ESTUDIO DEL COMPORTAMIENTO DE LA RELACIÓN DE …€¦ · para la caracterización de la guadua con...
147
ESTUDIO DEL COMPORTAMIENTO DE LA RELACIÓN DE ESBELTEZ EN COLUMNAS DE GUADUA LAMINADA PEGADA PRENSADA JOSÉ IGNACIO MORENO CUTA CRISTÓBAL ALVARADO SANTOS FUNDACION UNIVERSITARIA AGRARIA DE COLOMBIA UNIVERSIDAD UNIAGRARIA FACULTAD DE INGENIERÍA CIVIL BOGOTÁ D.C. 2010
Transcript of ESTUDIO DEL COMPORTAMIENTO DE LA RELACIÓN DE …€¦ · para la caracterización de la guadua con...

ESTUDIO DEL COMPORTAMIENTO DE LA RELACIÓN DE ESBELTEZ EN
COLUMNAS DE GUADUA LAMINADA PEGADA PRENSADA
JOSÉ IGNACIO MORENO CUTA
CRISTÓBAL ALVARADO SANTOS
FUNDACION UNIVERSITARIA AGRARIA DE COLOMBIA
UNIVERSIDAD UNIAGRARIA
FACULTAD DE INGENIERÍA CIVIL
BOGOTÁ D.C.
2010

ESTUDIO DEL COMPORTAMIENTO DE LA RELACIÓN DE ESBELTEZ EN
COLUMNAS DE GUADUA LAMINADA PEGADA PRENSADA
JOSÉ IGNACIO MORENO CUTA
CRISTÓBAL ALVARADO SANTOS
Tesis para optar al título de
Ingeniero Civil
Directora
CAORI PATRICIA TAKEUCHI TAN
Ingeniera Civil
M.Sc. Estructuras – Universidad Nacional De Colombia
FUNDACION UNIVERSITARIA AGRARIA DE COLOMBIA
UNIVERSIDAD UNIAGRARIA
FACULTAD DE INGENIERÍA CIVIL
BOGOTÁ D.C.

NOTA DE ACEPTACIÓN
ING. CAORI P. TAKEUCHI TAN
Directora del Proyecto de Grado
ING. PEDRO TORRENEGRA M.Sc. Estructuras
Jurado
BOGOTÁ D.C.
2010

DEDICATORIA JOSÉ IGNACIO A Tato y Germán en la distancia y eternidad del tiempo…. Arían timonel y Faro en el océano de mis pensamientos…... Camilo Andrés y Juan José esencias de mi ser y velas de mi velero…. Abuela Gladys por tu cariño y confianza…. Gracias, Nacho
A los guaduales…..
Porque los he visto llorando
Porque los he visto bailando
Porque también tienen alma…….
Jorge Villamil… DEDICATORIA CRISTÓBAL
Los sueños alcanzados con mucho esfuerzo son más satisfactorios que los que
se consiguen fácilmente… A mi esposa, Mary Cuevas de Alvarado,
por apoyarme y darme fuerzas para seguir adelante
A mis hijos Wilman Alexander y Edith Milena, porque siempre me
apoyaron desde la distancia dando fuerzas y esperanzas
para no desfallecer en alcanzar la meta.
Cristóbal

AGRADECIMIENTOS
A nuestras familias, compañeros incondicionales en los logros de estos años de sacrificio y dedicación para terminar con éxito nuestra carrera. A la ing. Caori Takeuchi Tan, Ingeniera Civil, directora del proyecto de grado y profesora de la Facultad de Ingeniería de la Universidad Nacional de Colombia Sede Bogotá, por su bondad, sabiduría y confianza al vincularnos al proyecto, por sus valiosas orientaciones y enseñanzas durante el desarrollo del mismo. A Patricia Luna Ingeniera Civil, M.Sc. e Integrante del grupo de investigación para la caracterización de la guadua con el Ministerio de Agricultura Colombiano y la Facultad de Arquitectura la Universidad Nacional de Colombia Sede Bogotá. A Juan Carlos Cortés Ingeniero civil Esp. Estructuras e Integrante del grupo de investigación para el proyecto Guadua Laminada Pegada y prensada con el Ministerio de Agricultura Colombiano y la Universidad Nacional de Colombia Sede Bogotá, Facultad de Ingeniería. Por sus valiosos aportes, motivación y colaboración a lo largo del proyecto. Al proyecto Guadua Laminada Pegada y prensada del Ministerio de Agricultura Colombiano y la Universidad Nacional de Colombia Sede Bogotá. A Pedro Rodríguez Sociólogo, Jorge Ballesteros Administrador Público por sus aportes, confianza, y colaboración durante el desarrollo del proyecto A Guillermo Gamboa, laboratorista del Instituto de Ensayos e Investigaciones I.E.I. de la Universidad Nacional de Colombia Sede Bogotá, por su valiosa colaboración y experiencia. A el Ing. Rubén Darío Ochoa Decano de la Facultad de Ingeniería Civil de la Universidad Fundación Universitaria Agraria de Colombia. A los Lic. Andrés Guerra, John Bello, Ing. Roberto Madero, Ing. Pedro Torrenegra catedráticos Universidad Uniagraria De Colombia. A Ana Milena secretaria Facultad de Ingeniería y todo el personal administrativo de la Dirección de Carrera y de la Facultad de Ingeniería de la Fundación Universidad Unigraria De Colombia. Sander Alvarado y Henry Trejos por su inmensa colaboración, apoyo y en todas las actividades de taller.

TABLA DE CONTENIDO
NOMENCLATURA
CAPITULO 1 JUSTIFICACIÓN
1 JUSTIFICACIÓN................................................................................................................. 1.1
CAPITULO 2 OBJETIVOS
2. OBJETIVOS ....................................................................................................................... 2.1
2.1 Objetivo general ..................................................................................................... 2.1
2.2 Objetivo específico .................................................................................................. 2.1
CAPITULO 3 INTRODUCCIÓN
3 INTRODUCCIÓN ............................................................................................................... 3.2
CAPITULO 4 RESEÑA HISTORICA
4 Reseña histórica .............................................................................................................. 4.2
4.1 Historia de los laminados ........................................................................................ 4.2
4.2 Reseña histórica de la guadua ................................................................................. 4.5
4.2.1 Clasificación taxonómica ................................................................................. 4.7
4.3 Características agronómicas y microclima .............................................................. 4.8
4.3.1 Temperatura .................................................................................................... 4.8
4.3.2 Latitud .............................................................................................................. 4.8
4.3.3 Precipitación .................................................................................................... 4.8
4.3.4 Humedad Relativa ........................................................................................... 4.8
4.3.5 Brillo Solar ....................................................................................................... 4.8
4.3.6 Suelos .............................................................................................................. 4.8
CAPITULO 5 FUNDAMENTACIÓN CONCEPTUAL
5 Marco teórico .................................................................................................................. 5.2
5.1 Madera Laminada Como Elemento Estructura ...................................................... l 5.2
5.2 Clasificación de las maderas estructurales según su densidad ............................. 5.3
5.3 Clasificación de la madera laminada encolada de acuerdo a la orientación de las
láminas .................................................................................................................... 5.5
5.3.1 Proceso de fabricación .................................................................................... 5.6
5.4 Ventajas de la madera laminada ............................................................................. 5.6

5.5 Desventajas de la madera laminada ....................................................................... 5.7
5.6 Aplicaciones ............................................................................................................. 5.7
5.7 Propiedades físicas .................................................................................................. 5.8
5.8 Elementos fabricados a partir del laminado y aglomerado de madera ................ 5.10
CAPITULO 6 MARCO TEÓRICO
6 Fundamentación conceptual ........................................................................................... 6.2
6.1 Orígenes de la teoría de la elasticidad .................................................................... 6.2
6.2 Comentarios históricos sobre la teoría de pandeo ................................................. 6.3
6.3 Teoría de pandeo de columnas ............................................................................... 6.9
CAPITULO 7 METODOLOGÍA DEL TRABAJO
7. Metodología del trabajo
7.1 Diagrama general del proceso de fabricación ........................................................ 7.2
7.2 Descripción general del proceso constructivo de las probetas de guadua laminada
prensada pegada ................................................................................................................. 7.2
7.2.1 Detalles del proceso de corte longitudinal de las láminas .............................. 7.3
7.2.2 Detalles del proceso de maquinado para los entrenudos .............................. 7.4
7.2.3 Detalles del secado .......................................................................................... 7.5
7.2.4 Detalles del maquinado para espesor ............................................................. 7.5
7.2.5 Detalles para la selección de las láminas ........................................................ 7.6
7.3 Columnas fabricadas con guadua laminada ............................................................ 7.7
7.3.1 Definición de número de probetas, sección y alturas ..................................... 7.7
7.3.2 Proceso constructivo para las columnas ........................................................ 7.8
7.3.2.1 Selección de las láminas a utilizar ................................................................ 7.8
7.3.2.2 Aplicación de adhesivo ................................................................................ 7.8
7.3.2.3 Ensamble de láminas ................................................................................... 7.9
7.3.2.4 Prensado de tableros ................................................................................. 7.10
7.3.2.5 Armado y ensamble de columnas ............................................................. 7.10
7.3.2.6 Total elementos fabricados 118 columnas de sección maciza y cajón ...... 7.12
CAPITULO 8 NORMAS Y EQUIPOS
8 Normas y equipos ........................................................................................................... 8.2
8.1 Normatividad ........................................................................................................... 8.2

8.1.1 Normas Une (Unión Europea) ......................................................................... 8.2
8.1.2 Norma Argentina ............................................................................................. 8.2
8.1.3 Norma Chilena ................................................................................................. 8.3
8.1.4 Norma Americana ........................................................................................... 8.3
8.1.5 Organismos y control de calidad ..................................................................... 8.3
8.2 Normas seleccionadas para los ensayos en este proyecto .................................... 8.4
8.3 Equipos e instrumentos ........................................................................................ 8.4
8.3.1 Fabricación de maquinas ................................................................................. 8.4
8.3.1.1 Sierra de discos paralelos ............................................................................ 8.4
8.3.1.2 Prensa hidráulica ......................................................................................... 8.5
8.3.2 Máquinas e instrumentos utilizadas en los ensayos ....................................... 8.6
8.3.2.1 Máquina universal para ensayos marca Amsler – Schaffhouse – Sisse ....... 8.6
8.3.2.2 Máquina universal para ensayos ................................................................. 8.7
8.3.2.3 Horno de secado .......................................................................................... 8.8
8.3.2.4 Balanza de precisión .................................................................................... 8.8
8.3.2.5 Calibrador o pie de rey ............................................................................... 8.8
8.3.2.6 Termómetro ambienta ............................................................................... l 8.9
8.3.2.7 Deformímetro .............................................................................................. 8.9
8.3.2.8 Computador ............................................................................................... 8.10
8.3.2.9 Cámara fotográfica .................................................................................... 8.10
8.3.2.10 Cámara video ........................................................................................... 8.10
8.3.2.11 Flexo metro .............................................................................................. 8.10
8.3.2.12 Nivel de riel .............................................................................................. 8.10
8.3.2.13 Escuadra ................................................................................................... 8.10
CAPITULO 9 ENSAYOS REALIZADOS
9 ENSAYOS REALIZADOS ..................................................................................................... 9.2
9.1 Marco general para los ensayos .............................................................................. 9.2
9.2 Caracterización física por medio de los ensayos de densidad y humedad ............. 9.2
9.3 Ensayo de Densidad ................................................................................................ 9.3
9.4 Ensayo de Humedad ................................................................................................ 9.4

9.5 Ensayo de Compresión axial paralela ..................................................................... 9.7
9.5.1 Número total de probetas y tipo de sección ................................................... 9.7
9.5.2 Número total de probetas y tipo de sección ................................................... 9.8
9.5.3 Formato ........................................................................................................... 9.8
9.5.4 Ensayos probetas columnas macizas ............................................................. 9.10
9.6 Ensayos probetas columnas cajón ........................................................................ 9.12
CAPITULO 10 CÁLCULO Y ANALISIS DE RESULTADOS
10 CÁLCULO Y ANALISIS DE RESULTADOS ............................................................................. 10.2
10.1 Criterio de exclusión de Chauvenet ...................................................................... 10.2
10.2 Contenido de humedad ............................................................................................. 10.3
10.3 Densidad .................................................................................................................... 10.4
10.4 Columnas cajón ......................................................................................................... 10.5
10.4.1 Configuraciones por ensamble ........................................................................... 10.6
10.4.2 Fórmulas empleadas para el cálculo de dimensiones de las columnas
Cajón .............................................................................................................................. 10.8
10.4.2.1 Cálculo de área ( A ) ..................................................................................... 10.7
10.4.2.2 Módulo de inercia en eje X y Y. ( I ) ............................................................. 10.7
10.4.2.3 Radio de giro en eje X y Y. ( r ) ..................................................................... 10.8
10.4.2.4 Relación de esbeltez en eje X y Y. .............................................................. 10.8
10.4.2.5 Esfuerzo() ................................................................................................. 10.9
10.4.2.6 Tablas de datos columnas cajón según eje de falla ................................... 10.9
10.5 Graficas columnas cajón ......................................................................................... 10.10
10.5.1 Gráfica carga vs. Relación de esbeltez columnas cajón .................................. 10.10
10.5.2 Gráfica esfuerzo vs. relación de esbeltez columnas cajón .............................. 10.10
10.6 Tipos de fallas en columnas cajón ......................................................................... 10.11
10.6.1 Falla por aplastamiento .................................................................................. 10.11
10.6.2 Falla por pandeo ............................................................................................. 10.12
10.6.3 Fallas pandeo y aplastamiento ....................................................................... 10.15
10.6.4 Módulo de elasticidad columnas cajón ........................................................... 10.16
10.7 Columnas macizas ................................................................................................. 10.17

10.7.1 Fórmulas empleadas para las columnas macizas ........................................... 10.19
10.7.1.1 Cálculo de área ( A ) ................................................................................ 10.19
10.7.1.2 Módulo de inercia en eje X y. ( I) ............................................................ 10.19
10.7.1.3 Radio de giro en eje X y Y. ( r ) ................................................................ 10.19
10.7.1.4 Relación de esbeltez en eje X y Y. ( ) ..................................................... 10.20
10.7.1.5 Esfuerzo (s) .............................................................................................. 10.20
10.8 Tablas de datos columnas macizas ....................................................................... 10.21
10.8.1 Tablas de datos columnas macizas eje de falla ............................................. 10.21
10.9 Módulo de Elasticidad .......................................................................................... 10.22
10.9.1 Determinación del módulo de elasticidad en columnas macizas .................. 10.22
10.9.2 Tabla esfuerzo vs deformación de columnas macizas ................................... 10.22
10.9.3 Gráficas de esfuerzo vs deformación ............................................................ 10.23
10.10 Análisis del módulo de elasticidad ...................................................................... 10.24
10.10.1 Aplicando el criterio de chauvenet ............................................................. 10.24
10.10.2 Gráfica carga vs. relación de esbeltez columnas macizas ........................... 10.25
10.11 RESUMEN DATOS .................................................................................................. 10.27
10.11.1 Columnas macizas ......................................................................................... 10.27
10.12 Deducción matemática para la ecuación de columnas ...................................... 10.28
10.12.1 Desarrollo ...................................................................................................... 10.28
10.13 Cálculos obtenidos para las columnas macizas ................................................. 10.32
10.13.1 Gráfica de rangos para calcular el valor de n en la ecuación polinómicas ... 10.32
10.13.2 Datos experimentales para graficas de curvas ............................................. 10.32
10.13.3 Criterio de columna corta ............................................................................. 10.34
10.13.4 Grafica de rangos para columna maciza corta ............................................. 10.36
10.13.5 Esfuerzos admisibles ..................................................................................... 10.37
10.13.6 Factores de seguridad para columnas metálicas ......................................... 10.39
10.14 Curvas columnas macizas con Normas ............................................................. 10.40
10.15 Gráfico carga última columnas macizas ............................................................. 10.40
10.16 Gráfico carga última columnas cajón ................................................................. 10.41
10.17 Tipo de fallas presentadas en las columnas macizas .......................................... 10.42

10.17.1 Fallas por aplastamiento .............................................................................. 10.42
10.17.2 Fallas pandeo ............................................................................................... 10.43
10.17.3 Fallas pandeo y aplastamiento .................................................................... 10.44
11. CONCLUSIONES Y RECOMENDACIONES ........................................................................... 11.1
12. CAPITULO 12 BIBLIOGRAFÍA ........................................................................................... 11.2
13. CAPITULO 13 ANEXOS

INDICE DE GRÁFICAS
4.1 Clasificación taxonómica de la guadua ........................................................................... 4.7
5.1 Clasificación de la madera laminada ............................................................................... 5.5
5.2 Tipos de vigas rectas en madera laminada encolada ...................................................... 5.8
5.3 Resistencia al fuego de diferentes materiales .............................................................. 5.10
7.1 Etapas del sistema constructivo ...................................................................................... 7.2
7.2 Laminados ....................................................................................................................... 7.3
10.1 Fórmula de Chauvenet ................................................................................................. 10.2
10.2 Resultados contenidos de humedad columnas macizas ................................................ 10.3
10.3 Resultados contenidos de humedad columnas cajón ................................................... 10.4
10.4 Densidad ........................................................................................................................ 10.5
10.5 Carga vs. esbeltez columnas cajón incluye los tipos elaborados ................................. 10.10
10.6 Esfuerzo vs. esbeltez columnas cajón todos los tipos .................................................. 10.11
10.7 Esfuerzo Vs Deformación en columna maciza corta con dos líneas de tendencia para
hallar Módulo Elástico ................................................................................................. 10.23
10.8 Carga vs. esbeltez en eje X ........................................................................................... 10.26
10.9 Esfuerzo vs. esbeltez en eje X ...................................................................................... 10.26
10.10 Diagrama de Esfuerzo vs. relación esbeltez ............................................................. 10.28
10.11 Rangos esfuerzo Vs. relación esbeltez ..................................................................... 10.33
10.12 Ecuación polinómica grado 5 ................................................................................... 10.36
10.13 Curvas columnas metálicas con FDS. ....................................................................... 10.39
10.14 Carga Gráfica curvas con las normas ISO – Manual de la junta de acuerdo de
Cartagena con y sin FDS ........................................................................................................... 10.40
10.15 Carga última soportada por cada columna maciza 10.41
10.15 Carga última soportada por cada columna cajón .................................................... 10.41

INDICE DE FIGURAS
4.1 Clasificación de la laminada encolada de acuerdo a la orientación de las láminas ....... 4.2
4.2 Madera encolada ............................................................................................................ 4.4
6.1 Pandeo columna ............................................................................................................. 6.9
6.2 Diagrama esfuerzo de compresión contra relación de esbeltez ................................. 6.11
8.1 Formato de toma de datos ......................................................................................... 8.11
9.1 Caracterización guadua ................................................................................................. 9.2
9.2 Formato toma de datos ................................................................................................ 9.9
9.3 Colocación probeta ..................................................................................................... 9.10
10.1 Columnas cajón diferentes secciones ............................................................................. 10.6
10.2 Cálculo de espesores Columna cajón .............................................................................. 10.6
10.3 Cálculo de longitudes Columna cajón ............................................................................. 10.6
10.4 Forma como se cálculo áreas Columna cajón ................................................................ 10.7
10.5 Otra forma de cálculo áreas Columna cajón .................................................................. 10.7
10.6 Columna maciza medidas .............................................................................................. 10.17
10.7 Columna maciza promedios base y altura ..................................................................... 10.17
10.8 Determinación de ejes columna maciza. ....................................................................... 10.17
10.9 Forma de restricción parte inferior eje X ó Y en columnas ........................................... 10.18
10.10 Columnas sin restricción eje X ó Y. ................................................................................ 10.18

TABLA DE FOTOS
1.1 El antes y después de la construcción con guadua ............................................................. 1.2
3.1 Construcciones alternativas con laminados ........................................................................ 3.3
4.1 Polideportiva de Órdenes-La Coruña Arq. M.A. Echeverría ................................................ 4.3
4.2 Galpón con arcos Triarticulados de madera laminada ....................................................... 4.3
4.3 Ximena Londoño ................................................................................................................ 4.5
5.1 Torre de madera del antiguo cable aéreo Manizales-Mariquita, 45 m–
www.unal.edu.co ................................................................................................................ 5.2
5.2 Vigas rectangulares de madera laminada en el taller – www.unal.edu.co ........................ 5.3
5.3 Elementos Estructurales laminados - http¬-://Blogtecnicodelamadera.com .................... 5.5
5.4 Resistencia al fuego ............................................................................................................. 5.9
5.5 La industria de la madera laminada .................................................................................. 5.10
7.1 Máquina de sierras paralelas .............................................................................................. 7.3
7.2 Lateado en maquina de sierras paralelas ............................................................................ 7.4
7.3 Lámina obtenida con el maquinado sin entrenudos ........................................................... 7.4
7.4 Retiro de entrenudos .......................................................................................................... 7.5
7.5 Procedimiento de secado de las láminas ............................................................................ 7.5
7.6 Maquinado en espesor de las láminas ................................................................................ 7.6
7.7 Selección de láminas ........................................................................................................... 7.6
7.8 Taller de producción CIBA – Centro de Investigación del Bambú y la Madera Universidad
Nacional de Colombia Bogotá Facultad de Artes …………………………………………………………………7.7
7.9 Toma de medidas de láminas ............................................................................................. 7.8
7.10 Encolado .......................................................................................................................... 7.8
7.11 Aplicación de adhesivo ...................................................................................................... 7.9
7.12 Prensado y elaboración de tableros .................................................................................. 7.9
7.13 Prensado y elaboración de tableros ................................................................................ 7.10
7.14 Corte de columnas .......................................................................................................... 7.10
7.15 Armado de columnas ...................................................................................................... 7.11
7.16 Tableros sección máxima 600x20x15 cm. ....................................................................... 7.11

