
Elaboración de un programa mediante la utilización del Software STEP7
13
Facultad de Ingeniería en Sistemas, Electrónica e Industrial INFORME DE LABORATORIO 2 CARRERA: INGENIERÍA INDUSTRIAL Y PROCESOS DE AUTOMATIZACIÓN ÁREA ACADÉMICA: ELECTRÓNICA LÍNEA DE INVESTIGACIÓN: AUTOMATIZACIÓN CURSO Y PARALELO: SÉPTIMO “A” INDUSTRIAL INTEGRANTES: LASCANO LLIVISACA JEFERSON JAVIER SANABRIA BARRAGÁN JACQUELINE JOHANNA MÓDULO Y DOCENTE: PLC´S ING. EDWIN MORALES UNIVERS IDAD TÉCNICA
-
Upload
bladimirch-wbs -
Category
Documents
-
view
218 -
download
2
description
utilización del Software STEP7
Transcript of Elaboración de un programa mediante la utilización del Software STEP7
Facultad de Ingeniería en Sistemas, Electrónica e
Industrial
INFORME DE LABORATORIO 2
CARRERA: INGENIERÍA INDUSTRIAL Y PROCESOS DE AUTOMATIZACIÓN
ÁREA ACADÉMICA: ELECTRÓNICA
LÍNEA DE INVESTIGACIÓN: AUTOMATIZACIÓN
CURSO Y PARALELO: SÉPTIMO “A” INDUSTRIAL
INTEGRANTES: LASCANO LLIVISACA JEFERSON JAVIER SANABRIA BARRAGÁN JACQUELINE JOHANNA
MÓDULO Y DOCENTE: PLC´S ING. EDWIN MORALES
1. TEMA: Elaboración de un programa mediante la utilización del Software STEP7
2. OBJETIVOS:
UNIVERSIDAD
TÉCNICA
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
GENERAL:
Desarrollar un programa donde represente la conexión de un motor el mismo que funcionará cuando se presione el botón de puesta en marcha, a través de una práctica de laboratorio realizada en el software STEP7.
ESPECÍFICOS:
Determinar las variables necesarias para programar el circuito propuesto en el software STEP7, mediante la revisión del manual adquirido.
Analizar el enunciado para establecer las conexiones necesarias y el uso de cada uno de los elementos con el fin de armar el circuito mediante una simulación en el software STEP7.
3. RESUMEN
El presente informe contiene información básica sobre el uso del PLC S7-1200 además del software de SIEMENS en el cual se usará elementos como contactos NO, NC, bobinas, etc. También se ilustrará los pasos necesarios para realizar una excelente práctica utilizando el programa (STEP7), para ello se realiza el diseño del circuito con una programación y posteriormente realizar la compilación y subida al PLC mediante un cable Ethernet desde el ordenador hasta el PLC del programa. Para mejor entendimiento es importante conocer la estructura general de nuestra actividad y el enfoque de trabajo que hemos concertado para dar respuesta a los objetivos propuestos al inicio. En esta parte se sintetizan los antecedentes y se fundamenta la importancia de la realización del informe como reseña de los resultados obtenidos, una vez diseñado y revisado el funcionamiento del programa, gracias a la intervención de los miembros del grupo el funcionamiento fue el esperado.
4. PALABRAS CLAVES
PLC S7-1200, STEP7, contactos, válvula, célula, software.
5. INTRODUCCIÓN
El PLC Siemens S7-1200, es un controlador modular para tareas de automatización sencillas. Tiene una gama de paneles que se integran en un software de desarrollo. Incluye ventajas como la interfaz Profinet Integrada es el estandar abierto de
2
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
Industrial Ethernet (TCP/IP) Esta interfaz permite la programación y la comunicación con los paneles HmI Basic Panels, haciendo un entorno sencillo y flexible que promete una fácil integración con equipos de otros fabricantes. La desventaja es que a diferencia de S-300, Logo, este PLC, no ofrece la simulación en su ambiente de desarrollo [1].Antes de realizar la práctica se debe observar que el PLC este en buenas condiciones y posteriormente se procede a desarrollar el programa el cual trata de un motor que funcionará cuando se presiona el botón de puesta en marcha además cuando la célula detecta una botella el motor se detiene y realizará varias acciones como: abrir la válvula durante 2 segundos y llenar la botella, cuando se detecta nivel bajo el piloto de alarma lucirá con flash de 2 segundos, entre otras.
