ESTUDIO DEL AISLAMIENTO TÉRMICO Y …repository.udistrital.edu.co/bitstream/11349/4807/1...vi LISTA...
88
ESTUDIO DEL AISLAMIENTO TÉRMICO Y DISEÑO DEL SISTEMA DE MANEJO DE LOS GASES EN HORNOS PARA PRODUCCIÓN DE CARBÓN ACTIVADO EN LA PLANTA PILOTO TECSOL DAVID ERNESTO CORTÉS GONZÁLEZ UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ, COLOMBIA 2016
Transcript of ESTUDIO DEL AISLAMIENTO TÉRMICO Y …repository.udistrital.edu.co/bitstream/11349/4807/1...vi LISTA...
ESTUDIO DEL AISLAMIENTO TÉRMICO Y DISEÑO DEL SISTEMA DE
MANEJO DE LOS GASES EN HORNOS PARA PRODUCCIÓN DE
CARBÓN ACTIVADO EN LA PLANTA PILOTO TECSOL
DAVID ERNESTO CORTÉS GONZÁLEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, COLOMBIA
2016

ii
ESTUDIO DEL AISLAMIENTO TÉRMICO Y DISEÑO DEL SISTEMA DE
MANEJO DE LOS GASES EN HORNOS PARA PRODUCCIÓN DE CARBÓN
ACTIVADO EN LA PLANTA PILOTO TECSOL
DAVID ERNESTO CORTÉS GONZÁLEZ
Trabajo de grado presentado bajo la modalidad “Investigación-Innovación”
para optar al título de:
Ingeniero Mecánico
Director:
Ing. MsC Germán Arturo López Martínez
Proyecto de Investigación:
Mejoramiento de la Planta Piloto de Carbón Activado de Tecsol para Explotación
Comercial
Grupo de Investigación:
Grupo de Investigación de Energías Alternativas de la Universidad Distrital –
GIEAUD
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, COLOMBIA
2016

iii
Nota de aceptación: ____________________________
____________________________
____________________________
____________________________
____________________________
____________________________
______________________________ Firma del tutor
______________________________ Firma del jurado
Bogotá D.C., 04 de octubre del 2016
iv
CONTENIDO
Pág.
1. INTRODUCCIÓN ...................................................................................................................... 1 2. DESCRIPCIÓN DEL PROBLEMA ........................................................................................... 2 3. JUSTIFICACIÓN ....................................................................................................................... 4
4. ESTADO DEL ARTE................................................................................................................. 5 5. OBJETIVOS ............................................................................................................................... 6
5.1 OBJETIVO GENERAL. ....................................................................................................... 6 5.2 OBJETIVOS ESPECÍFICOS. .............................................................................................. 6
6. MARCO TEÓRICO.................................................................................................................... 7
6.1 MATRIZ PUGH. .................................................................................................................. 7
6.2 RESISTENCIAS TÉRMICAS............................................................................................. 7 6.3 DETERMINACIÓN DE TEMPERATURA DE LLAMA ADIABÁTICA. ........................ 9
6.4 DISEÑO ASISTIDO POR COMPUTADORA CON SIEMENS NX 10. .......................... 10
6.5 SIMULACIONES DE FLUIDOS Y ESTRUCTURAS CON ANSYS WORKBENCH 14.
................................................................................................................................................... 10
7. METODOLOGÍA ..................................................................................................................... 10 8. RESULTADOS......................................................................................................................... 12
8.1 UBICACIÓN DE EQUIPOS EN LA PLANTA PILOTO ................................................. 12
8.1.1 DISEÑO DE ALTERNATIVAS DE DISTRIBUCIÓN DE PLANTA ...................... 12 8.1.2 SELECCIÓN DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE PLANTA
............................................................................................................................................... 14 8.1.3 CARACTERÍSTICAS DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE
PLANTA ............................................................................................................................... 16 8.1.4 CUMPLIMIENTO DE OBJETIVOS CON LA PLANTA PROPUESTA .................. 17
8.2 AISLAMIENTOS TÉRMICOS EN HORNOS .................................................................. 18 8.2.1 RESISTENCIAS TÉRMICAS EN PAREDES DE HORNOS .................................... 18 8.2.2 REDUCCIÓN DE PÉRDIDAS DE CALOR A TRAVÉS DE PAREDES DE
HORNOS Y AUMENTO DE EFICIENCIA TÉRMICA EN LOS HORNOS .................... 20 8.3 DISEÑO DE CÁMARA DE COMBUSTIÓN ................................................................... 21
8.3.1 ANÁLISIS DE COMBUSTIÓN Y DIMENSIONAMIENTO .................................... 21 8.3.2 SIMULACIÓN DE FLUJO DE GASES ..................................................................... 30 8.3.3 RESULTADOS............................................................................................................ 33 8.3.4 AHORRO DE COMBUSTIBLE ................................................................................. 35
8.4 SECADOR DE CUESCO ................................................................................................... 36
8.4.1 DETERMINACIÓN DE FLUJO MÁSICO DE AIRE REQUERIDO PARA EL
SECADO DEL CUESCO DE PALMA ................................................................................ 36
8.4.2 ESTIMACIÓN DEL SISTEMA DE SECADO ........................................................... 37 8.5 INTERCAMBIADORES DE CALOR PARA EL CALENTAMIENTO DE AIRE DEL
SECADOR Y CÁMARA DE COMBUSTIÓN ........................................................................ 39 8.5.1 DISEÑO PRELIMINAR DE INTERCAMBIADORES DE CALOR ........................ 39

v
8.5.2 INTERCAMBIADOR DE CALOR PARA AIRE DE LA CÁMARA DE
COMBUSTIÓN .................................................................................................................... 39
8.5.3 INTERCAMBIADOR DE CALOR PARA AIRE DEL SECADOR DE CUESCO ... 40 9. COSTOS ESTIMADOS DEL PROYECTO ............................................................................ 42 10. DIVULGACIÓN DE RESULTADOS EN EVENTOS ACADÉMICOS .............................. 43 CONCLUSIONES Y RECOMENDACIONES ........................................................................... 44 BIBLIOGRAFÍA .......................................................................................................................... 45

vi
LISTA DE TABLAS
Pág.
Tabla 1. Sumatoria de entalpías de formación de reactivos a la entrada menos las de la salida del
sistema en la primera prueba......................................................................................................... 24 Tabla 2. Sumatoria de cambio de entalpías en base molar de productos a la salida del sistema en
la primera prueba. ......................................................................................................................... 25 Tabla 3. Datos de la primera prueba para el cálculo de dimensiones de la cámara de combustión.
....................................................................................................................................................... 26 Tabla 4. Datos de la primera prueba para el cálculo de diámetro de los ductos de entrada de
gases de carbonización o síntesis en cámara de combustión. ....................................................... 26
Tabla 5. Datos de la primera prueba para el cálculo de diámetro de los ductos de entrada de aire
en cámara de combustión. ............................................................................................................. 27 Tabla 6. Datos de la primera prueba para el cálculo de diámetro de los ductos de salida de
productos de combustión en la cámara. ........................................................................................ 27
Tabla 7. Sumatoria de entalpías de formación y cambios de entalpía en base molar de productos
y reactivos. Segunda prueba. ........................................................................................................ 28
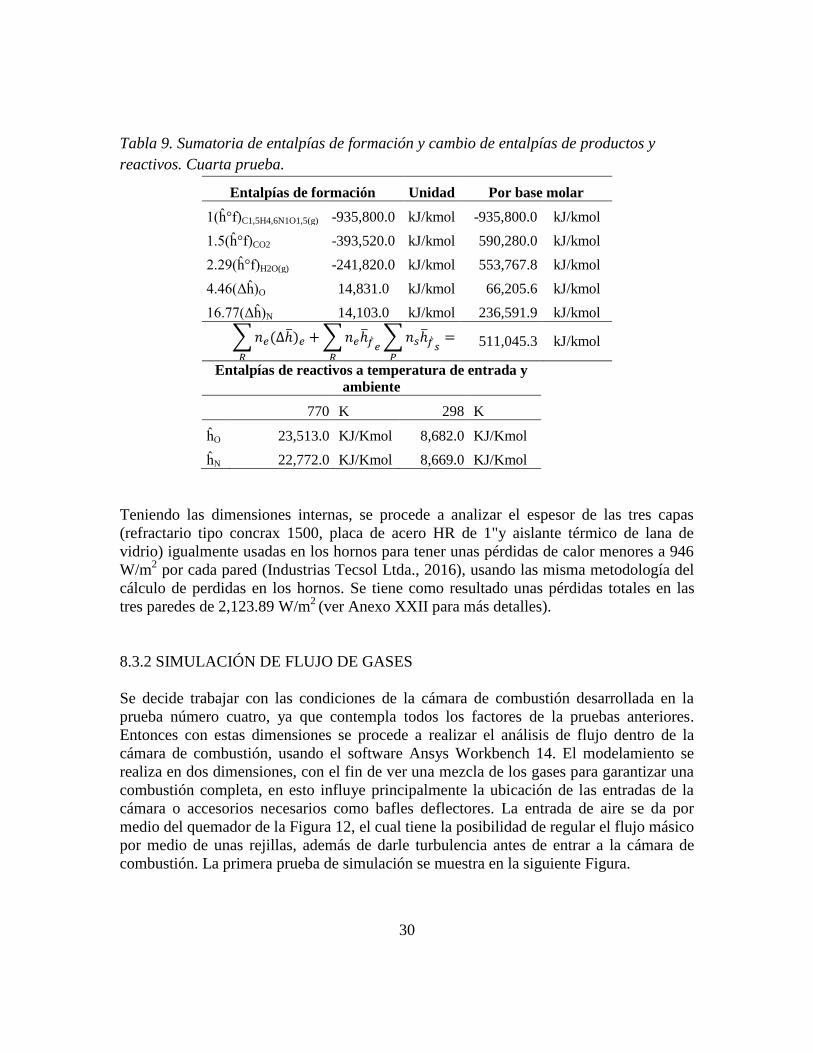
Tabla 8. Sumatoria de entalpías de formación de productos y reactivos. Tercera prueba. ........... 29 Tabla 9. Sumatoria de entalpías de formación y cambio de entalpías de productos y reactivos.
Cuarta prueba. ............................................................................................................................... 30
Tabla 10. Dimensiones requeridas por la cámara de combustión según las distintas pruebas. .... 33 Tabla 11. Consumo de gas natural en el horno de activación sin y con la implementación de la
cámara de combustión en su capacidad básica. ............................................................................ 36

vii
LISTA DE FIGURAS
Pág.
Figura 1. Distribución en planta actual de los hornos para producir carbón activado. ................... 2 Figura 2. Fotografía de la planta; horno de activación en primer plano, y carbonización al fondo.
......................................................................................................................................................... 3
Figura 3. Ejemplo de matriz Pugh. ................................................................................................. 7 Figura 4. Cámara de combustión en estado estable y aislada. ........................................................ 9 Figura 5. Salida de material sólido, entrada de quemador en horno (izquierda) y quemador tipo
flauta (derecha). ............................................................................................................................ 15 Figura 6. Sistema de rotación de los hornos. ................................................................................ 15
Figura 7. Cambio de planta actual a planta propuesta. ................................................................. 17
Figura 8. Resistencias térmicas en las paredes plana y cilíndrica compuesta de los hornos. ....... 18 Figura 9. Disminución de pérdidas de calor del horno de carbonización de la planta propuesta. 20
Figura 10. Disminución de pérdidas de calor del horno de activación de la planta propuesta. .... 21
Figura 11. Plano de cámara de combustión. ................................................................................. 22 Figura 12. Quemador con regulador de entrada de aire. ............................................................... 22
Figura 13. Flujo de gases dentro de la cámara de combustión. .................................................... 31 Figura 14. Flujo de gases dentro de la cámara de combustión con bafle deflector a 45 grados. .. 32 Figura 15. Flujo de gases dentro de la cámara de combustión con bafle deflector a 90 grados. .. 32
Figura 16. Plano de cámara de combustión .................................................................................. 33 Figura 17. Plano de sección de corte cámara de combustión con ductos. ................................... 34
Figura 18. Deformación total de placa metálica de cámara de combustión y ductos. .................. 35 Figura 19. Cámara de combustión diseñada para la planta propuesta. ......................................... 35
Figura 20. Plano preliminar del secador [mm]. ............................................................................ 38 Figura 21. Secador diseño preliminar para la planta propuesta. .................................................. 38
Figura 22. Plano de sección transversal del intercambiador de calor que calienta el aire para la
cámara de combustión [mm]. ........................................................................................................ 39 Figura 23. Plano de sección transversal del intercambiador de calor que calienta el aire para el
secador de cuesco [mm]. ............................................................................................................... 40 Figura 24. Ubicación de los intercambiadores en la planta piloto para producción de carbón
activado. ........................................................................................................................................ 41 Figura 25. Escarapelas de ponencia de participación en el XIV Encuentro Regional de Semilleros
de Investigación. ........................................................................................................................... 43

viii
LISTA DE ANEXOS
Pág.
Anexo I. Esquema de distribución de planta actual.......................................................................48
Anexo II. Esquema de distribución de planta – Alternativa 1.......................................................49
Anexo III. Esquema de distribución de planta – Alternativa 2......................................................50
Anexo IV. Esquema de distribución de planta – Alternativa 2 con ajustes definitivos.................51
Anexo V. Esquema de distribución de planta – Alternativa 3.......................................................52
Anexo VI. Esquema de distribución de planta – Alternativa 4......................................................53
Anexo VII. Esquema de distribución de planta – Alternativa 5....................................................54
Anexo VIII. Esquema de distribución de planta – Alternativa 6...................................................55
Anexo IX. Plano de sistema de manejo de gases – Precipitador o lavador de gases.....................56
Anexo X. Plano de sistema de manejo de gases - Hidrociclón......................................................57
Anexo XI. Matriz Pugh evaluada por un integrante del grupo interdisciplinario.........................58
Anexo XII. Resultados de Matriz Pugh.........................................................................................59
Anexo XIII. Análisis de pérdidas de calor en los hornos – Planta actual…………………..…....60
Anexo XIV. Análisis de pérdidas de calor en los hornos - Planta propuesta……………..….....61
Anexo XV. Análisis de pérdidas de calor en los hornos de la planta propuesta optimizada ....…62
Anexo XVI. Hoja de cálculo para la prueba número 1…………………………………....…63-64
Anexo XVII. Hoja de cálculo para la prueba número 2 ………………………………..…....65-66
Anexo XVIII. Hoja de cálculo para la prueba número 3………………………………..…....67-68
Anexo XIX. Hoja de cálculo para la prueba número 4…………………………………........69-70
Anexo XX. Cronograma del proyecto investigación-innovación…...…………………...…........71
Anexo XXI. Análisis de pérdidas de calor en la cámara de combustión de la primera prueba.....72
Anexo XXII. Análisis de pérdidas de calor en la cámara de combustión de la cuarta prueba…..73
Anexo XXIII. Hoja de cálculo del secador………………………………………………….......74
Anexo XXIV. Hoja de cálculo del intercambiador de calor para el secador………………….....75
Anexo XXV. Hoja de cálculo del intercambiador de calor para el precalentamiento de aire de la
cámara de combustión ……………………………………………………………………….......76
Anexo XXVI. Hoja de cálculo de los costos de diseño, investigación, materiales y
procesos……………………………………………………………………………………....77-78
Anexo XXVII. Hoja de cálculo de los costos de operación y mantenimiento de los
equipos……….……………………………………………………………………..…….….......79
Anexo XXVIII. Participación en evento Falling Walls Lab …………………….......………......80

1
1. INTRODUCCIÓN
Este trabajo hace parte del proyecto macro “MEJORAMIENTO DE LA PLANTA
PILOTO DE CARBÓN ACTIVADO DE TECSOL PARA EXPLOTACIÓN
COMERCIAL”, proyecto elegido en la convocatoria # 701 - Convocatoria para el apoyo
al desarrollo y validación precomercial y comercial de prototipos funcionales de
tecnologías biológicas, biomédicas y energéticas con alto potencial de crecimiento
empresarial 2014 de Colciencias. El cual está desarrollado por la empresa TECSOL,
quien es el responsable del proyecto, y la Universidad Distrital a través de los Grupos de
Investigación en Energías Alternativas GIEAUD y Grupo de Investigación de Sistemas
Expertos y Simulación SES.
El equipo de trabajo está integrado por el Ing. MSc. Pedro Oswaldo Guevara, Gerente de
I+D de TECSOL y líder del proyecto macro, el Ing MSc. Germán López Martínez
profesor de planta de la Universidad Distrital Francisco José de Caldas, líder del Grupo
de Investigación en Energías Alternativas (GIEAUD) de la Facultad Tecnológica, cuatro
estudiantes de ingeniería industrial de la universidad distrital encargados de análisis de
costos y mantenimiento, coordinados por el profesor Germán Méndez de la Facultad de
Ingeniería, y personal externo encargado de sistema control y monitoreo del proceso de
producción, seguridad industrial y derechos de propiedad intelectual.
En la actualidad, la planta de TECSOL cuenta con dos hornos rotatorios en los cuales se
ha realizado unas pruebas preliminares para la carbonización del cuesco de palma, y la
activación del carbón resultante mediante carga manual a un orificio en el centro de una
de las tapas del cilindro, similar al que muestra la Figura 5 para la entrada del quemador.
Uno de los objetivos del proyecto, consiste en optimizar del proceso general para la
obtención de carbón activado. En este proyecto se estudiarán las características térmicas
de los aislamientos en los hornos, y se evaluarán las pérdidas de calor en el sistema actual
de manejo de los gases generados; para proponer el diseño de una nueva distribución del
sistema de ductos en la planta piloto, y maneras para poder aprovechar el calor residual.
TECSOL produce carbón activado a partir de cuesco de palma, está ubicada en la ciudad
de Soacha, Cundinamarca, busca en 6 meses producir 50 kg de carbón activado por cada
hora, con producción durante 24 horas del día y 7 días de la semana debido a la
automatización del proceso.
Primero se definirá la mejor ubicación de maquinaría dentro de la planta teniendo en
cuenta los criterios de diseño del sistema térmico (entre otros), con el fin de no afectar su
funcionamiento a futuro. Luego se evaluarán las pérdidas a través de las capas de
aislamiento y refractario en los hornos, garantizando optimas condiciones externas
durante el proceso de fabricación de carbón activado. Por otro lado se planteará la opción

2
de aprovechar el calor residual de los hornos o ductos para uso en procesos como el
secado de cuesco de palma o precalentamiento de aire para combustión.
Finalmente se diseñará y simulará el sistema de manejo de gases, buscando primero
aprovechar los gases del horno de carbonización para disminuir el uso de combustible en
el horno de activación, y segundo transportar al sistema de purificación antes de salir al
ambiente.
2. DESCRIPCIÓN DEL PROBLEMA
Actualmente TECSOL cuenta con una planta piloto conformada por dos hornos
rotatorios (uno para carbonización de 6 m de largo y 0,6 m de diámetro interno y otro
para activación de 5 m de largo y 0,8 m de diámetro interno) con capacidad de
producción entre 50 y 100 kg/h, cuya operación y control son manuales. El área de la
planta es de 102 m2 (6X17 m) (ver Figura 1 y Anexo I para más detalle). Fuera de esta
área, hacia la parte baja del plano en la Figura 1 se encuentra el sistema de manejo de
gases que está conformado por dos precipitadores o lavadores de gases (ver Anexo IX),
un hidrociclón (ver Anexo X), un ventilador de tiro inducido y una chimenea.
Figura 1. Distribución en planta actual de los hornos para producir carbón activado.
Fuente: Elaboración propia.
La planta está en la capacidad de producir carbón activado de manera intermitente por
medio de dos hornos rotatorios; el primero se usa para carbonizar el cuesco de palma,
cuyo carbonizado posteriormente se lleva manualmente al segundo horno donde ocurre la
activación (ver figura 2).

3
Figura 2. Fotografía de la planta; horno de activación en primer plano, y carbonización al fondo.
Fuente: Elaboración propia.
La carbonización se realiza con reducidas proporciones de aire con el fin de producir una
combustión de los volátiles junto al gas natural, para generar un incremento en la
temperatura suficiente para carbonizar la materia prima presente en el horno.
Posteriormente estos gases se queman totalmente en una cámara de combustión y pasan
al sistema de manejo de gases antes de ser libreados a la atmósfera. La activación ocurre
en el segundo horno, en donde el material carbonizado es calentado a temperaturas hasta
800°C con el objetivo de retirar moléculas de carbono superficial y así obtener carbón
activado; una vez terminada la activación, los gases son libreados al ambiente.
Uno de los principales problemas que posee la planta corresponde al manejo de gases,
puesto que del horno de activación salen a altas temperaturas directamente al ambiente,
desaprovechándose el calor, sin pasar por el sistema de tratamiento de gases, por otro
lado del horno de carbonización salen con CO, CO2 y volátiles remanentes de la primera
etapa del proceso que son quemados antes de ir al sistema de tratamiento de gases, pero
sin aprovechamiento del calor producido. Otro inconveniente obedece a las pérdidas de
calor en paredes de ductos y aislamiento de los hornos. Dichos problemas se traducen en
gastos energéticos considerables para la empresa.
No menos importante que los anteriores problemas es la ubicación de los hornos y
disposición de ductos, ya que no garantizan un correcto uso del espacio para los sistemas
que a futuro se implementarán o en el caso de los ductos actuales, no están conectados
completamente con el sistema de manejo de gases, acarreando posibles gastos
económicos no previstos.

