
Diseño de los procesos y procedimientos de aseguramiento...
90
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores Juan A. Gutiérrez Sánchez Página 1 de 90 Equation Chapter 1 Section 1 Proyecto Fin de Carrera Ingeniería de Organización Industrial Autor: Juan A. Gutiérrez Sánchez Tutor: Pedro Moreu de León Dpto. Organización Industrial y Gestión de Empresas I Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, Mayo de 2018
Transcript of Diseño de los procesos y procedimientos de aseguramiento...

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 1 de 90
Equation Chapter 1 Section 1
Proyecto Fin de Carrera
Ingeniería de Organización Industrial
Autor: Juan A. Gutiérrez Sánchez
Tutor: Pedro Moreu de León
Dpto. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Mayo de 2018

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 2 de 90

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 3 de 90
Proyecto Fin de Carrera
Ingeniería de Organización Industrial
Diseño de los procesos y procedimientos de
aseguramiento de la calidad de contadores de
energía eléctrica.
Autor:
Juan A. Gutiérrez Sánchez
Tutor:
Pedro Moreu de León
Dpto. de Organización Industrial y Gestión de Empresas I.
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Mayo de 2018

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 4 de 90
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 5 de 90
INDICE
1. INTRODUCCIÓN Y OBJETO DEL PROYECTO. ............................................. 6
1.1. INTRODUCCIÓN. .............................................................................. 6
1.2. OBJETO DEL PROYECTO ................................................................... 7
1.3. RESUMEN Y ESTRUCTURA DEL DOCUMENTO.................................. 7
2. ALCANCE. ............................................................................................... 8
3. LA EMPRESA. .......................................................................................... 9
4. DESCRIPCIÓN DEL PROCESO. ................................................................. 12
5. PROCEDIMIENTOS. ................................................................................ 13
5.1. PROCEDIMIENTO DE RECEPCIÓN DE CONTADORES NUEVOS ....... 14
5.2. PROCEDIMIENTO PARA EL USO Y CALIBRACIÓN DE PATRONES .... 63
6. CRITERIOS Y REQUISITOS PARA LA IMPLANTACIÓN DE LOS PROCEDIMIENTOS. .................................................................................... 82
6.1. PRINCIPIOS GENERALES. ................................................................ 82
6.2. APLICACIÓN DE LOS PROCEDIMIENTOS. ....................................... 83
7. DISEÑO DE LA AUDITORÍA DEL PROCESO EN PRODUCCIÓN REAL. .......... 85
7.1. ENVÍO Y RESPUESTA DE UN CUESTIONARIO PREVIO. ................... 86
7.2. VISITA A FÁBRICA. ......................................................................... 89
7.3. INFORME DE VISITA A FÁBRICA. .................................................... 89
8. BIBLIOGRAFÍA. ....................................................................................... 90

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 6 de 90
1. Introducción y objeto del proyecto.
1.1. Introducción.
El contador eléctrico es un elemento básico dentro del proceso de las operaciones comerciales de una compañía de distribución de electricidad ya que en base a la medida de estos equipos instalados en la frontera con el cliente, y que mide la energía suministrada a este, se produce la posterior lectura y facturación del consumo.
En primer lugar se produce la facturación del ATR (Acceso a terceros de la red, alquiler de la red de distribución por parte de la distribuidora a cualquier comercializadora que lo solicite a cambio del pago del peaje correspondiente) a las empresas que comercializan la electricidad, y estas posteriormente repercuten este consumo medido en la facturación de sus clientes.
Según la regulación del sector aplicable, en España el responsable de obtener la medida del consumo en el contador del cliente, así como la posterior liquidación de la energía con el Operador del Sistemas Eléctrico Español (Red Eléctrica de España), es la compañía distribuidora correspondiente que opere en la zona geográfica.
Este proyecto aparece como solución al problema de calidad que surge dentro de esta gran empresa de electricidad asociado a la logística particular de los contadores de electricidad y su instalación por parte de empresas externas.
Además se va a implantar en un periodo clave donde se va a producir un cambio importante en la medida con carácter regulatorio. Esto supone un cambio tecnológico en la forma de medir la energía así como en la posterior lectura de los consumos.
Este requerimiento, de carácter regulatorio, va a suponer la instalación de contadores de medida electrónicos con capacidad de lectura remota (Telegestión) en nuevas contrataciones así como la sustitución del parque completo de los contadores ya instalados.
Los contadores eléctricos una vez fabricados y verificados se envían por los Proveedores casi directamente a los distintos instaladores contratistas desde los Almacenes Generales Reguladores de los territorios y de ahí a su instalación sin apenas intervención por parte de la empresa distribuidora propietaria y responsable de los mismos.
Gráfico nº1: Proceso movimiento contadores (Fuente: Interna).

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 7 de 90
Debido a esta forma de operación la empresa distribuidora no tiene una percepción de la calidad real de los millones de equipos que se gestionan a través de este sistema logístico.
1.2. Objeto del proyecto.
El objeto de este proyecto es diseñar los procesos necesarios para asegurar que el contador finalmente instalado al cliente cumple con los estándares de calidad y normas establecidas.
Este objeto se concreta en los siguientes aspectos:
Elaboración de los procedimientos operativos:
Procedimiento de recepción de contadores nuevos.
Procedimiento para el uso y calibración de patrones.
Criterios y requisitos para la implantación de los procedimientos.
Diseño de la auditoría en producción real.
1.3. Resumen y estructura del documento.
En los primeros tres apartados se caracteriza el proyecto, se presenta su alcance y se describe la empresa en la que se lleva a cabo el trabajo.
El apartado 4 presenta el proceso cuya calidad se trata de asegurar mediante los procedimientos diseñados en este proyecto.
Los procedimientos diseñados están descritos en el apartado 5.
En los apartados 6 y 7 se diseñan los aspectos complementarios para la implantación eficaz de los procedimientos descritos en el apartado 5. Se trata de los criterios y requisitos para la implantación de los procedimientos y el diseño de una auditoría de la fabricación real de los contadores.
El documento se complementa con un apartado de reseñas bibliográficas.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 8 de 90
2. Alcance.
Este proyecto, a modo de piloto, se implantará y desarrollará inicialmente en todas las zonas de distribución de energía eléctrica en las que está dividida la empresa ESPANDESA DISTRIBUCION ELÉCTRICA en España.
La empresa gestiona aproximadamente unos 12 millones de puntos de suministro de electricidad en los siguientes comunidades y/o zonas geográficas de España:
Comunidad autónoma de Aragón.
Islas Baleares.
Islas Canarias.
Comunidad autónoma de Cataluña.
Sur (Comunidad autónoma de Andalucía y Badajoz).
Gráfico nº2: Zonas geográficas de distribución eléctrica (Fuente: Interna).
Inicialmente está previsto que este procedimiento se aplique a todos los contadores de todos los fabricantes de equipos de medida o contadores que ESPANDESA DISTRIBUCION ELÉCTRICA adquiera para su instalación en las fronteras de la red de distribución con los clientes.
En función de los resultados que ofrezca este proyecto piloto existe la posibilidad de que se amplíe el alcance operativo y sea de aplicación en el resto de distribuidoras del grupo ITANELSA a nivel internacional y que se convierta en una Policy Global de referencia en el aseguramiento de la calidad de la medida.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 9 de 90
3. La empresa.
La empresa ESPANDESA DISTRIBUCION ELÉCTRICA forma parte del grupo ESPANDESA, grupo líder del sector energético español cuya actividad se centra en el suministro y comercialización de energía eléctrica en distintas comunidades autónomas o zonas de España.
ESPANDESA es una empresa fundada en 1944 que se dedicada al suministro de energía disponiendo de cada una de las líneas o actividades que componen el sector eléctrico;
Generación
Comercialización
Distribución
Además dispone de una serie de servicios transversales o de estructura (RRHH, Comunicación, Auditoría,…) que dan soporte a las tres líneas de negocio principales.
La principal actividad de ESPANDESA DISTRIBUCION ELÉCTRICA es garantizar el suministro de energía eléctrica a cada uno de los más de 12 millones de clientes con los que cuenta en la actualidad distribuidos en cada uno de las 5 zonas geográficas en las que se divide la empresa.
Los contadores a los que aplica este procedimiento miden más de 100 TWh anuales que generan una facturación bruta superior a 6.000 MM€ para la empresa.
Gráfico nº3: Organigrama de primer nivel ESPANDESA (Fuente: Interna).

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 10 de 90
Gráfico nº4: Organigrama de Distribución (Fuente: Interna).
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 11 de 90
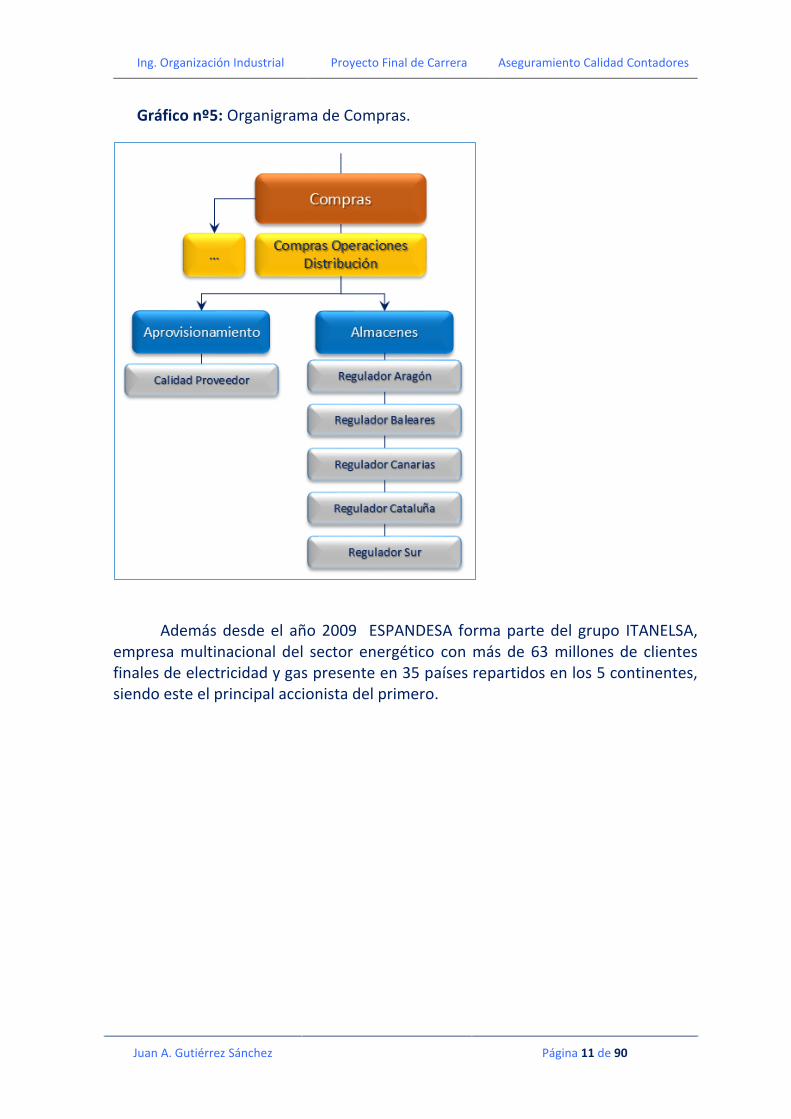
Gráfico nº5: Organigrama de Compras.
Además desde el año 2009 ESPANDESA forma parte del grupo ITANELSA, empresa multinacional del sector energético con más de 63 millones de clientes finales de electricidad y gas presente en 35 países repartidos en los 5 continentes, siendo este el principal accionista del primero.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 12 de 90
4. Descripción del proceso.
En una primera fase, ante una necesidad de compra de contadores por parte de la empresa, es el área de Aprovisionamientos de la dirección estructural de Compras la que se dirige a los fabricantes o proveedores abriendo un proceso de licitación.
Una vez determinadas las cantidades necesarias por parte de la dirección de Operaciones Comerciales tienen lugar los siguientes procesos:
por una parte el Centro Corporativo de Equipos de Medida con el apoyo de Ingeniería de Medida se encarga de determinar los requerimientos técnicos legales, y particulares de ESPANDESA DISTRIBUCION ELÉCTRICA, que deben cumplir los equipos.
a continuación los potenciales proveedores envían sus modelos a Ingeniería de Medida para realizar los correspondientes ensayos a los contadores enviados para proceder a su homologación en base a requerimientos legales y a los propios de ESPANDESA DISTRIBUCION ELÉCTRICA.
en paralelo Calidad de Proveedor de la dirección de Compras realiza la homologación del fabricante en base a sus procedimientos propios.
Una vez Calidad de Proveedor califica al fabricante o proveedor, e Ingeniería da el visto bueno a la homologación de un modelo, el fabricante ya puede entrar a formar parte de un proceso de licitación.
Una vez terminado el proceso de licitación y producida la adjudicación de los modelos de contador a cada proveedor, en base a los procedimientos propios de Compras, es cuando comienza la actividad de suministro de contadores por parte del fabricante o proveedor.
Recibidos los pedidos que realiza cada uno de los Centros de Equipos de Medida territoriales, el proveedor según el procedimiento procede a realizar el envío de los contadores al Almacén Regulador correspondiente al territorio. Se trata de almacenes externos gestionados por Almacenes perteneciente a la dirección de Compras donde se encuentran todo tipo de materiales asociados a la actividad de distribución de la compañía.
Estos equipos recibidos y almacenados temporalmente en estos almacenes son enviados posteriormente a los distintos Puntos de Asistencia subcontratados para, entre otras funciones, la instalación de los mismos en las fronteras de la red de distribución con los clientes.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 13 de 90
Hasta el momento de entrada en vigor de estos procedimientos un contador era fabricado y terminaba instalado en la frontera de un cliente sin la intervención de ESPANDESA DISTRIBUCION ELÉCTRICA en todo el proceso y es precisamente esto lo que se trata de evitar.
5. Procedimientos.
Con el objeto de complementar el sistema de gestión de la calidad, base de este proyecto, se desarrollan los siguientes procedimientos operativos:
a) Procedimiento de ensayo de recepción de contadores nuevos.
b) Procedimiento para el uso y calibración de patrones.
Estos procedimientos se desarrollan a continuación.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 14 de 90
5.1. PROCEDIMIENTO DE RECEPCIÓN DE CONTADORES NUEVOS
INDICE
1. OBJETO Y ALCANCE.
2. ÁMBITO DE RESPONSABILIDADES.
3. DOCUMENTACIÓN DE REFERENCIA.
4. DEFINICIONES.
5. TAREAS.
5.1. Aviso de recepción.
5.2. Selección de las muestras.
5.3. Ensayos de recepción. Criterios de aceptación / rechazo de contadores.
5.4. Plan de muestreo y criterio de aceptación/rechazo de lotes.
5.5. Actuación tras la realización de los ensayos.
5.5.1. Actuación después de aplicar los criterios de aceptación/rechazo de lotes.
5.5.1.1. No existe incidencia.
5.5.1.2. Se detecta incidencia.
ANEXO 1: Ensayos de recepción de contadores eléctricos de inducción o estáticos.
ANEXO 2: Ficheros de registro de los resultados de los ensayos.
ANEXO 3: Instrucciones de cumplimentación de las hojas de ensayo.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 15 de 90
1. OBJETO Y ALCANCE.
Este procedimiento tiene por objeto definir las tareas necesarias, establecer los criterios aplicables y asignar las responsabilidades en el proceso de comprobar el grado de cumplimiento de las especificaciones que sean de aplicación, referente a los ensayos de control de calidad de recepción de nuevos contadores propiedad de ESPANDESA DISTRIBUCION ELÉCTRICA, de inducción o estáticos, directos e indirectos, de baja y alta tensión con clases de precisión 0,2S, 0,5S, 1 y 2 y pertenecientes a lotes fabricados en series continuas.
Es de aplicación en todos los territorios o áreas geográficas donde la empresa ESPANDESA DISTRIBUCION ELÉCTRICA suministra energía eléctrica en el territorio español.
Las actividades descritas en este procedimiento suponen una comprobación adicional a las que realiza el área de Calidad de Proveedor.
Contempla desde la elección de la muestra a ensayar hasta la autorización de salida de los contadores de los Almacenes Generales Reguladores.
2. ÁMBITO DE RESPONSABILIDADES.
Almacenes Generales Reguladores territoriales.
Centros de Equipos de Medida territoriales.
Centro Corporativo de Equipos de Medida.
Ingeniería de Medida.
Calidad de Proveedor.
3. DOCUMENTACIÓN DE REFERENCIA.
RD 875/1984 para aprobación de modelos y verificación primitiva y modificación BOE 22/10/84.
RD 1616/1985 por el que se establece el control metrológico que realiza la Administración.
Orden ministerial 1100/2002 de 8 de mayo sobre control metrológico del Estado sobre contadores eléctricos de energía activa, directos, de inducción, clase 2.
Orden ministerial de 18 de febrero de 2000 por la que se regula el control metrológico del Estado sobre los contadores estáticos de energía activa de clases 1 y 2.
UNE –EN 60514 Control de aceptación de los contadores de corriente alterna clase 2.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 16 de 90
UNE –EN 61358 Control de aceptación de los contadores estáticos de energía activa ara corriente alterna y conexión directa (clases 1 y 2).
UNE 60687 Contadores estáticos de energía activa (clases 0,2S y 0,5S).
UNE 61036 Contadores estáticos de energía activa para corriente alterna (clases 1 y 2).
UNE 60521 Contadores de inducción de energía activa (clases 0,5, 1 y 2).
NNL001 Contadores de inducción de energía activa clase 2 y reactiva clase 3 para la medida en baja tensión.
NNL001-M Contadores de inducción de energía activa clase 2 para la medida en baja tensión.
NNL003 Equipos de medida para clientes de baja tensión.
GE NNL004 Contadores estáticos multifunción.
NNL009 Contadores monofásicos estáticos de energía activa clase 2 para medida en baja tensión.
RU 4401: Aplicación del código de barras a la codificación de los contadores de energía eléctrica.
4. DEFINICIONES.
Lote: Cantidad determinada de contadores del mismo tipo, tensión, capacidad nominal de intensidad, suministrados por un mismo proveedor y fabricados y producidos en condiciones uniformes.
Tamaño del lote: Número N de contadores que conforman el lote de contadores recibidos.
Muestra: Conjunto de contadores tomados al azar de un lote.
Tamaño de la muestra: Número n de contadores de la muestra.
Control por muestreo: Control de un número limitado de contadores tomados al azar del lote de acuerdo con un plan de muestreo determinado.
Plan de muestreo: Plan según el cual se toman muestras para conseguir información y eventualmente adoptar una decisión.
Características de calidad: Propiedad de un contador (por ejemplo, arranque, error de precisión, etc.) que contribuye a la calidad y que sirve para distinguir los contadores de un lote determinado. La diferenciación puede ser bien cuantitativa (por variables), bien cualitativa (por atributos).
Si la característica fuera mensurable su valor para un determinado contador se indica por Xi.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 17 de 90
Defecto: No conformidad de un contador con las prescripciones impuestas a una característica.
Incidencia: Cualquier no conformidad con las especificaciones de los ensayos a realizar en cada caso.
Contador defectuoso: Contador que tiene uno o más defectos.
Control por atributos: Control por el cual se evalúan ciertas características de los contadores de la muestra, se clasifican como conformes o no con las prescripciones, se cuenta el número de contadores defectuosos y se emplea como base para el juicio del lote.
Criterio de aceptación: Número máximo de defectos admisibles en la muestra controlada por atributos.
Nivel de calidad aceptable: Para una característica dada, el porcentaje máximo de contadores defectuosos dentro de un lote que, para el control por muestreo, puede considerarse satisfactorio como calidad media de una fabricación.
Nivel de inspección: Característica de un plan de muestreo elegida a priori y que relaciona el tamaño de la muestra con el tamaño del lote.
5. TAREAS.
5.1. Aviso de recepción.
ACCIONES
El Almacén General del territorio correspondiente, tras recibir y en sus instalaciones los contadores entregados por parte del proveedor, remitirá copia del albarán vía correo electrónico al buzón correspondiente del Centro de Equipos de Medida del propio territorio.
5.2. Selección de la muestra.
ACCIONES
El Centro de Equipos de Medida seleccionará el tamaño de la muestra según indica este procedimiento e informará y coordinará con el Almacén General su selección y envío a los laboratorios.
Es muy importante que mientras se produce la recepción de los contadores el resto de contadores que conforman del lote y no forman parte de la muestra quedan retenidos en el Almacén General hasta ver el resultado de los ensayos a realizar.
CRITERIOS
La muestra se seleccionará conforme al plan de muestreo establecido en el apartado 5.4 de este procedimiento.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 18 de 90
Por tratarse de un método estadístico los contadores de la muestra se obtendrán seleccionando de forma totalmente aleatoria entre todos los números de serie que conforman el lote a ensayar.
5.3. Ensayos de recepción y criterios de aceptación/rechazo de contadores.
ACCIONES
El Centro de Equipos de Medida, una vez recibidos los contadores que forman parte de la muestra, realizará los ensayos de recepción a cada uno de estos contadores seleccionados aplicando, según los resultados obtenidos, los criterios de aceptación/rechazo de contadores.
CRITERIOS
Se efectuarán los ensayos de los contadores según lo especificado en el Anexo 1 de este documento y se aplicarán los siguientes criterios de aceptación/rechazo:

