EJEMPLO MANUAL DE CONTROL DE CALIDAD
29
1 GUÍA PARA CONFECCIONAR UN MANUAL DE CONTROL DE CALIDAD 1. INTRODUCCIÓN 1.1. MISIÓN Para el año 2013 habremos logrado consolidarnos como una empresa moderna, con un marcado liderazgo en el Mercado Nacional, captando Mercado Internacional, cumpliendo, con responsabilidad social y ambiental. 1.2. VISIÓN Somos una Empresa líder en la fabricación de Carrocerías metálicas, ofrecemos soluciones al transporte de pasajeros con productos de calidad. Generamos fuentes de trabajo, desarrollo integral de nuestros colaboradores y rentabilidad para nuestra organización. Nuestra gestión se fundamente en brindar un servicio eficiente, profesional y oportuno, con gente comprometida, entusiasta, leal e identificada totalmente con nuestros objetivos. 1.3. HISTORIA IMCE “Industria Metálica Cepeda” es una empresa dedicada a la construcción de carrocerías metálicas desde el mes de junio de 1978, respondiendo a una tradición familiar ya que desde su progenitor se dedicaba a esta actividad productiva. Para esta empresa siempre ha sido su mayor preocupación la calidad de sus productos, por lo que ha sido parte de procesos sostenidos de Mejoramiento de Calidad y Productividad en los años 1999 y 2006 con diferentes organizaciones lo que le ha permitido ir fomentando una cultura de cambio en la organización.
-
Upload
ambarcaro -
Category
Engineering
-
view
595 -
download
3
Transcript of EJEMPLO MANUAL DE CONTROL DE CALIDAD
1
GUÍA PARA CONFECCIONAR UN MANUAL DE CONTROL DE CALIDAD
1. INTRODUCCIÓN
1.1. MISIÓN
Para el año 2013 habremos logrado consolidarnos como una empresa
moderna, con un marcado liderazgo en el Mercado Nacional, captando
Mercado Internacional, cumpliendo, con responsabilidad social y ambiental.
1.2. VISIÓN
Somos una Empresa líder en la fabricación de Carrocerías metálicas,
ofrecemos soluciones al transporte de pasajeros con productos de calidad.
Generamos fuentes de trabajo, desarrollo integral de nuestros colaboradores y
rentabilidad para nuestra organización.
Nuestra gestión se fundamente en brindar un servicio eficiente, profesional y
oportuno, con gente comprometida, entusiasta, leal e identificada totalmente
con nuestros objetivos.
1.3. HISTORIA
IMCE “Industria Metálica Cepeda” es una empresa dedicada a la construcción
de carrocerías metálicas desde el mes de junio de 1978, respondiendo a una
tradición familiar ya que desde su progenitor se dedicaba a esta actividad
productiva.
Para esta empresa siempre ha sido su mayor preocupación la calidad de sus
productos, por lo que ha sido parte de procesos sostenidos de Mejoramiento de
Calidad y Productividad en los años 1999 y 2006 con diferentes organizaciones
lo que le ha permitido ir fomentando una cultura de cambio en la organización.

2
Durante el año 2009, y con la finalidad de mejorar nuestros procesos asumimos
el reto de obtener la Certificación Internacional de Calidad ISO-9001 2008. A
inicios de 2010 y luego de una exhausta Auditoria externa en noviembre de
2009, nos caracterizamos por ser una empresa con Certificación de Calidad
ISO-9001 2008.
Construimos carrocerías para el transporte urbano, interprovincial,
intraprovincial, turismo y escolar y las mimas son construidas de acuerdo a las
normas técnicas vigentes establecidas por los organismos de control que
existen para el efecto, estamos calificados para la construcción de carrocerías
por la Escuela Politecnica Nacional.
1.4. PRODUTOS PRINCIPALES
Industria Metalmecánica Cepeda centra su producción en la construcción de
carrocerías, a continuación se enlistan los diferentes modelos y colores de
carrocerías disponibles para el año 2013.

3
1.1. UBICACIÓN
IMCE se encuentra ubicada en la Avenida Panamericana Norte Km 1 ½,
Ambato Tungurahua, Ecuador.

4
1.2. MENSAJE
En los últimos años el nivel de competitividad global se ha incrementado y con
ello la exigencia de los consumidores se ha elevado considerablemente, por
ello el control de calidad ha llegado a ser un requisito indispensable que deben
cumplir las empresas para seguir compitiendo en este nuevo ámbito.
El control de calidad enfocado en el proceso de producción juega un rol
importante debido a que involucra aspectos tales como el personal del área de
producción, inspecciones, materia prima, entre otros, los cuales están
correlacionados y orientados a ofrecer a los clientes productos estandarizados
de tal forma que satisfaga sus necesidades.
Beneficios del Control de Calidad:
El cumplimiento de control de calidad en el proceso de producción tiene
numerosos beneficios por el que muchas empresas la aplican, considerándose
entre ellas las siguientes:
• Permite visualizar la cadena de jerarquía.
IMCE
5
• Establece la cadena de control.
• Presenta la importancia relativa de las funciones.
• Reducción de productos defectuosos.
• Eficiencia en el proceso de producción.
• Ahorro de tiempo.
• Mayor rentabilidad.
Los beneficios anteriormente mencionados son determinantes para que
muchas empresas decidan aplicar el control de calidad en sus procesos de
producción, el cual ahora es considerado como requisito indispensable y no
como factor diferenciado
1.3. PROPÓSITO DEL MANUAL
Mejorar continuamente los procesos de producción con la finalidad de entregar
un valor agregado al cliente, satisfaciendo de esta manera sus requerimientos
con vehículos fiables y proporcionando seguridad y confort a los usuarios.
El principal objetivo de realizar un control de calidad en procesos de producción
es tener una referencia para facilitar y mejorar el ejercicio de sus actividades al
personal técnico de una empresa, así como a los directores y operadores
encargados del proceso de producción, por medio de esto se logra:
• Determinar el comportamiento de un proceso específico en el cual se
pueda establecer con claridad su estado actual.
• Determinar los parámetros del proceso que permitan posteriormente
realizar el control pertinente.

