cursoseissigma-090304210800-phpapp02
252
-
Upload
marco-antonio-hipolito -
Category
Documents
-
view
511 -
download
0
Transcript of cursoseissigma-090304210800-phpapp02

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 1/252
1
Dr. Primitivo Reyes Aguilar
Mail: [email protected]
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 2/252
2
Contenido
1. Introducción2. Despliegue de Seis Sigma en la empresa
3. Gestión de procesos en la empresa4. Gestión de proyectos y liderazgo5. Fase de Definición6. Fase de Medición
7. Fase de Análisis8. Fase de Mejora9. Fase de Control

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 3/252
3
1. Introducción

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 4/252
4
1. Introducción
Antecedentes de Seis Sigma
Definición de Seis Sigma
Las metodologías Seis Sigma
Interpretación estadística y Métricas paraSeis Sigma
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 5/252
5
En 1981 Bob Gavin director de Motorola, establecióel objetivo de mejorar 10 veces el desempeño en unperiodo de 5 años.
En 1985 Bill Smith en Motorola concluyó que si unproducto se reparaba durante la producción, otrosdefectos quedarían escondidos y saldrían con el usodel cliente.
Adicionalmente si un producto se ensamblaba librede errores, no fallaba en el campo
Antecedentes de Seis Sigma

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 6/252
6
Antecedentes de Seis Sigma
En 1988 Motorola ganó el premio Malcolm Baldrige,y las empresas se interesaron en analizarla.
Mikel Harry desarrolla la estrategia de cambio haciaSeis Sigma, sale de Motorola e inicia el “Six SigmaResearch Institute” con la participación de IBM, TI, ASEA y Kodak.
La metodología se expandió a Allied Signal, ASEA,GE, Sony, Texas Instruments, Bombardier, LockheedMartin, ABB, Polaroid y otras.
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 7/2527
Beneficios de Seis Sigma
Reducciones de costo (menos defectos y errores)
Mejoras en las utilidades y la productividad
Mejora en la satisfacción del cliente (lealtad yparticipación de mercado)
Reducciones de tiempos de ciclo
Cambios culturales
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 8/2528
Razones por las que funciona SS
Liderazgo de la dirección Un método disciplinado utilizado (DMAIC) Conclusión de proyectos en 3 a 6 meses
Medición clara del éxito con reconocimientos Infraestructura de personal entrenado (Black Belts,
Green Belts) y bases de datos cuantitativas
Enfoque al proceso y al cliente Aplicación de Métodos estadísticos adecuados

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 9/2529
Seis Sigma como estrategia
Es una estrategia de mejora de negocios que busca
encontrar y eliminar causas de errores o defectos en
los procesos de negocio enfocándose a los resultados
que son de importancia crítica para el cliente
Es una estrategia de gestión que usa herramientasestadísticas y métodos de proyectos para lograrmejoras en calidad y utilidades significativas
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 10/25210
Metodologías Seis Sigma Seis Sigma DMAIC
Utilizada para reducción de errores o defectos
Diseño para Seis Sigma DFSS Utilizada para desarrollo de innovaciones y nuevos
productos
Lean SigmaUtilizada para reducir el Muda en las operaciones
(desperdicios de espacio, tiempo, recursos y errores)

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 11/25211
Las fases DMAIC de 6 Sigma
MediciónDefiniciónProyecto
Seis Sigma
Mejora
Control Análisis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 12/25212
Las fases de Seis Sigma (DMAIC) Definir: seleccionar el problema o situación “Y” a ser
mejorada para reducir errores (Y = f(X1, X2, ..., Xn)
Medir: diagnosticar la situación actual (Y y X’s)
Analizar: identificar la causa raíz de los defectos X’s
Mejorar: reducir la variabilidad o eliminar la causa
Control: controles para mantener la mejora

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 13/25213
Modelo DFSS - DMADV Definir: metas del proyecto y necesidades del cliente
Medir: Identificar necesidades del cliente y
especificaciones
Analizar: Determinar y evaluar las opciones deldiseño o alternativas de innovación
Diseñar: Desarrollar los procesos y productos paracumplir los requerimientos del cliente
Verificar: Validar y verificar el diseño o innovación

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 14/25214
Las fases de Lean Sigma (DMAIC) Definir: seleccionar el problema o situación “Y” a ser
mejorada para reducir Muda (Y = f(X1,..., Xn)
Medir: diagnosticar la situación actual (Y y X’s)
Analizar: identificar la causa raíz de los defectos X’s
Mejorar: reducir la variabilidad o eliminar la causa
Control: controles para mantener la mejora

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 15/25215
Interpretación estadística ymétricas para Seis Sigma

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 16/25216
LAS PIEZAS VARÍAN DE UNA A OTRA:
Pero ellas forman un patrón, tal que si es estable, se denomina distr. Normal
LAS DISTRIBUCIONES PUEDEN DIFERIR EN:
SIZE TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO
UBICACIÓN DISPERSIÓN FORMA
. . . O TODA COMBINACIÓN DE ÉSTAS
Distribución gráfica de la
variación – Curva normal

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 17/25217
Estadísticas Básicas
Medidas de tendencia central Media (promedio de datos) Moda (el valor que más se repite) Mediana (el valor intermedio con datos ordenados)
Medidas de dispersión
Rango (valor mayor – valor menor) Desviación estándar (medida de dispersión) Coeficiente de variación (Desv. Est. / media * 100)
para comparar variación de dos grupos de datosdiferentes

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 18/25218
DEFINICION Un Histograma es la organización de un número de datos muestra que
nos permite visualizar al proceso de manera objetiva.
• Permite ver la distribución de la frecuencia con la que ocurren las
cosas en los procesos de manufactura y administrativos.
•La variabilidad del proceso se representa por el ancho del histograma, semide en desviaciones estándar o , ± 3 cubre el 99.73%.
LSELIE
Histograma de Frecuencia

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 19/25219
La distribución Normal Estándar
Tiene media 0 y desviación estándar de 1.
El área bajo la curva desde +- infinito vale 1.
La distribución normal es simétrica, cada mitad tiene área 0.5.
La escala horizontal de la curva se mide en desviacionesestándar, su número se describe con Z.
Para cada valor Z se asigna una probablidad o área bajo la curvamostrada en la Tabla de distribución normal

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 20/25220
z0 1 2 3-1-2-3
x x+s x+2s x+s3x-sx-2sx-3
X
La desviación estándar
sigma representa ladistancia de la media al
punto de inflexión de la
curva normal
La Distribución Normal Estándar

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 21/25221
68%34% 34%
95%
99.73%
+1s
+2s
+3s
Características de la Distribución Normal

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 22/25222
El valor de Z
Determina el número de desviaciones estándarentre algún valor x y la media de la población, muDonde sigma es la desviación estándar de la
población .
z = x - m
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 23/252
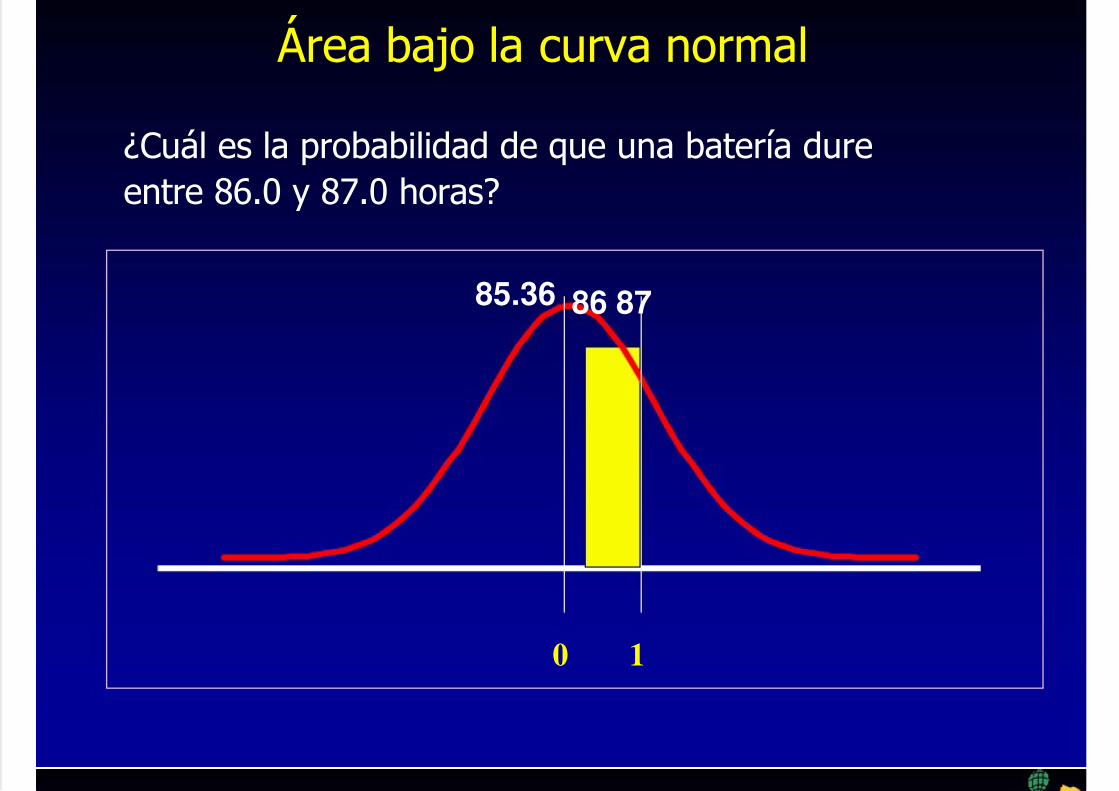
0 1
86 8785.36
¿Cuál es la probabilidad de que una batería dureentre 86.0 y 87.0 horas?
Área bajo la curva normal

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 24/252
¿Que porcentaje de las baterías se espera que duren 80 horas
o menos?Z = (x-mu) / sZ = (80-85.36)/(3.77)= - 5.36/ 3.77 = -1.42P(Z) = distr.norm.estand(-1.42) = 7.78%
85.3680
-1.42 0
Área bajo la curva normal
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 25/252
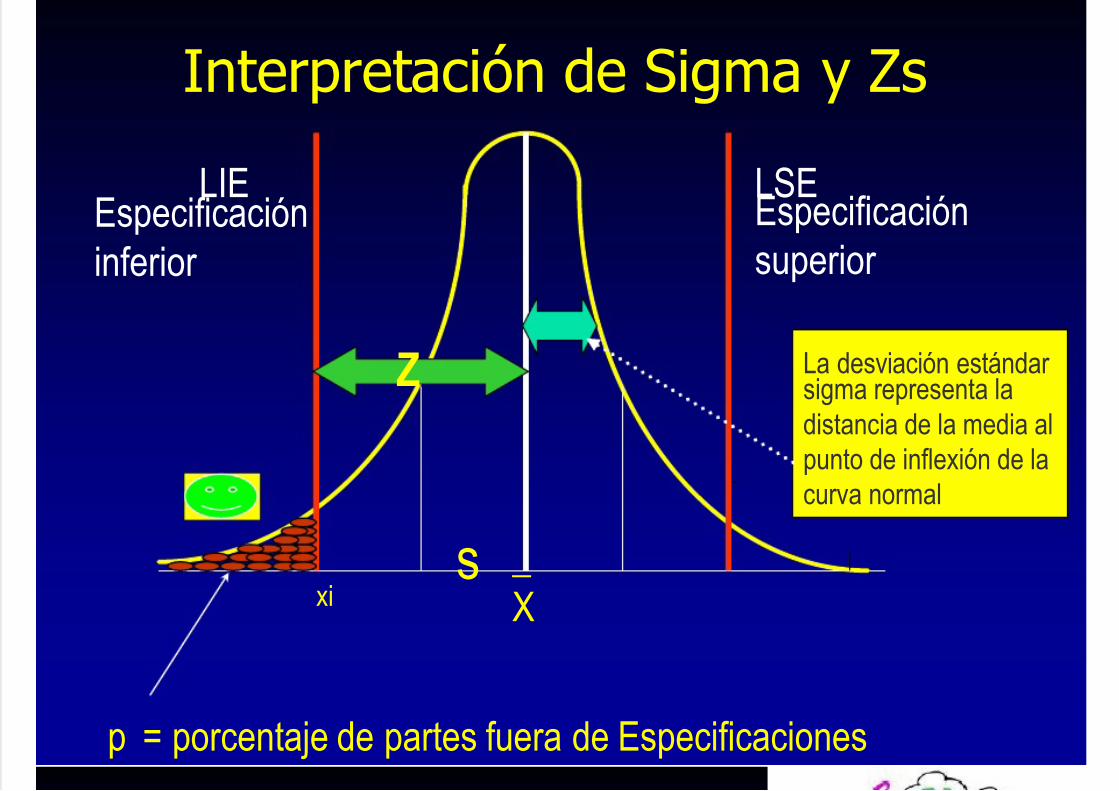
_
Xxis
Z
LIEEspecificación
inferior
LSEEspecificación
superior
p = porcentaje de partes fuera de Especificaciones
La desviación estándar sigma representa la
distancia de la media al
punto de inflexión de la
curva normal
Interpretación de Sigma y Zs

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 26/25226
¿Qué es Sigma? (
) Sigma es un concepto estadístico que representa
cuanta variación hay en un proceso respecto a los
requerimientos del cliente
0 – 2 sigmas, dificultades para cumplir reqs.
2 – 4.5 sigmas, se cumple la mayoría de reqs.
4.5 – 6 sigmas, cumplimiento total a requerimientos.
Un proceso 6
tiene rendimiento del 99.9997%

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 27/25227
¿Por qué es importante
lograr niveles de calidad Seis Sigma Un 99.9% de rendimiento
equivale a un nivel de
calidad de 1 sigma,
representa 10 minutos sin
transmisión de TV o 10
minutos sin línea telefónica
por semana

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 28/252
28
+4+5 +6 +1+2+3 -2 -1 -4 -3 -6 -5 0
Definición estadística de Seis SigmaCon 4.5 sigmas se tienen 3.4 ppm
Media del procesoCorto plazo Largo Plazo
LSE - LímiteSuperior deespecificación
LIE - Límiteinferior deespecificación
4.5 sigmas
El proceso se puede recorrer1.5 sigma en el largo plazo
La capacidadDel proceso
Es la distanciaEn Sigmas deLa media al LSE
3.4ppm

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 29/252
29
2. Despliegue de Seis Sigma en la empresa

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 30/252
30
2. Despliegue de Seis Sigma
Análisis FODA
Organización de apoyo para Seis Sigma
Contribuciones de los gurús de la calidad a
Seis Sigma

