ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS ...
224
IN S T IT U T O P O L IT E C N IC O N A C IO N A L ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS DEPARTAMENTO DE PRACTICAS, VISITAS Y TITULACION T-056 SECRETARIA oe EDUCACION PUBLICA México, D.F., a 8 de Mayo de 2001 Al(los) C. Pasante(s): ENRIQUE GARCIA GARCIA CAFETAL # 4 8 COL. BENITO JUAREZ CD. NEZAHUALCOYOTL EDO. DE MEXICO, Carrera: I.Q.I. Generación: 1994-1999 Mediante la presente se hace de su conocimiento que este Departamento acepta que el C. Ing sea orientador en el Tema de Tesis que propone(n) usted(es) desarrollar como prueba escrita en la opción TESIS Y EXAMEN ORAL INDIVIDUAL , . . .............................. ....... ........ .............................................................................. bajo el título y contenido siguientes: "SIMULACION Y DISEÑO DE UN SISTEMA DE SEPARACION DE ACRILONITRILO A TRAVES DE UN MODELO DE NO-EQUILIBRIO". RESUMEN INTRODUCCION I . - CONCEPTOS BASICOS I I . - OPERACION DE LA COLUMNA I I I . - USO DEL SIMULADOR ASPEN PLUS IV.- DISEÑO DE LA COLUMNA V.- COMPARACION Y DISCUSION CONCLUSIONES Y RECOMENDACIONES BIBLIOGRAFIA APENDICES Se concb^e pia%& máximo de un año para presentarlo a revisión por el Jurado. -fin ING. JOSE Bl Presidente de Academia QV ING. RUSSEÍX 'ECH á V aRRIA PADRON , lefe del Depto de Practicas mecht. ,, , , Visitas \ 1 ¡lalación V \c = = DR. RICARDO MACIAf El Profeserf^rientac Subdirector Académico
Transcript of ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS ...
I N S T I T U T O P O L I T E C N I C O N A C I O N A LESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS
DEPARTAMENTO DE PRACTICAS, VISITAS Y TITULACION T-056SECRETARIA
oeED U CA C IO N PUBL ICA México, D.F., a 8 de Mayo de 2001
Al(los) C. Pasante(s):ENRIQUE GARCIA GARCIACAFETAL #48COL. BENITO JUAREZCD. NEZAHUALCOYOTL EDO. DE MEXICO,
Carrera:I .Q . I .
Generac ión :
1994-1999
Mediante la presente se hace de su conocimiento que este Departamento acepta que el C. Ing sea orientadoren el Tema de Tesis que propone(n) usted(es) desarrollar como prueba escrita en la opciónTESIS Y EXAMEN ORAL INDIVIDUAL , . ............................... ....... ........ .............................................................................. bajo eltítulo y contenido siguientes:"SIMULACION Y DISEÑO DE UN SISTEMA DE SEPARACION DE ACRILONITRILO A TRAVES DE UN MODELO DE NO-EQUILIBRIO".
RESUMEN INTRODUCCION
I .- CONCEPTOS BASICOS I I .- OPERACION DE LA COLUMNA
I I I . - USO DEL SIMULADOR ASPEN PLUS IV.- DISEÑO DE LA COLUMNA V.- COMPARACION Y DISCUSION
CONCLUSIONES Y RECOMENDACIONESBIBLIOGRAFIAAPENDICES
Se concb^e pia%& máximo de un año para presentarlo a revisión por el Jurado.
- f i n
ING. JOSE BlPresidente de A cadem ia
QVING. RUSSEÍX 'ECHáVaRRIA PADRON
, lefe del Depto de Practicas m e c h t . , , , ,V is itas \ 1 ¡la la c ión
V \ c = =
DR. RICARDO MACIAfE l P ro feserf^r ien tac
Subd irecto r A cadém ico

I N S T I T U T O P O L I T E C N I C O N A C I O N A LE s c u e l a Su p erior d e In g b n i e r i a Q u í m i c a e In d u s t r i a s E x t r a c t i v a s
SECRETARIAOE
ED U CA C IO N PU BL ICAMEXICO, D. F., 22 de Mayo de 2001
C- ENRIQUE GARCIA GARCIAPasante de Ingeniero QUIMICO INDUSTRIAL
Presente:
Los suscritos tenemos el agrado de informar a usted que, habiendo procedido a revisar el borradorde la modalidad de titulación correspondiente, denominado ........................................................................"SIMULACION Y DISEÑO.DE.UN .SISTEMA.DE .SEPARACION.DE ACRILONITRILO. A .1RAvES.........DE UN MODELO DE NO-EQUILIBRIO". ...................................................................................
encontramos que el citado trabajo y/o proyecto de tesis, reúne los requisitos para autorizar el Examen Profesional y proceder a su impresión según el caso, debiendo tomar en consideración las indicaciones y correcciones que al respecto se le hicieron.
AtentamenteJ U R A D O
.......................
c c p — E x p e d i e n t e .
m e e l i L .

I
A m i F a m i l i a :
P o r t o d o s u a p o y o y c o m p r e n s i ó n d u r a n t e m i
f o r m a c i ó n p r o f e s i o n a l

II
A m i D i r e c t o r d e T e s i s :
D r . , p o r s u a y u d a i n c o n d i c i o n a l e n l a e l a b o r a c i ó n d e
e s t e t r a b a j o

ni
En el proceso de producción de la acetocianhídrina se cuenta con una sección de
separación acnlomtrilo, esta tiene como objetivo separar los contaminantes (acnlomtrilo
y agua) y la recuperación de las materias primas (acetona y ácido cianhídrico) para
recircularlas al reactor Como equipo principal de esta sección se encuentra operando
una columna de destilación empacada con silletas Intalox de cerámica Desde su
instalación está columna no ha operado satisfactoriamente, es decir hay una cantidad
bastante considerable de acetona en el fondo de la columna que está siendo incinerada
como desecho y desde el punto de vista económico la recuperación de materias primas
da como resultado menor costo de producción
En el presente trabajo se adaptó esta columna al simulador Aspen Plus (1995) con el
propósito de buscar condiciones de operación alternas que permitieran mejorar el grado
de separación En caso contrario se procedería a proponer un diseño de una columna de
destilación con tres tipos de dispositivos de contacto, platos, empaque aleatorio y
empaque estructurado
Como no se encontró una mejora aceptable modificando condiciones de operación
(presión, temperaturas y reflujo) se diseñaron las tres columnas mediante el simulador
utilizando el método riguroso de no - equilibrio basado en velocidades de transferencia
de masa y de calor conocido como RATEFRAC Un problema que se encontró es la
escasez de datos experimentales de los sistemas bínanos para esta mezcla de 5
componentes, como medida, para determinar los coeficientes de actividad para la fase
líquida se utilizó un modelo totalmente predictivo como es el UNIFAC basado en los
grupos funcionales de la mezcla multicomponente
A la conclusión que se llegó es que la columna actual no tiene la capacidad para llevar a
cabo la separación por falta de área de transferencia de masa, por lo tanto se necesita de
una columna de dimensiones diferentes a las de la columna original y de la comparación
realizada entre los tres diseños propuestos 1) Columna con platos perforados, 2)
Columna con silletas Intalox de cerámica y 3) Columna con empaque estructurado tipo
Mellapak 250Y se concluyó que la mejor opción es la columna equipada con el
empaque aleatorio
R e s u m e n

IV
Agradecimientos I
Resumen III
Tabla de Contenido IVLista de Figuras VIH
Lista de Tabla XI
Cap ítu lo 1 Introducción 1
1 1 Acnlomtrilo 1
1 2 Descripción del Proceso de la Acetocianhídnna 4
1 3 Planteamiento del Problema 7
1 4 Justificación del Problema 9
1 5 Hipótesis 10
1 6 Gbjetiv os 1 1
Literatura Citada en el Capítulo 1 12
Cap ítu lo 2 Conceptos Básicos 13
2 1 Equilibno de Fases 13
2 1 1 Le> deRaoult 13
2 1 2 Comportamiento No-ideal 15
2 1 3 Fugacidad y Coeficiente de Fugacidad 15
2 1 4 Activ idad y Coeficiente de Actividad 18
2 1 5 Equilibno Vapor-Líquido 21
2 1 6 El Coeficiente de Distribución 24
2 17 Diagrama de Fases 26
2 2 Transferencia de Masa 27
2 2 1 Difusión Molecular en Fluidos 27
2 2 2 Transferencia de Masa Interfacial 28
2 2 3 Transferencia de Masa Local entre dos Fases 29
2 2 4 Coeficientes Globales de Transferencia de Masa Local 31
2 2 5 Destilación 33
Tabla de Contenido

2 2 6 Destilación Fraccionada 34
2 2 7 Destilación de Sistemas Multicomponentes 35
2 2 7 1 Componentes Clave 36
2 2 7 2 Plato de Alimentación 37
2 2 7 3 Reflujo Mínimo 40
2 2 8 Equipo de Contacto Continuo 42
2 2 8 1 Altura Equivalente de un Plato Teórico (HETP) 42
2 3 Modelo de No - equilibrio . 44
2 3 1 Modelo Riguroso Basado en Velocidades para Destilación 45
2 3 2 Propiedades Termodinámicas y Expresiones para la Velocidad
de Transporte
2 4 Tipo de Contactores 56
2 4 1 Platos 56
24 11 Platos Perforados 56
24 12 Platos de Campanas 58
2 4 13 Espaciamiento entre Platos 59
2 4 14 Vertederos y Derramaderos 59
2 4 15 Flujo del Líquido 60
24 16 Capacidad y Eficiencia de Contacto 62
2 4 2 Empaque Aleatorio 65
2 4 2 1 Distribución del Liquido 67
2 4 2 2 Inundación 68
2 4 2 3 Caída de Presión 69
2 4 3 Empaque Estructurado 70
2 4 3 1 Geometría 70
2 4 3 2 Inundación 71
2 4 3 3 Caída de Presión 72
2 4 3 3 1 Modelo de Bravo - Rocha-Fair 72
2 4 3 3 2 Modelo de Stichlmair-Bravo-Fair 72
2 4 3 4 La Caída de Presión en el Punto de Inundación 73
2 4 3 5 Retención Líquida 74
2 4 3 6 Eficiencia en Columnas Empacadas 75
2 4 4 Cálculo del Diámetro de la Columna 76

VI
Nomenclatura en el Capítulo 2 78
Literatura Citada en el Capitulo 2 81
Cap ítu lo 3 Operación de la Colum na 83
3 1 Sección de Separación de Acnlonitnlo 83
3 2 Operación de la Columna 83
3 3 Control de la Operación de la Columna 86
3 4 Operación Óptima 87
Cap ítu lo 4 Uso del S im ulador Aspen Plus 91
4 1 Análisis y Simulación de Procesos 91
4 2 Simulador Aspen Plus 93
4 3 Resultados de la Adaptación del Proceso 114
Literatura Citada en el Capítulo 4 121
Cap ítu lo 5 Diseño de la Colum na 123
5 1 Datos Experimentales de Equilibno Vapor - Líquido 123
5 1 1 Presiones de Vapor 126
5 2 Módulo N R T L -R K de Aspen Plus 128
5 2 1 Modelo de Coeficientes de Actividad de N R T L 129
5 2 2 Ecuación de Estado de Redlich - Kwong 129
5 2 3 Modelo de Solución por Contribución de Grupos
Funcionales 131
5 3 Diseño de la Columna Usando W - U - G 133
5 3 1 Presión Óptima 135
5 3 2 Etapas> Reflujo 137
5 4 Diseño de la Columna con Platos con R A TE FR A C 140
5 4 1 Resultados de la Columna con Platos Perforados 143
5 5 Diseño de la Columna Conteniendo Empaque Aleatorio con
R A T E FR A C 148
5 5 1 Resultados de la Columna con Empaque Aleatorio 150

VII
5 6 Diseño de la Columna Conteniendo Empaque Estructurado con
R A TE FR A C 154
5 6 1 Resultados de la Columna con Empaque Estructurado 155
5 7 Costos 161
Literatura citada en el Capítulo 5 162
Capítu lo 6 Com paración y Discusión 163
6 1 Comparación 163
6 1 1 Columnas Empacadas frente a Columnas de Platos 165
6 1 2 Comparación Cualitativa de Costos 166
6 2 Discusión de Resultados 169
6 2 1 Hidráulica 170
6 2 2 Corrosión 171
6 2 3 Cambiando Condiciones de Operación y Dispositivo de
Contacto 172
6 2 4 Ventajas y Desventajas de los Diseños propuestos 174
Literatura Citada 174
Capítu lo 7 Conclusiones y Recomendaciones 175
7 1 Conclusiones 175
7 2 Recomendaciones 177
Apéndices
I Reporte de Aspen Plus déla Columna con Platos Perforados 181
II Reporte de Aspen Plus de la Columna con Silletas Intalox 191
III Reporte de Aspen Plus de la Columna Empacada con Mellapak 25 0-Y 202
IV Modelo de Caída de Presión de Stichlmair 212

VIII
Figura Pagina
1-1 Proceso de obtención del Acnlomtnlo 2
1 -2 Diagrama de bloques de! proceso de obtención de Acetocianhídnna 6
1-3 Datos de diseño vs resultados operativos 9
2-1 Estado de equilibno líquido vapor 22
2-2 Diagrama T-xy y diagrama P-xy 26
2-3 Concepto de la doble transferencia 30
2-4 Alejamiento de las concentraciones de las fases del equilibno 31
2-5 Diferencias globales de concentración 32
2-6 Columna de destilación típica con platos 35
2-7 Curvas típicas de composición del vapor en el fraccionador 37
2-8 Flujo a través del plato de alimentación (a) Alimentación como líquidofrío (b) Alimentación como líquido saturado (c) Alimentación parcialmente vaporizada (d) Alimentación como vapor saturado (e) Alimentación como vapor sobrecalentado 39
2-9 Relación entre reflujo y etapas 40
2 - 1 0 Relación de reflujo óptimo 41
2 - 1 1 Modelo de no-equilibno basado en velocidades 48
2 - 1 2 Esquema de un plato perforado 57
2-13 Esquema de un plato con campanas, (a) Campana de borboteo,
(b) Campana de válvula 58
2-14 Esquema de un plato con vertedero y denamadero 60
2-15 Flujos en los platos, (a) Flujo invertido, (b) Flujo cruzado, (c) Flujo en
doble paso y (d) Flujo doble paso en cascada 61
2-16 Características de operación de los platos 64
2-17 Columna empacada 65
2-18 Algunos empaques aleatorios 68
2-19 Geometría de los empaques estructurados, (a) Sección transversal del canal,
(b) Hojas corrugadas 71
2-20 Efecto de la velocidad superficial sobre la retención líquida del empaque 74
2- 2 1 Características típicas de la eficiencia en columnas empacadas con
empaques aleatorios y para muchos empaques estructurados de hojas
corrugadas 75
Lista de Figuras

IX
2-22 Caída de presión vs velocidad superficial del gas (Stichlmair. 1989) 77
3-1 Corrientes de la columna separadora de Acnlomtnlo 84
3-2 Instrumentación de la columna para separar Acnlomtnlo 89
4-1 Hoja de trabajo del simulador^^en Plus 94
4-2 Diagrama de flujo de la columna para separar Acnlomtnlo 95
4-3 Menú Principal 96
4-4 Menú de Diagnósticos 97
4-5 Menú de Opciones 97
4-6 Menú de Componentes 98
4-7 Menú de propiedades 99
4-8 Menú de rutas para calcular las propiedades termodinámicas 100
4-9 Menú de modelos para calcular las propiedades termodinámicas 101
4-10 Menú de estimaciones 101
4-11 Menú de estimación de parámetros bínanos . .. . 102
4-12 Parámetros bínanos paraNRTL .. 103
4-13 Menú de propiedades de la mezcla 103
4-14 Menú de propiedades térmicas 104
4-15 Menú de propiedades de transporte 104
4-16 Menú de propiedades en el equilibno líquido vapor 105
4-17 Menú de propiedades del equilibno vapor-líquido-líquido 105
4-18 Menú del diagrama de flujo 106
4-19 Menú déla comente de alimentación 106
4-20 Menú de módulo RATEFRAC 107
4-21 Menú del Block-1 (Columna empacada) 108
4-22 Perfiles de presión para RATEFRAC 108
4-23 Menú para columnas equipadas con platos .. 109
4-24 Menú para columnas empacadas 110
4-25 Menú de conv ergencia de RATEFRAC 111
4-26 Reporte de los segmentos 111
4-27 Menú para la construcción de curvas del condensador . 112
4-28 Menú de opciones del reporte para equipos 112
4-29 Menú de opciones del reporte para las comentes 113
4-30 Menú de opciones del reporte 113

X
4-31 Cur\ as de composicion del líquido en la columna empacada 116
4-32 Cur\ as de composicion del vapor en la columna empacada 116
4-33 Perfil de temperatura en etapas 117
4-34 Condiciones de operacion de la columna 119
4-35 Curvas de equilibrio a presión constante de 1 atm a) Acnlomtnlo - Agua,
b) Acetona - Agua 120
4-36 Diagrama T-xy a presión constante de 1 atm a) Acetona - Acnlomtnlo,
b) Ácido cianhídrico - Acetocianhídnna 121
5-1 Diagrama x-y del sistema Acnlomtnlo (1) - Agua (2) a 1 atm 124
5-2 Diagrama x-y del sistema Acetona (1 ) -Agua (2) a 100°C 126
5-3 Presiones de vapor de los componentes puros 128
5-4 Compuestos puros y sus grupos funcionales de la comente de
alimentación 132
5-5 Algoritmo para establecer la presión de la columna y el tipo de
condensador 137
5-6 Diseño de la separación deseada utilizando el módulo DSTWU de AspenPlus 139
5-7 Relación entre etapas y reflujo del módulo DSTWU 140
5-8 Perfiles de composicion del líquido en la columna con platos 145
5-9 Perfiles de composicion del vapor en la columna con platos 145
5-10 Diseño final de la columna de platos 148
5-11 Perfiles de composición del líquido en la columna con silletas Intalox 151
5-12 Perfiles de composición del vapor en la columna con silletas Intalox 151
5-13 Diseño final de la columna con silletas Intalox de cerámica 153
5-14 Perfiles de composición del líquido en la columna con Mellapak 250-Y 157
5-15 Perfiles de composición del vaporen la columna con Mellapak 250-Y 157
5-16 Diseño final de la columna de con empaque estructurado 160
6-1 Instalación sin tanque de reflujos 167
6-2 Comparación de flujos de la columna actual y la columna modificada 171
6-3 Cambiando condiciones de operación de la columna onginal 173
7-1 Diseño final optimo de la columna para separar Acnlomtnlo 177
7 2 Arreglo en sene para separar Acnlomtnlo 178

XI
Tabla Pagina
1-1 Propiedades del Acnlomtnlo 3
1-2 Presiones de vapor del Acnlomtnlo 3
1-3 Propiedades déla Acetocianhidnna 6
1-4 Análisis realizados al tanque recolector (Fenoquimia S A de C V ) 8
2-1 Lista de los componentes ordenados del más volátil al menos volátil 37
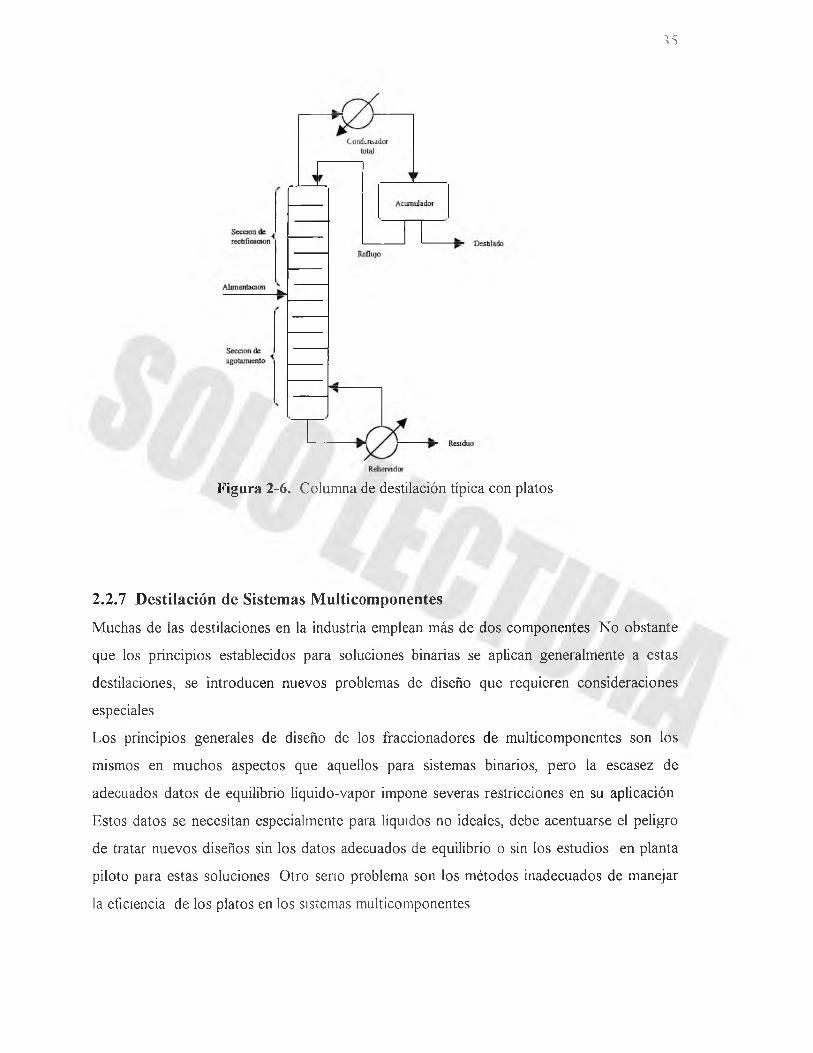
2-2 Notación utilizada en el modelo de No - equilibno 47
2-3 Resumen de las ecuaciones independientes del modelo basado en
velocidades 51
2-4 Diámetro del orificio y espesor del plato 57
2-5 Espaciamiento délos platos 59
2-6 Selección tentativa del tipo de flujo 61
3-1 Balance de masa en la columna separadora de Acnlomtnlo 85
4-1 Métodos de solución dq Aspen Plus para las columnas 95
4-2 Distnbución de componentes de la columna en operación 115
4-3 Porcentaje de recuperación de la columna en operación 115
4-4 Presión. Temperatura y HETP de la columna en operación 118-
4-5 Inundación de la columna en operación 118
5-1 Datos expenmentales del sistema Acnlomtnlo (1) - Agua (2) a 1 atm 124
5-2 Datos expenmentales del sistema Acetona (1) - Agua (2) a 100°C 125
5-3 Propiedades délos componentes puros 127
5-4 Resultados del método Winn-Underv\ood-Gilhland 139
5-5 Distribución de componentes por el método Winn-Underwood-Gilhland 140
5-6 Estimados iniciales de la composición en el condensador y rehervidor 143
5-7 Balance de matena de la columna con platos 144
5-8 Porcentajes de recuperación de la columna con platos 144
5-9 Perfiles de temperaturas y presión de la columna con platos 147
5-10 Balance de matena de la columna empacada con silletas Intalox 150
5-11 Porcentaje de recuperación de la columna empacada con silletas Intalox 150
5-12 Perfiles de temperatura y presión de la columna empacada con silletas
Intalox 152
5-13 Características del empaque Mellapak 250-Y 155
Lista de Tablas

xu
5-14 Balance de matena de la columna empacada Mellapak 250-Y 156
5-15 P orcen tai e de recuperación de la columna empacada con Mellapak 250-Y 156
5-16 Perfiles de temperatura y presión de la columna empacada con Mellapak1 5 8
250-Y
5-17 Porcentaje de inundación por Stichlmair 159
6-1 Comparación para los dispositivos internos en columnas 163
6-2 Cilindro, dispositivo de contacto y cargas térmicas de los diseños teóricos
propuestos 164
6-3 Comparación cualitativa de costos 168
6-4 Condiciones de operación, hidráulica) eficiencia del diseño teórico 169
6-5 Cambios en el porcentaje de recuperación 172
7-1 Balance de matena del diseño final óptimo 176

1
C a p ít u lo 1
IN T R O D U C C IÓ N
1.1 A c r ilo n it r ilo
E l Acrilonitrilo C3H 3N (2-propenonitrilo) es un compuesto importante en la industria
química el cual es usado en la síntesis de plásticos acrílicos, resinas acrílicas y
principalmente en la producción de fibras acrílicas, en general un monómero útil de grandes
aplicaciones
Uno de los procesos óptimos para obtener el Acrilonitrilo A C N es la amoxidación
(reacción de oxidación del propano o propileno con amoniaco). En la etapa de reacción el
hidrocarburo, el amoniaco y el aire se alimentan a un reactor con una cama de catalizador
La reacción se lleva acabo entre 400 y 510 °C y entre 0 3 y 2 1 bares de presión. Como
subproductos de reacción se obtiene Agua H 2O, monóxido de carbono CO, bióxido de
carbono C 0 2, acetonitrilo C2H 3N y Acido cianhídrico H CN principalmente, estos dos
últimos se separan por destilación y generalmente son incinerados
Reacciones principales de amoxidación (Fakeeha et al 2000)
C\HS + O, R ' > C3H6 + H 20 (\HS + 20, + Nfí, R~2 > C:H,N + 4H20 C3H\ + 402 R~3 >2CO + C02 + 4H20C\HS + 30, + NH3 r~4 > C2H }N + 4H20 + C02 C3H s + 7/202 + 3NH3 r~5 >3HCN + 1H20 C3H d + 3/2o 2+ NH2 C3H3N + 3H20
C3H0 + y 2 02 + NH3 r~1 > C2H3N + 3 H:0 + C02
C3H . + 30, + 3NH, - ■ -*■- > 3HCN + 6H20 (\H. +]/202 - R~9 >2CO + C02 + 3H 20

2
De acuerdo a la Figura 1-1, en la sección de purificación una corriente de Agua separa el
Acrilonitrilo de los gases de reacción por absorción En una primera columna de destilación
se obtiene en el fondo el acetonitrilo, en una segunda columna se separa el Acido
cianhídrico y finalmente en una tercera columna se obtiene en el domo el Acrilonitrilo.
De la corriente de los gases de reacción de la columna de absorción se separa el propileno
(materia prima) que no reaccionó para reciclarlo al reactor.
E l reciclar las materias primas en lugar de incinerarlas trae como consecuencia al proceso
mayores beneficios tales como costos reducidos de materiales y por ende de producción.
Figura 1-1. Proceso de obtencion del Acrilonitrilo

3
El Acrilonitrilo es un líquido incoloro volátil de olor característico Considerado como
sustancia carcinógena También llamado propenonitrilo, altamente inflamable Muy
reactivo debido a la presencia del doble enlace y del grupo nitriio El Acrilonitrilo puro se
polimeriza rápidamente, especialmente bajo la influencia de la luz. Es soluble en solventes
orgánicos tales como la Acetona, benceno, díetíl éter, tetracloruro de carbono y alcohol
metílico Forma azeotropos con algunos solventes orgánicos y con el Agua.
Tabla 1-1 Propiedades del Acrilonitrilo
Formula CH2CHCN
Peso molecular 53 06
Punto de ebullición 77 3 °C
Punto de fusión -83 55 °C
Densidad a 20°C 0 806 g/ml
Viscosidad a 25°C- 0 34 Cps
Presión critica 34 90 atm
Temperatura critica 246 °C
Limites de explosividad en ei aire a 25 °C 3 05 - 17 0 % volumen
Calor de combustión a 25°C 1761 47 kj/mol
Calor de vaporización a 25°C. 32 65 kj/mol
Tabla 1-2. Presiones de vapor del Acrilonitrilo
T[°C] P $at [Kpa]
8 7 6 7
23 6 13 3
45 5 33 3
64 7 66 7
77 3 101 3

4
1.2 Descripc ión del Proceso de la A cetoc ianh íd rina
El Ácido cianhídrico HCN y la Acetona A C T se hacen reaccionar en cantidades
equimolares en presencia de un catalizador básico para formar la Acetocianhídrina ACH
(también llamada a-hidroxiisobutironitrilo)
Reacción HCN + C2H 60 <r-> C4H7NO
Por cada mol de AC H formada se tienen 9 8 kilocalorías de calor La formación de A C H se
favorece a bajas temperaturas, se pueden obtener conversiones entre un 90 y 95%
dependiendo del tiempo de residencia, las temperaturas del enfriador y del tanque de
añejamiento (Kirk-Othmer, VoI-7, 1979)
Como catalizador se puede usar por ejemplo hidróxido de sodio, dietilamína ó trietilamina
Para neutralizar el catalizador se utilizan ácidos como el ácido fosfórico, o sulíurico
obteniéndose las sales respectivas, estos también tienen la finalidad de estabilizar la
reacción
A altas temperaturas y un exceso de acidez la A C H puede formar diacetocianhídrina por la
condensación de una mol de Acetona con una de A C H A altas temperaturas también puede
ocurrir la descomposición de A C H en Acetona y Ácido cianhídrico
La A C H es usada como material crudo en la fabricación de insecticidas y también para
producir etil a-hidroxibutirato, el cual es un producto farmacéutico intermedio E l uso
principal de la A C H como producto final es para la formación de metíl metacrilato
E l proceso para la obtención de la Acetocianhídrina (ACH) se divide en 6 secciones las
cuales se describen a continuación (ver Figura 1-2)
1 Sección de reacción
Como materia prima se tiene a la Acetona y al Ácido cianhídrico (HCN), estas se hacen
reaccionar en un medio básico en un proceso continuo, generalmente se utiliza hidróxido
de sodio como catalizador para obtener la AC H cruda Se cuenta con un reactor continuo
con recirculación equipado con camisa de enfriamiento, el tiempo de residencia es de 20
a 40 minutos a una temperatura entre 20 y 50°C (Kirk -Othmer, Vol-7, 1979)

5
2 Sección de añe|amiento
La A C H caída se hace pasar por un reactor de mezclado perfecto que tienen la finalidad
de proporcionar más tiempo de residencia y así aumentar la conversión E l tiempo de
residencia aquí es de 20 a 40 minutos con una temperatura entre 0 y 20°C (Kirk -
Othmer, Vol-7, 1979)
3 Sección de estabilización y neutralización
En esta sección la AC H añejada se estabiliza, es decir se le proporciona un pH ácido de
1 a 2 para evitar que la reacción se lleve a cabo en el sentido reversible La acidificación
provoca la neutralización del catalizador precipitando sales de sulfato. Estas sales son
filtradas antes de entrar a la sección de purificación (Kirk-Othmer, Vol-7, 1979).
4 Sección de purificación
Aquí se cuenta con una torre de destilación en donde por el fondo de la torre se obtiene
el producto terminado (ACH) y por el domo se obtienen las impurezas del proceso
(productos ligeros) Debido al alto peso molecular de ACH, esta debe destilarse a bajas
presiones y manteniendo un pH ácido (Kirk-Othmer, Vol-7, 1979)
5 Sección de condensación
Los productos ligeros pasan a una sección de condensación parcial, en un primer
condensador parcial condensan los componentes ligeros, es decir Acetona y H C N
principalmente mismos que son recirculados al reactor y en el segundo condensador
(condensador total) condensan los residuos de Acetona y H C N que no condensaron
antes y los componentes pesados como el Agua, Acrilonitrilo y residuos de A C H
6 Sección de separación de Acrilonitrilo.
Los condensados del segundo condensador se separan en una columna de destilación
empacada, la Acetona y el H C N son recirculados al reactor mientras que por el fondo se
obtiene Acrilonitrilo, Agua y residuos de AC H que son impurezas que no pueden
recircularse al proceso y estas se almacenan para después ser incineradas

6
¿gura 1-2. Diagrama de bloques del proceso de obtención de Acetocianhídrina
Tabla 1-3. Propiedades de la Acetocianhídrina
Formula C4H 7NOPeso molecular 85 11Punto de ebullición 164 °CPunto de inflamación -1 0 O
Temperatura de autoignición 690 °CDensidad a 20°C 0 932 g/ml
La Acetocianhídrina es un líquido inflamable de color amarillo oscuro, muy peligroso
debido al riesgo por envenenamiento de H C N Completamente miscible en Agua, dietíl eter
y alcohol
Bajo condiciones alcalinas tiende a descomponerse, liberando su contenido de H C N La
descomposición es endotérmica Reacciona con el grupo nitrilo o el grupo hidroxy

7
1.3 P lanteam iento del Prob lem a
Como se mostró en la descripción del proceso del Acrilonitrilo, en la segunda columna de
destilación se separa el Ácido cianhídrico de la corriente de Acrilonitrilo, este Acido
cianhídrico es enviado por un ducto al proceso de la Acetocianhídrina donde es alimentado
a un reactor continuo Por esto, es lógico que la corriente de éste Acido contenga
impurezas o subproductos de la reacción con la que se obtuvo el Acrilonitrilo, dichas
impurezas son principalmente Agua, Acrilonitrilo e inertes como el bióxido de carbono
E l Acrilonitrilo tiene un carácter de inhibidor de la reacción entre el Acido cianhídrico y la
Acetona, así en grandes cantidades puede ser muy perjudicial provocando que la
conversión a A C H se vea disminuida
La separación de la A C H se hace por destilación al vado Otra impureza del Ácido
cianhídrico es el Agua, el catalizador empleado es alimentado en solución, aunque cabe
mencionar que el Agua del catalizador representa cantidades muy pequeñísimas El
problema con el Agua en el proceso es que a una concentración mayor de lo establecido en
la corriente a destilar provoca que la presión dentro de la torre de destilación se eleve, esto
se debe a que el Agua al evaporarse aumenta su volumen creando una mayor presión de
vapor, estos gases deberán ser removidos por la bomba de vacío hasta el punto en la que se
vea incapacitada para remover tal flujo de vapor, por lo tanto la eficiencia se ve disminuida
Como consecuencia se tiene un producto terminado fuera de especificación
Ya se mencionó la importancia de mantener las concentraciones de Acrilonitrilo y Agua en
las corrientes del proceso, de ahí la necesidad y el porque el proceso debe contar con una
sección eficiente y capaz de eliminar la mayor cantidad de Acrilonitrilo y Agua de los
residuos de materia prima (Acetona y Ácido cianhídrico) para que estos puedan ser
recirculados al reactor sin perjudicar la conversión y la purificación de la A C H
De la rutina diaria de análisis realizados al tanque de residuos de la columna separadora de
Acrilonitrilo, se extrajeron los siguientes resultados (Ver Tabla 1-4 y Figura 1-3)

8
Cabe mencionar que los métodos de análisis que se emplearon son confiables ya que son
los que se emplean para analizar el producto terminado (por razones de confidencialidad no
se mencionaran los métodos)
Tab la 1-4 Análisis realizados al tanque recolector (Fenoquimia S A. de C V.)
Muestra% W H C N
% W
Acetona
% WAcrilonitrilo
% WAgua
% W A C H
Total
1 2 04 44.38 12.61 37.94 2 89 99 86
2 1 60 49 56 11.75 35.47 1 65 100 03
3 1 65 42 98 13 34 39 51 2 38 99 86
4 1 58 47 51 12 17 37 94 2 05 101 25
5 1 65 48 14 11 35 36.54 2 19 99 87
6 . 1 73 48 27 12 49 36 18 2 06 100 73
7 1 65 46 32 11 17 39 64 1 65 100 43
8 1 57 42 63 11 34 42 61 2 68 100 83
9 1 85 49 37 10 25 36 58 2 04 100 09
10 1 76 48 06 12 34 37 26 2 37 101 78
11 1 92 50 87 9 99 35 26 2 68 100 72
12 2 17 48 23 10 49 37 25 1 92 100 06
13 . 1 69 45 64 13 56 37 83 1 65 100 37
14 1 74 44 08 12 68 38 08 2 83 99 40
15 1 92 46 50 13 54 34 81 241 99 18
Promedio
Especificación
Los resultados son obvios, la columna no está operando eficientemente para los fines con
las que fue diseñada, se nota que por el fondo se obtienen cantidades considerables de
Acetona que están siendo incineradas con el Acrilonitrilo y Agua como desechos
disminuyendo el rendimiento de las materias primas
1 77 46 84 11 94 37 53 2 23 100 30
0 03 2 66 20 18 72 92 421 100

9
Concentración en el fondo de la columna.
7 2 9 2
H C N A c e t o n a A c r i l o n i t r i l o A g u a A C H
■ Datos de diseño □ Resultados de anaüsis
Figura 1-3. Datos de diseño vs resultados operativos
1.4 Ju stificac ión del Prob lem a
E l operar con una columna en estas condiciones trae como consecuencias.
• Inversión desperdiciada porque la columna no cumple con los fines para los que se
diseñó
• Gastos de operación extras en servicios auxiliares para la columna tales como la
electricidad, agua de enfriamiento y aceite térmico en donde no se logra ia separación
deseada
• Bajos rendimientos de Acetona y HCN
• Se están incinerando materias primas
• El incinerar los “ supuestos” desechos también causan gastos

10
Si se elimina la operación de la columna y se recircula toda esta corriente con sus
impurezas trae como consecuencias
• E l operar con concentraciones de Agua mayor a la especificada se requiere de una
bomba de vacío con mayor capacidad para remover todo esa cantidad de vapor de agua
que ocasionaría una alta compresión en la columna de purificación.
• A l recircular Acrilonitrilo al reactor se obtienen bajas conversiones y se crea un circulo
vicioso hasta saturar el proceso de impurezas.
Si se elimina la operación de la columna y se incinera toda esta corriente como “desechos’
trae como consecuencias
• Rendimientos de Acetona y Ácido cianhídrico aún más bajos
• Incineración de materias primas
• Mayor cantidad de “desechos” para incinerar
• Más gastos de incineración
• Más gastos de mano de obra para incinerar
• Inversión desperdiciada al no utilizar el equipo
Es sumamente importante e indispensable contar con una columna que opere de tal forma
que se puedan recuperar las cantidades de materias primas máximas posibles para evitar las
consecuencias antes mencionadas Los resultados de los análisis y las gráficas muestran que
no se están obteniendo resultados deseados
1.5 H ipótesis
Los resultados muestran que
1 La columna no tiene la capacidad para separar estos componentes (Acetona y
Acrilonitrilo) Se tendrá que rediseñar incorporando dispositivos de contacto más
eficientes o aumentando la altura de la columna

2 El empaque actualmente utilizado puede no ser el adecuado, quizá sea necesario utilizar
un empaque que ofrezca una mayor área de transferencia de masa
3 Las condiciones de operación actuales no son las adecuadas (temperatura, presión,
reflujo, etc)
4 Una fuerte variación en la composición de alimentación afecta a la eficiencia de la
columna, quizá esta posibilidad no se contempló en el diseño.
5 Para lograr un buen grado de separación ambas fases deben estar en íntimo contacto,
puede que no haya ese roce por malas distribuciones de las fases en la sección
empacada
6 Quizá el área de flujo ó el porcentaje de inundación no es el óptimo provocando que
dentro de la sección empacada existan zonas secas o zonas inundadas.
1.6 Objetivos
Objetivo general
• Proponer el diseño de una columna de destilación en la cual optimice la capacidad y
eficiencia con que se requiere separar las impurezas de las materias primas y que éstas
últimas puedan ser recirculadas y cumplan con los requerimientos o datos de diseño
Objetivos específicos
• Disponer de datos de equilibrio líquido vapor del sistema multicomponente en cuestión,
para tener bases experimentales que se puedan adaptar al simulador y elegir el modelo
de solución adecuado
• Simular la columna con las dimensiones, tipo de empaque utilizado y las condiciones de
operación actuales y comparar los datos obtenidos con los datos de diseño y los
resultados obtenidos en planta E l simulador sera el Aspen Plus 9.3.2

12
• Revisar los aspectos hidráulicos de la columna, caída de presión y porcentaje de
inundación ya que estos juegan un papel muy importante en el buen funcionamiento de
columnas empacadas
• Determinar si con la columna actual se puede separar el Acrilonitrilo, con sólo modificar
las condiciones de operación (presión, temperatura ó reflujo)
• A partir de datos de diseño (datos teóricos) de la corriente a destilar se diseñara una
columna con platos, con empaque aleatorio (silletas Intalox) y con empaque
estructurado, con el programa R A TE FR A C de Asplen plus
• Comparación de las opciones posibles tomando en cuenta aspectos económicos (sin
entrar en detalles), de mantenimiento, corrosión, de condiciones de operación para
proponer la columna más factible.
L ite ra tu ra C itada
■ Fakeeha A H , M A Solimán and A A Ibrahjin, "Modeling of a C ircu la ting F lu id ized Bed forAmmoxidaüon of Propene to Acrylom tnle”, Chemical Engmeering and Processing, 39, 161 (2000)
■ Jacob A “Amanda Jacob Reports on B O C ’s Impro\ed Process and the Outlook for a Propene-Based Route”, The Chemical Engineer, Jan 24, 14 (1991)
■ K irk and Othmer, Encyclopedia o f Chemical Technology, Vol 1 y 7, Jonh W iley And Sons, (1979)

13
C a p ít u lo 2
C O N C E P T O S B Á S IC O S
2.1 E q u ilib r io de Fases
2.1.1 L e y de R auo lt
Considerando una fase líquida y una fase vapor conteniendo n componentes químicos y
coexistiendo en el equilibrio a la temperatura T y a la presión P, ésta es una condición
necesaria del equilibrio líquido - vapor para la cual el potencial químico de la fase líquida es
igual al potencial químico de la fase vapor
(2-i)
Si la fase vapor es un gas ideal y la fase líquida es una solución ideal los potenciales
químicos pueden reemplazarse por ¡as ecuaciones
G,' + RT ln % i= G\ + RT ln x, (2-2)
Rearreglando se obtiene
RTln — = G\ - G ;v (2-3)
Donde se indica explícitamente que las propiedades de los componentes puros se evalúan en
el equilibrio a í y P Considerando despreciable el efecto de la presión sobre G1,, se escribe
Gj = G\ (T, P) = G\ (T, P,sa¡) (2-4)
y para la fase vapor
G,' = G f (T, P) = Gf' (T,P;a') (2-5)
Donde P'at es la presión de vapor o de saturación del componente i, a la temperatura T De la ecuación fundamental de la energía de Gibbs G(T,P)
dG - -SdT + I ’dP (2-6)

14
dGf = V*dP
para un gas ideal constituido por / puro y a temperatura 7’constante(2-7)
( 2 - 8 )
Integrando el lado derecho, a la temperatura T constante, desde una presión P hasta Pf“ resulta
Sustituyendo las Ecs (2-4) y (2-9) en (2-3) se obtiene la siguiente relación importante
v Psa!RT ln — - G‘ (T, Pfat) - Gf (T,Ptsa‘) + RT ln -¡— (2-10)
x , p
Pero los primeros términos de la derecha son las energías de Gibbs para el líquido puro y el
vapor puro de /, a las condiciones de equilibrio del compuesto puro T y P,sal, que deben ser
iguales Por lo tanto la ecuación anterior se reduce a
Esta ecuación expresa la ley de Raoult El lado izquierdo es la presión parcial P del
componente / por la fracción molar y, en la fase vapor, en este caso igual al producto de la
fracción molar del componente i en la fase líquida x, por su presión de vapor Pfat a la
temperatura T
• s a t
Gf (T, P,sat) - Gf (T, P) = RT lnP
(2-9)
( 2 - 1 1 )

15
2.1.2 Com portam iento N o Ideal
Las propiedades de las mezclas de gases ideales y de soluciones ideales dependen tan solo de
las propiedades de los componentes constitutivos puros y se calculan a partir de estas
mediante ecuaciones relativamente simples Aunque esos modelos dan un comportamiento
aproximado de ciertas mezclas fluidas, no son adecuados para representar el
comportamiento de muchas soluciones, en general, la ley de Raoult no es una relación de
equilibrio líquido - vapor rigurosamente hablando. Sin embargo, estos modelos de
comportamiento ideal' gas ideal, solución ideal y ley de Raoult, proporcionan referencias
convenientes para comparar el comportamiento de las soluciones reales.
Aquí se establecerán las bases para el tratamiento del equilibrio líquido - vapor mediante la
introducción de dos propiedades termodinámicas auxiliares relacionadas con la energía de
Gibbs, llamadas coeficiente de fugacidad y coeficiente de actividad Estas propiedades se
refieren directamente a las desviaciones del comportamiento ideal y sirven como factores de
corrección para transformar la ley de Raoult en una expresión general, valida para el
equilibrio líquido - vapor Sus definiciones dependen del desarrollo del concepto de
fugacidad, que representa una alternativa del potencial químico como criterio de equilibrio
de fases (Smith y Van Ness, 1987)
2.1.3 Fugacidad y Coefic iente de Fugacidad
E l concepto de fugacidad se obtiene a partir de la consideración de un cambio en la energía
de Gibbs que es el resultado de cambios en la presión y temperatura
Para un gas ideal a temperatura constante la Ec (2-6) queda'
para un componente i de una mezcla ideal en donde la presión parcial se define como el
producto de la fracción molar del componente / en la fase vapor por la presión del sistema a
la temperatura I
dG = VdP = RT ¡n P ( 2 - 1 2 )
p, = y ,p
dGt =RTd{lnp¡)= IU ¡»(j,P)
(2-13)
(2-14)

16
Esta expresión es valida para un gas ideal, la simplicidad de esta ecuación sugiere escribir
otia con la misma forma pera para un fluido real, la cual define una nueva propiedad /que
también tiene unidades de presión
dG = R T d ( ln f ) (2-15)
dG, = RTd ln f ¡ (2-16)v
Estas son las expresiones que sirven como definición parcial de / y reciben el nombre deA
fugacidad, en donde / es la fugacidad de la sustancia pura y f t es la fugacidad parcial del
componente i en solución
De la definición de una propiedad residual, con la energía residual de Gibbs y la definición de
una propiedad parcial se obtiene la siguiente expresión
nGR = n G - nG8‘ (2-17)
Asi, la ecuación de la energía residual parcial de Gibbs estará dada por la siguiente ecuación
d io - G g,)= R T d ln ^ - (2-18)V 1 y¡p
Existe una relación llamada coeficiente de fugacidad y coeficiente de fugacidad parcial en
solución definidas respectivamente por
<!>=f/ p (2-19)
AA f
y f< t> ,= — (2 -20)

17
asi la eneigia iesidual de Gibbs queda
Paia un componente puro dGR = R'Jdln(f> (2-21)
APara el componente / en solución dGt = RTd ln (¡)1 (2-22)
Integrando la ecuación anterior a temperatura constante se obtiene:
G,R = RTln0,+J3(T) (2-23)
donde la constante de integración es función de T Sin embargo si ésta ecuación se aplica a
un componente puro, se reduce a la Ec (2-22) para un componente y fi(T) = 0
G R 'RT
para un gas ideal, la energía residual de Gibbs debe ser igual a cero y por lo tanto el
coeficiente de fugacidad es igual a 1 0 y la fugacidad de cada componente en una mezcla de
gases ideales es igual a la presión parcial de cada componente
f * I y,P (2-25)
Como G,r/RT es una propiedad parcial respecto a C 'RT, entonces ln ^ es también una
propiedad parcial respecto a ln<t> Como resultado de estas ecuaciones se obtiene las
siguientes relaciones importantes.
Aln(¡) = 2 _JxJn 0 , (2-26)
w = Y . y A f J y ^ \ (2-27)

18
O b t e n c ió n d e l C o e f ic ie n t e d e F u g a c id a d
Los cambios en la fugacidad para un componente puro se obtienen mediante la integración
de la siguiente ecuación
/ « A = _ L [ V d Pf\ R T h
(2-28)
ln ti,= i „ L = - L [p{ v - — \ ¡ p = rP RT Jo 1 P I Jorpí Z-l dP (2-29)
Análogamente para mezclas se obtiene.
l n ^ - = — \PlV,dP (2-30)RT Jp, 1/„
í \
dP (2-31)Z - l
p\ y
La evaluación del factor de compresibilidad se puede obtener a partir las de correlaciones
generalizadas de una ecuación de estado Por mencionar algunas se tiene la ecuación de
Redlich-Kwong, correlación generalizada de Pitzer o de datos experimentales
2 .1 .4 A c t i v i d a d y C o e f ic ie n t e d e A c t iv id a d
La energía residual de Gibbs y el coeficiente de fugacidad se relacionan directamente con
datos PVT, cuando estos son correlacionados adecuadamente por ecuaciones de estado, las
propiedades termodinámicas se determinan ventajosamente Si fuera posible un tratamiento
adecuado de todos los fluidos por medio de las ecuaciones de estado, las relaciones de las
propiedades termodinámicas antes mencionadas serían suficientes, pero las soluciones
líquidas con frecuencia se tratan más fácilmente mediante propiedades que miden sus

19
desviaciones, no del comportamiento de gases ideales sino de las desviaciones al
considerarse como soluciones ideales
Los procesos están caracterizados por un cambio de energía en sus propiedades tales como
AH, AS, A G, A ln f etc Estos cambios a menudo son evaluados mediante un estado de
referencia, una relación importante entre la fugacidad y la energía de Gibbs la podemos
encontrar en el siguiente proceso del estado 1 al estado 2
donde at = f J f ° , es llamada fugacidad relativa o actividad
Como el potencial químico ¡u, y la energía molar parcial de Gibbs son iguales, la ecuación
siguiente proporciona la energía molar parcial de Gibbs para el componente i en una
solución ideal
Con la diferencia entre las siguientes expresiones se obtiene la energía de parcial de Gibbs en
(2-32)
AG = RTAln f = RTln{f2 / / J (2-33)
en términos de un estado de referencia y para una sustancia pura
G = G° + RT ln ( / / / 0) (2-34)
y para un componente / de una mezcla
(2-35)
=G° + R T ln x¡ (2-36)
Gf! =G° + RT!nx, (2-37)
exceso G¡ y la relación adimensional y, se le conoce como coeficiente de actividad del
componente / en solución

20
G S1 = G° + R T ln x.
G, - G ° +RT lni i
f A 'N
Af °
GE = G. -G ,s = 7?77«I I J
r, J!
*j :
(2-39)
(2-40)
(2-41)
(2-38)
para una solución ideal la energía parcial de Gibbs en exceso es cero, y por consiguiente el
coeficiente de actividad y es igual a 1, obteniéndose la siguiente expresión
(2-42)
Como G,"/RT es una propiedad parcial respecto a GE/RT, entonces ln y, es también una
propiedad parcial respecto a ln y Como resultado de estas ecuaciones se obtiene las
siguientes relaciones importantes
9 LRT = 2 > . ln r,
y^xid ln 7i = 0 a T y Pconstantes
H Vdin y, = l—dT + -J—dPRT2 RTtt E yE
V x d ln y = TdT -\ í/F^ /?7’
(2-43)
(2-44)
(2-45)
(2-46)

21
Los coeficientes de actividad son propiedades del estado líquido y estos pueden ser
calculados por ecuaciones de estado o por modelos de solución, por mencionar algunos se
tiene la ecuación de Margules, Van Laar, Wilson, NRTL, ASOG, UNIQUAC
2 .1 .5 E q u i l i b r i o V a p o r - L íq u id o
Algunos procesos industriales importantes como la destilación, absorción y extracción
operan con dos fases en contacto. Cuando las fases no están en equilibrio, existe
transferencia de masa entre ellas; la rapidez de transferencia de cada componente es función
de la desviación que presenta el sistema respecto al equilibrio y su tratamiento cuantitativo
requiere del conocimiento de los estados de equilibrio (temperatura, presión y composición)
del sistema
El equilibrio es una condición estática en la que no ocurren cambios en las propiedades de
un sistema con el tiempo, esto implica un balance de todos los potenciales que podrían
causar un cambio En la ingeniería aplicada, ésta hipótesis de equilibrio se justifica cuando es
posible obtener resultados de precisión aceptable
Si un sistema que está completamente aislado contiene cantidades fijas de compuestos
químicos y sus en las fases líquida y vapor se encuentran en contacto íntimo, con el tiempo
no va presentar ninguna tendencia al cambio La temperatura, la presión y la composición de
las fases alcanzan sus valores finales, si a la postre permanecerán constantes el sistema está
en equilibrio, sin embargo a nivel microscópico, las condiciones no son estáticas, las
moléculas que se encuentran en una fase en un momento dado no son las mismas en esa fase
un instante después Moléculas cercanas a la interfase, con velocidades suficientemente altas,
vencen las fuerzas superficiales y pasan a la otra fase, no obstante, el flujo promedio de las
moléculas es el mismo en ambas direcciones y no hay una transferencia de materia neta entre
las fases (smith y Van Ness, 1987)
La coexistencia de fases líquida y vapor ocurre muv frecuentemente en procesos químicos y
por ende es el equilibrio que ha sido estudiado mas extensivamente

22
Paia encontrar el estado de equilibno entre fases líquida y vapor hay que especificar
condiciones particulares o propiedades, una de estas propiedades pueden ser la composición
de alguna de las fases, la temperatura, la presión, entalpia, entropía o algunas otras
propiedades termodinámicas E l equilibrio es expresado generalmente en términos de
fugacidad o coeficientes de actividad
Para cualquier caso de equilibrio entre fases se requiere que la presión, la temperatura y las
fugacidades parciales o individuales de los componentes en ambas fases del sistema deben
ser iguales, esto es,
?¡,) = (2-47)
P(,) = P{, l (2-48)
A A/,(!)=/,(,) i = \ ,2,....n componentes (2-49)
En la Figura 2-1, se muestra un recipiente con una mezcla de vapor y una solución líquida
que coexisten en el equilibrio La temperatura 7 y la presión P son uniformes en todo el
recipiente y pueden medirse con los instrumentos apropiados Se pueden tomar muestras de
las fases líquida y vapor para determinar las fracciones molares en el vapor y, y las
fracciones molares en el líquido x,
yFase vapor
X/Fase liquida
F ig u r a 2 -1 Estado de equilibrio líquido vapor

f v = f! i = 1,2,....// componen/es ( 2 - 5 0 )
Para mezclas multicomponentes, el equilibrio líquido vapor se representa
Para el componente i en la mezcla de vapor,
A A
Y para el componente / en la mezcla de líquido (solución),
f ! = x, r J ,
de acuerdo con la condición de equilibrio (fugacidades iguales),
y ¡ i ,P = x ,y ,/
donde la fugacidad en el estado de referencia se define por la ecuación
- y l . q ( p _ p s a t y
RT
S u s t itu y e n d o la E c ( 2 - 5 4 ) e n ( 2 -5 3 )
v!‘j p - p r )
RT
(2-51)
( 2 - 5 2 )
( 2 - 5 3 )
( 2 - 5 4 )
( 2 - 5 5 )
Para presiones bajas y moderadas el factor de Poynting (representada por el exponencial) es
muy cercano a la unidad

24
Finalmente la expresión de equilibrio de la Ec (2-56) se simplifica y queda expresada por la
siguiente ecuación
donde, <j)*al es el coeficiente de fugacidad para el componente i puro como vapor saturado
Las presiones de vapor de los compuestos puros comúnmente se calculan con las
También llamado relación de vaporización, es una relación en el análisis del equilibrio
liquido vapor, se pueden obtener muchas relaciones respecto a K, pero esto depende de la
temperatura, presión y de la composición de ambas fases, para dar soluciones a problemas
típicos en términos de Ki, estos deben ser resueltos por una aproximación sucesiva
Muchos problemas tales como la determinación del punto de burbuja y punto de rocío se
determinan en términos de relación de vaporización, cuando estas pueden ser aproximadas a
una independencia de la composición, las soluciones llegan a ser relativamente fáciles
(2-57)
ecuaciones de la presión en función de la temperatura La ecuación más usada es la de
Antoine, para el componente i se escribe así
(2-58)
2 .1 .6 E l C o e f ic ie n t e d e D i s t r ib u c ió n
(2-59)x,
(2-60)
(,FP\ = Factor de Poynling
<S>.P (2-61)

25
El gran atractivo de ésta ecuación es que contiene propiedades de los componentes puros, y
por lo tanto expresa los valores de K en función de la temperatuia y presión,
independientemente de la composición de las fases líquida y de vapor Además los
coeficientes de fugacidad y actividad pueden evaluarse por ecuaciones de estado para
componentes puros o por correlaciones generalizadas En muchos casos el término
<f>*al (FP\ / <f> difiere muy poco de la unidad y entonces para bajas presiones K se representa
y PsatK = 7-A - ~ (2-62)
P u n t o d e B u r b u j a
Es la temperatura en la cual en un líquido de composición conocida aparece la primera
fracción de vapor, el punto es encontrado por la ecuación
2 X * , = 1 (2-63)
P u n t o d e R o c ío
La temperatura o presión a la cual un vapor de concentración conocida aparece la primera
fracción líquida o de condensado, esto esta dado por la solución de la siguiente ecuación
£ A = 1 (2-64)A ,
Las fórmulas de la relación de vaporización la fugacidad y los coeficientes de actividad son
factores que dependen de la composición, particularmente a temperaturas y presiones
extremas en la región critica y de mezclas que contienen sustancias polares Desde que el
factor de Poynting hace una pequeña contribución, la variación del volumen molar parcial
con la composición usualmente puede ser despreciada, sin embargo el efecto de la presión al
volumen molar parcial si es significante
Dada la complejidad de los valores de X, generalmente estos cálculos requieren
piocedimientos iterativos apropiados para la solución únicamente por computadora

26
2 .1 .7 D iagram a d e Fases
En la Figura 2-2, se muestra un diagrama de fases para un sistema binario, las lineas
muestran las fronteras entre fases En el diagrama a temperatura constante la línea de amb¿
reprensenta los estados de líquido saturado y la región del líquido subenfriado se encuentra
por encima de ésta línea, la línea que se encuentra abajo reprensenta los estados de vapcr
saturado, la región de vapor sobrecalentado se encuentra por abajo de ésta curva
Las líneas de las fases coinciden en los extremos del diagrama, donde el líquido saturado y el
vapor saturado de los componentes puros coexisten a las presiones de vapor Psaí-1 y Psai- 2 En el diagrama de fases a presión constante la curva de abajo representa los estados dei
líquido saturado, por debajo de ella se encuentran los estados de líquido subenfriado L i
curva de arriba muestra los estados de vapor saturado y sobre ésta se encuentran los estados
de vapor sobrecalentado La región difásica se encuentra entre éstas curvas En los extremes
del diagrama se encuentran las temperaturas en que ambos compuestos puros coexisten a
misma Tsat-1 y Tsat- 2 Los puntos que se encuentran entre las líneas de líquido saturado •
de vapor saturado están en la región de dos fases, cuando el líquido saturado y el vapc*
saturado coexisten en equilibrio
Temperatuia- xy Presión constante
Presión - xyTemperatura coastantt
Vapor sobrecalentado Pat 1 750
X 550sB
450
350 Pi>at 2
650
25002 04 06 08 02 04 08
F ig u r a 2 -2 Diagrama T-xy y diagrama V-xy