4
3. JUSTIFICACIÓN
Se va a evaluar el sistema térmico actual, hallando específicamente las pérdidas
de calor dadas a través de las paredes en hornos, las posibilidades de aprovechamiento de
calor en ductos a la salida de ambos hornos y si la distribución espacial actual en la planta
puede entrar en conflicto con los diseños que más adelante se implementarán. Se
propondrán varias alternativas de distribución de planta para seleccionar la más
conveniente, que tenga en cuenta las futuras mejoras en cuanto al sistema térmico y
sistema de manejo de materia prima por lo menos. Por otro lado se diseñará el sistema
para aprovechamiento de gases residuales, ya sea una cámara de combustión que conecte
los ductos de salida del horno de carbonización con el de entrada de activación para
aprovechar la temperatura alta, o un intercambiador de calor que aproveche el calor
residual de los gases a la salida del proceso para calentar aire usado en procesos como
secado de materia prima. Finalmente se calcularán los costos del proyecto y posibles
costos de mantenimiento después de implementar las mejoras.
El consumo actual de gas natural es de aproximadamente 0.23 metros cúbicos por hora, al
ser un factor influyente en el precio del producto final, debe estar sujeto a reducción para
hacerse más competitivo en el mercado o dejar mayor margen de rentabilidad. Por otro
lado los gases generados en el caso del horno de activación son liberados a altas
temperaturas al ambiente y sin pasar por el sistema de manejo de gases como contempla
la resolución 2153 de 2010 (Ministerio de Ambiente, Vivienda y Desarrollo Territorial,
2010). Al manejar los hornos altas temperaturas, se requiere un aprovechamiento del
calor residual o gases producto de combustión incompleta como en el caso del proceso de
carbonización.
Esto influirá primero en aumentar la eficiencia térmica del proceso, debido a que el
mismo calor inyectado al proceso, reduciría el consumo de combustible en otras etapas,
o se podrán incluir otros procesos como el secado sin requerir más uso de combustible.
En segundo lugar con la unión de ductos de los gases se garantizaría un tratamiento según
la norma ambiental. En tercer lugar todo se verá proyectado a futuro en la reducción de
costos del producto y de operación de la planta.
Esto beneficiaría a la empresa inicialmente, tanto a nivel económico, como a nivel de
seguridad de sus empleados pues las emisiones de calor estarían reducidas o
aprovechadas en otros procesos. Con un manejo acorde a las normas ambientales también
se garantizará un beneficio ambiental y a nivel nacional será importante debido a que el
desarrollo hecho en esta planta piloto se escalará inicialmente en la ciudad de
Villavicencio, para satisfacer creciente demanda de carbón activado.

5
4. ESTADO DEL ARTE
La pérdida de calor en la pared de un horno representa una cantidad significativa
del consumo total de energía. Con la finalidad de reducir esta pérdida, se propuso en el
estudio de Yin et al. el diseño de un sistema de recuperación integrado por 9
intercambiadores de calor para precalentar agua (Yin, Chen, Du, Ji, & Cheng, 2016).
Primero se modelaron matemáticamente las regiones de la pared de un horno rotatorio
con el fin de analizar sus pérdidas y distribución de temperaturas, luego se relacionaron
con las mediciones experimentales para crear las condiciones de diseño de los
intercambiadores de calor. Posterior a la optimización se redujo el área de transferencia
de calor en un 15,6%. Los resultados de los cálculos mostraron que la tasa de pérdida de
calor y temperaturas de la pared del horno obedecen a las reacciones químicas dentro de
los hornos rotatorios y las características mecánicas de la pared. El modelo matemático
con un bajo porcentaje de error respecto a las pruebas experimentales demuestra la
importancia de un método de optimización y análisis de los factores que influyen en las
perdidas de calor en la pared de un horno, pero se hace necesario un análisis específico
para el caso del cuesco de palma y el carbón, basado en la conclusión que relaciona el
tipo de reacción química con la pérdida de calor en la pared.
Johnson en su estudio encontró que la recirculación de materia volátil; a través de un
quemador; puede incrementar la eficiencia térmica del horno de carbonización de madera
para producción de carbón vegetal. La recirculación de materia volátil incrementó
37,12% teóricamente la eficiencia del horno (Jimmy Johnson, 1990). Todo esto debido a
que dicha materia proviene del proceso de pirolisis y no de combustión, por lo tanto
posee elementos útiles para un nuevo proceso; como el CO, O2, H2 y CH4; que gracias a
un quemador pueden liberar su energía intrínseca e inclusive llevando el sistema a la
autosuficiencia según concluye la investigación. El estudio abordó teóricamente las
posibilidades de incrementar la eficiencia al recircular la materia volátil y aislar
térmicamente el horno, pero se hace necesario contrastar dicha teoría con un experimento
real, debido a que las pérdidas son inevitables y no pueden ser cuantificadas teóricamente
de una manera precisa.
Daniel Rodríguez et al. estudió la disminución de pérdidas de energía y recuperación del
calor de productos a la salida de un horno eléctrico, dicho horno utilizado para el secado
de pintura en polvo por la empresa DURALMET. Luego de hacer el balance energético y
realizar mediciones durante el funcionamiento, recomendó una capa aislante de 16 cm de
grosor que garantiza una reducción en pérdidas de energía de 5,84 kWh, sumado a la
disminución de temperatura y tiempo de horneado e instalación de una pre y pos cámara
que recupera el calor perdido por ventanas y soportes, finalmente se obtuvo una
eficiencia del sistema que aumentó de 26% a 51% (Daniel Rodríguez, Pedro Remedios,
& José Gil, 2015). Aunque se trata de un proyecto que integra la investigación con la
industria y refleja experimentalmente la teoría en cuanto a aislamientos, no se aplica a
6
hornos que usan combustible para poder analizar elementos a la salida del sistema que
puedan ser útiles en una segunda combustión o un sistema que impida la salida de
elementos nocivos al ambiente.
En otro estudio realizado por Karina Mirabá et al. se desarrolló un software para diseño y
optimización de un intercambiador de calor de gases-líquido-aire, para transferir la
energía de los gases a la salida de la cámara de combustión de un horno a un fluido
intermedio, que luego entrega el calor al aire requerido para calefacción. Dicho software
entrega las características del intercambiador de calor y condiciones de operación del
sistema dependiendo de datos de entrada como temperatura del aire, temperatura a salida
de los gases de combustión del horno y distancia de disposición del aire de calefacción.
La prueba del software se hizo contrastándolo con un estudio real previo, y así
demostrando ser útil en el desarrollo de este tipo de sistemas de aprovechamiento de
energía a la salida de los hornos (Karina Mirabá, Marlon Rodríguez, & Daniel Salavarría,
2010). Además del aprovechamiento de gases que pueden reintegrarse a la combustión,
se puede extraer calor de los gases que ya no se pueden recircular, todo esto con ayuda de
los intercambiadores de calor, aunque para la planta piloto de carbón activado se pueden
usar en el secado de la materia prima o en el precalentamiento de aire que entra a los
hornos.
5. OBJETIVOS
5.1 OBJETIVO GENERAL.
Evaluar el estado actual y proponer mejoras en el eficiencia del sistema térmico
de la planta piloto de producción de carbón activado (Tecsol), sin influir en el proceso de
fabricación.
5.2 OBJETIVOS ESPECÍFICOS.
• Plantear una nueva distribución de planta que satisfaga la necesidad de usar
continuamente los hornos para la producción de carbón activado.
• Rediseñar el sistema de manejo de gases que permita el ahorro en el consumo de
gas natural para la combustión dentro de los hornos.
• Plantear una mejora en el diseño del sistema de manejo de gases de la planta que
permita reducir o aprovechar las pérdidas de calor en los hornos y ductos.

7
6. MARCO TEÓRICO
6.1 MATRIZ PUGH.
Esta metodología de decisiones lleva el nombre de su autor, el escocés Stuart
Pugh. Consiste en evaluar varias opciones de diseño o criterios por medio de unos
conceptos ideados por el personal involucrado o posibles clientes, organizando de manera
cuantitativa dichos conceptos de evaluación de mayor a menor importancia. La
evaluación detallada de las opciones de diseño se hace respondiendo a la pregunta,
¿mejora (cumple), empeora (no cumple) o no influye (imparcial) en el concepto con el
que se va a evaluar?, dando un valor numérico de "1" en la celda cruzada en el primer
caso, un "-1" en el segundo caso y un "0" en el tercer caso, como se muestra en la Figura
3, generalmente el primer criterio hace referencia al estado actual, por eso no se evalúa.
Finalmente se suman todos los conceptos evaluados por cada criterio para escoger la
opción que mayor puntaje tenga en el total, pues es la que mejora o cumple la mayoría de
conceptos con que fue evaluada (Pugh, 1991).
Figura 3. Ejemplo de matriz Pugh.
Fuente: http://www.pdcahome.com/2569/matriz-de-pugh-ayuda-a-la-toma-de-decisiones/.
6.2 RESISTENCIAS TÉRMICAS.
En los hornos rotatorios se puede perder calor a través de las paredes por medio
de tres formas, conducción, convección y radiación. En casos prácticos donde la
radiación no se puede estimar, se puede aumentar el coeficiente de transferencia de calor
por convección para incluir el efecto de la radiación (Boateng, 2015). Orientando el
análisis de la conducción y convección bajo el concepto de resistencias térmicas, análogo
a las resistencias eléctricas, se pueden resolver de manera similar. Entonces, se debe

8
calcular la transferencia de calor desde un fluido caliente a una pared plana compuesta de
material refractario y a través de una capa metálica externa bajo condiciones de estado
estacionario y dirección de cambio de temperatura unidimensional (radial).
1. La convección desde el fluido caliente (g) al interior del horno (g) hacia la superficie
interna del refractario (iR) esta expresada por la ley de enfriamiento de Newton.
(1.1)
2. Este es seguido por la conducción unidimensional en estado estacionario a través de
la capa de refractario (R).
(1.2)
3. El siguiente paso es una conducción unidimensional en estado estacionario a través de
la placa metálica (s).
(1.3)
4. Después de dejar la placa metálica, el calor es transferido a la atmósfera mediante
convección al aire (a) a temperatura ambiente.
(1.4)
Para condiciones de estado estable sin acumulación de energía en las paredes o gas.
(1.5)
El flujo de calor entre el gas (g) y el aire del ambiente (a) puede ser calculado mediante
sus temperaturas solamente usando la expresión de resistencias eléctricas, I=E/R, como.
(1.6)

9
Donde es la resistencia térmica para la transferencia de calor entre el gas y el aire del
ambiente. Un modelo similar para la pared cilíndrica compuesta de tres capas se muestra
en la siguiente ecuación:
(1.7)
6.3 DETERMINACIÓN DE TEMPERATURA DE LLAMA ADIABÁTICA.
Considerando una cámara de combustión en estado estable como en la Figura 4.
En ausencia de trabajo y efectos de energía cinética y potencial, la energía es transferida
por dos medios: mediante los productos de la combustión a la salida y el calor transferido
al rededor. Una baja transferencia de calor, una gran energía evacuada con los productos
de la combustión y por ende, una gran temperatura de productos a la salida del sistema.
Figura 4. Cámara de combustión en estado estable y aislada.
Fuente: (Moran, Shapiro, Boettner, & Bailey, 2010).
La temperatura que se lograría por los productos en el límite de la operación adiabática
de la cámara se conoce como temperatura adiabática de llama o temperatura adiabática de
combustión. Esta puede determinarse usando los principios de conservación de masa y
energía. Para ilustrar el procedimiento, se deben considerar como mezclas de gas ideal al
combustible, aire y productos. Entonces, el balance de energía en base molar de
combustible de la ecuación 1.8 se reduce a la ecuación 1.9 y concluye en la ecuación
1.10.
(1.8)

10
(1.9)
Donde y representan, respectivamente, las entalpías de los productos y reactivos
por mol de combustible. es el flujo molar de combustible, es la velocidad de
transferencia de calor hacia los alrededores y el trabajo generado por la reacción.
(1.10)
Donde i representa la entrada de combustible y aire, e la salida de productos de
combustión y n se obtiene en base por mol de combustible haciendo el balanceo de la
ecuación de reacción química.
6.4 DISEÑO ASISTIDO POR COMPUTADORA CON SIEMENS NX 10.
Este es un software que ofrece la posibilidad de diseñar productos, estudiar su
comportamiento y simular su fabricación, el módulo de diseño usado en este proyecto
permite trabajar el entorno de tres dimensiones para creación de piezas individuales,
ensamble y crear planos para detallar los diseños.
6.5 SIMULACIONES DE FLUIDOS Y ESTRUCTURAS CON ANSYS
WORKBENCH 14.
La simulación del comportamiento de fluidos en aspectos como velocidad,
turbulencia, presión e incluso transferencia de calor se logran mediante la herramienta
ANSYS CFD. Para el análisis de esfuerzos a los que es sometida una estructura mediante
elementos finitos (FEA), se usa la herramienta ANSYS STATIC STRUCTURAL,
permitiendo incluir materiales, ver la deformación, esfuerzo, factor de seguridad entre
otros aspectos.
7. METODOLOGÍA
El proyecto de grado se presenta ante la universidad bajo la modalidad de
investigación-innovación según el acuerdo número 038 de Julio 28 de 2015.
Metodológicamente la investigación está orientada a resolver un problema industrial
mediante el uso de conocimientos científicos, según Muñoz se clasifica como
investigación tecnológica (Muñoz, 2010).
11
El primer paso consiste en analizar el estado actual de la planta, teniendo en cuenta
aspectos como la ubicación espacial y detectar los espacios en donde más calor residual
se da en el proceso. El segundo paso consiste en proponer por lo menos tres alternativas
de ubicación de planta, pues del espacio y organización de la maquinaria va a partir el
diseño del sistema térmico y los equipos que se proponen como intercambiadores de
calor, entre otros desarrollos alternos al de este proyecto.
El tercer paso es evaluar la distribución de equipos, para esto es pertinente el uso de la
Matriz Pugh, entendida como un método para definir el uso más eficiente del espacio en
la planta para la producción de carbón activado a partir de cuesco de palma y en la cual
participa el equipo interdisciplinario, para poder abarcar la mayor cantidad de sugerencias
posibles, además de no afectar a futuro los sistemas implementados por los demás
integrantes del equipo. Hacer la evaluación de aislamientos térmicos en hornos y cámara
de combustión con el método de resistencias térmicas, para disminuir las pérdidas de
energía en los procesos. Evaluar la temperatura de llama adiabática en la cámara de
combustión de los gases de síntesis que salen del horno de carbonización, para saber las
condiciones con la que se introducirán al horno de activación, y si permite reducir el
consumo de gas natural en este horno. Por otro lado evaluar el uso del calor residual de
los gases a la salida del proceso, por medio de intercambiadores de calor, en el secado de
materia prima o precalentamiento de aire necesario en la cámara de combustión. Realizar
la evaluación de costo estimado de equipos y mantenimiento preventivo de los mismos.
Usar el software Siemens NX 10 para diseñar los planos de la planta propuesta, cámara
de combustión, secador e intercambiadores de calor, entre otros diseños que puedan salir
de este proyecto. Emplear el software Ansys Workbench 14 para simular el flujo de gases
dentro de la cámara de combustión y esfuerzos en estructuras de soporte. Calcular y
proponer los aumentos de espesores en capas del sistema de aislamiento térmico
necesarios para reducir las pérdidas a través de las paredes de hornos.

12
8. RESULTADOS
8.1 UBICACIÓN DE EQUIPOS EN LA PLANTA PILOTO
8.1.1 DISEÑO DE ALTERNATIVAS DE DISTRIBUCIÓN DE PLANTA
En la distribución de planta actual, el sistema de ductos no garantiza un manejo
adecuado de los gases debido a que los hornos se encuentran aislados y solamente el
horno de activación tiene conexión al sistema de manejo de gases (no mostrado en el
Anexo I, debido a que se encuentra fuera del área de planta dibujada). Dicho sistema
inicia desde el último tramo de ducto de salida de gases del horno de carbonización de la
planta actual, se compone de dos precipitadores, un hidrociclón, un ventilador de tiro
inducido y una chimenea.
Se proponen seis alternativas de distribución de hornos, sistema de ductos de gases
interconectados; para garantizar el tratamiento ambientalmente adecuado; y de transporte
de materia sólida; integrado por molino, tolvas y transportadores; cuyos planos se
detallan en los anexos de cada alternativa, enumerados y nombrados, con indicación de
zona de materia prima y material terminado, dirección de flujo de gases y materia sólida.
La alternativa número uno (ver Anexo II) consiste en ubicar la zona de materia prima al
fondo de la planta (visto desde la rampa de acceso), empezando el proceso en una tolva
que descarga el cuesco a un molino para garantizar un tamaño de grano uniforme, en
seguida se carga a otra tolva que se encarga de depositar el material en el horno de
carbonización para salir en la mitad de la planta y ser cargado en seguida mediante un
sistema de transporte (en desarrollo) a una tolva que lo deposita en el horno de activación
para finalizar en la zona de producto terminado al lado de la rampa de acceso como se ve
en el Anexo II, por otro lado se indica el flujo de gases que consiste en conectar el ducto
de salida de gases del horno de carbonización con la entrada de gases del horno de
activación, aprovechando los gases de síntesis mediante una cámara de combustión
(desarrollada más adelante), y conectando la salida de gases del horno de activación con
el sistema de manejo de gases para su disposición final.
La alternativa número dos (ver Anexo III) requiere inicialmente un cambio del proceso
térmico en cada horno. Ubicando la zona de materia prima en seguida de la rampa de
acceso, e iniciando el proceso en una tolva que descarga el cuesco a un molino ubicado
en el centro del área de la planta, en seguida se carga a otra tolva que deposita el material
en el horno para realizar el proceso de carbonización (actual horno de activación) para
salir al lado de la rampa de acceso y ser cargado en seguida mediante un sistema de
transporte (en desarrollo) a una tolva que deposita el material sólido en el horno de
carbonización actual para realizar el proceso de activación, finalizando en la zona de
producto terminado al lado derecho de la zona de materia prima como se ve en el Anexo
13
III, además se indica el flujo de gases que conecta los hornos en la mitad del área de
planta mediante ducto y cámara de combustión, por último se conecta la salida de gases
del horno donde se realiza la activación (horno de carbonización actual) con el sistema de
manejo de gases para su disposición final.
A partir de la alternativa número tres, se consideró la posibilidad de trasladar el horno de
activación actual al lado del horno de carbonización actual, ubicándolos en paralelo,
cambiando el sentido de inclinación de los hornos y procesos térmicos dentro de los
mismos.
La alternativa número tres (ver Anexo V) consiste en ubicar los hornos en paralelo
inclinados en la misma dirección, pero contraria a la inclinación actual. Ubicando la zona
de materia prima al lado de la rampa de acceso, e iniciando el proceso en una tolva que
descarga el cuesco a un molino ubicado en el centro superior del área de la planta, en
seguida se carga a otra tolva que deposita el material en el horno de carbonización para
salir hacia el fondo de la planta visto desde la rampa y ser cargado en seguida mediante
un sistema de transporte (en desarrollo) entre los hornos a una tolva que deposita el
material sólido en el horno de activación, finalizando en la zona de producto terminado al
inferior del horno de activación como se ve en el Anexo V, donde además se indica el
flujo de gases que conecta los hornos mediante ducto y cámara de combustión, por último
se conecta la salida de gases del horno de activación con el sistema de manejo de gases.
La alternativa número cuatro (ver Anexo VI) requiere ubicar los hornos en paralelo
inclinados en la misma dirección, con la misma inclinación del horno de carbonización de
la planta actual. Ubicando la zona de materia prima al costado inferior del horno de
activación, e iniciando el proceso en una tolva que descarga el cuesco a un molino
ubicado en la esquina inferior derecha del área de la planta, en seguida se carga a otra
tolva que deposita el material en el horno de carbonización para salir hacia la mitad de la
planta y ser cargado en seguida mediante un sistema de transporte (en desarrollo) entre
los hornos a una tolva que deposita el material sólido en el horno de activación,
finalizando en la zona de producto terminado al centro del área de la planta como se ve
en el Anexo VI, en este, además se indica el flujo de gases que conecta los hornos
mediante ducto y cámara de combustión, por último se conecta la salida de gases del
horno de activación con el sistema de manejo de gases.
La alternativa número cinco (ver Anexo VII) necesita ubicar los hornos en paralelo
inclinados en direcciones contrarias. Ubicando la zona de materia prima al costado de la
rampa, e iniciando el proceso en una tolva que descarga el cuesco a un molino ubicado en
el centro superior del área de la planta, en seguida se carga a otra tolva que deposita el
material en el horno de carbonización para salir hacia el costado derecho de la planta,
para ser cargado en seguida mediante un sistema de transporte (en desarrollo) entre los
hornos a una tolva que deposita el material sólido en el horno de activación, finalizando

14
en la zona de producto terminado al centro del área de la planta como se ve en el Anexo
VII, donde además, se indica el flujo de gases que conecta los hornos mediante ducto y
cámara de combustión, por último se conecta la salida de gases del horno de activación
con el sistema de manejo de gases.
La alternativa número seis (ver Anexo VIII) necesita ubicar los hornos en paralelo
inclinados en direcciones contrarias. Ubicando la zona de materia prima al lado inferior
del horno de activación, e iniciando el proceso en una tolva que descarga el cuesco a un
molino ubicado en la esquina inferior derecha del área de la planta, en seguida se carga a
otra tolva que deposita el material en el horno de carbonización para salir hacia el centro
de la planta, para ser cargado en seguida mediante un sistema de transporte (en
desarrollo) a una tolva que deposita el material sólido en el horno de activación,
finalizando en la zona de producto terminado entre los dos hornos como se ve en el
Anexo VIII, allí además, se indica el flujo de gases que conecta los hornos mediante
ducto y cámara de combustión, por último se conecta la salida de gases del horno de
activación con el sistema de manejo de gases.
8.1.2 SELECCIÓN DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE
PLANTA
Mediante el método de Matriz Pugh (Pugh, 1991) se evaluaron las alternativas
teniendo en cuenta criterios como las reubicaciones necesarias para los hornos, espacio
requerido por el sistema de manejo de gases al igual que el de transporte de materia
sólida y espacio para disposición de producto terminado y materia prima.
Los conceptos o criterios de evaluación (ver Anexo XI) son:
Ubicación de quemador (es), la planta requiere un quemador tipo flauta en cada horno, el
cual se ubica en un orificio central en la cara plana o tapa del cilindro como se aprecia en
la Figura 5, las alternativas de distribución de planta deben tener en cuenta no cruzar otra
estructura en este espacio, de lo contrario serían calificadas de manera negativa en este
criterio en la matriz Pugh.
Adecuaciones al horno carbonizador, se refiere a la posibilidad de reubicar los hornos,
pues desde la tercera a la sexta alternativa (ver Anexos 5 a 8) se plantea reubicar los
hornos en paralelo (actualmente se encuentran en serie), las alternativas de distribución
de planta deben tener en cuenta no reubicar los hornos, de lo contrario serían calificadas
de manera negativa en este criterio. Lo mismo aplica para el criterio de adecuaciones al
horno activador.

