Esta obra está bajo una Licencia Creative Commons ......TROQUELERIA (Metodología para el Diseño y...
49
Transcript of Esta obra está bajo una Licencia Creative Commons ......TROQUELERIA (Metodología para el Diseño y...
-
Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
https://creativecommons.org/licenses/by-nc-sa/4.0/
-
SERVICIOS TECNOLÓGICOS SOBRESALIENTES
ÁREA DE DISEÑO Y MANUFACTURA
Empresa: ILURAM S.A Mecanizado de cajas y tapas en aluminio
Beneficio para la empresa
Mecanizado de grandes cajas en aluminio para montaje de conexiones eléctricas a prueba de explosión en ambiente minero. La empresa pudo cumplir a tiempo con su cliente apoyado en la capacidad técnica y de maquinaria del Centro Colombo Italiano.
Empresa: Beneficio
para la empresa
Redujeron tiempos de entrega con la fabricación de algunas partes en el Taller del Colombo Italiano. Aprovecharon la gran capacidad y precisión de las máquinas del Centro. Encontraron un apoyo grande para consolidar compromisos de fabrica-ción y sacar adelante a esta empresa dedicada a hacer Desarrollo Tecnológico.
1 nair ffor Tímv sor inv - •
Beneficio para el Centro
Se establecieron las bases para una relación sólida con la empresa y se mantuvieron en funciona-miento simultáneo las 2 máquinas Oerlikon y el centro Mandelli del Taller durante un tiempo considerable
Se pusieron a trabajar a las máquinas de mayor capacidad del Taller en condiciones de carga y precisión de mecanizado poco vis-tas en la historia reciente del Centro.
INDUSTRIAS DPZ LTDA
Beneficio para el Centro
-
• SENA
Director General Darío Alonso Montoya Mejía
Director Regional Joaquín Reyna corredor Pbro. Subdirector de Industria Gustavo Alonso Mandieta
Jefe (E) Centro Nacional colombo Italiano
Alcides Tomás García Cortés Editora
Isabel Hamón Saénz
Colaboradores Ing. Evelio Cortés Rodríguez Ing. Msc. Oswaldo Vergara
Ing. Nelson Correa Ing. Carlos Garzón
Ing. Carlos Julio Camacho Ing. David Rozo Torres Téc. Leonardo Murcia Ing. Carlos H. Forero
Ing. Johana Prieto
Diseño División de Comunicaciones
Regional Bogotá-Cundinamarca Impresión
Grupo de Publicaciones SENA Dirección General
AUTOMATIZACION INDUSTRIAL METALMECANICA
es una publicación del Centro Nacional Colombo Italiano SENA.
Las opiniones expresadas en los articulos no son necesariamente las del Centro, sino
exclusivamente de sus autores.
ISSN: 0124-0218 Bogotá, D.C. Carrera 31 No. 14-20
PBX: (091) 596 0100 Fax: 3510723 / 2378381
e-mail: senacol I Ocoll.telecom.co
,(%011 1: i a / 0ts t
o
AUTOMATIZACION INDUSTRIAL METALMECANICA
Contenido Plan Estratégico del Centro Nacional Colombo Italiano 1999-2002 Ing. Evelio cortés Rodríguez
5 Efecto de la composicióndel gas y del tiempo de tratamiento de la capa nitrurada con el plasma del acero AISI P20 Ing. Msc. Oswaldo Vergara
Aplicaciones del Modelamiento por elementos finitos en el Análisis de Ingeniería. Ings. Nelson Correa y Carlos Garzón
Benchnarking del MCAD ( Mechanical Computer Aided Design) Ing. Carlos Julio Camacho
Lo que todo taller debe saber acerca de como elegir un sistema CAD/CAM Ing. David Rozo Torres
EDM La electroerosión y los operarios Tec. Leonardo Murcia
Desarrollo Tecnológico para modernizar la Formación Profesional Ing. Carlos Armando Forero Cruz
Modelamiento Geométrico de engranajes cilíndricos corregidos con la tecnología CAD/ CAM Ing. Johana Prieto, Universidad Nacional
8
17 21 27 38 41 43
-
Editorial
Innovar en la empresa
La Innovación puede definirse como la introducción con éxito en el mercado, de un nuevo producto o servicio. La actitud de una persona hacia la Innovación no se mide solamente por las ideas u opiniones a favor del cambio, sino por la acción que se tenga de estas ideas.
El acelerado avance de la difusión de la tecnología en el mundo, la revolución del transporte y la masificación de la información a través de las redes, generan en las empresas de hoy una gran presión competitiva para la cual es necesario implementar estrategias permanentes para enfrentarlas y la estrategia más efectiva es la Innovación que surge de la Investigación y Desarrollo tanto para producto como para servicios. La competencia es una amenaza pero también puede ser una fuerza continua que mantiene la empresa en permanente evolución. Teóricamente todas las empresas están de acuerdo con la presencia de la amenaza de la competencia y de que es necesario acelerar la Innovación; pero en la práctica, la actividad de Investigación y Desarrollo, choca con los paradigmas de las organizaciones. Con la presión de la competencia y con la presencia de urgencias manifiestas, es posible romper con estos paradigmas y darle salida a la Innovación .
La seguridad y la tranquilidad son amigas del atraso y enemigos de la Innovación. Frecuentemente el freno a la Innovación esta en la mente de las personas de la empresa y en la de los mismos clientes, que mantienen situaciones demasiado conservadoras. Sin embargo, existen otros temas que actúan sobre las empresas aisladas como son la legislación vigente, los reglamentos,
las normas, etc., para lo cual es conveniente estar siempre dispuestos a aprovechar los cambios de la normatividad oficial siendo actor de las mismas.
Como ya se mencionó anteriormente, el factor fundamental para superar los obstáculos hacia la innovación no es solamente la voluntad sino la acción insistente; y esta pasión es característica del ejercicio del liderazgo en la empresa por su mercado. Aspirara a ser una organización líder es comprometerse y exigirse a disponer de productos o servicios de punta, llegando primero que la competencia con la mejor calidad y el mejor precio. La Innovación debe figurar en los proyectos de la empresa y hacer parte de su actividad normal; en otras palabras, debe respirarse Innovación, puesto que esto le permite a la empresa hacer la diferencia y encontrar un nicho para el éxito.
Cuando se hace Innovación, se está añadiendo valor al producto el cual es percibido por el cliente.
La concepción de Innovación en la empresa no debe quedarse solamente en el cómo hacer el producto mejor, sino cómo hacer para que ese producto sea más útil y agradable al cliente.
La Innovación en el campo técnico, transforma la empresa; pero también puede contribuir a mejorar las relaciones sociales, en la medida que se aproveche la Innovación Producto. Igualmente posibilita el ensanchamiento de la necesidad de creación de los hombres. Y constituye, sin duda alguna, la fuerza que más une a los hombres de la empresa.
Alcides Tomás García Cortés
-
• • • • • • • • • • •
5 • • • • • • • • • • •
IDENTIFICACION DE NECESIDADES TECNOLOGICAS
PROYE. DE INVESTIGACION TECNOLOGIAS GENERICAS cp\'#
MARKETING
I.T.A. Investigación Tecnológica Aplicada LAB. Servicio de Laboratório ERE. Formación Profesional Especializada F.E. Fabricación Especial I4-0 Investigación y Desarrollo V.T. Vigilancia Tecnológica A.T. Asistencia Técnica M-F P. Modernización de la Formación Profesional
CENTRO NACIONAL COLOMBO ITALIANO
Plan Estratégico Centro Nacional Colombo Italiano 1999-2002
Avances y Realizaciones Ing. Evelio Cortés Rodríguez
Centro Nacional Colombo Italiano. SENA
En 1997 con la firma del Convenio de Cooperación Internacional entre el SENA y MCC de Euskadi, el Centro Nacional Colombo Italiano conjunta-mente con el ASTIN, desarrollan el Proyecto de Transferencia Tecnológica a la Empresa liderado por el Centro de Investigaciones Tecnológicas IKERLAN del país vasco, lo cual le permitió afianzarse en sus propósitos de organizarse como Centro de Desarrollo Tecnológico "CDT", cuyos
lineamientos tanto tecnológicos como de organización se definieron en el plan estratégico de reorientación 1999-2002; Algunos avances de su desarrollo se muestran en los diferentes artículos que hacen parte del contenido de esta edición. En aras de clarificar desde el punto de vista organizativo los avances y realizaciones del plan estratégico, se resume en el gráfico siguiente el quehacer del Centro
-
6 • • • • • • • • • • 41
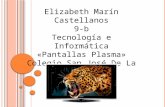
ELEMENTO DE ELEVACION DE CAMPANA
CAMARA DE VACIO
MIRILLA
TRAMPA FRIA
BASTIDOR
EXOSTO
TRAMPA BOMBA DE VACIO
AUTOMATIZ4CION INDUSTRIAL METALMECANICA
Dentro de la actividad tecnológica y específicamente en el campo de asimilación y desarrollo de tecnologías, se han adelantado 5 proyectos de investigación tecnológica en los siguientes campos:
CAD/CAM (Diseño y Manufactura Asistidos por Computador)
TROQUELERIA (Metodología para el Diseño y Fabricación de Troqueles de corte)
PLASMA (Proceso de Nitruración por Plasma)
CAE (Análisis de Ingeniería aplicando Técnica por Elementos Finitos)
F.M.S. (Acualización de Celdas Flexibles de Manufactura).
Algunos de los resultados más destacados de estos proyectos son:
"ADAPTACIÓN Y APLICACIÓN DE LAS TECNOLOGÍAS CAD/CAM EN LOS PROCESOS DE FABRICACIÓN"
Coordinador: Ing. Evelio Cortés Rodríguez
RESULTADOS
• Inventario tecnológico de herramientas CAD/ CAM del centro.
• Conocimiento del potencial de las tecnologías CAD/CAM.
• Estudio comparativo de los paquetes más sobresalientes.
• Una metodología de caracterización del uso del CAD/CAM.
• Base de Datos de Usuarios, Proveedores y Herramientas CAD/CAM
▪ Nuevos cursos especializados en los siguientes paquetes:
Solid Edge
(=> Solid Works
E=> Mechanical Desktop
Mastercam V8
• • • • • • • • • • •
"MODELAMIENTO POR ELEMENTOS FINITOS EN EL ANÁLISIS DE INGENIERÍA" Coordinador: Lic. Miguel Morales
RESULTADOS
Dos ingenieros formados en análisis no lineal. Actualización del curso de análisis de Ingeniería del centro. Nuevo servicio de Asistencia Técnica a la Industria en aplicaciones de análisis no lineal. Realización de un encuentro de usuarios de Tecnologías CAE.