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 31/252
31
Análisis FODA - SWOT (fuerzas,
debilidades, oportunidades y amenazas) Fuerzas:
Algo en lo que la empresa es buena para hacer Patentes, experiencia, habilidades, recursos clave,
tecnología, posición en el mercado, reputación
Debilidades: Algo que le falta a la empresa o es una condición en la
queda en desventaja Poco flujo de caja, tecnología obsoleta, altos costos
indirectos, sin personal calificado, imagen de malacalidad
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 32/252
32
Análisis FADO - SWOT (fuerzas,
amenazas, debilidades y oportunidades) Oportunidades:
Situaciones ventajosas externas del entorno tales comomercado, económicas u otras que la empresa puede
aprovechar para crecer o mejorar su desempeño
Amenazas: Situaciones externas del entorno en relación a los
mercados, clientes, industria, reglamentaciones, etc.que pueden afectar negativamente los resultados de laempresa
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 33/252
33
Enlace de proyectos con metas
organizacionales Los proyectos seleccionados deben estar alineados
con las metas y objetivos organizacionales
Revisar la capacidad de cambio y mejora de sistemas ¿Qué tan efectivos somos para manejar cambios?
¿Qué tan bien manejamos los procesosmultifuncionales?
¿Se tiene conflictos con Seis Sigma?
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 34/252
34
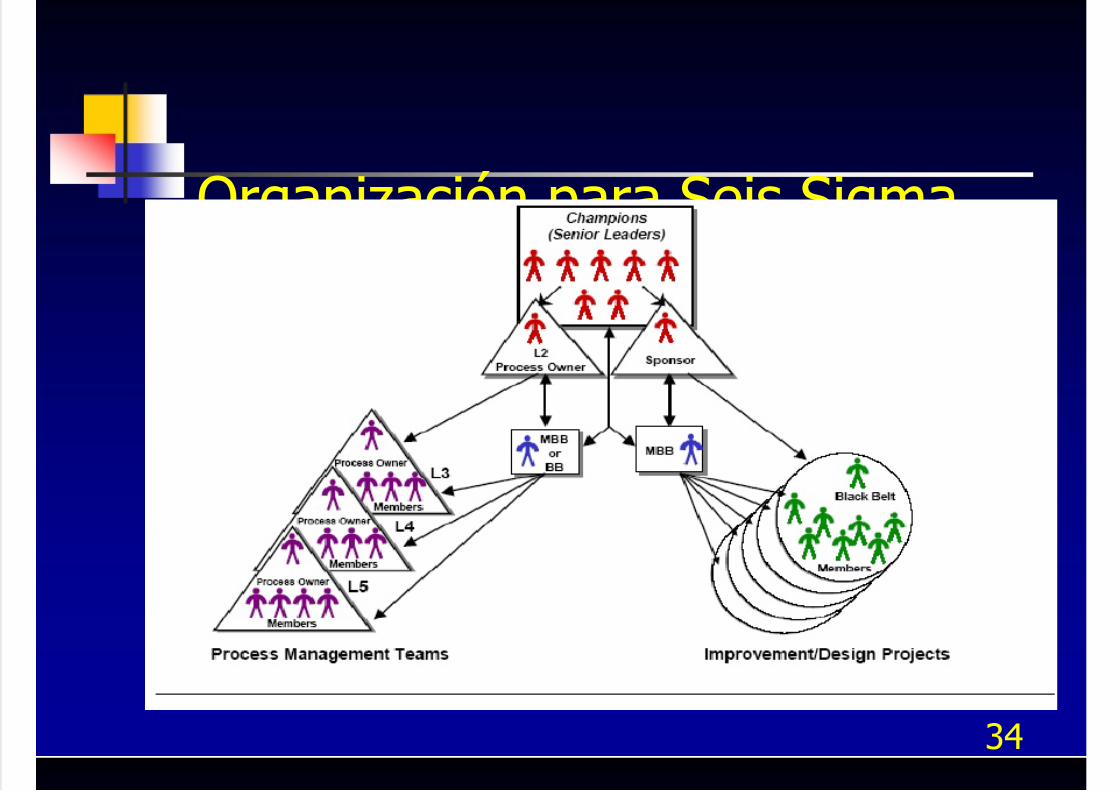
Organización para Seis Sigma

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 35/252
35
Roles en Seis Sigma Champions
Son representantes de la alta dirección que controlan yasignan recursos para promover mejoras, se involucranen todas las revisiones de proyectos en su área deinfluencia. Reciben entrenamiento general en 6 sigma
Propietarios de procesos: Coordinan actividades de mejora de procesos y
monitorea los avances, trabaja con Black Belts paramejorar los procesos bajo su responsabilidad, a vecesactúan como Champions

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 36/252
36
Roles en Seis Sigma Patrocinadores ejecutivos (Sponsors)
Son líderes que comunican, guían y dirigen eldespliegue exitoso de Seis Sigma
Reciben entrenamiento general en Seis Sigma, susherramientas y métodos
Master Black Belts Tienen puestos enfocados a la mejora, con habilidades
demostradas como Black Belt y habilidades deasesoría, instrucción, educación y promoción
Son responsables de apoyar a los Black Belts

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 37/252
37
Roles en Seis Sigma Black belts:
Promotores de proyectos de mejora Seis Sigma Instructores del personal en la empresa
Apoyo al personal en proyectos locales Seis Sigma Identifica oportunidades de mejora
Influye y promueve el uso de herramientas yestrategias Seis Sigma
Actúan como asesores y consultores

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 38/252
38
Roles en Seis Sigma Green Belts:
Pueden ser Black Belts en entrenamiento, manejan las
herramientas estadísticas y de solución de problemaspara los proyectos con impacto financiero y a clientes
Están bajo la tutela de los Black Belts
Líderes de proyecto en su área
Miembros de equipos multidisciplinarios Seis Sigma

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 39/252
39
Reconocimiento y refuerzo Se debe dar reconocimientos tangibles e intangibles
por las mejoras alcanzadas a todos los miembrosparticipantes
El lograr ahorros y publicarlos ayuda a mejorar lamoral de los miembros de los equipos de proyectos
Un sistema adecuado de reconocimientos reforzará labúsqueda y realización de proyectos de mejora

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 40/252
40
3. Gestión de Procesos de negocio

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 41/252
41
3. Gestión de procesos
Enfoque de procesos
Métricas de desempeño
Voz del clientes
QFD y Benchmarking

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 42/252
42
Sistemas y procesos Sistemas un conjunto de procesos
interrelacionados que persiguen un propósitoespecífico
Proceso es la organización de recursos yactividades interrelacionadas que transformanentradas en salidas. Se usa la retroalimentación
para mejorar el desempeño

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 43/252
43
Funciones vs procesoVentas y
Mktg.Ingeniería
Admón.Finanzas
Operacio-nes
RecursosHumanos
TecnologíasInformación
Ejecutivos
Staff
Gerentes
Ingenieros
Superviso-res
Operadores
Proceso de negocio (---) vs Función organizacional (O)
Entrada Salida

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 44/252
44
Enfoque de procesos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 45/252
45
SalidaPRODUCTO
Entrada
(Incluyendo
recursos)
PROCESO
Conjunto de actividades
interrelacionadas o que
interactúan EficienciaResultados contrarecursos empleados
ISO 9004:2000
Eficacia
Capacidad para alcanzarresultados deseados
ISO 9001:2000
Procedimiento
Especificación de laforma en que se realiza
alguna actividad
Actividades de medicióny seguimiento

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 46/252
46
Métricas de desempeño de
procesos Efectividad: que tan bien la salida cubre los requisitos
del cliente
Eficiencia: la habilidad de ser efectivo al menor costo
Adaptabilidad: la habilidad para permanecer efectivo
y eficiente a pesar del cambio

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 47/252
47
Métricas de desempeño de proceso
KIPVs de proveedores: costo, calidad, beneficios ydisponibilidad
KPOVs de procesos: costo, calidad, características ydisponibilidad
CTQs, DPMOs, rendimiento, Sigma del proceso,Throughput; utilidades, crecimiento y participaciónde mercado

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 48/252
48
ENTRADAS:INSUMOS,
INFORMACIÓN
SALIDAS:PRODUCTOS,INFORMACIÓN
ACTIVIDADES
¿Con quien?
Personal
involucrado
¿Con qué?
Recursos, cap.
¿Cómo?
Procedimientosy métodos
¿Cuánto, CuálesIndicadores,eficiencia, eficacia

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 49/252
49
Mapa de procesos SIPOC
Provee-dores
Clientes
Banco de información
EntradasProcesos y sistemas Salidas
Mapa de proceso SIPOC (Proveedores, Entradas, Salidas, Clientes)
Retroalimentación Retroalimentación
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 50/252
50
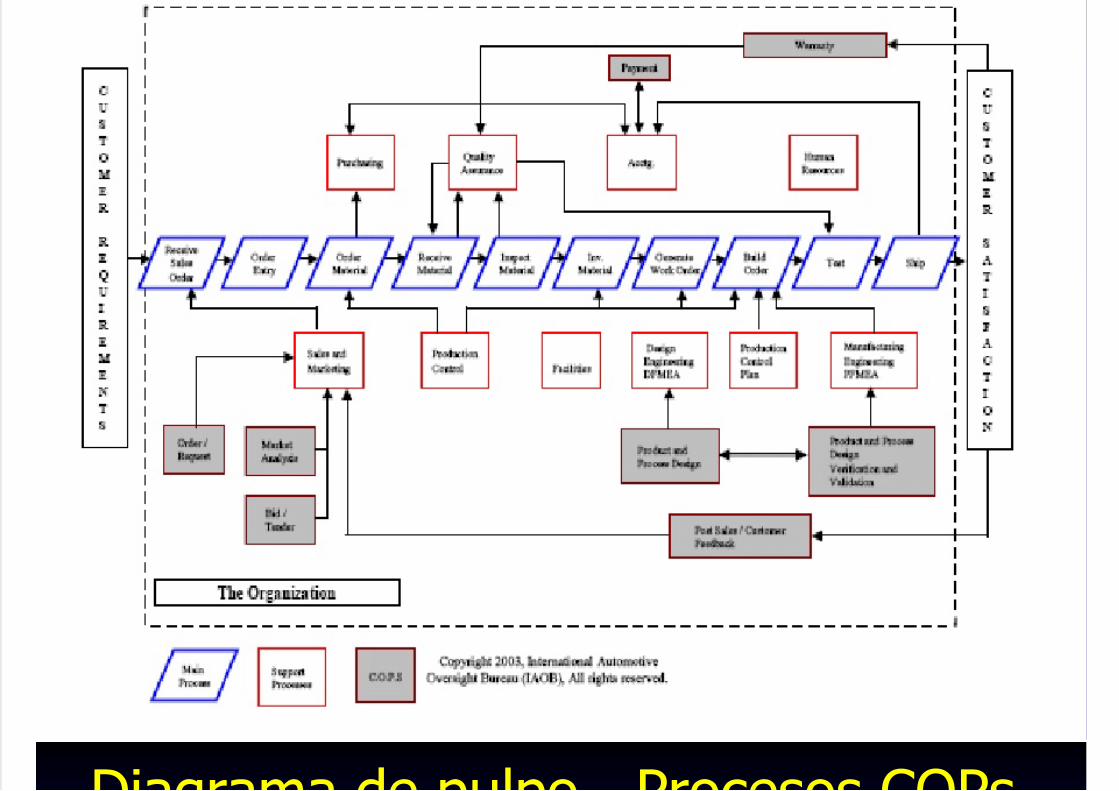
Diagrama de pulpo Procesos COPs
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 51/252
51
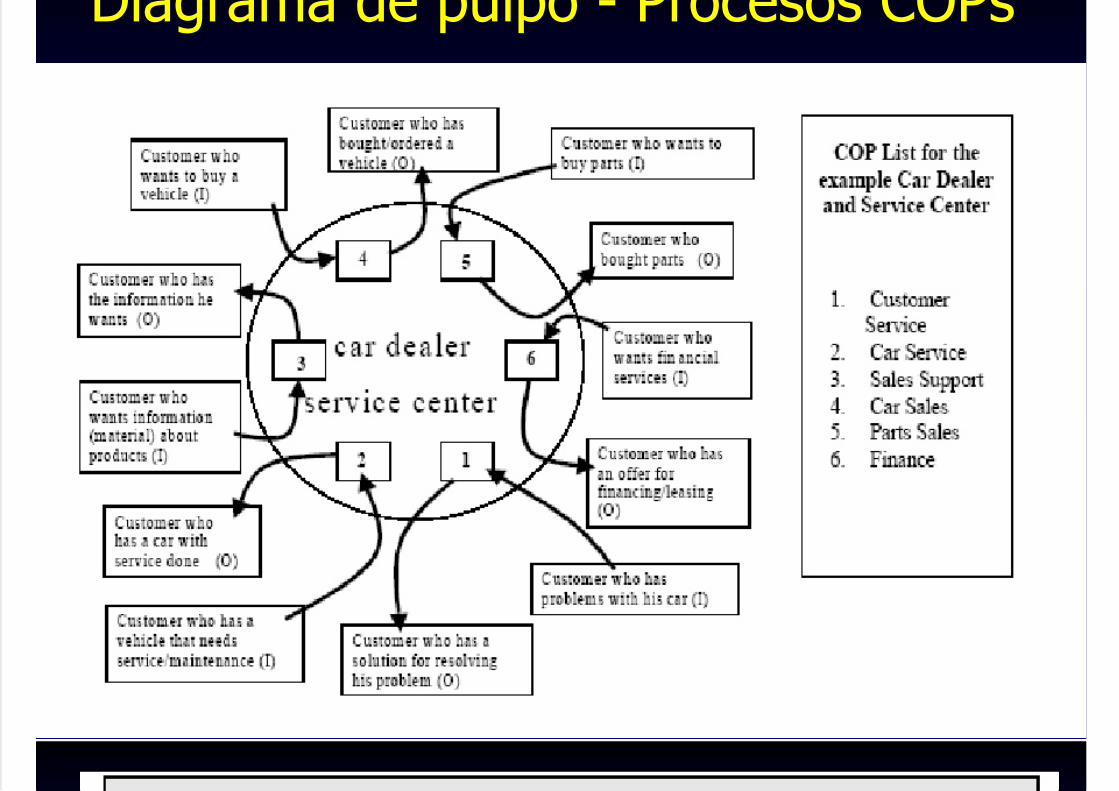
Diagrama de pulpo - Procesos COPs

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 52/252
52

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 53/252
53
Proceso Desición Documento Datos
Proceso Preparación Operación Entrada
Predefinido Manuales
Conector Con. página Display Almacen Terminador
Símbolos de diagrama de flujo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 54/252
54
Inicio
Fin
Paso 2A Paso 2B Paso 2C
Paso 1
Paso 3
¿Bueno?Retrabajo
SíNo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 55/252
55
Diagrama de Flujo FísicoMuestra distancias y movimientos
Edificio A
Edificio B

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 56/252
56

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 57/252
57
Actividades sin valor agregado
Actividades con valor agregado

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 58/252
58
Visita al consultorio médico
Espera Espera

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 59/252
59
Esperar al dependiente 15 min. NAV Pedir artículo 2 min. AV Dependiente pregunta por art. 5 min. NAV
Búsqueda de artículo 20 min. NAV Transporte de artículo 5 min. NAV Entregar artículo al cliente 2 min. AV Inspección por el cliente 5 min. NAV Elaboración de factura 10 min. NAV Empaque del artículo 5 min. AV Verificación de vigilancia 5 min. NAV
Sólo el 12% de actividades agregan valor al servicio

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 60/252
60
Beneficios de lamejora de procesos
Reducción de los costos
Mejora del tiempo de entrega
Mejoras incrementales
Calidad en el servicio
Calidad en el producto

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 61/252
61
Tipos de clientes Clientes internos:
Es el personal interno afectado por el producto oservicio generado (siguiente operación)
Clientes externos: Usuarios finales, compran o usan el producto para su
uso
Intermediarios, compran el producto para su reventa,modificación o ensamble para venta al usuario final
Grupos impactados, no compran ni usan el productopero son impactados por el.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 62/252
62
Modelo de Kano Comprender lo que los clientes quieren puede
clasificarse en tres categorías en este modelo Deleitadores Satisfactores Insatisfactores Satisfactores
SatisfacciónDel cliente
DeleitadoresDesempeño
Insatisfactores

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 63/252
63
Ejemplos de requerimientos delcliente y variables clave de salida
Entregas a tiempo Pedidos completos Exactitud y legibilidad en estados de cuenta Tiempo de respuesta Oportunidad de facturación Apoyo en la solución de problemas Cortesía
Muchas salidas clave del proceso son orientadas alcliente pero otras son orientadas a cumplir conrequerimientos legales o económicos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 64/252
64
Escuchar la Voz del cliente La voz del cliente
describe suspercepciones de los
CTQs en relación con elproducto o servicio querecibe

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 65/252
65
Escuchar su voz de formareactiva La información llega a
la empresa se tome ono acción
Quejas, devoluciones,garantías, descuentos
Con este se inicia

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 66/252
66
Escuchar su voz de formaproactiva
Se busca lainformación con elcliente
Investigación demercados,entrevistas aclientes, encuestas
Identificar lascaract. Importantespara el cliente

