Elaboración de materiales compuestos a base de fibras ...
90
Instituto Politécnico Nacional Unidad Interdisciplinaria de Ingenierías Guanajuato Elaboración de materiales compuestos a base de fibras orgánicas con posibles aplicaciones aeronáuticas Tesis para obtener el grado de: Ingeniero en Aeronáutica Jesús Ángel Peñaloza Nieblas Asesor: Dra. Isis Rodríguez Sánchez 16/ENERO/2015
Transcript of Elaboración de materiales compuestos a base de fibras ...
Instituto Politécnico Nacional Unidad Interdisciplinaria de Ingenierías Guanajuato
Elaboración de materiales compuestos a base de fibras orgánicas con posibles aplicaciones
aeronáuticas Tesis para obtener el grado de:
Ingeniero en Aeronáutica
Jesús Ángel Peñaloza Nieblas Asesor: Dra. Isis Rodríguez Sánchez
16/ENERO/2015
2
Índice
1 Resumen .............................................................................................................. 3 1.1 Abstract ............................................................................................................. 5 2 Introducción ......................................................................................................... 6 3 Objetivos Específico ........................................................................................... 9 4 Marco Teórico .................................................................................................... 11 4.1 Propiedades de los materiales compuestos ............................................... 12 4.10 Materiales Compuestos con Fibras Discontinuas y Orientadas al Azar . 19 4.11 Fibras naturales ............................................................................................ 20 4.12 Lirio ................................................................................................................ 21 4.2 Clasificación de los materiales compuestos en función de su matriz ...... 14 4.3 ¿Cuáles son los componentes de los materiales compuestos? ............... 14 4.4 Propiedades de las matrices ......................................................................... 15 4.5 El material de refuerzo ................................................................................... 16 4.6 Materiales Compuestos Reforzados con Partículas ................................... 16 4.7 Materiales Compuestos Estructurales ......................................................... 17 4.8 Materiales Compuestos Reforzados con Fibras ......................................... 17 4.9 Influencia de la Longitud de la Fibra ............................................................ 18 5 Diseño de Experimentos .................................................................................. 23 5.1 Materiales ........................................................................................................ 24 5.2 Elaboración de los moldes ............................................................................ 24 5.2.1Molde de probetas de tensión ..................................................................... 24 5.2.2Molde para probetas de humedad y flamabilidad ..................................... 25 5.2.3Molde de probetas de impacto, análisis microscópico y TGA. ............... 26 5.3 Preparación de probetas para ensayos mecánicos. ................................... 28 5.4.1Prueba de Tensión ....................................................................................... 32 5.4.2 Prueba de Impacto (Charpy) ...................................................................... 34 5.4Ensayos mecánicos ........................................................................................ 32 5.5.1Prueba de flamabilidad ................................................................................ 36 5.5.2 Prueba de Absorción de Agua ................................................................... 38 5.5.3 Prueba de Análisis Microscópico .............................................................. 39 5.5.4 Prueba de Análisis TGA .............................................................................. 39 5.5Caracterización Fisicoquímica ....................................................................... 36 6 Resultados ......................................................................................................... 40 6.1 Prueba de Tensión ......................................................................................... 41 6.2 Prueba de Absorción de agua ....................................................................... 58 6.3 Prueba de flamabilidad .................................................................................. 62 6.4 Análisis Microscópico ................................................................................... 68 6.5 Análisis TGA ................................................................................................... 76 7 Investigación a futuro y sugerencias .............................................................. 78 8 Conclusiones ..................................................................................................... 83 9.Bibliografía ......................................................................................................... 89
3
1 Resumen
4
Se realizó un material compuesto a partir de fibras orgánicas de lirio y resina de
poliéster, con la finalidad de realizar un material compuesto que cumpla la función
de núcleo en una estructura tipo sandwich. La elección de estos materiales fue
debido a su baja densidad, bajo costo, fácil. Con el cambio climático el lirio invade
cada vez más espacios en todo el mundo y va a seguir creciendo, el impacto que
estas plantas causan en lagos y charcas si no se mantienen bajo control es muy
grave, ya que pueden cubrir en su totalidad grandes extensiones de agua,
impidiendo que la luz del sol llegue a las plantas acuáticas nativas y agotando el
oxígeno del agua.
Producen también problemas sanitarios al constituir un hábitat propicio para los
mosquitos, el clásico vector de las enfermedades y una especie de caracol
conocido por albergar un parásito que provoca la esquistosomiasis.
Se le dio al lirio un tratamiento de secado y tamizado para determinar el mejor
tamaño de partícula, para después por medio de distintos moldes, mecanizados
en varias ocasiones, se trató de obtener las probetas adecuadas para diversos
estudios.
Se trabajó con dos tamices diferentes de la fibra de lirio tamiz 14 y 20
respectivamente de acuerdo a la norma (ASTM E11-13 el tamaño de partícula 14
es de 1.4 milímetros así como el veinte que tiene un tamaño de 850 micrómetros,
así como diferentes relaciones fibra-resina. Esto con la finalidad de poder obtener
las mejores prestaciones mecánicas en el material. Para esto se realizó toda la
caracterización a cada uno de los diferentes tamices y relaciones.
5
1.1 Abstract
A compound from lily organic fibers and polyester resin, in order to make a
composite material that fulfills the function of core in a sandwich structure material
is performed. The choice of these materials was due to its low density, low cost,
easy to obtain and also trying their degradation behavior is much faster compared
to the plastics usually used in aviation, seeking to reduce the pollution created by
these ones.
With climate change lily increasingly invades spaces throughout the world and will
continue to grow, the impact these plants in lakes and ponds cause if not kept
under control is very serious because it can fully cover large areas water,
preventing sunlight from reaching native aquatic plants and depleting the water of
oxygen.
Also produce health problems by providing a suitable habitat for mosquitos, the
classic vector of diseases and one species of snail known to host a parasite that
causes schistosomiasis
Lily was given to a drying and sieving to determine the best particle size, and then
through various molds, machined on several occasions, tried to obtain adequate
samples for various studies.
Worked with two different fiber sieves 14 and 20 mesh respectively lily (According
to standard (ASTM E11-13 particle size 14 is 1.4 millimeters and twenty having a
size of 850 microns) and as different fiber-resin ratios. this power in order to obtain
the best mechanical properties in the material. for this entire characterization was
performed relations each different sieves.

6
2 Introducción
7
Los materiales compuestos son combinaciones macroscópicas de dos o más
materiales diferentes que poseen una interface discreta y reconocible que los
separa. Son heterogéneos ya que sus propiedades no son las mismas en todo su
volumen. Estos compuestos pueden seleccionarse para lograr combinaciones
poco usuales de rigidez, resistencia, peso, rendimiento a altas temperaturas,
resistencia a la corrosión, dureza o conductividad.
Los compuestos se pueden clasificar en tres categorías: Con partículas, con fibras
y laminares, dependiendo de las forma de los materiales.
Los últimos desarrollos con respecto a los materiales de nueva tecnología en la
ingeniería, van hacia compuestos reforzados con fibras ya sean naturales o
sintéticas, como se hace referencia en la Ilustración 1. Esto debido a que los
materiales compuestos presentan mejores propiedades que los materiales
tradicionalmente usados como los minerales.
Las ventajas de los materiales compuestos se encuentran en su módulo de
elasticidad por unidad de peso (módulo específico) y la resistencia por unidad de
peso (resistencia específica). Un mayor módulo específico y de resistencia
especifica de los materiales compuestos significa que puede reducirse el peso de
los componentes, este es un factor de gran importancia en las piezas móviles,
especialmente en todas las formas de transporte donde las reducciones de peso
dan como resultado mayor rendimiento y ahorro de energía.

8
Ilustración 1 Materiales compuestos utilizados en el BOEING 787
Debido a que el desarrollo de estos compuestos es muy reciente, no puede haber
una comparación bien referenciada con respecto al mecanizado de otros
materiales tales como los metales.
Teniendo como hipótesis obtener un producto a base de una matriz de poliéster y
fibra orgánica a partir de un proceso sistematizado, para lograr un conjunto de
características que nos permitirán darle una posible aplicación práctica en la
ingeniería en general. Siendo nuestro principal objetivo la obtención de un material
compuesto a base de resina y fibra orgánica de lirio acuático con propiedades
mecánicas deseables para la industria en lo estructural.
Partiendo del hecho que el lirio es un contaminante de muchos lagos y lagunas de
nuestro país, y de lo accesible económicamente hablando que es, justificamos
nuestro trabajo en ese hecho, ya que obtendremos un material compuesto
orgánico de buenas prestaciones a un bajo costo.

9
3 Objetivos Específicos
10
1. Elaborar moldes para la elaboración de probetas de fibra de lirio
correspondientes a las pruebas de flamabilidad, humedad, tensión e
impacto.
2. Realizar un proceso instruido y sistemático sobre la fabricación del
compuesto con fibra de lirio.
3. Caracterización del material, con ensayos destructivos (impacto y tensión) y
no destructivos como la prueba de humedad, TGA y análisis microscópico.
4. Encontrar la relación óptima entre resina y fibra para la realización de las
probetas.

11
4 Marco Teórico
12
4.1 Propiedades de los materiales compuestos
Dado que los materiales compuestos combinan resinas con fibras de refuerzo, las
propiedades del material resultante combinarán de alguna manera las propiedades
de cada uno de estos dos componentes.
Las propiedades del material compuesto estarán determinadas por:
• Las propiedades de la fibra
• Las propiedades de la matriz
• La relación entre la cantidad de fibra y de resina en el material (la fracción en
volumen de fibra)
• La geometría y orientación de las fibras en el compuesto
La mayoría de los materiales compuestos poseen una alta resistencia mecánica al
mismo tiempo que una baja densidad, lo cual permite realizar estructuras y
dispositivos resistentes y a la vez livianos. A la relación entre la resistencia
mecánica y la densidad se la denomina resistencia específica. Como se observa
en las figuras de la página anterior, los cerámicos y los metales aventajan a los
compuestos en mayor resistencia, mientras que los polímeros poseen en general
la menor densidad, pero al evaluar ambas propiedades juntas, los materiales
compuestos son la opción más conveniente. Esto se debe a que al utilizar una
matriz polimérica logramos una baja densidad; mientras que las fibras aportan la
resistencia mecánica, pero como son la fase minoritaria no agregan demasiado
peso al material.
Los materiales de esta familia surgen de la necesidad de obtener materiales con
una combinación de propiedades que difícilmente se encuentren en los cerámicos,
plásticos o metales, por lo que se “diseña” un material según la aplicación para la
cual se necesitan.

13
Al diseñar estos materiales se ha encontrado con problema de altos costos y su
fabricación muy compleja, por lo que su aplicación práctica se ha detenido muchas
veces por estos dos factores, aunque las capacidades y prestaciones de estos
lleguen a ser eficientes.
Una característica de todos los materiales compuestos es que, en cada uno de
ellos, se pueden distinguir dos componentes bien diferenciados: la matriz y el
refuerzo o fase discontinua.1
Ilustración 2 Clasificación de los materiales compuestos
14
4.2 Clasificación de los materiales compuestos en función de su matriz
Existe una clasificación de materiales compuestos en función de la naturaleza de
la matriz:
• Compuestos de matriz polimérica: son los más comunes. También se les
conoce como polímeros (o plásticos) reforzados con fibras. La matriz es un
polímero y una variedad de fibras, tales como las de vidrio, las de carbono o
las aramídicas, se utilizan como refuerzo.
• Compuestos de matriz metálica: se utilizan cada vez más en la industria
automotriz. Estos materiales están formados por metales livianos como el
aluminio como matriz y fibras de refuerzo como las de carburo de silicio.
• Compuestos de matriz cerámica: se utilizan en aplicaciones de alta
temperatura. Estos materiales están formados por una matriz cerámica y un
refuerzo de fibras cortas, o whiskers de carburo de silicio o nitruro de boro.3
4.3 ¿Cuáles son los componentes de los materiales compuestos?
Para comprender qué son los materiales compuestos y por qué se necesitan, se
tiene que saber qué características poseen y cómo se relacionan la matriz y el
refuerzo. La matriz: Es la fase continua en la que el refuerzo queda “embebido”.
Tanto materiales metálicos, cerámicos o resinas orgánicas pueden cumplir con
este papel. A excepción de los cerámicos, el material que se elige como matriz no
es, en general, tan rígido ni tan resistente como el material de refuerzo.
Las funciones principales de la matriz son, definir las propiedades físicas y
químicas, transmitir las cargas al refuerzo, protegerlo y brindarle cohesión.
Así como también permitirá determinar algunas características del material
compuesto como el arreglo y el acabado superficial, es decir, de las propiedades
de la matriz dependerá la capacidad que posea el material compuesto para ser
conformado con geometrías complejas en procesos que, generalmente, no
involucrarán posteriores etapas de acabado.3
15
Al someter al material compuesto a diferentes tipos de cargas mecánicas la matriz
juega diferentes roles: Bajo cargas compresivas: es la matriz la que soporta el
esfuerzo, ya que se trata de la fase continúa. En tracción: la matriz transfiere la
carga aplicada sobre la pieza a cada una de las fibras o partículas, de manera que
éstas sean las que soporten el esfuerzo. Para ello es necesaria una excelente
adhesión entre la matriz y el refuerzo. Además, muchas veces es la matriz la que
determina la resistencia al impacto y la encargada de detener la propagación de
fisuras.3
4.4 Propiedades de las matrices
• Soporta las fibras manteniéndolas en su posición correcta;
• Transfiere la carga a las fibras fuertes,
• Protege de sufrir daños durante su manufactura y uso;
• Evita la propagación de grietas en las fibras a todo lo largo del compuesto. La
matriz, por lo general, es responsable del control principal de las propiedades
eléctricas, el comportamiento químico y el uso a temperaturas elevadas del
compuesto.
Las matrices poliméricas son las más comúnmente utilizadas. La mayoría de los
polímeros, tanto termoplásticos como termoestables están disponibles en el
mercado con el agregado de fibras de vidrio cortas como refuerzo.
Los compuestos de matriz metálica incluyen aluminio, magnesio, cobre, níquel y
aleaciones de compuestos íntermetálicos reforzados con fibras cerámicas y
metálicas. Mediante los compuestos de matriz metálica se cubre una diversidad de
aplicaciones aeroespaciales y automotrices.
La matriz metálica permite que el compuesto funcione a altas temperaturas pero, a
menudo, la producción de una pieza de este tipo de materiales compuestos es
más costosa que la de una pieza de compuestos de matriz polimérica.
En los materiales compuestos, también, pueden utilizarse como matriz materiales
cerámicos frágiles. Los compuestos de matriz cerámica tienen buenas
16
propiedades a temperaturas elevadas (hasta algunos miles de grados centígrados)
y son más livianos que los de matriz metálica a igual temperatura.4
4.5 El material de refuerzo
Es la fase discontinua (o dispersa) que se agrega a la matriz para conferir al
compuesto alguna propiedad que la matriz no posee. En general, el refuerzo se
utiliza para incrementar la resistencia y rigidez mecánicas pero, también, se
emplean refuerzos para mejorar el comportamiento a altas temperaturas o la
resistencia a la abrasión.
El refuerzo puede ser en forma de partículas o de fibras. Como regla general, es
más efectivo cuanto menor tamaño tienen las partículas y más homogéneamente
distribuidas están en la matriz o cuando se incrementa la relación
longitud/diámetro de la fibra.
Si bien, como veremos más adelante, los materiales de refuerzo pueden
presentarse en forma de partículas en un amplio grupo de materiales compuestos,
los más numerosos y ampliamente utilizados son aquellos reforzados con fibras.
En la mayoría de los compuestos reforzados con fibras, éstas son resistentes,
rígidas y de poco peso. Si el compuesto debe ser utilizado a temperaturas
elevadas, también la fibra deberá tener una temperatura de fusión alta. Por lo que
la resistencia específica y el módulo específico de la fibra son características
importantes.4
4.6 Materiales Compuestos Reforzados con Partículas
Los materiales compuestos reforzados con partículas se subdividen en reforzados
con partículas grandes y consolidadas por dispersión. Esta distinción se
fundamenta en el mecanismo de consolidación o de reforzamiento. El término"
grande" se utiliza para indicar que las interacciones matriz-partícula no se pueden
describir a nivel atómico o molecular, sino mediante la mecánica continua. En la
mayoría de los materiales compuestos la fase dispersa es más dura y resistente

17
que la matriz y las partículas de refuerzo tienden a restringir el movimiento de la
matriz en las proximidades de cada partícula. En esencia, la matriz transfiere parte
del esfuerzo aplicado a las partículas, las cuales soportan una parte de la carga. El
grado de reforzamiento o de mejora del comportamiento mecánico depende de la
fuerza de cohesión en la interfaz matriz-partícula.
El reforzamiento es tanto más efectivo cuanto más pequeñas sean las partículas y
cuanto mejor distribuidas estén en la matriz. Además, la fracción de volumen de
las dos fases influye en el comportamiento; las propiedades mecánicas aumentan
al incrementarse el contenido de partículas.
Las partículas de los materiales compuestos consolidados por dispersión
normalmente son mucho más pequeñas: los diámetros tienen de 10 a 100 nm. Las
interacciones matriz-partícula que conducen a la consolidación ocurren a nivel
atómico o molecular. Mientras la matriz soporta la mayor parte de la carga
aplicada, las pequeñas partículas dispersas dificultan o impiden el desplazamiento
de dislocaciones. De este modo se restringe la deformación plástica de tal manera
que aumenta el límite elástico, la resistencia a la tracción y la dureza.3
4.7 Materiales Compuestos Estructurales
Un material compuesto estructural está formado tanto por materiales compuestos
como por materiales homogéneos y sus propiedades no sólo dependen de los
materiales constituyentes sino de la geometría del diseño de los elementos
estructurales. Los compuestos laminares, los cuales poseen una dirección
preferente con elevada resistencia (tal como ocurre en la madera), y los paneles
sándwich, que poseen caras externas fuertes separadas por una capa de material
menos denso, o núcleo, son dos de los compuestos estructurales más comunes.1
4.8 Materiales Compuestos Reforzados con Fibras
Tecnológicamente, los materiales compuestos con fases dispersas en forma de
fibras son los más importantes. A menudo se diseñan materiales compuestos