"PROCESO DE NITRURACIÓN POR PLASMA"
Coordinador: Ing. Oswaldo Vergara
RESULTADOS
. Un ingeniero formado en el conocimiento de la nitruración por Plasma.
. Bases fundamentadas para el diseño y
. construcción de un prototipo Industrial. • Acercamiento con la industria para su
implementación.
-
Celda del Centro Colombo Italiano
CENTRO NACIONAL COLOMBO ITALIANO
"ACTUALIZACION DE UN
F.M.S. TIPO INDUSTRIAL"
Coordinador: Ing. Augusto Guarín.
RESULTADOS
Levantamiento de la memoria técnica de la cel-da del Colombo Italiano. 4 Ingenieros formados como especialistas en automatización industrial, 2 de ellos graduados.
"METODOLOGIA PARA LA OPTIMIZACION DEL DISEÑO DE TROQUELES"
Coordinador: Ing. Francesco Ferraro
RESULTADOS
Diseño de la metodología. (Documento) Diseño y construcción de una prensa de Banco oleonumática de 4500 Kilos Programa de asistencia técnica en troquelería para pequeña y mediana empresa. Un nuevo curso en diseño y fabricación de troqueles. Bases del conocimiento para formulación de un nuevo proyecto.
Prototipo de Prensa de Banco Oleoneumática para solución de problemas de troquelado en la pequeña empresa.
De otra parte, los artículos técnicos que hacen parte de esta edición de la revista, han sido resultados del trabajo de Investigación en los diferentes proyectos ya mencionados.
En el momento, el Centro se encuentra desarrollando el plan de transferencia de los resultados y productos obtenidos en esta primera fase de investigación al medio productivo correspondiente, mediante la prestación de servicios de diversa índole como son la capacitación, la asistencia técnica y proyectos de investigación y desarrollo en forma conjunta con las empresas.
Con éstas bases y mediante los resultados proporcionados por el Area de Marketing en términos de la identificación de nuevas necesidades tecnológicas en los subsectores de atención, el Centro seguirá fortaleciendo su capacidad tecnológica y de servicios mediante la formulación de nuevos proyectos de investigación y el desarrollo de diseños curriculares en cursos largos de avanzada que permitirán potenciar la formación profesional integral.
• • • • • • • • • • • 7 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
La Capa Nitrurada con plasma del acero AISI P20 Efecto de la composición del gas y del tiempo de tratamiento
Ing. Mcs. Oswaldo Vergara Pérez Centro Nacional Colombo Italiano. SENA
RESUMEN
En este artículo se describe el comportamiento de la capa nitrurada con plasma del acero AISI P20 en cuanto a la dureza superficial, el espesor de capa blanca, la profundidad total de capa endurecida, la resistencia al desgaste y la resistencia
la corrosión, al variar el tiempo de tratamiento y la composición del gas nitrurante. Se obtuvieron diferentes probetas nitruradas a temperatura de 540 "C, de acuerdo con un diseño experimental propuesto, en el que se seleccionaron cuatro composiciones de gas: 4, 10, 30 y 60% de N,, cada una con cuatro tiempos de tratamiento: 1/2, 1, 2 y 3 horas. Las propiedades estudiadas mejoraron con el tiempo de tratamiento y el contenido de nitrógeno en la mezcla de gas, pero después de cierto tiempo (dos horas para mezcla del 60% N,) dichas propiedades no experimentaron un incremento significativo.
1. INTRODUCCIÓN
La mayor parte de los problemas que presentan los materiales en servicio, se inician en la superficie de los mismos, donde se presentan problemas derivados de los fenómenos de corrosión, de desgaste, de roturas por fatiga, etc., lo que confirma la gran importancia de la superficie de los materiales en la vida útil de un componente. Son diversos y variados los tratamientos destinados a mejorar las propiedades de las superficies de los materiales, dentro de los que se cuentan los recubrimientos de endurecimiento de superficies y dentro de estos los tratamientos termoquímicos.[1]. En los últimos años,
modernas tecnologías tales como la del plasma, han sido incorporadas en los tratamientos termoquímicos, principalmente en la nitruración.
2. EL TRATAMIENTO DE NITRURA-CIÓN CON PLASMA
2.1 Pero, ¿qué es la nitruración?
El objetivo del tratamiento de nitruración es el de proteger una superficie metálica contra ambientes hostiles y condiciones severas de trabajo, con el fin de aumentar la vida útil de un elemento, lo que se traduce en beneficio económico. Las propiedades de dicha superficie son mejoradas mediante la difusión de átomos de nitrógeno en su red cristalina, produciendo un incremento de dureza debido a que la red se distorsiona con la presencia de finos precipitados de nitruros de hierro y de elementos aleantes, los cuales disminuyen la movilidad de los planos de deslizamiento y de las dislocaciones en la estructura cristalina. Entre otras se mejoran las siguientes propiedades: [6]
• Dureza superficial • Resistencia a la fatiga • Resistencia al desgaste • Resistencia a la corrosión y la oxidación
Según de donde provenga el nitrógeno atómico necesario para el tratamiento de nitruración, ésta puede ser líquida, gaseosa o con plasma.
• • • • • • • • • • • • • • • • • • • • • •
-
Fl2sma
I c r
Ltiadill~~ E e..:4 .:11 ...—s, \--, --- --41.- )7.," • E -4-
\
Ektr:,o,
•,-_.... _ r, 1 :di"
r
5 Les. Ebruz.
- — _
I F.- '.1 i
E1:n
F Ma Fass •Y «.
(J.
CENTRO NACIONAL COLOMBO ITALIANO
2. 2 La nitruración con plasma
En ella, el nitrógeno naciente proviene de los iones positivos generados en el plasma de descarga eléctrica luminiscente sobre un gas que contiene nitrógeno, según el mecanismo esquematizado en la figura 1. La descarga luminiscente se obtiene en la región de la descarga anormal de la curva tensión vs corriente, donde la tensión varía entre 400 y 1000 V, la corriente entre 0.1 y 10 A y la densidad de corriente entre 0.5 y 3 rnA/cm2. [6]
Los electrones generados por el campo eléctrico impactan átomos y moléculas del gas, produciendo cationes y electrones. Los cationes son acelerados hacia el cátodo hasta impactar sobre él, convirtiendo el 90 % de su energía cinética en calor y el 10 % para desprender átomos superficiales de hierro, oxígeno y carbono, principalmente. El desprendimiento de átomos de oxígeno permite una limpieza de la pieza y los átomos de hierro desprendidos reaccionan con el nitrógeno atómico del plasma, produciendo nitruro de hierro (FeN) que se deposita sobre la superficie catódica. [2]
E
Debido a la inestabilidad de los nitruros a las temperaturas del proceso, se descomponen en N ••.-4 _ nitruros inferiores más estables: Fe2N, Fe.N y '7": -EN Fe», según las reacciones: t.. ....—,k1
• ..._. r
2FeN Fe,N + N
2Fe,N + N Fe3N
+ N 2Fe1N Fe»
4Fe + N Fe»
Parte del nitrógeno atómico se difunde primero en la ferrita y luego como precipitados de nitruros en los límites de grano. El nitrógeno que no se difunde regresa al plasma.
Figura 1. Esquema del mecanismo más probable mediante el cual se desarrolla el proceso de nitruración con plasma. [2]
• • • • • • • • • A • • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
2.3 El equipo
(a)
(c)
Figura 2. (a) Equipo de nitruración con plasma del departamento de física de la Universidad Nacional de Colombia en el que se desarrollaron las pruebas experimentales, (b)piezas sobre el plato-cátodo, (c)halo luminoso de plasma alrededor de la pieza en nitruración con plasma.
24 La capa nitrurada
Según la cantidad de nitrógeno difundido y las variables del proceso, y de acuerdo con el diagrama hierro — nitrógeno, en la capa nitrurada pueden distinguirse una y/o dos zonas bien diferenciadas: la capa blanca o de compuestos y la zona de difusión, las cuales pueden ser observadas en las micrografías de la parte experimental.
La primera que es la más externa, está formada por nitruros de hierro (fases) de distintas estequiometrías, que según orden creciente de concentración de nitrógeno son: ferrita nitrosa
(Fe,,N,), gamma prima y (Fe»), y épsilon E (Fe3N). Esta capa es bastante dura y frágil, por lo
que en ocasiones no se considera útil, pero tiene gran resistencia al desgaste y a la corrosión. Aunque la fase y' tiene menor resistencia al desgaste y a la corrosión que la fase E , es más tenaz y resistente bajo condiciones severas de carga. [71
La zona de difusión, ubicada por debajo de la capa blanca y de apariencia oscura al microscopio, conjuga propiedades de dureza, resistencia mecánica y tenacidad intermedias entre la capa blanca y el núcleo. Es una solución sólida intersticial de nitrógeno en ferrita, con finos precipitados de nitruros de elementos aleantes (Al, Cr, Ti, Mo, V, los cuales no son solubles en la ferrita).
• • • • • 110 • • o • • 1:0 • • • • • • • 0 • • •
-
CRO DU PE 7.z.
00 4 U o 600
Profun d id ad (micras)
380 --
300
340
320
300
280 O
CENTRO NACIONAL COLOMBO ITALIANO
2.5 Ventajas y aplicaciones
APLICACIONES
• El proceso consume de 2 a 5 veces menos tiempo que la nitruración gaseosa.
• Elementos mecánicos: Ejes, piñones, mandriles, ruedas, volantes, guías, tornillos.
• Es más económico: dos veces menor consumo de energía eléctrica.
• Muy empleado para la fabricación de moldes de inyección de plásticos
• Se puede tener mejor control de las variables de proceso.
• Moldes para trabajo en caliente
• Mejor control de las propiedades de la capa nitrurada.
• Para herramientas de conformado.
• Temperatura de proceso desde 450 hasta 580 °C. • Herramientas de corte: torneado, fresado, taladrado.
• Proceso completamente ecológico • Elementos electrónicos.
3. CARACTERIZACIÓN DEL ACERO SIN TRATAR
Los ensayos experimentales se hicieron sobre el acero AISI P20, puesto que este es uno de los aceros con más solicitud de nitruración Tender (líquida) que es la mayor técnica usada en nuestro medio.
Mediante análisis químico por espectrometría, se comprobó la composición química dada por el distribuidor. [5] Luego se determinaron la micrografía, el perfil de dureza y la composición de capa blanca mediante difracción de rayos X; los resultados se muestran en la figura 3.
• Composición química: C = 0.36 %, Cr = 1
%, Ni= 1.0 %, Mo = 0.2 %
• Equivalencias en otras Normas: ASSAB 718; BOEHLER M200; THYSSEN: thyroplast 2312; DIN 40CrMnMo58-6.