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 67/252
67
Grupos de interés
Para Seis Sigma el propietario del proceso es el responsable deun proceso, el BB coordina la mejora con todos los grupos deinterés
SOCIEDAD
ACCIONISTAS OPROPIETARIOS
PROCESOSINTERNOS DE LAEMPRESA
P R O V E E D O R E S
ADMINISTRACIÓNY EMPLEADOS
C L I E N T E S
Matriz de Causa Efecto

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 68/252
68
Matriz de Causa EfectoLista para el
Pareto
Ordenando losnúmeros
resultantes seobserva que:
Las actividades A,B y C son
importantes.
Ahora se evalúanlos planes de
control para susvariables clave(KPIV’s)
Importanciadel Ciente
10 8
Entradas
del Proceso R e s p u e s t a
E x a c t i t u d
T r a t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
R
e q u i s i t o
Total
1 Actividad A 10 10 2622 Actividad B 9 10 2523 Actividad C 10 6 2185 Actividad D 6 7 17110 Actividad E 4 8 1689 Final 4 0 10411
131512144786
9
9
8
6
7
8
9
Salidas o CTQ’s

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 69/252
69
Despliegue de lafunción de calidad – QFD
El QFD proporciona un método gráfico paraexpresar las relaciones entre los requerimientosdel cliente y las características de diseño, forma la
matriz principal
El QFD permite organizar los datos derequerimientos y expectativas del cliente en una
forma matricial denominada la casa de la calidad.Proceso muy lento (toma meses)
Casa de la calidad (QFD)

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 70/252
70
Características de diseñodel producto
N e
c e s i d a d e s
d e l c l i e n t e Relaciones
entre las necesidades
del cliente y las caract.
de diseño del producto
Características de diseñodel producto
N e
c e s i d a d e s
d e l c l i e n t e Relaciones
entre las necesidades
del cliente y las caract.
de diseño del producto
Correlaciones
Técnicas
Números de Prioridad I m p o r t a n c i a p a r a e l c l i e n t e
D e s e m p e ñ o a c t u a l
D e s e m p e ñ
o d e l a c o m p e t e n c i a .
M e t a
P e s o P o n d e r a d o
P e s o n o r m a l i z a d o
R e l a c i ó n d e m e j o r a m i e n t o
D i f i c u l t a d
p a r a l o g r a r l a m e t a
p u
n t o d e v e n t a
I m p o r t a n c i a p a r a e l c l i e n t e
D e s e m p e ñ o a c t u a l
D e s e m p e ñ
o d e l a c o m p e t e n c i a .
M e t a
P e s o P o n d e r a d o
P e s o n o r m a l i z a d o
R e l a c i ó n d e m e j o r a m i e n t o
D i f i c u l t a d
p a r a l o g r a r l a m e t a
p u
n t o d e v e n t a
Esto da como resultado la identificación de las especificaciones
críticas de diseño del producto de acuerdo a la prioridad
% Relativo Nums. De PrioridadEspecs. de la empresa
Especs. de la competenciaMeta de la empresa
Casa de la calidad (QFD)
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 71/252
71
Benchmarking
Proporciona mediciones del desempeño de
una empresa comparados con la
competencia, o con el mejor en el área, es
importante para identificar áreas de
oportunidad de mejora a nivel negocio uoperativo.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 72/252
72
Gestión de Proyectos Seis Sigma
4. Gestión de proyectos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 73/252
73
4. Gestión de proyectos
Definición y características de proyectos Costos de calidad
Análisis de costo beneficio y riesgos en losproyectos
Programación y monitoreo de proyectos
Trabajo en equipo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 74/252
74
Gestión de proyectos – Etapas
Planeación – decidir que hacer
Programación – decidir cuando hacerlo
Control - Asegurar que se obtienen losresultados planeados

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 75/252
75
Definición de proyecto Un proyecto es una serie de actividades y tareas con
un objetivo específico, fechas de inicio y terminacióny recursos consumidos (tiempo, dinero, personal y
equipos). Su gestión se enfoca a lograr:
Las metas y objetivos específicos
En el desempeño o tecnología deseados
Dentro de las restricciones de tiempo y costo Con los recursos asignados

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 76/252
76
Características de los proyectos
exitosos El problema está referido a un área clave del
negocio
El problema está relacionado con un proceso clarocon inicio y fin identificables
Se pueden identificar los clientes que usan lassalidas del proceso
Hay un apoyo adecuado de la organización

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 77/252
77
Problemas encontrados en los
proyectos No relevante a clientes o a necesidades del negocio Tiempo muy largo; sin autoridad para asignar
recursos suficientes
Difícil colección de datos No se pueden identificar los errores o defectos
El proceso no es repetitivo
El proceso puede ser cambiado Se establece el síntoma como el problema

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 78/252
78
Costos de calidad Los costos de calidad son un vehículo para evaluar
los esfuerzos de control de costos e identificaroportunidades de reducción de costos por medio de
mejoras al sistema
Las categorías de los costos de calidad son: Costos de prevención Costos de evaluación Costos de falla interna Costos de falla externa
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 79/252
79
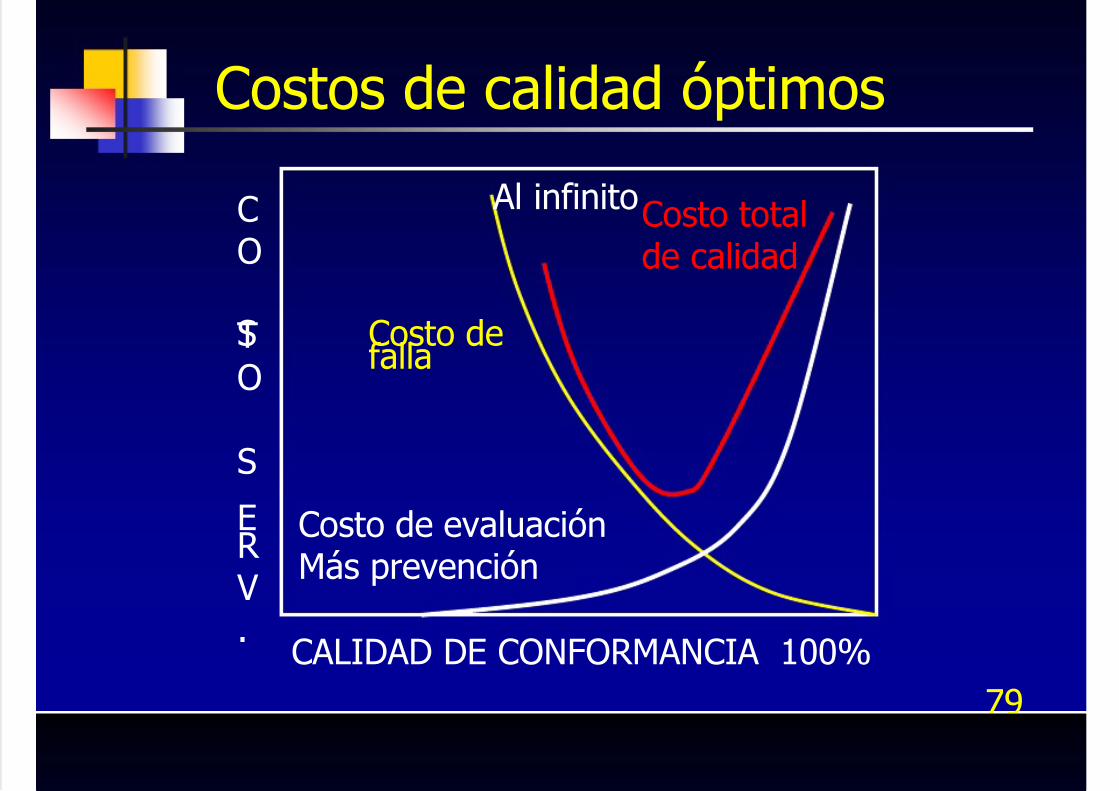
Costos de calidad óptimos
Costo totalde calidad
Costo de evaluaciónMás prevención
Costo defalla
CALIDAD DE CONFORMANCIA 100%
CO
STO
S
ER V.
Al infinito

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 80/252
80
Beneficios financieros de losproyectos – análisis costo beneficio
Realizado para obtener la aprobación del proyectopor la dirección, se siguen los pasos siguientes:
Identificar los beneficios del proyecto Expresarlos en monto, tiempo y duración
Identificar los factores de costo del proyectoincluyendo materiales, personal, recursos
Determinar la ganancia neta
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 81/252
81
Beneficios financieros de losproyectos – Índices financieros
Periodo de pago = Inversión inicial / Beneficiosanuales
Valor presente neto (NPV), + invertir; - no invertir
Tasa interna de retorno IRR
Retorno sobre los activos (ROA) = Ingreso neto / Activos aplicados
Retorno sobre la inversión (ROI) = Ingreso neto porel proyecto / Inversiones
A áli i d d i i

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 82/252
82
Análisis de decisiones enproyectos
Evaluar áreas potenciales de riesgo de negocio como:
Cambios en la tecnología
Competencia
Falta de materiales
Regulaciones y problemas de seguridad e higiene
Regulaciones y problemas ambientales

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 83/252
83
PERT (Program evaluation reviewtechnique)
EJEMPLO: Cambio de oficinasTiempo de la
Actividad Descripción Predecesores Actividad en semanas
A Seleccionar sitio nuevo - 3B Crear plan org. Y financiero - 5C Det. Req. De personal B 3D Diseñar instalación A,C 4E Construir el interior D 8F Sel. personal a transferir C 2G Contratar nuevos empl. F 4H Trasladar registros, pers. F 2I Arreglos con bancos B 5J Capacitar nuevo personal H, E, G 3
RUTA CRÍTICA - La secuencia de actividades más larga que nos llevan del nodo de inicio al nodo de terminaciónACTIVIDADES CRÍTICAS - Actividades dentro de la ruta crítica.
D = 4
E = 8A = 3
F = 2 H = 2 J = 3
G = 2
B = 5 C = 3
I = 5
ANALISIS DE SENSIBILIDAD - Permite ver el tiempo de inicio más próximo (TIP) y el tiempo determinación más próximo de cada actividad (TTP) sin afectar la solución presente.
t = Tiempo esperado de duración de la actividad
1
4
3
6
52
7
8
9

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 84/252
84
Gráfica de Gantt
ID ACTIVIDAD INICIO FIN DURA-
CION
Apr 2003
18 19 20 21 22 23 24 25 26 27 28 29 30 1
1 1 Sem.25/04/200321/04/2003A
2 2 Sem.02/05/200321/04/2003B
3 0.5 Sem.23/04/200321/04/2003C
4 5 Sem.23/05/200321/04/2003D
5 3 Sem.09/05/200321/04/2003E

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 85/252
85
Documentación del proyecto
El documento inicial es el Project Charter del
proyecto para lograr un objetivo de mejora,incluye objetivos, plan del proyecto, presupuesto
y aprobación
Posteriormente se elabora el programa de
actividades del proyecto
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 86/252
86
Revisión de proyectos Las revisiones son efectuadas por el comité
ejecutivo, considera los factores siguientes:
La adecuación del personal, tiempo, equipo y dinero
La efectividad del proyecto total, en base a reportesintermedios y final
Efectividad de acciones correctivas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 87/252
87
Equipos de trabajo El estilo participativo de dirección asegura el
involucramiento del personal en el proceso de mejora
Beneficios de los equipos de trabajo para la empresa: La experiencia y habilidades de los diferentes
empleados enriquece la del grupo y se tiene accesoinmediato
Pueden atacar problemas mayores que como
individuos Pueden comprender completamente el proceso a
mejorar El equipo se auto soporta y coopera en los proyectos
Reconocimiento a miembros del
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 88/252
88
Reconocimiento a miembros delequipo Al finalizar el proyecto Seis Sigma se debe dar un
reconocimiento a los participantes:
Materiales Cheque, viaje, bono Despensa, comida, publicidad
Intangibles Satisfacción, amistad, aprendizaje, agradecimiento,
prestigio

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 89/252
89
Proceso del cambio El modelo clásico tiene tres fases:
Descongelamiento: de los patrones y prácticas
actuales, se presenta la resistencia al cambio
Movimiento: mover al personal a las nuevas formas,prácticas o arreglos
Recongelamiento: una vez cumplida la meta dondequiere estar la empresa
Los esfuerzos para hacer el cambio nunca terminan

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 90/252
90
Proceso del cambio Resistencia al cambio, se presenta por el miedo
perder el empleo miedo a lo desconocido, entre lasestrategias para tratar la resistencia se tienen:
Capacitar y comunicar el cambio Involucrar a los empleados en el proyecto Hacer esfuerzos para soportarlo como consejos y
capacitación Hacer arreglos negociados para el cambio Usar manipulación para obtener apoyo Usar amenazas o fuerza directa
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 91/252
91
Agente de cambio Es la persona o grupo que actúa como catalizador y
asume la responsabilidad para gestión del cambio
Si es un promotor, apoya los esfuerzos del cambio confondos, staff y recursos
Los agentes de cambio pueden ser internos o externos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 92/252
92
5. Metodología Seis Sigma
Fase de Definición

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 93/252
93
5. Fase de Definición
Propósitos
Voz del cliente y CTQs Selección inicial del proyecto
Project Charter
Definición del problema

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 94/252
94
Fase de Definición - Propósitos Selección inicial del proyecto Identificar a los clientes del proceso o producto afectados
Definir las CTQs (características críticas para la calidad)desde la perspectiva del cliente
Definir el alcance del proyecto en un nivel específicomanejable (Team Charter)
Desarrollar una Declaración Refinada del Problema Documentar las actividades en programa del Proyecto

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 95/252
95
Identificación del cliente
En términos simples, un cliente es elreceptor de un producto o servicio.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 96/252
96
Definición de los CTQs Las características del producto/servicio que son
importantes para el cliente desde el punto de vistadel cliente
CalidadDel Producto
Precio
Calidad delServicio
Documento sin errores
Legibilidad adecuada
Trato e interacción
Confiabilidad Velocidad de respuesta
Precio original bajo
Relación de valor
Garantía
Selección inicial

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 97/252
97
Selección inicialdel proyecto
Selección inicial del proyecto Debe tener amplia aceptación por los
involucrados Simple pero no trivial
Seleccionar alcance corto para mostrarbeneficios (3-4 meses)
Dentro del control del equipo
Considerar restricciones de tiempo y recursos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 98/252
98
Revisión del enfoque del proyecto ¿Se relaciona el
proyecto con lasnecesidades del cliente?
¿El proyecto estáalineado con lasatisfacción de sus
necesidades?
Identificando al equipo de

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 99/252
99
Identificando al equipo deproyecto Seis Sigma Líder del equipo (Black Belt)
Miembros (Green Belts)
Asesor (Master Black Belt)
Patrocinador (Champion,Sponsor)
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 100/252
100
Definición de Project Charter Es un acuerdo entre la dirección y el equipo,
estableciendo que se espera de ellos
El Project Charter Clarifica que se espera del equipo Mantiene enfocado al equipo Alinea los proyectos a las prioridades de la empresa Transfiere el proyecto del Champion y Promotor al
equipo del proyecto
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 101/252
101
Project Charter La propuesta del proyecto debe incluir:
Caso de negocio (impacto financiero) Enunciado del problema
Alcance del proyecto (límites) Establecimiento de metas
Rol de los miembros del equipo Metas intermedias y productos finales Recursos requeridos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 102/252
102
Project Charter - Ejemplo Descripción general del
problema
Alcance
Meta medible
Sigmas
Recursos Nombre, Rol Otros participantes
Costos y beneficios Fechas arranque y final
por cada fase DMAIC Impacto financiero
Beneficios estimados Costos estimados
Análisis de personal afectado por
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 103/252
103
Análisis de personal afectado porel proyecto (stakeholders)
Personal impactado por los cambios: Gerentes y personal relacionado con el proceso Clientes, proveedores, finanzas
Es necesario establecer un plan de comunicaciónsobre el proyecto
Negociar las responsabilidades de los diversosgrupos en el proyecto y emitir una matriz deresponsabilidades