6
• Determinar si el proceso sometido a análisis cumple o no con las
especificaciones requeridas
2. ORGANIZACIÓN
2.1. REQUISITOS MÍNIMOS DEL PERSONAL ENCARGADO DE
CONTROL DE CALIDAD
La persona encargada de realizar el control de calidad debe cumplir con los
siguientes requisitos:
• Responsable, a fin de garantizar la realización de las pruebas necesarias
para verificar la conformidad de los productos con las especificaciones técnicas
de control.
• Ser capacitado en el área de producción de la empresa.
• Manejar al personal, de modo que cumplan con las expectativas
laborales.
• Tener título de tercer nivel en Ingeniería Mecánica, Industrial o áreas
afines.
• Tener título de cuarto nivel en Procesos de Producción o Gestión de la
Calidad.
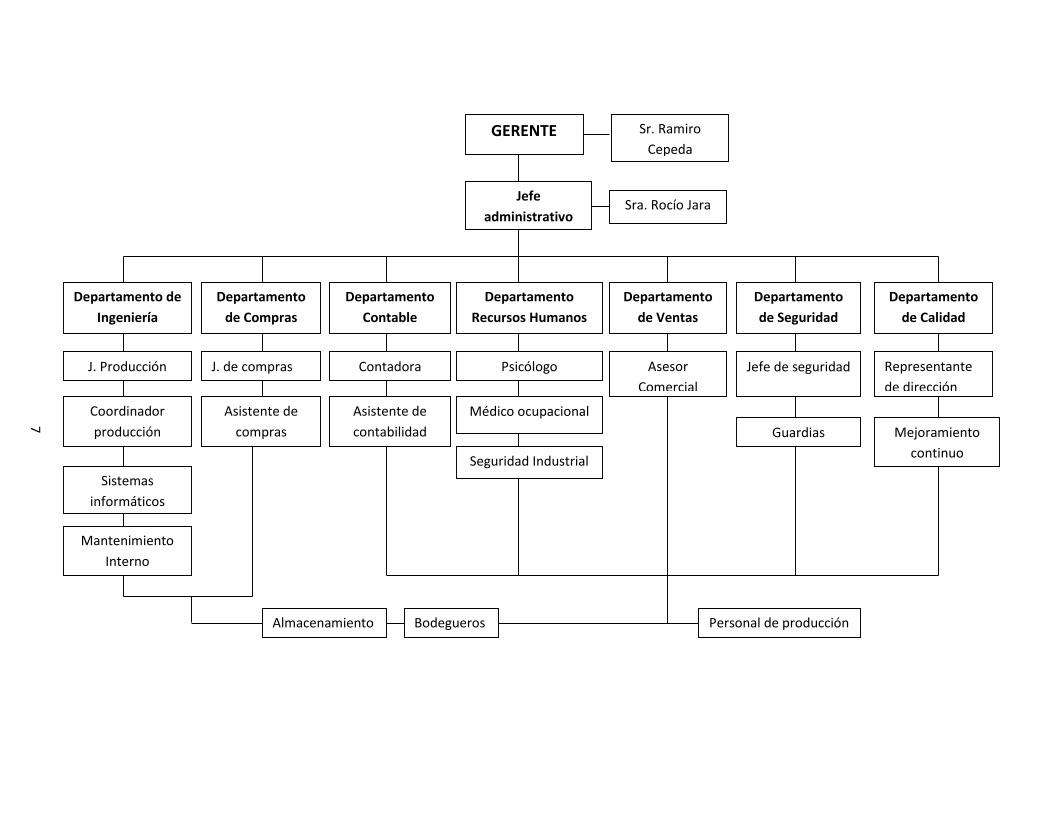
2.2. SITUACIÓN DEL DEPARTAMENTO DE CONTROL DE CALIDAD
El departamento de Control de Calidad, posee la misma jerarquía que el
Departamento de Ingeniería, Departamento de Compras, etc.
Existen tres personas que trabajan en este departamento: el Jefe de
Departamento, el Representante de Dirección, y el encargado de
Mantenimiento continuo.
7
Sra. Rocío Jara
GERENTE
Departamento de
Ingeniería
Departamento
de Compras
Departamento
Contable
Departamento
Recursos Humanos
Departamento
de Ventas
Departamento
de Seguridad
Departamento
de Calidad
Jefe
administrativo
J. Producción
Coordinador
producción
Sistemas
informáticos
Mantenimiento
Interno
J. de compras
Asistente de
compras
Psicólogo
Médico ocupacional
Contadora
Asistente de
contabilidad
Asesor
Comercial
Jefe de seguridad
Guardias
Representante
de dirección
Mejoramiento
continuo Seguridad Industrial
Almacenamiento Bodegueros Personal de producción
Sr. Ramiro
Cepeda
7
8
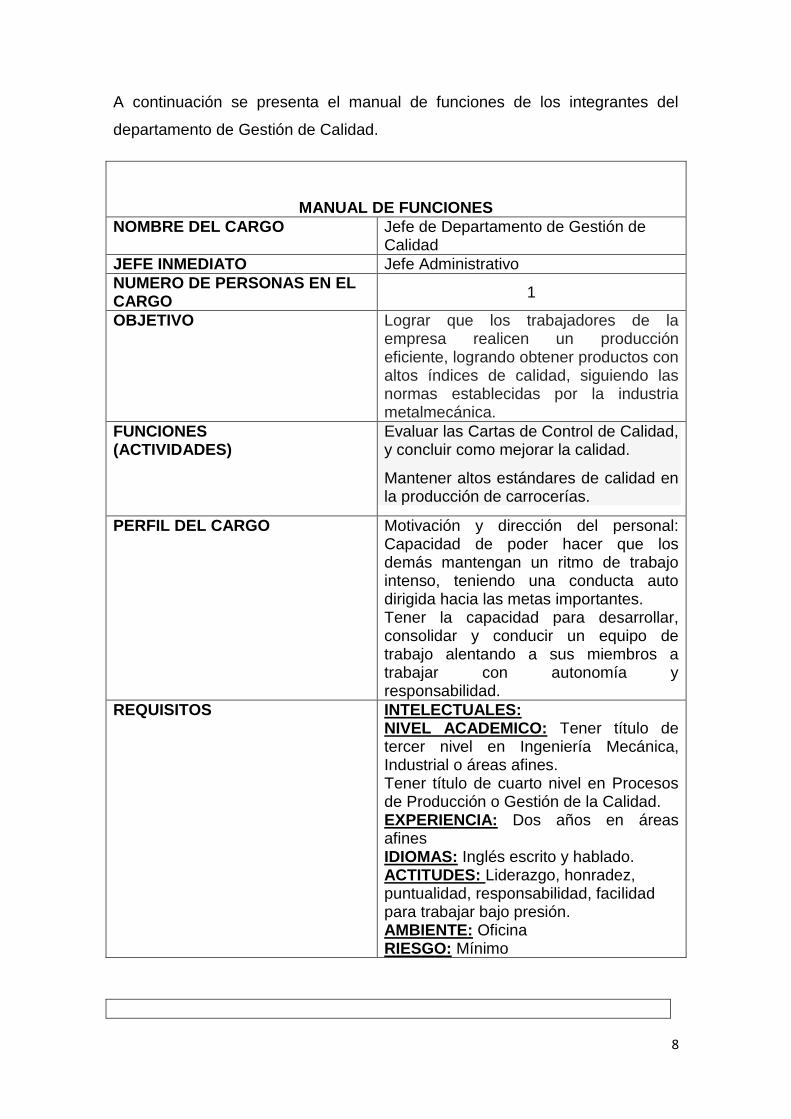
A continuación se presenta el manual de funciones de los integrantes del
departamento de Gestión de Calidad.
MANUAL DE FUNCIONES
NOMBRE DEL CARGO Jefe de Departamento de Gestión de Calidad
JEFE INMEDIATO Jefe Administrativo
NUMERO DE PERSONAS EN EL CARGO
1
OBJETIVO Lograr que los trabajadores de la empresa realicen un producción eficiente, logrando obtener productos con altos índices de calidad, siguiendo las normas establecidas por la industria metalmecánica.
FUNCIONES (ACTIVIDADES)
Evaluar las Cartas de Control de Calidad, y concluir como mejorar la calidad.
Mantener altos estándares de calidad en la producción de carrocerías.
PERFIL DEL CARGO Motivación y dirección del personal: Capacidad de poder hacer que los demás mantengan un ritmo de trabajo intenso, teniendo una conducta auto dirigida hacia las metas importantes. Tener la capacidad para desarrollar, consolidar y conducir un equipo de trabajo alentando a sus miembros a trabajar con autonomía y responsabilidad.
REQUISITOS INTELECTUALES: NIVEL ACADEMICO: Tener título de tercer nivel en Ingeniería Mecánica, Industrial o áreas afines. Tener título de cuarto nivel en Procesos de Producción o Gestión de la Calidad. EXPERIENCIA: Dos años en áreas afines
IDIOMAS: Inglés escrito y hablado. ACTITUDES: Liderazgo, honradez, puntualidad, responsabilidad, facilidad para trabajar bajo presión. AMBIENTE: Oficina RIESGO: Mínimo

