ENVASADO ASÉPTICO12
24
1 2015 Envasado aséptico
-
Upload
dany-sanchez-abanto -
Category
Documents
-
view
23 -
download
2
description
asdasd
Transcript of ENVASADO ASÉPTICO12

1
2015Envasado aséptico

2
UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE CIENCIAS AGROPECUARIAS
ESCUELA ING. AGROINDUSTRIAL
“AÑO DE LA PROMOCIÓN DE LA INDUSTRIA RESPONSABLE Y
EL COMPROMISO CLIMÁTICO”
TECNOLOGÍA DE LOS PRODUCTOS AGROINDUSTRIALES
DOCENTE:
JULIO CESAR ROJAS NACCHA
CICLO: VII
GUADALUPE –PERÚ
2015
EL ENVASADO ASÉPTICO

3
HISTORIA DEL ENVASADO ASEPTICO
Aunque el envasado aséptico de alimentos adquirió importancia durante las últimas dos
décadas, lo cierto es que se remontan sus orígenes a comienzos de siglo, para ser más
exactos a 1914 cuando se desarrollaron filtros esterilizantes para líquidos transparentes.
A finales de la primera guerra mundial, en Dinamarca se logró envasar asépticamente
leche esterilizada según un proceso no conocido.
En los años 40 se iniciaron los trabajos del Dr. Martin, que llevaron al desarrollo de un
sistema de producción de envase en latas esterilizadas por atmósfera de vapor
recalentado. En 1962 comienza a funcionar la primera máquina Tetra Pak y desde
entonces este sistema se ha impuesto alrededor del mundo, con casi 40 años de
experiencia.

4
EL PROCESO
Los productos a envasar deben por lo general esterilizarse previamente, antes de
llevarlos al proceso de envasado.
Para el caso de la leche UHT, esta se lleva a una temperatura de esterilización que se
encuentra entre los 140 a 145°C durante un corto tiempo y luego de unos segundos se
baja rápidamente la temperatura; estos cambios rápidos de temperatura garantizan matar
todas las bacterias, pero lo más importante es que no influye en las características
organolépticas de la leche, y los cambios en el contenido vitamínico son mínimos. Para
estos cambios rápidos de temperatura se utilizan básicamente dos métodos; una
inyección directa de vapor, o calentamiento indirecto por intercambiadores de calor. Para
este propósito se utilizan los intercambiadores tales como aparatos de placas o tubos, o
inyección de vapor en el producto que se va a envasar y respectivamente el de la
infusión del mismo en vapor, para obtener así un calentamiento rápido; así como para un
rápido enfriamiento, la infusión al vacío. Anteriormente en los EE.UU. se ha utilizado para
el envasado de sopas el intercambiador de placas.
El estado actual de la técnica aún se basa en estos métodos que, sin embargo ya han
sido perfeccionados, y han logrado un máximo de eficiencia.
La bobina de material pregrabado se desenrolla pasando el material a una primera
estación del formado y codificado, donde se imprimen los datos y códigos de producción.
En la siguiente estación del proceso se produce un sellado longitudinal aplicado sobre el
borde del material. Cuando el material llega a la parte superior del sistema se encuentra
con un ambiente rico en peróxido de hidrógeno; el polvo y otros contaminantes son
removidos de la parte interior del envase, paso anterior a la formación de un tubo que es
llenado con el producto, y el envase es preparado para un sellado longitudinal,
calentando el borde del material con un elemento calentado por aire esterilizado. El
sellado longitudinal es terminado en el anillo formador. El tubo pasa entonces alrededor
de un calentador que sube la temperatura hasta 1150°F este paso es muy importante ya
que produce una etapa de esterilización y evapora los residuos de peróxido de
hidrógeno.
Todo el sistema debe estar continuamente con un flujo de aire caliente y estéril. El paso
final se produce con un sellamiento horizontal, evitando que quede aire en el interior para

