ESTUDIO DE LA FORMACIÓN DE LA CEMENTITA …sappi.ipn.mx/cgpi/archivos_anexo/20061040_4216.pdf ·...
18
1 Proyecto: Estudio de la Producción de hierros dúctiles de pared delgada. 1. INTRODUCCIÓN. En la actualidad, la industria de la fundición ferrosa compite arduamente con la de los materiales livianos como los poliméricos y el aluminio materiales de más baja densidad, principalmente los usados dentro de la industria automotriz; debido a ello existe un gran interés en ingresar al mercado de piezas livianas. La industria automotriz incorpora crecientemente piezas livianas, procurando disminuir el peso final de los automotores y su consumo de combustible. Debido a que los motores de combustión son una importante fuente de contaminación ambiental, las organizaciones internacionales imponen restricciones cada vez más severas en lo que a economía de combustible de vehículos automotores se refiere. La manera más directa de economizar combustible, sin sacrificar potencia, es construyendo piezas más livianas. Diseñar una pieza de menor peso implica reducir los espesores de pared y utilizar un material con alta relación resistencia/peso, intrínsecamente liviano y que además sea reciclable y en lo posible de bajo costo. Tradicionalmente, las partes livianas se construyen empleando aleaciones de aluminio o materiales compuestos de matriz polimérica. La fundición esferoidal no es habitualmente considerada como material liviano. Sin embargo, los grados de mayor resistencia pueden alcanzar relaciones tensión de fluencia – densidad, próximas a las de las aleaciones de aluminio comúnmente empleadas. La principal restricción para la construcción de partes de hierro nodular livianas competitivas es que las mismas suelen producirse con espesores mínimos no inferiores a 5mm. En efecto, la reducción del espesor de las piezas de hierro nodular se traduce en un aumento de la velocidad de enfriamiento durante la solidificación, que puede producir la formación de carburos ledeburíticos. Estos carburos son en general indeseables, ya que aumentan excesivamente la dureza y la fragilidad del hierro nodular, y también empeoran su maquinabilidad [1] . Existen en principio dos formas posibles para obtener piezas de fundición de espesores delgados libres de carburos, 1.- mediante la obtención de estructuras libres de carburos directamente de los procesos de colada. Este proceso requiere de un aumento de los contenidos de Si y C en la aleación hasta valores de carbono equivalente fuertemente hipereutécticos, aumentando así el potencial de grafitización y la fluidez. Sin embargo, el empleo de alto contenido de Si en la aleación, el material sufre una disminución en la tenacidad, aumenta la temperatura de transición dúctil-frágil y sufre una reducción de la conductividad térmica y 2.- con una disolución de los carburos presentes en el material colado mediante un tratamiento térmico adecuado. Sin embargo, en la práctica habitual se considera que una vez formados, los carburos son sumamente difíciles de disolver, requiriéndose tratamientos térmicos costosos y poco prácticos.
Transcript of ESTUDIO DE LA FORMACIÓN DE LA CEMENTITA …sappi.ipn.mx/cgpi/archivos_anexo/20061040_4216.pdf ·...

1
Proyecto: Estudio de la Producción de hierros dúctiles de pared delgada.
1. INTRODUCCIÓN.
En la actualidad, la industria de la fundición ferrosa compite arduamente con la de los materiales livianos como los poliméricos y el aluminio materiales de más baja densidad, principalmente los usados dentro de la industria automotriz; debido a ello existe un gran interés en ingresar al mercado de piezas livianas. La industria automotriz incorpora crecientemente piezas livianas, procurando disminuir el peso final de los automotores y su consumo de combustible. Debido a que los motores de combustión son una importante fuente de contaminación ambiental, las organizaciones internacionales imponen restricciones cada vez más severas en lo que a economía de combustible de vehículos automotores se refiere. La manera más directa de economizar combustible, sin sacrificar potencia, es construyendo piezas más livianas.
Diseñar una pieza de menor peso implica reducir los espesores de pared y utilizar un material con alta relación resistencia/peso, intrínsecamente liviano y que además sea reciclable y en lo posible de bajo costo. Tradicionalmente, las partes livianas se construyen empleando aleaciones de aluminio o materiales compuestos de matriz polimérica. La fundición esferoidal no es habitualmente considerada como material liviano. Sin embargo, los grados de mayor resistencia pueden alcanzar relaciones tensión de fluencia – densidad, próximas a las de las aleaciones de aluminio comúnmente empleadas. La principal restricción para la construcción de partes de hierro nodular livianas competitivas es que las mismas suelen producirse con espesores mínimos no inferiores a 5mm. En efecto, la reducción del espesor de las piezas de hierro nodular se traduce en un aumento de la velocidad de enfriamiento durante la solidificación, que puede producir la formación de carburos ledeburíticos. Estos carburos son en general indeseables, ya que aumentan excesivamente la dureza y la fragilidad del hierro nodular, y también empeoran su maquinabilidad [1].
Existen en principio dos formas posibles para obtener piezas de fundición de espesores delgados libres de carburos, 1.- mediante la obtención de estructuras libres de carburos directamente de los procesos de colada. Este proceso requiere de un aumento de los contenidos de Si y C en la aleación hasta valores de carbono equivalente fuertemente hipereutécticos, aumentando así el potencial de grafitización y la fluidez. Sin embargo, el empleo de alto contenido de Si en la aleación, el material sufre una disminución en la tenacidad, aumenta la temperatura de transición dúctil-frágil y sufre una reducción de la conductividad térmica y 2.- con una disolución de los carburos presentes en el material colado mediante un tratamiento térmico adecuado. Sin embargo, en la práctica habitual se considera que una vez formados, los carburos son sumamente difíciles de disolver, requiriéndose tratamientos térmicos costosos y poco prácticos.

2
2. ANTECEDENTES.
2.1 Formación de carburos.
Existen dos factores que favorecen la formación de carburos en las fundiciones de hierro: el cinético y el termodinámico [2]. El factor cinético está referido al hecho que una alta velocidad de enfriamiento tiende a producir fundición blanca (con carburos ledeburíticos), mientras que el enfriamiento lento favorece la formación de grafito. El factor termodinámico está relacionado con la variación de la composición química originada por la microsegregación que ocurre durante la solidificación. Los elementos grafitizantes (Si, Ni, Cu) varían las temperaturas del eutéctico estable y metaestable, reduciendo la posibilidad de formación de carburos ledeburíticos. Sin embargo estos elementos segregan hacia el interior de las células eutécticas, por lo que su contenido es menor en los bordes de célula. En cambio los elementos formadores de carburos (Cr, Mo, Mn, V, Ti, etc.), que disminuyen la diferencia de temperatura entre el eutéctico estable y el metaestable, segregan hacia los bordes de célula, pudiendo llegar a formar carburos intercelulares aleados y/o ledeburita. Para evitar éste fenómeno, es recomendable no solo reducir los contenidos de elementos formadores de carburos, sino además dispersar al máximo la microsegregación aumentando la velocidad de solidificación y acortando a la vez las distancias de difusión reduciendo el espaciado entre nódulos de grafito e incrementando la cantidad de nódulos de grafito en la matriz metálica. Ambos efectos acontecen cuando se produce un hierro nodular de espesor delgado.
Uno de los campos de estudio es el referido al cálculo de la evolución del número de partículas de grafito en la etapa de solidificación. Este aspecto ha sido examinado en detalle para espesores convencionales a través de numerosos modelos propuestos por diferentes autores. Es bien conocido el notable aumento del conteo nodular que se logra con el incremento de la velocidad de enfriamiento, como consecuencia de colar espesores delgados. Este aumento del conteo nodular puede tener un efecto importante en las transformaciones de fase en estado sólido, en la microestructura y en las propiedades mecánicas.