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 104/252
104
Definición del problema Se debe definir claramente el problema (proyecto)
Las descripciones del problema a veces son vagas
Se tiene la tendencia a trabajar en un síntoma y no en elproblema
Un problema es la brecha entre lo que es y lo que debeser
La definición del problema debe tener elementosmedibles. Se debe tener un meta a alcanzar en fecha
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 105/252
105
Definición del problema

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 106/252
106
Ejemplo de definición del problema
Y = f(X’s) La gente no está lo suficientemente sana
X1 = Curar la enfermedad
X2 = Curar el cáncer
X3 = Curar el cáncer de pulmón
Sería difícil encontrar una cura si no hay definición
La clave se Seis Sigma – Identificar y

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 107/252
107
La clave se Seis Sigma Identificar ycontrolar las X’s para satisfacer CTQs
Obtener limones frescos recién exprimidos
Cómo se transportan los limones
Dónde se cultivan los limones
Transportar los limones involucra estas Xs:
Tiempo de tránsito entre agricultor y mayorista
Tiempo de tránsito del mayorista al puesto
El alcance del proyecto debe estar limitado a losfactores que representan la principal diferencia :
Tiempo de tránsito del mayorista al puesto
Y = ƒ(X1, X2, X3, X4)
Y = ƒ(X1, X2)
Y = ƒ(X1)

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 108/252
108
Relaciones de sigmas En base al rendimiento Yrt, la probabilidad de uno o
más errores es:
P(d) = 1- YrtSi se tiene FPY = 95% P(d) = 0.05
Entonces la Z a largo plazo se encuentra en tablascomo Zlt = 1.645 sigma y por tanto la Zst a cortoplazo es:Zst = 1.645 + 1.5 (corrimiento) = 3.145
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 109/252
109
Métricas de referencia Defectos por unidad DPU
Defectos por millón de oportunidades
Tiempo promedio de cuentas por cobrar
Líneas de programa de software sin error
Reducción en desperdicios
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 110/252
110
Salidas – Fase de definición Salidas: Una definición clara de la mejora a lograr y
qué se va a medir, un mapa del proceso, lista deCTQs y un programa de trabajo
Project Charter incluyendo metas y beneficios delproyecto tiempos y recursos presupuestados
Los procesos y variables clave involucradas Métricas en relación a indicadores actuales Requerimientos del cliente Plan de trabajo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 111/252
111
6. Metodología Seis Sigma
Fase de medición
ó

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 112/252
112
6. Fase de Medición
Propósitos y salidas
Plan de colección de datos
Herramientas de la fase de medición
Capacidad de sistemas de medición
Capacidad de procesos
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 113/252
113
Fase de medición Propósitos:
Determinar req. de información para el proyecto Definir las Métricas de los indicadores del Proceso
Identificar los tipos, fuentes y causas de la variaciónen el proceso Desarrollar un Plan de Recolección de Datos Realizar un Análisis del Sistema de Medición (MSA)
Llevar a cabo la recolección de datos
Salidas Diagnóstico de la situación actual del problema

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 114/252
114
Tipos de información para proyectos
Tiempo
VariablesAtributos
PASA NO PASA
CIUDAD UNIDAD DESCRIPCION TOTAL
1 $10.00 $10.00
3 $1.50 $4.50
10 $10.00 $10.00
2 $5.00 $10.00
ORDEN DE ENVIO
Error

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 115/252
115
Plan de recolección de datos Un plan de Recolección de Datos relacionada con
las CTQs de interés es la documentación de:
Qué información se va a recolectar Por qué se necesita
Quién es responsable Cómo se va a recolectar
Cuándo se va a recolectar Dónde se va a recolectar

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 116/252
116
Definiciones operativas El Plan de Recolección de Datos debería de basarse
en las Definiciones Operativas medibles: Definiciones Operativas ya desarrolladas para los
clientes CTQs – las “Ys” Se necesita desarrollar Definiciones Operativas para el
proceso “Xs”
Y = ƒ(X1, X2, X3, X4…Xn)
CTQ Proveedor/Entrada/Proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 117/252
117
Las 7 herramientas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 118/252
118
estadísticas Diagrama de Causa efecto – para identificar las
posibles causas a través de una lluvia de ideas, la cualse debe hacer sin juicio previos y respetando las
opiniones.
Diagrama de Pareto – para identificar prioridades
Diagrama de Dispersión – para analizar la correlaciónentre dos variables, se puede encontrar: Correlación positiva o negativa Correlación fuerte o débil
Sin correlación
Las 7 herramientas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 119/252
119
as e a e tasestadísticas
Hoja de verificación – para anotar frecuencia deocurrencias de los eventos (con signos |, X, *, etc.)
Histogramas – para ver la distribución de frecuencia delos datos
Las cartas de control de Shewart – para monitorear el
proceso, prevenir defectivos y facilitar la mejora Cartas de control por atributos y por variables
Las 7 herramientas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 120/252
120
Las 7 herramientas
estadísticas Estratificación – para separar el problema general enlos estratos que lo componen, por ejemplo, por áreas,departamentos, productos, proveedores, turnos, etc..
Diagrama de flujo – para identificar los procesos, lascaracterísticas críticas en cada uno, la forma deevaluación, los equipos a usar, los registros y plan de
reacción, se tienen: Diagramas de flujo de proceso detallados Diagramas físicos de proceso Diagramas de flujo de valor
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 121/252
121
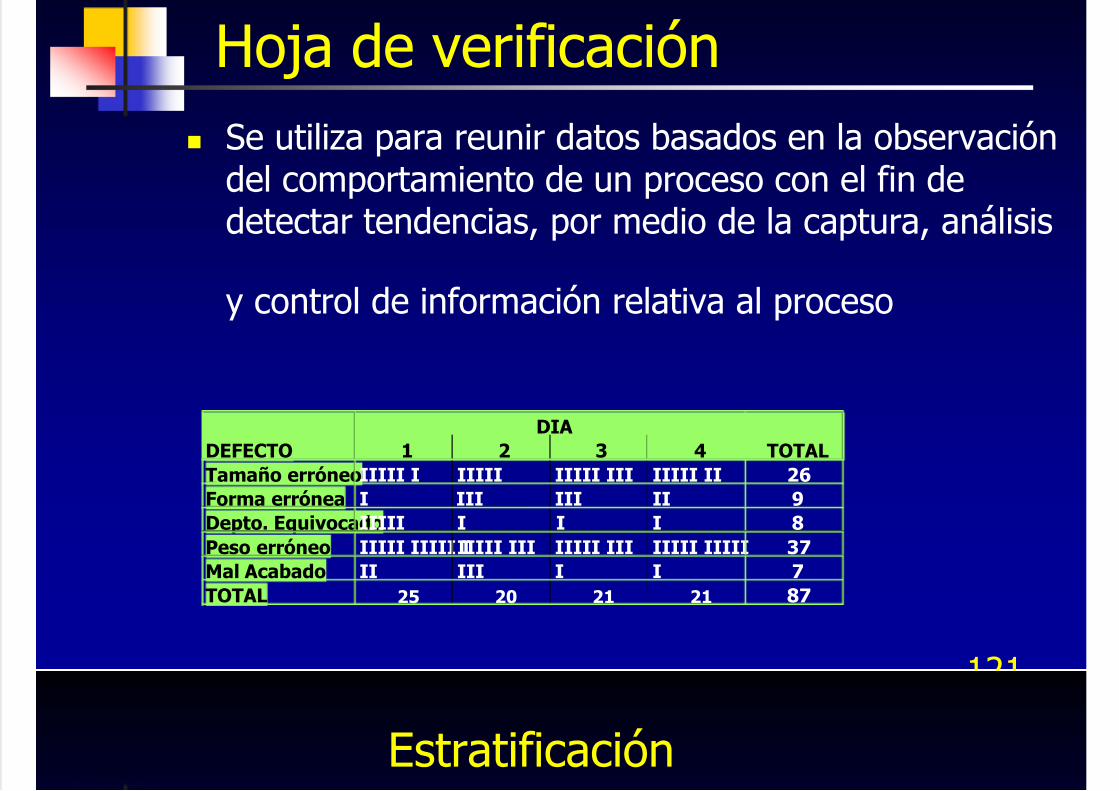
Hoja de verificación Se utiliza para reunir datos basados en la observación
del comportamiento de un proceso con el fin dedetectar tendencias, por medio de la captura, análisis
y control de información relativa al proceso
DEFECTO 1 2 3 4 TOTALTamaño erróneoIIIII I IIIII IIIII III IIIII II 26Forma errónea I III III II 9Depto. EquivocadoIIIII I I I 8Peso erróneo IIIII IIIII IIIIII III IIIII III IIIII IIIII 37Mal Acabado II III I I 7TOTAL 25 20 21 21 87
DIA
Estratificación

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 122/252
122
DEFINICION Clasificación de los datos o factores sujetos a estudio
en una serie de grupos con características similares.
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 123/252
123
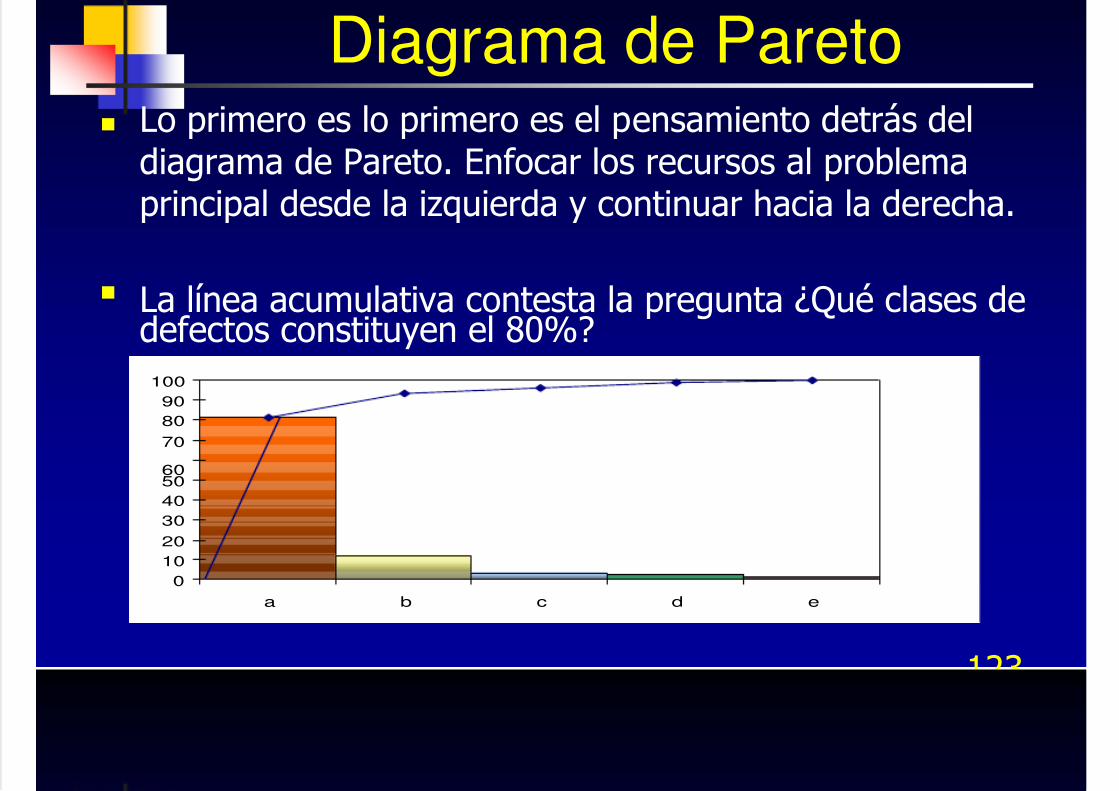
Diagrama de Pareto Lo primero es lo primero es el pensamiento detrás del
diagrama de Pareto. Enfocar los recursos al problemaprincipal desde la izquierda y continuar hacia la derecha.
La línea acumulativa contesta la pregunta ¿Qué clases dedefectos constituyen el 80%?
01020
30405060
70
8090
100
a b c d e

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 124/252
124
Diagrama de Pareto EJEMPLO: Se tienen los errores siguientes:
A. Ortografía 20
B. Sintaxis 60
C. No legible 80
D. Cantidad equiv. 30
E. Mal impresa 10
Construir un diagrama de Pareto y su líneaacumulativa
Carta de tendencia y Diagrama

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 125/252
125
y gde dispersión Es una gráfica de línea (Excel) mostrando el
comportamiento de una variable (ventas, producción,desperdicio, etc. ) contra el tiempo (meses, días,etc.)
El diagrama de dispersión muestra en una gráfica decoordenadas (X,Y) la relación que existe entre dosvariables (X y Y)
La correlación indica el grado de dependencia de lasvariables X y Y en el diagrama de dispersión
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 126/252
126
Capacidad de Proceso
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 127/252
127
_Xxi
s
Z
LIE
Especificación
inferior
LSE
Especificación
superior
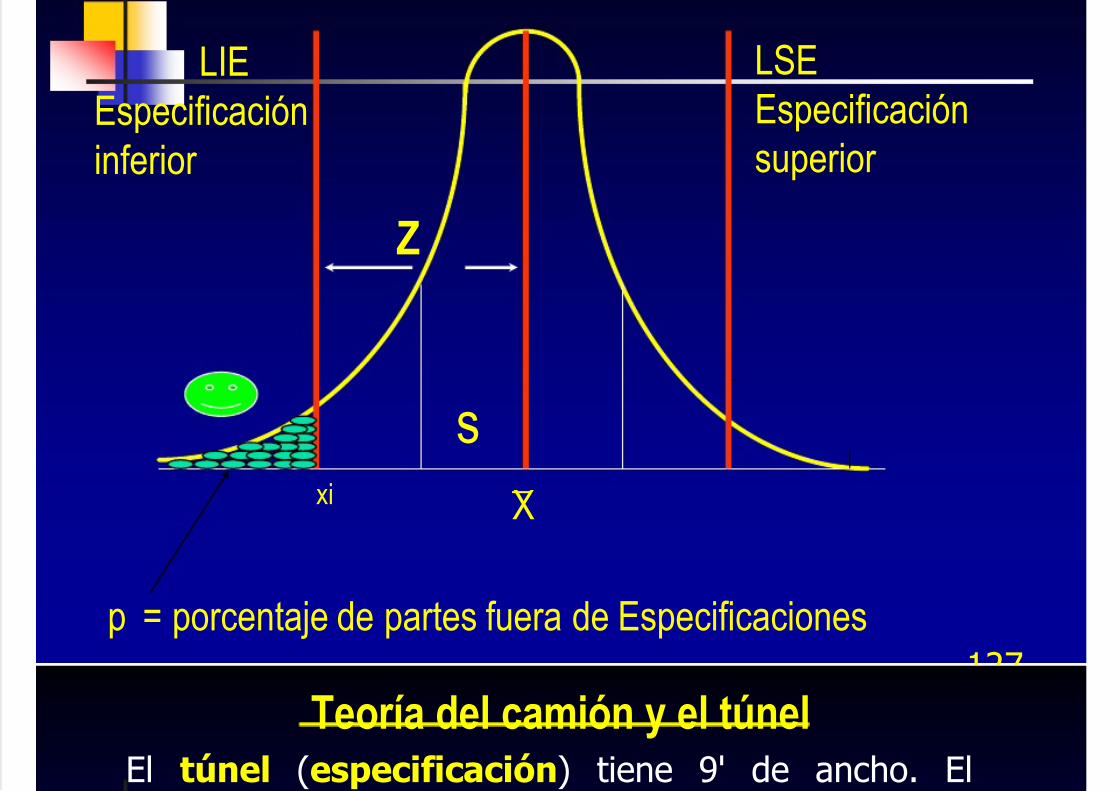
p = porcentaje de partes fuera de Especificaciones
Teoría del camión y el túnelEl túnel (especificación) tiene 9' de ancho. El