7.17 Columnas terminadas ..................................................................................................... 7.12
8.1 Sierra de discos paralelos .................................................................................................... 8.4
8.2 Prensa hidráulica ................................................................................................................. 8.5
8.3 Maquina universal para ensayos AMSLER – SCHAFFHOUSE – SISSE .................................. 8.6
8.4 Maquina universal Olsen ..................................................................................................... 8.7
8.5 Horno .................................................................................................................................. 8.8
8.6 Balanza de precisión ............................................................................................................ 8.8
8.7 Calibrador .......................................................................................................................... 8.8
8.8 Calibrador .......................................................................................................................... 8.9
8.9 Deformímetro ..................................................................................................................... 8.9
8.10 Computador portátil ....................................................................................................... 8.10
8.11 Fluxómetro ...................................................................................................................... 8.10
9.1 Muestras guadua para cálculo densidad y humedad ......................................................... 9.3
9.2 Muestra guadua .................................................................................................................. 9.3
9.3 Calibrador digital ................................................................................................................. 9.3
9.4 Balanza de precisión ............................................................................................................ 9.4
9.5 Horno de secado ................................................................................................................. 9.5
9.6 Láminas en proceso de secado ........................................................................................... 9.5
9.7 Cámara de humedad ........................................................................................................... 9.6
9.8 Columnas fabricadas 118 macizas y cajón .......................................................................... 9.9
9.9 Máquina Versa-tester ....................................................................................................... 9.10
9.10 Máquina Olson ................................................................................................................ 9.10
9.11 Probeta en Máquina Olson ............................................................................................. 9.11
9.12 Probeta en Máquina Versa-tester ................................................................................... 9.11
9.13 Falla columna maciza ...................................................................................................... 9.11
9.14 Probeta fallada ................................................................................................................ 9.11
9.15 Columna cajón fallada en máquina Olson ....................................................................... 9.14
9.16 Columna cajón fallada en máquina Olson. ...................................................................... 9.14
10.1 Columna cajón de 50 cm. .............................................................................................. 10.12
10.2 Columna cajón de 50 cm, presenta aplastamiento y delaminación ............................... 10.12

10.3 A compresión con deformímetro parte superior y centro de la columna ..................... 10.12
10.4 Falla por aplastamiento ................................................................................................... 10.12
10.5 Falla por deflexión ó pandeo columna cajón .................................................................. 10.13
10.6 Falla por deflexión y pandeo columna cajón .................................................................. 10.13
10.7 Falla por deflexión ó pandeo columna cajón ................................................................. 10.14
10.8 Falla por deflexión ó pandeo y delaminación columna cajón ........................................ 10.14
10.9 Falla súbita columna Cajón ............................................................................................. 10.14
10.10 Falla por aplastamiento y pandeo columna cajón ......................................................... 10.14
10.11 Falla por deflexión ó pandeo columna cajón ................................................................. 10.15
10.12 Falla por aplastamiento y flexión columna cajón.......................................................... 10.16
10.13 Toma lectura con deformímetro columna cajón .......................................................... 10.16
10.14 Controles de maquina .................................................................................................... 10.20
10.15 Toma de medidas de humedad y temperatura ............................................................ 10.20
10.16 Medidores de maquina Versa-tester ............................................................................ 10.20
10.17 Toma de medidas con deformimetro ........................................................................... 10.21
10.18 Toma de lecturas con deformimetro entre platos ........................................................ 10.21
10.19 Columna maciza de 50 cm.............................................................................................. 10.42
10.20 Columna maciza de 50 cm., después de falla a compresión .......................................... 10.42
10.21 Columna maciza de 15 cm., después de falla a compresión .......................................... 10.42
10.22 Columna maciza de 15 cm., falla por delaminación ..................................................... .10.42
10.23 Columna maciza de 15 cm., falla por delaminación. ..................................................... 10.43
10.24 Columna maciza de 15 cm., después de falla por delaminación ................................... 10.43
10.25 Columna maciza falla por pandeo ................................................................................. 10.43
10.26 Columna maciza falla por pandeo ................................................................................. 10.43
10.27 Columna maciza falla por pandeo .................................................................................. 10.44
10.28 Columna maciza falla por compresión ………………………………………………………………………10.44
10.29 Columna maciza falla por compresión y pandeo ……………………………………………………….10.44

INDICE DE TABLAS
8.1 Normas técnicas referenciadas ....................................................................................... 8.4
9.1 Cálculo volumen y densidad ............................................................................................ 9.4
9.2 Cálculo volumen y densidad ............................................................................................ 9.6
9.3 Registro de datos del pesaje y calculo contenido de humedad ...................................... 9.7
9.4 Datos columna maciza de 75 cm. No. 2 carga última y deformación .......................... 9.12
9.5 Datos columna maciza de 15 cm. No. 3 carga última y deformación ........................... 9.12
9.6 Datos columna cajón de 50 cm. No. 4 carga última y deformación .............................. 9.13
10.1 Contenido de humedad ................................................................................................. 10.3
10.2 Densidad ......................................................................................................................... 10.4
10.3 Probeta, longitud, área, carga, esfuerzo, eje de falla y tipo .......................................... 10.9
10.4 Resumen datos columnas cajón ................................................................................... 10.16
10.5 Longitud, área, carga, esfuerzo, ejes de falla ............................................................... 10.21
10.6 Datos de Esfuerzo Vs. Deformación en columna maciza corta .................................... 10.23
10.7 Cálculo modulo elástico sin y con criterio de Chauvenet............................................ 10.24
10.8 Cálculo módulo elástico …………………………………………………………………………………………..10.25
10.9 Resumen datos ............................................................................................................. 10.27
10.10 Datos para calcular esfuerzo vs. relación esbeltez ...................................................... 10.32
10.11 Datos Carga critica, Esfuerzo Vs Relación Esbeltez .................................................. 10.33
10.12 Esfuerzo admisible para columnas cortas ................................................................ 10.34
10.13 Criterio de Chauvenet para descartar datos atípicos .............................................. 10.34
10.14 Rangos columnas cortas para hallar ecuación polinómica ...................................... 10.35
10.15 Continuación rangos columnas cortas para hallar ecuación polinómica ................. 10.35
10.16 Continuación rangos columnas cortas para hallar ecuación polinómica ................. 10.36
10.17 Cálculos con y sin FDS para hallar curvas con Normas............................................. 10.37
10.18 Continuación de cálculos con y sin FDS para hallar curvas con Normas .................. 10.41

INDICE DE ANEXOS
Anexo A Tabla datos columnas cajón
Anexo B Modulo elástico (gráficas)
Anexo C Modulo elástico resultados
Anexo D Cantidad humedad muestras
Anexo E Volumen y Densidad muestras
Anexo F Tabla datos columnas macizas
Anexo G Cálculos columnas macizas (gráficos)
Anexo H Cálculos columnas cajón (gráficos)
Anexo I Cálculo curvas normas
Anexo J Datos carga última
Anexo K Elementos fabricados con madera laminada y aglomerada
Anexo L Elementos fabricados madera laminada

NOMENCLATURA
A: Área de la sección transversal A-A’: Espesor pared columnas cajón am: Antes meridiano CH: Contenido de humedad cm: Centímetro (s) cm2: Centímetro(s) cuadrados b: Base b1: Base primera b2: Base segunda b3: Base elevada al cubo b: Promedio de la base B-B’: Espesor pared columnas cajón C-C’: Longitud columnas cajón CC: Columna cajón CC50: Columna cajón de largo (50 cm.) CC50 – 1: Columna cajón de largo (50 cm.) y número probeta (1) CH%: Cantidad humedad Ch: Normas Chilenas CM: Columna maciza CM: Carga muerta CV: Carga viva CW: Carga de viento Ck: Relación de esbeltez crítica CV%: Coeficiente de variación en porcentaje d: Valor tabla criterio de Chauvenet Db: Densidad básica D: Tipo de carga D-D’: Longitud columnas cajón DIN: Norma industria Alemana e: Espesor de la pared columna E: Módulo de elasticidad FDS: Factor de seguridad g/mm3: Gramos/milímetros cúbicos g: Gramo G: Tipo de material Manual J.A.C.: Manual Junta de Acuerdo de Cartagena h: Altura h1: Altura primera h2: Altura segunda h3: Altura elevada al cubo h: Promedio de la altura Hum. Amb.: Humedad ambiente
I: Momento de Inercia de la sección transversal
Ix: Momento de inercia en el eje X

Iy: Momento de inercia en el eje Y
ISO: Organización Internacional para la Estandarización K: Constante Kg: Kilogramos Kg/cm2: Kilogramos/centímetro cuadrado Kg/m3: Kilogramos/metros cúbicos L: Longitud de la probeta m: metro m: Promedio de datos min: minuto mm: Milímetros mm2: Milímetros cuadrados mm4: Milímetros elevados a la cuarta potencia msnm: Nivel medio del mar n: Número de datos NTC: Normas Técnicas Colombianas P: Carga axial a compresión Pi: Peso inicial Pf: Peso final pm: Pasado meridiano R. esbeltez: Relación esbeltez
Rk: Valor característico = σo
rx: Radio de giro en el eje X ry: Radio de giro en el eje Y S: Desviación estándar S: Factor de seguridad t: Espesor de la pared columna TIPO A: Forma de construcción columnas cajón forma de la sección TIPO B: Forma de construcción columnas cajón forma de la sección TIPO C: Forma de construcción columnas cajón forma se la sección Temp. Amb.: Temperatura ambiente Unid: Unidad
: Valor promedio ΔL: Variación de longitud
λ: Relación de esbeltez ε: Deformación
σ: Esfuerzo a compresión
σo: Esfuerzo admisible
σ0.05: Esfuerzo percentil 5 ó exclusión del 5%
°C: Grados centígrados %: Porcentaje 04/12/2010: Día/mes/año 9:45: Horas: minutos

CAPITULO – JUSTIFICACIÓN 1 – PAG. 1
JUSTIFICACIÓN La vivienda es una de las principales necesidades y/o problemática del hombre a lo largo de su existencia así como de la sociedad colombiana. Necesidad que no se ha suplido de manera satisfactoria en la actualidad en nuestro país. Considerando que el uso de los materiales utilizados para satisfacer esta necesidad son una preocupación diaria así como el impacto ambiental generado por el aprovechamiento de los recursos forestales, agregados, calizas, arcillas, minerales y el impacto generado por los procesos de producción de materiales convencionales como los ladrillos, el cemento y el acero convierten en una prioridad la búsqueda de nuevos materiales estructurales ambientalmente viables. FACTORES QUE INCIDEN EN LA PROBLEMÁTICA DE LA VIVIENDA 1 La magnitud relativa de los diversos componentes, que constituyen la demanda de vivienda varía en los diferentes países. Dentro de los principales elementos que se pueden tener a consideración son los siguientes:
Crecimiento de la población, cambios en la composición de la familia y en las estructuras económicas.
Migración interna. Altos costos de producción, falta de tecnología e investigación. La escasez de viviendas y el hacinamiento. La necesidad de una vivienda digna, confortable y con carácter social.
En Colombia la guadua se perfila como un material de gran potencial para la construcción sostenible como una solución de la problemática del déficit de vivienda. Sus virtudes como material de construcción se ven claramente demostradas a través de la historia y el tiempo. En la zona cafetera principalmente y otras del centro del país, viviendas construidas desde hace muchas décadas con guadua como material estructural (para Vigas, Columnas, Muros) han perdurado a través del tiempo en buenas condiciones, soportando los eventos sísmicos con excelentes resultados.
1 LA CALIDAD DE LA VIVIENDA EN COLOMBIA, Gilberto Arango, 2002.
Universidad Nacional de Colombia

CAPITULO – JUSTIFICACIÓN 1 – PAG. 2
Considerando las excelentes propiedades físico-mecánicas de la guadua y la necesidad de masificar su uso, se ha desarrollado una amplia investigación sobre la guadua laminada prensada pegada como material estructural elaborado mediante procesos industriales que garanticen estándares de calidad para la proyección de futuras construcciones. (Foto No 1.1)
Foto No 1.1 El antes y después de la construcción con guadua
www.unalvirtual.edu.co Congreso Internacional de la Guadua Universidad de los Andes

CAPITULO 2 – OBJETIVOS 2 – PAG. 1
2. OBJETIVOS 2.1. Objetivo General Elaboración de tablas y curvas de Carga vs relación de esbeltez para dos secciones de columnas con guadua laminada. 2.2. Objetivos Específicos
Determinar el contenido de humedad y densidad para las láminas a utilizar.
Determinar la carga crítica para 2 secciones de columnas de guadua laminada en diferentes longitudes.
Elaborar de tablas de carga crítica, esfuerzo crítico, y relación de esbeltez
Elaborar de gráficas esfuerzo crítico vs relación de esbeltez para columnas
macizas
Elaborar de gráficas esfuerzos admisibles vs relación de esbeltez para columnas macizas

CAPITULO 3 – INTRUDUCCIÓN 3 – PAG. 1
CAPITULO 3.
INTRODUCCIÓN

CAPITULO 3 – INTRUDUCCIÓN 3 – PAG. 2
3. INTRODUCCION La utilización de la guadua es una gran oportunidad para la construcción sostenible en los países donde este recurso es abundante porque consume más CO² que otras plantas o árboles de su tipo, y produce más masa biológica que otras especies. También es una alternativa para la conservación de suelos susceptibles de erosión, con alta pendiente, y es un remplazo de maderas en vía de extinción por su tala indiscriminada. Además, la energía utilizada por el hombre para la producción de materiales convencionales es una de las principales causas del calentamiento global del planeta. Un ejemplo nacional de la viabilidad de su uso es el proyecto de vivienda en el municipio de Ricaurte Cundinamarca (100 viviendas V.I.S.) liderado por el Arq. Simon Vélez y la alcaldía municipal de Ricaurte Cundinamarca. Aunque ha tenido algunos inconvenientes administrativos y constructivos es una experiencia muy importante para tener en cuenta. Otro proyecto internacional es FUNBAMBU1
en Costa Rica donde se proyectó la construcción de 1000 casas de guadua con material que viene de un área de 60 Hectáreas. Para intenciones parecidas se tendría que cosechar madera de 500 Hectáreas de la selva tropical (eficiencia).
Una alternativa al uso tradicional de la guadua rolliza y parte de la solución a los problemas identificados en los procesos constructivos (Aplastamiento, Rajado, dificultad de empalmes, irregularidad en las dimensiones, defectos propios del material, entre otros) son los laminados. Sin embargo, los procesos de aprovechamiento y maquinado para laminados de guadua, en este momento incipientes, necesitan ser rediseñados para hacer más eficiente y competitivo este proceso de transformación de la guadua. En el país existen unas empresas con infraestructura y tecnología adaptada localmente para desarrollar procesos semi-industriales. Es notoria la falta de apoyo logístico y económico para la investigación y desarrollo de tecnología que permita optimizar el proceso de producción garantizando un producto de alta calidad.
Dentro de la industria existe la necesidad de fortalecer y tecnificar la formación del recurso humano de manera integral en todos los aspectos, como el mantenimiento de la maquinaria y su elaboración, en la administración de cadenas productivas como negocio. Otra de las dificultades que se ha identificado en esta cadena es la relacionada con la maquinaria que se emplea en los procesos de industrialización,
1 habitat.aq.upm.es/bpal/onu98/bp617.htm. Fundación para el Bambu Costa Rica.

CAPITULO 3 – INTRUDUCCIÓN 3 – PAG. 3
puesto que su desarrollo no se ha basado en el Biotipo de guadua nativa y sus características. 2
La transformación de la guadua mediante esta tecnología (laminado) permitirá la elaboración de elementos con cualidades y características especificas, de dimensiones y resistencias físico-mecánicas aptas para su uso con fines estructurales, aprovechándose así las bondades naturales y estéticas que tiene la guadua, tales como su resistencia físico-mecánica, textura, color y la forma.(Foto 3,1) En la actualidad existen varias entidades como la Universidad Nacional de Colombia, Universidad de los Andes, Universidad Tecnológica de Pereira, Universidad Industrial de Santander, Universidad del Valle y el Sena entre otras que vienen adelantado investigaciones con guadua rolliza y guadua laminada. Se destacan empresas privadas como Colguadua, Induguadua, y Ecobambu en la zona del eje cafetero y en el Valle que vienen trabajando en la producción de tablillas de guadua. El Ministerio de Agricultura de Colombia y la Universidad Nacional de Colombia Sede-Bogotá, Gobernación de Cundinamarca, Alcaldía de Pacho-Cundinamarca. y la comunidad de los municipios de Pacho e Ibama-Yacopi están desarrollando un proyecto que tiene como objetivo principal fortalecer la cadena productiva de la guadua en el sector de Rionegro – Cundinamarca a través de la construcción de vivienda con elementos estructurales en guadua laminada pegada y prensada Para el desarrollo de este proyecto se está investigando las propiedades físico-mecánicas de la guadua laminada mediante ensayos de elementos como vigas, columnas, muros y tableros para encontrar los valores característicos de resistencia ante diferentes solicitaciones como flexión, compresión, corte y tensión. Para realizar el diseño de los elementos estructurales que serán utilizados en los prototipos de vivienda a construir en los municipios de Yacopí y de Pacho.
2 Ministerio de Agricultura y Desarrollo Rural & Instituto Interamericano de Cooperación para la agricultura
IICA. Cadena de la Guadua. Informe Anual Agrocadenas. Colombia. 2004
Foto No 3.1 Construcciones alternativas con laminados
Seminario Internacional de la guadua y el bambú -
alternativas de laminados -2009-Universidad los Andes

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 1
CAPITULO 4.
RESEÑA HISTORICA

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 2
4. RESEÑA HISTORICA 4.1 HISTORIA DE LOS LAMINADOS La Madera Laminada es un material versátil, que se forma con piezas de madera, unidas con adhesivo, por sus extremos y caras, de manera tal que las fibras queden paralelas al eje del elemento. De esta forma se pueden obtener elementos, que no están limitados en cuanto a su sección transversal, longitud o forma. Por razones de secado y economía, fundamentalmente, se ha llegado a la conclusión de que el espesor de las láminas no debe ser inferior a 19 mm. ni sobrepasar los 50 mm. Si las láminas son paralelas al plano de flexión del elemento, se dice que la laminación es "horizontal" y cuando estas son normales al plano neutro de flexión se dice que la laminación es "vertical". [1] (Fig. 4.1) El procedimiento de unir diferentes estratos de madera por medio de un elemento ligante ya era conocido en el antiguo Egipto, pues se han hallado sarcófagos construidos con tablas entrecruzadas y unidas con pegamento orgánico [2]. A mediados del siglo XVI Philibert de L´orme se atrevió a desarrollar un sistema constructivo a base de láminas conformados por listones pequeños amarrados con hojas metálicas y pernos que generaban arcos de luz considerable [2].
Figura 4.1 Clasificación de la laminada encolada de acuerdo a la orientación de las láminas [1]

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 3
Durante muchos años la laminación fue utilizada en la elaboración de muebles. Luego empezó a ser utilizada en la construcción, durante la primera década del siglo XX. Muchos historiadores de la arquitectura han encontrado obras del siglo XIX que se han ejecutado en estructuras encoladas, como es el caso de King Edward Collage, en Southampton, Inglaterra, donde se construyó una sala completa con arcos de madera laminada encolada en 1860. Se cree que la fábrica más antigua es la compañía Toreboda, en Suecia, que comenzó a construir estructuras en madera laminada, en la década de los 30. [1]. (Foto No. 4.1, 4.2)
A quien se le debe ésta técnica de encolar madera es al carpintero de la corte prusiana Otto Hetzer, quien en 1906 obtuvo la primera patente mundial de su invento: El encolado de láminas de madera de tablas para ejecutar vigas y arcos, el procedimiento de encolado lo realizaba con un ligante no disolvente por la humedad. [2]
Foto No 4.1. Polideportiva de Órdenes-La Coruña Arq. M.A. Echevarria
Foto No 4.2. Galpón con arcos triarticulados de madera laminada
Luego de las primeras experiencias exitosas a fines del siglo XIX se desarrolló una tecnología por medio del mejoramiento de las sustancias de unión, y de las técnicas de presión. Al inicio existía un gran prejuicio contra las estructuras con madera laminada ya que se utilizaban colas orgánicas que no permitían durabilidad de los elementos debido a la sensibilidad de las colas orgánicas a la humedad y al agua. Posteriormente se fue ganando confianza a partir de la segunda guerra mundial, principalmente por el avance en adhesivos en la industria aeronáutica y militar (Spruce-Goose: Avión de grandes dimensiones totalmente en madera laminada encolada).

