
DISEÑO DE UN PROCESO DE ENDULZAMIENTO DE GAS...
101
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERÍA DE GAS DISEÑO DE UN PROCESO DE ENDULZAMIENTO DE GAS NATURAL CON AMINA IMPEDIDA ESTÉRICAMENTE Trabajo de Grado presentado ante la Ilustre Universidad del Zulia para optar al Grado Académico de MAGÍSTER SCIENTIARUM EN INGENIERÍA DE GAS Autor: RONNAR JESÚS SÁNCHEZ Tutor: Jorge Segundo Barrientos Maracaibo, Abril de 2008
-
Upload
nguyennhan -
Category
Documents
-
view
246 -
download
3
Transcript of DISEÑO DE UN PROCESO DE ENDULZAMIENTO DE GAS...

REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA DE GAS
DISEÑO DE UN PROCESO DE ENDULZAMIENTO DE GAS NATURAL CON AMINA IMPEDIDA ESTÉRICAMENTE
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA DE GAS
Autor: RONNAR JESÚS SÁNCHEZ
Tutor: Jorge Segundo Barrientos
Maracaibo, Abril de 2008

iv
Sánchez, Ronnar Jesús. Diseño de un Proceso de Endulzamiento de Gas Natural con Amina Impedida Estéricamente. (2008) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo – República Bolivariana de Venezuela. 103p. Tutor: Prof. Barrientos, Jorge Segundo.
RESUMEN El propósito fundamental de este trabajo de grado, es establecer un procedimiento analítico que permita de manera rápida, sencilla y confiable el diseño de un proceso en el cual se lleve a cabo la absorción de gases ácidos contenidos en el gas natural, utilizando para ello una amina impedida estéricamente. Además de, predecir el comportamiento general de los equipos y de las variables fundamentales de operación, tales como: presión, temperatura, composición y tasas de circulación en cada punto del proceso. Estudios recientes han demostrados que las aminas impedidas estéricamente ofrecen mayor capacidad de absorción y menor tasa de circulación que las aminas convencionales. El proceso de endulzamiento a diseñar, se hará con el fin de absorber el dióxido de carbono y sulfuro de hidrogeno, CO2 y H2S, utilizando la Isobutanolamina (AMP). Los cálculos para obtener el comportamiento de parámetros de acuerdo al cambio de variables, el diseño de equipos, además de, el procedimiento analítico se realizaran en una Hoja de Cálculo Microsoft Excel. Las ecuaciones utilizadas serán presentadas en el Apéndice B, por lo que en el desarrollo de los cálculos solo se hará referencia a las mismas. La variable principal fue la cantidad molar práctica de amina requerida para absorber 1 mol de gas ácido. La concentración de amina se fijó en 50%, ya que esta concentración se dispone la información de la AMP; la cantidad molar remanente de CO2 es 0,1 y de H2S se fijó en 0,005. Se consideró una relación amina:gas ácido de 1,75:1. La ventaja de mayor importancia es que la cantidad de amina impedida requerida para absorber 1 mol de gas ácido es menor que la de aminas convencionales, y la tasa que se requiere es menor reduciendo considerablemente los costos del proceso tanto en energía como en equipos y en amina. Palabras Claves: Gases ácidos, Endulzamiento del gas natural, Amina impedida estéricamente,
Isobutanolamina. E-mail del autor: [email protected]; [email protected]

v
Sánchez, Ronnar Jesús. Diseño de un Proceso de Endulzamiento de Gas Natural con Amina Impedida Estéricamente. (2008) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo – República Bolivariana de Venezuela. 103p. Tutor: Prof. Barrientos, Jorge Segundo.
ABSTRACT The fundamental objective of this master thesis is to establish an analytical procedure that allows in a rapid, simple and reliable way the design of a process in which there is carried out the absorption of acid gases contained in the natural gas, using for it a sterically hindered amine. Besides, predicting the general behavior of the equipments and of the fundamental variables of operation, such as: pressure, temperature, composition and circulation rates in every point of the process. Recent studies have demonstrated that the sterically hindered amine offer better capacity of absorption and lower circulation rate than the conventional amines. The process of sweetening to designing will be done by the intention of absorbing the carbon dioxide and sulphur of hydrogen, CO2 and H2S, using the Isobutanolamine (AMP). The calculations to obtain the behavior of parameters of agreement at the change of variables, the design of equipments, and the analytical procedure, were carrying out in a Spreadsheet Microsoft Excel. The used equations will be presented in the Appendix B, for what in the development of the calculations alone one will refer to the same ones. The principal variable was the practical molar quantity of amine needed to absorb 1 mol of acid gas. The concentration of amine was fixed in 50%, since this concentration arranges the information of the AMP; the remaining molar quantity of CO2 is 0,1 and of the H2S was fixed in 0,005. Was considered a relation amine:acid gas of 1,75:1. The more important advantage is that the quantity of hindered amine needed to absorb 1 mol of acid gas is lower than in the case of amines conventional, and the circulation rate needed is lower too, reducing considerably the costs of the process both in energy and in equipments and in amine. Key Words: Acid gases, Natural gas sweetening, Sterically hindered amine, Isobutanolamine. Author’s e-mail: [email protected]; [email protected]

vi
A DIOS Todopoderoso, Santa Maria Virgen y a mi Señor Jesucristo.
A Lino de las Mercedes Valles. A mamá, Maria Auxiliadora Andrade. A la memoria de papá, José Antonio González.
A mis hijos Ronnervis Jesús, Ronnar Alexander y Renner David. A todas aquellas personas que de alguna u otra manera colaboraron en la realización de este trabajo.

vii
AGRADECIMIENTO
Agradezco de todo corazón a Díos Todopoderoso, Santa Maria
Virgen y a mi Señor Jesucristo.
También, en estas líneas quiero plasmar mi más sincero
agradecimiento a la Universidad del Zulia y en especial a la
División de Postgrado de la Facultad de Ingeniería.
Agradezco infinitamente a María Andrade y Gustavo Núñez por
todo su apoyo.
Muchas gracias a los Profesores: Jorge Barrientos, Carlos
Alciaturi, Edinsón Alcántara, Jorge Sánchez, Ignacio Romero y
Orlando Zambrano.
Mil gracias a todos, ya que, de una u otra manera aportaron un
granito de arena para elaboración de este trabajo de grado.
A todos muchas gracias…

viii
TABLA DE CONTENIDO
Página
RESUMEN. . . . . . . . . . . iv
ABSTRACT. . . . . . . . . . . v
DEDICATORIA. . . . . . . . . . vi
AGRADECIMIENTOS. . . . . . . . . vii
TABLA DE CONTENIDO. . . . . . . . . viii
LISTA DE TABLAS. . . . . . . . . . x
LISTA DE FIGURAS. . . . . . . . . xi
NOMENCLATURA. . . . . . . . . . xii
INTRODUCCIÓN. . . . . . . . . . 16
CAPÍTULO
I EL PROBLEMA. . . . . . . . 17
I.1. Antecedentes de estudios relacionados. . . . 17 I.2. Planteamiento del Problema. . . . . . 18 I.3. Justificación. . . . . . . . 18 I.4. Objetivos. . . . . . . . 19 I.5. Alcance. . . . . . . . 19
II BASES TEÓRICAS. . . . . . . . 20
II.1. Conceptos básicos. . . . . . . 20 II.2. Endulzamiento del gas natural. . . . . 22
III DISEÑO DEL PROCESO DE ENDULZAMIENTO. . . 46
III.1. Diseño de un proceso de endulzamiento de gas natural con Isobutanolamina (AMP). . . . . . 47
III.2. Economía y costo de capital del proceso de endulzamiento de gas natural con amina impedida estéricamente. . . 77
IV ANÁLISIS DE RESULTADOS. . . . . . 79
IV.1. Parámetros de diseño. . . . . . 79 IV.2. Procedimiento analítico. . . . . . 80 IV.3. Comportamiento de variables y análisis de parámetros del
proceso. . . . . . . . 84
CONCLUSIONES. . . . . . . . . . 93
RECOMENDACIONES. . . . . . . . . 94
REFERENCIAS BIBLIOGRÁFICAS. . . . . . . 95
APÉNDICES

ix
A Consideraciones de Diseño. . . . . . . 98 B Ecuaciones utilizadas en el Capitulo III. . . . 100

x
LISTA DE TABLAS
Tabla Página
1. Formula molecular de algunas aminas primarias, secundarias y terciarias. . 21
2. Características de las etanolaminas. . . . . . 26
3. Aminas impedidas estéricamente. . . . . . . 28
4. Aminas que inhiben la formación de carbonatos. . . . . 28
5. Derivación de la AMP. . . . . . . . . 31
6. Características y propiedades de la AMP. . . . . . 32
7. Composición del gas agrio que entra al absorbedor. . . . . 47
8. Características del gas agrio que entra al absorbedor. . . . . 48
9. Composición del gas dulce que sale del absorbedor. . . . . 50
10. Composición de la amina pobre que entra al absorbedor. . . . 53
11. Composición de la amina rica que sale del absorbedor y va al regenerador. . 54
12. Calor especifico molar de la corriente de gas agrio a la temperatura de entrada,
salida y promedio del absorbedor. . . . . . . 55
13. Calor específico de la corriente de amina a la temperatura de entrada y salida
del absorbedor. . . . . . . . . . 58
14. Calor específico de la corriente de amina rica a la temperatura de entrada y
salida del intercambiador de amina. . . . . . . 59
15. Calor específico de la corriente de amina a la temperatura de entrada y de
fondo del regenerador. . . . . . . . . 61
16. Composición del gas de cola que sale del regenerador. . . . 62
17. Composición del gas de cola que sale del acumulador de reflujo. . . 63
18. Composición del líquido que sale del acumulador de reflujo. . . . 63
19. Calor específico de la corriente de gas de cola del regenerador a la temperatura
promedio del condensador. . . . . . . . 66
20. Calor específico de la corriente de amina pobre a la temperatura de entrada y
salida del enfriador. . . . . . . . . 68

xi
LISTA DE FIGURAS
Figura Página
1. Sistema típico para endulzamiento de gas natural con amina. . . . 34
2. Tanque de venteo e Intercambiador de amina. . . . . . 37
3. Rehervidor usando fuego indirecto como fuente de calor. . . . 39
4. Rehervidor usando vapor como fuente de calor. . . . . 40
5. Tanque de abastecimiento y Bomba de amina. . . . . . 41
6. Tipos de filtros. . . . . . . . . . 42
7. Recuperador usando vapor como fuente de calor. . . . . 44
8. Recuperador usando fuego indirecto como fuente de calor. . . . 44
9. Absorbedor del proceso de endulzamiento de gas natural con amina impedida
estéricamente, con extractor de niebla. . . . . . . 75
10. Absorbedor del proceso de endulzamiento de gas natural con amina impedida
estéricamente, sin extractor de niebla. . . . . . . 76
11. Regenerador del proceso de endulzamiento de gas natural con amina impedida
estéricamente. . . . . . . . . . 77

xii
NOMENCLATURA A Área B Factor de corrección de Barton BHP Potencia al freno de la bomba C Factor de corrección de Barton C.N. Condiciones normales (T = 60 oF y P =14.696 lpca) C.O. Condiciones operacionales Cp Calor específico a presión constante C1 Metano C2 Etano C3 Propano iC4 Iso-butano nC4 n-butano iC5 Iso-pentano nC5 n-pentano C6 Hexano D Diámetro del recipiente Ea Eficiencia de absorción Ec(s). Ecuación(es) Es Eficiencia de despojamiento F Factor de corrección de la ∆Tlog FAP Factor de absorción promedio Fig(s). Figura(s) gpm Galones por minuto h Altura del recipiente H Constante de Henry Hv Entalpia del vapor Hl Entalpia del líquido H Carga o cabezal de la bomba HPH Potencia hidráulica de la bomba HCs Hidrocarburos ∆Hr Calor de reacción K Constante de equilibrio K Factor de corrección de la velocidad de partícula L Longitud del recipiente m Flujo másico M Peso molecular MMpcd Millones de pies cúbicos por día MMpcnd Millones de pies cúbicos normales por día n Flujo molar nteóricos Número de platos teóricos nreales Número de platos reales N2 Nitrógeno No. Número q Flujo volumétrico Q Cantidad de calor cedido o transferido Qr Cantidad de calor de reacción total

xiii
Qt Cantidad de calor remante en la amina P Presión Pc Presión crítica sPc Presión seudocrítica sPr Presión seudoreducida Pr Presión de rocío Pp Presión parcial ∆P Diferencial de presión R Relación de reflujo ST Factor de despojamiento T Temperatura Tc Temperatura crítica Tb Temperatura de burbujeo sTc Temperatura seudocrítica sTr Temperatura seudoreducida Tr Temperatura de rocío ∆T Diferencial de temperatura ∆Tlog Diferencial de temperatura media logarítmica ∆Tm Diferencial de temperatura media logarítmica corregida U Coeficiente de transferencia de calor USD United State Dollars (Dolares americanos) Vn Volumen molar x Fracción molar de líquido X Porcentaje molar de líquido y Fracción molar de gas Y Porcentaje molar de gas Z Factor de compresibilidad del gas Símbolos ρ Densidad γ Gravedad específica ε factor de ajuste de la temperatura seudocrítica por acidez ηpb Eficiencia de platos de burbuja ηpv Eficiencia de platos de válvula ν Velocidad Subíndices abs Absorbedor/Absorción abs-AMP Absorbido por la amina AMP acum Acumulador acum-ref Acumulador de reflujo AMP-ac Amina AMP acuosa AMP-ent Amina AMP en la entrada AMP-pobre Amina AMP pobre AMP-rica Amina AMP rica AMP-reg Amina AMP en el regenerador B-ref Bomba de reflujo

xiv
B-AMP Bomba de amina AMP cond Condensador corr Corregido corr-p Corrección por presión CO2-AMP Dióxido de carbono en la amina AMP CO2-sal Dióxido de carbono en la salida desabs Desabsorción elv-reg Elevación en el regenerador enf Enfriador ent Entrada ent-acum Entrada al acumulador ent-cond Entrada al condensador ent-abs Entrada al absorbedor ent-reg Entrada al regenerador ent-reh Entrada al rehervidor ent-int Entrada al intercambiador g Gas g-ent Gas de entrada g-máx Gas máximo g-mín Gas mínimo g-sal Gas de salida gt Gas total ga = GA Gas ácido ga-ent Gas ácido en la entrada ga-H2O Gas ácido más agua ga-sal Gas ácido en la salida gc Gas de cola gc-acum Gas de cola del acumulador gc-reg Gas de cola del regenerador gc-cond Gas de cola del condensador H2S-AMP Sulfuro de hidrogeno en la amina AMP H2S-ent Sulfuro de hidrogeno en la entrada i Componente i int Intercambiador l Líquido máx Máximo mín Mínimo per-acum Pérdidas en el acumulador prom Promedio prom-abs Promedio en el absorbedor ref Reflujo ref-acum Reflujo del acumulador reg Regenerador reg-reh Regenerador y rehervidor reh Rehervidor rem Removido sal Salida sal-acum Salida del acumulador sal-cond Salida del condensador

xv
sal-abs Salida del absorbedor sal-reg Salida del regenerador sal-reh Salida del rehervidor sal-int Salida del intercambiador sep Separador sep-ent Separador de entrada sol-ac Solución acuosa t = T Total tope-reg Tope del regenerador vap-H2O Vapor de agua

16
INTRODUCCIÓN
El gas natural es un recurso no renovable, que debido a sus características combustibles se le
ha dado una amplia gama de aplicaciones que van desde el uso doméstico hasta las diversas
ramas industriales. Para que este combustible pueda ser utilizado es conveniente que pase por un
proceso de purificación, que es denominado endulzamiento ya que el gas tal como es extraído de
los yacimientos, contiene algunos compuestos indeseables o impurezas como el dióxido de
carbono (CO2), sulfuro de hidrogeno (H2S) y agua (H2O), los que ocasionan contaminación,
corrosión y restan poder calorífico al gas.
El CO2 y el H2S se conocen como gases ácidos, porque en presencia de agua forman ácidos, y
un gas natural que posea estos contaminantes es conocido como gas agrio. El endulzamiento del
gas se hace con el fin de remover los gases ácidos del gas natural. Como se sabe el CO2 y el H2S
son gases que pueden estar presentes en el gas natural y pueden en algunos casos, especialmente
el H2S, ocasionar problemas en el manejo y procesamiento del gas; por esto hay que removerlos
para llevar el contenido de estos gases ácidos a los niveles exigidos por los consumidores del gas.
El empleo de las aminas para remover CO2 y H2S y sus especies, aparece en la industria del
gas casi simultáneamente al uso de glicoles para deshidratar el gas. Los procesos con aminas son
aplicables cuando los gases ácidos tienen baja presión parcial y se requieren bajas
concentraciones del gas ácido en el gas de salida (gas dulce).
Como en todos los procesos que abarca la industria química y petroquímica, la necesidad de
reducir en las plantas los costos operativos y aumentar la producción dentro de los estándares de
calidad que rigen el mercado, han llevado al desarrollo de nuevos procesos. El aumento en la
demanda de gas natural obliga a mejorar los procesos de endulzamiento, con el incremento de la
producción de gas dulce y la disminución de los costos de operación. Estudios realizados en esta
área se encaminan a la reducción de la tasa de circulación de amina y aumentar su capacidad de
absorción de gases ácidos, mediante la manipulación las estructuras moleculares de las aminas,
como es el caso de las aminas impedidas estéricamente, obteniéndose excelentes resultados en el
aumento de la capacidad de absorción, aumento de la concentración de la solución de amina,
reducción considerable de la tasa de circulación, y por ende el ahorro de costos y el aumento de la
calidad de endulzamiento.

CAPITULO I
EL PROBLEMA
Este capitulo abarca el problema planteado, lo cual incluye: antecedentes, planteamiento,
justificación, objetivo general, objetivos específicos y alcance.
I.1. Antecedentes de estudios relacionados
Este trabajo tiene sus bases teóricas fundamentadas en aplicación de las aminas impedidas
estéricamente como medio absorbente de gases ácidos de corrientes de gases. Este tipo de aminas
(no convencionales) fueron descubiertas por la “EXXON Research and Engineering Company”.
Linden y Savage (1978) presentaron una patente sobre: “Proceso de remoción de gases ácidos
con aminas impedidas y amino-ácidos”. Unos meses después, Linden y Corona del Mar (1978)
presentaron una patente sobre: “Proceso de remoción de dióxido de carbono de una mezcla de
gases usando una sal activada básica con una amina impedida”.
De la investigación realizada por Linden y Savage (1983) sobre las aminas impedidas
estéricamente, fue publicado el artículo titulado: “Aminas impedidas estéricamente para remover
CO2 de gases”. En 1987, Linden y col., publicaron un artículo sobre una investigación realizada
acerca de estas aminas impedidas y cuyo trabajo fue titulado: “Aminas impedidas estéricamente
para la absorción de gases ácidos”.
El señor Guido Sartori Linden ha sido una parte fundamental en el desarrollo de aminas
impedidas estéricamente como absorbentes químicos por parte de la EXXON, los cuales están
basados bajo la tecnología FLEXSORB®.
Goldstein y col., (1984) realizaron una investigación acerca del mejoramiento de las aminas
impedidas y presentaron un artículo titulado: “Producción mejorada de aminas impedidas para el
tratamiento de gas”. En este estudio, la “EXXON Research and Engineering Company” presenta
las ventajas que ofrece el uso de las aminas impedidas estéricamente sobre las aminas
convencionales.

18
I.2. Planteamiento del problema
El endulzamiento es una de las fases del tratamiento del gas natural en la cual son removidos
los gases ácidos, Sulfuro de hidrogeno (H2S) y Dióxido de carbono (CO2), con el objeto de
acondicionarlo para su uso bien sea domestico, industrial y/o la industria petrolera nacional.
Uno de los procesos más utilizados para efectuar la remoción de gases ácidos en el gas
natural, es la absorción con solventes químicos entre ellos las aminas convencionales y ahora más
recientes se tienen las aminas impedidas estéricamente.
En la actualidad, la mayoría de los procesos a nivel industrial se encuentran automatizados,
guiados por programas computarizados que permiten establecer relaciones entre las variables
involucradas, resultando en una mayor confiabilidad del sistema en general.
Debido a la dificultad para conseguir en el mercado un programa computarizado que permita
predecir el comportamiento de las variables fundamentales de operación, tales como: presión,
temperatura, composición y tasas de circulación en una planta de endulzamiento de gas natural
con amina impedida estéricamente; es necesario realizar un estudio y establecer un procedimiento
analítico que permita la realización y ejecución de dicho programa.
I.3. Justificación
Estudios previos, Linden y col., (1987) han demostrado que los procesos de absorción que
emplean aminas impedidas estéricamente, comparados con aquellos que emplean aminas
convencionales, permiten remover hasta un 125% más del gas ácido CO2 a media tasa de flujo.
Por otro lado, Gattuso (2007) determinó que dichos procesos solo utilizan un 50% del vapor
que requieren los sistemas de amina convencional primaria o secundaria, recordando que el 80%
de la energía usada en procesos de captura de gases ácidos es debido a los requerimientos de
vapor.
Mediante el diseño de un proceso de endulzamiento de gas natural con amina impedida
estéricamente, se podrá establecer un procedimiento analítico, el cual permitirá obtener la
predicción del comportamiento de las variables operacionales que luego podrán ser validadas con
los parámetros preestablecidos para el funcionamiento de dicha planta. Además, el diseño tendrá
fines académicos siendo de gran utilidad en la asignatura “Tratamiento del Gas Natural”,
facilitando el estudio de los procesos de endulzamiento de gas natural que utilizan aminas y

19
permitir la evaluación del comportamiento general de equipos y variables operacionales en cada
punto del proceso.
El procedimiento analítico será una gran herramienta que ayudará a obtener una mayor
efectividad en el análisis de parámetros operacionales, debido a su versatilidad y rapidez en la
entrega de resultados detallados en los diferentes equipos que estarán involucrados en el proceso.
I.4. Objetivos
I.4.1. Objetivo general
Diseñar un proceso de endulzamiento de gas natural que permita conocer el comportamiento
de las variables operacionales utilizando una amina impedida estéricamente.
I.4.2. Objetivos específicos
a. Establecer un procedimiento analítico para el diseño de un proceso de endulzamiento de
gas natural con amina impedida estéricamente.
b. Determinar el comportamiento de las variables que están presentes en un proceso de
endulzamiento con amina impedida estéricamente.
c. Efectuar un análisis que permita inferir posibles cambios en algunos parámetros
involucrados para optimizar el rendimiento del proceso.
I.5. Alcance
Este trabajo parte desde el punto de vista exploratorio, ya que actualmente se tiene un
conocimiento general del funcionamiento u operación del proceso de endulzamiento de gas
natural con aminas, el cual se dispone en la información bibliográfica, cuyo fin es adaptar
algunos conceptos al contexto de este trabajo. Luego se conduce por una fase descriptiva
mediante un análisis detallado del comportamiento de las variables operacionales en la entrada y
salida de cada uno de los equipos que conforman el proceso, y por ultimo se convertirá en un
estudio correlacionar para establecer relaciones entre las diferentes variables operacionales del
sistema en general.