18
reforzados con fibras con la finalidad de conseguir elevada resistencia y rigidez a
baja densidad. Estas características se expresan mediante los parámetros
resistencia específica y módulo específico, que corresponden, respectivamente, a
las relaciones entre la resistencia a la tracción y el peso específico y entre el
módulo de elasticidad y el peso específico. Utilizando materiales de baja densidad,
tanto para la matriz como para las fibras, se fabrican compuestos reforzados con
fibras que tienen resistencias y módulos específicos excepcionalmente elevados.
Los materiales compuestos reforzados con fibras se sub clasifican por la longitud
de la fibra.4
4.9 Influencia de la Longitud de la Fibra
Las características mecánicas de los compuestos reforzados con fibras dependen
no sólo de las propiedades de la fibra, sino también del grado en que una carga
aplicada se transmite a la fibra por medio de la fase matriz. En este proceso de
transmisión de carga es muy importante la magnitud de la unión en la interfaz de
las fases matriz y fibra. Al aplicar un esfuerzo de tracción, la unión fibra-matriz
cesa en los extremos de la fibra y en la matriz se genera un patrón de
deformación; en otras palabras, en los extremos de la fibra no hay transmisión de
carga desde la matriz
Existe una longitud de fibra crítica para aumentar la resistencia y la rigidez del
material compuesto. Esta longitud crítica lc depende del diámetro d de la fibra, de la
resistencia a la tracción σ f y de la resistencia de la unión matriz-fibra (o resistencia
al cizalle de la matriz).
La longitud crítica de algunas combinaciones de matriz-fibra de vidrio y de carbono
es del orden de 1 mm, equivalente a unas de 20 a 150 veces el diámetro de la
fibra.
Las fibras con l» lc (normalmente l >15 lc) se denominan continuas; y las fibras de
menor longitud se denominan discontinuas o fibras cortas. En las fibras

19
discontinuas de longitud significativamente menor que lc, la matriz se deforma
alrededor de la fibra de modo que apenas existe transferencia del esfuerzo y el
efecto del reforzamiento de la fibra es insignificante.
Influencia de la Orientación y de la Concentración de la Fibra
La disposición u orientación relativa de las fibras y su concentración y
distribución influyen radicalmente en la resistencia y en otras propiedades de los
materiales compuestos reforzados con fibras. Con respecto a la orientación
existen dos situaciones extremas: (1) alineación paralela de los ejes
longitudinales de las fibras y (2) alineación al azar. Las fibras continuas
normalmente se alinean, mientras que las fibras discontinuas se pueden alinear o
bien se pueden orientar al azar o alinearse parcialmente.
En el caso de esta investigación, dado el largo de la fibra de vidrio l, equivalente a
12 mm, se tiene que l ≈ 6 lc, con lc longitud crítica de la fibra. Es decir, se tiene una
fibra discontinua o fibra corta. Además esta fibra estará orientada al azar.4
4.10 Materiales Compuestos con Fibras Discontinuas y Orientadas al Azar
Normalmente, cuando los materiales compuestos tienen fibras orientadas al azar,
éstas suelen ser discontinuas y cortas.
El módulo elástico de los materiales reforzados, tanto si las fibras están alineadas
como si están orientadas al azar, aumenta al incrementarse la fracción de volumen
de la fibra.
Las consideraciones sobre la orientación y la longitud de las fibras de un compuesto
particular dependen del nivel y de la naturaleza del esfuerzo aplicado y del costo de
fabricación. Las velocidades de producción de compuestos con fibras cortas
(alineadas y orientadas al azar) son rápidas y se pueden conformar piezas de
formas intrincadas que no son posibles con refuerzos de fibras continuas. Además,
los costos de fabricación son mucho más bajos que en el caso de compuestos
reforzados con fibras continuas y alineadas.4

20
4.11 Fibras naturales
Actualmente, cada vez se utilizan más materiales reforzados con fibras que sean
más económicas y de menor impacto medioambiental. Para ello, se están
reforzando muchos polímeros con fibras provenientes de productos naturales
como el lino, la fibra de coco, o fibra de lirio; utilizándose más en la industria del
automóvil donde según una directriz de la UE para el 2015 el 95 % de la masa de
un coche debe ser reutilizable. Además, si las fibras de refuerzo provienen de
vegetales, el impacto medioambiental total en la fabricación de las piezas es
mucho menor.
Se está dedicando mucho esfuerzo de investigación en la fabricación de
materiales compuestos completamente “ecológicos” o “verdes”. En ellos se
refuerza la matriz del polímero natural (p. ej. celulosa) con fibras de origen vegetal
(p. ej. fibra de lino). Ya existen polímeros comerciales completamente “verdes” y
se prevé que su producción aumente en el futuro.
Los polímeros reforzados son fibras de algún tipo, embebidas en una matriz de
resina. Las fibras más comunes son las de vidrio, aramídicas (Kevlar) y carbono.
Las resinas más comunes son las poliéster, vinil éster y epoxi. Las propiedades
ingenieriles de los compuestos derivan, principalmente, de las propiedades físicas
y mecánicas de la fase discontinua que son las fibras de refuerzo. Al aumentar la
fracción en volumen de fibra aumentan las propiedades mecánicas hasta el punto
en que la cantidad de matriz es insuficiente para soportar las fibras y transferir la
carga al material compuesto.
Las fibras pueden estar distribuidas dentro de la matriz al azar o siguiendo ciertas
direcciones respecto de la geometría de la pieza (longitudinales, transversales).
Debido a la variedad en resistencia mecánica y tenacidad es posible para un
ingeniero escoger qué valores de tales propiedades son requeridos por cada
aplicación, así como en qué dirección son requeridas estas propiedades.3
21
4.12 Lirio
El lirio acuático (Eichhornia crassipes) es una planta libre flotadora miembro de la
familia de las Pontederiaceae, que ocupa un lugar sobresaliente entre las
comunidades de hidrófitas de agua dulce de las regiones tropicales y subtropicales
del mundo. Las flores que la conforman, por su forma y color, son tanto la
estructura más vistosa de la planta como el principal motivo que ha favorecido su
introducción en estanques y acuarios de todo el mundo. Los lóbulos de la flor
presentan tonalidades que van del color morado al lila y al azul claro, destacando
en el lóbulo superior central una mancha de color amarillo. Su distribución en
México es sumamente amplia, ya que crece en una gran diversidad de hábitats
dulceacuícolas localizados desde el nivel del mar hasta los 2,250 metros de
altitud. Los únicos lugares en los que no se ha registrado son los estados de Baja
California Sur, Chihuahua, Zacatecas, Tlaxcala y Yucatán.
La abundancia y la frecuencia con la que encontramos el lirio acuático (Eichhornia
crassipes) en los cuerpos de agua naturales y artificiales en México nos hace
pensar que se trata de una planta nativa del país.
En las regiones fuera de su área natural de distribución, el lirio acuático es
considerado maleza (planta indeseable) por la serie de problemas que acarrea su
presencia y, sobre todo, por el crecimiento tan rápido de su población. En hábitats
perturbados sustituye con frecuencia a elementos de la flora nativa. Tiene diversos
efectos perjudiciales, entre los que se pueden mencionar el entorpecimiento de la
navegación por ríos y lagunas, la elevación de los índices de evaporación y el
impedimento del paso de la luz al fondo de los estanques, lo que trae como
consecuencia la eliminación de microalgas que son el alimento de crustáceos y
peces. Sabemos que el lirio acuático es una de las malezas, o planta invasora,
más difíciles de exterminar en áreas inundables manejadas por el hombre en las
regiones tropicales y subtropicales del mundo.
La dispersión del lirio y su establecimiento exitoso están directamente
relacionados con las características ambientales abióticas y bióticas. A pesar de la
22
amplia tolerancia a los factores abióticos del medio, y de ser una especie que
puede llegar a invadir cuerpos de agua en regiones templadas y a altitudes
considerables (su registro a mayor altitud en el mundo es en la ciudad de México),
el lirio acuático no soporta las heladas y su crecimiento es limitado por la salinidad.
En todo el mundo, su crecimiento óptimo se da a pH de 7 y adquiere el rango de
infestación masiva entre 6.2 y 7.2

23
5 Diseño de Experimentos

24
5.1 Materiales Se utilizó Resina Poliéster PP-60 X 70, Fibra de lirio (tamiz 14 y 20), Catalizador
K200 para resina Poliéster, Recipiente para mezclar, Báscula electrónica,
Agitador, Vaselina, Molde para probetas de tensión, impacto, humedad y
flamabilidad.
Se escogió el lirio tamizado al 14 y 20, el tamaño de partícula en ambos resulto
adecuado para la mezcla, se trato de experimentar con el tamiz 10, pero se
fracaso debido a que se trataba de un tamaño de partícula muy grande, lo que
ocasionaba una mezcla dividida, en la cual el lirio se asentaba en la parte más
baja del recipiente contenedor de la mezcla, debido a esto se opto por descartar
dicho tamiz.
5.2 Elaboración de los moldes
5.2.1Molde de probetas de tensión
Para este molde se necesita respetar las normas ASTM y utilizar un dispositivo
que cumpla con dichas noemas (máquina universal SHIMADZU). Sabiendo las
medidas correspondientes que deberían tener las probetas se hizo el molde para
los ensayos de tensión a realizar.
El molde consiste en una hoja de vidrio de 3mm como base y otra como tapa del
mismo molde, las medidas de ambas hojas era de 17cm x 21 cm.
Para realizar la forma de las probetas se utilizo madera comprimida de un
centímetro de ancho, la cual era una medida aceptada por la maquina universal, y
con esta se estandarizaron todas las probetas. El molde se puede observar en la
ilustración 1, 2 y 3.

25
Ilustración 3 Moldes para probetas de tensión
5.2.2Molde para probetas de humedad y flamabilidad
Las probetas de humedad y flamabilidad compartieron el mismo tipo de molde, el
cual fue un recipiente simple rectangular de polipropileno, este se lleno con la
mezcla trabajada, el resultado fueron muestras como se muestran en las
siguientes imágenes.
Ilustración 4 Muestras para prueba de Absorción de Humedad
Para las probetas de flamabilidad lo único que se hizo fue cortar dicha placa en
barras con las medidas requeridas por la norma ASTM D 635 – 03 (Las muestras
deberían ser de 125 mm de largo por 13 mm de ancho, como se muestra en la
siguiente figura).

26
Ilustración 5 Muestra para prueba de flamabilidad
5.2.3Molde de probetas de impacto, análisis microscópico y TGA.
Para esta prueba se necesitó tomar las medidas estándar para las probetas que
eran las indicadas con respecto al modelo de la máquina basándose en las
normas ASTM. Se determinó que las medidas correctas para las probetas serian
de:
𝑀𝑒𝑑𝑖𝑑𝑎𝑠 𝑑𝑒 𝑙𝑎𝑠 𝑝𝑟𝑜𝑏𝑒𝑡𝑎𝑠 = 10𝑥10𝑥60 𝑚𝑚
Para esto se realizaron dos modelos distintos, uno de fierro y otro de aluminio, los
dos fueron maquinados bajo el proceso de torneado, no contaban con ningún
tratamiento térmico o químico que mejoraran sus propiedades.
Se experimentó con dos distintos moldes debido que no se obtenía la calidad
desea en las probetas, ya que por las distintas variables como el material, el
tiempo de curado, la relación resina-fibra, la calidad del maquinado y el
desmoldante, se veía seriamente afectada afectada.
Materiales

27
Para este molde fue necesario 2 placas de Aluminio de 1/2 de pulgada, Empaque
de baquelita y Tornillos M3
Procedimiento
1.- Por medio de las mejores prácticas aprendidas en el primer molde, aquí se
empezó diseñando mediante un software de CAD el modelado del molde que se
quería obtener. Ser realizo de forma mucho más sencilla, tratando de agilizar a lo
que más se pudiera la habilidad el proceso.
Se consideraron placas que estuvieran sujetadas por 6 tornillos en lo que era el
perímetro de la placa, esto para que hubiera compresión en las probetas y se
presentaran más homogéneas.
La placa inferior era la de soporte por lo tanto ahí se decidió hacer un corte, para
poder retirar las probetas de forma más sencillas cuando ya estuvieran curadas,
este corte iba a estar sujetado también por tornillos para que se minimizara a lo
más la posibilidad de derrame de material. Aquí iba a estar un empaque de
baquelita para evitar cualquier tipo de filtración que pudiera interferir en el proceso
de curado.
2.- El proceso de maquinado fue muy sencillo, se realizó únicamente mediante el
fresado para obtener la canaleta donde iba a descansar la mezcla y el barrenado
mediante un machuelo.
Lo ideal es que se hubiera pedido un rectificado en las canaletas donde iba a
descansar la mezcla, esto para obtener una mucha menor rugosidad para que el
proceso de desmoldar las piezas fuera mucho más sencillo y aumentara el
acabado de las probetas de forma más uniforme, pero estos procesos eran caros
y no podíamos absorberlos.
La calidad de las probetas indiscutiblemente fueron mucho mayores, se cumplían
con las especificaciones requeridas por parte de la máquina de impacto más
aparte era mucho más homogénea la transferencia de calor del aluminio y por esto
se obtuvo un mucho mejor curado por parte de las probetas junto con el aumento

28
en la habilidad del proceso ya que se obtenían tramos de 30 cm los cuales eran
segmentados en 4 con una longitud de 6 cm la cual era la que se requería.
Ilustración 6 Muestras para análisis microscópico, prueba de impacto y TGA.
5.3 Preparación de probetas para ensayos mecánicos.
La elaboración de la mezcla toma en cuenta la densidad de la fibra y la de la
resina, se utilizaron las siguientes formulas para hacer cada una de las relaciones
con las que se trabajaron.
𝑀𝑟 = 𝑉 ∗ 𝑃𝑟 ∗ 𝐷𝑟
𝑀𝑓 = 𝑉 ∗ 𝑃𝑓 ∗ 𝐷𝑓
Mr = Masa de resina
V = Volumen del recipiente
Pr = porcentaje de resina a utilizar
Dr = Densidad de la resina
Pf = porcentaje de fibra a utilizar
Df = Densidad de la fibra

