Documento técnico aplicación Control Cigueñales Cigueñales Doc... · • Control de...
23
Documento técnico aplicación Control Cigueñales. Fecha: Cliente: Documento:
-
Upload
hoangkhuong -
Category
Documents
-
view
215 -
download
0
Transcript of Documento técnico aplicación Control Cigueñales Cigueñales Doc... · • Control de...

Documento técnico
aplicación Control
Cigueñales.
Fecha:
Cliente:
Documento:

DT20080522.1 documento técnico control cigüeñales Página 2
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Tabla de contenido:
1.- INTRODUCCIÓN. ................................................................................................. 4
2.- PUNTOS DE CONTROL A REALIZAR. ............................................................... 4
2.1.- VISTA EN PLANTA: ............................................................................................ 4
2.2.- VISTA LATERAL: ............................................................................................... 4
3.- FORMA DE LA APLICACIÓN FINAL. .................................................................. 5
3.1.- UNIDAD DE CONTROL EN PLANTA:...................................................................... 5
3.2.- UNIDAD DE CONTROL EN PERFIL. ....................................................................... 5
4.- CONTROL DE REBABAS .................................................................................... 7
CONDICIONES Y ESPECIFICACIONES: ......................................................................... 8
Conjugación de posición de control de rebabas en función del semi-molde: ...... 9
5.- CONTROL DE FLECHA. .....................................................................................11
CONDICIONES Y ESPECIFICACIONES: ........................................................................12
Resultado medición pieza OK: ..........................................................................12
Resultado medición pieza NOK: ........................................................................13
Repetitividad de mediciones. ............................................................................14
6.- CONTROL DE SEMI-MOLDES EN SENTIDO TRANSVERSAL. ........................15
CONDICIONES Y ESPECIFICACIONES: ........................................................................15
Medición semi-molde en transversal, pieza OK. ................................................16
Medición semi-moldes transversal NOK. ..........................................................17
Resultado de repetibilidad de medida: ..............................................................18
7.- MEDICIÓN SEMI-MOLDE EN LONGITUDINAL. ................................................19
CONDICIONES Y ESPECIFICACIONES: ........................................................................19
8.- CONTROLES DIMENSIONALES. .......................................................................20
CONDICIONES Y ESPECIFICACIONES: ........................................................................20
9.- PROCEDIMIENTO Y COMUNICACIONES .........................................................21