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 128/252
128
Nigel´s Trucking Co.
camión (variación del proceso) tiene 10’ y elchofer es perfecto. ¿Pasaría el camión? NO, lavariabilidad del proceso es mayor a la especificación.
Ancho 9´
El proceso debe estar en control,
tener capacidad y estar centrado
Capacidad del proceso – Fracción defectiva
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 129/252
129
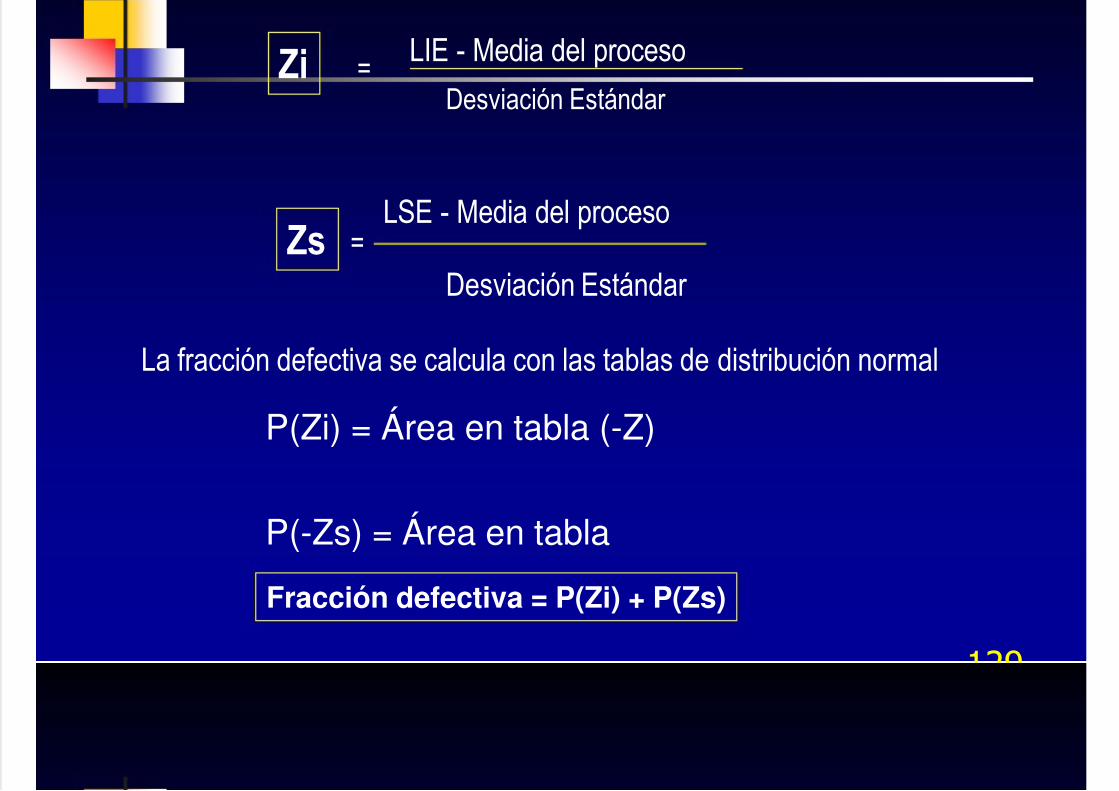
Zi =LIE - Media del proceso
Desviación Estándar
LSE - Media del proceso
Desviación Estándar
La fracción defectiva se calcula con las tablas de distribución normal
P(Zi) = Área en tabla (-Z)
P(-Zs) = Área en tabla
Zs =
Fracción defectiva = P(Zi) + P(Zs)
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 130/252
130
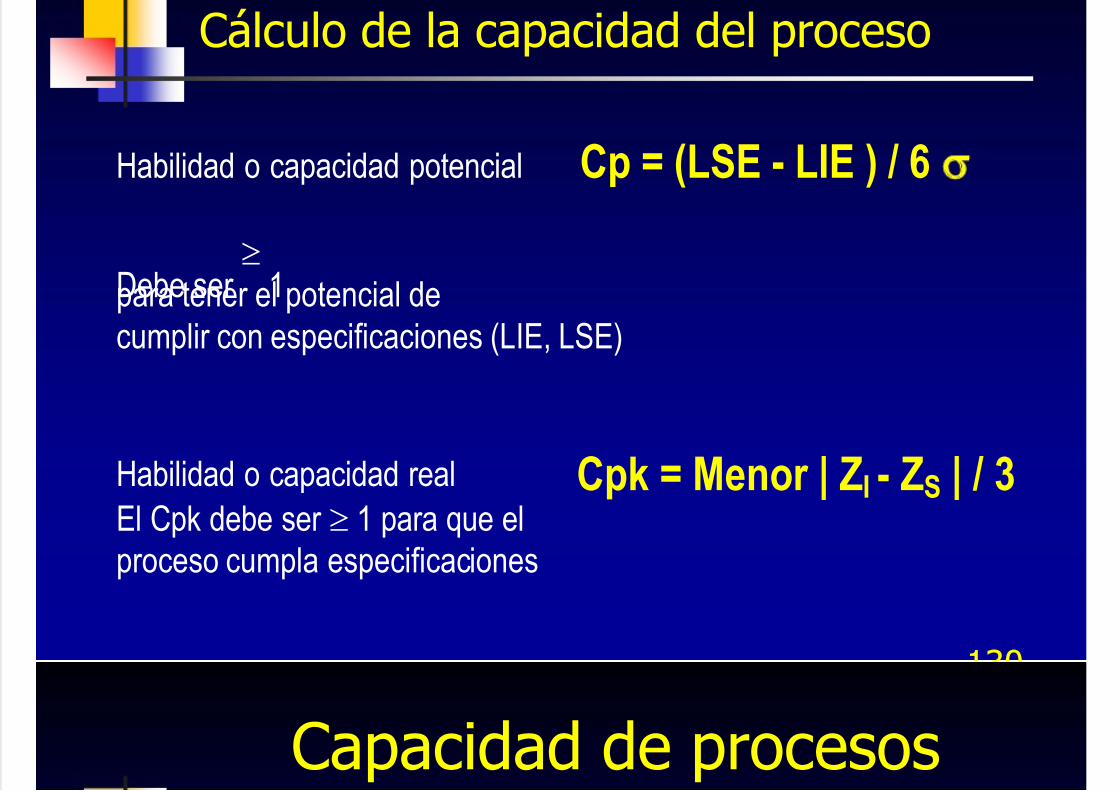
Cálculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE ) / 6
Debe ser
1para tener el potencial de
cumplir con especificaciones (LIE, LSE)
Habilidad o capacidad real Cpk = Menor | ZI - ZS | / 3El Cpk debe ser 1 para que el
proceso cumpla especificaciones
Capacidad de procesos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 131/252
131
bajo Seis Sigma
Motorola notó que muchas operaciones en productos
complejos tendían a desplazarse 1.5 sobre el
tiempo, por tanto un proceso de 6 a la largatendrá 4.5 hacia uno de los límites de
especificación, generando 3.4 DPMOs (defectos por
millón de oportunidades)
Capacidad de Proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 132/252
132
Nota: La capacidad a largo plazo, asume la media de proceso como desplazada de la especificación por 1.5 sigma .
MEDIA ORIG. CORRIDA LSE
Cpk PPM. lt Z.lt Z.st
0.00 500,0000.01.5
0.17 308,5380.52.0
0.50 66,8071.53.0
0.83 6,2102.54.0
1.00 1,3503.04.5
1.17 2333.55.0
1.33 324.05.5
1.50 3.44.56.0
1. Z.st es el número de sigmas, en el mejor nivel que puede tener elproceso, a corto plazo. Este el indicador de capacidad de procesos 6S
2. Z.st siempre es un valor mayor a Z.lt, debido a que el valor a largoplazo es reducido por los cambios del proceso (en promedio, 1.5s)
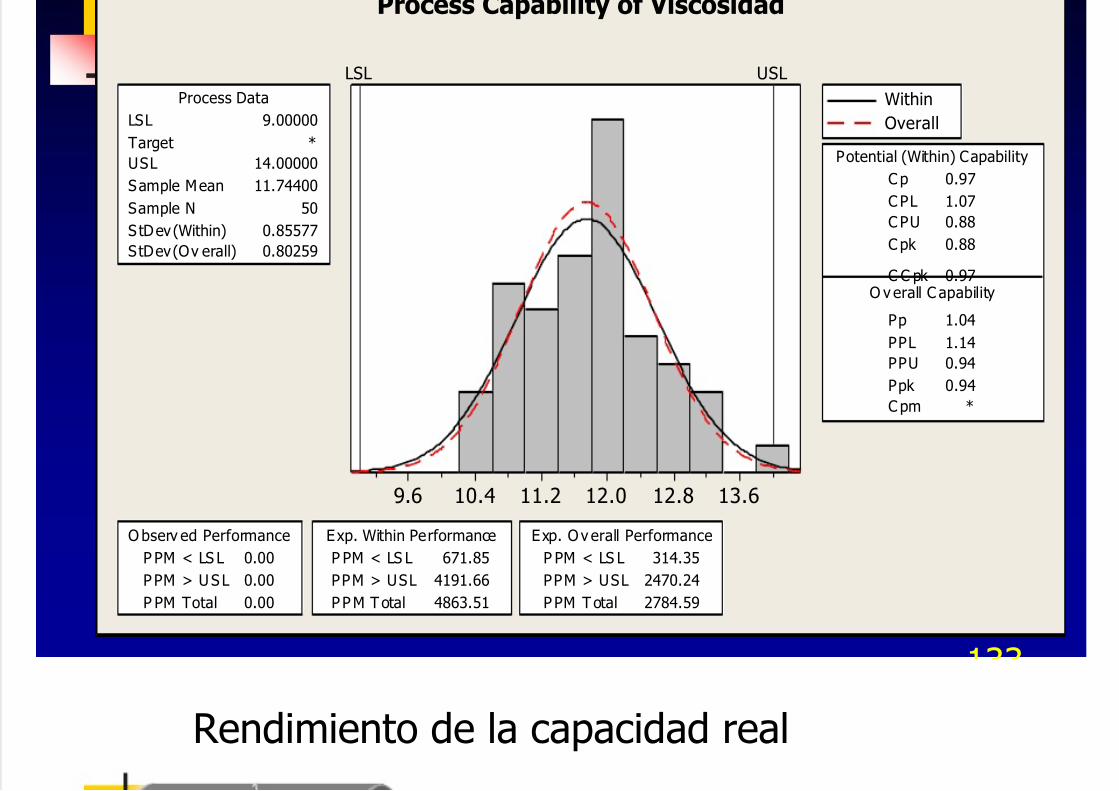
Ejemplo de capacidad de proceso
P o ess Ca abilit of Vis osidad
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 133/252
133
13.612.812.011.210.49.6
LSL USL
Process Data
SampleN 50
S tDev(Within) 0.85577
StDev(Ov erall) 0.80259
LSL 9.00000
Target *
USL 14.00000
Sample Mean 11.74400
Potential (Within) Capability
C C pk 0.97O v erall C apability
Pp 1.04
PPL 1.14
PPU 0.94
Ppk
C p
0.94
C pm *
0.97
C PL 1.07
C PU 0.88
C pk 0.88
O bserv ed Performance
P PM <LS L 0.00
PPM >U SL 0.00
P PM Total 0.00
Exp. Within Performance
P PM <LS L 671.85
PPM>USL 4191.66
PPMTotal 4863.51
Exp. Ov erall Performance
P PM <LS L 314.35
PPM>USL 2470.24
PPM Total 2784.59
Within
Overall
Process Capability of Viscosidad
Rendimiento de la capacidad real

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 134/252
134
Recibo de partesdel proveedor
45,000Unidades
desperdiciadas
51,876Unidades
desperdiciadasCorrecto la
primera
vez
Después de lainspección de recepción
De las operacionesde Maquinado
En los puestosde prueba -
1er intento
125,526 unidades desperdiciadaspor millón de oportunidades
28,650Unidades
desperdiciadas
95.5% de rendimiento
97% de rendimiento
94.4% de
rendimiento
YRT = .955*.97*.944 =87.4%
1,000,000 unidades

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 135/252
135
Relaciones de sigmas En base al rendimiento Yrt, la probabilidad de uno o
más errores es:
P(d) = 1- YrtSi se tiene FPY = 95% P(d) = 0.05
Entonces la Z a largo plazo se encuentra en tablas
como Zlt = 1.645 sigma y por tanto la Zst a cortoplazo es:Zst = 1.645 + 1.5 (corrimiento) = 3.145
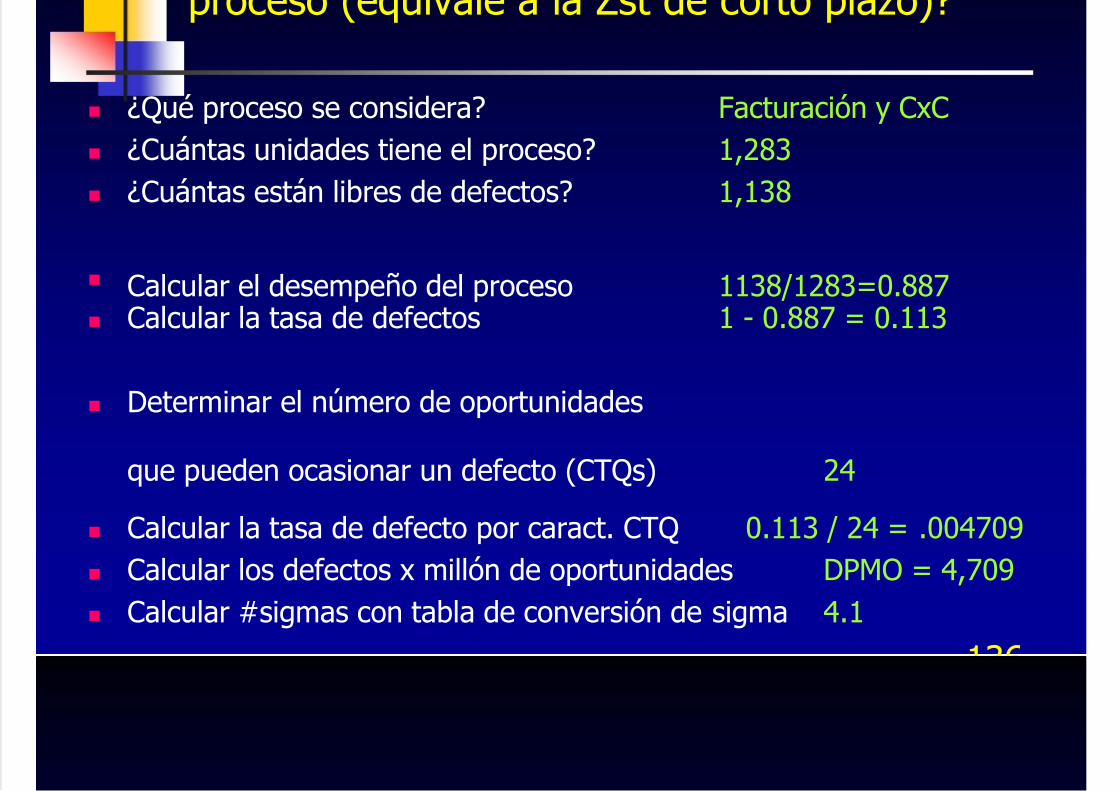
¿Como calcular la capacidad Seis Sigma para unproceso (equivale a la Zst de corto plazo)?
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 136/252
136
proceso (equivale a la Zst de corto plazo)?
¿Qué proceso se considera? Facturación y CxC ¿Cuántas unidades tiene el proceso? 1,283 ¿Cuántas están libres de defectos? 1,138
Calcular el desempeño del proceso 1138/1283=0.887 Calcular la tasa de defectos 1 - 0.887 = 0.113
Determinar el número de oportunidades
que pueden ocasionar un defecto (CTQs) 24
Calcular la tasa de defecto por caract. CTQ 0.113 / 24 = .004709 Calcular los defectos x millón de oportunidades DPMO = 4,709 Calcular #sigmas con tabla de conversión de sigma 4.1