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 4
1La historia de la madera laminada encolada (Figura 4.2) está íntimamente ligada con el avance de la técnica, en lo que a adhesivos se refiere. La caseína, en su forma actual, fue introducida alrededor de 1900, aportando muy poco para esta industria. Posteriormente, en 1912, fue introducido el fenol formaldehído, produciéndose un gran auge en este tipo de estructuras y aún más con la introducción, en el año 1930, de la úrea formaldehído, que no fue usada en forma intensiva hasta la segunda guerra mundial, época en que apareció el resorcinol formaldehído en 1943. [4] En América Latina el uso de la Madera Laminada Encolada ha sido más lento y más restringido debido a la poca ayuda oficial por parte de los gobiernos para el desarrollo de esta industria. Se puede mencionar a Chile como un país en el cual el gobierno ha dado cierto impulso al uso de la Madera Laminada Encolada. En el año de 1964 con el fin de introducir al país nuevas utilizaciones de la madera el Instituto Forestal realizó la primera construcción científicamente controlada de una estructura de madera laminada, consistente en unos arcos, con el apoyo de dos consultores de la FAO [5].
Figura 4.2. Madera encolada
" Un último paso quedaba por franquear, y este honor le corresponde a Otto Hetzer, maestro carpintero' en Ewimar (Suiza) que tuvo la genial idea, hacia 1906, retomando el sistema Emy, y gracias a los progresos de la química moderna, de sustituir los bulones y bridas metálicas por colas tipo caseina, obteniendo así una sección prácticamente homogénea. La MADERA LAMINADA ENCOLADA había nacido. "
1 LUIS SOMOZA VEGA
Profesor de la E.T.S. de Arquitectura de La Coruña

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 5
4.2 Reseña histórica de la guadua Sin lugar a dudas, Ximena Londoño2 es el referente, cuando de hablar de Bambú se trata. Esta Ingeniera Agrónoma, egresada de la Universidad Nacional sede Palmira, ha dedicado toda su vida al estudio de esta planta y de todas sus especies. Actualmente dirige la Sociedad Colombiana de Bambú y lidera varias investigaciones. Su última ponencia la dictó en el Auditorio Hernando Patiño Cruz de la Universidad Nacional sede Palmira, en el marco del II Seminario sobre Guadua, donde recibió un reconocimiento, por su trabajo de investigación y por dejar en alto en nombre de la institución. La Agencia de Noticias habló con ella sobre su amplia trayectoria en investigación del bambú. Durante la entrevista dejó claro que el estudio de la Guadua, una de las especies de Bambú, se convirtió en su pasión de vida y por esta razón ha sido tan perseverante a la hora de realizar sus estudios. De todas las especies de Bambú que hay en América, que son aproximadamente 500, las especies del género Guadua son las que tienen mayor potencial económico e industrial, por su tamaño y por la calidad de la madera. La especie Angustifolia en particular, es una planta maravillosa para procesos de desarrollo económico, que se integren con el desarrollo social del sitio, explicó Ingeniera Londoño.
2 www.universia.net.co
Foto No 4.3. Ximena Londoño

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 6
“Los primeros especímenes de guadua se recolectaron en 1.783, por el español Don José Celestino Mutis (1.732-1.808) durante la Real Expedición Botánica, y en 1.806, fueron estudiados por el taxónomo y naturalista francés Aimë Bonpland (1.773-1.858) y el naturalista y explorador alemán Alejandro Von Humboldt (1.788-1.859). Posteriormente, en 1.822, su compañero de clasificaciones botánicas, y el también alemán Karl Sigismund (1.788-1.850), conocido como Kunth, quien después de adquirir experiencia en la taxonomía de la familia de las gramíneas, decidió que los bambúes de América debían ser agrupados como un género diferente y no dentro del género Bambusa, ya que la distribución es distinta al igual que la conformación de la palea, que es una estructura floral (guadua con quillas aladas, bambusa no). Fue Kunth, quien clasificó la colección de plantas americanas reunidas por Humbolth y Bonpland y publicó en Paris la sinopsis entre 1.822 y 1.825” [9].
Valoración actual del bambú La aceptación actual del bambú en el mundo de la construcción, se debe al trabajo y constancia de hombres que han creído en el valor del material. Destacan los nombres de Oscar Hidalgo López, Carl Villegas, Rafael Rojas, entre otros. En el campo de la propagación, cultivo, manejo y certificación, hay otro valioso grupo de hombres como Rubén Darío Moreno y Edgar Giraldo Herrera de Colombia, que han dedicado parte de su vida en la investigación. Es justo añadir el nombre del arquitecto. Simón Vélez Jaramillo, quien ha generado sistemas y detalles constructivos con bambú que hoy se usan en varios países. Sus obras en Colombia, Ecuador, Panamá y otros países, son ejemplos que han promovido el material en esferas profesionales, académicas y empresariales. Entre sus obras es necesario destacar el Pabellón ZERI, construido para la Feria Mundial HANNOVER 2000, donde cumplió las exigentes condiciones físico mecánicas que demandaron los organizadores alemanes. Su construcción con madera y bambú (Guadua Angustifolia), realizada por obreros colombianos, generó durante la feria elogiosos comentarios y los apelativos a la guadua como la madera del Siglo XXI. O Acero Vegetal. [7].

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 7
4.2.1 Clasificación taxonómica
Grafica 4.1 Clasificación taxonómica de la guadua.3
3 www.universia.net.co/laboral-empresarial/experiencias-de-emprendimiento/egresada-de-la-un-palmira-lider-
en-estudios-de-bambu.html

CAPITULO 4 – RESEÑA HISTORICA 4 – PAG. 8
4.3 Características agronómicas y microclima “La guadua posee amplio rango de distribución geográfica lo cual indica su adaptabilidad, hecho que está determinado por las condiciones edafoclimáticas; observaciones técnicas demuestran que el buen desarrollo de la planta está gobernada de manera directa por la calidad del sitio donde se desarrolle, la precipitación y la temperatura” [6]. 4.3.1. Temperatura Es una variable muy importante limitante en la distribución geográfica de esta especie. El rango óptimo oscila entre los 20 °C y los 26°C. Cuando se cultiva en lugares donde los rangos de temperatura se alejan del óptimo, los diámetros y las alturas de los tallos se reducen, afectándose notoriamente el desarrollo vegetativo a temperaturas bajas. 4.3.2. Latitud En Colombia, la Guadua Angustifolia, crece entre los 0 y los 2000 metros sobre el nivel del mar, pero el desarrollo óptimo se logra entre los 900 y los 1600 m.s.n.m. 4.3.3. Precipitación Esta especie crece deficientemente en áreas donde la precipitación es inferior a 1200 mm anuales. Los mejores rodales de guadua, se presentan cuando el rango de precipitación se ubica entre los 2000 mm y los 2500 mm por año. 4.3.4. Humedad Relativa Factor muy importante en el desarrollo de la especie. La humedad que más favorece el desarrollo de los bosques de guadua, está comprendida entre el 75 % y el 85%. 4.3.5. Brillo Solar La luminosidad para un excelente desarrollo de la guadua debe estar comprendida entre 1800 y 2000 horas/luz/año (aproximadamente de 5 a 6 horas/luz/día). 4.3.6. Suelos Los suelos que más favorecen el desarrollo de la guadua son los areno-limosos, francos, franco-arenosos, franco-limosos. Los perfiles de suelos ideales son los que presentan textura gruesas y medias. Suelos pesados o arcillosos no son buenos para el desarrollo de la planta. En suelos ricos en materia orgánica, con buenos drenajes, húmedos pero no inundables, es donde mejor se comporta la guadua.

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 1
CAPITULO 5.
FUNDAMENTACIÓN CONCEPTUAL

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 2
5. FUNDAMENTACIÓN CONCEPTUAL 5.1 Madera laminada como elemento estructural Foto No 5.1 Torre de madera del antiguo cable aéreo Manizales-Mariquita, 45 m La madera (Foto No 5.1) es un punto de partida para referirse a los laminados. La madera aserrada tiene un comportamiento estructural adecuado; sin embargo, hay factores que influyen negativamente en su uso, tales como: los defectos anatómicos, la escasez de piezas grandes y la extracción de volúmenes insuficientes. Para mitigar estas limitaciones, se puede considerar como alternativa la fabricación la madera laminada, la cual se forma con láminas de madera pegadas con algún tipo de adhesivo. [7] Las especies más usadas para este tipo de laminado son las coníferas (pinos, cipreses, abetos) debido a que son especies abundantes, de rápido crecimiento y de bajo costo. La madera laminada constituye un elemento importante en las estructuras, sobre todo en grandes luces y además constituye la posibilidad de crear estructuras con grandes alternativas arquitectónicas. [1]. (Foto No. 5.2).
– www.unal.edu.co

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 3
5.2 Clasificación de las maderas estructurales según su densidad 1El TÍTULO G de la Norma Sismorresistente Colombiana, incorpora las recomendaciones del Manual del Acuerdo de Cartagena. En cuanto a los grupos de clasificación de la madera estructural, se destacan los siguientes: La clasificación de las maderas estructurales de acuerdo a la NSR-98 se hace en función de la densidad básica (Db). El grupo A corresponde a las maderas de mayor resistencia, con densidades en el rango de 710 a 900 Kg./m3. El grupo B corresponde al intermedio, con densidades entre 560 y 700 Kg./m3. El grupo C es el de menor resistencia, con densidades entre 400 y 550 Kg./m3.
Recordando que el peso de la madera varía con el contenido de humedad, se define la densidad básica (Db) como la relación entre la masa seca (anhidra) y el volumen húmedo de la muestra. Se supone que en un mismo grupo se encuentran aquellas que tienen las características del grupo (densidad y resistencia), pero no siempre tienen características similares de trabajabilidad y durabilidad naturales. Puede decirse que para especies con densidades superiores a 800 Kg./m3 la madera no requiere tratamientos preservadores.
Foto No 5.2 Vigas rectangulares de madera laminada en el taller –
1 Manual de diseño para maderas del grupo andino. Junta de Acuerdo de Cartagena. Colombia.
1984.
www.unal.edu.co

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 4
La madera laminada (gluelam) está constituida por láminas o duelas de espesor pequeño, de longitudes diversas, ensambladas mediante uniones múltiples, tipo «finger Joint», y pegadas unas a otras, para la obtención de elementos macizos de sección rectangular. Este sistema (gluelam) permite obtener elementos de características superiores a las maderas tradicionales, debido a la eliminación de defectos en las duelas. Por el proceso de fabricación, que permite continuidad en la fibra, se obtienen elementos más estables dimensionalmente y con menores deformaciones. Es un material adecuado para conformar las estructuras de cubiertas de espacios con grandes luces, más liviano y resistente que la madera original, con una relación resistencia a peso superior. Se puede trabajar en distintas formas, siendo las más usuales la viga (Foto No 5.2.), el arco triarticulado y los marcos; se pueden obtener elementos de grandes longitudes y secciones. La laminación permite la construcción de vigas con sección variable, que responden a la variación de los momentos y por ende de los esfuerzos, concentrando mayor cantidad de material en las zonas de tensión y compresión de la viga, dejando la zona intermedia de la sección con menor cantidad de material (más estrechas) o con maderas de menor calidad. [2] Aunque las gluelam ofrecen grandes ventajas sobre las maderas aserradas, tienen algunas desventajas asociadas a su uso. Puesto que el proceso de pegado requiere un control de calidad estricto y cierto grado de sofisticación tecnológica, es necesario contar con personal especializado e instalaciones que permitan una manufactura con buen control de calidad. Esto hace que las maderas laminadas sean en general más costosas que las maderas aserradas. Cuando se comparan las maderas comerciales de longitudes semejantes, la madera laminada no es competitiva económicamente frente a la madera aserrada. Sin embargo, la madera laminada ofrece a los diseñadores estructurales y arquitectos constructores una opción útil e importante para planear construcciones de madera de grandes dimensiones. Aunque ha sido un material poco usado en el país, existen algunas estructuras importantes, importadas, como los arcos triarticulados que soportan los pabellones de la Feria de Exposiciones (Corferías) y el Laboratorio de Modelos Hidráulicos en la Universidad Nacional en Bogotá. Recientemente, se han empezado a producir en el país, elementos en madera laminada, a partir de duelas de variedad pino pátula, para algunas estructuras, con vigas de secciones desde 10x20 cm hasta 70 cm para arcos y marcos. (Foto No 5.3.) Aunque el costo es superior a los sistemas tradicionales, el peso reducido y la apariencia estética de los elementos la hacen más popular en auditorios o sitios de reunión, en los cuales las condiciones estéticas son importantes. [2]

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 5
La madera laminada es considerada como uno de los materiales de mejor comportamiento y más seguros frente al fuego, en caso de incendio. Aunque tiene una mala reacción frente al fuego, su resistencia al fuego es excelente, garantizando un tiempo suficiente para obtener la evacuación de bienes y vidas. Este tiempo es conocible desde el proyecto, por lo que puede predecirse su comportamiento. Con otros materiales no es previsible el comportamiento del edificio frente al fuego. La formación de una costra de carbón de madera en la superficie de la madera, disminuye la conductividad térmica, protegiendo de la combustión al elemento de madera por un tiempo relativamente largo, manteniendo su estabilidad estructural. Los elementos de materiales de alta conductividad, como el acero, aluminio, pierden rápidamente sus características estáticas, si no son protegidos suficientemente por costosas capas protectoras, en caso de aumento de temperatura.
Foto 5.3 Elementos Estructurales laminados - http://Blogtecnicodelamadera.com 5.3 Clasificación de la madera laminada encolada de acuerdo a la orientación de
las láminas Otra clasificación para la madera laminada es de acuerdo a la calidad de las láminas distribuidas dentro del elemento, es así que la madera laminada puede ser homogénea o combinada. Se puede considerar madera laminada homogénea cuando todas las láminas son de la misma clase resistente de madera aserrada y combinada cuando las láminas extremas son de una clase resistente superior (se consideran láminas extremas las láminas situadas en los bordes superior e inferior de la sección transversal con 1/6 del canto en ambos lados). [9]

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 6
Grafica No 5.1 Clasificación de la madera laminada
Diferentes tipos de secciones transversales de madera laminada encolada de acuerdo a disposición de tablillas de diferente densidad. [2].(Grafica 5.1)
5.3.1 Proceso de fabricación.
El proceso de fabricación consiste en producir elementos macizos, constituidos por tablas de espesor reducido encolados de forma tal que no se pueda separar o individualizar el trabajo de cada lámina. Para ello hay que utilizar madera seca, el adhesivo adecuado, aplicar la presión correspondiente y realizar la operación en un taller con humedad y temperatura controladas. [3] Secado: Este proceso persigue alcanzar la humedad de la madera entre 8 y el 15% en madera sin tratar o entre el 11 y el 18 % si es tratada. El control de la humedad se debe realizar sobre todas las piezas para que no exista variación higrométrica superior al 4%. El contenido de humedad óptimo es aquel que produce la unión encolada más resistente y que, al ser incrementado por el agua del adhesivo, se acerque lo más posible al contenido de humedad de equilibrio que tendrá el elemento laminado cuando esté en servicio [11]. 5.4 Ventajas de la madera laminada
Con el uso especies de crecimiento rápido, se puede garantizar una explotación forestal rentable. Se pueden conformar estructuras no limitadas por forma y longitud. Los elementos laminados tienen baja razón peso/resistencia.
El resultado de la madera laminada conforma un elemento más homogéneo
que la madera. Se facilita el proceso de secado debido al espesor pequeño de las láminas utilizadas. Una clasificación previa de las láminas según resistencia y densidad, permite la colocación de las láminas más resistentes en lugares de mayor demanda de esfuerzos.
CELANO, Jorge A. JACOBO, Guillermo J. Producción de Maderas
Laminadas Encolados como Elementos Constructivos.

CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 7
El proceso de fabricación facilita la industrialización en la producción. Ante la presencia del fuego la madera laminada y debido a su sección permite la formación de una capa de carbón en la superficie exterior del elemento y así se retrasa la combustión de la madera [10]. El avance de la combustión es muy lento, cerca de 0.6 mm/min. [11]
Su homogeneidad del conjunto de componentes (tablas de maderas
seleccionadas) le otorga una mejora en las condiciones globales mecánica-físicas-quimicas [2].
La presencia de capas de adhesivos en las líneas de aplicación de adhesivo
no hace agradable la madera a eventuales ataques por insectos como las termitas y xilófagos, ya que estos prefieren emigrar que comer una capa de adhesivo no presente en su dieta [10].
5.5 Desventajas de la madera laminada
La madera laminada es mas costosa que la madera sin laminar, debido al proceso de fabricación y los equipos necesarios para el laminado. Se produce una pérdida considerable de los materiales constituyentes, es decir madera y adhesivos.
El adhesivo utilizado es función al uso que se le dará al elemento, exterior o
interior.
Elementos de gran longitud y curvatura son difíciles de manipular, embarcar y transportar, lo que incide en el costo final del elemento de madera laminada [11].
5.6 Aplicaciones Por ser la madera laminada un material con muy buenas propiedades mecánicas, ésta se utiliza para cubrir luces de dimensiones grandes, especialmente en las siguientes condiciones: Vigas (elementos simples y versátiles), utilizadas en todas las soluciones constructivas para entrepisos y en casi todas las estructuras resistentes de cubiertas, especialmente para grandes luces estructurales. En secciones pequeñas son el reemplazo adecuado sin limitaciones de correas de madera aserrada. Las vigas pueden ser tan largas como puedan transportarse y pueden producirse en diferentes secciones. (Gráfica 5.2)
CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 8
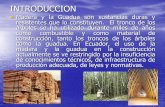
Grafica 5.2. Tipos de vigas rectas en madera laminada encolada [11].
Se pueden producir también vigas de sección variable que son muy agradables desde el punto de vista arquitectónico y prácticas en el punto de vista estructural, ya que la sección transversal se puede variar de acuerdo a los esfuerzos a que estará sometida la viga [11].
5.7 Propiedades físicas: Densidad: El peso propio de los elementos laminados son bastante inferiores a los elementos tradicionales de acero u hormigón, significando una reducida inercia [13]. Para compararlo con otros materiales, si se toma la densidad de la madera laminada con un valor unitario de 1, se encuentra que una estructura metálica tendrá un valor de 1.5, hormigón pretensado de 3.5, hormigón armado de 5. Estas magnitudes solo pueden alcanzarse por un desarrollo químico de los adhesivos y, sobre todo, por la baja densidad de la madera [12]. Inercia Química: Es conocido que la madera resiste bien a los productos químicos, sean ácidos o bases, incluyendo sus vapores. Esta característica es muy importante a la hora de preferir un determinado material, madera, acero u hormigón, dentro de aquellas construcciones donde el riesgo de corrosión no es despreciable. Por lo tanto, la elevada inercia química de la madera y por ende de la madera laminada, la convierte en la tipología adecuada para edificios dedicados a la industria de productos químicos [12]. Conductividad térmica: Como ya se mencionó, la madera tiene una transmisión térmica inferior a los materiales tradicionales (Acero y Hormigón), lo que significa excelentes propiedades aislantes [13]. Conductividad Acústica: Por su baja densidad, la madera no parece ser el mejor elemento con capacidad para absorber el sonido, íntimamente vinculado al concepto de masa y peso específico. Pero su estructura de fibras y poros representa y se comporta al igual que una verdadera esponja para el sonido de
CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 9
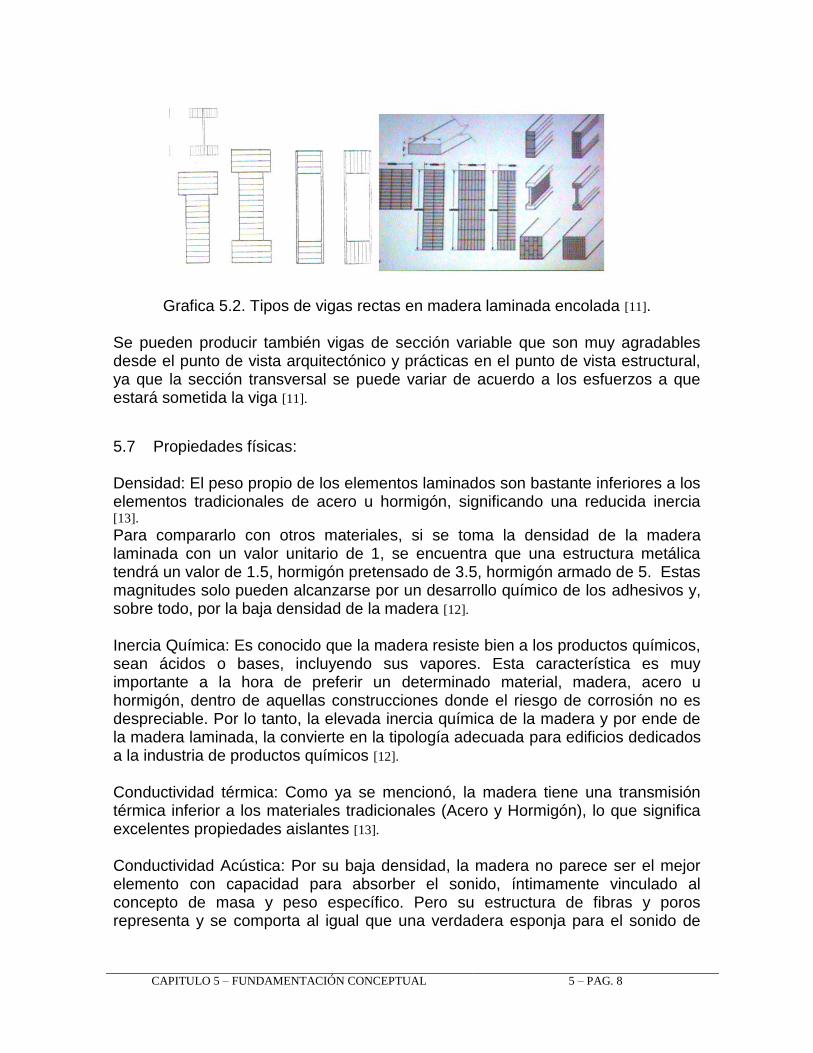
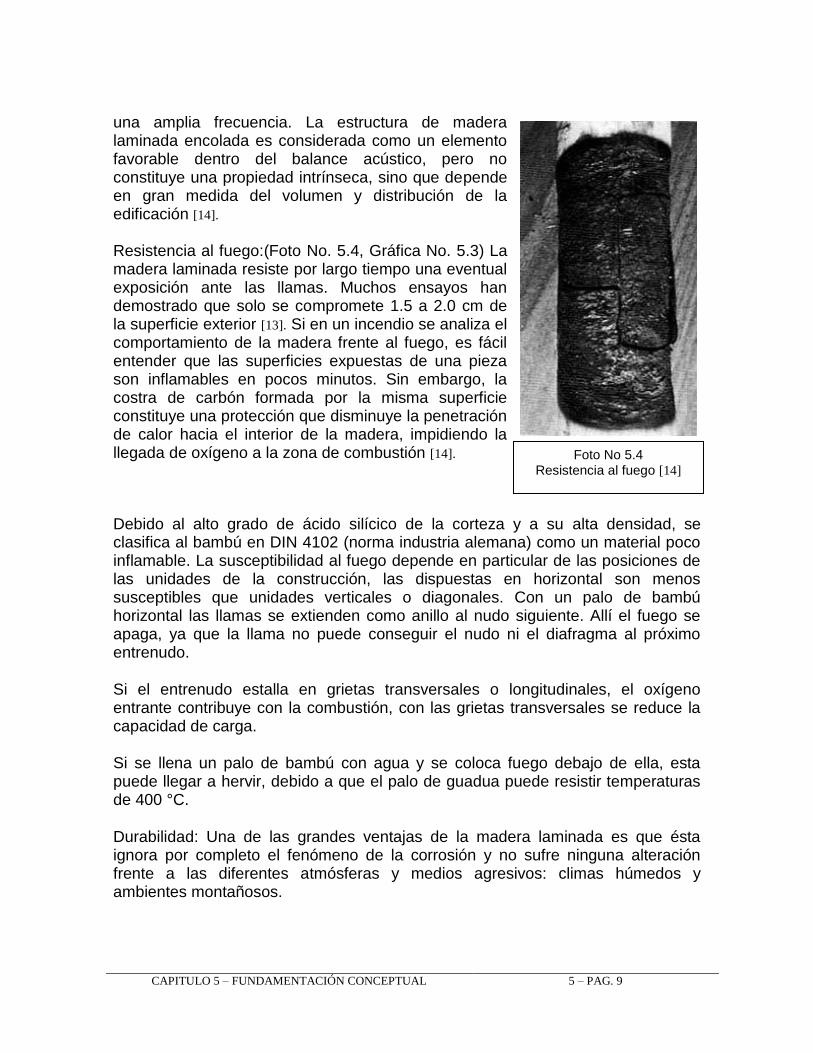
una amplia frecuencia. La estructura de madera laminada encolada es considerada como un elemento favorable dentro del balance acústico, pero no constituye una propiedad intrínseca, sino que depende en gran medida del volumen y distribución de la edificación [14]. Resistencia al fuego:(Foto No. 5.4, Gráfica No. 5.3) La madera laminada resiste por largo tiempo una eventual exposición ante las llamas. Muchos ensayos han demostrado que solo se compromete 1.5 a 2.0 cm de la superficie exterior [13]. Si en un incendio se analiza el comportamiento de la madera frente al fuego, es fácil entender que las superficies expuestas de una pieza son inflamables en pocos minutos. Sin embargo, la costra de carbón formada por la misma superficie constituye una protección que disminuye la penetración de calor hacia el interior de la madera, impidiendo la llegada de oxígeno a la zona de combustión [14].
Debido al alto grado de ácido silícico de la corteza y a su alta densidad, se clasifica al bambú en DIN 4102 (norma industria alemana) como un material poco inflamable. La susceptibilidad al fuego depende en particular de las posiciones de las unidades de la construcción, las dispuestas en horizontal son menos susceptibles que unidades verticales o diagonales. Con un palo de bambú horizontal las llamas se extienden como anillo al nudo siguiente. Allí el fuego se apaga, ya que la llama no puede conseguir el nudo ni el diafragma al próximo entrenudo.
Si el entrenudo estalla en grietas transversales o longitudinales, el oxígeno entrante contribuye con la combustión, con las grietas transversales se reduce la capacidad de carga.
Si se llena un palo de bambú con agua y se coloca fuego debajo de ella, esta puede llegar a hervir, debido a que el palo de guadua puede resistir temperaturas de 400 °C.
Durabilidad: Una de las grandes ventajas de la madera laminada es que ésta ignora por completo el fenómeno de la corrosión y no sufre ninguna alteración frente a las diferentes atmósferas y medios agresivos: climas húmedos y ambientes montañosos.
Foto No 5.4 Resistencia al fuego [14]
CAPITULO 5 – FUNDAMENTACIÓN CONCEPTUAL 5 – PAG. 10
Grafica 5.3 Resistencia al fuego de diferentes materiales. [15] 5.8 Elementos fabricados a partir del laminado y aglomerado de madera En la actualidad la industria de la madera laminada se encuentra bien desarrollada como ejemplo se puede ver los elementos fabricados actualmente en el Anexo L.
Foto No 5.5 La industria de la madera laminada
www.cismadeira.com

