Equipos y Proceso Extrusion
48
EQUIPOS DE EXTRUSIÓN EQUIPOS DE EXTRUSIÓN Y PROCESOS
-
Upload
jorge-salggado -
Category
Documents
-
view
129 -
download
4
Transcript of Equipos y Proceso Extrusion

EQUIPOS DE EXTRUSIÓNEQUIPOS DE EXTRUSIÓN Y PROCESOS

Polimero -Proceso-Propiedadesp
POLIMERO EQUIPO PROCESOPOLIMERO EQUIPO PROCESO
MIMWD
COMONOMER
DADOTORNILLOAPERTURA D
TEMPOUTPUT
DDRCOMONOMERDENSIDAD
LCB
APERTURA D.AIR RING
IBC
DDRENFRIAMIENTO
BURFL
ORIENTACION CRISTALINIDAD
ESTRUCTURA
PROPIEDADESDESEMPEÑO

MAQUINARIA DE EXTRUSIONMAQUINARIA DE EXTRUSION
• TIPOS DE EXTRUSORAS:– MAQUINAS MONOTORNILLO.Q
• APLICACIONES: TODOS LOS PLÁSTICOS.– MAQUINAS BITORNILLOS:– MAQUINAS BITORNILLOS:
• DE TORNILLOS CONICOS CONTRAROTANTES:– APLICACIONES: PVCAPLICACIONES: PVC.
• DE TORNILLOS PARALELOS CONTRAROTANTES.
– APLICACIONE: PVC.• DE TORNILLOS CORROTANTES:
– APLICACIONES: PREPARACION DE COMPUESTOS

DOBLE USILLOTIPOS

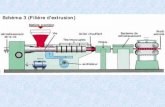
LINEA PARA PELÍCULA SOPLADATiro superior
”Nip rolls”
Marco cierre burbuja
Stabiliz burb.
embobinador“winder”Aire anillo
T T T TT
Extrusor
CABEZA
p p p p p
CABEZAL

FLH
Termocupla
T
Termocupla de profundidad variabletermocuplas
T T T TT
TT
TReductor
p p p p p
Medidores de presión Courtesia de T.I.
ButlerMotor

ELEMENTOS DE LA EXTRUSORAELEMENTOS DE LA EXTRUSORA
• MOTOR ELECTRICO.• CAJA REDUCTORA
CAJA DE EMPUJE• CAJA DE EMPUJE• TOLVA• BARRILBARRIL• TORNILLO• CALENTADORES ELECTRICOS / ENFRIAMIENTO• PLATO DE RUPTURA (PORTA FILTROS)• FILTROS ( MALLAS)
CABEZAL• CABEZAL

EXTRUSORES TÍPICOS PARA PE
24:1 to 30:1 L/D24:1 to 30:1 L/D
Barriles Ranurados o lisos
4 to 6 zonas de calentamiento / enfriamiento (enfriamiento líquido: agua o etilene glycol)( q g g y )
Diametros de 2.5 a 6 pulgadas (150 to 1500 lb/ h)

Funciones del equipo de extrusión
• RECIBIR Y ALMACENAR EL POLIMERO
• TRANSPORTAR EL MATERIAL EN ESTADO SOLIDOSOLIDO
• CALENTAR Y COMPRIMIR EL POLIMERO
• PLASTIFICAR y HOMOGENIZAR
LEVANTAR PRESION• LEVANTAR PRESION
• EXTRUIR EL FUNDIDO

BARRIL:BARRIL: • Otros nombres: Cañon, Camisa, tunel.• Cilindro metálico. En maquinas de 2 tornillos forma especial.
Contiene al tornillo• Contiene al tornillo.• Forma una cámara con el tornillo para contener al Polímetro.• Boca de Alimentación o Garganta.g• Sirve para transferir calor hacia el
material y desde el material• Aloja los orificios para los sensores
de temperatura.

BARRIL:BARRIL: • Condiciones fundamentales:• Condiciones fundamentales:
– Buen maquinado, estrechas tolerancias.– Resistencia a la presión interna generada por el proceso. 10-20.000 psi.
R i t i l b ió t i i i M l t ill– Resistencia a la abrasión y ataque quimico o corrosion. Mayor que el tornillo. Duración 2 x tornillo
M t i l• Materiales:
- Aceros con tratamiento superficial, - Aceros al Cromo.
A- Aceros con revestimientos ceramicos..

