, en mg.
El Método Estándar de Prueba NACE 1D182 es utilizado para determinar la persistencia de
película de los inhibidores de corrosión que se pretenden aplicar en campo. Lo anterior
derivado de la versatilidad que tiene el procedimiento, la cual permite que se lleven a cabo

ANEXO C
Método Estándar de Prueba NACE 1D182
84
modificaciones en las variables de prueba, por ejemplo, la temperatura, la condiciones de la
superficie del material, la concentración de los agentes corrosivos, la relación volumen
hidrocarburo/salmuera, entre otras, posibilitando al usuario a llevar a cabo la evaluaciones
bajo condiciones semejantes a las reales.
Una breve descripción de la metodología establecida en el estándar de prueba NACE
1D182 es la siguiente:
C.1. Sustancias químicas de la prueba
Para el desarrollo de la Prueba NACE 1D182 se utiliza normalmente petróleo, el cuál debe
ser purgado con un gas inerte o algún gas corrosivo, por ejemplo, CO2 o H2S, antes de
introducirlo al recipiente de prueba, esto con el objetivo de eliminar el oxígeno presente en
la muestra. El aceite crudo puede ser reemplazado con algún producto refinado del mismo.
La salmuera de igual forma deberá ser purgada con nitrógeno para efectos de remover el
oxígeno presente. Después deberá ser saturada con dióxido de carbono o ácido sulfhídrico
para simular las características del agua asociada a las corrientes de hidrocarburos. La
salmuera se puede preparar de forma sintética utilizando como referencia el procedimiento
que establece el Estándar ASTM D1141 [60]. Una salmuera sintética común está
compuesta por 9.62% de cloruro de sodio (NaCl), 0.305% de cloruro de calcio (CaCl2),
0.186% de cloruro de magnesio hexahidratado (MgCl2·6H2O) y 89.86% de agua destilada.
Para llevar a cabo pruebas de corrosión dulce, la salmuera debe ser purgada con CO2 hasta
que la misma alcance un valor de pH de entre 4.5 y 4.8.
Para llevar a cabo pruebas de corrosión amarga se recomienda saturar la salmuera con
sulfhídrico (H2S) hasta que la misma alcance una concentración de entre 500 y 600 ppm.
Es importante eliminar al máximo posible todo el oxígeno presente tanto en la salmuera
como en el hidrocarburo a evaluar, ya que trazas del mismo podrían generar desviaciones
en los resultados. El método establece que bastarían aproximadamente 30 minutos de purga

ANEXO C
Método Estándar de Prueba NACE 1D182
85
con nitrógeno utilizando un flujo de 2 L/min para eliminar el oxígeno de 4 L de muestra de
salmuera.
Con respecto a la incorporación del inhibidor de corrosión a la mezcla corrosiva a evaluar,
el método establece que para concentraciones menores a 100 ppm, deberán ser primero
diluidos con xilenos.
C.2. Preparación del espécimen de prueba
El espécimen de prueba debe ser una lámina de acero cuyas dimensiones pueden ser
elegidas por el operador, sin embargo, las más comunes son 0.13 x 12.7 x 76 mm. Es
preciso realizar un pulido preliminar a los especímenes con el objetivo de remover grasas o
irregularidades. El pulido preliminar consiste en montar el espécimen de prueba en un
equipo pulidor con arena. Al finalizar el pulido, el espécimen debe ser removido del equipo
pulidor sin tocarlo directamente, enjuagado con benceno y secado con ayuda de un trapo o
pañuelo limpio. Por último, el espécimen debe ser almacenado en un desecador hasta el
momento en que sea pesado para su posterior uso.
C.3. Procedimiento de prueba
Se debe verter la cantidad previamente definida de inhibidor de corrosión a la botella de
prueba y después purgarla de aire. Posteriormente se debe adicionar las cantidades
previamente definidas de salmuera e hidrocarburo a evaluar. Las botellas son tapadas y
colocadas en la rueda giratoria del equipo de prueba, el cuál debe ser mantenido a una
temperatura previamente definida durante una o dos horas, esto con el objetivo de que el
espécimen esté en contacto con el inhibidor de corrosión. Posteriormente, el espécimen de
prueba debe ser transferido con las debidas precauciones a otra botella que contenga el
medio corrosivo purgado y puesto una vez más en agitación dentro del equipo rotatorio con
el propósito de enjuagar el espécimen.

ANEXO C
Método Estándar de Prueba NACE 1D182
86
El espécimen enjuagado es transferido a otra botella, la cual contiene una solución ácida
compuesta por hidrocarburo y salmuera sin inhibidor. Dicha botella se somete a
calentamiento y agitación durante un periodo de entre 24 y 72 horas.
Al término de la prueba, los especímenes de prueba son retirados de las botellas,
enjuagados con alcohol isopropílico y xileno para remover por completo la película de
inhibidor de corrosión remanente en el espécimen. El método establece que si se a cabo una
prueba de corrosión amarga, el espécimen además deberá ser enjuagado con una solución
de ácido clorhídrico al 10% para remover la película de sulfuro de la superficie del
espécimen. Se deben eliminar los productos de corrosión remanentes en la superficie del
material limpiando el cupón con ayuda de un estropajo de acero y por último enjuagarlos
con agua destilada y acetona para posteriormente pesarlos.
C.4. Determinación de la eficiencia de protección
Las pérdidas de peso de los tres especímenes de prueba evaluados bajo las mismas
condiciones, para efectos de repetibilidad, se promedian. Dicho promedio se emplea en el
cálculo del porcentaje de protección que se lleva a cabo utilizando la Ecuación C.1.