27
Una parte importante de las operaciones unitarias en Ingeniería química está relacionada
con el problema de modificar la composición de soluciones y mezclas mediante métodos
que no impliquen, necesariamente, reacciones químicas Por lo común estas operaciones se
encaminan a separar las partes componentes de una sustancia.
Raro es el proceso químico que no requiere de la purificación inicial de las materias primas
o de la separación final de los productos y subproductos; para esto en general, se utilizan
las operaciones basadas en la transferencia de masa. Quizás se podría apreciar rápidamente
la importancia de este tipo de separaciones en una planta procesadora, si se observa la gran
cantidad de torres de una refinería de petróleo: en cada una de estas se realizan operaciones
de transferencia de masa Con frecuencia, el costo principal de un proceso se deriva de las
separaciones Los costos por separación o purificación dependen directamente de la
relación entre la concentración inicial y final de las sustancias separadas; si esta relación es
elevada, también lo serán los costos de producción
Las operaciones de transferencia de masa se caracterizan por transferir una sustancia a
través de otras a escala molecular En el problema a tratar, la transferencia de masa es un
resultado de la diferencia de concentraciones, o gradiente, en donde la sustancia que se
difunde abandona un lugar en que está muy concentrada y pasa a un lugar de baja
concentración (Treybal, 1980).
2 .2 .1 D i f u s ió n M o l e c u l a r e n F lu id o s
La rapidez de transferencia puede describirse adecuadamente en función del flujo molar, o
moles/(tiempo)(área), ya que el área se mide en una dirección normal a la difusión Sin
embargo, aunque una solución no uniforme solo contenga dos componentes, estos deberán
difundirse, si se quiere alcanzar la uniformidad Surge entonces la necesidad de utilizar dos
fluxes para describir el movimiento de un componente N, el flux relacionado a un lugar fijo
en el espacio, y J, el flux de un compuesto con relación a la velocidad molar promedio de
todos los componentes E l primero es importante al aplicarse en el diseño de equipos, el
segundo es característico de la naturaleza del componente
2.2 T ra n s fe re n c ia de M a s a

28
Así, la difusividad o coeficiente de difusión, Dab de un componente A en la solución B, que
es una medida de la movilidad de difusión, se define como la relación de su flux J4 y su
gradiente de concentración (Treybal, 1980)
(«5)
Ja es flux de difusión relativo a la velocidad molar promedio, (=) mol/m2hr
CA es la concentración del componente A en mol/litro
Esta es la primera ley de Fick, en este caso para la dirección z E l signo negativo hace
hincapié que la difusión ocurre en el sentido del decremento de la concentración La
difusividad es una característica de un componente y de su entorno (temperatura, presión,
concentración y de la naturaleza de los demás componentes)
2.2.2 T ransferencia de M asa Interfacial
En la mayoría de las operaciones de transferencia de masa, se ponen en contacto dos fases
insolubles, con el fin de que entre dichas fases se establezca la transferencia de las
sustancias que las forman Ya se vio que la rapidez de difusión dentro de cada fase depende
del gradiente de concentración que existe en ella A l mismo tiempo los gradientes de
concentración del sistema de dos fases, indican el alejamiento de la posición de equilibrio
que existe entre las fases Si se estableciese el equilibrio, los gradientes de concentración y
por ende la rapidez de difusión descendería a cero Por lo tanto es necesario considerar
tanto los fenómenos de difusión como los de equilibrio con el fin de describir por completo
las diferentes situaciones
Es conveniente considerar primero las características de una operación particular en el
equilibrio y luego generalizar los resultados a otras operaciones Como ejemplo,
considérese la operación de absorción de un gas, que sucede cuando se disuelve el
amoniaco de una mezcla amoniaco aire en agua liquida Supóngase que una cantidad fija de
agua líquida se coloca en un recipiente cerrado junto con una mezcla gaseosa de amoniaco

29
y aire, todo se dispuso de tal forma que el sistema se mantuviera a temperatuia y presión
constantes Puesto que el amoniaco es muy soluble en agua, una parte de las moléculas de
amoniaco se transferirán instantáneamente del gas al líquido, cruzando la superficie
nterfacial que separa las dos fases Parte de las moléculas de amoniaco regresarán al gas,
con una rapidez proporcional a su concentración en el líquido Conforme más amoniaco
entre al líquido y cuanto mayor sea el aumento consecuente en la concentración de
amoniaco en el líquido, tanto mayor será la rapidez con la cual el amoniaco regresa al gas,
no obstante, llegará un momento en que la rapidez con la cual el amoniaco entra al líquido
será exactamente igual a aquella con la cual lo abandona Al mismo tiempo, mediante el
mecanismo de difusión, las concentraciones en cada fase se vuelven uniformes. Ahora
existe un equilibrio dinámico, aún cuando las moléculas de amoniaco continúan
transfiriéndose de una fase a otra, la transferencia neta desciende a cero Las
concentraciones dentro de cada fase ya no cambian (Treybal, 1980)
2.2.3 T ransferencia de M asa Local entre dos Fases
Se va a estudiar la sección de una columna de separación Puesto que el soluto se está
difundiendo de la fase gaseosa hacia el líquido, debe existir un gradiente de concentración
en el sentido de la transferencia de masa dentro de cada fase Esto puede mostrarse
gráficamente en función de la distancia a través de las fases, como se muestra en la Figura
2-3, en donde se muestra una sección a través de las dos fases en contacto Se supone que
no ocurre reacción química La concentración de A en el flujo global del gas es >u,g
fracción mol y desciende hasta y 4 , en la interfase En el líquido, la concentración desciende
de xa , en la interfase a xa,l en el flujo global del líquido. Es obvio que las concentraciones
y A G y * a l no son valores en el equilibrio, puesto que si lo fueran, no habría difusión del
soluto A l mismo tiempo, estas concentraciones no pueden utilizarse de modo directo con
un coeficiente de transferencia de masa para describir la rapidez de transferencia de masa
en la interfase, ya que las dos concentraciones están relacionadas de manera distinta con el
potencial químico, el cual es la fuerza impulsora real de la transferencia de masa
Para solucionar este problema, Lewis y Whitman (1924 y 1923) supusieron que las únicas
resistencias a la difusión son las que presentan los fluidos mismos Por consiguiente no hay
resistencia a la transfeiencía del soluto a través de la interfase que separa las fases, y, como

30
resultado, las concentraciones^., y Xa., son valores en el equilibrio, dados por las curvas de
distribución en el equilibrio de fases del sistema (Treybal, 1980)
F ig u ra 2 -3 . Concepto de la doble transferencia
Las concentraciones en la interfase pueden mostrarse en la gráfica de la Figura 2-4 El
punto P representa las dos concentraciones de las fases, el punto M, las que se encuentran
en la interfase Para la transferencia de masa en estado estacionario, la rapidez con la cual A alcanza la interfase del gas debe ser igual a aquella con la cual se difunde en el líquido, de
tal forma que no haya acumulación o agotamiento de A en la interfase Por lo.tanto, el flux
de A se puede escribir en función de los coeficientes de transferencia de masa respecto a
cada fase y de los cambios de concentración apropiados para cada una Por lo tanto cuando
k\ y kx son los coeficientes aplicables en forma local,
N , t = ky{ y A G - y A ,) = kx(xA, - xAL) (2-66)
Y las diferencias entre las y y las x se consideran como las fuerzas impulsoras para la
transferencia de masa Se obtiene
(yA a - y , )
(*, 1, - xa' )(2-67)

31
que proporciona la pendiente de la línea PM Si se conocen los coeficientes de transferencia
de masa, pueden determinarse las concentraciones en la interfase y, por ende, el flux N¡, ya
sea gráficamente o analíticamente resolviendo la ecuación anterior
Concentración del soluto en el liquido
Figura 2-4. Alejamiento de las concentraciones de las fases del equilibrio
2.2.4 Coeficientes Globales de T ransferencia de M asa Local
En determinaciones experimentales de la velocidad de la transferencia de masa,
generalmente es imposible determinar, por muestreo y análisis, las concentraciones de
soluto en la masa total de los fluidos Sin embargo, el muestreo adecuado de los fluidos en
la interfase es generalmente imposible, puesto que la mayor parte de las diferencias de
concentración como >\g - a,., tienen lugar en distancias extremadamente pequeñas Un
aparato ordinario de muestreo resultaría tan grande en comparación con esta distancia que
sería imposible acercarse lo suficiente a la interfase Por tanto, el muestreo y análisis
proporcionarán y¿c, - xA¿, pero no las concentraciones en la interfase En estas
circunstancias, solo puede determinarse un efecto global en función de las concentraciones
en la masa principal Entonces, el efecto completo de la transferencia de masa de las dos
fases puede medirse en función de un coeficiente global de transferencia de masa así
N , - y \ ) (2-68)

D e acuerdo con la geometría de la Figura 2-5,
= + p-69)K v ky kx
_ L = _L + 1 (2.70)K y K K
Esto muestra la relación entre los coeficientes de transferencia para cada fase por separado,
el coeficiente global tendrá la forma de una suma de resistencias En la misma forma, x a es
una medida de y a,o, y puede utilizarse para definir el coeficiente global,
Curva dt distribución en el equilibrio
X u X i , X ÍConcentración del soluto en el liquido
fft = K x{xA - x u )
yResistencia en la fase gaseosa / kyResistencia total en las dos fases 1/
A ,
i/Resistencia en la fase liquida / kxResistencia total en las dos fases 1/7 K.
Figura 2-5 Diferencias globales de concentración

2 .2 .5 D e s t i la c ió n
La destilación es un método para separar los componentes de una solución, depende de la
distribución de las sustancias entre una fase vapor y una líquida, y se aplica a los casos en
que todos los componentes están presentes en las dos fases. En vez de introducir una nueva
sustancia en la mezcla, con el fm de obtener la segunda fase (como se hace en la absorción
o desorción de gases) la nueva fase se crea por evaporación o condensación a partir de la
solución original
Son claras las ventajas de un método de separación como éste. En la destilación, la nueva
fase difiere de la original por su contenido calorífico, pero el calor se incrementa o se
elimina sin dificultad; por supuesto debe considerarse inevitablemente el costo de
aumentarlo o eliminarlo Por otra parte, las operaciones de absorción o desorción, que
dependen de introducir una sustancia extraña, proporcionan una nueva solución, que a su
vez quizá tendría que separarse mediante algunos de los procesos difusivos
V o la t i l id a d R e la t iv a
Es una medida numérica que se le conoce como factor de separación ó, particularmente en
el caso de la destilación, la volatilidad relativa a Esta es una relación de las
concentraciones de dos compuestos A y B en una fase y en la otra, y es una medida de la
posibilidad de separación, entre mayor es la diferencia en las composiciones del líquido y
del vapor mayor es la facilidad para realizar la separación por destilación Así la volatilidad
relativa de los componentes i y / se define como:
Si a = 1 0 la separación no es posible Cuanto más arriba este de la unidad a, más
fácilmente se llevará a cabo la separación

34
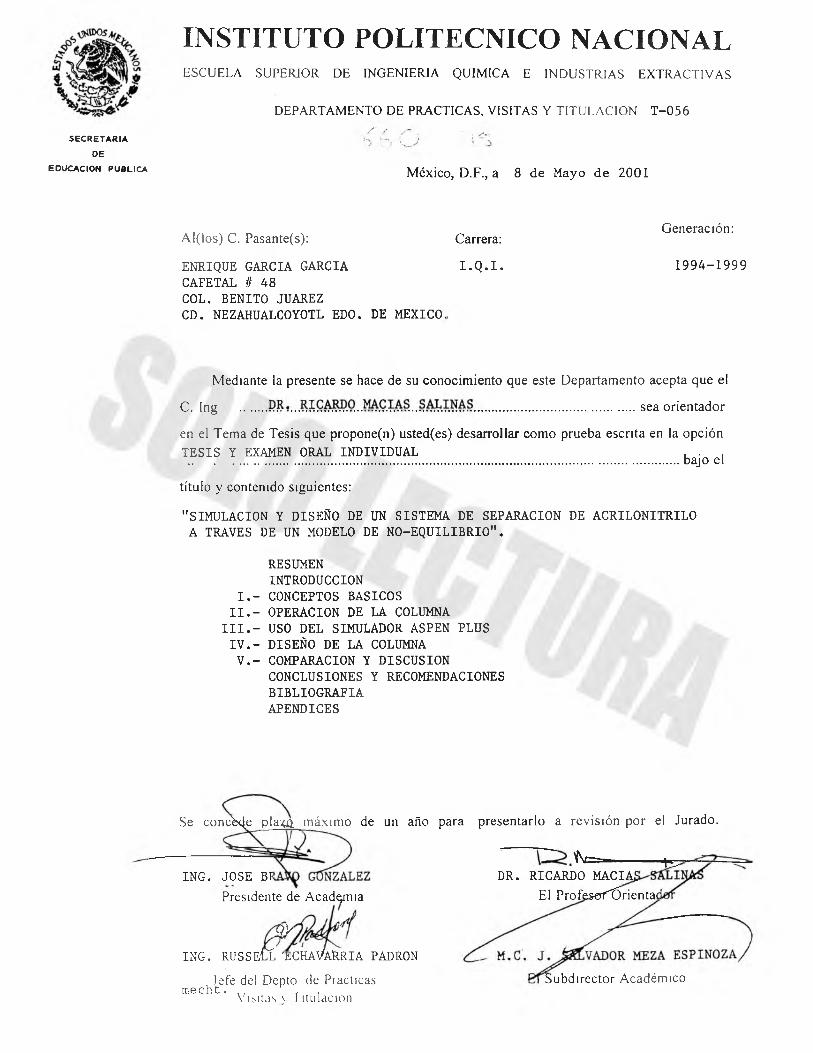
2 .2 .6 D e s t i l a c ió n F r a c c io n a d a
En la Figura 2-6 se muestra una columna de destilación fraccionada Aquí la alimentación
se introduce en la parte central de una cascada vertical de etapas El vapor que se eleva en
la sección arriba del alimentador (llamada sección de enriquecimiento o rectificación) se
lava con el líquido para eliminar o absorber el componente menos volátil E l líquido de
lavado se obtiene condensando el vapor que sale por la parte superior, enriquecido con el
componente más volátil E l liquido devuelto a la parte superior de la parte superior de la
torre se llama reflujo y el material que se elimina permanentemente es el destilado, que
puede ser vapor o un líquido, enriquecido con el componente más volátil En la sección
debajo del alimentador (sección de agotamiento), el líquido se desorbe del componente
volátil mediante vapor que se produce en el fondo por la evaporación parcial del líquido en
el fondo en el rehervidor E l líquido eliminado, enriquecido con el componente menos
volátil, es el residuo o fondos Dentro de la torre, los líquidos y los vapores siempre están
en sus puntos de burbuja y de rocío, respectivamente, de manera que las temperaturas más
elevadas se encuentian en el fondo y las menores en la parte supenor Todo este arreglo se
le conoce como fraccionador
En la Figura 2-6, se esquematiza una de las instalaciones más utilizadas para la destilación,
una torre de platos E l líquido desciende por la torre bajo la acción de la fuerza de
gravedad, mientras que el vapor asciende debido a la fuerza de una ligera diferencia de
presiones entre plato y plato La presión más elevada se produce por la ebullición en el
rehervidor E l vapor pasa a través de las aberturas de los platos y entra en contacto con el
liquido que circula a lo largo del plato
15
Figura 2-6. Columna de destilación típica con platos
2.2.7 D estilación de Sistemas Multicomponentes
Muchas de las destilaciones en la industria emplean más de dos componentes No obstante
que los principios establecidos para soluciones binarias se aplican generalmente a estas
destilaciones, se introducen nuevos problemas de diseño que requieren consideraciones
especiales
Los principios generales de diseño de los fraccionadores de multicomponentes son los
mismos en muchos aspectos que aquellos para sistemas binarios, pero la escasez de
adecuados datos de equilibrio líquido-vapor impone severas restricciones en su aplicación
Estos datos se necesitan especialmente para líquidos no ideales, debe acentuarse el peligro
de tratar nuevos diseños sin los datos adecuados de equilibrio o sin los estudios en planta
piloto para estas soluciones Otro serio problema son los métodos inadecuados de manejar
la eficiencia de los platos en los sistemas multicomponentes

36
2.2 .1 A Componentes Clave
Conviene al principio, listar los componentes de la alimentación siguiendo el orden de su
volatilidad relativa A los componentes más volátiles se les llama ligeros y a los menos
volátiles se les llama pesados. Con frecuencia habrá un componente, el componente clave
ligero que está presente en el residuo en cantidades importantes, mientras que los
componentes más ligeros que el clave ligero se encuentran en pequeñas cantidades. Si todos
los componentes tienen concentraciones importantes en el residuo, entonces el más volátil
es el clave ligero En forma similar, en el destilado habrá de ordinario una cantidad
importante de un componente, el componente clave pesado; por el contrario, los
componentes más pesados que el clave pesado están presentes solo en pequeñas cantidades
Si en el destilado hay concentraciones importantes de todos los componentes, entonces el
menos volátil es el clave pesado. En la Tabla 2-1, se muestra cuales son los componentes
claves en una mezcla de 5 componentes
En la Figura 2-7, se muestra una gráfica de las composiciones del vapor en cada una de las
etapas, es evidente que todos los componentes se hallan presentes en cantidades apreciables
en la etapa de alimentación Por encima de la alimentación los componentes no claves
pesados en el liquido y el vapor desaparecen rápidamente Debido a su baja volatilidad
relativa respecto a los otros componentes presentes, estos componentes no entran en el flujo
de vapor ascendentes en las etapas por encima de la alimentación en una gran cantidad, y
por tanto no llegaran muy por encima del plato de alimentación
Análogos razonamientos se aplican a los componentes no claves ligeros por debajo del
punto de alimentación Estos componentes son tan volátiles que no permanecerán en el
liquido y, por consiguiente, no son capaces de fluir hacia abajo de la columna en cantidades
apreciables, entonces bajan a muy pequeñas concentraciones a pocas etapas por debajo de
la alimentación

37
Tabla 2-1. Lista de los componentes ordenados del más volátil al menos volátil
Componente Alimentación % peso
Destilado % peso
Residuo % peso
CI 37 935 43 485 0 027C2 48 097 54 749 2 659C3 2 804 0.261 20.175C4 10 624 1 505 72 917C5 0 539 0 0001 4 221
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4 1 5
Etapas
Figura 2-7. Curvas típicas de composición del vapor en el fraccionador
2.2.7.2 Plato de Alimentación
La adición de la alimentación pueda dar lugar a un aumento del líquido en el reflujo en la
sección de agotamiento, aun aumento del caudal del vapor en la sección de
enriquecimiento, o a ambas a la vez En la sección de rectificación la velocidad de flujo de
vapor es mayor que la del líquido, mientras que en la de agotamiento la velocidad de flujo
del líquido es mayor que la del vapor

Los efectos cuantitativos que origina la introducción de la alimentación dependen de la
condición de ésta La alimentación se puede introducir como un líquido frío, como un
líquido saturado a su temperatura de ebullición, como una mezcla de vapor y líquido, como
un vapor saturado a su temperatura de condensación ó como un vapor sobrecalentado.
En la Figura 2-8 se representa esquemáticamente las corrientes de vapor y de líquido que
entran y salen del plato de alimentación para distintas condiciones En la Figura 2-8a se
supone que la alimentación entra como un líquido frío La alimentación se suma en este
caso totalmente al reflujo en la sección de agotamiento Por otra parte para calentar la
alimentación hasta la temperatura de ebullición tiene que condensar algo de vapor y el
condensado pasa también a formar parte de L, que consta por tanto de 1) el líquido de
reflujo procedente de la sección de rectificación, 2) la alimentación y 3) el condensado El
vapor que pasa a la sección de rectificación es menor que el de la sección de agotamiento
debido a la cantidad que condensa
En la Figura 2-8b se supone que la alimentación entra a la temperatura de ebullición En
este caso no se necesita condensación para calentar la alimentación Si la alimentación entra
paicialmente en forma de vapor, según se representa en ia Figura 2-8c, la parte que entra en
forma líquida se incorpora al flujo de líquido y la que entra como vapor lo hace a V Si la
alimentación entra como vapor saturado, tal como se índica en la Figura 2-8d, toda ella se
une a V Finalmente, si la alimentación entre como vapor sobrecalentado, según se indica
en la Figura 2-8e, se vaporiza parte del líquido procedente de la sección de rectificación con
el fin de enfriar la alimentación hasta transformarla en vapor saturado Por consiguiente, el
vapor de la sección de rectificación consta de 1) el vapor procedente de la sección de
agotamiento, 2) la alimentación y 3) la vaporización, el líquido de reflujo en la sección de
agotamiento es igual al de la sección de rectificación menos la cantidad que se ha
vaporizado
En un problema de diseño especificado el reflujo, existen soluciones infinitas dependiendo
de la etapa de alimentación Sin embargo, si se elige situar la etapa de alimentación en el
punto óptimo, solo existe una solución Para una alimentación como líquido saturado, el
lugar óptimo de alimentación es la etapa cuyo líquido se aproxima muy estrechamente a la
composición de la alimentación

39
L
(a)
VA
v
L
(d)
VA
L
m
(e)
V
VA A
F
i A
F| A f
'( ' f
Figura 2-8 Flujo a través del plato de alimentación (a) Alimentación como líquido frío (b) Alimentación como líquido saturado (c) Alimentación parcialmente vaporizada (d) Alimentación como vapor saturado (e) Alimentación como vapor sobrecalentado
Físicamente, es necesario que la alimentación entre en la etapa de alimentación, que se
mezcle con las otras corrientes que lleguen y que pierda su identidad de modo que el vapor
y el líquido que salen de dicha etapa estén en equilibrio. Para lograr dicha mezcla y por
razones mecánicas, es aconsejable, adicionar la alimentación entre las etapas más bien que
en algún punto dentro de la región activa de burbujeo que forma una etapa. Así, una
alimentación líquida debe ser introducida físicamente encima de la etapa de alimentación
Si se postula una alimentación vapor y líquido debe suponerse tácitamente que la
alimentación se separa fuera de la columna, la parte líquida se alimenta entonces por
encima de la etapa de alimentación y el vapor por debajo Esto no se hace en la práctica, la
totalidad de la alimentación se inserta entre dos etapas, y ara ser completamente correcto la
alimentación debería ser entonces tratada como dos alimentaciones, la parte del vapor que
se alimenta a su etapa de alimentación, y la parte de líquido que se alimenta a su propia

4 0
etapa de alimentación, el cual es el próximo inferior Sin embargo la corrección para esto
es pequeña y usualmente puede ignorarse
Como la mezcla es lo opuesto a la separación, solo por ésta razón podría concluirse que la
mezcla de alimentación de diferente composición dificultaría la separación
2.2.7.3 R eflujo Mínimo
La relación de reflujo mínimo Rmn = es la relación máxima que requerirá un número
infinito de etapas para lograr la separación deseada, corresponde a la carga térmica mínima
del rehervidor y de enfriamiento del condensador para la separación, mientras que en
número mínimo de etapas necesarias corresponde al reflujo total o reflujo infinito
Cualquier relación de reflujo entre el mínimo y el infinito proporcionará la separación
deseada, lógicamente, el número respectivo de platos teóricos necesitados variará desde lo
infinito hasta el número mínimo, como en la Figura 2-9 Por lo general, la determinación
del numero de etapas a distintos valores de R, junto con los valores límites de Nmm y Rmm, permitirá graficar toda la curva con suficiente exactitud Se ha tratado empíricamente, en
diversas formas, de generalizar la curva de la Figura 2-9, pero las gráficas obtenidas sólo
dan iesultados aproximados Se posee una relación exacta para destilaciones binarias, que
también pueden aplicarse a mezclas multicomponentes
Rm Relación de i efluj oFigura 2-9 Relación entre reflujo y etapas

41
La relación de reflujo que debe utilizarse para un nuevo diseño debe ser la óptima, o la
relación de reflujo más económica, para la cual el costo sea mínimo En la relación de
reflujo mínimo, la columna requiere de un número infinito de etapas, en consecuencia el
costo fijo es infinito, pero son mínimos los costos de operación (calor del rehervidor, agua
de enfriamiento para el condensador, potencia para la bomba de reflujo y el diámetro de la
columna) A l ir aumentando R, el número de platos decrece rápidamente, pero el diámetro
de la columna crece debido a las cantidades mayores de líquido y vapor recirculados por
cantidad unitaria de alimentación. E l condensador, la bomba de reflujo y el rehervidor
también deben ser mayores. Por lo tanto los costos fijos disminuyen hasta un mínimo y
crecen nuevamente hasta infinito en reflujo total. Por lo tanto, el costo total es la suma del
costo de operación y el costo fijo como se muestra en la Figura 2-10
La primera columna será larga y delgada, la segunda corta y gruesa Tendría que calcularse
cuál de los varios diseños de columna sería el más económico desde el punto de vista del
capital y de los costos de operación Con frecuencia, pero no siempre la relación de reflujo
óptima es 1 2 Rmm hasta 1 5 Rmm En muchos casos pueden sugerirse diseños a reflujo más
elevados que el de costo más bajo debido a la carencia de datos de equilibrio precisos
Figura 2-10 Relación de reflujo óptimo

42
2.2.8 Equipo de Contacto Continuo
Existe otro equipo en donde se puede efectuar la destilación fraccionada, estos equipos son
las columnas empacadas ó equipos de contacto continuo y funcionan en forma distinta de
las columnas de platos, ya que los fluidos están en contacto continuo durante toda su
trayectoria a través de la columna. Por lo tanto, en una columna empacada las
composiciones del líquido y vapor cambian continuamente con la altura del empaque
2.2.8.1 A ltu ra Equivalente de un Plato Teórico (H E T P )
E l HETP es la altura del empaque requerido para lograr una separación idéntica en
composición a aquella que se obtendría en un dispositivo ideal, en la cual el líquido y el
vapor a la salida están en equilibrio termodinámico E l valor del HETP se usa en
combinación con la caída de presión para el diseño de columna de destilación empacadas.
Existen varios modelos semiempíricos para la determinación del HETP, uno de ellos es el
propuesto por Rocha, Bravo y Fair (1985) en donde se incorpora la geometría del empaque,
propiedades físicas de los fluidos y parámetros de flujo para obtener la siguiente expresión
Este modelo fue probado en una variedad de datos obtenidos para el empaque Sulzer B X
E l flujo ascendente de vapor fue visualizado como una sucesión de paredes mojadas en los
canales de flujo La sección transversal de cada canal es rugosa de forma triangular y el
flujo total es en zig-zag A pesar de algunas simplificaciones, el modelo proporciona bases
razonables para predecir velocidades de transferencia de masa entre el bulto del vapor y el
liquido fluyendo sobre la superficie metálica
E l primer modelo de bravo para el coeficiente de transferencia de masa en la fase vapor es
expresado como
HETP = (2- 76)k a k,ag e l e
Shg =0.0338(Regf 8(Scg)om (2-77)

4 3
Para las velocidades efectivas de líquido y vapor, se toman en cuenta los ángulos de flujo,
las fracciones huecas y la película, que derivan de la geometría del empaque
Para la fase líquida, se usa un modelo de penetración con el tiempo de exposición basado
en el flujo a través del lado de corrugación del empaque (Fair et al. 1990). Así
\D iUi 1 nS
(2 -7 8 )
E l coeficiente de transferencia de masa para la fase vapor se obtiene de la siguiente
relación
=A,(d »U sPs]
08f \p,
d h { ) D ,p*)
X(2- 79)
E l modelo de Rocha, Bravo y Fair es complejo y requiere de métodos numéricos para su
solución

44
Las ecuaciones fundamentales para modelos basados en el equilibrio fueron publicadas por
Sorel (1893) Estas ecuaciones consistían de balances de materia total y por componentes
en las secciones de etapas de equilibrio tanto en el domo como en el fondo (platos teóricos),
incluyendo un condensador total y un rehervidor y sus correspondientes balances de energía
que consideraban las pérdidas de calor, mismas que son un factor importante para columnas
de destilación pequeñas. Sorel usaba datos gráficos de equilibrio de fases en lugar de
ecuaciones Debido a la complejidad del modelo de Sorel, este no fue muy aplicado A este
modelo se le adaptaron técnicas gráficas para la solución de sistemas binarios, primero por
Ponchon y después por Savarit (1921), quien usó un diagrama entalpia - concentración
Después (1925), aparece un método mucho más simple, pero menos riguroso, McCabe y
Thiele desarrollaron éste método con técnicas gráficas, quienes eliminaron los balances de
energía y supusieron que los flujos molares de vapor y de líquido permanecían constantes
de etapa a etapa de equilibrio excepto en la alimentación y corrientes laterales de la etapa
Este método gráfico sigue siendo muy aplicado hasta hoy para destilación binaria
Smokei (1938), asumió para destilación binaria no solo flujos molares constantes, sino
también una volatilidad relativa constante entre dos componentes Posteriormente, se
desarrollaron dos métodos numéricos iterativos par obtener una solución general del
modelo de Sorel para destilación de mezclas multicomponentes (1932) E l método de
Thiele-Geddes (1933) requiere de la especificación de un número de etapas de equilibrio,
de las cuales resulta la distribución de los componentes en el destilado y el residuo Con el
método de Lewis-Matheson (1932) se obtiene el número de etapas requeridas, la
localización del plato de alimentación para una relación de reflujo dada entre dos
componentes claves (Seider et al 1998).
Los métodos mencionados asumen que se alcanza el equilibrio en cada etapa, con respecto
a la transferencia de masa y de calor Excepto cuando la temperatura cambia
significativamente de etapa a etapa, la suposición de que la temperatura es igual para la fase
vapor y líquida saliendo de cada etapa sigue siendo aceptable Sin embargo, en muchas
aplicaciones industriales, la suposición del equilibrio con respecto a las composiciones de
2.3 M o d e lo de N o - E q u i l ib r io

45
las fases a la salida no es razonable En general, las fracciones molares de la fase vapor no
se relacionan con las fracciones molares de la fase líquida a la salida por valores
termodinámicos de K Debido a ésta limitación de los modelos basados en el equilibrio,
Lewis (1922), propuso el uso de una eficiencia global por etapa para convertir etapas
teóricas en etapas reales Desafortunadamente, datos expenmentales muestran que esta
eficiencia varía, dependiendo de la aplicación, alrededor de un 5 hasta un 120%
Un procedimiento preferido para el no-equilibrio con respecto a la transferencia de masa,
fue introducido por Murphree (1925), la cual incorpora 1a eficiencia de Murphree en la fase
vapor (Emv),¡
Esta ecuación considera lo siguiente
1 Las concentraciones de las corrientes de líquido y vapor en la entrada y salida de un
plato son uniformes
2 Mezclado completo del líquido fluyendo a través del plato
3 No hay resistencia a la transferencia de masa en la fase líquida
La aplicación de la eficiencia de Murphree, usando correlaciones empíricas ha demostrado
ser adecuada para mezclas binarias ideales y para mezclas multicomponentes cerca de la
idealidad Sin embargo las deficiencias de la eficiencia de Murphree para mezclas
multicomponentes no ideales fueron reconocidas por él mismo (Seider et al 1998)
2 .3 .1 M o d e lo R ig u r o s o B a s a d o e n V e lo c id a d e s p a r a D e s t i la c ió n
Para mezclas multicomponentes altamente no ideales, con componentes polares y sistemas
reactivos, la predicción y uso de eficiencias es particularmente difícil, esto se vería
reflejado en la operación de la columna En tales mezclas, es la transferencia de masa y no
el equilibrio lo que limita la separación
Los métodos de no-equilibrio fueron desarrollados al ver la dificultad de predecir la
eficiencia asumiendo el concepto de equilibrio entre etapas En lugar de esto, se aplicaron
(2-80)

46
fenómenos de transferencia para predecir las velocidades de transferencia de masa Las
velocidades de transferencias de masa son calculadas continuamente a lo largo de la
longitud de la columna y no en etapas discretas de equilibrio Este proceso es similar al
concepto de anidad de transferencia (Kister, 1992)
Krishna y Standart (1979) mostraron la posibilidad de aplicar teorías rigurosas para el
cálculo simultáneo de transferencia de masa y de calor en sistemas multicomponentes.
La viabilidad de esta técnica condujo al desarrollo por Krishnamurthy y Taylor (1985) al
primer modelo general basado en velocidades, el modelo fue empleado en columnas de
platos y empacadas para destilación en flujo a contracorriente
Este modelo aplica la teoría de la doble película de transferencia de masa, asumiendo el
equilibrio entre fases en la interfase de las dos fases, y considera flujo mezclado
perfectamente en cada plato. A pesar de que el modelo no requiere de eficiencias de platos
0 valores de HETP (altura equivalente de un plato teórico), se necesita de correlaciones
para evaluar los coeficientes de transferencia de masa y de calor para el tipo de platos o
empaques utilizados
El modelo fue extendido por Taylor, Kooijman y Hung (1994), este considera
1 Efectos de arrastre de líquido por el vapor y la oclusión de burbujas de vapor en el
líquido
2 Estimación del perfil de la presión en la columna
3 Permite eslabonar corrientes, y
4 Dispersión axial en columnas empacadas
Además, incluye un modelo de diseño que estima el diámetro de la columna para una
fracción especificada de inundación ó caída de presión
Los modelos basados en velocidad son implementados en programas de computo
incluyendo al RATEFRAC de Aspen Technology y Chemsep Release 3.1 (Seider y Henley,
1998)
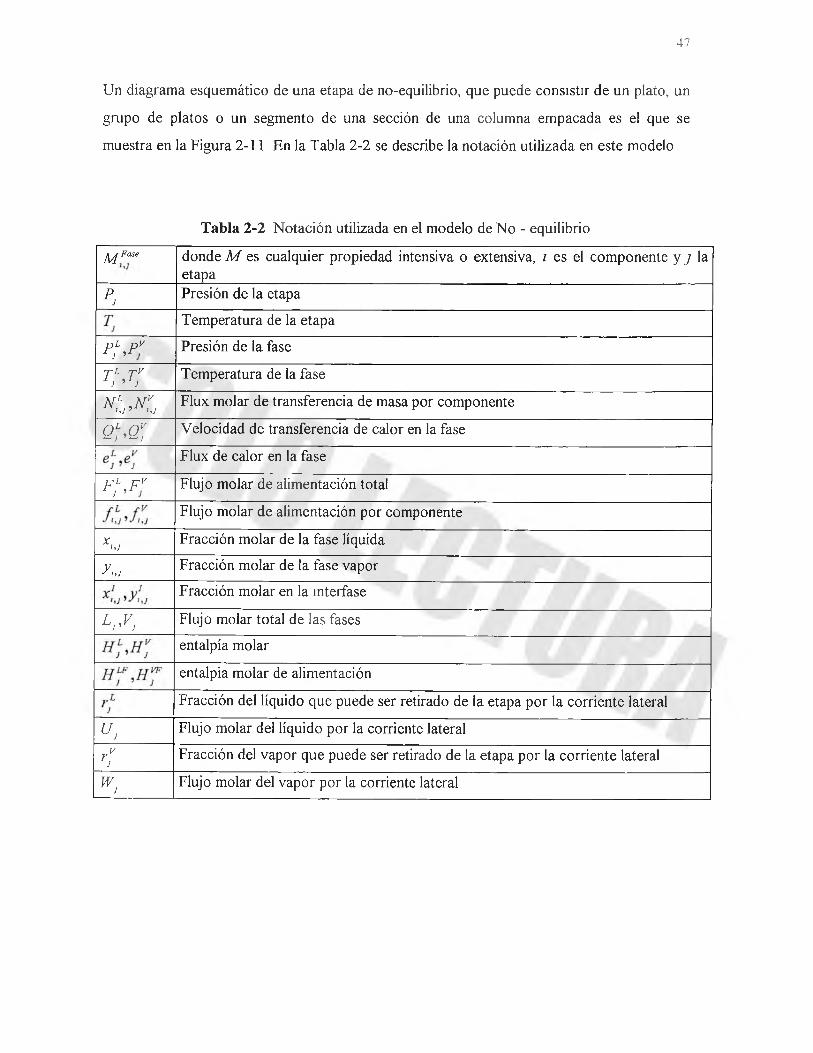
47
Un diagrama esquemático de una etapa de no-equilibrio, que puede consistir de un plato, un
grupo de platos o un segmento de una sección de una columna empacada es el que se
muestra en la Figura 2-11 En la Tabla 2-2 se describe la notación utilizada en este modelo
Tabla 2-2 Notación utilizada en el modelo de No - equilibrioM Fase donde M es cualquier propiedad intensiva o extensiva, i es el componente y j la
etapa
PJ Presión de la etapa
Temperatura de la etapap ^ p v Presión de la fase’j'L rr>V11 M; Temperatura de la fase
K ’K Flux molar de transferencia de masa por componente
Qj ’Q: Velocidad de transferencia de calor en la fase
Flux de calor en la faseF^ f v Flujo molar de alimentación total
Flujo molar de alimentación por componente
xm Fracción molar de la fase líquida
y ,j Fracción molar de la fase vapor
Fracción molar en la interfase
^ v, Flujo molar total de las fases
entalpia molar
entalpia molar de alimentación
Fracción del líquido que puede ser retirado de la etapa por la corriente lateral
u ] Flujo molar del líquido por la corriente lateral
>■: Fracción del vapor que puede ser retirado de la etapa por la corriente lateral
Wj Flujo molar del vapor por la corriente lateral

48
C irriuiL. latc.nl de vaporiVj A ----/•,v
Ijyvh )
Tl
H'i
Tm.U,
X,j¡
4-
Interfase
n S £Transferencia del vapor al liquido
L LNy ed
/vllV
Transferencia del hquido al vapor
EtapajZona de contacto entre el liquido y vapor
f tHj
Vj„
yu>i
H%ti
Tí
Comente lateral de liquido ► Uj
f " U
Figura 2-11 Modelo de no-equilibrio basado en velocidades
En el modelo basado en velocidades de transferencia, los balances de masa y energía
alrededor de la etapa de equilibrio son remplazados por balances separados para cada fase
en la etapa
Balance de materia por componente en la fase líquida
(1 + rJl )L l x ¡J ~ L r , x ¡ H - f £ - N ^ = 0
Balance de materia por componente en la fase vapor
Balance de energía en la fase líquida
( 2 -8 1 )
(2 -8 2 )
(2 -8 3 )
- i J

49
(1 + r')V,H'l - í t / , : ; V r +Qj +< = ° <2-84)V '-1
donde en la interfase, IE \ = e v} - e L} = 0 (2-85)
con las Ecs. (2-81) y (2-82) se obtienen las velocidades de transferencia de masa por
componente
X „ j - K = 0 (2-86)
K j - K j = 0 (2-87)
Las sumatorias de las fracciones molares de la fase líquida y vapor en la interfase son
Balance de energía en la fase vapor
I X -1 = 0 (2-88)
I X -1 = 0 (2-89)i-1
Una ecuación hidráulica para la caída de presión en la etapa esta dada por
í,.,-P,-(AP,)=0 (2-90)
en donde se asume que en la etapa hay equilibrio mecánico, así entonces
P L = P ^ = P (2-91)
E l equilibrio de fases para cada componente es expresado por la siguiente ecuación,
siempre y cuando se asuma que este sólo exista en la interfase de las fases
K i X j - y í j ^ 0 (2-92)

50
Porque solo C - 1 ecuaciones son escritas para las velocidades de transferencia de masa por
componente en las Ecs (2-86) y (2-87), el balance de materia total en la fase expresada en
términos de velocidades de transferencia de masa NTj, se puede adicionar al sistema las
siguientes ecuaciones'
+ 0 (2-93)1=1
(1 + r; )V, - V + Nrj = 0 (2-94)1=1
^ = 2 ^ (2-95)1=1
Las Ecs (2-81), (2-82), (2-86), (2-87), (2-93), (2-94) y (2-95) contienen términos de
velocidades de transferencia de masa por componente, estimados de contribuciones por
difusividad y volumen de flujo Para determinar el área interfacial y los coeficientes
binarios de transferencia de masa se utilizan ecuaciones empíricas, basadas en correlaciones
de datos experimentales de platos, empaques aleatorios y empaques estructurados Para el
caso más simple se asume que los flujos de las fases líquida y vapor son mezclados
perfectamente En el caso de una columna empacada con flujos a contracorriente, para las
fases líquida y vapor se simula sin dispersión axial
Las Ecs (2-83), (2-84) y (2-85) contienen términos de velocidades de transferencia de
calor Estas son estimadas por contribuciones de convección y entalpias de los flujos,
basadas en el área interfacial, temperatura promedio de las fuerzas impulsoras y
coeficientes de transferencia de calor por convección, estimados de la analogía de Chilton-
Coulburn para la fase vapor y la teoría de penetración de la fase líquida
Los valores de K de la Ec (2-92) son estimados de la misma ecuación de estado o modelos
de solución usados para los coeficientes de actividad con los modelos basados en el
equilibrio

51
El número total de ecuaciones independientes, para cada etapa de no-equilibrio, es 5C + 5,
como la listada en la Tabla 2-3 Estas ecuaciones se aplican para N etapas, esto es, Ne = N(5C + 5) ecuaciones, en términos de 7NC + J4N 1 variables Así el número de grados
de libertad estará dado por la siguiente expresión-
Ngl=Nv - Ne = (7NC + 14N + 1) - (5NC + 5N) = 2NC - 9N + J
Tabla 2-3. Resumen de las ecuaciones independientes del modelo basado en velocidades
Ecuación Número de ecuaciones(2 -81) C(2 - 82) C(2 - 93) 1(2 - 94) 1(2 - 83) 1(2 - 84) 1(2 - 85) 1(2 - 86) C - 1(2 - 87) C - 1(2 - 88) 1(2 - 89) 1(2 - 90) Opcional(2 - 92) C
Ecuaciones 5C + 5independientes
Las propiedades K¡j ,H jF,H lF,H': y H^ son obtenidas de correlaciones termodinámicas
en términos del remanente de variables independientes Las velocidades de transporte,
N ln , , eL} y ev} son obtenidas de correlaciones de transporte y propiedades físicas, en
términos del remanente de las variables independientes Las presiones en las etapas son
determinadas de las caídas de presión AP; , de la geometría de la etapa, de ecuaciones de
mecánica de fluidos y de propiedades físicas
Para una columna de destilación, es preferible especificar Of =0 y 0[ -0 En este caso,
Q¡ (velocidad de transferencia de calor del vapor en el condensador) y 0 { (Velocidad de
transferencia de calor del líquido en el rehervidoi) no son especificadas, pero en lugar de

esto, como en el caso de una columna con condensador parcial, L¡ (velocidad de reflujo) y
Ls (flujo en el fondo) son especificaciones sustituidas, las cuales son a veces referidas a
especificaciones estándares de destilación ordinaria.
2.3.2 Propiedades Term odinámicas y Expresiones para la Velocidad de
T ransporte
Los modelos basados en velocidades usan los mismos valores de K y correlaciones de
entalpias como en los modelos basados en el equilibrio. Sin embargo, los valores de K se
aplican sólo en el equilibrio en la interfase de las fases del vapor y del líquido en los platos
o empaques En general, la correlación para los valores de K, si son basados en una
ecuación de estado o un modelo de solución para el coeficiente de actividad, es una función
de la temperatura y composiciones de la fase e interfase y de la presión de la etapa. Las
entalpias son evaluadas sólo en las condiciones de las fases a la salida de la etapa. Para el
modelo basado en el equilibrio, el vapor está a la temperatura del punto de rocío y el
líquido está a la temperatura del punto de burbuja, donde ambas temperaturas son iguales a
la temperatura de la etapa Para el modelo basado en velocidades, el líquido es subenfriado
y el vapor es sobrecalentado
La exactitud de las entalpias y, particularmente, de los valores de K es crucial en los
modelos basados en el equilibrio Para los modelos basados en velocidades, se requiere de
predicciones exactas de velocidades de transferencia de calor y, particularmente de
velocidades de transferencia de masa Estas velocidades dependen de los coeficientes de
transporte, área interfacial y las fuerzas impulsoras (Seider y Henley, 1998)
La forma general para las velocidades de transferencia de masa por componente a través de
las películas de vapor y líquido, en una etapa ó segmento empacado, son como se muestra,
en donde se incluyen las contribuciones por difusión y convección
N ! ,= a ‘J ^ + y , ,N Ti (2-96)
S2
N l = a1 JL + Y Ní y , j j l j i j T ) (2-97)

53
donde aj es el área interfacial total para la etapa y Jf“e es el flux de difusión molar
relativo a la velocidad molar promedio para ambas fases (L ó V) Para una mezcla binaria,
estos fluxes, en términos de los coeficientes de transferencia de masa, están dados por:
(2-98)
( 2 - " )
donde cfbse es la concentración molar total, kfme es el coeficiente de transferencia de masa
para una mezcla binaria basada en una fracción mol de las fuerzas impulsoras, y los últimos
términos de las Ecs (2-98) y (2-99) son el significado de las fracciones mol de las fuerzas
impulsoras sobre la etapa Se asume que la dirección de la transferencia de masa es
positiva, siendo esta de la fase vapor a la fase líquida De la definición del flux molar de
difusión
0 (2-100)1=1
Para una mezcla multicomponente, la transferencia de masa es mucho más compleja que en
el caso binario Para un sistema multicomponente en genera! (1,2,. ..,C), los fluxes
independientes para los primeros C - 1 componentes están dados en un sistema matricial de
la siguiente forma
^ - / U (2 -1 0 1 )
J L =C¡\kLp ~ x L}prom (2-102)
donde J fase, {yv ~ y 1)prom y (x1 - x ! )pmm son columnas de vectores de dimensiones 1 y
Ja j es una matriz cuadrada de (C - 1) * (C - 1). E l método para determinar las fracciones
molares de las fuerzas impulsoras promedio depende de los patrones de flujo de las fases
vapor y líquida

54
La teoría más fundamental para difusión multicomponente es la de Maxwell y Stefan,
quienes aplicaron la teoría cinética de los gases Esta teoría es presentada, por conveniencia
en términos de coeficientes de velocidad, B, los cuales son definidos en términos de
difusividad reciproca, de la misma manera es conveniente determinar a \kfase\ de una
función reciproca de los coeficientes de transferencia de masa, R , definida por Krishna y
Standart Para un vapor considerado como gas ideal
[kK]= [r f ]”’ (2-103)
y para un líquido en solución no ideal
[k¿]=[R¿]"'[r¿] (2-104)
donde los elementos de RÍase en términos de las fracciones molares globales, zh son
f fV - i Z‘f 7 (2-105)íí / Jase -j i ja s e v /k<c {,! k<k
R¡-‘ = -z , t fase i fasV y ‘Q
(2-106)
donde / se refiere al y-esimo componente y no a la 7 -esima etapa y los valores de k son los
coeficientes de transferencia binarios obtenidos de las correlaciones de datos
experimentales
E l término [rL] es una matriz de (C - 1) * (C -1) de factores termodinámicos que corrigen
la no-idealidad, ya que algunas veces es necesaria una corrección en la fase líquida Cuando
se utiliza un modelo de solución para el coeficiente de actividad este término queda
definido por

Para un vapor no ideal, el término [rK] puede ser incluido. Pero esto raramente es
necesario Para cualquier fase, si se usa una ecuación de estado, la Ec (2-107) puede serA
reescrita sustituyendo el coeficiente de fugacidad para una mezcla <¡>t , por y ¡ . E l término
S:J es la delta de Kronecker, esta es igual a 1 si / = j y 0 si son diferentes E l factor
termodinámico es requerido porque, generalmente es aceptado que es el gradiente del
potencial químico antes que la fracción mol o gradiente de concentración lo que lleva a las
fuerzas impulsoras hacia la difusión (Seider y Henley, 1998)
Las Ecs (2-105) y (2-106) requieren de coeficientes de transferencia de masa. En muchas
aplicaciones de los modelos basados en velocidades, los coeficientes de transferencia de
masa se estiman de correlaciones empíricas de datos experimentales para diferentes
dispositivos de contacto Para columnas de platos, se han publicado correlaciones por
Harris (1965), Hughmark (1965), Zuiderweg (1982), Chan y Fair (1984), entre otras.
Para empaques aleatorios, las correlaciones para los coeficientes de transferencia de masa y
densidad de área interfacial han sido publicadas por Onda, Takeuchi y Okumoto (1968) y
Bravo y Fair (1982) Para empaques estructurados, están disponibles las correlaciones
empíricas de Bravo, Rocha y Fair (1985) para empaques de malla de alambre
Los coeficientes de transferencia de calor para la película de vapor se estiman por Chilton-
Colburn

56
2.4.1 Platos
Las columnas de platos son cilindros verticales, en donde el líquido y el gas se ponen en
contacto para obtener un buen mezclado entre las fases y proporcionar el necesario
desprendimiento de vapor y liquido entre etapas, el medio de contacto con que logra esto se
denominan platos o charolas.
E l líquido entra en la parte superior del plato y fluye en forma descendente por gravedad. E l
efluente líquido fluye a través de cada plato por medio de un conducto llamado bajante
hacia el plato inferior. E l conducto de bajada proporciona un volumen suficiente y un
tiempo de residencia bastante grande, de modo que el liquido se libera del vapor arrastrado
antes de alcanzar el fondo y entrar al siguiente plato
El gas pasa hacia arriba, a través de los orificios en el plato, entonces burbujea en el líquido
para formar espuma, se separa de la espuma y pasa al plato superior E l efecto global es un
contacto múltiple a contracorriente entre el vapor y el líquido, aunque cada plato se
caracteriza por un flujo transversal de los dos Cada plato en la columna es una etapa,
puesto que sobre el plato se ponen los fluidos en contacto intimo, ocurre la difusión
interfacial y los fluidos se separan
2.4 .1.1 P latos Perforados
Es el tipo más sencillo de plato, mostrado esquemáticamente en la Figura 2-12, que consiste
en una plancha mecánica con orificios de 3 a 12 milímetros, espaciados de forma regular.
Inicialmente no fueron muy aceptados pero su bajo costo ha hecha que se conviertan en los
platos más importantes.
La parte principal del plato es una hoja horizontal metálica perforada y transversal al flujo
del líquido E l gas pasa en forma ascendente a través de las perforaciones, es dispersado por
las perforaciones, expande al líquido en una espuma turbulenta, que se caracteriza por una
superficie interfacial muy grande con respecto a la transferencia de masa Los platos están
sujetos a inundaciones, debido a la elevación del líquido en los vertederos o a un excesivo
arrastre del liquido en el gas por espumado
2 .4 T ip o d e C o n ta c to re s

57
V e r t e d e r o
Area activa (perforaciones)
Derramaderos
Figura 2-12. Esquema de un plato perforado
Generalmente, se utilizan diámetros de los orificios de 3 a 12 mm (1/8 a 1/2 pulgada) y con
más frecuencia de 4 5 mm (3/16 pulgada) con patrones de arreglos triangulares o
cuadrados, aún cuando han resultado útiles orificios tan grandes como 25 mm Para la
mayoría de las instalaciones se utiliza acero inoxidable u otra aleación perforada, en lugar
de acero al carbón, aunque esto depende de la resistencia a la corrosión Ordinariamente, el
espesor de la hoja es un medio del diámetro del orificio para acero inoxidable y menor en
un diámetro para acero al carbón En la Tabla 2-4 se muestra una lista de valores típicos
Las perforaciones se distribuyen en el plato en forma de un triángulo equilátero con
distancias de 12 mm entre los centros de los orificios
Tabla 2-4 Diámetro del orificio y espesor del plato
Diámetro cel orificioEspesor del pial
oriíto / diámetro del icio
[mm] [pulgadas] Acero inoxidable Acero al carbón3 1/8 0 65
4 5 3/16 0 436 1/4 0 329 3/8 0 22 0 512 1/2 0 16 03815 5/8 0 17 0 318 3/4 0 11 0 25

58
Las profundidades del líquido no deben ser menores de 50 mm (2 pulgadas), para asegurar
una buena formación de espuma, se han utilizado profundidades de 150 mm (6 pulgadas),
pero 100 mm es un máximo común
2.4 .1.2 Platos de C am panas
En estos platos, chimeneas o elevadores llevan el gas a través del plato y por debajo de las
campanas que coronan los elevadores Una serie de ranuras están cortadas en el bordo de
cada campana, y el gas pasa a través de éstas para ponerse en contacto con el líquido que
fluye a través de las mismas La profundidad del líquido es tal que las campanas están
cubiertas o casi cubiertas. Las campanas de borboteo se colocan sobre el plato de forma
similar a la mostrada para los agujeros de los platos perforados Estos ofrecen la ventaja de
que pueden manejar rangos muy amplios de flujos del líquido y del gas Una desventaja es
que su costo es elevado, el cual es aproximadamente el doble que el de los platos
perforados En la Figura 2-13 se proporciona un dibujo esquemático de una campana de
borboteo
Campana Placa m óvil
FluJ ° de vaporvapor
(a) (b)
Figura 2-13 Esquema de un plato con campanas, (a) Campana de borboteo, (b) Campana
de válvula
Existe otro dispositivo de amplio uso llamado campana de válvula La placa móvil de la
campana de válvula se mantiene por la cantidad de movimiento del vapor ascendente A
altas velocidades de vapor la placa móvil está completamente abierta, mientras que a
velocidades de vapor más bajas está parcialmente o completamente bajada De esta forma

59
la velocidad lineal de salida del vapor en el líquido desde la parte inferior de la placa móvil
es más o menos independiente de la cantidad total de vapor que está siendo manejada por la
columna Por consiguiente, las campanas de válvulas proporcionan un buen mezclado
vapor-líquido en un amplio intervalo de condiciones de flujo de la columna La eficiencia
de los platos parece ser aproximadamente la misma que la de los platos perforados con
orificios de 6 mm
2.4.1.3 E spaciam iento entre Platos
Es espaciamiento entre platos se elige en base a la facilidad para la construcción,
mantenimiento y costo; posteriormente se verifica para evitar cualquier inundación y
arrastre excesivo del líquido en el gas. Para casos especiales en que la altura de la columna
es de importancia, se han usado espaciamientos de 15 cm (6 pulgadas) Para todos los
diámetros, excepto para los diámetros más pequeños de la columna, es posible que 50 cm
(20 pulgadas) es un mínimo aceptable desde el punto de vista de la limpieza de los platos
En la Tabla 2-5 se muestran algunos valores recomendados
Tabla 2-5 Espaciamiento de los platos
Diámetro de la columna Espaciamiento de la columna[m] ÍFtl fml [Pulgadas]
1 - menos 4 - menos 0 5 201 -3 4 - 1 0 0 6 243 - 4 10- 12 0 75 304 - 8 12-24 0 9 36
2.4.1.4 V ertederos y D erram aderos
El líquido se lleva de un plato al siguiente mediante los vertederos, en la Figura 2-14 se
muestran estos accesorios de los platos Estos pueden ser tuberías circulares o, de
preferencia, simples partes de la sección transversal de la columna eliminadas para que el
liquido fluya Puesto que el líquido se agita hasta formar una espuma sobre el plato, debe
permitirse que permanezca un tiempo adecuado en el vertedero para permitir que el gas se
separe del líquido, de tal forma que sólo entre líquido claro al plato inferior E l vertedero
debe colocarse lo suficientemente cerca del plato inferior como para que se una al líquido

60
en ese plato, así evitar que el gas ascienda por el vertedero para acortar el camino hacia el
plato superior
La profundidad del líquido sobre el plato, requerida para el contacto con el gas, se mantiene
mediante un derramadero, que puede ser o no una continuación del plato de descenso Los
derramaderos rectos son los más comunes; los derramaderos de ranuras múltiples en V
mantienen una profundidad del líquido que es menos sensible a las variaciones en el flujo
del líquido y en consecuencia, también al alejamiento del plato de la posición nivelada
Con el fm de asegurar una distribución razonable uniforme del flujo del líquido en un plato
de un paso, se utiliza un diámetro de derramadero de 60 a 80% del diámetro de la columna
Figura 2-14 Esquema de un plato con vertedero y derramadero
2.4.1.5 Flujo del Líquido
En la Figura 2-15 se muestran varios de los esquemas que se utilizan comúnmente para
dirigir el flujo del líquido sobre los platos E l flujo invertido puede utilizarse en columnas
relativamente pequeñas, pero hasta ahora el arreglo más común es el del plato de flujo
transversal de un solo paso Para columnas de diámetro grande, puede utilizarse un flujo
dividido o de doble paso, aunque se debe tratar de utilizar el palto de flujo transversal
debido a su menor costo Los platos equipados con capuchas, que requieren que el líquido
fluya grandes distancias, llevan a gradientes indeseables de profundidad del líquido Para

61
columnas con diámetros muy grandes que contienen este tipo de platos, se han utilizado
diseños de flujo en cascada con diferentes niveles, cada uno de los cuales posee su propio
derramadero, pero su costo es considerable. En la Tabla 2-6 se muestra una guía tentativa
para la selección del tipo de flujo en base al gasto liquido que fluye por el plato.
Figura 2-15 Flujos en los platos, (a) Flujo invertido, (b) Flujo cruzado, (c) Flujo en doble paso y (d) Flujo doble paso en cascada
Tabla 2-6. Selección tentativa del tipo de flujo
Diámetro de la columnaFlujo
invertidoFlujo
cruzadoFlujo en
doble pasoFlujo doble paso
en cascada
[Fts] [metros] Gasto [ litros / seg ]oJ 0 915 0 - 2 2 - 12 54 1 22 0 - 2 5 2 5 - 2 06 1 83 0 - 3 3 - 2 5 25-458 2 44 0 - 3 3 - 3 0 30 -5 010 3 05 0 - 3 3 - 3 0 30-55 55 -9 012 3 66 0 - 3 3 - 3 0 30-65 65 - 10015 4 57 0 - 3 3 -30 30 -70 70-11520 6 10 0 - 3 3 -30 30 - 70 70-125

62
2 .4 .1 .6 C a p a c id a d y E f ic ie n c ia d e C o n t a c t o
El número de platos teóricos o etapas en el equilibrio en una columna sólo depende de o
complicado de la separación que se va a llevar a cabo y sólo está determinado por el
balance de materia y las consideraciones acerca del equilibrio. La eficiencia de la etapa o
plato y por lo tanto, el número de platos reales se determina por el diseño mecánico
utilizado y los condiciones de operación Por otra parte, el diámetro de la columna depenae
de las cantidades de líquido y vapor que fluyen a través de la columna por unidad de
tiempo Una vez que se ha determinado el número de etapas en el equilibrio o platos
teóricos requeridos, el problema principal en el diseño de la columna es escoger hs
dimensiones y arreglos que representaran la mejor combinación de varias tendencias
opuestas, en efecto, por lo general las condiciones que llevan a elevadas eficiencias ce
platos también conducen finalmente a dificultades en la operación
Con el fin de que la eficiencia de etapas o platos sea elevada, el tiempo de contacto debe s r
laigo (de tal forma que se permita que suceda la difusión) y la superficie interfacial enre
las fases debe ser grande; además, se requiere que la turbulencia sea de intensidad
relativamente alta para obtener elevados coeficientes de transferencia de masa Con el ¿a
de que el tiempo de contacto sea prolongado, la laguna líquida sobre cada plato debe ser
profunda, de tal modo que las burbujas de vapor tarden un tiempo relativamente largo para
ascender a través del líquido Cuando el vapor se burbujea lentamente a través de :>
orificios del plato, las burbujas son grandes, la superficie interfacial por unidad de volumen
de vapor es pequeña, el líquido está relativamente tranquilo sin mostrar turbulencia y gran
parte del mismo puede pasar sobre el palto sin siquiera haberse puesto en contacto con el
vapor Por el contrario, cuando la velocidad del vapor es relativamente elevada, se dispersa
totalmente en el líquido, el cual a su vez es agitado hasta formar una espuma Eso
proporciona áreas interfaciales grandes Por lo tanto, para que los platos sean de eficienca
elevada, se requieren lagunas profundas del líquido y velocidades relativamente elevadas
del vapor
Sin embargo, estas condiciones provocan varias dificultades Una dificultad es la entraca
mecánica de gotas del líquido en la corriente ascendente del vapor A velocidades elevacas
del vapor, cuando el vapor se desprende de la espuma, pequeñas gotas de liquido se^n
arrastradas por el vapor al plato superior El líquido acarreado en esta forma hacia la pa~e