2.2 Producción de hierros nodulares de espesores delgados obtenidos por colada en contra de la gravedad asistida por vacío[3]. Esta técnica de colada consiste en colar el metal líquido en contra de la gravedad con asistencia de vacío. El colado de partes asistido normalmente por la gravedad tiene dos problemas principales cuando se lo aplica a espesores delgados: i. La velocidad de llenado del molde, aún en un buen diseño, puede estar lejos de la óptima en determinados puntos de la pieza. ii. La velocidad de llenado inicial es alta, pero a medida que la altura efectiva se reduce, mientras el metal ingresa en el molde, la velocidad se ve gradualmente reducida. Estos problemas pueden ser controlados usando colada en contra de la gravedad asistida por vacío (CCG). En este caso la parte inferior del molde se sumerge parcialmente dentro del metal líquido. El metal sube dentro del molde, debido a la diferencia entre la presión atmosférica que actúa sobre el metal y el vacío producido dentro del molde[4]. En este sistema la velocidad de llenado está

determinada por la presión aplicada para elevar el metal líquido desde el horno hacia dentro del molde. A medida que la altura de metal aumenta, la presión debe ser continuamente ajustada debido al incremento en el peso del metal. A diferencia del caso convencional, cuando se utiliza CCG se tiene un llenado con flujo laminar. Las cavidades se llenan desde la parte inferior del molde hasta la superior, gradualmente. Sin duda éste es el método más rápido y que permite el mejor control de la velocidad de llenado a menor temperatura. Los gases generados dentro del molde pueden ser evacuados, siendo succionados por el sistema de vacío. En consecuencia, es posible llenar completamente secciones de menos de 4mm[4]. Una ventaja adicional es que debido a que en el método CCG se toma metal líquido por debajo de la superficie, es posible encontrar menor cantidad de inclusiones no metálicas y de tamaño más chico. 2.3. Modelos matemáticos para simular la nucleación de partículas de grafito en hierros nodulares de espesores delgados[6]. Es bien conocido el notable aumento del conteo nodular que se logra con el incremento de la velocidad de enfriamiento, como consecuencia de colar espesores delgados. El aumento del conteo nodular puede tener un efecto importante en las transformaciones de fase en estado sólido, en la microestructura y en las propiedades mecánicas. En la Figura 1 se muestran las geometrías y dimensiones de las piezas coladas, que presentan secciones que varían entre 1.5mm y 6mm. Los moldes fueron construidos con arena seleccionada ligada con resina. Los mismos fueron instrumentados con termocoples tipo K para registrar las curvas de enfriamiento de cada una de las secciones.
Figura 1 Forma y dimensiones nominales de las piezas prototipo Mientras que Caldera, Massone, Boeri y Sikora, emplearon modelos similares para sus estudios como lo muestra la figura 2, la cual muestra los resultados de las propiedades mecánicas obtenidas de tensión y de dureza en su modelo propuesto para sus estudios de solidificación en espesores delgados de un hierro nodular.
3
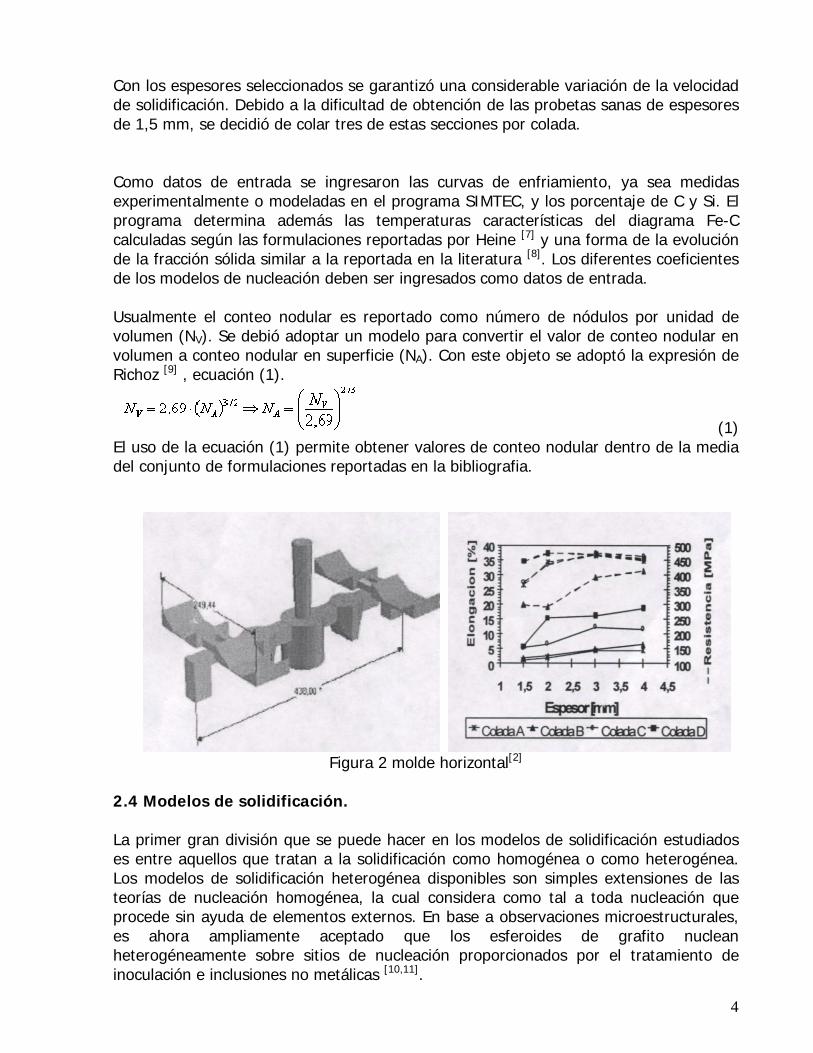
Con los espesores seleccionados se garantizó una considerable variación de la velocidad de solidificación. Debido a la dificultad de obtención de las probetas sanas de espesores de 1,5 mm, se decidió de colar tres de estas secciones por colada. Como datos de entrada se ingresaron las curvas de enfriamiento, ya sea medidas experimentalmente o modeladas en el programa SIMTEC, y los porcentaje de C y Si. El programa determina además las temperaturas características del diagrama Fe-C calculadas según las formulaciones reportadas por Heine [7] y una forma de la evolución de la fracción sólida similar a la reportada en la literatura [8]. Los diferentes coeficientes de los modelos de nucleación deben ser ingresados como datos de entrada. Usualmente el conteo nodular es reportado como número de nódulos por unidad de volumen (NV). Se debió adoptar un modelo para convertir el valor de conteo nodular en volumen a conteo nodular en superficie (NA). Con este objeto se adoptó la expresión de Richoz [9] , ecuación (1).
(1) El uso de la ecuación (1) permite obtener valores de conteo nodular dentro de la media del conjunto de formulaciones reportadas en la bibliografia.
Figura 2 molde horizontal[2]
2.4 Modelos de solidificación. La primer gran división que se puede hacer en los modelos de solidificación estudiados es entre aquellos que tratan a la solidificación como homogénea o como heterogénea. Los modelos de solidificación heterogénea disponibles son simples extensiones de las teorías de nucleación homogénea, la cual considera como tal a toda nucleación que procede sin ayuda de elementos externos. En base a observaciones microestructurales, es ahora ampliamente aceptado que los esferoides de grafito nuclean heterogéneamente sobre sitios de nucleación proporcionados por el tratamiento de inoculación e inclusiones no metálicas [10,11].