29
Mf = Masa de la fibra
Para la formula 80% resina – 20% fibra:
Se utilizo un recipiente de 60 𝑐𝑚!, por lo tanto conociendo dicho volumen
utilizamos la siguiente fórmula:
𝑀𝑟 = 𝑉 ∗ 𝑃𝑟 ∗ 𝐷𝑟
Sustituyendo:
Masa de la resina = 60𝑐𝑚!* 0.80 * 1.28 !"!"! = 61.44 gr de resina
𝑀𝑓 = 𝑉 ∗ 𝑃𝑓 ∗ 𝐷𝑓
Masa de la resina = 60𝑐𝑚!* 0.20 * 0.4 !"!"! = 4.8 gr de resina
NOTA: Por cada 10 gr de resina se agregara una gota de catalizador
Para la formula 85% resina – 15% fibra:
𝑀𝑟 = 𝑉 ∗ 𝑃𝑟 ∗ 𝐷𝑟
Sustituyendo:
Masa de la resina = 60𝑐𝑚!* 0.85 * 1.28 !"!"! = 65.28 gr de resina
𝑀𝑓 = 𝑉 ∗ 𝑃𝑓 ∗ 𝐷𝑓
Masa de la resina = 60𝑐𝑚!* 0.15 * 0.4 !"!"! = 3.6 gr de resina
Para la formula 90% resina – 10% fibra:
30
𝑀𝑟 = 𝑉 ∗ 𝑃𝑟 ∗ 𝐷𝑟
Sustituyendo:
Masa de la resina = 60𝑐𝑚!* 0.90 * 1.28 !"!"! = 69.12 gr de resina
𝑀𝑓 = 𝑉 ∗ 𝑃𝑓 ∗ 𝐷𝑓
Masa de la resina = 60𝑐𝑚!* 0.10 * 0.4 !"!"! = 2.4 gr de resina
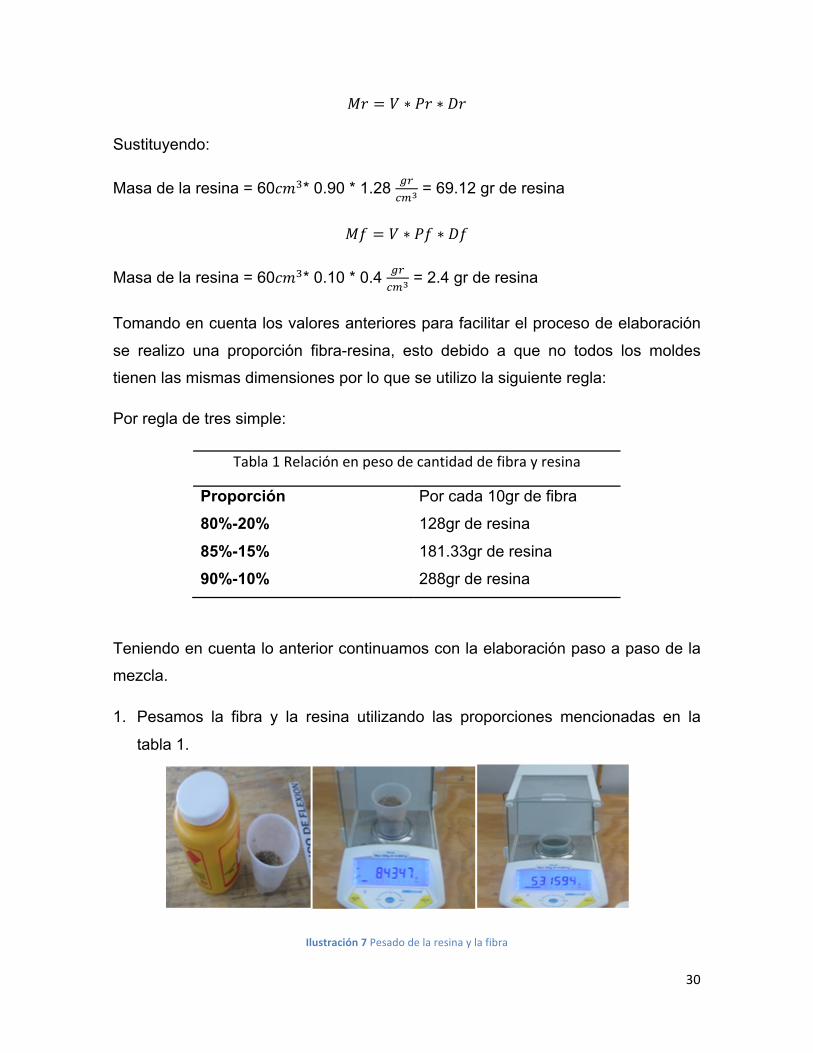
Tomando en cuenta los valores anteriores para facilitar el proceso de elaboración
se realizo una proporción fibra-resina, esto debido a que no todos los moldes
tienen las mismas dimensiones por lo que se utilizo la siguiente regla:
Por regla de tres simple:
Tabla 1 Relación en peso de cantidad de fibra y resina
Proporción Por cada 10gr de fibra
80%-20% 128gr de resina
85%-15% 181.33gr de resina
90%-10% 288gr de resina
Teniendo en cuenta lo anterior continuamos con la elaboración paso a paso de la
mezcla.
1. Pesamos la fibra y la resina utilizando las proporciones mencionadas en la
tabla 1.
Ilustración 7 Pesado de la resina y la fibra
31
2. Una vez pesada la resina y la fibra como se muestra en la ilustración 7; verter
la resina en un recipiente limpio después se tiene que verter la fibra en el
mismo recipiente.
3. Enseguida mezclaremos la fibra y la resina con el agitador por alrededor de 3
minutos (debe ser un movimiento suave y circular), mezclar hasta que quede
una mezcla homogénea como se muestra en la ilustración 8.
Ilustración 8 Mezclado de la fibra con la resina
4. Agregar el catalizador k200 para resina poliéster (1 gota por cada 10gr de
resina).
5. Después de agregar el catalizador se debe mezclar nuevamente, suave y
circular tratando de no crear burbujas, hacer esto por alrededor de 3 minutos.
6. El recipiente donde curara la mezcla (Molde a utilizar) debe ser cubierto por
una capa de vaselina, debe cubrir toda el área donde la mezcla hará contacto y
debe ser una capa fina pero procurando no dejar espacios libres de vaselina.
Nota: también se puede utilizar grasa de silicona.
Ilustración 9 Molde para probetas de tensión (se utilizó vaselina para evitar que la probeta se pegue)
7. Realizado el paso anterior se vierte la mezcla en el molde donde curara.

32
Ilustración 10 Molde para probetas de tensión en proceso de llenado
8. Se deja curar por 48 hr a temperatura ambiente.
9. Retirar las probetas con mucho cuidado, tratando de no romper ninguna.
NOTA: El exceso de material puede provocar que el vidrio quede unido a la
madera, se debe procurar que eso no pase, en caso de que haya pasado, se
rompe el vidrio con un martillo dando pequeños golpes a la tapa hasta retirarlo
por completo. Si el molde no se cubrió homogéneamente de vaselina puede
provocar la unión de las probetas con la madera, si esto pasa bastara con unos
golpes por el contorno de la probeta con un martillo de goma hasta que la
probeta se retire en su totalidad.
5.4Ensayos mecánicos 5.4.1Prueba de Tensión
El ensayo de tensión mide la resistencia de un material a una fuerza estática o
gradualmente aplicada. La probeta se coloca en la máquina de pruebas y se le
aplica una fuerza F, que se conoce como carga.
Especificación del material
Material compuesto de matriz polimérica (Resina Poliéster PP-70 X 60), con un
refuerzo de fibra de lirio en tamizado 14 y 20 (ASTM E11-13 el tamaño de
partícula es de 1.4 milímetros y 850 micrómetros respectivamente), se realizaron
diferentes muestras las cuales fueron 3 probetas de cada relación.
33
Materiales
Muestras del material a probar, un vernier, máquina universal, ordenador con el
software correspondiente para operar y recolectar los datos, la muestra tendrá que
tener la forma apropiada para la maquina universal a utilizar.
Procedimiento
Se midieron las muestras con el vernier para introducir los datos en el ordenador y
este haga la calibración recomendada para cada probeta, después se localizaron
las mordazas apropiadas para la muestra a probar y colocaron las muescas en la
maquina universal, encendimos la máquina universal y por último el ordenador, y
se preparó el software para proceder a realizar las pruebas, ya medida cada
muestra, se procederá al ingreso de las medidas de la muestra en el ordenador,
después de introducir los datos se colocara la muestra entre las mordazas, quitar
los seguros de paro de emergencia de la maquina universal, empezar la prueba de
modo automático desde el ordenador, una vez finalizada la prueba guardar los
datos arrojados y continuar con todas las muestras repitiendo el mismo
procedimiento.

34
Ilustración 11 Probeta de Tensión en máquina universal lista para ser probada
NOTA: Los datos serán guardados como Block de Notas, se tiene que hacer la
importación de archivos desde Excel para trabajar con ellos.
Una vez realizadas todas las muestras se tienen que transformar los datos de
fuerza-desplazamiento a Esfuerzo-Deformación con la siguiente fórmula:
Esfuerzo = !"#$%&Á!"# (!"#!"$% ! !"#$%&!)
𝜎 = !!
Deformación = !"#$%&'&()"*+,!"#$%&'( !"#$%&"'"
𝜀 = !!!!!!!
Teniendo las graficas de Esfuerzo deformación de cada material se tiene que
hacer un comparativo entre las diferentes relaciones, en la sección de resultados
se presentan las gráficas comparativas de las relaciones de mezcla con que se
trabajaron.
5.4.2 Prueba de Impacto (Charpy) Los ensayos dinámicos son realizados para valorar la capacidad de resistencia de
los materiales a las cargas de impacto (tenacidad) y determinar su tendencia a la
destrucción frágil. Entre los ensayos de esta índole los más conocidos son los
ensayos de impacto a flexión con muestras ranuradas. La velocidad de
35
deformación en el caso de los ensayos dinámicos supera varios órdenes a la
velocidad de deformación en los ensayos estáticos.
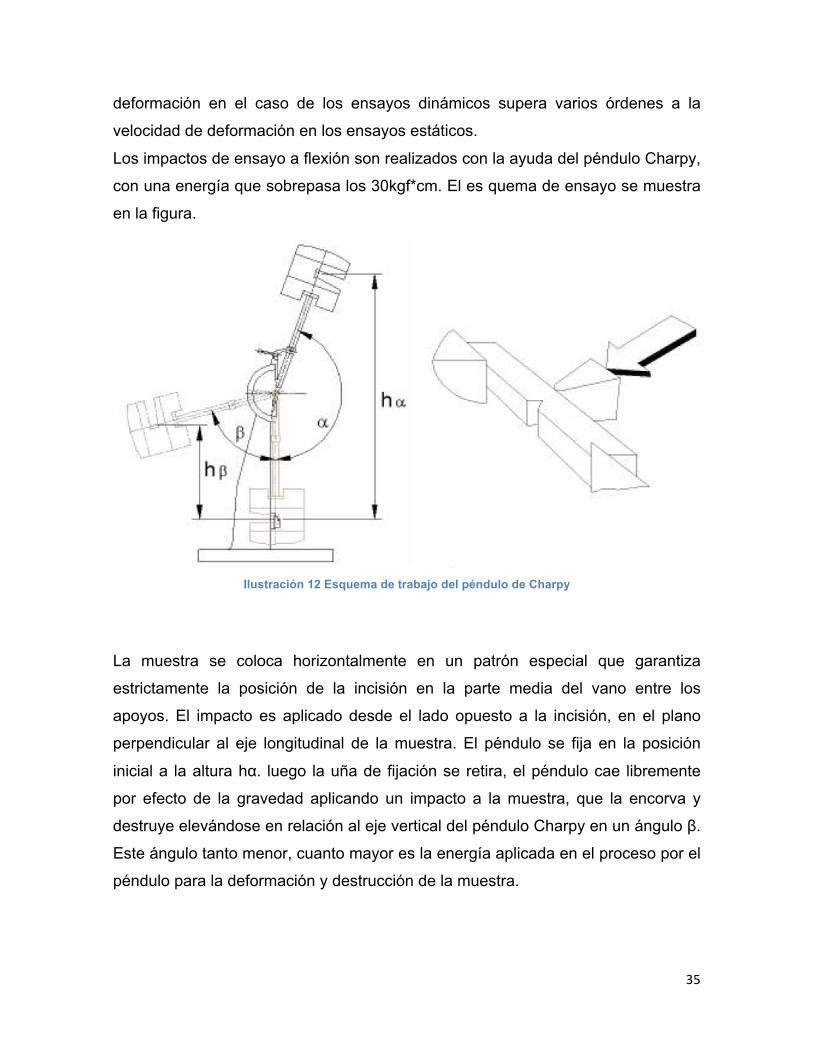
Los impactos de ensayo a flexión son realizados con la ayuda del péndulo Charpy,
con una energía que sobrepasa los 30kgf*cm. El es quema de ensayo se muestra
en la figura.
Ilustración 12 Esquema de trabajo del péndulo de Charpy
La muestra se coloca horizontalmente en un patrón especial que garantiza
estrictamente la posición de la incisión en la parte media del vano entre los
apoyos. El impacto es aplicado desde el lado opuesto a la incisión, en el plano
perpendicular al eje longitudinal de la muestra. El péndulo se fija en la posición
inicial a la altura hα. luego la uña de fijación se retira, el péndulo cae libremente
por efecto de la gravedad aplicando un impacto a la muestra, que la encorva y
destruye elevándose en relación al eje vertical del péndulo Charpy en un ángulo β.
Este ángulo tanto menor, cuanto mayor es la energía aplicada en el proceso por el
péndulo para la deformación y destrucción de la muestra.

36
5.5Caracterización Fisicoquímica
5.5.1Prueba de flamabilidad
ASTM D 635 – 03 Standard Test Method for Rate of Burning and/or Extent and
Time of Burning of Plastics in a Horizontal Position.
Este método de prueba de fuego cubre un procedimiento de laboratorio a pequeña
escala para la comparación de la velocidad lineal relativa de la quema o el alcance
y el tiempo de quemado, de los plásticos en forma de barras, probado en la
posición horizontal.
Un espécimen del material a ensayar se apoya horizontalmente en un extremo. En
el extremo libre se expone a una llama por 30 s. El tiempo y la magnitud de la
quema se miden y reportan si la muestra se quema o no se quema en 100 mm.
Muestras
Las muestras deberán ser de 125 mm de largo por 13 mm de ancho. El espesor
máximo no excederá de 13 mm. La anchura máxima no excederá de 13,5 mm.
Procedimiento
Las muestras se deberán medir para asegurar que cumplan con las
especificaciones de la norma. Después de ser medida se hará una marca a los
25mm del extremo libre de la muestra. Se colocara el quemador/flama directo en
la muestra por 30s en el extremo libre, la flama debe de mantenerse fija por esos
30s y sin superar la marca de los 25mm, después de ese tiempo, la muestra
deberá empezar a quemarse por el largo de la barra, cuando la flama toque la
marca de los 25mm se activara el cronometro y se detendrá hasta que se queme
por completo los 100mm restantes de dicha muestra, en caso de no quemarse por
completo se medirá la distancia que se quemo y en qué tiempo se quemo, de
ninguna manera el quemador deberá colocarse nuevamente si es que se apago la
flama.
37
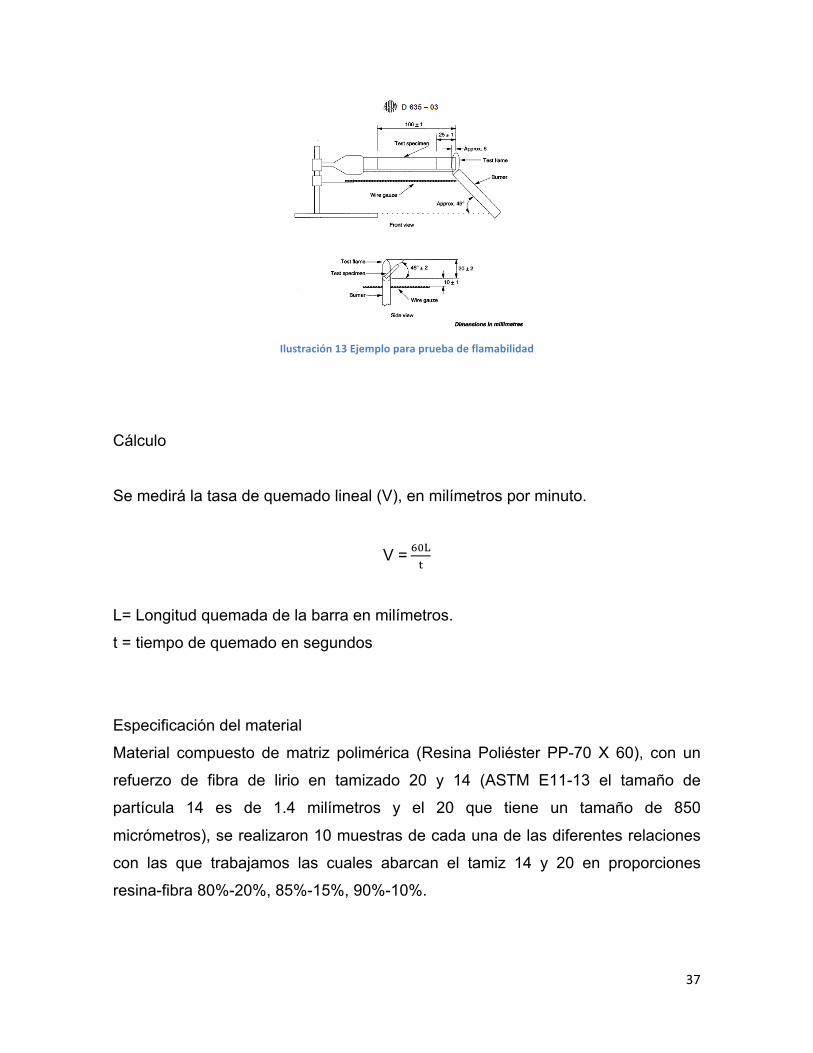
Ilustración 13 Ejemplo para prueba de flamabilidad
Cálculo
Se medirá la tasa de quemado lineal (V), en milímetros por minuto.
V = !"#!
L= Longitud quemada de la barra en milímetros.
t = tiempo de quemado en segundos
Especificación del material
Material compuesto de matriz polimérica (Resina Poliéster PP-70 X 60), con un
refuerzo de fibra de lirio en tamizado 20 y 14 (ASTM E11-13 el tamaño de
partícula 14 es de 1.4 milímetros y el 20 que tiene un tamaño de 850
micrómetros), se realizaron 10 muestras de cada una de las diferentes relaciones
con las que trabajamos las cuales abarcan el tamiz 14 y 20 en proporciones
resina-fibra 80%-20%, 85%-15%, 90%-10%.
38
5.5.2 Prueba de Absorción de Agua
El procedimiento se realizó utilizando la norma ASTM 272-01 Standard Test
Method for Water Absorption of Core Materials for Structural Sandwich
Constructions (Space Simulation; Aerospace and Aircraft; Composite Materials).
Este método de ensayo cubre la determinación de absorción de agua por diversos
tipos de materiales de la base estructural cuando son sumergidos en un ambiente
de alta humedad. La muestra de ensayo presentó la siguiente geometría: ser
mayor a 75 mm por 75 mm por 12,7 mm de espesor.
Especificación del material Material compuesto de matriz polimérica (Resina Poliéster PP-70 X 60), con un
refuerzo de fibra de lirio en tamizado 20 y 14 (ASTM E11-13 el tamaño de
partícula T-14 es de 1.4 milímetros y el T-20 que tiene un tamaño de 850
micrómetros), se realizaron 5 muestras de cada una de las diferentes relaciones
con las que trabajamos las cuales abarcan el tamiz 14 y 20 en proporciones
resina-fibra 80%-20%, 85%-15%, 90%-10%.
Procedimiento Las muestras se tendrán en Inmersión total durante 24 Hr en un recipiente a
temperatura de 23°± 3°. Los materiales que flotan deben mantenerse bajo el agua
contenidos por una red para evitar que suban a la superficie. Al final de las 24 h,
se retiran los especímenes, agitar vigorosamente, limpie toda el agua superficial
con un paño seco, y pesar inmediatamente y registrar el peso.
Cálculo Calcular el porcentaje de incremento de peso con la siguiente expresión:
Incremento de peso % = !!!! 𝑥 100
Donde:
39
W = Peso húmedo (gramos).
D = Peso en seco (gramos).
5.5.3 Prueba de Análisis Microscópico
El Microscopio electrónico de barrido o SEM (Scanning Electron Microscopy),
utiliza un haz de electrones en lugar de un haz de luz para formar una imagen
ampliada de la superficie de un objeto. Es un instrumento que permite la
observación y caracterización superficial de sólidos inorgánicos y orgánicos. Tiene
una gran profundidad de campo, la cual permite que se enfoque a la vez una gran
parte de la muestra.
5.5.4 Prueba de Análisis TGA.
El análisis TGA permite conocer la degradación del material presentada en porcentaje a
medida que se aumenta la temperatura, se utilizó un equipo TGA Q500 en un método de
operación normal teniendo una rampa de temperatura de 10°C/min en una atmosfera de
nitrógeno de 60ml/min.