DT20080522.1 documento técnico control cigüeñales Página 3
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
10.- MUESTRAS.......................................................................................................22
11.- VALIDACIÓN. ...................................................................................................23
DT20080522.1 documento técnico control cigüeñales Página 4
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
1.- Introducción.
Este documento muestra el estudio técnico realizado sobre una pieza en
concreto, respecto a los controles dimensionales, de rebabas, semi-moldes y flecha.
Dichos controles son extrapolables a otras piezas.
2.- Puntos de control a realizar.
2.1.- Vista en planta:
1. Control de rababas en la zona de unión de los dos semimoldes.
2. Controles dimensionales: diámetros, separaciones de palas, etcE
3. Control de la fecha longitudinal de la pieza, tanto en vertical como
horizontal.
2.2.- Vista lateral:
4. Control del desfasaje de los semi-moldes.
DT20080522.1 documento técnico control cigüeñales Página 5
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
3.- Forma de la aplicación final.
Para el control de cada cigüeñal, se precisan dos unidades de medida, en
desplazamiento longitudinal, pero una a 90º de rotación de la otra (una vista en planta
y otra de perfil).
3.1.- Unidad de control en planta:
La unidad de control en planta se encarga de:
• Control rebabas.
• Control dimensional de cotas de perfil.
• Control de flecha en vertical.
• Control de flecha en horizontal.
Dicha unidad lleva una cámara de alta resolución HR70 con 1024x768 pixeles.
tomando una abertura de plano de tal forma que coja el ancho del cigüeñal. La unidad
lineal se encargará de efectuar las paradas programadas para el control longitudinal.
El sistema de luz backlight sirve para el control de rebabas. El sistema láser
sirve para el control de flecha y semi-moldes. En función del control que deseemos en
cada parada, se activa una luz u otra. Para esta función se precisa una luz backlight
de LEDS.
3.2.- Unidad de control en perfil.
La unidad de control de perfil se encarga de:
• Control de semi-moldes.
• Control de flecha horizontal.
Esta unidad no utiliza backlight, ya que no efectúa control de rebabas,
sólo dispone del láser.
La cámara de esta unidad, abre poco el plano, para así poder tener
más detalle del escalón provocado por el semi-molde.
DT20080522.1 documento técnico control cigüeñales Página 6
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
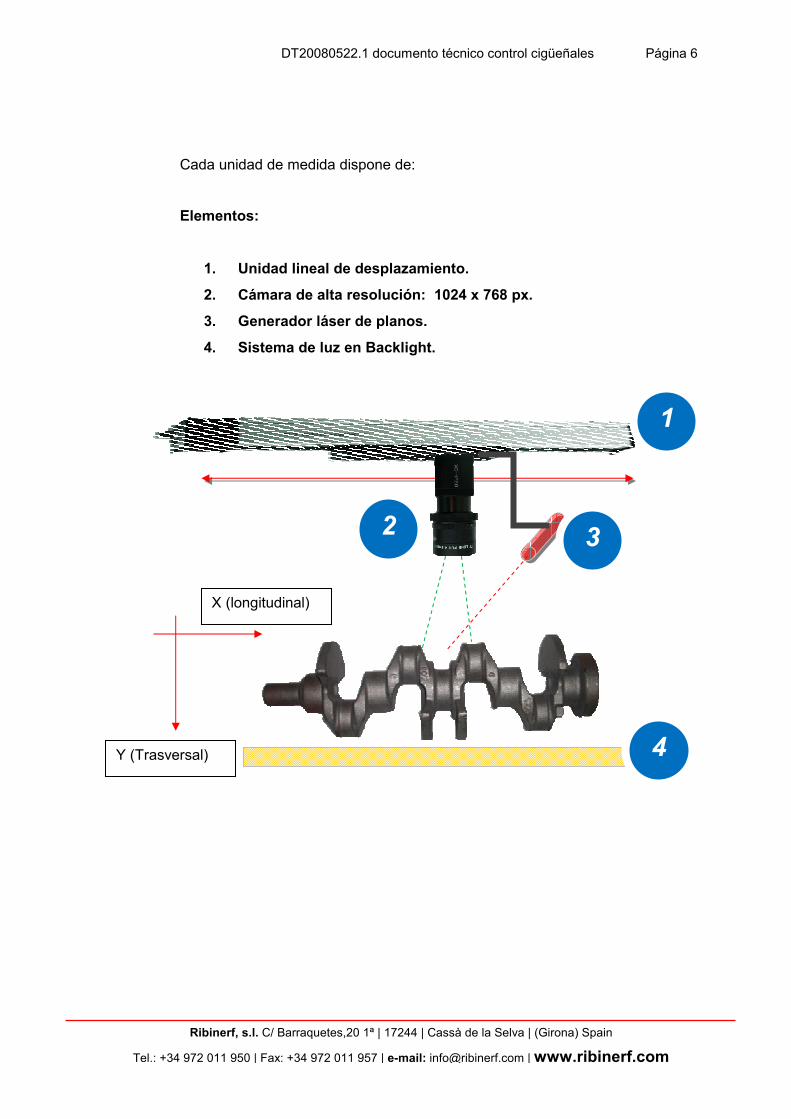
Cada unidad de medida dispone de:
Elementos:
1. Unidad lineal de desplazamiento.
2. Cámara de alta resolución: 1024 x 768 px.
3. Generador láser de planos.
4. Sistema de luz en Backlight.
1
2 3
4
X (longitudinal)
Y (Trasversal)