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 19 de 90
Criterios de aceptación / rechazo de contadores.
1. Control visual.
Ensayo (comprobar) Criterio
Estado del embalaje No provoca rechazo
Coincidencia entre datos del embalaje y del contador/es que contiene
No provoca rechazo
Estado de la envolvente y caja de bornes Provoca rechazo
Estado del integrador/display Provoca rechazo
Estado del etiquetado y precintos oficiales Provoca rechazo
Colocación de la carátula Provoca rechazo
Estado del esquema y marcas de los bornes No provoca rechazo
Presencia de todas las inscripciones reglamentarias de la placa de características
Provoca rechazo
Código de barras según UNESA RU 4401 en vigor o equivalente
Provoca rechazo
2. Tornillería.
Ensayo (comprobar) Criterio
Falta tornillo Provoca rechazo
Tornillo no adecuado Provoca rechazo
Los puentes externos no están cerrados y apretados Provoca rechazo
Los tornillos de intensidad no llegan al fondo del borne Provoca rechazo
Incorrecto par de apriete de los tornillos del puente de tensión
No provoca rechazo
Tornillos o tuercas dañadas Provoca rechazo
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 20 de 90
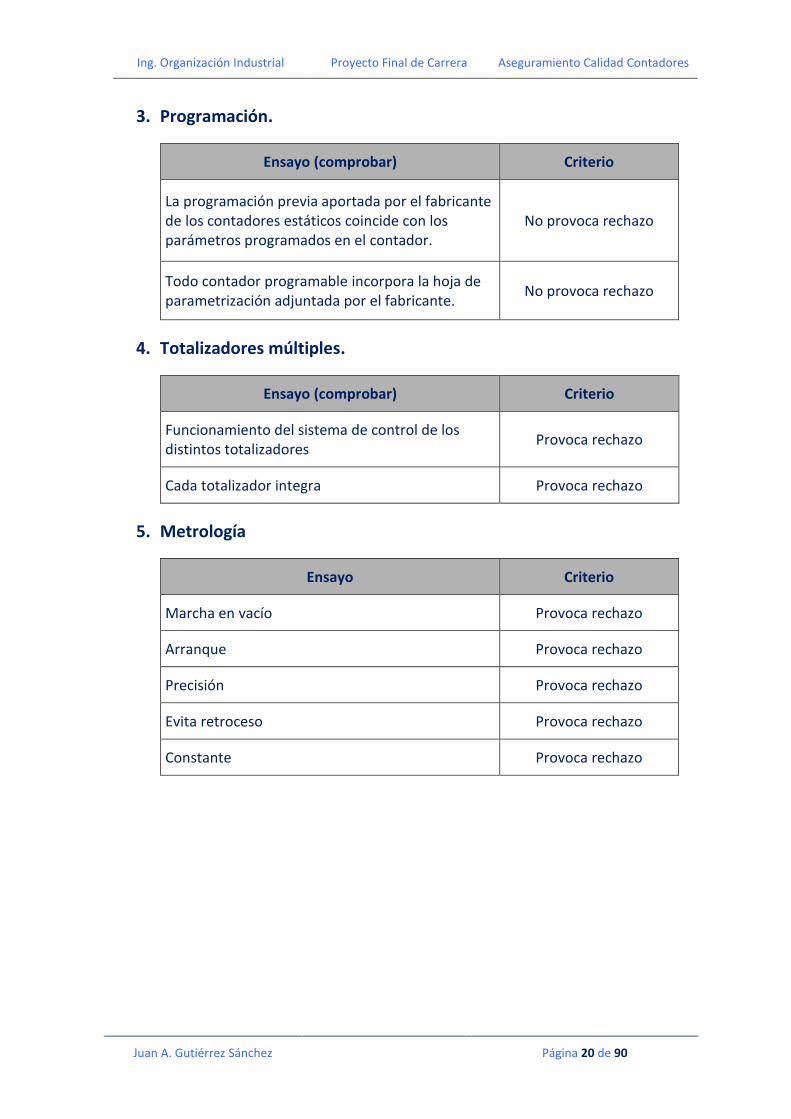
3. Programación.
Ensayo (comprobar) Criterio
La programación previa aportada por el fabricante de los contadores estáticos coincide con los parámetros programados en el contador.
No provoca rechazo
Todo contador programable incorpora la hoja de parametrización adjuntada por el fabricante.
No provoca rechazo
4. Totalizadores múltiples.
Ensayo (comprobar) Criterio
Funcionamiento del sistema de control de los distintos totalizadores
Provoca rechazo
Cada totalizador integra Provoca rechazo
5. Metrología
Ensayo Criterio
Marcha en vacío Provoca rechazo
Arranque Provoca rechazo
Precisión Provoca rechazo
Evita retroceso Provoca rechazo
Constante Provoca rechazo

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 21 de 90
Provoca rechazo: aquellos defectos que no son conformes con las normativas reglamentarias o de ESPANDESA DISTRIBUCION ELÉCTRICA y que pueden dar lugar a un mal funcionamiento del contador.
No provoca rechazo: aquellos defectos que no siendo conformes con las normativas reglamentarias o de ESPANDESA DISTRIBUCION ELÉCTRICA no dan lugar a un mal funcionamiento del contador.
Según la reiteración y la inmediatez en la corrección por parte del proveedor podrá considerarse como que provoca rechazo.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 22 de 90
5.4. Plan de muestreo y criterio de aceptación/rechazo de lotes.
CRITERIOS
Se decide realizar un plan de muestreo por atributos basándonos en la norma UNE 66020-1:2001 (ISO 2859-1:1999) a su vez está basada en la Norma MIL STD 105.
La dirección de ESPANDESA DISTRIBUCION ELÉCTRICA conjuntamente con el Centro Corporativo de Equipos e Ingeniería de Medida deciden establecer un Nivel de Calidad Aceptable (NCA ó AQL) igual a 0,1 para todos los ensayos especificados en el apartado 5.3.
Se trata de un nivel de calidad bastante exigente ya que, dado el tamaño de los lotes previstos vamos a recibir tendremos un número de muestras tal que tan solo con un fallo provocaría el rechazo del lote.
Este Nivel de Calidad Aceptable de 0,1 deberá incluirse como especificación de producto en los contratos con los proveedores dentro de las condiciones de licitación de compra de contadores.
La especificación de un determinado NCA no implica que el proveedor tenga el derecho a suministrar conscientemente unidades defectuosas.
El plan de muestreo establecido será el simple en inspección general (II) dentro del nivel de inspección general descartando la inspección especial.
Tabla 1: Código del tamaño de la muestra según UNE 66020-1.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 23 de 90
Tabla 2: Tabla general inspección normal. Aceptación/Rechazo según NCA.
A efectos de las tomas de muestras incluidas en este procedimiento se corresponderán los lotes con las entregas en Almacén General, inspeccionándose a criterio del Centro de Equipos de Medida unos lotes y descartándose otros.
El total de contadores inspeccionados se contabilizará con los lotes representados por las muestras ensayadas, no incluyendo los correspondientes a muestras no ensayadas.
En función de los resultados de los ensayos de recepción realizados conforme se indica en el apartado 5.3, el Centro de Equipos de Medida aplicará los criterios de aceptación / rechazo del lote según lo establecido en estas tablas.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 24 de 90
Tabla 3: Plan de muestreo y criterios de aceptación/rechazo por atributos para NCA = 0,1. Tamaños de lote más habituales según histórico de pedidos.
tamaño del lote
151 – 280 (G) 281 - 500 (H) 501- 501 (J)
Inspección n= c= d n= c= d n= c= d
Control visual 32 0 1 50 0 1 80 0 1
Marcha en vacío 32 0 1 50 0 1 80 0 1
Prueba antirretroceso 32 0 1 50 0 1 80 0 1
Arranque 32 0 1 50 0 1 80 0 1
Precisión 32 0 1 50 0 1 80 0 1
Constante del contador 32 0 1 50 0 1 80 0 1
Comprobación multitarifa 32 0 1 50 0 1 80 0 1
Tornillos puente de tensión 32 0 1 50 0 1 80 0 1
Donde:
n = tamaño o número de contadores de la muestra.
c = criterio de aceptación (número de contadores defectuosos para ser aceptado el
lote).
d = criterio de rechazo (número de contadores defectuosos para ser rechazado el lote).