40
6 Resultados

41
6.1 Prueba de Tensión
La prueba de tensión se llevó a cabo en una maquina universal de tipo SHIMADZU a una
velocidad de 5mm/min en un procedimiento estático.
a) T20 80% Resina-20% Fibra
Gráfica 1
En la gráfica 1 se observan los mejores los ejemplares de la proporción 80%
Resina - 20% Fibra en el tamiz número 20, podemos observar que el
comportamiento de las tres probetas es muy similar casi idéntico en su rango
elástico, hasta su límite de elasticidad, después las probetas siguen un
comportamiento similar e incluso su primer fractura se observa en las tres en un
intervalo de deformación muy corto, la primer fractura se da en las tres probetas
entre 0.02 y 0.0025, donde realmente se encuentra una diferencia más notable es
0.0E+00
5.0E+05
1.0E+06
1.5E+06
2.0E+06
2.5E+06
3.0E+06
3.5E+06
4.0E+06
4.5E+06
5.0E+06
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045 0.05
Esfuerzo, P
a
Deformación

42
en su fractura final en donde la probeta representada con el color verde mostro
mejores prestaciones.
b) T20 85% Resina-15% Fibra.
Gráfica 2
Esta gráfica 2 es un claro ejemplo de la repetibilidad que se obtuvo en el trabajo
ya que nos encontramos con tres probetas con comportamiento muy parecido en
donde la representada con el color morado alcanzó la máxima fractura final a una
mayor deformación y a una fuerza más grande que sus similares, se observa
tambien que muestran su primer fractura muy similar en relación a su deformación
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045
Esfuerzo,Pa
Deformación

43
ya que esta se da entre 0.01 y 0.02, en esta proporción de resina-fibra su región
elastica es muy corta, esto quiere decir que el material tiene un comportamiento
plástico.
c) T20 90% Resina-10% Fibra.
Gráfica 3
El grafico 3 presenta las graficas de esfuerzo-deformación correspondientes a la
proporción 90% resina – 10% fibra del tamiz número 20 de fibra de lirio, se
seleccionaron las dos mejores prestaciones mostrando un comportamiento similar
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04
Esfuerzo,Pa
Deformación
44
en la región plástica, y siguieron en un comportamiento igualitario hasta el punto
de la primer fractura, donde la probeta representada por la línea azul soporto un
esfuerzo mucho mayor a su similar representado con la línea roja.
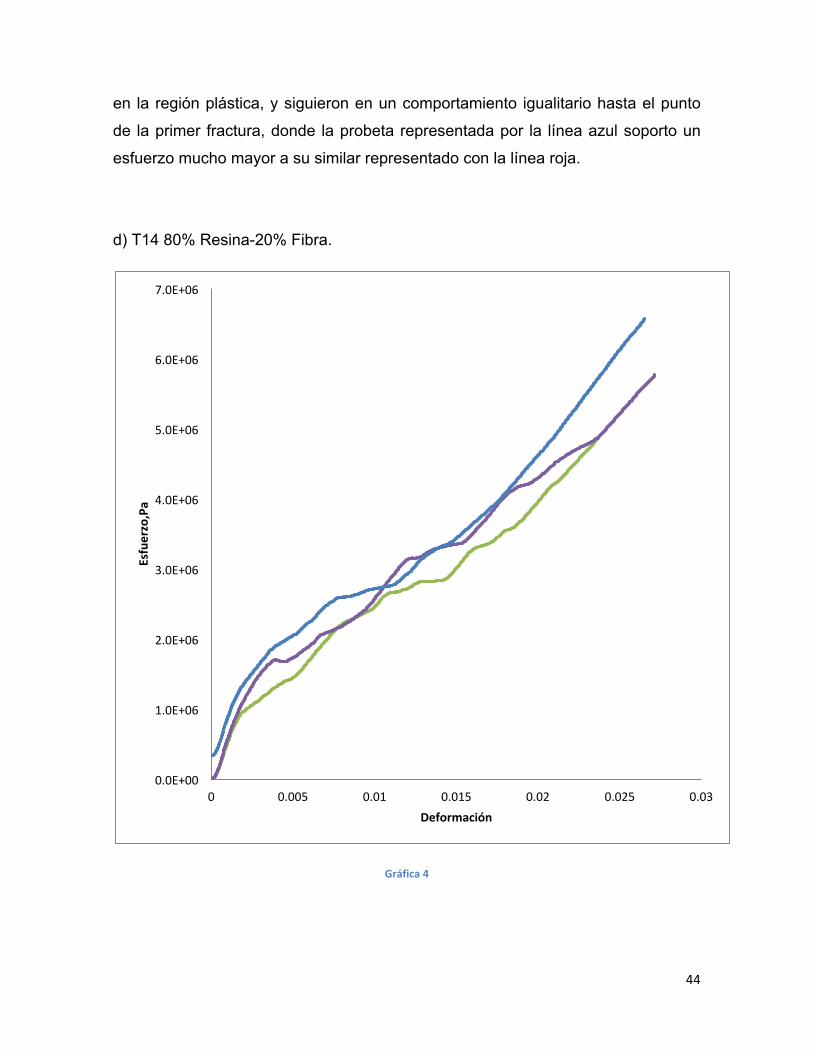
d) T14 80% Resina-20% Fibra.
Gráfica 4
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
7.0E+06
0 0.005 0.01 0.015 0.02 0.025 0.03
Esfuerzo,Pa
Deformación

45
Esta gráfica representa el diagrama esfuerzo-deformación de la proporción 80%
Resina-20% Fibra en el tamaño de fibra T14, se muestra un comportamiento que
sigue en las tres probetas una línea de tendencia similar, pero a diferencia de las
otras proporciones esta proporción es bastante irregular en su comportamiento, ya
que se ven una serie de altos y bajos en las gráficas a diferencia de las otras
proporciones donde es un comportamiento más predecible y consistente, el punto
a resaltar es que las tres probetas tienen una deformación prácticamente igual y
con una diferencia de esfuerzos no muy grande.
e) T14 85% Resina-15% Fibra
Gráfica 5
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04
Esfuerzo,Pa
Deformación

46
Gráfico 5 de esfuerzo-deformación en la proporción 85% resina 15% fibra en T14
las gráficas muestran un comportamiento igualitario hasta el punto de la fractura
final de la muestra representada en color azul, mientras que la otra probeta tiene
un comportamiento que continua aumentando en esfuerzo hasta que llega a su
primer fractura, donde se ve una disminución notable en el gráfico, pero se
recupera tras esa primer fractura y le da la capacidad de llegar a un esfuerzo
mucho mayor.
f) T14 90% Resina-10% Fibra
Gráfica 6
0.0E+00
5.0E+05
1.0E+06
1.5E+06
2.0E+06
2.5E+06
3.0E+06
3.5E+06
4.0E+06
4.5E+06
0 0.01 0.02 0.03 0.04 0.05 0.06
Esfuerzo, P
a
Deformación

47
Aquí se muestra el mejor espécimen que se obtuvo de la relación 90% resina-10%
Fibra de lirio, se muestra solo uno debido a que en esa cantidad de resina en ese
tamiz resulto muy difícil realizar probetas exitosas, muchas de las cuales
presentaron agujeros y grietas al salir de su proceso de curado, lo que daba
prestaciones pésimas en la prueba de tensión, sin embargo se pudo obtener una
que dio prestaciones competitivas en relación con las otras proporciones.Después
de revisar cada uno de los gráficos se escogió al mejor de cada grupo de las
diferentes proporciones y el resultado fue el siguiente.
g) Comparativo final
Gráfica 7
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.01 0.02 0.03 0.04 0.05 0.06
Esfuerzo,Pa
Deformación
T14.80%-‐20%
T20.90%-‐10%
T14.90%-‐10% T20.85%-‐15%
T20.80%-‐20%
T14.85%-‐15%

48
Con el fin de encontrar la mejor relación de material también se compararon las
muestras entre los T14, T20, relación 80% Resina-20% Fibra, relación 85%
Resina-15% Fibra y relación 90% Resina-10% Fibra. De las mejores muestras de
cada relación de material a continuación las graficas. Esto se realiza con la
finalidad de encontrar alguna similitud o una constante que se pueda definir como
repetible y así encontrar la fórmula más eficaz y con mejores prestaciones.
h) Comparativo del Tamiz 14
Gráfica 8
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.01 0.02 0.03 0.04 0.05 0.06
Esfuerzo,Pa
Deformación
T14 85%-‐15%
T14 80%-‐20%
T14 90%-‐10%
49
La gráfica 8 muestra la comparación de resultados de las mejores muestras del
tamiz 14 en las diferentes relaciones con las que se trabajaron. Este grafico deja
ver que no hay grandes similitudes entre muestras por el hecho de compartir el
mismo tamiz, dejando ver que la relación en que estos se trabajen es realmente lo
que importara y marcara la diferencia más notable. Debemos de recordar que el
tamiz 14 es un tamaño de fibra más grande el resultado de la experimentación nos
dejo ver que a mayor sea el tamaño del tamiz, la homogeneización de la mezcla
se verá seriamente afectada ya que es mucho más complicado realizar una
mezcla satisfactoria con este número de tamiz, las consecuencias son la
formación de burbujas internas en las muestras trayendo como resultado
prestaciones muy poco favorables.
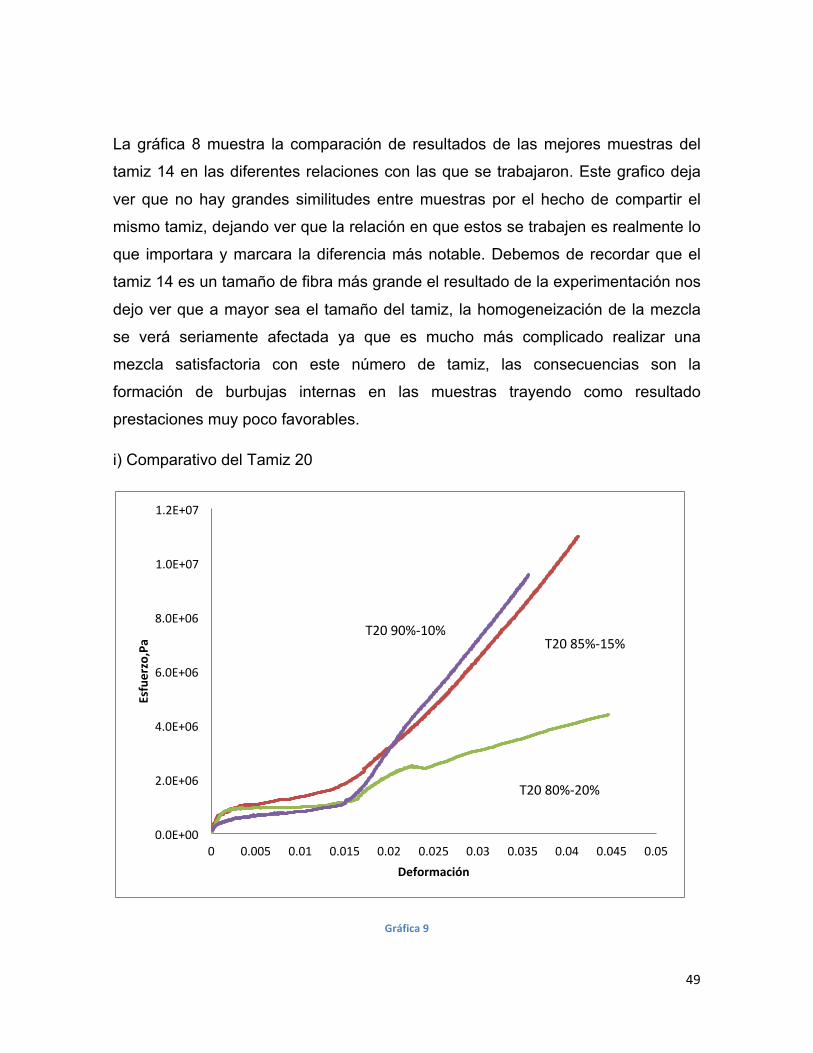
i) Comparativo del Tamiz 20
Gráfica 9
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045 0.05
Esfuerzo,Pa
Deformación
T20 80%-‐20%
T20 90%-‐10% T20 85%-‐15%
50
A diferencia del tamiz 14 el tamiz número 20 resultó ser un gran aliado de la
resina, ya que se hacia una mezcla más homogénea esto donde era difícil
encontrar espacios vacios de fibra dentro de la mezcla, esta acción positiva da
como resultado muestras mucho más consistentes, y es posible verlo en la gráfica
anterior, donde se ve claramente un comportamiento similar en la región plástica,
incluso la primer fractura se da en los tres en un espacio de deformación muy
corto siendo este entre 0.015 y 0.02, la diferencia más notable se dio en la fractura
final, ya que las proporciones 85%resina / 15% resina y 90%resina / 10% se ve un
mayor resistencia a la fuerza aplicada, mientras que la relación restante resulto
tener un comportamiento más elástico deformándose mucho más que las dos
anteriormente mencionadas.
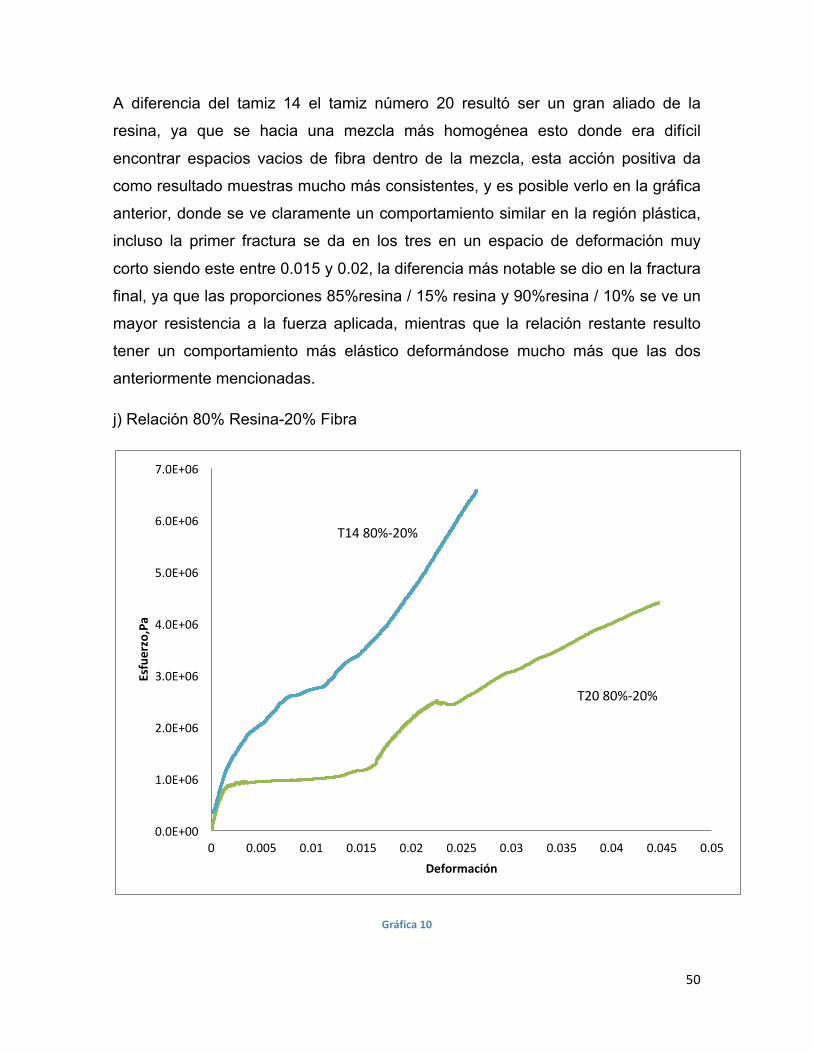
j) Relación 80% Resina-20% Fibra
Gráfica 10
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
7.0E+06
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045 0.05
Esfuerzo,Pa
Deformación
T20 80%-‐20%
T14 80%-‐20%
51
La grafica mostrada anteriormente nos muestra los mejores especímenes de las
relaciones 80% resina / 20% fibra, realmente no muestran similitudes entre ambos
gráficos siendo comportamientos completamente diferentes.
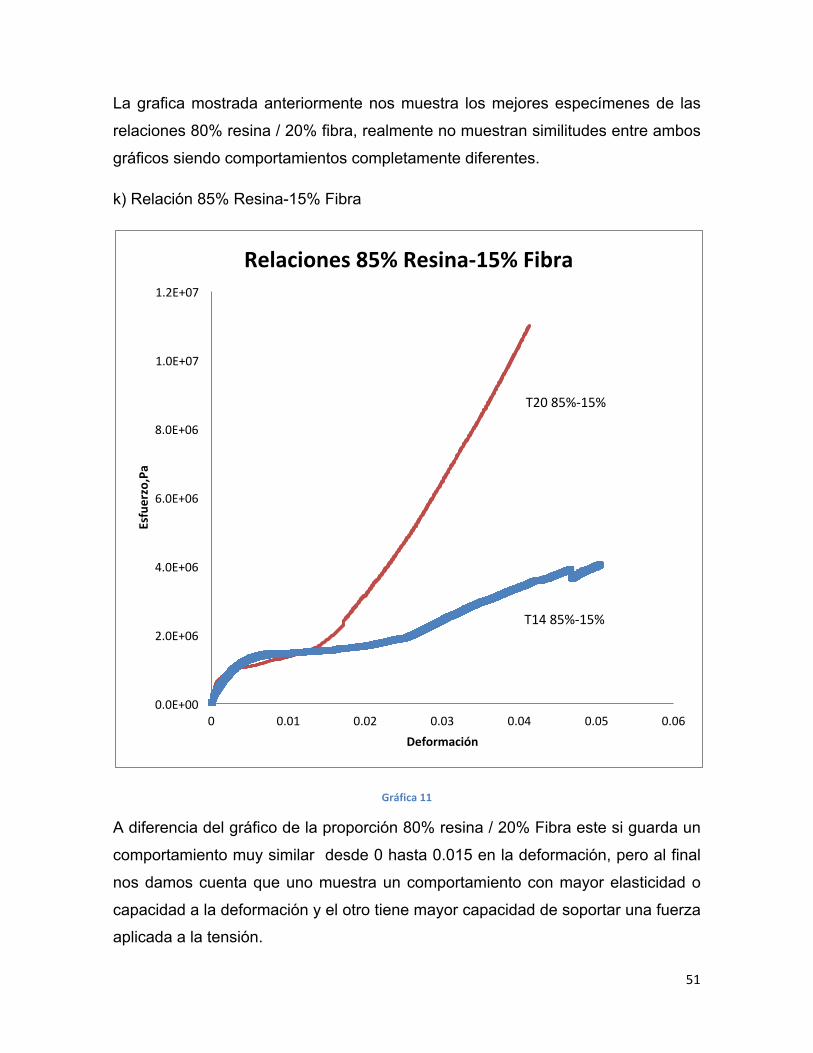
k) Relación 85% Resina-15% Fibra
Gráfica 11
A diferencia del gráfico de la proporción 80% resina / 20% Fibra este si guarda un
comportamiento muy similar desde 0 hasta 0.015 en la deformación, pero al final
nos damos cuenta que uno muestra un comportamiento con mayor elasticidad o
capacidad a la deformación y el otro tiene mayor capacidad de soportar una fuerza
aplicada a la tensión.
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.01 0.02 0.03 0.04 0.05 0.06
Esfuerzo,Pa
Deformación
Relaciones 85% Resina-‐15% Fibra
T20 85%-‐15%
T14 85%-‐15%