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 1
CAPITULO 6.
MARCO TEÓRICO

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 2
6. MARCO TEÓRICO 6.1 Orígenes de la teoría de la elasticidad [1] Robert HOOKE, uno de los más importantes científicos de Oxford en el siglo XVII, trabajó con habilidad y gran diversidad de intereses. En su estudio sobre la “elasticidad”, obtuvo la que se conoce como la ley que lleva su nombre, como resultado de sus trabajos para obtener un resorte que reemplazara el péndulo de los relojes. Su expresión “Ut tensio sic vis” (Como la tensión así es la fuerza), aunque poco conocida por los estudiantes e ingenieros actuales, es una de las leyes de la Mecánica de los Materiales que más influyó en el desarrollo de la Ingeniería Estructural en el siglo XIX. MARIOTTE en 1670 la aplicó a las fibras de una viga y observó que algunas fibras de la viga se estiraban y otras se acortaban; definió como frontera la profundidad media de la viga, desarrollando el concepto de “eje neutro”. Leonard EULER (siglo XVIII), de Basilea (Suiza), influido por Daniel Bernoulli, estudió los problemas de las curvas elásticas de vigas y columnas, empleó el método del Trabajo Mínimo y contribuyó con su valiosa discusión sobre el “pandeo de las columnas”. Fue un autor muy fecundo que escribió sobre ramas muy diferentes de la matemática y la física. Por las épocas de Euler, su compatriota Ulric GRUBENMANN, se dio cuenta del valor de las cerchas usadas doscientos años antes por Palladio y las usó en la construcción de varios puentes de casi 100 m de luz. Sin embargo estos puentes no fueron construidos con base en un análisis racional, sino por el método del tanteo. Charles August COULOMB (1736-1806), renombrado físico, puede considerarse junto con NAVIER como uno de los creadores de la Resistencia de Materiales. En 1776, publicó el primer análisis correcto de los esfuerzos en una viga con sección rectangular. Aplicó la Ley de Hooke a las fibras, situó la superficie neutra en su posición correcta, desarrolló el equilibrio de las fuerzas en la sección con las fuerzas externas y evaluó correctamente los esfuerzos. También consideró la etapa plástica, e indicó que en la falla, bajo ciertas condiciones, la superficie neutra debería moverse a otra posición. Fueron necesarios 135 años desde que Galileo hiciera el primer intento de solucionar el problema. Presentó su famosa teoría sobre la presión de tierras sobre muros de contención y enunció su teoría de la torsión de ejes. Thomas YOUNG (1733-1829), en Cambridge, introdujo por primera vez el concepto de “Módulo de Elasticidad”, con una definición muy diferente a la que conocemos hoy en día: “El Módulo de Elasticidad de cualquier sustancia es una columna de la misma sustancia, capaz de producir una presión en su base que es al peso que causa cierto grado de compresión como la longitud de la sustancia es a la disminución de la longitud”. Trató también problemas de torsión de ejes y

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 3
flexión de vigas en voladizo y el problema de la tensión y compresión excéntrica de barras de sección rectangular.
6.2 Comentarios históricos sobre la teoría de pandeo Este artículo forma parte del Journal of Structural Enginnering, Vol 109, Septiembre, 1983. [2] Traducido por Francisco Javier Crisafulli. Facultad de Ingeniería. U.N.C. INTRODUCCIÓN La fórmula de Euler, 1 que aún se emplea para el cálculo de la carga crítica en campo elástico de columnas esbeltas, es una de las fórmulas más antiguas de la ingeniería. Su desarrollo, junto con las modificaciones introducidas por Engesser y Shanley para considerar el comportamiento no lineal, provee la base para una historia que se ha desarrollado en forma continua desde 1744. La revisión de esta historia, dentro de la cual hay hechos bien conocidos y otros no tanto, debe realizarse dentro del marco de las siguientes limitaciones: inicialmente la columna es perfectamente rectilínea y cargada con una acción, que previo al pandeo, coincide con el eje longitudinal de la pieza. La columna está constituida por un material „real‟ (acero estructural, aleaciones de aluminio u otro metal no ferroso), a pesar de las hipotéticas condiciones supuestas con respecto a la geometría de la barra. En el caso del acero estructural se asume una relación tensión-deformación lineal hasta alcanzar la tensión de fluencia y luego el material (en promedio) deforma plásticamente, sin aumento de la tensión hasta una deformación varias veces mayor que la del campo elástico. Se considera además que el comportamiento es el mismo tanto en compresión como en tracción. Estas consideraciones son aproximadamente reales para el caso de miembros que han sufrido un tratamiento de recocido, pero no para secciones laminadas en caliente sin ese tratamiento. El enfriamiento desigual después del laminado o los tratamientos de deformación en frío, originan en las secciones de acero tensiones residuales que pueden ser consideradas en el análisis, pero limitado al caso de secciones bisimétricas con diagramas de tensiones residuales también bisimétricas.
1 Leonhard Euler (1707-1783). Matemático Suizo, fue el primero que estudio la flexión de una columna
esbelta y determinó su carga critica (en 1744)

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 4
Si el material de la columna no presenta un límite de fluencia definido, como es el caso del acero inoxidable, el acero conformado en frío o las aleaciones de aluminio estructural, se asume que la tensión es lineal con respecto a la deformación hasta el límite de proporcionalidad, para tensiones mayores la deformación aumenta con una relación continuamente creciente con respecto a la tensión. En el rango inelástico el módulo de elasticidad tangente es definido como la pendiente de la curva tensión-deformación. Si se produce una disminución de la deformación, se supone que la tensión disminuye con una pendiente igual a la de la zona lineal elástica. Los extremos se suponen que pueden ser fijos, libres o tener articulaciones sin fricción. La primera y la última condición solo pueden lograrse en forma aproximada. La columna perfecta, en su función estructural de transmitir cargas de compresión de un punto de la estructura a otro, debería permanecer recta mientras se acorta bajo una carga creciente. Pero al alcanzar la carga crítica, si se introduce una imperfección infinitesimal, la barra comienza a flectar. Si la columna fuera suficientemente esbelta para pandear elásticamente, no habría un incremento inicial de la carga al comenzar el proceso de pandeo. Sin embargo si el mismo se iniciara en el rango inelástico, un leve incremento de carga acompañaría la iniciación del fenómeno. PANDEO ELÁSTICO En 1678 Robert Hooke proporcionó los elementos preliminares necesarios para el desarrollo de la teoría del pandeo elástico al establecer que el desplazamiento de un cuerpo elástico era proporcional a la carga que lo producía. Afirmó que esta relación, ahora conocida como Ley de Hooke, podía ser aplicada a todos los ``cuerpos elásticos, metal, madera, piedra, cabello, hueso, tendón, seda, tierra cocida, vidrio, etc.``. Sus hallazgos fueron hechos en base a varios experimentos. El segundo paso lo dio Jacob Bernoulli quién estudió el descenso y la curvatura en una viga cantilever. El aseguró, en 1705, sobre la base de la Ley de Hooke, que la curvatura en cualquier punto de una barra flectada era proporcional al momento resistente desarrollado en ese punto. Leonard Euler, matemático suizo, (1707-1783) estudió bajo la supervisión del hermano de Jacob Bernoulli, John, y asumió como cierta la relación entre momento y curvatura. En el apéndice del libro que Euler publicó en 1744 sobre cálculo variacional, presentó por primera vez la fórmula para columnas que hoy lleva su nombre. La “carga de Euler” es la carga para la cual una columna esbelta y elástica puede entrar en una configuración de flexión por efecto de carga axial únicamente. En la

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 5
época de Euler las columnas eran hechas de mampostería o madera, siendo este último material considerado por Euler como apropiado para aplicar su fórmula. Euler es conocido, principalmente por su teoría para columnas, pero incursionó en un amplio campo de la ciencia, realizando a lo largo de su vida 866 publicaciones, por lo que se lo considera uno de los matemáticos más prolíficos de todos los tiempos. Euler dedujo su fórmula en la hipótesis de lo que él llamó “momento de rigidez” de la barra y que era igual a: donde Ek2 era una constante a determinar por vía experimental y r el radio de curvatura de la columna. El tenía solo una idea aproximada de la relación existente entre la forma de la sección y la constante „E k2‟ y en un escrito posterior (en el año 1759) decía que „el momento de rigidez parece ser proporcional al cuadrado, o quizás al cubo, del grosor de la pieza, por lo que, si la sección es circular, el momento de rigidez sería proporcional a la tercera o cuarta potencia del diámetro de la barra. De esta manera comienza a intuir el concepto de momento de inercia de una sección que no era conocido en esa época. Euler escribió la fórmula para calcular “la fuerza necesaria para flectar la columna” como: donde E es una propiedad resistente y k2 una característica dimensional de la sección. A pesar de que él no tenía las bases para determinar E o k2 en forma independiente, propuso determinar E k2 en forma combinada, mediante el ensayo de una viga en cantilever con una carga P en el extremo en donde se medía el desplazamiento :
La transición de la constante de Euler E k2 al E I actual requiere de la aplicación de la ley de Hooke en conjunción con una adecuada evaluación de distribución de tensiones internas en un miembro flectado. Mariotte (1620-1684) realizó importantes ensayos sobre vigas cantilever en el año 1680 y con base a los mismos fue el primero en reconocer que las fibras superiores se alargaban mientras que las inferiores se acortaban. Leibniz, en 1684, confirmó la validez de las conclusiones de Mariotte y recomendó la aplicación de la Ley de Hooke al

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 6
problema. Parent fue el primero en deducir, en 1713, la correcta distribución de tensiones en una viga rectangular, pero su trabajo no fue reconocido por los investigadores de la época. Recién en 1783, 39 años después que Euler publicó su fórmula, Coulomb (1736-1806) aplicando la Ley de Hooke y las ecuaciones de equilibrio estático dedujo la expresión que relaciona el momento flector con las tensiones normales que éste origina en las vigas. La deformación por corte fue despreciada por Coulomb, pero posteriormente Navier y St. Venant completaron la teoría de la flexión aplicando la teoría general de la elasticidad. A pesar de que la fórmula de Euler es ahora aceptada en forma universal para el diseño de columnas esbeltas de acero, fue muy criticada a principios del siglo XIX porque falló en la predicción de la resistencia de miembros comprimidos construidos en mampostería o hierro fundido. Tuvieron que pasar 100 años desde que Euler publicara su trabajo, para que los materiales a los cuales es aplicable su fórmula pudieran usarse comercialmente en las estructuras. Esos materiales fueron inicialmente el hierro forjado y luego, alrededor de 1850, el acero estructural. Por último, a principio del siglo XX, las aleaciones de aluminio se han incorporado a la familia de los metales para construcción. En 1822 J. Robinson calificó el trabajo de Euler como “un estéril discurso matemático, basado en hipótesis que son extremadamente injustificadas su teoría sobre la resistencia de columnas es una de las más duras evidencias sobre ese desacertado tipo de procedimientos”. En 1840 E. Hodgkinson realizó una serie de ensayos sobre columnas de hierro fundido con base a los cuales Todhunter y Pearson dieron, de mala gana, alguna credibilidad al trabajo de Euler, diciendo que “... nos arriesgamos a pensar que la teoría de Euler, modificada, de alguna manera, podrá ayudarnos ...” Por último, en 1905, Jonson Bryan y Turneaure en su texto „Estructuras aporticadas modernas‟ recomendaban el empleo de la fórmula de Euler, precedida por una constante ajustada en base a ensayos. PANDEO INELÁSTICO Si bien Euler fue el padre de la teoría del pandeo elástico, él no limitó el campo de validez de su fórmula, demostrando así que la interpretación de los fenómenos inelásticos era muy superior a los conocimientos de la época. En una memoria del año 1757 escribió: “... todo parece indicar que el momento de rigidez E k no está limitado a los cuerpos elásticos. La fórmula concierne a una fuerza (que origina un momento) por medio de la cual la pieza sufre un corrimiento y no tiene ninguna importancia si tal pieza, después de la flexión, requiere o no de una fuerza adicional para retomar su forma primitiva”. Los progresos hacia una mejor interpretación del pandeo en campo no lineal no se desarrollaron por muchos años, debido fundamentalmente a la falta de

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 7
conocimiento de las relaciones tensión-deformación y momento flector-curvatura en el rango inelástico. En 1889 Considere indicó por qué la fórmula de Euler no había sido muy usada por los ingenieros. Realizó una serie de ensayos sobre 32 columnas y sugirió que si el pandeo ocurría cuando se ha sobrepasado el límite de proporcionalidad, se debía considerar un módulo de elasticidad efectivo Eef, cuyo valor estaba comprendido entre el módulo inicial E y el módulo tangente Et. Independientemente de estos estudios, Engesser en el mismo año sugirió que la resistencia de las columnas podía calcularse utilizando el módulo tangente en la fórmula de Euler. Con este criterio, para una columna articulada la tensión crítica era: siendo i el radio de giro de la sección y l la longitud de la columna. Seis años después, Jasinki, con base a los trabajos de Considere y Engesser, propuso utilizar un módulo de elasticidad reducido Er, intermedio entre E y Et, pero que dependía también de la forma de la sección. En 1910 Theodor von Karman dedujo expresiones explícitas para las secciones rectangular y doble T. El módulo reducido Er se lo llamó también doble módulo y durante los 35 años posteriores al trabajo de von Karman se entabló una continua controversia entre la conveniencia de usar la teoría del doble módulo o la del módulo tangente. Desde el punto de vista de la teoría de la inestabilidad de Euler el concepto del doble módulo era correcto, porque indicaba la carga para la cual una columna perfectamente recta y cargada en forma axial permanecería en equilibrio sin variación de carga ya sea en su posición de equilibrio o en su configuración de flexión. Sin embargo muchas experiencias de laboratorio, realizadas con sumo cuidado, mostraron que el pandeo y la falla de la columna se producían para cargas ligeramente superiores a las que indicaba la teoría del módulo tangente. En 1946, Shanley reconcilió las controversias surgidas entre los defensores de ambas teorías. El estableció que obviamente era posible que se iniciara la flexión de la columna con un aumento simultáneo de carga axial de acuerdo a la teoría del módulo tangente. Bastaría una imperfección infinitesimal para producir la flexión inicial y por lo tanto la carga de la fórmula del doble módulo nunca se alcanzaría.

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 8
Un año después, Shanley confirmó su anuncio mediante ensayos de modelos consistentes en dos barras rígidas conectadas en el centro por material inelásticamente deformable. De acuerdo a esas experiencias von Karman refinó la teoría del módulo tangente escribiendo que: “La carga del módulo tangente es el menor valor de carga axial para el cual puede ocurrir la bifurcación de la posición de equilibrio, sin tener en cuenta si la transición a la bifurcación de flexión requiere un aumento de la carga axial o no.” Estos nuevos conceptos, que tienen una importancia comparable a la contribución inicial de Euler, han sido llamados Teoría de Engesser-Shanley. Duberg y Wilder, aplicando estas ideas, estudiaron profundamente la sección doble T mediante un modelo en el cual las alas se concentraban en dos puntos y se consideraba que el alma sólo trabajaba a corte. El comportamiento del material se representaba mediante la curva tensión-deformación propuesta por Ramberg y Osgood. Estos estudios confirmaron plenamente los conceptos de Shanley. Posteriores análisis experimentales de Johnson y Malvich-Lee mostraron resultados análogos, reafirmando la definición de carga crítica de Engesser-Shanley que hoy es generalmente aceptada (con limitaciones para materiales con tensiones residuales). CONCLUSIONES El estudio de la fórmula de la columna se ha desarrollado en forma continua desde el siglo XVIII. A pesar de ello aún es necesario revisar algunas de las facetas menos conocidas de este problema, en especial todo lo concerniente a la hipótesis de „perfección‟ que no se cumplen en las estructuras reales. En la práctica, las columnas nunca son perfectamente rectas y el grado de curvatura no se conoce. Las columnas reales siempre presentan tensiones residuales que solo pueden estimarse en forma aproximada. Además existen restricciones laterales y rotaciones difíciles de evaluar y que varían a lo largo de la vida de la estructura. (Fig. 6.1) Existe una vasta y a veces confusa literatura dedicada a estos factores, que muestran la columna real ajena a este proceso continuo de estudio e investigación, pero ello no es así, y esta tarea constituye un desafío de grandes proporciones que aún no termina.
Figura No. 6.1 Pandeo columna

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 9
6.3 Teoría de pandeo de columnas [3]
La evaluación de la resistencia de las columnas basada en la teoría de la carga crítica Dentro de los requisitos fundamentales de una estructura o elemento estructural están: equilibrio, resistencia, funcionalidad y estabilidad. En una columna se puede llegar a una condición inestable antes de alcanzar la deformación máxima permitida o el esfuerzo máximo. El fenómeno de inestabilidad se refiere al pandeo lateral, el cual es una deflexión que ocurre en la columna; cuando aparece incrementa el momento flector aplicado sobre el elemento, el aumento de la deflexión agranda la magnitud del momento flector, creciendo así la curvatura de la columna hasta la falla; este caso se considera inestable. Por ello la resistencia de la columna sometida a compresión tiene dos límites, el de resistencia para columnas cortas y el de estabilidad para columnas largas. La estabilidad es así el nuevo parámetro que define además de la resistencia y la rigidez, las dimensiones de la columna (Beer y Johnston 1993; Popov, 1996; Timoshenko y Young, 2000). La evaluación de la resistencia de las columnas basada en la teoría de la carga crítica, establecida en un principio por Euler hace más de 250 años, teoría que permite predecir con buena aproximación el comportamiento de columnas largas, pero que para las de longitud intermedia suele sobreestimar la capacidad. La falla de una columna incluye el fenómeno de inestabilidad conocido como pandeo, por cuyo resultado el elemento experimenta deflexiones de un carácter totalmente diferente al de aquellos que están asociados con la carga inicial. Se considera una columna esbelta con extremos articulados, totalmente recta y de un material linealmente elástico, es decir, una columna ideal, que está cargada por una fuerza vertical P que se aplica en el centroide de la sección transversal y que está alineada en el eje longitudinal de la columna. Cuando la carga axial P es pequeña, la columna permanece recta y solo experimenta compresión axial. Hasta este punto se considera que la columna está en un equilibrio estable, lo cual indica que una vez retirada la carga, la columna regresará a su posición original. Al incrementarse la carga P, se llega a una situación de equilibrio neutro en la que la columna puede adoptar una forma flexionada. La carga en este punto corresponde a la carga crítica Pcr. Para esta carga la columna ideal puede sufrir
CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 10
pequeñas deflexiones laterales sin ningún cambio en la fuerza axial, y una pequeña carga lateral producirá una forma flexionada que no desaparece cuando se retire la carga lateral. Euler, fue el primero que estudio la flexión de una columna esbelta y determinó su carga critica en 1744. La carga crítica mantiene a la columna en equilibrio estático, ya sea en la posición recta o levemente flexionada. Cuando la carga es mayor a la crítica, la columna es inestable y fallará por flexión. Para una columna ideal la carga crítica está determinada por:
En la realidad, las columnas no son ideales, y menos aún para un material como la guadua que tiene varios factores que afectan su resistencia, como imperfecciones de la sección, heterogeneidad del material, rectitud del elemento de columna y la aplicación de la carga en el centroide de la sección. Las condiciones de apoyo son las más importantes a menudo para determinar la carga crítica de una columna, debido a las diferencias que se presentan en cada caso en la práctica, por lo cual se consideró en la formula de Euler el valor de Le como la longitud efectiva de la columna, que representa la longitud entre puntos de inflexión en la geometría de la deformada de la columna. Entonces la ecuación de carga crítica será:
Donde k es un factor de longitud efectiva que depende de las condiciones de los apoyos. Una forma cuantitativa de establecer los límites entre cada tipo de columnas, está basado en el valor de los esfuerzos permisibles con respecto a la relación de esbeltez (λ). La relación de esbeltez está definida como el cociente entre la longitud de la columna y el radio de giro mínimo de la sección transversal:
Donde el radio de giro se define como:

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 11
Con lo cual se obtiene la carga crítica en función de la relación de esbeltez, de acuerdo con la siguiente expresión:
El comportamiento de una columna de madera se puede representar mediante un diagrama de esfuerzo de compresión contra la relación de esbeltez (λ), en donde la curva de Euler solo predice el comportamiento en columnas cuyos esfuerzos están por debajo del limite de proporcionalidad del material (σ/p), por encima de estos esfuerzos el comportamiento se vuelve inelástico y difiere de la ecuación de Euler. En el punto donde se llega al límite de proporcionalidad se le asigna la relación de esbeltez crítica (λc), como se muestra a continuación:
Figura 6.2. Diagrama esfuerzo de compresión contra relación de esbeltez.