4
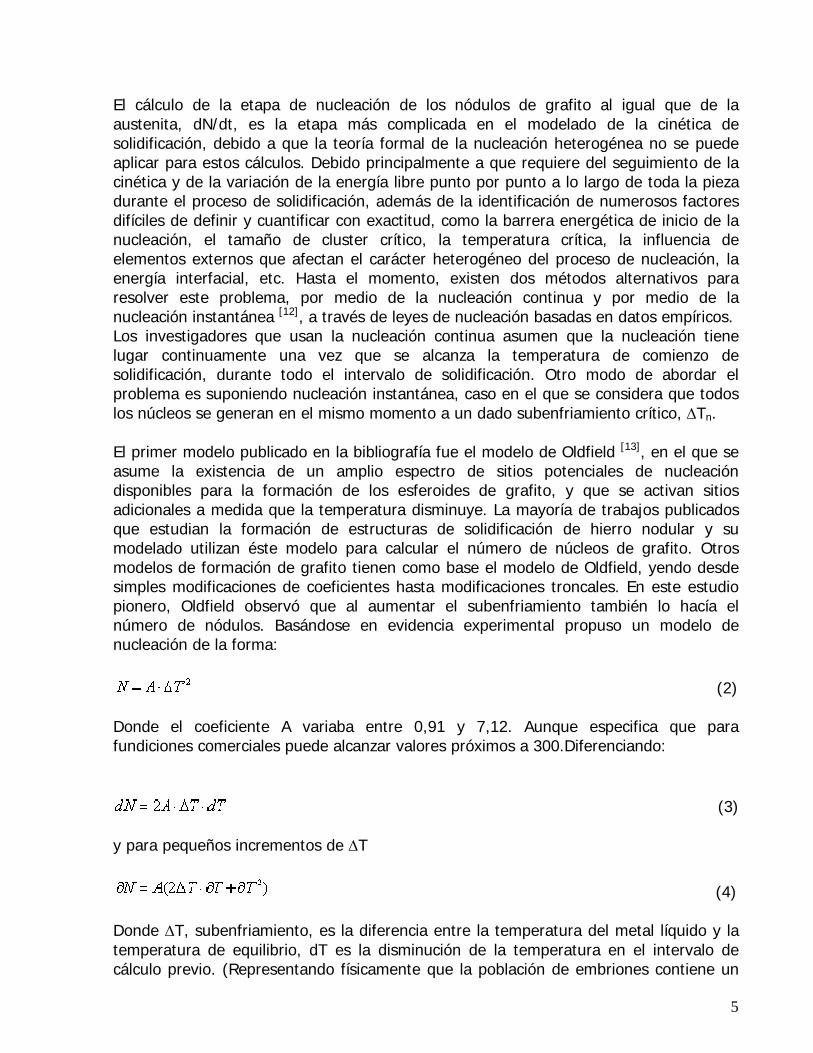
El cálculo de la etapa de nucleación de los nódulos de grafito al igual que de la austenita, dN/dt, es la etapa más complicada en el modelado de la cinética de solidificación, debido a que la teoría formal de la nucleación heterogénea no se puede aplicar para estos cálculos. Debido principalmente a que requiere del seguimiento de la cinética y de la variación de la energía libre punto por punto a lo largo de toda la pieza durante el proceso de solidificación, además de la identificación de numerosos factores difíciles de definir y cuantificar con exactitud, como la barrera energética de inicio de la nucleación, el tamaño de cluster crítico, la temperatura crítica, la influencia de elementos externos que afectan el carácter heterogéneo del proceso de nucleación, la energía interfacial, etc. Hasta el momento, existen dos métodos alternativos para resolver este problema, por medio de la nucleación continua y por medio de la nucleación instantánea [12], a través de leyes de nucleación basadas en datos empíricos. Los investigadores que usan la nucleación continua asumen que la nucleación tiene lugar continuamente una vez que se alcanza la temperatura de comienzo de solidificación, durante todo el intervalo de solidificación. Otro modo de abordar el problema es suponiendo nucleación instantánea, caso en el que se considera que todos los núcleos se generan en el mismo momento a un dado subenfriamiento crítico, ∆Tn. El primer modelo publicado en la bibliografía fue el modelo de Oldfield [13], en el que se asume la existencia de un amplio espectro de sitios potenciales de nucleación disponibles para la formación de los esferoides de grafito, y que se activan sitios adicionales a medida que la temperatura disminuye. La mayoría de trabajos publicados que estudian la formación de estructuras de solidificación de hierro nodular y su modelado utilizan éste modelo para calcular el número de núcleos de grafito. Otros modelos de formación de grafito tienen como base el modelo de Oldfield, yendo desde simples modificaciones de coeficientes hasta modificaciones troncales. En este estudio pionero, Oldfield observó que al aumentar el subenfriamiento también lo hacía el número de nódulos. Basándose en evidencia experimental propuso un modelo de nucleación de la forma:
(2) Donde el coeficiente A variaba entre 0,91 y 7,12. Aunque especifica que para fundiciones comerciales puede alcanzar valores próximos a 300.Diferenciando:
(3) y para pequeños incrementos de ∆T
(4) Donde ∆T, subenfriamiento, es la diferencia entre la temperatura del metal líquido y la temperatura de equilibrio, dT es la disminución de la temperatura en el intervalo de cálculo previo. (Representando físicamente que la población de embriones contiene un
5
número de partículas de tamaño posible de crecer para cada ∆T, y que es directamente proporcional a ∆T). En algunos trabajos se utiliza directamente la ecuación de Oldfield sin especificar coeficientes [14,15]. concluyeron que la nucleación se extiende incluso luego del comienzo de la recalescencia y además que no es conveniente aplicar la ecuación de Oldfield para el caso de fundición nodular. Zhang y coautores [16] utilizaron un modelo mejorado del que inicialmente propusiera Oldfield. Asumieron una nucleación continua en la que la tasa de nucleación a una temperatura específica depende del subenfriamiento eutéctico (∆Teut), y de la fracción volumétrica de líquido residual (fL).
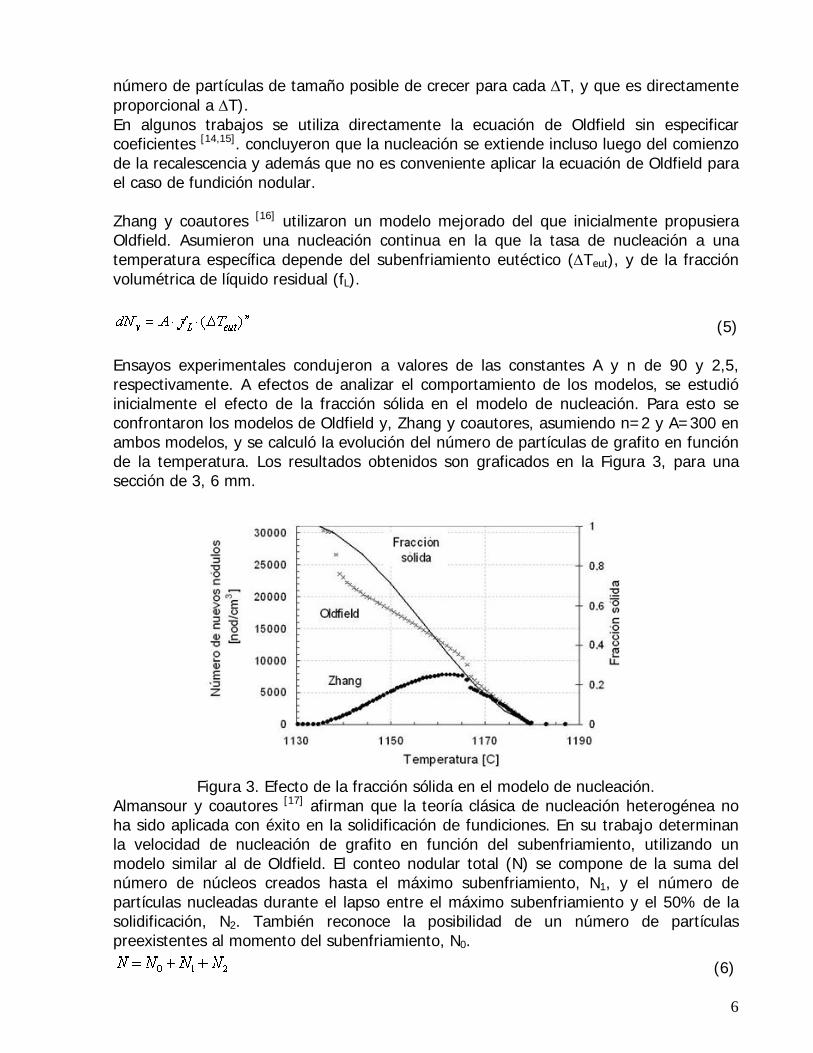
(5) Ensayos experimentales condujeron a valores de las constantes A y n de 90 y 2,5, respectivamente. A efectos de analizar el comportamiento de los modelos, se estudió inicialmente el efecto de la fracción sólida en el modelo de nucleación. Para esto se confrontaron los modelos de Oldfield y, Zhang y coautores, asumiendo n=2 y A=300 en ambos modelos, y se calculó la evolución del número de partículas de grafito en función de la temperatura. Los resultados obtenidos son graficados en la Figura 3, para una sección de 3, 6 mm.