63
supenor de la columna, reduce el cambio de concentración que se realiza mediante la
ti ansferencia de masa y, en consecuencia, afecta la eficiencia del plato De esta manera, la
velocidad del vapor puede limitarse por la reducción en la eficiencia del plato debida al
arrastre de líquido en forma de gotas
Más aún, tanto las profundidades elevadas del líquido como las velocidades elevadas del
vapor producen una caída elevada de presión del vapor cuando éste fluye a través del plato,
esto a su vez acarrea varias dificultades En el caso de la destilación, la presión elevada en
el fondo de la columna crea altas temperaturas de ebullición, lo que a su vez ocasiona
dificultades en el calentamiento y, posiblemente daños a compuestos sensibles al calor
Finalmente, aparecen dificultades puramente mecánicas. La caída alta de presión puede
llevar directamente a inundaciones Con una diferencia elevada de presión en el espacio
entre platos, el nivel del líquido que abandona un plato a presión relativamente baja y entra
a otro plato con presión alta, necesariamente debe ocupar una posición elevada en las
tuberías de descenso A l aumentar la diferencia de presión debido al aumento en la rapidez
de flujo del vapor o del líquido, el nivel de la tubería de descenso aumentará más aún para
permitir que el líquido entre en el plato inferior Finalmente, el nivel líquido puede alcanzar
al plato superior Un incremento mayor, ya sea en el flujo del vapor o del líquido, agra\ a
rápidamente la condición, y el líquido puede llenar todo el espacio entre los platos
Entonces, la columna queda inundada, la eficiencia de los platos disminuye a un valor muy
bajo, el flujo de vapor es errático y el líquido puede forzarse hacia la tubería de salida en la
parte superior de la columna
Para combinaciones de vapor-líquido que tienden a formar espumas en forma excesiva, las
velocidades elevadas del vapor pueden acarrear la condición de arrastre por espuma, que
también es una situación indeseable En este caso, la espuma persiste en todo el espacio
entre los platos y una gran cantidad de líquido es acarreada por el vapor de un plato a otro
superior Esta es una condición exagerada de entrada del líquido al vapor E l líquido
acarreado de esta forma recircula entre los platos, y la carga adicional de líquido aumenta
de tal manera la caída de presión del vapor que causa inundación
Pueden resumirse estas tendencias opuestas como sigue La profundidad elevada del líquido
en los platos proporciona eficiencias de paltos elevadas mediante tiempos largos de

64
contacto, pero también causa una caída de presión alta por plato Las velocidades elevadas
del vapor, dentro de los límites razonables, proporcionan buen contacto vapor-líquido
mediante dispersión excelente, pero ocasionan excesiva entrada del líquido al vapor y una
caída alta de presión A muy baja rapidez del líquido, el vapor ascendente a través de los
orificios del plato puede empujar el líquido hacia afuera y es malo el contacto entre el vapor
y el líquido Si el flujo del vapor es muy bajo, parte del líquido caerá a través de los
orificios del plato, a causa de este lloriqueo se fracasará en obtener el beneficio del flujo
completo sobre los platos; además a flujo muy lento del vapor, nada del líquido alcanzará
las tuberías descendentes. Las relaciones entre estas circunstancias se ilustran en la Figura
2-16 Todos los platos están sujetos a algunas de estas dificultades Los diferentes arreglos,
dimensiones y condiciones de operación que se escogen para el diseño son aquellos que,
según han demostrado la experiencia, establecen un término medio adecuado El
procedimiento general de diseño involucra una aplicación relativamente empírica de esos
factores, seguida por un cálculo de verificación para asegurar que sean satisfactorias la
caída de presión y la flexibilidad, es decir, la habilidad de la columna para manejar
cantidades de flujo mayores o menores que las previstas
3sr*ó3-o*T3OO<u
Flujo dcl gas
excesivo
Figura 2-16 Características de operación de los platos

65
2.4.2 Empaque A leatorio
Como se mencionó en el Capítulo 2 2, también es posible utilizar dispositivos diferentes de
las columnas de platos para conseguir productos de alta pureza en sistemas vapor-líquido
Un ejemplo es una columna empacada mostrada en la Figura 2-17 La columna empacada
se llena con algún tipo de sólidos divididos, cuya forma proporciona una gran área
superficial. E l líquido desciende sobre la superficie de los sólidos, y está expuesta al vapor
que asciende a través de los canales libres no ocupados por el empaque o el líquido
Dentro de una columna empacada no existen etapas discretas o identificables que
proporcionen un equilibrio del líquido y el vapor Sin embargo, es importante constatar que
la operatividad de la columna de platos no se basa sobre el alcance del equilibrio entre las
dos corrientes que abandonan una etapa. Sólo es necesario que exista algún intercambio de
masa entre las fases; este intercambio de materia será tal que acerque lo más posible las dos
fases al equilibrio Un gran número de etapas que proporcionen un equilibrio parcial
realizará la misma separación global que un número más pequeño de etapas que
proporcionen un equilibrio completo
— ►
Plato distribuidor
Sección empacada
^ Plato de soporte
Plato distribuidor
^ Sección empacada
*<---- Plato de soporte
Figura 2-17 Columna empacada

66
Los empaques aleatorios o al azar son aquellos que simplemente se arrojan en la columna
durante la instalación y que se dejan caer en forma aleatoria Los tipos más comunes se
muestran en la Figura 2-18 Según se muestra, los anillos Raschig son cilindros huecos,
cuyo diámetro va de 6 a 100 mm (1/4 a 4 pulgadas) o más. Pueden fabricarse de porcelana
industrial, que es útil para poner en contacto la mayoría de los líquidos, con excepción de
álcalis y ácido fluorhídrico, de carbón, que es útil, excepto en atmósferas altamente
oxidantes, de metales o de plásticos.
Los empaque de hojas delgadas de metal y de plástico ofrecen la ventaja de ser ligeros,
pero al fijar los límites de carga se debe prever que la columna pueda llenarse
inadvertidamente con el líquido Los anillos de Lessing y otros con particiones internas se
utilizan con menos frecuencia Los empaques con forma de silla de montar, los de Berl e
Intalox y sus variaciones se pueden conseguir en tamaños de 6 a 75 mm (1/4 a 3 pulgadas),
se fabrican de porcelanas o plásticos. Los anillos de Pall, también conocidos como
Flexirings, anillos de cascada y, como una variación los Hy-pack, se pueden obtener de
metal o de plástico Los Tellerettes y algunas de sus modificaciones se pueden conseguir en
metal y plástico Generalmente, los tamaños más pequeños de empaques al azar ofrecen
superficies específicas mayores (y también mayores caídas de presión), pero los tamaños
mayores cuestan menos por unidad de volumen A manera de orientación muy general los
tamaños de empaques de 25 mm o mayores se utilizan para un flujo de vapor de 250 lts/seg,
50 mm o mayores para un flujo de vapor de 1000 lts/seg Durante la instalación, los
empaques se vierten en la columna, de forma que caigan aleatoriamente, con el fin de
prevenir la ruptura de los empaques de cerámica o carbón, la columna puede llenarse
inicialmente con agua para reducir la velocidad de caída
El empaque de la columna debe ofrecer las siguientes características
1 Proporcionar una superficie interfacial grande entre el líquido y el vapor La superficie
del empaque por unidad de volumen de espacio empacado ae debe ser grande, pero no
en el sentido microscópico (porosidad) La superficie específica de empaque ae es casi
siempre más grande que la superficie interfacial líquido-vapor

67
2 Poseer las características deseables del flujo de fluidos Esto generalmente significa que
el volumen fraccionario vacío s, o fracción de espacio vacío, en el lecho empacado
debe ser grande E l empaque debe permitir el paso de grandes volúmenes de fluido a
través de pequeñas secciones transversales de la columna, sin recargo o inundación,
debe ser baja la caída de presión del vapor. Más aún, la caída de presión del vapor debe
ser principalmente el resultado de la fricción pelicular, si es posible, puesto que es más
efectivo que formar arrastres al promover valores elevados de los coeficientes de
transferencia de masa.
3 Ser químicamente inerte con respecto a los fluidos que se están procesando.
4 Ser estructuralmente fuerte para permitir el fácil manejo y la instalación.
E l uso de factores de empaques se estableció dentro de los conceptos de diseño para la
evaluación de columnas empacadas. Este factor es una característica única de cada tipo y
tamaño de empaque A pesar de que estos factores pueden determinarse por cálculos a
partir de sus características físicas, generalmente para mayor precisión estos se determinan
experimentalmente
Estos factores son solo válidos para partículas discretas de cada tipo de empaque y sus
valores varían dependiendo de cómo se instalan en la columna. En otras ocasiones sólo es
necesario cambiar el tamaño ó tipo del empaque para modificar la capacidad y eficiencia
de contacto de una columna existente
2.4.2.1 D istribución del Líquido
La importancia de la adecuada distribución del líquido en la parte superior de la sección
empacada, es para utilizar la mayor área posible del empaque, ya que el empaque seco no
es efectivo para la transferencia de masa Se pueden utilizar diferentes dispositivos para la
distribución del líquido Los aspersores no se recomiendan, porque generalmente provocan
que mucho líquido sea arrastrado en el vapor Puede utilizarse un plato de distribución
equipado con tubos que distribuyan al liquido en casi toda la sección transversal de la
columna

68
Empaques de pnmeiá generación
(Pe lle ts )
Empaques de segunda generación
Figura 2-18 Algunos empaques aleatorios
Anillos Nutter
S ille ta super In ta lo \ Silletas Sllieta Anillos Pal!
Inta lox SuPer Berl
Empaques de tercera generación
Tripacks
2.4.2.2 Inundación
E l fenómeno se refiere a la aptitud de las dos fases para fluir en cantidad suficiente, en
direcciones opuestas una de otra dentro de los confines del equipo de contacto Si se
considera una columna empacada de flujo en contracorriente, se observa que la fase vapor
ascenderá a través de la columna debido a! empuje de una diferencia de presión necesaria
para vencer las pérdidas por rozamiento frente al empaque y el líquido descendente El

69
líquido debe descender frente a esta diferencia de presión gracias al empuje de la fuerza de
gravedad Generalmente una columna empacada se diseña u opera de modo que
proporcione una cierta razón de flujo de fases, es decir un L/V (líquido/vapor) fijado,
correspondiente a una razón de reflujo ajustada en destilación Para una columna de
diámetro dado, a medida que los caudales aumentan, la caída de presión del vapor
aumentará debido a un mayor rozamiento frente al empaque y el líquido descendente. En
algún punto la caída de presión llegará a ser tan grande que igualará la carga de gravedad
para el flujo del líquido En este punto el líquido no puede descender a través del empaque
a un caudal igual al caudal de alimentación deseado. Como resultado, se forma una capa de
líquido por encima del empaque y el flujo de vapor se reduce seriamente y circula a oleadas
con respecto al tiempo. La columna se ha hecho inestable y no puede manejar los caudales
de alimentación Se necesita una columna de diámetro mayor.
Para tener en cuenta las variaciones inevitables en los caudales y proporcionar alguna
capacidad extra, las columnas en contracorriente se diseñan normalmente para operar a un
50 a 80% de su límite de inundación Una velocidad demasiado baja requerirá una columna
más cara y puede provocar caminos preferenciales de las fases, lo que dará un contacto
inefectivo entre las mismas
2.4.2.3 C aída de Presión
Otro factor estrechamente relacionado con la capacidad es la caída de presión dentro del
equipo de contacto Esta caída de presión necesitará generalmente trabajo de bombeo o
compresión en algún punto exterior del equipo de separación La caída de presión no puede
exceder la presión total Existe una correlación para evaluar la inundación y caída de
presión para columnas empacadas al azar en flujo a contracorriente Leva (1954) y Van
Winkle (1967) Adviértase que la caída de presión empieza a crecer más rápidamente con el
aumento del flujo de vapor en la zona de carga y aumenta más rápidamente cuando se
alcanza la inundación

70
2.4.3 Empaque Estructurado
Los empaques estructurados o empaques de alta eficiencia, consisten en un conjunto de
hojas de metal o plástico paralelas, perforadas y corrugadas colocadas en un cilindro como
si fuese tela, de tal forma que permiten que el flujo del líquido pueda ser distribuido por
todas las partes de la superficie, además de contar con canales por donde fluye el vapor Las
hojas están diseñadas para provocar una alta turbulencia y mejoran la distribución del
líquido sobre su superficie La forma particular de estos empaque hace posible obtener altas
áreas específicas (250 m2/m3 o 500 m2/'mJ) en los empaques más comúnmente usados
Las ventajas que ofrecen este tipo de empaques, son las de una menor caída de presión
para el vapor sin sacrificar la eficiencia de separación, manejar un flujo mayor, una
superficie interfacial grande de líquido y vapor en contacto y además poseen buenas
características de transferencia de masa, generalmente a expensas de una instalación más
costosa que la necesaria para los empaques aleatorios E l alto costo por unidad de volumen
inicialmente fue una desventaja, sin embargo, al ser comparado con empaques aleatorios
estos proporcionan una alta eficiencia
Otra característica favorable de los empaques estructurados, reportado en \ arias
publicaciones, es que, si se instalan cuidadosamente, estos empaques hacen posible reducii
los problemas de mala distribución del líquido que frecuentemente son observados en
camas de empaques convencionales
E l empaque Sulzer BX es el más utilizado y frecuentemente el más mencionado en la
literatura, sus dimensiones no son comparables con los demás empaques, este esta
fabricado de malla de alambre, mientras que los demás son de hojas metálicas
2.4.3.1 G eom etría
Un diagrama de la geometría típica del empaque estructurado se muestra en la Figura 2-19
La relación B/h, S/h y el ángulo de corrugación formado por S y B, definen la geometría del
canal de flujo y la zona de contacto líquido-vapor El ángulo de corrugación varía de 28 a
60° En algunos empaques, los lados del triángulo de la Figura 2-19 están redondeados esto
con la finalidad de reducir la fricción y prevenir la concentración de líquido en las esquinas
Las corrugaciones están inclinadas con respecto al eje de la columna Los canales de flujo
están inclinados a un ángulo de 45° a 60° de la horizontal

71
S Longitud del lado corrugado del canal h Altura del canal B Base del canal
(a) (b)
Figura 2-19 Geometría de los empaques estructurados, (a) Sección transversal del canal,
(b) Hojas corrugadas
2.4.3.2 Inundación
La primera consideración para el dimensionamiento de la columna es el diámetro
requerido Esta dimensión es basada en el uso de algunos acercamientos prudentes al
diámetro mínimo (representada por una condición de inundamiento para cargas de vapor y
líquido especificadas) El acercamiento a la inundación está usualmente en términos de la
velocidad superficial para un líquido dado Así, para una velocidad de inundación de 1 5
m/s, se considera un 67% de inundación aproximadamente para una velocidad de diseño de
1 0 m/s
Observaciones en la inundación o cerca de la inundación han mostrado tres características
en la operación de la columna con un incremento relativamente pequeño en la velocidad
del vapor, se obtiene un rápido incremento de la caída de presión (inundación hidráulica), la
eficiencia disminuye rápidamente (limitación a la transferencia de masa) y en general
carece de estabilidad la operación de la columna Estas condiciones no ocurren
necesariamente a la misma carga de líquido y vapor, es un hecho, que con empaques
estructurados la limitación a la transferencia de masa generalmente procede de la
inundación hidráulica tanto como del incremento de las cargas Por esta razón, la limitación
a la transferencia de masa se usa aquí, porque es la responsable de obtener diseños
razonables y confiables de ¡as eficiencias de transferencia de masa

72
2.4.3.3 C aída de presión
Empaques con grandes áreas interfaciales han permitido realizar la transferencia de masa
con una pequeña perdida de presión Hace algunos años, se describieron en la literatura
modelos para la caída de presión para camas de empaques irrigados Muchos de estos se
han desarrollado a partir de empaques aleatorios, no obstante, han sido adaptados en
algunos casos a empaques estructurados, pero con muchos resultados confusos.
2.4.3.3.1 M odelo de Bravo-Rocha-Fair (1985)
Este modelo fue desarrollado específicamente para empaques estructurados La ecuación
para predecir la caída de presión es
A P = 0.171 +92.7Ü e ~
U2 A'P *
11 - C F r
0 05 (2-108)
Este modelo se aplica en la región abajo del punto de carga, y no puede predecir el punto de
inundación porque no incluye efectos de velocidad de vapor sobre la retención líquida Esto
ha sido validado con datos experimentales de aire-agua
2.4.3.3.2 M odelo de Stichlm air-Bravo-Fair (1989)
Este modelo fue desarrollado en conjunto por grupos de investigadores de la Universidad
de Essen y la Universidad de Austin Texas Una base significable de datos de inundación y
caída de presión, disponibles en la literatura para empaques aleatorios y estructurados se
usaron para la validación de este modelo
La ecuación para predecir la caída de presión es
AP,
A P =
r - f ¡ \< \ - s AP
1 + 20 ^ ~ c )8V L Pis^
(2+C)
1_ \
f
1 + 2 0AP
Zfhg
-.2 \(2-109)

La Ec (2-109) es implícita en la caída de presión requiriendo un proceso iterativo para su
cálculo E l modelo considera los efectos de velocidad de vapor sobre la retención líquida y
así lo hace aplicable dentro de la región de carga. Fue validado para una amplia variedad de
empaques usando datos tomados de sistemas de aire-agua. Algunos datos de destilación
fueron utilizados E l modelo sirve para trabajar mejor con empaques aleatorios y para
empaques estructurados muestran largas desviaciones.
E l modelo de capacidad, se puede derivar de la Ec. (2-109), derivando la caída de presión
respecto a la velocidad del gas (a velocidad constante del líquido) igual a infinito y resolver
para la caída de presión en el punto de inundación La Ec. (2-109) subsecuentemente puede
ser usada para determinar las velocidades de inundación apropiadas. Una combinación
particular de la velocidad del gas y la caída de la presión existe para cada velocidad del
liquido en el punto de inundación, y la caída de presión en el punto de inundación no es
necesariamente constante para cada par de velocidades de inundación del gas y líquido La
Ec (2-111), describe la caída de presión en el punto de inundación y puede ser la base para
un modelo de capacidad cuando se usa en combinación con la Ec (2-109)
402 + c^
PiSJf1 s + hr 1 + 20f A P V
18 6hn£ - hr 1 + 20
/ \2 A P
\PiS j f
= 0 (2-111)
Subíndice/ , indica condiciones de inundación
2.4.3.4 La C aída de Presión en el Punto de Inundación
Como se mencionó, algunos métodos para la estimación de la capacidad de un empaque, se
basa en la aceptación de que la inundación ocurre a la misma caída de presión
independientemente del tamaño del empaque, flujos relativos y propiedades físicas Un

74
buen ejemplo de esta declaración por Spiegel et al (1987), para empaques estructurados de
tipo corrugado, en particular el Mellapack, alcanza su capacidad maxima a una caída de
presión constante en 1000 N/rrf Estos autores establecen que este valor de caída de presión
corresponde a un 90 - 95% del punto de inundación real Este acercamiento tiene
considerables ventajas prácticas cuando se realiza la determinación experimental de la
capacidad máxima, porque ésta da una variable perfectamente definida y medida que puede
ser usada como criterio para la capacidad No obstante, la generalización puede ser
peligrosa porque es posible que la inundación pueda ocurrir a caídas de presión abajo de
este máximo arbitrario, especialmente a altas relaciones líquido/vapor (Fair et al 1990).
2.4.3.5 Retenci ón Líquida
La retención líquida es el líquido presente en los espacios huecos del empaque En la
inundación todos estos huecos están llenos de líquido Una retención líquida razonable, es
necesaria para una buena transferencia de masa y una eficiente operación de la columna,
pero más allá de esto, esta debería mantenerse baja Una alta retención líquida, incrementa
la caída de presión y el drenado de la columna La retención líquida total es la suma de dos
contribuciones la retención líquida estática y la retención líquida dinámica E l efecto de las
velocidades del líquido y del vapor sobre la retención liquida dinámica se muestra en la
Figura 2-20
Figura 2-20 Efecto de la velocidad superficial sobre la retención líquida del empaque

75
En el regimen de la precarga, la retención es esencialmente independiente del flujo de
vapor, pero es una fuerte función de la velocidad del liquido y del tamaño del empaque
Empaques de tamaño pequeño y a altas velocidades del líquido tienden a tener más
retención líquida Arriba del punto de carga la retención se incrementa y también depende
de la velocidad del gas Entre los puntos de carga e inundación se incrementa rápidamente a
medida que la velocidad del gas aumenta La región donde hay una influencia de la
velocidad del gas es comúnmente conocida como región de carga
2.4,3,6 E ficiencia en Columnas Em pacadas
En la Figura 2-21, se muestra una variación típica de la eficiencia de la columna (HETP)
cuando la velocidad del vapor se incrementa con una relación constante L/V A la izquierda
de! punto “A ” se encuentra la región de mala distribución de la fase líquida A bajas
velocidades del líquido, la irrigación de la cama es pobre, dando una eficiencia pobre En la
región A-B, se tiene flujo turbulento en la película del líquido, buena superficie mojada del
empaque, buena transferencia de masa, y esencialmente una eficiencia constante Esta
región es la ideal para el diseño y operación de columnas empacadas
Velocidad del gas Velocidad del líquido
Figura 2-21 Características típicas de la eficiencia en columnas empacadas con empaques aleatorios y para muchos empaques estructurados de hojas corrugadas

76
Cuando la velocidad del vapor aumenta, la eficiencia mejora porque la retención liquida es
grande (región B-E), pero este mejoramiento es corto Como se vaya acercando al punió de inundación, la eficiencia pasa directamente a un punto máximo (punto E) y después cae
(región E-C). Las columnas empacadas generalmente se diseñan en la región A-B de la
Figura 2-21 A pesar de que la región B-F da la eficiencia más alta, esto generalmente se
evita debido a la proximidad del punto de inundación.
2.4.4 Cálculo del Diámetro de la Columna
E l diámetro de la columna de platos y en consecuencia, su área transversal debe ser lo
suficientemente grande para manejar el flujo de vapor y del líquido dentro de la región de
operacion satisfactoria de la Figura 2-16. Con respecto a un tipo dado de plato en la
inundación, la velocidad superficial del gas Us está relacionada con las densidades de fluido
mediante la siguiente expresión (Treybal, 1988)
(2-W2)V Po
ou M f r (2-i i3)
La sección transversal neta A„ es la sección transversal de la columna At menos el area
tomadas en las tuberías de descenso Ad
E l criterio de diseño para el cálculo del diámetro de una columna empacada para destilación
0 absorción depende primeramente de las características hidráulicas de caída de presión,
inundación y retención líquida
En el cálculo del diámetro de la columna deberá especificarse a que porcentaje de
inundación se operará la columna, comúnmente se diseñan para un 70% a 80% de
inundación, en el caso en donde se fije el diámetro de la columna se determinara el
porcentaje de inundación como se describe en el siguiente procedimiento
1 Especificar los flujos del liquido y vapor basados en la relación de reflujo deseado

77
2 Seleccionar la caída de presión a la cual se diseñará la columna La mayoría de las
columnas operan abajo de 1 pulgada de agua de caída de presión por pie de empaque
Destilaciones a presiones bajas ó atmosféricas se diseñan usualmente con 0 5 a 0 7
pulgadas de agua/pie de empaque de caída de presión. Absorbedores y rectificadores se
diseñan con 0.2 a 0.6 pulgadas de agua/pie de empaque. Para destilaciones a vacío se
fija una caída de presión de 0.05 a 0.6 Pulgadas de agua/pie de empaque (Robbins,
1991)
3 Para el caso en donde se desea calcular el diámetro de la columna es necesario
encontrar la intersección (ver Figura 2-22) de la caída de presión con la carga del
líquido a la condición de inundación antes fijada.
4 Leer la velocidad superficial del gas y determinar el área de flujo mediante la siguiente
ecuación
5 Con el área de flujo determinar el diámetro de la columna necesario
6 En el caso en donde se conoce el diámetro de la columna se calcula la velocidad
superficial del gas y se localiza la intersección (ver Figura 2-22) con la carga de líquido
a la que opera la columna para obtener la caída de presión y el porcentaje de
inundación
Figura 2-22 Caída de presión vs Velocidad superficial del gas (Stichlmair, 1989)

7 8
NomenclaturaT AlimentaciónH Altura de la columnaZ Altura del empaqueAf Área de flujo del gasa e Área efectivaA Área interfacial entre las fasesA Área transversal de la columnaAPd Caída de presión secaV Caudal molar del vaporY Coeficiente de actividad de una sustancia puraD ib Coeficiente de difusiónGf Coeficiente de difusión para el gasDt Coeficiente de difusión para el líquidoK : Coeficiente de distribución(f) Coeficiente de fugacidad de una sustancia pura; Coeficiente de fugacidad parcial del componente /
, kg Coeficiente de transferencia de masa del gask x, k¡ Coeficiente de transferencia de masa del líquidoK v , K g Coeficiente global de transferencia de masa del gasK x, K l Coeficiente global de transferencia de masa del líquidoy i Concentración del componente A en el gasx ; Concentración del componente A en un líquidoC a Concentración del componente AAx Constante de correlaciónC Constante de correlaciónP Constante de integración

7 9
0 Constante de inundación para los platosR Constante universal de los gases
Constantes de la ecuación de Antoinep s Densidad del gasPm > Pl Densidad del líquido
D Destiladod P Diámetro equivalente de partículad k Diámetro hidráulico del empaqueQfa¡e Energía de GibbsG f Energía de Gibbs en excesoG f1 Energía de Gibbs en solución idealg : Energía de Gibbs estándarG f Energía de Gibbs residualH EntalpiaS EntropíaN EtapasNm Etapas mínimas/o Factor de fricción de la partícula0 Flujo volumétrico del gasA Flux de difusiónNa Flux de transferencia de masa£ Fracción hueca del empaqueX, Fracción líquiday> Fracción vaporf Fugacidad de una sustancia pura/ : Fugacidad en estado de referencia del componente /
/ , Fugacidad parcial del componente i
Fugacidad relativa o actividad

Gi avedad LiquidoLongitud del lado de corrugación del canalNúmero de molesNúmero de ReynoldsNúmero de Reynolds para el gasNúmero de SchmidtNúmero de SherwoodPotencial químicoPresión de la columna Presión de saturación Presión parcial Presión totalRelación de pendientes, línea de operación a línea de equilibrio Relación de reflujo Relación de reflujo mínima Retención líquida abajo de la cargaSección transversal neta para el flujoTemperaturaVaporVelocidad efectiva del gas Velocidad efectiva del líquido Velocidad superficial del gas Velocidad superficial del líquido Viscosidad del gas Volatilidad relativa Volumen

81
Supei índices y subíndices0 Condiciones estandarA,i El componente A en la interfase* En el equilibrioE ExcesoG Gasg ’ Gas idealL, l LíquidoR ResidualSat SaturaciónSI Solución idealV Vapor
Literatura Citada* B i l le t R a n d M S chu lte s , I , C h em ic a l E Symp Ser . 104. A159 (1986)■ B i l le t R a n d M S chu itc s , I , C h em ic a l E Symp Ser . 104, B255 (1987)■ B ra vo J L an d J R F a ir , In d u s tr ia l E n g in e e r in g C h e m ic a l P rogress D e s D e v e l, 21, 162 (1982)■ B ra vo J L , J A R o c h a a n d J R F a ir , I ly d ro ca rb o n P ro cess ing , 64(1) 56 (1985)■ B u c h a n a n , J E , I n d E n g Chem , F u n d , 6, 400 (1967)* C h a n H a n d F a ir J R , In d u s tr ia l E n gm ee rm g C h em ic a l Progress D es D e \ e l, 23,814 (1984)■ F a ir , Jam es R y B ra v o José L , "‘D is t i l la t io n C o lu m n s C o n ta im n g S tru c tu red P ack ed” , C h e m ic a l
E n gm e e rm g P rogress, 86, 19 (1990)■ F a ir , Jam es R y B ra v o José L , “D is t i l la t io n C o lu m n s C o n ta im n g S tru c tu red P a ck ed ” , C h e m ic a l y ,
V o l 1 y 7, J o n li W ile y A n d Sons , (1979)■ G a e n e D a n , F e r o iu V io r e l, " P red ic t io n o f V a p o r- L iq u id E q u i l i b n a at L o w a n d H ig h P ressures ír o m
U N IF A C A c t iv it y C o e f f ic ie n ts a t In f in it e D i lu t io n . In d u s t r ia l & E n g m e e rm g C h em is try R e s e a rch , 37 (3). 1173 (1998)
■ H a m s I J B r it is h C h e m ic a l E n gm ee rm g , 10(6). 377 (1965)■ H u g h m a rk G A , C h e m ic a l E n gm ee rm g Progress, 61(7), 97 (1965)■ K in g C Judson , Procesos de Sepa ra c ió n , R e p la , (1988)■ K is t e r H Z a n d D R G i l í , C h em ic a l E n gm ee rm g P rogress, 87(2), 32 (1991)■ K is te r H e n ry Z , D is t il la U o n D es ig n . M e G raw H i l l . (1992)■ K n s h n a R an d G L S ta n d a r ! C hem E n g Com m . 3,201 (1979)■ K n s h n a m u r t h y R a n d R T a y lo r , A 1 CH E J o u rna l. 31. 449-456 (1985)* L e v a M C h e m E n g P rog S vm p Ser , 50(10), 51 (1954)* L e w is W K . I n d E n g C h e m , 14, 492 (1922)■ L ew is W K a n d G L M e th e n s o n , I n d E n g Chem . 24 496 (1932)■ L ew is W K \ W G W hitm an, I n d E n g C hem . 16. 1215 (1924)* M a c k o w ia k J , C h e m ic a l E n gm e e rm g Progresa 29.93 (1991)* M e C a b e W L y S m ith J C t 'm i O perations o f C h em ic a l Lng ineeruv¿ M e G raw H i l l (1976)

8 2
■ M e is m a n n , A , a n d A D e ix le r , Chem In g Tech . 58(1), 19 (1986)■ M e r s m a n n , A an d D e ix le r A, "Packed C o lu m n s " , Ge rm any C h e m ic a l E n gm ee rm g , 9, 265 (1986)■ M u rp h r e e E V , I n d E n g C h em , 17, 747-750, 960-964 (1925)■ O n d a K H , T a k e u c h i a n d O k u m o to J , C h em ic a l E n gm e e rm g J apan , 1, 56 (1968)■ R o b bm s L A , “Im p r o v e P ressure D ro p P re d ic t io n w it h a N e w C o r r e la t io n ” , C h em ic a l E n gm e e rm g
P rogress, 87 (5), 87 (1991)■ R o b b in s L A , C h e m ic a l E n gm e e rm g Progress, M a y o , 87 (1991)■ S a n d le r S ta n le y I . , C h e m ic a l a n d E ngm ee rm g The rm odynam ics , J o hn W ile y & S o ns .m e , (1999)
T e rc e ra e d ic ió n■ S eader J D y E m e s t J. H e n le y , Sepa ra tio n P rocess P r in c ip ie s , J o hn W ile y & Sons in c , (1998)■ S h e rw o o d , T K , E c k e r t J. S . C h e m ic a l E n gm ee rm g Progress, 66(3), 39 (1970)■ S m it h J M y H C V a n N ess , In t ro d u c c ió n a la T e rm od in ám ic a en In g e n ie r ía Q u ím ic a . M e G ra w
H i l l B o o k , (1997)- S m ok e r E .H , Trans. A J C H E , 34, 165 (1938)■ S o re l, E rn e s t , L a r e c t if ic a t io n de l'a lc o o l, P a n s (1893)■ S t ic h lm a ir J., J L . B ra v o y J. R F a ir , “G en e ra l M o d e l fo r P re d ic t io n o f P ressure D ro p a n d C a p a c ity
o f C o u n te r cu r re n t g a s/ líq u id P a ck ed C o lu m n s ”, Gas S epa ra t io n a n d P u r if ic a r o n , 3, 19 (1989)■ T a y lo r R , H A K o o ijm a n a n d J S. H u n g , C om pu t C hem E n g . 18, 205 (1994)■ T lu e le , E W a n d R .L G edd es , I n d E n g C hem ,25 ,290 (1933)■ T re y b a l R E , O pe ra c io n e s de T rans fe renc ia de M a s a , M e G ra w H i l l B o o k , C o , (1980)■ W a la s S ta n le y M . , Phase E q u i l ib r io in C h em ic a l E n gm e e rm g , B u tte rw o r th p u b lis h e r s , (1985)
P r im e ra e d ic ió n■ Z u id c rw e g F J , C h em E n g S c i , 37, 1441 (1982)

83
C apítu lo 3 O P E R A C IÓ N D E LA C O LU M N A
3.1 Sección de Separación de AcrilonitriloPara la separación del Acrilonitrilo en el proceso de la ACH, se cuenta con una columna de destilación de 8 metros de altura y 0 52 metros de diámetro, empacada con silleta Intalox de cerámica de 2 pulgadas, con dos secciones empacadas de 2 . 8 metros cada una.
La columna tiene el siguiente equipo auxiliar (ver Figura 3-2):❖ Un precalentador de tubos concéntricos, con aceite térmico como medio de
calentamiento♦♦♦ Un condensador parcial vertical con agua de enfriamiento❖ Un rehervidor vertical tipo termosifón, con aceite térmico como medio de
calentamiento♦> Tanque de reflujo ♦> Tanque de residuos
3.2 Operación de la ColumnaComo se muestra en la Figura 1-2, los productos del condensador total son los que se someten a destilación para separar el acrilonitrilo del Acido cianhídrico y Acetona La temperatura de condensación en este tanque es de 5 0 °C Esta corriente se precalienta hasta 10 °C La corriente precalentada es alimentada a la columna por el domo, se espera a que se incremente el nivel en el fondo de la columna La temperatura en el fondo se incrementa hasta 75 °C para que aparezca el primer condensado en el domo En el fondo de la columna se mantiene un nivel del 70% (suficiente para aprovechar toda el área del rehervidor), cuando el nivel del fondo se alcanza se drena constantemente hacia el tanque de residuos Por el domo se controla el flujo de agua de enfriamiento del condensador para mantener una presión de 0 4 Kg/cm‘ manométrica en el tanque de reflujo, en este tanque se mantiene un nivel del 50%, hasta alcanzar este nivel se empieza a reflujar hacia la columna, los \apores del tanque de reflujo (Acido cianhídrico y Acetona) se recirculan al reactor La

8 4
temperatura en el tanque de destilados es de 43°C Las impurezas del proceso de la ACH óel fondo de la columna contenidas en el tanque de residuos son incineradas
Figura 3-1 Corrientes de la columna separadora de Acrilonitrilo
En la Tabla 3-1 se muestra el balance de materia para una producción de 60 ton/día de ACH Como se observa en el balance de masa, algunas temperaturas no son las mismas que se tienen en la operación, estos cambios se han realizado con el paso del tiempo con la finalidad de mejorar la eficiencia de la columna

Tabla 3-1. Balance de masa en la columna separadora de Acrilonitrilo
C o m e n t e 1 2 3 4 5 6 7
C o m p o n e n te K g/ h r % w K g/h r % w Kg/hr % w K g/h r % w K g/h r % w K g/h r % w Kg/hr % \v
H C N 108 37 37 94 179 41 33 64 179 41 33 64 179 41 33 64 71 05 25 01 108 36 43 48 0 01 0 03
A ce to n a 137 40 48 10 340 58 63 86 340 58 63 86 340 58 63 86 204.15 71 85 136 43 54 75 0 97 2 66
A c r i lo n i t r i lo 801 2 80 2 28 0 43 2.28 0 43 2 28 0 43 1 63 0.57 0.65 0.26 7 36 20 18
A g u a 30 35 10 62 11.05 2 07 11 05 2 07 11 05 2 07 7 29 2 57 3 75 1 50 26 60 72 92
A C H 1 54 0 54 0 00 0.00 0.00 0 00 0 00 0 00 0 00 0 00 0 00 0 00 1 54 4 22
T o ta l 285 67 100 0 533 32 100 0 533 32 100 0 533 32 100 0 284.12 100 0 249 19 100 0 36 48 100 0
T em p e ra tu ra
Í° C )10 00 14 40 46 00 43 7 43 70 43 7 92 00
P ie s ió n abs
(K g/ cm 2)2 73 2 73 1.62 1 62 2.33 1 62 1 50
00
8 6
La experiencia operativa nos dice que difícilmente un proceso tendrá un comportamiento cercano a lo diseñado Durante la operación se pueden presentar variaciones en las concentraciones, variaciones en el flujo, cambio de temperaturas y presiones de las corrientes, dichas desviaciones hacen que lo obtenido no sea igual con lo esperado, es decir, esto hace modificar las condiciones de operación para acercarse lo más posible a lo diseñado
3.3 Control de la Operación de la ColumnaDebido a los continuos cambios en las condiciones de la alimentación, presiones de vapor, temperatura del medio ambiente, e tc , un proceso de separación casi nunca funciona en perfecta operación de estado estacionario Existirán siempre cambios, grandes o pequeños, en el inventario del sistema, temperaturas, composiciones y otras variables Normalmente la función del sistema de control para el proceso es mantener la operación tan próxima como sea posible a algún conjunto deseado de condiciones. Sin embargo, en algunos casos pueden ser deseables condiciones de operación que cambien continuamente El sistema de control para un proceso de separación tendrá un número de funciones, la más importante de las cuales es mantener los productos tan próximos como sea posible a una pureza dada Un objetivo secundario, pero también bastante importante es mantener una operación estable, en que los cambios no se hagan tan radicalmente o tan rápidamente que puedan provocar perturbaciones en la separación hasta que llegue a ser inestable Fuentes potenciales de inestabilidad son, la inundación, los caudales de los productos que no igualen el caudal del alimento, las pérdidas de presión a través del equipo que sean tan bajas que provoquen un contacto pobre entre las fasesFuentes potenciales de perturbaciones en los procesos de separación con las que un sistema de control debe hacer frente incluyen cambios en los siguientes1 Caudal de la alimentación2 Composición de la alimentación3 Entalpia de la alimentación4 Servicios Presión del suministro del vapor de agua, presión y temperatura del agua de
enfriamiento, temperatura del refrigerante, etc5 Temperatura ambiente, notablemente durante las tempestades de lluvia

8 7
Cambios en cualquiera de estas cantidades necesitarán algún cambio en las condiciones de operación de las condiciones de diseño de estado estacionarioLa destilación es quizás el proceso de separación más difícil a controlar, sin embargo, al mismo tiempo es también el proceso de separación para el que se ha llevado a cabo la mayor cantidad de investigación en su dinámica y control En la Figura 3-2 se muestra el sistema de control de la columna de separación de Acrilonitrilo
r3.4 Operación OptimaEl diseño óptimo de una columna de destilación se basa en la minimización de costos del equipo y de operación (vapor de calentamiento, agua de enfriamiento, etc.). Estos dos costos se vinculan con la relación de reflujo utilizado Por ejemplo, al aumentar la relación de reflujo se obtienen mayor pureza con menor área de transferencia (obteniéndose una columna más pequeña) pero se necesita más vapor en el rehervidor y más agua en el condensador La búsqueda inicial de las condiciones óptimas se puede realizar mediante la simulación Las condiciones finales de operación son determinadas durante la operación misma del equipo
La cuestión de la operación óptima de un proceso no solo implica la elección de los mejores valores de las variables de operación independientes, sino que requiere también la consideración dinámica del proceso y del control del proceso
Un condensador parcial, es llamado así porque solo condensa una fracción del vapor del domo En el condensador parcial de esta columna, se obtiene el destilado como vapor saturado y el condensado constituye el reflujo Esto se hace con frecuencia cuando resulta muy elevada la presión que se requiere para la condensación total del vapor Un condensador parcial puede producir diferentes resultados
1 Si el tiempo de contacto entre el producto vapor y el reflujo líquido es suficiente, los dos estarán en equilibrio uno respecto del otro, y el condensador proporcionara una condensación en el equilibrio Cuando ocurre esto el condensador actúa como una etapa teórica de separación

88
2 Si el condensado se separa tan rápidamente como se forma, puede ocurrir una condensación diferencial
3 Si el enfriamiento es muy rápido se tendrá poca transferencia de masa entre el vapor y el condensado, y los dos tendrán básicamente la misma composición
En el diseño es mas seguro ignorar el enriquecimiento que pueda obtenerse mediante la condensación parcial e incluir los platos teóricos en la columna, puesto que es más difícil asegurar que ocurrirá la condensación en el equilibrio.Se utilizan también con frecuencia condensadores totales; con un condensador total el vapor del domo se condensa totalmente y se divide en dos caudales, una como producto destilado y otra para su devolución a la parte superior de la columna como reflujo.
Se puede aumentar el caudal interno de líquido aumentándose el caudal del reflujo, o aumentando la refrigeración del condensador manteniendo constante el caudal del reflujo En este caso el reflujo llegaría más frío y produciría más caudal interno de líquido en equilibrio con el vapor en la etapa superior. Por tanto, si se cambia una de estas variables cambia el fraccionamiento y se debería cambiar la otra variable en la dirección opuesta para devolver el fraccionamiento a su condición original Puesto que no hay variables que afecten el fraccionamiento, es necesario ajustar la carga necesaria para el condensador o el reflujo Con frecuencia simplemente se especifica la temperatura del reflujo, normalmente estableciendo que el reflujo será líquido a su temperatura de saturación
Esta columna está equipada con un rehervidor externo vertical tipo termosifón, en este se envía el vapor a la columna que está básicamente en el equilibrio con el producto residual y entonces se comporta como una etapa ideal El rehervidor tipo termosifón puede manejarse para evaporar todo el líquido que entra para producir un vapor de la misma composición que el producto residual, en cuyo caso no se logra el enriquecimiento Se acostumbra producir solo la evaporación parcial, la mezcla que sale del rehervidor contendrá tanto liquido como vapor, en este caso solo se evaporan los volátiles enriqueciendo los residuos

8 9
©
A - P re ca le n ta d o r B - C o n d e n sa d o r p a rc ia l C3 - T a n q u e de d es t ila d os D - R e h e r v id o r r E - C o lu m n a em pacada F - T a n q u e de res idups
F i g u r a 3 - 2 I n s t r u m e n t a c i ó n d e i a c o l u m n a p a r a s e p a r a r A c r i l o n i t r i l o

91
C apítu lo 4 USO D E L S IM U L A D O R A S P E N P L U S
4.1 Análisis y Simulación de Procesos
El análisis de procesos se refiere a la aplicación de métodos científicos al reconocimiento y definición de problemas, así como al desarrollo de procedimientos para su solución En forma más concreta esto quiere decir ( 1) especificación matemática del problema para la situación física dada, (2 ) análisis detallado para obtener modelos matemáticos, y (3 ) síntesis y presentación de resultados para asegurar la comprensión total
simulación Es el estudio de un sistema o de sus partes mediante la manipulación de su representación matemática o de su modelo físico
Los Ingenieros de procesos se ocupan en dos principales tipos de trabajos (1) la operación de plantas ya existentes y (2) el diseño de nuevas plantas o modificadas En lo que se refiere a la operación de instalaciones, tanto el control corno la optimización constituyen las dos funciones más importantes de los Ingenieros Para que el Ingeniero se pueda desarrollar v.on eficiencia en estos campos debe estar en condiciones de poder realizar un análisis sofisticado del proceso en síEl segundo tipo de trabajo de los Ingenieros, que es el diseño, resulta en cierto modo más difícil Por supuesto que los datos de la planta real no son conocidos de antemano y, por esta razón, el Ingeniero tiene que utilizar una parte importante de su criterio intuitivo Por otra parte, cuando se modifican plantas existentes o se diseñan plantas similares a otras ya construidas, el Ingeniero puede disponer de una importante experiencia Tanto es diseño como la operación se puede facilitar mediante la simulación del proceso o de sus partes En primer lugar, es muy difícil que la dirección de la empresa permita a los Ingenieros introducir arbitrariamente cambios en una instalación que opera satisfactoriamente por el simple hecho de ver que es lo que ocurre Además, los modelos matemáticos de los procesos se pueden manipular mucho más fácilmente que ¡as plantas leales Por ejemplo, se puede simular la operacion fuera de las condiciones o intervalos

9 2
normales y también se puede hacer reventar la planta con el fin de encontrar los condiciones de operación prohibidasDesde un punto de vista más general, el análisis y la simulación de procesos presenta las siguientes ventajas
1 Experimentación económica Es posible estudiar los procesos existentes de una forma más rápida, económica y completa que en la planta real
2 Extrapolación. Con un modelo matemático adecuado se pueden ensayar intervalos extremos de las condiciones de operación, que pueden ser impracticas o imposibles de realizar en una planta real.
3 Estudio de conmutabilidad y evaluación de otros planes de actuación Se pueden introducir nuevos factores o elementos de un sistema y suprimir otros antiguos al examinarlo con el fin de ver si estas modificaciones son compatibles La simulación permite comparar distintos diseños y procesos que todavía no están en operación y ensayar hipótesis sobre sistemas o procesos antes de llevarlos a la práctica
4 Repetición de los experimentos La simulación permite estudiar el efecto de la modificación de variables y parámetros con resultados reproducibles En el modelo matemático se puede introducir o retirar a voluntad un error, lo cual no es posible en la planta real
5 Ensayo de sensibilidad Se puede ensayar la sensibilidad de los parámetros de costos y los parámetros básicos del sistema, por ejemplo, un incremento de un 1 0 % en la velocidad de la alimentación podrá tener, según los casos, un efecto mínimo o un efecto muy importante sobre el funcionamiento de la instalación
6 Estudio de la estabilidad del sistema Se puede examinar la estabilidad de sistemas frente a diferentes perturbaciones
Para un proceso y un problema determinado, el Ingeniero trata de establecer una serie de relaciones matemáticas, junto con las condiciones límite, que son isomórficas con las relaciones entre las variables del proceso Debido a la complejidad de los procesos reales y las limitaciones matemáticas, el modelo desarrollado no deja de ser siempre altamente idealizado y generalmente sólo representa con exactitud unas pocas propiedades del proceso

9 3
Para la evaluación del modelo, el Ingeniero debe recolectar datos experimentales y ver la forma en que dichos datos se ajustan a las predicciones del modelo Si el Ingeniero dispone de dos series de datos (una correspondiente al proceso real y la otra al modelo) para un modelo relativamente poco complicado, suele ser preciso introducir una cantidad considerable de subjetividad en el análisis a la hora de establecer la concordancia entre las dos series de datos. En cualquier caso, si la respuesta del modelo concuerda satisfactoriamente con los resultados experimentales, aumenta la confianza del Ingeniero en la aptitud de las descripciones matemáticas.Es preciso reconocer que el análisis de procesos tiene algunas limitaciones importantes. La principal de ellas reside en la disponibilidad y exactitud de los datos, es decir, el éxito del análisis de procesos depende grandemente de la información básica disponible para el análisis Los estudios que se pueden realizar con el sistema son solamente tan exactos como los datos físicos y químicos que se introducen en el modelo. En muchos casos el Ingeniero se encuentra con una relativa insuficiencia de datos y, una vez que ha planteado el modelo, una de las principales tareas consiste en evaluar los parámetros del modelo con la base de datos experimentalesEn algunos procesos de separación, tales como la destilación, absorción y evaporación, la eficiencia de los aparatos es muy incierta, y la mayor parte de los modelos que se han desarrollado que se encuentran en la literatura son de poca utilidad si no se dispone de una estimación razonable de la eficiencia Por ejemplo, la eficiencia de los platos depende de propiedades del sistema tales como difiisividades en las fases líquida y vapor, densidades y viscosidades de ambas fases, velocidades de flujo de masa y relaciones de equilibrio Esto no quiere decir que la eficiencia dependa exclusivamente de estas variables ni que las mismas afecten siempre a la eficiencia, puesto que las características reales de la mezcla y transferencia de masa en la columna dependen de otras variables imposibles de medir sobre una base macroscópica
4.2 Simulador A spen PlutsCuatro de los simuladores de procesos más utilizados en la industria química hasta hoy, son el Aspen Plus y Dynaplus (Aspen Technology, Inc), el Hysys (Hyprotech, Ltd), Pro II (Simulations Sciences, Inc) y el Chemcad (Chemstations, Inc)

9 4
El proposito de este capítulo es dar una muy breve explicación del uso del simulador, es decir, se hará mención de los puntos más importantes que se siguieron para la simulación en particular de la columna empacada para separar Acrilonitrilo Para mayor información se puede consultar el manual del usuario de Aspen Plus Release 9.2-1 1995 En la Figura 4-1, se muestra la pantalla principal del simulador. El simulador cuenta con una hoja de trabajo en donde se construye el diagrama de flujo que represente al proceso con los equipos involucrados (bombas, reactores, intercambiadores de calor, columnas de destilación ó absorción, etc) y con sus respectivas líneas de flujo (alimentación y productos) En la barra vertical se encuentran los diferentes equipos que se pueden simular así como los modelos de solución con los que cuenta el simulador En la barra horizontal superior se encuentran los comandos, barra de herramientas e indicador de estado
Figura 4-1 Hoja de trabajo del simulador Aspen Plus
El primer paso es realizar el diagrama de flujo sobre la hoja de trabajo. Con la barra vertical se selecciona el equipo, en este caso se selecciona la opción "column" y aparecerán los diferentes modelos de solución En la Tabla 4-1 se listan los módulos para las columnas de destilación Para simular la columna se utilizará el módulo RATEFRAC, la teoría de este modelo se describió ampliamente en el Capitulo 2 3 Después se selecciona el tipo de columna (de platos o empacadas, de agotamiento, de rectificación o absorbedor), para este caso de estudio se selecciona una columna empacada, el diagrama de flujo que representa la

95
columna es el mostrado en la Figura 4-2, con la alimentación en la parte superior, una corriente de salida en el condensador y otra en el rehervidorUna vez realizado el diagrama se hace clic en "Nexí" para entrar al menú Principal, si el diagrama no está completo, el programa le envía un mensaje ó en la parte superior izquierda hay una leyenda en rojo "Flowsheet not complete".
Tabla 4-1 Métodos de solución de Aspen Plus para las columnasMódulo DescripciónDSTWU Método corto para destilación usando Winn-Underwood-GillilandDISTL Método corto para destilación usando EdmisterSCFRAC Método corto para destilación en columnas complejas tales como la
destilación de crudo y para columnas que operan a vacíoRADFRAC Método riguroso para fraccionadores en donde involucre 2 ó 3 fases en
destilación ó absorciónMULTÍFRAC Método riguroso para fraccionadores de sistemas multicomponentesPETROFRAC Método riguroso para fraccionadores usados en la refinación del
petróleoBATCHFRAC Método riguroso para destilación por lotes con 2 ó 3 fasesRATEFRAC Método riguroso de no-equilibrio basado en velocidades para procesos
de separaciónEXTRACT Método riguroso para extracción líquido - líquido
K o a t g e t t t n g » H« lf>
’M
A S P E N P L U S G r * i » h i c u - I * f t b u L U m t o U s e n t « j í t t h u t t o n f u i 'u o r k s i jM c i : t y i j f m a m
F i g u r a 4 - 2 D i a g r a m a d e f l u j o d e l a c o l u m n a p a r a s e p a r a r A c r i l o n i t r i l o

9 6
La Figura 4-3, muestra la pantalla del menú “Principar’ Dentro de este menú también se especificarán las propiedades termodinámicas, de transporte y térmicas de las corrientes que serán calculadas La opción “Slream F orm af se elige para definir que las corrientes están en unidades métricas Un punto importante es la opción “Stream Class”, aquí se seleccionó “CONVEN”, esto significa que las corrientes están libres de sólidos suspendidos y finalmente se especifican las unidades en que se trabajará “METCBAR” es decir Metro, °C, Bares Cuando las especificaciones estén completas aparecerá en la parte superior de esta ventana la leyenda “Complete”, está es la señal de que se puede continuar con el siguiente menú haciendo clic en “N ex f de esa misma ventana
jas.»**..f i l e E d l t F g r s s g u n g n a l y s l s F lO M S l t e t t £ FD H o iJ ¿ e t t i n g s J f é lp ít z<&>k imíi#*)" _______________« m : ireg;"' í
{ M M D d £ d l t P J o t
Rwí'iypr mücsíiúyttll* CoJumm pr ACH
hf»tu
‘-‘-SproxVif jjJtofwl <h*4xom**
viU»
Figura 4-3 Menú Principal
En la Figura 4-4 menú de “Diagnósticos” se especifican los niveles del sistema, de la simulación, de propiedades, de las corrientes, de la convergencia, de costos y de economía Se tienen 8 diferentes niveles y la cantidad de información listada se incrementa a medida que el nivel aumenta El nivel 4 se refiere a que los errores y los “Warnmgs” serán presentados en forma de lista además de un breve diagnostico del estado de la simulación

9 7
: F»l« Edit Fof-nfc Run Anjl tu Flomliwt PFO Vl«» Host S»tti/v*& H*lpfa SjSSwSST --.....-v‘v"w"A¿wefc¿¿" ^ ......foHiard £dit P|ot
| •*vw5S|Wr>fíj| *»»'vtm,y f« i»? Iiwr^ -wh» pr*RfcfiS5-4_iH/*í IT frfw-ÍMte*. ' Pmp-twi > d«r«aft ±«w«±
í * $WA-tov«t <JrwtI v£d: s^uK. yjrj«JfV-±l»»t- < M &X»>±l»it íSM íVop-tiflK*. tfrf
•-¥<;¥#*$* *¥«Vk¥ -----------»+i*-t*v»í * Cwd»wl •». Cw^rtwJ 4 £«mrt«v«iS k-*4L»v»X ■> Po*»p~k*v«2 •* Sfr*M'l:«v«Jt •*
¡gi&sriW*í»± ±vmma-WgACttfr
Seis leuel Df I«put Tr*»slAtor errors 5 cUaf<nostics »>rintea i» Jústory f i le .Hnlp fnr
Figura 4-4 Menú de Diagnósticos
En la Figura 4-5 se esquematiza el menú de “Opciones”, dentro de este menú se especifica si en la simulación se realizará el balance de energía simultáneamente con el balance de materia Cuando se utiliza el método corto de Winn — Underwood — Gilliland ó Edmister se puede omitir el balance de energía reduciendo el tiempo de calculo y la cantidad de propiedades físicas o parámetros, para RAiEFRAC que es un método riguroso se debe calcular entalpias, entropías o energías libre de Gibbs por lo tanto el balance de energía es incluido Dentro de éste menú Aspen plus indica el rango de temperatura y presión y las opciones de convergencia
-«sw* w#x vFiIm gdifc far«»fc Ru»> FImOmI PFO Vi.
£o*nand fd it CJot
■qpV»«or~-£b*e3a-ífcrt Yf^
K> X ; . yv>3f*. .
N* G*±t> ‘c»
«Tíaoit WC3 >«-(v(0. «V f-M
‘i*»"***’»©*» ü.feKt'’ texrfx-É»fc«' -fc X
-spXikry- kím ¿«a- «mcm* _ ---
«fc*T n v W TrfiK* IA
oTid*- aatpMtt*»
| W » W A W / /
ASPEN PLUS Gr»tihtc* - Use le ft btttton to select. Use píííM fcuttan forrkajXlCR fnpiip nnrui
F i g u r a 4-5 M e n ú d e O p c i o n e s

9 8
En el menú de “Componentes” se especifican las formulas de su estructura química o el nombre común todos los componentes puros de las corrientes, se le asigna un distintivo para su mejor identificación y del tipo convencional (sin sólidos) El simulador cuenta con un banco de datos bastante extenso de propiedades físicas y químicas de compuestos puros, acuosos, sólidos, orgánicos e inorgánicos y combustibles (Ver Figura 4-6)El banco de datos de especies puras contiene constantes y parámetros como propiedades críticas, punto normal de ebullición, coeficientes de presiones de vapor, coeficientes de capacidades caloríficas, factor acéntrico, etc Uno de los bancos utilizados por Aspen Plus es el compilado por Reid (1977), contiene datos de 472 compuestos químicos Otro banco de datos, conocido como PURECOMP, originado de Desing Insütute fo r Physical Property D ata , de Aiche, con información complementaria de Aspen Technology (por contribución de grupos funcionales UNIFAC) consta de 1558 químicos no incluyendo especies iónicas en electrolitos El banco de datos inorgánicos cuenta con más de 2400 especies y un banco para especies sólidas con más de 3000 datos
¿lie l iii t rorm Flau^hwt PFII Uiru Itoftfc S*ttir»9* H» 1 p^ WxfoTfefr r&etiük ....................
£orw»3od frflt PJot* ******** ""' i*'"""Xfef
< &ic> IttK «S.J X_tXft>
t-TM/ C'Wf ( 'CHMC3H60-1cuanH20C4H7HQ DI
ACETOME►»CRY1 O M IT R J I FWATERACETO»«-CY«H#OT}R IM
Cunj^aitent ID. I f <1*1* ai*e Lu lw i*elriev«<l tVur» de»l* li«mks» eiiter e itíitír Formila. or Cont'onenl Na«e. Use llelp fn r usarie
Figura 4-6 Menú de Componentes
En la Figura 4-7 se presenta el conjunto de opciones, cada opción es una colección de métodos y modelos usados para estimar las propiedades termodinámicas y de transporte Estas proporcionan un amplio rango y flexibilidad para diferentes condiciones y tipos de mezclas Aspen plus provee 52 métodos Los métodos pueden ser modificados

9 9
reemplazando una o más de los modelos usados en la simulación Algunas de las ecuaciones de estado incluidas son
• Redlich - Kwnog - Soave (1972)• Peng Robinson (1976)• Schwartzentruber - Renon (1989)
Para mezclas no ideales que contienen componentes polares, se han desarrollado reglas de mezclado especiales para las ecuaciones de Redlich- Kwong y Peng Robinson Para la determinación de los coeficientes de actividad también se cuentan con varios modelos de solución, algunos de estos son'
• UMFAC (1977)• Wilson (1964)• Van Laar (1913)• NRTL (1968)• UNIQUAC (1975)
Para estimar los coeficientes de fugacidad de la fase vapor se tienen varios métodos, algunas incluyen la corrección del factor de Poynting para el cálculo de la fugacidad para la fase liquida, entre ellos están
• Redlich - Kwong (1949)• Nothnagel• Hayden - O'Connel
Elle £dit fflr»s gon flnalssis Fiówshíet £FO Hosí Settings \’lagftáL ? i
-l-lllll-llllll... ...... ........................ .........Connand Edlt FIDt. ^* : *<¡; iw% m'Vfi
ii ■ ,'í W M Aí\
********* cranrrm ‘i£ Trw»'C««ps .'t >
o
i1 | fcw* i
.... ..■*'■HRTI. id*-Kuort3 nquntion o f -»tain ui*}» Hcwy'n Inu. Uso H rI* fo»*¿escriytxon ....... ........... .......... . .. .. ....... . ........
F i g u r a 4 -7 M e n ú d e p r o p i e d a d e s