6. MARCO TEÓRICO
PLC S7-1200
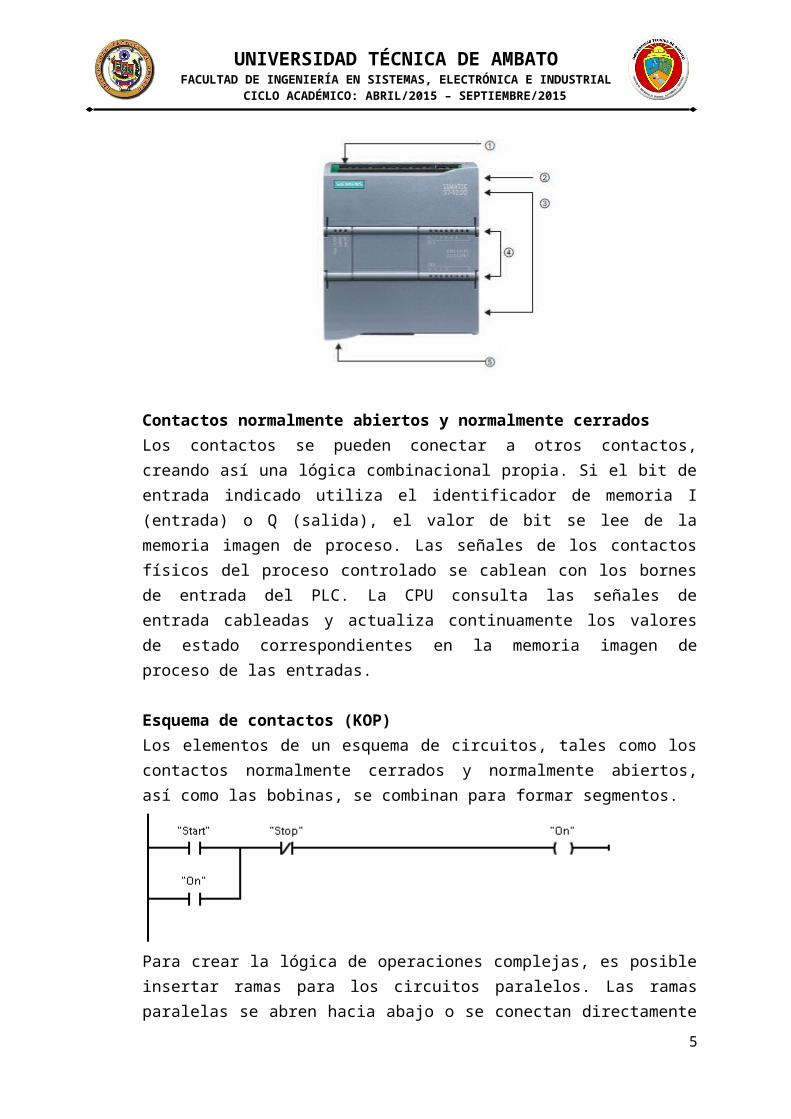
El controlador S7-1200 ofrece la flexibilidad y potencia necesarias para controlar una gran variedad de dispositivos para las distintas necesidades de automatización. Gracias a su diseño compacto, configuración flexible y amplio juego de instrucciones, el S7-1200 es idóneo para controlar una gran variedad de aplicaciones.La CPU incorpora un microprocesador, una fuente de alimentación integrada, circuitos de entrada y salida, PROFINET integrado, E/S de control de movimiento de alta velocidad y entradas analógicas incorporadas, todo ello en una carcasa compacta, conformando así un potente controlador. Una vez cargado el programa en la CPU, ésta contiene la lógica necesaria para vigilar y controlar los dispositivos de la aplicación. La CPU vigila las entradas y cambia el estado de las salidas según la lógica del programa de usuario, que puede incluir lógica booleana, instrucciones de contaje y temporización, funciones matemáticas complejas, así como comunicación con otros dispositivos inteligentes.