DT20080522.1 documento técnico control cigüeñales Página 7
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
4.- Control de rebabas
El cigüeñal está formado de dos partes simétricas, dichas partes se unen y
queda marcada una zona de unión en la cual pueden aparecer rebabas de material. El
objetivo es el control de la presencia de las rebabas.
El control de rebabas se efectúa desde la unidad superior, la verticalidad de la
imagen es básica, ya que las paredes son muy altas y podría no verse las rebabas. Es
por ello que se efectúa un control vertical con Backlight, el sistema lineal posicionará
el eje de la cámara encima de la verticalidad de las zonas de rebabas (punto 1 del
dibujo). Hay que tener en cuenta que al final, el sistema ve las rebabas como un
problema dimensional, por lo que el control de un borde se efectúa referenciado a
otro, en el caso de que en este segundo borde haya 0,3mm de rebaba y en el primero
solo 0,2mm, al final el sistema vería 0,2+0,3mm = 0,5mm de rebaba. Si es cierto, que
el útil de referencia, filtra las rebabas pequeñas, pero no podría filtrar si hay toda una
rebaba a lo largo del borde, o dichas rebabas fueran demasiado largas.
Con el fin de efectuar dicho control de forma fácil, se utiliza un sistema de
máscara. Se construye una máscara siguiendo el borde del perfil de la pieza, y
referenciada a una posición X y otra Y de la pieza, de manera que absorba los
problemas de posicionado de la misma. Dicha máscara se separa del borde de la
pieza una distancia X, de forma que sólo entraran dentro de la zona de medición de la
máscara las rebabas que su salida sea más de X. Toda rebaba que entre dentro de la
zona de la máscara, se cuantificará el área que entra, sumando el área de todas las
DT20080522.1 documento técnico control cigüeñales Página 8
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
rebabas que entren dentro de la máscara. A priori no se trabajaran individualmente
cada rebabas, sino que se considera la suma de todas las rebabas que haya dentro
de la zona de control. Podemos dividir las máscaras en múltiples sub-zonas, con el fin
de poder programar criterios distintos en cada una de ellas.
Condiciones y especificaciones:
1. Error de posicionado admisible del cigüeñal: 2mm en X,Y,Z
2. Error de rotación longitudinal: 2mm un extremo respecto al otro.
3. 2mm en rotación axial.
4. Resolución de medida de área: 0,2 x 0,2mm
5. Resolución de definición del área de la máscara: 0,2mm
6. Separación mínima necesaria entre el borde y la zona de control
(gap): 0,5mm.
7. Dimensiones de la rebaba mínima detectable: Salida respecto a
borde: >0,5mm longitud rebaba: > 1mm
8. Número estimada de puntos de parada: 6
9. Tiempo estimado procesado unidad lineal+visión para 6 puntos: 6seg