Equipo de ExtrusiónBARRIL RANURADO
GroovesB l GroovesBarrelNon-grooved
Cooling waterg
Grooved barrel

Equipo de Extrusiónq pTORNILLO
T ill d ifi d dTornillo dosificador de una etapa
Metering Section CompressionSection Feed Section
Lead
hmhf
Shank

Proceso de ExtrusiónProceso de Extrusión
P d l ifi ióProceso de plastificación
Enfriamiento en “garganta” aliment.

PROCESO DE EXTRUSIÓNCALENTAMIENTO Y FUSION
– CALOR POR ELEMENTOS DE CALEFACCION
– CALOR POR FRICCION. • PARTICULAS SÓLIDAS FRICCIONAN CONTRA EL METAL Y UNAS
CONTRA OTRAS
• FRICCION POR VISCOSIDAD: ESFUERZO CORTANTE APLICADO AL MATERIAL FUNDIDO

ZONAS DEL TORNILLO:ZONAS DEL TORNILLO:
– Alimentacion. • Zona de transporte de material sin plastificar.• Zona mas profunda Profundidad constante• Zona mas profunda. Profundidad constante.• Longitud: 0.3 - 0,5 L
– Compresion• Material se plastifica y comprime.
P f did d i l l d l ill• Profundidad varia a lo largo del tornillo.• Material se mueve como una masa homogenea. • plastificación por calentamiento• plastificación por calentamiento
– 30% por Calefacción.– 70% por fricción
• Longitud:0.3 LLongitud:0.3 L

ZONAS DEL TORNILLO:ZONAS DEL TORNILLO:
– Dosificación o Bombeo.• Ultima parte del tornillo Poca profundidad.
E j l t i l h i l b l• Empuja el material hacia el cabezal.• Longitud: 0,2 - 0.4 L• Generalmente se incluyen aquí los mezcladoresGeneralmente se incluyen aquí los mezcladores

Proceso de ExtrusiónProceso de Extrusión
P d f di ió l illProceso de fundición en el tornillo extrusor
MeltMelt
Pellets
Melt

FLUJO DE MASA FUNDIDAFLUJO DE MASA FUNDIDA

Proceso de ExtrusiónProceso de Extrusión
C d ió d lCorte de una sección del extrusor
BarrelBarrelMeltPool
Fli ht Fli htSolidB dFlight FlightBed
S R tScrew Root

Proceso de ExtrusiónProceso de Extrusión
P ió d l f didProgresión del fundido
SolidsZone
Melting Zone MeltZone
Screw Flight
HopperEnd
DieEnd
V
Solid BedMelt Pool
Feed Transition Metering
End VsMelt Pool
Section Sectiong
Section

ELEMENTOS DEL TORNILLOELEMENTOS DEL TORNILLO
FILETEPASO FILETE

Proceso de ExtrusiónProceso de Extrusión
D i d fl jDos tipos de flujo
Sli
Melt PlugNo Output
Plug FlowMaximum Flow
StickSlip
StickSlip

P d E t ióProceso de Extrusión
Coeficiente de fricción entre baja densidad y acero

Proceso de ExtrusiónProceso de Extrusión
C d fl jComponentes de flujo
Vz
Barrel Surface
DragFl
PressureFlFlow Flow
Screw Root

P d E t ióProceso de ExtrusiónCálculo del rendimiento del extrusor
N =Velocidad del tornillo RPM
hf hm
D
Pitch
D =Diámetro del tornillo in.hm =Profundidad de sección del dosificador
ej. 0,08inΘ Á l d l d l t ill
θ
D
LengthLengthLengthΘ =Ángulo de las roscas del tornilloΘ ej 17,8
Fs = Factor de forma del canalµ =Viscosidad del polímero
MeteringTransitionFeed
Q = Qd - Qp - Qlµ Viscosidad del polímero
ej 0,045 lb.sec/in2Qd = (π2 D2 N hm sin θ cos θ Fs )
2
Qp = ( π D hm3 P sin2 θ )
12 µ L12 µ L