CAPITULO II
BASES TEÓRICAS
El haber realizado una revision y análisis exhaustivo del material bibliográfico disponible, ha
permitido seleccionar aquellas referencias que aportan un gran valor agregado y ofrecen al lector
una buena base teórica para un mejor entendimiento y mayor comprensión de este trabajo de
grado. En este primer capitulo se dan algunos conceptos básicos; se describe brevemente lo que
es un proceso de endulzamiento de gas natural, el proceso de endulzamiento con amina y equipos
que lo integran.
II.1. Conceptos básicos
II.1.1. Gas natural
Según la GPSA (2004), el gas natural es una mezcla de hidrocarburos ligeros compuesto
principalmente de metano, etano, propano, butanos y pentanos.
Otros componentes tales como el CO2, el helio (He), el H2S y el nitrógeno (N2) se encuentran
también en el gas natural. La composición del gas natural nunca es constante, sin embargo, se
puede decir que su componente principal es el metano (CH4), como mínimo 80%.
II.1.2. Gases ácidos
Los gases ácidos (GPSA, 2004), son impurezas en una corriente de gas natural tales como
CO2, H2S, sulfuro de carbonilo (COS), mercaptanos (RSH) y dióxido de azufre (SO2); siendo los
más comunes el CO2, H2S y COS. El gas natural que contiene estos gases ácidos, es conocido
como gas agrio; el que no las tiene o si las tiene pero en mínimas concentraciones, es conocido
como gas dulce.

21
II.1.3. Endulzamiento del gas natural
Se llama así al proceso mediante el cual es sometido el gas natural para removerle o eliminar
los gases ácidos contenidos en el.
II.1.4. Absorción
Maddox y Campbell (1998) definen la absorción como un proceso de separación que
involucra la transferencia de una sustancia desde una fase gaseosa a una fase líquida a través de
un límite de fases.
II.1.5. Aminas
Uson (1974) define a las aminas como compuestos nitrogenados equivalentes, en cierto modo,
a los alcoholes, fenoles y éteres en los compuestos oxigenados; y que además, las aminas pueden
suponerse formalmente como derivados del amoniaco, en el que se ha sustituido uno, dos o los
tres átomos de hidrógeno por radicales hidrocarbonados. Resultando así tres clases diferentes de
aminas, llamadas primarias, secundarias y terciarias, respectivamente. En la Tabla 1 se presenta
la formula molecular de algunos tipos de aminas primarias, secundarias y terciarias.
Tabla 1. Formula molecular de algunas aminas primarias, secundarias y terciarias. NOMBRE FORMULA MOLECULAR
- AMONIACO NH3 AMINAS PRIMARIAS - MONOETANOLAMINA (MEA) - ISOBUTANOLAMINA (AMP) - DIGLICOLAMINA (DGA)
OH(CH2)2NH2
(CH3)2C(NH2)CH2OH OH(CH2)2O(CH2)2NH2
AMINAS SECUNDARIAS - DIETANOLAMINA (DEA) - DIISOPROPANOLAMINA (DIPA)
OH(CH2)2NH(CH2)2OH
CH3CH(OH)CH2NHCH2(OH)CHCH3 AMINAS TERCIARIAS - TRIETANOLAMINA (TEA) - METILDIETANOLAMINA (MDEA)
OH(CH2)2N((CH2)2OH)(CH2)2OH
OH(CH2)2N(CH3)(CH2)2OH

22
II.1.6. Amia impedida estéricamente (del ingles “Sterically hindered amine”) Linden y Savage (1983) han planteado que la amina impedida estéricamente esta definida
estructuralmente como una amina primaria en la cual el grupo amino esta adjunto a un átomo de
carbono terciario; o también definida como una amina secundaria en la cual el grupo amino esta
adjunto a un átomo de carbono secundario o terciario.
II.1.6.1. Impedimento estérico (del ingles “Steric hindrance”)
Según la Wikimedia Foundation, Inc. (2007) cuando un volumen de sustituyente produce
interacciones espaciales entre sus átomos y otros átomos o grupos de átomos nos encontramos
frente a un efecto estérico de dicho sustituyente; en muchos casos el efecto estérico de un
sustituyente está relacionado con el impedimento estérico que este sustituyente ejerce sobre algún
tipo de fenómeno en estudio (reacción, interacción inter- o intramolecular, etc.).
Linden y Savage (1983) determinaron que en el caso de las aminas impedidas el efecto
estérico es muy positivo, ya que originan carbonatos con una estabilidad de intermedia a baja
formados por la reacción CO2-amina, esto tiene como ventaja una mayor capacidad y tasa de
absorción de CO2, lo cual no sucede con las aminas convencionales.
II.2. Endulzamiento del gas natural
Generalmente el endulzamiento del gas natural se hace con el fin de remover los gases ácidos
CO2 y H2S. Como se sabe el CO2 y el H2S son gases que pueden estar presentes en el gas natural
y pueden en algunos casos, especialmente el H2S, ocasionar problemas en el manejo y
procesamiento del gas; por esto hay que removerlos para llevar el contenido de estos gases ácidos
a los niveles exigidos por los consumidores del gas.
Perry y Green (2001) establecieron que entre los problemas que se pueden tener por la
presencia de CO2 y el H2S en un gas se puede mencionar:
- Toxicidad del H2S.
- Corrosión por presencia del CO2 y el H2S.
- En la combustión se puede formar SO2 que es también altamente tóxico y corrosivo.
- Disminución del poder calorífico del gas.
- Promoción de la formación de hidratos.

23
- Cuando el gas se va a someter a procesos criogénicos es necesario remover el CO2
porque de lo contrario se solidifica.
- Los compuestos sulfurados (RSH, COS y disulfuro de carbono,CS2) tienen olores
bastante desagradables y tienden a concentrarse en los líquidos que se obtienen en las
plantas de gas; estos compuestos se deben remover antes de que los compuestos se
puedan usar.
Kohl y Reisenfeld (1985) han establecido que en general un proceso de endulzamiento consta
de cinco etapas:
i). Endulzamiento. Donde se le remueve por algún mecanismo de contacto el CO2 y el
H2S al gas. Esto se realiza en una unidad de endulzamiento y de ella sale el gas libre
de estas impurezas, o al menos con un contenido de estas igual o por debajo de los
contenidos aceptables.
ii). Regeneración. En esta etapa la sustancia que removió los gases ácidos se somete a un
proceso de separación donde se le remueven los gases ácidos con el fin de poderla
reciclar para una nueva etapa de endulzamiento. Los gases que se deben separar son
obviamente en primer lugar el CO2 y el H2S pero también es posible que haya otros
compuestos sulfurados como RSH, COS y CS2.
iii). Recuperación del Azufre. Como el H2S es un gas altamente tóxico y de difícil manejo,
es preferible convertirlo a azufre elemental, esto se hace en la unidad recuperadora de
azufre. Esta unidad no siempre se tiene en los procesos de endulzamiento pero cuando
la cantidad de H2S es alta se hace necesaria. En la unidad recuperadora de azufre se
transforma del 90 al 97% del H2S en azufre sólido o líquido. El objetivo fundamental
de la unidad recuperadora de azufre es la transformación del H2S, aunque el azufre
obtenido es de calidad aceptable, la mayoría de las veces, para comercializarlo.
iv). Limpieza del gas de cola. El gas que sale de la unidad recuperadora de azufre aún
posee de un 3-10% del H2S removido del gas natural y es necesario removerlo,
dependiendo de la cantidad de H2S y las reglamentaciones ambientales y de seguridad.
La unidad de limpieza del gas de cola continua la remoción del H2S bien sea
transformándolo en azufre o enviándolo a la unidad recuperadora de azufre. El gas de
cola al salir de la unidad de limpieza debe contener solo entre el 0.3-1.0% del H2S
removido. La unidad de limpieza del gas de cola solo existirá si existe unidad
recuperadora.

24
v). Incineración. Aunque el gas que sale de la unidad de limpieza del gas de cola sólo
posee entre el 0.3-1.0% del H2S removido, aún así no es recomendable descargarlo a
la atmósfera y por eso se envía a una unidad de incineración donde mediante
combustión el H2S es convertido en SO2, un gas que es menos contaminante que el
H2S. Esta unidad debe estar en toda planta de endulzamiento.
II.2.1. Tipos de procesos
Los procesos que se aplican para remover CO2 y H2S se pueden agrupar en cinco categorías de
acuerdo a su tipo y pueden ser desde demasiado sencillos hasta complejos dependiendo de si es
necesario recuperar o no los gases removidos y el material usado para removerlos. En algunos
casos no hay regeneración con recobro de azufre y en otro si. Perry y Green (2001) clasificaron
estos procesos en seis categorías, los cuales son:
i). Absorción química (procesos con aminas y carbonato de potasio como solventes o
absorbentes químicos). La absorción es a alta presión y a baja temperatura; la
regeneración se hace con incremento de temperatura y decremento de presión.
ii). Absorción Física. La regeneración no requiere calor.
iii). Híbridos. Utiliza una mezcla de solventes químicos y absorbentes físicos. El objetivo
es aprovechar las ventajas de los solventes químicos en cuanto a capacidad para
remover los gases ácidos y de los absorbentes físicos en cuanto a bajos
requerimientos de calor para regeneración.
iv). Procesos de conversión directa. El H2S es convertido directamente a azufre.
v). Procesos de lecho seco. El gas agrio se pone en contacto con un sólido que tiene
afinidad por los gases ácidos. Se conocen también como procesos de adsorción.
vi). Membranas. La separación se logra aprovechando la ventaja de las diferencias de
afinidad/difusividad.
II.2.2. Procesos de absorción química
Estos procesos se caracterizan porque el gas agrio se pone en contacto en contracorriente con
un solvente químico en el cual hay una substancia que reacciona con los gases ácidos. El contacto
se realiza en una torre conocida como absorbedor, en la cual el solvente entra por la parte
superior y el gas entra por la parte inferior. Las reacciones que se presentan entre el solvente y

25
los gases ácidos son reversibles y por lo tanto el solvente al salir de la torre se envía a
regeneración. Los procesos con aminas (alcanolaminas y aminoalcoholes impedidos) son los más
conocidos de la absorción química y luego los procesos con carbonato.
Kohl y Reisenfeld (1985) determinaron que el punto clave en los procesos de absorción
química es que el absorbedor sea operado a condiciones que fuercen la reacción entre los
componentes ácidos del gas y el solvente (bajas temperaturas y altas presiones), y que el
regenerador sea operado a condiciones que fuercen la reacción para liberar los gases ácidos (bajas
presiones y altas temperaturas).
II.2.2.1. Procesos con alcanolaminas
El proceso de absorción química que utiliza aminas como solvente químico, más antiguo y
conocido, es el MEA. En general los procesos con aminas son los más usados por su buena
capacidad de absorción, bajo costo y flexibilidad en el diseño y operación. Las alcanolaminas
(también conocidas como aminas convencionales) más usadas son: Monoetanolamina (MEA),
Dietanolamina (DEA), Trietanolamina (TEA), Diglicolamina (DGA), Diisopropano-lamina
(DIPA) y Metildietanolamina (MDEA).
Martínez (1995) menciona que las alcanolaminas son aceptadas generalmente y usadas
comúnmente para absorber CO2 y H2S de corriente de gas natural y de refinerías. Kohl y
Reisenfeld (1985) determinaron que generalmente las aminas (como soluciones acuosas) no
absorberán del gas cantidades significativas de RSH, y que algunas de ellas pueden absorber
cantidades significantes de COS especialmente cuando operan a temperaturas mayores a los 122 oF (50 oC).
La concentración de la solución de amina y la carga son generalmente limitadas por la
corrosión anticipada y por el equilibrio. Además, los procesos con aminas son aplicables cuando
los gases ácidos tienen baja presión parcial y se requieren bajas concentraciones del gas ácido en
el gas de salida (gas dulce).
Maddox y Campbell (1998) establecieron que las reacciones de las aminas convencionales
con los gases ácidos (p.ej. MEA + CO2 y MEA + H2S), en general, son las siguientes:
• La reacciones principales entre la MEA y el H2S, es:
2RNH2 + CO2 ⇔ RNHCO2- + RNH3
+ + Calor
2RNH2 + H2O + CO2 ⇔ 2RNH3+ + CO3
2- + Calor

26
(RNH3)2CO3 + H2O + CO2 ⇔ 2RNH3+
+ 2HCO3- + Calor
• La reacciones principales entre la MEA y el CO2, es:
2RNH2 + H2S ⇔ (RNH3)2+ + S- + Calor
(RNH3)2+ + S- + H2S ⇔ 2RNH3 + 2HS- + Calor
Como se puede apreciar las reacciones anteriores se pueden dar en un sentido o en otro.
Cuando es de izquierda a derecha se tiene el proceso de endulzamiento y hay producción de
calor, o sea que la torre de absorción se calienta. Para regenerar la amina se debe tener la reacción
de derecha a izquierda o sea que a la solución de amina que sale del absorbedor se le aplica calor
para recuperar la amina. La Tabla 2 presenta algunas características de las etanolaminas.
Tabla 2. Características de las etanolaminas.
Tipo Fórmula Molecular
Peso Molecular
Presión de Vapor [lpca @ 100 oF (37,78 oC)]
Capacidad Relativa (%)*
MEA HOC2H4NH2 61,08 1,0497 100
DEA (HOC2H4)2NH 105,14 0,0580 58
TEA (HOC2H4)3N 148,19 0,0063 41
DGA H(OC2H4)2NH2 105,14 0,1600 58
DIPA (HOC3H6)2NH 133,19 0,0100 46
MDEA (HOC2H4)2NCH3 119,17 0,0061 51
*La capacidad relativa se toma con respecto a la de MEA para absorber H2S.
La MEA es el solvente químico convencional que tiene la reactividad más alta y por lo tanto
la mayor capacidad para absorber CO2 y H2S, además como tiene el menor peso molecular ofrece
la mayor capacidad para absorber CO2 y H2S por unidad de masa, lo que implica menores tasas
de circulación en una planta de endulzamiento; de acuerdo con la reacción estequiométrica para
absorber un mol de CO2 o H2S se requieren dos moles de MEA, lo cual indica que la absorción
de gases ácidos con las alcanolaminas esta dada en una relación 2:1 (dos moles de alcanolamina
por cada un mol de CO2 o H2S absorbido). La MEA es estable químicamente y aunque la tasa de
reacción con H2S es mayor que con CO2 el proceso de endulzamiento no se considera selectivo
pues también absorbe el CO2. La MEA normalmente es capaz de llevar las concentraciones de

27
CO2 y H2S a los valores exigidos por el gasoducto. La MEA tiene una desventaja importante y es
la alta pérdida de solución debido a lo siguiente: posee una presión de vapor relativamente alta lo
que ocasiona altas pérdidas por vaporización, y reacciona irreversiblemente con algunos
compuestos de azufre y carbono. Normalmente cuando se usa MEA se requiere un buen
“reclaimer” para reversar parcialmente la degradación y recuperar la MEA. El mecanismo de
reacción entre el H2S y aminas acuosas envuelve la transferencia de un protón, la cual puede ser
considerada como reversible e instantáneamente rápida con respecto a la transferencia de masa.
La DEA no es tan reactiva con el H2S como la MEA, por lo tanto en algunas ocasiones es incapaz
de llevar el contenido de H2S hasta los niveles requeridos; pero tiene una ventaja importante con
respecto a la MEA y es que las pérdidas de solución no son tan altas pues tiene una presión de
vapor menor al igual que su velocidad de reacción con los compuestos de carbono y azufre. Tiene
capacidad adecuada para absorber COS, CS2 y RSR. Es degradable por el CO2, y los productos
de la reacción no se pueden descomponer en la regeneración. La TEA prácticamente ha sido
reemplazada por la DEA y la MEA debido a su baja capacidad relativa para absorber H2S; igual
situación se presenta con las demás etanolaminas.
II.2.2.2. Procesos con aminoalcoholes impedidos
Las aminas impedidas estéricamente (también conocidas como aminoalcoholes impedidas o
aminas no convencionales), han sido descubiertas y desarrolladas por la “EXXON Research and
Engineering Company” con el propósito de superar la limitación fundamental creada por la alta
estabilidad del ion carbonato (CO32-) producto de la reacción del CO2 con las aminas
convencionales (primarias y secundarias). Esta nueva familia de aminas ofrece ahorros
significantes de energía e inversión.
Linden y Savage (1983) determinaron que la formación del carbonato estable producto de la
reacción, es la limitación termodinámica a la capacidad de absorción de aminas convencionales
para absorber CO2, acerca de 0.5 moles de CO2/mol de amina. Superando esta limitación se
mejoraría la capacidad de absorción de CO2 y se aceleraría la tasa de transferencia de masa de
CO2, resultando en ahorros de inversión y energía para absorber CO2 y remover simultáneamente
CO2/H2S. Las aminas impedidas estéricamente son caracterizadas por la formación de carbonato
de estabilidad intermedia a baja. En soluciones acuosas de aminas, el impedimento estérico es el
factor dominante, dando alta capacidad termodinámica y rápidas tasas de absorción en altos
contenidos de CO2. Introduciendo el impedimento estérico por un volumen de sustituyente

28
adyacente al grupo amino baja la estabilidad del CO32- formado por la reacción amina-CO2. Las
aminas impedidas muestran ventajas en la capacidad y tasas de absorción sobre las aminas
convencionales para absorber CO2 y H2S de gases por absorción en soluciones acuosas de
aminas. La capacidad se amplia de 20-40% y la tasa de absorción incrementan sobre el 100% o
más con el uso de las aminas impedidas estéricamente. La Tabla 3 presenta algunas aminas
impedidas estéricamente.
Tabla 3. Aminas impedidas estéricamente.
FORMULA ESTRUCTURAL AMINA IMPEDIDA ESTÉRICAMENTE
(CH3)2C(NH2)CH2OH ISOBUTANOLAMINA (AMP: 2-amino-2-metil-1-propanol)
1,8-p-metanodiamina (MDA)
2-piperidinaetanol (PE)
Nota: Ejemplo de una aminoalcohol primario impedido es la AMP, y de un aminoalcohol secundario impedido es la PE.
La Tabla 4 presenta algunas aminas que inhiben la formación de carbonatos.
Tabla 4. Aminas impedidas que inhiben la formación de carbonatos.
FORMULA ESTRUCTURAL AMINA IMPEDIDA
(CH3)2C(NH2)CH2OH ISOBUTANOLAMINA (AMP: 2-Amino-2-Metil-1-Propanol)
HOOC((CH3)2)CNH2 2-Amino-2-Acido propiónico
(CH3)3)CNH(CH2)2O(CH2)2OH TERBUTIL BUTIL AMINO ETIOXI ETANOL (EETB)

29
Tabla 4. Continuación.
FORMULA ESTRUCTURAL AMINA IMPEDIDA
1-Amino-1-Acido ciclopentanocarboxílico
1-Amino-1-Acido ciclohexanocarboxílico
2-Amino-2-Acido fenilpropiónico
Acido pipecolónico
La remoción de CO2 y H2S de gases por absorción con reacción en soluciones acuosas de
aminas impedidas estéricamente emplea absorción a alta presión parcial de CO2 y H2S a baja
temperatura 104-176 oF (40-80 oC), seguido por la regeneración a presión reducida y alta
temperatura 248 oF (120 oC). Hook (1997) determinó que en ciclos de este tipo la amina impedida
estéricamente, AMP, ofrece mayor capacidad cíclica termodinámica que la MEA. El uso de las
aminas impedidas conlleva a la reducción de la tasa de solvente químico y también la reduce los
requerimientos de energía para la regeneración del mismo.
Maddox y Campbell (1998) estiman que el impedimento estérico parece reducir la
degradación debido a que el “N” (ión Nitrógeno) en la amina no es envuelto en la formación de
carbonato (un precursor a la formación de componentes cíclicos los cuales son encontrados en la
degradación de productos).
II.2.2.3. Procesos con solventes Flexsorb®
La “EXXON Research and Engineering Company” inicialmente desarrollo los procesos
Flexsorb en 1986 para sus propias filiales solamente. Maddox y Campbell (1998) determinaron
que las aminas impedidas moderadamente conllevan una mejor capacidad para el CO2 y H2S,
además de una mayor tasa de absorción; y que las aminas impedidas severamente tienen una
mejor selectividad para el H2S sobre el CO2 comparadas con la MDEA convencional.