52
l) Relación 90% Resina-10% Fibra
Gráfica 12
La gráfica muestra la comparación de la relación 90-10 en los dos diferentes
tamaños de fibra con los que se trabajo, se ve claramente que no guardan una
comportamiento similar, si no que se comportan totalmente diferente, siendo en
este caso que no importa que compartan la misma relación no se comportaran de
manera similar.
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04
Esfuerzo,Pa
Deformación
T20 90%-‐10%
T14 90%-‐10%

53
La única similitud que estos dos muestran es su última fractura, ya que es muy
similar.
A continuación se expresa un resumen cuantitativo de las principales propiedades
que se miden en tensión. Se agrego una línea de tendencia a los gráficos
anteriormente mostrados. Con la línea de tendencia podemos tener una ecuación
característica de cada muestras y con dicha línea mediante integración se puede
saber el área bajo la curva y de esta manera saber la resilencia la cual es
la energía de deformación que puede ser recuperada de un cuerpo deformado
cuando cesa el esfuerzo que causa la deformación. La resiliencia es igual
al trabajo externo realizado para deformar un material hasta su límite elástico.
Tabla 2. Resultados globales de propiedades mecánicas de las pruebas de ensayo de tensión Probeta Cedencia Primer fractura fractura final Deformación final Resilencia
GPa GPa GPa T20 90:10 0.76 1.12 9.53 0.035 8.13E+64 T20 85:15 1.08 2.29 10.93 0.04 5.32E+64 T20 80:20 0.90 1.30 4.40 0.044 1.82E+62 T14 90:10 2.78 7.07 9.72 0.036 1.17E+65 T14 85:15 1.38 3.83 4.01 0.026 4.80E+60 T14 80:20 2.56 3.29 6.58 0.05 5.32E+63
En la Tabla 2 se expresan los resultados de las mejores muestras de cada
combinación, podemos deducir de la tabla anterior que la mejor combinación es
T20 en 85% resina por 15% de fibra, lo podemos observar debido a que es el que
notoriamente soporta una fuerza mayor hasta su fractura final, y su deformación
final es bastante buena siendo la número tres en posición en relación a sus
similares.

54
Ilustración 14 Probeta de ensayo de tensión en el molde contenedor
En la imagen anterior se muestra como era el resultado final de la probeta una vez
curada, en la imagen se muestra la probeta aún entra las placas de madera que
servían como molde, para retirar la muestra se daban golpes muy leves a la
superficie y sobretodo en el contorno de la muestra, de esta manera la resina
excedente se quebraba y daba paso a la salida de la muestra. En la imagen
siguiente se muestra una probeta fuera del molde.
Ilustración 15 Muestra lista para ensayo de tensión
55
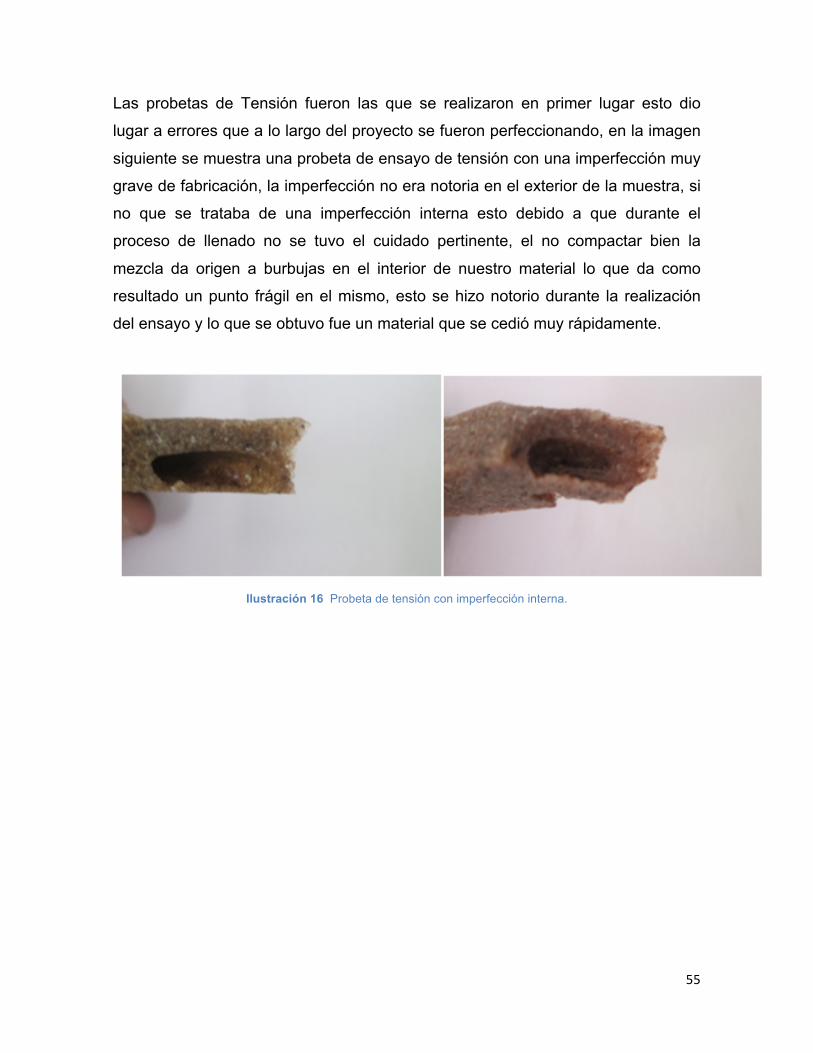
Las probetas de Tensión fueron las que se realizaron en primer lugar esto dio
lugar a errores que a lo largo del proyecto se fueron perfeccionando, en la imagen
siguiente se muestra una probeta de ensayo de tensión con una imperfección muy
grave de fabricación, la imperfección no era notoria en el exterior de la muestra, si
no que se trataba de una imperfección interna esto debido a que durante el
proceso de llenado no se tuvo el cuidado pertinente, el no compactar bien la
mezcla da origen a burbujas en el interior de nuestro material lo que da como
resultado un punto frágil en el mismo, esto se hizo notorio durante la realización
del ensayo y lo que se obtuvo fue un material que se cedió muy rápidamente.
Ilustración 16 Probeta de tensión con imperfección interna.
56
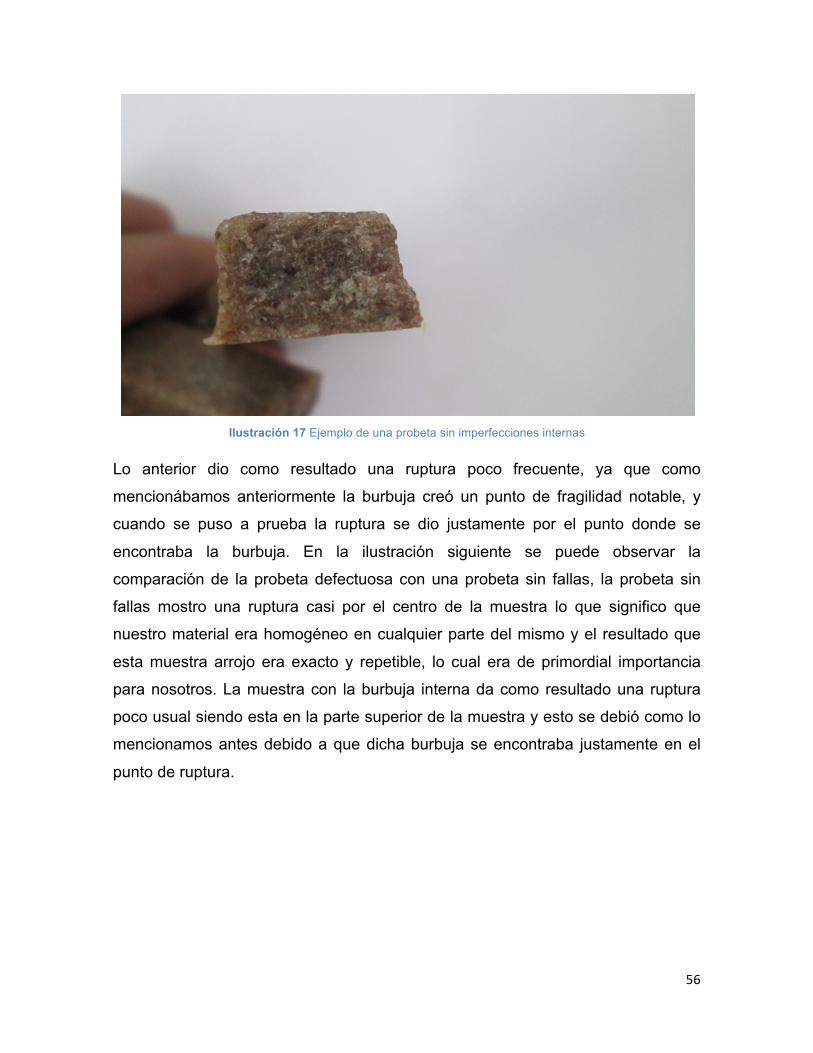
Ilustración 17 Ejemplo de una probeta sin imperfecciones internas
Lo anterior dio como resultado una ruptura poco frecuente, ya que como
mencionábamos anteriormente la burbuja creó un punto de fragilidad notable, y
cuando se puso a prueba la ruptura se dio justamente por el punto donde se
encontraba la burbuja. En la ilustración siguiente se puede observar la
comparación de la probeta defectuosa con una probeta sin fallas, la probeta sin
fallas mostro una ruptura casi por el centro de la muestra lo que significo que
nuestro material era homogéneo en cualquier parte del mismo y el resultado que
esta muestra arrojo era exacto y repetible, lo cual era de primordial importancia
para nosotros. La muestra con la burbuja interna da como resultado una ruptura
poco usual siendo esta en la parte superior de la muestra y esto se debió como lo
mencionamos antes debido a que dicha burbuja se encontraba justamente en el
punto de ruptura.

57
Ilustración 18 Comparativo de probeta con imperfección (izquierda) contra una probeta sin imperfección (derecha)

58
6.2 Prueba de Absorción de agua
Tabla 2 Absorción de agua
Probeta Peso
Antes
(gr)
Peso
después
(gr)
Densidad
antes
(gr/cm3)
Densidad
después
(gr/cm3)
Incremento
de peso
%
T20 80:20
209 212 1.2337 1.2514 1.4354
205 207 1.2101 1.2219 0.9756
208 210 1.2278 1.2396 0.9615
206 208 1.2160 1.2278 0.9708
207 209 1.2219 1.2337 0.9661
T20 85:15
238 240 1.2844 1.2951 0.8403
207 209 1.2219 1.2337 0.9661
210 212 1.2396 1.2514 0.9523
212 214 1.2514 1.2632 0.9433
206 208 1.2160 1.2278 0.9708
T20 90:10
234 236 1.2600 1.2708 0.8547
208 210 1.2278 1.2396 0.9615
210 213 1.2396 1.2573 1.4285
211 213 1.2455 1.2573 0.9478
209 211 1.2337 1.2455 0.9569
T14 80:20
210 212 1.2396 1.2514 0.9523
206 209 1.2160 1.2337 1.4563
208 210 1.2278 1.2396 0.9615
209 211 1.2337 1.2455 0.9569
207 210 1.2211 1.2396 1.4492
T1485:15
204 207 1.2042 1.2219 1.4705
208 210 1.2278 1.2396 0.9615
209 211 1.2337 1.2455 0.9569
210 212 1.2396 1.2514 0.9523

59
209 211 1.2337 1.2455 0.9569
T14 90:10
212 214 1.2514 1.2632 0.9433
208 210 1.2278 1.2396 0.9615
209 212 1.2337 1.2514 1.4354
207 209 1.2219 1.2337 0.9661
209 211 1.2337 1.2455 0.9569
Estos fueron los resultados obtenidos después de realizada la inmersión en agua
durante 24 hr. A continuación una tabla que muestra un análisis de resultados.
Tabla 3 Resultados de absorción de agua globales
Probetas Promedio del incremento
de peso expresado en %
Desviación estándar del
incremento de peso
expresado en %
T20 80%-20% 1.062 0.209
T20 85%-15% 0.935 0.054
T20 90%-10% 1.030 0.227
T14 80%-20% 1.155 0.272
T14 85%-15% 1.060 0.230
T14 90%-10% 1.053 0.214
La Tabla 4 muestra el incremento de peso en porcentaje y desviación estándar
que se obtuvo después del experimento, si el incremento de peso fue muy
pequeño en todas las combinaciones, jamás siendo mayor a 2% de su peso, el
que fue nuevamente quien presentó mejores prestaciones fue la combinación T20
en proporción 85% Resina-15% Fibra teniendo solamente un 0.935% de
incremento de peso.