9
MANUAL DE FUNCIONES
NOMBRE DEL CARGO Representante de Dirección
JEFE INMEDIATO Jefe de Departamento de Control de Calidad.
NUMERO DE PERSONAS EN EL CARGO
1
OBJETIVO Lograr que la calidad de los productos sea buena, llevar la información a la dirección de la empresa.
FUNCIONES (ACTIVIDADES)
Investigar o actualizar las normas establecidas, con el fin de obtener productos con los últimos estándares de calidad.
PERFIL DEL CARGO Tener la capacidad para desarrollar, consolidar y conducir un equipo de trabajo alentando a sus miembros a trabajar con autonomía y responsabilidad.
REQUISITOS INTELECTUALES: NIVEL ACADEMICO: Tener título de tercer nivel en Ingeniería Mecánica, Industrial o áreas afines. EXPERIENCIA: Dos años en áreas afines
IDIOMAS: Inglés escrito y hablado. ACTITUDES: Liderazgo, honradez, puntualidad, responsabilidad, facilidad para trabajar bajo presión. AMBIENTE: Oficina RIESGO: Mínimo
MANUAL DE FUNCIONES
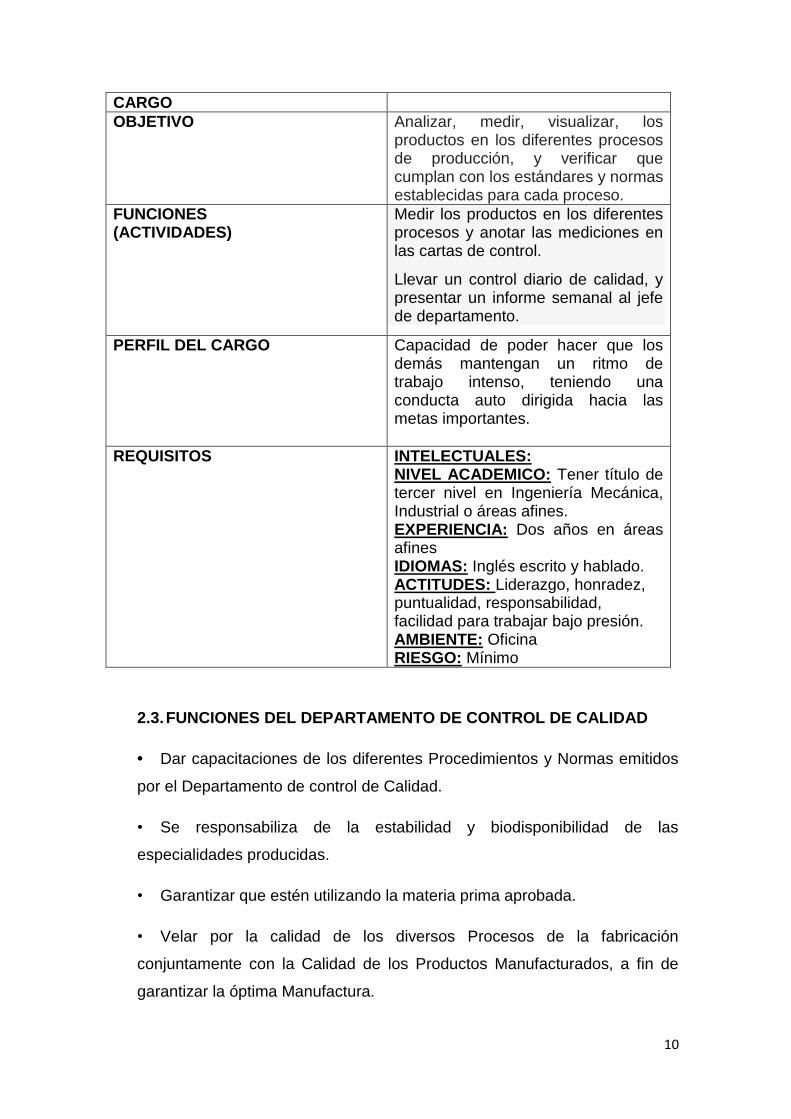
NOMBRE DEL CARGO Encargado de Mejoramiento Continuo
JEFE INMEDIATO Jefe Administrativo
NUMERO DE PERSONAS EN EL 1
10
CARGO
OBJETIVO Analizar, medir, visualizar, los productos en los diferentes procesos de producción, y verificar que cumplan con los estándares y normas establecidas para cada proceso.
FUNCIONES (ACTIVIDADES)
Medir los productos en los diferentes procesos y anotar las mediciones en las cartas de control.
Llevar un control diario de calidad, y presentar un informe semanal al jefe de departamento.
PERFIL DEL CARGO Capacidad de poder hacer que los demás mantengan un ritmo de trabajo intenso, teniendo una conducta auto dirigida hacia las metas importantes.
REQUISITOS INTELECTUALES: NIVEL ACADEMICO: Tener título de tercer nivel en Ingeniería Mecánica, Industrial o áreas afines. EXPERIENCIA: Dos años en áreas afines
IDIOMAS: Inglés escrito y hablado. ACTITUDES: Liderazgo, honradez, puntualidad, responsabilidad, facilidad para trabajar bajo presión. AMBIENTE: Oficina RIESGO: Mínimo
2.3. FUNCIONES DEL DEPARTAMENTO DE CONTROL DE CALIDAD
• Dar capacitaciones de los diferentes Procedimientos y Normas emitidos
por el Departamento de control de Calidad.
• Se responsabiliza de la estabilidad y biodisponibilidad de las
especialidades producidas.
• Garantizar que estén utilizando la materia prima aprobada.
• Velar por la calidad de los diversos Procesos de la fabricación
conjuntamente con la Calidad de los Productos Manufacturados, a fin de
garantizar la óptima Manufactura.