30
Ejemplo de amina impedida moderadamente es la AMP, cuyo impedimento es suficiente para
disminuir la reacción del carbonato. Quizás de 4-5% del CO2 absorbido forma carbonato (lo cual
ayuda al ciclo de reacción del CO2 al HCO3-) y el 95% remanente forma HCO3
-. Esta dado que la
AMP tiene una buena capacidad para el CO2 tan buena como para absorber H2S. Ejemplo de una
amina impedida severamente es la Flexsorb SE, la cual tiene un grupo amino impedido
severamente que previene casi totalmente la formación de carbonato. Goldstein y col. (1984)
determinaron que la SE casi no produce carbonato. Para los procesos Flexsorb esta dada una
estequiometria 1:1 en la reacción amina:CO2 para formar HCO3-.
La “EXXON Research and Engineering Company” con el uso de las aminas impedidas ha
desarrollado y patentado los procesos con solventes químicos Flexsorb® SE/SE+, Flexsorb® PS
y Flexsorb® HP. El primero de ellos es usado para absorber selectivamente el H2S; el segundo es
empleado para absorber simultáneamente el H2S y CO2; y el tercero es utilizado para absorber
selectivamente el CO2.
II.2.2.3.1. Flexsorb® SE y Flexsorb® SE+
Flexsorb SE es una amina con un impedimento estérico severo en solución acuosa, por
consiguiente tiene una muy baja tasa de reacción con el CO2. Flexsorb SE+ contiene el aditivo
HSS para promover un mejor barrido del H2S.
II.2.2.3.2. Flexsorb® PS
Esta es una amina secundaria impedida moderadamente en un solvente orgánico más agua
para absorber simultáneamente el CO2 y el H2S, la cual también puede absorber el COS y RSH.
Es químicamente estable y no presenta degradación por CO2. Está demostrado que Flexsorb PS
tiene mejor solubilidad con el COS que los solventes convencionales, afirmando una remoción de
COS de 90-95%. El contenido de agua para PS es similar al de Sulfinol. PS estabiliza el CO2
como un carbonato intermedio llevándolo a bicarbonato.

31
II.2.2.3.3. Flexsorb® HP
Flexsorb HP es un carbonato de potasio caliente promovido (25-33% K2CO3) usando una
concentración nominal de 4-5% de un promotor de amina impedida. Las aplicaciones claves
están en plantas de hidrogeno (H2) y amoniaco (NH3), y para el procesamiento de CO2 y H2S.
II.2.2.4. Isobutanolamina (AMP: 2-Amino-2-Metil-1-Propanol)
La 2-Amino-2-Metil-1-Propanol (AMP) es la α-dimetilamina derivada de la MEA (ver Tabla
5). Estudios han reportado que cuando la AMP reacciona con el CO2 no se observan CO32- en
solución. La solubilidad del CO2 en soluciones de AMP son mayores que en soluciones de MEA
en un rango de temperatura de 104-176 oF (40-80 oC). Hook (1997) sugiere que la AMP tiene el
mayor potencial para ser un absorbedor superior de CO2 y H2S a bajas temperaturas y un
desorbedor superior a altas temperaturas, 248 oF (120 oC), ya que el nivel remanente de CO2 en la
solución pobre que sale del regenerador desciende hasta 0.1 lbmolCO2/lbmolAMP, a diferencia de la
MEA que es de 0.2 lbmolCO2/lbmolMEA. Además, en ciclos de este tipo la amina impedida
estéricamente, AMP, ofrece mayor capacidad cíclica termodinámica que la MEA.
Tabla 5. Derivación de la AMP.
FORMULA
ESTRUCTURAL AMINA
MONOETANOLAMINA (MEA)
ISOBUTANOLAMINA (AMP)

32
Han y col. (2006), Mandal y col. (2004), Yih y Shen (1988), Zhang y col. (2007) establecieron
que las reacciones de algunas aminas impedidas con los gases ácidos (p.ej. AMP + CO2 y AMP
+ H2S) son las siguientes:
• Las reacciones principales entre la AMP y el CO2, es:
RNH2 + CO2 ⇔ RNH2+ + COO- + Calor
RNH2+ + COO- + H2O ⇔ RNH3
+ + HCO3- + Calor
• La reacción principal entre la AMP y el H2S, es:
RNH2 + H2S ⇔ RNH3+
+ HS- + Calor
Como se puede apreciar las reacciones anteriores se pueden dar en un sentido o en otro.
Cuando es de izquierda a derecha se tiene el proceso de endulzamiento y hay producción de
calor, o sea que la torre contactora se calienta. Para regenerar la amina se debe tener la reacción
de derecha a izquierda o sea que a la solución de amina que sale de la torre contactora se le aplica
calor para recuperar la amina.
El mecanismo de reacción AMP + CO2 para formar bicarbonato (HCO3-) ocurre sin la
formación del ión CO32-, a diferencia del mecanismo de reacción con las aminas convencionales
donde si se forma; de acuerdo con la reacción estequiométrica para absorber un mol de CO2 o
H2S se requiere un mol de AMP, lo cual indica que la absorción de gases ácidos con las aminas
impedidas esta dada en una relación teórica de 1:1 (un mol de amina impedida / mol de CO2 o
H2S absorbido). La Tabla 6 presenta algunas características y propiedades de AMP según Fichas
internacionales de seguridad química (2007), Hoja de datos de seguridad del producto (2007),
Hoja de datos de seguridad de la AMP (2007) y Solventes químicos (2007).
Tabla 6. Características y propiedades de la AMP.
Fórmula Molecular (CH3)2C(NH2)CH2OH
Peso Molecular 89,138
pKa 9,7
pH (rango útil) 9,0 – 10,5
Punto de fusión (oF) 72,5
Punto de burbujeo (oF) 329,9
Punto de inflamación (oF @ copa cerrada) 181,4

33
Tabla 6. Continuación.
Viscosidad [cp @ 77 oF (25 oC)] 147
Gravedad especifica (77 oF /77 oF) 0,929
Solubilidad en agua (g/100g H2O @ 77 oF) 100
Constante de Ley de Henry (lpca*pie3/lbmol)
3,37E-7
Presión de vapor (lpca @ 77 oF) 1,6050
Linden y Savage (1983) determinaron que al igual que en las alcanolaminas, en el caso de las
aminas estéricamente impedidas, el mecanismo de reacción entre el H2S y aminas acuosas
envuelve la transferencia de un protón, la cual puede ser considerada como reversible e
instantáneamente rápida con respecto a la transferencia de masa. En cualquier parte de la fase
líquida, incluyendo la película líquida interfacial, el equilibrio H2S-amina siempre existe.
II.2.3. Proceso de endulzamiento de gas natural con amina
Arnold y Stewart (1999) presentan el sistema típico para el proceso de endulzamiento de gas
natural con amina (Figura 1). La corriente de gas natural agrio de alimentación entra al sistema a
través del separador o depurador de entrada para remover cualquier cantidad de agua o
hidrocarburos líquidos. Luego, el gas agrio entra al fondo del absorbedor y circula a través del
mismo en flujo contra corriente con la solución de amina pobre. El absorbedor puede ser una
torre de platos o empacada. El empaque convencional es usualmente usado para torres con
diámetros de 20 pulg. (50.8 cm) o menores, y el empaque estructurado o de platos es para
grandes torres. Un separador o depurador de salida podría ser incluida en el tope del absorbedor
para recobrar la amina arrastrada por la corriente de gas dulce.
La solución de amina saliente del fondo del absorbedor va cargando con los gases ácidos (CO2
y H2S) y es referida como la amina rica. Del absorbedor, la amina rica es enviada a un tanque de
venteo para remover casi todos los gases hidrocarburos disueltos y condensados hidrocarburos.
Un porcentaje pequeño de gases ácidos también serán venteados en la fase vapor de este
separador.

34
Gas
dul
ce (t
rata
do)
Se
para
dor
de s
alid
a
Abs
orbe
dor
Gas
agr
io d
e al
imen
taci
ón
(dep
urad
o)
Sep
arad
or
de e
ntra
d a
Gas
agr
io d
e A
limen
taci
ón
Líqu
ido
Líqu
ido
Tan
que
de
abas
teci
mie
nto
de a
min
a
Bom
ba d
e ci
rcul
ació
n
Inye
cció
n de
an
ti - e
spum
ante
Enf
riad
or d
e am
ina
pobr
e
Gas
com
bust
ible
Tan
que
de
vent
eo
Am
ina
rica
Hid
roca
rbur
os
líqui
dos
Filt
ro
Filt
ro
Bom
ba
impu
lsor
a
Inye
cció
n de
ant
i -
espu
man
te
Am
ina
pobr
e Am
ina
rica
Inte
rcam
biad
or
amin
a-am
ina
Am
ina
pobr
e al
abs
orbe
dor
Gas
áci
do
Con
dens
ador
de
ref
lujo
Bom
ba d
e re
fluj
o
Acu
mul
ador
de
ref
lujo
A
gua
o va
por d
e ar
rastr
e
Reg
ener
ador
Reh
ervi
dor
Am
ina
pobr
e
al re
cupe
rado
r
Fig
ura
1. S
iste
ma
típic
o pa
ra e
ndul
zam
ient
o de
gas
nat
ural
con
amin
a.

35
Del tanque de venteo, la amina rica pasa a través del intercambiador amina rica-amina pobre.
Este intercambiador recobra parte del calor sensible de la corriente de amina pobre para disminuir
el calor impuesto por el rehervidor de amina. Luego la amina rica calentada entra al regenerador
donde es calentada en el rehervidor para romper la mezcla entre la amina y los gases ácidos. Los
gases que salen por el tope del regenerador se hacen pasar por un condensador para enfriarlos y
lograr condensar la amina y el agua que salió en estado gaseoso, luego la mezcla resultante se
lleva a un acumulador de reflujo donde el H2S y el CO2 salen como gases y la amina líquida se
envía, recircula, al regenerador.
Maddox y Campbell (1998) determinaron que en el proceso de regeneración de la amina, al
aplicar calor a la amina rica se reversan las reacciones del CO2 y el H2S con las aminas, pero no
las reacciones con CS, CS2 y RSR que producen compuestos insolubles. Para remover estos
contaminantes se usa un concentrador o recuperador, conocido como “reclaimer”. Parte de la
solución pobre que sale del regenerador, aproximadamente del 1-3 %, se envía al recuperador en
el cual se aplica calor para evaporar el agua y la amina los cuales como vapores salen por la parte
superior del recipiente y los compuestos estables al calor son retenidos en él y removidos
drenando periódicamente el recipiente. El recuperador se usa cuando la amina es MEA o DEA.
La amina recuperada o pobre va hacia el intercambiador amina rica-amina pobre y luego a un
enfriador de amina, donde es bajada su temperatura a no menos de 10 oF (ó 6 oC) sobre la
temperatura de entrada del gas agrio al absorbedor, lo cual previene la condensación de
hidrocarburos en la solución de amina cuando esta entra en contacto con el gas agrio. La amina
pobre enfriada es luego bombeada a una presión ligeramente mayor a la presión del absorbedor y
entra en el tope del absorbedor. Como la solución de amina fluye hacia abajo del absorbedor, ella
absorbe los gases ácidos. La amina rica es luego removida en el fondo de la torre y es repetido el
ciclo.
II.2.3.1. Componentes de una planta de endulzamiento con amina
Arnold y Stewart (1999) describen los componentes o equipos que integran una planta de
endulzamiento con amina.
II.2.3.1.1. Separador o depurador de entrada

36
Este es un separador gas-líquido y se encarga de separar los contaminantes que llegan con la
corriente de gas, tales como hidrocarburos líquidos, agua, partículas sólidas y los compuestos
químicos que han sido agregados previamente al gas natural, los cuales suelen causar efectos
nocivos, tales como la alteración y degradación del solvente, formación de espuma y corrosión.
II.2.3.1.2. Absorbedor
El gas agrio que sale del separador de entrada, entra al absorbedor por el fondo de la torre y
fluye hacia arriba para entrar en contacto con la amina pobre que baja desde el tope de la torre.
En este contacto el gas ácido es removido de la corriente gaseosa y transferido a la amina. El gas
tratado que sale por el tope debe salir con muy poca cantidad de gases ácidos.
La solución de amina que sale por el fondo del absorbedor puede contener: agua, amina,
componentes ácidos (CO2, H2S, COS, CS2, RSH, etc.), gas natural que ha quedado en solución,
hidrocarburos líquidos retirados de la corriente de gas, sólidos y otras impurezas (p. ej.:
asfáltenos).
La cantidad de hidrocarburos líquidos que pasa a la solución de amina, aumenta a medida que
sube la presión de operación y/o disminuye la temperatura de contacto. Se aconseja que la amina
pobre entre a la torre con 10°F (ó 6 oC) por encima de la temperatura a la cual entra el gas agrio a
la torre, para evitar el arrastre de líquidos.
La solución de amina que sale por el fondo del absorbedor se conoce como amina rica, debido
a que se ha enriquecido de los gases ácidos. Esta amina fluye hacia el tanque de venteo, donde se
mantiene la altura requerida utilizando un controlador del nivel, el cual abre o cierra una válvula
para garantizar una altura de líquido constante en el fondo del absorbedor.
II.2.3.1.3. Tanque de venteo
Este recipiente se utiliza para separar el gas que se disuelve en la amina. Normalmente el
tanque de venteo se instala cuando la presión del absorbedor es mayor de 500 lpcm y se opera a
una presión de, aproximadamente, 75 lpcm. Cuando la presión de la amina rica que sale del
absorbedor se reduce desde la presión de contacto hasta la de trabajo del tanque de venteo, la

37
mayor parte de los hidrocarburos que se han disuelto en la solución se vaporizan llevándose
consigo una pequeña cantidad del gas ácido.
El propósito de este tanque es recuperar los hidrocarburos disueltos en la amina, los cuales se
mandan al mechero o se utilizan como gas combustible. De esta manera se evita la formación de
espuma y se logra una mejor operación de la planta.
No obstante, es recomendable tener presente el poder contaminante de estos gases, eso podría
impedir su uso como combustible. Lo normal es que contengan una cantidad excesiva de CO2,
por lo que se reduce de manera considerable el valor calorífico, pero también pueden tener H2S,
lo cual es peligroso. Por estas razones se suele colocar, a la salida del tanque de venteo, un
pequeño absorbedor (Figura 2). La planta presentada en la Figura 1, no tiene este pequeño
absorbedor.
Es recomendable conectar al tope de este pequeño absorbedor, una línea con amina pobre, con
el fin de retirar el gas ácido que transporta el gas combustible. Esta pequeña porción de amina
contaminada se mezclará con la corriente de amina rica que va hacia el regenerador. La tasa de
flujo se regula con un controlador de nivel colocado en el tanque de venteo. La presión del tanque
de venteo se controla, a su vez, con una válvula colocada en la salida de la corriente de gas, que
trabaja con un controlador de presión. Esta válvula abre y cierra para mantener constante la
presión en el recipiente.
bsorbed
bsorbed
pobre
Gas combustible
Gas pobre
or del tanque de venteo
Amina rica del
Drenaje de hidrocarburos
al
regenerador
Control de
Tanque de venteo e Intercambiador de amina
bsorbed
or
Amina pobre
Amina rica al
Amina
Intercambiadoramina pobre
Control de presión
Tanque de venteo
líquidos
2. Figura
A
amina ricaor
a nivel
–
dea l regenerador

38
II.2.3.1.4. Intercambiador de calor amina - amina
El propósito del intercambiador de calor (Figura 2) es aprovechar una parte de la energía de la
amina pobre que sale del regenerador. Esto representa aproximadamente el 50% del calor
requerido en el rehervidor del regenerador. La amina pobre que sale del rehervidor, se enfría al
pasar por el intercambiador de calor, mientras que la amina rica que viene del absorbedor, se
calienta hasta ±200 oF (93,33 oC) para hacer más fácil la separación de los gases ácidos que
transporta. Es conveniente evitar que no se separe el gas en la tubería, antes de entrar al
regenerador, porque el sistema se vuelve muy corrosivo. El intercambiador de calor más común
es del tipo de concha y tubos en U. La amina rica normalmente fluye a través de los tubos y la
amina pobre por la carcaza del intercambiador bañando los tubos por su parte exterior. Las
velocidades lineales en el intercambiador amina-amina podrían ser bajas, en el rango de 2-3
pie/seg (0.6-1.0 m/seg).
Después del intercambiador se coloca una válvula sobre la línea de la amina rica, para
controlar el flujo hacia el regenerador. El regenerador por lo general, se opera a una presión que
varía entre 4 y 10 lpcm. A esta presión, los gases que contiene la amina rica se evaporan a medida
que se calienta la solución. El gas ácido puede tener un efecto corrosivo y erosivo muy alto, por
lo tanto se debe mantener el caudal en el mínimo posible. En ocasiones se coloca una válvula de
control de flujo a la salida del intercambiador para igualar la presión, de manera aproximada, a la
del tanque de venteo. Así se puede minimizar la corrosión en este sector.
II.2.3.1.5. Regenerador
El propósito del regenerador es remover el gas ácido contenido en la amina rica. En una planta
de amina, la torre de regeneración por lo general contiene entre 18 y 24 bandejas. La amina rica
entra en el 2do al 4to plato por debajo del tope. A medida que la amina desciende, entra en
contacto con los vapores del rehervidor que suben hacia el tope de la torre. El vapor fluye en
contracorriente con el líquido que cae y en cada plato entra en contacto con la amina rica y
burbujea en ella, para lograr el equilibrio que permite el despojamiento del gas ácido y los
transporta hacia el tope de la torre. Los vapores que salen por el tope del regenerador son una
mezcla de vapor de agua y gas ácido. Normalmente la temperatura del vapor de tope esta entre
190-210 oF (88-99 oC), por debajo de 190 oF la cantidad de vapor es insuficiente para lograr una
separación adecuada; cuando es mayor que 210 oF se produce una separación en exceso y mayor

39
consumo de energía. La temperatura de la amina pobre que sale del regenerador esta
generalmente en el rango de los 230-240 oF (110-116 oC) con una temperatura máxima absoluta
de no mas de 260 oF (127 oC). La presión en el regenerador no debe ser mayor a 25 lpcm, y se
mantiene constante utilizando un controlador de presión que regula una válvula instalada en la
línea de gas del acumulador de reflujo.
II.2.3.1.6. Rehervidor
El equipo responsable de la compensación energética de la planta es el rehervidor. Allí se
produce el calor necesario para vaporizar la amina que regresa al regenerador. Varios medios de
calentamiento son usados en el rehervidor del regenerador, tales como: vapor saturado a baja
presión, aceite caliente y fuego directo.
La Figura 3, presenta un diagrama de un rehervidor que utiliza fuego indirecto como fuente de
calor.
A su vez, la Figura 4, muestra un esquema de un rehervidor que utiliza vapor como fuente de
calor.
Gas combustible
Amina pobre al intercambiador
Regenerador
Rehervidor
Figura 3. Rehervidor usando fuego indirecto como fuente de calor.

40
El consumo de vapor en la planta es un parámetro extraordinario para medir el
comportamiento del sistema. Cuando la cantidad de vapor aumenta, se incrementa también la
cantidad de gas ácido despojado. Esta es la razón por la cual el tratamiento de la amina mejora
con el uso de gas de despojamiento. La temperatura del vapor nunca puede ser mayor a los 285 oF
(141 oC). La amina que se acumula en el fondo del rehervidor se calienta y se vaporiza
parcialmente. Los vapores se desplazan hacia al regenerador.
II.2.3.1.7. Condensador de reflujo
El condensador, puede ser del tipo concha y tubos, con el uso de agua a través de los tubos, o
también un enfriador de aire con ventilador eléctrico, en el cual los vapores fluyen a través de los
tubos. En cualquiera de los dos casos, el vapor que sale del condensador (una mezcla de vapor de
agua y gases ácidos), entra al acumulador de reflujo. Al pasar por el condensador, el vapor de
agua se condensa y los gases ácidos (también conocidos como gases de cola) salen de la planta.
II.2.3.1.8. Acumulador de reflujo
Este acumulador es un separador gas-líquido. Los gases, que han sido removidos del
regenerador, salen por el tope del recipiente a través de una válvula de control de presión. Por lo
general, entran a un incinerador, a una línea de venteo o a una planta recuperadora de azufre.
El agua que cae al acumulador es bombeada, como reflujo, hacia el tope del regenerador y se
regula con un controlador de nivel colocado en el acumulador, el cual activa una válvula de
control ubicada después de la bomba de reflujo.
Vapor condensado
Amina pobre al intercambiador
Regenerador
Rehervidor
Figura 4. Rehervidor usando vapor como fuente de calor.
Vapor

41
II.2.3.1.9. Tanque de abastecimiento
El tanque de abastecimiento se usa para almacenar la amina pobre. Por efectos del trabajo
diario, parte de la amina se pierde en el absorbedor y en el regenerador. También habrá pequeñas
pérdidas en el empaque de la bomba y en otros sitios. A medida que desciende el nivel de la
amina pobre en el tanque de abastecimiento es necesario agregar amina fresca. Es preciso vigilar
que, al agregar amina al sistema, se mantenga la proporción agua/amina recomendada en el
diseño original. Cuando la amina trabaja demasiado diluida o concentrada la planta funciona
ineficientemente.
Si la solución de amina entra en contacto con el aire, reaccionara con el oxigeno y perderá la
habilidad para absorber gases ácidos del gas natural. Como consecuencia, es esencial que el aire
no entre en contacto con la amina. Para prevenir este efecto se puede utilizar un colchón de gas
inerte en el tanque de abastecimiento. Algunas veces se utiliza gas natural en sustitución del gas
inerte. Para prevenir la entrada de aire al sistema se utiliza una presión de 0.49-0.98 lpca (Figura
5).
II.2.3.1.10. Bomba de amina pobre
El líquido del tanque de abastecimiento pasa a la bomba (Figura 5), la cual aumenta la presión
de la amina pobre de tal manera que pueda entrar en el absorbedor. Por lo general esta bomba es
Gas combustible
Amina pobre Cámara de gas
Conexión para agregar agua
Conexión para agregar amina fresca
Amina pobre al contactor
Bomba de amina
Tanque de abastecimiento
Figura 5. Tanque de abastecimiento y Bomba de amina.