3
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
Contactos normalmente abiertos y normalmente cerradosLos contactos se pueden conectar a otros contactos, creando así una lógica combinacional propia. Si el bit de entrada indicado utiliza el identificador de memoria I (entrada) o Q (salida), el valor de bit se lee de la memoria imagen de proceso. Las señales de los contactos físicos del proceso controlado se cablean con los bornes de entrada del PLC. La CPU consulta las señales de entrada cableadas y actualiza continuamente los valores de estado correspondientes en la memoria imagen de proceso de las entradas.
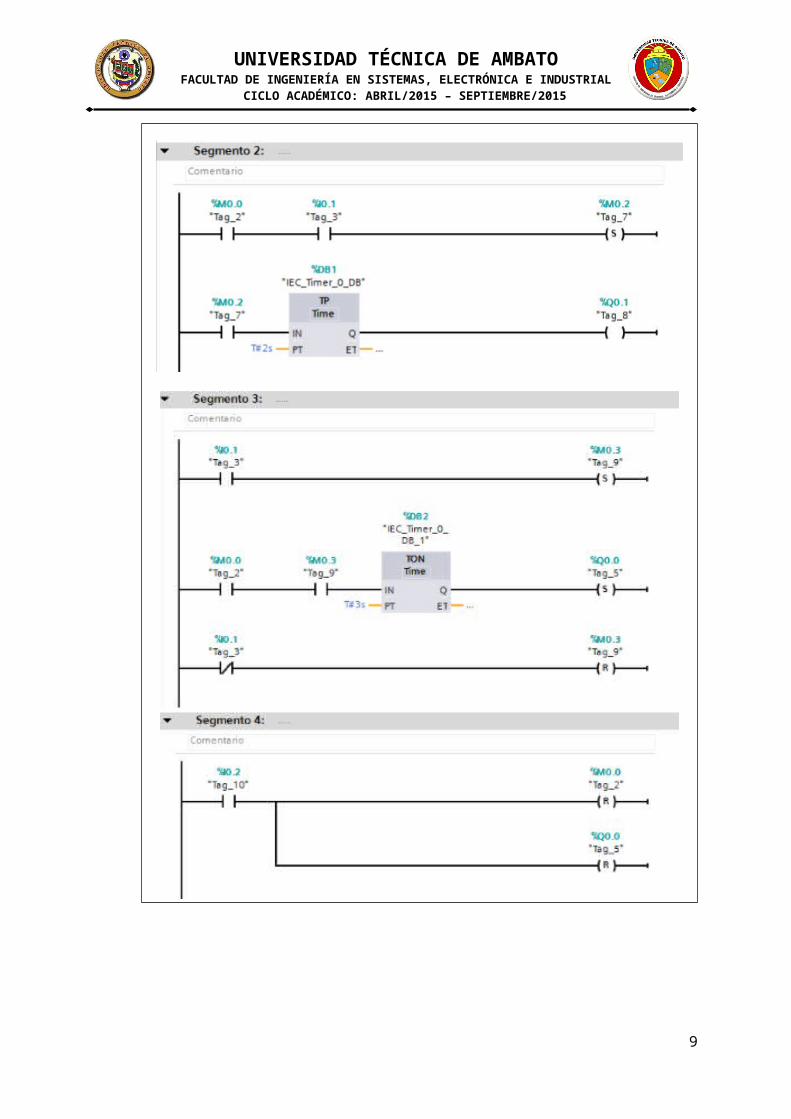
Esquema de contactos (KOP)Los elementos de un esquema de circuitos, tales como los contactos normalmente cerrados y normalmente abiertos, así como las bobinas, se combinan para formar segmentos.