100
Paia este caso de estudio se eligió el módulo llamado NRT1.-RK, en el siguiente Capítulo se daran los motivos y características del modelo de solución y de la ecuación de estado que incluyen esta opción para el diseño de la columna.
La Figura 4-8 muestra el menú de rutas exclusiva para el cálculo de propiedades para la opción elegida (NRTL-RK) Se puede modificar el conjunto de rutas eligiendo otro método de solución (Figura 4-7). Las propiedades a determinar son los coeficientes de fugacidad, entalpias molares, energías libre de Gibbs, entropías molares, volúmenes molares, viscosidades, conductividad térmica y coeficientes de difusión para las fases vapor y líquida asi como para los componentes puros y la tensión superficial de la fase líquida.Si se requiere de una propiedad durante la simulación y esta no se encuentra en el menú de rutas, dicha propiedad será determinada usando rutas “ideales”
fil* £dit Fjtrn Xiifó: - ¿fe*****FJo»sh»*t EFO J(i« Moti ¿«ttingfc B*lp
ConMnd 5-dit P_I nt ______ - um - ' S-wg' W y H » i j i ^ . WSfr.
94t> H/.y m y xu- x.b-rx, l.‘«X
?XUXV’,&. •« *ac,r‘•At**»!a tx,i! •ñt’ooa'Í'ÍÍSI*«y*>w
: £o©._.
J'NR' í'Mi "P. Oi < o«
*c'
srv)< “-'y "CPUc y<n ’fci(t‘1 o>Ch-4íCr,SH¿Po «W PC* rf'G»P
i rNRTL (Rmimi Vitad 1 ¡ch-Kimng Son rtf staln1 pt i mi
Figura 4-8 Menú de rutas para calcular las propiedades termodinámicas
En este menú (Figura 4-9) se especifican modelos para la opción elegida (NRTL-RK) Se puede modificar el conjunto de modelos eligiendo otra opción No se puede adicionar propiedades en este menú Para cada modelo se muestra el conjunto de propiedades que se calculan Las propiedades calculadas son los coeficientes de fugacidad de los componentes en la mezcla, el coeficiente de actividad gamma de la fase líquida, presiones de vapor, volúmenes molares, viscosidades conductividad térmica y coeficientes de difusión para las fases vapor y líquida asi como para los componentes puros y la tensión superficial de la

101
fase liquida Al igual que las rutas, cada módulo tiene un amplio conjunto de subrutinas para la determinación de las propiedades
£»1* Edit For», Rui* ¿ivalast» FJn»»h<r«t EFÍ «im Hm£ 3*ttxngs (W1P ££ ~ —™~jjCwiroid £d*t P¿Ot¥ XtKf’XvXfVr^»cípSiSKÍ~ "'«&i vr«¿si '«smzrit«y-J ( 'i rVÍH'ÍTMitRVur pt'HpKT'fc
~atfviAtKÍ fcspKctftu-»íyto<
ttsmv«L«t
«W,
F®PK.«k «wy M.t'xpx: Li.Wfr awxYMt-Wv¡'i tesar r'»tX-Kíxí
**ÜVMStwj«.wr*tw< wmwwtwf wíítwr«uw wfli.wr*t»x fxítm wüwí __Wfttktt *t*J£ ítMK +*w«-+*.♦« $W*JWJfit WÍX
cm *#c«UW SMUtfitWÍata#co«CtHK
«JW «ttU «» Mt SU« «ttt.au*x
Hfc.w
•vv/wwm ¿Z¿S2''
i. . „ s: .1
«VMWf . - ,xattM- -í-5
temTo«<fle buttan i o suitcli te tucen iiíput and rcsults foros
Figura 4-9 Menú de modelos para calcular las propiedades termodinámicas
En el menú de “Estimación” se especifica si los parámetros que no se encuentran en el banco de datos serán estimados (opción “A U L ) ó serán introducidos Los parámetros a estimar son las constantes de los componentes puros, parámetros de correlación para las propiedades que dependen de la temperatura, parámetros binarios y parámetros de UNIFAC Ver Figura 4- 1 0
'MFile fcdit frqrws jgw» Anal yus FJ.ow3heet PIO Vim Host Settings Help :Y- tS«XO±bX - f c ) N M U Í
«d Edit plot
—á*LMÍ HfitiM-—____________ _m#— tiypx* At iu, ..... .......... ......
pwpwwtt e M p tK 'a f c u c ^- H te p E fu fe n t . p r o f t e r f c y a o í ^ e l a t + a a ^ s c * c t w 3 ;
P«?-***tv*WJPiflC 3D«of» framrfiH'K
7yp» íU*&£*v4 íK)«MC í
ssr^ 3
i"""■y "ip W w V / /
—>o
ALL - Ectimat* a l l »1 ds i *>y parar etersl ONLV - Estlnate only the par-arwters? youS|MÍCÍf(¡ ■ ■ ■
F i g u r a 4 - 1 0 M e n ú d e e s t i m a c i o n e s

1 0 2
La Figura 4-11 muestra el menú de estimación de parámetros binarios Para este pi opósito el simulador tiene información de propiedades físicas, cuenta con programas para estimar los valores de las propiedades de las mezclas y determinar las constantes y parámetros que no están disponibles en el banco de datos utilizando métodos de estimación ó regresión de datos experimentales Para este caso se utilizará el método UNIFAC para la estimación de los parámetros binarios que no se encuentran en el banco de datos
••Jdit Run «imIbsj» . Fiwohwt ¿FO ; Mo*i
i: £q*Mnd : fjdi.t l*¿ofc"" ' 'j- .
(nitüiwívps- «o komiAií to itv «stiMVwf'
'a
N K T L b i n * » y p c t iM i n t r l e r c ; . H i i l p f o r u u r i y e
Figura 4-11 Menú de estimación de parámetros binarios
La Figura 4-12 muestra los parámetros binarios para el modelo de solución NRTL que están disponibles en el banco de datos. Como se puede apreciar sólo cuenta con los parámetros de interacción binaria para tres sistemas binarios' Ácido cianhídrico - Acrilonitrilo, Acetona - Agua y Acrilonitrilo - Agua, por lo tanto los siete sistemas binarios restantes tendrán que estimarse por vía el uso del modelo por contribución de grupos funcionales UNIFAC

103
£‘ l» £ d it f j r w t g « i FloMSÍwrwt £FD ]¿n Hos£ jdtin^ H« I p
R i iw r y p.iranR t.ftt* « ta tá fo iik f n r tl«» U> l s n i i j MR T I. ;»k I UN IQ tb lC rn i^ r s ls u i t h R o d l ic h - J íw o n j EOS» F n r U l.E a p p l f c a t t o n s . I.h?n H n lp f n r f in r c ín fo r« ¡v t . ‘
Figura 4-12. Parámetros binarios para NRTL
La Figura 4-13, muestra el menú del conjunto de propiedades de la mezcla que serán calculadas y las unidades en que serán reportadas Las propiedades de la mezcla son flujo másico, entalpia, densidad, capacidad calorífica a presión constante, presión critica, viscosidad, conductividad térmica, tensión superficial y peso molecular En la opción Oualifiers se especifican las fases en las que serán calculadas las propiedades de la
mezcla (V y L) y “F ’ significa que serán determinadas también en la alimentación
msoxxFil* Edit Fornii Run Anal^U FlonthMt PFO (limi Has.t Sattinst ttolp gjfxm - -- ... ..AHMUWMMV AVMWX M
ixture-. Itelp for descripción
F i g u r a 4 - 1 3 M e n ú d e p r o p i e d a d e s d e l a m e z c l a

104
En la Figura 4-14 se muestra el menú de propiedades térmicas de la mezcla que serán calculadas, dichas propiedades son la entalpia, la capacidad calorífica a presión constante y la conductividad térmica. Al igual que en el menú anterior se especifican las fases en las que se requiere el cálculo.
Figura 4-14 Menú de propiedades térmicas
Otro menú es el de las propiedades de transporte, en forma similar se especifican las unidades y las propiedades a calcular son la densidad, viscosidad y tensión superficial de la mezcla en las fases vapor y líquida (Figura 4-15)
F i g u r a 4 - 1 5 M e n ú d e p r o p i e d a d e s d e t r a n s p o r t e

I O S
El menú de propiedades en el equilibrio vapor - líquido mostrado en la Figura 4-16, se especifica que se determinará la fugacidad de un componente en la mezcla, ei coeficiente de actividad y la presión de vapor para los componentes puros y serán determinados tanto en la fase vapor como en la líquida.
. xurnt mm. ? «maqúe.£ ' U £ d i t F o r» » » Í M " f i o u s t i e í t ; P f D j / i e v H o s t S e f c t« r» g s H r lp
i d H U Piat * SUim&iriÁr''.
HIJO)Hs* frowW vs í» W “ v- ttfttts.
±¡x»íj JP? Hew? -ttí fKfmt ' A>*l&xok¿ifK»kíi1*Xfr:v a p o r p r e s s u r *
y»*op<entina
n&-kr*9t*— Ffc«r ( <MK L2Ck«tP*F01(0tftasYs-
ASPEN PLUS GrApliics - Us;w lts fl Imltim lo w leu t- Use r iy h t bulton fo*’ workspíice papup rtenu
Figura 4-16 Menú de propiedades en el equilibrio líquido vapor
Este menú (Figura 4-17) es el de propiedades del equilibrio vapor-líquido-líquido En forma similar que la anterior se especifica que serán determinadas la fugacidad, el coeficiente de actividad y las presiones de vapor en la mezcla tanto en la fase vapor como en los dos fases líquidas si es que coexisten
«$*# nm - *mm£il« Edil Fjjr**s Jgurt final .is FJiwsliNt £FD Jfiew Ha si £ptti»y, tfr*P i¿
CoMMd Edit Plot* " KttXf-KijWHkf'-Kl ttjW é W**cf **x*f **«¡.!SSsSrefpfóiSSrFÜg«¿Vty7"Ící*KÍfc¿>::üí¿: ¿Jpw \»rv*i,"ór¿.....* ‘
«. KíXtft
TckíhIc knttow to.sultc}» bctucon Ir.pnt ah<1 rp.fatltíí foi'r**
F i g u r a 4 - 1 7 M e n ú d e p r o p i e d a d e s d e ! e q u i l i b r i o v a p o r - l í q u i d o - l í q u i d o

106
La Figura 4-18 muestra el menú del diagrama de flujo En este menú se especificarán todos los equipos involucrados en el proceso (“Blocks”) y el modelo de solución Como lo muestra el menú, el método de solución elegido es el RATEFRAC que fue especificado en la construcción de! diagrama de flujo En el destilado las letras UVD” indican que el destilado está en la fase vapor.
*&** ****** . . , .....................£■!«:--Cdlt Ffirm» £un £FD J}»lp ¡3i- .*»***«; '■ 'J¿1 " " V " r' ” ...........lOMMAd £dlt PlOt
je.. Viíváórijjriwf """> » U ( A w k » x«x t
| **#3 flete .... ' ‘qariróri«j*t at*-*-*»*. ttr +6*± ib.«tÍMKHrAV :
4tCSNH»«fr -Pa»'* tó (W t fteSYiLA ub «ttfáltiuoá*
K \1 . V"
Uttit opcrotion hlnck ID. Tn crc.itr. * hJor;k, cntar a wcw ID. To Melote an cviatfncr hlnnk, iiíjr «paco har to deloto the ID fo r t.hft hlook
Figura 4-18 Menú del diagrama de flujo
El siguiente menú es de la corriente de alimentación Como la muestra la Figura 4-19 en el se introducen las condiciones de la alimentación presión, temperatura y la composición de la alimentación
xfáf&f n«fc iMiáx& ,*£.-*>**1FiU. £4.«t;. fsno» g«»i jmlyi.u. Fjwr*j»»*t: :EFÓ: Hotí 9«ltin9K: :jWjp £* vfjm», - ¿ i
s t f* » xxxnpMxlxon -and «4?***■****t <? £.73
íwis. «ftSS- FLOü KG/HRm * 1 80 .3 7A O T ft 3 « .3 S
tout' ¿o4.é>
-«cr x37 ;«r* G * Í * .5 4
ffe x í-
•r%+.Wi<*taooqpM&ctf»«o»-
k ... .... f> it ......1
•rause ¡nfut ■SSiáBBt foruard nsnu sequenc*
F i g u r a 4 - 1 9 M e n ú d e l a c o m e n t e d e a l i m e n t a c i ó n

1 0 7
En el menú de la Figura 4-20 se especifica el número de segmentos, tipo de condensador, un estimado del reflujo, flujos de destilado, residuo, cargas térmicas del condensador y del rehervidor Al fijar el reflujo Aspen plus automáticamente muestra las opciones posibles restantes, en este caso se fijó el reflujo y el flujo másico de residuos Tomando en cuenta que se está adaptando el proceso al simulador, el flujo de residuos se determinó por prueba y error hasta obtener la temperatura a la que está operando el rehervidor.Si el recuadro de “Eqmhbrium-Stop” tiene la opción “yes”, esto desactiva el modelo de no- equilibrio y así la columna será diseñada con un modelo de equilibrio.Los segmentos se refieren a una rebanada o porción de empaque en columnas empacadas ó a una ó más etapas en una columna de platos. Para este caso se asignarán 12 segmentos, dos de ellos son el condensador ( 1 ) y el rehervidor ( 1 2 ) y los 1 0 restantes (del 2 al 1 1 ) son porciones de la sección empacadaEl tipo de condensador se selecciona en la opción “D V :D ” Si D V :D = 0 es un condensador total, si 0 < DV:D < 1 es un condensador parcial con fracción líquida en el destilado y si D J’:D = 1 es un condensador parcial con destilado en fase vapor
« W W W - -PMffM- £it« Edit Fon»» gimi An*]y*iji Fl««s*«*t tj»lpT. "
Drowse iniHit or result» foros in forunrd menú se juence
Figura 4-20 Menú de módulo RATEFRAC
Este menú (Figura 4-21) se utiliza para introducir información relacionada con entradas o salidas de materia o energía a la columna, la etapa de alimentación, fases y flujos En la especificación de la alimentación, en el recuadro “Conv” se tienen dos opciones “Above” y "On” Above se refiere a que la alimentación se introduce entre el segmento especificado y

108
el siguiente supenor, la porción de vapor alimentada se mezcla con el flujo de vapor ascendente y la porción líquida con el caudal de líquido que baja del plato superior La opción “Orí se refiere a que la porción en fase vapor de la alimentación se mezcla con el vapor del segmento especificado ó que la alimentación líquida se mezcla perfectamente con el líquido del segmento
E « l * £ d i t F jttmWWW nSF? ' ' , ** -«AWr*¡un Fjowfctixti gFO Hoi. jettins* Jf»lp -
£ o n < ú n d £ i l f t l» ¿ o l ........................................................................................[t-Com~ | trlUxoul fe#** X 3C£
- C o l 3S»« CtBM< T . t » i . 'n ; i r r i -2 OM *£S10Uó t 1Z i
# « ÍK l í n x t s MfiSS K6/HR MSS tCAVt
>K>wt »fcrf)w Vwxrt+ROS Xf S1OM0L ««i Mmm
***** 'ia* fü tiXr f íW O .tortorVtfiyütpttf.
Figura 4-21 Menú del Block-1 (Columna empacada)
En la Figura 4-22 se muestra el menú en donde se especificará el perfil de la presión en la columna Se puede especificar la presión en el condensador y ei rehervidor ó la presión en el condensador y la caída de presión por segmento ó en toda la columna
E t l « E d l t F a r n s f iw i f i n a í y i i s : F J .D » *s h e* t E FO # le « H o s i S e t t l n s s H e l p
. 1ÍSZXS&g o t a a n d £ d i t P l o t
^ W'#*¡K í **** | «Üí>ítexorijxt-ifri: ‘ • ' * “ : ' ítoüktMtÍCUftK'Catpiei*# ± jXZ AÍG-'á;* 4 ^--- —
•CaUwn:-#>■***•-
T<*^ 9 *R .
ÍMi±Wxt 8*R<5*>¿á<mal (K't&sut* líropy
p-éhA- «»«jbp^ í w Tm w b a r
ccfcim*:toKXbor
t t * -rgSfc&SfcS*»6 S-W'-*gM.
Cnlunn mmbcr
F i g u r a 4 - 2 2 P e r f i l e s d e p r e s i ó n p a r a R A T E F R A C

¡ 0 9
En siguiente menú no aplica para la columna empacada Este menú (Figura 4-23) es para una columna de platos, en el se especificarán dimensiones de la columna, numero de platos, platos por cada segmento, tipo de platos, espaciamiento entre platos, tipo de flujo, número de pasos y porcentaje de inundación El simulador tiene las opciones para platos perforados, de cahuchas y de válvulas
f*l. Edit Fjtru |¡un fruían» Flouditvt gFB ][i«m Ko»l S ttinyv ^* ' ■ “ • | -f-BÉSl£0MMnti E<tlt Piot.
................ 4 fotfí mP-<ggfcttbreg t :1S
-i
-w*«té**TER
HETER »fcare» SQMHrnrR
Koutln» Ctr<”
..... fw r w l w
322°
x yj
qr~ZColurw ntiwbor
Figura 4-23 Menú para columnas equipadas con platos
La rigura 4-24 muestra el menú que aplica para la columna empacada, aquí se especifica el empaque y sus características, altura de la sección empacada ó altura de empaque por segmento, diámetro de la columna ó porcentaje de inundación y se especifica que existe mezclado perfecto en ambas fases En la especificación del número de segmentos quedó pendiente por qué se fijó 1 0 segmentos para la sección empacada Reglas heurísticas (Aspen Plus, 1995) dicen que la precisión en los resultados con columnas empacadas modeladas con no - equilibrio depende del número de segmentos usados Cuando el número de segmentos se incrementa, la altura de empaque por segmento disminuye y la precisión de los resultados se incrementa Para empaques aleatorios, el número de segmentos se determina haciendo la altura de empaque por segmento igual a 1 0 a 1 2 veces el tamaño nominal del empaque Para empaques estructurados, la altura de empaque por segmento deberá ser igual a la altura equivalente de una etapa ideal {HETP) del empaque El banco de datos contiene una amplia variedad de empaques aleatorios de primera, segunda y tercera generación y empaques estructurados

Esta versión de Aspen Plus, para empaques aleatorios no reporta porcentaje de inundación cuando se fija el diámetro de la columna pero sí reporta el diámetro para un porcentaje de inundación dado También carece de una rutina para la determinación del porcentaje de inundación para empaques estructurados .
1 10
¿ , , * ..................................ftrM ljjt it F|oMthwt gFB ¡¿tw • jfait^ S ^ttings J t lp
Figura 4-24 Menú para columnas empacadas
La Figura 4-25 muestra los parámetros y características de convergencia del algoritmo RATEFRAC Cada bloque de RATEFRAC se ejecuta en dos pasos
1 RATEFRAC ejecuta cálculos de ínicialización en donde todos los segmentos se modelan como etapas de equilibrio
2 Los resultados de la ínicialización se usan para ejecutar los cálculos de no - equilibrio
Al iniciar ¡os cálculos, RAfEFRAC genera valores iniciales para la temperatura y flujos de los componentes para cualquier estimado inicial Si no se introducen estimados iniciales, estos valores se generan basados en las condiciones de la alimentación a la columna En RATEFRAC, las ecuaciones que describen el problema se resuelven simultáneamente por el método de Newton Cuando se dificulta la convergencia se puede modificar el número de iteraciones de Newton RATEFRAC usualmente ejecuta los cálculos de ínicialización con una tolerancia relativamente relajada En ciertas situaciones, es necesario reducir la tolerancia para obtener buenos estimados iniciales para el método de no - equilibrio Cuando se tiene una columna con varios segmentos, puede ser difícil alcanzar la

convergencia correspondiente al problema de equilibrio Para columnas de platos ó empacadas que trabajan a bajas eficiencias, los resultados de los cálculos de equilibno pueden ser pobres para iniciar el método de no - equilibrio
£ll« £d 11 Fjrm
-t!
ToIm'moc SE*k5-STAMMÍft:C»XoW.
K*x"il«r> 2 ftogípg'-.ifef» rscáf»¥iiU>
• : v
Nu»hcíy» of Nrtutrn» iteratinlti-íl ¡7.it¡on rcatnulat <? fnr uhic.h doqirfi proccdi iro t*> hc «snd «tu ring tl>«?. Hnlp f(To nnrr; ínfnrnAt ion
Figura 4-25 Menú de convergencia de RATEFRAC
En la Figura 4-26 se muestra el menú del reporte de ios resultados, aquí se especifica que todos los segmentos serán incluidos en el reporte, valores de eficiencias de etapas, valores de HETP, propiedades termodinámicasf4de transporte y para el diseño del intercambiador de calor y serán presentados en forma de perfiles
PÍS» tttt «Mb-lFil* E<Jit Forat Arulytií FJouítwvt £FD Host Swttings JWlp******* »>»»»• A &&&" í
(SésoríSfcioía‘ ited±; t a. ; tz-EorWr' Af«wb«
t<j»(i*and Edit PJLot * -Godfc-Tfctts \Juí& ■ X « j Wfrrt-
3P©m»t •‘VM-ÍUE«Me 'YESYES YESYE6 YESflXOCi.rGK IMCRM«L TXP1IRT «.E Cws HC« ACI *? R«r<ws■ÍW
t M C t - F » c 5?- *x<*uni ptaxes- ±:<d s»ffl± é<vl s&g2-
Specifies sejtKnts incliiied in tlie report. List field. Ilel»> far tisay*
F i g u r a 4 - 2 6 R e p o r t e d e l o s s e g m e n t o s

La Figura 4-27 muestra el menú para construir las curvas del condensador, se especifica la variable independiente (temperatura) y como variables dependientes se deja a la fracción de vapor y la carga térmica Se puede realizar el mismo procedimiento para las curvas del rehervidor
ssas* nsts- '■ 'F»l* Edil For*¿ Run ñiMlytit KIMihMt; PfB Host' Sélting* ¡Wlp
toniMnd Edit Plot -0*2 rfwrifcíífe*** fc***■ *** * / * y " "tiSX&HEICM*Vtrot't tUxl A i <2¡J«S<M’lf'tÍDa±
» 4t& «PUTO,. úf
fTtÓTf‘-'Vm- TtJIP ítjwrxot.
<V4*4t*
*
kñAot my/Vm* É**.
Colunn m<nker
Figura 4-27 Menú para la construcción de curvas del condensador
En caso de tener mas de un equipo (Blocks) se especifica cuales deben ser incluidos o excluidos del reporte de resultados, además de fijar las opciones del reporte, en este caso se necesita el reporte y resultados en la misma página (ver Figura 4-28) Si no especifica nada el reporte incluye a todos los equipos por default
E»l* Ed»t Taras Fl«(fh«»t fFD ]¿i«m l(o»i H»JPi - g K ^ tto&j :pm■^ínw í^ H «t X? JtVrcVx ¥* ínv)\#*K w <
riMÉÉÉÉÉÉftÉ**±-d±oMe*.
koldt <yfc.tnay ■»........ ........
¡«S íMf
KcWf K£3V_r*» «Mfe ,o>iü£ vCí'f INPVf «Kíuííe/fc XíiJVftC
|ÍMfc4fr»d:*«S¿mIHKNCw&Vff»& *¥* . .
t
ASPEN PLUS tirapliics - Use le ft huttDVi to scicct. Uso r fcutton k'or" uorkspnce ponup menú
F i g u r a 4 - 2 8 M e n ú d e o p c i o n e s d e l r e p o r t e p a r a e q u i p o s

En el menú de la Figura 4-29 se especifican las corrientes que deberán ser incluidas en el reporte y las opciones del reporte (similar al menú anterior), de la misma manera si no se especifica nada el simulador incluye a todas por default
VtVíf - - ¿tfTile Edlt Fams Run Am IvjsH ftoushfet PFO Vini Hoit ■ Settlngs: Help -*
¿OMmid fdit Plól ...* ' " " HfiBTSSSyj
Ifxfc fc» or í 'mmlAÉ *«&-£****»**.
—p+fdi i*y -- -
roport- npfcton». <f<*'l-W 5 SW*-r 'Stot'W ¿£.0>R.<M M,5r/S fcí>w in ? sa«í¡-<nv«
W " •'
lts of &tl'e«nB tu bu iiicluited! in Default is tu i'Kpurt a 11 streans.Hi'íiitud i» urdvr ) íxti:c>
Figura 4-29 Menú de opciones del reporte para las corrientes
Finalmente en el menú de 1a Figura 4-30 se detallan las opciones para el reporte Aquí se especificó que deberá incluir reporte de los valores de todas las propiedades físicas de los componentes y no se generará archivo de resultados (NODFMS) ni de todos los parámetros (NOPROJECT)
-ft#*** " " " ss&líñt&L.£»1» E«Ut Fjjrwi gutt finjlyni Floush»«t gFD Hoi-i J¡»ttings. U«lp j¡* íñséf* ^fonáand giJlt Flot
ÜC j <íi 'HtiW í *awt j «fetj KMfr
fty jKW .t M pfcU ftHL-"■■"""■■' ■i........... . . . . . . . ■ ........................... .....................
PAC M IS
PCÍSP*QP-b(iY6y&VXs >.<*> f’Jie» 1
«K.a*<S—raoJcor -•amp/Vmtr , ÍM*
D o / d o i i o t H a t e o n r o n c n t I D s » f n r n t i l o r s , axu\ n a r » s ussoJ i n t h e s i t t u l n t i n n i n t lw . r « p o r t . l . l s t í í c l í
F i g u r a 4 - 3 0 M e n ú d e o p c i o n e s d e l r e p o r t e

Recordar que cuando estén completos los datos en cada menú aparecerá la leyenda ‘Complete” y se hace “clic” en “Next”, sí los menús fueron llenados apropiadamente el simulador envía un mensaje para iniciar la simulación y finalmente envía un reporte de los resultados si es que hubo convergencia del modelo o en su defecto que propiedades no fueron posible estimar con los modelos seleccionados Como se puede observar esta es una herramienta muy útil en el diseño y optimización de procesos.
4.3 Resultados de la Adaptación del ProcesoA continuación se presentan los balances de materia y de energía, los perfiles de temperaturas y presión y los valores de H ETP que se obtuvieron de esta primera simulación de acuerdo a las condiciones que actualmente se tiene en planta Solo como recordatorio, se mencionarán los datos que fueron especificados en ésta primera simulación
• Flujo y composición de la alimentación• Flujo en el residuo• Etapa de alimentación 2
Variables de operación• Reflujo• Presión de la alimentación, del condensador y del rehervidor• T e m p e ra tu ra de a lim en tación
• Diámetro de la columna Especificación del empaque
• Tipo de empaque• Altura de la sección empacada
bn la Tabla 4-2 se muestra la distribución de los componentes en flujo másico y flujo molar y en la Tabla 4-3 se lista los porcentajes presente en el domo y en el fondo de la columna en base a la alimentación de cada componente Aquí no es posible decir que la separación se lleva a cabo principalmente entre la Acetona y el Acrilonitrilo como es de espesarse, como lo muestran las tablas la mayor parte de Ácido cianhídrico y poco más de la mitad de Acetona están presentes en el destilado, mientras que una cantidad bastante considerable de Acetona y los componentes menos volátiles aparecen en el residuo
1 1 4

T a b l a 4 - 2 D i s t r i b u c i ó n d e c o m p o n e n t e s d e l a c o l u m n a e n o p e r a c i ó n
Compuesto Alimentación Destilado ResiduoFlujo másico [Kg/hr]
Acido Cianhídrico 108 37 107 1937 1 1762Acetona 137 40 90.0417 : 47.3583Acrilonitrilo 8 0 1 0.4944 7 5155Agua 30 35 0 8161 29 5338Acetocianhídrina 1 54 4 7607 x 10' 6 1 540
Flujo molar [Kgmol/hr]Acido Cianhídrico 4 00980 3 9663 0 043524Acetona 2 36570 1.5503 0 8154Acrilonitrilo 0 15090 0,0093181 0 1416Agua 1 68460 0 045302 1 6393Acetocianhídrina 0 018095 5 5938 x 10' 8 0 018095
Tabla 4-3 Porcentaje de recuperación de la columna en operaciónCompuesto Destilado ResiduoAcido Cianhídrico 98 915 1 085Acetona 65 533 34,467Acrilonitrilo 6 173 93 827Agua 2 689 97 311Acetocianhídrina 0 0003 99 9997
La Figura 4-31 muestra los cambios de la composición de líquido de etapa a etapa para los 5 componentes, mientras que la Figura 4-32 muestra los caudales del vapor Considerando las Figura 4-31 y 4-32, da la impresión que la separación se lleva a cabo entre el Ácido cianhídrico y la Acetona Es evidente que todos los componentes a excepción del HCN, se hallan en cantidades apreciables debajo de la etapa de alimentación (etapa 2 ) ó a lo largo de la columna Lo ideal sería que los componentes más volátiles (HCN y ACT) se encontraran en mayor proporción en las primeras etapas ó por encima de la alimentación y los componentes menos volátiles en mayor cantidad debajo de la etapa de alimentación y solo una cantidad muy pequeña por encima de la etapa de alimentación, el comportamiento mostrado es lógico debido a que todos los componentes se hallan presentes en la alimentación

1 16
Etapas
-O— H C N - X - A C T —o— A C N * 10 —e — A G U A —a — A C H * 100
Figura 4-31. Curvas de composición del líquido en la columna empacada
UlOO-c3><DC-OOOo,BoCJ
Etapas
IICN —X— ACT —o— ACN* 10 —e— AGUA —á—ACH * 10,000
F i g u r a 4 - 3 2 . C u r v a s d e c o m p o s i c i ó n d e l v a p o r e n l a c o l u m n a e m p a c a d a

En las Figuras 4-31 y 4-32 se puede apreciar que el flujo líquido de ACH permanece casi constante a través de las etapas, esto debido a su baja volatilidad El HCN que es un componente tan volátil no permanece tanto en el líquido y por consiguiente, no es capaz de fluir hacia debajo de la columna en cantidades apreciables. La ACT persiste un poco más ya que es menos volátil que el HCN, a medida que se va acercando el fondo de la columna su flujo de vapor se incrementa. Respecto al Acrilonitrilo y al Agua se observa un buen comportamiento, conforma va descendiendo aumenta su concentración hasta prácticamente obtener todo en el fondo
En la Figura 4-33 se presenta la curva de temperaturas en las etapas La Tabla 4-4 presenta los perfiles de temperatura de burbuja y de rocío, la presión y el valor del HETP El valor del HETP promedio es de 0 40376 m, lo cuál indica que se tienen 13 8 6 etapas reales mismas que no son suficientes para lograr la separación entre la Acetona y el Acrilonitrilo
1 17
Figura 4-33. Perfil de temperatura en etapas

T a b l a 4-4 P r e s i ó n , T e m p e r a t u r a y H E T P d e l a c o l u m n a e n o p e r a c i ó n
Etapa T burbuja f°Cl T roció [°C] Presión [bar] HETP |m]1 43 438046 43 438046 1 1669912 47 849831 51 395325 1 191954 0 3615133 51 819496 54 651787 1 216916 0 3778934 55 275768 57 803242 1 241879 0 3849545 58 331440 60 534988 1 266841 0 3919346 60 939957 62 869125 1 291803 0 3987807 63 151402 64 891945 1.316766 0 4055998 65 064842 6 6 710777 1 341728 0 4128499 6 6 792183 6 8 432037 1.366690 0.4214121 0 68.441994 70 153137 1 391653 0 4328211 1 70 116737 71 961655 1.416615 0 4499261 2 73 938484 73 938484 1.441578
Para el cálculo del porcentaje de inundación al que está operando la columna primeramente se fijó 80 % de inundación y un factor de empaque de 1 31232 cm 1 para comparar el diámetro requerido contra el diámetro actual Las columnas generalmente se diseñan para operar de un 70 % a 80% de inundación Los resultados obtenidos se muestran en la Tabla 4-5, como se observa al 100% de inundación se requiere un diámetro de 0 6096 m y a 80% se necesita un diámetro de 0 762 m, esto indica que para éste caso de estudio el porcentaje de inundación es mayor de lo permitido En ios segmentos de abajo se requiere un mayor diámetro porque es la zona en donde hay más carga de líquido
Tabla 4-5. Inundación de la columna en operaciónDiámetro estimado [m]
Etapas 80 % inundación 1 0 0 % inundación2 0 254 0 2543 0 254 0 2544 0 6096 0 60965 0 6096 0 60966 0 6096 0 60967 0 7620 0 60968 0 6096 0 60969 0 6096 0 60961 0 0 6096 0 60961 1 0 6096 0 6096

1 1 9
En el diagrama de la columna empacada de la Figura 4-34 se muestra las condiciones de operación a las que está operando en planta utilizando un condensador parcial, las entalpias de las corrientes, las cargas térmicas necesarias para el condensador y el rehervidor y las características de la sección empacada
T = 10 °C P = 2 677 bar * = -18 2027 Kcal/mol
r= 4 3 438 °C P = 1.1669 bar H = 8 4159 Kcal/mol Q c= - 45002 Kcal/hr i? = 1.14
Silletas Intalox 2 lA pulg Altura = 5.6 m Diámetro = 0 52 Inundación = 100 % HETP = 0.40376 m
7= 73 938 °C P = 1 4415 bar h = -57 0791 Kcal/mol Or = 90421 Kcal/hr Reflujo interno = 4 5092
Figura 4-34 Condiciones de operación de la columna
Cuando se prepara una hoja de simulación, se debe tener cuidado al seleccionar los datos ysubrutinas apropiadas para estimar el equilibrio de fases de la mezcla involucrada Esto es especialmente importante cuando las presiones son elevadas o mezclas no ideales, por ejemplo, aquellas que involucran azeotropos Para simplificar este análisis, muchos de los

120
simuladores proveen facilidades para la generación de diagramas de equilibrio de fases, que pueden ser comparados con datos experimentales ó diagramas similares reportados en la literatura Como se mencionó anteriormente, se pueden utilizar diferentes métodos de estimación y ajustar los coeficientes de interacción binaria para disminuir las desviaciones respecto a datos experimentalesEn Aspen Plus, se pueden crear los diagramas seleccionando “Property Análisis” Pueden ser gráficos para componentes puros (propiedades termodinámicas o de transporte) o un análisis binario, después se introducen los componentes involucrados y se selecciona el método de estimación “Property Specification G lobal’ Para este caso se selecciona el método de “Umfac Dortmund” que es un método totalmente predictivo Algunas de las gráficas binarias que se pueden construir son del tipo T-x,y, P-x,y, energía de Gibbs, etc. En las Figuras 4-35 y 4-36 solo se muestran algunos de diagramas que presenta un comportamiento bastante interesante ó que se alejan de lo ideal, dichas gráficas son las curvas de equilibrio x-y y los diagramas T-x,y a la presión de 1 atm
(a ) (b)Figura 4-35. Curvas de equilibrio a presión constante de 1 atm a) Acrilonitrilo - Agua,
b) Acetona - Agua

121
(a) (b)Figura 4-36. Diagrama T - x,y a presión constante de 1 atm. a) Acetona - Acrilonitrilo,
b) Acido cianhídrico - Acetocianhídrina
L iteratu ra Citada
■ A b ram s D S a n d J M P ra u s n itz . “ S ta t isca l T h e r rn o d y n am ic s o f L iq u id m ix tu r e s A N e w E x p re s s io nfo r th e excess G ib b s E n e rg y o f Partly o r C o m p le te ly M is c ib le System s” , A IC H E J , 21, 116 (1975)
* A s p e n P lu s R e fe re n ce M a n u a l, Aspen T e chno lo g y (1995)■ F re d e n s lu n d A , J G m e h h n g . a n d P R asm ussen , “V a p o r- L iq u id E q u i l i b n u m U s in g U N I F A C ’'.
E ls e v ie r , Am sterdam , (1977)■ H n n m e lb la u D a v id M y K e n n e th B B is c h o ff , A n á lis is y S im u la c ió n de P ro ce sos , R everte , (1992)■ P en g D Y , a n d D B R o b in s o n , “A N ew tw o C on s ta n ts E q u a t io n o f S tate” , I n d E n g C h em F u n d ,
15.59 (1976)■ R e d l ic h O a n d J N K w o n g , C hem R e v , 44, 233 (1949)■ R e íd R C , J M P ra u s n itz a n d T K S he rw ood , The P roperties o f Gases a n d L iq u id s , M e G ra w H i l l ,
(1977)■ R e n o n H a n d J M , P ra u s n itz , A IC H E J o u rn a l, 14, 135 (1968)■ S chw a r tz e n tru b e r J a n d H R e n o n , “E x te n s ió n o f U N IF A C to H ig h P ressures a n d T em p e ra tu re s by
th e use o f a C u b ic E q u a t io n o f S tate” , I n d E n g Chem . R es ,2 8 , 1893 (1989)■ S oave G “E q u i l i b n u m C o n s ta n ts fro m a M o d if ie d R e d lic h - K w o n g E q u a t io n o f S tate” , C hem E n g
S c i , 27, 1197 (1972)■ V a n L a a r J I “O n the T h e o ry o f V a p o r Pressures o f B in a iy M ix tu r e s Z ” , P hys ik C hem , 83, 599
(1913)■ W iis o n G M , “V a p o r- L iq u id E q u i l ib r iu m X I A n ew E x p re s s io n fo r th e E x c e s s F ree E n e r g y o f
M ix in g ” , J A m C hem Soc , 86, 127 (1964)

123
C a p í t u l o 5
D I S E Ñ O D E L A C O L U M N A
5.1 Datos Experimentales de Equilibrio Vapor — LiquidoEs necesario disponer de datos experimentales para poder decidir que ecuación de estado y/o modelo de solución se utilizará en la simulación para la adecuada reproducibilidad del comportamiento vapor - líquido. De los 10 sistemas binarios de la mezcla multicomponente considerada en este estudio sólo fue posible encontrar datos experimentales de vapor - líquido para los sistemas Acrilonitrilo - Agua y Acetona - Agua (Dechema, 1981). A continuación se discuten los diagramas de equilibrio de estos dos sistemas.
Sistema Acrilonitrilo (1) - Agua (2)Los datos experimentales se presentan en la Tabla 5-1 y el diagrama x-y a 1 atm se muestra en la Figura 5-1 De los modelos de estado reportados en la literatura Margules , Van Laar, Wilson, NRTL y UNIQUAC ei modelo de NRTL es el que presenta la menor diferencia entre datos expenmentales y datos calculados.
De la Figura 5-1 se observa que el sistema Acrilonitrilo - Agua exhibe grandes desviaciones del comportamiento ideal y con inmiscibilidad parcial en la fase líquida Por ejemplo, en la Figura 5-1 los puntos K y M representan los límites de solubilidad y el punto X es el punto azeotrópico Las mezclas comprendidas entre los puntos K y M forman dos fases líquidas en equilibrio, fuera de estos puntos son líquidos homogéneos Relativamente en pocos casos, la composicion azeotrópica cae fuera de los límites de solubilidad pero la gran mayoría el azeotropo se encuentra dentro de la región de dos fases líquidas En otros casos, especialmente cuando los componentes tienen una diferencia muy grande en sus puntos de ebullición, no hay presencia de una composición azeotrópica (Treybal, 1988)

124
T a b l a 5-1 D a t o s e x p e r i m e n t a l e s d e l s i s t e m a A c r i l o n i t r i l o ( 1 ) - A g u a ( 2 ) a 1 a t m
T [°C] X,Diferencia
de TDiferencia
de ViNRTL
98 50 0 0005 0 0320 - 0 60 - 0 0 0 0 297 60 0 0008 0 0480 -0 97 -0 002797 00 0 0013 0 0750 -0 72 -0 005296 50 0 0015 0 1030 - 0 8 8 0011495 60 0 0 0 2 0 0 1240 -0 95 0 005094 00 0 0030 0 1750 -0 96 0 005293.00 0 0040 0 2080 -0 46 -0.007590.60 0 0050 0 2750 -1 45 0 01838 8 50 0 0080 0 3040 0 24 -0.054185.10 0 0 1 0 0 0 4020 -1 00 - 0 008880 70 0 0150 0 5240 -1 01 0 017678 90 0 0180 0 5300 -0 77 -0 016572 20 0 9350 0 8510 -2 14 0 005573 30 0 9590 0 8930 -1 97 0 006173 50 0 9720 0 9240 -2 44 0 008674 50 0 9850 0 9560 -2 27 0 0060
Figura 5-1 Diagrama x-y del sistema Acrilonitrilo (1) - Agua (2) a 1 atm

1 2 5
Pai ámeteos del modelo NRTLA,; = 958 6642 cal/mol A2¡ = 2103 2411 cal/mol a¡2 :t± 0 4394
Coeficientes de actividad a dilución infinitay" = 35 48 y'“ = 8 81
Sistema Acetona (1) - Agua (2)En la Tabla 5-2 se muestran los datos experimentales y la diferencia resultante con los datos calculados por el modelo NRTL En la Figura 5-2 se muestra el diagrama x-y del sistema Acetona-Agua a 100 °C
Tabla 5-2 Datos experimentales del sistema Acetona (1) - Agua (2) a 100°CPresión Xi y t Diferencia Diferencia[mmHgl de P de l i
NRTL832 61 0 0033 0 0902 -3 96 -0 0042848 12 0 0040 0 1090 -4 19 -0 0027879 15 0 0045 0 1180 15 70 -0 0056977 41 ~ ' 0 0080 0 2070 38 25 0 0 1 0 0
1680 73 0 0480 0 5450 105 61 0 00811835 8 8 0 0820 0 6130 -54 01 -0 00952001 37 0 0980 0 6320 8 28 - 0 00822089 28 0 1080 0 6370 42 46 -0 02422301 31 0 2 2 0 0 0 7050 -37 92 -0 00532399 57 0 3080 0 7150 -13 17 -0 00902404 74 0 3160 0 7190 -12 79 - 0 00602503 00 0 3970 0 7270 41 16 -0 00762606 43 0 4800 0 7470 97.62 0 00032570 23 0 5260 0 7460 32 83 -0 00932678 83 0 6950 0 8010 25 85 -0 00242621 0 0 0 7150 0 8140 -44 72 0 00282699 52 0 7420 0 8230 14 82 0 00032720 20 0 7710 0 8370 16 90 0 00092756 40 0 8540 0 8780 691 -0 00432766 75 0 9440 0 9460 -14 05 - 0 0 0 2 2
2761 58 0 9710 0 9720 -23 22 0 0 0 0 0
2766 75 0 9770 0 9780 -18 53 0 0004

1 2 6
Parámetros del modelo NRTLA I2 = 136 0938 cal/mol A 2I = 1483 6875 cal/mol a ,2 = 0 2862
Coeficientes de actividad a dilución infinitay 7 = 9 0 1 Y2 = 3 80
0 0 2 0 4 0 6 0 8 I
x
Figura 5-2 Diagrama x-y del sistema Acetona ( 1 ) - Agua (2 ) a 100°C
5.1.1 Presiones de VaporLa Tabla 5-3 muestra algunas de las propiedades de los 5 componentes puros, los datos del Ácido Cianhídrico HCN, Acetona ACT, Acrilonitrilo ACN y Agua fueron tomados de Daubert et al (1989) Las propiedades de la Acetocianhídrina ACH fueron tomadas de Yaws(1999)

1 2 7
T a b l a 5 - 3 P r o p i e d a d e s d e l o s c o m p o n e n t e s p u r o s
HCN(HCN)
ACT(C3H60)
ACN(C3H3N)
AGUA(H20)
ACH(C4H7NO)
T ebullición [°K] 298 8 6 329 89 350 78 373 15 463 33Zc 0 197 0 233 0214 0 229 0 234Tc [°K] 456.65 508.2 535 647 13 647Pc [atm] 53 192 46 392 44 211 217655 42 5Peso molecular 27 0257 58 08 53 0636 18 0153 85.1057
Ecuaciones de presiones de vaporÁcido cianhídrico, P en atm y T en °K:
4183 37 1355 * PlnP = 31 122- - -3 004*ln 7 ’ + - - -- (5-1)j , j>2 v 7
Acetona, P en Pa y T en °Kr/ro r
lnP = 70 7 ---- - -----7 351*lnr + 6 30*10^sr 2 (5-2)Acrilonitrilo, P en Pa y T en °K
no nlnP = 87 604----- - ------1 0 l o r in T + l 09*10'', 7’2 (5-3)
Agua, P en bar y T en °K, P -7 76451*^ + 1 4583 8 * ¥ -2 7758* Y -1 23303*^ , .ln — = ---------------------------------------------------------------- (5-4)Pc 1 - Y V 7
donde 'F = 1 - —T1 c.Acetocianhídrina, P en mmHg y T en °K
CQOlogP = -85.1224 + + 41 877log T - 0 060917 + 3 0327*10~5r 2 (5-5)
Las Ecs (5-1) y (5-4) fueron tomadas de Reid et al (1986), las Ecs (5-2) y (5-3) fueron extraídas de Daubert et al (1989) y la Ec (5-5) de Yaws (1999)

128
Una observación importante es que a una temperatura de 498 °K el Acrilonitrilo y el Agua tienen la misma presión de vapor (24 77 atm) Si por alguna razón se necesitara operar a estas condiciones no es posible separar el ACN del AGUA por tener los mismos puntos de ebullición En este caso de estudio la separación se llevará acabo entre la Acetona y el Acrilonitrilo y en la Figura 5-3 se observa la diferencias en las presiones de vapor de estos componentes
Figura 5-3 Presiones de vapor de los componentes puros
5.2 Módulo NRTL-RK de A spen P lusLa opción del modelo termodinámico NRTL-RK en el simulador Aspen Plus es aplicable sistemas con una alta no - idealidad en la fase liquida a bajas presiones También puede utilizarse a altas presiones debido a que incluye la corrección del factor de Poynting Las propiedades calculadas por este modelo termodinámico son

1 2 9
• Coeficientes de actividad en la fase líquida vía el uso del modelo NRTL• Coeficientes de fugacidad de cada especia en la fase vapor mediante la ecuación de
estado de Redlich - Kwong (1949)• Volumen molar del líquido mediante la Ec de Rackett.
El modelo NRTL-RK requiere de parámetros de interacción binaria Para muchos sistemas, estos parámetros están disponibles en el banco de datos de Aspen Plus y son utilizados automáticamente, de lo contrario tendrán que ser proporcionados por el usuario.
5.2.1 Modelo de Coeficientes de Actividad de NRTLEn el modelo de Renon y Prausnitz (1968) bautizado como NRTL “Non Random TwoLiquid”, la expresión para el coeficiente de actividad para una mezcla binaria esta dadacomo
a, T.J y Tj, son parámetros ajustables ln y 2 se obtiene intercambiando las índices
equilibrio de fases de DECHEMAEl modelo NRTL tiene la ventaja de contar con tres parámetros ajustables que permiten describir adecuadamente el comportamiento de la fase líquida en mezclas altamente no ideales Algunas veces se fija el valor de a = 0 2 para equilibrio líquido - liquido y a = 0.3 para equilibrio vapor - líquido
5.2.2 Ecuación de Estado de Redlich - KwongPara una descripción precisa del comportamiento PvT de los fluidos, dentro de un amplio intervalo de temperatura y presión, se requiere una ecuación más extensiva que la ecuación de gases ideales Esta ecuación debe ser lo suficientemente general como para poder
ln y, = x \ t (x2 + AI2x, ) (5-6)
ln Av = - a r tj (5-7)
Los parámetros ajustables se obtienen de la compilación de datos como la serie de datos de

1 3 0
aplicarse a líquidos así como a gases y vapores, y no ser tan compleja que presente excesivas dificultades analíticas ó numéricas al aplicarseLas ecuaciones polinomiales, que son cúbicas respecto al volumen molar, constituyen un término medio entre generalidad y simplicidad adecuado para muchos propósitos El desarrollo moderno de las ecuaciones cúbicas de estado se inició con la publicación de la ecuación de Redlich - Kwong (1949).
r _ R Tv — b v(v + b ) 4 f0,42748P2r c25a = ------------------
Pc
0 08664RTCb —Pc
Donde a y b son constantes positivas, cuando son igual a cero, se obtiene la ecuación del gas ideal Conocidos a y b para un fluido particular, se puede calcular P en función de V para varios valores de TEste tipo de ecuación de estado cúbica, tiene tres raíces para el volumen, de las cuales dos pueden ser complejas Físicamente, los valores significativos de v siempre son reales, positivos y mayores que la constante b Cuando T > Tc , cualquier valor positivo de Pconduce a una solución con una sola raíz real positiva Cuando T = TC, aplica lo antesdicho, excepto a la presión crítica donde existen tres raíces, todas iguales a vc . ParaT <T C , a presiones elevadas solo existe una raíz real positiva, pero en el intervalo depresiones bajas se tiene tres raíces reales positivas, en este caso, la raíz intermedia no tiene significado, la raíz menor corresponde a un volumen líquido ó cuasilíquido y la raíz mayor a un volumen de vapor o cuasivapor Los volúmenes de líquidos y vapores saturados están dados por la raíz menor y mayor, respectivamente, cuando P es la presión de saturación o presión de vapor
(5-8)
(5-9)
(5-10)

5.2.3 Modelo de Solución por Contribución de Grupos FuncionalesDebido a que la variedad de compuestos orgánicos de interés en los procesos químicos es muy grande o vasta y el número de posibles mezclas binarias, ternarias, e tc , es también bastante extensa, frecuentemente surgen situaciones en donde los Ingenieros necesitan hacer predicciones de los coeficientes de actividad de un sistema para el cual no hay datos experimentales reportados en la literatura como es el caso de la mezcla multicomponente considerada en este estudioMuchas de las teorías recientes sobre el comportamiento de soluciones líquidas han sido basadas en la termodinámica clásica, de tal forma que los parámetros que aparecen pueden ser relacionados con las propiedades moleculares de las especies en una mezcla y los modelos resultantes tengan algunas habilidades predictivas Una de estas teorías es la de contribución de grupos funcionales para la determinación de coeficientes de actividad por el modelo UNIFAC, el cual está basado en el modelo UNIQUAC Este modelo es útil para la estimación del comportamiento de soluciones líquidas en la ausencia de datos experimentales de equilibrio de fases, sin embargo ninguno de los modelos de solución es considerado suficientemente exacto para el diseño de una planta químicaLos métodos más exitosos para la predicción de coeficientes de actividad están basados en la idea de contribución de grupos funcionales en el cual cada molécula se considera como una coleccion de bloques de construcción básicos Asi una mezcla de moléculas se considera una mezcla de grupos funcionales y las propiedades de la solución resultan de las interacciones entre los grupos funcionales Como el número de diferentes grupos funcionales es mucho menor que el número de diferentes moléculas, es posible, por regresión de datos experimentales obtener fácilmente una tabla de parámetros de interacción para cada grupo con todos los demás Por lo tanto, los coeficientes de actividad en una mezcla para la cual no se encuentran disponibles datos experimentales pueden ser estimados en base al conocimiento de sus grupos funcionales presentes y de los parámetros de interacción entre grupos
Los dos métodos de contribución de grupos mas desarrollados son el ASOG “Ánalytical Solimán O f Groups ” y el UNIFAC “Uniquac Functional-Group AcUvity Coefficieni” En el

112
modelo de UNIFAC los coeficientes de actividad se determinan por la contribución de dos términos ( 1) termino combinatorio que es una contribución debido a las diferencias en tamaños y formas de las moléculas y (2 ) el término residual el cual considera la contribución debido a las interacciones energéticas entre las moléculas. El término combinatorio en UNIQUAC fue evaluado usando contribución de grupos, mientras que el término residual contiene dos parámetros para cada sistema binario que fueron ajustados a datos experimentales En el modelo UNIFAC ambos términos son obtenidos de los métodos de contribución de gruposCuando se utiliza el modelo de UNIFAC, primero se deben identificar los grupos funcionales presentes en cada molécula, en la Figura 5-4 se muestran las moléculas de las componentes con sus grupos funcionales de la corriente a destilar
H -C E N H -O -HA c id o c ia n h íd r ic o CHh-OOHh A gua
A ce tona
C=Nl
CH3 - C - C H 3l
CH2 =CH C 3 4
A c n lo m t n loOH
A c e to c ia n h íd r in a
Figura 5-4 Compuestos puros y sus grupos funcionales de la corriente de alimentación
El coeficiente de actividad para cada especie puede expresarse como la suma de las 2 contribuciones
ln y, - ln y f +In ;/' (5-11)

133
El termino combinatorio ln y c: se determina de igual forma que en el modelo de UN1QUAC poi la siguiente ecuación
ln y, = ln ^ + -O , ln ^e. <P,<P, i J
6 =
(p, =
X,Q,
]
XA
donde
G
<p,o,
z
parámetro de volumen del componente i parámetro de área del componente i fracción de volumen del componente i fracción de área del componente / fracción líquida del componente i en la mezclanúmero de coordinación como función de la temperatura, usualmente se toma como 1 0
(5 -12)
(5-13)
(5-14)
(5-15)
El término residual ln y \se evalúa por el método de contribución de grupos, en donde lamezcla se considera como una mezcla de grupos funcionales. La contribución residual del logaritmo natural del coeficiente de actividad del grupo funcional k en la mezcla se obtiene de
l n r L = O k 1 - l n y © ?/ mk\ m
v . & J¥ ,m km
y m V 0 f/ ; m n,(5 -16 )
= -X O
T , * * Q n( 5 - 1 7 )

134
( 5 - 1 8 )
donde0 m fracción de área del grupo mX m fracción molar del grupo m en el grupoQ mn es una medida de la energía de interacción entre grupos m y n
Finalmente, la contribución residual al coeficiente de actividad se obtiene por la siguiente ecuación
contribución residual al coeficiente de actividad del grupo k en un fluido puro de la especie / Los parámetros de volumen y superficie son conocidos, los desconocidos son los parámetros binarios VLmn y Q nm para cada par de grupos funcionales Si se supone que cualquier par de grupos funcionales m y n interactuarán de la misma manera, entonces Q.mn y ü.nm tienen el mismo valor, independientemente de la mezcla en la cual estos dos grupos interactúen Así, por ejemplo, la interacción entre un grupo (-OH) de un alcohol y un grupo metíl (-CH3) de un alcano será la misma, a pesar de que estos grupos estén en mezclas de etanol - n-pentano o isopropanol - decano
5.3 Diseño de la Columna Usando W-U-GA continuación se presenta el algoritmo propuesto por Seider et al (1999) que fue empleado para el diseño de la columna
1 Fijar las presiones del condensador y del rehervidor2 Estimar el número mínimo de etapas N mm a reflujo total usando la ecuación de
Fenske o Winn Estimar la relación de reflujo mínimo (número infinito de etapas)
(5-19)
En la Ec (5-19) es el número de k grupos presentes en la especie /, y es la

135
/v‘nii:. . u sa n d o la ecu ac ión de U n d e rw o o d , estim ar el n ú m e io de e ta p a s te ó r ica s , N,
u sa n d o - - - - = 1 3 y la co rre lación de G illiland
3 Seleccionar el espaciamiento de platos ó la altura de la sección empacada para determinar la altura teórica de la columna
4 Estimar la velocidad de inundación Fijar velocidad de diseño = 07 veces la velocidad de inundación para calcular el diámetro de la columna
5 Estimar el costo de instalación de la columna y sus dispositivos de contacto6 Estimar el costo del condensador (agua de enfriamiento) y rehervidor (medio de
calentamiento)7 Estimar las áreas de los intercambiadores de calor y estimar el costo de instalación
del condensador y del rehervidor. Dimensionar el acumulador de reflujo, usando un recipiente horizontal, un tiempo de residencia de 5 minutos de la mitad de llenado para el líquido. La bomba para el reflujo y el residuo no se dimensionan ni se determinan costos debido a que sus costos son usualmente muy pequeños comparados con los demás equipos
5.3.1 Presión ÓptimaLa operación de una columna de destilación a vacío requiere de equipo extra para la producción y mantenimiento del vacío Además, la operación a vacío da un caudal volumétrico de vapor mayor, como consecuencia las columnas de vació tienen un diámetro relativamente grande Existe también una alta tendencia hacia el deterioro de la capacidad debido al arrastre en columnas a vacío Estos factores, indican que las columnas de destilación que operan a vacío no son del todo recomendables a menos que algún aspecto termodinámico del problema de separación requiera vacío Por ejemplo, puede ser necesario operar a vacío con objeto de conseguir una temperatura del fondo lo suficientemente baja para evitar la descomposición térmica del producto del fondo y/o utilizar algún medio de calentamiento disponible para llevar a cabo la vaporización en el rehervidor

1 3 6
La operación a presiones sustancialmente por encima de la atmosférica requiere que la pared de la columna sea más gruesa, de modo que sea resistente a la presión Además, es una característica general de los sistemas de destilación que la volatilidad relativa sea más próxima a la unidad a medida que la presión del sistema aumenta, en consecuencia, las necesidades de etapas y reflujo para un grado de separación establecido aumentan a medida que la presión aumenta. En casi todos los casos estos factores compensan de sobra los ahorros que pueden conseguirse en el diámetro de la columna debido a la mayor densidad de! vapor y menor caudal de vapor a presiones superiores. Por lo tanto, la operación a alta presión se justifica normalmente solo en aquellas situaciones donde se necesita alta presión para conseguir la condensación del producto en el domoAi análisis anterior conduce a la conclusión de que la presión de la columna para una destilación deberá estar ligeramente por encima de la atmosférica de modo que la condensación en el domo pueda llevarse a cabo con agua de enfriamiento y el calentamiento en el fondo con medios ordinarios sin que exista daño térmico al material del producto del fondo Si se necesitan presiones elevadas (superiores a 250 psia) para llevar a cabo a condensación en el domo con agua de enfriamiento, la presión de la columna deberá ser tal que genere una fuerza impulsora de diferencias térmicas promedio de 15 a 25 °F en el condensador (King, 1988)Durante el diseño de columnas de destilación es necesario hacer algunas estimaciones preliminares de la presión de la columna y los tipos de condensadores (total o parcial) a utilizar Los estimados se facilitan aplicando el algoritmo de la Figura 5-5 Se presupone que la temperatura del agua de enfriamiento está disponible a 90 °F, suficiente para enfriar y condensar un vapor a 120°F Se calcula la presión de punto de burbuja a 120 °F y un estimado de la composición del destilado. Si la presión calculada es menor que 215 psia, se usa un condensador total Si la presión es menor que 30 psia, se procede a fijar la presión del condensador a 30 psia Si la presión del destilado en el punto de burbuja es mayor que 215 psia pero menor que 365 psia, se deberá usar un condensador parcial Si la presión es mayor que 365 psia, determinar la presión en el punto de roció para el vapor destilado Si la presión es mayor a 365 psia, operar el condensador a 415 psia con un refrigerante en lugar del agua de enfriamiento Para una presión seleccionada del condensador, adicionar 10 psia