DT20080522.1 documento técnico control cigüeñales Página 9
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Ejemplo y comprensión del sistema sobre pieza NOK:
Se han definido 3 áreas de control. Vemos como el sistema pinta en verde las
rebabas que están dentro de la zona de la máscara.
Los tres valores obtenidos (673 / 208 / 184) son cuantificaciones de rebabas (suma
de área de todas las rebabas dentro de la zona), dentro de cada una de las 3 áreas, de
forma independiente. En este caso, los tres valores son fuera de tolerancia, por lo que
dichos valores se pintan en rojo (NOK).
Las áreas de control pueden definirse de forma flexible como áreas multi-
poligonales, lo que facilita el control en recovecos, curvas, etcE
Conjugación de posición de control de rebabas en función del semi-molde:
A las referencias (decalajes) de las áreas, se les puede sumar una valor que
provenga del control de semi-molde, de forma que separe lo que sea problema de semi-
DT20080522.1 documento técnico control cigüeñales Página 10
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
molde de las rebabas. Esto se realizará de la siguiente forma: La unidad lineal de semi-
moldes, seguirá la de rebabas, cada vez que queramos medir la rebaba, antes miramos el
decalaje del semi-molde en esa zona, y el valor se suma o resta al decalaje de el área de
rebabas.
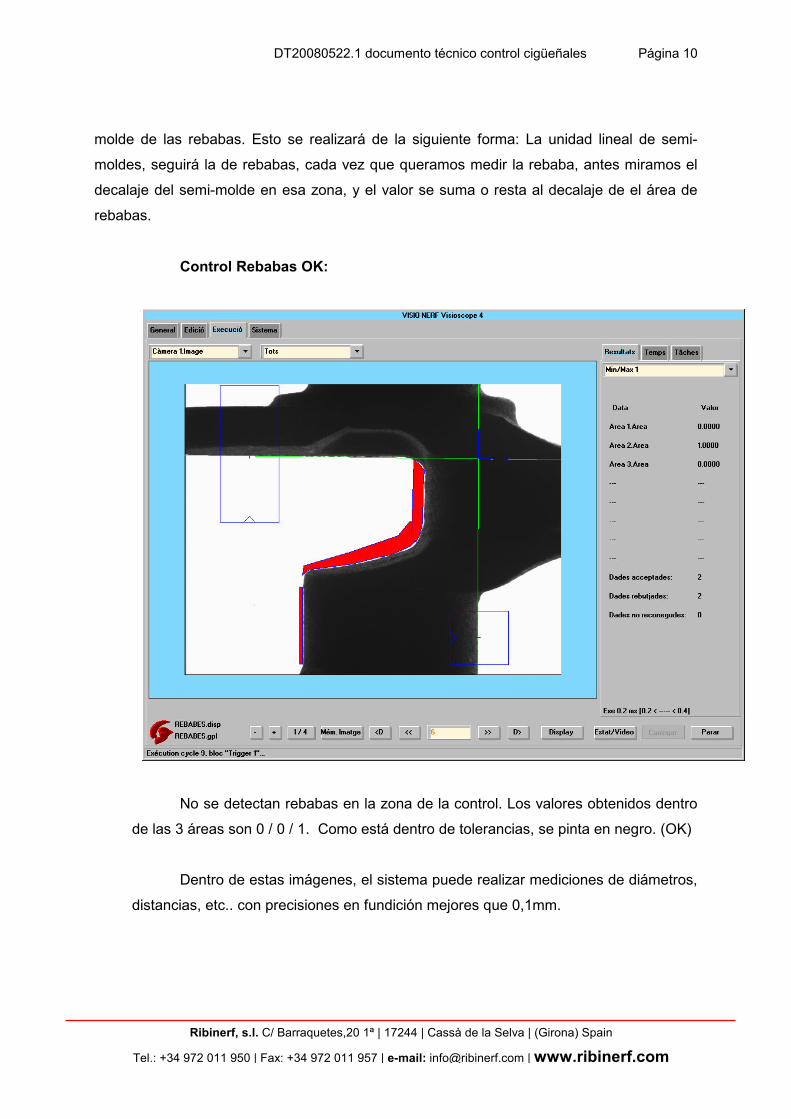
Control Rebabas OK:
No se detectan rebabas en la zona de la control. Los valores obtenidos dentro
de las 3 áreas son 0 / 0 / 1. Como está dentro de tolerancias, se pinta en negro. (OK)
Dentro de estas imágenes, el sistema puede realizar mediciones de diámetros,
distancias, etc.. con precisiones en fundición mejores que 0,1mm.