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 137/252
137
Capacidad de lossistemas de medición
Estudios R&R por atributos
Estudio de Repetibilidad y Reproducibilidad de Atributos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 138/252
138
Reproducibilidad de Atributos
Si un empleado, decide que una unidad tiene undefecto o error y otro concluye que la misma unidadno tiene defectos, entonces hay problema con el
sistema de medición.
Igualmente, el sistema de medición es inadecuadocuando la misma persona llega a diferentes
conclusiones al repetir las evaluaciones en la mismaunidad o producto.
GR&R de Atributos - Ejemplo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 139/252
139
j pREPORTE Legenda de Atributos
FECHA: 1G = BuenoNOMBRE:
2NG = No Bueno PRODUCTO: SBU:
COND. DE PRUEBA: Población Conocida Persona #1 Persona #2
Muestra # Atributo #1 #2 #1 #2
% DE EFECTIVIDAD DE DISCRIMINACION (3)
-> 85.00% (4)
-> 85.00%
1 G G G G G Y Y2 G G G G G Y Y3 G G G G G Y Y4 G G G G G Y Y5 G G G G G Y Y
6 G NG G G G N N7 G G G G G Y Y8 G G G G G Y Y9 NG G G NG NG N N
10 NG NG NG G G N N11 G G G G G Y Y12 G G G G G Y Y13 NG NG NG NG NG Y Y14 G G G G G Y Y15 G G G G G Y Y16 G G G G G Y Y
17 NG NG NG NG NG Y Y18 G G G G G Y Y19 G G G G G Y Y20 G G G G G Y Y
% DEL EVALUADOR (1)
-> 95.00% 100.00%
% VS. EL ATRIBUTO (2)
-> 90.00% 95.00%
Esta es lamedida
general deconsistencia
entre losoperadores
y el “experto”.¡90% es lomínimo!
Acuerdo
Y=Sí N=No
Acuerdo
Y=Sí N=No
% DE EFECTIVIDAD DE DISCRIMINACION VS. EL ATRIBUTO
Inte p eta ión de Res ltados
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 140/252
140
Interpretación de Resultados
1. % del Evaluador es la consistencia de una persona.
2. % Evaluador vs Atributo es la medida de el acuerdoque hay entre la evaluación del operador y la del
“experto”.
3. % de Efectividad de Discriminación es la medida deel acuerdo que existe entre los operadores.
4. % de Efectividad de Discriminación vs. el Atributo esuna medida general de la consistencia entre losoperadores y el acuerdo con el “experto”.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 141/252
141
Salidas de la fase de medición Sistema de evaluación R&R validado
Evaluación de la situación actual de la variable de
respuesta (Y) objeto del problema y de los factoresque pueden tener influencia en la misma (X’s),expresado en ppm, DPU, DPMO, Sigmas del procesou otro indicador relacionado con el proceso.
Evaluación de la capacidad de los procesos tanto enla variable de respuesta (Y) como en los factores deinfluencia (X’s), Cp, Cpk, Pp, Ppk, fracción defectiva.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 142/252
142
7. Metodología Seis Sigma
Fase de análisis
7 Fase de Análisis
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 143/252
143
7. Fase de Análisis
Propósitos y salidas
Análisis del Modo y Efecto de Falla (AMEF)
Herramientas para la fase de análisis
Verificación de causas raíz
F d A áli i

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 144/252
144
Fase de Análisis Propósitos:
Establecer hipótesis sobre las posibles Causas Raíz Refinar, rechazar, o confirmar la Causa Raíz
Seleccionar las Causas Raíz más importantes: Las pocas Xs vitales
Salidas: Causas raíz validadas Factores de variabilidad identificados
Diagrama de
Diagrama derelaciones
QFD
DiagramaCausa Efecto
FASE DE ANÁLISIS

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 145/252
145
gIshikawa Diagrama
de Árbol
Análisis del Modo y Efecto deFalla (AMEF)
Causa Efecto
CTQs = YsOperatividad
X's vitales
Diagramade Flujo
delproceso
Pruebasde
hipótesis
Causas raízvalidadas
¿CausaRaíz?
DefiniciónY=X1 + X2+. .Xn
X'sCausas
potenciales
Medición Y,X1, X2, Xn
SiNo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 146/252
146
Análisis del Modo yEfecto de Falla (AMEF)
¿ Q é l AMEF?

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 147/252
147
¿ Qué es el AMEF? El Análisis de del Modo y Efectos de Falla es un
grupo sistematizado de actividades para:
Reconocer y evaluar fallas potenciales y susefectos.
Identificar acciones que reduzcan o eliminen
las probabilidades de falla.
Documentar los hallazgos del análisis.
Modos de fallas vsMecanismos de falla

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 148/252
148
Mecanismos de falla
El modo de falla es el síntoma real de la falla(altos costos del servicio; tiempo de entrega
excedido).
Mecanismos de falla son las razones simples odiversas que causas el modo de falla (métodos no
claros; cansancio; formatos ilegibles) o cualquierotra razón que cause el modo de falla
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 149/252
149
Definiciones
Modo de Falla
- La forma en que un producto o proceso puedefallar para cumplir con los requerimientos.
- Normalmente se asocia con un Defecto, falla oerror.
Alcance insuficiente OmisionesRecursos inadecuados Monto equivocadoServicio no adecuado Tiempo de respuesta exc.
Definiciones
Efecto
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 150/252
150
- El impacto en el Cliente o siguiente proceso cuando el Modode Falla no se previene ni corrige.
Ejemplos:Serv. incompleto Servicio deficienteOperación errática Claridad insuficiente
Causa
- Una deficiencia que genera el Modo de Falla.- Las causas son fuentes de Variabilidad asociada con variablesde Entrada Claves
Ejemplos:
Material incorrecto Error en servicioDemasiado esfuerzo No cumple requerimientos
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 151/252
151
Responsable ____________ AMEF Número _________________
Proceso ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Paso delproceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
ControlesProcesoActuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Resultados de Acción
R bl AMEF Nú
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 152/252
152
Responsable ____________ AMEF Número _________________
Proceso ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de FMEA ______(rev.) ______
Paso de procesoModos de Falla
Potenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles delProcesoActual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta
Resultados de Acción
Relacione los
pasos del
proceso
Pasos del procesoDel diagrama de flujo
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Proceso
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 153/252
153
Responsable ____________ AMEF Número _________________
Proceso ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Paso delproceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Div
Causa(s)Potencial(es)oMecanismos
de falla
Occur
Controles deProcesoActuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
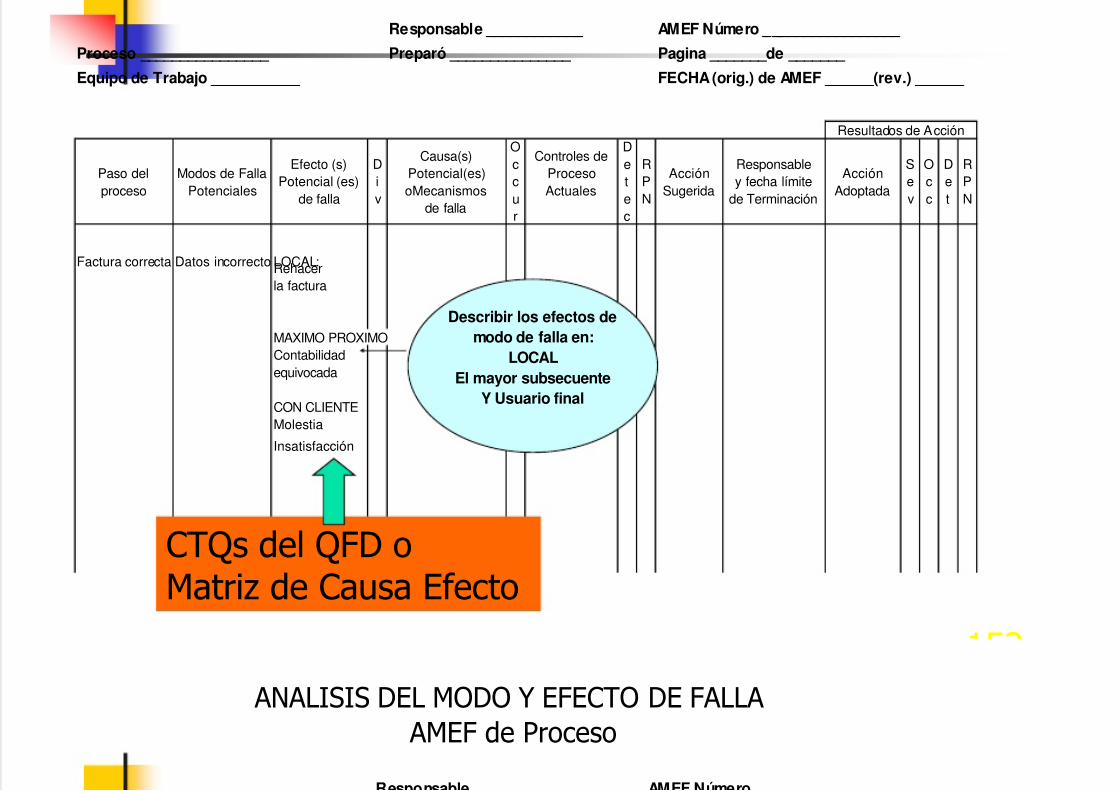
Factura correcta Datos incorrecto LOCAL:Rehacerla factura
MAXIMO PROXIMOContabilidadequivocada
CON CLIENTEMolestia
Insatisfacción
Resultados de Acción
Describir los efectos de
modo de falla en:
LOCAL
El mayor subsecuente
Y Usuario final
CTQs del QFD oMatriz de Causa Efecto
Responsable AMEF Número
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Proceso
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 154/252
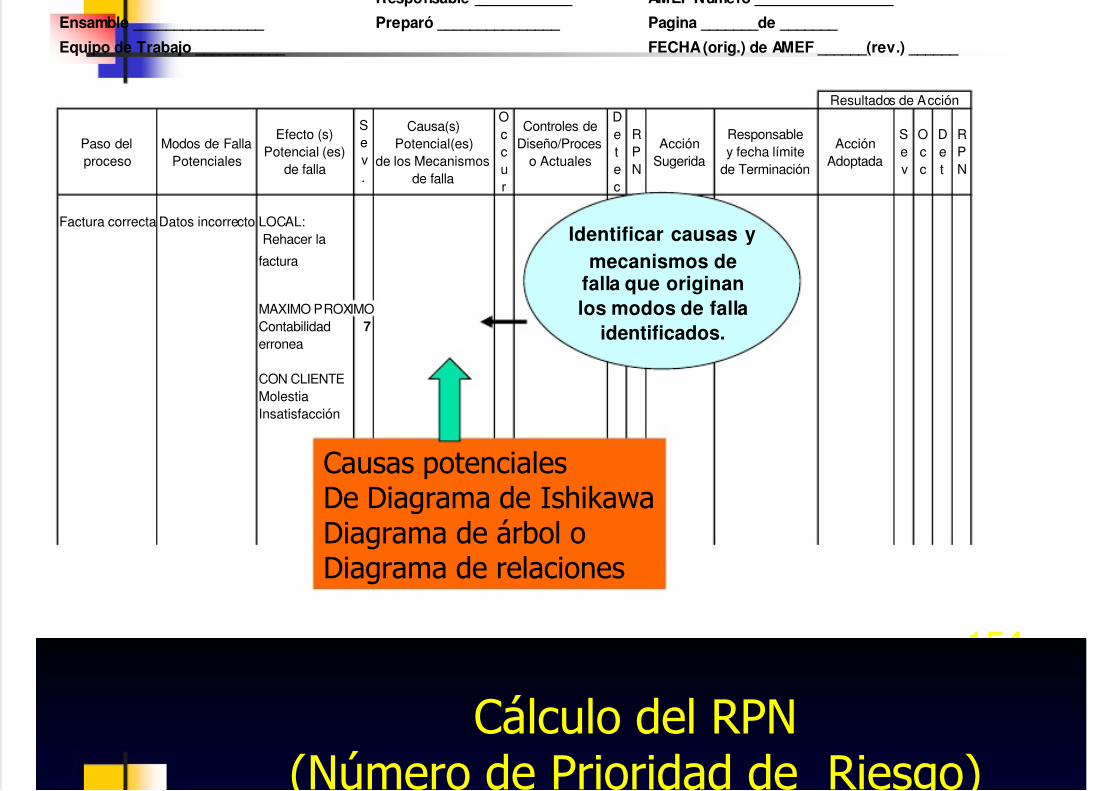
154
Responsable ____________ AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Paso delproceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles deDiseño/Proces
o Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrecto LOCAL:Rehacer la
factura
MAXIMO PROXIMOContabilidad 7
erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
Identificar causas y
mecanismos defalla que originan
los modos de falla
identificados.
Causas potencialesDe Diagrama de IshikawaDiagrama de árbol oDiagrama de relaciones
Cálculo del RPN(Número de Prioridad de Riesgo)

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 155/252
155
Producto de Severidad, Ocurrencia, y Detección
RPN / Gravedad usada para identificar principales CTQs
Severidad mayor o igual a 8RPN mayor a 150
( g )
Responsable AMEF Número
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 156/252
156
p ____________ _________________
Proceso ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Pasos delproceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)de los Modos
de falla
Occur
Controles deProceso actual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura Datos LOCAL:incorrecta incorrectos Rehacer
la factura
MAXIMO PROXIMO
Contabilidad 7 3 5 105erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
Riesgo = Severidad x
Ocurrencia x
Detección
Causas probables aatacar primero
Planear Acciones

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 157/252
157
Planear Acciones
Requeridas para todos los CTQs
Listar todas las acciones sugeridas, qué personaes la responsable y fecha de terminación. Describir la acción adoptada y sus resultados. Recalcular número de prioridad de riesgo .
Reducir el riesgo general del proceso

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 158/252
158
Herramientas de laFase de Análisis
Identificación de causas potenciales Análisis de Regresión
Pruebas de Hipótesis
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 159/252
159
Identificación de causaspotenciales
Tormenta de ideasDiagrama de IshikawaDiagrama de RelacionesDiagrama de Árbol
Verificación de causas raíz
Tormenta de ideas
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 160/252
160
Tormenta de ideas
Técnica para generar ideas creativas cuando la mejorsolución no es obvia.
Reunir a un equipo de trabajo (4 a 10 miembros) en
un lugar adecuado
El problema a analizar debe estar siempre visible
Generar y registrar en el diagrama de Ishikawa ungran número de ideas, sin juzgarlas, ni criticarlas
Motivar a que todos participen con la misma
t id d
Tormenta de ideas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 161/252
161
Tormenta de ideas Permite obtener ideas de los participantes
Diagrama de Ishikawa

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 162/252
162
Anotar el problema en el cuadro de la derecha
Anotar en rotafolio las ideas sobre las posibles causasasignándolas a las ramas correspondientes a: Medio ambiente Mediciones Materia Prima o información de trabajo Maquinaria o equipos
Personal y Métodos o Las diferentes etapas del proceso de servicio
Diagrama de Ishikawa