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 25 de 90
5.5. Actuación tras la realización de los ensayos.
5.5.1. Registro y envío de datos.
ACCIONES
Será responsabilidad del correspondiente Centro de Equipos de Medida territorial:
Registrar cada uno de los ensayos realizados en la correspondiente “Hoja de control” con los resultados de la muestra y datos del lote. Los datos de ensayos realizados se archivarán por un periodo no inferior a 3 años.
Enviar por correo electrónico, con periodicidad mensual, al Centro Corporativo de Equipos de Medida (buzón de correos) el fichero “Resumen de ensayos y datos del lote”
Enviar al Centro Corporativo de Equipos de Medida el fichero de la “Hoja de control” con los resultados de la muestra y datos del lote de cualquier ensayo, previa solicitud a través de su correspondiente código.
CRITERIOS
Los formatos de los ficheros de ensayos de control de resultados:
Hoja de control
Resumen de ensayos y datos del lote aaaa-mm
serán los especificados en el Anexo 2 de este documento.
5.5.2. Actuación después de aplicar los criterios de aceptación/rechazo de lotes.
Si tras efectuar los ensayos y aplicar los criterios de aceptación:
5.5.2.1. No existe incidencia.
En el caso de que no se observe ningún incumplimiento en ninguno de los ensayos realizados en todos los contadores de la muestra:
El Centro de Equipos de Medida actuará conforme al apartado 5.5.1 de este documento devolviendo las muestras ensayadas al Almacén General.
EL Almacén General reorganizará el lote ensayado y aceptado y este continuará con el procedimiento normal y será enviado al correspondiente Punto de Asistencia para ser instalado.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 26 de 90
5.5.2.2. Se detecta incidencia.
Pueden producirse dos situaciones:
a) Incidencias que no produzcan rechazo del lote:
El responsable del Centro de Equipos de Medida territorial:
o Informará a la mayor brevedad posible al Centro Corporativo de Equipos de Medida acompañando siempre la comunicación con el fichero con la identificación del lote/muestras y los resultados.
o Retendrá las unidades defectuosas en el laboratorio hasta que se definan las medidas a tomar.
o Devolverá al Almacén el resto de muestras ensayadas sin incidencia.
o Informará al Almacén General que el resto de contadores del lote quedan, junto a las muestras ensayadas sin incidencias, disponibles para ser enviados a los Puntos de Asistencia.
b) Incidencias que produzcan rechazo del lote:
El responsable del Centro de Equipos de Medida territorial:
o De forma inmediata coordinará con su Almacén General el bloqueo inmediato del resto de contadores del lote del que forma parte la muestra rechazada.
o En paralelo informará al Centro Corporativo de Equipos de Medida e Ingeniería de Medida acompañando siempre la comunicación con el fichero con la identificación del lote/muestras y los resultados.
Será responsabilidad del Centro Corporativo de Equipos de Medida coordinar y proponer con las áreas afectadas y en el menor plazo posible las medidas a tomar cuando exista el rechazo de un lote. En el caso de incidencias puntuales que no provoquen rechazo, conjuntamente con Centro de Equipos de Medida, propondrá actuaciones e informará al resto de áreas de las medidas propuestas.
Un lote que no haya sido aceptado mediante el plan de muestreo no podrá ser presentado de nuevo a la inspección ni total ni parcialmente sin la autorización expresa de ESPANDESA DISTRIBUCION ELÉCTRICA.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 27 de 90
ANEXO 1 Ensayos de recepción de contadores eléctricos de inducción o estáticos.
1. Orden de los ensayos.
El programa de ensayos se realizará, según proceda, en el siguiente orden:
1) Control visual.
2) Previo a la verificación.
a) Tornillería.
b) Programación.
c) Alimentación.
d) Calentamiento.
e) Totalizadores múltiples.
3) Ensayo de marcha en vacío.
4) Ensayo de arranque.
5) Comprobación constante del contador.
6) Sistema antiretroceso.
7) Ensayos de precisión.
2. Ensayos a realizar.
2.1. Control visual.
Los controles deben efectuarse en cada contador, con su tapa cerrada y sin manipular los precintos oficiales, confirmando que cumplen con lo especificado en la normativa correspondiente al tipo de contador. Para ello se comprobará en la recepción:
El embalaje debe estar en perfectas condiciones.
Los datos que aparecen en el embalaje de cada contador deben coincidir con los contadores que contienen.
Buen estado aparente de la envolvente y de la caja de bornes.
Buen estado aparente del display o del integrador de rodillo según proceda.
Buen estado de etiquetado y precintos oficiales.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 28 de 90
Correcta colocación de la carátula.
Buen estado del esquema de conexiones y marcas de los bornes.
Presencia de todas las inscripciones de la placa de características.
Código de barras según RU 4401 en vigor o equivalente.
2.2. Previo a la verificación.
2.2.1. Tornillería.
Para comprobar el estado de la tornillería se debe seguir el siguiente proceso:
1º) Inspección visual del estado de los tornillos en general:
Que no falte ninguno.
Que el tornillo sea el adecuado.
En caso de puentes externos, estos deben estar apretados y con el puente cerrado.
Comprobación de que los tornillos de los circuitos de intensidad llegan hasta el final.
2º) En el caso de puentes externos se debe comprobar que el par de desapriete es el adecuado. Para ello, con la ayuda de un destornillador adecuado, se aflojarán los tornillos comprobando que no hay problemas en la rosca ni en el propio tornillo.
2.2.2. Programación.
En contadores estáticos se debe comprobar que la programación aportada por el fabricante coincide con los parámetros programados en el contador.
Todo contador programable debe incorporar las hojas de parametrización adjuntadas por el fabricante.
2.2.3. Alimentación.
En contadores estáticos trifásicos se debe dar tensión a las tres fases y comprobar que con el cable de neutro desconectado el display se enciende y el contador funciona correctamente. Para ello se realizará una prueba de error consistente en el ensayo de In resultando el error comprendido dentro de los márgenes establecidos para cada tipo de contador. Esta prueba se realizará previamente a las pruebas de errores.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 29 de 90
2.2.4. Calentamiento.
Esta prueba sólo se realizará para contadores eléctricos de inducción. Una vez seleccionados los contadores a ensayar se les realiza el calentamiento consistente en:
Alimentación a tensión nominal.
Intensidad 0.1% Ib y cos = 1.
Temperatura ambiente 23º C 2º C.
Duración 30 minutos.
2.2.5. Totalizadores múltiples.
En los contadores eléctricos de inducción se debe comprobar el funcionamiento del sistema de accionamiento (relé) de control de los distintos totalizadores y comprobar que todos registran correctamente la energía consumida. Debe marcar como mínimo un registro de 1 kWh en cada totalizador.
2.3. Ensayo de marcha en vacío.
2.3.1. Contadores estáticos de clase 0.2S y 0.5S (según UNE 60687).
Cuando se aplique la tensión sin que circule intensidad por el circuito de intensidad no debe aparecer en la salida de control más de un impulso de salida. Para este ensayo el circuito de intensidad debe estar abierto y se aplicará una tensión del 115% de la tensión de referencia sobre el circuito de tensión.
La duración del ensayo será 20 veces mayor que el tiempo entre dos impulsos cuando se aplica la intensidad de arranque al contador.
2.3.2. Contadores estáticos de clase 1 y 2 (según UNE-EN 61036).
El circuito de intensidad debe estar abierto y se aplicará una tensión del 115% de la tensión de referencia sobre el circuito de tensión.
La duración mínima del ensayo t será:
t ____600 · 106 mín. para contadores de clase 1
k · m · Un · Imáx
t ____480 · 106 mín. para contadores de clase 2
k · m · Un · Imáx

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 30 de 90
donde:
k = Nº de impulsos.
m = Nº de elementos de medida.
Un = Tensión referencia en voltios.
Imáx = Intensidad máxima en amperios.
Durante este ensayo la salida de control del contador no deberá emitir más de un impulso.
2.3.3. Contadores eléctricos de inducción clase 2 (según RD.875/1984).
Para la verificación del correcto funcionamiento del contador en su marcha en vacío se realizará la siguiente prueba:
Estando el contador sin corriente en los circuitos de intensidad, el rotor no debe dar una vuelta completa para un valor de la tensión comprendido entre el 80 y el 110 por ciento de la tensión de referencia. El rotor puede girar ligeramente pero en ningún caso puede efectuar una revolución. Cuando el integrador sea de rodillos es válido para un sólo rodillo en movimiento.
2.4. Ensayo de arranque.
Condiciones previas para contadores estáticos:
Alimentar el contador con tensión Vn e intensidad In, comprobar la emisión de varios impulsos y, a continuación, poner nuevamente I = 0. A partir de aquí poner Iarranque y esperar un tiempo t que debe ser menos de 20 veces el tiempo entre dos pulsos para clase 0.2S y 0.5S; y ∆t para clase 1 y 2, según lo indicado en el punto anterior.
2.4.1. Contadores estáticos de clase 0,2S y 0,5S (según UNE 60687).
El contador debe arrancar y seguir registrando de forma continua con la intensidad de 0,001 In y con el factor de potencia igual a la unidad. En el caso de que el contador esté previsto para la medida de energía en ambas direcciones este ensayo debe aplicarse en cada una de ellas.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 31 de 90
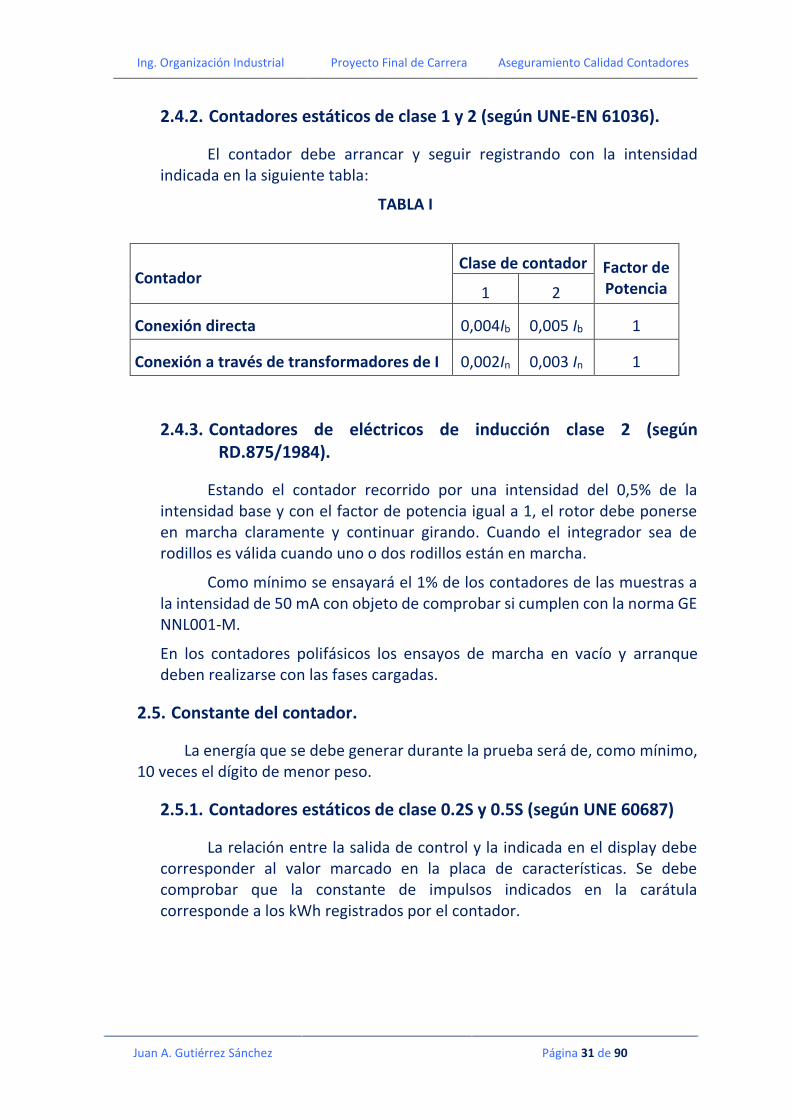
2.4.2. Contadores estáticos de clase 1 y 2 (según UNE-EN 61036).
El contador debe arrancar y seguir registrando con la intensidad indicada en la siguiente tabla:
TABLA I
Contador Clase de contador Factor de
Potencia 1 2
Conexión directa 0,004Ib 0,005 Ib 1
Conexión a través de transformadores de I 0,002In 0,003 In 1
2.4.3. Contadores de eléctricos de inducción clase 2 (según RD.875/1984).
Estando el contador recorrido por una intensidad del 0,5% de la intensidad base y con el factor de potencia igual a 1, el rotor debe ponerse en marcha claramente y continuar girando. Cuando el integrador sea de rodillos es válida cuando uno o dos rodillos están en marcha.
Como mínimo se ensayará el 1% de los contadores de las muestras a la intensidad de 50 mA con objeto de comprobar si cumplen con la norma GE NNL001-M.
En los contadores polifásicos los ensayos de marcha en vacío y arranque deben realizarse con las fases cargadas.
2.5. Constante del contador.
La energía que se debe generar durante la prueba será de, como mínimo, 10 veces el dígito de menor peso.
2.5.1. Contadores estáticos de clase 0.2S y 0.5S (según UNE 60687)
La relación entre la salida de control y la indicada en el display debe corresponder al valor marcado en la placa de características. Se debe comprobar que la constante de impulsos indicados en la carátula corresponde a los kWh registrados por el contador.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 32 de 90
2.5.2. Contadores estáticos de clase 1 y 2 (según UNE-EN 61036)
Se comprobará que la relación entre la información suministrada por la salida de control y la indicada en el display corresponde a los datos que figuran en la placa de características.
2.5.3. Contadores eléctricos de inducción de clase 2 (según RD. 875/1984)
Debe verificarse que la relación entre el número de vueltas del rotor y las indicaciones del integrador o integradores es correcta.
2.6. Sistema antirretroceso.
2.6.1. Contadores estáticos clases 1 o 2 para suministros tipo 5:
Se debe comprobar que con el circuito de intensidad desplazado 180º con respecto a la tensión el contador registra la energía en el totalizador igual que si estuviera con desfase 0º (GE NNL009).
2.6.2. Contadores eléctricos de inducción clase 2 (según RD.875/1984):
Se debe comprobar que con el circuito de intensidad desplazado 180º con respecto a la tensión el disco gira en sentido contrario hasta que se bloquee sin llegar a dar una vuelta completa.
2.7. Ensayos de precisión
Los ensayos de precisión deberán efectuarse para la tensión de referencia y con los valores de intensidad y factores de potencias indicados en las correspondientes tablas.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 33 de 90
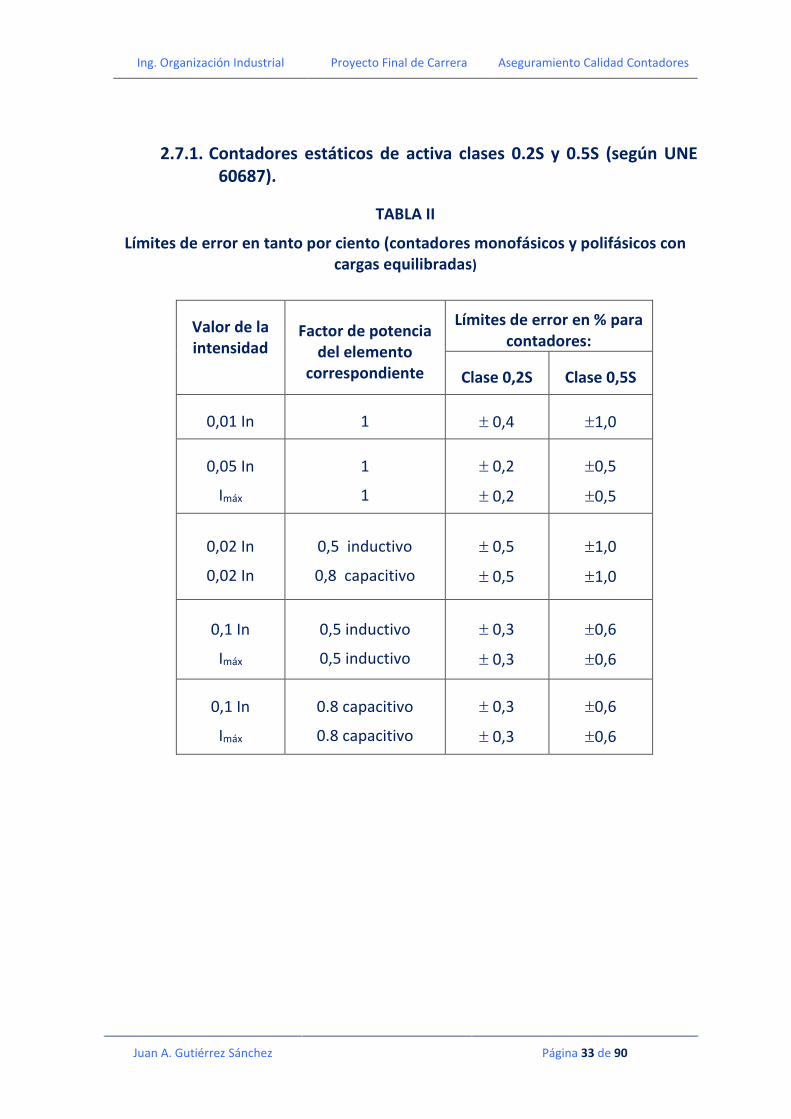
2.7.1. Contadores estáticos de activa clases 0.2S y 0.5S (según UNE 60687).
TABLA II
Límites de error en tanto por ciento (contadores monofásicos y polifásicos con cargas equilibradas)
Valor de la intensidad
Factor de potencia del elemento
correspondiente
Límites de error en % para contadores:
Clase 0,2S Clase 0,5S
0,01 In 1 0,4 1,0
0,05 In
Imáx
1
1
0,2
0,2
0,5
0,5
0,02 In
0,02 In
0,5 inductivo
0,8 capacitivo
0,5
0,5
1,0
1,0
0,1 In
Imáx
0,5 inductivo
0,5 inductivo
0,3
0,3
0,6
0,6
0,1 In
Imáx
0.8 capacitivo
0.8 capacitivo
0,3
0,3
0,6
0,6