15
Figura 5. Salida de material sólido, entrada de quemador en horno (izquierda) y quemador tipo flauta
(derecha).
Fuente: Tecsol 2016.
Ubicación del sistema de rotación del horno, hace referencia al motor y caja de
transmisión (ver figura 6) ubicada entre la pared superior del área de planta y cada horno
(no detallado en Figura 1), las alternativas de distribución de planta deben tener en cuenta
no cruzar otros sistemas por aquí, inclusive en el caso de los hornos ubicados en paralelo,
de lo contrario serían calificadas de manera negativa en este criterio.
Distancia de la tubería de transporte de gases entre hornos, indica la restricción de
espacio y recorridos que las alternativas de distribución de planta deben tener en cuenta
para no cruzar otros sistemas por aquí, o requerir longitudes de tramos similares a los que
requiere la planta actual, de lo contrario serían calificadas de manera negativa en este
criterio. Lo mismo aplica para el criterio titulado "Distancia del ducto de conducción de
gases hacia el ventilador de tiro inducido".
Figura 6. Sistema de rotación de los hornos.
Fuente: Tecsol 2016.
16
Distancia y método de transporte del molino al horno de carbonización, obedece a la
restricción de espacio y recorridos que las alternativas de distribución de planta deben
tener en cuenta para no cruzar con otros sistemas, o requerir longitudes de tramos
similares a los que requiere la planta actual, simplificando el transporte de material
sólido, de lo contrario serían calificadas de manera negativa en este criterio. Lo mismo
aplica para el siguiente criterio de evaluación titulado "Distancia y método de transporte
del horno de carbonización al horno de activación".
Ubicación del producto terminado y materia prima, estos criterios finales plantean la
restricción de espacio que las alternativas de distribución de planta deben tener en cuenta
para no cruzar con otros sistemas, simplificando la disposición inicial y final del material
sólido, de lo contrario serían calificadas de manera negativa en estos criterios.
Cada integrante del grupo interdisciplinario realizó la evaluación de cada criterio en las
seis alternativas, dando cada uno la tasa de importancia que considera. Se tiene como
resultado la tabla expuesta en el Anexo XII, en la cual se evidencian los nombres de los
participantes, una ponderación, similar a la tasa de importancia, con la cual se le da
mayor ponderación a la evaluación hecha por el gerente del proyecto, seguida por los
jefes de cada equipo de investigación y terminando en los estudiantes. La alternativa
cinco con 421 puntos es la opción que mejor responde a los criterios de evaluación, pero
en una reunión posterior a estos resultados, la persona encargada del estudio de
cumplimiento de normas de seguridad industrial evidencia una falta de espacio de
corredores para transito o evacuación de personal, por otro lado se tiene la imposibilidad
de usar grúas para trasladar el horno como se había planeado debido al poco espacio,
entonces se decide mirar la segunda mejor opción, siendo la alternativa número dos con
218 puntos, viendo que además cumple las observaciones anteriormente planteadas. Una
última observación hecha a la alternativa dos es ubicar el sistema de transporte de
material sólido entre hornos, contra la pared superior del área de la planta (ver Anexo
IV), teniendo en cuenta que pase encima y no se cruce con los sistemas de rotación de
cada horno ubicados en este mismo espacio.
8.1.3 CARACTERÍSTICAS DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE
PLANTA
Las características de la alternativa 2 o planta propuesta (ver Anexo IV) son:
• Menor distancia de ducto que transporta gases desde la salida del horno de
carbonización a la entrada del horno de activación.

17
• Amplio espacio para zonas de disposición de producto terminado.
• Zona de disposición de materia prima próxima a la entrada al espacio de la planta.
• Mayor distancia para transporte de materia sólida entre hornos.
• Los hornos intercambian sus procesos térmicos (activación y carbonización).
8.1.4 CUMPLIMIENTO DE OBJETIVOS CON LA PLANTA PROPUESTA
Acorde al cronograma propuesto (ver Anexo XX) la duración del proyecto se
planteaba para 18 semanas, pero en realidad tomo al rededor de 20 semanas, empezando
en la primera semana de marzo y concluyendo en la mitad de agosto, los puntos que más
presentaron demoras fue la primera etapa, por desconocimiento del proceso, adquisición
de información técnica de la planta y acuerdos para la etapa de análisis preliminar.
Esta etapa comprendida como la de análisis preliminar concluye con la elección de la
alternativa número dos de distribución de planta y con la que se trabaja el resto del
proyecto, detallada en el Anexo IV y en la siguiente figura evidencia el planteamiento de
los sistemas que probablemente vayan a implementarse, como cámara de combustión,
intercambiadores, transportadores, tolvas, entre otros.
Figura 7. Cambio de planta actual a planta propuesta.

18
8.2 AISLAMIENTOS TÉRMICOS EN HORNOS
8.2.1 RESISTENCIAS TÉRMICAS EN PAREDES DE HORNOS
En vista de la necesidad de mejorar el proceso de producción de carbón activado,
se realizó un análisis de pérdidas de calor en los hornos, mediante el método de
resistencias térmicas como se ilustra en la Figura 8 para determinar posibles mejoras a los
hornos. Los dos hornos cuentan con tres capas conformadas por un refractario en material
tipo concrax (N°1), una placa metálica tipo HR (N°2) y un aislante térmico en fibra de
vidrio (N°3), para la pared lateral del cilindro y por un refractario en concrax (N°1t) y
placa metálica (N°2t), para dos tapas circulares a cada extremo del cilindro. Las
características principales son expuestas en cada tabla de cálculo de pérdidas de calor
para los hornos, según la planta analizada (actual, propuesta y propuesta con
optimización).
Figura 8. Resistencias térmicas en las paredes plana y cilíndrica compuesta de los hornos.
Fuente: Elaboración propia.
Aplicando la ley de Fourier (Boateng, 2015) para la transferencia de calor en la pared
cilíndrica de un horno rotatorio se obtiene la siguiente ecuación,

19
(2.1)
y para las paredes planas circulares a los extremos del cilindro se obtiene la siguiente
ecuación,
(2.2)
La aplicación de los anteriores cálculos para determinar las pérdidas de calor en cada
horno, contempla la transferencia de calor a través de la pared cilíndrica y de las paredes
planas circulares o tapas de cada horno. Detallados en el Anexo XIII para la planta actual
y en el Anexo XIV para la planta propuesta, entendiendo que en esta última se cambian
los procesos térmicos en los hornos y se aumenta el espesor de refractario del horno de
activación (horno de carbonización de planta actual) en 3 cm, lo que implica una
reducción en el diámetro interno del refractario. En la planta actual las pérdidas totales en
el horno de carbonización son de 5,377.49 W/m2, en el horno de activación 9,936.98
W/m2. En la planta propuesta las pérdidas totales en el horno de carbonización (actual
horno de activación) sería de 5,368.25 W/m2, en el horno de activación (actual horno de
carbonización) sería de 9,908.77 W/m2.
Luego se plantean unas mejoras en la planta propuesta para disminuir las pérdidas de
calor globales del sistema, en el Anexo XV se aprecian las pérdidas correspondientes a la
planta propuesta con aumentos del espesor de 10 cm en la capa de aislante térmico en el
horno de activación de la planta propuesta (horno de carbonización de la planta actual) y
5 cm en el horno de carbonización de la planta propuesta, en la tapa del horno de
activación se pone una capa de 10 cm de aislante térmico y en el de carbonización se
ubica una capa de 5 cm de espesor de aislante térmico. En la planta actual optimizada las
pérdidas totales en el horno de carbonización son de 1,286.26 W/m2, en el horno de
activación 1,366.85 W/m2.

20
8.2.2 REDUCCIÓN DE PÉRDIDAS DE CALOR A TRAVÉS DE PAREDES DE
HORNOS Y AUMENTO DE EFICIENCIA TÉRMICA EN LOS HORNOS
Debido al cambio de procesos en los hornos y al aumento de espesor del refractario
en el horno de carbonización de la planta propuesta, se observa una disminución de 37.45
W/m2 en las perdidas de calor a través de las paredes.
Las pérdidas en un horno rotatorio no deben ser mayores a 946 W/m2 por cada pared
(2838 W/m2 en total) (Industrias Tecsol Ltda., 2016) y buscando incrementar la eficiencia
térmica en los hornos, se evalúa la disminución de pérdidas al incrementar el espesor de
capa en el aislante térmico en 10 cm para el horno de activación de la planta propuesta y
en 5 cm para el horno de carbonización de la planta propuesta. Tomando como punto de
comparación la planta actual, las pérdidas de calor en el horno de activación de la planta
propuesta optimizada disminuyeron 4,010.64 W/m2, mientras que sin la optimización por
el contrario aumentaron 4,531.28 W/m2. Por otro lado en el horno de carbonización de la
planta propuesta optimizada las perdidas disminuyeron 8,650.72 W/m2, mientras que sin
la optimización disminuyeron 4,568.73 W/m2. En las Figuras 9 y 10 se evidencian
gráficamente las disminuciones de pérdidas desde la planta actual, pasando por la planta
propuesta hasta llegar a la planta propuesta optimizada.
Figura 9. Disminución de pérdidas de calor del horno de carbonización de la planta propuesta.

21
Figura 10. Disminución de pérdidas de calor del horno de activación de la planta propuesta.
Conocidas las pérdidas y relacionando con la entrada de calor al horno de carbonización
y activación de la planta actual, halladas en un estudio previo (Industrias Tecsol Ltda.,
2016), se tiene un calor de 30.70 kW para el horno de carbonización con unas pérdidas
actuales de 11.16 kW daría una eficiencia térmica de 63.64%. Luego del cambio de
proceso térmico y aumento de capas de espesor en aislamiento térmico, cuyas pérdidas
son 7.08 kW, la eficiencia térmica queda en 76.93%. Para el horno de activación actual el
calor de entrada es de 29.74 kW, con pérdidas de 23.18 kW la eficiencia térmica es de
22%, pero con el cambio de proceso térmico y aumento de capas de espesor en
aislamiento térmico, las pérdidas serán de 6.40 kW, dando una eficiencia térmica
resultante de 78.48%.
8.3 DISEÑO DE CÁMARA DE COMBUSTIÓN
8.3.1 ANÁLISIS DE COMBUSTIÓN Y DIMENSIONAMIENTO
El diseño parametrizado de la cámara de combustión (ver Figura 11), se realiza
definiendo la posición horizontal e indicando las entradas y salidas de los gases.
Eventualmente se deja una entrada para un quemador tipo flauta en la entrada del horno
de activación de la planta propuesta, si la materia volátil (gases de síntesis), que viene
desde la salida de gases del horno de carbonización, no es suficiente para generar la
temperatura necesaria (mínimo 800 °C - máximo 1,000 °C), mientras que por el contrario
si es mayor que la necesaria, se dispone de un quemador (ver Figura 12) encargado
inicialmente de ingresar el aire a la cámara de combustión controladamente para regular

22
la temperatura, dependiendo de un sistema automatizado en desarrollo por un proyecto
alterno.
Figura 11. Plano de cámara de combustión.
Fuente: Elaboración propia.
Figura 12. Quemador con regulador de entrada de aire.
Fuente: Tecsol 2016.
Mediante el uso de los principios de conservación de masa y energía, se determina la
temperatura de llama suponiendo un sistema adiabático sin generación de trabajo (Moran,
Shapiro, Boettner, & Bailey, 2010), debido en gran medida a los aislamientos térmicos,
con capas de refractario, acero y aislante térmico, los cuales minimizan las pérdidas de
calor a través de las paredes, permitiendo concentrar la energía en los gases de producto
de la combustión que van a salir de la cámara hacia el horno de activación, se puede saber
si el uso de los gases de carbonización son suficientes para generar la temperatura
requerida por el horno de activación (máximo 1,000°C), además de el porcentaje de aire
requerido para la combustión. De las cuatro pruebas donde se cambian las condiciones de
funcionamiento de la cámara de combustión, se plantea, en la primera prueba,
condiciones ideales, sin precalentamiento ni exceso de aire, en la segunda prueba se
23
plantea un precalentamiento de aire a 500 °C, aprovechando los gases residuales de la
salida del proceso (horno de activación) y sin exceso de aire, en la tercera prueba se tiene
un 20% de exceso de aire en condiciones de temperatura ambiente, y la cuarta prueba
busca precalentar el aire a 500 °C, con un exceso de aire de 20%.
El balance de energía en base molar de combustible es
(2.3)
Donde e representa las entradas de combustible y aire (Reactivos), y s la salida de
productos de la combustión.
La ecuación se convierte en
(2.4)
(2.5)
Los n's en base de mol de combustible se obtienen del balanceo de la ecuación de
reacción química (Ecuación 2.5). Las entalpías de formación de reactivos y productos
se obtienen de las tablas A-25 o A-25E, (Moran et al., 2010), así como los cambios de
entalpía , la formula empírica de los gases de carbonización fue obtenida en un estudio
previo (Industrias Tecsol Ltda., 2016) y se aprecia en la siguiente ecuación.
(2.6)
El dato de la entalpía de combustión puede ser usado en situaciones donde la entalpía de
formación para el combustible no aparece en las tablas, y el poder calorífico de un
combustible es un número positivo igual a la magnitud de la entalpía de combustión
(Moran et al., 2010), el cual para el caso de los gases de carbonización usados como
combustible en este análisis corresponde a 935,800.0 KJ/Kmol (Industrias Tecsol Ltda.,
2016), por otro lado se desprecia el cambio de entalpía generado por la diferencia de
temperatura con la que llega a la cámara de combustión, pues representa menos del 1%
del total de energía liberada en la combustión.

24
Los términos a la derecha de la ecuación 2.5 pueden ser calculados directamente. Los
términos al lado izquierdo tienen en cuenta los cambios en la entalpía de los productos
desde la temperatura de referencia hasta la temperatura desconocida de la llama
adiabática. Debido a que la temperatura desconocida aparece en cada termino de la suma
al lado izquierdo de la ecuación, se debe iterar para determinar la temperatura de llama
adiabática. Una temperatura para los productos se asume y usa para evaluar el lado
izquierdo de la ecuación 2.5. El valor obtenido es comparado con valor previamente
determinado del lado derecho de la ecuación. El procedimiento continua hasta que se
llega a una igualdad de las entalpías.
En la primera etapa se realiza la evaluación con una concentración de aire suficiente para
una combustión completa. De los valores a la derecha de la ecuación 1.5 (ver Tabla 1) se
desprecia el valor del cambio de entalpía de los reactivos a la entrada del sistema, debido
a que no se presenta precalentamiento aún.
Tabla 1. Sumatoria de entalpías de formación de reactivos a la entrada menos las de la
salida del sistema en la primera prueba.
Entalpías de formación de
reactivo y productos Unidad
Multiplicado por base
mol
1(ĥ°f)C1,5H4,6N1O1,5(g) -935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol
208,247.8 kJ/kmol
Realizando el proceso de iteración con los valores de entalpías a temperaturas asumidas
de 650 K (377 °C) y 660 K (387 °C) de los productos de la combustión a la salida del
sistema, permiten llegar a la igualdad de la ecuación 2.5 obteniendo una temperatura de
los productos a la salida de 378.8°C (651.9 K) (Ver Tabla 2 y hoja de cálculo en el
Anexo XVI para más detalle).
25
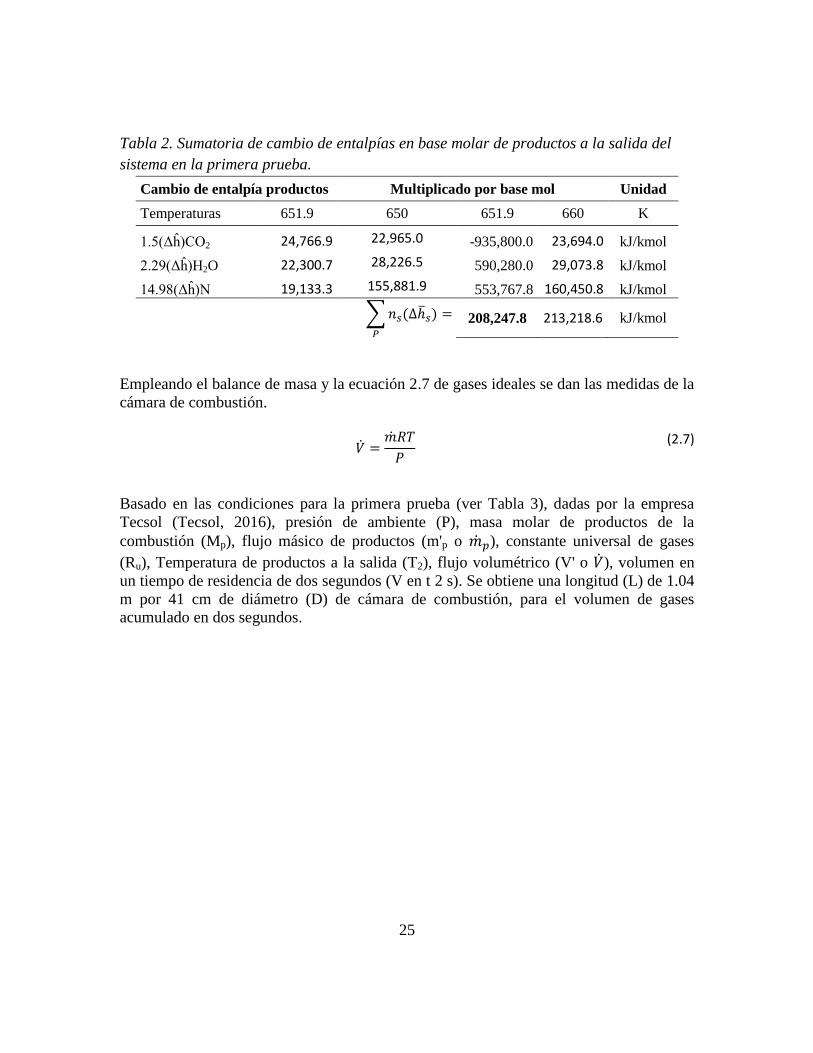
Tabla 2. Sumatoria de cambio de entalpías en base molar de productos a la salida del
sistema en la primera prueba.
Cambio de entalpía productos Multiplicado por base mol Unidad
Temperaturas 651.9 650 651.9 660 K
1.5(Δĥ)CO2 24,766.9 22,965.0 -935,800.0 23,694.0 kJ/kmol
2.29(Δĥ)H2O 22,300.7 28,226.5 590,280.0 29,073.8 kJ/kmol
14.98(Δĥ)N 19,133.3 155,881.9 553,767.8 160,450.8 kJ/kmol
208,247.8 213,218.6 kJ/kmol
Empleando el balance de masa y la ecuación 2.7 de gases ideales se dan las medidas de la
cámara de combustión.
(2.7)
Basado en las condiciones para la primera prueba (ver Tabla 3), dadas por la empresa
Tecsol (Tecsol, 2016), presión de ambiente (P), masa molar de productos de la
combustión (Mp), flujo másico de productos (m'p o ), constante universal de gases
(Ru), Temperatura de productos a la salida (T2), flujo volumétrico (V' o ), volumen en
un tiempo de residencia de dos segundos (V en t 2 s). Se obtiene una longitud (L) de 1.04
m por 41 cm de diámetro (D) de cámara de combustión, para el volumen de gases
acumulado en dos segundos.