TORNILLOS ESPECIALESTORNILLOS ESPECIALEST ill d ifi dCon zonas de mezclado distributiva:
homogenizan el material por turbulencia.– Con pines
C fil t l l d
Tornillos desgasificadores.– Permite la salidad de gases producto
de la fusion– Evita formacion de burbujas– Con filetes paralelos crd
– Tipo saxton– En forma de piña
Evita formacion de burbujas.– Incorpora una zona de descompresion.
Tornillos barreraCon zonas de mezcla dispersiva: dispersion de pigmentos y aditivos.
– Union carbideEgan
Tornillos barreraCon un doble filete, llamado filete barrera, una parte transporta el material fundido y la otra los granulos– Egan
– Blister– Dray
material fundido y la otra los granulos. Mejora el proceso de fusion y aumenta el rendimiento.

Tornillos con zona de mezcla

Mezcla dispersiva vs distributivapMezcla Distributiva:
Mezcla Dispersiva:

Diseños de tornillosDiseños de tornillosTornillo termoplásticoTornillo termoplástico Constant Lead
Tornillo DosificadorChannel depthdecreases
Root diameterincreases
Tornillo de dos etapas con venteoFeed sectionConstant depth
Transition sectiondepth varies
Metering sectionconstant depth
Feed Trans. Metering Vent Metering
Tornillo con barreraTornillo con barreraBarrier section

Equipo de ExtrusiónEquipo de Extrusión
T ill d d CON DESGASIFICACIÓNTornillo de dos etapas CON DESGASIFICACIÓN
Second Stage First Stage
Metering SectionMetering
SectionFeedSection
Tran-sitionSection
Tran-sitionSection
FeedSection
hm2 hf2 hm1 hf1
En la zona de desgasificacon, el material se descomprime permitiendo que escapen los gases. ( p. ej. Para extrusión de ABS : sacar la humedad )La dificultad esta en balancear la capacidad de flujo de las 2 etapas.Se puede usar una valvula restrictora o se controla al alimentacion por medio de un dosificadorun dosificador.

Tornillo de barreraTornillo de barrera
is 0.015 to 0.070 in menor que el filete principalRendimiento (mas friccion en seccion no fundida
R l ió d t t d l f did it f i ió l f didRegulación de temperatura del fundido, evitar excesuva fricción en el fundido

Tornillo de barreraPrincipio de funcionamiento

Capacidad de ExtrusiónCapacidad de Extrusión
LLDPE - 1.0 Melt Index(Using a barrier screw)
Extruder Maximum Specific Output OutputSize Speed Output at 40 % at 80%Size Speed Output at 40 % at 80%
Inches RPM Lb/Hr/Rev Lb/Hr Lb/Hr
1.5 150 0.7 42 842.0 150 1.5 90 1802.5 160 2.1 151 3023.5 100 6.7 268 5364 5 80 15 480 9604.5 80 15 480 9606.0 70 33 924 1848

Tamaños de extrusores
Diametro Vel. max. Max. Rendim. Motor(in) (rpm) (lb/hr) (Hp)
1 5 100 - 200 35 - 75 251.5 100 200 35 75 25
2.0 100 - 200 60 - 150 40
2.5 100 - 200 100 - 280 75
3.5 80 - 130 225 - 600 150
4.5 50 - 120 400 - 1200 200
6.0 50 - 100 750 - 2000 300Basado en 1.0 MI LLDPE película burbuja. Puede variar dependiendo del diseño de tornillo

PROBLEMAS DE DEGRADACIÓNGELES
Ó• DEGRADACIÓN:– TIEMPO– TEMPERATURA

OTROS ELEMENTOSOTROS ELEMENTOSS d t t d• Plato rompedor. Funciones:
– Provocar la ruptura del flujo laminar para favorecer la homogenizacion del
• Sensores de temperatura de masa y presión de masa.– Detectan los valores de para favorecer la homogenizacion del
fundido.– Rompe la linea de flujo, haciendo que
temperaturas y presion de la masa fundida.Ayudan a controlar elel fundido salga en linea recta y no
dando vueltas.– Soporte para la mallas o filtros: se
– Ayudan a controlar el proceso de extrusión.
– Pueden usarse Soporte para la mallas o filtros: se usa un sanduche de mallas, estando las mallas mas gruesas (20-40 mesh) en los extremos y malls finas:
registradores.microprocesadores
en los extremos y malls finas: 40,60,80 hasta 200 mesh en el centro.