42
del tipo de desplazamiento positivo. El caudal se regula desviando una porción del líquido de la
descarga de la bomba hacia una válvula de control manual ubicada en la succión de la bomba. La
máxima tasa de flujo se obtiene cuando la válvula ubicada en la desviación, está cerrada. La tasa
de flujo de la amina pobre que va al absorbedor normalmente se mide por medio de un rotámetro.
II.2.3.1.11. Filtros
A medida que la amina circula a través del sistema, recoge partículas que se forman como
producto de la corrosión. Estas partículas sólidas pueden causar formación de espuma en el
absorbedor y en el regenerador. Por lo tanto, se debe incluir un filtro en las corrientes de amina
rica y pobre, con el cual se remueven los sólidos y otros contaminantes.
Si la formación de partículas es severa, se pueden utilizar diferentes tipos de filtros para
limpiar la solución (Figura 6). No obstante, en cualquiera de los casos, el filtro debe ser vigilado
cuidadosamente y los elementos deben ser remplazados o limpiados cuando se saturen con las
partículas.
La cantidad de partículas contenidas en la amina variará con el tipo de gas ácido que entre al
absorbedor. En algunos casos la cantidad de material sólido puede ser mayor que en otros, por lo
tanto, algunas aminas requieren de mayor capacidad de filtrado. Como se muestra en la Figura 1,
en aquellos casos donde la formación de partículas sólidas sea relativamente alta, será necesario
Filtro mecánico tipo “Stock”
Filtro de carbón
Camada de carbón activadoTamiz de soporte
Drenaje
Elemento del filtro Stock
Amina
VCF
Figura 6. Tipos de filtros.
Filt
rado

43
instalar un filtro para purificar el 100% de la amina. Si este no es el caso, la amina se puede colar
parcialmente y se coloca una desviación para filtrar solamente parte de la corriente.
La contaminación de un filtro normalmente se detecta con la diferencial de presión a través
del mismo. Un elemento nuevo, por lo general tiene una caída de presión de 2-4 lpcm. Cuando se
tapa la caída de presión aumenta. Si la caída de presión excede a 15-25 lpcm, el elemento del
filtro colapsará y quedará completamente inactivo. Como consecuencia, los elementos del filtro
deberán ser limpiados y/o reemplazados cuando la caída de presión se acerque a la cifra máxima
recomendada por el fabricante.
II.2.3.1.12. Enfriador de amina pobre
La amina pobre que sale del regenerador, por lo general, está a una temperatura muy alta,
razón por la cual no se puede introducir así al absorbedor porque pierde capacidad de retención
de gases ácidos. Por ello, se utiliza un intercambiador de calor adicional, en el cual la amina fluye
a través de los tubos. Podría usarse un ventilador, en ese caso, la amina también fluye por los
tubos, o un intercambiador de concha y tubos, con agua de enfriamiento a través de los tubos y
con la amina pasando por la carcaza. Indistintamente del tipo que se use, la amina se enfría hasta
más o menos 10°F (ó 6°C), por encima de la temperatura de entrada del gas agrio al absorbedor.
Cuando el tanque de venteo tiene un purificador (absorbedor) instalado para el gas
combustible, el caudal de solución pobre, después de enfriarla, se divide en dos corrientes, una
pequeña que se envía al tanque de venteo y la diferencia, hacia el tope del absorbedor. Por lo
general, en cada una de las corrientes se instala un controlador de caudal que se usa para indicar
el flujo necesario para regular la válvula manual ubicada en la desviación, de la bomba.
II.2.3.1.13. Separador o depurador de salida
El uso de un separador gas-líquido instalado en la corriente de gas dulce ayudará a recuperar
la amina que es arrastrada por el gas, la cual se envía de nuevo al sistema. El uso de un separador
bien diseñado en este punto, es una buena inversión.

44
II.2.3.1.14. Concentrador o Recuperador de amina
A medida que la amina circula en el sistema, es calentada en forma continua en el rehervidor y
enfriada en los intercambiadores. Este constante calentamiento y enfriamiento hace que la amina
se deteriore y pierda su capacidad de absorción. Los productos de la degradación pueden ser
removidos en el recuperador. La planta presentada en la Figura 1, no tiene esta unidad, que en
realidad es un regenerador, en el cual se separa la amina del material deteriorado. La amina se
vaporiza y pasa hacia el tope de la unidad. Los productos de la degradación quedan en el
recuperador, de donde se drenan periódicamente (Figuras 7 y 8).
La alimentación del recuperador llega por el fondo del regenerador. Alrededor del 1-3% de la
amina pobre fluye por el recuperador. El caudal es regulado con un controlador de nivel instalado
Torre empacada
Recuperador Drenaje
Vapor condensado
Vapor Medidor de flujo
Agua Regenerador
Figura 7. Recuperador usando vapor como fuente de calor.
Torre empacada
Recuperador Drenaje
Gas combustible
Medidor de flujo
Agua Regenerador
Figura 8. Recuperador usando fuego indirecto como fuente de calor.

45
en el mismo recipiente. En el recuperador se agrega vapor o agua y se suministra calor por los
tubos de calentamiento. El vapor sobrecalentado, compuesto por una mezcla de amina y vapor de
agua, sale del recuperador y entra al regenerador algunas bandejas por encima del plato del
fondo.
II.2.3.1.15. Diseño de la tubería
Si la velocidad es demasiado alta en la tubería, la capa protectora de corrosión es erosionada
rápidamente causando una gran perdida en la pared del metal. Altas velocidades también hacen
difícil mantener la película del inhibidor de corrosión sobre la superficie del metal, por lo que una
erosión directa puede ocurrir. Por todas estas razones se aconseja:
• Mantener la velocidad del líquido por debajo de los 3 pie/seg en toda la tubería a menos
que el acero u otra aleación apropiada sea usada.
• Evitar el uso de accesorios atornillados.
• Usar accesorios soldados con curvas de radios largos; evitar tubos en forma de “T”
cuando sea posible.
• Cuando se coloquen tuberías con válvulas, instrumentos, etc., evitar el use de metales
diferentes para evitar la corrosión bimetálica.

CAPITULO III
DISEÑO DEL PROCESO DE ENDULZAMIENTO
Este capítulo abarcara el diseño de un proceso de endulzamiento de gas natural con una amina
impedida estéricamente, según una serie de parámetros de diseños dados previamente. Debido a
que el proceso de endulzamiento a diseñar se hará con el propósito de absorber CO2 y H2S del
gas agrio, se utilizará la amina impedida: 2-Amino-2-Metil-1-Propanol (AMP), cuyas
características, propiedades, ventajas y beneficios ya fueron mencionadas en al capítulo anterior.
En el Apéndice A, se dan algunas consideraciones recomendadas para realizar el diseño de un
proceso de endulzamiento de gas natural con amina.
El diseño parte de una serie de datos de entrada, los cuales corresponden, básicamente, a la
información sobre las condiciones, propiedades y características del gas agrio de alimentación, la
AMP y parámetros de diseños. Estos datos, tanto para el gas agrio como para la AMP, son reales
y han sido tomados de la literatura. El caso especifico del gas agrio, los datos que se tienen han
sido tomados para el diseño de otros procesos de endulzamiento con aminas convencionales.
Se hará uso de una Hoja de Cálculo Microsoft Excel para realizar los cálculos que permiten
obtener el comportamiento de los parámetros de acuerdo al cambio de las variables involucradas,
así como para el diseño de componentes (equipos) y establecer el procedimiento analítico que
debe ser llevado a cabo para diseñar un proceso de endulzamiento con amina impedida
estéricamente. En el desarrollo del diseño, los valores que están sobre una línea continua son
datos de entrada y/o parámetros de diseños, los cuales son introducidos manualmente, los otros
valores son calculados automáticamente por la hoja de cálculo. Las ecuaciones utilizadas para
realizar los cálculos, serán presentadas en el Apéndice B, por lo que en el desarrollo de los
cálculos solo se hará referencia a las mismas; esto con el propósito de simplificar el
procedimiento analítico y hacerlo de manera sencilla.
Los valores introducidos varían de acuerdo a la aplicación específica del tipo de gas manejado
y de las condiciones ambientales del sitio, algunos valores son constantes que provienen de las
propiedades físicas, sobre todo para las aminas. Algunos datos requeridos se deben obtener de
resultados de cálculos previos, como los provenientes de figuras y/o tablas, las cuales se
encuentran en las diferentes literaturas citadas en este trabajo como referencias bibliográficas.

III.1. Diseño de un proceso de endulzamiento de gas natural con Isobutanolamina (AMP)
III.1.1 Gas natural (gas agrio) de alimentación al absorbedor
III.1.1.1. Condiciones del gas agrio que entra al absorbedor
(Pg)ent-abs = 450,0000 lpcm464,6960 lpca ≈ 32,0480 bar
(Tg)ent-abs = 115,0000 oF ≈ 46,1111 oC
III.1.1.2. Composición del gas agrio que entra al absorbedor
Tabla 7. Composición del gas agrio que entra al absorbedor.
Componentes Yi (%molar) ni (lbmol/hr)¥Mi (lbm/lbmol)
¥Tci (oR) ¥Pci (lpca) ¥Tbi (oR)
CO2 9,9570 218,6458 44,010 547,400 1069,500 350,440H2S 0,0030 0,0659 34,082 672,070 1300,000 383,180
∑(CO2 + H2S) 9,9600 218,7117 - - - -H2O 0,0000 0,0000 18,015 1167,780 3200,100 671,620N2 0,0500 1,0980 28,013 227,180 492,800 139,230C1 82,5890 1813,572 16,043 343,010 667,000 200,950C2 4,4310 97,3004 30,070 549,740 707,800 332,210C3 1,7700 38,8674 44,097 665,590 615,000 415,940iC4 0,3500 7,6857 58,123 734,080 527,900 470,450nC4 0,4400 9,6620 58,123 765,180 548,800 490,750iC5 0,1400 3,0743 72,150 828,630 490,400 541,760nC5 0,1000 2,1959 72,150 845,370 488,100 556,560C6 0,1700 3,7330 86,177 911,470 439,500 615,370
Total = 100,0000¥ Valores tomados de la Fig. 23-2 (GPSA, 1998).
∑HCsent-abs = 90,040 %molar
47

III.1.1.3. Características del gas agrio que entra al absorbedor.
(qg)ent-abs = 20,0000 MMpcd ≈ 22325,70 m3/día a C.N.Vn = 379,4950 pie3/lbmol a C.N.
Empleando la Ec. B-1, se tiene:(qg)ent-abs = 698997,1 pie3/día ≈ 780,280 m3/día a C.O.
Tabla 8. Características del gas agrio que entra al absorbedor.
Componentes yi*Mi (lbm/lbmol)
yi*Tci (oR) yi*Pci (lpca) yi*Tbi (oR)
CO2 4,3821 54,5046 106,490 34,893H2S 0,0010 0,0202 0,039 0,011
∑(CO2 + H2S) - - - -H2O 0,0000 0,0000 0,000 0,000N2 0,0140 0,1136 0,246 0,070C1 13,2498 283,2885 550,869 165,963C2 1,3324 24,3590 31,363 14,720C3 0,7805 11,7809 10,886 7,362iC4 0,2034 2,5693 1,848 1,647nC4 0,2557 3,3668 2,415 2,159iC5 0,1010 1,1601 0,687 0,758nC5 0,0722 0,8454 0,488 0,557C6 0,1465 1,5495 0,747 1,046
Total =
Empleando las Ecs. B-2, B-3, B-4, B-5 y B-6, se tiene:(Mg)ent-abs = 20,5386 lbm/lbmol(γg)ent-abs = 0,70908
sPc = 706,0764 lpcasTc = 383,5578 oR ≈ -76,1122 oF
(ng)ent-abs = 2195,9007 lbmol/hr ≈ 996,0608 Kmol/hr
0,9999
0,4003
0,0000
0,0403
0,0479
0,0571
0,07420,07770,0898
0,0832
0,0000
∑(yi*Pr/{14,7*exp[10,07*(1-Tbi/Tr)]})=1
0,12940,0001
-
48

(nCO2)ent-abs = 218,6458 lbmol/hr ≈ 99,1778 Kmol/hr(nH2S)ent-abs = 0,0659 lbmol/hr ≈ 0,0299 Kmol/hr
Empleando la Ec. B-7, se tiene:(PpCO2)g-ent = 46,2698 lpca ≈ 3,1910 bar(PpH2S)g-ent = 0,0139 lpca ≈ 0,0010 bar
(Pp)ga-ent = 46,2837 lpca ≈ 3,1920 bar(Prg)ent-abs = 464,6960 lpca ≈ 32,0480 bar
(Trg)ent-abs = 513,0610 oR ≈ 53,3910 oF
De la Fig. 23-8 (GPSA, 1998), se tiene:ε = 12,0000 oR ≈ -447,6700 oF
Empleando las Ecs. B-9, B-10, B-11 y B-12, se tiene:(sTc)corr = 371,5578 oR ≈ -88,1122 oF(sPc)corr = 683,985476 lpca ≈ 47,1714 bar
sPr = 0,6579 lpca ≈ 0,0454 barsTr = 1,5467 oR ≈ -458,1233 oF
De la Fig. 23-4 (GPSA, 1998), se tiene:Z = 0,9400
Empleando la Ec. B-13, se tiene:(ρg)ent-abs = 1,64662 lbm/pie3
Empleando la Ec. B-8, asumiendo valores de Tr hasta cumplir con la igualdad (ver Tabla 8),se tiene:
49

III.1.2. Gas tratado (gas dulce) que sale del absorbedor
III.1.2.1. Condiciones del gas dulce que sale del absorbedor
(∆Pg)abs = 0,0000 lpca ≈ 0,0000 bar(∆Tg)abs = 5,0000 oF ≈ -15,0000 oC
[CO2]sal-abs = 60,0000 ppm,v ≈ 0,0060 %molar[H2S]sal-abs = 4,0000 ppm,v ≈ 0,0004 %molar
III.1.2.2. Composición del gas dulce que sale del absorbedor
Tabla 9. Composición del gas dulce que sale del absorbedor.
Componentes Yi (%molar) ni (lbmol/hr) yi*Mi (lbm/lbmol)
yi*Tci (oR) yi*Pci (lpca) ¥K i
CO2 0,0060 0,1318 0,0026 0,0328 0,0642 3,3749H2S 0,0004 0,0088 0,0001 0,0027 0,0052 1,7000
∑(CO2 + H2S) 0,0064 0,1405 - - - -H2O 0,0000 0,0000 0,0000 0,0000 0,0000 -
Amina 0,0000 0,0000 - - - -N2 0,0555 1,0980 0,0156 0,1262 0,2736 13,0000C1 91,7183 1813,5723 14,7144 314,6028 611,7608 6,7000C2 4,9208 97,3004 1,4797 27,0516 34,8294 1,7000C3 1,9657 38,8674 0,8668 13,0832 12,0888 0,6000iC4 0,3887 7,6857 0,2259 2,8533 2,0519 0,2800nC4 0,4886 9,6620 0,2840 3,7390 2,6816 0,2300iC5 0,1555 3,0743 0,1122 1,2883 0,7625 0,1100nC5 0,1111 2,1959 0,0801 0,9388 0,5421 0,0900C6 0,1888 3,7330 0,1627 1,7208 0,8297 0,0350
TotalHCs= 99,9929 1977,1890 17,9413
Total = 99,9993 1977,3295 17,9441¥ Valores aproximados a 464,7 lpca y 117,5 oF (GPSA, 1998).
Gas ácido a retirar: Empleando la Ec. B-14, se tiene:
50

CO2 = 99,9397 % F = 0,17943H2S = 86,6667 %
III.1.2.3. Características del gas dulce que sale del absorbedor
(Mg)sal-abs = 17,9441 lbm/lbmol(γg)sal-abs = 0,61950(ng)sal-abs = 1977,3295 lbmol/hr ≈ 896,9169 Kmol/hr
(nCO2)sal-abs = 0,1318 lbmol/hr ≈ 0,0598 Kmol/hr(nH2S)sal-abs = 0,0088 lbmol/hr ≈ 0,0040 Kmol/hr
(Pg)sal-abs = 464,6960 lpca ≈ 32,0480 bar
Empleando las Ecs. B-15 y B-16, se tiene:(Tg)sal-abs = 120,0000 oF ≈ 48,8889 oC ...(T ≈ Tamb)
(Tg)prom-abs = 117,5000 oF ≈ 47,5000 oC
(PpCO2)g-sal = 0,0279 lpca ≈ 0,0019 bar(PpH2S)g-sal = 0,0019 lpca ≈ 0,0001 bar
(Pp)ga-sal = 0,0297 lpca ≈ 0,0021 barsPc = 665,8898 lpca ≈ 45,9234 barsTc = 365,4395 oR ≈ -94,2305 oFε = 0,0502 oR ≈ -459,6198 oF
(sTc)corr = 365,3893 oR ≈ -94,2807 oF(sPc)corr = 665,79832 lpca ≈ 45,9171 bar
sPr = 0,7706 lpca ≈ 0,0531 barsTr = 1,5864 oR ≈ -458,0836 oF
Z = 0,9424(ρg)sal-abs = 1,42257 lbm/pie3
Empleando las Ecs. B-17 y B-18, se tiene:(ng)sal-abs = 1977,3295 lbmol/hr ≈ 896,9169 Kmol/hr(qg)sal-abs = 18,0093 MMpcd ≈ 20103,489 m3/día a C.N.
(qg)sal-abs = 634898,13 pie3/día ≈ 708,727 m3/día a C.O.
51

III.1.3. Gas ácido que va ha ser removido
Empleando la Ec. B-19, se tiene:(nga)rem = 218,5712 lbmol/hr ≈ 99,1439 Kmol/hr
(qga)rem = 1,9907 MMpcd ≈ 2222,211 m3/día a C.N.(nCO2)rem = 218,5140 lbmol/hr ≈ 99,1180 Kmol/hr(nH2S)rem = 0,0571 lbmol/hr ≈ 0,0259 Kmol/hr
III.1.4. Características de la amina usada como solvente químico
Nombre: Isobutanolamina (AMP: 2-Amino-2-Metil-1-Propanol)Formula química: C4H11NO
[AMPsol-ac] = 50,0000 %Tabs = 125,0000 oF ≈ 51,6667 oC (rango: 104-176oF)
Tdesabs = 248,0000 oF ≈ 120,0000 oC ...(Tmáx = 260 oF)(lbmolAMP/lbmolGA)teórica = 1,0000
(lbmolAMP/lbmolGA)práctica = 1,7500 …(rango: 1,5-2,0)(lbmolCO2/lbmolAMP)remanente = 0,1000(lbmolH2S/lbmolAMP)remanente = 0,0050 …(rango: 0,001-0,01)
MAMP = 89,1380 lbm/lbmolMH2O = 18,0150 lbm/lbmol
(MAMP-ac)50% = 53,5765 lbm/lbmol
De la Fig. 1 de Chan y col. (2002), se tiene:(ρAMP)77 oF y 100% = 0,9293 grs/cm3 ≈ 58,0142 lbm/pie3
(ρAMP)77 oF y 50% = 0,9609 grs/cm3 ≈ 59,9869 lbm/pie3
(ρH2O)77 oF = 0,9971 grs/cm3 ≈ 62,2468 lbm/pie3
III.1.5. Tasa de circulación de amina
Si se sabe que teóricamente con un mol de AMP se puede absorber un mol de gas ácido, losmoles de amina que se necesitan para retener el CO2 y el H2S se obtiene multiplicando por unola tasa molar de gas ácido. Para efectos prácticos se utilizarán de 1,5 a 2,0 moles de AMP paraabsorber un mol de gas ácido. La cantidad de materia de la solución se calcula sabiendo que laamina participa con el 50% p/p, el 50% restante es agua.
52

Empleando las Ecs. B-20 y B-21, se tiene:mAMP = 68190,486 lbm/hr ≈ 30931,21 Kg/hr
(qAMP-ac)50% = 0,3158 pie3/seg ≈ 141,7255 gpm
III.1.6. Composición y caracteristicas de la amina pobre que entra al absorbedor
(TAMP-pobre)ent-abs = 125,0000 oF ≈ 51,6667 oC …(T = Tent-abs+10 oF)(PAMP-pobre)ent-abs = 464,6960 lpca
Empleando las Ecs. B-22, B-23, B-24 y B-25, se tiene:(nH2O)AMP-pobre = 1892,6030 lbmol/hr ≈ 858,4849 Kmol/hr(nAMP)AMP-pobre = 382,4995 lbmol/hr ≈ 173,5018 Kmol/hr(nCO2)AMP-pobre = 38,2500 lbmol/hr ≈ 17,3502 Kmol/hr(nH2S)AMP-pobre = 1,9125 lbmol/hr ≈ 0,8675 Kmol/hr
Tabla 10. Composición de la amina pobre que entra al absorbedor.
Componentes ni (lbmol/hr) Xi (%molar) xi (fracción) xi*Mi mi (lbm/hr)¥ρi
(lbm/pie3)H2O 1892,6030 81,7446 0,8174 14,7263 34095,24 61,6350AMP 382,4995 16,5208 0,1652 14,7263 34095,24 58,0142CO2 38,2500 1,6521 0,0165 0,7271 1683,380 51,0164H2S 1,9125 0,0826 0,0008 0,0282 65,182 51,4787
Total = 2315,2650 100,0000 1,0000 30,2078 69939,048
nAMP-pobre = 2315,2650 lbmol/hr ≈ 1050,204 Kmol/hr
Empleando la Ec. B-26, se tiene:mAMP-pobre = 69939,048 lbm/hr ≈ 31724,36 Kg/hr
MAMP-pobre = 30,2078 lbm/lbmol
¥ Valores de densidad líquida para CO2 y H2S tomados de la Fig. 23-2 (GPSA, 1998).Densidad del agua de la Fig. 24-37 de Perry y Green (2001).
53