60
En la siguiente sección se muestra un ejemplo y fotos de la realización del
experimento. Se muestran a continuación algunas de las probetas del ensayo.
Ilustración 19 Muestras listas para prueba
Ilustración 20 Muestra sumergida en Agua

61
Ilustración 21 Muestra totalmente sumergida
62
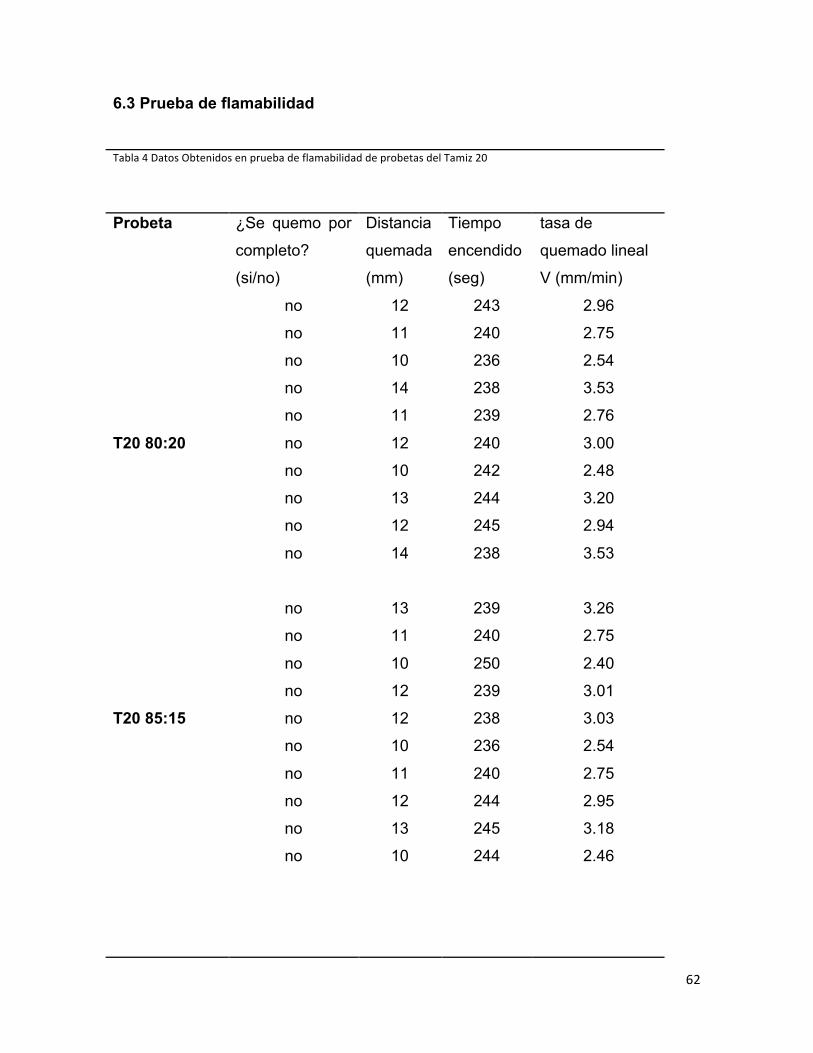
6.3 Prueba de flamabilidad Tabla 4 Datos Obtenidos en prueba de flamabilidad de probetas del Tamiz 20
Probeta ¿Se quemo por
completo?
(si/no)
Distancia
quemada
(mm)
Tiempo
encendido
(seg)
tasa de
quemado lineal
V (mm/min)
T20 80:20
no 12 243 2.96
no 11 240 2.75
no 10 236 2.54
no 14 238 3.53
no 11 239 2.76
no 12 240 3.00
no 10 242 2.48
no 13 244 3.20
no 12 245 2.94
no 14 238 3.53
T20 85:15
no 13 239 3.26
no 11 240 2.75
no 10 250 2.40
no 12 239 3.01
no 12 238 3.03
no 10 236 2.54
no 11 240 2.75
no 12 244 2.95
no 13 245 3.18
no 10 244 2.46
63
T20 90:10
no 12 243 2.96
no 14 246 3.41
no 10 240 2.50
no 11 239 2.76
no 12 240 3.00
no 14 248 3.39
no 13 246 3.17
no 11 247 2.67
no 10 245 2.45
no 10 239 2.51
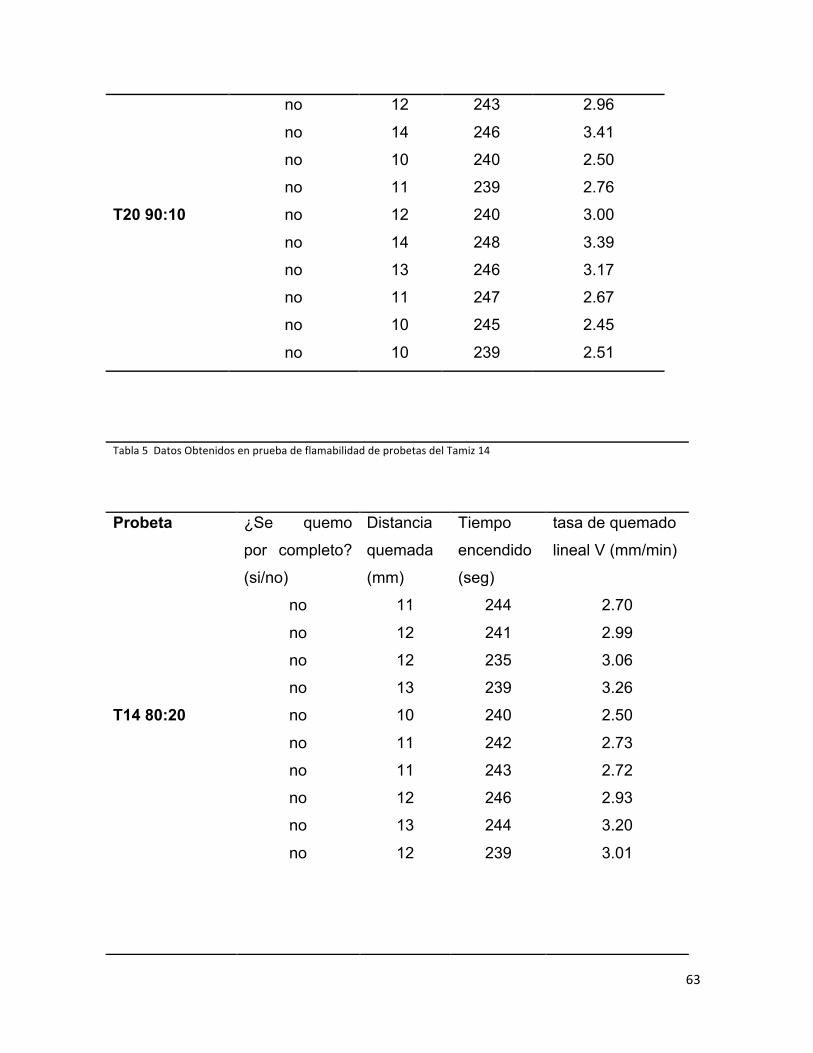
Tabla 5 Datos Obtenidos en prueba de flamabilidad de probetas del Tamiz 14
Probeta ¿Se quemo
por completo?
(si/no)
Distancia
quemada
(mm)
Tiempo
encendido
(seg)
tasa de quemado
lineal V (mm/min)
T14 80:20
no 11 244 2.70
no 12 241 2.99
no 12 235 3.06
no 13 239 3.26
no 10 240 2.50
no 11 242 2.73
no 11 243 2.72
no 12 246 2.93
no 13 244 3.20
no 12 239 3.01
64
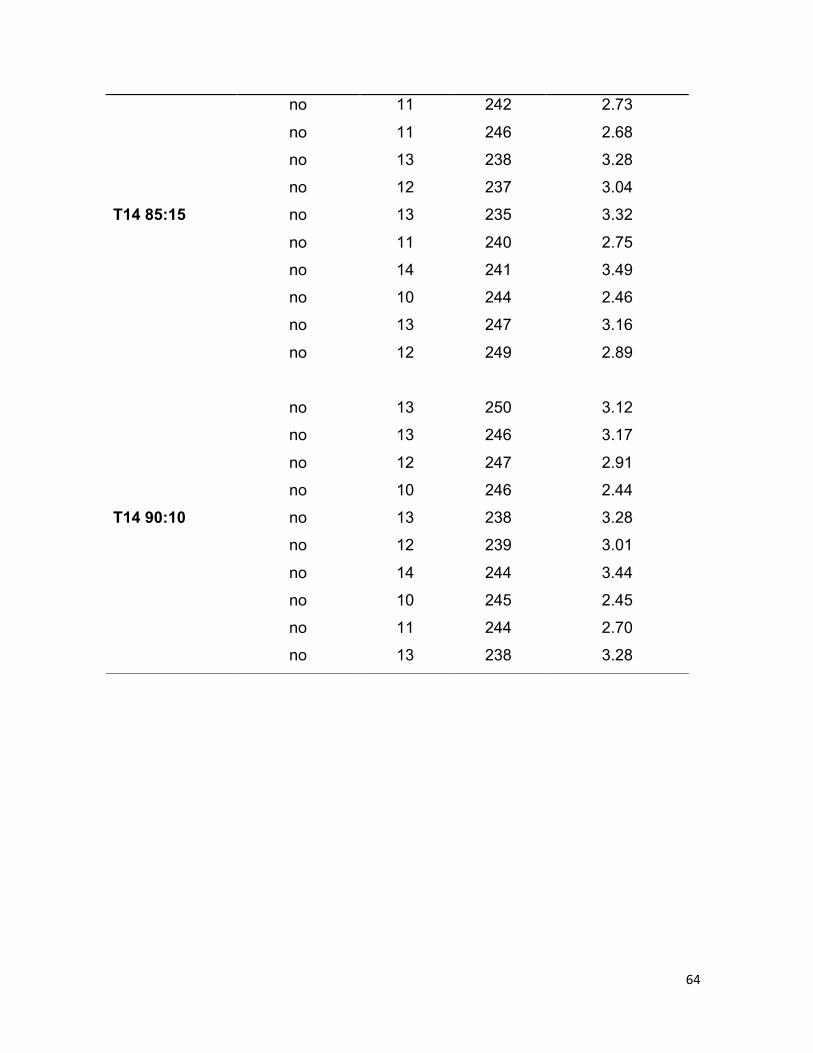
T14 85:15
no 11 242 2.73
no 11 246 2.68
no 13 238 3.28
no 12 237 3.04
no 13 235 3.32
no 11 240 2.75
no 14 241 3.49
no 10 244 2.46
no 13 247 3.16
no 12 249 2.89
T14 90:10
no 13 250 3.12
no 13 246 3.17
no 12 247 2.91
no 10 246 2.44
no 13 238 3.28
no 12 239 3.01
no 14 244 3.44
no 10 245 2.45
no 11 244 2.70
no 13 238 3.28
65
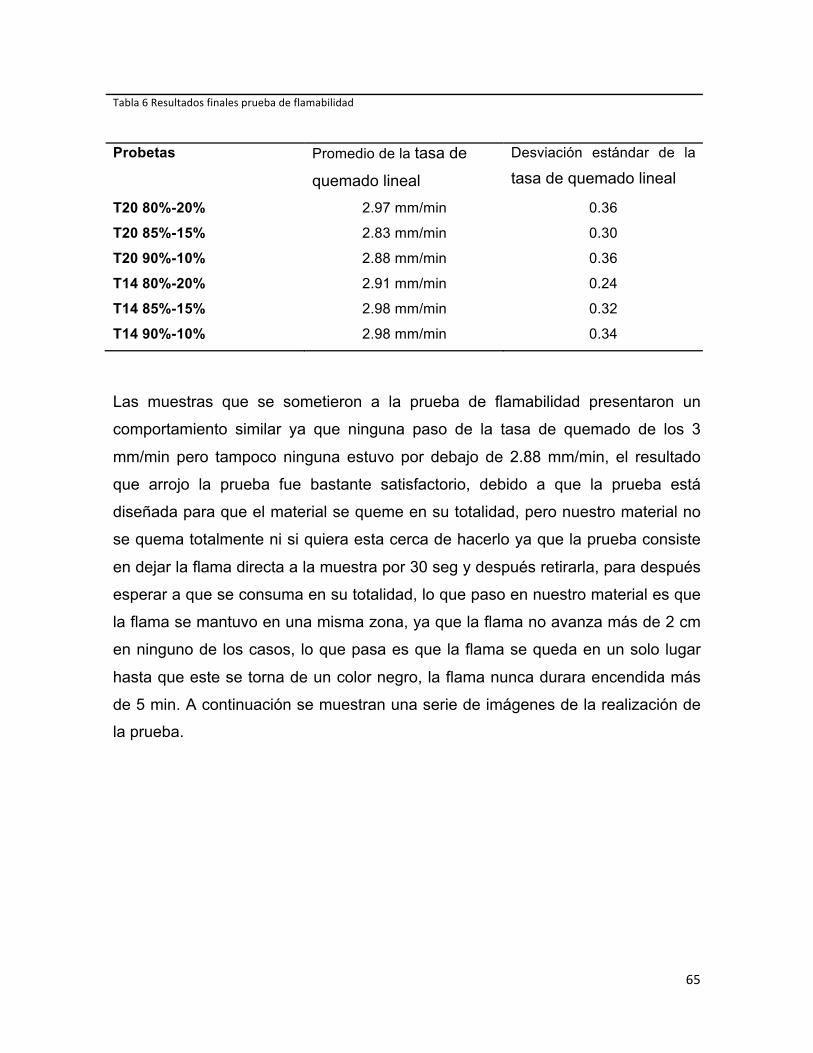
Tabla 6 Resultados finales prueba de flamabilidad
Probetas Promedio de la tasa de
quemado lineal
Desviación estándar de la
tasa de quemado lineal
T20 80%-20% 2.97 mm/min 0.36
T20 85%-15% 2.83 mm/min 0.30
T20 90%-10% 2.88 mm/min 0.36
T14 80%-20% 2.91 mm/min 0.24
T14 85%-15% 2.98 mm/min 0.32
T14 90%-10% 2.98 mm/min 0.34
Las muestras que se sometieron a la prueba de flamabilidad presentaron un
comportamiento similar ya que ninguna paso de la tasa de quemado de los 3
mm/min pero tampoco ninguna estuvo por debajo de 2.88 mm/min, el resultado
que arrojo la prueba fue bastante satisfactorio, debido a que la prueba está
diseñada para que el material se queme en su totalidad, pero nuestro material no
se quema totalmente ni si quiera esta cerca de hacerlo ya que la prueba consiste
en dejar la flama directa a la muestra por 30 seg y después retirarla, para después
esperar a que se consuma en su totalidad, lo que paso en nuestro material es que
la flama se mantuvo en una misma zona, ya que la flama no avanza más de 2 cm
en ninguno de los casos, lo que pasa es que la flama se queda en un solo lugar
hasta que este se torna de un color negro, la flama nunca durara encendida más
de 5 min. A continuación se muestran una serie de imágenes de la realización de
la prueba.

66
Ilustración 22 Muestras de flamabilidad listas para probarse
Ilustración 23 Probeta de flamabilidad en prueba
En la imagen anterior se muestra una probeta siendo experimentada, la flama se
muestra constante pero al transcurrir de los minutos se desvaneció sin haber
avanzado más de 2cm como se muestra en la ilustración siguiente.

67
Ilustración 24 Probeta al finalizar la prueba
68
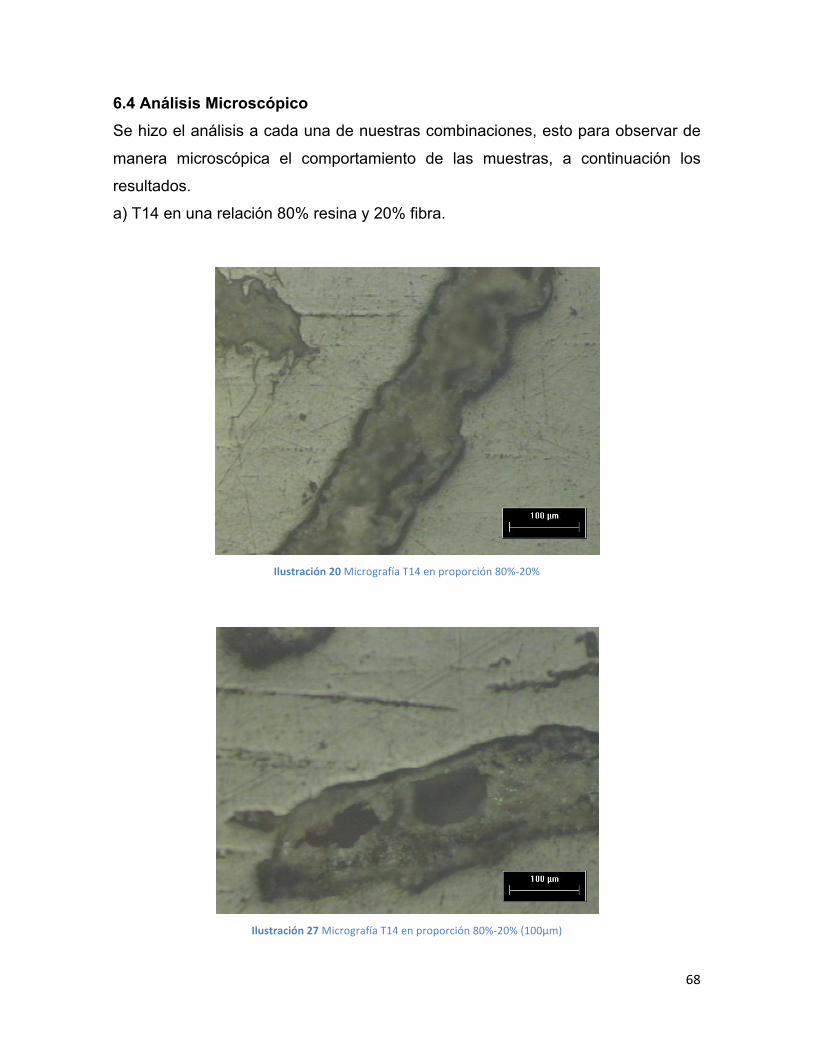
6.4 Análisis Microscópico Se hizo el análisis a cada una de nuestras combinaciones, esto para observar de
manera microscópica el comportamiento de las muestras, a continuación los
resultados.
a) T14 en una relación 80% resina y 20% fibra.
Ilustración 20 Micrografía T14 en proporción 80%-‐20%
Ilustración 27 Micrografía T14 en proporción 80%-‐20% (100µm)

69
En las Ilustraciones 26 y 27 se muestra la fotografía de el material bajo la lente
del microscopio, como se puede observar en la imagen se hace un acercamiento a
un filamento de fibra, en esta imagen se trata del tamiz 14 lo que notablemente se
puede observar es que este muestra orificios dentro de la fibra lo cual es normal
debido a su tamaño, esto se debe a que el tamaño de la fibra es mayor que el
tamiz 20 lo que da a lugar a estas imperfecciones, esto podría dar como resultado
fragilidad en las muestras, pero a su vez la fotografía muestra una buena
adherencia entre la fibra y la resina.
b) T14 en una relación 85% resina y 15% fibra.
Ilustración 28 Micrografía T14 en proporción 85%-‐15% (100µm)

70
Ilustración 29 Micrografía T14 en proporción 85%-‐15% (10µm)
En las imágenes anteriores observamos T14 en una relación 85% resina y 15%
fibra el cual muestra una superficie mucho más limpia que la anterior pero con
fibras irregulares.