Para crear la lógica de operaciones complejas, es posible insertar ramas para los circuitos paralelos. Las ramas paralelas se abren hacia abajo o se conectan directamente a la barra de alimentación. Las ramas se terminan hacia arriba.KOP ofrece instrucciones con cuadros para numerosas funciones matemáticas, temporizadores, contadores y transferencia.STEP 7 no limita el número de instrucciones (filas y columnas) de un segmento KOP.
MotoresLos motores industriales representan la mejor solución en aplicaciones que exigen motores de baja y alta tensión, pues son proyectados para atender las más severas aplicaciones, representando una solución segura y de fácil mantenimiento. Ofrece también facilidades para la intercambiabilidad con motores existentes.Poseen alta confiabilidad y seguridad, asociada a largos intervalos sin necesidad de mantenimiento [2].
4
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
Células de Carga IndustrialesHay una gran variedad de células de carga industriales de diferentes fabricantes como: MEAS. SPEC., LORENZ, AEP, AST, etc., los cuales están disponibles en el mercado. Además permite contar con rangos desde 1 kg a 200 T, con linealidad de hasta el 0.03 %, protección IP68 en acero inoxidable y sellado por láser.Existen acondicionadores para estas células, con o sin display, en caja industrial o DIN, de una a cuatro células con una misma electrónica.
Aplicaciones: Ensayo de estructuras, pesaje, medida de fuerza en diferentes tipos de máquinas, estampadoras, prensas, plataformas, maquinaria de papel, maquinaria de corte, etc [3].
Válvula IndustrialEs el tipo de válvula que como elemento mecánico se emplea para regular, permitir o impedir el paso de un fluido a través de una instalación industrial o máquina de cualquier tipo.
Componentes de una válvula
Cuerpo: Es la parte a través de la cuál transcurre el fluido.