Figura 3. Efecto de la fracción sólida en el modelo de nucleación. Almansour y coautores [17] afirman que la teoría clásica de nucleación heterogénea no ha sido aplicada con éxito en la solidificación de fundiciones. En su trabajo determinan la velocidad de nucleación de grafito en función del subenfriamiento, utilizando un modelo similar al de Oldfield. El conteo nodular total (N) se compone de la suma del número de núcleos creados hasta el máximo subenfriamiento, N1, y el número de partículas nucleadas durante el lapso entre el máximo subenfriamiento y el 50% de la solidificación, N2. También reconoce la posibilidad de un número de partículas preexistentes al momento del subenfriamiento, N0.
(6)
6

7
nalmente el conteo nodular total se expresa en términos del tiempo de solidificación Fi(ts), del subenfriamiento y de la velocidad de enfriamiento CR, como:
(7)
naka [15] utiliza este mismo modelo, asumiendo una constante "b" y calculando “a”
acaze, Castro y Lesoult [18,19] observaron en muestras templadas sometidas a
Ohpor regresión lineal. Lsolidificación direccional que el número de sitios de nucleación disponibles disminuye durante la solidificación, y que esta variación puede estar relacionada con el cambio en la fracción volumétrica de líquido residual. Finalmente en este trabajo el número de partículas de grafito que aparecen en un volumen tV durante el cambio de temperatura del metal fue propuesto como dependiente de la variación del subenfriamiento con respecto a la línea de liquidus del grafito, como:
(8)
cuando Y cuando (9)
N: número de nuevas partículas de grafito.
eficiencia de la inoculación. grafito.
xperimentalmente obtuvieron valores de n=1, y A=4.1011 o 1.1011 m-3K-1 dependiendo
vensson y Wessen [20] determinaron el número de núcleos de grafito mediante una
dA: coeficiente de inoculación. n: constante que caracteriza la∆TL
g: subenfriamiento con respecto a la línea de liquidus del(gl.Voff): volumen de líquido remanente. Esi el metal líquido fue postinoculado o no, respectivamente. Según este modelo, la nucleación se detiene cuando el subenfriamiento con respecto a la línea de liquidus del grafito decrece durante el proceso de solidificación. Esto puede ocurrir tanto durante la reacción eutéctica, cuando ocurre la recalescencia, como durante la deposición primaria de grafito, si la velocidad de crecimiento de los nódulos es suficientemente grande. Sversión modificada de la ecuación original de Oldfield; donde se tuvo en cuenta el suministro de inoculante en una expresión exponencial. Las constantes fueron evaluadas en ensayos sobre placas inoculadas in stream.
(10) Donde:
transcurrido desde el momento que se pasa por la línea de liquidus del grafito. t: tiempo∆T: subenfriamiento eutéctico.

8
legaron a la conclusión de que la ley de nucleación no es lo suficientemente precisa, y
anerjee y Stefanescu [21] observaron que el número de nódulos varía a lo largo de
Lsuponen que se debe a que la misma no se ajusta a el método de inoculación aplicado. Btodo el intervalo de solidificación. Determinaron la siguiente ley empírica para evolución del número de nódulos:
(11)
nde N es el número de nódulos por cm2. Para ∆T=0 el número de nódulos es 8171
tefanescu, Upadhya y Bandyopadhyay[12] proponen un modelo de nucleación
Dodebido a la nucleación primaria del grafito, ya que trabajaron con composiciones hipereutécticas. Sinstantánea, suponiendo inicialmente que todos los núcleos se forman cuando ∆T= 1°C, y en un segundo caso que la mitad de los núcleos se forma a ∆T= 1°C y la otra mitad a ∆T= 5°C. Para ambos casos, el número total de nódulos fue el mismo. La dependencia entre la velocidad de enfriamiento y la densidad de granos eutécticos (asumen un modelo uninodular de solidificación) puede ser descripta por una ecuación parabólica de tipo:
(12)
s constantes K1 y K2 han de ser determinadas experimentalmente para cada aleación.
iu y coautores[22] proponen una ecuación similar al modelo de nucleación instantánea
LaEllos determinaron para su trabajo K1=65,82.104 y K2=3,814. También observaron que la temperatura de colada juega un rol importante en la densidad de granos, mientras que no encontraron una diferencia apreciable en los dos casos estudiados de nucleación instantánea. Lpropuesto por Stefanescu, pero suponiendo que la nucleación termina a aproximadamente un 2% de la fracción sólida. Comentan que las constantes K1 y K2 se han de determinar experimentalmente (sin reportar valores), y especifican un valor de 1,5 para el exponente de la ecuación.

3. DESARROLLO EXPERIMENTAL. La figura 4 muestra el diagrama de flujo del desarrollo experimental de este trabajo.
Desarrollo del modelo para colar hierros nodulares de espesores
delgados.