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 34 de 90
TABLA III
Límite de error en tanto por ciento (contadores polifásicos con cargas monofásicas pero con tensiones polifásicas equilibradas aplicadas a circuitos de
tensión)
Valor de la intensidad
Factor de potencia del elemento
correspondiente
Límites de error en % para contadores:
Clase 0,2S Clase 0,5S
0,05 In 1 0,3 0,6
0,1 In
Imáx
0,5 inductivo
0,5 inductivo
0,4
0,4
1,0
1,0
A la intensidad asignada y, con un factor de potencia igual a 1, la diferencia entre el error del contador con una sola carga monofásica y el error del contador con cargas polifásicas equilibradas no debe exceder del 0,4% y 1% para contadores de clase 0,2S y 0,5S respectivamente.
2.7.2. Contadores estáticos de activa clase 1 y 2.
a) Verificación primitiva (según OM 18/2/2000).
TABLA IV
Conexión directa
Conexión a trafos
Factor de
potencia
Nº de fases Para polifásico,
equilibrado o no
Error máx.
Clase 1 Clase 2
0.05 Ib
Ib
Ib
Ib
Imáx
0.02In
In
In
In
Imáx
1
1
0.5 ind
1
1
Mono y Polifásico
Mono y Polifásico
Mono y Polifásico
Polifásico
Mono y Polifásico
Equilibrado
Equilibrado
Equilibrado
3 fases, fase a fase
Equilibrado
±2,5
±1,5
±2,0
±2,5
±1,5
±3,5
±2,5
±3,0
±3,5
±2,5
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 35 de 90
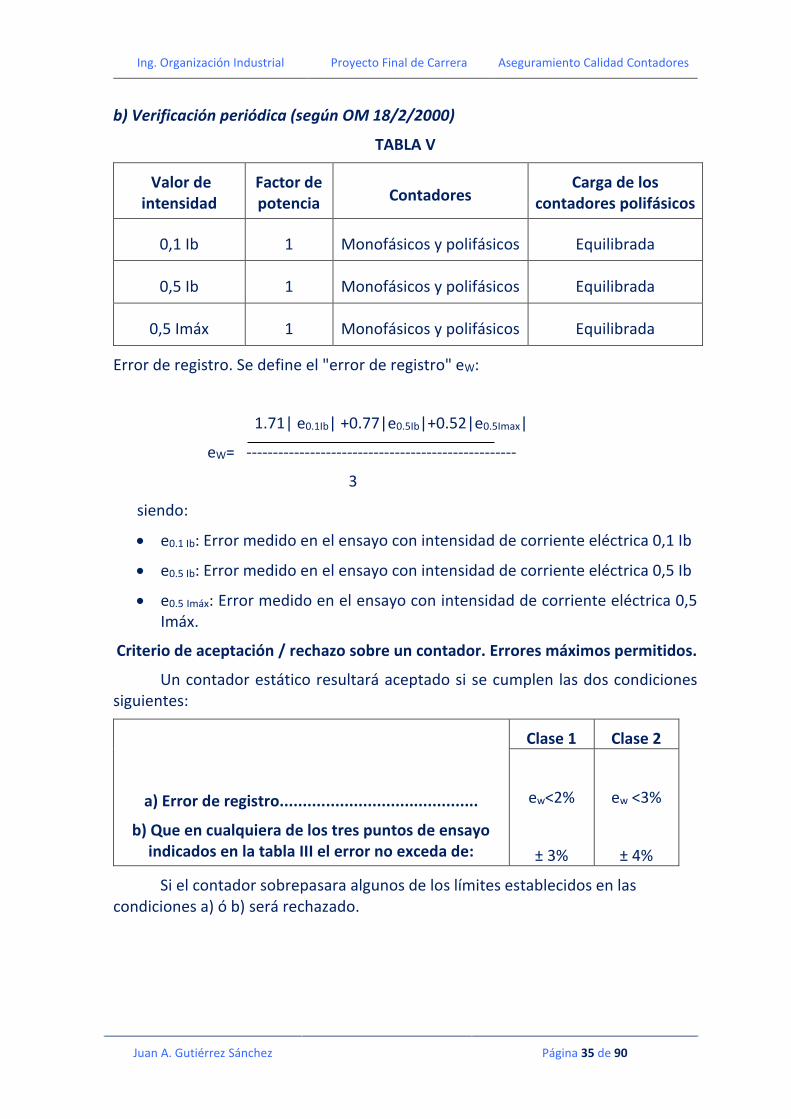
b) Verificación periódica (según OM 18/2/2000)
TABLA V
Valor de intensidad
Factor de potencia Contadores
Carga de los contadores polifásicos
0,1 Ib 1 Monofásicos y polifásicos Equilibrada
0,5 Ib 1 Monofásicos y polifásicos Equilibrada
0,5 Imáx 1 Monofásicos y polifásicos Equilibrada
Error de registro. Se define el "error de registro" eW:
1.71| e0.1Ib| +0.77|e0.5Ib|+0.52|e0.5Imax|
eW= ---------------------------------------------------
3
siendo:
e0.1 Ib: Error medido en el ensayo con intensidad de corriente eléctrica 0,1 Ib
e0.5 Ib: Error medido en el ensayo con intensidad de corriente eléctrica 0,5 Ib
e0.5 Imáx: Error medido en el ensayo con intensidad de corriente eléctrica 0,5 Imáx.
Criterio de aceptación / rechazo sobre un contador. Errores máximos permitidos.
Un contador estático resultará aceptado si se cumplen las dos condiciones siguientes:
a) Error de registro...........................................
b) Que en cualquiera de los tres puntos de ensayo indicados en la tabla III el error no exceda de:
Clase 1 Clase 2
ew<2%
± 3%
ew <3%
± 4%
Si el contador sobrepasara algunos de los límites establecidos en las condiciones a) ó b) será rechazado.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 36 de 90
2.7.3. Contadores eléctricos de inducción clase 2.
a) Verificación primitiva (según RD.875/1984).
TABLA VIII
Valor de
Intensidad
Factor de
potencia Tipo de contadores
Carga de los contadores polifásicos
Error máximo en %
5% Ib 1 Monofásicos y
polifásicos Equilibrada 3,5
Ib 1 Monofásicos y
polifásicos Equilibrada 2,5
Ib 0,5
inductivo Monofásicos y
polifásicos Equilibrada 2,5
Ib 1 Polifásicos 3 fases, fase a fase 3,5
Imáx 1 Monofásicos y
polifásicos Equilibrada 2,5
En los contadores de doble tarifa o tarifa múltiple el ensayo del 5% Ib debe hacerse para cada una de las tarifas. La alimentación del electroimán o electroimanes de cambio de tarifa se efectuará conforme a las indicaciones del esquema de conexión.
- Los errores permitidos no tendrán sistemáticamente el mismo sentido.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 37 de 90
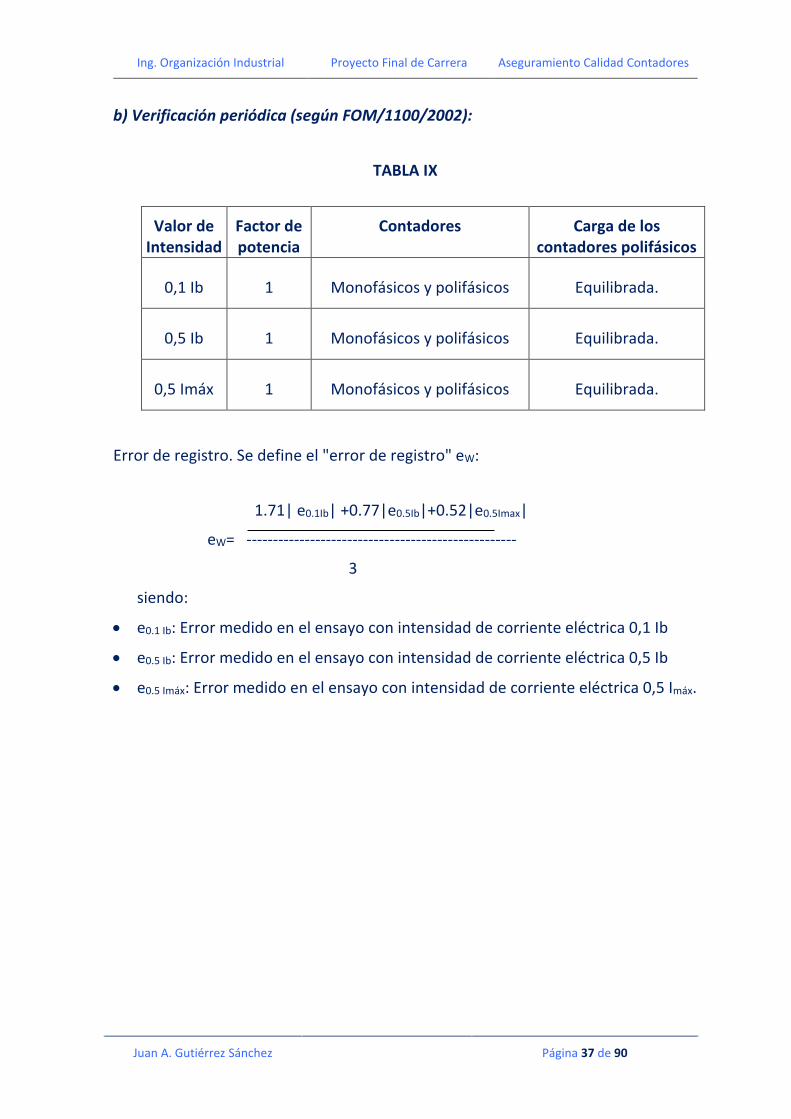
b) Verificación periódica (según FOM/1100/2002):
TABLA IX
Valor de Intensidad
Factor de potencia
Contadores Carga de los contadores polifásicos
0,1 Ib 1 Monofásicos y polifásicos Equilibrada.
0,5 Ib 1 Monofásicos y polifásicos Equilibrada.
0,5 Imáx 1 Monofásicos y polifásicos Equilibrada.
Error de registro. Se define el "error de registro" eW:
1.71| e0.1Ib| +0.77|e0.5Ib|+0.52|e0.5Imax|
eW= ---------------------------------------------------
3
siendo:
e0.1 Ib: Error medido en el ensayo con intensidad de corriente eléctrica 0,1 Ib
e0.5 Ib: Error medido en el ensayo con intensidad de corriente eléctrica 0,5 Ib
e0.5 Imáx: Error medido en el ensayo con intensidad de corriente eléctrica 0,5 Imáx.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 38 de 90
Criterio de aceptación / rechazo sobre un contador. Errores máximos permitidos.
Un contador eléctrico de inducción resultará aceptado si se cumplen las dos condiciones siguientes:
a) Error de registro.....................................................
b) Que en cualquiera de los tres puntos de ensayo indicados en la tabla IX el error no exceda de:
Clase 2
ew <3%
± 4%
Si el contador sobrepasara algunos de los límites establecidos en las condiciones a) ó b) será rechazado.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 39 de 90
ANEXO 2 Ficheros de registro de los resultados de los ensayos