5
evitar una posterior oxidación del producto. El nivel de producto es automáticamente
controlado por la mordaza del llenador minimizando la espuma.
El sellado horizontal es producido por unas mordazas alternantes y calor por inducción,
además cuando una de las mordazas sostiene el tubo, se pasa una corriente eléctrica a
la capa de foil de aluminio, produciendo un sellado sobre la capa de polietileno.
Finalmente unas cuchillas cortan el envase del tubo y los envases individuales son
transportados al final de la estación donde los flaps de tapa y fondo son plegados y
sellados al cartón, formando una especie de ladrillo (brick) lo que da nombre a este
sistema.
EL FUTURO DE LA INVESTIGACION
A través de los años se ha investigado un gran número de procesos de esterilización de
materiales de empaque y envase; una parte de estos tienen hoy en día aplicaciones
prácticas. Estos procesos se subdividen en procesos químicos y físicos.
También en parte, estos procesos se combinan entre sí. La esterilización con soluciones
de peróxido de hidrógeno, ha tenido la mayor importancia; estas soluciones se utilizan ya
sea como líquidos en forma de aerosol o en forma de vapor. Las exigencias de una
mayor seguridad de la esterilización y una más amplia liberación de peróxido del
producto a envasar y de atmósfera de trabajo, se satisfacen mediante equipos modernos.
Adicionalmente, para la esterilización química se están aplicando algunos procesos
especiales, tales como el uso de ozono en el envasado esterilizado del vino, el uso de
mezclas de peróxido de hidrógeno y ácido peracético, o también para los tanques de
almacenaje estacionario y móvil, la esterilización con soluciones de cloro o yodo. Si los
productos a envasar registran un grado de acidez por debajo de 4.5, y, de este modo, no
se ven afectados por bacterias formadoras de esporas, entonces se pueden utilizar
métodos menos radicales.
Partiendo de los procesos físicos la radiación con rayos ultravioleta produce una fuerte
reducción de número de gérmenes, pero no un total acción bactericida debido a la
protección de sombra, siempre y cuando no se combinen con otro métodos.
La irradiación de empaques y materiales de empaque mediante rayos ionizados se aplica
únicamente fuera de la maquinaria de empaques. El calor seco, que arroja solamente un
6
efecto moderado de esterilización, produce únicamente una acción bactericida segura a
combinar altas temperaturas con procesos de larga duración y ésta sólo es adecuada
para materiales de alta carga térmica, tales como el vidrio y el metal.
En este campo, se debe mencionar también el efecto térmico que se alcanza en la
extrusión de botellas de plástico, el cual, al hacer una adecuada utilización del mismo,
origina una esterilización aprovechable de los recipientes. Ya se mencionó la
esterilización de latas en una atmósfera de vapor recalentado, en la que la temperatura
de la superficie superior, aumenta hasta aproximadamente 200°C.
El vapor saturado tiene muy buen efecto de esterilización, pero tiene la desventaja de
que su aplicación debe hacerse bajo alta presión. El uso se lleva a cabo individualmente
al tratarse de recipientes con resistencia térmica, tales como vasos de polipropileno o
materiales de empaque como los cierres de hojalata para las botellas de gas. Las
mezclas atmosféricas del aire recalentado y vapor acuoso son suficientes para la
esterilización de latas combinadas utilizadas en el envasado de jugos de fruta.
Existe en la actualidad una serie de máquinas de empaque aséptico que, desde luego, se
diferencian mucho en lo concerniente al modo de funcionamiento, forma de empaque,
sistema de llenado, tipo de cierre, técnicas de esterilización y conservación de la
esterilización, perfección, sistemas de control y rendimiento.
El rendimiento varía desde algunos empaques por hora de llenado de bolsas grandes en
cajones y barriles, pasando por cantidades de 10.000 a 12.000 empaques/hora, cuando
se trata de empaques de cajitas y latas combinadas termo selladas, hasta alcanzar
27.000-30.000 empaques/hora cuando se refiere a latas y vasos de plástico, con una
capacidad de envasado que oscila entre los 100 y 200 ml. Se ha llegado a velocidades
de llenado de hasta 115.000 unidades por hora (Vasitos de crema)
A pesar de los altos gastos y los costos que se derivan, cada vez más se imponen
sistemas de una mayor perfección, precisamente porque en el campo de las aplicaciones
asépticas, la seguridad es la máxima divisa.
Existen máquinas con las que se puede controlar automáticamente cada uno de los
parámetros de importancia y registrar los datos más esenciales del proceso productivo.
Se encuentran actualmente en pleno desarrollo, sistemas libremente programables que