137
para estimar la presión en el fondo y calcular la temperatura de burbuja para un estimado de la composicion del residuo Si la temperatura excede la temperatura critica de los residuos, reducir apropiadamente la presión del condensador (Seider et a l, 1999)
Figura 5-5. Algoritmo para establecer la presión de la columna y el tipo de condensador
5.3.2 E tapas y ReflujoCuando se diseña una columna de destilación, para lograr la separación deseada, es necesario seleccionar la presión de operación de la columna (frecuentemente se supone que esta permanece constante a lo largo de la columna), el número de etapas teóricas y la relación de reflujo Normalmente la presión del condensador sea ajusta a la condensación permitida por el agua de enfriamiento Alternativamente, la presión del rehervidor por el medio de calentamiento

1 3 8
Después de haber seleccionado la presión y el tipo de condensador a emplear (parcial o total) y la relación de reflujo real a reflujo mínimo se procede a determinar los
/ min
requerimientos teóricos de diseño vía el uso de un simulador comercial de procesos. La mayoría de los simuladores comerciales tienen implementado el método corto de Fenske - Underwood - Gilliland Este método aproximado es aplicable a mezclas ideales y moderadamente no ideales Los métodos de Fenske y Underwood asumen volatilidades relativas y flujos molares constantes en todas las etapas El método de Winn está basado en las mismas consideraciones, sin embargo, es aplicable cuando la volatilidad relativa varía drásticamente a lo largo de la columna Ninguno de estos métodos considera la dependencia de la composición, la cual puede tener un impacto significativo en mezclas azeotrópicas. Para la estimación del número teórico de etapas se utiliza la correlación de Gilliland. En Aspen Plus, el módulo DSTWU contiene los métodos de Winn, Underwood y Gilliland Para el diseño teórico de la columna la Figura 5-6 muestra un diagrama de la columna convencional a diseñar utilizando un condensador parcial y un reflujo real de 1 3 veces el reflujo mínimo La composición de la alimentación se tomó del balance de materia de la Tabla 3-1 y las presiones del condensador y del rehervidor son a las que actualmente está operando la columna Se eligió a la Acetona como el componente clave ligero y el Acrilonitrilo como clave pesado De acuerdo con lo mencionado en el Capítulo 2 2 acerca de la elección de los componentes clave, el componente clave pesado debería ser el Agua En un principio se consideró así, pero, de la distribución de los componentes resultante se encontro que la mayor parte del Acrilonitrilo se encontraba en el domo de la columna lo cuál no es el objetivo de este caso de estudio
Los resultados se muestran en la Tabla 5-4 mientras que en la Tabla 5-5 se muestra la distribución de los componentes La gráfica de la Figura 5-7, muestra la curva de Gilliland en donde se determina las etapas teóricas para una relación de reflujo dado la cual puede ser útil (especificando cualquiera de éstas variables) cuando se utilizan métodos rigurosos, en este caso el resultado será empleado como un estimado inicial de las etapas teóricas necesarias en el diseño de la columna vía el uso de RATEFRAC La correlación de Gilliland

1 3 9
ha sido probada satisfactoriamente para mezcla binarias y multicomponentes Esta con elación no debe usarse en sistemas que tienen una alta variación en la volatilidad relativa El % de recuperación especificado se calcula del Balance de materia de la Tabla 3-1. Para la Acetona es de 99 29% y para el Acrilonitrilo de 91 8 8 %
C o m p o n e n te K g m o l/ h rH C N 4 0098A C T 2 3657A C N 0 1509A G U A 1 6846A C H 0 018095
P i = 2 716 b a rTr = 1 0 °C
C o m p o n e n te K g m o l/ h r A C T 2 3477A C N 0.012249
PD = 1 1669 bar
C o m p o n e n te K g m o l/ h r A C T 0 017972A C N 0 1387
PR = 1 4415 bar
Figura 5-6. Diseño de la separación deseada utilizando el módulo DSTWU de Aspen Plus
Tabla 5-4 Resultados del método Winn-Underwood-GillilandRelación de reflujo mínimo 1 04378Relación de reflujo 1 35691Etapas mínimas 10 44Etapas de equilibrio necesarias 20.37Etapas por encima de la alimentación 441Temperatura del destilado 45 2591 °CTemperatura del residuo 77 8947 °CCarga térmica del rehervidor 18743 kcal/hrCarga térmica del condensador - 69868 kcal/hr

1 4 0
T a b l a 5 - 5 D i s t r i b u c i ó n d e c o m p o n e n t e s p o r e l m é t o d o W i n n - U n d e r w o o d - G i l l i l a n d
Flujo molar [Kgmol/hr]Compuesto Alimentación Destilado ResiduoAcido Cianhídrico 4 098 4 0097 0 00016956Acetona 2 3657 2 3477 0 017972Acrilonitrilo 0 1509 0 012249 0 1387Agua 1 6846 0 0 1 6846Acetocianhídrina 0 018095 0 0 0 018095
5.4 Diseño de la Columna con Platos con RATEFRACSiguiendo un procedimiento similar al que se aplicó durante la adaptación del proceso, los menús de las Figuras 4-3 a 4-19 y 4-26 a 4-30 permanecen igual Los menús que se modifican son los relacionados con la operación de la columna, los dispositivos de contacto y la convergencia del método Estos menús son los siguientes

141
1 Figura 4-2 Hoja paia el diagrama de flujoPara este caso es necesario construir otro diagrama de flujo ya que se trata de una columna equipada con platos Para tal efecto se elige la opcion “F ra cf\ que corresponde a una columna fraccionadora con platos
2 Figura 4-20 Menú del módulo RATEFRACEn este menú se sigue con un condensador parcial, se fija un estimado de la relación de reflujo deseado L/^ = \ 35691 (Tabla 5-4), esta relación es la determinada por elmétodo de Winn - Underwood — Gilliland y un estimado para el flujo de residuos Para el flujo de residuos se inicia con 1 0 a 2 0 kg/hr más del flujo indicado por el balance de materia
3 Figura 4-21 Menú del block (columna con platos)Basándose en los resultados de Winn - Underwood - Gilliland, en este menú se indica que la alimentación será introducida en la etapa 4 de arriba abajo
4 Figura 4-22 Perfiles de presiónPara este caso se va a mantener la misma presión del condensador que se tiene actualmente, la razón es que si se aumenta la presión se requiere mayor carga térmica para lograr la condensación lo cual trae como consecuencia un incremento del flujo de agua de enfriamiento y mayor área para el intercambio de calor Manteniendo la misma presión es posible que solo se requiera aumentar el flujo de agua de enfriamiento para no cambiar el intercambiador y no desperdiciar así la inversión hecha P con d= 1 1669 bar
La presión del rehervidor se determinará indirectamente fijando la caída de presión por segmento, para este diseño se fijó una caída de presión por plato igual a AP = 6 892 x 10 3 ba,ypIato (Kister, 1992)

142
5 Figura 4-23 Columnas de platosE sta colum na fue diseñada con platos perforados como medio de con tacto L os platos perforados se seleccionaron debido a su bajo costo de inversión respecto a los platos de cachuchas y válvulas adem ás de que ofrecen una superficie interfacial m ayor a la transferencia de m asa El espaciam iento entre platos se fijó en 0.5 m de acuerdo con la Tabla 2-5 D entro del diseño, para la determ inación del diám etro de la colum na se fijó el porcentaje de inundación en un 70 % y un diám etro estimado de 0 5 m E l núm ero inicial de segm entos o platos fue de 20 incluyendo el condensador y el rehervidor
6 Figura 4-25 M enú de convergenciaCom o se m encionó en el capítulo anterior, al increm entar el núm ero de segm entos aum enta la precisión de los resultados, pero tam bién esto puede provocar problem as en la convergencia del m étodo Con el fin garantizar una convergencia adecuada se increm entaron el núm ero de iteraciones a 20 para los cálculos de ínicialización (Figura 4-25) y 50 iteraciones máximas en la opción “M a x -ite r” para los cálculos de no - equilibrio
7 M enú de estim ados inicialesO tra form a de asegurar la convergencia es proporcionar estim ados iniciales adecuados de la tem peratu ra de condensación y del rehervidor además de la com posición deseada en fracción mol en cualquiera de los 20 segm entos Los estim ados iniciales son la tem peratu ra del condensador y las fracciones m olares en el condensador y el rehervidor (V er T abla 5-6) Tcond estim ada = 45 °C

143
Tabla 5-6 Estimados iniciales de la composición en el condensador y rehervidorCondensador R ehervidor
C om puesto Fracción m olar líquida
Fracción molar vapor
Fracción m olar líquida
Fracción molar vapor
H C N 0 62 0 39 0 0003 0 00013ACT 0.559 0 60 0 001 0 0015ACN 0 0008 0.001 0 75 0 1A G U A 0.008 0.009 0 32 0 89ACH 1 546 x 10‘8 5 5 x 10'6 7 89 x 10'5 7 89 x 10‘5
5 .4 .1 R e s u l ta d o s d e la C o lu m n a c o n P la to s P e r f o r a d o sPara llegar a los resultados que a continuación se presentan tuvieron que llevarse a cabo un núm ero significativo de simulaciones. L a m etodología que se aplicó después de la prim era simulación fue ajustar sólo el flujo de residuos hasta tener la m enor cantidad de ACN en el dom o, después determ inar la etapa de alimentación óptim a con esas condiciones de operación y com o último recurso increm entar el núm ero de segm entos tom ando com o ieferencia el balance de m ateria de la Tabla 3-1 La hoja de resultados em itida por A sp en P lu s se m uestra en el Apéndice IEl balance de m ateria se presenta en la Tabla 5-7 Es evidente que la separación se lleva a cabo entre la A cetona y el Acrilonitrilo com o se desea, teniendo en el fondo los contam inantes del proceso de la Acetocianhídrina (A CN y AGUA)
L a Tabla 5-8 m uestra los porcentajes de recuperación obtenidos para cada com puesto. Se observa que se recuperan el H C N y la ACT casi en su totalidad U na recuperación nunca es total, si se desea aum entar la fracción de separación del ACN se requerirían más etapas y más reflujo, pero si se observa el porcentaje en fracción mol o peso del A C N presente en el dom o es prácticam ente despreciable, por lo tanto la separación obtenida es bastante aceptable

144
Tabla 5-7 Balance de materia de la columna con platosC om ponente Alimentación D estilado Residuo
Flujo másico [Kg/hrlH CN 108 47 108 4573 1 2679 x 10'2ACT 13 7 4 134 7925 2 6074ACN 8 01 0 2423 7 7676A G U A 30 35 0 2777 30.0723ACH 1 54 4 3849 x 10'8 1 53999
Flujo mo ar [Kmol/hr]H C N 4 0135 4 0 1 3 1 4.6913 x 10'4ACT 2 3657 2 3208 4.4893 x 10'2ACN 0 1509 4.5678 x 10‘3 0 1463A G U A 1 6846 1 5415 x 10'2 1 6692A CH 1 8095 x 10'2 5 1523 x 10'10 1 8095 x 10'2
T a b la 5-8 Porcentajes de recuperación de la colum na con platosC om ponente D estilado Residuo
H CN 99 988 0 012ACT 98 102 1 898ACN 3 025 96 974AG U A 0 9 1 5 99 085ACH 2 85 x 10'6 99 999
E n las F iguras 5-8 y 5-9 se m uestran los perfiles en com posición que siguen los com puestos a lo largo de la colum na Para obtener la separación m ostrada en el balance de m ateria tuvieron que em plearse 27 etapas en total, en donde la etapa 1 corresponde al condensador m ientras la e tapa 27 al rehervidor y las etapas restantes son 25 platos perforados E n las F iguras 5-8 y 5-9 se observan ios efectos de la etapa de alimentación El H CN m uestra una disminución, esto es debido a que la alim entación se introduce com o líquido subenfriado ocasionando que condense algo del vapor rico en volátiles La ACH com o es el com ponente m ás pesado muy difícilmente se encuentra por encima de la etapa de alim entación m ientras que H CN que es el com ponente más ligero desaparece después de la e tapa 24

145
¡g,
01€TjT3ci-oyc/íOOU
Etapas
• HCN - ac r - ACN AGUA - ACH * 100
F ig u ra 5-8 Perfiles de com posición del líquido en la colum na con platos
Etapas-HCN - AC1 -o —ACN —o—AGUA -& -A C H * 10,OOOJ
Figura 5-9 Perfiles de composición del vapor en la columna con platos

146
La etapa de alim entación óptim a se encontró en el plato 8, esto es lógico porque la mezcla de alim entación es muy rica en com ponentes volátiles, al entrar a la colum na estos se incorporan rápidam ente al flujo de vapor Si se opta por introducir la alimentación en etapas más abajo de la óptim a el H CN es capaz de llegar prácticam ente en su totalidad al dom o, pero la A C T se increm enta en el fondo así com o una cantidad m ayor de ACN en el destilado
E n la Tabla 5-9 se presentan los perfiles de las tem peraturas y presiones correspondientes Se observa que el destilado sale a su tem peratura de rocío, el reflujo está a la tem peratura de burbuja y el fondo el flujo de residuos está a su tem peratura de burbuja El perfil de la presión tiene un com portam iento lineal ya que se fijo una caída de presión constante en cada segm ento (6 892 x 10'3 bar)

147
Tabla 5-9 Perfiles de temperaturas y presión de la columna con platos
E tapaT em peratura
del líquidor a
Tem peratura del vapor
[°C]
Presión[Bar]
Tem peratura de burbuja
[°ci
T em peratura de rocío
[°C]1 45 223 45 223 1 167 45 223 45 2232 49 009 50 482 1 174 48 604 50 0683 51 167 52 185 1 181 50 894 51 8444 52 603 53 424 1 188 52 426 53 1045 53 671 54 462 1 195 53 545 54 1216 54 611 55 497 1 201 54 504 55 0897 55 583 56 686 1 208 55 473 56 1448 54 723 58 204 1 215 54 684 57 4009 58 897 61 132 1 222 58 219 60 55110 61 901 63 785 1 229 61 300 63 31011 64 493 66 141 1 236 63 982 65 74912 66 814 68 270 1 243 66 370 67 94413 68 927 70 202 1 250 68 533 69 92714 70 833 71 925 1 257 70 485 71 68915 72 503 73 415 1 264 72 206 73 21016 73 920 74 667 1 270 73 676 74 48517 75 088 75 694 1 277 74 896 75 53118 76 037 76 528 1 284 75 889 76 38019 76 804 77 206 1 291 76 692 77 06920 77 428 77 763 1 298 77 345 77 63421 77 943 78 230 1 305 77 881 78 10522 78 362 78 631 1 312 78 300 78 50723 78 716 78 949 1 319 78 667 78 84024 79 031 79 230 1 326 78 994 79 14925 79 321 79 473 1 332 79 292 79 45226 79 614 79 660 1 339 79 608 79 78127 79 753 79 753 1 346 79 753 80 314

148
La Figura 5-10 m uestra un esquem a muy general del diseño final de la colum na de platos, se observa que es una colum na de diám etro pequeño y de altura m ayor en com paración con la colum na existente
T = 10.0 °C P = 2 .677 bar h = -18 7380 Kcal/mol P lato de alim entación = 8
0 -
7 = 4 5 22 °C P = 1.167 bar Q c = -62801 K cal/hr R = 1.33836 H = 1.665 Kcal/mol
25 P latos perforados Espaciam iento 0.5 m Diám etro = 0 3048 m Eficiencia = 73 36% 70 % de inundación
7 = 7 9 75 °C P = 1 3462 bar O r = 116590 K cal/hr h = -59 1052 Kcal/m ol Reflujo interno = 7 2341
F ig u ra 5-10. Diseño final de la colum na de platos
5 .5 D ise ñ o d e la C o lu m n a C o n te n ie n d o E m p a q u e A le a to r io co n R A T E F R A CE l procedim iento para este punto es prácticam ente igual que el efectuado en la colum na de p latos L os m enús que se m odifican también se relacionan con la operación de la columna, los dispositivos de contacto y la convergencia del m étodo Para esta simulación si se puede utilizar el diagram a de flujo generado en el Capítulo 4 Los menús que se modifican son

149
1 Figura 4-20 M enú del modelo RATEFRACPaia este diseño también se considera un condensador parcial, se fija un estim ado de la
m ateria de la Tabla 3-1
2 Figura 4-21 M enú del block (colum na em pacada)En este m enú se puede iniciar con la misma etapa de alimentación que en la colum na de platos A unque el número de segm ento de la sección em pacada puede ser diferente al num ero de la etapa discreta
3 Figura 4-22 Perfiles de presiónBajo el mismo criterio antes descrito la presión del condensador será la mismaP = l 1669 ba rLa presión del rehervidor resultará de !a caída de presión por segm ento, para este
1991)
4 Figura 4-24 Colum na empacadaEsta colum na será diseñada con silletas Intalox de cerámica de 2 pulgadas com o dispositivo de contacto D entro de este menú, para la determ inación del diám etro de la colum na se fijó el porcentaje de inundación en un 70 % y un diám etro estim ado de 0 5 m, adem ás es necesario disponer del dato de factor de em paque P ara este tipo de em paque la literatura da un factor = 1 31232 cm ~}El num ero inicial de segm entos em pacados se estimó en 20 incluyendo condensador y rehervidor
relación de reflujo deseado = 1.35691 y un estim ado para el flujo de residuos Para
el flujo de residuos se varía de 10 a 20 kg/hr más del flujo indicado por el balance de
diseño se fijó una caída de presión igual a A P - 5 713x10 3 t}C m em pa qu e (Robbins,
Los criterios de convergencia y estimados iniciales son los mismos que en el diseño anterior

150
5 .5 .1 R e s u lta d o s d e la C o lu m n a co n E m p a q u e A le a to r ioEn la la b ia 5-10 se m uestra el balance de m ateria para la colum na em pacada con silletas Intalox de cerám ica La Tabla 5-11 presenta los porcentajes del g rado de separación logrado El reporte de los resultados de la simulación de la colum na con silletas Intalox fue incluido en el Apéndice II
T a b la 5-10 Balance de m ateria de la colum na em pacada con silletas IntaloxC om ponente Alimentación D estilado R esiduo
Flujo másico [Kg/hr jH C N 108 37 108 3574 1 2525 x 10'2A CT 137.4 133 0484 4 3 5 1 5A CN 8 01 0 3961 7.6138A G U A 30 35 0 3679 29 982A CH 1 54 4 6539 x 10'7 1 53999
Flujo mo ar [Kmol/hr]H C N 4 0098 4 0094 4 6346 x 10'4A CT 2 3657 2 2907 7 4924 x 10'2ACN 0 1509 7 4661 x 10'3 0 1434AGUA 1 6846 2 0423 x 10'2 1 6642ACH 1 8095 x 10'2 5 4684 f 10 '9 1 8095 x 10'2
F abla 5-11 Porcentaje de recuperación de la colum na em pacada con silletas IntaloxC om ponente D estilado Residuo
H CN 99 988 0 0 1 2ACT 96 833 3 167ACN 4 945 95 054A G U A 1.212 98 787ACH 3.02 x 10'5 99 999
P o r o tra parte, las Figuras 5-11 y 5-12 m uestran los perfiles de com posición del líquido y del vapor, respectivam ente Para la simulación de la columna se especificaron 32 segm entos tom ando en cuenta los criterios m encionados en el capítulo anterior, estos 32 segm entos incluyen el condensador y el rehervidor y 30 segm entos em pacados de 0 35 m de altura cada uno Los puntos de inflexión más pronunciados en los perfiles de com posición corresponden a la alim entación m ostrando un com portam iento muy similar al de la colum na de platos

151
Segementos-o— HCN -5K— ACT —0— ACN —o— AGUA —a — ACH * 100
F ig u ra 5-11 Perfiles de com posición del líquido en la colum na con silletas Intalox
Segmentosj^-o— HCN -X — ACT —o—ACN - b-A G U A -^ - A C H * 10.000
Figura 5-12 Perfiles de composición del vapor en la columna con silletas Intalox

152
La Tabla 5-12 m uestra en form a tabulada los perfiles de las tem peraturas del líquido y vapor jun to con la presión de operación
la b ia 5-12 Perfiles de tem peratura y presión de la colum na em pacada con silletas Intalox
Segm entoTem peratura
del líquidor° c i
T em peratura del vapor
r°c iPresión
[Bar]T em peratura
de burbujar°c i
Tem peratura de rocío
[°C]1 45.284 45 284 1.167 45 28 45 282 48 416 50.801 1 169 48 06 50 183 50 367 52 183 1 171 50 10 51 614 51 734 53 256 1 173 51 55 52 685 52 729 54 170 1 175 52 59 53 536 53 515 55 046 1 177 53 40 54 287 54 214 55 984 1 179 54 11 55 028 52 508 57 076 1 181 52 53 55 829 55 613 58 867 1 183 55 19 57 9410 57 889 60 648 1 185 57 51 59 8811 59 787 62 163 1 187 59 47 61 5212 61 375 63 467 1 189 61 11 62 9313 62 723 64 617 1 191 62 50 64 1614 63 901 65 662 1 193 63 71 65 2715 64 967 66 637 1 195 64 79 66 2916 65 962 67 566 1 197 65 80 67 2617 66 914 68 459 1 199 66 75 68 1918 67 837 69 320 1 201 67 68 69 0719 68 716 70 147 1 203 68 56 69 9220 69 560 70 907 1 205 69 40 70 7021 70 368 71 622 1 207 70 22 71 4322 71 131 72 287 1 209 70 99 72 1123 71 844 72 896 1 211 71 71 72 7424 72 501 73 448 1 213 72 38 73 3125 73 099 73 944 1 215 72 99 73 8226 73 640 74 384 1 217 73 54 74 2927 74 126 74 770 1 219 74 04 74 7228 74 562 75 104 1 221 74 48 75 1129 74 952 75 383 1 223 74 88 75 4730 75 303 75 604 1 225 75 24 75 8131 75 621 75 759 1 227 75 57 76 16
.. 32 75 828 75 828 1 229 75 83 76 53

153
Esta colum na presenta perfiles de presión y tem peratura menores en com paración con la colum na de platos, la razón de este com portam iento se debe a que la colum na em pacada presenta m enor caída de presión que la columna de platos y por ende los requerim ientos energéticos son m enores.
L a Figura 5-13 m uestra un diagram a simplificado del diseño final de la colum na em pacada que satisface la separación deseada Se tra ta de una colum na m oderadam ente alta y de diám etro pequeño, se necesitan 10 5 m etros de em paque
T = 10 0 °C P = 2 677 bar /? = -18 0763 K cal/m ol E tapa de alim entación =
T = 45 28 °C P — 1 167 bar Q c = -59690 K cal/hr R = 1 34183 H = 1 8712 Kcal/m ol
Silletas Intalox de cerám ica de 2 pulg D iám etro 0 355 m 70 % de inundación A ltura sección em pacada 10 5 m H E T P = 0 5269 m
7’= 75 82 °C P = 1 229 bar O r = 108650 K cal/hr h = -58 7165 K cal/m ol Reflujo interno = 7 2154
Figura 5-13. Diseño final de la columna con silletas Intalox de cerámica

154
5 .6 D iseñ o d e la C o lu m n a C o n te n ie n d o E m p a q u e E s t r u c tu r a d o con R A T E F R A C
Las opciones que se modifican están relacionadas con la operación de la columna, los dispositivos de contacto y la convergencia del m étodo. P ara el diseño de la colum na se puede tom ar ventaja del diagram a de flujo generado en el Capítulo 4
1 F igura 4-20 M enú del m odelo RA TEFRA CP ara este diseño tam bién se considera un condensador parcial, se fija un estim ado de
la relación de reflujo deseado Y d = 1 35691 y un estim ado para el flujo de residuos.
2 F igura 4-21 M enú del block (colum na empacada)En este menú se puede iniciar con la misma etapa de alim entación que la utilizada en la colum na de silletas Intalox
3 F igura 4-22 Perfiles de presiónBajo el mismo criterio antes descrito la presión del condensador será la misma P 1 1669 barSe tom ará el mismo criterio de caída de presión para columnas con em paque aleatorioAP = 5 713X 10"3 b a r / (Robbins, 1991)/ m em paqu e v ’ }
4 F igura 4-24 Colum nas em pacadaE sta colum na será diseñada con em paque estaicturado M ellapak 250Y, este tipo de em paques es de hoja corrugadas de acero Sus características principales se proporcionan en la Tabla 5-13 El número de segm entos utilizados se determ inó con los criterios antes m encionados Para determinar el diám etro de la colum na para un 70% de inundación se tom o como estimado inicial el diám etro de la colum na em pacada con silletas Intalox

155
Tabla 5-13 Características del empaque Mellapak 250YÁrea específica a 2 5 0 /mFracción hueca c 0 95Angulo de corrugación a 45°Altura del canal h 0 0119 mB ase del canal B .0171 mLado de corrugación S 0.0241 m
L os criterios de convergencia y estim ados iniciales son los mismos que en los diseñosanteriores
5 .6 .1 R e s u l ta d o s d e la C o lu m n a c o n E m p a q u e E s t r u c tu r a d oPara este diseño en especial se tuvo que realizar un núm ero m ayor de sim ulaciones Se m encionó en el capítulo anterior que A spen P lu s no cuenta con un algoritm o para determ inar la caída de presión y punto de inundación para este tipo de em paques, como m edida se op to incluir la Correlación de Stichlmair et al (1989) que es aplicable a em paques estructurados y aleatorios E sta correlación no es generalizada, requiere de 3 constantes de coi relación para cada tipo de em paque Stichlmair et a! (1989) reporta las constantes para el M ellapak 250Y El algoritm o de solución y las ecuaciones pertinentes se encuentran en el Apendice IV La m etodología que se aplicó para este diseño fue estim ar un diám etro de la colum na (se inicio con el diám etro de la colum na con silletas Intalox), fijar el flujo de residuos hasta tener la m enor cantidad de ACN en el dom o, después buscar la etapa de alim entación óptim a con esas condiciones de operación y finalmente increm entar el núm ero de segm entos, después de obtener la separación deseada se determ inó el porcentaje de inundación con la correlación para el diám etro estim ado Los resultados de A sp en P lu s adem as de algunas propiedades físicas de la mezcla y de cada com ponente se encuentran en el Apendice III
La Tabla 5-14 m uestra las com posiciones que se obtienen equipando la colum na con el em paque estructurado M ellapak 250Y La Tabla 5-15 presenta el porcentaje de recuperación de cada com puesto El objetivo fue recuperar entre un 97 a 98% de A cetona y 94 a 95 % de Acrilonitrilo

156
Tabla 5-14 Balance de materia de la columna empacada Mellapak 250YC om ponente Alimentación Destilado Residuo
Flujo másico Kg/hrH C N 108 37 108 3508 1 9187 x 10'2A CT 137 4 133 9986 3 4013ACN 8.01 0 4734 7 5365A G U A 30 35 0 337 30 0129ACH 1 54 1 9297 x 10'7 1 53999
Flujo mo ar Kgmol/hrH C N 4 0098 4 0091 7 0994 x 10'4A CT 2 3657 2 3071 5 8563 x 10'2ACN 0 1509 8 9222 x 10'3 0 142A G U A 1 6846 1 8711 x 10‘2 1 6659A CH 1 8095 x 10‘2 2 2674 x 10‘9 1 8095 x 10'2
T a b la 5-15 Porcentaje de recuperación de la columna em pacada con M eilapak 250YC om ponente Destilado Residuo
LICN 99 982 0 018ACT 97 524 2 475ACN 5 910 94 089A G U A 1 110 98 889ACH 1 253 x 10'5 99 999
Para el diseño de esta colum na se tom aron 27 segm entos de los cuales 25 corresponden a la sección em pacada en donde cada segm ento em pacado tiene una altura de 0 34 m, 1 y 27 cor responden al condensador y rehervidor respectivamente. L a etapa de alim entación óptim a fue localizada en el segm ento 8 La Figura 5-14 m uestra el perfil de la com posición líquida y ia gráfica de la Figura 5-15 es el perfil de la composición del vapor a lo largo de la colum na

157
3 5 7 9 11 13 15 17 19 21 23 25 RSegmentos
-9— HCN l-X—ACT -o -A C N -o—AGUA - a-A C H * 100
F ig u ra 5-14 Perfiles de com posición del líquido en la colum na con M ellapak 250Y
C 3 5 7 9 11 13 15 17 19 21 23 25 RSegmentos
[ -© - HCN ACT - o - ACN - o - AGUA —A— ACH * 10,000
Figura 5-15 Perfiles de composición del vapor en la columna con Mellapak 250Y

158
La Tabla 5-16 m uestra los perfiles de tem peratura del líquido, la tem peratura del vapor, la presión po r segm ento, la tem peratura de burbuja y de rocío
T a b la 5-16 Perfiles de tem peratura y presión de la colum na em pacada con M ellapak 250Y
Segm entoT em peratura
del líquido [°C]
Tem peratura del vapor
r°c iPresión
[Bar]T em peratura
de burbujar ° c i
T em peratura de rocío
[°C]1 45.88 45 88 1 190 45 88 45 882 49.38 51.21 1 192 49 01 50 773 51 44 52.77 1 194 51 18 52 404 52 83 53.93 1.196 52.66 53 575 53 85 54.91 1.198 53.72 54 516 54 71 55 88 1.200 54 60 55 387 55 56 56 96 1 202 55 45 56 298 54 33 58 28 1 204 54 16 57 339 57 90 60 78 1 206 57 32 60 0910 60 57 63 06 1 208 60 06 62 5011 62 85 65 04 1 209 62 42 64 5912 64 83 66 79 1 211 64 47 66 4213 66 60 68 36 3 213 66 28 68 0614 68 21 69 78 1 215 67 92 69 5415 69 67 71 05 1 217 69 41 70 8516 70 98 72 17 1 219 70 75 72 0017 72 13 73 14 1 221 71 93 72. 9918 73 12 73 96 1 223 72 94 73 8319 73 95 74 65 1 225 73 80 74 5320 74 64 75 22 1 227 74 52 75 1221 75 21 75 69 1 229 75 11 75 6022 75 68 76 08 1 231 75 60 76 0023 76 07 76 40 1 233 76 01 76 3524 76 39 76 67 1 235 76 34 76 6625 76 67 76 90 1 237 76 63 76 9526 76 92 77 09 1 239 76 88 77 2727 77 22 77 22 1 241 77 22 77 69
E n la Tabla 5-16 como en las anteriores (Tablas 5-9 y 5-12) el destilado sale a su tem peratura de rocío, el reflujo está a la tem peratura de burbuja y el fondo el flujo de residuos se encuentra a su tem peratura de burbuja Las columnas “T em peratura del líquido” y T em peratura del vapor” fueron calculados vía RA TEFRAC, es decir con balances de

159
energía m ientras que las dos últimas columnas fueron calculadas asum iendo equilibrio total entre fases Com o denom inador común entre estas tres Tablas se tiene que la tem peratura en el condensador ó el rehervidor es la misma ya sea calculada por R A TEFRA C o con equilibrio total, la razón es que RA TEFRA C sólo considera a la sección em pacada o al plato com o etapa de no-equilibrio y el condensador y el rehervidor los m odela com o etapas de equilibrio
L a T abla 5-17 presenta las caídas de presión determ inadas de la correlación de Stichlmair
T ab la 5-17 Porcentaje de inundación p o r Stichlmair
Segm entoPorcentaje de
inundación [%]
Caída de presión [Bar]
Caída de presión a las condiciones de inundación
[Bar]2 52.80 3.191 x 10'3 1.850 x 10‘23 53 77 3 295 x 10'3 1 840 x 10~24 54 02 3 324 x 10'3 1 838 x 10~25 53 78 3 303 x íIO'3 1 842 x 10‘26 53 16 3 245 x 10'3 1 852 x 10~27 52 23 3 158 x 10'3 1 866 x 10’28 64 01 4 024 x 10'3 1 555 x 10'29 68 90 4 675 x 10'3 1 546 x 10’210 69 94 4 821 x 10‘3 1 543 x 10'211 70 24 4 867 x 10'3 1 542 x 10’212 70 00 4 840 x 10'3 1 543 x 10‘213 69 37 4 759 x 10'3 1 546 x 10~214 68 49 4 643 x 10‘3 1 550 x 10‘215 67 46 4 511 x 10‘3 1 554 x 10’216 66 37 4 372 x 10'3 1 558 x 10~217 65 32 4 240 x 10'3 1 561 x 10‘218 64 32 4 115 x 10'3 1 564 x 10~219 63 41 4 004 x 10'5 1 567 x 10'220 62 60 3 906 x 10‘3 1 569 x 10'221 63 01 3 951 x 10'' 1 566 x 10'222 61 22 3 744 x 10* 1 573 x 10'223 60 62 3 675 x 10’' 1 576 X 10'224 60 04 3 610 x 10“'' 1 578 x 10'225 59 42 3 544 x 10 ' 1 582 x 10'226 58 67 3 467 x 10-'' 1 587 x 10‘2

160
El segm ento que exhibe la m ayor aproxim ación es el 11 y este es la base para determ inar el diám etro de la colum na La caída de presión calculada en cada segm ento es m enor a la especificada en el diseño L a última columna m uestra que caída de presión debe presentar la colum na para llegar a la inundación
L a Figura 5-16 m uestra el diagram a simplificado del diseño final correspondiente a la colum na equipada con M ellapak 250Y, el diám etro com o era de esperarse es m enor al de la colum na con em paque aleatorio D e los tres diseños propuestos ésta es la colum na más pequeña dem ostrando que el tipo de em paque utilizado (M ellapak 250Y ) es de alta eficiencia y capacidad
T = 10 0 °C P = 2 677 bar ¿ = -17 9897 Kcal/mol E tapa de alim entación = 8
T = 45 88 °C P = 1 167 bar Q c = -59692 K cal/hr R = 1 3411 H = 1 765 Kcal/mol
M ellapak 250Y (acero inoxidable) D iám etro 0 24 m 70 % de inundación A ltura sección em pacada 8 5 m H E T P = 0 355 m
27 T -- 77 22°C P = 1 2405 bar Q r = 108110 K cal/hr h = -58 7822 Kcal/m ol Reflujo interno = 7 0827
Figura 5-16. Diseño final de la columna de con empaque estructurado
161
5 .7 C o s to sLa piecision para generar un estim ado de costos depende de ia cantidad de datos de diseño disponibles, de la precisión de los datos de costos disponibles y del tiem po dedicado a la estimación En las prim eras etapas de un proyecto sólo se requiere estim ados aproxim ados con una precisión típ ica del +30%E n la realización de todo proyecto se requiere hacer una estimación de los siguientes costos
• Capital fijo de inversión Es la cantidad de dinero que debe gastarse en los costos únicos tales com o el costo inicial del equipo de proceso El costo inicial del equipo está basado en los costos de adquisición y no incluyen el costo de trabajo de diseño, de ingeniería, instalación del equipo y estructura
• C ostos de operación Se refiere a costos que se repiten de m odo regular o interm itente, pero predecible Como la m agnitud de costos varía de acuerdo con el intervalo de tiem po en que se acumulan, debe definirse un periodo de tiem po, en la practica usual, los costos de operación se expresan anualm ente L os costos de producción se dividen en dos grupos 1) C ostos fijos de operación, que son los costos que no varían con la velocidad de producción y 2) C ostos variables de operación, son los costos que dependen de la cantidad de producción
Una estim ación de costos nos proporciona la base para decidir si se seguirán una o más trayectorias distintas de acción, aunque o tros factores, quizás de diseño frecuentem ente tienen efectos de im portancia en tal decisiónL a preparación de la estimación de costos detallada y precisa para un proyecto puede requerir de cientos de horas-hom bre de trabajo adem ás del tiem po y esfuerzo gastados en los cálculos de diseño técnico, por esta razón en este trabajo no se realizará el estudio econom ico del diseño y se dejará para futuros trabajos

162
Literatura Citada
■ Abrams D S and J M Prausnitz, “ Statiscal Thermodynamics of Liquid mixtures A New Expression for the excess Gibbs Energy of Partly or Completely Miscible Systems”, AICHE J 21 116 (1975)
■ Aspen Plus Reference Manual, Aspen Technology (1995)■ Daubert T E y R.P Danner, Physical and Thermodynamic Properties o f Puré Chemicals Data
compilations, Henusphere New York, V-l y 2, (1989)■ Fredenslund A., J. Gmehling, and P. Rasmussen, “Vapor-Liquid Equilibnum Using UNIFAC”,
Elsevier, Amsterdam, (1977)■ Gmehling, J Onken, U y Arlt, W, DECHEMA Vapor-liqmdEquilibrium Collection Aqueous-
Orgamc Systems, Sup-1, Vol-1, Parte 1-A (1981)* King C Judson, Procesos de Separación, Repla, (1988)■ Kister Henry Z, Distillation Design, Me Graw Hill, (1992)* Redlich O andJN Kwong, Chem Rev., 44, 233 (1949)■ Reíd R C , J M Prausnitz and T.K Sherwood, The Properties o f Gases and Liquids, Me Graw
Hill, (1986)■ Renon H andJM Prausnitz, AICHE Journal, 14. 135 (1968)■ Robbins L A Improve Pressure Drop Prediction with a New Correlation”, Chemical Engmeermg
Progress, 87 (5), 87 (1991)* Seader J D y Ernest J Henley, Separation Process Principies, lohn Wiley & Sons inc, (1998)■ icidcr varren D , J D Seader, Daniel R Lewin, Process Design Principies Synthesis, Analysis,
and Evaluation, John Wiley & Sons inc, (1999)* itichlmair J , J L Bravo y J R Fair,'General Model for Prediction of Pressure Drop and Capacity
of Countercurrent gas/líquid Packed Columns”, Gas Separation and Purification, 3, 19 (1989)■ Treybal R E , Operaciones de Transferencia de Masa, Me Graw Hill Book, Co, (1988)■ Van Laar J J “'On the Theory of Vapor Pressures of Bmary Mixtures Z% Physik Chem 83 599(1913) ' ’■ Wilson G M , “Vapor-Liquid Equihbnum XI A new Expression for the Excess Free Energy of
Mixing”, ,/ Am Chem Soc , 86, 127 (1964)i aws. Cari L , Chemical Droperties Handbook Physical, Thermodynamic, Environmeníal, iransport, Safety, and Health Related Properties for Organic and Inorgamc Chemicals Me Graw Hill (1999)

163
C a p í t u l o 6 C O M P A R A C I Ó N Y D I S C U S I Ó N
6.1 C o m p a r a c ió n
L a Tabla 6-1 p resenta algunas de las principales características y diferencias de los tres dispositivos de contacto m ayorm ente em pleados en colum nas de destilación E s im portante puntualizar que independientem ente del facto r económ ico los em paques estructurados ofrecen las siguientes ventajas:
• A lta eficiencia• B aja caída de presión• M ayor capacidad
Debido a estos beneficios m uchas colum nas de destilación se están diseñando con em paques del tipo estructurado (Brunazzi et a l , 1997) También num erosas columnas existentes conteniendo em paques aleatorios ó con platos están siendo reem plazadas con em paques estructurados m odernos
T a b la 6-1 C om paración para los dispositivos internos en colum nas (G ualito et a l , 1997)
Propiedad Platos de cachuchas
Platosperforados
Platos de válvulas
E m paquesaleatorios
Em paquesestructurados
Capacidad de vapor 3 4 4 5 5Capacidad de líquido 4 4 4 5 5Eficiencia 4 3 4 4 5Flexibilidad 5 3 5 4 5Caída de presión 2 3 3 4 5C osto 3 5 4 _ 2 1Capacidad para sistemas sucios 3 3 3 2 1Confiabiíidad en el diseño 4 4 3 3 3
Escala 5 = Excelente. 4 = Muy bueno. 3 = Bueno, 2 = Regular. 1 = malo
La Tabla 6-2 m uestra una com paración entre los tres diseños teóricos propuestos, dentro de esta tabla se incluye también a la columna que actualm ente está operando con la finalidad de tener un punto de referencia Cabe m encionar que estos diseños son teó ricos debido a

164
que no se ha considerado la eficiencia del dispositivo de contacto involucrado en cada colum na La Tabla 6-2 tam bién proporciona un panoram a muy general de cóm o serán los costos de instalación (cilindro y dispositivo de contacto) y de operación (cargas térmicas) para cada diseño propuestoSi se com para la carga térm ica rem ovida por el agua de enfriamiento y la sum inistrada por el aceite térm ico al condensador y rehervidor respectivam ente de la colum na en operación con los diseños propuestos, para la colum na equipada con platos perforados existe una increm ento en las cargas térm icas del 27% para el condensador y 22% para el rehervidor. En el caso de las columnas em pacadas el increm ento en la carga térm ica del condensador es de 24% aproxim adam ente, m ientras que para la colum na conteniendo empaque estructurado tipo M ellapak 250-Y el increm ento en la carga térm ica para el rehervidor es de solo un 11%D esde el punto de vista de costos de operación la colum na que contiene empaque estructurado podría ser una buena opciónD e este análisis se desprende o tro punto im portante en vista de que no sería posible aprovechar el equipo existente com o el condensador y el rehervidor, ya que el incremento en las cargas térm icas es considerable y muy probablem ente se requiera de estos equipos auxiliares con m ayor área disponible a la transferencia de calor
T a b la 6-2. Cilindro, dispositivo de contacto y cargas térm icas de los diseños teóricos propuestos
D iseño propuestoAltura
aproxim ada del cilindro
[m]
Cantidad de dispositivo de
contacto
Carga térm ica del condensador
[Kcal/hr]
Carga térm ica del rehervidor
[Kcal/hr]Colum na conplatos perforados 15 25 Platos -62810 116590Colum naconteniendo silletas Intalox 12 5 10 5 m -59690 108650
Colum na conteniendo M ellapak 250-Y
10 5 8 5 m -59692 101110
8 C olum na con silletas Intalox 8 5 6 m -45002 90421§ Columna que actualmente está en operación

165
6.1 .1 C o lu m n a s E m p a c a d a s f r e n te a C o lu m n a s d e P la to s1 Las eficiencias para columnas em pacadas se basan en ensayos experim entales y
difieren según el tipo de em paque La eficiencia varía, no solo con el tipo y tam año del em paque, sino también con los caudales de los fluidos, las propiedades de los fluidos, el diám etro de la columna, la presión de operación y en general, con el g rado de dispersión del líquido sobre la superficie disponible del em paque.
2 D ebido a las dificultades de dispersión del líquido en las colum nas em pacadas, el diseño de las columnas de p latos es considerablem ente m ás confiable y requiere un fac to r de seguridad m enor cuando la razón de 1a velocidad m ásica del líquido a la velocidad m ásica del gas es baja.
3 Si la operación involucra el manejo de líquidos que contienen sólidos dispersos, se prefiere el uso de una colum na de platos, ya que los platos son fácilm ente accesibles para su mantenimiento
4 Se prefieren las columnas de platos si se requiere un enfriam iento entre etapas para eliminar calores de reacción o solución, ya que los serpentines de refrigeración pueden instalarse sobre los platos o la línea de suministro del líquido de plato a plato puede pasarse a través de un refrigerante externo.
5 El peso total de una colum na de platos seco es norm alm ente m enor que el de una colum na em pacada diseñada para la misma operación Sin em bargo, si se tom a en cuenta la retención líquida durante la operación, los dos tipos de colum nas tienen aproxim adam ente el mismo peso
6 C uando existen grandes variaciones en tem peratura, las colum nas de platos se prefieren con frecuencia, ya que la expansión o contracción térm ica de los com ponentes del equipo podría rom per el em paque si este fuera cerám ico.
7 Las colum nas em pacadas son más baratas y más fáciles de construir que las colum nas de platos en el caso de que se manejen fluidos altam ente corrosivos
8 Se prefieren norm alm ente las columnas em pacadas si los líquidos tienen una gran tendencia a la form ación de espumas
9 La cantidad de retención líquida es considerablem ente m enor en las columnas em pacadas Esto es im portante cuando el liquido se deteriora a altas tem peraturas y altos tiem pos de residencia

10 La perdida de presión a través de las colum nas em pacadas puede ser m enor que la pérdida de presión a través de las colum nas de platos diseñadas para la misma operación Esta ventaja permite que las columnas em pacadas sean particularm ente deseables para operaciones a vacío
11 C uando se tiene problem as com plicados de corrosión, las colum nas em pacadas son probablem ente las m enos costosas por el material de construcción del em paque que puede ser cerám ico ó de plástico
12 U na ventaja de las colum nas equipadas con em paques estructurados es que si se instalan cuidadosam ente se pueden eliminar m uchos problem as de mala distribución del líquido que se presentan frecuentem ente en columnas con em paques aleatorios
13 Con em paques estructurados se elimina m ucha de la resistencia al flujo del gas que norm alm ente se tiene en columnas con em paques aleatorios o con platos
14 El alto costo por unidad de volum en de los em paques estructurados es una desventaja, sin em bargo, cuando se com para su alta eficiencia y la alta capacidad respecto a los em paques aleatorios ó platos en m uchos casos los empaques e s ta ic tu rad o s suelen ser muy rentables a corto plazo
15 C on em paques estructurados se obtiene baja caída de presión del gas a través del lecho sin sacrificar eficiencia
6 .1 .2 C o m p a r a c ió n C u a l i t a t iv a d e C o s to s
E n la Tabla 6-3 se m uestra un análisis cualitativo de los costos de inversión y los costos de operación p ara las tres opciones Sólo se analizan los aspectos en los que difieren las tres colum nas, p o r ejemplo la carga térm ica necesaria y el mantenimiento Se excluyó de esta tabla com parativa los costos de operación com o mano de obra, costos de reactivos para análisis, etc , que son independientes de la colum na elegidaA m edida que la razón de reflujo aum enta por encima del mínimo, el núm ero de segm entos requeridos en la colum na disminuye Los costos de las columnas son proporcionales al núm ero de p la tos ó altura de em paque Por o tro lado, el diám etro de la colum na aum enta porque la razón de reflujo se increm enta y por lo tanto el flujo de vapor en la colum na
166

167
también aum enta A pesar del incremento del diám etro de la columna, ¡os costos fijos anuales para la colum na disminuyen a m edida que el reflujo aumenta, ya que el ahoiro de la altura de la colum na com pensa de sobra el aumento del diám etro Las cargas fijas anuales para el rehervidor y el condensador y los costos de operación anuales para el medio de calentam iento en el rehervidor y el agua de enfriamiento aum entan ambos proporcionalm ente con el caudal del vapor en la columna
M uchas de las colum nas com erciales están equipadas con un recipiente cilindrico horizontal para el reflujo. E ste recipiente generalm ente se localiza a nivel de piso y se necesita una bom ba para regresar el reflujo a la colum na En algunas ocasiones es posible om itir este tanque en la instalación completa, la solución es instalar un condensador parcial en el dom o de ia columna, entonces el vapor condensado será el reflujo regresando inm ediatam ente a la colum na y el vapor excedente como destilado El problem a con este tipo de instalaciones es que debe tenerse un estricto control de la tem peratura La instalación se m uestra en la Figura 6-1 E sta puede ser una opción para abatir costos de instalación y de operación
Figura 6-1 Instalación sin tanque de reflujos

Tabla 6-3 Comparación cualitativa de costos
Colum naCapital inicial de inversión C ostos de operación Vida útil del
dispositivo de contacto
Cilindro de la colum na
D ispositivo de contacto M antenim iento Servicios de energía
X
Tfo
— >-
— >• rados)
C osto inicial de com pra muy alto, se requiere un cilindro m ayor que en los o tros dos casos
Los platos perforados se caracterizan por su bajo costo
G eneralm ente se revisan anualm ente y solo se cambian los platos dañados
Se requiere m ayor agua de enfriamiento y m ayor vapor ó aceite térm ico en el rehervidor
D os años (sistemam oderadam entecorrosivo)
(Platos per
$XT
al<
— >•
— >■
satorio)
Cilindro de m enor costo que en la colum na de platos
Un costo un poco mayor que los platos perforados
Se cambia la cam a com pleta cada dos años ó depende de los sólidos depositados en el em paque
El consum o de agua de enfriamiento y aceite térm ico es m enor
D os años
(Em paqueX
i
e
— >
structurado)
Cilindro más pequeño, por lo tanto de m enor costo
Un alto costo de adquisición
Se cambia cada dos años E ste tipo de em paques es más sensible a los sólidos
Una disminución significante de consum o de energía en com paración con la colum na de platos
D os años (sistem a m oderadam ente corrosivo y sin sólidos suspendidos)
(Em paque

169
La Tabla 6-4 proporciona los resultados obtenidos para los tres diseños propuestos bajo el mismo grado de separación deseado en los tres casos, dichos resultados son las condiciones de operación, de hidráulica y de eficiencia, adem ás de la colum na que se encuentra operando actualm ente sólo com o punto de referenciaEl valor de la eficiencia de M urphree de la colum na con platos perforados y el valor del H E T P de las colum nas em pacadas es un prom edio de todas las etapas y segm entos respectivam ente En los apéndices correspondientes se encuentran estos valores para cada etapa ó segm entoD e la Tabla 6-4 sobresale ia diferencia entre el diám etro de los tres diseños propuestos y el diám etro de la colum na existente El porcentaje de inundación fijado para los tres diseños fue del 70%
6.2 Discusión de Resultados
T a b la 6-4 Condiciones de operación, hidráulica y eficiencia del diseño teórico
Diseñopropuesto
C ondensador Rehervidor D iám etro[m í
Eficiencia / H E T P [m]T [°C] P [Bar] T [°C] P [Bar]
Columna con platos perforados
45 22 1 167 79 75 1 3462 0 3048 73 36 %
ColumnasconteniendosilletasIntalox
45 28 1 167 75 82 1 229 0 355 0 5269
ColumnaconteniendoM ellapak250-Y
45 88 1 167 77 22 1 2405 0 24 0 355
s Columna con silletas Intalox
43 43 1 167 73 93 1 4415 0 52 0 40376
§ Columna que actualm ente está en operación

170
En la adaptación del proceso se encontró que la colum na original está en el punto de inundación en base a lo predicho por la correlación de O nda cuyo m argen de error fluctúa entre ± 20% (Perry, 1973) N o es recom endable operar la colum na cerca del punto de inundación a pesar de que es aquí en donde se alcanza la m áxim a eficiencia posible Sin em bargo, un pequeño increm ento en el flujo del vapor puede ocasionar una disminución significativa de la eficiencia acom pañada de una caída de presión muy alta Se sabe que físicam ente la inundación se presenta cuando se increm enta la velocidad del gas, este asciende sin dejar fluir el líquido ocasionando zonas de estancam iento La mezcla m ulticom ponente que se alim enta a la columna contiene dos especies muy reactivas el Acido cianhídrico y el Acrilonitrilo, los cuales a las condiciones de operación de la colum na pueden llegar a polimerizarse (según evidencias operativas) ocasionando taponam iento del dispositivo de contacto y paro total de la operación de la planta
Tam bién se tiene el caso en donde a la misma colum na em pacada con silletas Intalox se le modifican condiciones de operación y etapa de alimentación, com o resultado vem os que hay un cam bio drástico en el porcentaje de inundación debido a la distribución de flujos de vapor y de líquido En la gráfica de Figura 6-2 se puede observar la diferencia de flujos de liquido tan no toria en la colum na existente y m odificando las condiciones de operación Cam biando la etapa de alim entación hacia abajo (etapa 6) se logra que la sección de enriquecim iento sea más rica en vapores y no esté tan cargada de liquido, m ientras que la zona de enriquecim iento sea muy rica en com ponentes pesados en la fase líquida Las condiciones de operación modificadas para m ejorar el g rado de separación entre la A cetona y el Acrilonitrilo fueron increm entar el reflujo y la tem peratura del rehervidor y se cambio la etapa de alim entación de la 2 a la etapa 6
El diám etro pequeño de las colum nas diseñadas se debe a los flujos que se están manejando, estos son relativam ente pequeños en com paración con los flujos de una refinería L a altura de la colum na es producto principalm ente del número de etapas necesarias que es relativam ente alta
6.2.1 Hidráulica

171
F ig u ra 6-2. Com paración de flujos de la colum na actual y la colum na m odificada
6 .2 .2 C o r ro s ió n
Experiencias operativas y referencias bibliográficas (Fogler, 1999) m uestran que el Acido cianhídrico es muy corrosivo Para el caso de la colum na de platos se necesitaría platos de acero inoxidable Si se utiliza el em paque estructurado de acero al carbón, su vida útil disminuye considerablem ente, por lo tanto tendrá que renovarse frecuentem ente y po r ultimo, estos problem as de corrosión se pueden prevenir utilizando un m aterial cerám ico como es el caso de las silletas Intalox El aspecto de la corrosión es muy im portante, es hasta determ inante en la selección de la colum na adecuada cuando se está trabajando con este tipo de com ponentes El problem a aquí es que el ácido cianhídrico es un com puesto extrem adam ente tóxico (el valor límite es de 10 ppm en ei aire), inflamable, se polim eriza violentam ente sino se mantiene frío y estabilizado

172
6 .2 .3 C a m b ia n d o C o n d ic io n e s d e O p e ra c ió n y D isp o s itiv o d e C o n ta c to
Uno de los objetivos de este trabajo fue determ inar si cam biando las condiciones de operación y el dispositivo de contacto es posible m ejorar el grado de separación entre la A cetona y el Ácido cianhídrico En el caso de cambiar la colum na por com pleto esto involucra una m ayor inversión ya que se requiere de un nuevo cilindro, un nuevo dispositivo de contacto y diferentes requerim ientos energéticos para satisfacer las cargas térm icas en el condensador y el rehervidor.Ei prim er caso consistió en cam biar las condiciones de operación de la columna que actualm ente está operando En la Tabla 6-5 y en la Figura 6-3 se m uestra que cambiando la e tapa de alimentación, m odificando la presión en el rehervidor fijando la caída de presión por segm ento la separación se m ejora en cuanto a la recuperación de A cetona en el domo, pero aún no se satisfacen los requerim ientos establecidos por el balance de m ateria en la Tabla 3-1, p;si 1<j tanto se requiere de más etapas Respecto a la hidráulica se nota que la colum na está sobrada en cuanto al diámetro
T a b la 6-5 Cam bios en el porcentaje de recuperación
C om puestoCondiciones de operación
actualesM odificando condiciones de
operaciónD estilado Residuo D estilado ResiduoAcido C ianhídrico 98 915 1 085 98 32 1 69A cetona 65 533 34 467 82 27 17 73Acrilonitrilo 6 173 93 827 8 12 91 88A gua 2 689 97 311 1 42 98 58A cetocianhídrina 0 0003 99 9997 0 0003 99 9997
C on los resultados de la Tabla 6-5 se llegó a la conclusión que se requieren de más etapas para m ejorar la separación entre la Acetona y el Acrilonitrilo El segundo caso analizado fue en función de poder utilizar el cilindro existente reem plazando las silletas Intalox por em paque estructurado tipo M ellapak 250-Y Al cambiar por éste dispositivo de contacto se m ejora aún más la separación entre la Acetona y el Acrilonitrilo pero sin satisfacer los

173
requerim ientos teoricos El gran inconveniente de este sistema es la hidráulica, se encontró que con ese diám etro (0 52 m) la columna opera entre un 12 y 15% de inundación que finalmente se traduce en gran parte de em paque estructurado desperdiciado
T = 10 °CP = 2 677 b a r -------------A = -18 2027 Kcal/mol E tapa de alim entación = 6
T = 44.432 °C P = 1.1669 bar H = 4 .5989 K cal/m ol Q c = - 50638 K cal/hr R = 1.2158
Silletas Intalox 2 !4 pulg A ltura = 5 6 m D iám etro = 0 52 Inundación = 2 5 % H E T P = 0 42892 m
T = 69 699 °C P = 1 2022 bar h = -56 4811 Kcal/mol O r = 98058 Kcal/hr Reflujo interno = 5.572
F ig u ra 6-3 Cam biando condiciones de operación de la colum na original
Y por último, se analizó la posibilidad de reem plazar las silletas de Intalox po r platos perforados, como era de esperarse para lograr la separación deseada se necesita una cantidad m ayor de platos a los que pueden instalarse en el cilindro existe C on platos perforados el grado de separación es menor que el logrado por la colum na original

174
6 .2 .4 V e n ta ja s y D e s v e n ta ja s d e los D iseñ o s P ro p u e s to s
1 C olum na conteniendo platos perforados1 1 Los p latos perforados son los dispositivos de contacto m ás económ icos, pero son más
sensibles a la corrosión 1 2 P roporcionan la m enor área de transferencia de m asa 1 3 M ayores requerim ientos energéticos1 4 U n cilindro m ayor
2 C olum na conteniendo silletas Intalox de cerám ica2 1 Las silletas de cerám ico son resistentes a la corrosión 2 2 El costo de este dispositivo es mayor que el de los p latos perforados2 3 U n cilindro m enor y po r lo tanto las necesidades energéticas en el condensador y el
rehervidor son m enores que en la columna de platos
3 C olum na conteniendo M ellapak 250Y 3 1 Alto costo del dispositivo de contacto3 2 Un cilindro m enor en com paración con los dos anteriores y por lo tanto los
requerim ientos de agua de enfriamiento y vapor ó aceite térm ico son menores 3 3 A lta capacidad El em paque con mayor área disponible a la transferencia de m asa 3 4 E ste dispositivo es sensible a la corrosión y las sólidos suspendidos
L i t e r a t u r a C i ta d a
■ Brunazzi Ehsabetta and Alessandro Palianti, “Mechamstic Pressure Drop Model for Columns Contaimng Structured Packings”, Aiche Journal, 4 3 ( 2 ) . 317 (1997)
* Fogler H Scott, Elementa o f Chemical Reaction Engmeermg, Prentice Hall, (1999)* Gualito J J . F J Cenno, J C Carderías y J A Rocha. "Design Metod for Distillation Columns Filled
vvith Metal lie, Ceramic. or Plástic Structured Packings' Industria! & Engmeermg Chemistry Research. 36(5), 1747 (1997)
* Peirv H Robert, Perry s Chemical Engmeers’ Handbook. Me Graw Hill, (1973)