DT20080522.1 documento técnico control cigüeñales Página 11
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
5.- Control de Flecha.
Para el control de la flecha, se utiliza el sistema láser y al visión. Se proyecta el
láser sobre el punto a medir la distancia de profundidad (P1,P2,P3) y la cámara
determina, mirando el láser la medida de profundidad, como si de un calibre lineal se
tratase.
El sistema desplaza la cámara en 3 puntos, midiendo P1,P2 y P3. Con P1 y P3
forma una recta y mide la distancia de P2 a dicha recta.
P1 P2 P3

DT20080522.1 documento técnico control cigüeñales Página 12
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Condiciones y especificaciones:
1. Error de posicionado admisible del cigüeñal: 2mm en X,Y,Z
2. Error de rotación longitudinal: 2mm un extremo respecto al otro.
3. 2mm en rotación axial.
4. Repetibilidad de medida de P1 a P3: +/- 0,1mm (con el objetivo de
medir flechas de 0,5mm)
5. El punto P2 debe ser en medio exacto (+/- 2mm) entre P1 i P3
Resultado medición pieza OK:

DT20080522.1 documento técnico control cigüeñales Página 13
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Tras la medición de la pieza, el sistema muestra el valor calculado de la pieza.
En este caso el valor es de 0,44mm considerado OK. Los valores son en mm, aun que
el sistema no se ha calibrado, por lo que pueden no ser exactos.
Resultado medición pieza NOK:
Al no tener pieza mala, se ha aplicado un grosor en la zona de medición P2,y
vemos como el sistema nos ha medido el grosor, dando un resultado de flecha de
1,43mm, considerado como NOK, fuera de tolerancias y por tanto marcado en rojo.

DT20080522.1 documento técnico control cigüeñales Página 14
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Repetitividad de mediciones.
Se realizado una prueba sobre la pieza OK, de repetir las mediciones 32
veces, podemos ver que el valor promedio esta en 0,507mm y la repetibilidad de la
medida en 0,032mm, lo cual garantiza la repetibilidad de 0,1mm..

