
Diseño de Troqueles y Modelado de Procesos “D troquel ya...
3
“D e haber sabido lo que ahora sabemos hubiésemos diseñado este troquel de una manera diferente”. No importa cuanta experiencia hayamos adquirido de manera individual ni cuantos matriceros experimentados e ingenieros involucremos en el diseño del troquel, tarde o temprano nos encontraremos expresando esas temibles palabras. El éxito ó el fracaso de un proceso de estampado de metales se basa en gran medida en lo apropiado del diseño del troquel. Si una herramienta no es diseñada correctamente, hay muy poco por hacer en el taller para que el troquel corra en una forma confiable y rentable. Erróneamente, muchos troqueles se consideran bien diseñados, si producen repetidamente piezas de acuerdo al plano y a una velocidad de producción predeterminada durante las pruebas. Pero, este enfoque crea dos problemas. Primero, no tiene sentido técnico ni económico evaluar un diseño de troquel ya que éste está terminado, ¿no debería probarse y validarse el diseño del troquel antes de invertir tiempo y dinero en su fabricación?. Segundo, muy a menudo después de iniciada la producción descubrimos que cambios pequeños ⎯ al parecer insignificantes ⎯ en algunas variables del proceso, como propiedades del material, lubricación del troquel, posición del blanco, temperatura ó geometría del troquel pueden llevar a que el proceso se salga de control. Tradicionalmente las prácticas de ingeniería de herramentales permiten cierta libertad de diseño en la fase temprana del proyecto, pero esa libertad disminuye rápidamente a medida que la fase de fabricación y pruebas se acercan. En contraste, como lo ilustra la figura 1, cuando se tiene más libertad de diseño del troquel se tiene muy poco conocimiento de la manufacturabilidad de la pieza (no confundir con experiencia). Sin conocimiento de la influencia de variables como fricción, propiedades Peter Ulintz es Encargado de Ingeniería en Avanzada del Producto para Anchor Manufacturing Group, Inc., en Cleveland, OH. Ha trabajado en la industria de conformado de metales desde 1978, su experiencia previa incluye fabricación de herramientas y troqueles, ingeniería de herramentales, gerencia de ingeniería, planeación avanzada de procesos y desarrollo de producto. UIintz ha sido conferencista de seminarios, simposios y mesas redondas para PMA desde 1996, enfocándose en tecnología de herramentales, embutido profundo, simulación de conformado de metales y solución de problemas de conformado de metales. Sus trabajos técnicos publicados incluyen un método de embutido profundo asistido por computadora y casos de estudio de simulaciones de conformado. Peter Ulintz [email protected] www.toolingbydesign.com Diseño de Troqueles y Modelado de Procesos Herramentales desde el Diseño Por: PETER ULINTZ Concepto de proceso Diseño Fabricación Mayor Menor Conocimiento de manufactura Libertad de diseño Prueba Fig. 1—Prácticas tradicionales de Ingeniería. Libertad de diseño en relación al conocimiento de Manufactura. 38 METALFORMING / Abril 2007 http://mexico.pma.org
Transcript of Diseño de Troqueles y Modelado de Procesos “D troquel ya...
“De haber sabido lo que ahorasabemos hubiésemos diseñadoeste troquel de una manera
diferente”.No importa cuanta experiencia
hayamos adquirido de maneraindividual ni cuantos matricerosexperimentados e ingenierosinvolucremos en el diseño del troquel,tarde o temprano nos encontraremosexpresando esas temibles palabras.
El éxito ó el fracaso de un procesode estampado de metales se basa engran medida en lo apropiado deldiseño del troquel. Si una herramientano es diseñada correctamente, haymuy poco por hacer en el taller paraque el troquel corra en una formaconfiable y rentable. Erróneamente,muchos troqueles se consideran biendiseñados, si producen repetidamentepiezas de acuerdo al plano y a unavelocidad de producciónpredeterminada durante las pruebas.Pero, este enfoque crea dos problemas.Primero, no tiene sentido técnico nieconómico evaluar un diseño de
troquel ya que éste está terminado, ¿nodebería probarse y validarse el diseñodel troquel antes de invertir tiempo ydinero en su fabricación?. Segundo,muy a menudo después de iniciada laproducción descubrimos que cambiospequeños ⎯ al parecer insignificantes⎯ en algunas variables del proceso,como propiedades del material,lubricación del troquel, posición delblanco, temperatura ó geometría deltroquel pueden llevar a que el procesose salga de control.