Equipo de ExtrusiónEquipo de ExtrusiónTermocuplasTermocuplas
AdjustingScrew B dScrew Body
Hex Nut
Ungrounded Junction Surface Junction
Exposed Junction Grounded Junction

SISTEMA DE FILTRADOSSISTEMA DE FILTRADOS
• El sistema de filtrado consta de dos partes:– Plato rompedor: sirve como disruptor del flujo laminar, p p j ,
favoreciendo un fundido homogeneo.– Paquetes de mallas:
• Se usa combinaciones de mallas de diferentes medidas. Mesh: agujeros/pulg2. Se recomienda hacer un sanduche. Al exterior mallas gruesa 20-40 y al centro mallas finas: 60-80-exterior mallas gruesa 20-40 y al centro mallas finas: 60-80-etc.
• Numero mesh mayor: agujeros mas pequeños. Se tapa mas rapido.
• Las mallas producen restricción, permitiendo generar contrapresion. Esto garantiza la homogeneidad del fundidocontrapresion. Esto garantiza la homogeneidad del fundido

Calidad del fundidoCalidad del fundido• La tasa de plastificacion / fund. Debe ser mayor que
la tasa de bombeo, evitar bombear no fundido . Limite de las RPM Se pierde homogenizaciónLimite de las RPM. Se pierde homogenización.
V i i d t D b 1 F• Variaciones de temp. Deben ser menores + - 1 F

RESTRICCIÓN DE PRESIÓNCalidad del fundido
• La tasa de plastificación / fundido debe ser mayor que la tasa de bombeo, evitar bombear no fundido . Limite de las RPM Se pierde homogenizaciónLimite de las RPM. Se pierde homogenización.
•Variaciones de temp Deben sertemp. Deben ser menores + - 1 F

PLATO ROMPEDOR Y MALLASPLATO ROMPEDOR Y MALLAS
flujoj

CABEZALCABEZAL• SU TRABAJO ES FORMAR LA BURBUJA DEL MATERIAL FUNDIDO
DISTRIBUIR EL MATERIAL, SON OSCILANTES.
• DE ALIMENTACION LATERAL:DE ALIMENTACION LATERAL: – CENTRADO VARIA CON LOS CAMBIOS DE PRESION
– PRESENTA LINEAS DE SOLDADURA
– ALTOS RENDIMIENTOS
• DE ALIMENTACION AXIAL– CON ANILLOS DE SOPORTECON ANILLOS DE SOPORTE
• PELICULAS DE ESTRECHA TOLERANCIA EN EL ESPESOR
• APARECEN LINEAS DE SOLDADURA POR PATAS DE ARAÑA– CON CANAL EN ESPIRAL
• HOMOGENIZA MEJOR EL MATERIAL
• NO TIENE LINEAS DE SOLDADURA.
• COSTOSOS.

CABEZALES TÍPICOSCABEZALES TÍPICOS
• Diametro 6" to 28"
M d il i l• Mandril espiral
• Con Rotación
• Monocapa y extrusion• Monocapa y extrusion

CABEZALCABEZAL
MANDRIL EN ESPIRAL


Resolución problemas DADOResolución problemas DADO
• Mantener dado limpio • Ajustar para buena uniformidad espesorAjustar para buena uniformidad espesor• Reparar zonas dañadas• Ajustar temperaturas de dado para igualar
o superar la temperatura del fundidoo superar la temperatura del fundido

DADOS - LDPE/LLDPE
• tamaño del dado 25mm (1 in) - 2.3 ( )m ( 90 in) diameter
Apertura LDPE LLDPE– Apertura LDPE LLDPE• 0.6 - 1.0 mm 1.2 - 3.0
mmmm• 25 - 40 mils 50 - 120 mils
S i l d l Di• Spiral mandrel Die• Oscillate die or nip rollp