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 163/252
Medio
ambiente Métodos Personal
¿Qué
producebajas ventas
de
Tortillinas
Tía Rosa?
Clima
húmedo
Calidad del
producto
Tipo deexhibidor
Falta de
motivaciónAusentismo
Rotación depersonal
Maquinaría Materiales
Clientes con
ventas bajas
Malos
itinerarios
Descompostura
del camión
repartidor
Distancia de
la agencia al
changarro
Medición
Seguimiento
semanal
Conocimiento
de losmínimos por
ruta
Frecuencia
de visitas
Elaboración
de pedidos
Posición de
exhibidores
Falta de
supervi
ción
Influencia de lasituación econ del
país
Compra de materialpara el desarrollo denuevos productos por
parte inv Y desarrollo’’’
No hay flujoefectivo de mat.
Por falta deprogramaciónd d
Perdida de mercadodebido a la
competenciaDiagrama de relaciones

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 164/252
164
Programacióndeficiente
Capacidadinstalada
desconocida
Marketing notiene en cuenta
cap de p.Mala prog. De
ordenes de compra
Comprasaprovecha
ofertasFalta de com..... Entre
las dif. áreas dela empresa
Duplicidadde funciones
Las un. Recibenordenes de dos
deptos diferentes
Altosinventarios
No hay controlde inv..... En proc.
Demasiados deptosde inv..... Y desarrollo
Falta de prog. Dela op. En base a
los pedidos
No hay com..... Entrelas UN y la oper.
Falta de
coordinación al fincarpedidos entremarketing y la op.
Falta de control deinventarios en
compras
No hay com..... Entre comprascon la op. general
No hay coordinaciónentre la operación y las unidades
del negocio
Falta de coordinación
entre el enlace de comprasde cada unidad con comprascorporativo
Influencia directa demarketing sobre
compras
parte inv..... Y desarrollo de acuerdoa pedidos
Constantescancelaciones
de pedidosde marketing
No hay coordinaciónentre marketing
operaciones
Falta de comunicaciónentre las unidades
del negocio
Diagrama de árbol o sistemático

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 165/252
165
Meta Medio
Meta
Meta
MedioMedio
Meta u
objetivo
Medioso planes
Medioso planes
Medios
MediosMedios
Primernivel
Segundonivel
Tercernivel
Cuartonivel
Verificación de posibles causas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 166/252
166
Verificación de posibles causas Para cada causa probable , el equipo deberá
por medio del diagrama 5Ws – 1H
QUÉ, POR QUÉ, CÓMO, CUÁNDO, DÓNDE: Llevar a cabo una tormenta de ideas para
verificar la causa.
Seleccionar la manera que: Represente la causa de forma efectiva, y
Realizar una comprobación estadística
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 167/252
167
Modelando relaciones entrevariables
Análisis de regresión
Análisis de Regresión

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 168/252
168
El análisis de regresión es un métodoestandarizado para localizar la correlación entre dosgrupos de datos, y, quizá más importante, crear un
modelo de predicción. Puede ser usado para analizar las relaciones entre:• Una sola “X” predictora y una sola “Y”
• Múltiples predictores “X” y una sola “Y”
• Varios predictores “X” entre sí
Análisis de Regresión
DefinicionesCorrelación

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 169/252
169
Establece si existe una relación entre las variables yresponde a, ”¿Qué tan evidente es esta relación?"
Regresión
Describe con más detalle la relación entre las variables.Construye modelos de predicción a partir de informaciónexperimental u otra fuente disponible.
Regresión lineal simpleRegresión lineal múltipleRegresión no lineal cuadrática o cúbica
Correlación de la información de las X y las Y
Correlación Positiva Correlación Negativa

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 170/252
170
o e ac ó os aEvidente r=1
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Evidente r = -1
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónPositiva r=0.8
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónNegativa r=-0.8
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Sin Correlaciónr = 0
10
15
20
25
5 10 15 20 25
X
Y
0
5
0
Ejemplo
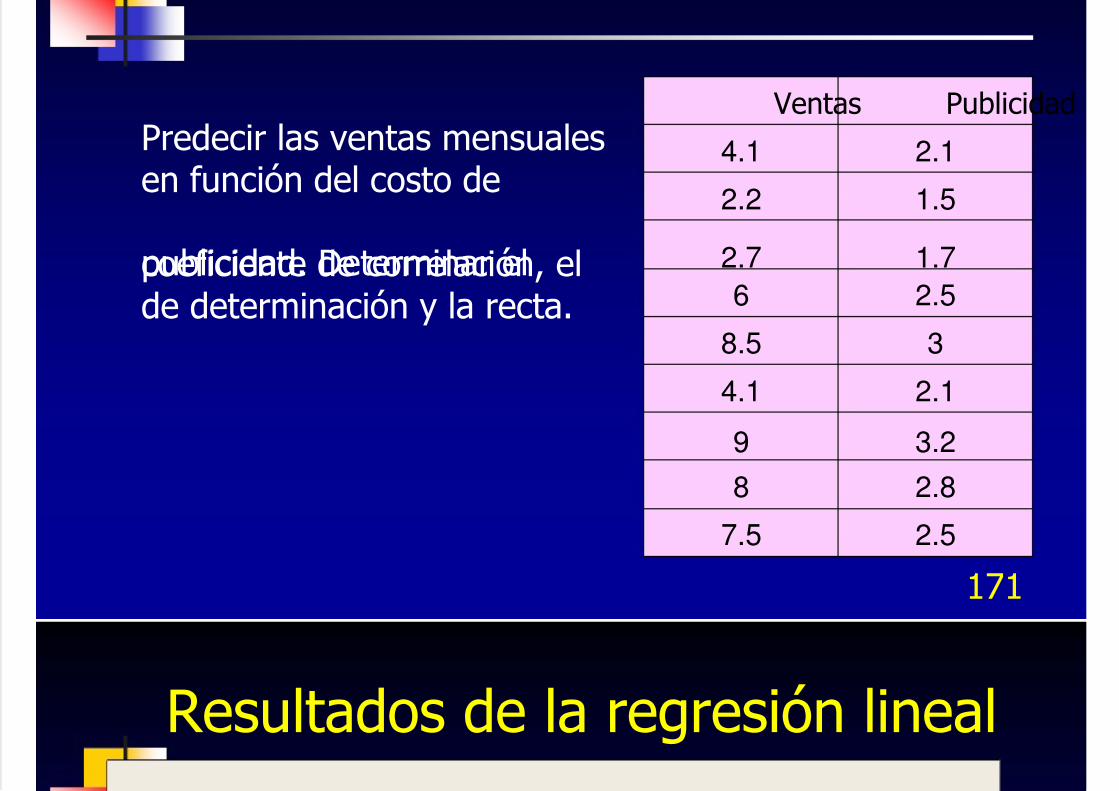
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 171/252
171
Predecir las ventas mensualesen función del costo de
publicidad. Determinar elcoeficiente de correlación, elde determinación y la recta.
Ventas Publicidad
4.1 2.1
2.2 1.5
2.7 1.7
6 2.5
8.5 3
4.1 2.1
9 3.2
8 2.8
7.5 2.5
Resultados de la regresión lineal
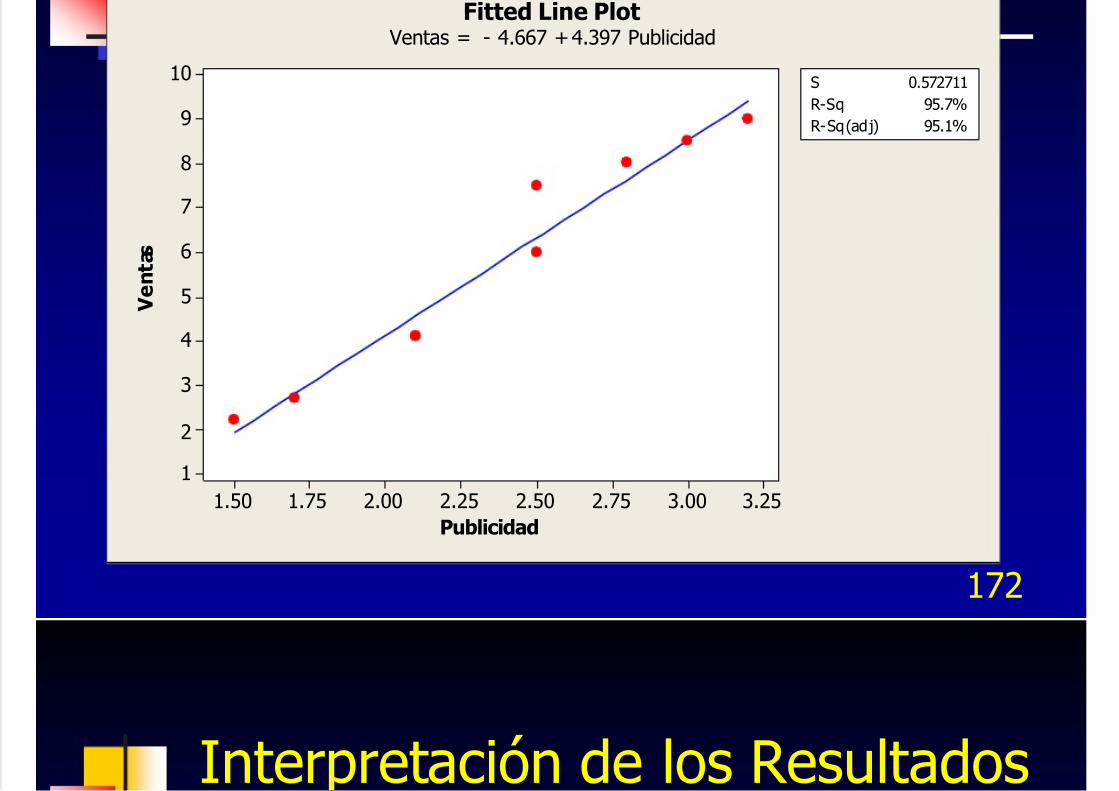
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 172/252
172
Publicidad
V e n t a s
3.253.002.752.502.252.001.751.50
10
9
8
7
6
5
4
3
2
1
S 0.572711
R-Sq 95.7%
R-Sq(adj) 95.1%
Fitted Line Plot
Ventas = - 4.667 + 4.397 Publicidad
Interpretación de los Resultados

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 173/252
173
p
La ecuación de regresión (Ventas = -4.67+4.39 Pub) describe larelación entre la respuesta de predicción Y y la variable predictora X
r (coef. de correlación) indica el nivel de ajuste de lospuntos a la recta de regresión (debe tender a ± 1)
r2 = R2 (coef. de determinación) es el porcentaje de variación
explicado por la ecuación de regresión respecto a la variación totalen el modelo (R-sq)
Regresión múltiple
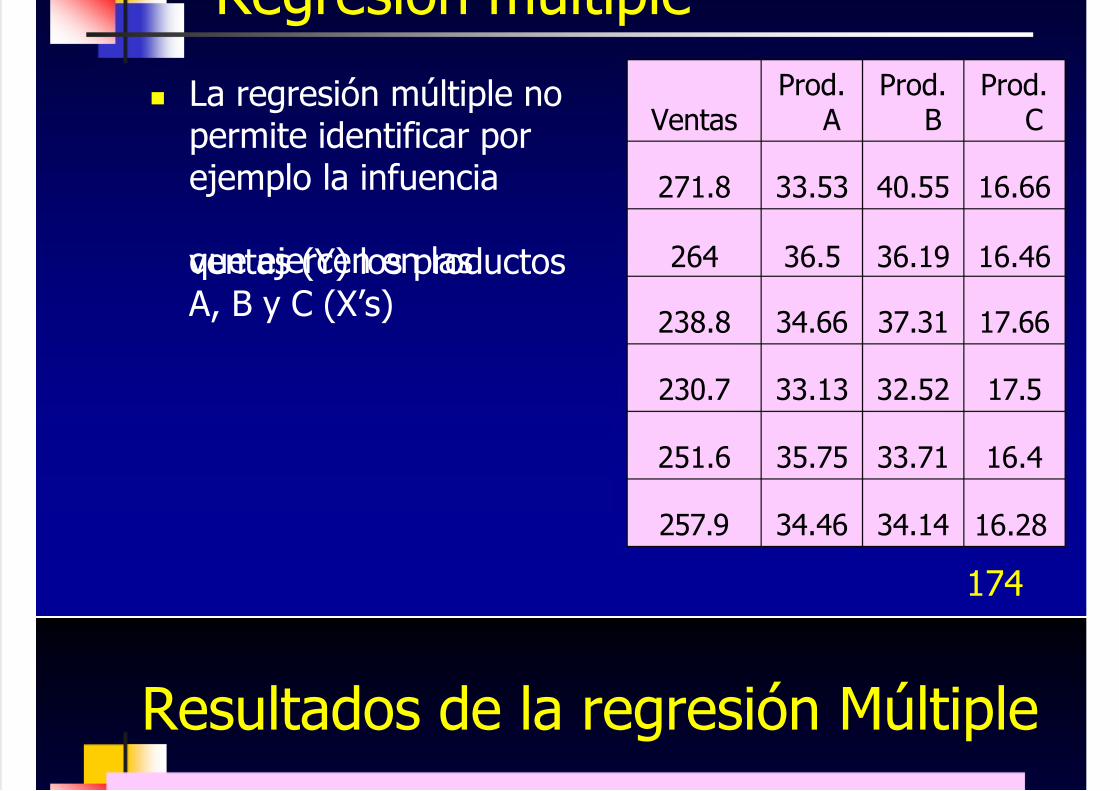
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 174/252
174
Regresión múltiple
La regresión múltiple nopermite identificar porejemplo la infuencia
que ejercen en lasventas (Y) los productos A, B y C (X’s)
VentasProd.
AProd.
BProd.
C
271.8 33.53 40.55 16.66
264 36.5 36.19 16.46
238.8 34.66 37.31 17.66
230.7 33.13 32.52 17.5
251.6 35.75 33.71 16.4
257.9 34.46 34.14 16.28
Resultados de la regresión Múltiple

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 175/252
175
Regression Analysis: Ventas versus Prod. A, Prod. B,Prod. CThe regression equation is Ventas = 489 -0.28 Prod. A+3.21 Prod. B - 20.3 Prod. C
Predictor Coef SE Coef T PConstant 488.74 88.87 5.50 0.032Prod. A -0.278 1.395 -0.20 0.860Prod. B 3.2134 0.5338 6.02 0.027
Prod. C -20.293 2.981 -6.81 0.021
S = 3.47637 R-Sq = 98.0% R-Sq(adj) = 95.0%
Signifi-
cativos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 176/252
176
Pruebas de Hipótesis
Pruebas de Hipótesis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 177/252
177
Variables Atributos
Tablas de
Contingencia Chi Cuad.
Correlación
No Normal
Normal
Varianza Medianas
Variancia Medias
1- Población - Chi
2- Pob. F
Homogeneidadde Varianzas
de Levene
Homogeneidad
de Varianzas
de Bartlett
Correlación
Prueba de signos
Wilcoxon
Mann-
Whitney
Kurskal-
Wallis
Prueba de Mood
Friedman
Pruebas Z, t
ANOVA
Correlación
Regresión
1- Población2- Poblaciones
Una vía
Dos vías
Residuosdistribuidos
normalmente
Proporciones - Z
Pruebas de Medias
Resumen de pruebas de Hipótesis – Datos normales