11
• Verificar que las actividades de su área se realicen de acuerdo a lo
establecido, con el objetivo de evaluar el cumplimiento y el rendimiento de
los analistas y del Supervisor.
• Verificar el cumplimiento de las Buenas Prácticas de Manufactura en
toda la planta, tanto a nivel de los productos fabricados, como a nivel del
funcionamiento de las áreas de producción, a fin de satisfacer las
exigencias o requisitos de las Normativas marcadas por la ley.
3. FILOSOFÍA DEL CONTROL DE CALIDAD
3.1. CONCEPTOS GENERALES
POLÍTICA DE CALIDAD
Objetivos claros y cuantificados para su control.
Funciones claramente definidas.
Un mínimo de 6 procedimientos documentados.
1. Control de documentos.
2. Control de los registros de calidad.
3. Auditorías internas.
4. Control de las no conformidades.
5. Acciones correctivas.
6. Acciones preventivas.
Manual de calidad público
Soportes magnéticos y registros claramente identificados.
CONTROL DE CALIDAD: es la aplicación de técnicas y esfuerzos para lograr,
mantener y mejorar la calidad de un producto o de un servicio.
CALIDAD DE UN PRODUCTO: se define como la suma de ciertas
características relacionadas entre sí tales como forma, dimensiones,
composición, resistencia, hechura, ajuste, acabado y color.
INSPECCIÓN: es el proceso de comparar las características de un producto o
servicio, de acuerdo con las normas establecidas.