7
controlan el proceso de limpieza de los órganos de envase, así como la pre-esterilización
y la producción.
¿ QUE SE PUEDE ESPERAR EN EL FUTURO?
Para el empaque aséptico, básicamente está disponible en la actualidad todo tipo de
empaque que se requiera; pero con seguridad, el futuro nos deparará variantes
adicionales que se adapten a las necesidades del mercado y a las exigencias de los
consumidores, con el objeto de mejorar la seguridad del sellado o aumentar la
comodidad, por ejemplo, al abrir y cerrar nuevamente. Sin duda alguna, se continuarán
haciendo esfuerzos para poder supervisar automáticamente la calidad de los empaques
asépticamente envasados, pero esencialmente su hermeticidad.
Algunos de los procesos de esterilización, hoy día aplicados en los materiales de
empaque, envases y máquinas proveen una muy alta seguridad microbiológica, que no
es inferior a ninguna de las técnicas convencionales de conservación. También en este
campo, el futuro traerá algunos perfeccionamientos que concuerdan con las tareas a
realizar a fin de minimizar efectos secundarios y una reducción de los operarios.
Nuevos procesos son aplicados con frecuencia, sin necesidad de eliminar totalmente los
métodos competitivos existentes. Por su parte, la competencia obliga a que estos
procesos continúen desarrollándose. Con seguridad, esto tiene también validez en los
métodos del envasado en algunos campos, una importante penetración en el mercado, y
aún existe un buen potencial de crecimiento. Los métodos de envasado aséptico
compiten con procesos muy variados, tales como la distribución de productos frescos
(leche fresca, leche H), la esterilización térmica convencional, mediante envasado
caliente, pos pasteurización o esterilización en autoclave, la conservación mediante
secado y también por congelación.
El envasado aséptico puede originar aplicaciones en todos estos sectores, siempre y
cuando pueda suministrar productos mejores y más baratos.
Se insinuó que el envasado aséptico puede extenderse también al sector de los
materiales sólidos expuestos a ataques microbiológicos. Pero sin lugar a dudas, esto
constituye una lejana meta, debido a que todavía no existen las instalaciones adecuadas
tanto para la pre-esterilización como para el envasado esterilizado. Por el contrario, una
meta más próxima es el envasado aséptico de líquidos y pastas que contienen materiales

8
sólidos.Ya se envasan asépticamente algunos productos con partículas pequeñas: jugos
de fruta con fibras de fruta, yogurt con frutas y partes de frutas, pudín con arroz y tapioca
y sopas con pequeños suplementos, tomates cortados en salsa. Se están llevando a
cabo trabajos de investigación para mezclas con trozos más grandes. Tal como se
mencionó, se lograron mejoras en la aplicación de equipos de pre-esterilización de
trabajo continuo.
¿SE CUMPLEN LOS REQUERIMIENTOS LEGALES Y SANITARIOS?
Los requerimientos sanitarios son cumplidos por los sistemas asépticos de envasado, ya
que por el proceso se garantiza acabar con las bacterias; en relación con la cantidad de
peróxido de hidrógeno presente en el producto, se tiene como ejemplo que la FDA en los
EE.UU. no permite más de 0,1 partes por millón.
ECOLOGIA
Los envases asépticos presentan los mismos problemas de todos los empaques, la
recogida, la limpieza y el procesamiento, en el campo de los empaques tipo brick, se han
llegado a utilizar los empaques usados, para fabricar elementos de amoblamiento
urbano, e inclusive como carga con resina poliéster para pisos y pavimentos de gran
resistencia, disminuyendo los costos frente a materiales