MIGRO GRAFÍA
Figura 3. Micrografia y perfil de dureza del acero AISI P21) en estado bonificado
• • • • • • • • • •
11 • • • • • • • • • •
-
—41.— N2= 4% N2= 10%
N2= 30% • — N2= 60%
-41
AUTOMAT12.ACION INDUSTRIAL METALMECANICA
4. DISEÑO EXPERIMENTAL
Se seleccionaron dos factores para su estudio, la composición del gas (factor a) con 4 niveles: 60, 30, 10 y 4% de N„ contenido constante de H, y Ar como remanente y el tiempo de tratamiento (factor b), también con 4 niveles: 1/2, 1, 2 y 3 horas. Estos valores fueron definidos a partir de pruebas exploratorias, donde se obtuvieron resultados aceptables con cortos tiempos de tratamiento y donde al usar solamente N, no hubo nitruración. La bibliografía argumenta que las colisiones de los iones N+ no suministran suficiente energía para alcanzar la temperatura de difusión. Así, se hace necesaria una mezcla con gas inerte argón y/o hidrógeno, cuya ionización y choques de sus iones con el cátodo producen mayor temperatura. 141. Con un contenido del 10% de hidrógeno se incrementa significativamente la corriente y por lo tanto la temperatura.
Tratamientos = a x bxc = 2x2x3 = 12
Probetas de 19 mm de diámetro y altura de 4mm.
Temperatura constante de 540 °C. [8].
Presión de vacío: 5 x 10-' mbar.
Presión de trabajo: 2 — 4 torr.
5. ANÁLISIS DE RESULTADOS
Los espesores de capa blanca y de capa total endurecida fueron medidos con ayuda del analizador de imágenes LECO IA3001 del laboratorio de tratamientos térmicos de la facultad de Ingeniería mecánica. Los resultados obtenidos están consignados y graficados en la figura 5. Tal como se esperaba, el espesor de la capa blanca varió en cada uno de los tratamientos de nitruración, desde la ausencia total de capa blanca hasta espesores aproximados a las 20 micras.
Las tomas de dureza se hicieron en el microdurómetro LECO M-400-62 del laboratorio de tratamientos térmicos del Departamento de Ingeniería mecánica de la Universidad Nacional.
ES
PE
SO
R C
AP
A
Al igual que en los ensayos de dureza superficial, los perfiles de microdureza se hicieron sobre una
• • • • • • • • • • • 12
BL
AN
CA
(
)
Factor a Composición del Gas
a
b
d
c
60% N, 10% H, 30% Ar:
30% N, 10% 11, 60% Al:
10% N, 10% H, 80% Al:
4% N, 10% 112 86% Ar
Factor b: Tiempo de Tratamiento (horas)
0.5 a 1.0 a 2.0 a 3.0 a
0.5 b 1.0 h 2.0 h 2.0 1)
0.5 e 1.0 e 2.4) e 3.0 e
0.5 d 1.0 d 2.0 d 3.0 d
(a)
20
15
10
ii 1 3 4
TIE rv1P0 (hojas)
• • • • • • • • • •
Figura 4. Diseño experimental
probeta de cada tratamiento tomada al azar. De la figura 6 a la figura 9 se pueden observar los perfiles de dureza obtenidos después de haber promediado los diferentes valores de dureza a su correspondiente distancia de la superficie. También allí se consignan los resultados numéricos del promedio de dureza superficial, los espesores de capa blanca y de capa endurecida y la micrografía a 200 aumentos de cada uno de los tratamientos. De la misma manera, allí también se pueden comparar los perfiles de dureza para los diferentes tiempos de tratamiento. con 4, 10, 30 y 60 por ciento de nitrógeno en la mezcla gaseosa, respectivamente.
-
3 4
CENTRO NACIONAL COLOMBO ITALIANO
--•-- N2= 4%
es N2= 10% N2= 30%
• N2= 60%
500
400
300
200
100
(b)
ft
MICRODUREZAS SUPERFICIALES
iiiif
11111(~7155.11•11~. ki1,1 IMPFEIVA~~1110~1~ ~MEM IMIMIIMM
`L'.111~1•1=1Z111~1
TIEMPO (Horas)
1
850 840 830 820 810 800 790 780 770
0 0,5 1 1 5 2 2,5 3 3 5
—1—N2= 4% - N2= 10%
• N2= 30%
- N2= 60%
NI TRURACION CON 30% N3
05
JE
Fivua !Inovabas 2001 peines de microdureza del
acero AIS1 P20 ititruz-ado con plasma. con 300o de N. en el das y tratamiento de 1.2 3 horas.
Figura 6. Mrrografias 200X y perfiles de mirrodureza del acero AISI P20 nitrurado con plasma, con 6000 de N, en el gas y tratamiento de Yr, 1, 2 y 3 horas. 3,4
JA
21
13 • • • • • • • • • • •
SC
Figura 8. Mirtozrafias 200X y perfiles de mirrodureza del acero AISI P20 nitrurado con plasma. con -Po de N; ea el zas tratamiento de %, 1, 2 y 3 horas.
PERPL DE DUREZA PARA ENSAYOS CON 2421ROGENO AL 101
la PRORROGAD (pm)
• • • • • • • • • • •
2r)
PeRil. DI DU1XZA PARA ENSAYOS CON NRROGENO AL "
wwiwcwOurt Il.• T.. cuan ..r.. Lee lePe
._...p t e a C.. bola Udr cae Ter a ge ,ee Use III.
_._...w L- . Cae bele t tw, C4.• %ID: 243 dn 71....a, $11
9e• It.,t ser.i,..., -,______1•-.
Xi 11
PROR.107 DAD rjeT!
Figura 9. Mirrograftas 200X s perfiles de miriodureza del acero A1.51 P20 nitrurado con plasma, con .100 de N en el zas 1 tratamiento de ".. I. 2 3 horas.
(c) TIEMPO (horas)
Figura 5. (a) Espesor de capa blanca.(b) Profundidad total de capa endurecida. (c) Dureza superficial de la capa 11in- tirada con plasma del acero AISI P20.
A7 TRURACI ON CON 60% N3
NI TRURAU ON CON 10% N NITRU RACIÓN CON 4%
-
8c 44:
Tempo Ocre")
P F:CIICkú. DE PE SO in EN LOS ENSAYO S DE CORROSIÓN DE LA S P FID BETA S NIT R U Rú, DA S
DURA riTE 30 M INUTO S
P ÉRDIER DE PE SO f% EN LOS ENSAYO S DE ORROSION DE LA S PROBETA S NT RU DA
DURA NTE 1 HORA
•
• —JIU
éJ i•.14
•
P ÉR DEA DE P ESO Í Vol EN L OS ENSAY OSDE C: O R OSION DE LA S PROBETAS N IT RUN DA S
O U RA NT E 2 H O RA S
PÉ RDIDA DE PESO 1531 EN LOS E NS,Ü.').' Ci S DE 1 RROS N DE LAS F ti BET,Ü, S N FT R FU [I
D U R,A, NT E 3 H'' RA
.4 Á 10” • 30" 4.1717
-,-
Tiempo horas) Po k. o
*3n retan; "N 17)he
• 37414
*
•
AUTOMATIZACION INDUSTRIAL ME TALMECANICA
Figura 10. Pérdida de peso en los ensayos de corrosión (24, 48 y 96 horas) para el acero AISI P20 ni trinado
con plasma durante 1/2, 1, 2 y3 horas de tratamiento.
• • • • • • • • • • • 14 • • • • • • • • • • •
-
0 23 t,": 03 80 103 12i
DE S GA ST ECON Pi1 E DK HORA DE N ft R LIRA N
DESGASTE CO t.J LIF14 HORA DE N ft R URA Ció N
1.5
1,4
1.3
1,2
1,1
1,0 * m Vatardent
, 41042
10% rn • 32%/42
• 6" N2
0,8
0,7 *
0.fi
0,5 • é
0,4 • •"' 0,3
C1.2 0,1 0,0
O 23 40 83 83 10:i 12e 140
tienvo (Mn)
*
gra
a d
a l
a I
lUalla
1M
m 2
0,0
DESGASTE CON DO S HORAS DE NFRURACIGN
11 E S GA ST ECONTRES HORAS DE NIT R RA Ció N
1,6
1,4
1,3
1,2
1,1
• Sin 4:4 necia
4 %1,42
*1" P
• 3051142
*fiCN
1,0
.-4 0,9
0,8 4 0,7
0.8 0.8
0,4 _
0,3
0,2
0,1
0,0
tiempo()
1
1,4
1,3
1,2
1,1
1,0
0,9
0,8
0,7
0,6 - as C1,4
0.1
rd E E
O 40 tu 83 10.
tiempo (rttn)
gra
a tia
la
IlU61
13
*
y
O 23 40 83 83 103 123
t(n)
0,0
1,5
1,4
1,3
1,2
1, 1
1,0
0,9
0.8
0,7
a 6 0,4
0,3 0,2
0,1
Ara
a d
a la Il
Ui$1
13 jm
m2
CENTRO NACIONAL COLOMBO ITALIANO
Figura 11. Resistencia al desgaste de las probetas del acero AISI P20 nitruradas con plasma durante 1/2, 1, 2 y 3 horas de tratamiento.
• • • • • • • • • • • 15 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
1. CONCLUSIONES
El espesor de capa blanca y la profundidad total
de capa endurecida se incrementan con el tiempo de tratamiento y con el contenido de nitrógeno, para todas las composiciones del gas nitrurante propuestas. Los mejores resultados se obtuvieron con 60 % de nitrógeno en la mezcla de gas, para un tratamiento de tres horas, logrando un espesor de capa blanca de 18 1,tm y profundidad de endurecimiento de 380 .tm; estos valores tienden a estabilizarse después de dos horas de tratamiento.
• La mayor dureza superficial se obtiene
aproximadamente con dos horas de tratamiento para todas las composiciones de gas, a excepción de la mezcla con 60 % de nitrógeno. Esto permite concluir que con el aumento del contenido de nitrógeno en la mezcla nitrurante, disminuye el tiempo de tratamiento con el cual se logra la mayor dureza superficial.
• Después de dos horas de tratamiento, la
dureza superficial empieza a decrecer, por lo cual dicho tiempo debe ser ajustado acorde
con las propiedades deseadas en la superficie nitrurada.
▪ A mayor contenido de nitrógeno en la mezcla de gas, la diferencia de dureza a diferentes profundidades es menor a determinada profundidad.