175
C a p í t u l o 7C O N C L U S I O N E S Y R E C O M E N D A C I O N E S
7.1 C o n c lu s io n e s
1 L os m odelos de no - equilibrio son potencialm ente superiores a los m odelos basados en equilibrio. L os m odelos basados en no - equilibrio incorporan procedim ientos rigurosos de transferencia de masa y de calor, p o r ello el éxito de estos m odelos dependen fuertem ente de las correlaciones para determ inar los coeficientes de transferencia de m asa y de calor Además ahorran el uso de cálculos de eficiencia para pasar de N reaies a N teor,cas y así utilizar un m odelo de equilibrio
2 L a adaptación del proceso al sim ulador proporcionó resultados aceptables,com parando el balance de m ateria de la Tabla 4-2 con los resultados de los análisisal tanque de residuos (Tabla 1-3) es evidente que es poca la desviación Por lo tanto si se puede tener confiabilidad en los resultados del diseño aún utilizando un m étodo totalm ente predictivo para la fase líquida como el U N IFA C
3 L a colum na actual no tiene la capacidad para separar las im purezas En el cambio de las condiciones de operación se observó que no es posible m ejorar el grado de separación y de ahí es lógico que falta área de transferencia de masa ó un dispositivo de m ayor eficiencia O tro punto im portante es el estar operando cerca del punto de inundación
4 L a distribución de los flujos m ediante la elección de la e tapa de alim entación juega un papel muy im portante, en algunas ocasiones se puede estar trabajando cerca de la inundación m ientras que cambiando la etapa de alimentación se puede evitar esta condición inoperable.
5 L a colum na de platos no es muy viable por la altura que se requiere y po r lascondiciones de operación, aunque estas condiciones de operación no son muydrásticas pero si difieren con los otras dos columnas en la carga térm ica necesaria de los intei cam biadores de calor, finalmente esto involucra una m ayor inversión y más costos de operación
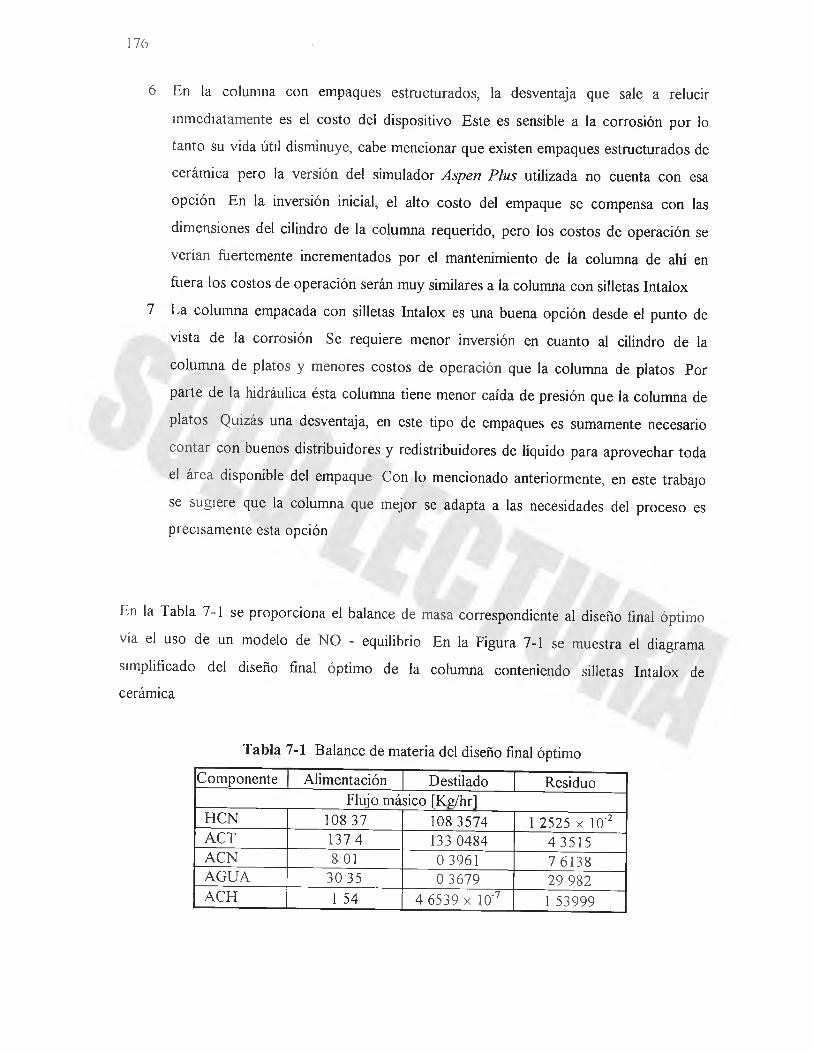
176
6 En la colum na con em paques estructurados, la desventaja que sale a relucir inm ediatam ente es el costo del dispositivo E ste es sensible a la corrosión po r io tan to su vida útil disminuye, cabe m encionar que existen em paques estructurados de cerám ica pero la versión del sim ulador A sp en P lu s utilizada no cuenta con esa opción En la inversión inicial, el alto costo del em paque se com pensa con las dim ensiones del cilindro de la colum na requerido, pero los costos de operación se verían fuertem ente increm entados por el mantenim iento de la colum na de ahí en fuera los costos de operación serán muy similares a la colum na con silletas Intalox
7 L a colum na em pacada con silletas Intalox es una buena opción desde el punto de vista de la corrosión Se requiere m enor inversión en cuanto al cilindro de la colum na de platos y m enores costos de operación que la colum na de platos Por parte de La hidráulica ésta colum na tiene m enor caída de presión que la colum na de pía; os Quizás una desventaja, en este tipo de em paques es sum am ente necesario con tar con buenos distribuidores y redistribuidores de líquido para aprovechar toda el área disponible del em paque Con lo m encionado anteriorm ente, en este trabajo se sugiere que la colum na que mejor se adapta a las necesidades del proceso es precisam ente esta opción
En la Tabla 7-1 se proporciona el balance de masa correspondiente al diseño final óptimo vía el uso de un modelo de N O - equilibrio En la Figura 7-1 se m uestra el diagram a simplificado del diseño final óptim o de la colum na conteniendo silletas Intalox de cerám ica
T ab la 7-1 Balance de m ateria del diseño final óptimoC om ponente Alimentación Destilado Residuo
Flujo másico [Kg/hrlH C N 108 37 108 3574 1 2525 x 10'2A C T 137 4 133 0484 4 3515A C N r 8 o í 0 3961 7 6138A G U A 30 35 0 3679 29 982A C H 1 54 4 6539 i 10'7 1 53999

177
T = 10 0 °C P = 2 677 bar h = -18 0763 Kcal/mol E tapa de alim entación -
7’= 45 28 °C P = 1 167 bar Q c = -59690 K cal/hr R = 1 34183 H = 1.8712 Kcal/mol
Silletas Intalox de cerám ica de 2 pulg Diám etro 0.355 m 70 % de inundación A ltura sección empacada: 10.5 m H E T P = 0.5269 m
32 T = 75 82 °C P = 1 229 bar O r = 108650 K cal/hr h = -58 7165 Kcal/m ol Reflujo interno = 7 2154
F ig u ra 7-1 Diseño final óptim o de la colum na para separar Acrilonitrilo
7.2 R e c o m e n d a c io n e sCuando se tienen que constru ir columnas en donde se requiere de un gran núm ero de etapas, algunas ocasiones se operan dos columnas en serie El vapor que sale del dom o de la prim era columna, sin condensar, se introduce en el fondo de la segunda columna, m ientras que la corriente líquida del fondo de la segunda colum na se bom bea al dom o de la prim era colum naSe puede aprovechar este tipo de arreglos para el caso de estudio, no en sentido de la altura de la colum na sino en utilizar el equipo existente Para tal efecto, se simuló la colum na conteniendo silletas Intalox de cerámica con dos secciones em pacadas de diám etros diferentes 1) U na sección em pacada de 4 9 m de altura con un diám etro de 0 355 (diám etro optim o) y 2) U na sección con 5 6 m de altura con un diám etro de 0 52 m (colum na actual) Los resultados son prácticam ente los mismos que se m ostraron en la Tabla 7-1

178
La ventaja de este arreglo es que se necesita de un cilindro de un poco mas de 5 m de altura y 0 355 m de diám etro que es mucho menor al cilindro del diseño propuesto com o óptim o y por lo tan to el costo de inversión disminuye significativamenteL a desventaja se presenta desde el punto de vista de la hidráulica, la colum na actual estaría operando a un 25% de inundación y la colum na nueva con un 70% de inundación Si se analiza la cantidad extra de em paque que se estaría rem plazando cada ciclo de m antenim iento, esto increm enta los costos de operaciónE n la F igura 7-2 se m uestra com o quedaría el arreglo propuesto D esde el punto de vista técnico la m ejor opción es el diseño propuesto P ara decidir cual es la m ejor opción entre Uiui colum na nueva o adicionar otra colum na que opere en serie se tendría que realizar un estudio económ ico detallado
Figura: 7-2 A rreglo en serie para separar Acrilonitrilo (A) Colum na nueva, (B) Columnaactual

A P E N D I C E I
R e p o r te d e A s p e n P lu s d e la C o lu m n a con P la to s P e r fo ra d o sA S P E N P L US V E R : PC - DOS R E L : 9 . 2 - 1 I N S T : A S P E NTE C 0 2 / 0 2 / 9 7 PAGE 2
COLUMNA DE PLATOS P / S E P A R A R ACN
FLOWSHEET S E CT I ON FLOWSHEET C O N N E C T I V I T Y B Y STREAMS
STREAM
A L I ME N T ARE S I DUOS
SOURCE
T - 2 6 6 4
OVERALL F L OWS HE ET BALANCE
DEST
T - 2 6 6 4STREAM
D E S T I L ASOURCE
T - 2 6 6 4
DEST
MASS AND ENERGY BALANCE * * *
CONVENTI ONAL COMPONENTS HCN
ACT ACN AGUA ACH
TOTAL BALANCEMOLE( KMOL/ HR )
MA S S ( K G / H R )
ENTHALPY ( MMKCAL / H)
IN(KMOL/HR )
4 . 0 1 3 5 9
2 . 3 6 5 7 0 0 . 1 5 0 9 5 1
1 . 6 8 4 68 0 . 1 8 0 9 5 1 E - 0 1
8 . 2 3 3 0 2
2 8 5 . 7 7 0 - 0 . 1 5 4 2 7 3
OUT
4 . 0 1 3 5 9
2 . 3 6 5 7 0 0 . 1 5 0 9 5 1
1 . 6 8 4 6 8 0 . 1 8 0 9 5 1 E - 0 1
8 . 2 3 3 0 22 8 5 . 7 7 0
- 0 . 1 0 0 4 8 7
R E L A T I V E D I F F .
- 0 . 4 4 25 8 6 E - 1 5
0 . 5 6 3 1 6 0 E - 1 5 - 0 . 2 3 9 0 3 3 E - 1 4
0 . 0 0 0 0 0 0 E + 0 0 0 . 1 9 1 7 3 4 E - 1 5
- 0 . 2 1 5 7 6 0 E - 1 5
0 . 0 0 0 0 0 0 E + 0 0 - 0 . 3 4 8 6 4 0
COMPONENTS
I D T Y P E FORMULA ÑAME OR A L I A S REPORTHCN C CHN CHN HCNACT C C 3 H 6 0 - 1 C 3 H 6 0 - 1 ACTACN C C3H3N C3H3N ACNAGUA C H20 H20 AGUAACH C C4 H7 NO- D1 C4H7NO- D1 ACH
PARAMETER V A L U E S
CONVENTI ONAL COMPONENT - UNARY PARAMETER T A B L E
PARAMETER COMPONENTSN A M E / S E T / E L HCN ACT ACN AGUA ACHZC 1 1 . 9 7 0 0 0 - 0 1 2 . 3 3 0 0 0 - 0 1 2 . 1 4 0 0 0 - 0 1 2 . 2 9 0 0 0 - 0 1 2 . 4 4 0 0 0 - 0 1TC 1 4 . 5 6 6 5 0 + 0 2 5 . 0 8 2 0 0 + 0 2 5 . 3 5 0 0 0 + 0 2 6 . 4 7 1 3 0 + 0 2 6 . 2 0 0 0 0 + 0 2PC 1 5 . 3 9 0 0 0 + 0 6 4 . 7 0 1 0 0 + 0 6 4 . 4 8 0 0 0 + 0 6 2 . 2 0 5 5 0 + 0 7 4 . 2 5 0 0 0 + 0 6MW 1 2 . 7 0 2 5 7 + 0 1 5 . 8 0 8 0 0 + 0 1 5 . 3 0 6 3 6 + 0 1 1 . 8 0 1 5 3 + 0 1 8 . 5 1 0 5 7 + 0 1TB 1 2 . 9 8 8 5 0 + 0 2 3 . 2 9 4 4 0 + 0 2 3 . 5 0 5 0 0 + 02 3 . 7 3 1 5 0 + 0 2 4 . 4 4 0 0 0 + 0 2OMGRAP 1 4 . 0 9 9 1 3 - 0 1 3 . 0 6 5 2 7 - 0 1 3 . 4 9 8 0 1 - 0 1 3 . 4 4 8 6 1 - 0 1 7 . 6 7 2 5 4 - 0 1VCTRAP 1 1 . 3 9 0 0 0 - 0 1 2 . 0 9 0 0 0 - 0 1 2 . 1 2 0 0 0 - 0 1 5 . 5 9 4 7 8 - 0 2 2 . 9 6 0 0 0 - 0 1
¡ PEN P L US V E R : PC- DOS R E L : 9 . 2 - 1 I N S T : A S P E NT E C 0 2 / 0 2 / 9 7 PAGECOLUMNA DE PLATOS P / S E P A R A R ACN
PROPERTY CONSTANT E S T I M A T I O N S E CT I ON
PURE COMPONENT PARAMETERS (CONTINUED)
COMPONENT I D : ACH FORMULA: C4 H7 NO- D1

182
D E V I A T I O N S I N R E G R E S S I N G TEMPERATURE - DEPENDENT P R O P E R T I E S
L I Q U I D V I S C O S I T YMETHOD = L E T S O U - S
L I Q U I D V I S C O S I T Y
( N - S E C / S Q M )P OI NT
NO.TEMP
(K) DATA CALCULATED % ERROR-------- ----------------- ------------------------------ ------------------------------
1 4 4 4 . 0 0 0 . 2 8 9 6 E - 0 3 0 . 2 8 2 6 E - 0 3 - 2 . 4 22 4 6 2 . 8 7 0 . 2 5 3 5 E - 0 3 0 . 2 5 6 0 E - 0 3 1 . 0 23 4 8 1 . 7 3 0 . 2 1 9 7 E - 0 3 0 . 2 2 4 7 E - 0 3 2 . 2 74 5 0 0 . 6 0 0 . 1 8 8 4 E - 0 3 0 . 1 9 2 1 E - 0 3 1 . 945 5 1 9 . 4 7 0 . 1 5 9 4 E - 0 3 0 . 1 6 0 5 E - 0 3 0 . 6 66 5 3 8 . 3 3 0 . 1 3 2 8 E - 0 3 0 . 1 3 1 6 E - 0 3 - 0 . 9 47 5 5 7 . 2 0 0 . 1 0 8 6 E - 0 3 0 . 1 0 6 1 E - 0 3 - 2 . 2 48 5 7 6 . 0 7 0 . 8 6 7 1 E - 0 4 0 . 8 4 5 0 E - 0 4 - 2 . 5 59 5 9 4 . 9 3 0 . 6 7 2 2 E - 0 4 0 . 6 6 5 1 E - 0 4 - 1 . 0 5
1 0 6 1 3 . 8 0 0 . 5 0 1 0 E - 0 4 0 . 5 1 8 6 E - 0 4 3 . 5 2
BLOCK: T - 2 6 6 4 MODEL : RATEFRAC
I N L E T S - A L I ME N T A COLUMN 1 SEGMENT 8OUTL E T S - D E S T I L A COLUMN 1 SEGMENT 1
RES I DUOS COLUMN 1 SEGMENT 27PROPERTY OP T I ON S E T : NRT L - RK RENON (NRTL) /
* * * MASS AND ENERGY BALANCEI N
TOTAL BALANCE
MOLE( KMOL/ HR ) 8 . 2 3 3 0 2 8MAS S ( KG/ HR )
E NT HALPY ( MMKCAL / H)2 8 5 . 7 7 0
- 0 . 1 5 4 2 7 3
•h 'k
OUT
2 8 5 . 7 7 0
- 0 . 1 0 0 4 8 7
* * * * I N P U T PARAMETERS * * * *
NUMBER OF COLUMNS
TOTAL NUMBER OF S EGMENTS
NUMBER OF I NTERCONNECTI NG STREAMS
MAXIMUM NO. OF RATEFRAC BLOCK I T E R A T I O N S
MAXIMUM NO. OF F L A S H I T E R A T I O N SRATEFRAC BLOCK TOLERANCEF L A S H TOLERANCE
* * * * I NP UT PARAMETERS FOR COLUMN 1
BOTTOMS RATE
MAS S RE F L UX RATI O
D I S T I L L A T E VAPOR MOLE FRACTI ON
TOTAL NUMBER OF E Q U I L I B R I U M SEGMENTSE Q U I L I B R I U M SEGMENT NUMBERS
TOTAL NUMBER OF N O N - E Q U I L I B R I U M SEGMENTSTOTAL NUMBER OF TRAY SEGMENTS
TOTAL NUMBER OF TRAYS
KG/ HR
R E L A T I V E D I F F .
- 0 . 2 1 5 7 6 0 E - 1 5 0 . 0 0 0 0 0 0 E + 0 0
- 0 . 3 4 8 6 4 0
12 7
0 5 0
50
0.000100000 0.000100000
4 2 . 0 0 0 0 1 . 6 0 0 0 1.000021
2525
25
2 7
* * * * TRAY PARAMETERS * * * *

183
TEMPERATURE ESTIMATES
COLUMN
1SEGMENT
1L I Q U I D
4 5 . 0 0 0 0
VAPOR4 5 . 0 0 0 0
L I Q U I D MOLE FRACTI ON E S T I M A T E S
FOR COLUMN 1 :
SEGMENT HCN 1 0 . 3 9 0 0
2 7 0 . 3 0 0 0 E - 0 3
ACT 0 . 6 0 0 0 0 . 1 0 0 0 E - 0 2
ACN 0 . 1 0 0 0 E - 0 2
0 . 7 5 0 0
AGUA 0 . 9 0 0 0 E - 0 2
0 . 3 2 0 0
ACH 0 . 5 5 0 0 E - 0 5
0 . 7 8 9 0 E - 0 4
* * * * VAPOR MOLE FRACTI ON E S T I M A T E S * * * *
FOR COLUMN 1 :SEGMENT HCN ACT ACN AGUA ACH
1 0 . 6 2 0 0 0 . 5 5 9 0 0 . 8 0 0 0 E - 0 3 0 . 8 0 0 0 E - 0 2 0 . 1 1 5 6 E - 0 7
27 0 . 1 3 0 0 E - 0 3 0 . 1 5 0 0 E - 0 2 0 . 9 0 0 0 E - 0 1 0 . 8 9 0 0 0 . 9 8 0 0 E - 0 2
* * * * P RE S S URE S P E C I F I C A T I O N S * * * *
COLUMN1
SEGMENT1 1 . 1 6 6 9 9 BAR
BLOCK: T - 2 6 6 4 MODEL: RATEFRAC (CONTINUED)************************************** RESULTS ********* *****************************
COMPONENT S P L I T FRACTI ONS
COMPONENT:HCN
ACTACN
AGUAACH
D E S T I L A
. 9 9 9 8 8
. 9 8 1 0 2
. 3 0 2 6 0 E - 0 1
. 9 1 4 9 9 E - 0 2
. 2 8 4 7 3 E - 0 7
OUTLET STREAMS
RES I DUOS
. 1 1 6 8 9 E - 0 3
. 1 8 9 7 7 E - 0 1
. 9 6 9 7 4
. 9 9 0 8 5 1.0000
COLUMN 1 R E S UL T S * * * *
TOP SEGMENT L I Q U I D TEMP CVAPOR TEMP C
BOTTOM SEGMENT L I Q U I D TEMP CVAPOR TEMP C
TOP SEGMENT L I Q U I D FLOW KMOL/HRVAPOR FLOW KMOL/HR
BOTTOM SEGMENT L I Q U I D FLOW KMOL/HRVAPOR FLOW KMOL/HR
CONDENSE? DUTY (W/O SUBCOOL) MMKCAL/HR E B O I L E R DUTY MMKCAL/H
MOLAR REF LUX RATI O D I S T I L L A T E VAPOR MOLE FRACTI ON
MOLAR B O I L U P RATI O
4 5 . 2 2 3 44 5 . 2 2 3 4
7 9 . 7 5 3 57 9 . 7 5 3 5
8 . 5 0 3 8 5 6 . 3 5 3 9 1
1 . 8 7 9 1 1 1 3 . 5 6 1 6
- 0 . 0 6 2 8 0 1 0 . 1 1 6 5 9
1 . 3 3 8 3 6 1.00000 7 . 2 1 7 0 6

TOTAL VAPOR L I Q U I D TOTAL VAPOR
MAS S F LMX MAS S F LMX MAS S F L MX HMX HMX
KG / S E C K G / S E C KG / S E C J / K G J / K G
1 0 . 1 7 6 1 0 . 0 6 7 7 0 . 1 0 8 3 - 1 4 2 6 7 5 1 1 8 1 7 0 3
2 0 . 2 8 9 8 0 . 1 7 6 1 0 . 1 1 3 7 - 1 7 6 2 5 9 1 - 1 0 1 1 9 0 5
3 0 . 2 9 7 3 0 . 1 8 1 5 0 . 1 1 5 9 - 2 0 7 3 9 2 1 - 1 3 6 3 0 6 5
4 0 . 2 9 9 4 0 . 1 8 3 6 0 . 1 1 5 8 - 2 2 3 3 4 3 3 - 1 5 4 6 8 1 7
5 0 . 2 9 7 7 0 . 1 8 3 5 0 . 1 1 4 2 - 2 3 0 4 7 4 4 - 1 6 3 1 2 2 4
6 0 . 2 9 3 1 0 . 1 8 1 9 0 . 1 1 1 2 - 2 3 2 4 9 3 6 - 1 6 5 7 0 8 5
7 0 . 2 8 5 8 0 . 1 7 8 9 0 . 1 0 6 9 - 2 3 1 5 6 2 2 - 1 6 4 6 9 9 2
8 0 . 3 8 0 6 0 . 1 7 4 6 0 . 2 0 5 9 - 2 5 4 9 9 1 0 - 1 6 1 4 2 2 3
9 0 . 4 0 5 1 0 . 1 9 4 2 0 . 2 1 0 9 - 2 9 5 6 4 7 7 - 2 1 8 4 1 8 5
1 0 0 . 4 1 1 4 0 . 1 9 9 2 0 . 2 1 2 1 - 3 2 2 0 0 7 0 - 2 5 5 5 3 0 1
1 1 0 . 4 1 1 2 0 . 2 0 0 5 0 . 2 1 0 8 - 3 3 3 4 6 1 2 - 2 7 4 8 7 8 3
1 2 0 . 4 0 6 6 0 . 1 9 9 1 0 . 2 0 7 5 - 3 3 2 2 3 8 9 - 2 7 9 1 2 2 7
1 3 0 . 3 9 9 1 0 . 1 9 5 8 0 . 2 0 3 2 - 3 2 0 7 9 3 7 - 2 7 0 9 4 0 1
1 4 0 . 3 9 0 1 0 . 1 9 1 6 0 . 1 9 8 6 - 3 0 1 8 1 0 2 - 2 5 3 1 7 6 2
1 5 0 3 8 0 9 0 1 8 6 9 0 . 1 9 4 0 - 2 7 8 1 0 9 0 - 2 2 8 9 1 5 1
1 6 0 3 7 2 3 0 . 1 8 2 4 0 . 1 9 0 0 - 2 5 2 3 1 6 9 - 2 0 1 2 1 1 9
1 7 0 . 3 6 4 7 0 . 1 7 8 3 0 . 1 8 6 4 - 2 2 6 5 2 1 1 - 1 7 2 6 6 4 7
1 8 0 . 3 5 8 2 0 . 1 7 4 7 0 . 1 8 3 4 - 2 0 2 1 1 4 3 - 1 4 5 1 3 0 7
1 9 0 . 3 5 2 6 0 . 1 7 1 7 0 . 1 8 0 9 - 1 7 9 8 5 1 2 - 1 1 9 7 0 4 5
20 0 . 3 4 8 0 0 . 1 6 9 2 0 . 1 7 8 8 - 1 6 0 0 2 1 2 - 9 6 8 7 7 3
2 1 0 . 3 4 4 2 0 . 1 6 7 1 0 . 1 7 7 0 - 1 4 2 6 3 7 0 - 7 6 7 4 9 2
22 0 . 3 4 1 1 0 . 1 6 5 4 0 . 1 7 5 7 - 1 2 8 3 3 5 0 - 5 9 2 1 8 6
23 0 . 3 3 8 5 0 . 1 6 4 0 0 . 1 7 4 5 - 1 1 6 7 8 6 1 - 4 5 7 6 0 8
24 0 . 3 3 6 1 0 . 1 6 2 8 0 . 1 7 3 3 - 1 0 7 0 2 0 8 - 3 4 1 1 0 7
25 0 . 3 3 3 6 0 . 1 6 1 6 0 . 1 7 2 0 - 9 9 3 5 5 2 - 2 4 3 8 4 7
26 0 . 3 3 0 0 0 . 1 6 0 3 0 . 1 6 9 7 - 9 4 3 4 7 5 - 1 7 0 2 2 2
27 0 . 1 6 9 7 0 . 1 5 8 0 0 . 0 1 1 7 - 8 7 4 9 8 9 - 1 2 2 2 6 9
L I Q U I D
HMX
J / K G
2 4 3 2 0 3 4
2 9 2 4 8 1 0
3 1 8 7 3 8 3
3 3 2 2 0 3 8
3 3 8 7 5 6 1
3 4 1 7 3 2 2
3 4 3 4 4 6 1
3 3 4 6 2 3 2
3 6 6 9 3 5 2
3 8 4 5 6 3 3
3 8 9 2 9 6 5
3 8 3 2 9 3 7
3 6 8 9 2 2 7
3 4 8 8 0 0 3
3 2 5 5 5 2 8
3 0 1 4 3 5 5
2 7 8 0 7 4 9
2 5 6 4 4 1 2
2 3 6 9 8 3 0
2 1 9 8 1 0 4
2 0 4 8 6 1 8
1 9 3 4 1 0 7
1 8 3 5 8 0 7
1 7 5 5 3 9 6
1 6 9 8 1 7 7
1 6 7 3 9 3 9
11071600
VAPOR L I Q U I D TOTAL VAPOR L I Q U I D
MUMX MUMX RHOMX RHOMX RHOMX
M N - S E C / S Q M M N - S E C / S Q M KG/CUM KG/CUM KG/CUM
0 . 0 0 4 7 3 0 . 2 4 6 4 4 . 4 9 0 2 1 . 7 3 3 3 7 5 5 . 3 9 1 7
0 . 0 0 5 6 1 0 . 2 5 0 5 3 . 1 4 3 5 1 . 9 0 8 2 7 5 4 . 4 4 7 4
0 . 0 0 5 9 1 0 . 2 5 3 9 3 . 2 2 8 2 1 . 9 7 0 2 7 5 3 . 3 5 1 3
0 . 0 0 6 0 9 0 . 2 5 6 6 3 . 2 6 4 6 2 . 0 0 2 5 7 5 2 . 3 1 0 3
0 . 0 0 6 2 0 0 . 2 5 9 1 3 . 2 6 5 7 2 . 0 1 4 1 7 5 1 . 3 7 6 0
0 . 0 0 6 2 6 0 . 2 6 2 0 3 . 2 3 9 1 2 . 0 1 0 5 7 5 0 . 4 1 7 5
0 . 0 0 6 2 9 0 . 2 6 5 8 3 . 1 8 6 5 1 . 9 9 4 1 7 4 9 . 2 8 1 1
0 . 0 0 6 3 2 0 . 2 7 3 2 4 . 2 9 1 1 1 . 9 6 4 4 7 4 6 . 9 6 6 3
0 . 0 0 6 9 6 0 . 2 7 8 6 4 . 2 8 8 6 2 . 0550 7 4 6 . 4 0 9 5
0 . 0 0 7 5 0 0 . 2 8 5 2 4 . 3 6 9 5 2 . 1 1 6 2 7 4 5 . 8 8 9 3
0 . 0 0 7 9 4 0 . 2 9 1 3 4 . 4 0 5 9 2 . 1 4 8 8 7 4 4 . 8 8 1 6
0 . 0 0 8 2 8 0 . 2 9 6 8 4 . 4 0 2 5 2 . 1 5 7 3 7 4 3 . 4 7 7 8
0 . 0 0 8 5 4 0 . 3 0 1 7 4 . 3 7 2 0 2 . 1 4 7 8 7 4 1 . 7 5 1 2
0 . 0 0 8 7 3 0 . 3 0 6 1 4 . 3 2 6 7 2 . 1 2 7 2 7 3 9 . 8 0 7 5
0 . 0 0 8 8 6 0 . 3 0 9 8 4 . 2 7 6 8 2 . 1 0 1 5 7 3 7 . 7 8 5 6
0 . 0 0 8 9 6 0 . 3 1 3 0 4 . 2 2 9 4 2 . 0 7 5 4 7 3 5 . 8 1 7 9
0 . 0 0 9 0 1 0 . 3 1 5 7 4 . 1 8 8 6 2 . 0 5 1 8 7 3 3 . 9 9 7 0
0 . 0 0 9 0 4 0 . 3 1 7 9 4 . 1 5 5 7 2 . 0 3 2 0 7 3 2 . 3 6 7 4
0 . 0 0 9 0 6 0 . 3 1 9 8 4 . 1 3 0 7 2 . 0 1 6 3 7 3 0 . 9 3 7 3
0 . 0 0 9 0 7 0 . 3 2 1 4 4 . 1 1 2 6 2 . 0 0 4 5 7 2 9 . 6 9 4 3
0 . 0 0 9 0 7 0 . 3 2 2 7 4 . 1 0 0 2 1 . 9 9 6 0 7 2 8 . 6 1 8 2
0 . 0 0 9 0 6 0 . 3 2 3 6 4 . 0 9 4 2 1 . 9 9 0 1 7 2 7 . 7 5 0 2
0 . 0 0 9 0 6 0 . 3 2 4 5 4 . 0 9 1 4 1 . 9 8 7 7 7 2 7 . 0 0 8 0
0 . 0 0 9 0 6 0 . 3 2 5 5 4 . 0 8 9 5 1 . 9 8 6 2 7 2 6 . 3 7 2 9
0 . 0 0 9 0 6 0 . 3 2 6 6 4 . 0 8 6 1 1 . 9 8 4 9 7 2 5 . 8 6 4 7
0 . 0 0 9 0 6 0 . 3 2 9 3 4 . 0 6 9 8 1 . 9 8 2 5 7 2 5 . 5 3 8 5
0 . 0 0 9 0 7 0 . 5 7 3 7 2 . 1 1 6 6 1 . 9 7 1 4 8 4 5 . 0 2 6 6

VAPOR VAPOR VAPOR VAPOR VAPOR L I Q U I D L I Q U I D L I Q U I D
PHTMX PH1 MX PHTMX PHTMX PHTMX PHTMX PHI MX PHTMX
HCN ACT ACN AGUA ACH HCN ACT ACN
1 0 . 980 0 . 970 0 . 965 0 . 9 9 0 0 . 950 1 . 642 0 . 5 8 4 0 . 1 7 6
2 0 . 9 8 1 0 . 9 7 1 0 . 9 6 6 0 . 9 9 1 0 . 9 5 1 1 . 8 1 9 0 . 666 0 . 2 1 4
3 0 . 9 8 1 0 . 9 7 1 0 . 9 6 6 0 . 9 9 1 0 . 9 5 2 1 . 9 0 7 0 . 7 1 6 0 . 2 3 9
4 0 . 9 8 1 0 . 9 7 1 0 . 9 6 6 0 . 9 9 1 0 . 9 5 2 1 . 9 4 7 0 . 7 5 1 0 . 2 5 7
5 0 9 8 1 0 . 9 7 1 0 . 96 6 0 . 9 9 1 0 . 952 ] . 958 0 . 7 7 9 0 . 2 7 2
6 0 . 9 8 1 0 . 9 7 1 0 . 96 6 0 . 9 9 1 0 . 9 5 2 1 . 952 0 . 806 0 . 2 8 87 0 . 9 8 1 0 . 9 7 1 0 . 9 6 6 0 . 9 9 1 0 . 9 5 2 1 . 934 0 . 8 39 0 . 3 0 78 0 . 982 0 . 972 0 . 9 6 7 0 . 9 9 1 0 . 953 1 . 8 0 1 0 . 8 5 6 0 . 3 1 69 0 . 982 0 . 9 7 2 0 . 967 0 . 9 9 1 0. . 953 1 . 935 0 . 9 7 1 0 . 3 8 1
1 0 0 . 982 0 . 9 7 2 0 . 967 0 . 992 0 . 9 5 4 1 . 9 9 9 1 . 057 0 . 4 3 91 1 0 . 983 0 . 973 0 . 968 0 . 9 9 2 0 . 9 5 4 2 . 035 1 . 1 3 4 0 . 4991 2 0 . 983 0 . 973 0 . 968 0 . 992 0 . 955 2 . 054 1 . 2 0 4 0 . 5 6 1
1 3 0 . 9 8 3 0 . 973 0 . 9 6 8 0 . 9 9 2 0 . 9 5 5 2 . 062 1 . 265 0 . 6271 4 0 . 9 8 3 0 . 974 0 . 969 0 . 9 9 2 0 . 955 2 . 0 6 2 1 . 3 1 5 0 . 693
1 5 0 . 983 0 . 9 7 4 0 . 9 6 9 0 . 9 9 2 0 . 9 5 6 2 . 055 1 . 3 5 2 0 . 7 5 71 6 0 . 983 0 . 974 0 . 969 0 . 992 0 . 9 5 6 2 . 0 4 2 1 . 3 7 4 0 . 8 1 51 7 0 . 983 0 . 9 7 4 0 . 969 0 . 9 9 2 0 . 9 5 6 2 . 024 1 . 3 8 3 0 . 8 6 6
1 8 0 . 9 8 3 0 . 9 7 4 0 . 9 6 9 0 . 9 9 2 0 . 9 56 2 . 002 1 . 382 0 . 9081 9 0 . 9 8 3 0 . 9 7 4 0 . 969 0 . 9 9 2 0 . 9 56 1 . 978 1 . 375 0 . 9 4 120 0 . 983 0 . 9 7 4 0 . 969 0 . 9 9 2 0 . 956 1 . 9 5 4 1 . 3 6 3 0 . 9 6 8
2 1 0 . 983 0 . 974 0 . 969 0 . 9 9 2 0 . 9 5 6 1 . 9 3 0 1 . 3 5 0 0 . 9 9 022 0 . 983 0 . 9 7 4 0 . 9 6 9 0 . 9 9 2 0 . 9 5 6 1 . 9 1 1 1 . 3 3 8 1 . 006
23 0 . 983 0 . 9 7 4 0 . 9 6 9 0 . 9 9 2 0 . 9 5 6 1 . 8 9 1 1 . 3 2 5 1 . 0 1 8
24 0 . 983 0 . 974 0 . 9 6 9 0 . 9 9 2 0 . 9 56 1 . 872 1 . 3 1 4 1 . 030
25 0 . 983 0 . 974 0 . 969 0 . 992 0 . 9 5 5 1 . 8 5 4 1 . 3 0 5 1 . 0 4 1
26 0 . 9 8 3 0 . 973 0 . 969 0 . 992 0 . 9 5 5 1 . 8 3 0 1 . 2 9 8 1 . 0 6 0
27 0 . 983 0 . 9 7 3 0 . 969 0 . 9 9 2 0 . 9 5 5 2 . 3 2 5 5 . 0 4 6 6 . 7 2 7
L I Q U I D L I Q U I D L I Q U I D L I Q U I D L I Q U I D L I Q U I D L I Q U I D
PHI MX PHI MX GAMMA GAMMA GAMMA GAMMA GAMMA
AGUA ACH HCN ACT ACN AGUA ACH
0 . 1 9 7 0 . 002 0 . 988 1 . 007 0 . 623 2 . 3 6 6 0 . 9 Ü
0 . 2 6 3 0 . 0 0 2 0 . 978 1 . 0 1 0 0 . 659 2 . 6 3 1 0 983
0 . 3 0 7 0 . 0 0 3 0 . 965 1 . 0 1 2 0 . 684 2 . 7 7 2 O sO 0
0 . 3 3 3 0 . 0 0 3 0 . 948 1 . 0 1 6 0 . 7 0 3 2 . 8 1 8 0 . 060
0 . 3 4 6 0 . 003 0 . 9 2 9 1 . 022 0 . 7 2 1 2 . 7 9 8 0 . 945
0 . 3 5 1 0 . 0 0 3 0 . 905 1 . 0 3 1 0 . 7 4 2 2 . 7 3 0 0 . 9 2 6
0 . 3 5 1 0 . 0 0 3 0 . 877 1 . 0 4 5 0 . 7 6 9 2 . 6 2 1 0 . 903
0 . 2 8 0 0 . 0 0 3 0 . 8 4 2 1 . 1 0 3 0 . 8 2 0 2 . 1 8 7 0 . 865
0 . 3 60 0 . 004 0 . 805 1 . 095 0 . 860 2 . 324 0 . 835
0 . 4 2 6 0 . 0 0 5 0 . 7 6 7 1 . 0 8 8 0 . 9 0 1 2 . 4 1 1 0 807
0 . 4 8 5 0 . 005 0 . 7 3 0 1 . 0 8 1 0 . 9 4 4 2 . 455 0 . 7 8 0
0 . 5 3 8 0 . 0 0 6 0 . 695 1 . 073 0 . 989 2 . 4 6 ? 0 . 7 5 5
0 . 5 8 4 0 . 0 0 6 0 . 663 1 . 063 1 . 037 2 . 4 5 9 0 . 7 3 1
0 . 626 0 . 007 0 . 633 1 . 0 4 9 1 . 0 8 6 2 . 4 4 1 0 . 7 0 9
0 . 664 0 . 0 0 7 0 . 607 1 . 0 3 1 1 . 1 3 2 2 . 4 2 1 0 . 687
0 . 695 0 . 0 0 8 0 . 5 8 4 1 . 0 1 1 1 . 1 7 3 2 . 4 0 3 0 . 667
0 . 7 2 1 0 . 0 0 8 0 . 5 6 5 0 . 9 8 9 1 . 2 0 8 2 . 3 8 7 0 . 648
0 . 7 4 2 0 . 0 0 8 0 . 5 4 8 0 . 9 6 6 1 . 2 3 7 2 . 3 7 4 0 . 6 3 1
0 . 7 5 9 0 . 0 0 8 0 . 5 3 4 0 . 9 4 5 1 . 2 6 0 2 . 3 6 3 0 . 6 1 6
0 . 7 7 1 0 . 0 0 8 0 . 5 2 2 0 . 9 2 6 1 . 2 7 8 2 . 354 0 . 602
0 . 7 8 1 0 . 009 0 . 5 1 2 0 . 9 0 8 1 . 2 9 3 2 . 34 7 0 . 590
0 . 7 8 8 0 . 0 0 9 0 . 5 0 4 0 . 8 9 4 1 . 3 0 4 2 . 340 0 . 5 8 1
0 . 7 9 3 0 . 0 0 9 0 . 4 9 7 0 . 8 8 1 1 . 3 1 4 2 . 3 33 0 . 5 7 2
0 . 7 9 6 0 . 0 0 9 0 . 4 9 0 0 . 8 7 0 1 . 3 2 3 2 . 3 2 3 0 . 5 6 4
0 . 7 9 6 0 . 0 0 9 0 . 485 0 . 8 62 1 . 3 3 3 2 . 3 1 0 0 . 5 5 6
0 . 7 9 0 0 . 0 0 8 0 . 4 7 7 0 . 8 5 4 1 . 352 2 . 2 7 7 0 . 5 4 5
0 . 3 7 3 0 . 0 0 9 0 . 607 3 . 3 2 6 8 . 5 9 2 1 . 0 7 5 0 . 5 6 4
0 0

186
* * * BULK X - P R O F I L E * * * *
SEGMENT HCN ACT1 0 . 3 7 6 9 0 . 6 0 6 92 0 . 2 8 9 8 0 . 6 8 3 23 0 . 2 4 0 0 0 . 7 1 9 14 0 . 2 1 3 8 0 . 7 2 7 65 0 . 2 0 1 3 0 . 7 1 7 36 0 . 1 9 6 5 0 . 6 9 2 47 0 . 1 9 6 1 0 . 6 5 4 28 0 . 2 5 7 7 0 . 5 2 9 29 0 . 1 8 6 5 0 . 5 6 2 4
1 0 0 . 1 3 2 3 0 . 5 7 1 21 1 0 . 9 2 7 3 E - 0 1 0 . 5 5 8 41 2 0 . 6 4 4 9 E - 0 1 0 . 5 2 8 31 3 0 . 4 4 6 6 E - 0 1 0 . 4 8 6 61 4 0 . 3 0 8 8 E - 0 1 0 . 4 3 8 91 5 0 . 2 1 3 6 E - 0 1 0 . 3 9 0 11 6 0 . 1 4 8 2 E - 0 1 0 . 3 4 3 91 7 0 . 1 0 3 3 E - 0 1 0 . 3 0 2 21 8 0 . 7 2 4 2 E - 0 2 0 . 2 65 61 9 0 . 5 1 1 0 E - 0 2 0 . 2 3 4 12 0 0 . 3 6 2 9 E - 0 2 0 . 2 0 7 32 1 0 t 2 5 9 3 E - 0 2 0 . 1 8 4 422 0 . 1 9 3 1 E - 0 2 0 . 1 6 7 023 0 . 1 4 4 1 E - 0 2 0 . 1 5 1 724 0 . 1 0 7 8 E - 0 2 0 . 1 3 8 225 0 . 8 0 6 2 E - 0 3 0 . 1 2 6 22 6 0 . 5 4 9 1 E - 0 3 0 . 1 1 1 727 0 . 2 4 9 7 E - 0 3 0 . 2 3 8 9 E - 0 1
* * * * BULK Y - P R O F I L E * * * *
SEGMENT HCN ACT1 0 . 6 3 1 6 0 . 3 6 5 32 0 . 4858 0 . 5 0 3 63 0 . 4 3 6 1 0 . 5 4 7 14 0 . 4 0 8 1 0 . 5 6 7 35 0 . 3 9 3 8 0 . 5 7 1 66 0 . 3 8 7 5 0 . 5 6 4 97 0 . 3 8 6 0 0 . 5 4 9 98 0 . 3 8 7 4 0 . 5 2 7 39 0 . 2 8 9 2 0 . 5 9 1 2
1 0 0 . 2 0 9 5 0 . 6 2 8 81 1 0 . 1 4 8 8 0 . 6 3 9 41 2 0 . 1 0 4 4 0 . 6 2 5 81 3 0 . 7 2 6 9 E - 0 1 0 . 5 9 2 71 4 0 . 5 0 4 0 E - 0 1 0 . 5 4 6 41 5 0 . 3 4 8 8 E - 0 1 0 . 4 9 3 11 6 0 . 2 4 1 5 E - 0 1 0 . 4 3 8 51 7 0 . 1 6 7 6 E - 0 1 0 . 3 8 6 51 8 0 . 1 1 6 8 E - 0 1 0 . 3 3 9 51 9 0 . 8 1 8 6 E - 0 2 0 . 2 9 8 220 0 . 5 7 6 9 E - 0 2 0 . 2 6 2 72 1 0 . 4 0 8 9 E - 0 2 0 . 2 3 2 322 0 . 2 9 1 3 E - 0 2 0 . 2 0 6 423 0 . 2 1 6 1 E - 0 2 0 . 1 8 6 624 0 . 1 6 0 5 E - 0 2 0 . 1 6 9 325 0 . 1 1 9 2 E - 0 2 0 . 1 5 4 02b 0 . 8 8 3 1 E - 0 3 0 . 1 4 0 327 0 . 5 9 0 6 E - 0 3 0 . 1 2 3 9
ACN AGUA ACH0 . 3 9 3 2 E - 0 2 0 . 1 2 2 ! E - 0 1 0 . 4 0 1 7 E - 0 70 . 6 5 7 4 E - 0 2 0 . 2 0 3 9 E - 0 1 0 . 9 5 1 5 E - 0 70 . 1 0 2 6 E - 0 1 0 . 3 0 5 8 E - 0 1 0 . 2 2 6 0 E - 0 60 . 1 5 3 0 E - 0 1 0 . 4 3 2 5 E - 0 1 0 . 5 3 8 3 E - 0 60 . 2 2 0 7 E - 0 1 0 . 5 9 3 6 E - 0 1 0 . 1 2 8 6 E - 0 50 . 3 0 8 6 E - 0 1 0 . 8 0 2 6 E - 0 1 0 . 3 0 8 3 E - 0 50 . 4 1 7 1 E - 0 1 0 . 1 0 8 0 0 . 7 4 2 8 E - 0 50 . 4 1 3 8 E - 0 1 0 . 1 7 0 6 0 . 1 0 5 6 E - 0 20 . 5 8 5 0 E - 0 1 0 . 1 9 1 5 0 . 1 0 6 2 E - 0 20 . 8 1 7 5 E - 0 1 0 . 2 1 3 7 0 . 1 0 7 3 E - 0 20 . 1 1 1 5 0 . 2 3 6 3 0 . 1 0 8 5 E - 0 20 . 1 4 7 2 0 . 2 5 8 9 0 . 1 0 9 7 E - 0 20 . 1 8 7 1 0 . 2 8 0 5 0 . 1 1 0 9 E - 0 20 . 2 2 8 8 0 . 3 0 0 4 0 . 1 1 2 1 E - 0 20 . 2 6 9 5 0 . 3 1 7 8 0 . 1 1 3 2 E - 0 20 . 3 0 7 5 0 . 3 3 2 7 0 . 1 1 4 1 E - 0 20 . 3 4 1 4 0 . 3 4 4 9 0 . 1 1 4 8 E - 0 20 . 3 7 1 1 0 . 3 5 4 9 0 . 1 1 5 5 E - 0 20 . 3 9 6 5 0 . 3 6 3 1 0 . 1 1 6 0 E - 0 20 . 4 1 8 2 0 . 3 697 0 . 1 1 6 5 E - 0 20 . 4 3 6 6 0 . 3 7 5 2 0 . 1 1 6 9 E - 0 20 . 4 5 0 4 0 . 3 7 9 5 0 . 1 1 7 2 E - 0 20 . 4 6 2 2 0 . 3 8 3 4 0 . 1 1 7 7 E - 0 20 . 4 7 2 0 0 . 3 8 7 5 0 . 1 1 8 5 E - 0 20 . 4 7 9 4 0 . 3 9 2 4 0 . 1 2 0 1 E - 0 20 . 4 8 4 7 0 . 4 0 1 8 0 . 1 2 4 9 E - 0 20 . 7 7 9 0 E - 0 1 0 . 8 8 8 3 0 . 9 6 3 0 E - 0 2
ACN AGUA ACH0 . 7 1 8 9 E - 0 3 0 . 2 4 2 6 E - 0 2 0 . 8 1 0 9 E - 1 00 . 2 5 5 8 E - 0 2 0 . 8 0 2 4 E - 0 2 0 . 2 3 0 2 E - 0 70 . 4 0 6 8 E - 0 2 0 . 1 2 7 0 E - 0 1 0 . 5 4 4 6 E - 0 70 . 6 1 6 4 E - 0 2 0 . 1 8 5 0 E - 0 1 0 . 1 2 9 1 E - 0 60 . 9 0 2 0 E - 0 2 0 . 2 5 6 7 E - 0 1 0 . 3 0 6 5 E - 0 60 . 1 2 8 3 E - 0 1 0 . 3 4 7 2 E - 0 1 0 . 7 2 9 4 E - 0 60 . 1 7 7 4 E - 0 1 0 . 4 6 3 6 E - 0 1 0 . 1 7 4 1 E - 0 50 . 2 3 7 1 E - 0 1 0 . 6 1 6 0 E - 0 1 0 . 4 1 6 6 E - 0 50 . 3 6 9 0 E - 0 1 0 . 8 2 7 0 E - 0 1 0 . 4 9 7 6 E - 0 50 . 5 6 1 1 E - 0 1 0 . 1 0 5 6 0 . 5 7 5 4 E - 0 50 . 8 2 2 3 E - 0 1 0 . 1 2 9 6 0 . 6 5 1 2 E - 0 50 . 1 1 5 7 0 . 1 5 4 1 0 . 7 2 4 7 E - 0 50 . 1 5 6 1 0 . 1 7 8 5 0 . 7 9 4 6 E - 0 50 . 2 0 1 2 0 . 2 0 2 0 0 . 8 5 8 0 E - 0 50 . 2 4 8 5 0 . 2 2 3 5 0 . 9 1 2 2 E - 0 50 . 2 9 4 8 0 . 2 4 2 5 0 . 9 5 5 5 E - 0 50 . 3 3 8 0 0 . 2 5 8 6 0 . 9 8 8 3 E - 0 50 . 3 7 6 8 0 . 2 7 2 0 0 . 1 0 1 3 E - 0 40 . 4 1 0 7 0 . 2 8 2 9 0 . 1 0 3 1 E - 0 40 . 4 3 9 8 0 . 2 9 1 8 0 . 1 0 5 0 E - 0 40 . 4 6 4 6 0 . 2 9 9 0 0 . 1 0 7 9 E - 0 40 . 4 8 5 7 0 . 3 0 5 0 0 . 1 1 3 9 E - 0 40 . 5 0 1 5 0 . 3 0 9 7 0 . 1 2 6 3 E - 0 40 . 5 1 5 0 0 . 3 1 4 1 0 . 1 5 4 5 E - 0 40 . 5 2 63 0 . 3 1 8 5 0 . 2 2 0 1 E - 0 40 . 5 3 4 9 0 . 3 2 3 9 0 . 3 7 2 9 E - 0 40 . 5 4 1 1 0 . 3 3 4 4 0 . 8 8 2 7 E - 0 4

187
*■*»* MURPHREE VAPOR E F F I C I E N C Y , ’ * * * *
■ GMENT HCN ACT ACN AGUA ACH
1 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0
2 5 2 . 4 0 5 1 . 3 0 5 7 . 3 2 6 3 . 3 6 5 7 . 98
3 5 1 . 3 6 4 8 . 2 2 5 7 . 36 6 3 . 3 5 5 8 . 1 1
4 5 0 . 4 3 3 5 . 2 9 5 7 . 4 1 6 3 . 69 5 8 . 2 1
5 4 8 . 8 3 8 2 . 9 9 5 7 . 3 9 64 . 09 5 8 . 3 3
6 4 1 . 8 0 6 5 . 3 4 5 7 . 2 4 64 . 44 5 8 . 4 6
7 6 9 . 62 6 2 . 7 2 5 6 . 8 7 64 . 7 3 58 . 60
8 5 3 . 5 6 5 0 . 99 5 6 . 4 2 6 0 . 9 5 5 3 . 96
9 5 2 . 8 4 4 7 . 55 5 7 . 1 9 5 9 . 99 5 1 . 8 5
1 0 5 2 . 3 5 3 5 . 3 4 5 6 . 9 7 5 9 . 7 8 5 1 . 6 1
1 1 5 2 . 2 6 8 9 . 3 3 5 6 . 60 5 9 . 7 9 5 1 . 5 4
1 2 5 2 . 4 3 6 3 . 09 5 6 . 0 4 5 9 . 7 2 5 1 . 2 5
1 3 5 2 . 7 1 5 8 . 7 8 5 5 . 3 3 5 9 . 4 2 5 0 . 65
1 4 5 3 . 00 5 6 . 7 4 5 4 . 5 5 58 . 93 4 9 . 8 2
1 5 5 3 . 2 5 5 5 . 4 2 5 3 . 7 9 58 . 40 4 8 . 9 4
1 6 5 3 . 44 5 4 . 5 1 5 3 . 1 5 57 . 93 4 8 . 1 8
1 7 5 3 . 6 1 5 3 . 8 8 5 2 . 6 7 5 7 . 6 1 4 7 . 86
1 8 5 3 . 7 6 5 3 . 47 5 2 . 3 4 5 7 . 4 5 4 8 . 7 ' i
1 9 5 3 . 9 2 5 3 . 2 3 5 2 . 1 2 5 7 . 4 4 5 1 . 96
20 5 4 . 0 7 5 3 . 1 1 5 1 . 9 9 5 7 . 5 8 5 6 . 5 7
2 1 5 4 . 2 2 5 3 . 0 8 5 1 . 9 0 57 . 89 5 9 . 2 9
22 4 7 . 4 2 4 6 . 63 4 5 . 3 5 5 1 . 7 4 5 6 . 6 1
23 4 7 . 7 9 4 6 . 93 4 5 . 3 0 52 . 97 5 7 . 0 2
24 48 . 1 3 4 7 . 2 9 4 4 . 8 5 54 . 8 4 5 7 . 2 325 4 8 . 4 9 4 7 . 7 5 4 3 . 2 5 5 7 . 3 3 5 7 . 4 1
26 6 7 . 7 5 6 5 . 7 1 5 6 . 7 7 72 . 5 6 6 6 . 00
NOTE : MURPHREE VAPOR E F F I C I E N C I E S ARE NOT DE F I NE D FOR THE BOTTOM SEGMENT
* * * * TRAY E F F I C I E N C Y , % * * * *
SEGMENT2 7 3 . 0 23 7 2 . 7 84 72 . 685 72 . 676 72 . 7 07 7 2 . 7 3
8 7 5 . 8 69 7 4 . 8 8
1 0 7 4 . 7 31 1 7 4 . 6 71 2 74 . 62
1 3 74 . 5 71 4 7 4 . 4 91 5 7 4 . 4 01 6 74 . 3 2
1 7 7 4 . 2 61 8 7 4 . 2 3
1 9 7 4 . 2 220 7 4 . 2 4
2 1 7 4 . 2 722 65 . 9 6
23 6 6 . 3 224 6 6 . 67
25 67 . 0 126 9;7 . 82

' ' ■ V Rl irlPTR ( . |í%!, ..I A, i-t :BER. Dt TRA» S F*A SEbMENT
COiAptf' DiAh^.CR" [AME'TER EbTI'-'ATE f l o o ü i n g
BASE SEGM.ENT Z/1M WEIR HEIGHT S STE- --ACTOR 1U BER &3T PaSSES r I/ItJG OPTION USED FOR VAPOR
r n [ Kj1, ■:i lyj11•• ka'i&eién : oKjjjJfjA i-ionBLAT-l RAIISTER CORKELATION »f TECfVaci L-ARE A ¿ídííRÉ L AT I ON
METERMETER
METER
o ILVl,1
0 3048 0 |70
5.08E-02 1 1
COMPLETE - OMPI F 1 1
CHAI) 4 FAIR, >Au
3
5.08E-02 3 39E-021 1i 1
CO’ FLETE CO'-'PLETtV -»’ ■ . 3 i . J ■ -,: ■ t ,
tAiR .;H»I i, FAfRCOLBURN eotBURjl COLBURN
CHAN 4 FAIR S FAIR.C-IA' u P M R rts»
5 7-L SJ.ÜVL 5¡|i/„
1 i 1■" 3(.-‘d o ÍX)¿B B 30 4 S
= 0 5 0 5J *0 7 05 6 7
0tiE-G2 5 08E-02 5.08E-021 1 1
%. 1:> sayFTE COMPLETE COMPLETE
■- > i JLE I E COMPLETE Ai „ rAlR & FAIR CHAN & FAIR CHAN & FAIR CHAN & FAIRCOLBURH COLBURN COLBURN COLBURN COLBURN
“A^RChA- u FAIR CHAN 4 FAIR CHAN 4 FAIR CHAN 4 FAIR
OOOO■s i e v:
XU.3048 0 5 70 8
5. 08E-02 I1
COMPLETECOMPLETE
i, TE VE 1
0.3048 0 5 70 9
5.08E-02 1 1
COMPLETECOMPLETE
5. jbE-.X
CO1' DLEmE "C '¿L E ' L
ChAJ i FAIR ^OLBUR:1
C-tfíi-, « F” R.
3EGMEUT NUMBER(Sf> tT >r 18» sp"■ I! - )l 11/.. >L.’ I lUAMlTfR COLUMN QIAMETER ESTIMATE PERCENT FLÓQDING B^SL 3EC -!E\ 7 £<IT K fi HEIGHT . FACTOR: 11 \ ■i'JP*X-íC OPTION ITSED FOR VAPOR rl ' INr OPTION USED FOR LIQUID■ e r c 31Á . » ”i- .. ^ - i R^.jSFER COR^Ll '1 ion. '■ -ER* M-IA^-AREA CCRRELATION
jI / 111 IIIMETER METER
«ETER
H 12 ^ 1 3sttvf ^ i r r «s- m
i i i0 304 8 i301b 0.30180.5 0.5 C.570 70 7011 12 13
5.08E-02 5 08E-02 5 08E-021 1 11 1
COMPLETE COMPLETE COMPLETECOMPLETE COMPLETE COMPLETE
OIAN 4 FAÍ K f iAN 4 "AIR CHA"1 4 ''AIS*;COLBURM COLBURr1 COlBURN
CHAN i FAIR r'HÁ?i:J 4, FAIR CHAI i, "AIR
14 15 16 17 18 ic* í 'f ' J SIEVE SIEVE SIEVE SIEVE SIEt
l i l i l í U .3 0A S 0.3048 0.3048 0.3048 0.3048 0. 30-4 tíC-5 0.5 0.5 0.5 0.5 t 570 70 70 70 70 "014 15 16 17 18 j.9
5 08E-02 5 08E-02 5.08E-02 5.08E-02 5.08E-02 5.38E-L2i i i y i x.
i i i i i i COMPLETE COMPLETE COMPLETE COMPLETE COMPLETE CORLETECOMPLETE COMPLETE COMPLETE COMPLETE COMPLETE COMPLETE
:- AI lí "AIR lhAN S FAIR CHAN S FAIR CHAN & FAIR CHAN S FAIR C^AN í FAIR CClPjRN COLBURN COLBURN COLBUR^ COLBURN CO^BUR-
Mag ¡, FAIR. HAN & FAIR CHAN & FAIR CHAN & FAIR CHAN S FAIR CHAN 4 FATR

C 'L^BER'S- . oí. o r ^KAiS. y .'c ?-;;'ui.:.--- i.:1 AMt if r'. Oj_,'• "!■ ■ .. l J’ 2^ 2 a ” .' l M M E
p ■ . ■ ■■ , f A p ’ f..;.
Br^h 3:. 2 'l2¡ ■'■E ■ ^2IR h : IGH1 S-r SIEN r^^TOR -:o-iPL' .£ PASSL^! !i - X J j ^cTIOi USE^ - OR \/APOR111 i <M : i f)ii ■!. i ■ oí [ rnu j i.: ¡ - s- T \ -Jo-LK cr aR ‘.'1 Al ION
-T RAM JFER COKRL I AI ION E*^CI£ l-ARZA 20RRELATI0N
GMENTHC r TR METER
METER
20SIEVE
10 3048 0 5 70 20
5.08E-02 1 1
COMPLETErOMPI-PlT
SIEVE1
0 30U 3 T 71 21
5.08E-02 1 1
COMPLETE ( OMf I I T I.
J >b-.0 58o22
5.U8E-02 1 1
COMPLETEcom í i i rr
2 JS I E V íl
1¡J ? 5 1
. j Su 23
(j 08E - 02
1 1
COMPLETE
r ompl r i r
2¿SIEVE
10. 254 0. o 80 24
5.08E-0211
COMPLETECOMPLETE
25SIEVE
10 254 0 5 80 25
5.08E-02 1 1
COMPLETECOMPLETE
26 VAL VE
i0 254 0 5 80 26
5.08E-0? 1 1
COMPLETECOMPLETE
CHAN & FAIR CHAN & FAIR CHAN & D U R CHAN & FAIR CHAN & FAIR CHAN & FAIR SCHEFFECOLBURN COLBURN UDLBURN rOLBURN COLBURN COLBURN COLBURN
CHAN & FAIR CHAN & FAIR CH*\N * FAIR CHAN & FAIR CHAN & FAIR CHAN & FAIR SCHEFFE
COvO