Desarrollo del modelo para colar hierros nodulares de espesores
delgados.Selección de los procesos de
fundición Selección de los procesos de
fundición
Fusión y colado del hierro nodular para piezas de
espesores delgados <6mm
Fusión y colado del hierro nodular para piezas de
espesores delgados <6mm
Diseño y cálculo de colada de la placa modelo
Diseño y cálculo de colada de la placa modelo
Caracterización de los hierros nodulares de espesores
delgados
Caracterización de los hierros nodulares de espesores
delgados
Análisis QuímicoAnálisis Químico DurezaDureza Ensaye de Tensión
Ensaye de Tensión
MEB yMicroscopia óptica
MEB yMicroscopia óptica
Fusión de la carga metálicaFusión de la carga metálica
Tratamiento del hierro nodular (nodularización e inoculación)
Tratamiento del hierro nodular (nodularización e inoculación)
Colado del metal líquido (obtención de parámetros de
proceso para el modelo matemático)
Colado del metal líquido (obtención de parámetros de
proceso para el modelo matemático)
Selección de la composición química Selección de la composición química
Selección de los materiales de fusión y equipos empleados
Selección de los materiales de fusión y equipos empleados
Desarrollo del modelo matemático
Desarrollo del modelo matemático
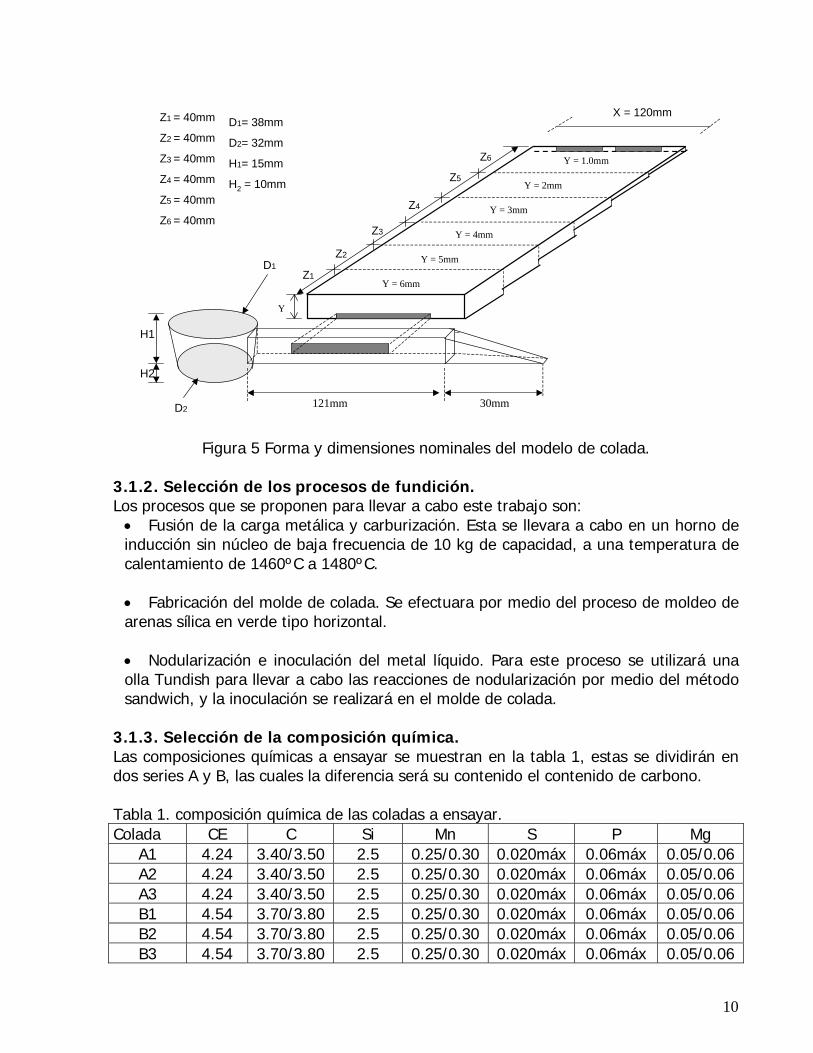
Figura 4 Desarrollo experimental. 3.1. Desarrollo del modelo de colada para colar hierros nodulares de espesores delgados. 3.1.1. Diseño y calculo de colada de la placa modelo. El modelo se fabrico en resina epoxica montado en una placa de madera para ser moldeado en arena sílica en verde y ser colado en forma horizontal, para el diseño de colada y sistemas de alimentación se utilizaron las ecuaciones de la hidrostática, ver figura 5.
9
Y = 6mm
Y = 5mm
Y
Y = 4mm
Y = 3mm
Y = 2mm
Z1
Z2
Z3
Z4
Z5
X = 120mmZ1 = 40mm
Z2 = 40mm
Z3 = 40mm
Z4 = 40mm
Z5 = 40mm
Z6 = 40mm
H1
D1
D2
D1= 38mm
D2= 32mm
H1= 15mm
H2 = 10mm
121mm 30mm
H2
Z6 Y = 1.0mm
Figura 5 Forma y dimensiones nominales del modelo de colada.
3.1.2. Selección de los procesos de fundición. Los procesos que se proponen para llevar a cabo este trabajo son: • Fusión de la carga metálica y carburización. Esta se llevara a cabo en un horno de inducción sin núcleo de baja frecuencia de 10 kg de capacidad, a una temperatura de calentamiento de 1460ºC a 1480ºC.
• Fabricación del molde de colada. Se efectuara por medio del proceso de moldeo de arenas sílica en verde tipo horizontal.
• Nodularización e inoculación del metal líquido. Para este proceso se utilizará una olla Tundish para llevar a cabo las reacciones de nodularización por medio del método sandwich, y la inoculación se realizará en el molde de colada.
3.1.3. Selección de la composición química. Las composiciones químicas a ensayar se muestran en la tabla 1, estas se dividirán en dos series A y B, las cuales la diferencia será su contenido el contenido de carbono. Tabla 1. composición química de las coladas a ensayar. Colada CE C Si Mn S P Mg
A1 4.24 3.40/3.50 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06A2 4.24 3.40/3.50 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06A3 4.24 3.40/3.50 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06B1 4.54 3.70/3.80 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06B2 4.54 3.70/3.80 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06B3 4.54 3.70/3.80 2.5 0.25/0.30 0.020máx 0.06máx 0.05/0.06
10
11
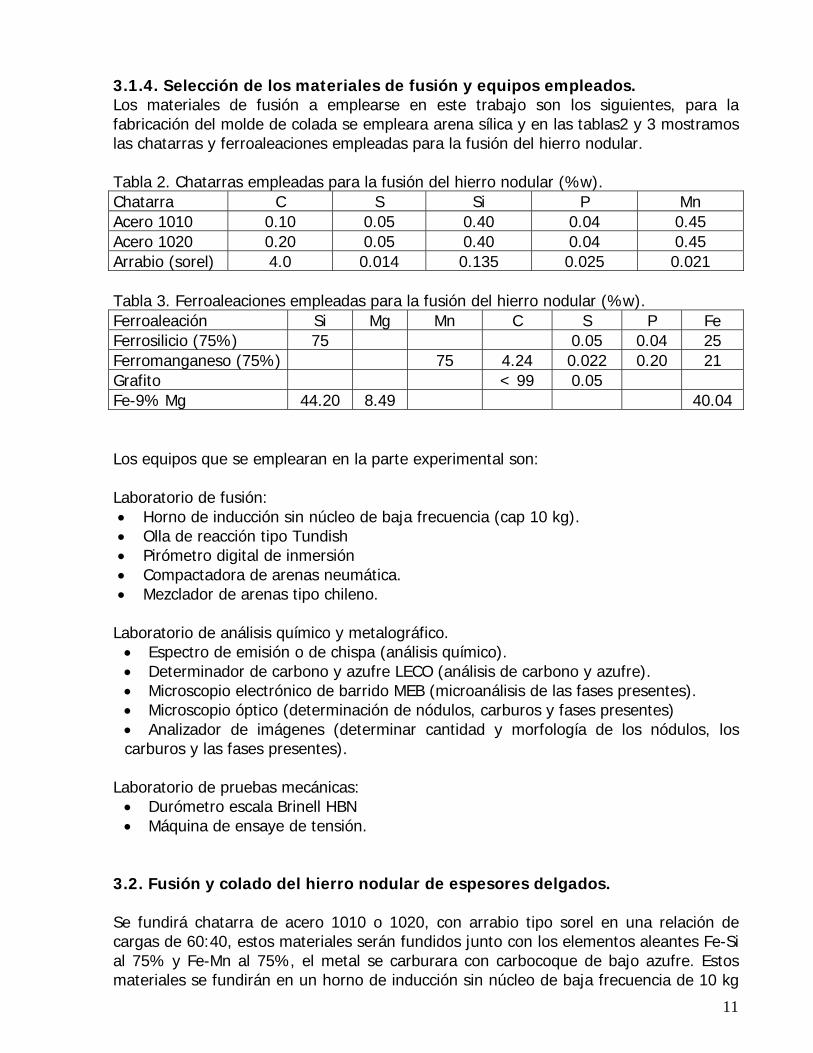
3.1.4. Selección de los materiales de fusión y equipos empleados. Los materiales de fusión a emplearse en este trabajo son los siguientes, para la fabricación del molde de colada se empleara arena sílica y en las tablas2 y 3 mostramos las chatarras y ferroaleaciones empleadas para la fusión del hierro nodular. Tabla 2. Chatarras empleadas para la fusión del hierro nodular (%w). Chatarra C S Si P Mn Acero 1010 0.10 0.05 0.40 0.04 0.45 Acero 1020 0.20 0.05 0.40 0.04 0.45 Arrabio (sorel) 4.0 0.014 0.135 0.025 0.021 Tabla 3. Ferroaleaciones empleadas para la fusión del hierro nodular (%w). Ferroaleación Si Mg Mn C S P Fe Ferrosilicio (75%) 75 0.05 0.04 25 Ferromanganeso (75%) 75 4.24 0.022 0.20 21 Grafito < 99 0.05 Fe-9% Mg 44.20 8.49 40.04 Los equipos que se emplearan en la parte experimental son: Laboratorio de fusión: • Horno de inducción sin núcleo de baja frecuencia (cap 10 kg). • Olla de reacción tipo Tundish • Pirómetro digital de inmersión • Compactadora de arenas neumática. • Mezclador de arenas tipo chileno.