Empleando las Ecs. B-27 y B-28, se tiene:ρAMP-pobre = 60,8530 lbm/pie3
γAMP-pobre = 0,9873
III.1.7.
(PAMP-rica)sal-abs = 464,6960 lpca(nH2O)AMP-rica = 1892,6030 lbmol/hr ≈ 858,4849 Kmol/hr(nAMP)AMP-rica = 382,4995 lbmol/hr ≈ 173,5018 Kmol/hr
Empleando las Ecs. B-29 y B-30, se tiene:(nCO2)AMP-rica = 256,7640 lbmol/hr ≈ 116,4682 Kmol/hr(nH2S)AMP-rica = 1,9696 lbmol/hr ≈ 0,8934 Kmol/hr
Tabla 11. Composición de la amina rica que sale del absorbedor y va al regenerador.
Componentes ni (lbmol/hr) Xi (%molar) xi (fracción) xi*Mi mi (lbm/hr) ρi (lbm/pie3)
H2O 1892,6030 74,6932 0,7469 13,4560 34095,243 60,4600AMP 382,4995 15,0957 0,1510 13,4560 34095,243 58,0142CO2 256,7640 10,1334 0,1013 4,4597 11300,184 51,0164H2S 1,9696 0,0777 0,0008 0,0265 67,128 51,4787
Total = 2533,8361 100,0000 1,0000 31,3982 79557,798
nAMP-rica = 2533,8361 lbmol/hr ≈ 1149,3484 Kmol/hrmAMP-rica = 79557,798 lbm/hr ≈ 36087,427 Kg/hrMAMP-rica = 31,3982 lbm/lbmolρAMP-rica = 59,1268 lbm/pie3
γAMP-rica = 0,9779
Composición y características de la amina rica que sale del absorbedor y va alregenerador
54

III.1.8. Cantidad de calor absorbido por el gas natural al pasar por el absorbedor
100 150 115 120 115 120Componentes yi*Cpi yi*Cpi
CO2 9,0000 9,2900 9,0870 9,1160 0,9048 0,0005H2S 8,1800 8,2700 8,2070 8,2160 0,0002 0,0000H2O 8,0300 8,0700 8,0420 8,0460 0,0000 0,0000N2 6,9600 6,9600 6,9600 6,9600 0,0035 0,0039C1 8,6500 8,9500 8,7400 8,7700 7,2183 8,0437C2 12,9500 13,7800 13,1990 13,2820 0,5848 0,6536C3 18,1700 19,5200 18,5750 18,7100 0,3288 0,3678iC4 21,1800 22,7400 21,6480 21,8040 0,0758 0,0848nC4 21,0800 25,8100 22,4990 22,9720 0,0990 0,1123iC5 29,4200 31,6600 30,0920 30,3160 0,0421 0,0471nC5 29,7100 31,8600 30,3550 30,5700 0,0304 0,0339C6 35,3700 37,9300 36,1380 36,3940 0,0614 0,0687
Total = 9,3491 9,4163¥ Valores de Cp a 100 y 150 oF tomados de la Fig. 13-6 (GPSA, 1998).
Empleando la Ec. B-31, se tiene:(Cpg)115 oF = 9,3491 BTU/lbmol*oF(Cpg)120 oF = 9,4163 BTU/lbmol*oF
Empleando las Ecs. B-32 y B-33, se tiene:(Cpprom)117,5 oF = 9,3827 BTU/lbmol*oF
Q = BTU/hr
T (oF)
Parte del calor que se genera por la reacción exotermica de la amina, es tomado por el gas,de allí la razón por la cual la mezcla se calienta al salir por el tope del absorbedor.
Tabla 12. Calor específico molar de la corriente de gas agrio a la temperatura deentrada, salida y promedio del absorbedor.
¥Cpg (BTU/lbmol*oF)
92763,3843
55

III.1.9. Calor de reacción en el absorbedor
(TAMP-pobre)ent-abs = 125,0000 oF (PAMP-pobre)ent-abs = 464,6960 lpca
De las Tablas 2,125 y 2,136 de Perry y Green (2001), se tiene:HCO2 = 2,2925 atm/[CO2]≈ 33,6906 lpca/[CO2]HH2S = 0,0884 atm/[H2S]≈ 1,2991 lpca/[H2S]
Empleando la Ec. B-34, se tiene:(PpCO2)AMP-pobre = 0,5566 lpca ≈ 0,0384 bar(PpH2S)AMP-pobre = 0,001073 lpca ≈ 0,000074 bar
(TAMP-rica)sal-abs = 185,0000 oF ≈ 85,0000 oC(PAMP-rica)sal-abs = 464,6960 lpca
HCO2 = 1,5000 atm/[CO2]≈ 22,0440 lpca/[CO2]
- Presión parcial y Constante de Henry para el CO2 y H2S en solución con AMP atemperatura de salida y presión del absorbedor, 464,7 lpca:
Nota 1: En este caso se debe partir de un valor supuesto para la temperatura de la amina ricaque sale del absorbedor, y luego corroborar dicho valor con el calculado.
- Presión parcial y Constante de Henry para el CO2 y H2S en solución con AMP atemperatura de entrada y presión del absorbedor, 464,7 lpca:
La cantidad de calor que se genera cuando la AMP absorbe el gas ácido se puede calcularconociendo el calor de reacción de cada componente absorbido y el número de moles de gasácido que se retiran del gas agrio.
Perry y Green (2001) presentaron los valores da la Constante de Henry para el CO2 y H2 Sen solución.
Ya que no se disponen en la literatura de datos de calor de reacción para el CO2 y el H2S ensoluciones de aminas estéricamente impedidas, será aplicado el Método de Crynes y Maddoxdado por Maddox y Campbell (1998), Chiu y col. (1999) para estimar dichos valores. Maddoxy Campbell (1998), Mandal y col. (2004) presentaron la relación entre la concentración libre deCO2 y H2S en solución con sus presiones parciales en la fase gas en equilibrio con la faselíquido (en este caso la amina), por la relación de la Ley de Henry .
56

HH2S = 0,1395 atm/[H2S]≈ 2,0501 lpca/[H2S](PpCO2)AMP-rica = 2,2338 lpca ≈ 0,1541 bar(PpH2S)AMP-rica = 0,001594 lpca ≈ 0,000110 bar
- El calor de reacción para el CO2 y H2S, empleando la Ec. B-35, es:
(∆HR)CO2 = 17333,386 393,8511 BTU/lbm(∆HR)H2S = 4932,090 144,71247 BTU/lbm
- La cantidad de calor que se genera por la reacción, empleando las Ecs. B-36 y B-37, es:
(QR)CO2 = BTU/hr(QR)H2S = BTU/hr
QR = BTU/hr
Qt = BTU/hr
III.1.10. Temperatura de la corriente de amina rica que sale del absorbedor
(TAMP-pobre)ent-abs = 125 oF
- Considerando que la solución de amina absorbe todo el calor remanente, resulta:
Calor absorbido por la amina = Calor remanente = BTU/hr
- Incremento de la temperatura de la solución de amina:
mAMP = 68190,486 lbm/hr
- El calor remanente absorbido por la solución de amina, es igual al calor que se generamenos el que absorbe el gas natural que sale por el tope. Empleando la Ec. B-38, se tiene:
3695106,6090
3695106,6090
3787869,9933
BTU/lbmolCO2 ≈BTU/lbmolH2S ≈
3787588,3051281,6881
57

Componentes (xi*Cpi)ent (xi*Cpi)sal
H2O 0,8156 0,7501AMP 0,1105 0,1082CO2 - -H2S 0,0004 0,0004
Total = 0,9265 0,8586
(CpAMP-pobre)125 oF = 0,9265 BTU/lbm*oF(CpAMP-rica)184 oF = 0,8586 BTU/lbm*oF
(Cpprom)154,5 oF = 0,8925 BTU/lbm*oF
Empleando la Ec. B-39, se tiene:(∆T)amina = 60,7117 oF ≈ 15,9509 oC
(TAMP-rica)sal-abs = 185,7117 oF ≈ 85,3954 oC
III.1.11. Intercambiador amina rica - amina pobre
(TAMP-rica)ent-int = 185,7117 oF ≈ 85,3954 oC(∆TAMP-rica)int = 19,3000 oF ≈ -7,0556 oC
(TAMP-rica)sal-int = 205,01165 oF ≈ 96,1176 oC ...(Tmáx = 205 oF)(TAMP-pobre)ent-int = 248,0000 oF ≈ 120,0000 oC …(= Tfon-reg = Treh)
Empleando la Ec. B-40, se tiene:
Tabla 13. Calor específico de la corriente de amina a la temperatura de entrada y salidadel absorbedor.
¥ Valores de Cp del H2O tomados de la Fig. 24-37 de Perry y Green (2001); Cp del H2 Sde la Fig. 23-2 (GPSA, 1998); Cp de la AMP de la Fig. 9 de Chiu y col. (1999).
- -
¥Cpi (BTU/lbm*oF) ¥Cpi (BTU/lbm*oF)
1,00420,6688 0,71650,9977
Se fija un incremento de temperatura para la amina rica a través del intercambiador amina -amina, además se toma en cuenta que la temperatura de salida de esta corriente no debe sermayor a los 205 oF para prevenir problemas de corrosión, y se considera un diferencial detemperatura mínimo entre la corriente de amina rica y amina pobre no menor a 15 oF.
0,5042 0,5042
58

∆T1 = 42,9883 oF ≈ 6,1046 oC
∆T2 = 15,0000 oF ≈ -9,4444 oC ...(∆Tmín = 15 oF)(TAMP-pobre)sal-int = 200,7117 oF ≈ 93,7287 oC(∆TAMP-pobre)int = -47,2883 oF ≈ -44,0491 oC
- Intercambiador amina - amina:
oF 248,0000 → 200,7117 oF ...(Corriente de amina pobre)∆T1 = 42,9883 ∆T2 = 15,0000 oF
oF 205,0117 ← 185,7117 oF ...(Corriente de amina rica)
III.1.11.1. Transferencia de calor en el intercambiador amina - amina
(Tprom)AMP-rica = 195,3617 oF ≈ 90,7565 oC
Componentes (xi*Cpi)ent (xi*Cpi)sal
H2O 0,7501 0,7524AMP 0,1082 0,1100CO2 - -H2S 0,0004 0,0004
Total = 0,8586 0,8628
(CpAMP-rica)184 oF = 0,8586 BTU/lbm*oF
Cpi (BTU/lbm*oF)
1,0042 1,0073Cpi (BTU/lbm*oF)
-
Tabla 14. Calor específico de la corriente de amina rica a la temperatura de entrada ysalida del intercambiador amina - amina.
0,7165 0,7287
0,5042-
0,5042
59

(CpAMP-rica)205 oF = 0,8628 BTU/lbm*oF(Cpprom)194,5 oF = 0,8607 BTU/lbm*oF
Qint = BTU/hr
III.1.11.2. Área de transferencia de calor del intercambiador amina - amina
Fluido interno: Amina ricaFluido externo: Amina pobre
Empleando las Ecs. B-41 y B-42, se tiene:P = 0,3098R = 2,4502
De las Figs. 9-4 y 9-5 (GPSA, 2004), se tiene:F1 = 0,8800 Se toma este valor.F2 = 0,9600
No de pasos por la carcaza: 1
No de pasos por los tubos: 2
Empleando las Ecs. B-43 y B-44, se tiene:∆Tlog = 26,5827 oF ≈ -3,0096 oC∆Tm = 25,5194 oF ≈ -3,6003 oC
De las Fig. 9-9 (GPSA, 2004), se tiene:U = 125 BTU/(hr*pie2*oF)
Empleando la Ec. B-45, se tiene:Aint = 355,1017 pie2
III.1.12. Carga calórica requerida para elevar la temperatura de la amina en el regenerador
Preg-reh = 10,0000 lpcm ≈ 24,6960 lpca …(Pmáx = 25 lpcm)(TAMP-pobre)sal-reg = 248,0000 oF ...(Tmáx = 260 oF)(TAMP-rica)ent-reg = 205,0117 oF
(Tprom)AMP-reg = 226,5058 oF ≈ 108,0588 oC
1132746,9087
60

Componentes (xi*Cpi)ent (xi*Cpi)sal
H2O 0,7524 0,8284AMP 0,1100 0,1226CO2 - -H2S 0,0004 0,0004
Total = 0,8628 0,9514
(CpAMP-rica)205 oF = 0,8628 BTU/lbm*oF(CpAMP-pobre)248 oF = 0,9514 BTU/lbm*oF
(Cpprom)226,5 oF = 0,9071 BTU/lbm*oFQelv-reg = BTU/hr
III.1.13. Composición y características del gas de cola que sale del regenerador
Preg = 24,6960 lpca ≈ 1,703172 barTtope-reg = 200,0000 oF ≈ 93,3333 oC ...(190 oF < Ttop < 210 oF)
Empleando las Ecs. B-46, B-47, B-48, B-49 y B-50, se tiene:yCO2 = 0,4598
(ngc)sal-reg = 475,4023 lbmol/hr ≈ 215,6425 Kmol/hr(nH2O)sal-reg = 256,8311 lbmol/hr ≈ 116,4986 Kmol/hr(nCO2)sal-reg = 218,5712 lbmol/hr ≈ 99,1439 Kmol/hr(nH2S)sal-reg = 0,0571 lbmol/hr ≈ 0,0259 Kmol/hr
0,5042
0,74211,00730,7287
1,0134
-
El valor aproximado de la fracción molar del CO2 en el tope del regenerador se puedecalcular dividiendo los moles de CO2 que dejan el absorbedor entre la sumatoria de los molesque salen más los que llegan con la amina rica. Esto es importante porque la composición deltope esta prácticamente integrada por el dióxido de carbono más el vapor de agua.
Cpi (BTU/lbm*oF)
Tabla 15. Calor específico de la corriente de amina a la temperatura de entrada y defondo del regenerador.
2659050,0843
-0,5042
Cpi (BTU/lbm*oF)
61

Tabla 16. Composición del gas de cola que sale del regenerador.
Componentes ni (lbmol/hr) yi (fracción) yi*Mi mi (lbm/hr) Cpi (BTU/lbmol*oF)
yi*Cpi
H2O 256,8311 0,5402 9,7312 4626,812 8,120 4,3862AMP 0,0000 0,0000 - 0,000 - -CO2 218,5712 0,4597 20,2316 9619,317 9,560 4,3948H2S 0,0571 0,0001 0,0041 1,9465 8,360 0,0010
Total = 475,4594 1,0000 29,9670 14248,076 8,782
(mgc)sal-reg = 14248,076 lbm/hr ≈ 6462,9288 Kg/hr(Mgc)sal-reg = 29,9670 lbm/lbmol(γgc)sal-reg = 1,03458(ρgc)sal-reg = 0,10455 lbm/pie3
(Cpgc-reg)200 oF = 8,7820 BTU/lbmol*oF(qgc)sal-reg = 4330427,0 pie3/día ≈ 4833,991 m3/día a C.N.(qgc)sal-reg = 3269088,2 pie3/día ≈ 3649,234 m3/día a C.O.
III.1.13.1. Composición y características del gas de cola y reflujo que salen del acumulador
Pacum-ref = 4,0000 lpcm ≈ 18,6960 lpca …(P < Preg)Tacum-ref = 120,0000 oF ≈ 48,8889 oC ...(T ≈ Tamb)
De las Fig. 3-2 de Martinez (1995), se tiene:(yCO2)gc-acum = 0,9350
(nga+H2O)gc-acum = 233,8270 lbmol/hr ≈ 106,0640 Kmol/hr(nH2O)gc-acum = 15,1988 lbmol/hr ≈ 6,8942 Kmol/hr(nCO2)gc-acum = 218,5712 lbmol/hr ≈ 99,1439 Kmol/hr(nH2S)gc-acum = 0,0571 lbmol/hr ≈ 0,0259 Kmol/hr
62

Tabla 17. Composición del gas de cola que sale del acumulador de reflujo.
Componentes ni (lbmol/hr) yi (fracción) yi*Mi mi (lbm/hr) Cpi (BTU/lbmol*oF)
yi*Cpi
H2O 15,1988 0,0650 1,1710 273,806 8,046 0,5230CO2 218,5712 0,9348 41,1386 9619,317 9,116 8,5212H2S 0,0571 0,0002 0,0083 1,947 8,216 0,0020
Total = 233,8270 1,0000 42,3179 9895,069 9,046
(mgc)sal-acum = 9895,069 lbm/hr ≈ 4488,4044 Kg/hr(Mgc)sal-acum = 42,3179 lbm/lbmol(γgc)sal-acum = 1,46099(ρgc)sal-acum = 0,12720 pie3/lbm
(Cpgc-acum)120 oF = 9,0462 BTU/lbmol*oF(qgc)sal-acum = 2,1 MMpcd ≈ 0,0024 m3/día a C.N.(qgc)sal-acum = 1,9 MMpcd ≈ 0,0021 m3/día a C.O.
(nH2O)ref-acum = 241,6324 lbmol/hr ≈ 109,6045 Kmol/hr(nCO2)ref-acum = 0,0000 lbmol/hr ≈ 0,0000 Kmol/hr(nH2S)ref-acum = 0,0000 lbmol/hr ≈ 0,0000 Kmol/hr
Tabla 18. Composición del líquido que sale del acumulador de reflujo.Componentes ni (lbmol/hr) xi (fracción) xi*Mi mi (lbm/hr)
H2O 241,6324 1,0000 18,0150 4353,007CO2 0,0000 0,0000 - 0,000H2S 0,0000 0,0000 - 0,000
Total = 241,6324 1,0000 18,0150 4353,007
(mH2O)ref-acum = 4353,0068 lbm/hr ≈ 1974,5244 Kg/hr
- La cantidad de agua que debe ser restituida al regenerador para mantener el reflujo:
63

(ρH2O)120 oF = 61,6300 lbm/pie3 ≈ 0,9872 gr/cm3
Empleando la Ec. B-51, se tiene:(qH2O)per-acum = 0,0012 pie3/seg ≈ 0,5539 gpm
- La cantidad de agua que regresa como reflujo al regenerador:
qref = 0,0209 pie3/seg ≈ 9,3599 gpm
- La relación de reflujo, empleando la Ec. B-52, es:
R = 0,5082 lbmolH2O/lbmolgc-reg
III.1.13.2. Calor total de vaporización del agua
Pvap-H2O = 0,0000 lpcm ≈ 14,6960 lpcaTvap-H2O = 212,0000 oF ≈ 100,0000 oC
De las Fig.24-37 (GPSA, 2004), se tiene:HV = 1150,500 BTU/lbmHL = 180,1700 BTU/lbm
Empleando la Ec. B-53, se tiene:Qvap-H2O = BTU/hr
III.1.14. Carga calórica del rehervidor
Empleando la Ec. B-54, se tiene:Qreh = BTU/hr
III.1.15. Características de la bomba de reflujo
(∆P)B-ref = 6,0000 lpcm ≈ 20,6960 lpcaηB-ref = 60,0000 %
(Tprom)B-ref = 120,0000 oF (ρH2O)120 oF = 61,6300 lbm/pie3 ≈ 0,9872 lbm/pie3
4489534,9150
10936454,9925
64

(γH2O)120 oF = 0,9877
Empleando las Ecs. B-55, B-56 y B-57, se tiene:H B-ref = 14,0332 pies
HPHB-ref = 0,0328 hpBHPB-ref = 0,0546 hp
III.1.16. Dimensionamiento de equipos que integran la sección de regeneración
(qAMP-ac)50% = 141,7255 gpm
III.1.16.1. Tanque de abastecimiento
D = 84,0000 pulg ≈ 7,0000 pieh = 288,0000 pulg ≈ 24,0000 pie
III.1.16.2. Acumulador de reflujo
D = 60,0000 pulg ≈ 5,0000 pieL = 96,0000 pulg ≈ 8,0000 pie
III.1.16.3. Tanque de venteo
D = 84,0000 pulg ≈ 7,0000 pieL = 288,0000 pulg ≈ 24,0000 pie
III.1.16.4. Filtro
D = 60,0000 pulg ≈ 5,0000 pieh = 96,0000 pulg ≈ 8,0000 pie
- La GPSA (1998) presenta en la Fig. 21-12 de un estimado de las dimensiones de losequipos que integran la sección de regeneración, tomando en cuenta la tasa de circulación deamina:
65

III.1.17. Condensador del tope del regenerador
Fluido interno: AguaFluido externo: Gas de cola que sale del regenerador(Tgc-reg)ent-cond = 200,0000 oF (Tgc-reg)sal-cond = 120,0000 oF (TH2O)ent-cond = 95,0000 oF ≈ 35,0000 oC …(T = Tamb)(TH2O)sal-cond = 120,0000 oF
∆T1 = 80,0000 oF ≈ 26,6667 oC∆T2 = 25,0000 oF ≈ -3,8889 oC ...(∆Tmín = 15 oF)
- Condensador:
oF 200,0000 → 120,0000 oF …(Gas de cola)∆T1 = 80,0000 ∆T2 = 25,0000 oF
oF 120,0000 ← 95,0000 oF …(Medio de enfriamiento)
III.1.17.1. Transferencia de calor en el condensador
(Tprom)gc-cond = 160,0000 oF ≈ 71,1111 oC
Componentes yi*Cpi
H2O 4,3823AMP -
Cpi (BTU/lbmol*oF)
8,1127-
- Considerando el agua como medio de enfriamiento, con temperatura de entrada igual a latemperatura ambiente, se tiene:
Tabla 19. Calor específico de la corriente de gas de cola del regenerador a latemeperatura promedio del condensador.
66