• En todos los tratamientos realizados se obtuvo
aumento de la resistencia a la corrosión con respecto al acero sin tratar. Los mejores resultados fueron obtenidos con espesores de capa blanca aproximadamente entre 4 y 8 micras de espesor, disminuyendo cuando se sobrepasa dicho valor de espesor de capa blanca. Esto permite concluir que la resistencia a la corrosión no depende del tiempo de tratamiento, sino del espesor de la capa blanca.
▪ Se obtuvo un incremento significativo de la resistencia al desgaste para todos los ensayos realizados, con un aumento proporcional al tiempo de tratamiento y con el contenido de nitrógeno. La resistencia tiende a estabilizarse cuando el tiempo sobrepasa las dos horas de tratamiento, lo mismo que es uniforme para todas las composiciones del gas nitrurante. Se lograron aumentos hasta un 60% en la resistencia al desgaste.
2. REFERENCIAS BIBLIOGRÁFICAS
[ 1 ] AMERICAN SOCIETY FOR METALS. Metals Handbook, Vol. 4, 10th Edition, Ohio, 1994.
[ 2 ] AMERICAN SOCIETY FOR METALS. Metals Hanbook, Vol. 5, 10 th Edition, Ohio, 1994.
[ 3 ] GIL, Andrés et al. "Tecnologías asistidas por plasma: Fundamentos, aplicaciones industriales y tecnologías". Madrid: Mc Graw Hill, 1997. p. 1-11.
[ 4 ] VALDÉS, Jairo y CASTRO, Alvaro. "Nitruración Iónica de Fundición gris grado 20". Santafé de Bogotá, 1998. Tesis de maestría en materiales y procesos de manufactura, Universidad Nacional de Colombia, Facultad de ingeniería.
[ 5 ] UNITEC ACEROS BOHLER S.A. "Aceros para moldes plásticos". Bogotá, 1997.
[ 6 ] KOVACS, william y RUSSELL, william. "An introduction to ion nitriding: what is it? Why is it used? Where is it used?. Proceedings of an international conference on ion nitriding. ASM. Cleveland, Ohio. Septiembre, 1986. p. 9-17.
[ 7 ] HOCHMAN, Robert. "Efects of nitrogen in metal surfaces". Proceedings of an international conference on ion nitriding. ASM. Cleveland, Ohio. Septiembre, 1986. p. 23-30.
[ 81 WOLFANG, Rembges. "Fundamentals, aplications and economical considerations of plasma nitriding". Proceedings oían international conference on ion nitriding. ASM. Cleveland, Ohio. Septiembre, 1986. p. 197.
• • • • • • • • • • • 16
• • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
Modelamiento por elementos finitos en el Análisis de Ingeniería
Ings. Nelson Correa Díaz y Carlos Garzón Ramírez Centro Nacional Colombo Italiano. SENA
Con el fin de reducir tiempo y costos en procesos de experimentación sobre prototipos reales, la técnica de Análisis de Ingeniería usando Elementos Finitos, permite crear prototipos virtuales simulando las condiciones reales tales como gradientes de temperatura, fuerzas concentradas o presiones para realizar un análisis de esfuerzos y deformaciones determinando si el diseño dentro de las condiciones de funcionamiento es adecuado.
El modelamiento por elementos finitos se desarrolla dentro de los siguientes campos, que involucran un gran porcentaje de todas las aplicaciones de ingeniería. El Centro de desarrollo tecnológico Colombo Italiano, se ha dedicado inicialmente al estudio del análisis por elementos finitos del primer campo con el fin de establecer
CAMPOS DE APLICACION DEL METODO DE LOS ELEMENTOS FINITOS
FLUJO DE CORRIENTE ESTACIONARIO FLUJO DE ELECTROSTATO Y VOLTAJE
FLUIDOS
DE CAMPO VARIABLE
ESTATICO
=> TUBERIAS
FRECUENCIAS NATURALES
TRANSITORIAS FUERZAS
MOVIMIENTOS TELURICOS
ANAUS DE TRANSFERENCIA
DE CALOR
ESTADO ESTACIONARIO
esfuerzos y deformaciones que comparados con las características de los materiales y las aplicaciones de los elementos a diseñar y estableciendo un factor de seguridad, permiten dar pautas sobre la modificación y confirmación de su configuración geométrica, materiales y cargas adecuadas.
El análisis de esfuerzos y deformaciones puede ser de dos tipos: lineal, cuando las deformaciones son pequeñas respecto a la longitud de los componentes mecánicos, cuando se trabaja en el rango elástico, es decir, que la relación entre la deformación y el esfuerzo aplicado es siempre una constante y cuando las condiciones de borde o de frontera permanecen fijas. Cuando se hable de desplazamientos largos (movimiento), trabajo en la zona plástica y condiciones de frontera móviles tales como planos de impacto y superficies de contacto, el análisis será de tipo no lineal.
En el análisis lineal, la constante de rigidez es independiente del des-plazamiento, mientras en el no lineal, K es una función de la elongación (x). F: fuerza aplicada K: constante de rigidez
x: elonpción odespalzamiento
de acuerdo a la ecuación F=Kx
FLUJO TRANSITORIO
TIPO DE ANÁLISIS
ANALISIS DE ESFUERZOS Y DEFORMACIONES
ANÁLISIS LINEAL —
ESTÁTICO
ANÁLISIS NO LINEAL
SIMULACION MECÁNICA DE EVENTOS
MODOS DE FORMA Y FRECUENCIAS —
NATURALES
ESFUERZOS —TRANSITORIOS
Un resorte ideal trabajará obedeciendo una relación entre la fuerza aplicada y su elongación llamada constante de rigidez.
ESTADO TRANSITORIO
MODODE FQRM Y f-BEC
1UENLA
ALESAS
A
NATUR
• • • • • • • • • • • 17 • • • • • • • • • • •
-
ELEMENTO
-t-
NODO
AUTOMATIZACION INDUSTRIAL METALMECANICA
Un análisis de esfuerzos y deformaciones por elementos finitos consta de los siguientes pasos:
z
tJ n
.j.1~ ~i0 : 9 :
Diferentes tipos
• Geometría del modelo y discretización:
La configuración geométrica puede ser generada dentro del un paquete CAD y exportada al paquete CAE (Ingeniería Asistida por Computador), una vez allí, es necesario generar una malla que divida el componente en estudio en pequeñas regiones geométricas.
DISCRETIZACION DE UN DOMINIO DE ESTUDIO
• Definición de las propiedades de los elemc:ntos:
Las regiones anteriormente creadas son llamadas elementos finitos, pueden ser lineales, planos o sólidos, los puntos de interconexión entre los elementos son llamados nodos, cada uno según la definición de los elementos tiene ciertos grados de libertad, que son las posibilidades que tiene de trasladarse o rotar respecto a los tres ejes coordenados.
Aplicación de cargas:
Sobre cada nodo es posible indicar fuerzas concentradas o temperaturas puntuales así como presiones y gradientes de temperatura.
Definición de las condiciones de frontera:
Sobre las regiones geométricas que tienen apoyos se definen las restricciones de movimiento a sus respectivos nodos con el fin de "amarrarlo" a un sistema inercial.
• • • • • • • • • • •
: .1 :
de Condiciones de frontera: (a)rodadura. (c)empotrado (d)libre
Ensamble de la matriz de rigidez:
La ecuación del comportamiento del resorte será aplicada a cada nodo, como un modelo de elementos finitos será definido por al menos dos nodos, es necesario ensamblar dentro de una matriz todas las expresiones nodales.
• Resolución del sistema.
El sistema utiliza métodos de aproximación y de error para resolver el sistema nutricia' planteado.
• Análisis y visualización de resultados.
Una vez resuelto el sistema, el usuario puede visualizar los esfuerzos y defor-maciones sobre cada uno de los nodos y aplicar sus criterios de ingeniería para determinar su validez.
A continuación vamos a ver de forma práctica el proceso de modelamiento con una aplicación real:
Problema
Generar un modelo por elementos finitos de una serie de cajas de inspección fabricadas por la empresa TECNA S.A, sometidas a una presión hidrostática de 400 psi en su interior y determinar sus puntos críticos de falla, utilizando el software para análisis por elementos finitos ALGOR.
Geométricamente, reproducir en el modelo la mayor cantidad de propiedades haciendo énfasis en sus venas de refuerzo.
Analizar el comportamiento de este modelo bajo la acción de una presión hidrostática determinada por ensayos reales y con unas
18 • • • • • • • • • •
-
Material Fundición de Aluminio al Silicio
Tipo de elemento Brick con traslación en sus nodos Orden de integración Segundo orden Módulo de elasticidad 69940 MPa Módulo de Poisson. 0.33 Presión en las caras internas 2.69 MPa 400 psi
El programa permite trabajar con presión hidrostática o uniforme. Para hacer más sencillo el análisis se considera como presión uniforme:
La caja es modelada con elementos sólidos con un ensamble, simulando las uniones atornilladas como elementos soldados en las aletas de contacto, tal como se muestra en la figura.
DIRECCION DE LA PRESION DE ADENTRO HACIA AFUERA DE LA CAJA
RADIOS DE rell---ACUERDO - RESTRICCIONES
EN EL PISO
SIMULACION — DE LAS UNIONES
VENAS RERJERZO
DETALLE DE UN MODELAMIENTODE MALLA SOLIDA
CENTRO NACIONAL COLOMBO ITALIANO
propiedades mecánicas determinadas previamente de forma experimental.
Visualizar los resultados en forma gráfica teniendo en cuenta los criterios de falla considerando el límite de fluencia del material.
Procedimiento de modelamiento.
geometría del modelo, se permite generar una malla mixta compuesta por tetraedros y elementos de cuatro, cinco, seis o siete nodos de forma automática con densidad de malla y refinamiento en los concentradores así:
1. concentradores de esfuerzos manejados por el usuario.
2. Se define la superficie interna de la caja, que va a recibir la presión de trabajo.
3. Se definen los nodos que van a recibir restricciones en sus grados de libertad.
Las propiedades mecánicas del modelo son las siguientes:
1. Configuración geométrica: El modelo geométrico se lleva a cabo usando MECHANICAL DESKTOP 4.0, teniendo en cuenta que las uniones atornilladas y embridadas no son modeladas, ya que sus solicitaciones no son relevantes y de serlo se presentarían problemas con la densidad y refinamiento excesivo de los enmallados.