Obturador: Es el elemento que hace que la sección de paso varíe, regulando el caudal y por tanto la pérdida de presión.
Accionamiento: Es la parte de la válvula que hace de motor para que el obturador se sitúe en una posición concreta. Puede ser motorizado, mecánico, neumático, manual o electromagnético.
Cierre: Une el cuerpo con el accionamiento. Hace que la cavidad del cuerpo y del obturador (donde hay fluido) sea estanco y no fugue.
Vástago: Es el eje que transmite la fuerza del accionamiento al obturador para que este último se posicione [4].
7. MATERIALES Y PROCEDIMIENTO
5
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
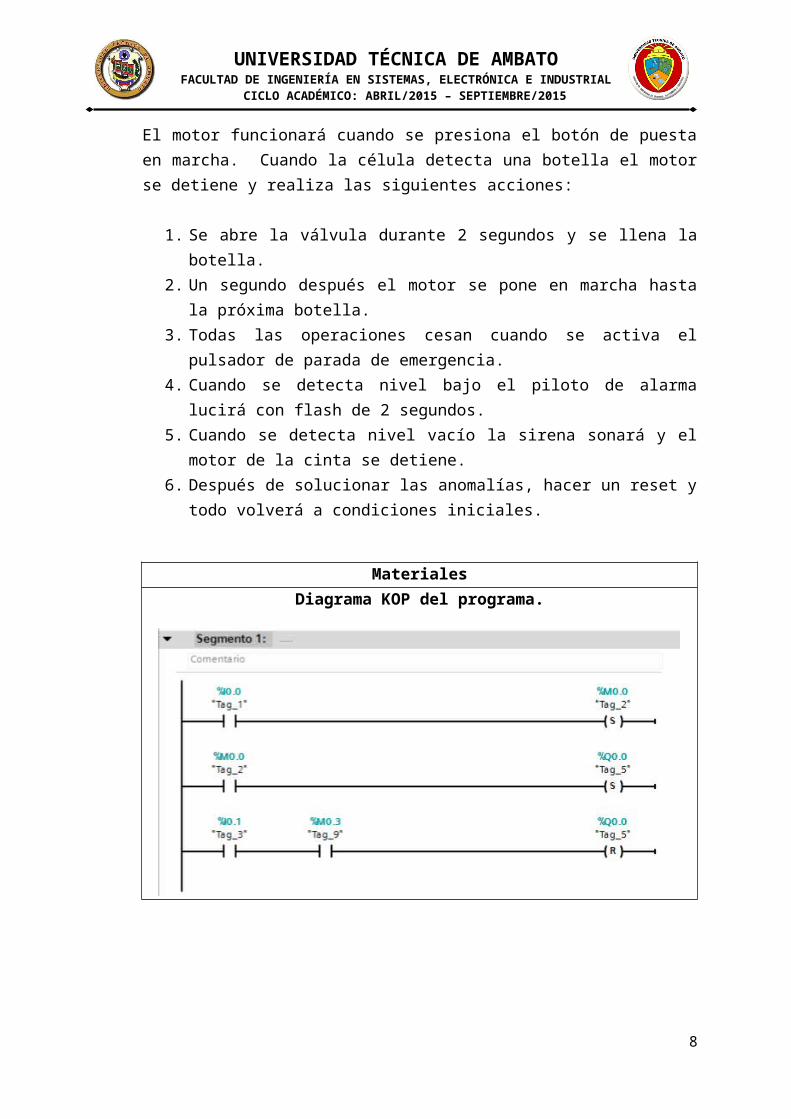
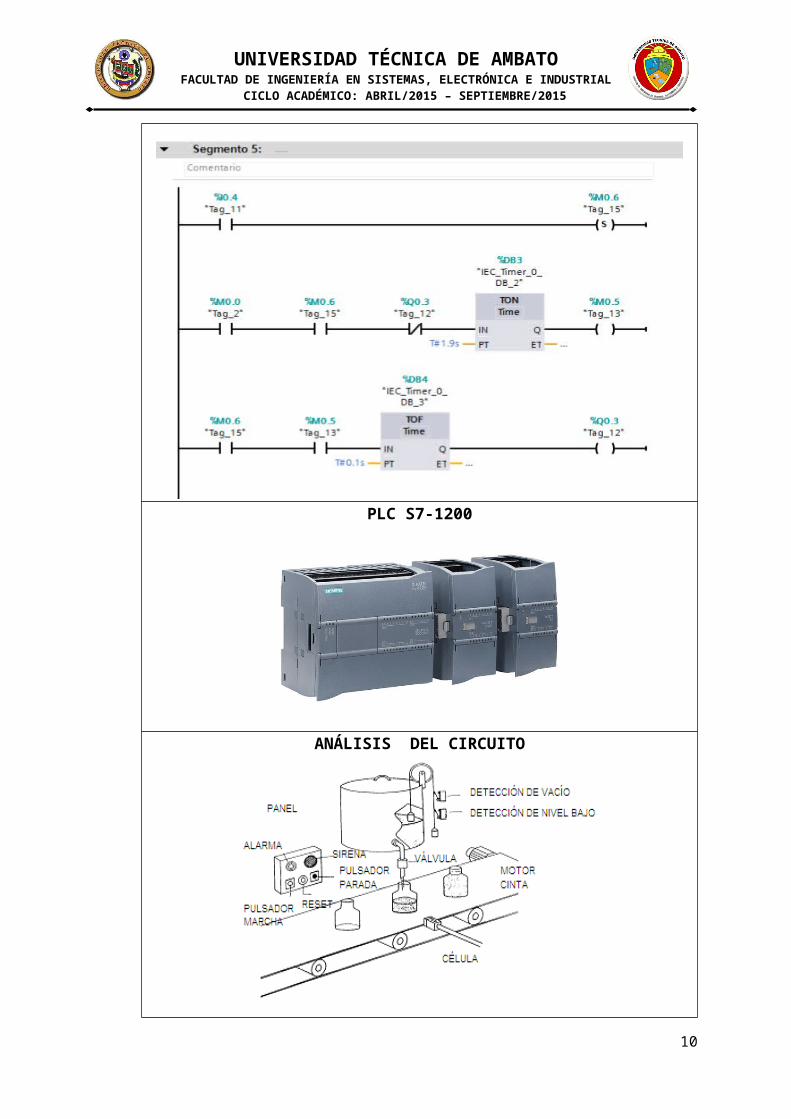
El motor funcionará cuando se presiona el botón de puesta en marcha. Cuando la célula detecta una botella el motor se detiene y realiza las siguientes acciones:
1. Se abre la válvula durante 2 segundos y se llena la botella.2. Un segundo después el motor se pone en marcha hasta la próxima botella.3. Todas las operaciones cesan cuando se activa el pulsador de parada de
emergencia.4. Cuando se detecta nivel bajo el piloto de alarma lucirá con flash de 2
segundos. 5. Cuando se detecta nivel vacío la sirena sonará y el motor de la cinta se
detiene.6. Después de solucionar las anomalías, hacer un reset y todo volverá a
condiciones iniciales.
MaterialesDiagrama KOP del programa.
6
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
7
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
PLC S7-1200
ANÁLISIS DEL CIRCUITO
Procedimiento
1. Se analizó previamente el funcionamiento del circuito, tanto el control manual, como el control automático y el número de variables que era necesario emplear.
2. Se investigó el funcionamiento de cada uno de los elementos que forman parte del circuito y del software.
3. Se procedió a programar el circuito de control manual y control automático, tomando en cuenta las variables de entrada y salida necesarias para el óptimo funcionamiento del programa.