Tabla 19. Continuación.Componentes yi*Cpi
CO2 4,2925H2S 0,0010
Total = 8,6758
(Cpgc-reg)162,5 oF = 8,6758 BTU/lbmol*oFQcond = BTU/hr
(CpH2O)107,5 oF = 17,9900 BTU/lbmol*oF(nH2O)cond = 733,6487 lbmol/hr ≈ 332,7831 Kmol/hr
(mH2O)cond = 13216,681 lbm/hr ≈ 5995,0881 Kg/hr(ρH2O)107,5 oF = 61,9000 lbm/pie3 ≈ 0,9915 gr/cm3
(qH2O)cond = 0,0593 pie3/seg ≈ 26,6203 gpm
III.1.17.2. Área de transferencia de calor del condensador
P = 0,2381R = 3,2000
F1 = 0,8600 Se toma este valor.F2 = 0,9450
No de pasos por la carcaza: 1
No de pasos por los tubos: 2∆Tlog = 47,2854 oF ≈ 8,4919 oC∆Tm = 44,6847 oF ≈ 7,0470 oC
U = 75 BTU/(hr*pie2*oF)Acond = 98,4554 pie2
III.1.18. Enfriador de amina
Fluido interno: AguaFluido externo: Amina pobre
-329958,4956
- Considerando el agua como medio de enfriamiento, con temperatura de entrada igual a latemperatura ambiente, se tiene:
8,31259,3375
Cpi (BTU/lbmol*oF)
67
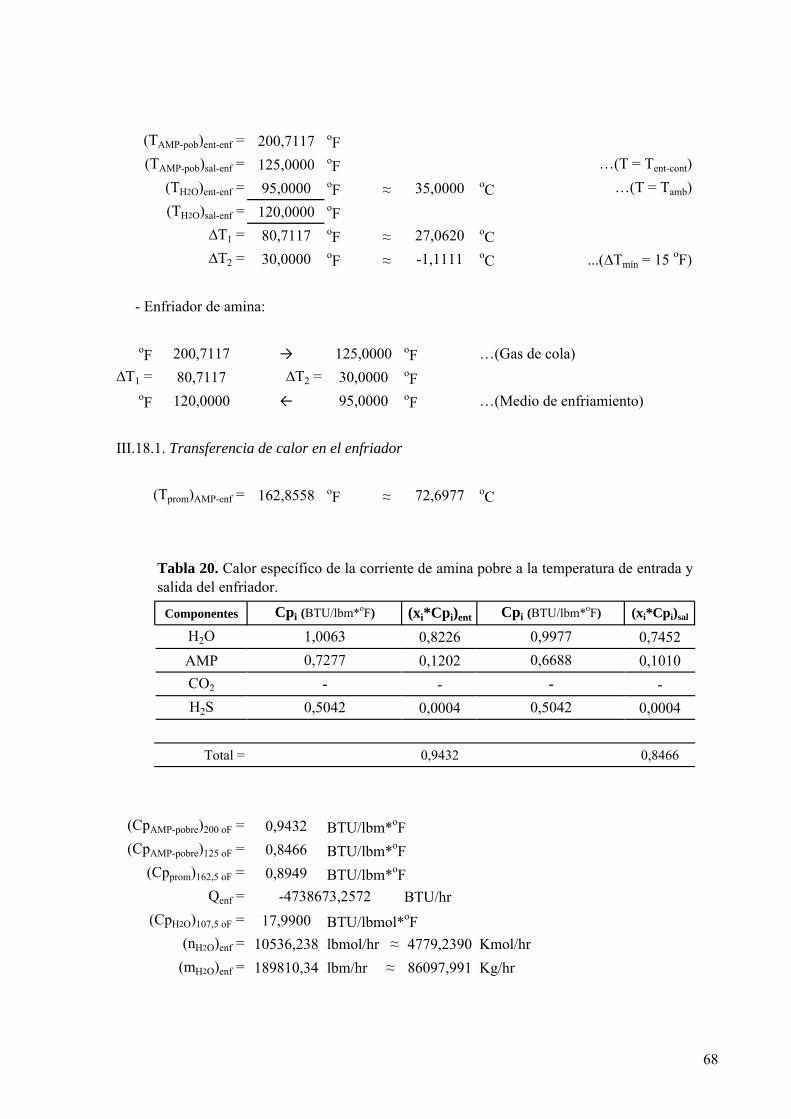
(TAMP-pob)ent-enf = 200,7117 oF (TAMP-pob)sal-enf = 125,0000 oF …(T = Tent-cont)
(TH2O)ent-enf = 95,0000 oF ≈ 35,0000 oC …(T = Tamb)(TH2O)sal-enf = 120,0000 oF
∆T1 = 80,7117 oF ≈ 27,0620 oC∆T2 = 30,0000 oF ≈ -1,1111 oC ...(∆Tmín = 15 oF)
- Enfriador de amina:
oF 200,7117 → 125,0000 oF …(Gas de cola)∆T1 = 80,7117 ∆T2 = 30,0000 oF
oF 120,0000 ← 95,0000 oF …(Medio de enfriamiento)
III.18.1. Transferencia de calor en el enfriador
(Tprom)AMP-enf = 162,8558 oF ≈ 72,6977 oC
Componentes (xi*Cpi)ent (xi*Cpi)sal
H2O 0,8226 0,7452AMP 0,1202 0,1010CO2 - -H2S 0,0004 0,0004
Total = 0,9432 0,8466
(CpAMP-pobre)200 oF = 0,9432 BTU/lbm*oF(CpAMP-pobre)125 oF = 0,8466 BTU/lbm*oF
(Cpprom)162,5 oF = 0,8949 BTU/lbm*oFQenf = BTU/hr
(CpH2O)107,5 oF = 17,9900 BTU/lbmol*oF(nH2O)enf = 10536,238 lbmol/hr ≈ 4779,2390 Kmol/hr
(mH2O)enf = 189810,34 lbm/hr ≈ 86097,991 Kg/hr
- -
Tabla 20. Calor específico de la corriente de amina pobre a la temperatura de entrada ysalida del enfriador.
Cpi (BTU/lbm*oF)
0,72770,99770,6688
1,0063Cpi (BTU/lbm*oF)
0,50420,5042
-4738673,2572
68

(ρH2O)107,5 oF = 61,9000 lbm/pie3 ≈ 0,9915 gr/cm3
(qH2O)enf = 0,8518 pie3/seg ≈ 382,3048 gpm
III.1.18.2. Área de transferencia de calor del enfriador
P = 0,2365R = 3,0285
F1 = 0,8700 Se toma este valor.F2 = 0,9500
No de pasos por la carcaza: 1
No de pasos por los tubos: 2∆Tlog = 51,2402 oF ≈ 10,6890 oC∆Tm = 48,6782 oF ≈ 9,2656 oC
U = 105 BTU/(hr*pie2*oF)Aenf = 927,1144 pie2
III.1.19. Características de la bomba de amina
(∆P)B-AMP = 440,0000 lpcm ≈ 454,6960 lpcaηB-AMP = 60,0000 %
(Tprom)B-AMP = 125,0000 oF (ρAMP-pobre)125 oF = 60,8530 lbm/pie3 ≈ 0,9748 lbm/pie3
(γAMP-pobre)125 oF = 0,9752H B-AMP = 1042,2389 pies
HPHB-AMP = 98,1413 hpBHPB-AMP = 163,5688 hp
III.1.20. Dimensionamiento del absorbedor
III.1.20.1. Diámetro del absorbedor
- La GPSA (1998 y 2004) presentan un método para el cálculo del diámetro del
69

Pabs = 464,6960 lpca Tg = 115,0000 oF qg = 8,0902 pie3/seg ≈ 0,009 m3/seg a C.O.ρg = 1,64662 lbm/pie3
ρl = 60,8530 lbm/pie3
De la Fig. 7-9 (GPSA, 1998), se tiene:K = 0,3500 ...(con extractor de niebla)
Kcorr-p = 0,28875Factormáx = 0,8000Factormín = 0,6000
Empleando la Ec. B-58, se tiene:vg-máx = 1,3852 pie/segvg-mín = 1,0389 pie/seg
Empleando las Ecs. B-59, B-60 y B-61, se tiene:Ag = 7,7876 pie2
At = 9,7344 pie2
D = 3,5205 pie ≈ 42,2466 pulg
De la Fig. 3-3 de Martinez (1995), se tiene:B = 0,8200 ...(espaciamiento entre platos de 24 pulg)C = 1,6500 ...(para: 400 lpca < P < 1000 lpca)
γg = 0,70908Tg = 115,0000 oF γl = 0,9873
Pabs = 464,6960 lpca qg = 20,0000 MMpcnd
absorbedor. Se utiliza la Ecuación de Souders y Brown , que aplica para el diseño deseparadores usando el 60% del valor obtenido para la velocidad:
- Otro método utilizado para el calculo del diámetro del absorbedor es empleando laEcuación de Barton :
70
Empleando la Ec. B-62, se tiene: A = 9,3671 pie2
D = 3,4535 pie ≈ 41,4417 pulg
- De ambos métodos, se tiene que el diámetro más confiable para el absorbedor, es:
Dabs = 44,0000 pulg ≈ 3,6667 pie
III.1.20.2. Número de platos del absorbedor
(nAMP-pobre)ent-abs = 2315,2650 lbmol/hr(K prom)gc = 3,3749
(nga)rem = 218,5712 lbmol/hr
Empleando las Ecs. B-63 y B-64, se tiene:FAP = 3,1387
Ea = 99,94 %
De la Fig. 7-9 (GPSA, 1998), se tiene:nteóricos = 4,5000
Empleando la Ec. B-65, se tiene: - Platos de burbuja: ηpb = 25,0000 % → nreales = 18,0000 - Platos de válvula: ηpv = 33,3000 % → nreales = 13,5135
III.1.20.3. Altura del absorbedor
- La GPSA (1998 y 2004) recomiendan el método de Absorción Promedio de Krenser yBrown para estimar el número de platos del absorbedor:
Nota 2: La velocidad del líquido en los canales de descenso del absorbedor es un factor decuidado. En este diseño se asigna un 20% del área total para la circulación de la solución deamina.
71

Espaciamiento entre platos = 24,0000 pulg ≈ 2,0000 pieExtractor de niebla = 18,0000 pulg ≈ 1,5000 pie
Nivel o colchón de líquido = 36,0000 pulg ≈ 3,0000 pie
Empleando la Ec. B-66, se tiene: - Con platos de burbuja: h = 486,0000 pulg ≈ 40,5000 pie - Con platos de válvula: h = 378,32432 pulg ≈ 31,5270 pie
III.1.21. Dimensionamiento del regenerador
III.1.21.1. Diámetro del regenerador
(nCO2)reg = 218,5712 lbmol/hr (nH2S)reg = 0,0571 lbmol/hr
(nga)reg = 218,6283 lbmol/hr (qga)reg = 23,0468 pie3/seg a C.N.
(nH2O)sal-reg = 256,8311 lbmol/hr (qH2O)sal-reg = 27,0739 pie3/seg a C.N.
(qgt)sal-reg = 50,1207 pie3/seg a C.N.(qAMP-rica)ent-reg = 0,3738 pie3/seg
Ag = 50,1207 pie2
Al = 1,4950 pie2
Areg = 51,6157 pie2
D = 8,1067 pie ≈ 97,2807 pulg
- El diámetro más confiable para el regenerador, es:
Dreg = 98,0000 pulg ≈ 8,1667 pie
- El cálculo del área del regenerador se puede obtener con la sumatoria de las áreasrequeridas para el gas y el líquido. Es una técnica común asignar una velocidad de 1,0 pie/segal vapor en el recipiente y 0,25 pie/seg al líquido que cae por los platos o bandejas. Así comogarantizar entre el 10 y el 20% del área total:
72

III.1.21.2. Número de platos del regenerador
Preg = 24,6960 lpca
Empleando la Ec. B-67, se tiene:Es = 100,0261 %
(nAMP-rica)ent-reg = 2533,8361 lbmol/hr(nga)sal-reg = 218,6283 lbmol/hr
De la Fig. 19-49 (GPSA, 1998), se tiene:HH2S = 18200,000 lpca
Empleando las Ecs. B-68 y B-69, se tiene:K = 736,9615ST = 63,5876
nteóricos = 5,0000(Es)reproducido = 100,00000 %
- Platos de burbuja: ηpb = 25,0000 % → nreales = 20,0000 - Platos de válvula: ηpv = 33,3000 % → nreales = 15,0150
III.1.21.3. Altura del regenerador
Espaciamiento entre platos = 24,0000 pulg ≈ 2,0000 pieNivel o colchón de líquido = 36,0000 pulg ≈ 3,0000 pie
- Con platos de burbuja: h = 516,0000 pulg ≈ 43,0000 pie - Con platos de válvula: h = 396,36036 pulg ≈ 33,0300 pie
- Sumiendo valores de nteóricos, se busca aquel valor que reproduzca el valor de Es; dichovalor será el número de platos teóricos requeridos:
- La GPSA (1998 y 2004) recomiendan el método Factor de Despojamiento, el cual essimilar al de Krenser y Brown, para estimar el número de platos del regenerador:
73

III.1.22. Dimensionamiento del separador o depurador de entrada
Psep-ent = 464,6960 lpca Tg = 115,0000 oF qg = 8,0902 pie3/seg ≈ 0,009 m3/seg a C.O.ρg = 1,6466 lbm/pie3
ρl = 61,7850 lbm/pie3 ...(considerando la densidad del agua)K = 0,3500 ...(con extractor de niebla)
Kcorr-p = 0,294Factormáx = 0,8000Factormín = 0,7000
vg-máx = 1,4214 pie/segvg-mín = 1,2437 pie/seg
Ag = 6,5049 pie2
D = 2,8779 pie ≈ 34,5346 pulg
- El diámetro más confiable para el separador, es:
Dsep-ent = 36,0000 pulg ≈ 3,0000 pie
Fijando L/D = 4,0000 → h = 12,0000 pie ≈ 144,0000 pulg
Nota 4: El absorbedor fue diseñado con extractor de niebla, por lo cual no fue necesariocolocar un separador o depurador en la corriente del gas dulce que sale del mismo. De no
- La GPSA (1998 y 2004) recomiendan un método para el calculo del diámetro delseparador de entrada, el cual emplea la Ecuación de Souders y Brown :
- Considerando que la Relación de Esbeltez entre la longitud y el diametro de un separadorvertical debe estar entre, 2 < L/D < 6, se estima la altura del mismo:
Nota 3: Dado que la temperatura de rocío del gas agrio de alimentación esta muy pordebajo de la temperatura de entrada al absorbedor e incluso a la promedio, y además de que elcontenido de agua es nulo, es indicativo que dicha corriente proveniente de un procesodepurativo o de deshidratación. Razón por la cual, la colocación de este separador en la entrada del proceso no se hace necesaria. El dimensionamiento del mismo se ha hecho con lafinalidad de dar a conocer como estimar sus dimensiones de manera rápida, en caso de llegar arequerirse su instalación.
74

A continuación, las Figs. 9, 10 y 11 presentan a manera de resumen el diseño del procesode endulzamiento de gas natural con amina impedida estericamente.
Fig. 9. Absorbedor del proceso de endulzamiento de gas natural con amina impedidaestericamente, con extractor de niebla.
colocar el extractor de niebla, se puede emplear el mismo procedimiento que ha sido aplicadopara el diseño del separador de entrada, y así diseñar el depurador de salida teniendo en cuentaque el líquido arrastrado es la solución de amina.
GAS AGRIOP = 450 lpcmT = 115 oFqg = 20 MMpcndCO2 = 9,957%H2S = 30 ppm,v
ABSORBEDORD.I. = 44 plg.18 platos burbujah = 39 pie
AMINA POBREP = 450 lpcmT = 125 oFqAMP-ac = 141,73 gpm0,105 lbmolGA/lbmolAMP
AMINA RICAP = 450 lpcmT = 185 oF0,676 lbmolGA/lbmolAMP
GAS DULCEP = 450 lpcmT = 120 oFqg = 18 MMpcndCO2 = 60 ppm,vH2S = 4 ppm,v
CRF
CRL
CL
CL
CF
75

Fig. 10. Absorbedor del proceso de endulzamiento de gas natural con amina impedidaestericamente, sin extractor de niebla.
GAS AGRIOP = 450 lpcmT = 115 oFqg = 20 MMpcndCO2 = 9,957%H2S = 30 ppm,v
ABSORBEDORD.I. = 44 plg.18 platos burbujah = 40,5 pie
AMINA POBREP = 450 lpcmT = 125 oFqAMP-ac = 141,73 gpm0,105 lbmolGA/lbmolAMP
AMINA RICAP = 450 lpcmT = 185 oF0,676 lbmolGA/lbmolAMP
GAS DULCEP = 450 lpcmT = 120 oFqg = 18 MMpcndCO2 = 60 ppm,vH2S = 4 ppm,v
CLCRF
CRL
CL
CL
CF
76

III.2. Economía y costo de capital del proceso de endulzamiento de gas natural conamina impedida estéricamente.
Fig. 11. Regenerador del proceso de endulzamiento de gas natural con amina impedidaestericamente.
Según la "EXXonMobil Research and Engineering Co.", en una de sus publicacioneshechas en la revista "Hydrocarbon Processing", edición Noviembre 2002, los procesos deendulzamiento de gas natural que emplean aminas impedidas estéricamente, tales como losprocesos FLEXSORB® SE, SE+ y PS, requieren una mínima inversión y menor demanda deenergía, basados principalmente en la disminución del 30 a 50% de la tasa de circulación desolución acuosa de amina pobre.
CL
CRF
GAS DE COLAP = 4 lpcmT = 120 oFqgc = 2,88 MMpcnd
REGENERADORD.I. = 98 plg.20 platos burbujah = 12 pie
AMINA POBREP = 10 lpcmT = 248 oF0,105 lbmolGA/lbmolAMP
AMINA RICAP = 450 lpcmT = 185 oF0,676 lbmolGA/lbmolAMP
REFLUJOR = 0,51 lbmolH2O/lbmolgc-reg
qref = 9,36 gpm
T = 120 oF
T = 120 oF
Tamb = 95 oF
CONDENSADORQcond = 3,3 MBTU/hrP = 10 lpcmT = 200 oF
Psep = 4 lpcm
T = 185,7 oF
T = 205 oF
Vapor
Vapor condensado
Qreh = 10,94 MMBTU/hr
T = 200,7 oF
Qcond = 0,33 MMBTU/hr
75
77

Capacidad de la planta MEA modelo = 22,5 MMPCND Costo de la planta MEA, año 2002 = 800.000,0 USD Inflación anual promedio en USD = 1,2 % (Año 2003 - 2005)
2,6 % (Año 2006)4,1 % (Año 2007)
Costo de la planta MEA, año 2008 = 885.583,7 USD
Costo de la planta MEA, año 2002 = 800.000,0 USD CEPI2002 = 401,8 CEPI2008 = 424,6
Empleando la Ec. B-70, se tiene: Costo de la planta MEA, año 2008 = 845.395,7 USD
Nota 5: Ya que el costo de capital de la planta de amina esta en función principalmente deldimensionamiento de los diferentes equipos que la conforman y de los requerimientos deenergía, siendo estos a su vez dependientes principalmente de la magnitud de la tasa decirculación de amina pobre, la planta de amina impedida estéricamente demanda menorinversión/costo que la planta MEA, ya que ofrece un ahorro de 30 a 50% en la tasa decirculación requerida.
Empleando el índice de costo de equipamiento/planta, denominado "Chemical EngineeringPlant Cost Index (CEPI)", ya que según la revista "Hydrocarbon Processing", edición Octubre2000, este es probablemente el mejor índice a usar para la estimación del costa de plantasquímicas, resulta:
Tomando como referencia el costo de capital (publicado en la revista "HydrocarbonProcessing", edición Octubre 2002) de una planta de endulzamiento de gas natural que empleaMEA como solvente químico, cuyo proceso es similar al que se ha diseñado en este trabajo; sepuede tener un estimado del costo de la planta requerida para llevar a cabo el proceso deendulzamiento de gas natural con amina impedida estéricamente:
78

CAPITULO IV
ANÁLISIS DE RESULTADOS
Una vez realizado el diseño del proceso de endulzamiento de gas natural con amina impedida
estéricamente, a continuación serán esquematizados los parámetros dados para dicho diseño,
además de, dar resumen del procedimiento analítico llevado a cabo y efectuar el análisis del
comportamiento de variables y parámetros del proceso.
IV.1. Parámetros de diseño
Sección de absorción de los gases ácidos:
• Tasa de gas agrio de alimentación: 20 MMpcnd
• Peso molecular del gas agrio: 20,54 lbm/lbmol
• Gravedad especifica del gas agrio: 0,709
• Contenido de agua en el gas agrio: 0 %molar
• Presión de trabajo del absorbedor: 450 lpcm
• Caída de presión en el absorbedor: 0 lpcm
• Temperatura del gas en el absorbedor: 115 – 120 oF
• Contenido de CO2 en el gas dulce: 60 ppm,v
• Contenido de H2S en el gas dulce: 4 ppm,v
Sección de regeneración de la amina:
• Temperatura de tope del regenerador: 200 oF
• Temperatura de la amina rica: 205 oF
• Temperatura de fondo del regenerador: 248 oF
• Presión de trabajo del regenerador: 10 lpcm
• Temperatura del acumulador de reflujo: 120 oF
• Presión del acumulador de reflujo: 4 lpcm

80
IV.2. Procedimiento analítico
El procedimiento analítico llevado a cabo para realizar el diseño del proceso de endulzamiento
empleando como solvente químico una amina impedida estéricamente, de acuerdo a las
condiciones y parámetros de diseño dados, fue el siguiente:
IV.2.1. Gas natural de alimentación
Se evaluaron las condiciones de presión y temperatura a las cuales llega el gas agrio al proceso
de endulzamiento; también la composición y tasa, además de la cantidad de gases ácidos. Se
determinaron las características del gas agrio, tales como: Flujo molar, presión y temperatura
seudo-críticas, factor de compresibilidad y densidad.
IV.2.2. Gas tratado (gas dulce)
Se evaluaron las condiciones de presión y temperatura a las cuales debe salir el gas dulce del
proceso, la tasa y la cantidad de gases ácidos que debe contener como máximo. Se determinaron
las características del gas dulce, tales como: Flujo molar, presión y temperatura seudo-críticas,
factor de compresibilidad y densidad.
IV.2.3. Gas ácido removido
Por diferencia entre los moles da cada componente ácido que entran al proceso y la
composición final deseada, se calculó la cantidad de gas ácido a remover, el cual es un dato
indispensable que permitió determinar la cantidad de amina impedida requerida. Se debe
mantener presente que conociendo la carga molar de gas ácido que transporta la amina, se puede
calcular su peso, requerido para el trabajo.