Visualización del ensamble caja-tapa en MECHANICAL DESKTOP 4.0
la versión 12 de ALGOR, la importación de archivos gráficos se
hace a través de la interfase gráfica IN-CAD, creando
directamente un archivo de dibujo de ALGOR. 2. Los elementos a trabajar son sólidos cuyos nodos permiten su traslación sobre los tres ejes coor-
Modelo emanado en SUPERDRAW denados de acuerdo a la
• • • • • • • • • • • 19 • • • • • • • • • • •
-
RESULTADOS
Esfuerzos de Von Mises sobre la caja en Megapascales
AUTOMATIZACION INDUSTRIAL METALMECANICA
Esfuerzos críticos de Von Mises sobre la caja en Megapascales
Esfuerzos de Von Mises sobre la caja en Megapascales
Desplazamientos nodales del modelo 50 en mm
Venas de refuerzo Valor Aceptable
Esfuerzo máximo 105 MPa (10.5 kg / mm") SI
Esfuerzo promedio aparente
65 MPa (6.5 kg / mm") SI
CONCLUSIONES
Teniendo en cuenta el criterio de falla de Von Mises de la Máxima Energía de Distorsión, respecto al límite de fluencia del material de 140 MPa, para las condiciones dadas por los ensayos, el modelo no presenta condiciones críticas de falla, sus valores mayores en las venas de refuerzo inferiores no justifican cambio en sus condiciones geométricas.
Máximo esfuerzo encontrado Valor Aceptable* Acuerdo en vena de refuerzo inferior 105 MPa 10.5 kg/mm' SI
*Se consideradaptibk si .su vulorev in finbr al esfilerw de guencil.
Esfuerzos de Von Mises encontrados sobre la estructura.
Cara inferior de la caja Valor Aceptable Esfuerzo máximo 60 Mpa (6 kg / mm2) S I Esfuerzo promedio aparente 35 MPa (3,5 kg / mm2) SI Caras laterales de la caja Valor Aceptable Esfuerzo máximo 40 MPa (4 kg / mm2) SI Esfuerzo promedio aparente 15 MPa (1.5 kg / min") SI
Los desplazamientos son bajos respecto a sus longitudes con valores parcialmente bajos.
De acuerdo a los resultados vistos en ensayos se recomienda hacer análisis metalúrgicos a las zonas con roturas.
En comparación con la experimentación real, el modelo predice la no falla de los componentes a la presión de trabajo, resultado también arrojado por las situaciones reales.
• • • • • • • • • • • 20 • • • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
Benchmarking MCAD (Mechanical Computer Aidcd Design)
Ing. Carlos Julio Garnacha L. Centro Nacional Colombo Italiano. SENA
En el mercado CAD actualmente se encuentra gran variedad de software, entre los que se puede contar los programas CAD que tratan el diseño mecánico asistido por computador (MCAD). Por tal razón el Centro de Desarrollo Tecnológico Colombo Italiano ha realizado el Benchmarking de tres de los diferentes programas MCAD presentes en el mercado como son: SolidWorks, Solid Edge y Mechanical Desktop se pretende conocer las diferentes potencialidades de estos paquetes con el fin de dar herramientas para la comparación y selección de cualquiera de éstos según la aplicación o necesidad requerida por el usuario de esta tecnología.
Otro objetivo que se busca alcanzar es la generación de una base de datos, que contenga la gran cantidad de paquetes existentes en el mercado nacional con el fin de darle al centro, la capacidad de respuesta que la industria colombiana requiere en este tipo de tecnología.
Este estudio de las potencialidades se ha centrado al análisis de las siguientes versiones: Solid Edge V9, SolidWorks 2001 y Mechanical Desktop R4. Es importante hacer resaltar el hecho que estas versiones presentan licencias académicas y por tanto algunas herramientas no son comparadas. En los estudios de las potencialidades de estos paquetes se trataron las siguientes características, las cuales posteriormente se utilizan para la comparación entre los mismos:
Nombre y precio del software
Operatividad del programa
Tipo de Motor o Kernel de modelamiento gráfico
Método de Representación
Módulos básicos que presenta
Herramientas sobre:
o Croquizado
o Modelado de piezas
o Manejo de ensamble
o Realización de planos
Manejo de piezas de lamina Metálica
Transferencia de archivos
• Herramientas para la personalización
Actualmente el Centro cuenta con tres grupos de investigación de paquetes CAD, con los cuales se realizó la comparación y el estudio de potencialidades de cada uno de estos paquetes. Cada grupo analizó las características a nivel de detalle y a partir de esto, se genero una tabla de
• • • • • • • • • • • 21 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
comparación basándose en las características más relevantes y diferenciales entre los softwares en cuestión.
En la comparación realizada, se generaron una serie de conclusiones y recomendaciones para la selección de un software de este tipo de acuerdo a las necesidades requeridas por cualquier usuario de estas tecnologías CAD.
Para el análisis de las potencialidades es importante, previamente tener en cuenta las características generales que poseen estos programas, con el fin de tener un panorama de las capacidades de cada uno de los softwares analizados. Estas características se pueden apreciar a continuación:
MECHANICAL DESKTOP
Este software se encuentra en el mercado por un costo de US 4.995 (con PowerPack). El modelado paramétrico en 3D permite crear prototipos, y mostrar desde el principio del proceso cómo se acoplan los componentes y cuán funcional será su diseño. Y con la función paramétrica se puede modificar un ensamblaje completo simplemente cambiando una sola dimensión. También se puede generar dibujos automáticamente desde su modelo en 3D.
Las nuevas funciones de productividad incluyen bibliotecas de partes estándar en 3D, la capacidad de editar cualquier componente en el contexto del ensamblaje completo y el motor de modelado de sólidos ACIS 5.0.
La versión de PowerPack ofrece más de 500.000 piezas mecánicas estándar, funciones, perforaciones y formas estructurales de acero, además de los comandos para crear rápidamente componentes mecánicos y realizar cálculos de ingeniería, esto con el fin de ahorrar aún más tiempo y lograr mayor precisión y consistencia. Por último, Este software funcionará de la forma que permite acceder a estos conjuntos de
herramientas complementarias por medio de una interfaz optimizada, creada especialmente para el ingeniero mecánico de hoy en día.
Con este software se puede realizar en 2D y 3D prácticamente todas las tareas de diseño, análisis y manufactura requeridas para la producción, desde un solo ambiente y de forma más rápida y económica que con la mayoría de los otros sistemas.
SOLID EDGE
Solid Edge de Unigraphics Solutions, Inc., es un sistema de modelado sólido de características parametrizadas. Alardea lo que la compañía llama tecnología STREAM —la aplicación de inferencia lógica y conceptos de la gestión de decisión al proceso de captura de la intención del diseño de modelado sólido de un ingeniero. La inferencia lógica se refiere al proceso de inferir conclusiones de una cantidad limitada de información.
Solid Edge esta basado en el modelamiento Kernel Parasolid y un modelador sólido B-REP. Su valor comercial se encuentra alrededor de los US 4.995. Este programa consiste en cuatro ambientes separados: Parte, Ensamble, Lámina Metálica y dibujo, y dos aplicaciones externas: Smart View y Revision Manager. Cada ambiente corre separadamente, y algunos actúan e interactúan automáticamente. Cada uno crea extensiones del archivo diferentes (PAR, ASM, PSM y DFT respectivamente). Solid Edge sigue con la especialización de los procesos habituales de diseño mecánico, con la introducción del módulo Xpress Route y las mejoras introducidas en los módulos Plasticos+ y Sheet Metal+. Xpress Route incorpora la funcionalidad necesaria para diseñar tubos y conductos por los que circula aire, fluidos refrigerantes o hidráulicos desde un punto a otro de un conjunto mecánico. La nueva funcionalidad en Plastics+ mejora el desarrollo de moldes. Sheet Metal+ incorpora entre algunos la capacidad de añadir automáticamente canales
• • • • • • • • • • • 22 • • • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
estriados para dar rigidez a la chapa, sin necesidad de recurrir para ello al entorno de pieza, así como la creación de regiones de pared delgada dentro de partes de una pieza; la versión Solid Edge Origin, la cual se encuentra de forma gratuita y se puede adquirir por Internet. Esta versión corresponde a una pequeña parte del paquete completo de la versión 7, debido a que 'aunque presenta las herramientas 2D, no presenta muchas de las herramientas del modelado 3D.
El nuevo entorno para el diseño de soldaduras incorpora nuevas herramientas de diseño específicas para cada proceso y orientadas al flujo de trabajo. Dicho entorno permite crear soldadura a partir de un grupo de piezas, preparar la superficie, definir los cordones de la soldadura y efectuar operaciones de mecanización posteriores a la soldadura. Las herramientas para la producción de planos de las soldaduras, que cumplen todos los requisitos relativos a la documentación, ofrecen dibujos de los componentes de la soldadura y las vistas preliminares de éstas, vistas completas de la soldadura y vistas de la mecanización posteriores a la soldadura.
Los sensores de DesignAssistant se han ampliado en la Versión 9, incluyendo ahora un sensor que calcula y supervisa el área de superficie (o el área de superficie negativa, en el caso de los recortes) a medida que se va modelando. Asimismo, existe la posibilidad de crear sensores personalizados que supervisen los valores de los resultados numéricos que sean calculados por programas personalizados.
Otras de las nuevas características es la presencia del Solid Edge Engineering Handbook, paquete complementario integrado que ofrece información de ayilda en línea y posibilita que los diseñadores de maquinaria puedan crear las piezas automá-ticamente. Desarrollado por MechSoft.com, Inc., este Engineering Handbook incluye:
Solid Edge Web Publisher es un nuevo módulo adicional que agiliza y facilita enormemente el uso compartido de la información de diseño a través de Internet o de intranets. Al estar plenamente integrado en Solid Edge, Web Publisher permite
publicar páginas Web con los modelos 3D de Solid Edge y sus datos relacionados, directamente desde la propia sesión de Solid Edge.
La Versión 9 incorpora herramientas de detección dinámica de interferencias que contribuyen a eliminar los errores y a optimizar la evolución del conjunto. A medida que los diseñadores van moviendo las piezas de ensamblaje bajo restricciones, Solid Edge detecta automáticamente las interferencias, resalta las caras implicadas en la interferencia y emite un pitido de aviso. En el paquete de software de análisis cinemático simple motion se han ampliado las herramientas de detección de interferencias para encontrar el punto de contacto inicial en el intervalo de movimiento, así como para detectar las distancias mínimas entre dos piezas.
Ahora, en los conjuntos de Solid Edge pueden utilizarse piezas que no sean gráficas, como lubricantes, fluidos, adhesivos, revestimientos y pintura. Las piezas no gráficas que se añaden a los conjuntos aparecen con las cantidades y unidades correspondientes eh unas listas de piezas
y en la lista de materiales.