Laboratorio de análisis químico y metalográfico. • Espectro de emisión o de chispa (análisis químico). • Determinador de carbono y azufre LECO (análisis de carbono y azufre). • Microscopio electrónico de barrido MEB (microanálisis de las fases presentes). • Microscopio óptico (determinación de nódulos, carburos y fases presentes) • Analizador de imágenes (determinar cantidad y morfología de los nódulos, los carburos y las fases presentes).
Laboratorio de pruebas mecánicas: • Durómetro escala Brinell HBN • Máquina de ensaye de tensión.
3.2. Fusión y colado del hierro nodular de espesores delgados. Se fundirá chatarra de acero 1010 o 1020, con arrabio tipo sorel en una relación de cargas de 60:40, estos materiales serán fundidos junto con los elementos aleantes Fe-Si al 75% y Fe-Mn al 75%, el metal se carburara con carbocoque de bajo azufre. Estos materiales se fundirán en un horno de inducción sin núcleo de baja frecuencia de 10 kg

12
de capacidad. La temperatura de fusión y calentamiento del metal líquido será entre 1460ºC a 1480ºC, una ves alcanzada esta temperatura el metal líquido se vaciara en una olla de reacción tipo Tundish, para que se lleve a cabo el proceso de nodularización, mediante el proceso sándwich, ver figura 2. El material empleado para nodulizar es una ferroaleación compuesta de FeSi9%MgCe, la cantidad de este matrerial a emplar será del 2%, después del tratamiento de nodulizado la aleación se inoculara con 0,6% en peso de Fe75%Si. Las placas de espesores delgados se obtendrán empleando el modelo desarrollado para colar el hierro nodular, mediante la técnica de colado horizontal. Este modelo nos permitirá colar 6 placas de 120mm x 40mm, con espesores de 1-6 mm, como lo muestra la figura 3. Los moldes se prepararan con arenas sílicas de granulometría 60/62, mezcladas con bentonita sódica y cálcica, carbon marino y agua. La experimentación nos permitirá determinar los diferentes parámetros característicos a desarrollar en muestras de hierro nodular sometidas a diferentes condiciones de enfriamiento, para adaptarlos a un modelo matemático que nos predecirá la formación de la cementita ledeburitica. El hierro nodular será colado en un molde de arena sílica para obtener 6 placas metálicas, durante el enfriamiento cada placa tendrá un termopar para determinar las temperaturas de enfriamiento durante su solidificación. El proceso de fusión y colado del hierro nodular se muestra en la figura 6 y los parámetros de proceso a controlar son mostrados en la tabla 4. Tabla 4. Parámetros de proceso a controlar. Prueba serie A Prueba serie B Parámetro Fijo variable fijo Variable
Composición química (%C) 3.40 / 3.50 3.70 / 3.80 Temperatura de fusión (ºC) 1460 – 1480 1460 – 1480 acero / arrabio (%w) 60/40 60/40 Nodulizante (%w) 2.0 2.0 Inoculante (%w) 1.0 1.0 Tiempo de reacción (seg) 30 – 40 30 – 40 Temperatura de colado (ºC) 1350 – 1400 1350 – 1400 Tiempo de colado (seg) 5 5 Temperatura de enfriamiento de las placas (ºC) Por
determinar Por determinar
Espesor de las placas (mm) 1 a 6 1 a 6 Permanencia de las placas en el molde de arena (min) 30 a 40 30 a 40
Proceso de fusión y colado del hierro nodular
Checar temperatura de colado
(1360-1400 °C)
Cálculo de cargas
Fusión de la carga
Checar temperatura de vaciado
(1460-1480 °C)
Tomarmuestra
A.Q.
Vaciado del metal
líquido a olla de
reacción
Inocular en el molde
Colado del molde
Fin
Preparar mat. nodulizante
Tomarmuestra
A.Q.
Registro de temps. de enfriamiento de las
placas coladas
Preparar mat. inoculante
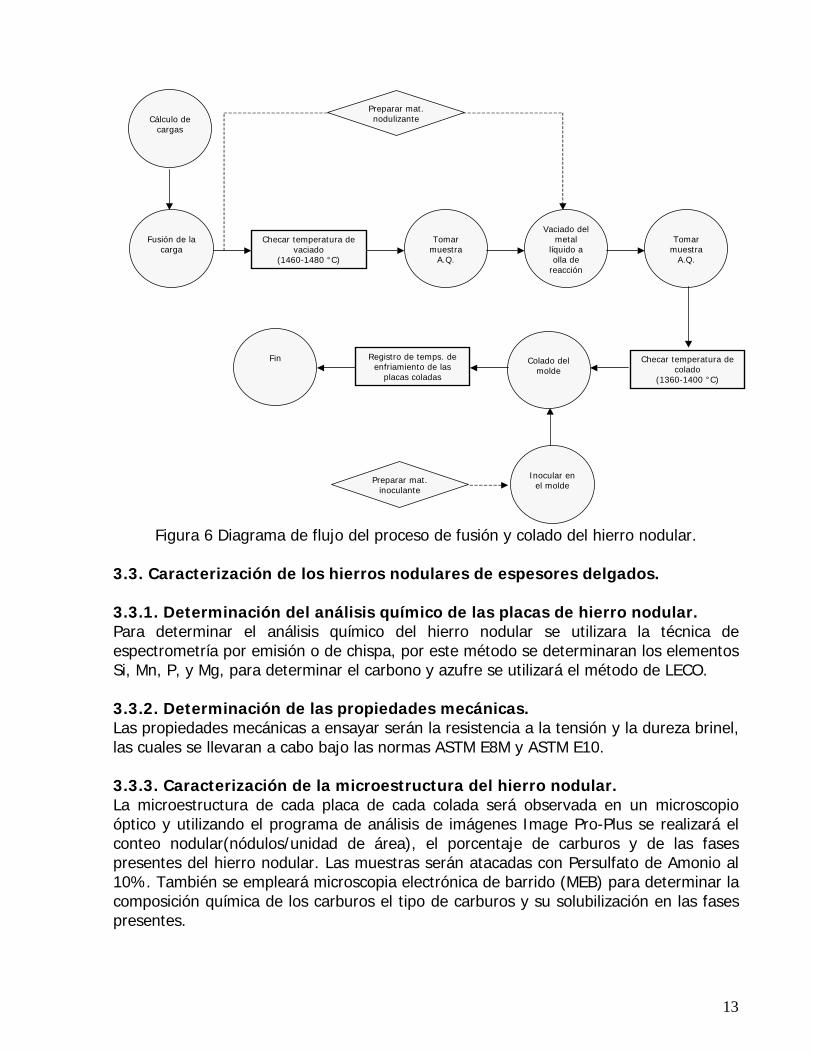
Figura 6 Diagrama de flujo del proceso de fusión y colado del hierro nodular. 3.3. Caracterización de los hierros nodulares de espesores delgados. 3.3.1. Determinación del análisis químico de las placas de hierro nodular. Para determinar el análisis químico del hierro nodular se utilizara la técnica de espectrometría por emisión o de chispa, por este método se determinaran los elementos Si, Mn, P, y Mg, para determinar el carbono y azufre se utilizará el método de LECO. 3.3.2. Determinación de las propiedades mecánicas. Las propiedades mecánicas a ensayar serán la resistencia a la tensión y la dureza brinel, las cuales se llevaran a cabo bajo las normas ASTM E8M y ASTM E10. 3.3.3. Caracterización de la microestructura del hierro nodular. La microestructura de cada placa de cada colada será observada en un microscopio óptico y utilizando el programa de análisis de imágenes Image Pro-Plus se realizará el conteo nodular(nódulos/unidad de área), el porcentaje de carburos y de las fases presentes del hierro nodular. Las muestras serán atacadas con Persulfato de Amonio al 10%. También se empleará microscopia electrónica de barrido (MEB) para determinar la composición química de los carburos el tipo de carburos y su solubilización en las fases presentes.