DT20080522.1 documento técnico control cigüeñales Página 15
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
6.- Control de semi-moldes en sentido transversal.
El control de semi-moldes, en sentido transversal, se efectúa por la segunda
unidad de control, con una cámara que toma una zona de imagen reducida, con la
finalidad de ver bien el escalón producido y medirlo.
Dicha unidad se desplazará al mismo tiempo y sincronizada con la unidad de
control1 (control en planta), pero con paradas distintas, es por ello que se precisa una
segunda unidad independiente
La cámara de esta segunda unidad, será idéntica a la primera, pero con una
óptica distinta que le permita tomar un campo menor, de aproximadamente 50mm, lo
que aumentará su resolución en unas 3 veces.
El sistema mide a cada lado de la rebaba, de forma que las rebabas no afectan
a la medición del escalón. Es importante respetar el posicionado en rotación, ya que
las rebabas deben quedar siempre en medio de las dos medidas comparativas
(derecha e izquierda de la rebaba).
El valor de escalón, podrá enviarse a la referencia de las máscaras para el
control de rebaba, de forma que no confunda una salida de escalón con una rebaba.
El sistema separará mas la medida de rebaba del borde de la pieza, en función del
escalón.
Condiciones y especificaciones:
1. Error de posicionado admisible del cigüeñal: 2mm en X,Y,Z
2. Error de rotación longitudinal: 2mm un extremo respecto al otro.
3. 2mm en rotación axial.
4. Repetibilidad de medida del escalón: +/- 0,1mm (con el objetivo de
medir escalones de más de 0,5 mm).
DT20080522.1 documento técnico control cigüeñales Página 16
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
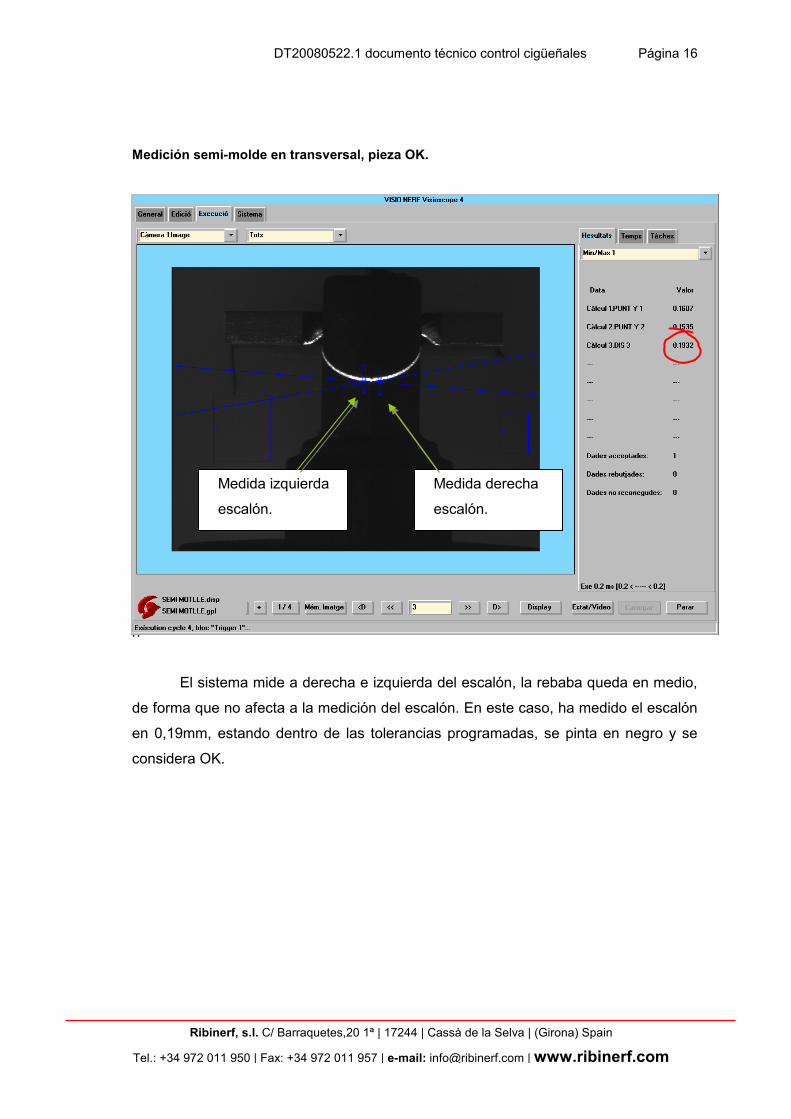
Medición semi-molde en transversal, pieza OK.
E
l
s
i
s
t
e
m
a
h
El sistema mide a derecha e izquierda del escalón, la rebaba queda en medio,
de forma que no afecta a la medición del escalón. En este caso, ha medido el escalón
en 0,19mm, estando dentro de las tolerancias programadas, se pinta en negro y se
considera OK.
Medida derecha
escalón.
Medida izquierda
escalón.