SOLIDWORKS
Modelador de medio rango que utiliza un modelamiento sólido B-Rep (híbrida para el almacenamiento del modelo)y el Kernel Parasolid. Este paquete en la actualidad se consigue en el mercado por un precio de US 4.995 (En el SolidWorks Office suite). En la versión 2001 uno de los cambios más notorios son las mejoras en la interfaz del usuario, en donde la mayoría (pero no todas) las cajas de diálogo han sido eliminadas para permitirle al usuario un mayor campo de acción, ya que se presentan ahora en una posición en donde los usuarios pueden visualmente crear objetos cuando se usan comandos como Extrude y Revolve.
• • • • • • • • • • • 23 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
En la realización de operaciones, ahora en esta versión se presenta la posibilidad de utilizar perfiles anidados como base del comando sweep (barrido) permitiéndole al usuario un gran ahorro de tiempo en este tipo de operación.
En el modelamiento de superficies ahora los usuarios pueden editar la curvas UV que definen una superficie, de forma similar a los paquetes MCAD más poderosos que presentan superficies de alto rango, tales como el Thinkdesign y Vellum Solids. Sin embargo, la gran mejora en la versión 2001 radica en la implementación del comando Fill Surface (rellenar Superficie), el cual tiene como propósito arreglar superficies perdidas, las cuales se encuentra primordialmente en geometrías importadas.
Otra de las áreas que ha tenido una mejora completa es la relacionada con el diseño de Lamina Metálica. Ahora SolidWorks actúa más como Solid Edge, Inventor, VX Vision y otros en cuanto a la facilidad de crear piezas de este tipo.
En cuanto al modelamiento de ensamblajes, en esta versión cuando a una porción de un ensamblaje se le hace una simetría, SolidWorks intenta resolver a cuales partes se les necesita hacer la simetría (esto significa distinguir entre una pieza derecha y una izquierda), y cuales requieren ser copiadas como tal. I a idea general de esta función es la de reducir el número total de partes y de esta manera disponer de ensamblaje que se ejecutan rápidamente. Otras de las mejoras en el manejo de ensamblajes son la adición de la condición de ensamble tipo leva y de una nueva forma de insertar automáticamente sujetadores propios con tuercas y arandelas, dentro de agujeros.
Las mejoras en la realización de planos comienza con la posibilidad de crear diseños electro-mecánicos debido a la adición de componentes eléctricos 2D. Otra de las grandes características de esta versión es la presencia de una herramienta que permite observar las posiciones secundarias de un ensamblaje en líneas ocultas, dando la posibilidad de observar por ejemplo el deslizamiento de partes.
• • • • • • • • • • •
Una vez generados los dibujos a partir de un modelo, el usuario puede también generar un eDrawing. Los eDrawings se animan con herramientas de interpretación inteligentes (Cursor 3D, Pliegue virtual, Vistas hipervinculadas, Vistas de dibujo animadas) que ayudan al destinatario a entender fácilmente y navegar por los planos que reciben. Los eDrawings se pueden vitializar inmediatamente por cualquier persona Cll 1111 computador basado en Windows. No se necesita ningún otro software ni visores de CAD para ver un eDrawing. Sin embargo en este programa no es posible visualizar objetos OLE como por ejemplo: Flojas de calculo de Excel.
Otras de las características que presenta este software es el trabajo en dibujos separadamente de las partes y ensambles mientras la asociatividad se mantiene por completo entre la parte en una ensamble con la nueva capacidad del RapidDraft. Esta característica puede generar archivos de dibujo más pequeños al mismo tiempo que aumenta la velocidad a la hora de cargar dicho archivo.
Existen otras pequeñas mejoras tal como el renderizado, el cual ha sido más embellecido, y la escritura de líneas en un editor VBA, el cual es más robusto que el existente anteriormente.
La capacidad de diseñar múltiples etiquetas para curvaturas, cortes a través de curvaturas afiladas, orillas, curvaturas de relieves resaltados , y una biblioteca de características de la forma personalizables hacen posible que este programa se considere muy flexible.
SolidWorks integra en su ambiente traductores de archivo a y desde casi todos los productos CAD mecánicos existentes en el mercado actual: IGES®, Parasolid®, STEP, VDAFS (VDA), SAT (ACIS®), DXF, VRML, DWG. STL (ASCII o el formato binario). En este aspecto en esta versión se presentan add-ins que permiten guardar y leer fácilmente archivos Jpg, de Pro/e, de Catia, entre otros.
24 • • • • • • • • • •
-
A diferencia de Solid Edge y SolidWorks, Mechanical Desktop no presenta herra-mientas para el trabajo de piezas de lamina metálica. En esta potencialidad es importante anotar que Solid Edge presenta algunas herramientas más que SolidWorks, haciendo en algunos casos más fácil el trabajo en este tipo de productos, es el caso de la generación de refuerzos y de operaciones de embutición. Sin embargo SolidWorks presenta la posibilidad de generar la pieza de lamina metálica a partir del resultado que el diseñador desea. (Figura 2).
CENTRO NACIONAL COLOMBO ITALIANO
A partir del análisis efectuado por los grupos de investigación llegaron a las siguientes conclusiones:
En cuanto a la generación de Croquizado, Solid Edge presenta herramientas como el trazado y recorte por trazos, adicionalmente permite realizar un boceto con la forma general de la pieza y a partir de él realizar operaciones sólidas; facilita la migración de 2D a 3D en forma rápida, no obstante no se presenta grandes diferencias con respecto a los otros programas.
Para la generación de operaciones sólidas complejas, SolidWorks permite mayor funcionalidad debido a las herramientas de Sweep y Loft avanzadas (Curvas guías y opciones de tangencias entre otras), operaciones de forma y cúpula. (Ver Figura 1)
Figura 2. Operaciones Celosía y refuerzo para piezas de lamina metálica de Solid Edge V9.
Figura 1. Operaciones avanzadas: Sweep, Loft y operación de forma.
Para la generación de superficies SolidWorks presenta más y mejores herramientas en comparación con los otros dos programas, es así que es capaz de hacer huecos en cualquier tipo de superficies, además de permitir el curado de superficies cuando a estas les falta cierta porción, provocado principalmente en el momento de la importación de archivos. (Figura 3)
Figura 3. Reconstrucción de superficies perdidas por medio del comando Fill Surface
Solid Edge y SolidWorks presentan herramientas para la generación de soldaduras en ensambles, configurables en su tipo y estándares internacionales.
• • • • • • • • • • 111
En ensamble, aúnque en los tres programas permiten trabajar similarmente, Mechanical Desktop permite la utilización de base de datos de piezas estandarizadas. En esta línea Solid Edge presenta este tipo de librerías en el modulo Engineering HandBook (Licencia Comercial), mientras que en SolidWorks se presenta en el módulo SolidWorks ToolBox (Incluido en el SolidWorks Office Suite)
La forma general de trabajo en los tres programas es muy similar sin embargo, la interfaz de usuario y la forma de generar los planos de trabajo es relativamente más fácil en SolidWorks.
• • • • • • • • • • • 25
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
En la generación de planos, la forma de trabajo
es muy similar y realmente no se presentan
diferencias muy marcadas entre estos paquetes. Una de las características en que se
diferencia Mechanical Desktop es la posibilidad de generar vistas de corte tridimensionales.
En la transferencia de archivos, tanto en exportación como en importación, los tres programas trabajan con la mayoría de los formatos existentes, sin embargo se
encuentran diferencias marcadas en la calidad y los resultados alcanzados en estos procesos.
La personalización de estos programas es posible por medio de desarrolladores C++ o
visual, sin embargo en Mechanical Desktop y SolidWorks, es posible la generación de códigos a través de una aplicación VBA en su
mismo entorno. Además en SolidWorks es posible la grabación de macros directamente.
En la Figura 4, se presenta un gráfico que resume a nivel general los resultados obtenidos:
Software
MCAD
\/
Sal 1111
Solid,VorKS
S ketch 2 2 2
Operaciones Sólidas 1 1 2
Ensamble 1 2 2
Plano 2 2 2
Lámina Metálica 0 2 1 Manejo de superficies 2 1 2
Transferencia de información 1 1 2 •
TOTAL 9 11 13
2 = Herramienta muy funcional 1 -, herramienta funcional, pero podrían ser mejorada
O = Herramienta no presente
Figura 4. Cuadro Comparativo general
CONCLUSIONES Y RECOMENDACIONES
• SolidWorks 2001 presente a nivel general mejor porcentaje de funcionalidad con un 92.8 % (13), seguido por Solid Edge V9 con un 78.5 % ( 1 1) y por ultimo se encuentra Mechanical Desktop R4 a un 64.3 % (9).
• La obtención de una base de datos que presente la comparación entre software MCAD fortalece la capacidad
de asesoría a las empresas tanto en un proceso de selección CAD, como en el diseño de productos.
• Se debe tener en cuenta que no todos los programas están hechos para las mismas necesidades y condiciones de trabajo (Personal que usara la tecnología CAD, soporte dado por los distribuidores, etc.). Con esto no se está diciendo que la comparación no sea valedera, al contrario, puede servir como primer filtro de selección CAD.
• Actualmente los procesos de selección CAD son muy riesgosos debido a que comúnmente son informales y apresurados, y en donde el usuario se basa en demostraciones que en su mayoría son muestras imprecisas de la tecnología de computador y la habilidad del operador que hace la demostración. Por esta razón, al poseer información como la presentada en el presente articulo se puede ayudar a la empresa a tomar la mejor decisión en la selección del software CAD de acuerdo al producto a modelar y/o representar. Un proceso de comparación debe ser imparcial y objetivo con el fin de obtener resultados que sean un soporte a las empresas usuarias CAD, en el que se observe el funcionamiento real de cualquier software MCAD con respecto a sus competidores y no un soporte comercial para los distribuidores de software.
BIBLIOGRAFÍA Camacho, Carlos; Forero Carlos (2001): "Estudio de Vigilancia Tecnológica sobre las Tecnologías CAD", Centro de Desarrollo Tecnológico Colombo Italiano, Bogota.
Principalmente se utilizó la información contenida en las siguientes páginas Web como fuente de información adicional que sirvió como insumo para la realización del estudio de potencialidades de Solid Edge V9, SolidWorks 2001 y Mechanical Desktop R4.