26
Tabla 3. Datos de la primera prueba para el cálculo de dimensiones de la cámara de
combustión.
Condiciones Unidad Condiciones Unidad
P 75.40 kJ/m3 Mp 90.04 kg/kmol
m'P 304.53 kg/h Ru 8.31 kJ/kmol*K
R 0.09 kJ/kg*K
T2 651.91 K
V' 243.14 m3/h V' 0.07 m
3/s
V en t 2 s 0.14 m3
Medidas de cámara de combustión
L 1.04 m
D 0.41 m
V 0.14 m3
Para el cálculo de los diámetros de ductos en las entradas y salida de gases (ver tablas 4,
5 y 6) se emplea la misma metodología, adicionando el uso de la ecuación de caudal (2.8)
y suponiendo una velocidad de gases (C) de 5 m/s (Generalitat Valenciana & Conselleria
de Treball i Afers Socials, 1992).
(2.8)
Tabla 4. Datos de la primera prueba para el cálculo de diámetro de los ductos de
entrada de gases de carbonización o síntesis en cámara de combustión.
Condiciones Unidad Condiciones Unidad
m'gc 113.04 Kg/h Mgc 60.70 Kg/Kmol
R 0.14 KJ/Kg*K Ru 8.31 KJ/Kmol*K
T1 773.15 K
V' 0.04 m3/s
C 5 m/s
A 0.008820 m2
Diámetro de ducto para entrada de gases de carbonización
D 0.105974 m 105.97 mm 4.17 in

27
El flujo másico de gases de carbonización o gases de síntesis es (m'gc o ), la masa
molar de estos gases que entran a la cámara es Mgc, la temperatura con la que salen del
horno de carbonización y entran a la cámara es T1. Dando como resultado un diámetro
nominal de cinco pulgadas para el ducto de entrada a la cámara de combustión.
Tabla 5. Datos de la primera prueba para el cálculo de diámetro de los ductos de
entrada de aire en cámara de combustión.
Condiciones Unidad Condiciones Unidad
m'a 191.50 Kg/h Ma 30.00 Kg/Kmol
R 0.28 KJ/Kg*K Ru 8.31 KJ/Kmol*K
T1 298.00 K
V' 0.06 m3/s
C 5 m/s
A 0.011653 m2
Diámetro de ducto para entrada de aire
D 0.121808 m 121.81 mm 4.80 in
El flujo másico de aire es (m'a o ), la masa molar de aire que entra a la cámara es Ma,
la temperatura ambiente con la que entra el aire a la cámara es T1. Dando como resultado
un diámetro nominal de cinco pulgadas para el ducto de entrada a la cámara de
combustión.
Tabla 6. Datos de la primera prueba para el cálculo de diámetro de los ductos de salida
de productos de combustión en la cámara.
Condiciones Unidad Condiciones Unidad m'pc
304.53 Kg/h Mpc 90.04 Kg/Kmol
R 0.09 KJ/Kg*K Ru 8.31 KJ/Kmol*K
T2 800.63 K
V' 0.08 m3/s
C 5 m/s
A 0.016589 m2
Diámetro de ducto para salida de productos de la combustión
D 0.145335 m 145.34 mm 5.72 in
28
El flujo másico de productos de la combustión es (m'pc o ), la masa molar de los
productos de la combustión es Mpc, la temperatura ambiente con la que entra el aire a la
cámara es T2. Dando como resultado un diámetro nominal de seis pulgadas para el ducto
de salida de la cámara de combustión.
Teniendo las dimensiones internas, se procede a analizar el espesor de las tres capas
(refractario tipo concrax 1500, placa de acero HR de 1"y aislante térmico de lana de
vidrio) igualmente usadas en los hornos para tener unas pérdidas de calor menores a 946
W/m2 por cada pared (Industrias Tecsol Ltda., 2016), usando las misma metodología del
cálculo de perdidas en los hornos. Se tiene como resultado unas pérdidas totales en las
tres paredes de 1,049.73 W/m2
(ver Anexo XXI para más detalles).
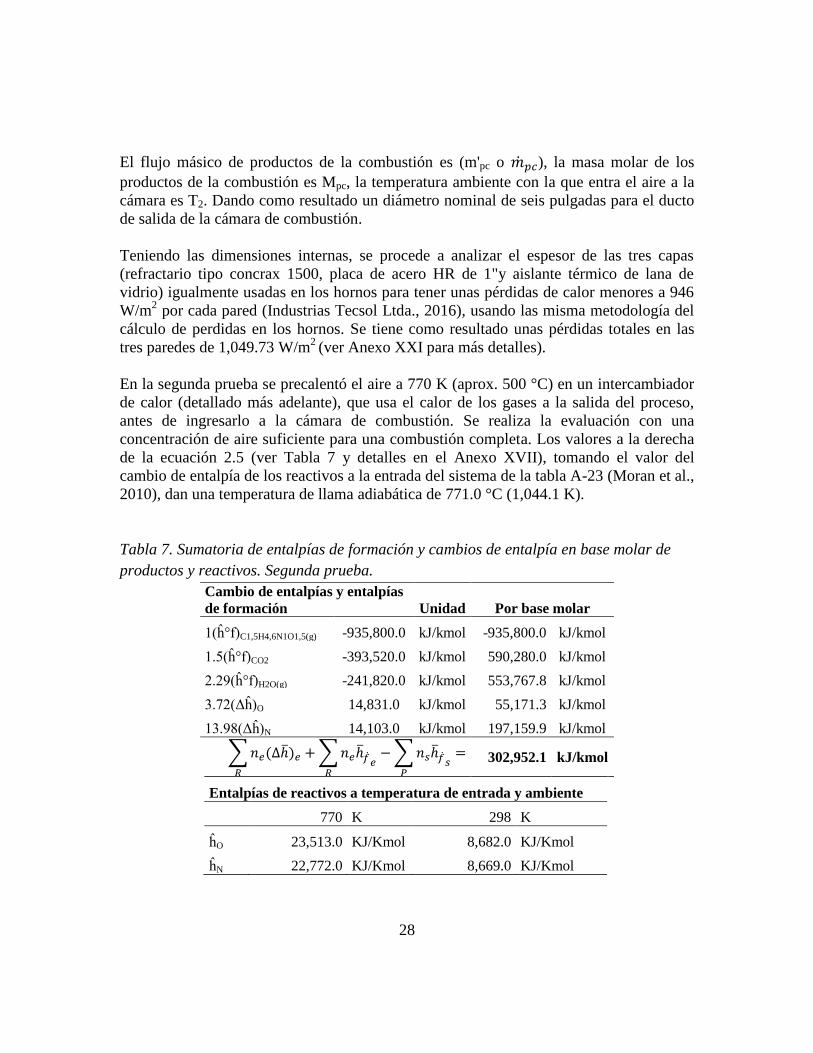
En la segunda prueba se precalentó el aire a 770 K (aprox. 500 °C) en un intercambiador
de calor (detallado más adelante), que usa el calor de los gases a la salida del proceso,
antes de ingresarlo a la cámara de combustión. Se realiza la evaluación con una
concentración de aire suficiente para una combustión completa. Los valores a la derecha
de la ecuación 2.5 (ver Tabla 7 y detalles en el Anexo XVII), tomando el valor del
cambio de entalpía de los reactivos a la entrada del sistema de la tabla A-23 (Moran et al.,
2010), dan una temperatura de llama adiabática de 771.0 °C (1,044.1 K).
Tabla 7. Sumatoria de entalpías de formación y cambios de entalpía en base molar de
productos y reactivos. Segunda prueba.
Cambio de entalpías y entalpías
de formación Unidad Por base molar
1(ĥ°f)C1,5H4,6N1O1,5(g) -935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol
3.72(Δĥ)O 14,831.0 kJ/kmol 55,171.3 kJ/kmol
13.98(Δĥ)N 14,103.0 kJ/kmol 197,159.9 kJ/kmol
302,952.1 kJ/kmol
Entalpías de reactivos a temperatura de entrada y ambiente
770 K 298 K
ĥO 23,513.0 KJ/Kmol 8,682.0 KJ/Kmol
ĥN 22,772.0 KJ/Kmol 8,669.0 KJ/Kmol

29
Para la tercera prueba se adiciona un 20% de exceso de aire sin precalentamiento.
cambiando la ecuación de balance 2.6 por la 2.9. De los valores a la derecha de la
ecuación 2.5 (ver Tabla 8 y detalles en el Anexo XVIII), despreciando el valor del
cambio de entalpía de los reactivos a la entrada del sistema como en la prueba uno, se
obtiene una temperatura de llama adiabática de 327.6 °C (600.7 K).
(2.9)
Tabla 8. Sumatoria de entalpías de formación de productos y reactivos. Tercera prueba.
Entalpías de formación Unidad Por base molar
1(ĥ°f)C1,5H4,6N1O1,5(g) -935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol
208,247.8 kJ/kmol
Para la cuarta prueba se adiciona un 20% de exceso de aire precalentado a 500 °C,
gracias al intercambiador de calor que aprovecha el calor de los gases a la salida del
proceso. conservando la ecuación de balance 2.9. De los valores a la derecha de la
ecuación 2.5 (ver Tabla 9 y detalles en el Anexo XIX), teniendo en cuenta el valor del
cambio de entalpía de los reactivos a la entrada del sistema, se obtiene una temperatura
de llama adiabática de 733.1 °C (1,006.2 K).
30
Tabla 9. Sumatoria de entalpías de formación y cambio de entalpías de productos y
reactivos. Cuarta prueba.
Entalpías de formación Unidad Por base molar
1(ĥ°f)C1,5H4,6N1O1,5(g) -935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol
4.46(Δĥ)O 14,831.0 kJ/kmol 66,205.6 kJ/kmol
16.77(Δĥ)N 14,103.0 kJ/kmol 236,591.9 kJ/kmol
511,045.3 kJ/kmol
Entalpías de reactivos a temperatura de entrada y
ambiente
770 K 298 K
ĥO 23,513.0 KJ/Kmol 8,682.0 KJ/Kmol
ĥN 22,772.0 KJ/Kmol 8,669.0 KJ/Kmol
Teniendo las dimensiones internas, se procede a analizar el espesor de las tres capas
(refractario tipo concrax 1500, placa de acero HR de 1"y aislante térmico de lana de
vidrio) igualmente usadas en los hornos para tener unas pérdidas de calor menores a 946
W/m2 por cada pared (Industrias Tecsol Ltda., 2016), usando las misma metodología del
cálculo de perdidas en los hornos. Se tiene como resultado unas pérdidas totales en las
tres paredes de 2,123.89 W/m2
(ver Anexo XXII para más detalles).
8.3.2 SIMULACIÓN DE FLUJO DE GASES
Se decide trabajar con las condiciones de la cámara de combustión desarrollada en la
prueba número cuatro, ya que contempla todos los factores de la pruebas anteriores.
Entonces con estas dimensiones se procede a realizar el análisis de flujo dentro de la
cámara de combustión, usando el software Ansys Workbench 14. El modelamiento se
realiza en dos dimensiones, con el fin de ver una mezcla de los gases para garantizar una
combustión completa, en esto influye principalmente la ubicación de las entradas de la
cámara o accesorios necesarios como bafles deflectores. La entrada de aire se da por
medio del quemador de la Figura 12, el cual tiene la posibilidad de regular el flujo másico
por medio de unas rejillas, además de darle turbulencia antes de entrar a la cámara de
combustión. La primera prueba de simulación se muestra en la siguiente Figura.

31
Figura 13. Flujo de gases dentro de la cámara de combustión.
Fuente: Tecsol 2016.
Aquí se observa un flujo desde la izquierda correspondiente a la entrada de aire desde el
quemador, por debajo la entrada de gases de carbonización o gases de síntesis
provenientes del horno de carbonización, la salida de productos de la combustión en la
parte superior derecha, mostrando un déficit de mezclado en la parte central de la cámara.
Se proponen dos posibilidades de mejora para garantizar una mezcla de gases que
aproveche el espacio completo de la cámara de combustión, consiste en aproximar las
entradas de la cámara y ubicar cerca a la salida un deflector. En una prueba el deflector
será ubicado a 45 grados con respecto a la horizontal y otro a 90 grados, mostradas
respectivamente en las Figuras 14 y 15. La Figura 14 muestra un mayor aprovechamiento
del espacio dentro de la cámara de combustión para la mezcla de los gases.

32
Figura 14. Flujo de gases dentro de la cámara de combustión con bafle deflector a 45 grados.
Fuente: Tecsol 2016.
Figura 15. Flujo de gases dentro de la cámara de combustión con bafle deflector a 90 grados.
Fuente: Tecsol 2016.

33
8.3.3 RESULTADOS
Las opciones de diseño de cámara de combustión más acordes a las necesidades de
la planta, las cumple la prueba número 4, por integrar todos los criterios de las anteriores
pruebas, logrando un aumento de temperatura necesario para reemplazar el uso de gas
natural en el horno de activación.
Tabla 10. Dimensiones requeridas por la cámara de combustión según las distintas
pruebas.
Pruebas Temperatura de
productos de
combustión [°C]
Cámara de combustión
Diámetros nominales ductos
[m]
Longitud [m] Diámetro [m] Aire Gases Productos
1 378.76 1.04 0.41 0.15 0.13 0.15
2 771.00 1.04 0.41 0.15 0.13 0.15
3 327.55 1.04 0.41 0.15 0.13 0.15
4 733.10 1.27 0.51 0.23 0.13 0.20
Contemplando la posibilidad de poder precalentar el aire a las condiciones de la prueba 4,
vistas en la Tabla 10, se decide tomar las dimensiones como referencia para hacer un
plano, mostrado en la Figura 16. Detallada además con los ductos que conectan los
hornos a la cámara de combustión (ver Figura 17).
Figura 16. Plano de cámara de combustión

34
Figura 17. Plano de sección de corte cámara de combustión con ductos.
Con el uso del software Ansys Workbench se evalúa que la mezcla de gases sea la
indicada para garantizar una combustión completa, teniendo en cuenta que la entrada de
aire se va a dar por medio de un quemador, el cual permite una entrada turbulenta del aire
a la cámara de combustión y que fue emulado con el software, analizando por medio del
concepto de número de Reynolds y mostrando el vector de velocidad describiendo la
trayectoria para tener una estimación del comportamiento de los gases, viendo así la
necesidad o ventaja de usar el bafle deflector y unir más las entradas.
Con el uso del software Ansys Workbench además se evalúa la deformación estructural
de la placa metálica HR 1" de espesor (ver Figura 18), quien es la encargada de dar
soporte o sostenimiento a toda la estructura, permitiendo hallar los puntos de apoyo
necesarios para sostenerlo con una estructura de soporte (ver Figura 19).

35
Figura 18. Deformación total de placa metálica de cámara de combustión y ductos.
Figura 19. Cámara de combustión diseñada para la planta propuesta.
8.3.4 AHORRO DE COMBUSTIBLE
Acorde al cálculo estimado en la siguiente tabla, el aprovechamiento de la energía
presente en la combustión de los gases de síntesis, con temperatura máxima de 733.1 °C,
garantiza un 91% de disminución en el uso de gas natural para calentar el horno de
activación, basados en el estimado de que el 100% de gas natural es el necesario para
llevar los gases a 800 °C, por otro lado garantizando teóricamente que no se formarán
alquitranes en los ductos y que salgan al ambiente.

36
Tabla 11. Consumo de gas natural en el horno de activación sin y con la implementación
de la cámara de combustión en su capacidad básica.
Horno de activación sin cámara de combustión
W Potencia necesaria del horno 14.87 kW W=m'ΔTCp/860
m' Flujo másico del cuesco 50 kg/h
ΔT Cambio de temperatura 775 °C
Cp Calor específico del cuesco 0.33 kcal/kg°C
kWh Consumo de energía 356.86 kWh Ph=W*24h
PCI Poder calorífico del gas natural 12.77 kWh/kg
mc Gas natural necesario 27.95 kg mc=Ph/PCI
ρ Densidad del gas natural 0.45 kg/l
V1 Volumen necesario de GN 0.06 m3
en 1 hora V=0.001(mc/ρ)
Horno de activación con aire en cámara de combustión a 207°C
W Potencia necesaria del horno 1.29 kW W=m'ΔTCp/860
ΔT Cambio de temperatura 67 °C
Ph Consumo de energía 30.85 kWh Ph=W*24h
mc Gas natural necesario 2.42 kg mc=Ph/PCI
V2 Volumen necesario de GN 0.01 m3en 1 hora V=0.001(mc/ρ)
Ac Ahorro en combustible 91% Ac=(V1-V2)/V1
8.4 SECADOR DE CUESCO
8.4.1 DETERMINACIÓN DE FLUJO MÁSICO DE AIRE REQUERIDO PARA EL
SECADO DEL CUESCO DE PALMA
El flujo de masa de aire requerido para el secado del cuesco es el valor más
importante, para definir capacidades de los secadores a emplear. El secador requiere el
uso de un aire a una temperatura no mayor a los 100 °C para que no haya un
precalentamiento del cuesco que libere materia volátil (Brammer & Bridgwater, 1999),
basado en los requerimientos y estudios previos de Industrias Tecsol, 240 kg de cuesco
entran cada hora, o 60 kg cada 15 minutos, con un contenido de humedad en base
húmeda del 25% y se requiere que a la salida tenga solo 8%, otro criterio necesario antes
de ir al cálculo del secador, es el cambio de temperatura del aire durante la etapa del
secado, debido a que tiene un máximo de humedad almacenable y un mínimo de
temperatura antes de que se presente una condensación al interior del secador, haciendo
necesario el uso de una tabla psicométrica, en la cual define una temperatura de rocío de
38 °C para un aire de máximo 80 °C (ver detalle en el Anexo XXIII).

37
Según (Carlos Alberto Orozco Hincapié & Fernando Bedoya Loaiza, 2007) y aplicándolo
al caso del cuesco, el flujo másico de aire requerido se halla basados en la hipótesis
de que el calor de vaporización ganado por el cuesco es igual al producto del calor
entregado por el aire y la eficiencia del secado ( ), dicha eficiencia puede estar en el
orden del 83% (Mujumdar, 2014), de lo cual se tiene las siguientes ecuaciones además
para el flujo de masa de agua extraída del cuesco ( ). Los demás símbolos y valores de
las siguientes ecuaciones se detallan en el Anexo 23. Se proponen varias posibilidades de
diseño del secador y actualmente está en desarrollo, pero dentro de los más opcionales se
encuentra uno cuyo principio de secado es similar al del horno de rotación, detallado un
poco más en el siguiente capítulo.
(2.10)
(2.11)
8.4.2 ESTIMACIÓN DEL SISTEMA DE SECADO
El cilindro ideado para secado tiene un diámetro de 840 mm (ver Figura 20), por lo
que se hace necesario enviar la 60 kg del cuesco cada 15 minutos, para cumplir el secado
de 200 kg de cuesco en 1 hora. Además se planea soldar cuatro paletas encargadas
aumentar el ángulo de desplazamiento dentro del cilindro, para hacerlo caer desde la
parte superior para tener un contacto más directo con el aire caliente que circulará por la
mitad del cilindro, ubicando unos cabezales las tapas del secador garantizando una
entrada del aire y una salida de la humedad del cuesco.

38
Figura 20. Plano preliminar del secador [mm].
Si bien este sistema aún está en desarrollo, se calcularon los parámetros para diseñar este
sistema, teniendo en cuenta las condiciones de materia prima como el contenido de
humedad, la masa de cuesco, tiempo necesario para el secado. Para llegar a un flujo
másico de aire de 0.45 kg/s, para extraer un flujo másico de agua de 0.01 kg/s, dando un
diámetro amplio en comparación con la longitud debido a la posibilidad de usar un
cilindro existente en la planta, pero siempre que se respete un volumen de 0.10 m3.
Figura 21. Secador diseño preliminar para la planta propuesta.

39
8.5 INTERCAMBIADORES DE CALOR PARA EL CALENTAMIENTO DE
AIRE DEL SECADOR Y CÁMARA DE COMBUSTIÓN
8.5.1 DISEÑO PRELIMINAR DE INTERCAMBIADORES DE CALOR
El calor es tomado de los gases a la salida del horno de activación, antes de que
vaya al sistema de tratamiento, y el aire para calentar es tomado del ambiente, en un
diseño de intercambiadores en serie similar al diseño de tubo y coraza de flujo cruzado.
El cálculo estimado de este sistema se basa en la procedimiento de temperatura media
logarítmica (Cengel, 2011), cuyos valores están especificados en el Anexo XXV para el
aire requerido en el secador y Anexo XXIV para el aire que va a la cámara de
combustión, con sus respectivas formulas. Aquí se hallan los parámetros iniciales; como
diámetro de ductos, longitud de tubería, entre otros; para hacer el dimensionamiento de
los dos intercambiadores de calor.
8.5.2 INTERCAMBIADOR DE CALOR PARA AIRE DE LA CÁMARA DE
COMBUSTIÓN
Se planea ubicar el intercambiador en serie y conectado inmediatamente en la
salida con el siguiente intercambiador (ver Figura 24). Las medidas generales están en la
Figura 22, en la carcasa continua el paso de gases de la salida del horno de activación,
por los tubos y cabezales pasa el aire que va a ser calentado desde temperatura ambiente
(15 °C) a una temperatura máxima de 550 °C.
Figura 22. Plano de sección transversal del intercambiador de calor que calienta el aire para la cámara
de combustión [mm].