12
ISO 9000
La norma prescribe que el sistema de la calidad funcione correctamente por lo
que se refiere a diversos elementos como la responsabilidad de la
administración, la revisión de contratos, el control de diseño de documentos,
compras, control de procesos, inspección y prueba, producto no conforme,
acciones correctivas y técnicas estadísticas.
Los beneficios que se obtienen con la certificación son la mejora en la calidad y
productividad, disminución de auditorías del cliente, reconocimiento y
credibilidad a nivel mundial, acceso a mercados locales y mundiales, mejores
relaciones entre proveedor y cliente y disminución del riesgo de problemas
legales por demandas contra un producto.
3.2. BENEFICIOS QUE SE OBTIENEN IMPLEMENTANDO UN SISTEMA
DE CONTROL DE CALIDAD
El cumplimiento de control de calidad en el proceso de producción tiene
numerosos beneficios por el que muchas empresas la aplican, considerándose
entre ellas las siguientes:
• Permite visualizar la cadena de jerarquía.
• Establece la cadena de control.
• Presenta la importancia relativa de las funciones.
• Reducción de productos defectuosos.
• Eficiencia en el proceso de producción.
• Ahorro de tiempo.
• Mayor rentabilidad.
4. PUNTOS DE CONTROL DE CALIDAD
4.1. IDENTIFICACIÍN DE LOS PUNTOS DE CONTROL DE CALIDAD
4.1.1. Cursograma Sinóptico del Material

13
Proceso de Ensamblaje tanque a carrocería
1. Preparar materia prima
2. Corte Blanco
3. Embutido
4. Corte, desarmar y punzar
5. Punzar brida
6. Punzado Tubo, llenado.
7. Evaluación
8. Preparar materia prima

14
9. Corte blanco
10. Embutir unido
11. Corte y punzar
12. Punzar pestañas
13. Drenaje, trazabilidad, inspección.
14. Preparar materia prima
15. Soldar brida
16. Preparar materia prima
17. Corte blanco, inspección de calidad
18. Apuntar sopones, ganchos
19. Estañar tubo evaporación
20. Estañar tubo respiración
21. Estañar tubo respiración/evaporación
22. Soldar tapón drenaje
23. Prepara materia prima
24. Corte blanco
25. Embutido
26. Corte y punzar
27. Punzar, pestañar, inspección de calidad
28. Soldar recipiente
29. Apuntar a carcazas
30. Coser Tanque
31. Estañar tubo de llenado
32. Prueba de estabilidad
33. Lavado
34. Pintura
35. Inspección final.