WWW.SOLIDEDGE.COM WWW.S OLIDWOR KS .COM WWW.AUTODESK.COM WWW.C3MAG.COM WWW.CADENCEWEB.COM WWW.CADON LI N E.COM WWW.MCADCAFE.COM WWW.DESKEN G .COM
En la realización de la comparación entre los softwares CAD, participaron con su conocimiento y experiencia los siguientes grupos de trabajo del Centro Colombo Italiano:
Ing. Carlos A. Infante Ing. Oscar R. Rivcros Ing. Carlos J. Camacho Ing. Jorge I. Guerra Ing. Luis 11. Parra
Solid Edgc
SolidWorks
Mechanical Desktop
• • • • • • • • • • • 26 • • • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
Como elegir un Sistema CAD/CAM Lo que todo taller debe saber
Ing. David G. Rozo Torres Centro Nacional Colombo Italiano - SENA
Existen tantas preguntas acerca del CAD/CAM como tantos sistemas CAD/CAM se encuentran. Ésta útil guía detalla algunos puntos importantes qué considerar, incluyendo guías de selección de software y hardware, evaluación al distribuidor, y métodos para aprovechar lo mejor de cualquier sistema CAD/CAM.
* Información traducida y adaptada de la página de Internet: www.mastercam.com
LO QUE TODO TALLER DEBE SABER ACERCA DE CÓMO ELEGIR UN SISTEMA CAD/CAM
Un buen sistema CAD/CAM le ayudará a mejorar la calidad de su trabajo, programar trabajos más rápidamente y manejar trabajos más complejos. Este manual suministra información importante para ayudarlo a seleccionar un sistema CAD/CAM que corra en su PC.
La sección 1 del manual muestra lineamientos de selección de software. La sección 2 sugiere vías para evaluar un vendedor de software. La sección 3 cubre la selección de hardware. La sección 4 discute formas para utilizar su sistema CAD/CAM más efectivamente. El listado de interrogantes que realizar resume los lineamientos de selección.
SECCION 1: LINEAMIENTOS PARA LA SELECCION DEL SOFTWARE
Una buena forma de iniciar su búsqueda de un sistema CAD/CAM es leer la publicidad en revistas de negocios para ver los sistemas disponibles y sus nuevas características. Pregunte a otros talleres acerca del software CAD/CAM. que utilizan.
El Internet es otra herramienta excelente para encontrar información. Buscando bajo "CAD/ CAM", "CAM", o el nombre de un producto específico con un motor de búsqueda popular tal como Yahoo o Lycos le darán un buen lugar para empezar. Tenga cuidado porque en la Internet, páginas web "no oficiales" pueden contener información incorrecta o desactualizada. Para mantenerse con información actualizada, es buena idea permanecer con las páginas web oficiales de las compañías a las que pertenecen los productos que está buscando.
Visitar ferias y exposiciones es una buena forma para ver muchos paquetes de software al tiempo. Las demostraciones en exposiciones son generalmente cortas y muestran las más avanzadas características del software. La mayoría de las demostraciones han sido previamente
• • • • • • • • • • • 27 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
ensayados y hacen ver al software poderoso y fácil de usar, mientras evitan áreas problemáticas.
Debido a que las ferias o exposiciones no muestran un cuadro completo, es importante programar demostraciones personalizadas una vez que usted haya reducido sus selecciones. Entonces podrá ver cómo el sistema actúa con dibujos y trayectorias de mecanizado similares a las de su trabajo.
Trate de involucrar a todos los que serán afectados por el nuevo sistema en el proceso de selección y decisión. De esta manera, podrá considerar más de un punto de vista y el nuevo sistema tendrá mayor aceptación.
Las características específicas que usted necesita dependerán de sus aplicaciones y de las capacidades que podrá necesitar en el futuro. Sea escéptico con los informes comparativos de características, los cuales frecuentemente hacen aparecer un paquete CAD/CAM más poderoso al compararlo con versiones más antiguas de los productos de los competidores. Clasifique cada sistema de acuerdo a su investigación y a sus observaciones. Considere los siguientes criterios:
Interfase con el usuario
La pantalla tiene una distribución lógica yes fácil de leer?
Tenga cuidado con sistemas donde tres o cuatro menús se muestran en la pantalla a la vez, y en los que el usuario debe ingresar información en cada uno antes de completar correctamente la tarea.
Pueden losptincipiantesylosawertosactivarlas funciones convenientemente?
A menudo los usuarios principiantes prefieren seleccionar las funciones utilizando un mouse; pero en la medida en que se vuelven más hábiles, trabajan más rápido y pueden seleccionar funciones tecleando una simple letra o tecla.
• • • • • • • • • • •
Puede personalizar los menús y la pantalla gráfica?
Se debe buscar si los menús y los colores de la pantalla se pueden personalizar para mejorar la facilidad de uso.
Funcionalidad CAD
El costo del software incluye traductores de archivos?
Si usted va a importar geometrías desde otros sistemas CAD, averigüe si hay un costo extra por los traductores de geometría. Si es posible, pruebe las conversiones de formato con archivos de ejemplo desde otros sistemas CAD, utilizando una geometría típica. Busque traductores para archivos de intercambio en formato IGES, Parasolid, SAT (ACIS solids), DWG, DXF, CADL, VDA, STL y ASCII.
Qué tipos de entidades pueden ser creadas, importadas y exportadas?
La habilidad de crear, importar y exportar entidades complejas tales como los sólidos, curvas y superficies NURBS le puede ayudar a modelar geometría más fácilmente, en dos o tres dimensiones.
Es Sc--i Imodificar entidades geométricas?
Revise la habilidad de modificar entidades geométricas existentes. El sistema puede modificar dinámicamente splines, curvas y superficies NURBS y sólidos.
Qué tan fácil es crear un modelo desde unos planos impresos?
Si usted normalmente trabaja desde dibujos, pida a los representantes del software que creen la geometría desde una impresión durante la demostración. Si el tiempo es corto, solicite la modelación de una sección de un modelo complejo impreso. Asegúrese de ver la creación de las geometrías en 2D y 3D. Dándole a los representantes sus propias impresiones se tiene más, una prueba de su experiencia que una prueba
28 • • • • • • • • • • •
-
11.1ta 1112 Vdr,1.4.e.E.11 N.a Irmelpul tic .reoit kgrat loob Qww brecoser tdcdry 1711.3 tjap
.01115iil.s111171 tIrtblitiptIrLS e...1.41grwi flird ER.
A
. 5
2-1
•
CENTRO NACIONAL COLOMBO ITALIANO
de la capacidad del software. Lo mejor es enviarles con anterioridad el plano impreso, pero solicíteles crear la geometría de la pieza iniciando desde bosquejos en la demostración.
edición de trayectorias de herramienta. Verifique que la posibilidad de que exista un editor de trayectorias superior para corregir resultados de un generador de trayectorias inferior.
Están ligadas la geometría y la trayectoria de herr-amienta?
Las geometrías y trayectorias de herramienta ligadas o "asociativas" le permiten hacer cambios al modelo o a la estrategia de mecanizado e inmediatamente crear y actualizar las trayectorias de herramienta sin necesidad de reingresar datos.
El sistema puede calctilar avances y velocidades?
Están disponibles librerías de materiales y herramientas desde las cuales el sistema pueda generar velocidades de avance y de husillo automáticamente?
hm and Itm ir4 IrgRi ?Pg135-7~11
I¿IISPrwrimfin-n irspr -rr
Están incorporadas funciones para evitar clavados de herramienta ycortes a la superficie?
Solicite ejemplos de protección automática contra clavados de herramienta y protección de cortes por debajo de la superficie definida en varios tipos de trayectorias de herramientas.
Se puedenmodificarysobrepasarmanualmente valores pordekapyprotecciones?
Se pueden modificar manualmente cualquier dato de maquinado que este fijado por defecto tales como avances, velocidades de husillo, restricciones de enclavamiento de herramienta o protección a cortes bajo la superficie a trabajar? Es importante que usted tenga la decisión final.
El software optimizará las velocidades de avance?
Idealmente, las velocidades de avance deben disminuir en la medida en que la herramienta corta más material, e incrementarse cuando la herramienta corta menos material. Esto ayuda a mantener una carga constante sobre los filos y así aumentar la vida de la herramienta y obtener un proceso de corte más eficiente. El software automatiza este proceso?
• • • • • • • • • • •
Funcionalidad CAM
El sistema puede mecanizar piezas complejas y sencillas con facilidad?
Algunas compañías se especializan en trayectorias complejas para herramienta en 3D, pero sus trayectorias 2D pueden ser difíciles de usar. En la demostración, vea qué tan fácil es crear ambas trayectorias de herramienta en 2D y 3D.
Qué tipos de entidades puede utilizar el sistema para mecaniza!?
Puede mecanizar splines, curvas NURBS, múltiples superficies y modelos sólidos?. Puede mecanizar diferentes tipos de datos, tales como un sólido y una superficie, con sólo una trayectoria de herramienta? Que tan fácil es la creación de tales trayectorias?
Las trayectorias de herramienta son _dales de editar?
Es importante que las trayectorias de herramienta sean fáciles de editar debido a cambios en la manufactura. Durante la demostración, solicite que le muestren el rango completo de capacidad de
• • • • • • • • • • • 29
-
Información general del sofwarc
Están las funciones de CAD y de CAM en el mismo paquete?
Por conveniencia y facilidad de aprendizaje, busque un sistema en el cual no tenga que saltar de una aplicación a otra para crear geometría y trayectorias de herramienta.
El desarrollador del solimur es fuerte en ambos campos de CAD y CAM?
La compañía es experta en CAD pero no en CAM? Usted desea asegurarse de que la compañía que produce el software tiene la experiencia para desarrollar y mejorar todos los aspectos del producto, y hacerlo bien.
Existen módulos de otras compañías de software disponibles para agregar?
Aunque es mejor que lo principal de un software sea elaborado por una sola compañía, utilidades que se puedan agregar ("add-on") producidas por otras compañías incrementarán el poder y la flexibilidad del sistema.
Se tiene un program? de mejoramiento para e I software?
Tal vez no necesite ahora de programación total NC en 3D para 5 ejes, pero debería consultar si están disponibles niveles más elevados de software y cuánto cuesta la actualización posterior.
Qué otro software suministra la compañía?
Incluso si sólo realiza operaciones de fresado, debería observar si la compañía tiene otro software de mecani-zado, tales como torneado o corte por hilo. Si expande sus capacidades de maqui-nado en el futuro, puede conseguir un sistema familiar.
AUTOMATIZACION INDUSTRIAL METALMECANICA
Generación de códigos NC
Cómo genera el sistema las códigos NC?
Muchos sistemas CAD/CAM usan programas traductores llamados postprocesadores para personalizar la generación de códigos NC. Esto da al usuario la flexibilidad para manejar muchos controles diferentes.
El costo del sofit42arr incluye los post-proc-esadores?
Pregunte por el costo de tener postprocesadores para todas sus máquinas. Cuál es el costo para obtener postprocesadores adicionales después? Cuánto cuestan los postprocesadores para controles de múltiples ejes?