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 40 de 90
A) Hoja de control con los resultados de la muestra y datos del lote.
La hoja de control con los resultados de la muestra y datos del lote será cumplimentada en una hoja de cálculo Excel que contendrá la siguiente información:
Datos administrativos
Datos que caracterizan a cada uno de los lotes ensayados:
Código del lote
Territorio
Fecha realización ensayos
Progresivo diario
Marca
Modelo
Integradores
Año de fabricación
Ibase
máxima
Tensión de referencia
Clase de precisión
Tipo de contador
Tipo de conexión
Número de serie inicial
Número de serie final
Cantidad contadores del lote
Cantidad contadores de la muestra
Nivel de calidad aceptable
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 41 de 90
Resultado de los ensayos
Resultados para cada uno de los contadores ensayados de todas las comprobaciones y ensayos realizados.
Resumen de resultados de los ensayos
Para el lote ensayado el número de no conformidades desglosadas por comprobación o ensayo y si provoca o no rechazo del contador.
Media de errores de los ensayos de precisión
Valores promedio de los errores para cada uno de los puntos de los ensayos de precisión, tanto para la verificación primitiva como para la Orden Ministerial 1100/2002, que apliquen al contador que forma el lote.
B) Resumen de ensayos y datos del lote
El resumen de ensayos y datos del lote será cumplimentado en una hoja de cálculo Excel nombrada como “RESUMEN ENSAYOS RECEPCION TERRITORIO MES” que contendrá la siguiente información:
Datos administrativos.
Son los datos que caracterizan cada lote (por ejemplo: marca, modelo, año de fabricación, etc.).
Resumen de resultados de los ensayos.
Para el lote ensayado el número de no conformidades desglosadas por comprobación ó ensayo y si provoca o no rechazo del contador.
Media de errores de los ensayos de precisión.
Valores promedio de los errores para cada uno de los puntos de los ensayos de precisión, tanto para la verificación primitiva como para la Orden Ministerial 1100/2002, que apliquen al contador que forma el lote.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 42 de 90
ANEXO 3
Instrucciones de cumplimentación de las hojas de ensayo.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 43 de 90
1. Hoja de control de ensayos.
El fichero Hoja de control de ensayos de recepción de contadores nuevos con formato excel contiene las siguientes hojas.
Datos administrativos.
Resultados ensayos.
Cálculos parciales.
Es muy importante utilizar la plantilla como base cada vez que se genere un fichero excel para un ensayo.
Abrimos la plantilla e inmediatamente la guardamos como fichero .xls con el nombre que le corresponda al lote.
1.1. Datos administrativos.
Antes de introducir los datos obtenidos en los ensayos es necesario cumplimentar los datos administrativos de la muestra del lote a ensayar en la hoja denominada Datos administrativos.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 44 de 90
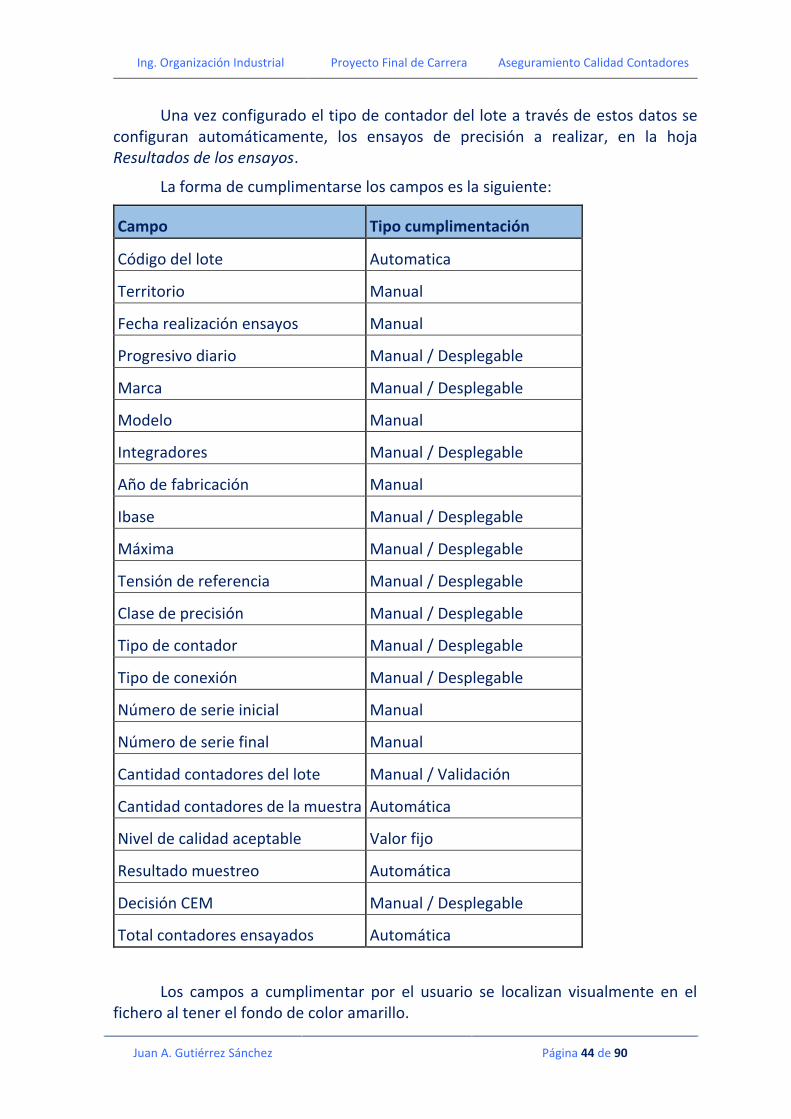
Una vez configurado el tipo de contador del lote a través de estos datos se configuran automáticamente, los ensayos de precisión a realizar, en la hoja Resultados de los ensayos.
La forma de cumplimentarse los campos es la siguiente:
Campo Tipo cumplimentación
Código del lote Automatica
Territorio Manual
Fecha realización ensayos Manual
Progresivo diario Manual / Desplegable
Marca Manual / Desplegable
Modelo Manual
Integradores Manual / Desplegable
Año de fabricación Manual
Ibase Manual / Desplegable
Máxima Manual / Desplegable
Tensión de referencia Manual / Desplegable
Clase de precisión Manual / Desplegable
Tipo de contador Manual / Desplegable
Tipo de conexión Manual / Desplegable
Número de serie inicial Manual
Número de serie final Manual
Cantidad contadores del lote Manual / Validación
Cantidad contadores de la muestra Automática
Nivel de calidad aceptable Valor fijo
Resultado muestreo Automática
Decisión CEM Manual / Desplegable
Total contadores ensayados Automática
Los campos a cumplimentar por el usuario se localizan visualmente en el fichero al tener el fondo de color amarillo.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 45 de 90
Tipo cumplimentación Descripción
Manual Se cumplimenta el campo de forma manual introduciendo datos a través del teclado.
Manual / Validación Se cumplimenta el campo de forma manual pero existe una validación que condiciona el valor introducido.
Manual / Desplegable Se cumplimenta el campo de forma manual pero eligiendo la opción necesaria a través de una lista desplegable cerrada.
Automática No modificar. Se cumplimenta a través de fórmulas.
Valor fijo No modificar.
También existe un campo comentario donde se puede realizar libremente cualquier observación al respecto del ensayo.
El resto de campos de esta hoja es Automático y nos indicarán de forma resumida los resultados obtenidos en el ensayo de los contadores que forman la muestra del lote.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 46 de 90
En la tabla Resumen de resultados tenemos las no conformidades desglosadas por las que provocan y no provocan rechazos.
En la tabla Media de errores podemos observar los valores promedio de los errores obtenidos en los ensayos metrológicos de los ensayos de los contadores.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 47 de 90
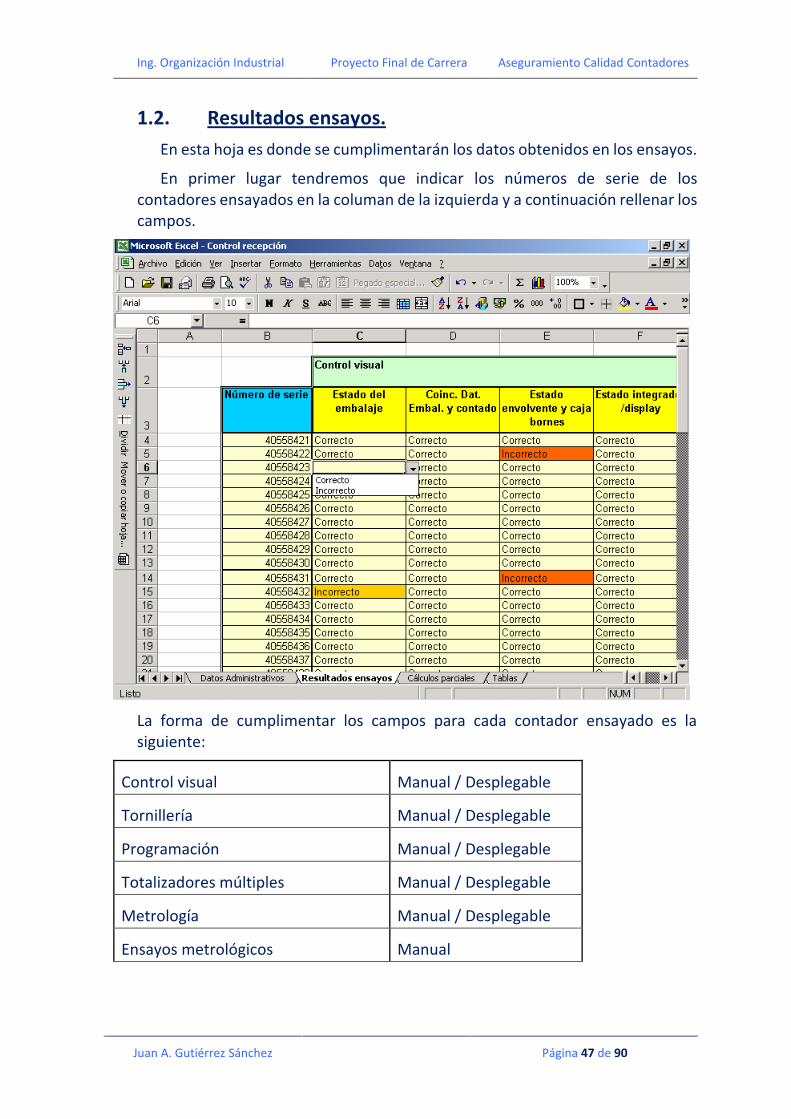
1.2. Resultados ensayos.
En esta hoja es donde se cumplimentarán los datos obtenidos en los ensayos.
En primer lugar tendremos que indicar los números de serie de los contadores ensayados en la columan de la izquierda y a continuación rellenar los campos.
La forma de cumplimentar los campos para cada contador ensayado es la siguiente:
Control visual Manual / Desplegable
Tornillería Manual / Desplegable
Programación Manual / Desplegable
Totalizadores múltiples Manual / Desplegable
Metrología Manual / Desplegable
Ensayos metrológicos Manual