9
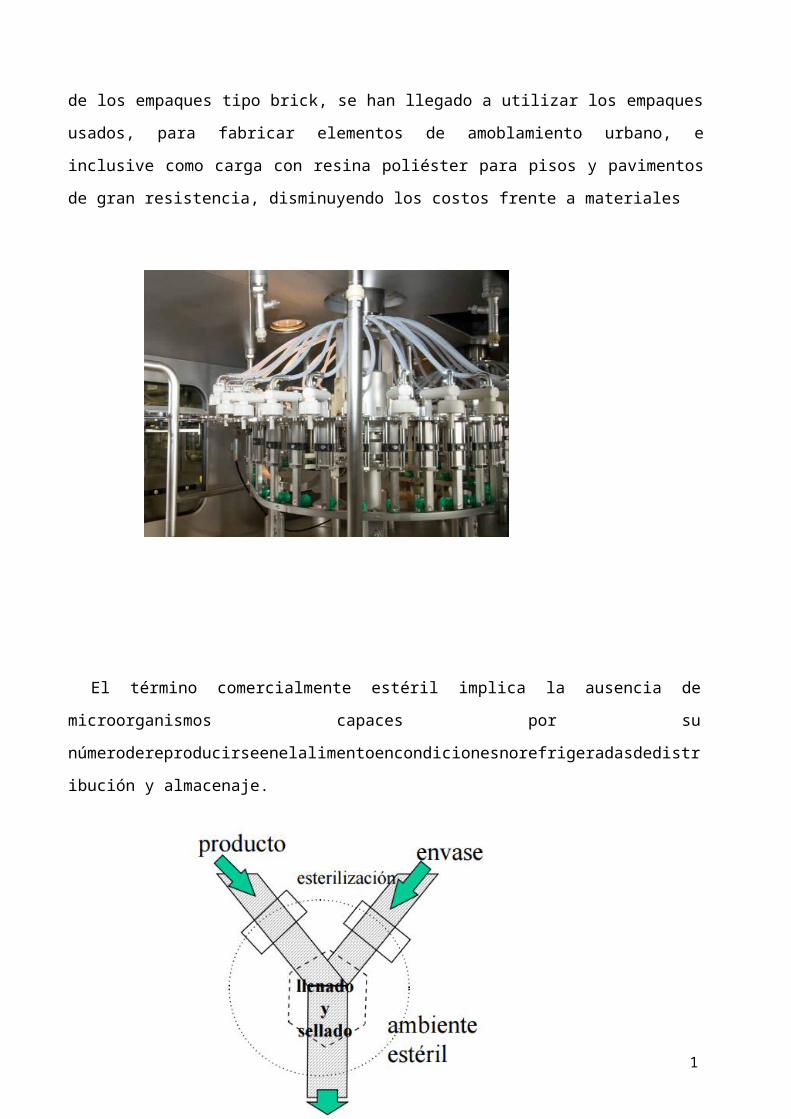
El término comercialmente estéril implica la ausencia de microorganismos capaces por
su númerodereproducirseenelalimentoencondicionesnorefrigeradasdedistribución y
almacenaje.
Ap li cac i on e s:
1. Envasado de productos pre- esterilizados (leche, jugos, sopas, etc.)
2. Envasado de productos no estériles para evitar infección (yogurt).
R a z on e s de uso:
1. Utilizar envases que no permiten ser esterilizados con el producto.
2. Poder utilizar la técnica HTST (alta temperatura-corto tiempo)
3. Extender la vida de anaquel a temperatura ambiente.