190
ALIMENTA DESTILA RESIDUOS
STREAM I D A L I ME N T A D E S T I L A RES I DUOSFROM : ----------- T - 2 6 6 4 T - 2 6 6 4TO : T - 2 6 6 4 ----------- -----------
S UB S T RE A M: MI XEDP H A S E : L I Q U I D VAPOR L I Q U I DCOMPONENTS : KMOL/HR
HCN 4 - 0 1 3 5 4 . 0 1 3 1 4 . 6 9 1 3 - 0 4
ACT 2 . 3 6 5 7 2 . 3 2 0 8 4 . 4 8 9 3 - 0 2ACN 0 . 1 5 0 9 4 . 5 6 7 8 - 0 3 0 . 1 4 6 3AGUA 1 - 6 8 4 6 1 . 5 4 1 5 - 0 2 1 . 6 6 9 2ACH 1 . 8 0 9 5 - 0 2 5 . 1 5 2 3 - 1 0 1 . 8 0 9 5 - 0 2
COMPONENTS : KG/HRHCN 1 0 8 . 4 7 0 0 1 0 8 . 4 5 7 3 1 . 2 6 7 9 - 0 2
ACT 1 3 7 . 4 0 0 0 1 3 4 . 7 9 2 5 2 . 6 0 7 4ACN 8 . 0 1 0 0 0 . 2 4 2 3 7 . 7 6 7 6AGUA 3 0 . 3 5 0 0 0 . 2 7 7 7 3 0 . 0 7 2 3ACH 1 . 5 4 0 0 4 . 3 8 4 9 - 0 8 1 . 5 4 0 0
TOTAL FLOW:
KMOL/HR 8 . 2 3 3 0 6 . 3 5 3 9 1 . 8 7 9 1KG/HR 2 8 5 . 7 7 0 0 2 4 3 . 7 7 0 0 4 2 . 0 0 0 0CUM/HR 0 . 3 6 7 7 1 4 0 . 6 3 5 2 4 . 9 7 0 3 - 0 2
S T A T E V A R I A B L E S :TEMP C 1 0 . 0 0 0 0 4 5 . 2 2 3 4 7 9 . 7 5 3 4PRE S BAR 2 . 6 7 7 2 1 . 1 6 6 9 1 . 3 4 6 2VFRAC . 0 . 0 1 . 0 0 0 0 0 . 0LFRAC 1 . 0 0 0 0 0 . 0 1 . 0 0 0 0SFRAC 0 . 0 0 . 0 0 . 0
E N T H A L P Y :
KCAL/ MOL - 1 8 - 7 3 8 0 1 . 6 6 5 0 - 5 9 . 1 0 5 2KCAL/ KG - 5 3 9 . 8 4 1 4 4 3 . 3 9 8 9 - 2 6 4 4 . 4 0 6 1MMKCAL/HR - 0 . 1 5 4 2 1 . 0 5 8 0 - 0 2 - 0 . 1 1 1 0
ENTROP Y :
C A L / M O L - K - 3 7 . 9 1 1 4 - 1 1 . 8 2 3 6 - 3 7 . 6 1 6 0C A L / G M- K - 1 . 0 9 2 2 - 0 . 3 0 8 1 - 1 . 6 8 2 9
D E N S I T Y :KMOL/CUM 2 2 . 3 8 5 7 4 . 5 1 8 0 - 0 2 3 7 . 8 0 7 0KG/CUM 7 7 7 . 0 1 4 3 1 . 7 3 3 3 8 4 5 . 0 2 6 6
AVG MW 3 4 . 7 1 0 2 3 8 . 3 6 5 3 2 2 . 3 5 1 0

191
R e p o r te d e A s p e n P lu s d e la C o lu m n a E m p a c a d a con S ille ta s In ta lo xA S P E N P L U S V E R : PC- DOS R E L : 9 . 2 - 1 I N S T : AS P E NT E C 0 2 / 0 2 / 9 7 PAGE 2
COLUMNA EMPACADA P / SEPARAR ACH
FLOWSHEET S E CT I ON
FLOWSHEET C O NNE CT I V I T Y B Y STREAMS
A P E N D I C E II
SOURCE
T - 2 6 6 4
OVERALL F LOWS HEET BALANCE
STREAMA L I M E N T A
RE S I DUOS
DES TT - 2 6 6 4
STREAM
D E S T I L A
SOURCET - 2 6 6 4
DEST
* * * MASS AND ENERGY BALANCE IN
CONVENTI ONAL COMPONENTS (KMOL/HR )HCN ACT ACN AGUA
ACH
TOTAL BALANCE
MOLE( KMOL/ HR )MA S S ( K G / H R )
ENTHALPY( MMKCAL / H)
4 . 0 0 9 8 9 2 . 3 6 5 7 0
0 . 1 5 0 9 5 1 1 . 6 8 4 6 8
0 . 1 8 0 9 5 1 E - 0 1
8 . 2 2 9 3 2 2 8 5 . 6 7 0
- 0 . 1 4 8 7 5 8
OUT
4 . 0 0 9 8 9 2 . 3 6 5 7 0
0 . 1 5 0 9 5 1
1 . 6 8 4 6 8
0 . 1 8 0 9 5 1 E - 0 1
8 . 2 2 9 3 2 2 8 5 . 6 7 0
0 . 9 9 7 9 3 4 E - 0 1
A S P E N P L U S V E R : PC- DOS R E L : 9 . 2 - 1 I N S T : AS P E NT E C
COLUMNA EMPACADA P / SEPARAR ACH
P H Y S I C A L P ROP E RT I E S S E C T I ON
R E L A T I V E D I F F .
- 0 . 2 2 1 4 9 7 E - 1 5 0 . 1 1 2 6 3 2 E - 1 4
0 . 1 1 0 3 2 3 E - 1 4 - 0 . 1 3 1 8 0 2 E - 1 5
0 . 1 9 1 7 3 4 E - 1 5
0 . 2 1 5 8 5 7 E - 1 5 0 . 3 9 7 9 6 6 E - 1 5
- 0 . 3 2 9 1 5 8
0 2 / 0 2 / 9 7 PAGE 3
COMPONENTS
ID T Y P E FORMULA ÑAME OR A L I A S REPORTHCN C CHN CHN HCNACT C C 3 H 6 0 - 1 C 3 H 6 0 - 1 ACTACN C C3H3N C3H3N ACNAGUA C H20 H2 0 AGUAACH C C4 H7 NO- D1 C4H7NO- D1 ACH
PARAMETER VA L UE S
CONVENTI ONAL COMPONENT - UNARY PARAMETER T A B L E
PARAMETERN A M E / S E T / E LZC 1TC 1
PC 1MW 1
TB 1OMEGA 1
ve 1
COMPONENTS HCN
1 . 9 7 0 0 0 - 0 1
4 . 5 6 6 5 0 + 0 2
5 . 3 9 0 0 0 + 0 6 2 . 7 0 2 5 7 + 0 1
2 . 9 8 8 5 0 + 0 2 4 . 0 9 9 1 3 - 0 1
1 . 3 9 0 0 0 - 0 1
ACT
2 . 3 3 0 0 0 - 0 1
5 . 0 8 2 0 0 + 0 2
4 . 7 0 1 0 0 + 0 6 5 . 8 0 8 0 0 + 0 1
3 . 2 9 4 4 0 + 0 2 3 . 0 6 5 2 7 - 0 1
2 . 0 9 0 0 0 - 0 1
ACN
2 . 1 4 0 0 0 - 0 1
5 . 3 5 0 0 0 + 0 2
4 . 4 8 0 0 0 + 0 6 5 . 3 0 6 3 6 + 0 1
3 . 5 0 5 0 0 + 0 2 3 . 4 9 8 0 1 - 0 1
2 . 12000-01
AGUA
2 . 2 9 0 0 0 - 0 1 6 . 4 7 1 3 0 + 02
2 . 2 0 5 5 0 + 0 7 1 . 8 0 1 5 3 + 0 1
3 . 7 3 1 5 0 + 0 2 3 . 4 4 8 6 1 - 0 ' . !
5 . 5 9 4 7 8 - 0 2
ACH
2 . 4 4 0 0 0 - 0 1 6.20000+02 4 . 2 5 0 0 0 + 0 6 8 . 5 1 0 5 7 + 0 1
4 . 4 4 0 0 0 + 0 2 7 . 6 7 2 5 4 - 0 1
2 . 9 6 0 0 0 - 0 1
COMPONENT I D : ACH FORMULA: C4 H7 NO- D1
L I Q U I D ' / I S C O S I T Y

192
METHOD = L E T S O U - SL I Q U I D V I S C O S I T Y
( N - S E C / S Q M )
P O I NT TEMP
NO. (K) DATA CALCULATED % ERRi
1 4 4 4 . 0 0 0 . 2 8 9 6 E - 0 3 0 . 2 8 2 6 E - 0 3 - 2 . 4 2
2 4 6 2 . 8 7 0 . 2 5 3 5 E - 0 3 0 . 2 5 6 0 E - 0 3 1 . 02
3 4 8 1 . 7 3 0 . 2 1 9 7 E - 0 3 0 . 2 2 4 7 E - 0 3 2 . 2 7
4 5 0 0 . 6 0 0 . 1 8 8 4 E - 0 3 0 . 1 9 2 1 E - 0 3 1 . 94
5 5 1 9 . 4 7 0 . 1 5 9 4 E - 0 3 0 . 1 6 0 5 E - 0 3 0 . 66
6 5 3 8 . 3 3 0 . 1 3 2 8 E - 0 3 0 . 1 3 1 6 E - 0 3 1 O
7 5 5 7 . 2 0 0 . 1 0 8 6 E - 0 3 0 . 1 0 6 1 E - 0 3 - 2 . 2 4
8 5 7 6 . 0 7 0 . 8 6 7 1 E - 0 4 0 . 8 4 5 0 E - 0 4 - 2 . 5 5
9 5 9 4 . 9 3 0 . 6 7 2 2 E - 0 4 0 . 6 6 5 1 E - 0 4 - 1 . 0 5
1 0 6 1 3 . 8 0 0 . 5 0 1 0 E - 0 4 0 . 5 1 8 6 E - 0 4 3 . 5 2
*** MASS AND ENERGY BALANCE * * *
CONVENTI ONAL COMPONENTS HCN ACT
ACN AGUA
ACHTOTAL BALANCE
MOLE( KMOL/ HR )M A S S ( K G / H R )
ENTHALPY ( MMKCAL / H)
I N
(KMOL/HR )4 . 0 0 9 8 92 . 3 6 5 7 0
0 . 1 5 0 9 5 11 . 6 8 4 6 8
0 . 1 8 0 9 5 1 E - 0 1
8 . 2 2 9 3 22 8 5 . 6 7 0
- 0 . 1 4 8 7 5 8
OUT
4 . 0 0 9 8 92 . 3 6 5 7 0
0 . 1 5 0 9 5 11 . 6 8 4 6 8
0 . 1 8 0 9 5 1 E - 0 1
8 . 2 2 9 3 22 8 5 . 6 7 0
- 0 . 9 9 7 9 3 4 E - 0 1
R E L A T I V E D I F F .
- 0 . 2 2 1 4 9 7 E - 1 5 0 . 1 1 2 6 3 2 E - 1 4
0 . 1 1 0 3 2 3 E - 1 4 - 0 . 1 3 1 8 0 2 E - 1 5
0 . 1 9 1 7 3 4 E - 1 5
0 . 2 1 5 8 5 7 E - 1 5 0 . 3 9 7 9 6 6 E - 1 5
- 0 . 3 2 9 1 5 8
I NP UT PARAMETERS
NUMBER OF COLUMNSTOTAL NUMBER OF S EGMENTS
NUMBER OF I NTERCONNECTI NG STREAMSMAXIMUM NO. OF RATEFRAC BLOCK I T E R A T I O N S
MAXIMUM NO. OF F L A S H I T E R A T I O N SRATEFRAC BLOCK TOLERANCEF L A S H TOLERANCE
1320
50
300.0001000000.000100000
I N P UT PARAMETERS FOR COLUMN 1
BOTTOMS RATE
MASS R E F L UX RAT I OD I S T I L L A T E VAPOR MASS FRACTI ON
KG/HR 43 . 5 0 0 0 1 . 6 0 0 0 1.0000
TOTAL NUMBER OF E Q U I L I B R I U M SEGMENTS
E Q U I L I B R I U M SEGMENT NUMBERS
TOTAL NUMBER OF N O N - E Q U I L I B R I U M SEGMENTS TOTAL NUMBER OF PACKED SEGMENTS
TOTAL H E I G H T OF PACKI NG METER
322 1
30
301 0 . 5 0 0 0
* * * * TEMPERATURE E S T I M A T E S * * * *
COLUMN SEGMENT L I Q U I D VAPOR1 1 5 5 . 0 0 0 0 5 5 . 0 0 0 0
* * * * L I Q U I D MOLE FRACTI ON E S T I M A T E S k k -k k

193
FOR COLUMN 1 : SEGMENT HCN
1 0 . 6 2 0 02 2 0 . 3 0 0 0 E - 0 3
ACT 0 . 5 5 9 0 0 . 1 0 0 0 E - 0 2
ACN 0 . 8 0 0 0 E - 0 3 0 . 7 5 0 0
AGUA 0 . 8 0 0 0 E - 0 2 0 . 3 2 0 0
ACH 0 . 1 5 4 6 E - 0 7 0 . 7 8 9 0 E - 0 4
VAPOR MOLE FRACTI ON E S T I M A T E S
FOR COLUMN 1 :
S EGMENT HCN 1 0 . 3 9 0 0
22 0 . 1 3 0 0 E - 0 3
ACT 0 . 6 0 0 0 0 . 1 5 0 0 E - 0 2
ACN 0 . 1 0 0 0 E - 0 2
0.1000
AGUA 0 . 9 0 0 0 E - 0 2
0 . 8 9 0 0
ACH 0 . 5 5 0 0 E - 0 5 0 . 7 8 9 0 E - 0 4
■k -k -k ■k P RE S S URE S P E C I F I C A T I O N S
COLUMN SEGMENT1 1 1 . 1 6 6 9 9 BAR
* * * * COMPONENT S P L I T FRACTI ONS * * * *
COMPONENT:HCN
ACTACN
AGUAACH
D E S T I L A
. 9 9 9 8 8
. 9 6 8 3 3
. 4 9 4 6 1 E - 0 1
. 1 2 1 2 3 E - 0 1
. 3 0 2 2 0 E - 0 6
OUTLET STREAMS
RES I DUOS
. 1 1 5 5 8 E - 0 3
. 3 1 6 7 1 E - 0 1
. 9 5 0 5 4
. 9 8 7 8 8 1.0000
COLUMN 1 R E S UL T S
TOP SEGMENT L I Q U I D TEMP CVAPOR TEMP C
BOTTOM SEGMENT L I Q U I D TEMP CVAPOR TEMP C
TOP SEGMENT L I Q U I D FLOW KMOL/HRVAPOR FLOW KMOL/HR
BOTTOM SEGMENT L I Q U I D FLOW KMOL/HRVAPOR FLOW KMOL/HR
CONDENSER DUTY (W/O SUBCOOL) MMKCAL/HR E B O I L E R DUTY MMKCAL/H
MOLAR REF LUX RATI O D I S T I L L A T E VAPOR MOLE FRACTI ON
MOLAR B O I L U P RATI O
4 5 . 2 8 4 34 5 . 2 8 4 3
7 5 . 8 2 8 27 5 . 8 2 8 2
8 . 4 9 1 2 5 6 . 3 2 8 0 9 1 . 9 0 1 2 3
1 3 . 5 2 2 1
- 0 . 0 5 9 6 9 0 0 . 1 0 8 6 5
1 . 3 4 1 8 3 1.00000 7 . 1 1 2 2 9

TO 1 VAPOR LIQUID T y al ’• • :.\-Sjt i, A' MASSFLMX MASSFLM/ H . .. -f
KG/SEC KG/SEC KG/SEC J / t G J / - ■.) 1^49 0 0673 0 1076 -1393~G“
2 0 2PC3 0 1749 0 1114 -16o" 59a - <9^80 ".1 1 291i 0 1787 0 1132 -1 97 9Crj4 - : . H- ’ T
0 29 38 0.1804 0.1134 -2148531 - i u 66^4o 0.2931 0.1807 0.1125 -2244980 -1568°27r. 0 2904 0 1797 0 1106 -229691:1 -Líp] 507
Ltí50 0 1779 0.1080 -232',‘o j - ■■■ , .i.- i5w :‘| 3 *6 0.1753 0 2033 -2500^0 -u 0 4^00 0.1913 0.2087 -28 9 J 932 -2-22' 7 9i:1 ■i 4090 0.1967 0.2123 -3208558 -¿5X3508*1 0 4146 0.2002 0.2144 -34 37 9"0 -2805_0-1 2 0 4176 0 2023 ^0^2153 -359-112 - J ' 1 66 ix 3 0 4184 0.2032 0.2151 -3680631 -3X29126X 4 0.41~2 0.2031 0.2141 -3716785 -3:0 1J3P& J 4143 0.2020 0.2124 -3707763
J 6 0 4x05 0.2003 0.2102 -3659977 -3-651691 / ) 4 Jr 7 0 19P1 0 2076 -357P7 lj -j’.'-n J3pí-'. J 4 0 3 J. 1955 0 2048 -34 68 67 b Lj 11 yi J 3946 0.1927 0.2019 -3337141 -2848965— - 0.3888 0.1898 0.1990 -3189383 -269623321 0 3830 0.1869 0.1961 -3027798 -252642122 0 0.1840 0.1933 -2856866 -23443871 i •i 3’12~ 0 1813 0 1907 -2690025 -2x'40-a
C 36G'> 0.1786 0 1883 -23039‘76 -X062514i O. 0 3í"22 0.1762 0 1860 -2322559 -1~71206
r 35~*P C .1739 0.1839 -2160'712 -158-4 612’’ ■'l 3537 0. 1718 0.1819 -2000044 -1405193- r ■) 3 , ^ 9 0.1698 0.1800 -X 84 9902 -X235884w c r 3462 0.1680 0.1782 -1712655 -1078797
0 3426 0.1662 0.1764 -1591101 -93631731 ~ 338 9 0 1643 0.1745 -1489081 -8x1426v . o i'm s 0.1624 0.0121 -1403257 -n 08J l’3
x,i c j :d 07A1 VAPOR LIQUID< RHOMV RHOMX RHOMX
J/*G KG/CUM r G/CUM KC/CUM-'‘319825 J 478 x 729 755.01-2810053 3 102 1 890 7 54 4 9-30/3886 3 164 1 . 0 J4 753 78-3233343 3 191 1 958 752.99-3330933 3. 191 1. 965 752.30-3304177 3 171 1 961 751 67-3441604 3 134 1 948 751.03-3255932 4 178 1 926 748.69-3597210 4 .189 1 . 998 749. 07-.5852099 4 290 2 . 060 7 4 9.37-4C3C127 4 365 2 .106 749.32--í-434i-’ 4.413 2 137 749.06— *20263~ 4.438 2 156 748.67-4216345 4 444 2.164 748 18-4191193 4 435 2.163 747.59-4132462 4.413 2 .155 746.88- ¡J44662 4 382 2 141 746.06-3932032 4 . 345 2.124 745.13-3803863 4 304 2.103 744.11-366C573 4 .260 2.082 743.03-3506335 4 . 217 2 060 741.88-3345312 4 174 2.038 740.71-318X447 4 132 2.016 739.52-3018303 4 093 1 996 738.36-235S987 4 .057 1.977 737.24-2"? 06173 4 . 024 1. 959 736.18-2562218 3. 993 1 . 943 735.19-2429389 3 964 1 . 928 734.28-2310204 3. 937 1 . 914 733.46-2207927 3. 910 1. 901 732.75-2127319 3.882 1 .888 732.171- 7 4 523 2.013 1 874 844 43
VAPOR MUMX
N-SEC/SQM4 72E-06 5.61E-065 86E-0C6 03E-06 6.14E-06 6.21E-06 6 26E-066 29E-06 6.77E-06 7.22E-067 60E-C6 7.92E-06 8.17E-06 8.37E-06 8.53E-068 66E-06 8 76E-06 8.84E-068 91E-06 8.95E-06 8.99E-06 9.02E-06 9.04E-06 9.05E-069 05E-06 9.06E-06 9.05E-06 9.05E-06 9.04E-06 9. 04E-06 9. 03E-06 9.03E-06
o
i-AH': "N Jfl;.
t-SL"/SQ/ J ;E- J: í-n-r' 2 - u - o2 25E-Ü*
O U " , ”',]
? j 1L -1 ■> <. 34E-0" 2 3sE-V“ 2 13E-'"!»<. aoE-i:- 2 JE-í''
2 53E-'v^ 2 S^E-- -i _ 59E-0¡ 2 C X- 2 ‘‘lE-.J 2 o 2 E - _2 63E~ü« 2 64E-: - 2 . o-E-O-a 2 6 5 E - <* _ . C j E-J- 2 6 6 E - 0 6 2 66E-0* 2 . 66E-j4 2.67E-0* 2.67E-0- 2.67E-04 2 . 68E-04 2.69E-04 3.53 E-0 i

*5A!pO \ VfttOR i/WOR I 1‘ v>L i 0 i:1 V.IIJ1 j L v.’-1 : -*'114 Ertli i\ PftíFÁ uM\ F \ r ■■
H ¿,-.. ~i.r ACK AGUA HCN i, -~x J3 ?W u 0 96^7 0.9900 0 950 ] i . x i4 0 .8 1
' ) * 1 . ■l QT L ll 0 9659 0 9909. 0 951* 1 18 « 364 _] ^■j .Hl ' ) 97 1 2 0 9661 0 993 1 J 45 ( 1 0 7 1 36. 0 ’3 O:: . 9^14 0 9663 0. 9912: 'j . 95£3 - 9 2 at m * 2R'7!;
0 •: »«i6 97x6 0 9665 0.9912 0 9525 1 9436 66' . > !6 J 981'’ 0 9717 0.9667 0.9913 0 952 8 1 94 95 r '909 0 2859
■> ^81o 9719 0.9669 0.9913 0 9532 1 .9438 C *13$ 3Cl798x y c..9721^ 0.^672 0.9913 cu. 9536 1 7708 Lr U 2 3 303^
0 ' .9822 . 9724 0 9675 0.9916 0. 9539 1 .885 , - b 94 3 3¿i 5'.o 0 :■« ■ n " 7 0 . 6 7:8 0.9918 0 9B4 3 1 .9562 J 4562 3b- -j
. 1. " / f j 0.9681 0.9920 0Wj j4 §■ OO81 1 mm< í ) üá.: 3 ' ' ■ 0. 97 j 2 W ) . 9683 0.9922 f . 9548 2 ,04 al 1 .. 3554 O -4 ¿i 9 8
i 3 . 983 & 97 34 0.9686 0.9923 0. 9551 2 .0684 1 ..0953 0 4797, j -• 9831 J 9736 0.9687 9924 0. 9554 2 .0837 V..1309 0..5089
96 33 3 9-37 0.9689 0.9924 . 9556 2 . 927 1 .. 1635 1 ..5385i. f 0 =>8 3 4 3. 9739 0.9691 0.9925 1 9558 2 0 97 u 1 J 94 2 (J 5689
■: 1 9 ' 1 ij P 9693- 0 9 92 5 0 «5 61 1 9hq ' H r .tf'<...... , f / U 1 36^1 0 ^ J¿ 5 1 3 5 3 O' J :f ■. -jJL¿ r 3 3 J
1 :■ r 8 i (j 9?«S 1 J 9<¡¡fÍ i i f * l 0 9 566 i9?e J ... 69 i. 'i 1 3•i 83 0 .. 97 i 4 0.96Q7 8 I S 0 9 56P f s 6 ^ •*$ 3.C. J 1 ) 7 r ] 1- 1 j .) p 3 / J 974 5 0.9699 0. 9 92 5- 0 9570 2 07 8 4 1 1 0 9 u 73 1 9
'I : -40 3 8 J 9X4 6 i«97 00 0.9925 0 °5 /I 2 368 2 ] 3382^ i / 68 0. i 9 / 17 0 <5701 0 S*12% f c r 7 j > 05 ú: ¡ 1 i 53 9 7 ° 9 8
^838 # 97 47 ll ,,97 02: 0.9926 0 «5/4 2 .0421 1 .. 3659 0.. 829°';i j ; . OO ^ 0 9748 0.9702 0.9926 0 Q57 5 2 .0268 1 ^51 0.. 85^9I \ i 1 ^839 0 .974 8 0.9703 0.9926 0 . 9576 2. 0104 1 .. 381'.' 0,. 8837
L¡ : P T : "P Ü 0 9703 0 9926 0 . 957 7 1 9931 ] 3e63 f. ^0 / i.' '-'Ó 3 -f . 91 4 a 0.9704 0.9926 0 . 9577 1. 9752 1.. 3894 92 °i
2 ■: : ^8 39 0,. 9^49 0.9704 0 9925 0 9578 1. 9568 1,. 3916 J .. 9493a : í ■ o < 974 9 0.9704 0.9925 0 °57 8 1 9380 1 ., 3937 0 9685
¡J ‘ 39 3 9"1 4 9 0.9704 0.9925 c 9578 X . 9187 1 .. 3967 ü 98^7■1 ! ‘i ^ j 0 1.97-9 0.9704 0 9925 0 . c57 8 2. 24-6 5.. 2'20 u i205
¿ÍQ.JID SjieJM . ACl.A 1960 250<-
. ' y a
. 3162 -.3321 0. 34 03 0. 34 31 :C,2563 C,3159 3.368C '. 4151 0.4562 0. 4 913 0.5212 2 5473 m 57 05 i ■ 5^19 '.61'1 r^CJÍI o 6W0 0.6561 0 .*682 ) 69/5 0.7114 0 7239 0.7349 0 74 13 V...7 520 0,7 57 8 G, 7 615 0.7626 0 3518
LlQJBrPHIM\ACH
0 . O B M ■J 0024 O .0:027 Q. 0029 O 0031 O 0032 0.C033 0.0028 O 0034 O.0038 0.004 2 0. 0046 0. 0049 O,0051 O 0054 O 30.5.6 ■005.9
í$ Oüíd O 0063 O 0065 O 0067 0.0069 53. 0:030 0. 0,07 2 £5, 0073 0.0074 3 007 5 0 . 0 0 1 5
O, 0076 0.0076 0.0076 Ó.007 5
1.1QU1Q CAMMA HCN
O 984 6 O 97 4 4 0 . 962:3 O 9485 O 9330 O 9155 0.8954 O 8601 0.8360 0.8126 0.7909 0.7707 0.7519 0.7341 O .7169 0.7 000 O 6834 O .667 0 D . 65,13 O 6|S58 0.6208 0.6063 f j í 5924 0.5792 O .5669 0.5553 O 544-! Oí 5343 0.5249 0.5160 0.5075 0.5915
LIQUID GAMMA ACT
1.0098 1 0121 1.0146 1.0178 1.0222 1 0283 1.0369 1.0969 1.0886 1.0809 1.0742 1.0685 1.0639 1.0599 1.0564 1.0528 1.04 90 1.0445 ;1. 03 93 1 0332 1.02 61 1.0183 1.0097 1.0006 0.9913 0.9819 0. 9728 0.9642 0.9564 0.9496 0.9445 3.5495
trAMMA ACN
0.6513 0.6784 0.6991 O .'' 1SC 0.7330 0.7505 O .771 1 0.8291 0.8512 0.8709 0.8896 0.9080 0.9271 0.94740.96930 9930 1.0182 1.04461 0 7 0 7 1 . 0 - 9 6 9 1 . 1 2 2 5 1 . 1 4 7 0 1 . 1 7 0 0 1 . 1 9 1 3 1 . 2 1 0 7 1 . 2 2 8 4 1.2-445 1 . 2 5 9 4 1 . 2 7 3 5 1 f 2 8161. 3025 8.0331
1C AhMA AGIJ*
2 34 9¿ _.565c 2 <, c ~2 7 53 ■ -.7653 2 7319 2.6674 2.1681 2.30i6 2.4154 2.4 986 2.5567 2.5938 2.6139 2. 621 2 6 * 3.5- 2 6 J 2 5Q54 2 57 9i 2 561- 2.5436 2.5258 2 . 8:1 0 '■ 2. 4 923 2. 476 ^ 2.461' 9 . i Ii P 2 4J1J 2 ,414'» 2 3 952 2.37 OS 1.0860

196
* * * * BULK X - P R O F I L E * * * *
SEGMENT HCN ACT ACN AGUA ACH1 0 . 3 7 8 8 0 . 5 9 8 7 0 . 6 1 5 6 E - 0 2 0 . 1 6 3 0 E - 0 1 0 . 4 2 7 5 E - 0 62 0 . 3 0 5 0 0 . 6 6 1 7 0 . 8 6 6 9 E - 0 2 0 . 2 4 6 4 E - 0 1 0 . 6 9 6 7 E - 0 63 0 . 2 5 7 3 0 . 6 9 6 6 0 . 1 1 6 9 E - 0 1 0 . 3 4 4 4 E - 0 1 0 . 1 1 2 3 E - 0 54 0 . 2 2 8 3 0 . 7 1 0 6 0 . 1 5 2 7 E - 0 1 0 . 4 5 8 6 E - 0 1 0 . 1 7 9 7 E - 0 55 0 . 2 1 1 6 0 . 7 0 9 7 0 . 1 9 4 7 E - 0 1 0 . 5 9 3 2 E - 0 1 0 . 2 85 6 E - 0 56 0 . 2 0 2 6 0 . 6 9 7 6 0 . 2 4 3 3 E - 0 1 0 . 7 5 4 1 E - 0 1 0 . 4 5 1 9 E - 0 57 0 . 1 9 8 6 0 . 6 7 6 7 0 . 2 9 8 0 E - 0 1 0 . 9 4 9 4 E - 0 1 0 . 7 1 1 6 E - 0 58 0 . 2 7 8 6 0 . 5 3 4 1 0 . 2 8 3 4 E - 0 1 0 . 1 5 7 9 0 . 1 0 6 7 E - 0 29 0 . 2 1 6 6 0 . 5 7 7 1 0 . 3 4 5 1 E - 0 1 0 . 1 7 0 8 0 . 1 0 7 3 E - 0 2
1 0 0 . 1 6 5 5 0 . 6 0 7 8 0 . 4 2 0 5 E - 0 1 0 . 1 8 3 6 0 . 1 0 8 0 E - 0 21 1 0 . 1 2 5 0 0 . 6 2 6 8 0 . 5 1 1 5 E - 0 1 0 . 1 9 6 0 0 . 1 0 8 6 E - 0 21 2 0 . 9 3 6 7 E - 0 1 0 . 6 3 5 3 0 . 6 2 0 0 E - 0 1 0 . 2 0 8 0 0 . 1 0 9 2 E - 0 21 3 0 . 6 9 8 6 E - 0 1 0 . 6 3 4 6 0 . 7 4 8 0 E - 0 1 0 . 2 1 9 6 0 . 1 0 9 8 E - 0 21 4 0 . 5 1 9 7 E - 0 1 0 . 6 2 6 1 0 . 8 9 6 9 E - 0 1 0 . 2 3 1 1 0 . 1 1 0 4 E - 0 21 5 0 . 3 8 6 3 E - 0 1 0 . 6 1 1 0 0 . 1 0 6 7 0 . 2 4 2 5 0 . 1 1 1 1 E - 0 21 6 0 . 2 8 7 2 E - 0 1 0 . 5 9 0 4 0 . 1 2 5 9 0 . 2 5 3 9 0 . 1 1 1 7 E - 0 21 7 0 . 2 1 3 7 E - 0 1 0 . 5 6 5 3 0 . 1 4 7 0 0 . 2 6 5 2 0 . 1 1 2 3 E - 0 21 8 0 . 1 5 9 3 E - 0 1 0 . 5 3 6 7 0 . 1 6 9 7 0 . 2 7 6 5 0 . 1 1 2 9 E - 0 21 9 0 . 1 2 0 1 E - 0 1 0 . 5 0 6 8 0 . 1 9 2 9 0 . 2 8 7 2 0 . 1 1 3 5 E - 0 220 0 . 9 0 7 2 E - 0 2 0 . 4 7 5 5 0 . 2 1 6 8 0 . 2 9 7 5 0 . 1 1 4 0 E - 0 22 1 0 . 6 8 7 4 E - 0 2 0 . 4 4 3 6 0 . 2 4 1 0 0 . 3 0 7 4 0 . 1 1 4 6 E - 0 222 0 . 5 2 2 6 E - 0 2 0 . 4 1 2 0 0 . 2 6 5 0 0 . 3 1 6 7 0 . 1 1 5 2 E - 0 223 0 . 3 9 8 7 E - 0 2 0 . 3 8 1 2 0 . 2 8 8 3 0 . 3 2 5 3 0 . 1 1 5 7 E - 0 224 0 . 3 0 5 3 E - 0 2 0 . 3 5 1 6 0 . 3 1 0 8 0 . 3 3 3 3 0 . 1 1 6 2 E - 0 225 0 . 2 3 4 7 E - 0 2 0 . 3 2 3 6 0 . 3 3 2 1 0 . 3 4 0 7 0 . 1 1 6 8 E - 0 226 0 . 1 8 1 0 E - 0 2 0 . 2 9 7 4 0 . 3 5 2 1 0 . 3 4 7 6 0 . 1 1 7 4 E - 0 227 0 . 1 4 0 2 E - 0 2 0 . 2 7 2 9 0 . 3 7 0 5 0 . 3 5 4 0 0 . 1 1 8 1 E - 0 228 0 . 1 0 8 9 E - 0 2 0 . 2 5 0 2 0 . 3 8 7 4 0 . 3 6 0 1 0 . 1 1 9 0 E - 0 229 0 . 8 4 8 1 E - 0 3 0 . 2 2 9 2 0 . 4 0 2 5 0 . 3 6 6 2 0 . 1 2 0 1 E - 0 230 0 . 6 6 2 1 E - 0 3 0 . 2 0 9 8 0 . 4 1 5 7 0 . 3 7 2 7 0 . 1 2 1 7 E - 0 23 1 0 . 5 1 7 6 E - 0 3 0 . 1 9 1 7 0 . 4 2 6 6 0 . 3 7 9 9 0 . 1 2 3 8 E - 0 232 0 . 2 4 3 8 E - 0 3 0 . 3 9 4 1 E - 0 1 0 . 7 5 4 7 E - 0 1 0 . 8 7 5 4 0 . 9 5 1 8 E - 0 2
* * * * BULK Y - P R O F I L E * * * *
SEGMENT HCN ACT ACN AGUA ACH1 0 . 6 3 3 6 0 . 3 6 2 0 0 . 1 1 8 0 E - 0 2 0 . 3 2 2 7 E - 0 2 0 . 8 6 4 1 E - 0 92 0 . 4 8 7 6 0 . 4 9 7 6 0 . 4 0 3 1 E - 0 2 0 . 1 0 7 2 E - 0 1 0 . 2 4 5 3 E - 0 63 0 . 4 4 5 9 0 . 5 3 3 2 0 . 5 4 5 8 E - 0 2 0 . 1 5 4 6 E - 0 1 0 . 3 9 8 4 E - 0 64 0 . 4 1 9 3 0 . 5 5 2 6 0 . 7 1 6 5 E - 0 2 0 . 2 1 0 0 E - 0 1 0 . 6 4 0 2 E - 0 65 0 . 4 0 3 4 0 . 5 6 0 0 0 . 9 1 8 1 E - 0 2 0 . 2 7 4 4 E - 0 1 0 . 1 0 2 1 E - 0 56 0 . 3 9 4 7 0 . 5 5 8 8 0 . 1 1 5 4 E - 0 1 0 . 3 4 9 8 E - 0 1 0 . 1 6 1 7 E - 0 57 0 . 3 9 0 5 0 . 5 5 1 3 0 . 1 4 2 4 E - 0 1 0 . 4 3 9 4 E - 0 1 0 . 2 5 4 9 E - 0 58 0 . 3 8 9 3 0 . 5 3 8 7 0 . 1 7 2 5 E - 0 1 0 . 5 4 7 4 E - 0 1 0 . 3 9 9 7 E - 0 59 0 . 3 1 3 6 0 . 5 9 6 3 0 . 2 2 4 2 E - 0 1 0 . 6 7 6 9 E - 0 1 0 . 4 4 9 8 E - 0 5
1 0 0 . 2 4 3 9 0 . 6 4 5 1 0 . 2 9 3 3 E - 0 1 0 . 8 1 6 6 E - 0 1 0 . 4 9 9 0 E - 0 51 1 0 . 1 8 6 5 0 . 6 8 0 1 0 . 3 7 8 0 E - 0 1 0 . 9 5 5 OE - Ol 0 . 5 4 3 7 E - 0 51 2 0 . 1 4 1 0 0 . 7 0 2 0 0 . 4 8 0 3 E - 0 1 0 . 1 0 8 9 0 . 5 8 4 4 E - 0 51 3 0 . 1 0 5 7 0 . 7 1 2 1 0 . 6 0 2 6 E - 0 1 0 . 1 2 1 9 0 . 6 2 1 9 E - 0 51 4 0 . 7 8 8 9 E - 0 1 0 . 7 1 1 8 0 . 7 4 7 1 E - 0 1 0 . 1 3 4 6 0 . 6 5 7 4 E - 0 51 5 0 . 5 8 7 2 E - 0 1 0 . 7 0 2 7 0 . 9 1 5 4 E - 0 1 0 . 1 4 7 0 0 . 6 9 1 9 E - 0 51 6 0 . 4 3 6 7 E - 0 1 0 . 6 8 6 0 0 . 1 1 0 8 0 . 1 5 9 5 0 . 7 2 6 2 E - 051 7 0 . 3 2 4 8 E - 0 1 0 . 6 6 3 1 0 . 1 3 2 6 0 . 1 7 1 9 0 . 7 6 1 2 E - 0 51 8 0 . 2 4 1 8 E - 0 1 0 . 6 3 5 1 0 . 1 5 6 5 0 . 1 8 4 2 0 . 7 9 7 7 E - 0 51 9 0 . 1 8 0 3 E - 0 1 0 . 6 0 3 1 0 . 1 8 2 3 0 . 1 9 6 5 0 . 8 3 6 7 E - 0 520 0 . 1 3 5 9 E - 0 1 0 . 5 6 9 5 0 . 2 0 8 7 0 . 2 0 8 2 0 . 8 7 8 6 E - 0 52 1 0 . 1 0 2 6 E - 0 1 0 . 5 3 4 4 0 . 2 3 5 9 0 . 2 1 9 5 0 . 9 2 7 2 E - 0 522 0 . 7 7 7 4 E - 0 2 0 . 4 9 8 5 0 . 2 6 3 4 0 . 2 3 0 3 0 . 98 6 6 E - 0523 0 . 5 9 0 5 E - 0 2 0 . 4 6 2 8 0 . 2 9 0 8 0 . 2 4 0 5 0 . 1 0 6 3 E - 0 4

197
24 0 . 4 5 0 0 E - 0 2 0 . 4 2 8 0 0 . 3 1 7 5 0 . 2 5 0 0 0
25 0 . 3 4 3 9 E - 0 2 0 . 3 9 4 6 0 . 3 4 3 2 0 . 2 5 8 8 026 0 . 2 6 3 7 E - 0 2 0 . 3 6 2 9 0 . 3 6 7 6 0 . 2 6 6 9 0
27 0 . 2 0 2 8 E - 0 2 0 . 3 3 3 1 0 . 3 9 0 4 0 . 2 7 4 4 0
28 0 . 1 5 6 3 E - 0 2 0 . 3 0 5 4 0 . 4 1 1 5 0 . 2 8 1 5 0
29 0 . 1 2 0 7 E - 0 2 0 . 2 7 9 6 0 . 4 3 0 9 0 . 2 8 8 3 0
30 0 . 9 3 2 6 E - 0 3 0 . 2 5 5 8 0 . 4 4 8 2 0 . 2 9 5 1 0
3 1 0 . 7 2 0 7 E - 0 3 0 . 2 3 3 7 0 . 4 6 3 4 0 . 3 0 2 2 0
32 0 . 5 5 6 1 E - 0 3 0 . 2 1 3 1 0 . 4 7 6 0 0 . 3 1 0 3 0
* * * * MURPHREE VAPOR E F F I C I E N C Y , % * * * *
2GMENT HCN ACT ACN AGUA ACH1 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0 1 0 0 . 0
2 4 0 . 1 1 3 9 . 0 1 4 0 . 2 9 5 0 . 7 6 3 8 . 5 83 3 9 . 3 6 3 7 . 0 6 3 9 . 67 5 0 . 1 2 3 7 . 9 6
4 38 . 87 3 2 . 6 1 3 9 . 1 6 4 9 . 7 5 3 7 . 4 8
5 38 . 66 - 9 2 . 0 2 3 8 . 7 0 4 9 . 5 1 3 7 . 1 0
6 3 9 . 0 6 5 1 . 3 7 3 8 . 2 2 4 9 . 2 8 3 6 . 7 77 4 3 . 98 4 6 . 1 6 3 7 . 63 4 8 . 9 9 3 6 . 4 48 3 9 . 93 3 8 . 5 7 3 8 . 2 6 4 8 . 3 5 3 6 . 909 4 1 . 7 5 4 0 . 1 7 4 0 . 3 8 4 9 . 3 6 3 7 . 5 6
1 0 4 1 . 1 4 3 9 . 1 2 3 9 . 7 2 4 8 . 5 3 3 6 . 5 51 1 4 0 . 62 3 7 . 7 8 3 9 . 1 1 4 7 . 9 0 35 . 621 2 4 0 . 2 1 3 5 . 1 2 3 8 . 5 7 4 7 . 4 3 34 . 7 61 3 3 9 . 90 - 1 1 . 67 38 . 09 4 7 . 0 7 3 3 . 971 4 3 9 . 65 4 4 . 4 9 3 7 . 64 4 6 . 7 5 3 3 . 2 41 5 3 9 . 4 5 4 1 . 1 9 3 7 . 2 1 4 6 . 4 3 3 2 . 601 6 3 9 . 2 7 3 9 . 9 1 3 6 . 7 9 4 6 . 0 8 32 . 071 7 3 9 . 1 0 3 9 . 0 9 3 6 . 3 7 4 5 . 6 9 3 1 . 691 8 3 8 . 94 3 8 . 4 3 35 . 96 4 5 . 2 7 3 1 . 491 9 37 . 47 3 6 . 7 0 34 . 42 4 3 . 5 4 30 . 4520 3 7 . 3 4 3 6 . 2 1 34 . 06 4 3 . 1 4 30 . 692 1 3 7 . 2 1 35 . 7 6 3 3 . 7 1 4 2 . 7 6 3 1 . 0922 3 7 . 08 35 . 3 5 3 3 . 3 9 4 2 . 4 1 3 1 . 5 623 3 6 . 9 6 34 . 9 8 3 3 . 0 9 4 2 . 0 9 32 . 0024 3 6 . 8 5 34 . 6 6 32 . 8 1 4 1 . 8 2 3 ^ . 3 625 3 6 . 7 5 34 . 3 7 3 2 . 5 5 4 1 . 62 3 2 . 6 126 3 6 . 67 3 4 . 1 3 3 2 . 3 0 4 1 . 4 9 3 2 . 7 627 3 6 . 60 3 3 . 9 4 3 2 . 0 5 4 1 . 4 5 32 . 8428 3 6 . 5 4 3 3 . 7 9 3 1 . 7 5 4 1 . 5 2 32 . 8729 3 6 . 4 9 3 3 . 6 8 3 1 . 3 7 4 1 . 7 1 3 2 Í 8 730 3 6 . 4 5 3 3 . 6 4 3 0 . 7 8 4 2 . 0 2 ^ 32 . 833 1 3 6 . 4 2 3 3 . 6 6 2 9 . 7 8 4 2 . 4 0 3 2 . 7 6
NOTE : MURPHREE VAPOR E F F I C I E N C I E S ARE NOT DE F I NE D FOR THE BOTTOM SEGMENT

V t 11 J'Vm F K v. - 3 -> l. 7 tiO" -VkQ ^ lV SADDLES SADDl E^ SADOLE SADD^t,S SAoD_ES SADDLES SADDLES SADDl FT
- "RR^ ■lCc.í'/E i-1 RAN DO1 r A EOli RA 'D -i RANj Dw-'' RA J » RAN DOW RAM DO.' RA.j ....: T ■• F r»' Hi :G P£R SEGM ME1- ER 0 35 ;■ 3^ :■ 35 -■ 3b 35 0 35 0 35 ■1 -iC 0' '■ 1 IA* METER 0 304tí U <04 H j . < 0 ^ 3J4e 0 3O4 8 0 3048 0. 30¿d J j5- f
■:.C ~’:i" üiAfooltK ESTIMATE METER 0 5 U D ■ ■. 5 0 3 0 5 0 5 0 a •J c:"tK" Cllr LGOLItlG 70 7 0 7o 7 L ’C 70 70 "0RASE SEGMENl 2 3 5 6 7 8 i
PACKIsG SIZE METER 0.0508 U 0508 r )s03 ■■■ C5"3 1 0508 0 0508 0 0508 0 05SEECIFIC SURFACE ARCA SQCM/CC 1 18 1 18 1.18 1 *8 1.18 1 18 1 18 1 1 *H
-h ro% 1/CM 1 312J2 l 312 J - 312 3123_ 1 31232 1 31232 1 31232 1 31^3SURF. TENSION OF PACKING DYNE/CM 63 63 63 63 63 63 63 63'i ING OP"IOi-l USED FOR VAPOR COMPLETE CON PLE "E ■ rf'P-.E"’"' C. 1PLETE COMPLETE COMPLETE COMPLETE COMPLETEn*:I'lü OPlIOt' JSED FOR LIQUID COMPLETE COMPLETE CO^PLE^E COMPLETE COMPLETE COMPLETE COMPLETE COMPLETE•"iASS-TRANSFER CORRELATION ONDA ET AL Oi'JDA ET AL On DA E"1 A — O n CA ET AL Olí DA ET AL. ONDA ET AL. ONDA ET AL. Ot DA ET AlhEAT-TRAMSFER CORRELATIO)' COLBURN COLBURt COLBJR’i COLBJRN COLBURN COLBURN COLBURN COLEAR.-'I .^ERFACIAL-AREA CORRELATION ONDA ET AL ONDA ET AL Oi-tDA ET &L O" DA ET AL ONDA ET AL. ONDA ET AL. ONDA ET AL. ONDA E" A l
I'IU.IBER(S) 10 1 1 12 13 14 15 161 Ol- E AC^I JC SADDLES SADDLES SADDLES SADDLES SADDLES SADDLES SADDLESPAO-CIn - ARRANGEMENT RANDOM RANDOM RANDO'í RANDOM RANDOM RANDOM RANDOMhT. OF PACXING PER SEGM. METER 0 35 0. 35 0. 35 0 35 0. 35 0.35 0.35COLO 4-J DI AMETER METER 0 3555 0.3556 0.3556 0.3556 0.3556 0.3556 0.3556CwLUV* DIAMETER ESTIMATE METER 0.5 0.5 0 5 0.5 0.5 0.5 0.5?CRCr\r" rT OODITIG 70 70 70 70 70 70 70F Ai!' Stl-MENT 10 1 1 12 13 14 15 16A K l tU . S1ZE METER 0.0508 0 0508 0 0508 J 0508 0.0508 0.0508 0.0508
STECIrIC SuREACE AREA SQCM/CC 1.18 1.18 1 18 1 18 1.18 1.18 1.18• •v'MiJ". FACTOR 1/CM 1.31232 1 31232 1 31232 * 31232 1.31232 1.31232 1.31232i n V I:L J’iCN Jt i t KIHC DitlL/CM 53 63 63 C3 63 63 63• i>-;, C '‘ Á■■ * L s» r3R ^APOR COMPLE"E '.)• "LE" . i w LCTl -.■:-i-:nL„rc COf'PoETE COMPLETE COMPLETE- i. sT; c 0:J-' lOiü JSED FOR l IQUID COMPLETE Ce '?LE"E COt-P^ETE co. p í e t e COMPLETE COMPLETE COMPLETE
. - ' ' < H i R ^ORRE^ATIO O 4DA Em Oí DA ET A l iDA ET -»L s ínDA ET AL ONDA ET AL. ONDA ET AL. ONDA ET AL«i "-TRA-íSFER CORRELATIOiv COLBURi1 COLBURN CO—BURN COLBURN COLBURN COLBURN COLBURNJr-'' -AR~A C )RREi ATION ONDA ET AL On DA ET AI J'iDA FT AT On DA ET AL ONDA ET AL ONDA ET AL. ONDA ET AL

( o i ''i ■ : ■ :'A ' . fl-' r 7rr ; nr. .• • :. / ■' :• >■ < <t ' .• ■ :/ .'l'l' RANDOM RA'-,1 rj ■■ i' i ui. -■; i :r :-t R r,M MF IL R U Jrj U U 3 :"OLUi-'N D-AVETEK ML1LR J 35^6 ü.355C Ü. ?
vj IIAj E^ER ECT ■ '1ATE METER 0 5 0 5 f rrERCENT Fl OODIíjG / 0 70 rsBASE SEG " ENT 17 18 IJ1P&C■"ING SIZE METER 0.0508 0.0508 0, 05naS^IC^F^C SURF/acE: aREA SQCM/CC 1 18 1 18 i .1*PAC^ING FACTOR 1/CM 1.31232 1.31232 1-3123
■ E^-SION - JIJO ntJE/ CM 63 63 O ■1 I ‘:C 0' '"UN ÜSEL- -OR VAPOR COMPLETE COM^-LET^ iB'PL :
7.v: > . T I 1 S í- h LIQUID COMPLETE COMBETE 5# PLt“r'i -Ai.-SrEK lO'l ONDA El a l ONCA Em A_ QIMia E" ■ 1
.XAT-T^ANS^ER CORREl ^TIOm COLBURN COLBURN COl B U vIn^C’ ACIAL-ARE* CORRELATION ONDA ET AL ONDA ET A^. 0\jB¡\ -¿2 •'.L
SEC 1E>!T NU' 3ER [ S ) 25 26 Z'11 0 ~ ir Ar 1 T t G SADDLES SADDLES SADDLE S-■aU'ING ARRaNGEMENI RANDOM RANDOM RAN DC M^T. OF PACKING PER SEGM. METER 0.35 0.35 0.35 ACOLUMN PIAMETER METER 0.3048 0.3048 0.304 8CJLUhN DIAMETER ESTIBATE METER 0.5 0.5 0.5■J i_. K ■ l NT ^OODING 70 70 70[■ i í rir nt ?5 ’ /i - í . 1 1 .. .1 / ML 11: k 0 UbOH 1) ()}()“ ! Ü 1; 1■i "* 'T i- "1 i." r ' : Ti.A '(Y M / r r 1 1 * 1 1 “ 1 1 *■' 'V. '■ ■ J . I. v OK l/í.M 1 U ; i . 1 il 3 i.l
1- I' : - ] 1 / 1 |j: P j Nl /< ri i J f. 5 < i^ : 1 0-1 -'OS. /A POR COMPLLIL COMPlEiL tlílPtí
• TI* u Orí lo-; l'SEp' :CR LIQUID COMPLETE COMPLETE COMPLETES r ER CORRL' .VIO'' On DA ET AL. ONDA ET A_. OI* Da ET AL
“ — AT —TRA FER CCk x El.A'I IOí COLBURN COLBuR COLBuRI..:TE»"ACI»ij-a REA -V-RREL&T ION ONDA ET AL. ONDA ET A*-. OND» É"" «l
ti ¿ iA f [ .] ' ,r -ii). ^ SAHDi.ES sa i[ :•ka m c h RAMLOM RAIJDOM RAN DOft N O ■U 3 5 i) 35 0 35 0 3 b; 1 3 '■>
J 304 8 a 304 8 0 3048 SX. 304 8 tt 3 -0 5 0- 5 0.5 0 b70 70 70 70 1 '20 21 22 2:3 2^
U.0508 0.-0508 0.0508 0.0508 .04 0 5 5l 1.8: 1 18 1 18 1 18 . ;h
3 31232 1.31232 1.31232 1.31232 1.31232Cj3 63 63 63 C 3
' OMPLE" E COMPLETE COMPLETE COMPLETE eo-iEi^"^JvHPLETE COMPLETE COMPLETE COMPLETE COMPLETE
! Nja ET Al . ONDA ET AL. ONDA ET AL. ONDA ET AL. ON LA E'T Ai,^OLBJRl1 COLBURN COLBURN COLBURN COl B'jRí-DO ET AL ONDA ET AL ONDA ET AL. ONDA ET A l ONDA IT
28 29 30 31SADDLES SADDLES SADDLES SADDLESRANDOM RANDOM RANDOM RANDOM0.35 0.35 0. 35 0. 35
0.3048 W Q . 3048 0,304 8 0.30480.5 i 0.5 0.5 0.57 .0 70 70 ^7028 29 30 31
n Oj 08 .0 C5.08 0.0508 a. osos1 1 P 1 j# 1 .18 1.18
i 3i - r 1 . 31 M ? 1 . n ? s ¿ Á 1.f12 3/j G 3 63 Pa
'OHPLETE COMPLETE COMPLETE COMPLETECOMPLETE COMPLETE COMPLETE COMPLETE
Oí DA ET A^. ONDA ET AL. ONDA ET AL. ONDA ET AL.COLBURN COLBURN COLBURN COLBURN
C’’DA ET AL. ONDA ET AL. ONDA ET AL. ONDA ET AL.
199

200
**** HETP, METER ****
SEGMENT2 0 . 4 7 4 13 0 . 4 8 2 24 0 . 4 8 9 55 0 . 4 9 6 76 0 . 5 0 4 67 0 . 5 1 3 9
8 0 . 4 6 7 99 0 . 4 5 7 5
1 0 0 . 4 6 5 6
1 1 0 . 4 7 3 0
1 2 0 . 4 7 9 81 3 0 . 4 8 6 2
1 4 0 . 4 9 2 3
1 5 0 . 4 9 8 3
1 6 0 . 5 0 4 31 7 0 . 5 1 0 3
1 8 0 . 5 1 6 41 9 0 . 5 4 9 2
20 0 . 5 5 4 82 1 0 . 5 6 0 222 0 . 5 6 5 3
23 0 . 5 7 0 024 0 . 5 7 4 425 0 . 5 7 8 526 0 . 5 8 2 227 0 . 5 8 5 628 0 . 5 8 8 829 0 . 5 9 2 030 0 . 5 9 5 43 1 0 . 5 9 9 2
STREAM I D A L I ME N T A D E S T I L A r e s i d u o ;FROM : ----------- T - 2 6 6 4 T - 2 6 6 4TO : T - 2 6 64 ----------- -----------
S UB S T RE A M: MI XE DP H A S E : L I Q U I D VAPOR L I Q U I DCOMPONENTS :: KMOL/HR
HCN 4 . 0 0 9 8 4 . 0 0 9 4 4 . 6 3 4 6 - 0 4ACT 2 . 3 6 5 7 2 . 2 9 0 7 7 . 4 9 2 4 - 0 2ACN 0 . 1 5 0 9 7 . 4 6 6 1 - 0 3 0 . 1 4 3 4AGUA 1 . 6 8 4 6 2 . 0 4 2 3 - 0 2 1 . 6 6 4 2ACH 1 . 8 0 9 5 - 0 2 5 . 4 6 8 4 - 0 9 1 . 8 0 9 5 - 0 2
COMPONENTS :: MOLE FRACHCN 0 . 4 8 7 2 0 . 6 3 3 5 2 . 4 3 7 7 - 0 4ACT 0 . 2 8 7 4 0 . 3 6 2 0 3 . 9 4 0 8 - 0 2ACN 1 . 8 3 4 3 - 0 2 1 . 1 7 9 8 - 0 3 7 . 5 4 7 0 - 0 2AGUA 0 . 2 0 4 7 3 . 2 2 7 3 - 0 3 0 . 8 7 5 3ACH 2 . 1 9 8 9 - 0 3 8 . 6 4 1 4 - 1 0 9 . 5 1 7 6 - 0 3
COMPONENTS :: KG/HRHCN 1 0 8 . 3 7 0 0 1 0 8 . 3 5 7 4 1 . 2 5 2 5 - 0 2ACT 1 3 7 . 4 0 0 0 1 3 3 . 0 4 8 4 4 . 3 5 1 5ACN 8 . 0 1 0 0 0 . 3 9 6 1 7 . 6 1 3 8AGUA 3 0 . 3 5 0 0 0 . 3 6 7 9 2 9 . 9 8 2 0ACH 1 . 5 4 0 0 4 . 6 5 3 9 - 0 7 1 . 5 4 0 0
COMPONENTS :: MAS S FRACHCN 0 . 3 7 9 3 0 . 4 4 7 4 2 8 7 9 4 - 0 4ACT 0 . 4 8 0 9 0 . 5 4 9 4 0 . 1 0 0 0ACN 2 . 8 0 3 9 - 0 2 1 . 6 3 6 0 - 0 3 0 . 1 7 5 0