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 48 de 90
1.3. Cálculos parciales.
En esta hoja no es necesario introducir ningún dato ni modificar nada tan solo realiza los cálculos necesarios para obtener el resumen de resultados y los valores promedio de los ensayos de precisión.
1. Creación del fichero resumen mensual de lotes.
En primer lugar comprobar que se tiene configurado el Asistente para plantillas del excel. Para ello abrimos el excel y esta opción aparecería en el menú Datos.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 49 de 90
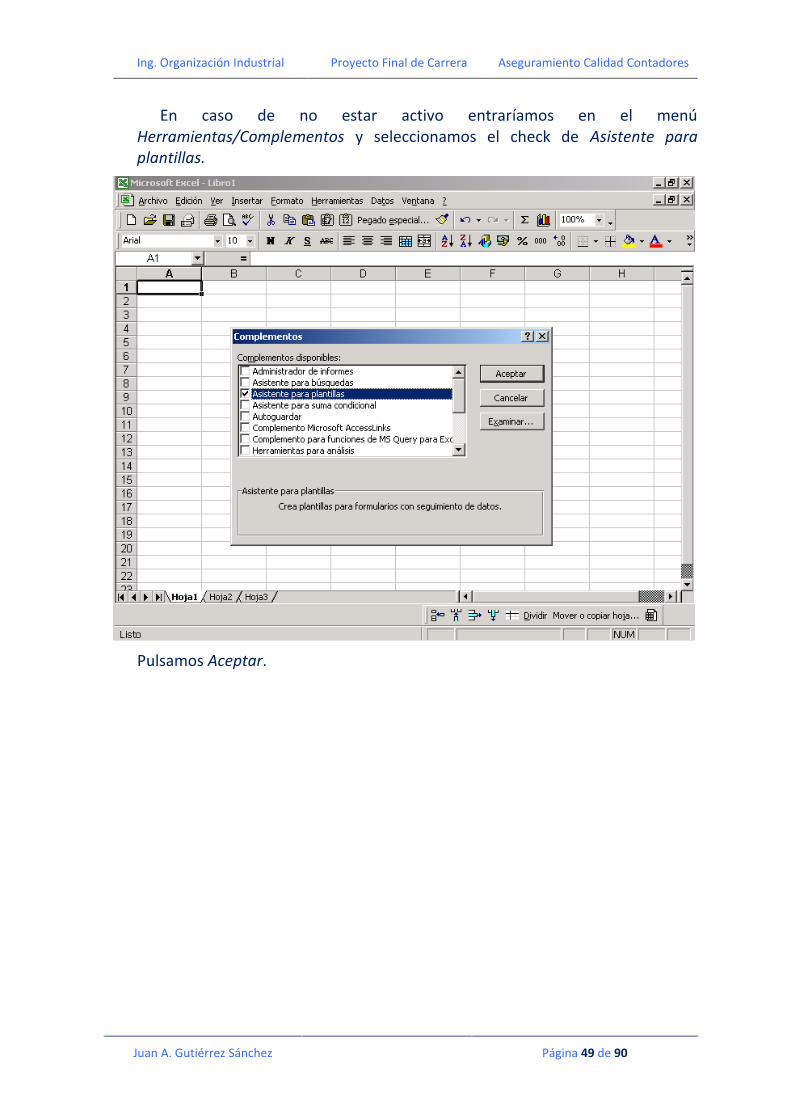
En caso de no estar activo entraríamos en el menú Herramientas/Complementos y seleccionamos el check de Asistente para plantillas.
Pulsamos Aceptar.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 50 de 90
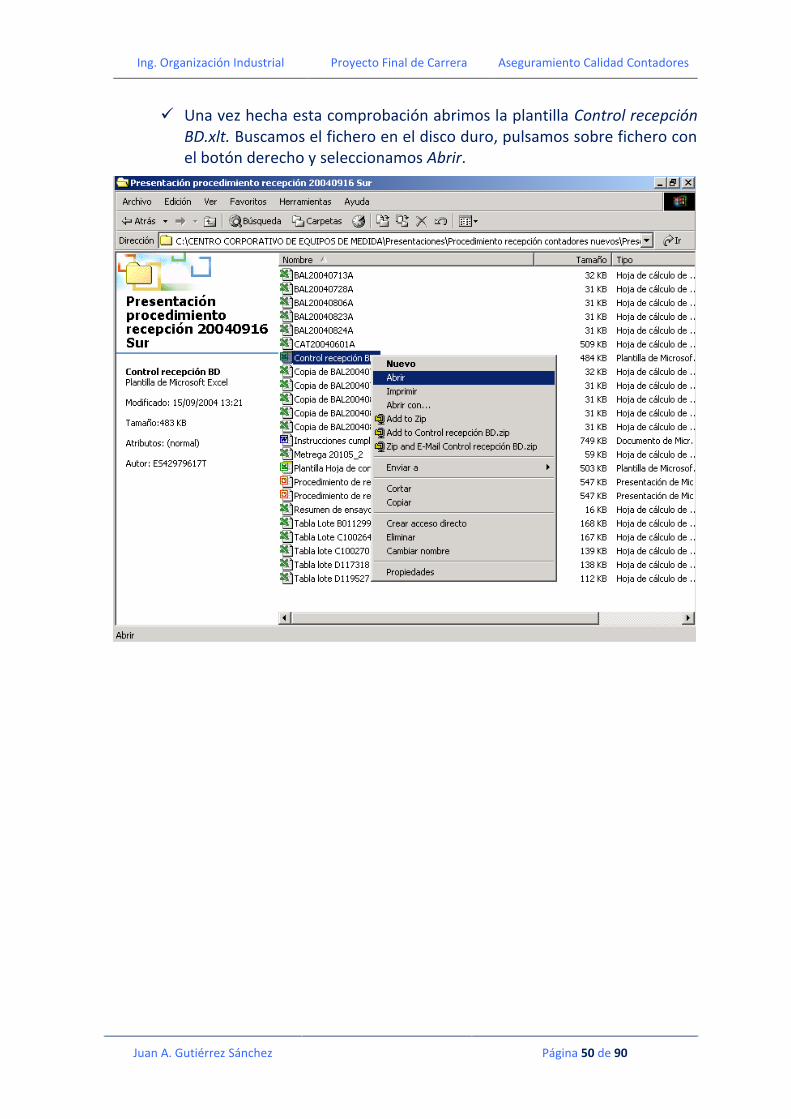
Una vez hecha esta comprobación abrimos la plantilla Control recepción BD.xlt. Buscamos el fichero en el disco duro, pulsamos sobre fichero con el botón derecho y seleccionamos Abrir.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 51 de 90
Al abrirse el fichero nos advierte de la presencia de macros. Nosotros tomaremos la opción Habilitar macros.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 52 de 90
Desde este fichero abrir el Asistente para plantillas que se encuentra en el menú Datos.
Descripción de los pasos del asistente:
1. Aparece la plantilla que vamos a utilizar en este caso es la propia Control
recepción BD.xlt
Pulsamos Siguiente.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 53 de 90
2. Aquí tenemos que indicar donde se encuentra el fichero Resumen de
ensayos.xls dentro de nuestro disco duro. Pulsamos Examinar y buscamos la ubicación del fichero en el disco duro.
Una vez introducida la ruta del fichero Resumen de ensayos.xls pulsamos Siguiente.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 54 de 90
3. En este paso ya están hechas las correspondencias de campos entre las
Hoja de control.xls y el fichero Resumen de ensayos.xls
Pulsamos Siguiente.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 55 de 90
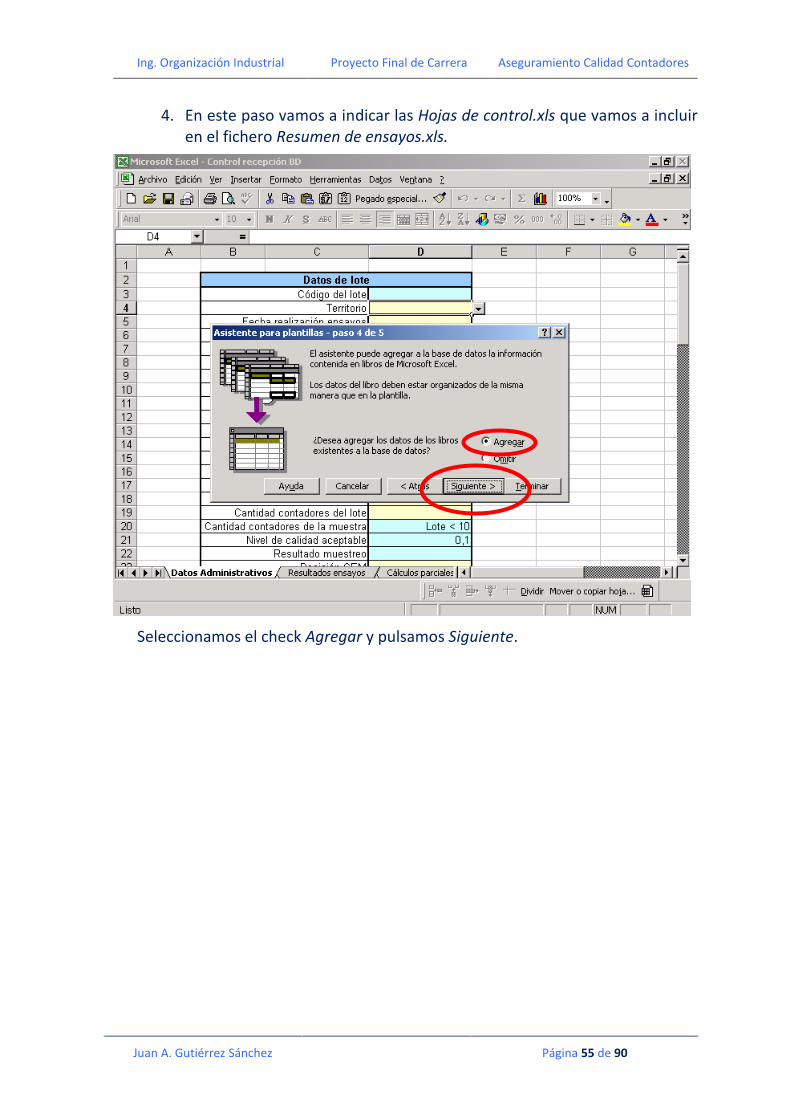
4. En este paso vamos a indicar las Hojas de control.xls que vamos a incluir en el fichero Resumen de ensayos.xls.
Seleccionamos el check Agregar y pulsamos Siguiente.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 56 de 90
Nos envía a la siguiente pantalla.
Pulsamos Seleccionar.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 57 de 90
Seleccionamos dentro de nuestro disco duro las Hojas de control.xls a incluir.
Pulsamos Abrir.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
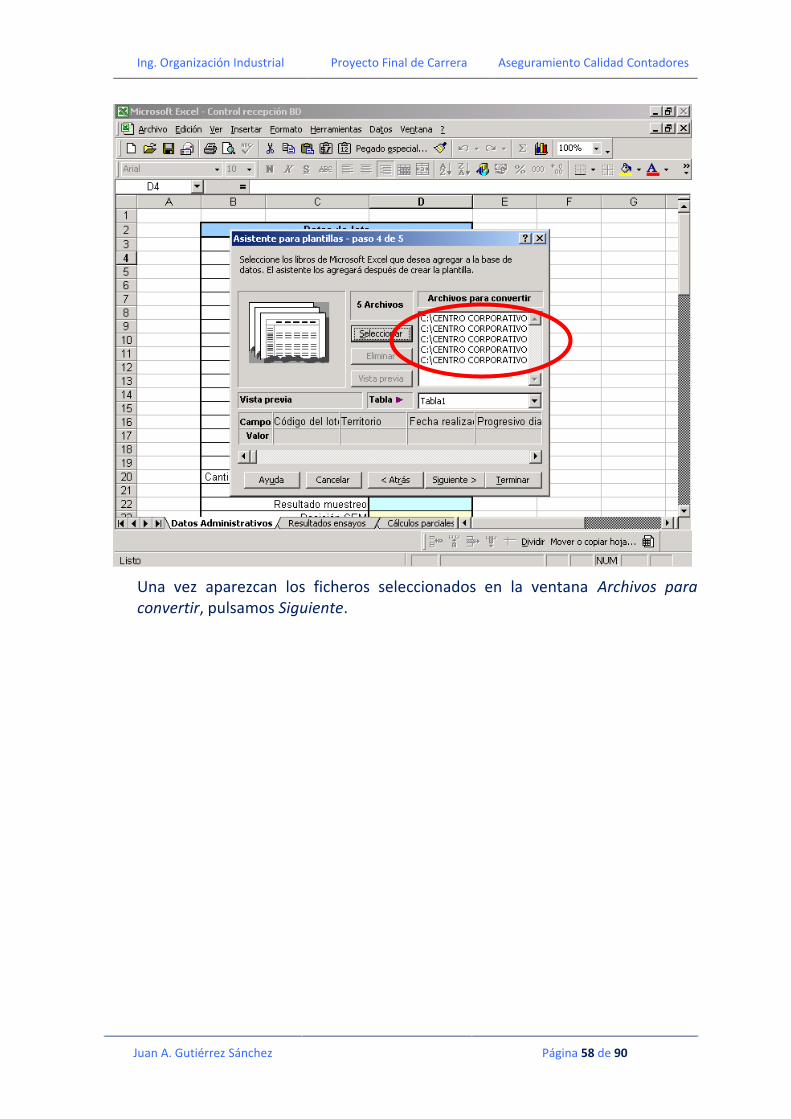
Juan A. Gutiérrez Sánchez Página 58 de 90
Una vez aparezcan los ficheros seleccionados en la ventana Archivos para convertir, pulsamos Siguiente.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 59 de 90
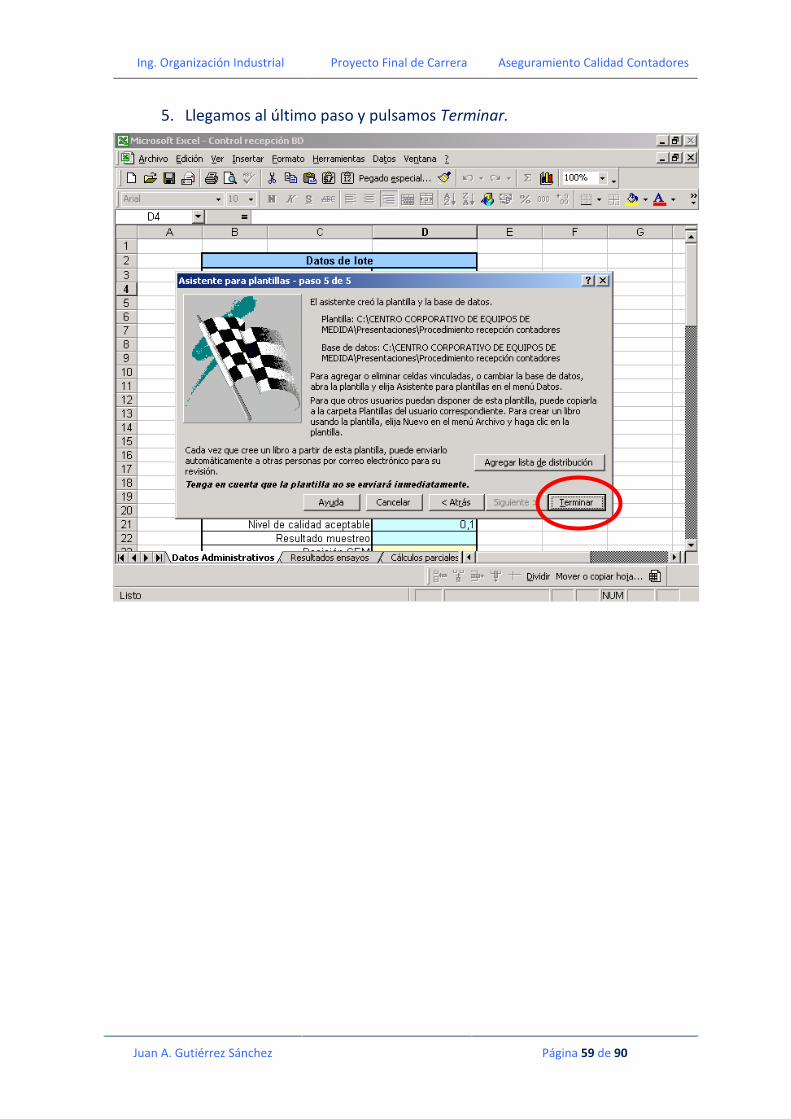
5. Llegamos al último paso y pulsamos Terminar.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 60 de 90
Para cada Hoja de control incluida nos va a preguntar si queremos actualizar el libro con cambios realizados en otro libro con el que tiene vínculos pero respondemos que No en todos los casos.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 61 de 90
Aparece una pantalla que nos pide Guardar como el fichero resultante. Lo nombramos Resumen Ensayos Recepción Aragón Agosto por ejemplo.
Pulsamos Guardar.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 62 de 90
Cerramos el fichero Control recepción BD.xlt sin guardar cambios. Pulsamos No.
Si abrimos este fichero, Resumen Ensayos Recepción Aragón Agosto.xls, comprobamos que se han cargado correctamente los datos.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 63 de 90
5.2. PROCEDIMIENTO PARA EL USO Y CALIBRACIÓN DE PATRONES
INDICE
1. OBJETO Y ALCANCE.
2. AMBITO DE RESPONSABILIDADES.
3. DOCUMENTACION DE REFERENCIA.
4. DEFINICIONES.
5. TAREAS.
ANEXO I: Puntos de control en ensayos de precisión de contadores calibrados en laboratorios de ESPANESA DISTRIBUCION ELECTRICA.
ANEXO II: Plantilla de Certificado de Calibración Interno.
ANEXO III: Etiqueta de Identificación Calibración Interna.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 64 de 90
1. Objeto y alcance.
Este procedimiento tiene por objeto establecer los criterios aplicables, asignar responsabilidades y definir los requisitos que deben cumplir los patrones utilizados en las verificaciones de equipos de medida que estén sujetos a control metrológico para obtener una trazabilidad de sus medidas con respecto a patrones nacionales o internacionales oficialmente reconocidos.
Afecta a los patrones que sean propiedad de ESPANDESA DISTRIBUCION ELECTRICA o de contratistas que intervengan por delegación de ESPANDESA DISTRIBUCION ELECTRICA siempre que sean utilizados en verificaciones de equipos instalados en los puntos de medida en que participe ESPANDESA DISTRIBUCION ELECTRICA.
2. Ámbito de responsabilidades.
Centros de Equipos de Medida territoriales.
Centro Corporativo de Equipos de Medida.
Control de Incidencias de la Medida territoriales.
Contratistas de instalación y verificación de equipos de medida.
3. Documentación de referencia.
Resolución de 12/02/2004 por la que se aprueban procedimientos técnicos de operación del sistema (P.O.10.3 requisitos de los equipos de inspección).
RD 2018/1997 Aprobación reglamento puntos de medida.
RD 385/2002 Modificación del RD 2018/1997.
ITC 12/4/1999 del RD 2018/1997.
RD 1433/2002 Establecimiento requisitos de medida en baja tensión.
RD 875/1984 Control metrológico de contadores de inducción.
OM 18/02/2000 Verificación periódica contadores estáticos.
Manuales y especificaciones técnicas de los fabricantes.
UNE 21-378-86 (Equipo de ensayo de contadores de energía eléctrica).
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 65 de 90
4. Definiciones.
Patrón de referencia: Patrón con el que se comparan los patrones de un orden inferior de precisión.
Calibración: Conjunto de operaciones con las que se establece, en unas condiciones especificadas, la correspondencia entre los valores indicados en un equipo o sistema de medida y los valores conocidos correspondientes a una magnitud de medida o patrón, asegurando así la trazabilidad de las medidas y la determinación de la desviación, pudiendo incluir, además, opcionalmente la corrección o ajuste para minimizar los errores.
Certificación: Proceso por el cual una tercera parte denominada entidad acreditada garantiza por medio de un documento que un determinado producto, proceso o servicio es conforme a unos requisitos especificados.
Trazabilidad: Propiedad del resultado de una medida por la que ésta se puede relacionar a patrones de más alto nivel y, a través de estos, a las unidades fundamentales del sistema internacional por medio de una cadena ininterrumpida de comparaciones.
Responsable del patrón: Se considerará a la empresa a la que pertenezca el patrón; cuando sea propiedad de ESPANDESA DISTRIBUCION ELECTRICA será el responsable de la unidad a la que este asignado el patrón (Centro de Equipos de Medida, Control de Incidencias de la Medida, Ingeniería de la Medida, etc.).
5. Tareas.
5.1. Requisitos generales de equipos patrones.
5.1.1. Patrones certificados en laboratorios con acreditación oficial.
Son equipos patrones que cumplen con los requisitos de los equipos de inspección, medición y ensayos especificados en el procedimiento P.O.10.3 de la Resolución de 12/2/2004.
5.1.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA.
Son equipos patrones calibrados con un patrón de referencia de ESPANDESA DISTRIBUCION ELECTRICA que tiene una trazabilidad oficialmente reconocida y con una precisión al menos cuatro veces mejor que el patrón verificado.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 66 de 90
5.2. Identificación e inventario de patrones.
5.2.1. Patrones certificados en laboratorios con acreditación oficial.
Todos los equipos objeto de este procedimiento estarán identificados mediante una codificación de manera unívoca.
La elaboración y mantenimiento del inventario de los patrones de un territorio será responsabilidad del Centro de Equipos de Medida territorial. Para darlo de alta será necesario por parte de las diferentes organizaciones responsables de los patrones entregar al Centro de Equipos de Medida la documentación y datos que se indican:
Certificado de la última verificación.
Fecha de adquisición.
Manual técnico y de uso del fabricante.
Responsable del patrón (Centro de Equipos de Medida, Control de la Medida territorial, nombre empresa contratista).
Los interlocutores de los Centro de Equipos de Medida territoriales ante las contratas para la gestión de los patrones serán los Controles de Incidencias de la Medida territoriales.
Los datos del inventario que se puedan informar en el Sistema Comercial se actualizarán en dicho sistema.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 67 de 90
El inventario contemplará al menos la siguiente información referente al patrón:
Código de identificación: estará formado por las tres primeras letras del nombre del territorio seguidas de cuatro dígitos.
Número de serie
Marca
Modelo.
Clase de precisión
Periodicidad de la calibración según fabricante cuando éste la especifique.
fecha de adquisición o en su defecto de la calibración más antigua documentada.
Responsable del patrón.
Lugar de archivo en Centro de Equipos de Medida de la documentación de referencia (certificados, manuales).
Accesorio (nº de serie / clase de precisión de las pinzas).
5.2.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA Distribución.
Aplicarán idénticos criterios a los especificados en el anterior apartado 5.2.1.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 68 de 90
5.3. Ficha / Historial de patrones.
5.3.1. Patrones certificados en laboratorios con acreditación oficial.
Con el fin de poder efectuar un seguimiento de los patrones éstos dispondrán de una ficha de vida.
La elaboración y mantenimiento de la ficha con historial de los patrones de un territorio así como el seguimiento será responsabilidad del Centro de Equipos de Medida territorial.
Los responsables de los patrones informarán a Centro de Equipos de Medida sobre cualquier modificación que afecte a los datos de la ficha de vida del patrón (utilización, calibración, variación del estado de disponibilidad, etc.).
Los interlocutores de los Centro de Equipos de Medida territoriales ante las contratas para la gestión de patrones serán los Controles de Incidencias de la Medida territoriales.
La ficha de vida tendrá como mínimo el siguiente contenido:
Código de identificación.
Número de serie.
Marca.
Modelo.
Utilización (verificaciones oficiales, internas o ambas).
Descripción.
Fecha de adquisición.
Calibración antes de su puesta en servicio.
Historial de daños, averías y reparaciones.
Fecha de última calibración.
Responsable.
Estado (en servicio, calibrándose, averiado, en reparación, fuera de servicio, desguace).
Nº de serie y clase de precisión de las pinzas.
5.3.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA Distribución.
Aplicarán idénticos criterios a los especificados en el anterior apartado 5.3.1.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 69 de 90
5.4. Verificaciones de patrones.
5.4.1. Patrones certificados en laboratorios con acreditación oficial.
5.4.1.1. Laboratorios de verificación.
Todos los patrones utilizados deberán estar trazados a patrones nacionales o internacionales oficialmente reconocidos y serán verificados en laboratorios que cumplan con la normativa vigente.
5.4.1.2. Periodicidad de verificación.
Anual.
5.4.1.3. Estado de calibración
El estado de calibración de los patrones se indicará en ellos utilizando una etiqueta adhesiva con el contenido mínimo siguiente:
Anagrama o identificación del responsable del equipo o, en su defecto, del laboratorio de calibración.
Identificación del equipo.
Fecha de la última calibración.
5.4.1.4. Ensayos de precisión.
Los patrones serán sometidos a ensayos de precisión por los que se controlarán los puntos especificados en la normativa vigente.
5.4.1.5. Responsabilidad de la gestión de las calibraciones.