71
c) T14 en una relación 90% resina y 10% fibra.
Ilustración 28 Micrografía T14 en proporción 90%-‐10% (100µm)
Ilustración 29 Micrografía T14 en proporción 90%-‐10% (10µm)
72
En las muestras anteriores observamos un gran parecido con T14 en una relación
85% resina y 15% fibra pero podemos decir que se ve una superficie mucho más
lisa y se muestra una buena aleación entre la fibra y la resina.
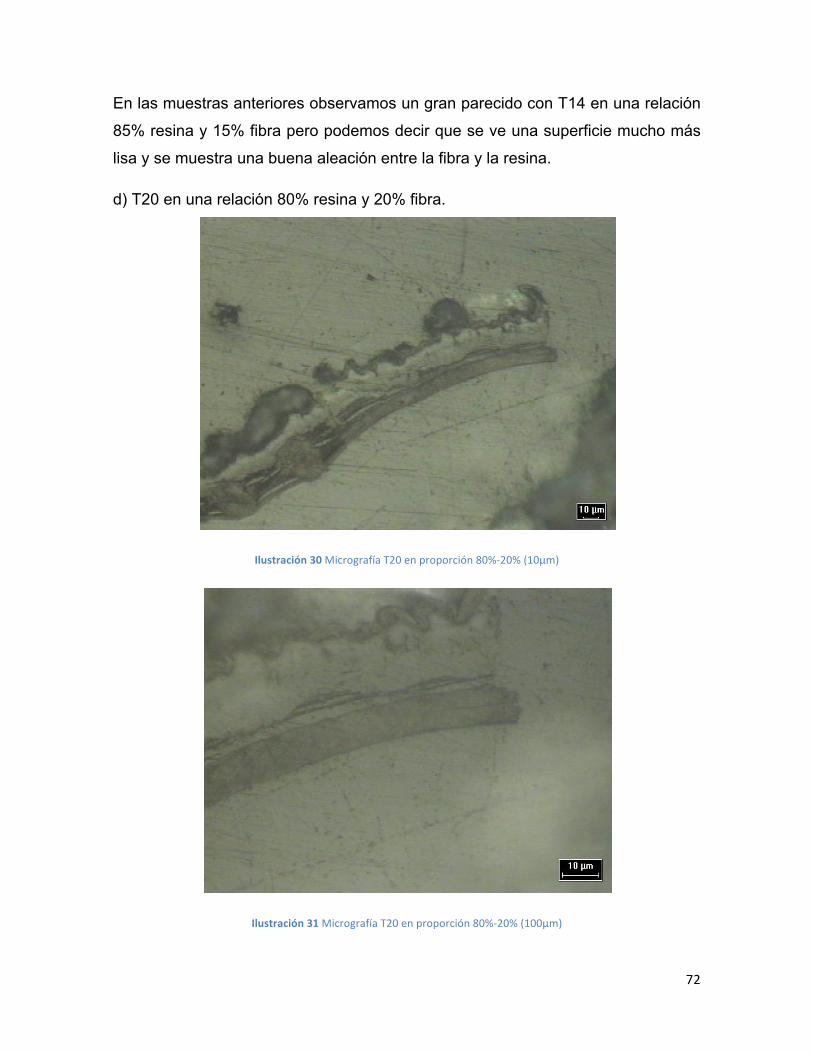
d) T20 en una relación 80% resina y 20% fibra.
Ilustración 30 Micrografía T20 en proporción 80%-‐20% (10µm)
Ilustración 31 Micrografía T20 en proporción 80%-‐20% (100µm)

73
Observamos una imagen de un filamento de fibra del tamiz 20 rodeado de resina,
se puede apreciar una superficie limpia y lisa con un comportamiento idóneo entre
resina y fibra, ya que no se ven burbujas en ninguna de las imágenes
presentadas.
e) T20 en una relación 85% resina y 15% fibra.
Ilustración 32 Micrografía T20 en proporción 85%-‐15% (100µm)
Ilustración 33 Micrografía T20 en proporción 85%-‐15% (10µm)
74
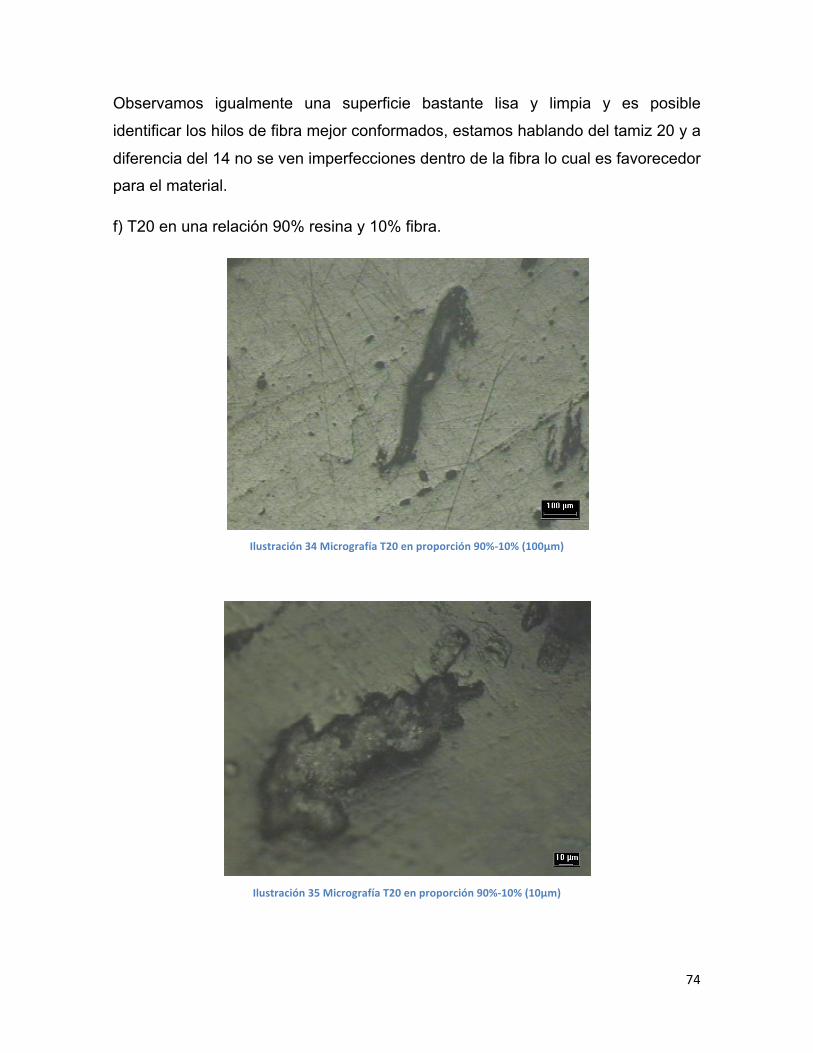
Observamos igualmente una superficie bastante lisa y limpia y es posible
identificar los hilos de fibra mejor conformados, estamos hablando del tamiz 20 y a
diferencia del 14 no se ven imperfecciones dentro de la fibra lo cual es favorecedor
para el material.
f) T20 en una relación 90% resina y 10% fibra.
Ilustración 34 Micrografía T20 en proporción 90%-‐10% (100µm)
Ilustración 35 Micrografía T20 en proporción 90%-‐10% (10µm)

75
Recordemos que el material es en mayor porcentaje resina por eso se observa los
filamentos de fibra rodeados por la resina, en este tamiz no se observo una sola
burbuja o imperfección fuera de parámetros, por eso podemos concluir que el
tamiz 20 es el ideal para hacer nuestro material.

76
6.5 Análisis TGA Este análisis como se explico anteriormente indica la degradación del material
expresada en porcentaje con relación a un incremento de temperatura constante,
en este caso fue de 10°C/min, a continuación los gráficos correspondientes.
a) TGA correspondiente al lirio
Gráfica 13
En la gráfica 13 está representada la degradación del lirio sin ser combinado con la resina, podemos observar que en la primera parte del descenso de porcentaje de peso es mínima estamos hablando de los primeros 200°C, probablemente sea perdida de agua en el lirio después se observa un descenso acelerado del porcentaje de peso indicando que se degrada la materia hasta llegar a los 550°C quedando un 25% del peso del lirio.
77
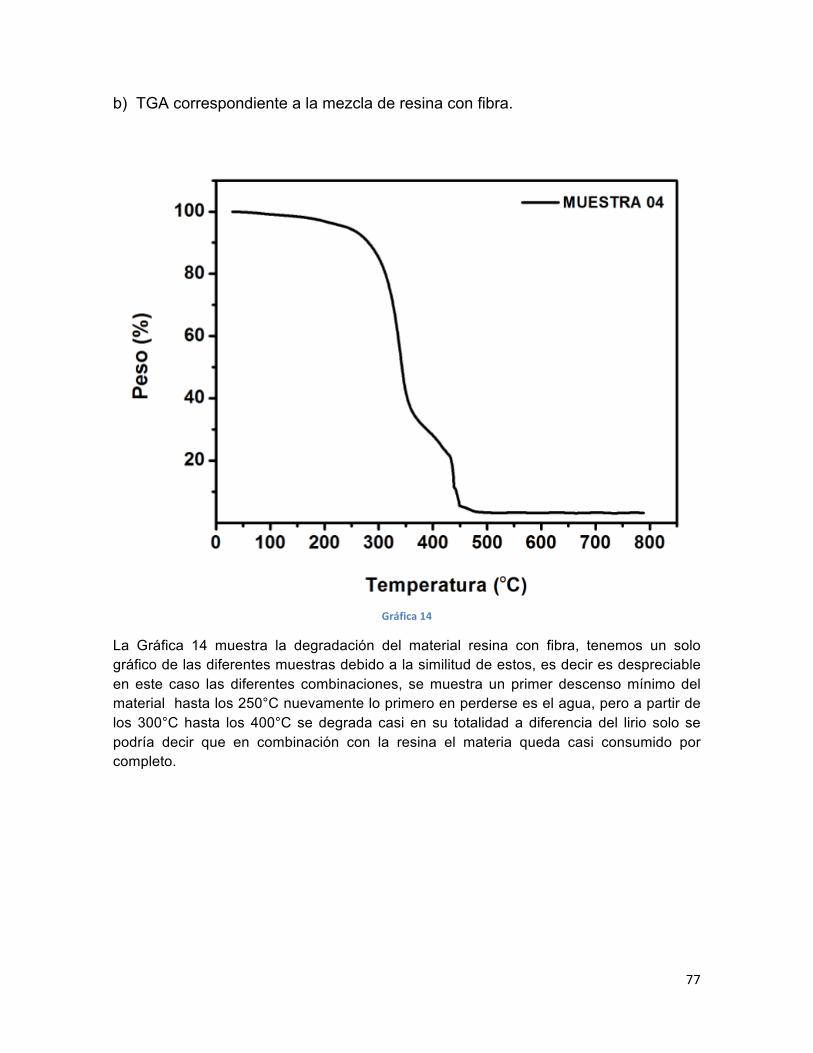
b) TGA correspondiente a la mezcla de resina con fibra.
Gráfica 14
La Gráfica 14 muestra la degradación del material resina con fibra, tenemos un solo gráfico de las diferentes muestras debido a la similitud de estos, es decir es despreciable en este caso las diferentes combinaciones, se muestra un primer descenso mínimo del material hasta los 250°C nuevamente lo primero en perderse es el agua, pero a partir de los 300°C hasta los 400°C se degrada casi en su totalidad a diferencia del lirio solo se podría decir que en combinación con la resina el materia queda casi consumido por completo.

78
7 Investigación a futuro y sugerencias
79
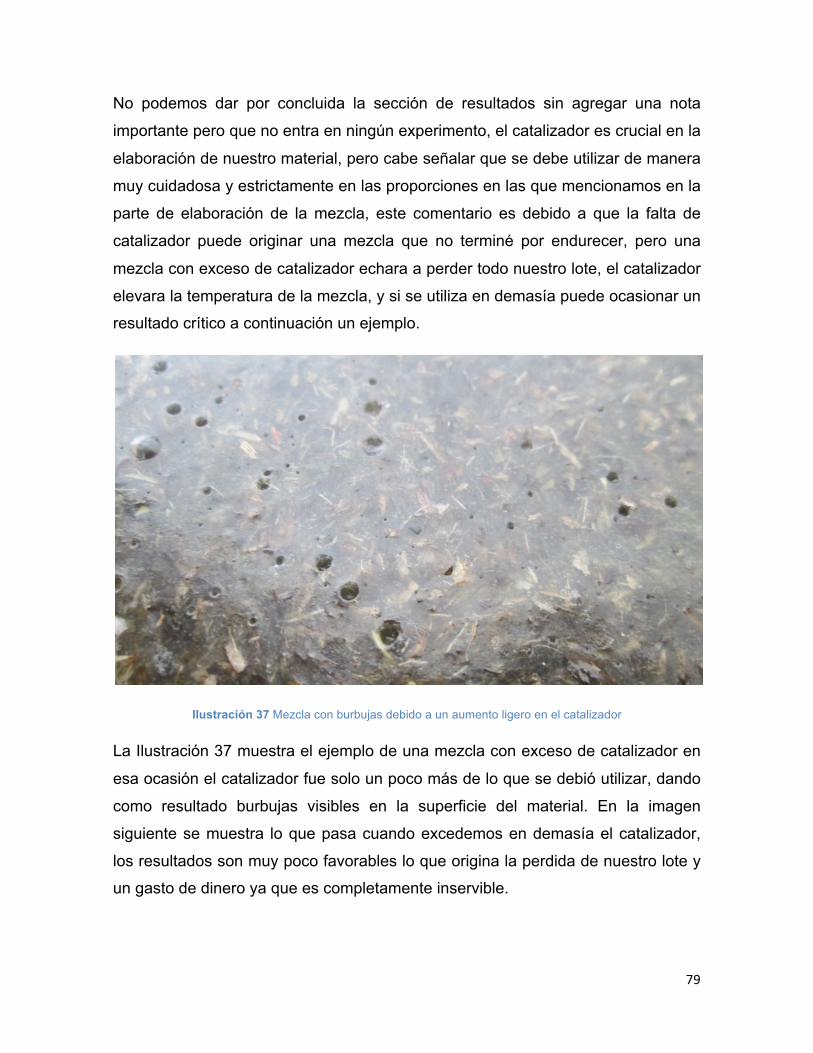
No podemos dar por concluida la sección de resultados sin agregar una nota
importante pero que no entra en ningún experimento, el catalizador es crucial en la
elaboración de nuestro material, pero cabe señalar que se debe utilizar de manera
muy cuidadosa y estrictamente en las proporciones en las que mencionamos en la
parte de elaboración de la mezcla, este comentario es debido a que la falta de
catalizador puede originar una mezcla que no terminé por endurecer, pero una
mezcla con exceso de catalizador echara a perder todo nuestro lote, el catalizador
elevara la temperatura de la mezcla, y si se utiliza en demasía puede ocasionar un
resultado crítico a continuación un ejemplo.
Ilustración 37 Mezcla con burbujas debido a un aumento ligero en el catalizador
La Ilustración 37 muestra el ejemplo de una mezcla con exceso de catalizador en
esa ocasión el catalizador fue solo un poco más de lo que se debió utilizar, dando
como resultado burbujas visibles en la superficie del material. En la imagen
siguiente se muestra lo que pasa cuando excedemos en demasía el catalizador,
los resultados son muy poco favorables lo que origina la perdida de nuestro lote y
un gasto de dinero ya que es completamente inservible.