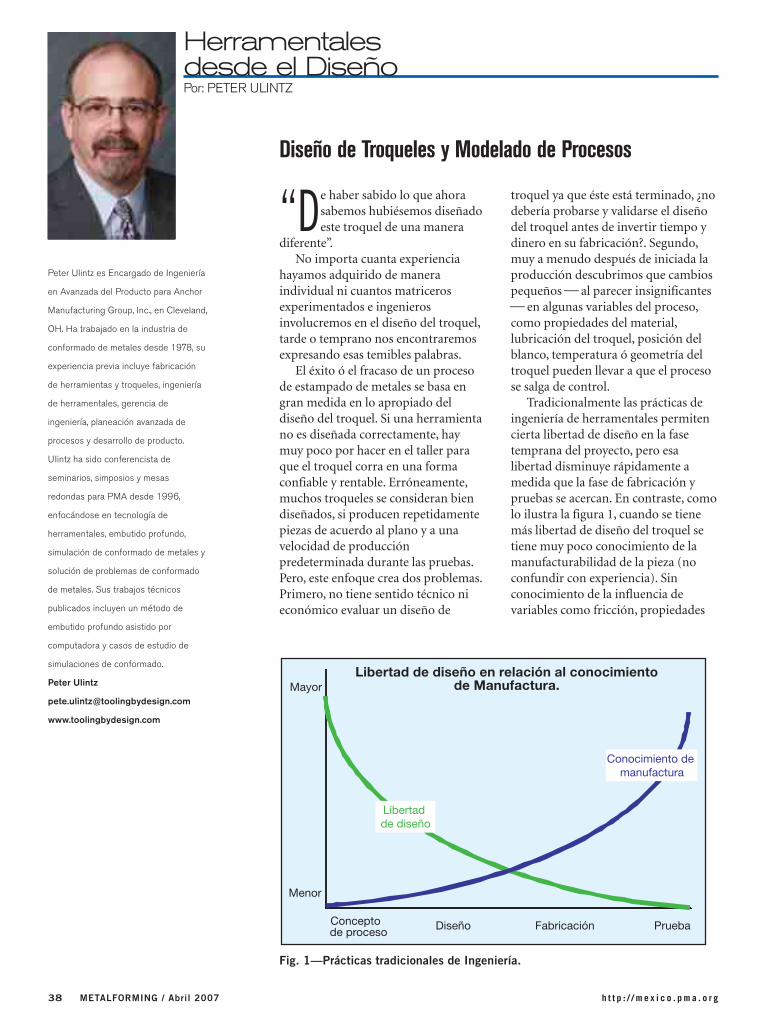
Tradicionalmente las prácticas deingeniería de herramentales permitencierta libertad de diseño en la fasetemprana del proyecto, pero esalibertad disminuye rápidamente amedida que la fase de fabricación ypruebas se acercan. En contraste, comolo ilustra la figura 1, cuando se tienemás libertad de diseño del troquel setiene muy poco conocimiento de lamanufacturabilidad de la pieza (noconfundir con experiencia). Sinconocimiento de la influencia devariables como fricción, propiedades
Peter Ulintz es Encargado de Ingeniería
en Avanzada del Producto para Anchor
Manufacturing Group, Inc., en Cleveland,
OH. Ha trabajado en la industria de
conformado de metales desde 1978, su
experiencia previa incluye fabricación
de herramientas y troqueles, ingeniería
de herramentales, gerencia de
ingeniería, planeación avanzada de
procesos y desarrollo de producto.
UIintz ha sido conferencista de
seminarios, simposios y mesas
redondas para PMA desde 1996,
enfocándose en tecnología de
herramentales, embutido profundo,
simulación de conformado de metales y
solución de problemas de conformado
de metales. Sus trabajos técnicos
publicados incluyen un método de
embutido profundo asistido por
computadora y casos de estudio de
simulaciones de conformado.
Peter Ulintz
www.toolingbydesign.com
Diseño de Troqueles y Modelado de Procesos
Herramentales desde el DiseñoPor: PETER ULINTZ
Conceptode proceso Diseño Fabricación
Mayor
Menor
Conocimiento de manufactura
Libertad de diseño
Prueba
Fig. 1—Prácticas tradicionales de Ingeniería.
Libertad de diseño en relación al conocimiento de Manufactura.
38 METALFORMING / Abril 2007 h t t p : / / m e x i c o . p m a . o r g

Herramentales desde el Diseño
de material y geometría de la pieza detrabajo en la mecánica del proceso, sevuelve imposible diseñar troquelesadecuadamente, mucho menospredecir y prevenir la presencia dedefectos.
Las técnicas de modelado deprocesos hacen accesiblesconocimientos de manufacturabasados en principios científicos en lafase temprana del diseño. Aplicar estosconocimientos basados en principioscientíficos cuando se tiene la mayorlibertad conlleva grandes beneficios,incluyendo reducción de tiempo deentrega (Fig. 2). Por ejemplo, el hechode que un ingeniero de herramentalespueda probar un concepto de procesoen la computadora antes del diseño deltroquel, provee una oportunidad parahacer mejoras al proceso mientras seevalúan variables sensibles al procesocomo son propiedades del material,perfil del blanco, diseño detransportadores, geometría del dado ycondiciones de fricción. Si es necesario,el ingeniero puede seleccionar yevaluar un enfoque de diseñototalmente diferente, debido a que elimpacto en costo y tiempo es mínimoya que no hay una herramienta física.