AGUA 0 . 10fc2 1 . 5 1 9 3 - 0 3 0 . 6 8 9 2
ACH 5 . 3 9 0 8 - 0 3 1 . 9 2 1 7 - 0 9 3 . 5 4 0 2 - 0 2
COMPONENTS : STD CUM/HRHCN 0 . 2 1 4 7 0 . 2 1 4 7 2 . 4 8 2 2 - 0 5
ACT 0 . 1 7 5 0 0 . 1 6 9 5 5 . 5 4 4 1 - 0 3
ACN 9 . 9 9 8 5 - 0 3 4 . 9 4 5 3 - 0 4 9 . 5 0 4 0 - 0 3
AGUA 3 . 0 4 0 8 - 0 2 3 . 6 8 6 3 - 0 4 3 . 0 0 4 0 - 0 2
ACH 1 . 6 6 1 8 - 0 3 5 . 0 2 1 9 - 1 0 1 . 6 6 1 8 - 0 3
TOTAL CUM/HR 0 . 4 3 1 8 0 . 3 8 5 1 4 . 6 7 7 4 - 0 2
COMPONENTS : STD VOL FRACHCN 0 . 4 9 7 2 0 . 5 5 7 6 5 . 3 0 6 8 - 0 4
ACT 0 . 4 0 5 3 0 . 4 4 0 1 0 . 1 1 8 5
ACN 2 . 3 1 5 1 - 0 2 1 . 2 8 4 1 - 0 3 0 . 2 0 3 1
AGUA 7 . 0 4 0 9 - 0 2 9 . 5 7 2 2 - 0 4 0 . 6 4 2 2
ACH 3 . 8 4 7 7 - 0 3 1 . 3 0 4 0 - 0 9 3 . 5 5 2 7 - 0 2
TOTAL CUM/HR 0 . 4 3 1 8 0 . 3 8 5 1 4 . 6 7 7 4 - 0 2
TOTAL FLOW:
KMOL/HR 8 . 2 2 9 3 6 . 3 2 8 0 1 . 9 0 1 2
KG/HR 2 8 5 . 6 7 0 0 2 4 2 . 1 7 0 0 4 3 . 5 0 0 0
CUM/HR 0 . 3 6 7 6 1 4 0 . 0 9 7 5 5 . 1 5 1 4 - 0 2
STREAM I D A L I M E N T A D E S T I L A RES I DUO:
S T A T E V A R I A B L E S :TEMP C 1 0 . 0 0 0 0 4 5 . 2 8 4 2 7 5 . 8 2 8 1
P RE S BAR 2 . 6 7 7 2 1 . 1 6 6 9 1 . 2 2 9 0
VFRAC 0 . 0 1 . 0 0 0 0 O OLFRAC 1 . 0 0 0 0
Oo
1 . 0 0 0 0
SFRAC 0 . 0
oo
0 . 0
E N T H A L P Y :KCAL/ MOL - 1 8 . 0 7 6 3 1 . 8 7 1 2 - 5 8 . 7 1 6 5
KCAL / KG - 5 2 0 . 7 2 7 7 4 8 . 8 9 7 2 F 2 5 6 6 . 2 8 5 1
MMKCAL/HR - 0 . 1 4 8 7 1 . 1 8 4 2 - 0 2 - 0 . 1 1 1 6
ENTROP Y :C A L / M O L - K - 3 5 . 5 1 8 1 - 1 1 . 6 3 9 5 - 3 6 . 6 9 7 7
CA L / G M- K - 1 . 0 2 3 1 - 0 . 3 0 4 1 - 1 . 6 0 3 9
D E N S I T Y :
KMOL/CUM 2 2 . 3 8 4 3 4 . 5 1 6 9 - 0 2 3 6 . 9 0 7 1
KG/CUM 7 7 7 . 0 4 3 0 1 . 7 2 8 5 8 4 4 . 4 3 4 9
AVG MW 3 4 . 7 1 3 6 3 8 . 2 6 9 0 2 2 . 8 7 9 9

2 0 2
A P E N D IC E I I I
R e p o r te de A s p e n P lu s d e la C o lu m n a E m p a c a d a con M e lla p a k 250-YFLO- WSHEEI CONNECTI VI TY BY STREAMS
STREAM SOURCE DESTA L I M E N T A ----------- T - 2 6 6 4RE S I DUOS T - 2 6 6 4 -----------
FLOWSHEET CONNECTI VI TY BY BLOCKS
BLOCKT - 2 6 6 4
I N L E T SA L I ME NT A
STREAM SOURCE DESTD E S T I L A T - 2 6 6 4 -----------
OUTLETSD E S T I L A RES I DUOS
COMPUTATI ONAL SEQUENCE
SEOUENCE USED WA S :T - 2 6 6 4
OVERALL FLOWSHEET BALANCE
MASS AND ENERGY BALANCEIN
CONVENTI ONAL COMPONENTS (KMOL/HR )HCNACTACNAGUAACH
4 . 0 0 9 8 9 2 . 3 6 5 7 0
0 . 1 5 0 f f l 1 . 6 8 4 6 8
0 . 1 8 0 9 5 1 E - 0 1
OUT
4 . 00989 2 . 3 6 5 7 0
0 . 1 5 0 9 5 1 1 . 6 8 4 6 8
0 . 1 8 0 9 5 1 F - 0
RELAT I VF Di rr.
- 0 . 2 2 1 4 9 7 E - 1 5 - 0 . 1 8 7 7 2 0 E - 1 5
0 . 2 9 4 1 9 4 E - 1 4 O.OOOOOOE-tOO
- 0 . 1 9 1 7 3 4 E - 1 5TOTA- M BALANCE
MOI E{KMOL/ HR ) H . 2 2 93 2 8 . 2 2 9 3 2 - 0 . 2 1 5 8 5 7 E - 1 5MAS S ( KG/ HR ) W 2 8 5 . 6 7 0 ’“ ‘" í j35 . 670 - 0 . 1 9 8 9 8 J F - 1 5hNTHALPY' ( MMKr AI / H} - 0 . 1 4 8 0 4 5 - 0 . 99626 j L - r _ - 0 . 055
T / P E FORMUIA ÑAME OR A L I A S REPORT ÑAME- ~ N - CHN CHN HCN" ”" I : C C3H b ü - 1 C 3 H 6 0 - 1 \ C I- CN C C3i nN C3H3N ACN■GU/ C H20 H20 *sjElffl- CH C C4H7NO- D1 C4H7NO- D: ■\CH
W S l B T E R VAL UES
' ONVENTI ONAL COMPONENT - UÑARY PARAMETER TAB LEPARAMETER COMPONENTSN A M E / S E T / E L HCN ACT ACN AGUA ACHZC 1 1 . 9 7 0 0 0 - 0 1 J , 3 3 0 0 0 - 0 1 2 . 1 4 0 0 0 - 0 1 2 . 2 9 0 0 0 - 0 1 2 . 4 4 0 0 0 - 0 1t p 1 4 . 5 6 6 5 0 + 02 5 . 08200-r02 5 . 55000-^02 6 , 4 7 1 3 0 * 0 2 6 . 2 0 0 0 0 + 0 2PC 1 5 . 3 9 0 0 0 + 0 6 4 . 7 0 1 0 0 + 0 6 4 . 4 8 0 0 0 + 06 2 . 2 : 0 5 5 0 * 0 7 4 . 2 5 0 0 0 + 0 6Í-'W 1 2 . 7 0 2 5 7 + 0 1 5 . 8 0 8 0 0 + 0 1 5 . 3 0 6 3 6 + 0 1 1 . 8 0 1 5 3 * 0 1 8 . 5 1 0 5 7 4 0 1^B 1 2 . 9 8 8 5 0 + 0 2 3 . 2 9 4 4 0 + 0 2 3 . 5 0 5 0 0 + 02 3 . 7 3 1 5 0 + 0 2 4 . 4 4 0 0 0 + 0 2OMEG'S 1 4 . 0 9 9 1 3 - 0 1 3 . 0 6 5 2 7 - 0 1 3 . 4 9 8 0 1 - 0 1 3 . 4 4 8 6 1 - 0 1 7 . 6 7 2 5 4 - 0 1
1 1 . 3 9 0 0 0 - 0 1 2 . 0 9 0 0 0 - 0 1 2 . 1 2 0 0 0 - 0 1 5 . 59^ 76- 0- 2 2 . 9 6 0 0 0 - 0 1
Í E O "‘ 1 PONENT PARAME’! LRS;
COM D N-ENI I D : ACH FORMULA: ' H /M. O-D1
TV. RAH. RE - Ul °F ivIDtNT O ^ E R Tl °

2CTi
D G V I « 1 I 0 N S I N REGRESS I NG TEMPCRATURE- DEPrNDEM P R Q P B R T I Ü -
L I Q U I D V I S C O S I T YMETHOD « L E T S O U - S
L I Q U I D V I S C O S I T Y (N—S E C/ S QM )
POI NT TEMPNO. (K) DATA CALCULATED % ERR(
1 4 4 4 . 0 0 0 . 2 8 9 6 E - 0 3 0 . 2 8 2 6 E - 0 3 - 2 . 4 22 4 6 2 . 87 0 . 2 5 3 5 E - 0 3 0 . 2 5 6 0 E - 0 3 1 . 023 4 8 1 . 7 3 0 . 2 1 9 7 E - 0 3 0 . 2 2 4 7 E - 0 3 f . 274 5 0 0 . 6 0 0 . 1 8 8 4 E - 0 3 0 . 1 9 2 1 E - 0 3 1 . 945 5 1 9 . 4 7 0 . 1 5 9 4 E - 0 3 0 . 1 6 0 5 E - 0 3 0 . 666 5 3 8 . 3 3 0 . 1 3 2 8 E - 0 3 0 . 1 3 1 6 E - 0 3 - 0 . 9 47 5 5 7 . 2 0 0 . 1 0 8 6 E - 0 3 0 . 1 0 6 1 E - 0 3 - 2 . 2 48 5 7 6 . 0 7 0 . 8 6 7 1 E - 0 4 0 . 8 4 5 0 E - 0 4 - 2 . 5 59 5 9 4 . 9 3 0 . 6 7 2 2 E - 0 4 0 . 6 6 5 1 E - 0 4 - 1 . 0 5
1 0 6 1 3 . 8 0 0 . 5 0 1 0 E - 0 4 0 . 5 1 8 6 E - 0 4 3 . 5 2
BLOCK: T - 2 6 6 4 MODEL: RATEFRAC
I N L E T S - AL I ME NTA COLUMN 1 SEGMENT 8OUTLETS - D E S T I L A COLUMN 1 SEGMENT 1
RES I DUOS COLUMN 1 SEGMENT 27PROPERTY OPT I ON S E T : NRTL - ■RK RENON (NRTL) / REDL I CH- -KT'ONG
* * * » S S AND ENERCY BALANCE
CONVENTI ONAL COMPONENTS HCN ACT ACN AGUA AGP
mOTAL BALANCEMOI E ( KMOL/ HR )M A S S £KG/HR ) ENTHALPY(MMKCAL/ H)
I N(KMOL/HR )
4 . 0 0 9 8 9 a, iiBar
0 . 1 5 0 9 5 11 . 6 8 4 6 8
0 , 1 8 0 9 5 1 E - > :
8 . 2 2 932285.670
-0.148045
OUT
4 . (K)98 9. \ o 17 0
0 . 1 5 0 9 5 1 1 . 6 8 4 68
0 . 1 8 0 9 5 1 E - 0 1
8 . 2 2 9 3 22 8 5 . 6 7 0
- 0 . 9 9 6 2 6 4 E - 0 1
RELAT I VE DI F F .
- 0 . 2 2 1 4 97E - 1 5 -■). 1 8 7 7 2 0 L - ■ c.
0 . 2 9 4 1 9 4 2 8 , - 1 - O.OOOOOOEHOO
— 0 . 1 9 1 7 : 3 4 E - 1 £
- 0 . 2 1 5 P 5 7 E - 1 D - 0 . 1 9 8 9 8 3 E - 1 5
- 0 . 3 2 7 0 5 5
I NP UT PARAMETERS
NUMBER Of' COLUMNSTOTAL NUMBER OF SEGMENTSNUMBER OF INTERCONNECTI NG STREAMSMAXIMUM NO. OF RATEFRAC BLOCK I T E RAT I ONSMAXIMUM NO. OF FLAS H I T E RA T I ONSRATEFRAC BLOCK TOLERANCEF L AS H TOLERANCE
27C
505C0.000100000 C . 000100000
BLOCK: T - 2 6 6 4 MODEL: RATEFRAC ( CONT I I v E :
**■#■* INPUT PARAMETERS FOR COLU>t\ | w * +
EOJTOMC RATE KG/HR 42.il00MASS REi IUa KATIO v.60002ISTILLATE VAPOR MASS FRACTION .0000roí AI SifMBLR OE E(MILIERIUM SEGMENTS 2FQUILTÜRIUM SILMEr7 NUMBERS 271DTAL NUMBLR OF N 'N~®QUILIBRIUM SEÍ3MF' ,IOTAI NUMB1 R lF PA'KFTa SEi-MEHTS %UI I AL H IGH1 :’\.I I'Nr. MI II.R : . 5 0 00

TOTAL VAPOR L I Q U I D TOTAL VAPOR
MASSFLMX MAS S F L MX MAS S F LMX HMX HMX
KG/HR KG/ HR KG/HR J / K G J / K G
1 6 3 2 . 2 1 6 2 4 3 . 1 6 0 3 8 9 . 0 5 6 - 1 3 8 4 6 0 7 1 9 2 8 62
2 1 0 3 6 . 6 6 9 6 3 2 . 2 1 6 404 . 453 - 1 7 1 0 2 7 6 - 9 8 9 3 0 4
3 1 0 5 7 . 9 6 5 6 4 7 . 6 1 3 4 1 0 . 3 5 2 - 2 0 0 3 9 6 3 - 1 3 1 3 7 0 0
4 1 0 6 3 . 2 5 9 6 5 3 . 5 1 2 4 0 9 . 7 4 6 - 2 1 5 8 1 2 7 - 1 4 8 8 2 1 9
5 1 0 5 7 . 2 7 0 6 5 2 . 9 0 6 4 0 4 . 3 6 4 - 2 2 2 8 2 6 3 - 1 5 7 0 3 3 9
6 1 0 4 2 . 6 2 1 6 4 7 . 5 2 4 3 9 5 . 0 9 7 - 2 2 4 8 6 0 8 - 1 5 9 6 5 3 3
7 1 0 2 0 . 4 1 1 6 3 8 . 2 5 7 3 82 . 1 5 5 - 2 2 4 0 1 5 7 - 1 5 8 8 4 6 5
8 1 3 4 6 . 5 4 5 6 2 5 . 3 1 5 7 2 1 . 2 3 0 - 2 4 4 9 4 9 2 - 1 5 5 9 5 7 3
9 1 4 1 5 . 2 4 0 6 7 8 . 7 2 0 7 3 6 . 5 2 1 ^ ^ 8 3 5 5 9 1 - 2 0 7 4 8 1 5
1 0 1 4 3 6 . 8 7 9 6 9 4 . 0 1 1 7 4 2 . 8 6 9 - 3 1 0 5 0 8 0 - 2 4 3 4 2 5 0
1 1 1 4 4 2 . 8 7 4 7 0 0 . 3 5 9 7 4 2 . 5 1 5 - 3 2 5 3 9 9 7 - 2 6 5 0 9 7 0
1 2 1 4 3 6 . 9 6 9 7 0 0 . 0 0 5 7 3 6 . 9 6 4 - 3 3 0 0 7 8 5 - 2 7 4 6 7 6 1
1 3 1 4 2 2 . 2 0 8 6 9 4 . 4 5 4 7 2 7 . 7 5 4 - 3 2 6 3 4 8 8 - 2 7 4 2 5 0 7
1 4 1 4 0 1 . 5 7 2 685 . 2 4 4 7 1 6 . 3 2 8 - 3 1 5 9 0 4 8 - 2 6 5 7 2 8 5
I S 1 3 7 7 . 7 4 6 6 7 3 . 8 1 8 7 0 3 . 9 2 9 - 3 0 0 3 9 1 5 - 2 5 0 9 1 8 8
1 6 1 3 5 2 . 9 3 9 6 6 1 . 4 1 9 6 9 1 . 5 2 1 - 2 8 1 4 1 6 1 - 2 3 1 5 9 4 5
1 7 1 3 2 8 . 7 7 2 6 4 9 . 0 1 1 6 7 9 . 7 6 1 - 2 6 0 4 8 1 7 - 2 0 9 4 5 9 2
1 8 1 3 0 6 . 2 7 2 6 3 7 . 2 5 1 6 6 9 . 0 2 1 - 2 3 8 8 8 6 1 - 1 8 6 0 4 1 8
1 9 1 2 8 5 . 9 4 8 6 2 6 . 5 1 1 6 5 9 . 4 3 8 - 2 1 7 6 4 6 1 - 1 6 2 5 8 9 5
20 1 2 6 7 . 9 1 4 6 1 6 . 9 2 8 6 5 0 . 9 8 6 - 1 9 7 4 8 1 0 - 1 4 0 0 1 7 9
2 1 1 2 5 2 . 0 0 5 6 0 8 . 4 7 6 6 4 3 . 5 2 8 - 1 7 8 8 5 5 9 - 1 1 8 9 3 0 8
22 1 2 3 7 . 8 5 8 6 0 1 . 0 1 8 6 3 6 . 8 4 0 - 1 6 2 0 6 2 6 - 9 9 6 9 1 5
23 1 2 2 4 . 9 4 0 5 9 4 . 3 3 0 6 3 0 . 6 1 1 - 1 4 7 3 2 4 6 - 8 2 5 2 2 3
24 1 2 1 2 . 4 9 8 5 8 8 . 1 0 1 6 2 4 . 3 9 8 - 1 3 4 9 2 4 ' - 6 7 6 1 9 1
25 1 1 9 9 . 4 1 0 5 8 1 . 888 6 1 7 . 5 2 2 - 1 2 5 3 8 2 8 - 5 5 2 9 5 1
26 1 1 8 3 . 8 7 5 5 7 5 . 0 1 2 6 0 8 . 8 6 3 - 1 1 9 7 4 9 9 • 4 6 1 8 0
27 6 0 8 . 8 6 3 5 6 6 . 3 5 3 4 2 . 5 1 0 - 1 1 4 8 9 8 5 - 4 1 5 9 3 9
L I Q U I D TOTAL VAPOR L I Q U I D VAPOR L I Q U I D
HMX RHOMX RHOMX RHOMX MUMX MUMX
J / K G KG/CUM KG/CUM KG/CUM N - S E C / S Q M N - S E C / S Q M
- 2 3 7 0 5 2 5 4 . 5 6 6 1 . 7 6 3 7 5 4 . 3 1 3 4 . 7 4 5 E - 0 6 2 . 1 3 8 E - 0 4
- 2 8 3 7 3 7 0 3 . 1 6 8 1 . 9 2 9 7 5 3 . 6 1 9 5 . 6 2 3 E - 0 6 2 . 1 8 3 E - 0 4
- 3 0 9 3 3 9 6 3 . 2 3 5 1 . 979 7 5 2 . 7 1 0 5 . 9 0 7 E - 0 6 2 . 2 2 1 E - 0 4
- 3 2 2 6 6 2 4 3 . 2 5 8 2 . 0 0 2 7 5 1 . 7 9 1 6 . 0 8 1 E - 0 6 2 . 2 5 1 E - 0 4
- 3 2 9 0 6 1 5 3 . 2 4 8 2 . 00 6 7 5 0 . 9 5 7 6 . 1 8 4 E - 0 6 2 . 2 7 8 E - 0 4
- 3 3 1 7 3 1 8 3 . 2 1 4 1 . 9 9 6 7 5 0 . 1 1 5 6 . 2 4 6 E - 0 6 2 . 3 0 6 E - 0 4
- 3 3 2 8 5 9 0 3 . 1 5 9 1 . 9 7 4 7 4 9 . 1 5 0 6 . 2 8 5 E - 0 6 2 . 3 3 9 E - 0 4
- 3 2 2 3 4 6 4 4 . 1 9 7 1 . 9 4 3 7 4 6 . 7 3 4 6 . 3 1 5 E - 0 6 2 . 3 9 8 E - 0 4
- 3 5 3 8 3 0 7 4 . 2 1 6 2 . 0 1 8 7 4 6 . 7 6 4 6 . 8 8 7 E - 0 6 2 . 4 3 7 E - 0 4
- 3 7 3 3 1 9 0 4 . 2 9 4 2 . 072 7 4 6 . 6 3 3 7 . 3 8 8 E - 0 6 2 . 4 8 1 E - 0 4
- 3 8 2 4 0 1 2 4 . 335 2 . 1 0 3 7 4 6 . 0 7 5 7 . 8 0 0 E - 0 6 2 . 5 1 8 E - 0 4
- 3 8 2 8 1 1 7 4 . 3 4 2 2 . 1 1 5 7 4 5 . 2 1 6 8 . 1 2 9 E - 0 6 2 . 5 4 8 E - 0 4
- 3 7 6 1 6 1 3 4 . 3 2 3 2 . 1 1 2 7 4 4 . 1 1 5 8 . 3 8 6 E - 0 6 2 . 5 7 3 E - 0 4
- 3 6 3 9 9 1 9 4 . 2 8 7 2 . 097 7 4 2 . 8 1 0 8 . 5 8 3 E - 0 6 2 . 5 9 3 E - 0 4
- 3 4 7 8 2 6 4 4 . 2 4 0 2 . 075 7 4 1 . 3 5 3 8 . 7 3 1 E - 0 6 2 . 6 0 8 E - 0 4
- 3 2 9 1 3 7 3 4 . 1 8 9 2 . OSO 7 3 9 . 8 1 3 8 . 8 3 9 E - 0 6 2 . 6 1 9 E - 0 4
- 3 0 9 2 5 4 7 4 . 1 3 7 2 . 0 2 3 7 3 8 . 2 6 6 8 . 9 1 6 E - 0 6 2 . 6 2 8 E - 0 4
- 2 8 9 2 7 0 7 4 . 089 1 . 9 9 8 7 3 6 . 7 7 5 8 . 9 6 6 E - 0 6 2 . 6 3 5 E - 0 4
- 2 6 9 9 9 5 1 4 . 0 4 6 1 . 9 7 5 7 3 5 . 3 8 8 8 . 9 9 8 E - 0 6 2 . 6 4 0 E - 0 4
- 2 5 1 9 7 2 4 4 . 008 1 . 9 5 4 7 3 4 . 1 3 0 9 . 0 1 6 E - 0 6 2 . 6 4 5 E - 0 4
- 2 3 5 5 4 5 9 3 . 9 7 4 1 . 9 3 5 7 3 3 . 0 1 3 9 . 0 2 3 E - 0 6 2 . 6 5 0 E - 0 4
- 2 2 0 9 4 9 6 3 . 9 4 5 1 . 9 2 0 7 3 2 . 0 4 1 9 . 0 2 5 E - 0 6 2 . 6 5 4 E - 0 4
- 2 0 8 4 1 8 9 3 . 9 1 9 1 . 9 0 6 7 3 1 . 2 1 4 9 . 0 2 3 E - 0 6 2 . 6 5 9 E - 0 4
- 1 9 8 3 3 4 4 3 . 8 9 4 1 . 8 9 3 7 3 0 . 5 4 4 9 . 0 2 1 E - 0 6 2 . 6 6 5 E - 0 4
- 1 9 1 4 4 0 1 3 . 8 6 6 1 . 880 7 3 0 . 0 5 8 9 . 0 2 0 E - 0 6 2 . 6 7 2 E - 0 4
- 1 8 9 2 3 9 3 3 . 8 3 2 1 . 8 66 7 2 9 . 8 2 9 9 . 0 2 4 E - 0 6 2 . 6 8 4 E - 0 4
■ 1 0 9 1 5 2 2 8 1 . 9 8 5 1 . 847 8 4 6 . 3 8 2 9 . 0 3 9 E - 0 6 3 . 4 9 0 E - 0 4
20
4

i r ■■ oí «v r o* /í Han va t *m v a 1 m i tOUT n 1 101 Pr 1 1 >1111iW P i- e k íriiM' PHIM < PHIM/ fH1MX PH . M ' H *1
4“C «*13 AGUA ACH n r \ 1 ■■ I1 Jts ’ ti ítfi i 0 990 0 Oc 0 1 i! ir u . 9 I 1 c >l 1 j l j J 965 0 . 991 0 651 1 h 05 J Gou 'J.*3 ’ ’ “ i. í¡. °71 0 . Q66 . 0 . 99i 0 . 951 i 9 93 ' /I i y • 1 34 ‘•ti -1 f?3 0 . 966 1 0 . 991 0 952 1 936 J 53 0 , 15 'a. -.9/1 1 0 . 966 0 . 991 k o . 952 1 053 0 : 83 0 JP®6 j 971 c . 966 0 . 991 0. 952 1 . 953 i . 811 0,2 957 1 d J j 9 * 3 9.67 A 4:-*,91 W Qi 953 1 942 0 842 0 3148 '-i j h7^ V 967 0 991 V 953 1 f m J P5 5 "1 Jl-9 cí¡2: . 9^? 0 . 967 0,. 992 0 . 954 1 . 921 0 . 953 0. 37610 98:2 0 973 0.. 968 0., 992 0 954 1 989 1 032 5 2611 i 9° 3 n . 973 0.. 968 0.. 992 K . 955 W.-í,:033 1 J&3 f 1 P 612 °33 0 . 973 0.. 969 0. 9‘92 0.. 955 2 361 1 163 d .52”13 983 0 974 0,. 969 0. 992 . 956 0M i 8 1 .218 8 . j7 814 °°3 f 97 4: 8 960 0 992 0- 9 ^ 2 ~PR 1m m 1 1 í 3-015 > j B H . 969 0 992 u 956 ; .ÍI93 1 30 9 8 68416 :1Í f) 1} 4 0. 970 0. 992 0. 9 57 ? 093 1,, 342 K • n g17 & 99 t« u . 97-5 0. 970 0. 992 0. 957 2 . 088 1.. 3*65 0..78518 §> 9H <3 0 . 975 0. 970 0. 993 0. 957 2 ,080 1.; 380 °hi19 r- 984 0.. 975 0. 970 0. 993 Q. 957 2 . 068 1.. 386 0.. 87120 Q 984 :0,. 975 0. 97 0 0. 993 0. 958 2 . 053 1. 387 0.. 90621 ■) 09J 0,, 97-5 0. 970 0. 993 0 958 2 . 036: 1. 382' 0. 03522 ásfe? 3 975 0. 970 0. 993 0. 958 2 . 018 X .3.7 5 0 .Q6123 , >] i) i 1 r. 0 STS a 993 0 "58 •> 000 1 ib 7 e -i 824 ■% j 0 *7 5 n. Í3 0 9 9 3 0 958 1 981 1 358 1 .m z25 - j#í u.■97 D’ 0, 970 0.993 0. 958 1 . 961 1. 352 1 .02226 ! ° fi® 0. 07 5 0. :97.0 0..992 0. 958 1 . 941 i 350 1 04427 , ps| j.975 0. 970 0.992 0.958 2.. 378 5. 120 6. 560
1 f';í»:íír' i roto®. i l o u m LIQUID LIQUID LIQIJirt H IM* PHIMX GAMMA GAMMA GAMMA GAM-ml < b¡» A:f 4 rt€M -ACT ACM ACIJí1 ■.) «• % -1-4 1 985 1 009 «. 641 | ¿S#
> 262 l *0:3 | 97 4 1.012 :0 . 67 3 2 m ~ - ->.30', 0,003 0. 959 1.015 0. 698 2.7300. 331 0 003 0. 943 1 . 019 0.717 2 789tt., 34 6 0, 003 0 92 4 1 . 024 0.736 2.777 <0. 352: 0. 003 0. 902 1 . 032 0.756 2 . 7 2 2. ■ _ i0.354 srO>O 0. 876 1. 044 0.782 2 632 h,1. 275 U DO 3 0. 845 1 . I u3 .0.833 2 ” 1 - w£_0. 345 0.004 0.812 1. 096 0 866 2.302 3 f i '0 4 os: •TOO 0.770 1 088 0. 898 2 . 395 ti kj .24-, 4 60- „ 005 0.748 1. 081 0. 931 2 4 52 : / “1 i1 508 005 0 718 1,07 5 JS. 965 2 . 4 t 9 ■. ■’P-H0 550 0 006 0 691, 1 . 067 1. 001 2 4 ge| 587 0. 006 0, 665 1. 058 1 .038 2.4^9 -J ■0. 621 0.007 ^ 1. 64 2 1. 047 1. 076 2 . 465 1 ! ±0 652 0á 007 0;. 621 1. 034 1. 113- 2.448 <i9-0. 6¿9 0. 007 C . 602 1.018 j .14 8 Z. 432 :>0.702 0.008 0.585 1. 001 1.179 2 416 O ■ 5 !0.722 A 0 *08 0.570 0. 983 1 .207 2 . 403 ' 5*2 €0.738 0. 008 0. 557 0. 965 1.231 2.391 Í- 6320 7 51 0 008 0 54 5 0. 947 1. 251 2.380 : 61 Q0 762 0 008 0.535 W t i 931 1 . 268 2 3.7 Oí ¡ o0^0 7 b 9 0 00 8 0 . 525 0. 917 1 .284 2 358 b9u0 773 0 008 0. 517 0. 904 1.299 2 . 343 d 8í0.773 0. 008 0.509 0.894 1.315 2.321 0.57 50.768 0. 008 0,501 0i 887 1 . 336 2.286 0. 563
367 0. 008 0.610 3.342 8 . 330 1,079 C 06’’ 205

206
TEMPERA n|Hr . EST IMA"C O L I ’ M f f
1
. S E G M F N T
1
L IQ U ID 1 0 0 0 0
V A P O R
4 5 . 0 0 0
L I Q U I D M O L L F R A C T I O N E S T I M A ! L S
F O R C O L U M N 1 :
S E G M E N T H C N A C T A C N A G U A
1 0 . 3 9 0 0 0 . 6 0 0 0 0 . 1 0 0 0 E - 0 2 0 . 9 0 0 0 E - 0 2
2 7 0 . 3 0 0 0 E - U 3 0 . 1 0 0 0 E - 0 2 0 . 7 5 0 0 0 . 3 2 0 0
A C H
0 . 5 5 0 0 E - 0 5
0 . 11 9 9 1 - 0 4
■* + * + V A P O R M O L E F R A C T I O N E S T I M A T E S * * * *
F O R C O L U M N 1 :
S E G M E N T H C N A C T A C N
1 0 . 6 2 0 0 0 . 5 5 9 0 0 . 8 0 0 0 E - 0 3
2 7 0 . 1 3 0 0 E - 0 3 0 . 1 5 0 0 E - 0 2 0 . 9 0 0 0 E - 0 1
A G U A
0 . 8 0 0 0 E - 0 2
0 . 8 9 0 0
A C H
0 . 1 1 5 6 E - 0 7
0 . 9 8 0 0 E - 0 2
* * * * P R E S S U R E S P E C I F I C A T I O N S * * * *
C O L U M N S E G M E N T
1 1 l a 1 9 0 0 1 B A R
’***+ R E S U L T S ****+-C O M P O N E N T S P L 1 T P R A C T I C A S + * * *
O U T L E T S T R E A M S
t;C0M t ONENT: M S I
A C T
• i " ' AM a l : -
D E S T I L A
. 9 9 9 8 2
. 9 7 0 2 4 '
, 5 9 U 7 E - r
.11X0 7,-;-,, ■
. 1 2 * ) ' O l - ü u
R E S I D U O S
. 1 7 7 0 5 E - 0 3
. 2 4 7 t 5 E - 0 1
. 9 0 5 ° J
. 9 f - R
IM ’ A
C O I U M N i R r ^ U L I S
T . q E 3 M E N T L I Q U I D T E M P C
\ ^ P O & l E M P C
B J ¡ S E G M E N I ¿ T Q f J [ D i E M P I C
V A P O R ^ S 4 P r
J Q c S B E M E N T L I - Q U I D F L O W K M O L / H K - '
V A E S j j R F __i U W K M O I / h . r
B O T T O M S E G M E N T L I Q U I D F L O W K M O L / H R
V A P O R F U 3 W K M O L / H R
. C O N D E N S E S D U T Y ¡ W / Q S L B C O O L ) M M K C A L / H
R E 6 0 I L E R D U T Y M M K C A L / H
M O L A R R E F L U X R A T R J
D i S T I L L A T E V A P O R M O L E F R A C T I O N
M O L A R B O I L U P R A T I Q
W-MB-i 1
Y I . > > ' 4 i
I .>4 í8 s ' * > Q 7 Q 0
O . Í 4 i 9 5
1 . 8 8 5 1 7
| I i . 3 5 V
- 0 . 0 5 9 6 9 ? '
0 . T 0 8 1 1
1 . 3 4 1 1 0
1 . 0 0 0 0 0
7 . 0 8 2 7 3 *

2 0 7
1 ' v P J I . I /■ - F R O f I L E ■4 4 4 +
' * s M I N ■ H C N 3 T T ■ C M ' i ' , ! ) * A C I I
1 U . 3 7 7 b 0 . u O O 3 o ' • « P K - f s ; 0 i 4 O 3 I : , ~ . ■ J. 1 / ■’ O E - O * .
0 . 2 9 5 3 0 . 6 6 9 7 0 . 1 1 3 f l - 0 1 : 3 6 4 F - . ) i Ó . 3 H 3 5 L - 0 b
3 0 . 2 4 6 1 0 . 7 0 3 0 0 . 1 6 4 ‘ ¡ g * = 0 1 0 . 3 4 4 i n - o . i 0 . 6 2 7 ] E - O b
4 0 . 2 1 8 9 0 . 7 1 1 0 0 . ? 21 f p - 0 1 0 . 4 7 3 5 E — 0 1 0 . 1 1 8 1 E - 0 5
5 0 . 2 0 4 8 0 . 7 0 1 6 0 . 3 0 5 2 F - 0 1 0 . 6 3 1 0 E - 0 1 0 . 2 2 1 7 E - 0 5
6 0 . 1 9 8 4 0 . 6 7 9 0 0 . 3 9 9 1 E - 0 1 0 . 8 2 6 7 E — 0 1 0 . 4 1 5 8 E - 0 5
7 0 . 1 9 6 5 0 . 6 4 5 3 0 . 5 0 7 8 E - 0 1 0 . 1 0 7 4 0 . 7 8 0 7 E - 0 5
8 0 . 2 6 5 8 0 . 5 1 7 6 0 . 4 5 5 0 E - 0 1 0 . 1 7 0 0 0 . 1 0 7 9 E - 0 2
9 0 . 1 9 9 0 0 . 5 5 0 9 0 . 6 0 5 7 E - 0 1 0 . 1 8 8 5 0 . 1 0 8 8 E - 0 2
1 0 0 . 1 4 6 4 0 . 5 6 5 7 0 . 7 9 4 7 E - 0 1 0 . 2 0 7 3 0 . 1 0 9 8 E - 0 2
1 1 0 . 1 0 6 6 0 . 5 6 3 8 0 . 1 0 2 4 0 . 2 2 6 1 0 . 1 1 0 8 E - 0 2
1 2 0 . 7 6 9 9 E - 0 1 0 . 5 4 8 1 0 . 1 2 9 1 0 . 2 4 i / 0 . 1 1 1 8 E - 0 2
1 3 0 . 5 5 3 9 E - 0 1 0 . 5 2 1 6 0 . 1 5 9 2 0 . 2 6 2 7 0 . 1 1 2 8 E - 0 2
1 4 0 . 3 9 7 4 E - 0 1 0 . 4 8 7 7 0 . 1 9 1 6 0 . 2 7 9 9 0 . 1 1 3 7 E - 0 2
1 5 0 . 2 8 4 9 E - 0 1 0 . 4 4 9 4 0 . 2 2 5 1 0 . 2 9 5 9 0 . 1 1 4 5 E - 0 2
1 6 0 . 2 0 4 2 E - 0 1 0 . 4 0 9 6 0 . 2 5 8 4 0 . 3 1 0 4 0 . 1 1 5 3 E - 0 2
1 7 0 . 1 4 6 6 E - 0 1 0 . 3 7 0 6 0 . 2 9 0 4 0 . 3 2 3 2 0 . 1 1 6 0 E - 0 2
1 , 8 0 . 1 0 5 4 E - 0 1 0 . 3 3 3 7 0 . 3 2 0 2 0 . 3 3 4 4 0 . 1 1 6 6 E - 0 2
1 9 0 . 7 6 0 5 E - 0 2 0 . 2 9 9 9 0 . 3 4 7 3 0 . 3 4 4 0 0 . 1 1 7 2 E - 0 2
2 0 0 . 5 5 0 5 E - 0 2 0 . 2 6 9 5 0 . J 7 1 5 0 . 3 5 2 2 0 . 1 1 7 7 E - 0 2
T l 0 . 4 0 0 0 E - 0 : 2 0. 2 4 2 5 0 . 3 9 2 9 0 . 3 5 9 4 0 . 1 1 8 3 E - 0 2
2 2 Q i 2 9 1 7 E - 0 2 0 . 2 1 8 7 0 . 4 1 1 5 0 . 3 6 5 7 0 . 1 1 8 9 E - 0 2
° 3 0 * 2 , 1 3 3 E - 0 2 0 . 1 9 7 6 0 . A 213 0 . 3 7 1 7 0 , 1 1 9 7 E - 0 2
■ 4 0 . 1 5 6 4 E - 0 2 0 ^ 1 7 9 0 0 . ‘ 4 0 3 0 . 3 7 8 0 0 . 1 2 0 9 E - 0 2
r f i . l l 4 9 E - 0 2 0 . 1 6 2 2 0 . A 5 0 0 0 . 3 8 5 4 0 . 1 2 2 8 E - 0 2
<. 0 . 8 4 4 1 E - 0 -i 0 . 1 4 6 8 0 . ■■■ í 5 6 0 . 3 9 5 6 0 . 1 2 6 0 E - 0 2i 0 . 3 7 6 6 E - 0 3 0 . 3 1 0 6 E - 0 1 i W f i s l & H O l 0 . 8 8 3 6 0 . 9 5 9 8 E - 0 2
P U L K Y - P R d F l _ i E iL C 4 L H H C N ^ C l A G L J a A C H
1 0 . 6 3 2 0 1 . 3 6 3 7 0 . 1 ] £ ¡ 6 F - j f r M 0 . ¿ 9 4 9 E - 0 2 0 . 3 5 7 4 E - 0 9
0 . 4 8 6 2 . 4 9 9 2 c . m i u-<:M 9 6 6 9 E - Q 2 0 . 9 8 7 1 E - 0 7
3 0 . 4 3 9 7 7 P Í 8 4 0 . : 0 4 F - 0 n 0 . 1 4 7 7 E - 0 1 0 . 1 8 8 9 E - 0 6¿i 0 . 4 tm t . 5 5 6 8 4 0 . . ) 4 9 E - j ü 2 0 í 2 0 8 6 E - ^ l 0 . 3 5 7 0 E - 0 6r
0 . 3 9 7 6 " . 5 6 0 7 o ' . . < 5 0 1 - 0 :1, 0 . 2 8 1 4 E - 0 1 0 . 6 7 0 1 E - 0 6ü 0 . 3 9 0 5 i . 5 5 4 6 O . 1? S 6 F - 0 1 0 . 3 6 9 5 E - 0 1 0 . 1 2 5 3 E - 0 5
0 . 3 8 8 0 ■ ' . 5 4 1 1 C. ' 5 0 7 F - 0 1 0 . 4 V 8 1 E - 0 1 0 . 2 3 4 0 E - 0 5
0 . 3 8 8 3 . 5 2 1 3 r . . « o i i j í - o i 0 . 6 1 4 I E — 0 1 0 . 4 3 6 8 E - 0 5r 0 . 2 9 9 2 . 5 7 8 9 f t t - 1 7 4 E - 0 1 0 . 8 0 1 1 E - 0 1 0 . 5 1 0 1 E - 0 50 0 . 2 : 2 4 3 i . 6 1 7 0 0 . o ^ F - 1 0 . 1 0 0 1 WOj 5 8 0 1 E - 0 j
■ 1 0 . 1 6 5 2 . 6 3 4 3 B r 'ñ 1 0 0 l - j i 3 . 1 2 0 4 0 . 6 4 G 0 E - 0 5
1 2 0 . X 2 0 3 ' . 6 3 2 9 0 . " Í * s 9 O , : 1 , 4 0 8 0 . 7 0 7 9 F - 0 i
. 3 0 . 8 7 0 3 E - 0 1 ■ i . 6 1 5 8
C)oO
0 1 6 1 0 0 . 7 6 6 1 E - 0 5
1 ", 0 . 6 2 6 6 E - 0 1 >. 5 8 6 5
oo
0 , 1 8 0 6 0 . 8 2 0 4 E - 0 5
1 5 0 . 4 4 9 9 E - 0 1 C . 5 4 8 6 0 . 2 0 7 1 0 . 1 9 9 3 0 . 8 7 0 5 E - 0 5
l o 0 . 3 2 2 7 E - 0 1 0 . 5 0 5 7 0 . 5 4 5 2 0 . 2 1 6 8 0 . 9 1 6 4 E - 0 5
1 7 0 . 2 3 1 4 E - 0 1 0 . 4 6 0 9 0 . _ 8 3 2 0 . 2 3 2 7 0 . 9 5 9 4 E - 0 5
1 8 0 . 1 6 6 0 E - 0 1 ' ' . 4 1 6 8 0 . 1 : 9 7 0 . 2 4 6 9 0 . 1 0 0 3 E - 0 4
1 9 0 . 1 1 9 4 E - 0 1 > ■ 8 7 5 2 0 . ú 3 7 0 . 2 5 9 1 0 . 1 0 5 3 E - 0 49 0 0 . 8 6 0 1 E - 0 2 0 . 3 3 6 9 0 . 5 8 4 8 0 . 2 6 9 7 0 . 1 1 2 2 F - 0 4
1 • 0 . 6 2 1 5 E - 0 2 01 > 3 0 2 5 0 . - 1 2 5 0 . 2 7 8 7 0 . 1 2 2 9 E - 0 4" 3 0 . I I I 3 E - 0 2 ' . 2 7 1 9 0 . 3 7 0 2 6 É S 0 . 1 4 1 0 E - 0 4,• 0 . 3 2 7 0 E - | 7 . 2 4 4 S 0 . . ; 3 3 0 . ? 9 3 6 0 . 1 7 2 7 E - 0 4
, 1 H . 2 3 7 9 E - 0 2 . 2 2 0 9 U ' o 5 O o o [\J
0 . 2 2 R 7 P - 0 4
3 0 . 1 7 3 1 E - 0 > . 1 9 9 7 C ■ * 1 4 L . , J 0 7 1 0 . 3 2 8 7 L - 0 4
: u 0 . 1 2 5 : 8 E - 0 2 . 1 P 0 o f e ..: . 2 7 l s 3 1 5 3 0 . 5 0 7 5 E - 0 4
T . 9 1 0 1 E - 0 i * 5 % 1 j . ■' ° 2 J. 3 2 6 7 O cc
M 1 C

2 0 8
[ H ' H J Í H R r ’ F V a » R ! r r t ' I C l E N C Y ,
. ' ■ > 1 ~ i ' N A C I
1 0 ;. 0 . 0 1 0 0 . 0
: 4 7 , o 9 4 6 . i 4
3 4 6 , m 4 3 . 4 4
4 4 6 . 0 5 3 2 . 1 5
5 4 5 c 7 3 7 0 . 1 3
6 4 5 . 8 4 5 6 . 4 7
3 7 . 4 4 5 4 . 2 6
8 4 7 . 7 3 4 5 . 5 5
9 4 7 . 2 3 4 3 . 8 0
1 0 4 6 . 5 1 3 9 . 5 6
1 1 4 6 . 0 4 - 4 1 . 9 4
1 2 4 5 B 1 8 5 3 . 8 3
1 3 4 5 . 6 6 4 8 . 9 1
1 4 4 5 . 6 1 4 7 . 0 3
1 5 4 5 . 5 9 4 5 . 8 8
1 6 4 5 . 5 7 4 5 . 0 3
1 7 4 5 . 5 5 4 4 . 3 8
1 8 ^ 5 . 5 4 4 3 . 8 7
1 ° 4 5 . 5 4 4 3 . 4 9o ** 4 S , 5 6 4 3 . 2 3
2 4 5 , 5 9 4 3 . 0 6n ~4 5 . 6 5 4 2 . 9 7
I r A K J 2 . 9 8
4 5 . 8 1 4 3 , 0 9
a j B . s j j 4 3 . 3 6
f ' .M 4 3 . 8 7
N O T E : M U R P H R E E V A P O R E F F I C I E N C I E S
Í E ' T ? , M E f l f L R
n. Í24 0 J , 3 " 9 4 O . <329 • i . ^ Í5 4 " . í j 7 1 ) 1 ^ 1 i 330 |
J . 3334 T . 1^04 : 3 4 ^3 ■ ■ lf iT 4 . s.§5,8
y . 1598 : -3 634 j . 3 6 63 e . 3 6 91 0 . 3712; O. 372B 0 . 3740 O... 37 4 9 0 .3 7 5 4 - . 37 58“ r-. 3 * 6 1: . j~ 6 4 j . 3 ^§ 9
A C N A JM A C H
1 0 0 . 0 1 0 0 . r 1 0 0 . 0
4 9 . 2 1 5 9 . 0 4 4 7 . 9 5
4 8 . 6 2 5 8 . 4 9 4 7 . 3 5
4 8 . 2 4 5 8 . 3 7 4 6 . 9 9
4 7 . 9 5 5 8 . 4 2 4 6 . 8 1
4 7 . 6 5 5 8 . 5 1 4 6 . 7 4
4 7 . 2 5 5 8 . 6 0 4 6 . 7 4
4 7 . 4 5 5 6 . 2 1 4 4 . 9 1
4 7 . 5 6 5 5 . 1 3 4 3 . 3 2
4 6 . 7 5 5 4 . 3 3 4 2 . 1 8
4 6 . 0 1 5 3 . 7 9 4 1 . 2 2
4 5 . 3 3 5 3 . 3 7 4 0 . 3 3
4 4 . 6 8 5 2 . 9 5 3 9 . 4 7
4 4 . 0 5 5 2 . 4 8 3 8 . 6 7
4 3 . 4 5 5 1 . 9 8 3 8 . 0 5
4 2 . 9 0 5 1 . 4 9 3 7 . 8 4
4 2 . 4 3 5 1 . 0 5 3 8 . 3 3
4 2 . 0 4 5 0 . 7 0 3 9 . 6 4
4 1 . 7 3 : 5 0 . 4 6 4 1 . 3 1
4 1 . 5 0 5 0 . 3 5 4 2 . 6 8
4 1 . 2 9 5 0 . 4 1 4 3 . 5 1
4 1 . 0 6 5 0 . 6 8 4 3 . 9 4
4 0 . 7 1 5 1 . 2 5 4 4 . 1 5
3 9 . 9 9 5 2 . 1 3 4 4 . 2 5
3 8 . 2 7 5 3 , 2 2 4 4 . 3 Í
3 2 . 9 7 5 4 . 2 4 4 . 3 3
: N O T D E F I N E D F i R T V E B O T T O M S F G M E N T
1 o
l -
l t
1 9 .
2 G
2 1
2 “
2 3

S E G M E N T N U M B E R ( S )
T Y P E O F P A C K I N G
P A C K I N G A R R A N G E M E N T
H T . O F P A C K I N G P E R S E G M . M E T E R
C O L U M N D I A M E T E R M E T E R
P A C K I N G S I Z E M E T E R
S P E C I F I C S U R F A C E A R E A M E T E R
P A C K I N G F A C T O R M E T E R
S U R F . T E N S I O N O F P A C K I N G M E T E R
M I X I N G O P T I O N U S E D F O R V A P O R
M I X I N G O P T I O N U S E D F O R L I Q U I D
M A S S - T R A N S F E R C O R R E L A T I O N
H E A T - T R A N S F E R C O R R E L A T I O N
I N T E R F A C I A L - A R E A C O R R E L A T I O N
2 3 4 5 6 7 8
M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E
C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E C O M P L E T E
B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R
C O L B U R N C O L B U R N C O L B U R N C O L B U R N C O L B U R N C O L B U R N C O L B U R N
B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R
S E G M E N T N U M B E R ( S )
T Y P E O F P A C K I N G
P A C K I N G A R R A N G E M E N T
H T . O F P A C K I N G P E R S E G M . M E T E R
C O L U M N D I A M E T E R M E T E R
P A C K I N G S I Z E M E T E R
S P E C I F I C S U R F A C E A R E A M E T E R
P A C K I N G F A C T O R M E T E R
S U R F . T E N S I O N O F P A C K I N G M E T E R
M I X I N G O P T I O N U S E D F O R V A P O R
M I X I N G O P T I O N U S E D F O R L I Q U I D
M A S S - T R A N S F E R C O R R E L A T I O N
H E A T - T R A N S F E R C O R R E L A T I O N
I N T E R F A C I A L - A R E A C O R R E L A T I O N
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
1 0
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
1 1
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
1 2
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
1 3
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
1 4
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R B R A V O & F A I R B R A V O & F A I R
209

S E G M E N T N U M B E R ( S )
T Y P E O F P A C K I N G
P A C K I N G A R R A N G E M E N T
H T . O F P A C K I N G P E R S E G M . M E T E R
C O L U M N D I A M E T E R M E T E R
P A C K I N G S I Z E M E T E R
S P E C I F I C S U R F A C E A R E A M E T E R
P A C K I N G F A C T O R M E T E R
S U R F . T E N S I O N O F P A C K I N G M E T E R
M I X I N G O P T I O N U S E D F O R V A P O R
M I X I N G O P T I O N U S E D F O R L I Q U I D
M A S S - T R A N S F E R C O R R E L A T I O N
H E A T - T R A N S F E R C O R R E L A T I O N
I N T E R F A C I A L - A R E A C O R R E L A T I O N
b E G M E N T N U M B E R ( S )
T / P E O F P A C K I N G
P A C K I N G A R R A N G E M E N T
H f OF P A C K I N G P E R S E G M .
C O L U M N D I A M E T E R
P A C K I N G S I Z E
S P E C I F I C S U R F A C E A R E A
P A C K I N G F A C T O R
^ U R F T E N S I O N O F P A C K I N G
M I X I N G O P T I O N U S E D F O R V A P O R
M I X I N G O P T I O N U S E D F O R L I Q U I D
M A S S - T R A N S F E R C O R R E L A T I O N
H E A T - T R A N S F E R C O R R E L A T I O N
I N T E R F A C I A L - A R E A C O R R E L A T I O N
M E T E R
M E T E R
M E T E R
M E T E R
M E T E R
M E T E R
15 16 17 18 19 2 0
M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
2 1
M E I L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
2 2
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
2 3
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
2 4 2 5
M E L L A P K 2 5 0 Y M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
S T R U C T U R E D
0 . 3 4
0 . 2 4
2 6
M E L L A P K 2 5 0 Y
S T R U C T U R E D
0 . 3 4
0 . 2 4
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R
C O M P L E T E
C O M P L E T E
B R A V O & F A I R
C O L B U R N
B R A V O & F A I R

211
A i £ K L N I v M f U L f i K t S I D U O S
S T H L A M I L ' A L I M F N T A D E S T I L A R E S I D U O S
r R i J g : ------------------ T - 2 6 6 4 T - 2 6 6 4
T O : T - 2 6 6 4 ------------------ -------------------
S U 8 S T R E A H : M I X E D
P H A S E : L I Q U I D V A P O R L I Q U I D
C O M P O N E N T S : K M O L / H R
H C N 4 . 0 0 9 8 4 . 0 0 9 1 7 . 0 9 9 4 - 0 4
A C T 2 . 3 6 5 7 2 . 3 0 / 1 5 . 8 5 6 3 - 0 2
A C N 0 . 1 5 0 9 8 . 9 2 2 2 - 0 3 0 . 1 4 2 0
A G U A 1 . 6 8 4 6 1 . 8 7 1 1 - 0 2 1 . 6 6 5 9
A C H 1 . 8 0 9 5 - 0 2 2 . 2 6 7 4 - 0 9 1 . 8 0 9 5 - 0 2
C O M P O N E N T S : M O L E
H C N
F R A C
0 . 4 8 7 2 0 . 6 3 1 9 3 . 7 6 5 5 - 0 4
A C T 0 . 2 8 7 4 0 . 3 6 3 6 3 . 1 0 6 2 - 0 2
A C N 1 . 8 3 4 3 - 0 2 1 . 4 0 6 4 - 0 3 7 . 5 3 3 2 - 0 2
A G U A 0 . 2 0 4 7 2 . 9 4 9 5 - 0 3 0 . 8 8 3 6
A C H 2 . 1 9 8 9 - 0 3 3 . 5 7 4 1 - 1 0 9 . 5 9 7 7 - 0 3
C O M P O N E N T S : K G / H R
H C N 1 0 8 . 3 7 0 0 1 0 8 . 3 5 0 8 1 . 9 1 8 7 - 0 2
A C T 1 3 7 . 4 0 0 0 1 3 3 . 9 9 8 6 3 . 4 0 1 3
A C N 8 . 0 1 0 0 0 . 4 7 3 4 7 . 5 3 6 5
A G U A 3 0 . 3 5 0 0 : 0 . 3 3 7 0 3 0 . 0 1 2 9
A C H 1 . 5 4 0 0 1 . M 9 7 - 0 7 1 . 5 4 0 0
C O M P O N E N T S ^ M A S s J
H C N
F R A C
0 . 3 7 9 3 0 . 4 4 5 5 4 . 5 1 3 4 - 0 4
A C T 0 . 4 8 0 9 0 . 5 5 1 0 8 . 0 0 1 3 - 0 2
A C N 2 . 8 0 3 9 - 0 2 1 . 9 4 7 1 - 0 3 0 . 1 7 7 2
A G U A 0 . 1 0 6 2 1 . 3 8 6 3 - 0 3 0 . 7 0 6 0
A C H 5 . 3 9 0 8 - 0 3 1. 9 3 5 8 - 1 0 3 . 6 2 2 7 - 0 2
" O M P O í . E N T s i S T D C
H C N
■ J M / H R
0 . 2 1 4 jÁ J 0 . 2 1 4 7 3 . 8 0 2 3 - 0 5
A C T 0 . 1 7 5 0 0 . 1 7 0 7 4 . 3 ^ 4 - 0 3
A C N 9 . 9 9 9 5 - 0 3 r s . 9 0 9 8 - 0 4 9 . 4 0 7 5 - 0 3
A G U A ■ i . 0 4 O d 0 2 3 . 3 7 7 4 - 0 4 3 . 0 0 7 1 - 0 2
A C H 1 . 6 6 1 8 - 0 3 2 . 0 8 2 3 - 1 0 1 . 6 6 1 8 - 0 3
T O T A L C - ’ / h K 0 . 4 U S 0 ^ 3 8 6 3 4 . 5 5 1 2 — 0 Z -
C O M P O N E N T’ ¿ ; S T D V O L T R A C
H C N 0 . 4 9 7 2 4 o l ; 5 5 . 5 7 8 . 3 5 4 5 - 0 4
A C T 0 . 4 0 5 3 0 . 4 4 1 8 9 . 5 2 1 7 - 0 2
A C N 2 . 3 1 5 1 -ÓZ 1 . 5 2 9 6 - 0 3 0 . 2 0 6 7
A G U A 7 . 0 4 0 9 - 0 2 8 . 7 4 1 3 - 0 4 0 . 6 6 0 7
A C H 3 . 8 4 7 7 - 0 3 5 . 3 8 9 3 - 1 0 3 . 6 5 1 3 - 0 2
T O T A L C 3 7 H R 0 . 4 3 1 8 0 . 3 8 6 3 4 . 5 5 1 2 - 0 2
T Ó f A L F L O :
K M O L / H R 8 ; . , 2 r t S 3 6 . 3 4 3 9 1 . 8 8 5 3
K G / H R 2 8 5 . 6 7 0 0 2 4 3 . 1 6 0 0 4 2 . 5 1 0 0
C U M / H R 0 . 3 7 0 3 1 3 7 . 9 3 7 2 5 . 0 2 2 6 - 0 2
S T R E A M I D A L I M E N T A D E S T I L A R E S I D U O S
S T A T E V A R I A B L E S :
T E M P C 1 4 . 4 0 0 0 4 5 . 8 8 2 0 7 7 . 2 2 4 3
P R E S B A R 2 . 6 7 7 2 1 . 1 9 0 0 1 . 2 4 0 5
V F R A C 0 , 0 1 . 0 0 0 0 0 . 0L F R A C 1 . 0 0 0 0 0 . 0 1 . 0 0 0 0S F R A C 0 . U 0 . 0 0 . 0
S í í T H A L P i :
i ; C * W T / - - ln . Q 8 ; ü O (Ji
(Ti
- 5 8 . 7 8 2 2
a j Q A i / í Z - . 2 ^ 1 4 4 6 . 0 6 4 3 - 2 6 0 7 . 0 5 7 3
M M h C A L / - - - 0 . 1 J 8 0 1 . 1 2 0 1 - 0 2 - 0 . 1 1 0 8
Z N T R f l * * :
C A L / ' , j l - - ^ . 2 1 1 8 - 1 1 . 7 5 2 4 - 3 6 . 3 9 7 5
c A L / Z' * -
O1 - 0 . 3 # 0 (5 - 1 . 6 1 4 2
~ ~ N S I ~ . .
" , . ^ 1 < 1 . ' » _ ■ - T 2 3 7 . 5 Í 8 0
\ i / . -1 á . - » I r 8 4 6 . 1 8 1 9
. n " < í 2 2 . 5 4 7 !

212
Modelo general para la predicción de caída de presión y capacidad en columnas empacadas
a contracorriente (Stichlmair, Bravo y Fair, 1989)
Datos necesarios
Velocidad del gas UG = ,/{seg
Carga de líquido U, = m / ,/ m seg
A P E N D I C E I V
3m
m
Densidad del gas pG = '%■
Densidad del líquido pL i= ^
Viscosidad cinemática del gas vG - m
Viscosidad cinemática del líquido vL = m
seg2 /
/seg
Constante gravitacional g - 9 81 m/ ,/seg-
Area del específica del empaque a = m 1
Fracción hueca c
Constantes del empaque Para el Mellpak 250Y estas son
0 = 5
C 2 = 3
0 = 0 45
Algoritmo de solución
1 Calculo de la caída de presión para el empaque seco
a) Diámetro equivalente del empaque
, 6Í1 - e)dp= ^ ~ ^ (A4-1)a

213
/ = _ £ . + J i _ + c
” 4*r. ’
Donde el número de Reynolds para el gas es.
Un *dP
b) Factoi de fricción para una sola partícula
G -PVo
c) Caída de presión en la cama seca
Donde Z es la altura de la sección empacada
APdrvNúmero adimensional
Pl8z
2 Calculo de la caída de presión para el empaque irrigado
a) Retención líquida abajo del punto de carga
ho = 0 555t r , Y Donde el número de Froude para el líquido es
Fr Ág £ 465
b) Exponente c para el cálculo de la caída de presión irrigada
/Res Z%ÍRe„c = -----------
fo
(A4-2)
(A4-3)
(A4-4)
(A4-5)
(A4-6)
(A4-7)
(A4-8)
c) Caída de presión irrigada Esta se obtiene por métodos numéricos Como estimado
inicial se puede tomar la caída de presión seca

214
A P A Prdry
s h f AP ^o
M1 — ? 1 + 2 0
€ {PlS1)P ,8 Z P l8z
1 - 1£
1 + 2 0
AP Ali.
PLgZP l S =
r AP vi / r
PlSz .
N
4 65 (A4-9)
m 2m(A4-10)
Punto de inundación
40 h186 h
f V a ' ¿ AP. )2
( a P )2 "... \~e + h0 1 + 20 s-hn 1 + 20 ¡rrKPiSZJ¿A \PlSz )/ _ {PlSz )f
-n =0 (A4-11)
E l subíndice / indica que es a las condiciones de inundación
a) Suponer una velocidad del gas UGsup
b) Calcular la caída de presión en cama seca (inciso 1)
c) Para la misma carga de líquido, calcular la caída de presión para la cama irrigada
(inciso 2)
d) verificar si se satisface la E c (A4-11), si no es así suponer otra velocidad para el
gas. Si se satisface, entonces la velocidad supuesta del gas es la velocidad de
inundación, y la caída de presión irrigada es la caída de presión a las condiciones de
inundación
%mundaaón - l h
l1 0 0 (A4-12)