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 12
Para columnas cuya relación de esbeltez (λ) es menor que λc, el esfuerzo de la columna excede el limite de proporcionalidad antes de que ocurra pandeo, por lo cual se requiere de una teoría de pandeo inelástico para el calculo de cargas criticas. Una de las teorías se fundamenta en que para un punto una vez sobrepasado el límite elástico en un diagrama esfuerzo-deformación, la relación entre la deformación unitaria y el esfuerzo está dada por la pendiente de la curva en ese punto, y se le da el nombre de módulo tangencial (Et). (Figura 6.2) El módulo tangencial (Et) es una propiedad variable del material que disminuye a medida que se incrementan los esfuerzos por encima del límite de proporcionalidad. En la teoría del módulo tangencial de pandeo inelástico, las consideraciones del comportamiento de la columna ideal son iguales a las de pandeo elástico, remplazando el módulo de elasticidad (E), por el módulo tangencial (Et). Por lo tanto la ecuación para carga del módulo tangencial:
El esfuerzo crítico correspondiente es:
Para determinar el módulo tangencial (Et) es necesario graficar el comportamiento de una columna intermedia ideal mediante una curva esfuerzo-deformación, que incluya el comportamiento inelástico2 lo cual requiere de ensayos de laboratorio automatizados.
2 Formulada en 1889, por el Alemán Engesser

CAPITULO 6 – MARCO TEÓRICO 6 – PAG. 13
En el Manual de Diseño de Maderas para el Grupo Andino3 se utiliza una ecuación experimental propuesta por el National Forest Products Laboratory de Madison, Winsconsin, EE.UU. para columnas intermedias que fallan por una combinación entre aplastamiento y pandeo. Esta ecuación ha sido desarrollada teniendo en cuenta columnas de madera de esbeltez intermedia. El valor de λo es la abscisa del punto de tangencia entre la gráfica de la ecuación para columnas intermedias y cortas y la ecuación de Euler, es decir, donde las derivadas con respecto a λ son iguales.
3 MANUAL DE DISEÑO PARA MADERAS PARA EL GRUPO ANDINO. Junta del Acuerdo de Cartagena. Lima –
Perú, 1984

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 1
CAPITULO 7.
METODOLOGÍA DE TRABAJO

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 2
7. METODOLOGIA DEL TRABAJO 7.1 Diagrama general del proceso de fabricación
Grafica No 7.1 Etapas del sistema constructivo 7.2 Descripción general del proceso constructivo de las probetas de guadua
laminada pegada prensada. La elaboración de las probetas con Guadua Laminada se inicia con la obtención de las láminas a partir de secciones rollizas de guadua con diámetros mayores a 10 cm. obteniendo hasta 8 tablillas o más según el diámetro de la guadua. (Gráfica No 7.1)
Esta primera actividad se logra mediante un proceso de corte con una sierra de discos paralelos, seguido del retiro de los entrenudos con sierra de disco o machete y un maquinado nuevamente en la sierra de discos paralelos para lograr
Corte y Aprovechamiento
Definición de longitud para láminas
Maquinado con sierra
paralele
Control de calidad en
sección y superficie y
curvatura de la guadua
Modulación de sección y
longitud según promedio
del grueso de la pared de la
guadua
Presecado al aire en
estado rollizo y
después de maquinado
Corte longitudinal
Definición # de
laminas
Desnudado
Y separación de
láminas
Corte a Grueso y
selección de
láminas
Corte longitudinal,
rectificación de
superficies y grueso
Armado y corte
según previa
modelación
Encolado y
presado
Salida producto
final
PROCESO CONSTRUCTIVO PARA
LAMINADOS CON GUADUA

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 3
el grueso de la lámina el cual puede variar de 3 mm a 10 mm según el espesor de la pared en la guadua inicial. Una vez obtenidas las láminas se realiza el primer control de calidad para identificar las irregularidades en el corte y garantizar la definición de grueso de las tablillas o láminas. Para esto se puede utilizar un cepillo convencional de carpintería, garantizando una sección homogénea para todas las láminas en su espesor y ancho, parámetros que son de suma importancia para la fabricación de los elementos estructurales durante el proceso de prensado y armado de las diferentes secciones de los tableros que conformarán posteriormente los elementos estructurales finales como paneles, tableros de piso, vigas y columnas. La tercera actividad comprende la selección y corte de los tableros que se prensarán según previo dimensionamiento. Con una adecuada modulación de los traslapos longitudinales y trasversales se garantizarán una traba longitudinal y transversal para evitar una línea o plano de falla. A continuación se aplica el adhesivo, el cual se prepara en función de la cantidad de láminas a prensar y el tiempo de fraguado teniendo en cuenta las especificaciones del fabricante (quien también da la presión, velocidad de fraguado y tiempo de prensado). Las probetas se dejan curar para obtener la resistencia última del laminado durante un tiempo promedio de 5 días a temperatura ambiente. 7.2.1 Detalles del proceso de corte longitudinal de las láminas: (Fotos No 7.1; 7.2) En la máquina paralela se debe tener cuidado al montar los discos verificando que el sentido de corte sea igual para ambos discos, la presión sobre los discos debe ser moderada para evitar deformaciones por sobrepresión, los platos que sujetan las sierras deben tener el vacío contra los platos. Otro aspecto que se debe tener en cuenta, es el cuidado o detalle con la curvatura de la guadua pues puede ocasionar fallas en el funcionamiento de la sierra, láminas irregulares, y además que puede provocar descarrilamiento del carro que soporta la guadua creando riesgo de accidente. (Grafica No 2)
Gráfico No. 7.2 Laminados
Foto No. 7.1 Máquina de sierras paralelas

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 4
El equipo (Foto No 7.2) consiste básicamente en una sierra de dos discos separados a una distancia variable, freno o dispositivo de seguridad para que la lámina no rebote en el momento de iniciar el corte; este debe estar lo suficientemente ajustado contra el tiento de la máquina; las sierras realizan el corte a medida que avanza sobre un carro de dos rieles donde se sujeta la guadua rolliza. El carro se desliza sobre unos apoyos metálicos. La máquina fue elaborada en la Universidad Nacional de Colombia y se rediseñó basándose en otros equipos que existen en el país y en el mundo.
Foto 7.2. Lateado en maquina de sierras paralelas.
7.2.2 Detalles del proceso de maquinado para los entrenudos. Las láminas se separan de los diafragmas por medio manual o con la sierra utilizando una sola sierra para evitar atascamiento en el proceso de corte a grueso. (Foto No7.3, 7.4)
Foto 7.3 Lámina obtenida con el maquinado sin entrenudos.

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 5
La eliminación de los entrenudos permite que se haga un corte mas profundo sobre la cara interna de la lámina asegurando que se conserve mas porcentaje de la cara externa pues esta tiene mejor propiedad de densidad. 7.2.3 Detalles del secado. Durante el proceso de corte se deben almacenar las láminas de manera que tengan una ventilación adecuada para evitar la presencia de hongos mientras se transporta al sitio de secado natural o cámara de secado. Se debe aislar del suelo mediante un material que no permita absorción de la humedad del suelo. Procedimiento de secado en cámara deshumidificadora: (Foto No 7.5) Las láminas se acomodan en el horno distanciadas mediante separadores con el fin de que las cuatro caras de la lámina le llegue el aire caliente y se deja el tiempo necesario para que alcance la humedad de equilibrio requerida dependiendo de la ciudad; para Bogotá se dejó que la guadua alcanzará un 10% de Humedad. Una vez las láminas alcancen esta humedad se transporta al sitio de maquinado y se empaca para conservar las características del material. Foto No 7.5 Procedimiento de secado de las láminas. 7.2.4 Detalles del maquinado para espesor. Para este paso se debe tener cuidado de iniciar el corte con la cara interior hacia el tiento de la máquina, evitar la acumulación del producto de corte puesto que éste provoca atascamiento en las sierras. La separación de los discos se puede regular mediante separadores iguales al espesor de la lámina deseada (Foto No 7.3).
Foto No. 7.4 Retiro de entrenudos

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 6
Foto 7.6 Maquinado en espesor de las láminas 7.2.5 Detalles para la selección de las láminas. El control desde el sitio de producción garantiza unos laminados de calidad. Se debe controlar los espesores mediante una galga o calibrador para agrupar y empacar las láminas según su espesor y longitud, en la selección se deben descartar láminas con presencia de ataques de gorgojo, depresiones, irregularidades, rajaduras ya que estos factores afectarán la calidad del prensado.
Figura 7.7 Selección de láminas.

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 7
7.3 Columnas fabricadas con guadua laminada 7.3.1 Definición de número de probetas, sección y alturas Para este ensayo se definieron columnas con las siguientes especificaciones:
NÚMERO DE PROBETAS. El número total de probetas fue de 118 unidades pensando en dos secciones diferentes, cinco alturas para cada sección y cinco repeticiones por longitud, para un total de 50 unidades mínimo por sección transversal. TIPO DE SECCIÓN: Se fabricaron y ensayaron dos secciones diferentes con las siguientes características: COLUMNAS CAJON 10 x 10 cm. (50 Un) COLUMNAS MACIZAS 5 x 5 cm. (68 Un) ALTURAS:
Para estudiar el comportamiento de las columnas, esperando que hubiera columnas cortas, intermedias y largas, para cada sección se fabricaron y ensayaron cinco alturas diferentes de la siguiente manera: Sección cajón: 250 - 200 - 150 - 100 – 50 cm. Sección Maciza: 125 - 100 - 75 - 50 - 25 – 15 cm.
Foto No 7.8 Taller de producción CIBA – Centro de Investigación del Bambú y la Madera
Universidad Nacional de Colombia – Bogota Facultad de Artes

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 8
7.3.2. Proceso constructivo para las columnas 7.3.2.1 Selección de las láminas a utilizar
Para este paso se realizó una clasificación buscando las láminas con el menor porcentaje de imperfección en el corte y un espesor homogéneo; de las láminas seleccionadas se tomó un despunte para determinar su contenido de humedad. (Foto No 7.9) Buscando obtener el mayor rendimiento en la elaboración de tableros y utilizando la capacidad máxima de prensado a lo largo en la prensa hidráulica diseñada en el proyecto, para la fabricación de las columnas sección cajón se determinó hacer tableros con el mayor ancho posible trabajando secciones de 20 cm. de ancho. Después de evaluar los diferentes espesores y anchos factibles de producción se definió utilizar las láminas con sección 2,5 cms. de ancho, 0,5 y 0,7 cm. de espesor con longitudes entre 100 y 300 cm.
Posteriormente, se sacaron de los primeros tableros, tableros de ancho menor dependiendo de la sección final de la columnas. 7.3.2.2 Aplicación de adhesivo La aplicación del adhesivo se basó en las condiciones para el prensado en frío.
Foto No. 7.10 Encolado
Foto No 7.9 Medidas de láminas

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 9
Se ensayaron diferentes métodos de aplicación como fueron con rodillo de felpa, caucho texturizado y liso encontrándose varios inconvenientes para su reutilización, situación que implicó el diseño de un dispositivo con material de p.v.c el cual permitió su reutilización. Además proporciona mejor rendimiento para su aplicación, evitando un menor porcentaje de desperdicio durante el proceso de aplicación. (Foto No 7.10, 7.11) Como protocolo de pegado o prensado se definió una presión de 5 kg/cm2 y una duración de 4 horas.
Foto No 7.11 Aplicación de adhesivo El tiempo de aplicación del adhesivo se estimó evaluando la velocidad de fraguado o endurecimiento del adhesivo y la cantidad máxima de láminas a prensar según el sistema de armado para cada tipo de columna. 7.3.2.3 Ensamble de láminas El ensamble se determinó con base a dos opciones, buscando la que garantizara mejor empalme y compactación. Para ello se ensayaron dos tipos, uno con láminas pegadas con sus caras paralelas y otra con traba horizontal y caras paralelas. Después de varios ensayos se definió el sistema de traba o traslapo horizontal para la elaboración de tableros y posteriormente el ensamble de las columnas sección cajón.
El segundo sistema de prensado con caras paralelas y posteriormente prensado lateral para las columnas macizas.
Foto No. 7.12 Prensado y elaboración de tableros

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 10
7.3.2.4 Prensado de tableros Para el prensado de los tableros con que se formaron o construyeron las columnas cajón y macizas se definió un tiempo de máximo de cuarenta y cinco minutos para la aplicación de adhesivo y una presión de 5 Kg/cm2. (Foto No 7.12, 7.13). El número de tableros a prensar estuvo supeditado al tiempo de fraguado del adhesivo, y el rendimiento del operario para su aplicación, El prensado se realizo en una prensa hidráulica diseñada y construida en la universidad nacional sede bogota. Durante el prensado se debe tener certeza que la distribución del adhesivo sea uniforme y tenga una presión constante durante todo el tiempo de prensado para asumir la compactación del material.
Foto No 7.13 Prensado y elaboración de tableros
7.3.2.5 Armado y ensamble de columnas La construcción de las columnas se realizó implementando dos procedimientos básicamente, una para la elaboración de las macizas y otro para el cajón.
Macizas: Primero se prensaron tableros con láminas paralelas con dimensiones de 2,5 cm de ancho y 300 cm de largo. Y luego se prensaron los tableros para forma una sección de 5 x 5 x 300 cm.
Foto No. 7.14 Corte de columnas

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 11
Cajón: (Foto No 7.15) En el caso de la sección cajón se elaboraron dos tipos de tableros:
El primero con láminas paralelas de dimensiones aproximadas de 300 x 15 x 2,5 cm. Para luego cortar secciones según los diferentes largos de las columnas a ensamblar.
Foto No 7.15 Armado de columnas cajón
El segundo tipo de tableros con prensado de láminas paralelas y traba horizontal. Con este sistema se obtuvieron mejores resultados en el prensado, garantizando una mejor aplicación de la fuerza horizontal durante el presado; tiene la ventaja además de que se puede variar el espesor de los tableros. La longitud máxima de los tableros 600 cm. Una vez elaborados los tableros, estos se cortaron para conformar las respectivas secciones cajón según alturas y sección definidas con anterioridad.
Foto No 7.16 Tableros sección máxima 600x20x15 cm.

CAPITULO 7 – METODOLOGÍA DE TRABAJO 7 – PAG. 12
7.3.2.6 Total elementos fabricados 118 columnas de sección maciza y cajón
Foto No 7.17 Columnas terminadas.

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 1
CAPITULO 8.
NORMAS Y EQUIPOS

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 2
8. NORMAS Y EQUIPOS 8.1 Normatividad. Para madera laminada existen diferentes normas en cada uno de los diferentes países del mundo, a continuación se enuncian varias de las normas que rigen los procesos de calidad y de comportamiento de la madera laminada encolada en diferentes zonas:. 8.1.1 Normas Une (Unión Europea). [1]
UNE EN 386. Madera Laminada Encolada. Requisitos de Fabricación. Especificaciones mínimas de fabricación.
UNE EN 385. Madera estructural con empalmes en uniones dentadas.
Requisitos de fabricación.
UNE EN 390. Madera Laminada Encolada. Tamaños. Tolerancias.
UNE EN 391. Madera Laminada Encolada. Ensayo de delaminación en las líneas de cola.
UNE EN 392. Madera Laminada Encolada. Ensayo de cortante en las
líneas de cola. UNE EN 1194. Estructuras de Madera. Madera Laminada encolada.
Clases resistentes y determinación de valores característicos.
UNE EN 408. Estructuras de madera. Madera aserrada y madera laminada encolada para uso estructural. Determinación de algunas propiedades físicas y mecánicas.
UNE EN 1193. Estructuras de madera. Madera aserrada y madera
laminada encolada para uso estructural. Determinación de propiedades físicas y mecánicas adicionales.
8.1.2 Norma Argentina. [1]
IRAM 9669-1. Madera laminada encolada estructural. Parte 1: Clases de resistencia y requisitos de fabricación y de control.
IRAM 9660-2. Madera laminada encolada estructural. Parte 2: Metódos
de ensayo.
IRAM 9661. Madera laminada encolada estructural. Requisitos de los empalmes por unión dentada.

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 3
IRAM 9662-1. Madera laminada encolada estructural. Clasificación visual de las tablas por resistencia. Parte 1: Tablas de Pino Paraná.
IRAM 9662-2. Madera laminada encolada estructural. Clasificación visual
de las tablas por resistencia. Parte 1: Tablas de Eucalipto grandis.
IRAM 9662-3. Madera laminada encolada estructural. Clasificación visual de las tablas por resistencia. Parte 3: Tablas de Pino Taeda.
8.1.3 Norma Chilena. [3]
NCh 2148. Madera Laminada Estructural – Requisitos e Inspección.
NCh 2150. Madera Laminada Encolada – Clasificación mecánica y visual de madera aserrada de pino radiata.
NCh 2165. Tensiones admisibles para la madera laminada encolada
estructural de Pino Radiata.
NCh 2151 Madera Laminada Encolada Estructural.
NCh 3004 Madera Métodos de ensayos para determinar las propiedades mecánicas de madera de chapas laminadas para uso estructural.
8.1.4 Norma Americana[1]
ASTM Designation D 3737 – 85, (1986). “Standard Method for Establishing Stresses for Structural Glued Laminated Timber (GLULAM)”,
8.1.5 Organismos y control de calidad [2]
Sello de Calidad AITM para la fabricación de estructuras de madera laminada encolada Certificado del instituto OTTO – GRAFF (Alemania).
Sello de calidad APA-EWS (Estados Unidos).
Certificación del AITC (American Institute of Timber Construction,
Estados Unidos).
Calificación Profesional del OPQCB, Oficina Pública de calificación de constructores en la edificación. (Francia).
Acerbois Glulam. (Francia)

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 4
RITIM e IRAM. (Argentina).
AFML – Asociación de fabricantes de Madera Laminada de España.
GLULAM – Glued Laminated Timber Association. (Inglaterra) 8.2 Normas seleccionadas para los ensayos en este proyecto Para la evaluación de las propiedades físicas y mecánicas de la Guadua Laminada se referenciarón las normas establecidas para madera y madera laminada, se hizo una recopilación de las diferentes normas y se realizó una comparación para al final establecer los criterios, dimensiones y procedimientos de los ensayos (Tabla No. 8.1).
Nombre del Ensayo
No de Probetas
Norma Técnica del Ensayo
Objetivo
Densidad
803
ASTM D2395 - 02
NTC 290
Masa por volumen
Contenido de humedad
803
ASTM D 4442-92
NTC 206-1
Nch 176 ISO-DIS 22157
Contenido de humedad
Compresión paralela a las
fibras
118
ASTM D 143-94
NTC 784
NTC 3377
Carga ultima, esfuerzo vs. relación de esbeltez
Tabla No 8.1 Normas técnicas referenciadas
8.3 Equipos e instrumentos 8.3.1 Fabricación de máquinas (Foto (8.1) 8.3.1.1 Sierra de discos paralelos Para el corte longitudinal y espesor del las láminas se desarrollo un prototipo de sierra con discos paralelos con las siguientes características:
Estructura en ángulo 2” y lamina 1/8” y soldadura de arco
Motor trifásico de 7 H.P.
Sierras de corte circular diámetro
Foto No. 8.1 Sierra de discos paralelos

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 5
8” x 64 dientes de tungsteno
Longitud de corte 2.90 m.
Sección transversal para corte de guadua diámetro de 12 a 20 cm.
Eje de acero diámetro 1” montado sobre balineras Durante el proceso constructivo se tuvo en cuenta las necesidades para realizar el proceso de corte longitudinal de la guadua rolliza, ancho y grueso de las láminas, en una sola máquina. 8.3.1.2 Prensa hidráulica Para el prensado se diseñó y construyó una presa hidráulica con las siguientes características:(Foto No 8.2)
Capacidad máxima de carga 80 toneladas, suministrada con 8 cilindros de 10 toneladas conectados en serie.
Estructura metálica con control manual de presión
Sección de prensado 20 x 600 cm., y altura variable hasta 80 cm.
Motor eléctrico de 5 H.P.
Control de presión con manómetro.
Foto No. 8.2 Prensa hidráulica

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 6
8.3.2 Máquinas e instrumentos utilizados en los ensayos De acuerdo a los diferentes ensayos de las probetas se localizaron las máquinas disponibles en la Universidad Nacional - Sede Bogota. (Foto No 8.3) Se utilizaron las siguientes maquinas para la ejecución de los ensayos: 8.3.2.1 Máquina universal para ensayos marca Amsler – Schaffhouse – Sisse
Foto No 8.3 Maquina universal para ensayos AMSLER – SCHAFFHOUSE – SISSE
- Capacidad máxima 30 toneladas - Recorrido máxima Del cabezal 75 cms. - Sistema de lectura de carga, tipo reloj con escalas para 10, 20 toneladas con una aproximación de 100 Kg. - Sistema de operación hidráulico. 8.3.2.2 Máquina universal para ensayos (Foto No. 8.4).