40
Este intercambiador de calor de 12 tubos toma 47.54 kW de los gases que salen desde el
horno de activación, tomando una temperatura de gases de 800 °C y dejándolos a una
temperatura de 565 °C.
8.5.3 INTERCAMBIADOR DE CALOR PARA AIRE DEL SECADOR DE CUESCO
Se planteó la ubicación del intercambiador en el tramo final del ducto de gases que
va en la pared del fondo visto desde la rampa de acceso y antes de ir al sistema de manejo
de gases, las medidas generales están en la Figura 23, en la carcasa circulan los gases que
salen del horno de activación, en los cabezales y tubos circula el aire para ser calentado
de temperatura ambiente hasta 115 °C, pero por limitaciones de tamaño, se dimensiona
para llegar hasta 80 °C (ver Anexo XXV para más detalles).
Figura 23. Plano de sección transversal del intercambiador de calor que calienta el aire para el secador
de cuesco [mm].
Este intercambiador de calor de 12 tubos toma 32.13 kW de los gases que ya pasaron por
el intercambiador de calor que calienta el aire para la cámara de combustión, tomando
una temperatura de gases de 565 °C y dejándolos a una temperatura de 406 °C.

41
Figura 24. Ubicación de los intercambiadores en la planta piloto para producción de carbón activado.

42
9. COSTOS ESTIMADOS DEL PROYECTO
El costo estimado del proyecto se encuentra detallado en el Anexo XXVI, pero en
resumen el proyecto tiene un costo de COP$ 20'990,054.79, dentro de los que se cuenta
uso de software licenciado, costos de etapa de diseño e investigación contado en horas
hombre. El costo de los materiales para la cámara de combustión ronda una cifra similar
con COP$ 24'352,508 teniendo en cuenta el costo de los materiales, más las operaciones
a las que se le debe someter. Los ductos que conectan la cámara de combustión con los
hornos y que tienen las mismas tres capas, tienen un costo de COP$ 17'052,742. Un
estimado de los costos del secador esta en COP$ 789,823 y un costo de COP$ 960,185
para la producción de los dos intercambiadores de calor. Finalmente se realizó un
estimado de costos por hora de operación y mantenimiento de los equipos, con
actividades como cambio de rodamientos en el caso de hornos y secador, limpieza en
secador e intercambiadores de calor para y cambio de aceite en los sistemas que impulsan
el rodamiento de hornos y secador. Dando un total de COP$ 325,250, COP$ 65,205 es el
costo total de personal por 13 horas hombre y costos totales por consumibles de COP$
260,000. Sumando los costos del Anexo XXVI, el proyecto al inicio estaría costando
COP$ 64'145,312, pero al ir andando cada hora (tomando los datos del Anexo XXVII)
costaría alrededor de COP$ 325,250.
43
10. DIVULGACIÓN DE RESULTADOS EN EVENTOS ACADÉMICOS
Se realizó con éxito la ponencia en el XIV Encuentro Regional de Semilleros de
Investigación organizado por la Red Colombiana de Semilleros de Investigación
(REDCOLSI), nodo Bogotá, llevado a cabo en la Universidad Agustiniana los días 11, 12
y 13 de Mayo de 2016. El día Jueves 12 de mayo a las 10:00 AM en el salón número 18,
se presentó la ponencia titulada "Diseño de aislamiento térmico y manejo de gases en
hornos para producción de carbón activado de la Planta Piloto de TECSOL". En la
siguiente figura se muestra la escarapela que corrobora la participación en dicho evento.
Allí se busca escoger los mejores proyectos de investigación para exponerlos en un
encuentro nacional, del cual fue elegido este proyecto para presentación en la ciudad de
Cúcuta durante los días 13 al 16 de octubre del 2016.
Figura 25. Escarapelas de ponencia de participación en el XIV Encuentro Regional de Semilleros de
Investigación.
Adicionalmente, se realizó la ponencia del proyecto macro en el evento Falling Walls
Lab, encaminado a exponer a nivel mundial los avances en investigación e innovación en
aspectos como energías renovables. La ponencia titulada "Breaking the Wall of
Environmental Pollution" se realizó en representación del grupo el 19 de agosto en la
Universidad Industrial de Santander (ver evidencia en Anexo XXVIII).

44
CONCLUSIONES Y RECOMENDACIONES
A pesar de que técnicamente la alternativa número 5 era más beneficiosa se debió
descartar por motivos económicos y de seguridad industrial, haciendo enriquecedor el
concepto de otros involucrados en el proyecto macro para tomar una decisión que a
futuro influirá en todos los aspectos de la planta piloto, quedando como definitiva la
alternativa 2.
Se deben tener en cuenta los aislamientos en las tapas, puesto que en la planta actual
solamente llevaba refractario y capa metálica, sin dimensionar que por esos extremos de
cada horno se estaban perdiendo alrededor de 10,000 W/m2.
Implementando las mejoras y optimización en los aislamientos de hornos en la planta
propuesta se restarían 12,661.36 W/m2, cerca de un 83% de las pérdidas totales del
sistema de la planta actual, las cuales son de 15,314.47 W/m2. Para el horno de
carbonización de la planta propuesta (actual horno de activación) y horno de activación
de la planta propuesta (actual horno de carbonización), la eficiencia térmica aumentaría
en un 56% y 16% respectivamente.
Si se requiere una temperatura similar a la del horno de activación, es conveniente
precalentar el aire a por lo menos 500°C antes de ingresar a la cámara de combustión, con
un 120% de aire teórico. Si se va a usar un quemador a la entrada del horno de activación,
se puede trabajar con las condiciones de las demás pruebas, llevando gases (productos de
la combustión) a aproximadamente 400 °C lo que implicaría una reducción del 48% en
consumo de gas natural por parte del quemador que calienta el horno de activación, pero
dependiendo de las condiciones del intercambiador de calor.
Una temperatura mayor en los productos se logra con solo precalentamiento de aire
dentro de la cámara de combustión, como se muestra en la segunda prueba, pero sin
garantizar realmente una combustión completa debido a que siempre es necesario un
exceso de aire para lograr las mejores condiciones de gases a la salida del proceso.
El uso de calor residual del proceso para el secado del cuesco, le ahorrará a la empresa un
gasto de aproximadamente 0.02 m3 de gas natural por cada hora de secado de 240 kg.
A la salida del proceso aún quedan 406 °C por lo que se podría seguir usando otro
intercambiador para otro proceso que se requiera más adelante, pero dependerá del
espacio de la planta.

45
BIBLIOGRAFÍA
Boateng, A. A. (2015). Rotary Kilns: Transport Phenomena and Transport Processes.
Butterworth-Heinemann.
Brammer, J. ., & Bridgwater, A. . (1999). Drying technologies for an integrated
gasification bio-energy plant. Renewable and Sustainable Energy Reviews, 3(4),
243-289. https://doi.org/10.1016/S1364-0321(99)00008-8
Carlos Alberto Orozco Hincapié, & Fernando Bedoya Loaiza. (2007). Calculo del flujo
másico y caudal de aire para un ventilador utilizado en silos para secado para del
café. Scientia Et Technica, 1(35). Recuperado a partir de
http://revistas.utp.edu.co/index.php/revistaciencia/article/view/5411
Cengel, Y. (2011). Transferencia de Calor y Masa (4th ed.). McGraw-Hill
Interamericana de España S.L.
Daniel Rodríguez, Pedro Remedios, & José Gil. (2015). Racionalización del Consumo
Energético en Horno de Secado de Pintura en Polvo. Revista Académica de
Investigación TLATEMOANI, (18), 11.
Generalitat Valenciana, & Conselleria de Treball i Afers Socials. (1992). Ventilación
Industrial (primera). España: Generalitat Valenciana.
Industrias Tecsol Ltda. (2016). Mejoramiento de la planta piloto de carbón activado de
Tecsol para explotación comercial (Informe Técnico No. 494-2015) (p. 73).
Bogotá D.C.: Universidad Distrital Francisco José de Caldas.

46
Jimmy Johnson. (1990). Análisis Térmico de un Horno para Producir Carbón (Proyecto
de grado). Escuela Superior Politécnica del Litoral, Guayaquil, Ecuador.
Recuperado a partir de
http://www.dspace.espol.edu.ec/xmlui/bitstream/handle/123456789/4323/6843.pd
f?sequence=1&isAllowed=y
Karina Mirabá, Marlon Rodríguez, & Daniel Salavarría. (2010). Programa para
Optimización del Diseño de Recuperadores de Energía de Gases de Escape
desde Hornos (Trabajo de grado). Escuela Superior Politécnica del Litoral,
Guayaquil, Ecuador. Recuperado a partir de
http://www.dspace.espol.edu.ec/handle/123456789/10913
Ministerio de Ambiente, Vivienda y Desarrollo Territorial. Resolución 2153 de 2010.
Protocolo para el Control y Vigilancia de la Contaminación Atmosférica
Generada por Fuentes Fijas, Pub. L. No. 2153 de 2010 (2010).
Moran, M. J., Shapiro, H. N., Boettner, D. D., & Bailey, M. B. (2010). Fundamentals of
Engineering Thermodynamics. John Wiley & Sons.
Muñoz, C. (2010). Cómo elaborar y asesorar una investigación de tesis (2.a ed.).
Pearson.
Pugh, S. (1991). Total Design: Integrated Methods for Successful Product Engineering.
Addison-Wesley Publishing Company.
Yin, Q., Chen, Q., Du, W.-J., Ji, X.-L., & Cheng, L. (2016). Design requirements and
performance optimization of waste heat recovery systems for rotary kilns.

47
International Journal of Heat and Mass Transfer, 93, 1-8.
https://doi.org/10.1016/j.ijheatmasstransfer.2015.08.078

48
Anexo I. Esquema de distribución de la planta actual

49
Anexo II. Esquema de distribución de planta – Alternativa 1
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Molido
4 Molino
5 Tolva - Material Carbonizado
6 Tolva - Material Terminado
7 Cámara de combustión
8 Ducto de gases entre hornos
9 Ducto de salida del gas
10 Tolva - Materia Prima
ALTERNATIVA 1

50
Anexo III. Esquema de distribución de planta – Alternativa 2
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Molido
4 Molino
5 Tolva - Material Terminado
6 Ducto de salida del gas
7 Ducto de gases entre hornos
8 Cámara de combustión
9 Tolva - Material Carbonizado
10 Tolva - Materia Prima
ALTERNATIVA 2

51
Anexo IV. Esquema de distribución de planta – Alternativa 2 con ajustes definitivos
ALTERNATIVA 2 1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Molido
4 Molino
5 Tolva - Material Carbonizado
6 Ducto de salida del gas
7 Ducto de gases entre hornos
8 Cámara de combustión
9 Tolva - Materia Prima
10 Tolva - Material Carbonizado a horno de activación (HA)
11 Transporte - Molino a tolva material molido
12 Transporte - Tolva material carbonizado a HA

52
Anexo V. Esquema de distribución de planta – Alternativa 3
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Molino
4 Tolva - Material Molido
5 Tolva - Material Carbonizado
6 Cámara de combustión
7 Ducto de gases entre hornos
8 Ducto de salida del gas
9 Tolva - Materia Prima
10 Tolva - Material Terminado
ALTERNATIVA 3

53
Anexo VI. Esquema de distribución de planta – Alternativa 4
1 Molino
2 Cámara de combustión
3 Tolva - Material Carbonizado
4 Tolva - Material Terminado
5 Ducto de salida del gas
6 Horno de activación (HA)
7 Horno de carbonización (HC)
8 Ducto de gases entre hornos
9 Tolva - Materia Prima
10 Tolva - Material Molido
ALTERNATIVA 4

54
Anexo VII. Esquema de distribución de planta – Alternativa 5
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Terminado
4 Ducto de gases entre hornos
5 Ducto de salida del gas
6 Molino
7 Cámara de combustión
8 Tolva - Material Carbonizado
9 Tolva - Materia Prima
10 Tolva - Material Molido
ALTERNATIVA 5

55
Anexo VIII. Esquema de distribución de planta – Alternativa 6
1 Molino
2 Tolva - Material Carbonizado
3 Horno de activación (HA)
4 Tolva - Material Molido
5 Cámara de combustión
6 Horno de carbonización (HC)
7 Tolva - Material Terminado
8 Ducto de gases entre hornos
9 Ducto de salida del gas
10 Tolva - Materia Prima
ALTERNATIVA 6
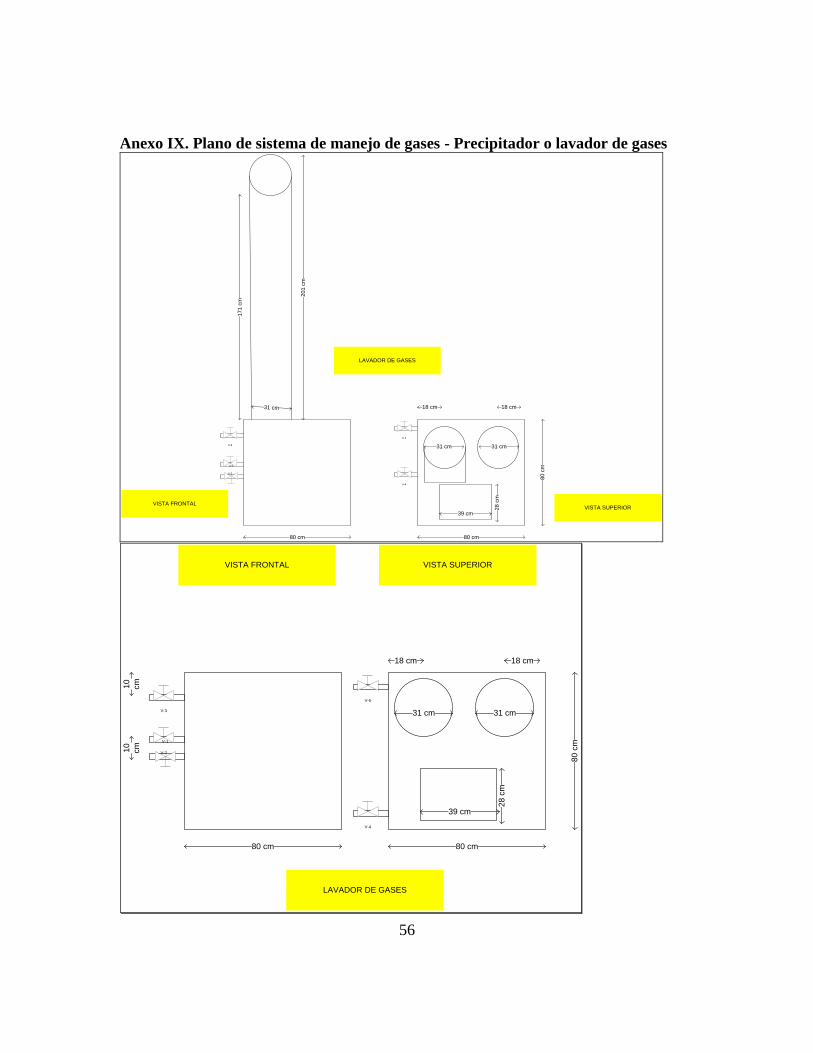
56
Anexo IX. Plano de sistema de manejo de gases - Precipitador o lavador de gases
V-5
V-3
V-2
VISTA FRONTALVISTA SUPERIOR
V-4
V-1
80
cm
80 cm 80 cm
31 cm 31 cm
39 cm
28
cm
18 cm 18 cm
17
1 c
m
20
1 c
m
31 cm
LAVADOR DE GASES
V-1
V-2
V-3
VISTA FRONTAL VISTA SUPERIOR
V-4
V-5
80
cm
80 cm 80 cm
31 cm 31 cm
39 cm
28
cm
18 cm 18 cm
10
cm
10
cm
LAVADOR DE GASES

57
Anexo X. Plano de sistema de manejo de gases - Hidrociclón
24 cm
10
0 c
m
12
6 c
m
24 cm30 cm
50
cm
12
cm
31
cm
30
cm
31
cm
85 cm
Compuerta
15 cm 70 cm
31
cm
29
cm
30
cm
HIDROCICLÓN
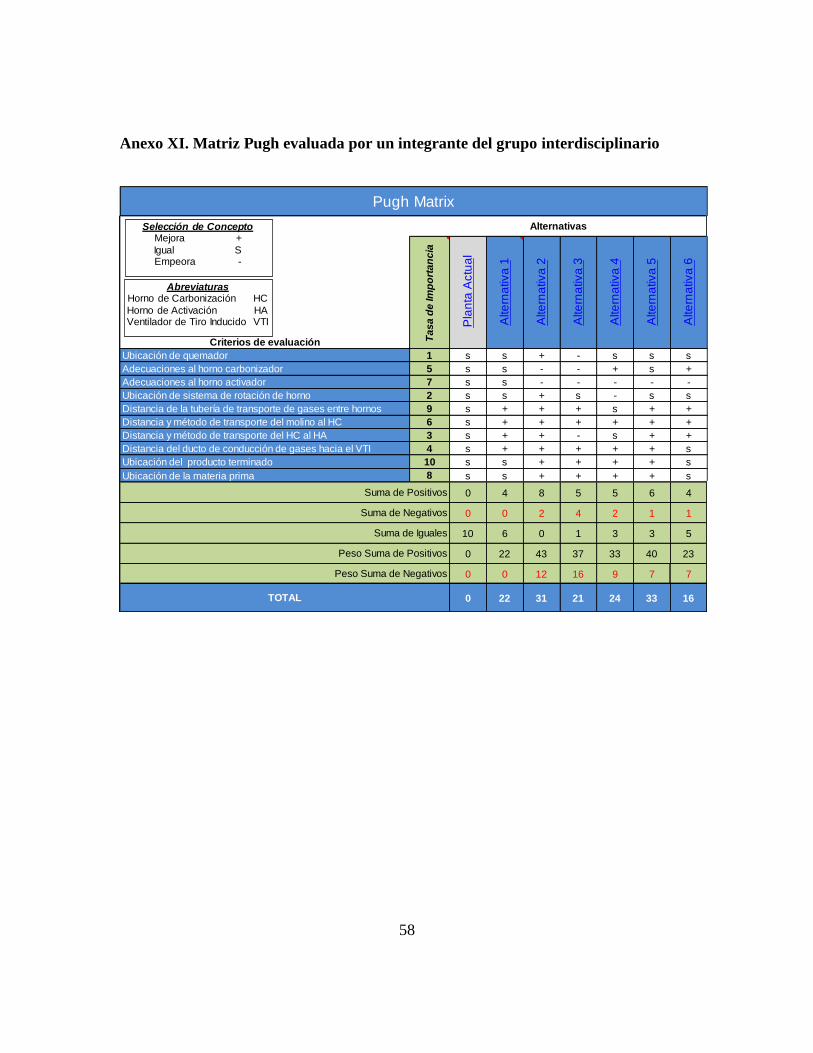
58
Anexo XI. Matriz Pugh evaluada por un integrante del grupo interdisciplinario
Criterios de evaluación Ta
sa
de
Im
po
rta
nc
ia
Pla
nta
Actu
al
Alte
rna
tiva
1
Alte
rna
tiva
2
Alte
rna
tiva
3
Alte
rna
tiva
4
Alte
rna
tiva
5
Alte
rna
tiva
6
Ubicación de quemador 1 s s + - s s s
Adecuaciones al horno carbonizador 5 s s - - + s +
Adecuaciones al horno activador 7 s s - - - - -
Ubicación de sistema de rotación de horno 2 s s + s - s s
Distancia de la tubería de transporte de gases entre hornos 9 s + + + s + +
Distancia y método de transporte del molino al HC 6 s + + + + + +
Distancia y método de transporte del HC al HA 3 s + + - s + +
Distancia del ducto de conducción de gases hacia el VTI 4 s + + + + + s
Ubicación del producto terminado 10 s s + + + + s
Ubicación de la materia prima 8 s s + + + + s
0 4 8 5 5 6 4
0 0 2 4 2 1 1
10 6 0 1 3 3 5
0 22 43 37 33 40 23
0 0 12 16 9 7 7
0 22 31 21 24 33 16
Suma de Negativos
Suma de Iguales
Peso Suma de Positivos
Peso Suma de Negativos
TOTAL
Pugh Matrix
Alternativas
Suma de Positivos
Selección de Concepto Mejora +
Igual SEmpeora -
AbreviaturasHorno de Carbonización HC
Horno de Activación HAVentilador de Tiro Inducido VTI