81
IV.2.4. Amina usada como solvente químico
Se evaluaron las características de la amina impedida usada para llevar a cabo el proceso de
endulzamiento, tales como: Concentración de la solución acuosa de amina, temperatura de
absorción y desabsorción (o regeneración), cantidad molar de amina requerida para absorber un
mol de gas ácido, carga molar remanente de gas ácido por mol de amina, peso molecular y
densidad.
IV.2.5. Tasa de circulación de amina
Conocida la cantidad de molar de amina impedida requerida para remover un mol de gas
ácido, se determinó la tasa de amina impedida necesaria para llevar a cabo la absorción de gases
ácidos hasta los niveles deseados.
IV.2.6. Amina pobre y amina rica
Se determinaron las composiciones de la corriente de amina pobre que entra al absorbedor y
de amina rica que sale de él, tomando en cuenta la carga molar remanente de gases ácidos;
además de, sus características, tales como: Flujo molar y másico, peso molecular y densidad.
IV.2.7. Calor generado y temperatura de descarga
Se calculó la cantidad de calor generado por efectos de la reacción entre el gas ácido y la
solución de amina, así como también la cantidad de calor que a su vez recoge el gas en su
ascenso hacia el tope del absorbedor.
Estos cálculos se hicieron tomando en cuenta que al calor total producido se le resta el
absorbido por el gas, y así se obtuvo la cantidad de calor que permanece en la solución de amina.
Luego, se determinó la temperatura de salida de la corriente de amina rica en la parte inferior del
absorbedor.

82
IV.2.8. Intercambiadores
El cálculo del intercambiador amina – amina, esta limitado por la temperatura máxima a la
cual se puede llevar la amina rica a la entrada del regenerador, la cual es de 205 oF. El calor que
requerido por la amina rica fue absorbido de la corriente de amina pobre que sale del regenerador,
aprovechando la alta temperatura de la misma y enfriándola a la vez. Además, se calculó la
cantidad de calor transferido y el área de transferencia de calor.
En un segundo intento, se bajó la temperatura de la corriente de amina pobre hasta la
condición de entrada al absorbedor. Para tal fin, se puede emplear agua o aire como medio de
enfriamiento. Se determinó el modelo de intercambiador más adecuado, según lo recomendado
por la GPSA (1998 y 2004). Se calculó la cantidad de calor transferido y el área de transferencia
de calor.
IV.2.9. Carga calórica del rehervidor
Para calcular la cantidad de calor requerido en el rehervidor fue necesario calcular
previamente la cantidad de calor requerida para elevar la temperatura de la amina rica en la
entrada del regenerador hasta la temperatura de regeneración de la amina, luego se calculó el
calor total de vaporización del agua, y el resultado de la suma de estas dos cantidades de calor
más el calor de reacción dio como resultado la carga calórica del rehervidor.
IV.2.10. Gas de cola
Se determinó la composición y características del gas de cola que sale del regenerador y del
que sale del acumulador de reflujo. El gas de cola está formado por el gas ácido removido de la
solución de amina y el agua que transporta, la cual se obtuvo mediante un equilibrio molar entre
los fluidos que suben en el regenerador y aquellos que llegan con la corriente de amina rica.
IV.2.11. Reflujo
Por diferencia entre los moles de agua que salen por el tope del regenerador y los que salen
con el gas de cola del acumulador de reflujo, se determinó la cantidad de agua que regresa al
regenerador, el reflujo.

83
Se debe tener presente que la cantidad de agua que se pierde con el gas de cola del acumulador
de reflujo, representa la cantidad de agua que debe ser repuesta al reflujo.
IV.2.12. Bombas
Conocida la tasa de reflujo y el diferencial de presión a vencer en el regenerador, se
determinaron las características de la bomba de reflujo, que incluye el cabezal o carga requerida
para realizar su trabajo.
Por otro lado, conocida la tasa de circulación requerida de amina pobre y el diferencial de
presión en el absorbedor, se calculó la potencia requerida por la bomba de amina.
IV.2.13. Dimensionamiento de equipos o componentes de la sección de regeneración
Tomando como dato, la tasa de circulación de amina pobre, se pudo estimar las dimensiones
(diámetro y altura) de los equipos que integran la sección de regeneración, tales como: Tanque de
abastecimiento, acumulador de reflujo, tanque de venteo, además de los filtros para la corriente
de amina rica y pobre.
IV.2.14. Condensador del tope del regenerador
Dadas las temperaturas de entrada y salida de la corriente de gas de cola a través del
condensador del tope del regenerador, se calculó la cantidad de calor que fue necesario extraerle
para así poder condensar la amina y el agua arrastrada por dicha corriente de gas. Además, se
determinó el área de transferencia de calor. Se determinó el modelo de intercambiador más
adecuado, según lo recomendado por la GPSA (1998 y 2004). Empleando como medio de
enfriamiento, bien sea agua o aire, dependiendo de la disponibilidad, facilidades y costo.
IV.2.15. Dimensionamiento del absorbedor
Fue factible calcular el área y diámetro del absorbedor, partiendo de la “Ecuación de Souders
y Brown”. Tomando en cuenta una velocidad entre el 60 y el 80% de la que se utilizaría en un
separador. Otro método utilizado para determinar el diámetro de este equipo, fue la “Ecuación de

84
Barton”. El dimensionamiento se llevo a cabo, tomando en cuenta que la literatura recomienda
agregar un 20% del diámetro para la fase líquida (amina) en el absorbedor.
Se determinó el número de platos o bandejas requeridas por el absorbedor, empleando el
método recomendado por la GPSA (1998 y 2004), el cual es conocido como método de
“Absorción Promedio de Krenser y Brown”.
Seleccionando el espaciamiento entre platos, la altura mínima de líquido, y considerando el
espacio requerido para el extractor de niebla, se determinó la altura del absorbedor.
IV.2.16. Dimensionamiento del regenerador
El área y diámetro del regenerador se determinó con la sumatoria de las áreas requeridas para
el gas y el líquido. Es una técnica común asignar una velocidad de 1,0 pie/seg al vapor en el
recipiente y 0,25 pie/seg al líquido que cae por las bandejas. Así como garantizar entre el 10 y el
20% del área total.
Se determinó el número de platos requeridos por el regenerador, utilizando el método
recomendado por la GPSA (1998 y 2004), el cual es similar al de “Krenser y Brown” y es
conocido como “Factor de despojamiento”.
Seleccionando el espaciamiento entre platos y la altura mínima de líquido, se determinó la
altura del regenerador.
IV.2.17. Dimensionamiento del separador de entrada y tope del absorbedor
Para el cálculo del área y diámetro del separador de entrada y tope del absorbedor, se empleó
el método recomendado por la GPSA (1998 y 2004), el cual hace uso de la “Ecuación de Souders
y Brown”. La altura de este equipo, se determinó tomando en cuenta la “Relación de Esbeltez”, 2
< L/D < 6.
IV.3. Comportamiento de variables y análisis de parámetros del proceso
IV.3.1. Variables primarias
No hay una solución simple, única, correcta en el diseño de un proceso de endulzamiento con
aminas impedidas estéricamente. Las principales variables consideradas fueron:

85
• Concentración de la solución de amina impedida.
• Relación práctica amina:gas ácido.
• Cantidad remanente de gas ácido en la corriente de amina pobre.
Los datos de presión parcial de equilibrio que se tienen, los cuales han sido presentados por
Pappa y col. (2006), están dados para una concentración de la solución de amina del 100%, la
cantidad molar remanente de H2S en la solución de amina pobre varia entre 0,001-0,01 según
estudios realizados por Linden y Savage (1983), Linden y col. (1987); siendo la cantidad molar
remanente de CO2 igual a 0,1 según el estudio realizado por Hook (1997). Quedo como variable
principal la cantidad molar práctica de amina requerida para absorber un mol de gas ácido, la cual
se ha considerado que varia entre 1,5-2:1.
La concentración de amina utilizada fue del 50%, ya que esta concentración se dispone de
información acerca de las características y propiedades de la amina AMP. Al efectuar el diseño
del proceso, se determinó que emplear una relación AMP:GA y (lbmolH2S/lbmolAMP)remanente igual
a 1,75:1 y 0,005, respectivamente; se requirió una tasa de circulación de amina pobre lo
suficientemente conservadora, permitiendo así la viabilidad económica y gran eficiencia del
proceso de endulzamiento diseñado.
IV.3.2. Propiedades y características de la amina usada como solvente químico
• Concentración: 50% p/p
• Carga ácida remanente
o lbmolCO2/lbmolAMP: 0,1
o lbmolH2S/lbmolAMP: 0,005 …(rango: 0,001-0,01)
• Peso molecular: 89,138 lbm/lbmol
• (lbmolAMP/lbmolGA)práctica: 1,75 …(rango: 1,5-2:1)
De manera opcional, al hacer una comparación entre las ventajas ofrecidas por las aminas
impedidas estéricamente y las aminas convencionales, una de las ventajas de usar las aminas
impedidas en lugar de las convencionales, es que se puede utilizar mayor concentración a menor
relación amina:gas ácido, obteniendo un incremento significativo en la capacidad de absorción de

86
gas ácido a menor tasa de circulación. Otra ventaja importante, es que se tiene una reducida carga
ácida remanente, lo que contribuye a aumentar la eficiencia de absorción.
Para resumir, se tiene que la ventaja de mayor importancia se debe a que la cantidad de amina
impedida requerida para absorber un mol de gas ácido es mucho menor que en las aminas
convencionales, por lo que la tasa de amina que se requiere es considerablemente menor, lo cual
reduce apreciablemente el costo de capital del proceso tanto en equipos como en requerimientos
de energía y tasa de circulación de la solución de amina impedida.
IV.3.3. Parámetros principales del absorbedor
• Presión: 450 lpcm
• Tasa de gas agrio: 20 MMpcnd
• Tasa de gas dulce: 18 MMpcnd
• Tasa de circulación de amina: 141,73 gpm
• No. de platos de burbujeo: 18
• Diámetro: 44 pulg
• Temperatura:
o Tope: 120 oF
o Gas agrio de entrada: 115 oF
o Fondo: 185 oF
Debido a los requerimientos de diseños para llevar el contenido de gases ácidos hasta los
niveles exigidos, se necesita un absorbedor con 18 de platos de burbujeo.
El hecho de haber considerado que todo el calor de reacción remanente era absorbido por la
corriente de amina, originó una alta temperatura de la corriente de amina a la salida del
absorbedor.
IV.3.4. Parámetros principales del regenerador y acumulador de reflujo
• Presión del regenerador: 10 lpcm
• Presión de los gases de cola: 4 lpcm
• Tasa de gas de cola: 2,88 MMpcnd
87
• No. de platos de burbujeo: 20
• Diámetro del regenerador: 98 pulg
• Temperatura en el regenerador:
o Tope: 200 oF
o Retorno del reflujo: 120 oF
o Amina rica: 205 oF
o Fondo: 248 oF
Debido a la alta eficiencia de desabsorción que tienen las aminas impedidas estéricamente, es
necesario instalar un regenerador con 20 platos de burbujeo.
La temperatura requerida en el fondo del regenerador y rehervidor, corresponde a la
temperatura de burbujeo de la amina impedida a la presión de trabajo del rehervidor.
IV.3.5. Tasa de circulación de la solución de amina
• Tasa másica de amina pura: 68191,486 lbm/hr
• Tasa volumétrica de amina acuosa: 141,73 gpm
Debido a la alta concentración de la solución de amina impedida (50%) y la baja relación
AMP:GA (1,5-2:1), con la cual se puede trabajar, es necesaria una menor tasa de circulación para
llevar a cabo la labor de absorción de gases ácidos y obtener excelentes resultados, además de un
significativo ahorro de costos de capital y de energía para el procedo de endulzamiento.
IV.3.6. Calor de reacción remanente y absorbido por la amina
• Calor absorbido: 3695106,609 BTU//hr
La cantidad de calor remanente que absorbe la amina es proporcional a la tasa de circulación
de la misma y a su vez es función de la cantidad de calor que absorbe la corriente de gas en el
absorbedor.

88
IV.3.7. Incremento de temperatura del gas en el absorbedor
• Temperatura de entrada al absorbedor: 115 oF
• Temperatura de salida del absorbedor: 120 oF
• Incremento de temperatura: 5 oF
El incremento de temperatura puede ser asumido por el diseñador, tomando en cuenta que la
temperatura a la salida del absorbedor debería estar muy cercana a la temperatura de entrada de la
corriente de amina pobre.
IV.3.8. Temperatura de la corriente de amina a la entrada del absorbedor
• Temperatura de entrada al absorbedor: 125 oF
La temperatura de la corriente de amina pobre a la entrada del absorbedor, es un valor
seleccionado por el diseñador, teniendo cuidado que sea como mínimo 10 oF por encima de la
temperatura de entrada del gas agrio, con lo cual se evitaría la condensación de gases
hidrocarburos. A mayor valor, se requiere menor carga calórica en el rehervidor, pero el máximo
valor esta limitado a 120 oF cuando el gas ácido de mayor proporción es H2S, y hasta 150 oF
cuando es CO2.
IV.3.9. Parámetros principales del intercambiador amina – amina
• Fluido interno: Amina rica
• Fluido externo: Amina pobre
• No. de pasos por la carcaza: 1
• No. de pasos por los tubos: 2
• Temperatura de la amina rica
o De entrada: 185 oF
o De salida: 205,0117 oF
• Temperatura de la amina pobre
o De entrada: 248 oF

89
o De salida: 200,7117 oF
• Cantidad de calor transferido: 1,133 MMBTU/hr
• Área de transferencia de calor: 355,1017 pie2
La temperatura de la corriente de amina rica que entra al intercambiador corresponde a la de
salida del absorbedor. El incremento de temperatura es asumido tomando en cuenta el límite
máximo de 205 oF, para evitar problemas de corrosión debido a la evaporación de gases ácidos y
del agua contenida.
La temperatura de entrada de la amina pobre al intercambiador corresponde a la de salida del
regenerador. La temperatura de salida de la amina pobre depende del diferencial mínimo de
temperaturas que se debe tener en el intercambiador, para evitar el cruce de temperaturas. Se
asumió que la amina pobre circula por la carcaza debido a que es un fluido caliente que se desea
enfriar, para lo cual contribuye el ambiente.
IV.3.10. Carga calórica requerida
• Para elevar la temperatura en el
regenerador: 2,659 MMBTU/hr
• Total en el rehervidor: 10,936 MMBTU/hr
Emplear baja tasa de circulación de amina impedida estéricamente, acarrea menor
requerimiento de calor para elevar temperaturas, además de un ahorro significativo de energía y
una disminución considerable de los costos de operación del proceso de endulzamiento.
IV.3.11. Gas de cola y reflujo del regenerador
• Fracción molar de CO2 en el gas de
cola del tope del regenerador: 0,4598
• Fracción molar de H2S en el gas de
cola del tope del regenerador: 0,0571
• Cantidad de gas de cola que deja el
regenerador: 475,4023 lbmol/hr

90
• Cantidad de agua que se vaporiza y
sale por el tope del regenerador: 256,8311 lbmol/hr
• Cantidad de agua condensada que
sale del acumulador de reflujo: 9,3599 gpm
• Cantidad de agua que sale con el gas
de cola del acumulador y que se
debe restituir al sistema: 0,5539 gpm
• Potencia requerida por la bomba de
reflujo
o HPH: 0,0328 hp
o BHP: 0,0546 hp
Dado que las aminas impedidas estéricamente tienen mayor capacidad de absorción y
eficiencia de regeneración, el gas de cola presenta una concentración de gases ácidos cercana al
100%. Otro hecho muy importante, es que la cantidad de agua que se evapora y sale por el tope
del regenerador es mucho menor, una pequeña porción de ella es arrastrada por el gas de cola que
sale del acumulador de reflujo. Además, los requerimientos de potencia por la bomba de reflujo
son considerablemente bajos, con lo cual se tienen ahorros significativos de energía y menores
costos de operación del proceso.
IV.3.12. Dimensionamiento de equipos que integran la sección de regeneración
• Tanque de abastecimiento
o Diámetro: 84 pulg
o Altura: 288 pulg
• Acumulador de reflujo
o Diámetro: 60 pulg
o Longitud: 96 pulg
• Tanque de venteo
o Diámetro: 84 pulg
o Longitud: 288 pulg
• Filtro

91
o Diámetro: 60 pulg
o Altura: 96 pulg
La baja tasa de circulación de amina impedida estéricamente que requiere el proceso, hace
posible que sean requeridos equipos con menores dimensiones, proporcionando un ahorro
significativo en los costos de equipos.
IV.3.13. Parámetros principales del condensador de gas de cola
• Fluido interno: Agua (medio de enfriamiento)
• Fluido externo: Gas de cola del regenerador
• No. de pasos por la carcaza: 1
• No. de pasos por los tubos: 2
• Cantidad de calor retirado: 0,33 MMBTU/hr
• Cantidad de agua requerida: 26,6203 gpm
• Área de transferencia de calor: 98,4554 pie2
Se consideró agua como medio de enfriamiento, pudo haber sido aire o cualquier otro fluido
frío que estuviese disponible en la planta, Además, se asumió que el vapor circula por la carcaza
debido a que es un fluido caliente que se desea enfriar, para lo cual contribuye el ambiente. Ya
que la cantidad de agua que se evapora y sale del regenerador con el gas de cola es pequeña, la
cantidad de calor a retirar y el área de transferencia de calor también son menores, requiriendo
menor cantidad de agua de enfriamiento.
IV.3.14. Parámetros principales del enfriador de amina
• Fluido interno: Agua (medio de enfriamiento)
• Fluido externo: Amina pobre o regenerada
• No. de pasos por la carcaza: 1
• No. de pasos por los tubos: 2
• Cantidad de calor retirado: 4,74 MMBTU/hr
• Cantidad de agua requerida: 382,3048 gpm

92
• Área de transferencia de calor: 927,1144 pie2
Se consideró agua como medio de enfriamiento, pudo haber sido aire o cualquier otro fluido
frío que estuviese disponible en la planta. Además, se asumió que la amina circula por la carcaza
debido a que es un fluido caliente que se desea enfriar, para lo cual contribuye el ambiente. Ya
que el fluido que se desea enfriar es un líquido, la cantidad de calor a retirar y el área de
transferencia de calor son mayores que en caso de enfriar un gas, requiriendo mayor cantidad de
agua de enfriamiento. Por otro lado, en el caso de aminas convencionales, siendo la tasa de
circulación mayor, los requerimientos de cantidad de calor a retirar y área de transferencia de
calor son aun mayores.
IV.3.15. Parámetros principales de la bomba de amina
• Cabezal o carga: 1042,2389 pies
• Potencia requerida
o HPH: 98,1413 hp
o BHP: 163,5688 hp
Es bien sabido que para el bombeo de grandes tasas de líquidos serán mayores los
requerimientos energéticos de la bomba. En el caso de aminas impedidas se tienen bajas tasas de
circulación de solución acuosa de amina, lo cual tiene como ventaja principal un menor
requerimiento de energía.
IV.3.16. Dimensionamiento del separador o depurador de entrada al absorbedor
• Separador o depurado de entrada
o Diámetro: 36 pulg
o Altura: 144 pulg
Las dimensiones de este equipo dependen de la cantidad de gas agrio y de la Relación de
Esbeltez. Su instalación depende de que si el gas agrio haya sido previamente depurado o no.

93
CONCLUSIONES
• Las principales variables consideradas fueron: a) Concentración de la solución de amina,
b) Relación práctica amina:gas ácido, y c) Cantidad remanente de gas ácido en la
corriente de amina pobre.
• Aún cuando en la práctica se continúan empleando los procesos de endulzamiento de gas
natural con aminas convencionales, de acuerdo con el diseño realizado, se observan las
grandes ventajas operacionales que ofrece el uso de las aminas impedidas estéricamente.
• La ventaja de mayor importancia de las aminas impedidas, se debe a que la cantidad
requerida para absorber 1 mol de gas ácido es mucho menor que en las convencionales.
• La absorción gases ácidos con aminas impedidas estéricamente se realiza a alta presión y
a baja temperatura 104-176 oF (40-80 oC), seguido por la regeneración a presión reducida
y alta temperatura 248 oF (120 oC).
• La alta eficiencia de absorción requerida por el diseño, necesita un absorbedor con 18
platos de burbujeo y un diámetro de 44 pulg.
• La alta eficiencia de regeneración que tienen las aminas impedidas, requiere un
regenerador con 20 platos de burbujeo y un diámetro de 98 pulg.
• La alta concentración de la amina impedida acuosa (50%) conlleva a una menor tasa de
circulación, obtener excelentes resultados y ahorros en el proceso de endulzamiento.
• La baja tasa de circulación de amina impedida permite menores requerimientos de calor, y
por consiguiente un ahorro significativo de energía.
• Las aminas impedidas tienen mayor capacidad de absorción y eficiencia de regeneración,
por lo cual el gas de cola presenta mayor concentración de gases ácidos.
• La baja tasa de circulación de amina impedida requiere equipos con menores dimensiones,
y proporciona un ahorro significativo en costos de equipos.
• La cantidad de agua que se evapora y sale por el tope del regenerador es mucho menor
que en los procesos de aminas convencionales.
• Los requerimientos de potencia por la bomba de reflujo y de amina son considerablemente
bajos, con lo cual se tienen ahorros significativos de energía y por ende menores costos de
operación del proceso.