Por parte de los Centro de Equipos de Medida territoriales se informará a los Controles de Incidencias de Medida territoriales con el tiempo suficiente la fecha de caducidad de la calibración vigente de cada uno de los patrones para que actúe según se indica a continuación.
Si la propiedad del equipo es de ESPANDESA DISTRIBUCION ELECTRICA Distribución será el Centro de Equipos de Medida territorial el responsable de gestionar la calibración de los equipos así como de informar de los datos en el historial, siendo los gastos de calibración por cuenta del responsable del patrón.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 70 de 90
Cuando el equipo sea propiedad de contratas será de su responsabilidad enviar los equipos a calibrar cumpliendo con los requisitos indicados en este procedimiento, debiendo entregar original o copia del certificado de calibración al Control de Incidencia de Medida territorial que procederá a remitirlo al Centro de Equipos de Medida para que informe de los datos en el historial.
5.4.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA.
5.4.2.1. Laboratorios de verificación.
Los patrones propiedad de ESPANDESA DISTRIBUCION ELECTRICA podrán ser calibrados en laboratorios externos o en los Centro de Equipos de Medida territoriales.
5.4.2.2. Periodicidad de calibración.
Será la especificada por el fabricante. Cuando no se disponga de esta información se empleará una frecuencia en la calibración según la siguiente clasificación:
Los utilizados en puntos frontera en interconexiones o clientes serán anuales.
Los utilizados únicamente en las instalaciones de los laboratorios de ESPANDESA DISTRIBUCION ELECTRICA serán cada dos años.
5.4.2.3. Estado de calibración.
El estado de calibración de los patrones se indicará en ellos utilizando una etiqueta adhesiva con el contenido mínimo siguiente:
Anagrama o identificación del responsable del equipo o en su defecto del laboratorio de calibración
Identificación del equipo.
Fecha de la última calibración.
Fecha de próxima calibración.
Aptos para clases de precisión iguales o superiores a:
5.4.2.4. Ensayos de precisión.
Cuando los patrones se calibren en los Centros de Equipos de Medida territoriales serán sometidos a ensayos de precisión por lo que se controlarán los puntos especificados en el anexo I.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 71 de 90
5.4.2.5. Responsabilidad de la gestión de las calibraciones.
Aplicarán idénticos criterios a los indicados en el apartado 5.4.1.5.
5.5. Certificados de calibración de patrones.
5.5.1. Patrones certificados en laboratorios con acreditación oficial.
El certificado con el resultado de las calibraciones de los equipos deberá cumplir con la normativa vigente.
5.5.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA.
El certificado con el resultado de las calibraciones de los equipos quedará reflejado en un documento con el contenido mínimo que se indica:
Título del documento: “Certificado de verificación interna”.
Referencia del laboratorio de ESPANDESA DISTRIBUCION ELECTRICA Distribución responsable de realizar la verificación.
Nº de expediente o certificado.
Identificación del equipo patrón de referencia utilizado:
o Fabricante
o Modelo o tipo
o Número de serie
o Clase de precisión
o Nº de serie y clase de precisión de las pinzas
Identificación del equipo patrón verificado:
o Fabricante
o Modelo o tipo
o Número de serie
o Clase de precisión.
Identificación del procedimiento técnico o método utilizado en la calibración.
Condiciones ambientales reales del área de trabajo durante la calibración.
Resultados de la calibración.
Observaciones, si aplica.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 72 de 90
Nombre y firma del técnico verificador.
Nombre y firma del supervisor o responsable del laboratorio de calibración.
Fecha de la calibración.
Fecha de caducidad del certificado.
Fecha de edición del certificado.
Número de páginas referenciándolo en x/y (x = nº de la página actual, y = nº de la última página).
Sello del laboratorio calibrador.
Anexo II incluye plantilla Certificado de Calibración.
El certificado original de la calibración de los patrones se archivará por el responsable del patrón quien deberá remitir una copia al Centro de Equipos de Medida territorial correspondiente.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 73 de 90
5.6. Uso y almacenamiento de patrones.
5.6.1. Patrones certificados en laboratorios con acreditación oficial.
Los patrones se utilizarán, manipularán y almacenarán de conformidad con sus especificaciones técnicas recomendadas por el fabricante.
Los patrones o accesorios deberán ser calibrados después de una avería o sospechas de malfuncionamiento.
No se podrán utilizar patrones fuera de su periodo de calibración así como aquellos que no estén en el inventario o no dispongan de ficha de vida.
5.6.2. Patrones calibrados en laboratorios de ESPANDESA DISTRIBUCION ELECTRICA.
Aplicarán idénticos criterios a los especificados en el anterior apartado 5.6.1.
5.7. Actuación ante incidencias.
Cuando se detecte que un equipo se encuentra averiado o fuera de sus límites de error se actuará de la siguiente forma:
5.7.1. Patrones certificados en laboratorios con acreditación oficial.
CRITERIOS:
En el caso de que se detecte en la calibración de un patrón que se encuentra fuera de sus límites de error, los equipos de medida que hayan sido verificados con dicho patrón desde su anterior calibración se considerarán verificados si el responsable del patrón demuestra que la fecha desde la que se puede considerar averiado el patrón es posterior a la fecha de verificación del equipo, actuándose conforme se especifica en la legislación vigente. En caso contrario los equipos de medida verificados con el patrón serán considerados como no verificados.
ACCIONES:
Por parte de los Centro de Equipos de Medida se procederá a:
Determinar qué contadores son los afectados. Para ello se analizarán las verificaciones realizadas desde la anterior calibración del patrón. En dicho estudio será necesario determinar para cada aparato qué puntos de control se realizaron y si alguno de ellos está afectado por la incidencia actual detectada en el patrón.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 74 de 90
Si la incidencia detectada no corresponde con los puntos de control realizados sobre los aparatos no se repercutirá la incidencia en las verificaciones de los aparatos y se considerarán todas como válidas y solamente será necesario la reparación del patrón.
En el caso en que la incidencia sí coincida en los puntos de control realizados en la verificación de los aparatos será necesario delimitar la fecha de inicio de la incidencia. Para ello se procederá la forma siguiente:
1.- Se considerará como fecha inicial del periodo la correspondiente a la fecha de la última calibración y como fecha final la correspondiente a la última verificación realizada.
2.- Se constituirán bloques de aparatos en función de las fechas de verificación con un número de unidades entre 5 y 10, numerándolos desde 1 hasta n, siendo el 1 el correspondiente a la fecha más antigua y n a la fecha más reciente. Solamente se consideran aquellos aparatos verificados en los que exista coincidencia entre la incidencia y los puntos de control realizados.
3.- Una vez constituidos los bloques por parte de Centro de Equipos de Medida territorial será remitido al Control de Incidencias de Medida territorial para su comprobación una relación de ellos donde se indique la fecha de verificación y los aparatos que lo constituyen.
4.- Para la determinación de la fecha de la incidencia, por parte de Control de Incidencia de Medida se comenzará la verificación de los aparatos por el bloque con fecha más reciente. Si en la totalidad se obtienen verificaciones válidas se considerará que la incidencia se ha producido después de la última verificación y se considerarán todas las verificaciones como correctas.
5.- Si al realizar la nueva verificación en algún aparato el resultado es no válido será necesario determinar la fecha inicial de la incidencia para lo cual será necesario la verificación de nuevos bloques de aparatos.
6.- La nueva selección del bloque se realizará tomando el bloque central del periodo considerado. Si el resultado es válido para todas las verificaciones se considerará que la fecha es posterior a la asignada a este bloque y, si el resultado se considera no válido, la fecha del comienzo de la incidencia se considerará anterior a la asignada al bloque. Con ello se eliminan del análisis la mitad de los bloques. Se continuará el análisis sobre la mitad no desechada.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 75 de 90
7.- La determinación de la fecha se continuará realizando verificaciones sobre bloques de la mitad no eliminada del análisis hasta que se detecte el bloque donde se inició la incidencia. La forma de proceder es la misma que la definida en el punto 5 y se considerará como fecha de comienzo de la incidencia la correspondiente a la asignada al bloque.
8.-Control de Incidencia de Medida territorial remitirá al Centro de Equipos de Medida territorial los resultados de la verificación y la fecha de la incidencia.
9.- Centro de Equipos de Medida territorial comunicará a los organismos competentes los resultados del análisis realizado.
10.- Se actuará según el resultado de la información presentada.
5.7.2. Patrones calibrados en laboratorios de ESPANDESA
DISTRIBUCION ELECTRICA Distribución
Se analizarán por Centro de Equipos de Medida las verificaciones realizadas y, en caso necesario, se aplicará lo definido en el punto 5.7.1.
5.8. Registros de calidad.
5.8.1. Patrones certificados en laboratorios con acreditación oficial.
Se considerarán registros de calidad los certificados de calibración y la ficha de vida de los patrones.
El Centro de Equipos de Medida territorial será el responsable de la custodia de los registros de calidad, siendo conservados los certificados de calibración como mínimo cuatro años.
5.8.2. Patrones certificados en laboratorios de ESPANDESA
DISTRIBUCION ELECTRICA Distribución.
Aplicarán idénticos criterios a los especificados en el anterior apartado 5.8.1.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 76 de 90
Anexo I
PUNTO DE CONTROL
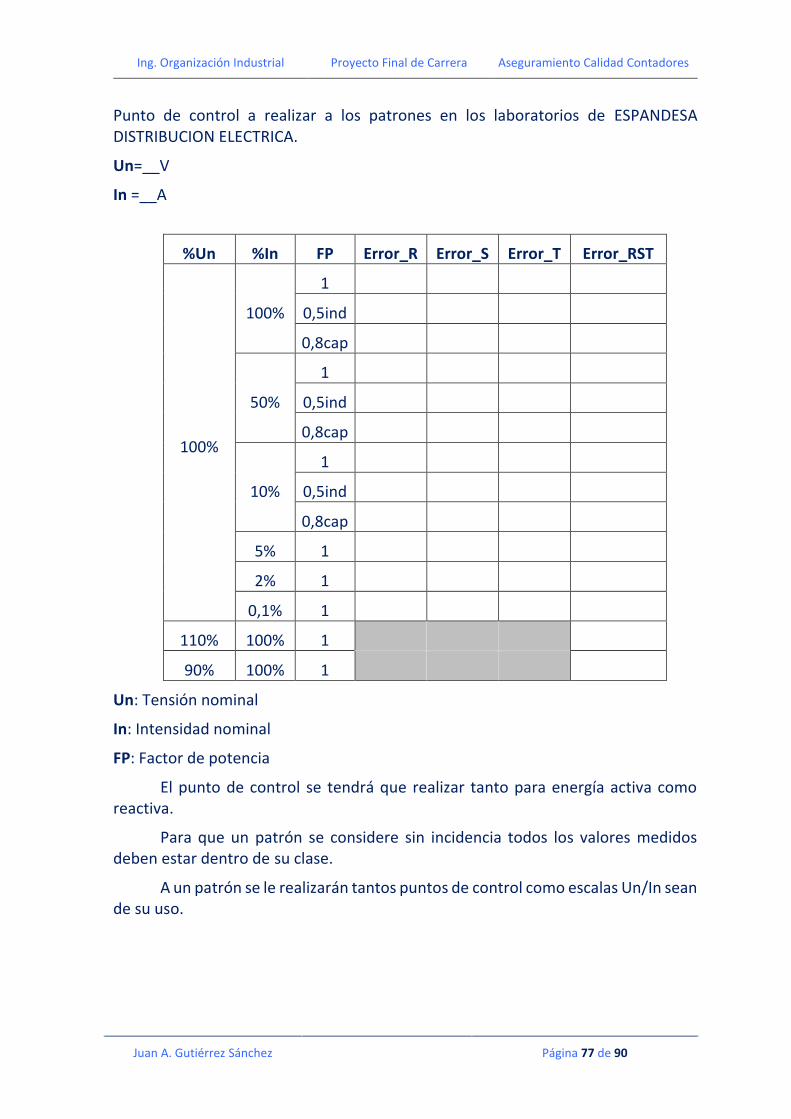
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 77 de 90
Punto de control a realizar a los patrones en los laboratorios de ESPANDESA DISTRIBUCION ELECTRICA.
Un=__V
In =__A
%Un %In FP Error_R Error_S Error_T Error_RST
100%
100%
1
0,5ind
0,8cap
50%
1
0,5ind
0,8cap
10%
1
0,5ind
0,8cap
5% 1
2% 1
0,1% 1
110% 100% 1
90% 100% 1
Un: Tensión nominal
In: Intensidad nominal
FP: Factor de potencia
El punto de control se tendrá que realizar tanto para energía activa como reactiva.
Para que un patrón se considere sin incidencia todos los valores medidos deben estar dentro de su clase.
A un patrón se le realizarán tantos puntos de control como escalas Un/In sean de su uso.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 78 de 90
Anexo II
PLANTILLA DEL CERTIFICADO DE CALIBRACIÓN INTERNA
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 79 de 90
CERTIFICADO DE CALIBRACIÓN INTERNA
Nº de Certificado:
EQUIPO CALIBRADO:
Nº de Inventario:
Fabricante:
Modelo:
Nº de Serie:
Clase:
Nº de Serie (Pinzas): Clase (Pinzas):
Nota: Se informarán los datos referentes a las pinzas en el caso de que la calibración se realice con ellas.
PATRON UTILIZADO:
Nº de Inventario
Fabricante:
Modelo:
Nº de Serie:
Clase:
Trazabilidad: (laboratorio de referencia)
CALIBRACIÓN REALIZADA SEGÚN EL PROCEDIMIENTO PARA EL USO Y CALIBRACIÓN DE PATRONES
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 80 de 90
Condiciones ambientales:
Temperatura: Humedad relativa:
Realizado por: Conforme:
Nombre del Verificador Nombre del Responsable
Centro de Equipos de Medida Responsable Centro de Equipos de Medida
Fecha de calibración:
Fecha de próxima calibración:
Observaciones:
Nº de Certificado:
Para cada patrón se adjuntará la tabla de resultados que corresponda.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 81 de 90
Anexo III
PLANTILLA ETIQUETA IDENTIFICACIÓN CALIBRACIÓN
INTERNA
CENTRO DE EQUIPOS DE MEDIDA TERRITORIO ______________
Nº de Inventario: ________
Fabricante: ________ Modelo: ________
Nº de Serie: ________ Clase: ________
Fecha de la última calibración: ________
Fecha de la próxima calibración: ________
Apto para clases de precisión iguales o superior a: ________