DT20080522.1 documento técnico control cigüeñales Página 17
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
Medición semi-moldes transversal NOK.
En este caso, la medición de otra pieza, ha dado un escalón de 0,76mm,
estando fuera de tolerancias, se marca en rojo.
DT20080522.1 documento técnico control cigüeñales Página 18
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
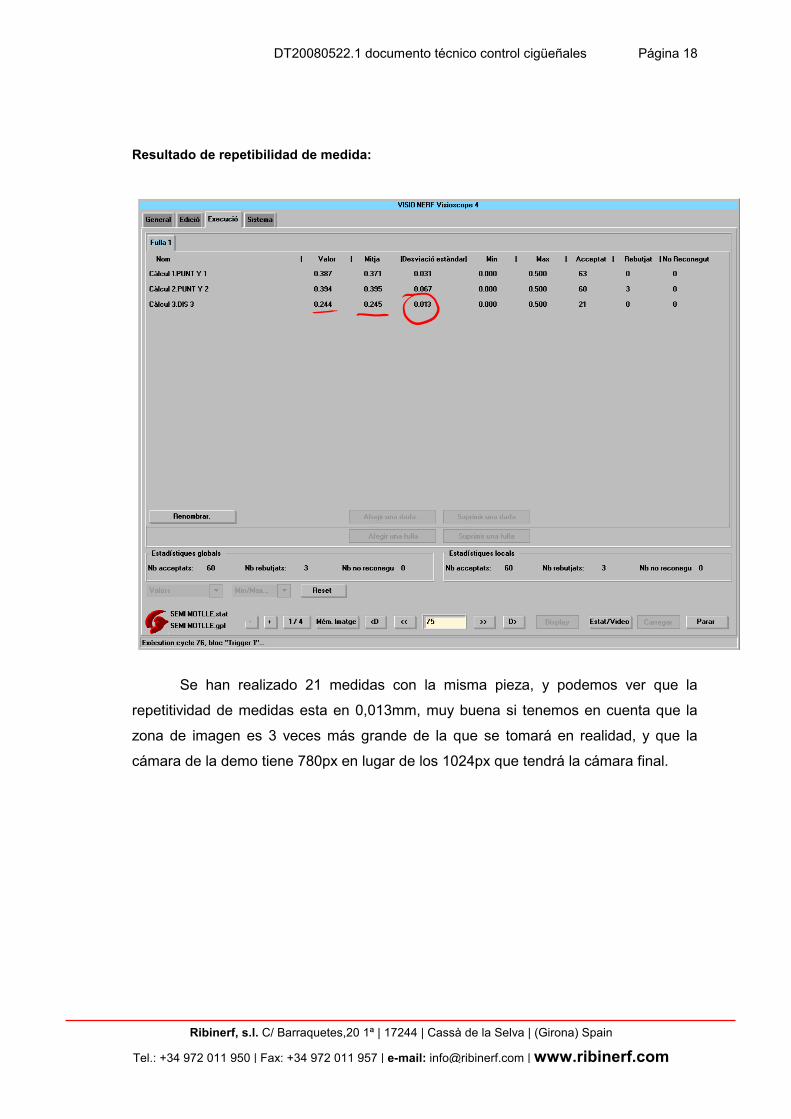
Resultado de repetibilidad de medida:
Se han realizado 21 medidas con la misma pieza, y podemos ver que la
repetitividad de medidas esta en 0,013mm, muy buena si tenemos en cuenta que la
zona de imagen es 3 veces más grande de la que se tomará en realidad, y que la
cámara de la demo tiene 780px en lugar de los 1024px que tendrá la cámara final.

DT20080522.1 documento técnico control cigüeñales Página 19
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
7.- Medición Semi-molde en longitudinal.
Para realizar este control, se piensa en instalar una cámara fija, con un láser,
al estilo del semi-molde transversal, apuntando a la junta de molde en un contrapeso
(ver dibujo) (ya que la punta del eje es imprecisa), por lo que podremos medir el
escalón en esta unión, y así determinar el desplazamiento longitudinal del semi-molde.
Esta cámara será llamada cámara 3 o cámara semi-molde longitudinal (Y).
La medida de esta cámara se realizará en primer lugar, tiene un tiempo
estimado de 0,1seg para la medición.
Dicha medición servirá para modificar las referencias de las máscaras de
control de rebabas, pero en su posición X (longitudinal).
Condiciones y especificaciones:
1. Error de posicionado admisible del cigüeñal: 2mm en X,Y,Z
2. Error de rotación longitudinal: 2mm un extremo respecto al otro.
3. 2mm en rotación axial.
4. Repetibilidad de medida del escalón: +/- 0,1mm (con el objetivo de
medir escalones de más de 0,5 mm).