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 7
Foto No 8.4 Maquina universal Olsen
- Marca TINUOS OLSEN - Capacidad máxima 200 toneladas - Recorrido máxima Del cabezal 500 cm. - Sistema de lectura directa en el brazo escalado para diferentes cargas en Kg. - Sistema de operación electro mecánico. - Velocidad de carga variable

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 8
8.3.2.3 Horno de secado (Foto No. 8.5) - Horno con VENTILACION FORZADA
- Capacidad de 103+ °C. - Volumen 0.80 m3
8.3.2.4 Balanza de precisión (Foto No. 8.6)
- Precisión de 0.01 gr. - Capacidad máx. 1 Kg.
Foto No 8.6 Balanza de precisión 8.3.2.5 Calibrador o pie de rey (Foto No. 8.7) - Precisión 0.01 mm.
Foto No 8.7 Calibrador
Foto No. 8.5 Horno ventilación forzada

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 9
8.3.2.6 Termómetro ambiental (Foto No. 8.8)
Foto No 8.8 Termómetro y humedad 8.3.2.7 Deformímetro mecánico (Foto No. 8.9)
Foto No 8.9 Deformímetro - Marca mitutoyo - Escalas en m.m. y pulgadas - Recorrido vástago 1 1/2”

CAPITULO 8 – NORMAS Y EQUIPOS 8 – PAG. 10
8.3.2.8 Computador (Foto No. 8.10)
Foto No 8.10 Computador portátil
8.3.2.9 Cámara fotográfica. 8.3.2.10 Cámara video 8.3.2.11 Flexo metro. (Foto No. 8.11) 8.3.2.12 Nivel de riel. 8.3.2.13 Escuadra (Foto No. 8.11)
Foto No 8.11 Fluxómetro y escuadra

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 1
CAPITULO 9.
ENSAYOS REALIZADOS

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 2
9. ENSAYOS REALIZADOS 9.1 Marco general para los ensayos Las láminas de guadua fueron producidas por empresas de la zona de Rionegro Cundinamarca en los municipios de Pacho y Ibama-Yacopi con maquinaria desarrollada en la Universidad Nacional de Colombia sede Bogotá, como adhesivos se utilizaron urea formaldehido y resorcinol urea formaldehido importados por estar certificados como adhesivos de uso estructural y poder garantizar un producto certificado y de buena calidad. Las guaduas utilizadas se caracterizaron bajo supervisión y normas técnicas (NTC5525, NTC787, La Norma Unificada por la cual se reglamenta el Manejo, Aprovechamiento y Establecimiento de Guadua,) de la Universidad Nacional de Colombia sede Bogotá para asegurar la calidad y trazabilidad de la materia prima. Los ensayos se realizaron en el Laboratorio de Materiales, Facultad de Ingeniería en la Universidad Nacional de Colombia sede Bogotá y el taller del Instituto de Investigaciones de la Madera y el Bambú de la Facultad de arquitectura Sindu con asistencia del laboratorista Guillermo Gamboa. Se consultaron las normas referentes a ensayos mecánicos en probetas pequeñas de madera – ASTM D143, ensayos mecánicos en madera laminada – ASTM D199-98, Ensayos de Humedad – ASTM D4442-92, Densidad – ASTM D2395-02. Los ensayos realizados se referenciaron de acuerdo a los siguientes criterios: 9.2 Caracterización física por medio de los ensayos de densidad y humedad Para la caracterizacion de las láminas se tomaron 300 muestras para las Columnas Macizas y 503 Columnas Cajón, (Foto No. 9.1 y Foto No. 9.2).
Figura No. 9.1 Caracterización guadua

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 3
9.3 Ensayo de Densidad (ASTM D2395-02, NTC290) Se citó de esta norma el método para el cálculo de la densidad en la guadua. Se utilizó:
Probeta: la probeta puede ser de cualquier dimensión. (5x3x0.5 cm) aproximadamente.
Aparatos: Balanza de precisión, cámara de humedad y horno de convección forzada.
Procedimiento: primero se numeraron en orden ascendente de 1, 2,3…, segundo se midieron con un calibrador digital de precisión de 0.01 mm., (Foto No. 9.3) las dimensiones de largo, alto y ancho, para el cálculo de su volumen; luego se verificó su peso con una balanza de precisión de 0.01 gramos, (Foto No. 9.4), las unidades para el cálculo de la densidad fue g/mm3. Con los datos se elaboraron tablas para columnas macizas y cajón. Volumen = Largo x Alto x Ancho Se registraron los datos preliminares (Tabla No. 9.1) anexo E.
Foto No. 9.3 Calibrador digital
Foto No. 9.1 Muestras guadua para cálculo densidad y humedad
Foto No. 9.2 Muestra guadua
Volumen
MasaDensidad

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 4
PROBETA Largo Ancho Espesor Volumen Peso Densidad
# Mm mm mm mm3 g g/mm
3
1 49.17 23.71 5.78 6738.44 4.71 0.000699
2 41.39 24.44 6.07 6140.24 4.13 0.000673
3 49.08 23.94 5.82 6838.36 4.89 0.000715
4 47.44 24.40 5.92 6852.61 4.74 0.000692
5 35.39 23.98 5.70 4837.32 3.31 0.000684
6 51.18 23.75 5.76 7001.42 5.01 0.000716
7 46.15 23.81 5.89 6472.12 4.55 0.000703
8 47.45 24.14 5.86 6712.30 5.41 0.000806
9 39.41 26.55 4.90 5127.04 4.48 0.000874
10 45.48 23.77 6.41 6929.59 4.79 0.000691
11 43.55 23.08 5.66 5689.06 4.43 0.000779
12 49.37 24.00 5.78 6848.61 5.60 0.000818
13 43.94 24.26 6.30 6715.70 5.06 0.000753
14 47.89 24.79 6.26 7431.83 4.57 0.000615
15 57.25 26.86 5.46 8396.03 6.86 0.000817
16 44.05 24.09 5.72 6069.86 4.45 0.000733
17 44.05 22.30 5.67 5569.73 4.92 0.000883
18 46.64 23.40 5.89 6428.20 4.02 0.000625
19 46.30 23.89 5.97 6603.46 3.88 0.000588
20 46.66 24.35 5.84 6635.24 2.93 0.000442
9.4 Ensayo de Humedad (ASTM D4442-92, NTC206-1, Nch176, ISO/DIS 22157) En este ensayo se realizó con las siguientes condiciones: Probeta: La forma de la probeta varió (varios tamaños) Aparatos: Balanza de precisión, cámara de humedad y horno de convección forzada.
Foto No. 9.4 Balanza de precisión
Tabla No. 9.1 Cálculo volumen y densidad

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 5
Procedimiento: las muestras se depositaron en el Horno de circulación forzada y a temperatura de 103 °C ± 2ºC, (Foto No. 9.5 y Foto No. 9.6), se tomó las medidas (Figura No. 9.3), la temperatura ambiente, la humedad ambiente, la fecha y la hora inicial de depósito en el horno.
A las 24 horas de secado se sacaron las muestras, en cámara de humedad, (Foto No. 9.7) Se registra su peso y se vuelven a llevar al horno, cada 2 horas se retiran del horno, se vuelven a pesar hasta hallar una diferencia de peso de 0.01 gramo, con la que se realizan los cálculos de acuerdo a la siguiente fórmula.
Foto No. 9.5 Horno de secado
Foto No. 9.6 Láminas en proceso de secado
Foto No. 9.7 Cámara de humedad

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 6
En la tabla (No. 9.2) se puede observar parte de los datos preliminares y los obtenidos como fecha de pesaje, peso inicial, número de probeta, temperatura ambiente, humedad ambiente, fecha ingreso al horno, hora y cada uno de los valores obtenidos en cada un de los intervalos de pesajes, como su valor definitivo de contenido de humedad en %, para cada una de las muestras. (Anexo D).
En la (tabla No. 9.2) se observa parte de los datos obtenidos para las tablillas utilizadas en la fabricación de las columnas macizas, obtniendo un valor promedio de 10.43% de contenido de humedad en las láminas. Datos completos Anexo D. En la Tabla No. 9.3 se observan parte de los datos obtenidos para las tablillas utilizadas en la fabricación de las columnas cajón. El valor de contenido de humedad promedio fue de 12.90% en las láminas. Datos completos Anexo D.
Tabla No. 9.2 Registro de datos del pesaje y calculo contenido de humedad
Tabla No. 9.3 Registro de datos del pesaje y calculo contenido de humedad

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 7
9.5 Ensayo de Compresión axial paralela (ASTM D143-94, NTC784, NTC 3377) 9.5.1 Número total de probetas y tipo de sección Columnas cajón, sección 10 x 10 cm. (50 unid). Columnas macizas sección 5 x 5 cm. (68 unid) ALTURAS: Sección cajón: 2.50 m = 10 unid; 2.00 m = 10 unid; 1.50 m = 10 unid; 1.00 m = 10 unid; 0.50 m = 10 unid. Sección Maciza: 1.25 m = 10 unid; 1.00 m = 10 unid; 0.75 m = 10 unid; 0.50 m = 10 unid; 0.25 m = 13 unid; 0.15 m = 15 unid. Nomenclatura utilizada: CM 50-1 Columna maciza de 50 cm No.1 (No. 1, 2, 3...etc.) CC 15-1 Columna cajón de 15 cm., No. 1 (No. 1, 2, 3...etc.)
Foto No. 9.8. Columnas fabricadas 118 macizas y cajón

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 8
El ensayo se realizo en dos equipos uno para las probetas cortas y otro para las probetas largas, esto por condiciones especificas en cada uno de los equipos, pues en la Versa-tester su recorrido no nos permitía ensayar las columnas largas y en la Olsen Tinus no se podía hacer el montaje para las probetas cortas. El procedimiento preliminar seguido fue:
Nivelación de las bases Marcado de ejes Montaje de soportes para deformimetros Instalación de rotulas y probeta(Figura No. 9.3) Verificación de verticalidad y centrado de la probeta Conexión del Deformímetro al computador Lectura de temperatura y humedad en el sitio del ensayo Aplicación de la carga cada 250 kg en el caso de columnas cortas Aplicación de la carga cada 1000 kg en el caso de columnas largas
9.5.2 Toma y formato de datos En los ensayos de compresión se registraron los siguientes datos:
Se verificó longitud y superficie de corte para identificar cualquier tipo de irregularidad.
Montada la probeta se verificó el estado de verticalidad mediante un nivel
manual.
La ubicación de la probeta se hizo corresponder con el centro del plato.
Se hizo un montaje de restricción en la rotula inferior.
Se registraron valores de humedad y temperatura ambiental para el lugar y hora del ensayo.
Valores de carga se registraron cada 250 Kg. en el caso de las columnas
macizas y cada 1000 kg para las columnas tipo cajón
Valores de deformación en mm.
Temperatura y humedad ambiental
En algunos casos se tomaron tiempos de duración del ensayo 9.5.3 Formato

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 9
Formato tipo para toma de datos (Figura No. 9.2)
Probeta: De sección cuadrada 5x5 y 10x10 sección y diferentes longitudes. Equipos utilizados: Maquina universal para ensayos Versa-tester capacidad máxima 30 toneladas, y marca Tinuos Olsen capacidad máxima 200 toneladas, (Foto No. 9.9., Foto No. 9.10)
Foto No. 9.9 Máquina Versa-tester Foto No. 9.10 Máquina Olson
Figura No. 9.2 Formato toma de datos

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 10
9.5.4 Ensayos probetas columnas macizas
La preparación de las probetas macizas de 5 x 5 de cinco longitudes, se procedió a pulir la probeta en sus dos secciones superior e inferior. Para asegurar una superficie libre de irregularidades o restos del corte inicial.
Procedimiento: La carga se aplica en forma continua y durante todo el ensayo a una velocidad 0,05 pulgadas por minuto (máquina olsen tinus). El deformímetro se colocó en contacto con el plato superior que es móvil, y se registraron las lecturas
de deformación o acortamiento () que van directamente al computador cada 250
kg. Para columnas macizas de altura de 50, 75, 100, 125 cm., en la máquina Olsen. El ensayo se aplico hasta llegar a la carga última, crítica o de falla (Foto No. 9.11). Tabla de datos (Tabla No. 9.4). (Anexo F) Para columnas macizas de 15 y 25 cm., se tomaron las lecturas del deformimetro cada 250 kilogramos que van directamente al computador en la máquina Versa-tester. (Foto No. 9.12). (Tabla No. 9.5) Datos completos Anexo F.
Figura No. 9.3 Colocación probeta

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 11
Foto No. 9.11 Probeta en Máquina Olsen
Foto No. 9.12 Probeta en Máquina Versa-tester
Foto No. 9.13 Falla columna maciza
Foto No. 9.14 Probeta fallada

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 12
9.6 Ensayos probetas columnas cajón Para estas probetas se siguió el mismo procedimiento preliminar descrito en las columnas macizas. Procedimiento: La carga se aplica sobre la probeta, en forma continua y durante todo el ensayo a una velocidad 0,05 pulgadas por minuto. El deformimetro se colocó en el plato superior que es la parte movible de la máquina, con el que se toman las lecturas de deformación que van directamente al computador cada 1000 kilogramos para columnas de altura de 50, 100, 150, 200 y 250 cm., en la máquina Olsen, hasta carga última. (Foto No. 9.15., Foto No. 9.16). En (Tabla No. 9.6) se puede ver parte de los datos. Datos completos (Anexo A).
Tabla No. 9.4 Datos columna maciza de 75 cm. # 2 carga última y deformación
Tabla No. 9.5 Datos columna maciza de 15 cm. # 3 carga última y deformación

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 13
PROBETA CARGA(Kg) Δ L (mm) OBSERVACIONES
CC-50 – 4 1000 0.44
2000 0.72
Temp. Ambt. 18°C. 3000 1.01
Hum. Amb. 42% 4000 1.24
5000 1.47
6000 1.69
7000 1.94
8000 2.18
9000 2.39
10000 2.56
11000 2.74
12000 2.95
13000 3.11
14000 3.3
15000 3.48
16000 3.68
17000 3.9
18000 4.11
19000 4.4
20000 4.86
20500 6.45
29500
Tabla No. 9.6 Datos columna cajón de 50 cm. # 4 carga última y deformación

CAPITULO 9 – ENSAYOS REALIZADOS 9 – PAG. 14
Foto No. 9.15 Columna cajón fallada en máquina Olsen
Foto No. 9.16 Columna cajón fallada en máquina Olsen.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 1
CAPITULO 10.
CÁLCULO Y ANALISIS DE RESULTADOS

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 2
= Valor promedio d = valor suministrado por tabla de criterio de Chauvenet R = Valor máximo – valor mínimo
S = d * R + S = valor límite superior – S = valor límite inferior Los valores que están por fuera de los límites son descartados.
10. ANÁLISIS DE RESULTADOS
De acuerdo con los resultados, se realizo un análisis del comportamiento en las columnas con guadua laminada, pegada y prensada; para los ensayos de compresión y sus características de humedad y densidad. 10.1 Criterio de exclusión de Chauvenet El criterio de Chauvenet es un método para calcular si un dato experimental (dato dudoso), de un conjunto de datos experimentales, es probable que sea un valor atípico y el dato dudoso se puede descartar. (Grafica No 10.1) El criterio de Chauvenet define una dispersión aceptable (desde un punto de vista probabilístico) alrededor del valor medio de una muestra de N lecturas tomadas de una variable en particular. El criterio especifica que todos los puntos deben estar en una banda alrededor del valor medio que corresponde a una probabilidad de 1-1/(2N). Un valor puede ser rechazado si esa probabilidad es menor que 1/(2N). Esta probabilidad puede relacionarse a una desviación definida desde el valor medio según la probabilidad normal.
Grafica No 10.1 Formula de chauvenet 10.2 Contenido de humedad Para el análisis del contenido de humedad se realizo con las laminas para elaborar las probetas, para columnas macizas de tomaron 300 muestras y para las columnas cajón un total de 503 y usando el criterio de exclusión de Chauvenet para sacar valores atípicos, dan los siguientes resultados. (Tabla No. 10.1)

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 3
Contenido de
Humedad Desviación estándar
Coeficiente de variación
Columnas Macizas
10.43% 0.14 1.36
Columnas Cajón 12.90% 0.16 1.24
Tabla No. 10.1 Contenido de humedad
Estando dentro de los valores normales para la guadua que son alrededor del 12% de contenido de humedad según datos reportados en estudios anteriores. (Anexo: D.) Resultados obtenidos (Grafica 10.2) Se recomienda que estén entre el 10 y 16% para que no se presenten problemas de adherencia entre las láminas como delaminación o desprendimiento. Se muestra de los resultados de la densidad en muestras tomadas de las láminas empleadas para armar las columnas macizas
Grafica 10.2 Resultados contenidos de humedad columnas macizas Para columnas cajón se tiene un contenido de humedad promedio de 12.90% con una desviación estándar del 0.14 y un coeficiente de variación de 1.36. Cálculos Anexo: D. (Grafica 10.3)

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 4
CH% COLUMNAS CAJÓN
12,2
12,3
12,4
12,5
12,6
12,7
12,8
12,9
13
13,1
13,2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Promedio 12.9 %
Hu
me
dad
%
Prom total
Promedio hoja
Grafica 10.3 Resultados contenidos de humedad columnas cajón 10.3 Densidad Inicialmente se calculo su volumen y peso para establecer el valor de la densidad, de acuerdo a las Normas (ASTM D2395-02, NTC290) arrojando los siguientes resultados.(Tabla No. 10.29).
Densidad
g/mm3 Densidad
g/cm3
Columnas Macizas
0.000721 0.721
Columnas Cajón 0.000612 0.612
Tabla No. 10.2 Densidad
El resultado obtenido para las muestras de columnas macizas fue de 0.000721 g/mm3., para columnas cajón fue de 0.000612 g/mm3., (Anexo: E.)
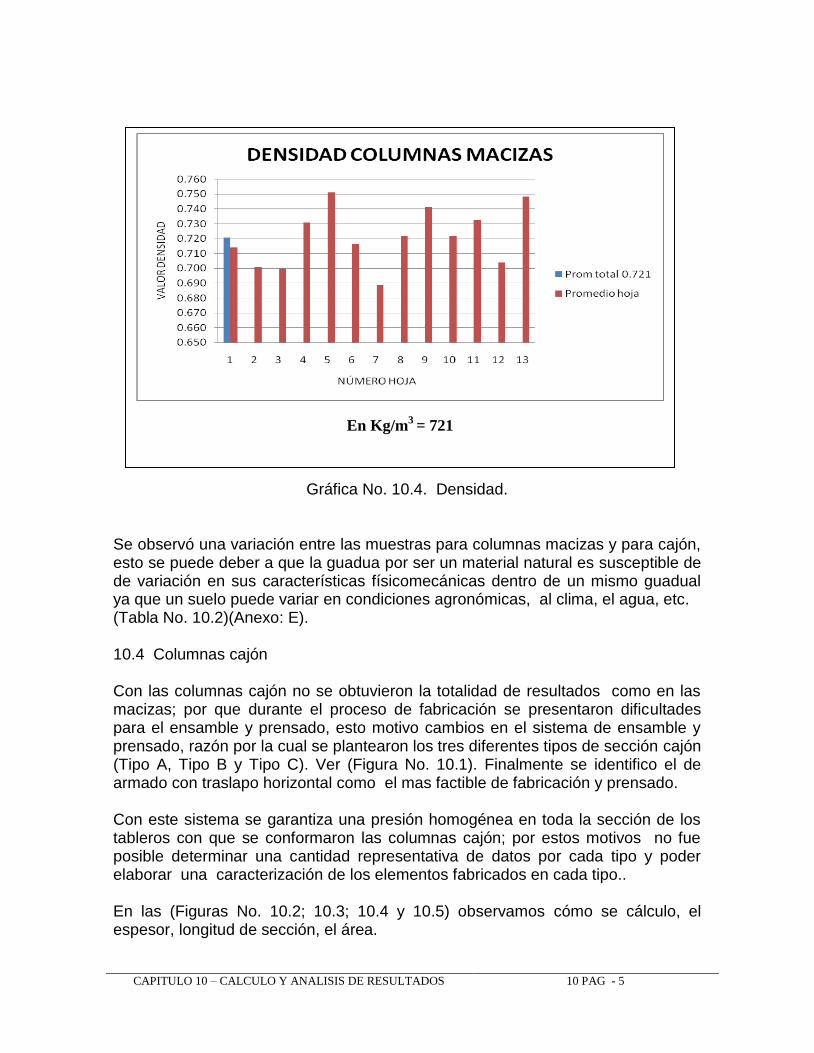
CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 5
Gráfica No. 10.4. Densidad.
Se observó una variación entre las muestras para columnas macizas y para cajón, esto se puede deber a que la guadua por ser un material natural es susceptible de de variación en sus características físicomecánicas dentro de un mismo guadual ya que un suelo puede variar en condiciones agronómicas, al clima, el agua, etc. (Tabla No. 10.2)(Anexo: E). 10.4 Columnas cajón Con las columnas cajón no se obtuvieron la totalidad de resultados como en las macizas; por que durante el proceso de fabricación se presentaron dificultades para el ensamble y prensado, esto motivo cambios en el sistema de ensamble y prensado, razón por la cual se plantearon los tres diferentes tipos de sección cajón (Tipo A, Tipo B y Tipo C). Ver (Figura No. 10.1). Finalmente se identifico el de armado con traslapo horizontal como el mas factible de fabricación y prensado. Con este sistema se garantiza una presión homogénea en toda la sección de los tableros con que se conformaron las columnas cajón; por estos motivos no fue posible determinar una cantidad representativa de datos por cada tipo y poder elaborar una caracterización de los elementos fabricados en cada tipo.. En las (Figuras No. 10.2; 10.3; 10.4 y 10.5) observamos cómo se cálculo, el espesor, longitud de sección, el área.
En Kg/m3
= 721