13

4. RESULTADOS PARCIALES. El efecto del contenido de molibdeno en ambas series sobre la dureza es también considerable; en la serie A, para la muestra A0 tuvo un dureza de 207 BH hasta 285 BH para A6 y en la serie B la dureza se comportó similarmente pues B0 tuvo una dureza de 229 HB y alcanzó una dureza máxima de 369 HB para B6, este comportamiento se atribuye al efecto refinador de la perlita, además de que contribuye también a endurecer la fase ferrítica(11); para ver más claramente el efecto se graficaron las lecturas de la dureza de acuerdo a los contenidos de molibdeno y muestran en la Fig. 7.
14
Fig. 7. Comportamiento de la resistencia tensil y dureza en función del % de Molibdeno, Serie A (2.9% C y 4.0 %Si) y Serie B (3.1% C y 2.9% Si). Efecto sobre la micrestructura Las microestructuras típicas en hierros nodulares comerciales(12) de acuerdo al grado pueden ser ferríticas, ferríticas-perlíticas o perlíticas con nodularidades que varían entre el 90 a 95 %, pero en el caso de hierros aleados tienden a tener comportamientos microestructurales distintos; como en las aleaciones de las serie A y B donde con cantidades pequeñas de Mo no afecta mucho la microestructura, sin embargo, con altos contenidos los cambios son significativos como se observa en las muestras de la serie B (figs. 7 –8), que son microestructuras con martensita y austenita retenida. Nodularidad en las series A y B. La nodularidad de las aleaciones de la serie A, tuvo como mínimo un 80%, es decir, hay nódulos de grafito deformados comúnmente denominados vermiculares o cuasilaminares, este defecto se refleja más claramente en las muestras A6 (Fig. 8), que aun con contenidos altos de Molibdeno llegó a ser aceptable. Asimismo se ve claramente que conforme se incrementa la cantidad de Molibdeno la distribución de los nódulos se empobrece. Sin embargo, primeras muestras A0 y A3 (Fig 9 y 10) tienen una excelente nodularidad, con nódulos de grafito totalmente esféricos y una distribución de 100 nodulos/mm2. La muestra A4 (Fig. 11) se observa el principio del deterioro de los nódulos de grafito y donde comienza a disminuir lo nódulos/mm2.
Comportamiento de propiedades mecánicas
0
2
4
6
8
10
12
14
0 0,2 0,5 1 1,5 2 2,5% Molibdeno (en peso)
Res
iste
ncia
tens
il (P
SI) X
10
000
012345678
Dur
eza
Bri
nell
X 1
00
Serie A (Rp)Serie B (Rp)Serie A (HB)
Resistencia tensil Dureza HB
serie B (HB)
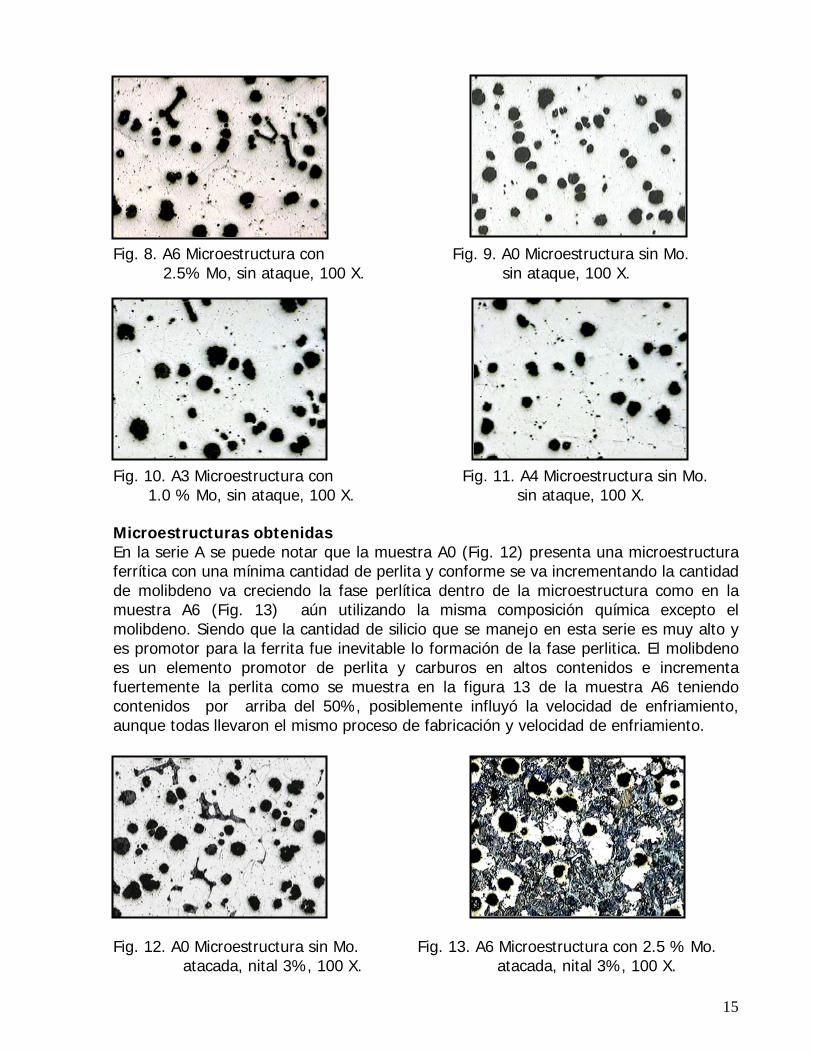
Fig. 8. A6 Microestructura con 2.5% Mo, sin ataque, 100 X.
Fig. 9. A0 Microestructura sin Mo. sin ataque, 100 X.
Fig. 10. A3 Microestructura con 1.0 % Mo, sin ataque, 100 X.
Fig. 11. A4 Microestructura sin Mo. sin ataque, 100 X.
Microestructuras obtenidas En la serie A se puede notar que la muestra A0 (Fig. 12) presenta una microestructura ferrítica con una mínima cantidad de perlita y conforme se va incrementando la cantidad de molibdeno va creciendo la fase perlítica dentro de la microestructura como en la muestra A6 (Fig. 13) aún utilizando la misma composición química excepto el molibdeno. Siendo que la cantidad de silicio que se manejo en esta serie es muy alto y es promotor para la ferrita fue inevitable lo formación de la fase perlitica. El molibdeno es un elemento promotor de perlita y carburos en altos contenidos e incrementa fuertemente la perlita como se muestra en la figura 13 de la muestra A6 teniendo contenidos por arriba del 50%, posiblemente influyó la velocidad de enfriamiento, aunque todas llevaron el mismo proceso de fabricación y velocidad de enfriamiento. Fig. 12. A0 Microestructura sin Mo. atacada, nital 3%, 100 X.