15
4.1.2. CURSOGRAMA ANALÍTICO DEL MATERIAL

16
MÉTODO: Actual
OPERACIÓN
TRANSPORTE
INSPECCION
ALMACENAJE
DEMORA
5 min
10 min
10 min
15 min
10 min
10 min
10 min
5 min
5 min
5 min
5 min
5 min
10 min
5 min
20 min
5 min
10 min
5 min
5 min
5 min
10 min
10 min
5 min
5 min
7 min
7 min
10 min
20 min
5 min
15 min
5 min
10 min
5 min
15 min
10 min
HOJA 1 DE 1
35 Inspección final
33 Lavado
34 Pintura
31 Estañar tubo de llenado
32 Prueba de estabilidad
29 Apuntar a carcazas
30 Coser tanque
27 Punzar, pestañar, inspección de calidad
28 Soldar recipiente
25 Embutido
26 Corte y punzar
23 Preparar materia prima
24 Corte blanvo
21 Estañar tubo evaporación/respiración
22 Soldar tapón drenaje
19 Estañar tubo evaporación
20 Estañar tubo respiración
17 Corte blanco, inspección de calidad
18 Apuntar sopones, ganchos
15 Soldar brida
16 Preparar materia prima
13 Drenaje, trazabilidad, inspección
14 Preparar materia prima
11 Corte y punzar
12 Punzar pestañas
9 Corte blanco
10 Embutir unido
7 Evaluación
8 Prepara materia prima
5 Punzar brida
6 Punzado tubo, llenado
3 Embutido
4 Corte, desarmar, y punzar
1 Preparar materia prima
2 Corte Blanco
PARAMETRO
SSIMBOLOS DEL DIAGRAMA DESCRIPCIÓN DEL PROCESO
Tiempo Observaciones
CURSOGRAMA ANALÍTICO DEL MATERIAL
Núm
ero
de P
asos
Dis
tancia
en m
etr
os
ACCIONES
NOMBRE DEL MÉTODO: Proceso de Ensamblaje tanque a carrocería

17
MÉTODO: Actual
OPERACIÓN
TRANSPORTE
INSPECCION
ALMACENAJE
DEMORA
5 min
10 min
10 min
15 min
10 min
10 min
10 min
5 min
5 min
5 min
5 min
5 min
10 min
5 min
20 min
5 min
10 min
5 min
5 min
5 min
10 min
10 min
5 min
5 min
7 min
7 min
10 min
20 min
5 min
15 min
5 min
10 min
5 min
15 min
10 min
HOJA 1 DE 1
35 Inspección final
33 Lavado
34 Pintura
31 Estañar tubo de llenado
32 Prueba de estabilidad
29 Apuntar a carcazas
30 Coser tanque
27 Punzar, pestañar, inspección de calidad
28 Soldar recipiente
25 Embutido
26 Corte y punzar
23 Preparar materia prima
24 Corte blanvo
21 Estañar tubo evaporación/respiración
22 Soldar tapón drenaje
19 Estañar tubo evaporación
20 Estañar tubo respiración
17 Corte blanco, inspección de calidad
18 Apuntar sopones, ganchos
15 Soldar brida
16 Preparar materia prima
13 Drenaje, trazabilidad, inspección
14 Preparar materia prima
11 Corte y punzar
12 Punzar pestañas
9 Corte blanco
10 Embutir unido
7 Evaluación
8 Prepara materia prima
5 Punzar brida
6 Punzado tubo, llenado
3 Embutido
4 Corte, desarmar, y punzar
1 Preparar materia prima
2 Corte Blanco
PARAMETRO
SSIMBOLOS DEL DIAGRAMA DESCRIPCIÓN DEL PROCESO
Tiempo Observaciones
CURSOGRAMA ANALÍTICO DEL MATERIAL
Núm
ero
de P
asos
Dis
tancia
en m
etr
os
ACCIONES
NOMBRE DEL MÉTODO: Proceso de Ensamblaje tanque a carrocería
4.1.3. DIAGRAMA DE ACTIVIDADES MÚLTIPLES

18
HORAS
0 Punzar brida, Preparar materia
punzar tubo prima, cortar,
llenado embutir, desarmar
1
Soldar brida Preparar materia
prima, cortar,
desarmar
2
Apuntar sopones Preparar materia
ganchos, estañar prima, cortar,
tubos desarmar
3
Soldar tapón Punzar Preparar materia
drenaje, prima, cortar,
recipiente embutir
4
Apuntar Coser tanque Limpiar,
carcazas pintar
5
SOLDADOR AJUSTADOR MONTADOR CORTADOR PINTOR
DIAGRAMA DE ACTIVIDADES MÚLTIPLES
TIPO DE PROCESO: Proceso de Ensamblaje tanque a carrocería
HOJA 1 DE 1
4.2. DESCRIPCIÓN DETALLA DEL PROCEDIMEINTO A SEGUIR EN
CADA PUNTO
4.2.1. Punto 7: Evaluación 1

19
a. Proceso o ensayo a Evaluar.- Estado del tubo después de corte,
embutido, llenado.
b. Objeto de control.- Carcaza superior
c. Valores nominales: 1160 mm x 650 mm x 30 mm ± 1 mm
d. Especificaciones:
Norma UNE 109501 IN “Instalación de tanques de acero aéreos,
o en fosa, para almacenamiento de carburantes y combustibles
líquido”.
Norma UNE 109502 IN “Instalación de tanques de acero
enterrados o para almacenamiento de carburantes y combustibles
líquidos”.
Norma UNE 62350-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos mayor
de 3000 litros.
Norma UNE 62351-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos de hasta
3000 litros.
e. Instrumento de medición:
Instrumento de medición Apreciación Ilustración
Flexómetro 0.01 mm
Calibrador 0.05 mm
f. Frecuencia de control.- El control es efectuado por el personal de
mejoramiento continuo, la frecuencia de control: : todos los tanques.