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 82 de 90
6. Criterios y requisitos para la implantación de los procedimientos.
6.1. Principios generales.
Como toda política de Calidad debe incluir un claro compromiso por parte de todos los implicados y principalmente tiene que ser apoyado e impulsado por parte de la dirección de la empresa.
Este compromiso también es necesario que se vea acompañado de un plan de implantación con una comunicación y formación adecuadas.
En cuanto a comunicación será la Dirección la encargada de informar a los responsables de la aplicación de este plan y estos a su vez, en un proceso en cascada, de hacer llegar este mensaje a todas las personas y áreas implicadas en el organigrama.
Se establece además un plan para formar a todas las partes implicadas realizando cursos de formación en cada uno de los territorios.
Serán los propios técnicos del Centro Corporativo de Equipos, los mismos encargados del desarrollo de este procedimiento, de realizar la formación de:
Personal interno de la empresa encargados de llevar a cabo el presente procedimiento así como de sus responsables.
o Almacenes Generales Reguladores territoriales.
o Centros de Equipos de Medida territoriales.
o Ingeniería de Medida.
o Control de Incidencia de Medida territorial.
o Calidad de Proveedor.
o Dirección.
Fabricantes de equipos e Instaladores para asegurar que conocen el procedimiento y lo aplican de forma correcta.
Finalmente la Dirección decide que el plazo de implantación del procedimiento sea de 6 meses con el objeto de coincidir con final de ejercicio y empezar a aplicarlo desde el año próximo.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 83 de 90
6.2. Aplicación de los procedimientos.
Con la finalidad de reforzar y asegurar la importancia de una verdadera cultura de calidad, en la Dirección General de Distribución en general y en la dirección de Operaciones Comerciales en particular, se propone y se consigue incluir dentro de los objetivos generales propios de la línea de distribución el cumplimiento de una serie de objetivos de calidad.
Será responsabilidad de:
Centro Corporativo de Equipos de Medida:
Desarrollar los procedimientos necesarios.
Realizar la formación necesaria para que todas las partes implicadas conozcan y entiendan sus funciones y responsabilidades.
Implantar el procedimiento en el plazo establecido por la Dirección.
Cumplir con las tareas y responsabilidades asignadas en los procedimientos.
Establecer y coordinar las medidas a tomar en caso de incidencia.
Realizar del 100% de las Auditorías en producción real anuales que correspondan.
Elaborar, presentar y divulgar anualmente el correspondiente Informe General de Calidad como documento donde se muestra la actividad de calidad con los correspondientes resultados.
Ingeniería de Medida
Cumplir con las tareas y responsabilidades asignadas en los procedimientos.
Realizar del 100% de las Auditorías en producción real anuales que correspondan.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 84 de 90
Centro de Equipos de Medida territorial.
Cumplir con las tareas y responsabilidades asignadas en los procedimientos.
Elaborar, guardar y enviar la información necesaria para el seguimiento de los objetivos cuantitativos.
Cumplir con los objetivos establecidos para el primer año de:
o Realizar el ensayo de recepción (Recepcionar) de al menos un lote de cada una de las distintas marcas/modelos adquiridos y recibidos en Almacenes Generales durante el año.
o Realizar el ensayo de recepción (Recepcionar) de lotes que representen al menos el 50% del total de contadores adquiridos y recibidos en Almacenes Generales durante el año en curso.
Dirección
Vigilar en todo momento por el cumplimiento de este plan.
Supervisar los resultados obtenidos y grado de cumplimiento de los objetivos cuantitativos propuestos.
Proponer los objetivos a cumplir en cada uno de los periodos anuales.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 85 de 90
7. Diseño de la auditoría del proceso en producción real.
En el momento que el fabricante obtiene la calificación como proveedor por parte de Calidad de Proveedor y que obtiene la homologación del contador prototipo por parte de Ingeniería de Medida ya puede optar a participar en las Licitaciones de compras lanzadas por parte de ESPANDESA DISTRIBUCION ELECTRICA.
Esta supervisión no parece suficiente para asegurar que los contadores que se fabrican en producción, durante los años que puede durar la Adjudicación, mantengan los estándares de calidad necesarios que se verifican antes de la Licitación.
Damos un paso más en la búsqueda del aseguramiento de la calidad y proponemos la realización de una Auditoría del proceso de fabricación pero en el momento de producción real de los contadores.
Se incluye en el pliego de condiciones de Licitación que, caso de resultar adjudicatario, es necesario:
1) Realizar al menos una auditoría inicial y otra cada dos años o siempre que se produzca un cambio en el proceso de fabricación que pueda afectar al producto final como por ejemplo cambio de localización de la producción por traslado de fábrica a otro país.
2) Esta auditoría se realiza en fábrica por al menos dos técnicos de calidad de Operaciones de ESPANDESA DISTRIBUCION ELECTRICA: uno del Centro Corporativo de Equipos y otro de Ingeniería de Medida.
3) Todo el coste de las auditorías (desplazamiento y estancias de los técnicos de ESPANDESA DISTRIBUCION ELECTRICA) lo asume el Proveedor o Fabricante.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 86 de 90
7.1. Envío y respuesta de un cuestionario previo.
Al menos dos semana antes de la visita a fábrica se deberá enviar a ESPANDESA DISTRIBUCION ELECTRICA la información indicada a continuación correspondiente a los tres últimos años.
Estos indicadores de calidad deberán remitirse a ESPANDESA DISTRIBUCION ELECTRICA cada año a lo largo del primer trimestre del año.
El formato deberá ser lo más esquemático y explicativo posible (empleando diagramas, gráficos, etc.).
7.1.1. Presentación de la empresa
Organigrama, productos que fabrica, lugares y experiencia.
Capacidad de producción por tipos de contadores, capacidad máxima y plazo de adaptación.
Cantidad de contadores fabricados para mercado local exportado relación de países a los que se suministra.
7.1.2. Sistema de gestión de la calidad
Política y manual de calidad.
Resultados de la última auditoria interna y externa.
Planes y acciones de mejora continua (año presente y anterior). Certificaciones que posee (sistema de gestión de la calidad, laboratorios, medio ambiente, etc.).
7.1.3. Postventa.
7.1.3.1. Grado de satisfacción del cliente
Método para obtener esta información.
7.1.3.2. Comunicación con ESPANESA.
Procedimiento de actuación, responsables y plazo de respuesta para envíos de la información.
7.1.3.3. Reclamaciones y devoluciones.
Objetivos de la empresa y resultados anuales obtenidos.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 87 de 90
Procedimiento de actuación ante reclamaciones y devoluciones de equipos.
Procedimiento de actuación para inicio y seguimiento de acciones correctivas.
Cantidad y porcentaje de contadores con reclamaciones y cantidad de reclamaciones totales frente a contadores suministrados.
Diagrama de Pareto con desglose por tipo de reclamaciones.
Causas de las reclamaciones.
Acciones correctoras y preventivas adoptadas.
7.1.3.4. Plazos de entrega.
Objetivos de la empresa y resultados anuales obtenidos.
Cantidad y porcentaje de contadores entregados fuera de plazo frente a contadores suministrados.
Causas de incumplimiento de plazos.
Acciones correctoras y preventivas adoptadas.
7.1.3.5. Producción.
Aseguramiento de la conformidad del producto final con los requerimientos del cliente y legales.
7.1.3.6. Control final.
Objetivos de la empresa.
Cantidad y porcentaje de contadores rechazados frente a contadores producidos.
Diagrama de Pareto con desglose por tipo de defectos.
Causas de los defectos.
Acciones correctoras y preventivas adoptadas.
7.1.3.7. Etapa de montaje.
Objetivos de la empresa.
Identificar los puntos de control (o críticos).
Identificar procesos manuales y automáticos.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 88 de 90
Cantidad y porcentaje de contadores rechazados en etapas de control frente a contadores inspeccionados.
Diagrama de Pareto con desglose por tipo de defectos.
Causas de los defectos.
Acciones correctoras y preventivas adoptadas.
7.1.4. Proveedores externos.
Objetivos de la empresa.
Identificación y origen de los componentes/materiales críticos o principales (importados, fabricación propia).
Calificación de proveedores, auditorias y controles de calidad establecidos.
Cantidad y porcentaje de componentes/materiales rechazados frente a componentes/materiales recepcionados.
Diagrama de Pareto con desglose por tipo de defectos.
Causas de los defectos.
Acciones correctoras y preventivas adoptadas.
7.1.5. Tratamiento de las no conformidades.
Objetivos de la empresa.
Tipos y formas de registrar las no conformidades.
Proceso de apertura y cierre de no conformidades.
7.1.6. Formación y cualificación del personal.
7.1.7. Costes de la no-calidad.
Objetivos de la empresa.
Resultados.
Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 89 de 90
7.2. Visita a fábrica.
La visita a fábrica se planificará y coordinará en todo lo necesario entre el Proveedor y los técnicos de ESPANDESA DISTRIBUCION ELECTRICA que vayan a realizar la auditoría.
7.3. Informe de visita a fábrica.
Una vez realizada la auditoría, los técnicos de ESPANDESA DISTRIBUCION ELECTRICA que la realizan tienen que emitir un informe como resultado de la misma con al menos los siguientes puntos:
Objeto de la auditoría.
Fecha visita.
Proveedor/Modelo.
Localización producción.
Técnico/s responsable/s de la auditoría.
Descripción.
No conformidades.
Propuesta de Acciones Correctivas y/o Preventivas.
Conclusiones. Resultado de la auditoría.
Fecha del informe.

Ing. Organización Industrial Proyecto Final de Carrera Aseguramiento Calidad Contadores
Juan A. Gutiérrez Sánchez Página 90 de 90
8. Bibliografía.
8.1. Regulación española sobre metrología.
8.2. Procedimientos operativos del Operador del Sistema Eléctrico español (REE).
8.3. Normas UNE sobre contadores eléctricos.
8.4. Norma UNE 66020-1:2001. Aplicación del muestreo de lotes según Military Estándar.
8.5. “Del aseguramiento a la gestión de la calidad: enfoque basado en procesos”. David Hoyle y John Thompson.
8.6. Auditorías de la calidad. Metodología. Formación AENOR.
8.7. Aplicación de la norma ISO-9001 a los distintos sistemas de la gestión de la calidad de los fabricantes de contadores proveedores de ESPANDESA DISTRIBUCION ELECTRICA.


