10
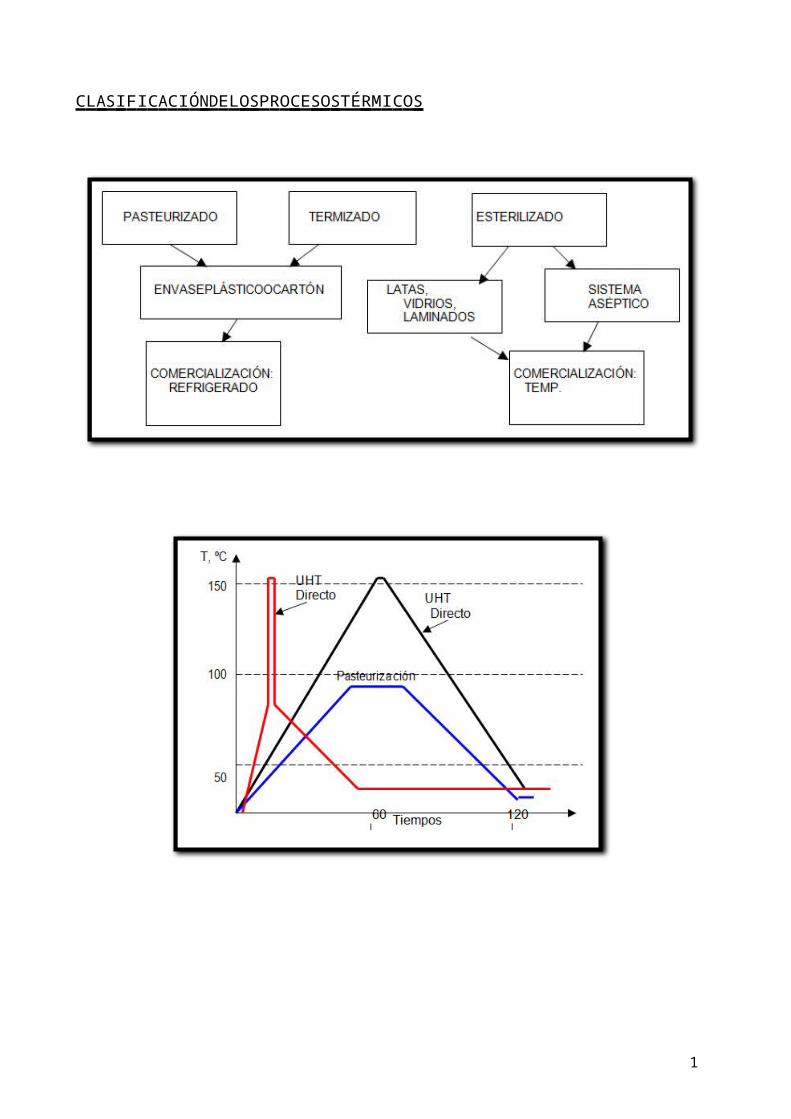
CL AS IFICACIÓ NDEL O SPRO CE S O STÉ RMICO S
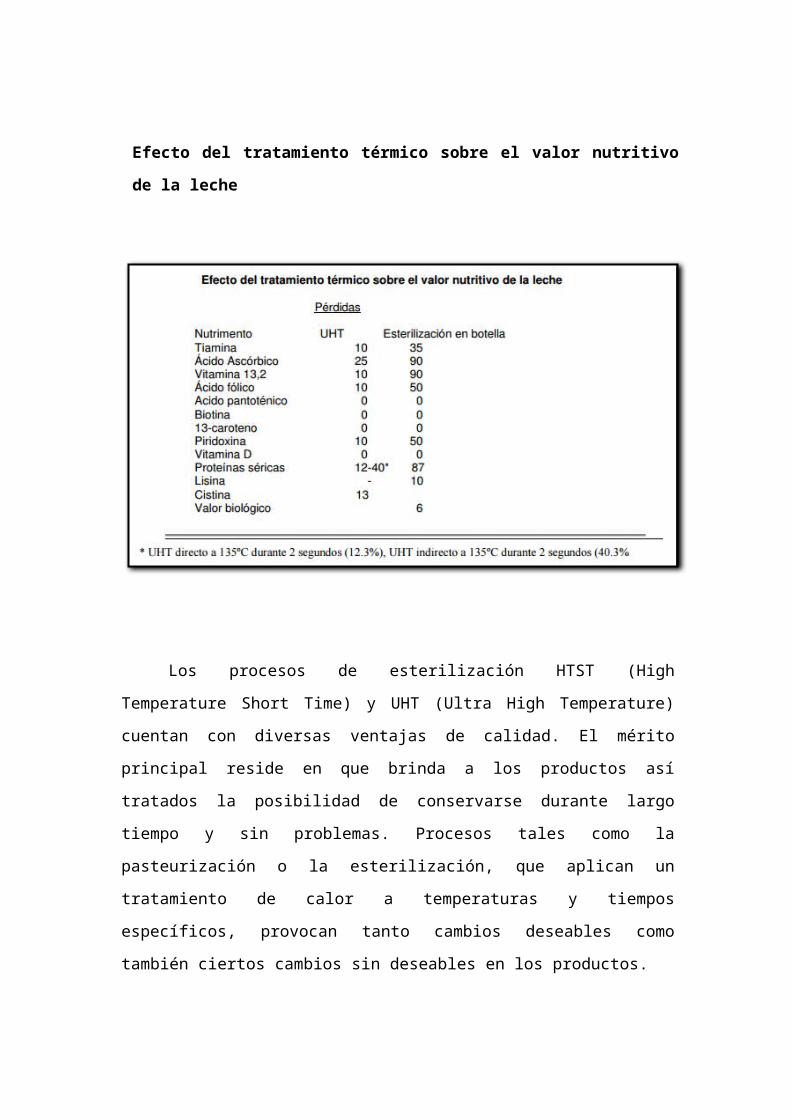
Efecto del tratamiento térmico sobre el valor nutritivo de la leche
Los procesos de esterilización HTST (High Temperature Short Time) y
UHT (Ultra High Temperature) cuentan con diversas ventajas de calidad. El
mérito principal reside en que brinda a los productos así tratados la
posibilidad de conservarse durante largo tiempo y sin problemas. Procesos
tales como la pasteurización o la esterilización, que aplican un tratamiento de
calor a temperaturas y tiempos específicos, provocan tanto cambios
deseables como también ciertos cambios sin deseables en los productos.
Cambios deseables son la inactivación de enzimas y de microorganismos
viables con sus esporas.
Los efectos indeseables incluyen cambios en el sabor, olor, textura, y
reducción de nutrimentos.
Los métodos de procesamiento que traen aparejados estos efectos
encontrados, deben ser optimizados en términos de su relación tiempo-