59
Anexo XII. Resultados de Matriz Pugh
Evaluadores
Po
nd
era
ció
n
Pla
nta
Actu
al
Alte
rna
tiva
1
Alte
rna
tiva
2
Alte
rna
tiva
3
Alte
rna
tiva
4
Alte
rna
tiva
5
Alte
rna
tiva
6
Pedro Guevara 5 0 -2 9 -2 0 18 2
Germán Lopez 2 7 16 27 32 30 50 48
Germán Méndez 2 0 28 16 36 -48 48 -48
Julio Cesar Estevez 1 -19 -1 -49 -3 -16 49 -40
Fredy Martínez 2 30 40 54 8 -22 10 -4
Daniel Cifuentes 1 0 22 31 21 24 33 16
David Cortés 1 27 18 -3 -12 20 33 14
82 197 218 148 -52 421 -8TOTAL
Pugh Matrix - Resultados
Alternativas

60
Anexo XIII. Análisis de pérdidas de calor en los hornos – Planta actual
Pérdidas de calor en hornos
Transferencia de calor a través de la pared
Símbolo Parámetro Horno de carbonización Horno de activación
Valor Valor
Ti Temperatura del gas 500,00 °C 900,00 °C
Ta Temperatura ambiente 30,00 °C 30,00 °C
hi
Coeficiente de transferencia de calor por
convección del gas 85,17 W/(m2*K) 85,17 W/(m2*K)
ha
Coeficiente de transferencia de calor por
convección del aire 28,39 W/(m2*K) 28,39 W/(m2*K)
t3t Espesor de pared del aislante térmico en la tapa 0,000 m 0,000 m
t2t Espesor de pared de la placa metálica en la tapa 0,025 m 0,025 m
t1t Espesor de pared del refractario en la tapa 0,150 m 0,150 m
t1 Espesor de pared del refractario 0,120 m 0,150 m
t2 Espesor de pared de la placa metálica 0,025 m 0,025 m
t3 Espesor de pared del aislante térmico 0,050 m 0,050 m
rtm
Radio de agujero en la tapa para entrada de
materia sólida 0,102 m 0,076 m
rtq Radio de agujero en la tapa para entrada de gases 0,076 m 0,051 m
r1 Radio interno de pared del refractario 0,300 m 0,415 m
r2 Radio externo de pared del refractario 0,420 m 0,565 m
r3 Radio externo de pared de la placa metálica 0,445 m 0,590 m
r4 Radio externo de pared del aislante térmico 0,495 m 0,640 m
L Longitud del horno 6,62 m 5,24 m
K1 Conductividad térmica del refractario 1,04 W/(m*K) 1,04 W/(m*K)
K2 Conductividad térmica de la placa metálica 45,00 W/(m*K) 45,00 W/(m*K)
K3 Conductividad térmica del aislante térmico 0,07 W/(m*K) 0,07 W/(m*K)
Q'C Transferencia de calor en el cilindro 9.904,38 W 18.402,55 W
q'C Flujo de calor en el cilindro 481,04 W/m2 873,35 W/m2
Q'Tq
Transferencia de calor en la tapa de entrada de
gases 647,79 W 2.414,96 W
q'Tq
Flujo de calor en el cilindro en la tapa de entrada
de gases 2.448,22 W/m2 4.531,82 W/m2
Q'Tm
Transferencia de calor en la tapa de entrada de
materia sólida 612,98 W 2.369,76 W
q'Tm
Flujo de calor en la tapa de entrada de materia
sólida 2.448,22 W/m2 4.531,82 W/m2
Q' Transferencia de calor total 11.165,16 W 23.187,26 W
q' Flujo de calor total 5.377,49 W/m2 9.936,98 W/m2

61
Anexo XIV. Análisis de pérdidas de calor en los hornos - Planta propuesta
Perdida de calor en los hornos de la planta propuesta
Símbolo Parámetro Activación Carbonización
Valor Unidad Valor Unidad
Ti Temperatura del gas 900.00 °C 500.000 °C
Ta Temperatura ambiente 30.00 °C 30.000 °C
hg Coeficiente de transferencia de calor por convección del gas 85.17 W/(m2*K) 85.169 W/(m2*K)
ha
Coeficiente de transferencia de calor por convección del
aire 28.39 W/(m2*K) 28.390 W/(m2*K)
t3t Espesor de pared del aislante térmico en la tapa 0.000 m 0.000 m
t2t Espesor de pared de la placa metálica en la tapa 0.025 m 0.025 m
t1t Espesor de pared del refractario en la tapa 0.150 m 0.150 m
t1 Espesor de pared del refractario 0.150 m 0.150 m
t2 Espesor de pared de la placa metálica 0.025 m 0.025 m
t3 Espesor de pared del aislante térmico 0.050 m 0.050 m
rtm Radio de agujero en la tapa para entrada de materia sólida 0.102 m 0.076 m
rtq Radio de agujero en la tapa para entrada de gases 0.076 m 0.051 m
r1 Radio interno de pared del refractario 0.270 m 0.415 m
r2 Radio externo de pared del refractario 0.420 m 0.565 m
r3 Radio externo de pared de la placa metálica 0.445 m 0.590 m
r4 Radio externo de pared del aislante térmico 0.495 m 0.640 m
L Longitud del horno 6.62 m 5.240 m
K1 Conductividad térmica del refractario 1.04 W/(m*K) 1.038 W/(m*K)
K2 Conductividad térmica de la placa metálica 45.00 W/(m*K) 44.997 W/(m*K)
K3 Conductividad térmica del aislante térmico 0.07 W/(m*K) 0.069 W/(m*K)
Q'C Transferencia de calor en el cilindro 17,400.81 W 9,941.607 W
q'C Flujo de calor en el cilindro 845.14 W/m2 471.808 W/m2
Q'Tq Transferencia de calor en la tapa de entrada de gases 955.65 W 1,304.633 W
q'Tq Flujo de calor en el cilindro en la tapa de entrada de gases 4,531.82 W/m2 2,448.224 W/m2
Q'Tm Transferencia de calor en la tapa de entrada de materia sólida 891.21 W 1,280.213 W
q'Tm Flujo de calor en la tapa de entrada de materia sólida 4,531.82 W/m2 2,448.224 W/m2
Q' Transferencia de calor total 19, 247.67 W 12,526.453 W
q' Flujo de calor total 9,908.77 W/m2 5,368.255 W/m2
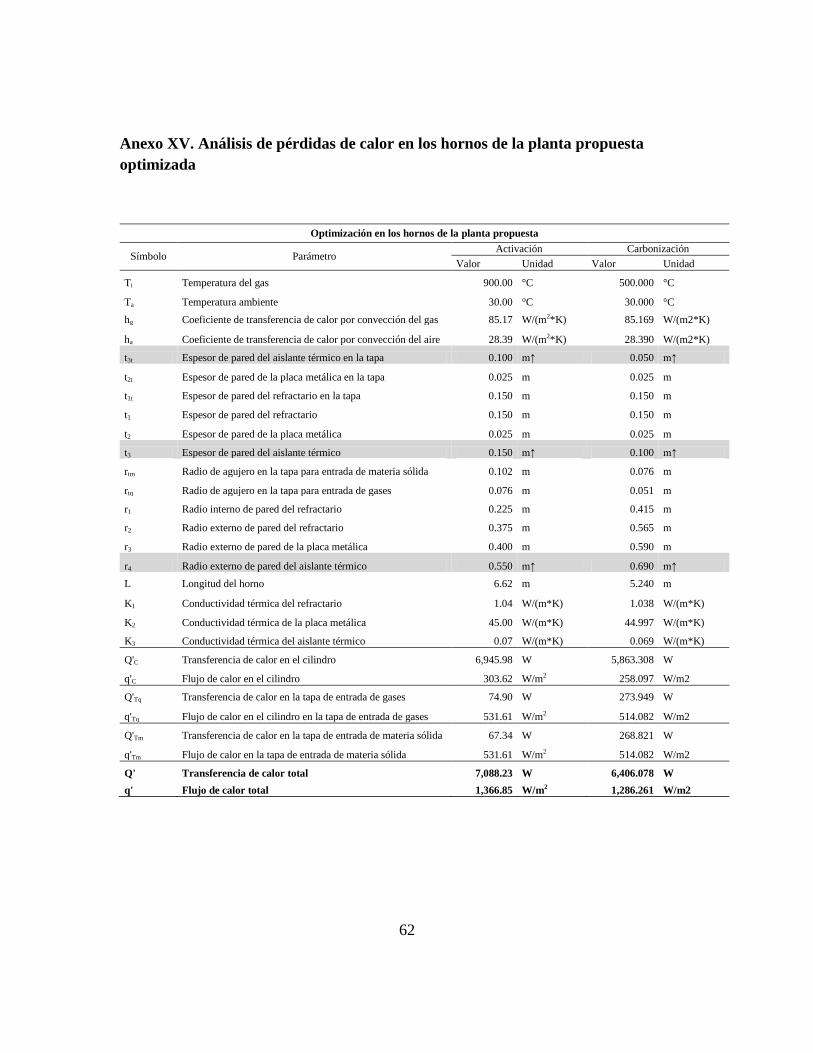
62
Anexo XV. Análisis de pérdidas de calor en los hornos de la planta propuesta
optimizada
Optimización en los hornos de la planta propuesta
Símbolo Parámetro Activación Carbonización
Valor Unidad Valor Unidad
Ti Temperatura del gas 900.00 °C 500.000 °C
Ta Temperatura ambiente 30.00 °C 30.000 °C
hg Coeficiente de transferencia de calor por convección del gas 85.17 W/(m2*K) 85.169 W/(m2*K)
ha Coeficiente de transferencia de calor por convección del aire 28.39 W/(m2*K) 28.390 W/(m2*K)
t3t Espesor de pared del aislante térmico en la tapa 0.100 m↑ 0.050 m↑
t2t Espesor de pared de la placa metálica en la tapa 0.025 m 0.025 m
t1t Espesor de pared del refractario en la tapa 0.150 m 0.150 m
t1 Espesor de pared del refractario 0.150 m 0.150 m
t2 Espesor de pared de la placa metálica 0.025 m 0.025 m
t3 Espesor de pared del aislante térmico 0.150 m↑ 0.100 m↑
rtm Radio de agujero en la tapa para entrada de materia sólida 0.102 m 0.076 m
rtq Radio de agujero en la tapa para entrada de gases 0.076 m 0.051 m
r1 Radio interno de pared del refractario 0.225 m 0.415 m
r2 Radio externo de pared del refractario 0.375 m 0.565 m
r3 Radio externo de pared de la placa metálica 0.400 m 0.590 m
r4 Radio externo de pared del aislante térmico 0.550 m↑ 0.690 m↑
L Longitud del horno 6.62 m 5.240 m
K1 Conductividad térmica del refractario 1.04 W/(m*K) 1.038 W/(m*K)
K2 Conductividad térmica de la placa metálica 45.00 W/(m*K) 44.997 W/(m*K)
K3 Conductividad térmica del aislante térmico 0.07 W/(m*K) 0.069 W/(m*K)
Q'C Transferencia de calor en el cilindro 6,945.98 W 5,863.308 W
q'C Flujo de calor en el cilindro 303.62 W/m2 258.097 W/m2
Q'Tq Transferencia de calor en la tapa de entrada de gases 74.90 W 273.949 W
q'Tq Flujo de calor en el cilindro en la tapa de entrada de gases 531.61 W/m2 514.082 W/m2
Q'Tm Transferencia de calor en la tapa de entrada de materia sólida 67.34 W 268.821 W
q'Tm Flujo de calor en la tapa de entrada de materia sólida 531.61 W/m2 514.082 W/m2
Q' Transferencia de calor total 7,088.23 W 6,406.078 W
q' Flujo de calor total 1,366.85 W/m2 1,286.261 W/m2
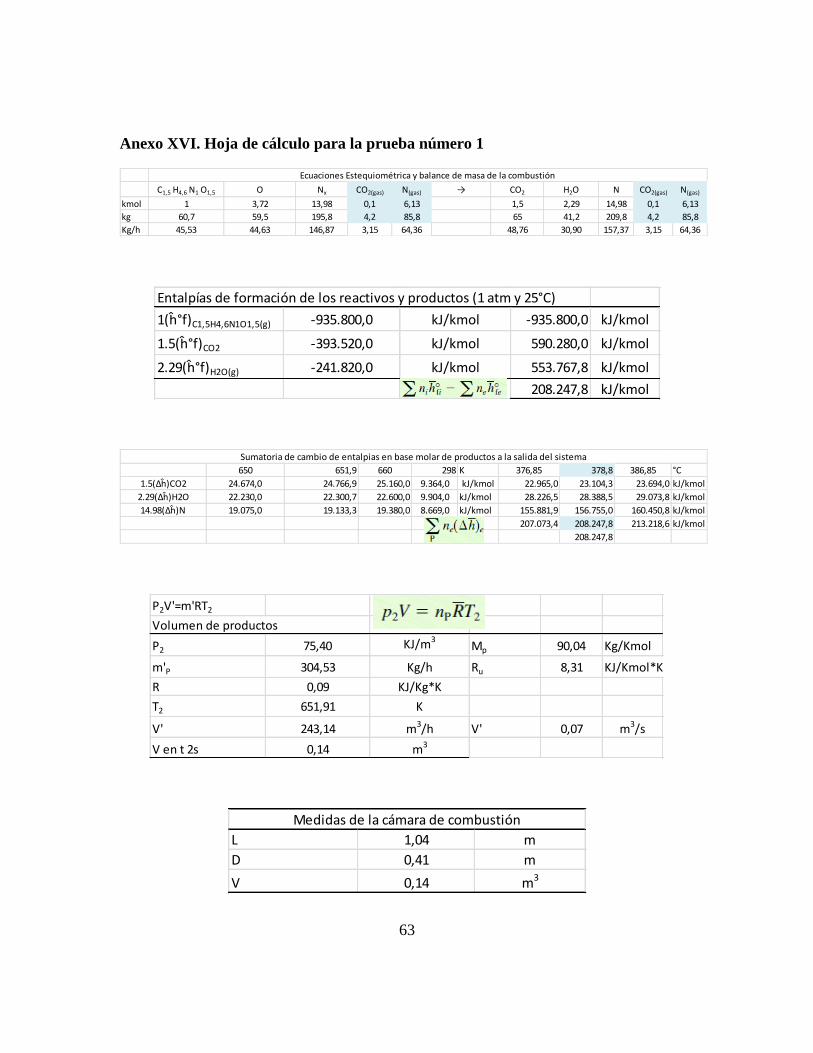
63
Anexo XVI. Hoja de cálculo para la prueba número 1
C1,5 H4,6 N1 O1,5 O Nx CO2(gas) N(gas) → CO2 H2O N CO2(gas) N(gas)
kmol 1 3,72 13,98 0,1 6,13 1,5 2,29 14,98 0,1 6,13
kg 60,7 59,5 195,8 4,2 85,8 65 41,2 209,8 4,2 85,8
Kg/h 45,53 44,63 146,87 3,15 64,36 48,76 30,90 157,37 3,15 64,36
Ecuaciones Estequiométrica y balance de masa de la combustión
Entalpías de formación de los reactivos y productos (1 atm y 25°C)
1(ĥ°f)C1,5H4,6N1O1,5(g) -935.800,0 kJ/kmol -935.800,0 kJ/kmol
1.5(ĥ°f)CO2 -393.520,0 kJ/kmol 590.280,0 kJ/kmol
2.29(ĥ°f)H2O(g) -241.820,0 kJ/kmol 553.767,8 kJ/kmol
208.247,8 kJ/kmol
650 651,9 660 298 K 376,85 378,8 386,85 °C
1.5(Δĥ)CO2 24.674,0 24.766,9 25.160,0 9.364,0 kJ/kmol 22.965,0 23.104,3 23.694,0 kJ/kmol
2.29(Δĥ)H2O 22.230,0 22.300,7 22.600,0 9.904,0 kJ/kmol 28.226,5 28.388,5 29.073,8 kJ/kmol
14.98(Δĥ)N 19.075,0 19.133,3 19.380,0 8.669,0 kJ/kmol 155.881,9 156.755,0 160.450,8 kJ/kmol
207.073,4 208.247,8 213.218,6 kJ/kmol
208.247,8
Sumatoria de cambio de entalpias en base molar de productos a la salida del sistema
P2V'=m'RT2
Volumen de productos
P2 75,40 KJ/m3Mp 90,04 Kg/Kmol
m'P 304,53 Kg/h Ru 8,31 KJ/Kmol*K
R 0,09 KJ/Kg*K
T2 651,91 K
V' 243,14 m3/h V' 0,07 m3/s
V en t 2s 0,14 m3
L 1,04 m
D 0,41 m
V 0,14 m3
Medidas de la cámara de combustión

64
Anexo XVI. Hoja de cálculo para la prueba número 1 (Continuación)
Calculo de áreas de entradas y salidas en cámara de combustión
Q=V*A V'=C*A
Entrada de gases de carbonización
m'gc 113,04 Kg/h Mgc 60,70 Kg/Kmol
R 0,14 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 773,15 K
V' 0,04 m3/s
C 5 m/s
A 0,008820 m2
D 0,105974 m 105,97 mm 4,17 in
Diámetro de ducto para entrada de gases de carbonización
Entrada de aire
m'a 191,50 Kg/h Ma 30,00 Kg/Kmol
R 0,28 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 298,00 K
V' 0,06 m3/s
C 5 m/s
A 0,011653 m2
D 0,121808 m 121,81 mm 4,80 in
Diámetro de ducto para entrada de aire
Salida de productos de la combustión
m'pc 304,53 Kg/h Mpc 90,04 Kg/Kmol
R 0,09 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T2 651,91 K
V' 0,07 m3/s
C 5 m/s
A 0,013508 m2
D 0,131144 m 131,14 mm 5,16 in
Diámetro de ducto para salida de productos de la combustión

65
Anexo XVII. Hoja de cálculo para la prueba número 2
C1,5 H4,6 N1 O1,5 O Nx CO2(gas) N(gas) → CO2 H2O N CO2(gas) N(gas)
kg Mol 1 3,72 13,98 0,1 6,13 1,5 2,29 14,98 0,1 6,13
kg 60,7 59,5 195,8 4,2 85,8 65 41,2 209,8 4,2 85,8
Kg/h 45,53 44,63 146,87 3,15 64,36 48,76 30,90 157,37 3,15 64,36
Ecuaciones Estequiométrica y balance de masa de la combustión
Entalpias de formación de los reactivos y productos (1 atm y 25°C)
1(ĥ°f)C1,5H4,6N1O1,5(g)-935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol Entalpias de reactivos a temperatura de entrada y ambiente
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol 770 K 298 K
3.72(Δĥ)O 14,831.0 kJ/kmol 55,171.3 kJ/kmol ĥO 23,513.0 KJ/Kmol 8,682.0 KJ/Kmol
13.98(Δĥ)N 14,103.0 kJ/kmol 197,159.9 kJ/kmol ĥN 22,772.0 KJ/Kmol 8,669.0 KJ/Kmol
460,579.0 kJ/kmol
1040 1,044.1 1060 298 K 766.85 771.0 786.85 °C
1.5(Δĥ)CO2 44,953.0 45,178.9 46,051.0 9,364.0 kJ/kmol 53,383.5 53,722.4 55,030.5 kJ/kmol
2.29(Δĥ)H2O 37,542.0 37,714.4 38,380.0 9,904.0 kJ/kmol 63,291.0 63,685.9 65,210.0 kJ/kmol
14.98(Δĥ)N 31,442.0 31,577.6 32,101.0 8,669.0 kJ/kmol 341,139.5 343,170.8 351,011.4 kJ/kmol
457,814.1 460,579.0 471,251.9 kJ/kmol
Tomando las entalpías de formación más las entalpias de reactivos como referencia para la iteración
P2V'=m'RT2
Volumen de productos
P2 75.40 KJ/m3Mp 90.04 Kg/Kmol
m'P 304.53 Kg/h Ru 8.31 KJ/Kmol*K
R 0.09 KJ/Kg*K
T2 1,044.12 K
V' 389.42 m3/h V' 0.11 m3/s
V en t 2s 0.22 m3
L 1.24 m
D 0.50 m
V 0.24 m3
L 1,24 m
D 0,50 m
V 0,24 m3
Medidas de la cámara de combustión

66
Anexo XVII. Hoja de cálculo para la prueba número 2 (Continuación)
Calculo de áreas de entradas y salidas en cámara de combustión
Q=V*A V'=C*A
Entrada de gases de carbonización
m'gc 113,04 Kg/h Mgc 60,70 Kg/Kmol
R 0,14 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 773,15 K
V' 0,04 m3/s
C 5 m/s
A 0,008820 m2
D 0,105974 m 105,97 mm 4,17 in
Diámetro de ducto para entrada de gases de carbonización
Entrada de aire precalentado
m'a 191,50 Kg/h Mp 30,00 Kg/Kmol
R 0,28 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 350,00 K
V' 0,07 m3/s
C 5 m/s
A 0,013687 m2
D 0,132009 m 132,01 mm 5,20 in
Diámetro de ducto para entrada de gases de carbonización
Salida de productos de la combustión
m'pc 304,53 Kg/h Mpc 90,04 Kg/Kmol
R 0,09 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T2 695,41 K
V' 0,07 m3/s
C 5 m/s
A 0,014409 m2
D 0,135449 m 135,45 mm 5,33 in
Diámetro de ducto para entrada de gases de carbonización