20
g. Lugar del control de calidad: Taller mecánico de Industria Metálica
Cepeda.
h. Métodos estadísticos a usar en el control: Las cartas de Control de
Calidad se muestran a continuación.
25
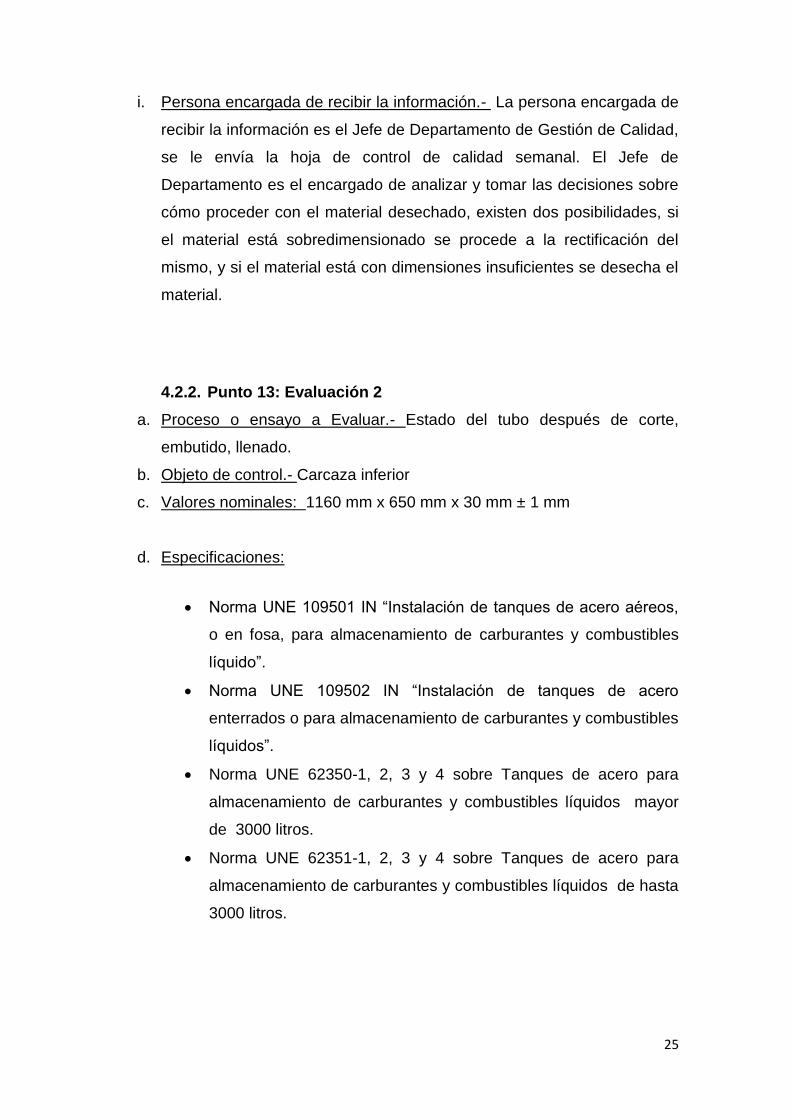
i. Persona encargada de recibir la información.- La persona encargada de
recibir la información es el Jefe de Departamento de Gestión de Calidad,
se le envía la hoja de control de calidad semanal. El Jefe de
Departamento es el encargado de analizar y tomar las decisiones sobre
cómo proceder con el material desechado, existen dos posibilidades, si
el material está sobredimensionado se procede a la rectificación del
mismo, y si el material está con dimensiones insuficientes se desecha el
material.
4.2.2. Punto 13: Evaluación 2
a. Proceso o ensayo a Evaluar.- Estado del tubo después de corte,
embutido, llenado.
b. Objeto de control.- Carcaza inferior
c. Valores nominales: 1160 mm x 650 mm x 30 mm ± 1 mm
d. Especificaciones:
Norma UNE 109501 IN “Instalación de tanques de acero aéreos,
o en fosa, para almacenamiento de carburantes y combustibles
líquido”.
Norma UNE 109502 IN “Instalación de tanques de acero
enterrados o para almacenamiento de carburantes y combustibles
líquidos”.
Norma UNE 62350-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos mayor
de 3000 litros.
Norma UNE 62351-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos de hasta
3000 litros.

26
e. Instrumento de medición:
Instrumento de medición Apreciación Ilustración
Flexómetro 0.01 mm
Calibrador 0.05 mm
f. Frecuencia de control.- El control es efectuado por el personal de
mejoramiento continuo, la frecuencia de control: todos los tanques.
g. Lugar del control de calidad: Taller mecánico de Industria Metálica
Cepeda.
j. Métodos estadísticos a usar en el control: Las cartas de Control de
Calidad se muestran a continuación.

31
h. Persona encargada de recibir la información.- La persona encargada de
recibir la información es el Jefe de Departamento de Gestión de Calidad,
se le envía la hoja de control de calidad semanal. El Jefe de
Departamento es el encargado de analizar y tomar las decisiones sobre
cómo proceder con el material desechado, existen dos posibilidades, si
el material está sobredimensionado se procede a la rectificación del
mismo, y si el material está con dimensiones insuficientes se desecha el
material.
4.2.3. Punto 17: Evaluación 3
a. Proceso o ensayo a Evaluar.- Estado de la materia prima
b. Objeto de control.- Gancho de sujeción
c. Valores nominales: 3/8 pulgada, ± 1/16 pulgada
d. Especificaciones:
Norma UNE 109501 IN “Instalación de tanques de acero aéreos,
o en fosa, para almacenamiento de carburantes y combustibles
líquido”.
Norma UNE 109502 IN “Instalación de tanques de acero
enterrados o para almacenamiento de carburantes y combustibles
líquidos”.
Norma UNE 62350-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos mayor
de 3000 litros.
Norma UNE 62351-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos de hasta
3000 litros.