Quién va a personalizar 1 a generación de có4os para su sistema?
La generación de códigos NC necesitará ajustarse para sus controles y prácticas de mecanizado. El proveedor va a personalizar los postprocesadores, o los cambios los hará la compañía fabricante del software?
Los postprocesadores pueden ser personalizados por el usual o?
Los postprocesadores que se personalizan directamente por el usuario le permiten a usted mismo hacer cambios, o con el apoyo de las indicaciones de una persona de soporte.
Es fácil cambiar un programa entre máquinas?
En algunos sistemas CAD/CAM, las mismas trayectorias de herramientas pueden ir a través de diferentes postprocesadores para utilizarse en diferentes controles. En otros sistemas, se debe reprogramar la pieza desde el plano.
Es ídispr)ivblela vese alizxiónde kgntración kadNC?
Pueden verse los códigos NC definitivos "mecanizando" una pieza en la pantalla de modo que se puedan verificar las trayectorias de herramientas y localizar problemas?
• • • • • • • • • • • 30 • • • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
El software es compatible para trabajo en red?
Si ha planeado tener más de un puesto de programación para el software, consulte qué tanto se beneficia el sistema de un entorno de trabajo en red.
Cuál es el Sistema Operativo requerido por el software CAD/CA M?
Es compatible con el sistema utilizado en su taller? Usted deberá ser entrenado en un sistema operativo y en su mantenimiento? Si corre en Windows 95, Windows 98 o Windows NT, utiliza códigos de 32 bits o es un viejo sistema de 16 bits escrito para Windows/DOS? Para sacar ventaja realmente de estos sistemas operativos, el software debe estar escrito en plataforma Win32. Si se requiere una versión diferente para Windows 3.1, puede haber problemas de compatibilidad.
La compañia ofrece acceso por Internet?
Puede enviar archivos de problemas al vendedor a través de una línea telefónica local? Puede descargar archivos para reparación o actualización del software? Existe un área de "preguntas y respuestas frecuentes" (FAQ) para dar solución rápida a sus problemas? Tienen una página en Internet donde pueda encontrar información actualizada?
Programas de mantenimiento y actualización de software
Qué tan fircuentemente hayactualizac-iones de software?
En lugar de preguntar con qué regularidad planean sacar actualizaciones en el futuro, averigüe el número de actualizaciones sacadas en los años anteriores, o las fechas de lanzamiento de las últimas versiones. Qué mejoras incluyeron éstas versiones?
Cuanto cuesta la actualización del software?
Algunas compañías tienen un costo fijo para cada actualización. Con otras compañías se paga
siempre una cuota anual de mantenimiento, sin tener en cuenta si se actualiza el software ese año.
Puede usted actualizar el software?
Al comienzo puede que usted sólo necesite algunas funciones, tales como mecanizado 2D, pero puede querer expandir sus capacidades a funciones más complejas en el futuro. El software le permite actualizarse a funciones más poderosas cuando lo desee sin penalizarlo por iniciar con sólo lo que necesitaba?
Capacitación en el software
Qué clase de capacitación está disponible para manejar el software? La capacitación puede estar disponible de parte de la compañía de software, el proveedor regional, y escuelas o centros de entrenamiento locales. El material de auto-entrenamiento puede también estar disponible, incluyendo manuales, funciones en línea, o programas de entrenamiento en multimedia.
El costo del software incluye la capacitación?
Pregunte cuánta capacitación está incluida en el precio del software y cuánto cuesta un entrenamiento adicional.
Cuánta capacitación necesita para ser productivo?
Cuántos días de capacitación son necesarios para aprender lo básico del sistema? Realmente, la cantidad de entrenamiento necesarias para ser productivo también depende de la experiencia del alumno.
Existen cursos de cwpacitación avanzados?
Después de manejar lo básico de un programa, puede incrementar su dominio con entrenamiento avanzado. Las funciones más poderosas pueden ser muy complejas para lecciones iniciales.
• • • • • • • • • • • 31 • • • • • • • • • • •
-
A pesar de referirse a comprar un software, en realidad usted lo está licenciando. Los compradores entran a un acuerdo con la compañía de software para usar su sistema. La mayoría de los contratos de licencia establecen que el software no debe ser transferido o vendido a otra compañía. Si usted acepta el software en contra de los términos de la licencia, sea o no que los conozca, está en posesión de un software ilegal.
La piratería de software puede ser un acto criminal. Las consecuencias pueden ser pérdida de la libertad, confiscación de sus computadores, y el cierre de su empresa. A menudo empleados descontentos o competidores convierten compañías piratas en desarrolladores de software. Antes de adquirir software de segunda mano, llame a la compañía de software y pregunte acerca de su contrato de licencia. Incluso si el software es transferible, pueden existir cargos por relicenciamiento, actualización a la versión actual, entrenamiento y soporte técnico.
AUTOMATIZACION INDUSTRIAL METALMECANICA
tergiversada acerca de la estabilidad de sus competidores. Busque fuentes no parcializadas.
Soporte Técnico
Qué soporte técnico está disponible?
El soporte técnico debe estar disponible por parte del proveedor y de la compañía de software. Usted debe estar en capacidad de esperar buenas soluciones y rápida respuesta. Un servicio de boletines puede también estar disponible. Esto permite a los usuarios con MODEM enviar reportes de problemas o descargar nuevas utilidades.
Cuánto cuesta el soporte drnico?
Está incluido el soporte técnico en el costo del sistema? Se paga un cargo anual por soporte, o paga cada vez que los llame, o ambos? El costo del soporte técnico del proveedor es aparte del soporte técnico de la compañía de software?
La compañía publica noticias para los usuarios?
Los mensajes pueden suministrar consejos técnicos e información acerca de los desarrollos del software.
Siste en su localidad un grupo de usuarios del software?
Los grupos de usuarios pueden ser independientes, u organizados por la compañía o el proveedor de software. Puede ver como otras empresas utilizan el sistema, y aprender trucos y nuevas características.
Desarrolladores del software
La compañía de sofiware está bien confinnack yes estable?
Pregunte cuántos programadores, personal de soporte técnico y de capacitación trabajan para la compañía. Se reconoce a la compañía finan-cieramente? Está bien establecida con un buen historial? Desde que el CAD/CAM se convirtió en un mercado altamente competitivo, algunos vendedores pueden repartir información falsa o
• • • • • • • • • • •
El software de segunda mano: usualmente es ilegal
32 • • • • • • • • • • •
-
CENTRO NACIONAL COLOMBO ITALIANO
SECCIÓN 2: EVALUANDO A UN VENDEDOR CAD/CAM
Muchos de los líderes en desarrollo de software CAD/CAM venden su software a través de una red de proveedores. Esto significa que usted puede conseguir su sistema CAD/CAM de un representante que vive y trabaja en su área. Éstos proveedores forman un importante contacto entre usted y el desarrollador del software — ellos ofrecen la fortaleza y el respaldo de una gran compañía a nivel local.
Su representante CAD/CAM juega un importante papel en el uso de su software. Ellos le ofrecen soporte técnico, responde sus preguntas y se aseguran de que usted sea productivo tan rápido como sea posible. Por lo tanto, es importante evaluar su proveedor cuando escoja un nuevo sistema CAD/CAM.
Qué debe buscar cuando evalúa a un proveedor?
Aquí hay algunas sugerencias:
Cuál es la historia del vendedor?
Hace cuánto está en operación el proveedor? Si el representante ha estado vendiendo y dando soporte técnico al software exitosamente durante años, todo indica que tiene una fuerte empresa basada en un buen producto y que estará ahí para cuando lo necesite.
Un representante nuevo también puede tener mucho que ofrecer. Tiene este representante experiencia previa con el software o un buen conocimiento en manufactura o industrias CAD/ CAM? Busque evidencia de que el proveedor irá un paso adelante por usted. Eligiendo un producto soportado por un representante responsable con clientes satisfechos es un buen inicio.
El representante ofrece soporte local?
Capacitación y soporte son cruciales para la operación de un taller sin problemas. Un buen representante se asegurará de que usted tenga el
apoyo que necesita. Esto puede hacerse a través de contratos de soporte los cuales le permiten llamar cuando sea que tenga una pregunta. La mayoría de los representantes también ofrecen capacitación directa o indirecta. Universidades e institutos a menudo ofrecen cursos en sistemas CAD/CAM específicos, y su distribuidor debe estar en capacidad de contactarlo con estos centros.
Adicionalmente, muchos distribuidores poseen su propio sistema de boletines, página en Internet, grupos de usuarios, seminarios, y sesiones de capacitación para nuevas versiones. Esto le permite a usted actualizar fácilmente la información o el software, y le ayuda para ponerse en contacto con otros talleres que hacen trabajos similares.
También se cuenta con soporte corporativo?
El desarrollador le da asistencia completa al equipo de distribuidores con la última información, respaldo en capacitación y soporte técnico? Esto es importante por varias razones. Si usted tiene una pregunta muy especializada que su distribuidor desea reconfirmar, él debería tener acceso completo al desarrollador para conseguir que su pregunta sea solucionada. También, a pesar de que su distribuidor local debería hacer todo lo que pueda para asistirlo, a veces puede estar ocupado atendiendo otros usuarios. Asegúrese de que el desarrollador del sistema CAD/CAM ofrece el respaldo de soporte técnico en caso de que su distribuidor esté temporalmente no disponible.
Cuál es el territorio del vendedor?
Algunos desarrolladores CAD/CAM asignarán un territorio específico, como un estado, a un solo distribuidor. Si el territorio es pequeño, el distribuidor debe manejar todas las ventas y el soporte mediante su compañía. Si el territorio es grande, el distribuidor debe tener su propia red de ventas y equipo de soporte para asegurar un apropiado servicio al cliente. Esto permite que un solo distribuidor (y cualquier red de soporte que posea) se concentre en el servicio a usuarios locales y en sus problemas.
• • • • • • • • • • • 33 • • • • • • • • • • •
-
AUTOMATIZACION INDUSTRIAL METALMECANICA
El vendedor esta' dedicado al software CAD/CAM?
Los mejores distribuidores, al igual que los programadores CNC, tratan siempre de buscar el mejor paquete CAD/CAM y quedarse con él. Un distribuidor que maneje varios productos de CAM puede tener su tiempo y habilidades repartidas en muchos paquetes. Un distribuidor que ofrezca el mejor software en su clase tiene mayor tendencia a convertirse en un experto en ese paquete.
Cuál es el nivel de habilidad yc-onocirniento del vendedor?
Cuando usted programe una demostración, pida al distribuidor que programe una pieza similar a la de su trabajo. El representante debe ser tan competente como para programar su pieza mientras