67
Anexo XVIII. Hoja de cálculo para la prueba número 3
exceso de aire de 120%
C1,5 H4,6 N1 O1,5 O Nx CO2(gas) N(gas) → CO2 H2O N O CO2(gas) N(gas)
kmol 1 4,464 16,776 0,1 6,13 1,5 2,29 17,776 0,674 0,1 6,13
kg (120% aire) 60,7 71,424 234,864 4,2 85,8 66 41,22 248,864 10,784 4,2 85,8
Kg/h 45,53 53,57 176,17 3,2 64,4 49,51 30,92 186,67 8,09 3,2 64,4
Ecuaciones Estequiométrica y balance de masa de la combustión
Entalpías de formación de los reactivos y productos (1 atm y 25°C)
1(ĥ°f)C1,5H4,6N1O1,5(g) -935.800,0 kJ/kmol -935.800,0 kJ/kmol
1.5(ĥ°f)CO2 -393.520,0 kJ/kmol 590.280,0 kJ/kmol
2.29(ĥ°f)H2O(g) -241.820,0 kJ/kmol 553.767,8 kJ/kmol
208.247,8 kJ/kmol
600 600,7 610 298 K 326,85 327,6 336,85 °C
1.5(Δĥ)CO2 22.280,0 22.313,4 22.754,0 9.364,0 kJ/kmol 19.374,0 19.424,1 20.085,0 kJ/kmol
2.29(Δĥ)H2O 20.402,0 20.427,6 20.765,0 9.904,0 kJ/kmol 24.040,4 24.099,0 24.871,7 kJ/kmol
11.45(Δĥ)O 17.929,0 17.951,6 18.250,0 8.682,0 kJ/kmol 6.232,5 6.247,7 6.448,8 kJ/kmol
62.91(Δĥ)N 17.563,0 17.584,2 17.864,0 8.669,0 kJ/kmol 158.099,7 158.476,9 163.450,3 kJ/kmol
207.746,6 208.247,8 214.855,8 kJ/kmol
Tomando las entalpías de formación más las entalpias de reactivos como referencia para la iteración
P2V'=m'RT2
Volumen de productos
P2 75,40 KJ/m3Mp 90,04 Kg/Kmol
m'P 342,69 Kg/h Ru 8,31 KJ/Kmol*K
R 0,09 KJ/Kg*K
T2 600,70 K
V' 252,11 m3/h V' 0,07 m3/s
V en t 2s 0,14 m3
L 1,11 m
D 0,44 m
V 0,17 m3
Medidas de la cámara de combustión
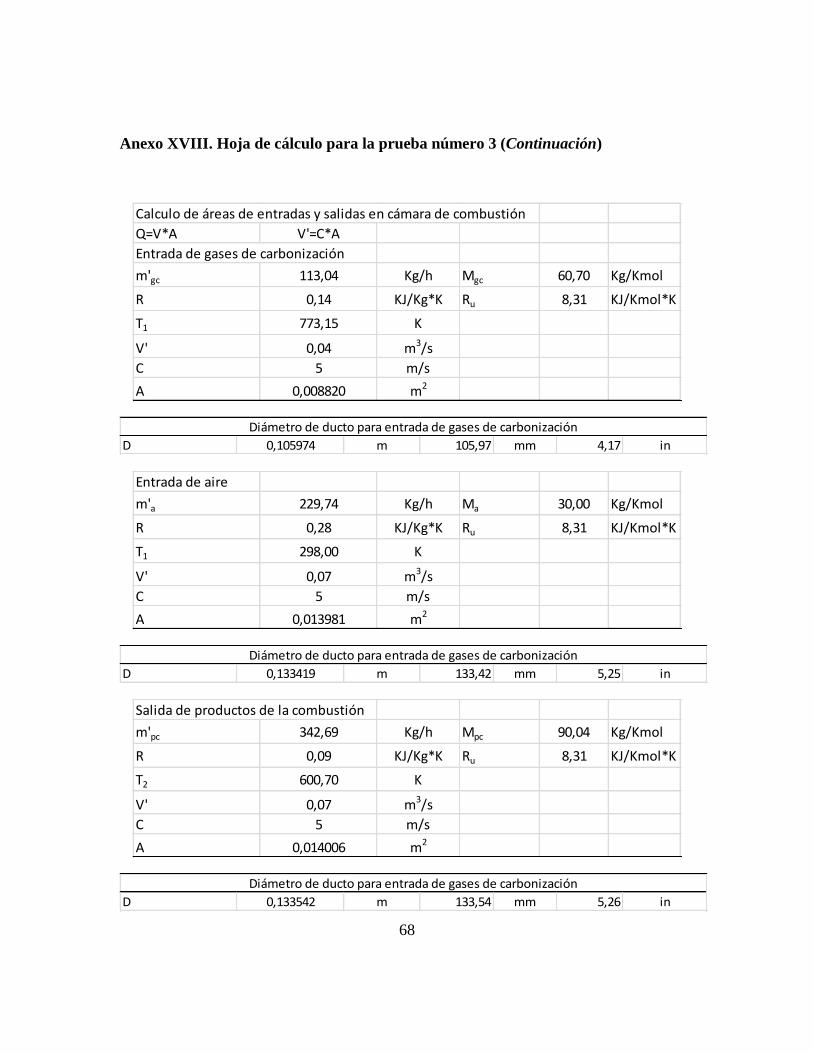
68
Anexo XVIII. Hoja de cálculo para la prueba número 3 (Continuación)
Calculo de áreas de entradas y salidas en cámara de combustión
Q=V*A V'=C*A
Entrada de gases de carbonización
m'gc 113,04 Kg/h Mgc 60,70 Kg/Kmol
R 0,14 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 773,15 K
V' 0,04 m3/s
C 5 m/s
A 0,008820 m2
D 0,105974 m 105,97 mm 4,17 in
Diámetro de ducto para entrada de gases de carbonización
Entrada de aire
m'a 229,74 Kg/h Ma 30,00 Kg/Kmol
R 0,28 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 298,00 K
V' 0,07 m3/s
C 5 m/s
A 0,013981 m2
D 0,133419 m 133,42 mm 5,25 in
Diámetro de ducto para entrada de gases de carbonización
Salida de productos de la combustión
m'pc 342,69 Kg/h Mpc 90,04 Kg/Kmol
R 0,09 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T2 600,70 K
V' 0,07 m3/s
C 5 m/s
A 0,014006 m2
D 0,133542 m 133,54 mm 5,26 in
Diámetro de ducto para entrada de gases de carbonización
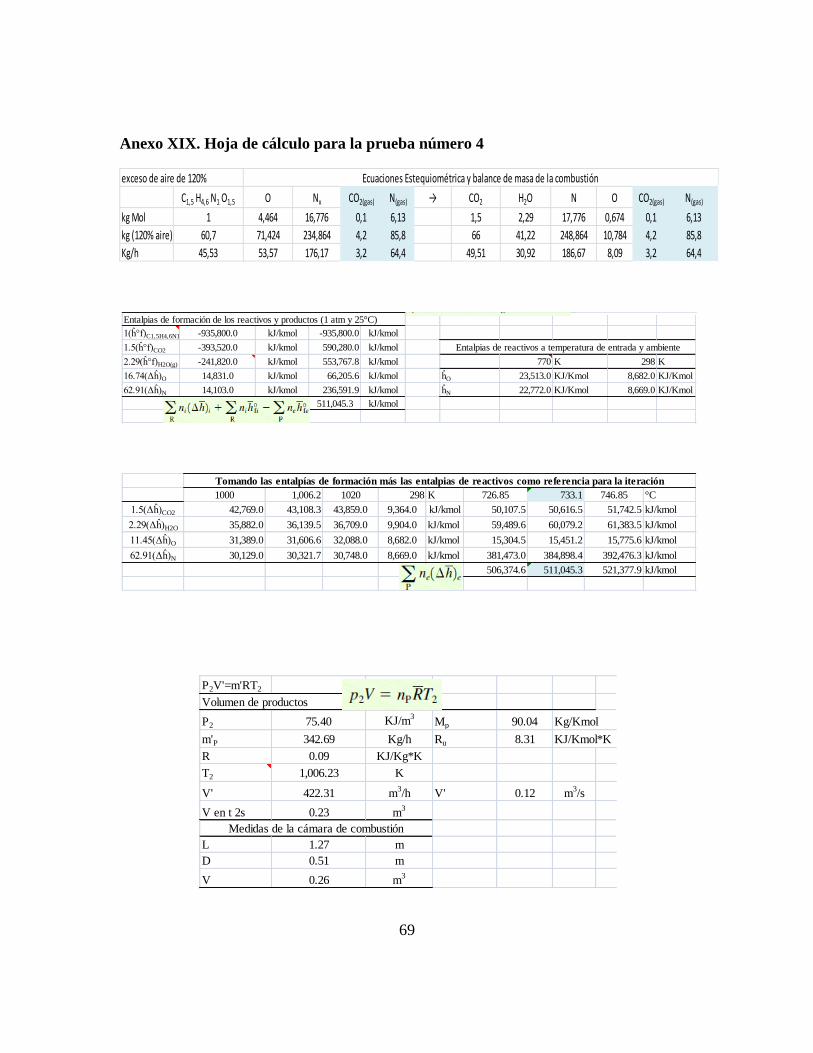
69
Anexo XIX. Hoja de cálculo para la prueba número 4
exceso de aire de 120%
C1,5 H4,6 N1 O1,5 O Nx CO2(gas) N(gas) → CO2 H2O N O CO2(gas) N(gas)
kg Mol 1 4,464 16,776 0,1 6,13 1,5 2,29 17,776 0,674 0,1 6,13
kg (120% aire) 60,7 71,424 234,864 4,2 85,8 66 41,22 248,864 10,784 4,2 85,8
Kg/h 45,53 53,57 176,17 3,2 64,4 49,51 30,92 186,67 8,09 3,2 64,4
Ecuaciones Estequiométrica y balance de masa de la combustión
Entalpias de formación de los reactivos y productos (1 atm y 25°C)
1(ĥ°f)C1,5H4,6N1O1,5(g)-935,800.0 kJ/kmol -935,800.0 kJ/kmol
1.5(ĥ°f)CO2 -393,520.0 kJ/kmol 590,280.0 kJ/kmol
2.29(ĥ°f)H2O(g) -241,820.0 kJ/kmol 553,767.8 kJ/kmol 770 K 298 K
16.74(Δĥ)O 14,831.0 kJ/kmol 66,205.6 kJ/kmol ĥO 23,513.0 KJ/Kmol 8,682.0 KJ/Kmol
62.91(Δĥ)N 14,103.0 kJ/kmol 236,591.9 kJ/kmol ĥN 22,772.0 KJ/Kmol 8,669.0 KJ/Kmol
511,045.3 kJ/kmol
Entalpias de reactivos a temperatura de entrada y ambiente
1000 1,006.2 1020 298 K 726.85 733.1 746.85 °C
1.5(Δĥ)CO2 42,769.0 43,108.3 43,859.0 9,364.0 kJ/kmol 50,107.5 50,616.5 51,742.5 kJ/kmol
2.29(Δĥ)H2O 35,882.0 36,139.5 36,709.0 9,904.0 kJ/kmol 59,489.6 60,079.2 61,383.5 kJ/kmol
11.45(Δĥ)O 31,389.0 31,606.6 32,088.0 8,682.0 kJ/kmol 15,304.5 15,451.2 15,775.6 kJ/kmol
62.91(Δĥ)N 30,129.0 30,321.7 30,748.0 8,669.0 kJ/kmol 381,473.0 384,898.4 392,476.3 kJ/kmol
506,374.6 511,045.3 521,377.9 kJ/kmol
Tomando las entalpías de formación más las entalpias de reactivos como referencia para la iteración
P2V'=m'RT2
Volumen de productos
P2 75.40 KJ/m3
Mp 90.04 Kg/Kmol
m'P 342.69 Kg/h Ru 8.31 KJ/Kmol*K
R 0.09 KJ/Kg*K
T2 1,006.23 K
V' 422.31 m3/h V' 0.12 m
3/s
V en t 2s 0.23 m3
L 1.27 m
D 0.51 m
V 0.26 m3
Medidas de la cámara de combustión

70
Anexo XIX. Hoja de cálculo para la prueba número 4 (Continuación)
Diámetro de ducto para entrada de gases de carbonización
D 0,105974 m 105,97 mm 4,17 in
Diámetro de ducto para entrada de gases de carbonización
D 0,144592 m 144,59 mm 5,69 in
Calculo de áreas de entradas y salidas en cámara de combustión
Q=V*A V'=C*A
Entrada de gases de carbonización
m'gc 113,04 Kg/h Mgc 60,70 Kg/Kmol
R 0,14 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 773,15 K
V' 0,04 m3/s
C 5 m/s
A 0,008820 m2
Entrada de aire precalentado
m'a 229,74 Kg/h Ma 30,00 Kg/Kmol
R 0,28 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T1 350,00 K
V' 0,08 m3/s
C 5 m/s
A 0,016420 m2
Salida de productos de la combustión
m'pc 342,69 Kg/h Mpc 90,04 Kg/Kmol
R 0,09 KJ/Kg*K Ru 8,31 KJ/Kmol*K
T2 645,74 K
V' 0,08 m3/s
C 5 m/s
A 0,015056 m2
D 0,138457 m 138,46 mm 5,45 in
Diámetro de ducto para entrada de gases de carbonización

71
Anexo XX. Cronograma del proyecto de investigación-innovación.
Fase Actividad Semana
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Inicio del proyecto
Visita técnica a las instalaciones de TECSOL, levantamiento de dimensiones de equipos actuales y sitio donde se ubicará la planta piloto.
Análisis preliminar
Diseño de alternativas para la distribución de la planta.
Selección de la mejor alternativa
Análisis de la mejor alternativa
Diseño térmico
Ingeniería de detalle de la mejor alternativa
Diseño del sistema de aislamiento térmico en hornos
Diseño de la cámara de combustión
Formulación de alternativas para aprovechamiento de calor residual.
Estimación de costos
Resultados
Elaboración de la propuesta de grado a la universidad
Elaboración del artículo de investigación
Redacción del informe de investigación
Validación y correcciones
Evaluación
Revisión Final
Corrección definitiva y entrega del informe de investigación a la universidad

72
Anexo XXI. Análisis de pérdidas de calor en la cámara de combustión de la primera
prueba
Símbolo Parámetro Valor Unidad
Ti Temperatura del gas 378,76 °C
Ta Temperatura ambiente 30,00 °C
hg Coeficiente de transferencia de calor por convección del gas 85,17 W/(m2*K)
ha Coeficiente de transferencia de calor por convección del aire 28,39 W/(m2*K)
t3t Espesor de pared del aislante térmico en la tapa 0,055 m
t2t Espesor de pared de la placa metálica en la tapa 0,025 m
t1t Espesor de pared del refractario en la tapa 0,120 m
t1 Espesor de pared del refractario 0,120 m
t2 Espesor de pared de la placa metálica 0,025 m
t3 Espesor de pared del aislante térmico 0,055 m
rtm Radio de agujero en la tapa para entrada del visor 0,051 m
rtq Radio de agujero en la tapa para entrada del quemador 0,051 m
r1 Radio interno de pared del refractario 0,221 m
r2 Radio externo de pared del refractario 0,341 m
r3 Radio externo de pared de la placa metálica 0,366 m
r4 Radio externo de pared del aislante térmico 0,421 m
L Longitud de la cámara de combustión 1,11 m
K1 Conductividad térmica del refractario 1,04 W/(m*K)
K2 Conductividad térmica de la placa metálica 45,00 W/(m*K)
K3 Conductividad térmica del aislante térmico 0,07 W/(m*K)
Q'C Transferencia de calor en el cilindro 940,77 W
q'C Flujo de calor en el cilindro 321,32 W/m2
Q'Tq Transferencia de calor en la tapa del quemador 53,03 W
q'Tq Flujo de calor en el cilindro en la tapa del quemador 364,21 W/m2
Q'Tm Transferencia de calor en la tapa del visor 53,03 W
q'Tm Flujo de calor en la tapa del visor 364,21 W/m2
Q' Transferencia de calor total 1.046,83 W
q' Flujo de calor total 1.049,73 W/m2
Transferencia de calor en la cámara de combustión

73
Anexo XXII. Análisis de pérdidas de calor en la cámara de combustión de la cuarta
prueba
Símbolo Parámetro Valor Unidad
Ti Temperatura del gas 733.08 °C
Ta Temperatura ambiente 30.00 °C
hg Coeficiente de transferencia de calor por convección del gas 85.17 W/(m2*K)
ha Coeficiente de transferencia de calor por convección del aire 28.39 W/(m2*K)
t3t Espesor de pared del aislante térmico en la tapa 0.055 m
t2t Espesor de pared de la placa metálica en la tapa 0.025 m
t1t Espesor de pared del refractario en la tapa 0.120 m
t1 Espesor de pared del refractario 0.120 m
t2 Espesor de pared de la placa metálica 0.025 m
t3 Espesor de pared del aislante térmico 0.055 m
rtm Radio de agujero en la tapa para entrada del visor 0.051 m
rtq Radio de agujero en la tapa para entrada del quemador 0.051 m
r1 Radio interno de pared del refractario 0.255 m
r2 Radio externo de pared del refractario 0.375 m
r3 Radio externo de pared de la placa metálica 0.400 m
r4 Radio externo de pared del aislante térmico 0.455 m
L Longitud de la cámara de combustión 1.27 m
K1 Conductividad térmica del refractario 1.04 W/(m*K)
K2 Conductividad térmica de la placa metálica 45.00 W/(m*K)
K3 Conductividad térmica del aislante térmico 0.07 W/(m*K)
Q'C Transferencia de calor en el cilindro 2,387.08 W
q'C Flujo de calor en el cilindro 655.46 W/m2
Q'Tq Transferencia de calor en la tapa del quemador 143.82 W
q'Tq Flujo de calor en el cilindro en la tapa del quemador 734.22 W/m2
Q'Tm Transferencia de calor en la tapa del visor 143.82 W
q'Tm Flujo de calor en la tapa del visor 734.22 W/m2
Q' Transferencia de calor total 2,674.72 W
q' Flujo de calor total 2,123.89 W/m2
Transferencia de calor en la cámara de combustión

74
Anexo XXIII. Hoja de cálculo del secador
tr Tiempo de residencia del cuesco en el secador0,25
h
Tc Temperatura máxima del cuesco de palma 80,00 °C
Hbhs
Contenido de humedad en base húmeda del cuesco a la salida 8%
%
Tomado de Ståhl, M., Granström, K., Berghel, J., & Renström, R.
(2004). Industrial processes for biomass drying and their effects on
the quality properties of wood pellets. Biomass and Bioenergy, 27(6),
621-628. http://doi.org/10.1016/j.biombioe.2003.08.019
Hbhe Contenido de humedad en base húmeda del cuesco a la entrada 25% % Tecsol, 2016
mc Masa del cuesco 60,00 kg Tecsol, 2016
Cph Calor específico del vapor de agua (humedad) 1,872 kJ/kg°C Cengel, A., & Boles, A. (1998). Termodinámica. Tomos I, II.
Cpatm Calor específico del aire atmosférico 1,005 kJ/kg°C Cengel, A., & Boles, A. (1998). Termodinámica. Tomos I, II.
∆Th Cambio de temperatura del cuesco en la etapa de secado 65,00 °C
∆Ta Cambio de temperatura del aire en la etapa de secado 77,00 °C Tabla Psicrométrica (Akton Associates, 2011)
hh Entalpía de vaporización del agua (humedad) 2.442,30 kJ/kg Cengel, A., & Boles, A. (1998). Termodinámica. Tomos I, II.
ηs Eficiencia del secado 83% % Fig 54.1 - Mujumdar, A. S. (2014)
ṁh Flujo másico del agua extraída del cuesco 40,80 kg/h
0,01 kg/s
ṁa
Flujo másico del aire caliente 1.628,71
kg/h
Orozco Hincapié, C. A., & Bedoya Loaiza, F. (2007). Cálculo del
flujo másico y caudal de aire para un ventilador utilizado en silos para
secado del café [Article]. Recuperado 13 de mayo de 2016, a partir de
http://recursosbiblioteca.utp.edu.co/dspace/handle/11059/199
0,45 kg/s
ρc Densidad del cuesco de palma 590,00 kg/m3 Tecsol, 2016
V Volumen ocupado por el cuesco en el secador 0,10 m3
D Diámetro del secador 0,89 m
h Longitud del secador 0,16 m
Máximo según Brammer, J. ., & Bridgwater, A. . (1999). Drying
technologies for an integrated gasification bio-energy plant.
Renewable and Sustainable Energy Reviews, 3(4), 243-289.
http://doi.org/10.1016/S1364-0321(99)00008-8
Flujo másico requerido por el secador de cuesco de palma