DT20080522.1 documento técnico control cigüeñales Página 20
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
8.- Controles dimensionales.
Con la misma cámara y luz que se realiza el control de rebabas, podremos
realizar controles dimensionales del exterior / contorno de la pieza, como el ejemplo
de control de diámetro de la siguiente pantalla.
Podremos realizar controles dimensionales como: diámetro, abertura de
contrapesos, grosor contrapesoE.
Condiciones y especificaciones:
1. Error de posicionado admisible del cigüeñal: 2mm en X,Y,Z
2. Error de rotación longitudinal: 2mm un extremo respecto al otro.
3. 2mm en rotación axial.
4. Repetibilidad de medición: +/- 0,1mm.
DT20080522.1 documento técnico control cigüeñales Página 21
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
9.- Procedimiento y comunicaciones
El procedimiento de trabajo del sistema variará en función del material
comprado, en todo caso, aquí indicamos el caso con el material completo.
1. Al iniciar la producción, un operario selecciona desde la pantalla de
visión, el formato de pieza a controlar.
2. El robot coloca el cigüeñal sobre un soporte, en las condiciones
indicadas en este documento. Hay que tener en cuenta que hay una luz
por debajo, y que los soportes no pueden tapar la luz en ninguna zona
de medida.
3. El equipo de visión suministra una señal de READY al robot.
4. El robot o PLc de la línea, envía un señal digital de START al equipo
de visión, para que este empiece el análisis.
5. El equipo de visión efectúa la medición con la cámara fija para el
control longitudinal de semi-moldes.
6. Con este cálculo, re calcula los re posicionados en X (longitudinal) de
las herramientas de control de rebabas.
7. Activa el desplazamiento de las dos unidades lineales, efectuando las
paradas programadas para ese formato.
8. A medida que va midiendo, se guarda en un archivo EXCEL local, las
medidas que vamos tomando.
9. El tiempo de control entre la señal de START y la de OK/NOK se
estima en 6 segundos.
10. Una vez realizados todos los controles, devuelve al robot un resultado
de OK / NOK a través de salidas digitales.
11. El robot pasa a retirar la pieza, clasificarla y colocar otra de nueva.

DT20080522.1 documento técnico control cigüeñales Página 22
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
10.- Muestras.
Al inicio del proyecto, se recibirán una población de piezas de todos los
modelos que vayamos a programar nosotros.
Las muestras subministradas, se consideran representativas de la producción
real, se utilizaran como base para la construcción del sistema, y servirán de base para
su validación.
Se precisará muestras con todos los tipos de defectos a controlar, y que dichos
defectos sean representativos.
Hace falta disponer de muestras en el estado en que pasarán realmente por la
producción (color, herrumbre, humedad, etc.... ). Es imprescindible que el cliente nos
indique las variantes, condiciones, que puedan surgir durante la producción, y que
queden reflejadas en el presente documento. (Exija que queden correctamente
reflejados todos los puntos a tener en cuenta)
No se aceptará ninguna muestra nueva o diferente (variantes por
envejecimiento, aditivos añadidos, películas de productos, etc...) de las dispuestas
para el diseño del sistema, que no estén reflejadas en el presente documento.
Para la calibración del equipo, se precisarán ciertos cigüeñales calibrados, que
se pedirán en su momento y que serán a cargo de INFUN.

DT20080522.1 documento técnico control cigüeñales Página 23
Ribinerf, s.l. C/ Barraquetes,20 1ª | 17244 | Cassà de la Selva | (Girona) Spain
Tel.: +34 972 011 950 | Fax: +34 972 011 957 | e-mail: [email protected] | www.ribinerf.com
11.- Validación.
Se recibirán 10 piezas buenas y un mínimo de 3 piezas malas de cada tipo de
defecto.
Se efectuará la validación provisional en TECNOS, pasando las piezas
recibidas. La máquina quedará validada, cuando pasando 3 veces las piezas,
identifique correctamente las buenas y las malas sin confusión.
A continuación la máquina se instalará de forma definitiva en INFUN, y se
repetirá el mismo procedimiento en la ubicación final, quedando así efectuada la
validación definitiva.