4. Se compiló y subió el software al PLC.
5. Se puso a prueba el software mediante el accionamiento de interruptores del PLC, observando el correcto funcionamiento del programa según lo estipulado en el enunciado anterior.
8
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
8. RESULTADOS Y DISCUSIÓN
Al momento de realizar la práctica se debe observar que el PLC este en buenas condiciones y operable, luego se verifica el software STEP7 y que este tenga una correcta conexión e identifique al PLC, luego se procede con la programación del circuito y con la compilación de este en el PLC para finalmente proceder con la testeada del software en el PLC con los interruptores que este tiene en el banco de trabajo, para confirmar el correcto funcionamiento del circuito.
9. CONCLUSIONES
Se determinó las variables necesarias para la programación del circuito propuesto por lo que se realizó el programa en el cual se mostró la conexión de un motor y las acciones que éste realiza.
Se analizó el enunciado propuesto por lo que se estableció las conexiones necesarias para el correcto funcionamiento del programa además se realizó varias simulaciones en el software STEP7.
10. LINKOGRAFÍA
[1] J. León, «Automatización PLC,» 10 2013. [En línea]. Available: http://www.jorgeleon.terradeleon.com/automatizacion/PLC_2/index.html.
[2] P. Vélez, «Motores,» 11 2012. [En línea]. Available: http://www.weg.net/ec/Productos-y-Servicios/Motores-Electricos.
[3] P. Balladares, «Células de cargas industriales,» 06 2013. [En línea]. Available: http://www.sensing.es/Celulas_de_Carga_Industriales_Cm.htm.
[4] D. Sánchez, «Válvula Industrial,» 05 2013. [En línea]. Available: https://es.slideshare.net/V%C3%A1lvula_industrial.
11. ANEXOS
9
UNIVERSIDAD TÉCNICA DE AMBATOFACULTAD DE INGENIERÍA EN SISTEMAS, ELECTRÓNICA E INDUSTRIAL
CICLO ACADÉMICO: ABRIL/2015 – SEPTIEMBRE/2015
10


