temperatura para promover los cambios deseables mientras se minimiza el
grado de cambios indeseables en el producto.
P
RINCIPIO SDEE S TE RIL IZAC
IÓ N
Es conocido que para describir la muerte térmica de microorganismos se
utiliza una ecuación de primer orden:
dN/
d
t=kN
pág. 12
Donde N= número de esporas viables. Graficando logN vs. Tiempo se
obtiene una recta, denominándose Dal tiempo necesario para que N se
modifique en un factor de 10.
Es común tomar en esterilización el valor de Da 121.1ºC.
Si se grafica logD vs. Temperatura se obtiene también una recta conocida
como curva de destrucción térmica (TD) que es específica para cada
microorganismo en cada medio. La inversa negativa de la
pendientedeTDseconocecomoz.Enotraspalabraszeselcambiodetemperatura
necesario para que D se modifique 10 veces en su valor (un ciclo
logarítmico).
Como en la práctica la temperatura de un alimento durante el tratamiento
térmico varía con el tiempo, para comparar las capacidades de esterilización
relativas de distintos procesos se utiliza la unidad de letalidad. Por
conveniencia esa unidad se estableció como 121.1ºC (250ºF). La letalidad
total o “valor de esterilización” se denomina F.
Por ejemplo, un Fo=3 indica que el
procesoessimilaramantenera121.1ºCdurante3minutosal alimento.
Considerado un requerimiento de proceso, Foestá determinado
por la relación:
Fo=D(logNo–logNf)=F10(T-121.1)/z
Siendo Noy Nf el número inicial y final de microorganismos,
respectivamente.
Ejemplo: Alimentos con baja acidez requieren mínimo un Fo=2.8. En el caso
de tratamiento aséptico se compara el valor z de la destrucción microbiana
pág. 13
con el valor z de la pérdida de calidad (nutrientes, color, etc.). En el primer
caso un valor común es z=10ºC y en el segundo z= 33ºC. Para describir el
deterioro en calidad en vez de Fo.
Co=C10
(T-
100)/z
SISTEMA ASÉPTICO BÁSICO
Es un diagrama de un sistema aséptico simplificado, el producto crudo o sin procesar
se producto crudo calienta, se esteriliza al esteriliza mantenerlo a alta temperatura por
una cantidad de tiempo predeterminada, luego se enfría y se pasa a la unidad
llenadora para su envasado.
La esterilidad comercial se mantiene a través del sistema, desde el momento en que
el producto se calienta hasta la descarga de envases cerrados herméticamente.
pág. 14