32
e. Instrumento de medición:
Instrumento de medición Apreciación Ilustración
Calibrador 0.05 mm
f. Frecuencia de control.- El control es efectuado por el personal de
mejoramiento continuo, la frecuencia de control: todos los tanques.
g. Lugar del control de calidad: Taller mecánico de Industria Metálica
Cepeda.
k. Métodos estadísticos a usar en el control: Las cartas de Control de
Calidad se muestran en a continuación.

33
h. Persona encargada de recibir la información.- La persona encargada de
recibir la información es el Jefe de Departamento de Gestión de Calidad,
se le envía la hoja de control de calidad semanal. El Jefe de
Departamento es el encargado de analizar y tomar las decisiones sobre
cómo proceder con el material desechado, existen dos posibilidades, si
el material está sobredimensionado o es carente de dimensiones se
comunica al proveedor para la reposición del mismo.
4.2.4. Punto 27: Evaluación 4
a. Proceso o ensayo a Evaluar.- Estado del recipiente después de corte,
embutido, llenado.
b. Objeto de control.- Recipiente FLOT B2280
c. Valores nominales: 1160 mm x 650 mm x 4.76 mm ± 0.5 mm
d. Especificaciones:
Norma UNE 109501 IN “Instalación de tanques de acero aéreos,
o en fosa, para almacenamiento de carburantes y combustibles
líquido”.
Norma UNE 109502 IN “Instalación de tanques de acero
enterrados o para almacenamiento de carburantes y combustibles
líquidos”.
Norma UNE 62350-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos mayor
de 3000 litros.
Norma UNE 62351-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos de hasta
3000 litros.

34
e. Instrumento de medición:
Instrumento de medición Apreciación Ilustración
Flexómetro 0.01 mm
Calibrador 0.05 mm
f. Frecuencia de control.- El control es efectuado por el personal de
mejoramiento continuo, la frecuencia de control: todos los tanuqes.
g. Lugar del control de calidad: Taller mecánico de Industria Metálica
Cepeda.
h. Métodos estadísticos a usar en el control: Las cartas de Control de
Calidad se muestran a continuación.

39
i. Persona encargada de recibir la información.- La persona encargada de
recibir la información es el Jefe de Departamento de Gestión de Calidad,
se le envía la hoja de control de calidad semanal. El Jefe de
Departamento es el encargado de analizar y tomar las decisiones sobre
cómo proceder con el material desechado, existen dos posibilidades, si
el material está sobredimensionado se procede a la rectificación del
mismo, y si el material está con dimensiones insuficientes se desecha el
material.
4.2.5. Punto 35: Evaluación 5
a. Proceso o ensayo a Evaluar.- Estado de armado y pintura del tanque de
combustible.
b. Objeto de control.- Tanque de combustible.
c. Valores nominales: 1160 mm x 650 mm x 7.76 mm ± 0.5 mm
d. Especificaciones:
Norma UNE 109501 IN “Instalación de tanques de acero aéreos,
o en fosa, para almacenamiento de carburantes y combustibles
líquido”.
Norma UNE 109502 IN “Instalación de tanques de acero
enterrados o para almacenamiento de carburantes y combustibles
líquidos”.
Norma UNE 62350-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos mayor
de 3000 litros.
Norma UNE 62351-1, 2, 3 y 4 sobre Tanques de acero para
almacenamiento de carburantes y combustibles líquidos de hasta
3000 litros.

40
e. Instrumento de medición:
Instrumento de medición Apreciación Ilustración
Flexómetro 0.01 mm
Calibrador 0.05 mm
Galga 0,01mm
f. Frecuencia de control.- El control es efectuado por el personal de
mejoramiento continuo, la frecuencia de control: todos los tanques.
g. Lugar del control de calidad: Taller mecánico de Industria Metálica
Cepeda.
j. Métodos estadísticos a usar en el control: Las cartas de Control de
Calidad se muestran a continuación.

45
h. Persona encargada de recibir la información.- La persona encargada de
recibir la información es el Jefe de Departamento de Gestión de Calidad,
se le envía la hoja de control de calidad semanal. El Jefe de
Departamento es el encargado de analizar y tomar las decisiones sobre
cómo proceder con el material desechado, existen dos posibilidades, si
el material está sobredimensionado se procede a la rectificación del
mismo, y si el material está con dimensiones insuficientes se desecha el
material.
5. CONCLUSIONES
Los componentes evaluados del proceso de ensamblaje del tanque de
combustible, en la carrocería, cumplen con las normas internacionales
establecidas.
No se encontraron errores que demuestren algún tipo de falla en el ensamblaje
del mismo.
6. RECOMENDACIONES
El manual, que contiene el contenido y proceso debe ser revisado por lo menos
una vez al año, para introducir cambios donde hayan ocurrido inconsistencias.