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 6
10.4.1 Configuraciones por ensamble
Figura No. 10.1 Columnas cajón diferentes secciones
Figura No. 10.2 Cálculo de espesores Columna cajón
Figura No. 10.3 Cálculo de longitudes Columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 7
10.4.2 Fórmulas empleadas para el cálculo de dimensiones de las columnas Cajón. 10.4.2.1 Cálculo de área ( A )
Donde: A = Área de la sección.
= Base promedio de las lecturas de la sección
= Altura promedio de las lecturas de la sección 10.4.2. 2 Módulo de inercia en eje X y Y. ( I )
Ix = Módulo de inercia en el eje X Iy = Módulo de inercia en el eje Y
Figura No. 10. 4 Forma como se cálculo áreas Columna cajón
Figura No. 10.5 Otra forma de cálculo áreas Columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 8
= Base más larga promedio de las lecturas de la sección
= Altura promedio de las lecturas de la sección elevada al cubo
= Base interna promedio de las lecturas de la sección
= Altura interna promedio de las lecturas de la sección elevada al cubo
= Base más larga promedio de las lecturas de la sección elevada al cubo
= Altura más larga promedio de la sección
= Base interna promedio elevada al cubo
= Altura interna promedio de la sección 12 = Valor constante.
10.4.2.3 Radio de giro en eje X y Y. ( r )
rx = Radio de giro en el eje X.
ry = Radio de giro en el eje Y.
= Módulo de inercia en el eje X.
= Módulo de inercia en el eje Y. A = Área real de la sección
10.4.2.4 Relación de esbeltez en eje X y Y. ( )
= kl/rx = kL/ry
Relación de esbeltez
k = Valor constante igual a uno (1), cuando sus apoyos son libres. L = Longitud de la probeta
rx = Radio de giro en eje X
ry = Radio de giro en eje Y
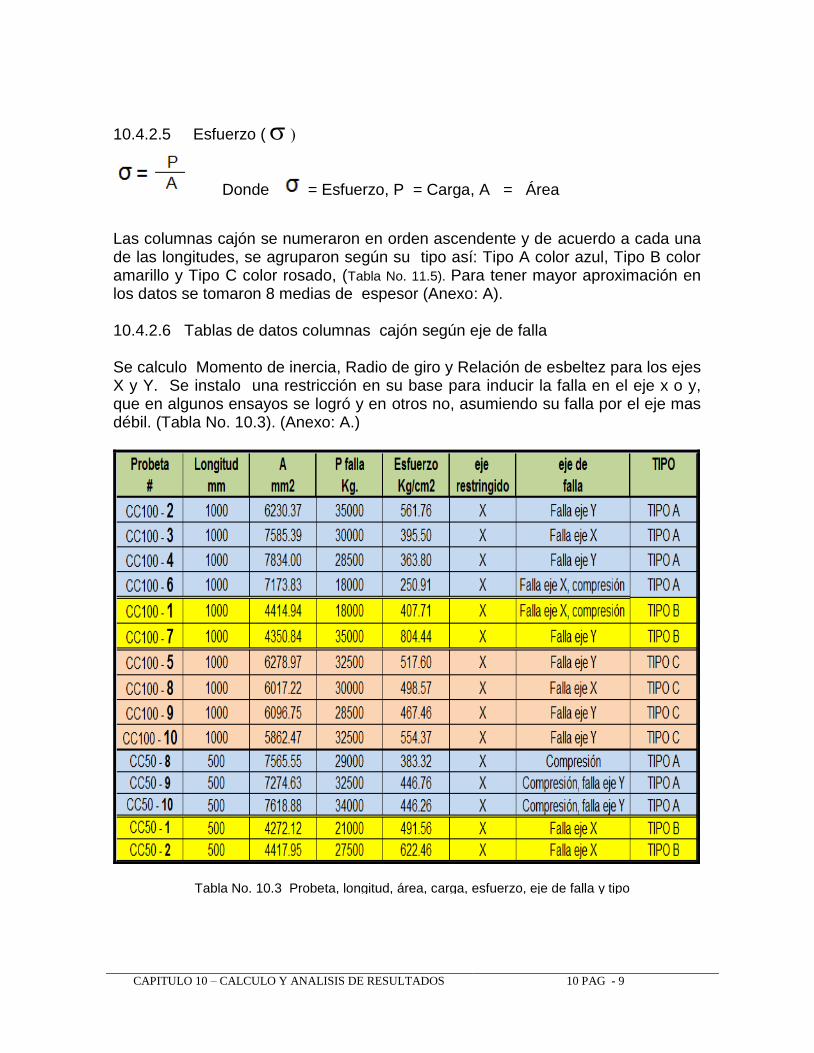
CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 9
10.4.2.5 Esfuerzo (
Donde = Esfuerzo, P = Carga, A = Área
Las columnas cajón se numeraron en orden ascendente y de acuerdo a cada una de las longitudes, se agruparon según su tipo así: Tipo A color azul, Tipo B color amarillo y Tipo C color rosado, (Tabla No. 11.5). Para tener mayor aproximación en los datos se tomaron 8 medias de espesor (Anexo: A). 10.4.2.6 Tablas de datos columnas cajón según eje de falla Se calculo Momento de inercia, Radio de giro y Relación de esbeltez para los ejes X y Y. Se instalo una restricción en su base para inducir la falla en el eje x o y, que en algunos ensayos se logró y en otros no, asumiendo su falla por el eje mas débil. (Tabla No. 10.3). (Anexo: A.)
Tabla No. 10.3 Probeta, longitud, área, carga, esfuerzo, eje de falla y tipo

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 10
10.5 Graficas columnas cajón 10.5.1 Gráfica carga vs. Relación de esbeltez columnas cajón En esta grafica se identifico el comportamiento para los tres tipos de sección (A,B,C) en los diferentes rangos sobre el eje X. en cada uno de los tipos se hicieron graficas independientes. (Gráfica No. 10.5) (Anexo: H) 10.5.2 Gráfica esfuerzo vs. relación de esbeltez columnas cajón Esta grafica representa los tres Tipos A, B y C., y sus diferentes valores para Esfuerzo Vs. Relación de esbeltez eje X, los valores máximos y mínimos obtenidos para el esfuerzo, que incluye todas las columnas (Grafica No. 10.6) (Anexo: H.)
Gráfico No. 10.5 Carga vs. Esbeltez columnas cajón incluye los tipos elaborados

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 11
10.6 Tipos de fallas en columnas cajón Los ensayos de las columnas cajón; laminadas, pegadas y presentan tres principalmente de aplastamiento, pandeo y pandeo-aplastamiento y falla súbita. 10.6.1 Falla por aplastamiento
La falla por aplastamiento es típica de las columnas cortas, en columnas cajón de láminas, pegadas y prensadas se presenta en la parte superior o inferior de la probeta; y en algunas se presentó de laminado por falta de adhesivo entre las láminas. Esta falla se presentó en columnas de longitudes de 50 cm., ver (Foto No. 10.1; Foto No. 10.2; Foto No. 10.3 y Foto No. 10.4).
Gráfica No. 10.6 Esfuerzo vs. esbeltez columnas cajón todos los tipos

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 12
10.6.2 Falla por pandeo En las columnas cajón se evidencia el pandeo en las columnas largas (Foto No. 10.5; 10.6; 10.7; 10.8; 10.9; 10.10; 10.11). En este tipo se presento se presentó la falla súbita ver (Foto No. 10 .9).
Foto No. 10.1 Columna cajón de 50 cm.
Foto No. 10.2 Columna cajón de 50 cm., presenta aplastamiento y delaminación.
Foto No. 10.3 A compresión con deformímetro parte superior y centro de la columna
Foto No. 10.4 Falla por pandeo

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 13
Foto No. 10.5 Falla por deflexión ó pandeo columna cajón Foto No. 10.6 Falla por deflexión ó pandeo columna cajón
Foto No. 10.6 Falla por deflexión y pandeo columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 14
Foto No. 10.7 Falla por deflexión ó pandeo columna cajón
Foto No. 10.8 Falla por deflexión ó pandeo y delaminación columna cajón
Foto No. 10.9 Falla súbita columna Cajón
Foto No. 10.10 Falla por aplastamiento y pandeo columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 15
10.6.3 Fallas pandeo y aplastamiento
Las columnas que presentaron esta falla son muy pocas y se hallan en el rango de los 75 cm., presentándose primero el aplastamiento y luego el pandeo. Ver las (Foto No 10.12, Foto No. 10.13)
Foto No. 10.11 Falla por deflexión ó pandeo columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 16
10.6.4 Módulo de elasticidad columnas cajón El módulo de elasticidad para columnas Cajón no se calculó porque no fueron elaboradas columnas cortas (con altura menor a cuatro veces su menor dimensión) que permitieran su evaluación. Además porque de la sección cajón, se construyeron columnas de tres tipos A, B Y C, de sección, como muestra las (Figuras No. 10.1). 10.6.5 Resumen columnas cajón Para columnas cajón se obtuvieron los siguientes valores (Tabla No. 10.4)
Espesor promedio: 1.97 cm.
Largo promedio: 150 cm.
Área promedio: 59.32 cm2. Momento de Inercia en eje X promedio: 6145188.14
Momento de Inercia en eje Y promedio: 6082802.49
Radio de giro en eje X promedio: 32.36
Radio de giro en eje Y promedio: 32.15
Esfuerzo vs. relación de esbeltez ()
en eje X promedio: 46.64
Esfuerzo vs. relación de esbeltez () en
eje Y promedio: 46.68
Carga critica: 23.286 Kg-cm2
Foto No. 10.12 Falla por aplastamiento y flexión columna cajón
Foto No. 10.13 Toma lectura con deformímetro columna cajón
Tabla No 10.4 Resumen datos columnas cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 17
10.7. Columnas macizas
Para las columnas macizas se tomaron los datos de la sección superior y inferior cuatro veces, luego se sacó un promedio (Figuras No. 10. 6 y 10.7), y se halló su área real, el momento de Inercia en el eje X y Y; el radio de giro en eje X y Y; la relación de esbeltez en eje X y Y; la carga última, el esfuerzo, se determinó el eje restringido en el montaje y el eje de falla en el laboratorio (Figura No 10.8)
Figura No. 10.6 Columna maciza medidas Figura No. 10.7 Columna maciza promedios base y altura
Figura No. 10.8 Determinación de ejes columna maciza.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 18
En las (Figuras No. 10.9; 10.10) se ven los diferentes montajes propuestos.
Figura No. 10.9 Forma de restricción parte inferior eje X ó Y en columnas
Figura No. 10.10 Columnas sin restricción eje X ó Y.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 19
10.7.1 Fórmulas empleadas para las columnas macizas. 10.7.1.1 Cálculo de área (A)
Donde: A = Área de la sección.
= Base promedio de las lecturas de la sección
= Altura promedio de las lecturas de la sección 10.7.1.1.2 Módulo de inercia en eje X y. ( I) Ix = Módulo de inercia en el eje X Iy = Módulo de inercia en el eje Y
= Base promedio de las lecturas de la sección
= Base promedio elevada al cubo
= Altura promedio de las lecturas de la sección
= Altura promedio elevada al cubo 12 = Valor constante.
10.7.1.1.3 Radio de giro en eje X y Y. (r)
rx = Radio de giro en el eje X.
ry = Radio de giro en el eje Y.
= Módulo de inercia en el eje X.
= Módulo de inercia en el eje Y. A = Área real de la sección

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 20
10.7.1.1.4 Relación de esbeltez en eje X y Y. ()
= kl/rx = kL/ry
Relación de esbeltez
k = Valor constante igual a uno (1), cuando sus apoyos son libres. L = Longitud de la probeta
rx = Radio de giro en eje X
ry = Radio de giro en eje Y
10.7.1.1.5 Esfuerzo (
= Esfuerzo P = Carga
A = Área
10.7.1.1.5 Columnas macizas cortas a compresión (Fotos No. 10.14; 10.15; 10.16; 10.17; 10.18) Se ve la máquina Versa-tester, sus controles y sus escalas de medidas, el medidor de temperatura y humedad ambiente, usado para adquirir datos de columnas cortas a compresión.
Foto No. 10.16 Medidores de maquina Versa-tester
Foto No. 10.15 Toma de medidas de humedad y temperatura
Foto No. 10.14 Controles de maquina Versa-tester para ensayos a compresión
y tensión
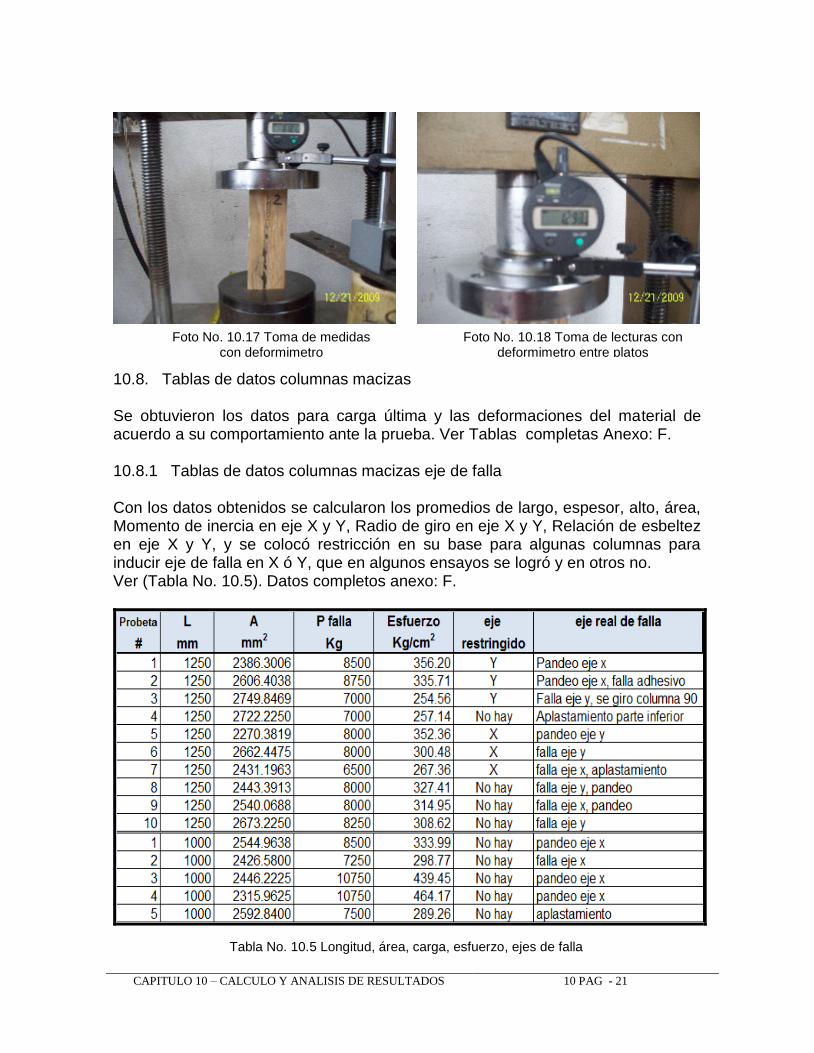
CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 21
10.8. Tablas de datos columnas macizas Se obtuvieron los datos para carga última y las deformaciones del material de acuerdo a su comportamiento ante la prueba. Ver Tablas completas Anexo: F. 10.8.1 Tablas de datos columnas macizas eje de falla Con los datos obtenidos se calcularon los promedios de largo, espesor, alto, área, Momento de inercia en eje X y Y, Radio de giro en eje X y Y, Relación de esbeltez en eje X y Y, y se colocó restricción en su base para algunas columnas para inducir eje de falla en X ó Y, que en algunos ensayos se logró y en otros no. Ver (Tabla No. 10.5). Datos completos anexo: F.
Tabla No. 10.5 Longitud, área, carga, esfuerzo, ejes de falla
Foto No. 10.17 Toma de medidas con deformimetro
Foto No. 10.18 Toma de lecturas con deformimetro entre platos

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 22
10.9 Modulo de elasticidad Para hallar el modulo de elasticidad se usaron las probetas cortas macizas de 15 cm., que cumplen con la norma NTC784., en que la altura de la probeta debe ser de 2 a 4 veces su longitud menor de la sección. Donde se considera una falla por aplastamiento en un total de 15 probetas. (Tabla No, 10.8). (Anexo: C). 10.9.1 Determinación del módulo de elasticidad en columnas macizas. Se uso un deformimetro que envía los datos directamente al computador para tener una mayor precisión y evitar errores en sus lecturas que se guardan en una hoja de Excel.
10.9.2 Tabla Esfuerzo vs. Deformación de columnas macizas En la (tabla No. 10.6). Se presenta los datos obtenidos por cada probeta entre los que se encuentra el número de la probeta, la carga última, el área promedio de la probeta, los esfuerzos, el desplazamiento medido y la deformación halla. En el Anexo: F se presentan las tablas.
Probeta #
Carga Kg.
ÁREA cm2
Esfuerzo Kg/cm2
Desplaza miento
mm
1 0 26.3250 0 0 0
250 26.3250 9.496676 0.237 0.001580
500 26.3250 18.993352 0.402 0.002680
750 26.3250 28.490028 0.532 0.003547
1000 26.3250 37.986705 0.636 0.004240
1250 26.3250 47.483381 0.729 0.004860
1500 26.3250 56.980057 0.819 0.005460
1750 26.3250 66.476733 0.904 0.006027
2000 26.3250 75.973409 0.988 0.006587
2250 26.3250 85.470085 1.055 0.007033
2500 26.3250 94.966762 1.126 0.007507
2750 26.3250 104.463438 1.184 0.007893
3000 26.3250 113.960114 1.229 0.008193
3250 26.3250 123.456790 1.290 0.008600
3500 26.3250 132.953466 1.335 0.008900
3750 26.3250 142.450142 1.379 0.009193
4000 26.3250 151.946819 1.411 0.009407
4250 26.3250 161.443495 1.441 0.009607
4500 26.3250 170.940171 1.469 0.009793

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 23
4750 26.3250 180.436847 1.494 0.009960
5000 26.3250 189.933523 1.520 0.010133
5250 26.3250 199.430199 1.544 0.010293
5500 26.3250 208.926876 1.575 0.010500
5750 26.3250 218.423552 1.619 0.010793
6000 26.3250 227.920228 1.675 0.011167
6250 26.3250 237.416904 1.728 0.011520
6500 26.3250 246.913580 1.781 0.011873
6750 26.3250 256.410256 1.819 0.012127
7000 26.3250 265.906933 1.847 0.012313
10.9.3 Gráficas de esfuerzo vs deformación Se elaboró una gráfica para cada probeta en la que se coloca los puntos de esfuerzo deformación correspondientes y de acuerdo a ello, se estableció la zona elástica o parte recta. Se elaboró la línea de tendencia de color negro, obteniéndose el módulo de elasticidad de cada una. (Gráfica 10.7). Gráficas completas Anexo: B
Tabla No. 10.6 Datos de Esfuerzo Vs. Deformación en columna maciza corta
Gráfica No. 10.7 Esfuerzo vs. Deformación en columna maciza corta con dos líneas de tendencia para hallar Módulo Elástico

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 24
10.10 Análisis del módulo de elasticidad En la (gráfica 10.7) se puede deducir que si aplicamos el criterio del rango entre 10 y 60% según norma NTC 5525 tomariamos datos fuera de la pendiente (línea amarilla), por lo tanto se aplico el criterio de tomar sólo los datos representados en la zona recta de la curva (zona elastica) y mediante el criterio de chauvenet se descartaron datos atipicos.(linea negra) (Tabla No.7). Obteniendo el modulo Elastico 57888.69 Kg/cm2. (Tabla No. 10.8) 10.10.1 Aplicando el criterio de chauvenet.
Tabla No. 10.7 Cálculo módulo elástico sin y con criterio de Chauvenet

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 25
MODULO DE ELASTICIDAD
(Kg/cm2)
59239,27 Calculando tendencia más recta
57888,69
Calculando tendencia zona recta con Criterio chauvenet
49110,80 Norma entre 10 y 60 %
49424,36 Norma entre 10 y 60 % con Criterio chauvenet
10.10.2 Gráfica carga vs. relación de esbeltez columnas macizas Con los datos obtenidos en la prueba de compresión se graficó carga vs. Relación de esbeltez para las columnas macizas observamos su comportamiento eje X. (Gráfica No, 10.8) (Anexo: G).
Tabla No. 10.8 Cálculo módulo elástico

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 26
Grafica esfuerzo vs. relación de esbeltez en el eje X (Anexo: G).
Gráfico No. 10.8 Carga vs. Esbeltez en eje X
Gráfico No. 10.9 Esfuerzo vs. Esbeltez en eje X

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 27
10.11 Resumen datos columnas macizas 10.11.1 Columnas macizas se obtuvieron los siguientes valores (Tabla No. 10.9)
Espesor promedio: 5.183 cm.
Largo promedio: 65 cm.
Área promedio: 25.91 cm2
Momento de Inercia en eje X
promedio: 541447.59
Momento de Inercia en eje Y
promedio: 581457.34
Radio de giro en eje X
promedio: 14.43
Radio de giro en eje Y
promedio: 14.96
Relación de esbeltez () en eje X promedio:
41.93
Relación de esbeltez () en eje
Y promedio: 39.89
Modulo de elasticidad (E):
57888.69 Kg/cm2.
Valor esfuerzo característico
(ISO 22156 GUADUA):
328.80 Kg/cm2.
Esfuerzo Admisible:
73.07 Kg/cm2.-ISO-C.M.-FDS 4.5
91.33 Kg/cm2.-ISO-C.M.+C.V.- FDS 3.6
109.6 Kg/cm2.-ISO-C.M.+C.V.+C.W-FDS 3
180.9Kg/cm2.-JUNACISO-C.M.+C.V.+C.W-FDS 2
Esfuerzo (percentil 5):
JUNAC - MADERA
361.93 Kg/cm2.
Promedio Carga crítica: 10.080 Kg/cm2.
Esbeltez critica sin FDS ( ISO
22156) Guadua
: 49.32 Kg/cm2.
Relación de esbeltez crítica sin FDS
J.A.C. – MADERA : 47.01 Kg/cm2
Tabla No. 10.9 Resumen datos columnas macizas

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 28
10.12 Deducción matemática para la ecuación de columnas:
Gráfica No 10.10 Diagrama de Esfuerzo vs. Relación Esbeltez
10.12.1 Desarrollo
Entonces cuando 0 < < Ck :
=
Para = 0 =
Para = Ck = Ck
n
n Ck
Entonces
Entonces cuando > Ck :
= ² E
²
n
*
=
n-1
│ =
= Ck
n-1