80
Ilustración 38 Material con exceso de catalizador
La Ilustración 38 muestra un material completamente inservible debido al exceso
de catalizador, debemos tomar en cuenta las medidas adecuadas y siempre darle
su tiempo de curado pertinente sin tratar de acelerar el proceso, una buena
mezcla respetando las medidas y cantidades exactas debería verse de la siguiente
manera.
81
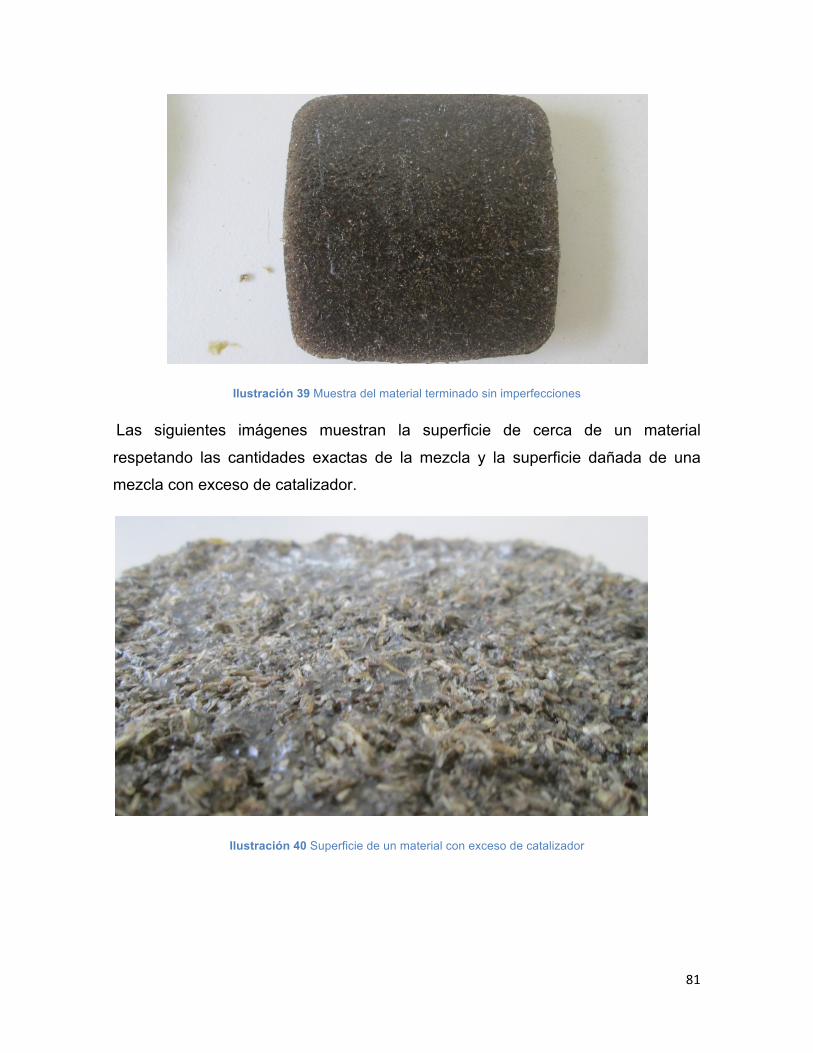
Ilustración 39 Muestra del material terminado sin imperfecciones
Las siguientes imágenes muestran la superficie de cerca de un material
respetando las cantidades exactas de la mezcla y la superficie dañada de una
mezcla con exceso de catalizador.
Ilustración 40 Superficie de un material con exceso de catalizador
82
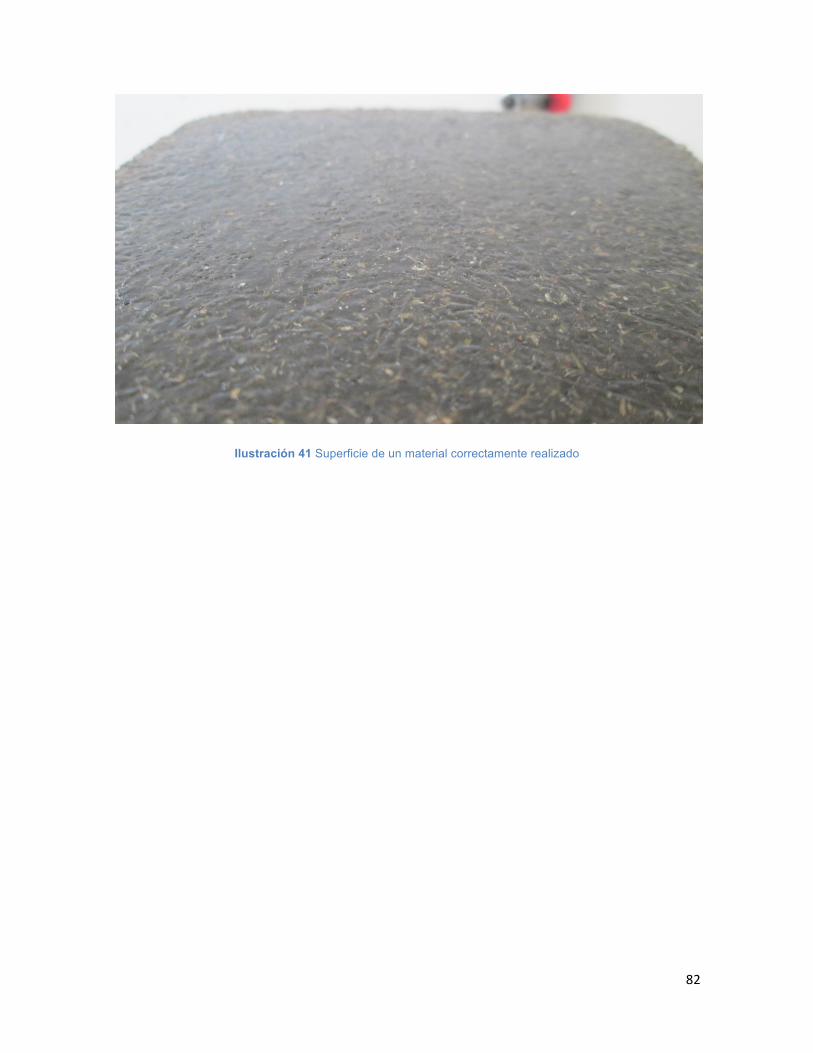
Ilustración 41 Superficie de un material correctamente realizado

83
8 Conclusiones

84
En esta tesis el objetivo era encontrar una aplicación o una posible aplicación para
la aviación utilizando el material compuesto elaborado con resina y fibra de lirio,
tras un análisis exhaustivo y pasando por un sinfín de pensamientos y posibles
aplicaciones se tenía que aterrizar la tesis en algo palpable, comprobable y real,
algo que fuera un hecho, nuestra investigación nos dio como resultado que la
mejor aplicación del material sería la de ser el núcleo de una estructura tipo
sándwich, esto debido a sus propiedades debidamente analizadas en las distintas
pruebas realizadas, el material muestra propiedades especificas como su bajo
peso y densidad, aunado a su impecable resultado en la absorción de peso ya que
fue no más del 2% de su peso en cualquiera de nuestras muestras. La aviación
siempre tiene que cuidar el factor de flamabilidad nuestro material resulto ser
idóneo ya que por sí solo no tiende a expandirse la flama como lo haría una
espuma, si no que necesita haber una flama constante externa para propiciar que
este se queme por completo pero nunca avanzara la flama por el material si no
que se quedara fija en un solo lugar hasta haber consumido esa sección.
El objetivo también era encontrar la mejor combinación posible de nuestro material
y dar un resultado como un hecho, si se encontró una combinación de material
superior a las demás la cual fue en el tamaño de fibra tamiz 20 en una relación de
15% fibra por 85% de resina, esto se debe a que esta relación encontró un
balance ideal entre estos dos materiales, recordando la elaboración descubrimos
que a una mayor cantidad de fibra esta tiende a absorber la resina dando como
resultado una mezcla muy poco favorable ya que no se embebe la fibra de la
manera adecuada, y esto a su vez nos da una mezcla endeble, por su contraparte
una mayor cantidad de resina, además de aumentar el costo de material se tiende
a tener burbujas en la mezcla final, ahora presentaremos un recuento cuantitativo
de las diferentes pruebas así recordaremos la superioridad de nuestro material
elegido.

85
Prueba de flexión
En el gráfico anterior se observa la resistencia a la tensión de nuestro material
comparada con las demás muestra siendo T20 en proporción 85% Resina-15%
Fibra el que mejor propiedades mostro en dicha prueba, como se puede observar
en nuestro gráfico comparativo final.
0.0E+00
2.0E+06
4.0E+06
6.0E+06
8.0E+06
1.0E+07
1.2E+07
0 0.01 0.02 0.03 0.04 0.05 0.06
Esfuerzo,Pa
Deformación
Compara_vo Final
T14.80%-‐20%
T20.90%-‐10%
T14.90%-‐10% T20.85%-‐15%
T20.80%-‐20%
T14.85%-‐15%
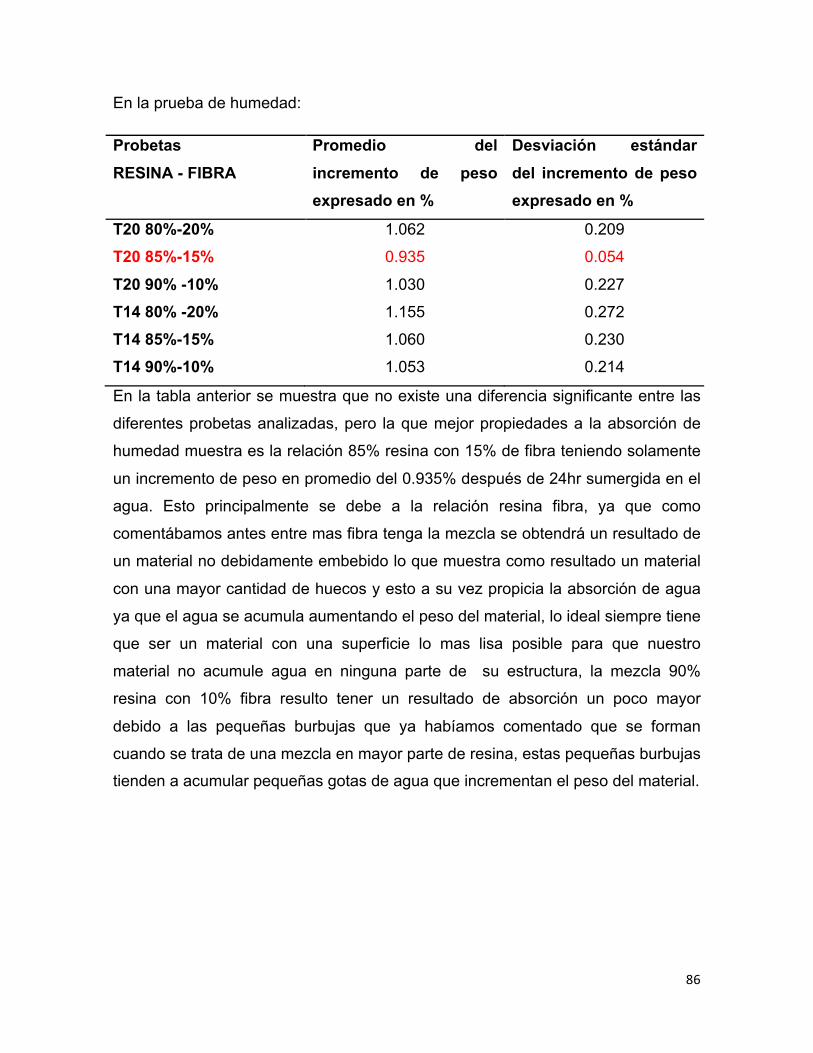
86
En la prueba de humedad:
Probetas RESINA - FIBRA
Promedio del incremento de peso expresado en %
Desviación estándar del incremento de peso expresado en %
T20 80%-20% 1.062 0.209
T20 85%-15% 0.935 0.054
T20 90% -10% 1.030 0.227
T14 80% -20% 1.155 0.272
T14 85%-15% 1.060 0.230
T14 90%-10% 1.053 0.214
En la tabla anterior se muestra que no existe una diferencia significante entre las
diferentes probetas analizadas, pero la que mejor propiedades a la absorción de
humedad muestra es la relación 85% resina con 15% de fibra teniendo solamente
un incremento de peso en promedio del 0.935% después de 24hr sumergida en el
agua. Esto principalmente se debe a la relación resina fibra, ya que como
comentábamos antes entre mas fibra tenga la mezcla se obtendrá un resultado de
un material no debidamente embebido lo que muestra como resultado un material
con una mayor cantidad de huecos y esto a su vez propicia la absorción de agua
ya que el agua se acumula aumentando el peso del material, lo ideal siempre tiene
que ser un material con una superficie lo mas lisa posible para que nuestro
material no acumule agua en ninguna parte de su estructura, la mezcla 90%
resina con 10% fibra resulto tener un resultado de absorción un poco mayor
debido a las pequeñas burbujas que ya habíamos comentado que se forman
cuando se trata de una mezcla en mayor parte de resina, estas pequeñas burbujas
tienden a acumular pequeñas gotas de agua que incrementan el peso del material.

87
Prueba de flamabilidad
Probetas Promedio de la tasa de quemado lineal
Desviación estándar de la
tasa de quemado lineal
T20 en proporción
80% Resina-20% Fibra
2.97 mm/min 0.36
T20 en proporción
85% Resina-15% Fibra
2.83 mm/min 0.30
T20 en proporción
90% Resina-10% Fibra
2.88 mm/min 0.36
T14 en proporción
80% Resina-20% Fibra
2.91 mm/min 0.24
T14 en proporción
85% Resina-15% Fibra
2.98 mm/min 0.32
T14 en proporción
90% Resina-10% Fibra
2.98 mm/min 0.34
En esta prueba nuevamente se muestra un comportamiento muy similar entre las
diferentes probetas pero nuevamente la mejor opción es T20 en proporción 85%
Resina-15% Fibra esto nuevamente se debe a la calidad de la mezcla que se
forma con esta relación y que es optima, por que se tiende a tener una mezcla
libre de burbujas de aire internas y se trata de un material homogéneo en cada
una de sus partes, a diferencia de las otras combinaciones.
Todas estas pruebas son evidencia de la ligera pero clara ventaja de T20 en
proporción 85% Resina-15% Fibra sobre las demás proporciones, por esto
concluimos que es la mejor combinación y la que elegimos como la ideal para
realizar un material compuesto a base de fibra de lirio y resina poliéster, a ser
utilizado como núcleo en una estructura tipo sándwich.
Las estructuras tipo sándwich cada vez cobran mayor importancia en los
materiales que conforman una aeronave, ya que la mezcla de un núcleo ligero y
una piel estable dan lugar a un material con prestaciones inigualables, el material
88
que desarrollamos haría la función de un núcleo de estructura tipo sándwich para
jugar un papel dentro de los componentes estructurales de una aeronave.
Materiales compuestos: Los materiales compuestos están constituidos por dos
elementos estructurales: fibras y material aglomerante. El material aglomerante se
llama “matriz” y las fibras están en esa matriz. Las fibras poseen una alta
resistencia empleándose materiales como el boro o el carbono; la matriz suele ser
plástica (resinas poliésteres) aunque en ocasiones es metálica para soportar altas
temperaturas. La estructura del material está constituida por capas. En cada capa
las fibras se encuentran aglomeradas en la matriz y presentan una misma
disposición. El material es la suma de las capas que se asemeja a un músculo
humano o a un “sándwich”.
Las propiedades mecánicas de estos materiales son notablemente superiores a
las aleaciones ligeras. Sin embargo, resultan ser más frágiles que éstos, aun
usando fibras de carbono y boro, siendo su reparación compleja. Por esta razón
no es aplicable por ley a las alas y el fuselaje, ya que son estructuras primarias y
de gran importancia.
Construcción tipo “sándwich”: Se trata de una forma de colocar los materiales que
debía ser nombrada dada su uso generalizado en aviación, y sus buenas
propiedades mecánicas. Se trata de dos capas de fibra de carbono, de vidrio, o de
aluminio pegadas a un núcleo. El núcleo puede tener forma de panel de abeja,
fabricado en aluminio o resinas; o tratarse de un núcleo de goma-espuma. La
estructura “sándwich” aguanta con éxito las cargas que impone la flexión
(compresión y tracción), y el núcleo soporta esfuerzos cortantes con facilidad. Su
aplicación se centra en superficies de control de vuelo y suelos de cabina.
89
9. Bibliografía
1. Ciencia e Ingeniería de los Materiales Donald R. Askeland, Tercera Edición
2. “El lirio acuático, ¿una planta nativa de México?”, María Guadalupe Miranda
A. Departamento de Hidrobiología, UAM, Iztapalapa Antonio Lot H.
Departamento de Botánica, Instituto de Biología, UNAM.
3. “Materiales y Materias Primas” Cap. 10 Franco Stupenengo
4. “Elasticidad y resistencia de materiales II” Cap.7 Carlos Navarro Ugena,
Enrique Barbero Pozuelo
5. ASTM 272-01 Standard Test Method for Water Absorption of Core Materials
for Structural Sandwich Constructions (Space Simulation; Aerospace and
Aircraft; Composite Materials).
6. ASTM C 271 – 99 Standard Test Method for Density of Sandwich Core
Materials
7. ASTM D 635 – 03 Standard Test Method for Rate of Burning and/or Extent
and Time of Burning of Plastics in a Horizontal Position.
8. González-Sosa, Jesús Vicente, Barba-Pingarron, Arturo, Flores-Aguilar,
Elizabeth. Análisis microscópico para un material compuesto de productos
reciclados Científica [en linea] 2012.
9. CHI-HUNG SHEN AND GEORGE S. SPRINGER Moisture Absorption and
Desorption of Composite Materials

90