75
Anexo XXIV. Hoja de cálculo del intercambiador de calor para el precalentamiento
de aire necesario en la cámara de combustión
D 0.05 m D. Interno
Df 0.15 m D. flujo de entrada de aire
Q 0.08 m3/s Caudal
V 4.50 m/s Velocidad recomendada para flujos de tubería de aire
L 1.84 m L=A/πD
N 12.00 - Número de tubos
A 3.12 m2
A=Q'/(U*F*ΔTml)
ΔTml 380.57 ΔTml=(ΔT1-ΔT2)/(ln (ΔT1/ΔT2))
U 40.00 W/m2 °C U=1/(1/hi+1/ho)
Cmin 202.29 W/°C Cmin=(m'Cp)min
Cmax 7,110.40 W/°C Cmáx=(m'Cp)máx
F 1 Figura 11-18
Cc 88.88 W/°C Cc=m'cCpc
Ch 202.29 W/°C Ch=m'cCph
m'c 0.08 kg/s Hoja (secador)
m'h 0.13 kg/s Tecsol, 2016
Cpc 1.11 kJ/kg · °C Tomado de Cengel, Y. (2011)
Cph 1.60 kJ/kg · °C Tomado de Cengel, Y. (2011)
ho 90 W/m2 °C Tomado de Cengel, Y. (2011)
hi 180 W/m2 °C Tomado de Cengel, Y. (2011)
P 0.68 P=(Tc,sal-Tc,ent)/(Th,ent-Tc,ent)
R 0.44 R=(Th,ent-Th,sal)/(Tc,sal-Tc,ent)
Tc,sal 549.88 °C Tecsol, 2016
Tc,ent 15 °C Tecsol, 2016
Th,ent 800 °C Tecsol, 2016
Th,sal 565 °C Tecsol, 2016
ΔT1 250 °C ΔT1=Th, ent – Tc, sal
ΔT2 550 °C ΔT2=Th, sal – Tc, ent
Q' 47,540.10 W Q'=Cc(Tc,sal-Tc,ent)=Ch(Th,ent-Th,sal)
Dimensiones de intercambiador de calor para aire precalentado de la
cámara de combustión
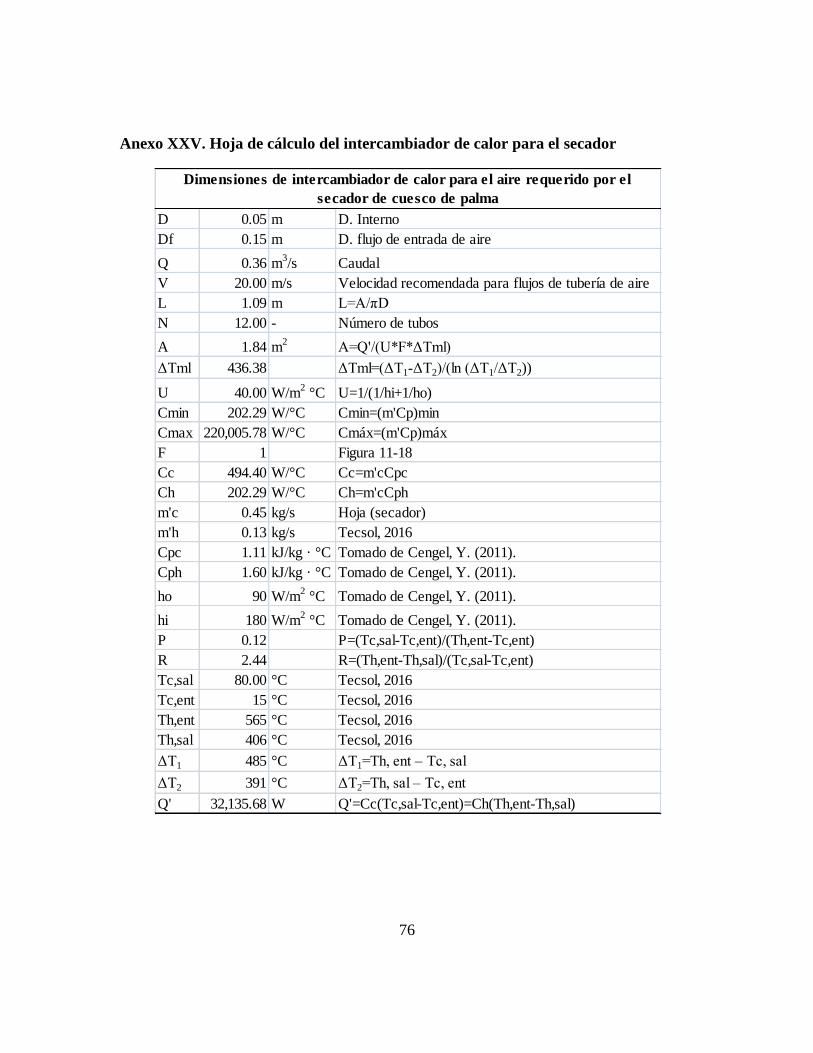
76
Anexo XXV. Hoja de cálculo del intercambiador de calor para el secador
D 0.05 m D. Interno
Df 0.15 m D. flujo de entrada de aire
Q 0.36 m3/s Caudal
V 20.00 m/s Velocidad recomendada para flujos de tubería de aire
L 1.09 m L=A/πD
N 12.00 - Número de tubos
A 1.84 m2
A=Q'/(U*F*ΔTml)
ΔTml 436.38 ΔTml=(ΔT1-ΔT2)/(ln (ΔT1/ΔT2))
U 40.00 W/m2 °C U=1/(1/hi+1/ho)
Cmin 202.29 W/°C Cmin=(m'Cp)min
Cmax 220,005.78 W/°C Cmáx=(m'Cp)máx
F 1 Figura 11-18
Cc 494.40 W/°C Cc=m'cCpc
Ch 202.29 W/°C Ch=m'cCph
m'c 0.45 kg/s Hoja (secador)
m'h 0.13 kg/s Tecsol, 2016
Cpc 1.11 kJ/kg · °C Tomado de Cengel, Y. (2011).
Cph 1.60 kJ/kg · °C Tomado de Cengel, Y. (2011).
ho 90 W/m2 °C Tomado de Cengel, Y. (2011).
hi 180 W/m2 °C Tomado de Cengel, Y. (2011).
P 0.12 P=(Tc,sal-Tc,ent)/(Th,ent-Tc,ent)
R 2.44 R=(Th,ent-Th,sal)/(Tc,sal-Tc,ent)
Tc,sal 80.00 °C Tecsol, 2016
Tc,ent 15 °C Tecsol, 2016
Th,ent 565 °C Tecsol, 2016
Th,sal 406 °C Tecsol, 2016
ΔT1 485 °C ΔT1=Th, ent – Tc, sal
ΔT2 391 °C ΔT2=Th, sal – Tc, ent
Q' 32,135.68 W Q'=Cc(Tc,sal-Tc,ent)=Ch(Th,ent-Th,sal)
Dimensiones de intercambiador de calor para el aire requerido por el
secador de cuesco de palma

77
Anexo XXVI. Hoja de cálculo del costos de diseño, investigación, materiales y
procesos.
24,590,055$
ItemNombre
pieza/componente
Horas de
trabajoDiseño Investigación Total Unitario Total final
1 Aislamiento térmico 46 7,500$ 7,500$ 15,000$ 690,000$
2 Cámara de combustión 80 7,500$ 7,500$ 15,000$ 1,200,000$
3 Secador de cuesco 30 7,500$ 7,500$ 15,000$ 450,000$
4 Intercambiador de calor 30 7,500$ 7,500$ 15,000$ 450,000$
5 Sitema de ductos 16 7,500$ 7,500$ 15,000$ 240,000$
6 Ventilador tiro inducido 16 7,500$ 7,500$ 15,000$ 240,000$
7 Tolvas 120 7,500$ 7,500$ 15,000$ 1,800,000$
8 Tornillos transportadores 50 7,500$ 7,500$ 15,000$ 750,000$
9 Transporte entre hornos 70 7,500$ 7,500$ 15,000$ 1,050,000$
10 Estructuras y soportes 30 7,500$ 7,500$ 15,000$ 450,000$
11 Software siemens NX 10 426 27,397$ -$ 27,397$ 11,671,233$
12 Software Ansys 216 27,397$ -$ 27,397$ 5,917,808$
13 Bases de datos 488 -$ 760$ 760$ 371,014$
Costos de Diseño e Investigación Costo total producción
F 4,050$
A 1,296$ 24,352,508$
C 28,023$ 1,450$ 2,350$ 50,000$ 10,000$ 1,500$
Item
Nombre
pieza/compo
nente
Cantidad Longitud [mm] Ancho [mm] Masa [kg] Costo MP Costo CorteCosto
Mecanizado
Costo
RoladoSoldadura Ensamble
1 A-1 2 2514 1544 762 987,552$ 8 11,600$ 1 2,350$ 3 7,050$ 8 80,000$ 1 1,500$ 1,083,002$
2 A-2 1 800 800 100 129,600$ 2 2,900$ 1 2,350$ 3 7,050$ 1 10,000$ 1 1,500$ 146,350$
3 A-3 1 800 800 100 129,600$ 2 2,900$ 1 2,350$ 3 7,050$ 1 10,000$ 1 1,500$ 146,350$
4 C-1 1 2357 1274 613 17,178,404$ 1 1,450$ 0 -$ 0 -$ 0 -$ 1 1,500$ 17,181,354$
5 C-2 1 750 750 102 2,858,397$ 1 1,450$ 0 -$ 0 -$ 0 -$ 1 1,500$ 2,861,347$
6 C-3 1 750 750 102 2,858,397$ 1 1,450$ 0 -$ 0 -$ 0 -$ 1 1,500$ 2,861,347$
7 F-1 2 2900 1594 14 37,443$ 8 11,600$ 0 -$ 0 -$ 0 -$ 1 1,500$ 50,543$
8 F-2 2 910 910 3 6,708$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 11,108$
9 F-3 2 910 910 3 6,708$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 11,108$
Kg de Acero Hot Rolled 1"
kg de Refractario concrax 1500Operaciones de
ensamble
Operaciones
roladoCortes
Operaciones
mecanizadoCordones
Costos
Unitarios
Cámara de Combustión
Total Final
Costo total de producción
m2 de Aislante en fibra de vidrio AWG 1"

78
Anexo XXVI. Hoja de cálculo del costos de diseño, investigación, materiales y
procesos. (Continuación)
F 4,050$
A 1,296$ 17,052,742$
C 28,023$ 1,450$ 2,350$ 50,000$ 10,000$ 1,500$
Item
Nombre
pieza/compo
nente
Cantidad Longitud [mm] Ancho [mm] Masa [kg] Costo MP Costo CorteCosto
Mecanizado
Costo
RoladoSoldadura Ensamble
1 A-4 1 1477 870 253 327,888$ 4 5,800$ 0 -$ 1 2,350$ 2 20,000$ 1 1,500$ 355,188$
2 A-5 3 600 1109 131 509,328$ 4 5,800$ 1 2,350$ 1 2,350$ 2 20,000$ 1 1,500$ 538,978$
3 A-6 1 500 1109 109 141,264$ 4 5,800$ 0 -$ 1 2,350$ 2 20,000$ 1 1,500$ 168,564$
4 A-7 1 2780 1109 606 785,376$ 4 5,800$ 0 -$ 1 2,350$ 2 20,000$ 1 1,500$ 812,676$
5 A-8 1 350 1109 77 99,792$ 4 5,800$ 0 -$ 1 2,350$ 2 20,000$ 1 1,500$ 127,092$
6 C-4 1 1477 714 90 2,522,115$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 2,526,515$
7 C-5 3 600 952 49 4,119,454$ 2 2,900$ 1 2,350$ 0 -$ 0 -$ 1 1,500$ 4,126,204$
8 C-6 1 500 952 41 1,148,963$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 1,153,363$
9 C-7 1 2780 952 225 6,305,287$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 6,309,687$
10 C-8 1 350 952 29 812,681$ 2 2,900$ 0 -$ 0 -$ 0 -$ 1 1,500$ 817,081$
11 F-4 2 1216 1477 6 14,548$ 4 5,800$ 0 -$ 0 -$ 0 -$ 1 1,500$ 21,848$
12 F-5 6 1455 600 3 21,214$ 4 5,800$ 1 2,350$ 0 -$ 0 -$ 1 1,500$ 30,864$
13 F-6 2 1455 500 3 5,893$ 4 5,800$ 0 -$ 0 -$ 0 -$ 1 1,500$ 13,193$
14 F-7 2 1455 2780 14 32,764$ 4 5,800$ 0 -$ 0 -$ 0 -$ 1 1,500$ 40,064$
15 F-8 2 1455 350 2 4,125$ 4 5,800$ 0 -$ 0 -$ 0 -$ 1 1,500$ 11,425$
Conductos de gases entre hornos y cámara de combustión
Costos
Unitarios
m2 de Aislante en fibra de vidrio AWG 1"
Kg de Acero Hot Rolled 1" Costo total de producción
kg de Refractario concrax 1500
CortesOperaciones
mecanizado
Operaciones
roladoCordones
Operaciones de
ensambleTotal Final
789,823$
C 1,823$ 1,450$ 2,350$ 50,000$ 10,000$ 1,500$
Item
Nombre
pieza/compo
nente
Cantidad Longitud [mm]Diámetro
[mm]Masa [kg] Costo MP Costo Corte
Costo
Mecanizado
Costo
RoladoSoldadura Ensamble
1 C-1 1 1000 840 125 227,813$ 3 4,350$ 0 -$ 1 2,350$ 1 10,000$ 1 1,500$ 243,663$
2 C-2 2 53 840 7 12,758$ 2 2,900$ 0 -$ 1 2,350$ 1 10,000$ 1 1,500$ 27,158$
3 C-4 1 2500 800 190 346,275$ 5 7,250$ 5 11,750$ 0 -$ 4 40,000$ 1 1,500$ 406,775$
4 C-5 4 980 150 12 21,870$ 2 2,900$ 1 2,350$ 0 -$ 2 20,000$ 1 1,500$ 48,620$
5 C-6 1 6 860 27 49,208$ 2 2,900$ 0 -$ 0 -$ 1 10,000$ 1 1,500$ 63,608$
Costos de Producción de Secador de cuesco
Costos UnitariosKg de Acero Hot Rolled 6 mm
CortesOperaciones
mecanizado
Operaciones
roladoCordones
Operaciones de
ensambleTotal Final
Costo total de producción
960,185$
C 1,823$ 1,450$ 2,350$ 50,000$ 10,000$ 1,500$
Item
Nombre
pieza/compo
nente
Cantidad Longitud [mm]Diámetro
[mm]Masa [kg] Costo MP Costo Corte
Costo
Mecanizado
Costo
RoladoSoldadura Ensamble
1 C-1 1 908 638 86 156,735$ 3 4,350$ 2 4,700$ 1 2,350$ 1 10,000$ 1 1,500$ 177,285$
2 C-2 2 294 638 28 51,030$ 3 4,350$ 14 32,900$ 1 2,350$ 3 30,000$ 1 1,500$ 119,780$
3 C-3 2 60 168 6 10,935$ 2 2,900$ 12 28,200$ 1 2,350$ 2 20,000$ 1 1,500$ 63,535$
4 C-4 2 115 300 10 18,225$ 2 2,900$ 12 28,200$ 1 2,350$ 2 20,000$ 1 1,500$ 70,825$
5 C-5 12 3000 50 23 41,918$ 2 2,900$ 1 2,350$ 1 2,350$ 0 -$ 1 1,500$ 48,668$
6 C-6 2 6 800 24 43,740$ 2 2,900$ 24 56,400$ 0 -$ 0 -$ 2 3,000$ 106,040$
7 C-7 2 6 320 4 7,290$ 2 2,900$ 12 28,200$ 0 -$ 1 10,000$ 3 4,500$ 52,890$
Costos de Producción de Intercambiadores de calor
Costos UnitariosCosto total de producción
Kg de Acero Hot Rolled 6 mm
CortesOperaciones
mecanizado
Operaciones
roladoCordones
Operaciones de
ensambleTotal Final
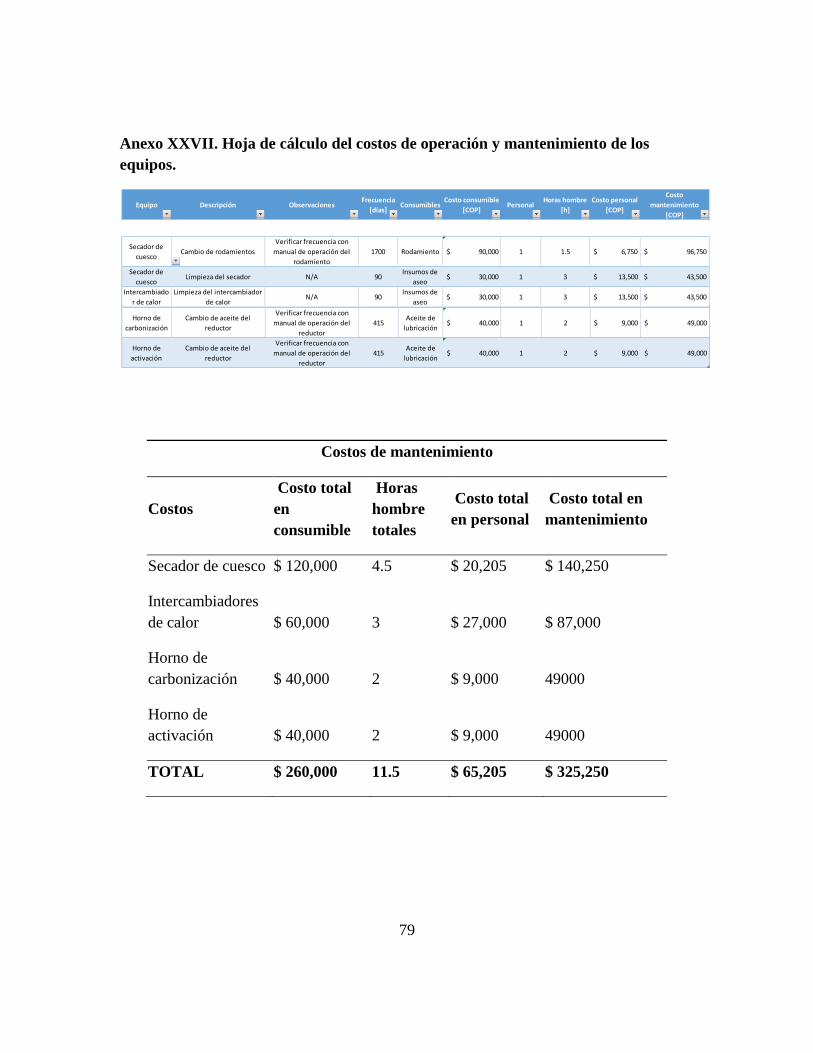
79
Anexo XXVII. Hoja de cálculo del costos de operación y mantenimiento de los
equipos.
Costos de mantenimiento
Costos
Costo total
en
consumible
Horas
hombre
totales
Costo total
en personal
Costo total en
mantenimiento
Secador de cuesco $ 120,000 4.5 $ 20,205 $ 140,250
Intercambiadores
de calor $ 60,000 3 $ 27,000 $ 87,000
Horno de
carbonización $ 40,000 2 $ 9,000 49000
Horno de
activación $ 40,000 2 $ 9,000 49000
TOTAL $ 260,000 11.5 $ 65,205 $ 325,250
Equipo Descripción ObservacionesFrecuencia
[días]Consumibles
Costo consumible
[COP]Personal
Horas hombre
[h]
Costo personal
[COP]
Costo
mantenimiento
[COP]
Secador de
cuescoCambio de rodamientos
Verificar frecuencia con
manual de operación del
rodamiento
1700 Rodamiento $ 90,000 1 1.5 $ 6,750 $ 96,750
Secador de
cuescoLimpieza del secador N/A 90
Insumos de
aseo $ 30,000 1 3 $ 13,500 $ 43,500
Intercambiado
r de calor
Limpieza del intercambiador
de calorN/A 90
Insumos de
aseo $ 30,000 1 3 $ 13,500 $ 43,500
Ventilador Cambio de rodamientos
Verificar frecuencia con
manual de operación del
ventilador
1700 Rodamiento $ 90,000 1 1.5 $ 6,750 $ 96,750
Horno de
carbonización
Cambio de aceite del
reductor
Verificar frecuencia con
manual de operación del
reductor
415Aceite de
lubricación $ 40,000 1 2 $ 9,000 $ 49,000
Horno de
activación
Cambio de aceite del
reductor
Verificar frecuencia con
manual de operación del
reductor
415Aceite de
lubricación $ 40,000 1 2 $ 9,000 $ 49,000
Secador de
cuescoCambio de rodamientos
Verificar frecuencia con
manual de operación del
rodamiento
1700 Rodamiento $ 90,000 1 1.5 $ 6,750 $ 96,750
Secador de
cuescoLimpieza del secador N/A 90
Insumos de
aseo $ 30,000 1 3 $ 13,500 $ 43,500
Intercambiado
r de calor
Limpieza del intercambiador
de calorN/A 90
Insumos de
aseo $ 30,000 1 3 $ 13,500 $ 43,500
Ventilador Cambio de rodamientos
Verificar frecuencia con
manual de operación del
ventilador
1700 Rodamiento $ 90,000 1 1.5 $ 6,750 $ 96,750
Horno de
carbonización
Cambio de aceite del
reductor
Verificar frecuencia con
manual de operación del
reductor
415Aceite de
lubricación $ 40,000 1 2 $ 9,000 $ 49,000
Horno de
activación
Cambio de aceite del
reductor
Verificar frecuencia con
manual de operación del
reductor
415Aceite de
lubricación $ 40,000 1 2 $ 9,000 $ 49,000

80
Anexo XXVIII. Participación en evento Falling Walls Lab.