94
RECOMENDACIONES
• Continuar estudiando el proceso de endulzamiento de gas natural con aminas impedidas
estéricamente para crear una base de datos y un programa de simulación propio de la
Universidad del Zulia, que permita relacionar las variables operacionales en cada punto
del proceso.
• Por no disponer en la actualidad de todos los datos técnicos de las aminas impedidas
estéricamente, ya que la mayoría corresponde a procesos patentados, seria conveniente en
el futuro aplicar el procedimiento analítico que ha sido establecido, utilizando datos reales
de algunos procesos o plantas ya instaladas con características similares a la aplicación
que se quiere hacer.
• Según las características que presente el lugar donde se visualice o requiera la instalación
de una planta para un proceso de endulzamiento de gas natural con aminas, o
remodelación de una ya existente; tomar en cuenta el uso de las aminas impedidas
estéricamente en la evaluación económica del proyecto.
• Actualizar la información técnica contenida en la Biblioteca del Postgrado y Hemeroteca
de la Facultad de Ingeniería de la Universidad del Zulia, tales como: Revistas,
documentos de investigación, congresos, reuniones técnicas a nivel mundial respecto al
endulzamiento de gas natural. Con la finalidad de facilitar la creación de bases de datos
actualizadas y disponible a los estudiantes para futuros trabajos.
• Es conveniente tener un procedimiento específico para el cálculo del número de platos y
su eficiencia, tanto para el diseño de absorbedores como para regeneradores en el caso de
procesos de endulzamiento de gas natural con aminas.

95
REFERENCIAS BIBLIOGRÁFICAS
Libros
Arnold, K. and Stewart, M. (1999) Surface Production Operations, Design of Gas-Handling Systems and Facilities, Second Edition, Volume 2, Copyright by Gulf Publishing Company. Texas, U.S.A. Gas Processors Suppliers Association (GPSA). (1998) Engineering Data Book. Eleventh Edition - FPS Version, Volume I & II, Sections 1-26. Copyright © 1998 Gas Processors Association. Gas Processors Suppliers Association (GPSA). (2004) Engineering Data Book. Eleventh Edition - FPS Version, Volume I & II, Sections 1-26. Copyright © 2004 Gas Processors Association. Kohl, A. and Reisenfeld, F. (1985) Gas Purification, Fourth Edition. Copyright by Gulf Publishing Company. Texas, U.S.A. Kumar, S. (1987) Natural Gas Engineering. Gulf Publishing Company. Book Division, Houston, TX, USA.
Maddox, R. and Campbell, J. (1998) Gas Conditioning and Processing, Volume 4: Gas Treating and Liquid Sweetening, Fourth Edition. Publisihed by Campbell Petroleum Series. Oklehoma, U.S.A.
Martínez, M. J. (1995) Endulzamiento del gas natural. Serie Ingeniería de gas, principios y aplicaciones. Ingenieros Consultores, S.R.L. Impreso en los talleres gráficos Germore, C.A. Maracaibo, Venezuela. Perry, R. y Green, D. (2001) Manual del Ingeniero Químico, Séptima Edición (cuarta edición en español), Volumen I al IV. Copyright por McGraw-Hill, Inc. Madrid, España. Uson, R. (1974) Química Universitaria Básica. Reimpresión. Editorial Alhambra, S.A. Madrid, España.
Artículos Chan, C., Maham, Y., Mather, A. E. and Mathonat, C. (2002) Densities and volumetric of the aqueous solutions of 2-amino-2-methyl-1-propanol, n-butyldiethanolamine and n-propylethanolamine at temperatures from 298.15 to 353.15 K. Fluid Phase Equilibria. 198, 239-250. Chiu, L. F., Liu, H. F., Li, M. H. (1999) Heat Capacity of Alkanolamines by Differential Scanning Calorimetry. J. Chem. Eng. Data. 44, 631-636.

96
Crynes, B. L. and Maddox R. N. (1969) How to determine reaction heats from partial-pressure data. December 15, Journal Article, Oil & Gas Journal, 65-67. Goldstein, A. M., Beisner, W. D., Edelman, A. M., Ruziska, P. A. (1984) Hindered amines yield improved gas treating. July 16, Journal Article, Oil & Gas Journal, Vol/Issue: 82:29. Han, K. H. , Lee J. S. and Min, B. M. (2006) Absorption Equilibrium of CO2 in the Sterically Hindered Amine, AMP Aqueous Solution. Korean Chem. Eng. Res. 42, 197-202. Hook, R. J. (1997) An Investigation of Some Sterically Hindered Amines as Potential Carbon Dioxide Scrubbing Compounds. Ind. Eng. Chem. Res. 36, 1779-1790. Mandal, B. P., Biswas, A. K. and Bandyopadhyay, S S. (2004) Selective absorption of H2S from gas streams containing H2S and CO2 into aqueous solutions of N-methyldiethanolamine and 2-amino-2-methyl-1-propanol. Separation and Purification Technology. 25, 191-202. Linden, G. S., and Savage, D. W. (1978) Process for removing acid gases with hindered amines and amino acids. United States Patent No. 4.094.957. June, 13. Linden, G. S., and Corona del Mar, F. L. (1978) Process for removing carbon dioxide containing acidic gases from gaseous mixtures using a basic salt activated with a hindered amine. United States Patent No. 4.112.050. September, 05. Linden, G. S., and Savage, D. W. (1983) Sterically Hindered Amines for CO2 Removal from Gases. Ind. Eng. Chem. Fundam., 22, 239-249. Linden, G. S.; Ho, W.S. and Savage, D. W. (1987) Sterically hindered amines for acid-gas absorption. Sep & Purification Methods. 16, 171-200. Pappa, G. D., Anastasi, Ch., Voutsas E. C. (2006) Measurement and thermodynamic modeling of the phase equilibrium of aqueous 2-amino-2-methyl-1-propanol solutions. Fluid Phase Equilibria. 243, 193-197. Yih, S. M. and Shen, K. P. (1988) Kinetics region of Carbon Dioxide Reaction with Sterically Hindered of 2-amino-2-methyl-1-propanol Aqueous solutions. Ind. Eng. Chem. Res. 27, 2237-2241. Zhang, P., Yao. Shi, Y. and Wei, J. W. (2007) Kinetics region and model for mass transfer in carbon dioxide absorption into aqueous solution of 2-amino-2-methyl-1-propanol. Separation and Purification Technology. 56, 340-347. Trabajos de Grado
Gattuso, Stephen A. (2007) Carbon dioxide capture by tertiary amidine functional adsorbents. Master thesis. University of Pittsburgh, 2007.

97
Paginas Web Enciclopedia libre (2007). [On-line] Wikimedia Foundation, Inc. Disponible en: http://es.wikipedia.org/wiki/Efecto_estérico Fichas internacionales de seguridad química (2007). [On-line]. Disponible en: http://www.mtas.es/insht/ipcsnspn/nspn0285.htm Hoja de datos de seguridad del producto (2007). [On-line]. Disponible en: http://www.jtbaker.com/msds/englishhtml/a4572.htm Hoja de datos de seguridad de la AMP (2007). [On-line]. Disponible en: http://physchem.ox.ac.uk/MSDS/am/2-amino-2-methyl-propanol.html Solventes químicos (2007). [On-line]. Disponible en: http://www.arb.ca.gov/db/solvents/solvent_pages/Nitrogen-HTML/2amino2me1propanol.htm

98
APÉNDICE A
CONSIDERACIONES DE DISEÑO
• Dimensionamiento Apropiado
El dimensionamiento, además de que afecta la tasa de circulación del solvente es importante por los siguientes aspectos: se debe evitar velocidades excesivas, agitación y turbulencia y debe haber espacio adecuado para la liberación del vapor.
• Acondicionamiento del Gas de Entrada
Especialmente es importante la filtración y remoción de líquidos presentes en el gas de entrada; tanto las partículas sólidas como los líquidos presentes en el gas ocasionan problemas en las plantas de aminas. Se deben remover partículas de hasta 5 micrones.
• Selección de Materiales
La mayoría de las plantas de aminas son construidas con aceros inoxidables al carbono pero por las condiciones de corrosión, presión y temperatura a las que tienen que trabajar es muy común operaciones de reposición de piezas o partes por su estado de alteración por corrosión al cabo de tiempos de operación relativamente cortos. Se recomienda el uso de aceros resistentes a la corrosión con espesor de tolerancia para la misma de aproximadamente 1/8 de pulgada para los recipientes y además monitoreo del problema de corrosión.
• Filtrado de la Solución
Es una de las claves más importantes para el funcionamiento adecuado de una planta de aminas. Generalmente los operadores no usan filtros para evitar problemas de taponamiento, pero el hecho de que este se presente es una prueba de la necesidad de filtración. Los filtros remueven partículas de sulfuro de hierro y otros materiales tipo lodo que tratan de depositarse en los sistemas de endulzamiento; si estos materiales no se remueven tienen tendencia a formar espumas y crear problemas de corrosión. Por los filtros se circula entre un 10 y 100% de la solución siendo el promedio entre 20 y 25%; mientras mayor sea el porcentaje filtrado mejor será la calidad de la solución, pero se requiere mayor mantenimiento de los filtros. La caída de presión a través del filtro se toma como referencia para el cambio del mismo. El tamaño de poro del filtro puede variar desde uno hasta micrones dependiendo de las características de las partículas a remover pero una selección de un filtro de 10 micras es típica y parece adecuada.
• Pérdidas y Degradación de las Aminas
Este es un aspecto importante por varias razones, entre ellas: El solvente perdido se debe reemplazar y esto representa una fracción apreciable de los costos de operación. El solvente degradado reduce la cantidad de solvente activo, acelera la corrosión y contribuye a la formación de espumas. Las pérdidas de solvente se pueden reducir usando ”reclaimers” y filtros, instalando despojadores a la salida del absorbedor y el regenerador, teniendo un colchón de gas (Gas Blanketing) en el tanque de abastecimiento del solvente y diseñando adecuadamente los sistemas intercambiadores de calor para reducir el flujo de calor. Si el vapor es el medio de calentamiento no debe estar a temperaturas mayores de 300 °F y 50 Lpcm y cuando es aceite caliente su temperatura no puede ser mayor de 350 °F.

99
• Formación de Espumas
Las espumas pueden reducir la calidad del gas de salida, porque reducen el contacto gas – líquido y ocasionan un arrastre excesivo de aminas. Algunas veces se hace necesario el uso de inhibidores de espumas y es necesario el trabajo en el laboratorio para determinar el tipo de inhibidor y la cantidad del mismo. Algunas veces una pequeña cantidad de inhibidor puede resolver el problema, pero una cantidad mayor del mismo lo puede reiniciar. Cuando se observa una caída de presión alta en el absorbedor se debe realizar una inspección del antiespumante. La formación de espumas se debe intentar controlar con el uso del “reclaimer” y filtración, el uso de inhibidores será un último recurso pues ellos solo controlan el problema no lo resuelven. Una causa de formación de espumas que a menudo no se tiene en cuenta es la condensación de hidrocarburos en el absorbedor, esto se puede controlar manteniendo la temperatura de la solución pobre (la que está entrando al absorbedor) a una temperatura 10-15 °F por encima de la temperatura del gas de entrada y para gases muy agrios se pueden requerir diferencias aún mayores.
• Operación del Regenerador
Temperaturas altas de regeneración mejoran la capacidad de remoción de gases ácidos pero también aumentan las posibilidades de corrosión y de degradación del solvente. Las soluciones de amina pobre deben salir del regenerador a temperaturas no mayores de 260 °F (280 °F para la DGA) y en promedio entre 230 y 250 °F para prevenir la degradación térmica. Cuando se tiene planta recuperadora de azufre la presión del regenerador requerida para forzar el gas a la unidad recuperadora puede resultar en temperaturas más altas. El diseño del rehervidor también involucra consideraciones importantes. Debe haber espacio adecuado entre tubos para permitir la liberación del vapor. Los tubos siempre deben estar cubiertos con algunas pulgadas de líquido y se debe garantizar un flujo estable de calor que no exceda los 12000 BTU/pie2/h.
• Operación del Recuperador “Reclaimer”
La función del reclaimer es reversar las reacciones de degradación de las aminas destilando las aminas recuperables y el vapor de agua y dejando un producto no regenerable, con aspecto de lodo, el cual hay que remover periódicamente. El “reclaimer” maneja entre 1 y 3% de la tasa de circulación del solvente y debe tener orificios de acceso para remover los residuos no regenerables. Algunos “reclaimers” trabajan de forma intermitente, otros de forma continua, algunos al vacío y otros a presiones ligeramente por encima de la presión atmosférica.
• Corrosión
Esta es quizás la principal preocupación en la operación de una planta de endulzamiento y los procedimientos planteados antes para controlar problemas de operación en las plantas de endulzamiento también sirven para controlar la corrosión. Una planta de aminas diseñada adecuadamente debe tener posibilidades de instalación de cupones que permitan monitorear el problema de corrosión. Algunas veces puede ser necesario el uso de inhibidores y en este caso se debe garantizar la compatibilidad del inhibidor con la solución del solvente para evitar problemas de espumas y degradación del solvente.

100
APÉNDICE B
ECUACIONES UTILIZADAS EN EL CAPITULO III Ec. B-1. Flujo volumétrico de gas
( )P
TNCqq g
g *520*..@*696.14
=
Ec. B-2. Peso molecular de la mezcla
∑=
=n
iii MyM
1*
Ec. B-3. Gravedad específica del gas
aire
gg M
M=γ
Ec. B-4. Temperatura seudo-crítica
∑=
=n
iii TcysTc
1*
Ec. B-5. Presión seudo-crítica
∑=
=n
iii PcysPc
1*
Ec. B-6. Moles totales de la mezcla
∑=
=n
iii nyn
1*
Ec. B-7. Ley de Raoul
PyPp ii *=
Ec. B-8. Temperatura de rocío
∑=
=
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎦⎤
⎢⎣⎡
⎟⎠⎞⎜
⎝⎛ −
=n
i i
ig
TrTb
yTr1
11*07.10exp*7.14
Pr*
Ec. B-9. Temperatura seudo-crítica corregida ( ) ξ−= sTcsTc corr
Ec. B-10. Presión seudo-crítica corregida
( ) ( )( )[ ]SHSH
corrcorr yysTc
sTcsPcsPc22
1**
−+=
Ec. B-11. Presión seudo-reducida
( )corrsPcPs =Pr
Ec. B-12. Temperatura seudo-reducida
( )corrsTcTsTr =
Ec. B-13. Densidad del gas a C.O.
TRZMP
g ***
=ρ
Ec. B-14. Factor de normalización
entrada
salida
HCsHCsFn =
Ec. B-15. Temperatura de salida
TTT entsal ∆+=
Ec. B-16. Temperatura promedio
2entsal
promTTT +
=
Ec. B-17. Flujo molar de gas que sale del absorbedor ( ) ( ) ( )
remgaentgsalg nnn −=

101
Ec. B-18. Tasa de gas que sale del absorbedor
( ) 24**Vnnqsalgg =
Ec. B-19. Flujo molar de gas ácido removidos en el absorbedor ( ) ( ) ( )
salgaentgaremg nnn −=
Ec. B-20. Flujo másico de amina requerido
( ) ( )[ ]acsol
AMPGAAMPremgaAMP AMP
Mlbmollbmolnm
−
=**
Ec. B-21. Tasa de circulación de amina
( ) 3600*%50AMP
AMPAMP
Mqρ
=
Ec. B-22. Moles de agua en la amina pobre
[ ]( )OH
AMPacsolOH M
nAMPn2
2
*1 −−=
Ec. B-23. Moles de amina en la solución pobre
( ) ( )GAAMPremgaAMP lbmollbmolnn *=
Ec. B-24. Moles de CO2 en la solución de amina pobre
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛=
AMP
CO
GA
AMPremgaCO lbmol
lbmollbmollbmolnn 2
2**
Ec. B-25. Moles de H2S en la solución de amina pobre
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛=
AMP
SH
GA
AMPremgaSH lbmol
lbmollbmollbmolnn 2
2**
Ec. B-26. Masa total de la mezcla
∑=
=n
iii mym
1*
Ec. B-27. Densidad la mezcla líquida
∑=
=n
iiiy
1
* ρρ
Ec. B-28. Gravedad específica del líquido
OH
ii
2ρργ =
Ec. B-29. Moles de CO2 en la solución de amina rica ( ) ( ) ( )
remCOpobreAMPCOricaAMPCO nnn222
+=−−
Ec. B-30. Moles de H2S en la solución de amina rica ( ) ( ) ( )
remSHpobreAMPSHricaAMPSH nnn222
+=−−
Ec. B-31. Calor específico de la mezcla
∑=
=n
iii CpyCp
1*
Ec. B-32. Calor específico promedio
221 CpCpCpprom
+=
Ec. B-33. Cantidad de calor transferido o removido
TCpnQ ∆= ** Ec. B-34. Ley de Henry
[ ]ieCompopnentHPp ii *=
Ec. B-35. Calor de reacción
⎪⎪
⎭
⎪⎪
⎬
⎫
⎪⎪
⎩
⎪⎪
⎨
⎧
⎟⎟⎠
⎞⎜⎜⎝
⎛−
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎠⎞
⎜⎝⎛=∆
21
1
2
11
*ln*
403953.51
TT
RPpPp
Hr i
i
i

102
Ec. B-36. Cantidad de calor de reacción
iiii HrMnQr ∆= **
Ec. B-37. Cantidad de calor de reacción total
∑=
=n
iiQrQr
1
Ec. B-38. Cantidad de calor total
QQrQT −= Ec. B-39. Cantidad de calor transferido o removido
TCpmQ ∆= ** Ec. B-40. Diferencial de temperatura
12 TTT −=∆ Ec. B-41. Parámetro para determinar el factor F
11
12
tTttP
−−
=
Ec. B-42. Parámetro para determinar el factor F
12
21
ttTTR
−−
=
Ec. B-43. Diferencial de temperatura media logarítmica
⎟⎟⎠
⎞⎜⎜⎝
⎛∆∆∆−∆
==∆
2
1
21log
lnTT
TTLMTDT
Ec. B-44. Diferencial de temperatura media logarítmica corregido
( ) FLMTDCMTDTm *==∆
Ec. B-45. Cantidad de calor transferido o cedido
mTAUQ ∆= **
Ec. B-46. Fracción molar de CO2
( )( ) ( )[ ]
remCOricaAMPCO
remCOCO nn
ny
22
2
2 +=
−
Ec. B-47. Flujo molar del gas cola que sale del regenerador
( )2CO
remgagc y
nn =
Ec. B-48. Moles de agua en el gas de cola que sale del regenerador
( )22
1* COgcOH ynn −=
Ec. B-49. Moles de CO2 en el gas de cola que sale del regenerador ( ) ( )
remCOregsalCO nn22
=−
Ec. B-50. Moles de H2S en el gas de cola que sale del regenerador ( ) ( )
remSHregsalSH nn22
=−
Ec. B-51. Flujo volumétrico de agua que sale del acumulador
36002
22
2 ++
=OH
OHOHOH
Mnq
ρ
Ec. B-52. Relación de reflujo
( )acumsalOH
gcnR
−
=2
ρ
Ec. B-53. Calor de vaporización
HmQvap ∆= *

103
Ec. B-54. Cantidad de calor requerida por el rehervidor
vapregreh QQQrQ ++=
Ec. B-55. Cabezal o carga de la bomba
i
PHγ∆
=*31.2
Ec. B-56. Potencia hidráulica de la bomba
1714* PqHPH i ∆
=
Ec. B-57. Potencia al freno de la bomba
nHPHBPH =
Ec. B-58. Velocidad de partícula
g
gig FactorK
ρρρ
ν−
= **
Ec. B-59. Área disponible
νqA =
Ec. B-60. Área disponible total
8.0AAt =
Ec. B-61. Diámetro del recipiente
1416.3*4 AD =
Ec. B-62. Ecuación de Barton
PyTy
CqB
Ai
gg
**
**
⎟⎟⎠
⎞⎜⎜⎝
⎛=
Ec. B-63. Factor de absorción promedio
( )remgaprom
pobreAMP
nKn
FAP*−=
Ec. B-64. Eficiencia de absorción
( )( )
entga
remga
nn
Ea =
Ec. B-65. Número de platos reales
p
teorireales n
nn cos=
Ec. B-66. Altura del recipiente
( )liquidodeNivelniebla
deExtractorntoEspaciamienh reales
++= *
Ec. B-67. Eficiencia de despojamiento
( )( )
remga
salga
nn
Es =
Ec. B-68. Constante de equilibrio en función de la constante de Henry
PHK =
Ec. B-69. Factor de despojamiento
( )( )entAMP
salga
nnK
St*
=
Ec. B-70. Índice de costo de equipamiento y planta “CEPI”
⎟⎟⎠
⎞⎜⎜⎝
⎛=
2002
200820022008 *
CEPICEPICostoCosto


