REQUERIMIENTOS
Para que el procesamiento y envasado aséptico de alimentos sea satisfactorio se
requieren como mínimo las siguientes condiciones o requisitos:
EQUIPO ESTERILIZABLE
PRODUCTO ESTERIL
ENVASES ESTERILES
AMBIENTE ESTERIL EN LA UNION PRODUCTO-ENVASE
EQUIPO DE CONTROL Y REGISTRO
MANEJO ADECUADO DE ENVASES TERMINADOS
TRATAMIENTOS HTST
Son técnicas de preservación de alimentos líquidos mediante suexposición a un breve
e intenso calentamiento, normalmente a temperaturas en el rango de 135-140ºC. Esto
mata a todos los microorganismos que podrían de otra manera afectar a la salud
humana y/o destruir los productos.
Son procesos continuos que tienen lugar en un sistema cerrado que previene que el
producto sea contaminado por microorganismos presentes en el ambiente. El producto
pasa a través de pasos de calentamiento y enfriamiento en rápida sucesión, el
envasado aséptico para evitar la reinfección del producto, es una parte inherente al
proceso.
El principio de conservación se basa en la inactivación de los agentes microbianos y
enzimáticos mediante la acción de la temperatura. Según la acidez del producto, se
pueden calcular los tiempos y las temperaturas necesarias para evitar deterioro y
mantener sus propiedades organolépticas.
pág. 15

El óptimo es que los tiempos de calentamiento a temperaturas elevadas se reduzcan
al mínimo. No solo con un particular calentamiento se garantiza la calidad, sino
además con un rapidísimo enfriamiento de la masa estéril antes de entrar en el
contenedor final.
La combinación de temperatura y de tiempo de retención es muy importante, ya que
determina la intensidad del tratamiento térmico.
ESTERILIZACIÓN ANTES DE PRODUCCIÓN
La producción de un alimento comercialmente estéril no puede asegurarse a menos
que el sistema de procesamiento y la llenadora hayan sido adecuadamente
esterilizados antes de empezar la producción.
Es importante que el sistema sea lavado cuidadosamente antes de la esterilización,
de otra manera el proceso puede no ser efectivo. Cuando se usa agua, esta se
calienta en el calentador del producto y luego se bombea por la tubería y el equipo
hasta (y generalmente más allá) la válvula de conexión de la llenadora.
Todas las superficies de contacto con el producto después del calentador del
producto tienen que mantenerse a, o por encima de, la temperatura especificada por
medio de la circulación continua de agua caliente por un periodo de tiempo requerido
pág. 16

CONTROL DE FLUJO
Bombeo de producto
El tiempo de esterilización o tiempo de residencia, según lo indicado en el proceso
establecido, está directamente relacionado con la velocidad de flujo de la partícula
que se mueve más rápidamente a través del sistema. La partícula más rápida es una
función de las características de flujo del alimento.
En consecuencia, el proceso tiene que estar diseñado, para asegurar que el producto
fluye a través del sistema a una velocidad uniforme y constante, de tal forma que la
partícula más rápida del alimento reciba por lo menos la cantidad de calor mínima por
el tiempo mínimo especificado para el proceso establecido
EQUIPOS PARA TRATAMIENTO HTST(altastemperaturas-tiemposcortos)
1. INDIRECTOS
TUBULARES
PLACASPLANAS
pág. 17

SUPERFICIE RASCADA/AGITADA
pág. 18