Fig. 13. A6 Microestructura con 2.5 % Mo. atacada, nital 3%, 100 X.
15

El caso de la serie B se trata de un hierro nodular ferritico-perlitico con un 50% de perlita. En esta serie el aumento del molibdeno promueve la fase de la perlita que se incrementa considerablemente de un 50 a 70% de perlita hasta la muestra B3 (Fig. 18) y en la muestra B4 se obtiene un cambio radical de microestructura pues se aprecia que hay agujas de bainita y austenita retenida en la matriz de color blanco (Fig. 19), lo cual se debió a las cantidad de molibdeno que retarda la transformación de la austenita, aumentando la templabilidad, es decir, que el tiempo de enfriamiento que se estableció no fue el suficiente para poder transformar a las fase de la perlita y ferrita comportándose como si se realizara un temple a las pieza vaciadas. Los carburos formados en esta serie se encontraron en la mayoria de las muestras, depositados en la perlita y se observan de color blanco como se observan en la figuras 18 y 19.
Fig. 18. B3 Microestructura con 1.0 % Mo. atacada, nital 3%, 100 X.
Fig. 19. B4 Microestructura con 1.5 % Mo. atacada, nital 3%, 100 X
a 5. CONCLUSIONES.
• Las fase ferrítica y perlítica disuelven una cantidadla mayor parte a formar precipitados, partículasMEB son las que contienen grandes porcentajes de
• La serie A son aleaciones que pueden ser utilizad
principalmente automotrices aun con contenidopropiedades que reflejaron, posiblemente hasta cque sufren cargas cíclicas y arriba de este contetemperaturas, por la cantidad de carburos que con
• Las aleaciones de la serie B puede tener una apli
pesada con contenidos hasta de 1.0% por tperliticas, con contenidos arriba del 1.0% su aplinecesaria la resistencia a la abrasión, debido a lasdistribución de carburos que presentan.
• Actualmente los materiales ferrosos están siendo
de aluminio y algunos compósitos poliméricos ensin embargo el hierro nodular presenta todavía mlas aleaciones de aluminio y poliméricas, por lo qu
martensit
16
mínima de Molibdeno pasando negras que se observaron en molibdeno junto con fierro.
as para la fabricación de piezas s 2.5% Mo por las buenas
ontenidos de 1.5% para piezas nido para piezas que someten tienen.
cación en piezas de maquinaria ener microestructura ferritica-cación puede ser útil donde es matrices y principalmente a la
sustituidos pos las aleaciones las aplicaciones automotrices, uchas ventajas con respecto a e este trabajo pretende aportar

17
nuevas alternativas, para producir piezas livianas de hierro nodular de mejores propiedades mecánicas y de bajo costo, en comparación con los materiales de aluminio y de compositos poliméricos que son más caros y de menor resistencia mecánica.
6. BIBLIOGRAFIA. 1. Cuttino, J., Andrews, J., Piwonka, T.,AFS Transaction, vol. 107 (1999), 363-371. 2. Boeri y J. Sikora. “Influencia de la microsegregación sobre las transformaciones de
fase en fundiciones de grafito esferoidal”; International Congress on Metallurgy and Materials Technology. Pp 151-158. Sao Paulo, Brasil. 1994.
3. J. Massonea/b, R. Ruxandab, R. Boeria, J. Sikoraa y D. Stefãnescub, “Fundiciones esferoidales de espesores delgados obtenidas por colada en contra de la gravedad asistida por vacío - optimización del proceso”; Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga, Agosto de 2000, 147-154.
4. G. D. Chandley. Counter Gravity Casting of Aluminum in Investment and Sand Molds, AFS Transactions,86-39,209-214, 1986.
5. R. Blackburn. Vacuum Casting Goes Commercial, Adv. Materials & Process, 2/90, 17-21, 1990.
6. V.I. Novik, Yu. N. Taran, Growth and Structure of Cementite Crystals, Plenum Publishing Corporation, pp 42-68 1968.
7. .HEINE, R., The Fe-C-Si solidification diagram for cast irons, AFS Transactions, v. 94, p. 391-402, 1986.
8. WETTERFALL, S.; FREDRIKSSON, H.; HILLERT, M. Section IV:Solidification. Source Book on Ductile Iron. American Society for Metals. Ohio, p. 162- 184, 1977.
9. CHARBON, CH., RAPPAZ, M. 3D stochastic modelling of nodular cast iron solidification. . Advanced Materials Research. Vol 4-5, 1997. p. 499- 504En: Proceedings of the Third international symposiumon the Physical Metallurgy of Cast Iron V. LESOULT, G.; LACAZE, J. Lugar: editora, p. 453-460, 1997.
10. PURDY, G.; AUDIER, M. Electron microscopical observations of graphite in cast irons. Proceedings of the Third international symposiumon the Physical Metallurgy of Cast Iron. Stockolm, Swesen, August 29-31, p. 13-23, 1984.
11. ELTIOTT, R. Cast Iron Technology. Editorial Butterworths, 1988. 12. STEFANESCU, D.; UPADHYA, G.; BANDYOPADHYAY, D., Heat Transfer-Solidification
Kinetics Modeling of Solidification of Castings, Metallurgical Transactions, v. 21A, p. 997-1005, 1990.
13. OLDFIELD, W., A quantitative approach to casting solidification: freezing of cast iron, ASM Transactions, v. 59, p. 945-961, 1966.
14. FRÁS, E.; KAPTURKIEWICZ, W.; BURBIELKO, Computer modeling of primary structure formation in ductile iron. Advanced Materials Research. Vol 4-5, p. 499- 504, 1997.
15. SU, K.; OHNAKA, I.; YAMAUCHI, I.; FUKUSAKO, T., Computer simulation of solidification of nodular cast iron. Proceedings of the Third international symposium on the Physical Metallurgy of Cast Iron. Stockholm, Sweden, August 29-31, 1984. p. 181-.189.
16. ZHANG, Y.; SUBRAMANIAN, S.; PURDY, G., Graphite growth in S.G. cast irons: simulation vs. Experiment. En: Physical Metallurgy of Cast Iron V. LESOULT, G.; LACAZE, J. Lugar: editora, p. 461, 1997.
18
17. ALMANSOUR, A.; MATSUGI, K.; HATAYAMA, T.; YANAGISAWA, O., Simulating solidification of spheroidal graphite cast iron of Fe-C-Si system. Materials Transactions, v. 36, p 1487-1495, 1995.
18. LESOULT, G., CASTRO, M., LACAZE, J., Solidification of spheroidal graphite cast irons – I. Physical modeling. Acta Mater., v. 46, p. 983-995, 1998.
19. SVENSSON, I., WESSÉN, M., Integration of casting process and microstructure medelling in an industrial nodular iron casting by computer simulation. En: Physical Metallurgy of Cast Iron V. LESOULT, G.; LACAZE, J. Lugar: editora, p. 535-542, 1997.
20. BANERJEE, D.; STEFANESCU, D., Structural transitions and solidification kinetics of SG cast iron during directional solidification experiments. AFS Transactions, v. 99, p. 747-759, 1991.
21. LIU, B.; ZHAO, H.; LIU, W.; WANG, D.; SHANGGUAN, D.; CHENG, J., Study of microstructure simulation of spheroidal graphite cast iron. Int. J. Cast Metals Res., v. 11, p. 471-476, 1999.
22. G. Rivera, R. Boeri and J. Sikora. “Influence of the solidification microstructure on the mechanical properties of ductile iron”. International Journal of Cast Metals Research. Vol 11, No 6, Pp 533-538. 1999.
23. L. Achour; M. Martínez Gamba; R. Boeri; J. Sikora. “Fundición de grafito esferoidal de pequeños espesores: Metodología de colado y caracterización microestructural.”; Anales Congreso IBEROMET VI. Pp 419-426. Barcelona. España. 2000.