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 29
Para = Ck = ² E
Ck
²
2²E - 2 ²E
- 2 ² E
C3k
Igualando (y se tiene:
n Ck - 2 ²E Ck
n 2 ²E (10)
C k 3
C2
k n
Donde = ² E n Ck
n
Ck² 2
Igualando y se tiene:
Ckn ² E
Ck²
*
=
4 3
│ =
= Ck
=
=
=
=
n-1
=

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 30
Igualando (y se tiene:
Ckn n Ck
n
2
Ckn n Ck
n
2
= n Ckn
Ckn
2
= Cknn +
= Ck n + Ckn n+
=
=
n
=

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 31
Igualando (y se tiene:
2 ² E
n + Ck² n
Ck² n +2 ² E
n
Ck = n+2 ² E
n
= n+2) CK
Ecuación general de esfuerzo vs. Relación de esbeltez para elementos cortos a
compresión donde 0 < < Ck y para > Ck se utilizará la formula
de EULER
=
=
n

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 32
10.13 Cálculos obtenidos para las columnas macizas 10.13.1 Rangos para calcular el valor de n en la ecuación polinómica Los rangos proporcionan el valor (n) de la ecuación o exponente para la deduccion de la formula que define columnas cortas y las columnas largas serán calculadas por la ecuación de Euler.( Anexo: I). (Gráfica No. 10.11) 10.13.2 Datos experimentales para graficas de curvas En la (Tabla No. 10.10) están los puntos experimentales usados para calcular las curvas con las Normas ISO y Manual Junta de Acuerdo de Cartagena.
Tabla No. 10.10 Datos para calcular gráfica esfuerzo vs. Relación esbeltez

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 33
En la (Tabla No. 10.11) se observa los datos para hallar las gráficas de carga, esfuerzo Vs., relación de esbeltez y obtener la (Gráfica No. 10.11) en la que podemos determinar la ubicación de los puntos y el rango de las columnas macizas. Datos completos Anexo I.
Tabla No. 10.11 Datos carga crítica, esfuerzo vs. relación esbeltez
Gráfico No. 10.11 Rangos esfuerzo vs. Relación esbeltez

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 34
10.13.3 Criterio de columna corta Se toma las columnas cortas para hallar el esfuerzo característico y el esfuerzo admisible datos (Tabla No. 10.12; 10.13); los rangos de las otras columnas para nos dan la ecuación polinómica para obtener el valor de (n) en nuestro caso da 5 para columnas en guadua laminada. (Tablas No. 10,14; 10.15; 10.16).
Tabla No. 10.12 Esfuerzo característico y admisible columnas cortas
Tabla No. 10.13 Criterio Chauvenet para descartar datos atípicos

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 35
Tabla No. 10.15 Continuación de rangos columnas cortas para hallar ecuación polinómica
Tabla No. 10.14 Rangos columnas cortas para hallar ecuación polinómica

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 36
10.13.4 Gráfica de rangos para columna maciza corta (Gráfica No. 10.12) Columnas macizas Esfuerzo característico vs. Relación de esbeltez, para ecuación polinómica, da grado 5; ósea n = 5. Ver en el Anexo: I.
Tabla No. 10.16 Continuación de rangos columnas cortas para hallar ecuación polinómica
Gráfica No. 10.12 Ecuación polinómica grado 5.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 37
10.13.5 Esfuerzos admisibles Cálculos para graficar curvas esfuerzo admisible Vs relación de esbeltez en columnas macizas con guadua laminada, pegada y prensada con y sin FDS, Norma ISO, Manual Junta del Acuerdo de Cartagena (Tablas No. 10.17; 10.18).
Tabla No. 10.17 Cálculos con y sin FDS para hallar curvas con Normas

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 38
Tabla No. 10.18 Continuación de Cálculos con y sin FDS para hallar curvas con Normas

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 39
10.13.6 Factores de seguridad para columnas metálicas Se puede observar los factores de seguridad que se emplean para cálculos de columnas metálicas. (Gráfica No. 10.13) Deducción matemática para el cálculo de la variación del factor de seguridad en el rango inelástico Para tener en cuenta que la excentricidad accidental afecta más a columnas largas que cortas en el cálculo de los elementos solicitado a compresión en el diseño por esfuerzos admisibles de las estructuras de acero el factor de seguridad es igual a 1.93 para columnas con relación de esbeltez iguales a Ck y 1.67 para columnas corta (ver anexo L). De manera similar, se propone en el presente trabajo tener un factor de seguridad variable en el rango inelástico, sin embargo se deicidio que esta variación se hará de manera lineal de la siguiente manera: (Anexo L)
Gráfica No. 10.13 Curva columnas metálicas con FDS

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 40
10.14 Curvas columnas macizas con Normas
Comportamiento curvas en columnas de guadua laminada, pegada y prensada, esfuerzo admisible vs. relación de esbeltez bajo las Normas ISO-22156 con y sin F.D.S Y Manual Junta de Acuerdo de Cartagena. Curva color verde sin FDS; curva color morado Norma ISO con carga muerta; curvo color azul claro Norma ISO con carga muerta + carga viva; cueva color naranja Norma ISO con carga muerta + carga viva + carga de viento; color azul oscuro con Manual Junta de Acuerdo de Cartagena con FDS para madera. (Gráfica No. 10.14) Ver anexo I.
Grafica 10.14 Grafica curvas con las normas ISO – manual de la junta del acuerdo de Cartagena con y sin FDS.
10.15 Gráfico carga última columnas macizas En el (Gráfico No. 11.15) se observa un resumen de la capacidad de carga de cada una de las columnas macizas de guadua laminada, pegada y prensada y también se ve el promedio de las cargas soportadas. El color rojo nos indica cuanto soporto cada una de ellas y el color azul es el promedio.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 41
10.1.6 Gráfico carga última columnas cajón
En el (Gráfico No. 11.16) se observa un resumen de la capacidad de carga de cada una de las columnas cajón de los tres tipos de guadua laminada, pegada y prensada y también se ve el promedio de las cargas soportadas. El color rojo nos indica cuanto soporto cada una de ellas y el color azul es el promedio.
Gráfica No. 11.15 Carga última soportada por cada columna maciza
Gráfica No. 11.16 Carga última soportada por cada columna cajón

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 42
10.17 Tipo de fallas presentadas en las columnas macizas 10.17.1 Fallas por aplastamiento
Foto No. 10.19 Columna maciza de 50 cm.,
Foto No. 10.20 Columna maciza de 50 cm., después de falla a compresión
Foto No. 10.21 Columna maciza de 15 cm., después de falla a compresión
Foto No. 10.22 Columna maciza de 15 cm., falla por delaminación.

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 43
10.17.2 Fallas por pandeo Se confirmo la falla por pandeo en las columnas largas, cuando es sometida a una carga axiial causando inestabilidad y evidenciándose la deflexión lateral o pandeo; en las columnas macizas se presentó en las columnas de 100 y 125 cm. (Foto No. 11.9; Foto No. 11.10; Foto No. 11.11; Foto No. 11.12.)
Foto No. 10.23 Columna maciza de 15 cm., falla por delaminacion.(A)
Foto No. 10.24 Columna maciza de 15 cm., después de falla por delaminación.
Foto No. 10.25 Columna maciza falla por pandeo
Foto No. 10.26 Columna maciza falla por pandeo

CAPITULO 10 – CALCULO Y ANALISIS DE RESULTADOS 10 PAG - 44
10.17.3 Fallas pandeo y aplastamiento Las columnas que presentaron esta falla son muy pocas y se hallan en las columnas de 75 cm. de altura, presentándose primero el aplastamiento y luego el pandeo. Ver las (Foto No 10.13 y Foto No. 10.14)
Foto No. 10.27 Columna maciza falla por pandeo (B)
Foto No. 10.28 Columna maciza falla por compresión Foto No. 10.29 Columna maciza falla por
compresión y pandeo

CAPITULO 11 –CONCLUSIONES Y RECOMENDACIONES 11 – PAG. 1
CAPITULO 11.
CONCLUSIONES Y RECOMENDACIONES
CAPITULO 11 –CONCLUSIONES Y RECOMENDACIONES 11 – PAG. 2
La guadua laminada pegada y presada es un material elastoplástico, se observa en la curva Esfuerzo Vs Deformación tres zonas con diferente comportamiento. En la primera se presenta la acomodación del material, en la segunda se observa un comportamiento elástico donde las deformaciones son directamente proporcionales al esfuerzo y en la tercera se tiene la zona plástica. Para encontrar el Módulo de Elasticidad se utilizaron diferentes criterios. Se puede mencionar: el de la norma NTC 5525 Métodos de ensayo para determinar las propiedades físicas y mecánicas de la guadua angustifolia Knuth rolliza, donde se encuentra la pendiente de la recta que une los puntos que corresponden al 10% y al 60% del esfuerzo último. Al utilizar este criterio, se observa en algunos casos, que se sale de la zona elástica en el límite inferior y/o el límite superior. Otro criterio utilizado para determinar el Módulo de Elasticidad es encontrar la pendiente de la recta que incluye únicamente los valores de la zona elástica. Considerando este método y aplicando el criterio de exclusión de Chauvenet se obtuvo un Módulo de Elasticidad promedio de 57889 Kg/cm2
(5677 MPa). Se debe aclarar, sin embargo que este Módulo de Elasticidad fue obtenido al medir la deformación longitudinal entre platos de carga siendo afectado por tanto, por efectos de confinamiento. Se obtendría una mayor exactitud de este valor si se obtiene la deformación en el tercio medio con el uso de deformímetros eléctricos que se pueden emplear en mediciones sobre el material, dando resultados más confiables.
Para las columnas de sección cajón no se determinó el Módulo de Elasticidad porque no había columnas que cumplieran las especificaciones para considerarse columnas cortas.
Al pegar y prensar láminas de guadua se obtienen secciones transversales compuestas de diferentes formas y longitudes. Se puede fabricar la sección transversal con el área e inercia que se requiere dependiendo de la longitud de la columna y de la carga de compresión a que está solicitada.

CAPITULO 11 –CONCLUSIONES Y RECOMENDACIONES 11 – PAG. 3
Se calculó el contenido de humedad (CH) debido a que al ser un proceso de fabricación donde se unen varias láminas con un adhesivo, la diferencia de contenido de humedad entre láminas puede inducir esfuerzos residuales que disminuyen la resistencia del elemento laminado. Según lo consultado en la bibliografía, si se presenta una diferencia de humedad entre láminas menor al 4%, el proceso de pegado y prensado es más efectivo y se evita el peligro de delaminación por variación de esfuerzos entre las láminas. Por otro lado, en otras investigaciones se ha encontrado que el módulo de elasticidad y la resistencia a compresión de la guadua varían de acuerdo a la humedad y a la densidad.
Las curvas de las columnas macizas laminadas prensadas pegadas estudiadas en el presente trabajo para esfuerzos admisibles de acuerdo a la Norma (ISO-22156) para carga muerta; carga muerta más carga viva; carga muerta más carga viva más carga de viento y de acuerdo con la Junta del Acuerdo de Cartagena son:

CAPITULO 11 –CONCLUSIONES Y RECOMENDACIONES 11 – PAG. 4
Ecuaciones
En el diseño de columnas estructurales en guadua laminada pegada y prensada, siguiendo la metodología del MANUAL DE LA JUNTA DEL ACUERDO DE CARTAGENA el siguiente valor de esfuerzo admisible a compresión:
SIN FDS (J.A.C) 361.93
MANUAL
(kg/cm2) J.A.C.
J.A.C (5% (kg/cm2)) MADERA 180.96
MANUAL
FDS adm. (kg/cm2) J.A.C.
En el diseño de columnas estructurales en guadua laminada pegada y prensada, siguiendo la metodología de la ISO 22156 los siguientes valores de esfuerzo admisible a compresión:
SIN FDS (GUADUA) 328.80
CON
(kg/cm2) FORMULA
CM (FDS=4.5) GUADUA 73.07 ISO
FDS adm. (kg/cm2)
CM+CV (FDS=3.6) GUADUA 91.33 ISO
FDS adm. (kg/cm2)
CM+CV+CW (FDS=3) GUADUA 109.60 ISO
FDS adm. (kg/cm2)

CAPITULO 11 –CONCLUSIONES Y RECOMENDACIONES 11 – PAG. 5
La resistencia a compresión de las columnas macizas laminadas prensadas pegadas estudiadas en el presente trabajo correspondiente al percentil 5 según Manual Junta de Acuerdo de Cartagena
ESFUERZO PERCENTIL 5
(Kg/cm2)
Columnas macizas 361.93
El valor característico de la resistencia a compresión de las columnas macizas laminadas prensadas pegadas estudiadas en el presente trabajo siguiendo el procedimiento de la Norma ISO-22156 es:
ESFUERZO CRITICO
(Kg/cm2)
Columnas macizas 389.4
El valor de esbeltez crítica de las columnas macizas laminadas prensadas pegadas estudiadas en el presente trabajo es:
Revisada la bibliografía nacional es el primer estudio de columnas tipo cajón con guadua laminada pegada y prensada referenciado a nivel nacional. Los ensayos de las columnas cajón permitieron ajustar la metodología de producción.
La investigación se desarrolló con el apoyo Instituto de investigaciones tecnológicas I.T.T. y Grupo De Investigación Análisis, Diseño Y Materiales GIES de la Universidad Nacional de Colombia – Sede Bogota - y la asesoria del Arquitecto y docente Jorge Lozano. El esfuerzo admisible encontrado para guadua laminada pegada y prensada es superior a los reportados para madera en el manual de la junta del acuerdo de Cartagena

CAPITULO 12 – BIBLIOGRAFÍA 12 – PAG. 1
CAPITULO 12.
BIBLIOGRAFÍA
CAPITULO 12 – BIBLIOGRAFÍA 12 – PAG. 2
12 BIBLIOGRAFÍA
[1] BUENO CARREÑO, Sergio Antonio. Propuesta de Elemento constructivo – Base Laminado de Guadua. Facultad de ingenierías físico mecánicas. Universidad Industrial de Santander. Colombia. 2005. [2] ARGUELLES ALVAREZ, Ramón. Estructuras de Madera, Diseño y cálculo. Asociación de investigación técnica de las Industrias de la madera y el corcho. AITIM. España. 2000. [3] PEREZ GALAZ, Vicente A. Manual de Madera Laminada. Inform. – Instituto Forestal & Corporación de Fomento de la Producción. Manual No 11. 2da Edición. Chile. 2002 [4] CELANO, Jorge A. JACOBO, Guillermo J. Producción de Maderas Laminadas Encolados como Elementos Constructivos. Universidad Nacional del Nordeste. Argentina. 2004 [5] Madera Laminada. Laboratorio de investigación de Materiales Universidad Santiago de Chile. 2007. [6] PERFIL DE PRODUCTO BAMBU (CAÑA GUADÚA ANGUSTIFOLIA) “CAÑA BRAVA [email protected] [4] CASADO SANCHEZ, David. Madera Laminada Encolada. Proceso de fabricación. Innovaciones Tecnológicas. Madrid. 2004. [7] INBAR: International Network for Bamboo and Rattan www.inbar.org.sg [8] Corporación Autónoma Regional de Caldas CORPOCALDAS. “La guadua, propagación, manejo y utilización”. [9] GIRALDO HERRERA. Edgar Y SABOGAL OSPINA. Aureliano. “La Guadua Angustifolia KUNTH EN COLOMBIA”. Corporación Autónoma Regional del Quindío C.R.Q. Subdirección de Recursos Naturales y educación ambiental. Centro Nacional para el Estudio del Bambú-Guadua., 1999.

CAPITULO 12 – BIBLIOGRAFÍA 12 – PAG. 3
1 LUIS SOMOZA VEGA, Profesor de la E.T.S. de Arquitectura de La Coruña
2 www.universia.net.co
3 Taxonomía de los bambúes del nuevo mundo con énfasis en el Género guadua. En: CONGRESO MUNDIAL DE BAMBÚ / GUADUA. (1°: 1992: Pereira). Memorias I Congreso Mundial de Bambú / Guadua. Pereira: 1992.
[1] Madera Laminada. Laboratorio de investigación de Materiales Universidad Santiago de Chile 2007.http://www.ccquito.org/index2.php?option=com_content&do_pdf=1&id=. [2] CELANO, Jorge A. JACOBO, Guillermo J. Producción de Maderas Laminadas Encolados como Elementos Constructivos. Universidad Nacional del Nordeste. Argentina. 2004. [3] DEMKOFF, Miguel. Vigas Laminadas Estructurales en madera, su fabricación y empleo. XVII Jornadas Forestales Entre Ríos. Concordia – Argentina. 2003. [4] CASADO SANCHEZ, David. Madera Laminada Encolada. Proceso de fabricación. Innovaciones Tecnológicas. Madrid. 2004. [5] MADERA LAMINADA ENCOLADA. Página Web: www.infomadera.net/empresa/producto/788/info/14166 [6] MORENO DIAZ, Elizabeth. La madera laminada como alternativa estructural y arquitectónica en la construcción de instalaciones de transportes. CONINFRA. Congreso de Infraestructura en Transportes. Brasil. [7] Aplicaciones estructurales de la madera. Cerchas, Vigas Laminadas y conectores. SENA, Junta de Acuerdo de Cartagena, Universidad Nacional de Colombia, ANDI. Bogotá. 1988. [8] ARGUELLES ALVAREZ, Ramón. Estructuras de Madera, Diseño y cálculo. Asociación de investigación técnica de las Industrias de la madera y el corcho. AITIM. España. 2000. [9] BUENO CARREÑO, Sergio Antonio. Propuesta de Elemento constructivo – Base Laminado de Guadua. Facultad de ingenierías fisicomecánicas. Universidad Industrial de Santander. Colombia. 2005.

CAPITULO 12 – BIBLIOGRAFÍA 12 – PAG. 4
[10] PEREZ GALAZ, Vicente A. Manual de Madera Laminada. Infor – Instituto Forestal & Corporación de Fomento de la Producción. Manual No 11. 2da Edición. Chile. 2002. [11] INSTITUTO NACIONAL DE NORMALICIÓN. NORMA CHILENA OFICIAL. NCh 2148.Of89. Madera laminada encolada estructural – Requisitos e inspección. Chile. 1989. [12] CORMA. Corporación Chilena de la Madera. Manual de Construcción de Vivienda en Madera. Chile. [13] AIS – Asociación Colombiana de Ingeniería Sísmica. Normas Colombianas de diseño y construcción sismorresistente – Titulo G – Edificaciones de Madera. NSR-98. Colombia. 1998. [14] MORENO DIAZ, Elizabeth. La madera laminada como alternativa estructural y arquitectónica en la construcción de instalaciones de transportes. Ponencia - Congreso de infraestructura en transportes – CONINFRA. Brasil. [15] ECHEVERRI ESCOBAR, Fabian & GAVIRIA SIERRA, Gustavo. Diseño y Construcción de Estructuras de Madera. Centro de Educación Continua – Departamento de Ingeniería Civil. Universidad EAFIT. Medellín. 1999. [16] AITIM. LVL – Producto Estructural basado en chapas de Madera. Boletín de Información técnica No 198. Marzo – Abril de 1999. [17] BENITEZ. Luciano. Características de Madera de Chapas Laminadas (LVL) de plantaciones de rápido crecimiento del Uruguay. Nota Técnica No 3. LATU (Laboratorio Tecnologico del Uruguay. Uruguay. [24] VIGNOTE PEÑA, Santiago. Tecnología de la Madera. Ediciones Mundi-Prensa. 3ra Edición. Madrid. 2006. [25] AMERICAN INSTITUTE TIMBER CONSTRUCCION. Norma AITC Capitulo 3. [1] www.biografiasyvidas.com [2] COMENTARIOS HISTÓRICOS SOBRE LA TEORÍA DE PANDEO – Journal of Structural Enginnering, Vol 109, Septiembre, 1983. - Traducido por Francisco Javier Crisafulli. Facultad de Ingeniería. U.N.C.

CAPITULO 12 – BIBLIOGRAFÍA 12 – PAG. 5
[3] URIBE VALLEJO, maritza y DURÁN CONTRERAS, Alejandro. Estudio de elementos solicitados a compresión armados por tres guaduas. Bogotá, 2002. Trabajo de grado (Ingeniero Civil). Universidad Nacional de Colombia. Facultad de Ingeniería. Departamento de Ingeniería Civil; p58. [4] DOMINGO SANTILLANA, jaime santo, Teoría Columnas - E.P.S - Zamora – U. SAL.2008 [5] SEELY, F.B. Resistencia de materiales. Editorial Hispanoamericana. México. 1954. [6] MANUAL DE DISEÑO PARA MADERAS DEL GRUPO ANDINO. Editado por la Junta del Acuerdo de Cartagena. Lima – Perú, 1984. [7] GONZALEZ, Eugenia y DIAZ, John. Propiedades físicas y mecánicas de la guadua.Universidad Nacional de Colombia. Facultad de Ciencias Agropecuarias [9] BUENO CARREÑO, Sergio Antonio. Propuesta de Elemento constructivo – Base Laminado de Guadua. Facultad de ingenierías fisicomecánicas. Universidad Industrial de Santander. Colombia. 2005. 1_____________________ Leonhard Euler (1707-1783). Matemático Suizo, fue el primero que estudio
la flexión de una columna esbelta y determinó su carga critica (en 1744) 2 __________________________Formulada en 1889, por el Alemán Engesser
1 ______________________MANUAL DE DISEÑO PARA MADERAS PARA EL GRUPO ANDINO. Junta del
Acuerdo de Cartagena. Lima – Perú, 1984 [7.1] ANDRÉ Jorissen, Glued-Laminated Bamboo Analyses of Bamboo applied in
laminated Beams, University of Technology in Eindhoven, SHR Timber Research in
Wageningen The Netherlands
[1] CORTES CORTES, Juan Carlos. Estudio de la influencia del tipo de pegante en el comportamiento mecánico de la guadua laminada pegada prensada. Universidad Nacional Colombia. Facultad de Ingeniería [2] ARGUELLES ALVAREZ, Ramón. Estructuras de madera. Diseño y cálculo. Asociación de investigación técnica de las industrias de la madera y el corcho AITIM. Madrid. 1996. [3] CORMA. Corporación Chilena de la Madera. Manual de Construcción de Vivienda en Madera. Chile.