Las técnicas de modelado delproceso son conocidas comúnmentecomo simulación. Las simulaciones deconformado de metales usan análisisnumérico basado en el método deelemento finito. Este método consisteen tres pasos básicos: preproceso,análisis numérico y obtención deresultados.
El preproceso permite al usuarioimportar un modelo de CAD,usualmente en su formato original yllevar a cabo todo el proceso depreparación requerido para el análisis.El preproceso es el paso másimportante en el modelado del procesoy es que requiere de la mayoría deltiempo del usuario. Una vez que losmodelos de CAD son preparados, seconvierten en una malla de elementofinito. Aún cuando esto pudiera sonar
complicado, la malla es realmenteanáloga a las membranas de hule quesolíamos hacer a partir de los modelosde madera o plástico. Hacíamossuperficies de hule de manera quepudiéramos después aplanarlas ydeterminar la manera como el materialfluiría al momento de formarse. Lamalla de elemento finito puede versecomo una membrana de hule digitalque puede ser manipulada por lacomputadora.
El primer paso del proceso consisteen asegurarse que los modelos de CADson de alta calidad. Todos los modelosdeben tener sus superficies unidascorrectamente sin huecos nigeometrías discontinuas. Los modelosde poca calidad pueden producirresultados erróneos en el análisisdebido a que el programa puedeinterpretar esas superficies comoentidades individuales más que unasuperficie continúa. Todos los agujerosse eliminan del producto, a menos queel proceso de manufactura incluya esosagujeros en el blanco antes de laoperación de formando. Las pestañasque deberán ser formadas enoperaciones posteriores se desdoblande manera que reflejen la forma quetendrán en la primera estación de
formado. Pero no se deje intimidar portodo esto. Los preprocesadores sehacen cargo de muchas de estos pasosautomáticamente y de manera efectivacon un par de clic del ratón de lacomputadora.
Las propiedades del materialtambién se definen durante elpreproceso. Estas propiedades incluyenespesor del material, esfuerzo defluencia, resistencia a la tensión yvalores de n, r y K. Todos losprogramas comerciales de simulaciónde formado de chapa proporcionanestos datos por medio de tablas paramateriales típicos, asumiendo que losmateriales tienen valores típicos.Después de seleccionar un material, elusuario sólo necesita especificar elespesor. Los usuarios avanzadospueden introducir curvas de esfuerzo-deformación obtenidas a partir delmaterial de producción real.
Las condiciones de fricción,usualmente especificadas por medio deun coeficiente, son también necesariaspara el análisis. Todos los programascomerciales de simulación proveencoeficientes de fricciónpredeterminados para cada material enla tabla de materiales del programa. Elusuario puede introducir datos de
Diseño Fabricación
Mayor
Menor
Prueba
Reducciónde tiempo de entrega
Modelado deprocesos
Libertadde diseño
Conceptode proceso
Conocimiento de manufactura
Fig. 2—Aplicación de técnicas de modelado de procesos.
Conocimiento + Libertad de diseño = Reducción de tiempos de entrega
40 METALFORMING / Abril 2007 h t t p : / / m e x i c o . p m a . o r g

fricción derivados de las diferentespruebas del laboratorio, incluyendo laprueba de simulación de frenos paramejorar la exactitud.
Se requieren de algunos otrosparámetros importantes de procesopara el análisis, pero estos sonnormalmente manejadosautomáticamente en el software opueden ser alterados por usuarios deCAE experimentados. Éstos incluyenestablecer condiciones de frontera(dirección del macho, especificarcuales herramientas están fijas, fuerzasde frenado); especificación decondiciones de carga (velocidad delmacho, fuerzas de sujeción de laprensa) y la determinación delcomportamiento de los materiales paradiferentes componentes (lasherramientas son rígidas, el blanco esdeformable).
Los datos finales compilados por elpreprocesador, habiendo consideradolas variables de entrada y las variablesde preproceso descritas anteriormente,
se encuentran listas para ser enviadasal módulo de cálculo. El módulo decálculo lleva a cabo los cálculosnuméricos y proporciona una pruebavirtual para el proceso modelado. Estosresultados pueden ser aceptados o elproceso puede ser modificado connuevos parámetros de entrada hastaestablecer un proceso adecuado. Estotoma usualmente no más de un díapara troqueles progresivos completosy menos de una hora paraherramientas simples de embutido.
De lo contrario, en el procesotradicional se envía al taller un diseñode troquel para su fabricación, eltroquel llega a la fase de pruebas entrecuatro y seis meses después y es en estemomento que se tienen disponibles losresultados del proceso para laherramienta diseñada. Si los resultadosson inferiores a los esperados; entoncesya podremos oír nuevamente esastemibles palabras: “De habersabido…” MF
Herramentales desde el Diseño
40 METALFORMING / Abril 2007 h t t p : / / m e x i c o . p m a . o r g


