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 178/252
178
Prueba Z o t de 1 población: Prueba si el promedio dela muestra es igual a un objetivo conocido.
Prueba t de 2 poblaciones: Prueba si los dospromedios de las poblaciones son iguales.
ANOVA de un factor, dirección o vía: Prueba si másde dos promedios de las muestras son iguales.
Pruebas de ProporcionesPrueba Z de 1 o 2 poblaciones: Prueba si unaproporción es igual a la meta o si dos proporcionesson iguales.
¿Qué representa esto?
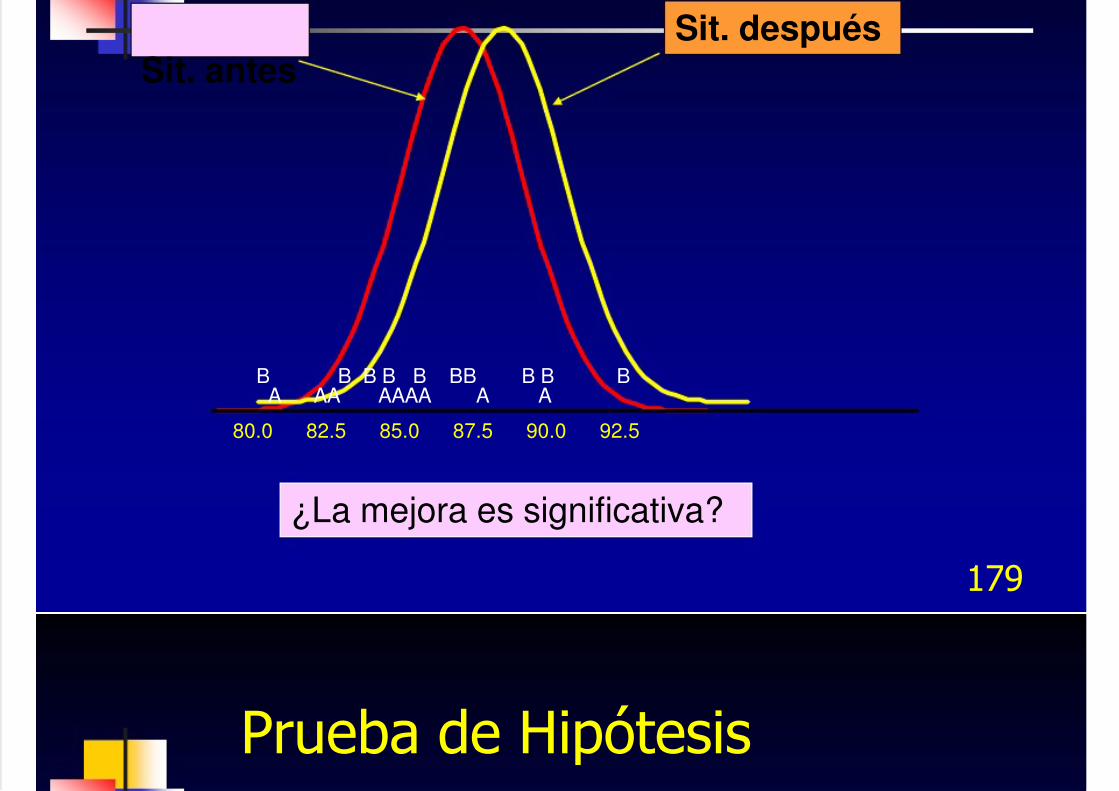
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 179/252
179
Sit. antesSit. después
80.0 82.5 85.0 87.5 90.0 92.5
A AA AAAA A AB B B B B BB B B B
¿La mejora es significativa?
Prueba de Hipótesis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 180/252
180
Pregunta Práctica: ¿Ha habido una mejora significativa?
Pregunta estadística:
¿La media del Después (85.54) es significativamente
diferente de la media del Antes (84.24)? o su diferencia se
da por casualidad en una variación de día a día.
Prueba de Hipótesis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 181/252
181
Debemos demostrar que ha habido una mejora, osea que la Ho debe estar equivocada
Ho:
Ha:
a
a
m m
m m
b
b
Ho: Hipótesis Nula: No existe diferencia entre
el Antes y el Después
Ha: Hipótesis Alterna: Lasmedias del Antes y Después
son diferentes.
Pruebas de Hipótesis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 182/252
182
Se trata de probar una afirmación sobre parámetros de lapoblación.
Por ejemplo: La media = 12; La proporción = 0.3
Media 1 = Media 2
Pasos:1. Establecer las hipótesis Ho y Ha y tipo de prueba
2. Determinar el estadístico de prueba3. Determinar la región de rechazo4. Ver si el estadístico de muestra cae en zona de rechazo5. Tomar una decisión
ANOVA – Análisis de varianza

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 183/252
183
diferentessonsunas A Ha
Ho a
'lg:
.........: 321
m
m m m m
ANOVA – Ejemplo de datos
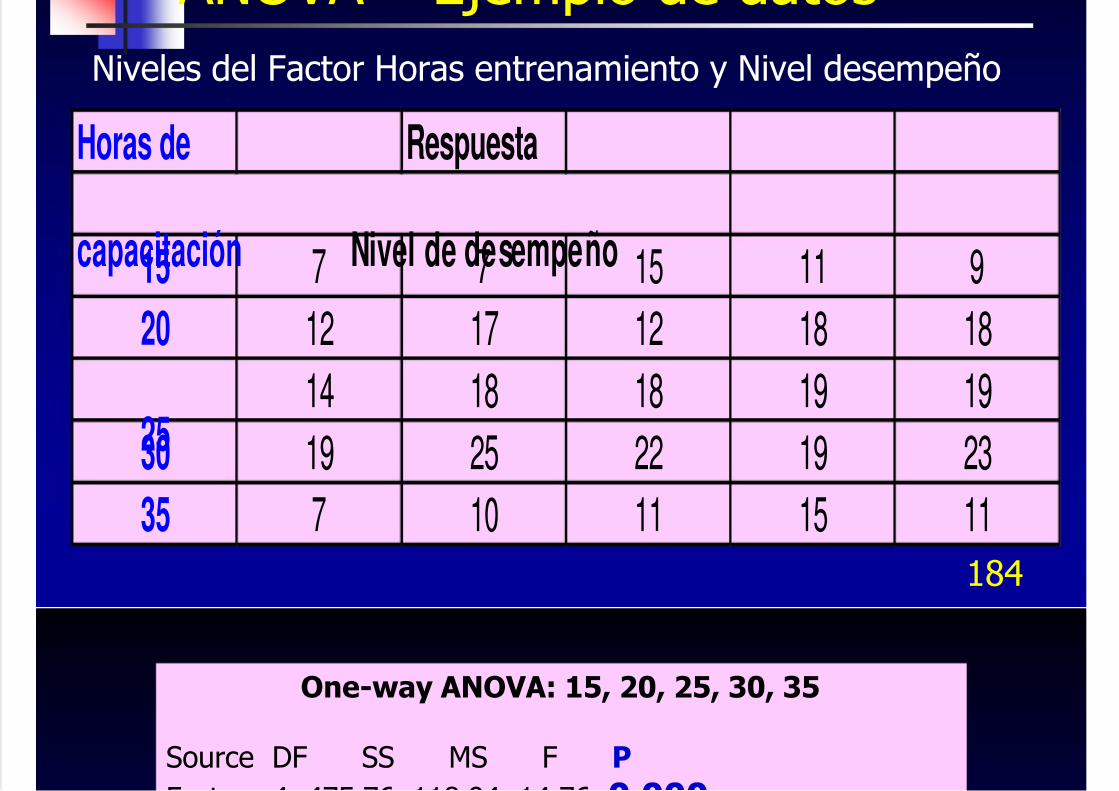
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 184/252
184
ANOVA Ejemplo de datosNiveles del Factor Horas entrenamiento y Nivel desempeño
Horas de Respuesta
capacitación Nivel de desempeño15 7 7 15 11 9
20 12 17 12 18 18
2514 18 18 19 19
30 19 25 22 19 23
35 7 10 11 15 11
One-way ANOVA: 15, 20, 25, 30, 35
Source DF SS MS F PF t 4 475 76 118 94 14 76 0 000

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 185/252
Factor 4 475.76 118.94 14.76 0.000
Error 20 161.20 8.06Total 24 636.96
S = 2.839 R-Sq = 74.69% R-Sq(adj) = 69.63%
Individual 95% CIs For Mean Based onPooled StDevLevel N Mean StDev ------+---------+---------+---------+---15 5 9.800 3.347 (-----*----)20 5 15.400 3.130 (----*----)25 5 17.600 2.074 (----*----)30 5 21.600 2.608 (----*----)35 5 10.800 2.864 (-----*----)
------+---------+---------+---------+---10.0 15.0 20.0 25.0
Pruebas de Hipótesis
V i bl Atributos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 186/252
186
Variables Atributos
Tablas de
Contingencia Chi Cuad.
Correlación
No Normal
Normal
Varianza Medianas
Variancia Medias
1- Población - Chi
2- Pob. F
Homogeneidadde Varianzas
de Levene
Homogeneidad
de Varianzas
de Bartlett
Correlación
Prueba de signos
Wilcoxon
Mann-
Whitney
Kurskal-
Wallis
Prueba de Mood
Friedman
Pruebas Z, t
ANOVA
Correlación
Regresión
1- Población2- Poblaciones
Una vía
Dos vías
Residuosdistribuidos
normalmente
Proporciones - Z
P b d l M di
Resumen de pruebas de Hipótesis – Datos no normales

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 187/252
187
Pruebas de la Mediana
Prueba de signos: Prueba si el promedio de la medianade la muestra es igual a un valor conocido o meta.
Prueba Wilcoxon: Prueba si la mediana de la muestra es
igual a un valor conocido o a un valor hipotético.Prueba Mann-Whitney : Prueba si dos medianas demuestras son iguales.
Pruebas de la Mediana
Resumen de pruebas de Hipótesis – Datos no normales
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 188/252
188
Prueba Mann-Whitney : Prueba si las medianas de dospoblaciones son iguales.
Prueba Kruskal-Wallis: Prueba si más de dos medianas
de poblaciones similares son iguales.
Pruebas de Varianzas
Prueba de Levene : Prueba si las varianzas de dos máspoblaciones son iguales.
Salidas de la fase de análisis

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 189/252
189
Sa das de a ase de a á s s
El equipo deberá comprobar cada causa probableidentificando las causas ráiz:
Llevar a cabo una tormenta de ideas para
verificar la causa.
Comprobar la causa tanto físicamente como
con pruebas de hipótesis
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 190/252
190
8. Metodología Seis Sigma
Fase de Mejora
8. Fase de Mejora

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 191/252
191
Propósitos y salidas
Métodos de Simulación
Diseño de experimentos
Técnicas de creatividad
Implantación y verificación de soluciones
Fase de mejora
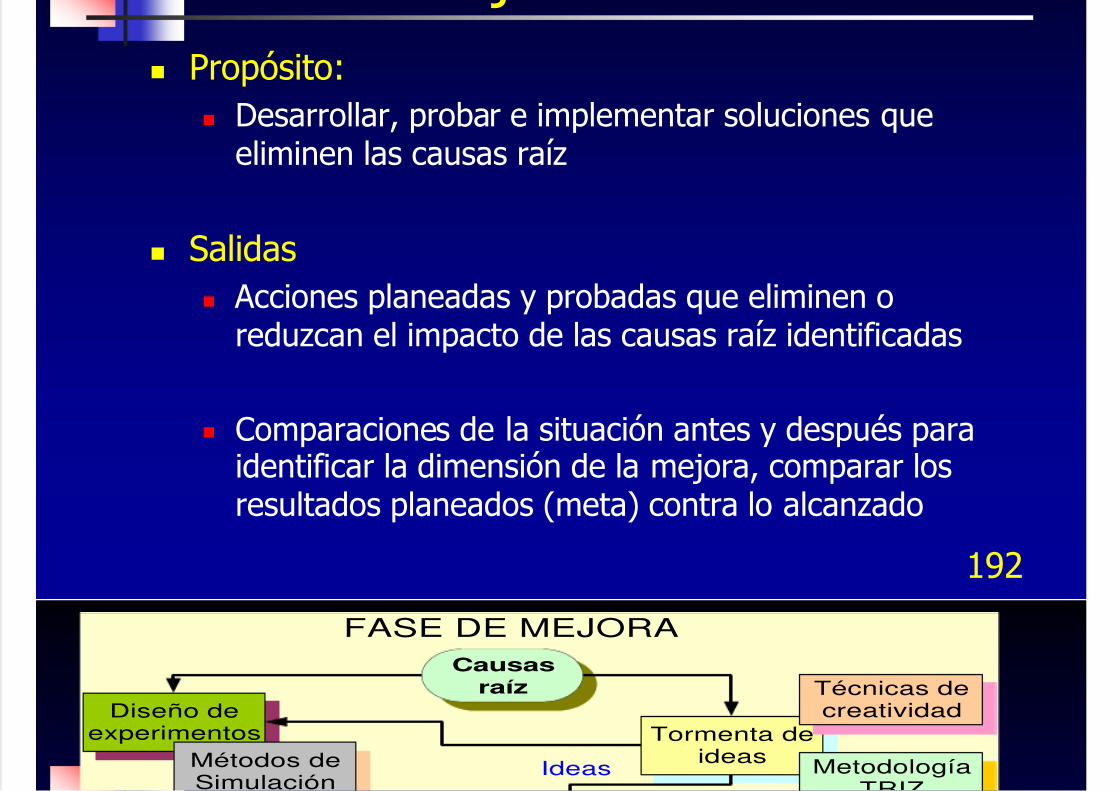
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 192/252
192
j Propósito:
Desarrollar, probar e implementar soluciones queeliminen las causas raíz
Salidas Acciones planeadas y probadas que eliminen o
reduzcan el impacto de las causas raíz identificadas
Comparaciones de la situación antes y después paraidentificar la dimensión de la mejora, comparar losresultados planeados (meta) contra lo alcanzado
Tormenta deideas
Técnicas decreatividad
MetodologíaTRIZ
Diseño deexperimentos
Métodos deSimulación
Causasraíz
FASE DE MEJORA
Ideas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 193/252
193
TRIZ
Generación de soluciones
No
Implementación desoluciones y verificaciónde su efectivdad
Evaluación de soluciones(Fact., ventajas, desventajas)
Solucionesverificadas
¿Soluciónfactible?
Si
Efecto de X'sen las Y =
CTQs
Herramientas de la fase de mejora
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 194/252
194
j
Métodos de Simulación de procesos administrativos
Diseño de experimentos
Métodos de creatividad
Ingeniería Industrial
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 195/252
195
Métodos de Simulaciónpara generar soluciones
Excel, SimQuick y Arena
Simulación de oportunidad deinversión por medio de NPV

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 196/252
196
pAssumptionsStartup Costs 150,000$ Variable Costs 75% of Revenue
Selling Price 35,000$ Cost of Capital 10%
Fixed Costs 15,000$ Tax Rate 34%
Depreciation/Yr 10,000$
Demand/Yr 10.0 units
Year 0 1 2 3 4Demand 9.0 12.0 8.0 11.0
Revenue 315,000 420,000 280,000 385,000
Fixed Cost 15,000 15,000 15,000 15,000
Variable Cost 236,250 315,000 210,000 288,750
Depreciation 10,000 10,000 10,000 10,000
Profit before Tax 53,750 80,000 45,000 71,250
Tax 18,275 27,200 15,300 24,225 Profit after Tax 35,475 52,800 29,700 47,025
Net Cash Flow (150,000) 45,475 62,800 39,700 57,025
Net Present Value $12,017.78
Simulación del comportamiento decolas de espera con programa Q

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 197/252
197
p p g QM/G/1 queuing computations
average
Arrival rate 1 per hour service RATE
Average service TIME 0.5 hours 2 per hour
Standard dev. of service time 0.5 hours
Time unit hour
Utilization 50.00%P(0), probability that the system is empty 0.5000
Lq, expected queue length 0.5000
L, expected number in system 1.0000Wq, expected time in queue 0.5000 hours
W, expected total time in system 1.0000 hours
Modelos de simulación en Excel

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 198/252
198
• ENTIDADES / OBJETOS:
• BUFFERS (COLAS):
• ENTRANCES (ENTRADAS):
• WORK STATIONS (ESTACIONES DE PROCESO):
• EXITS (SALIDAS):
• DECISIÖN POINTS (PUNTOS DE DECISIÓN):
• RESOURCES (RECURSOS):
• PROBABILITY DISTRIBUTIONS (DISTRIBUCIONES DEPROBABILIDAD):
SimQuick
Ejemplo 1. Atención de un cajero de banco
WORK

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 199/252
199
Entrance(s) Puerta Objects entering process 56.40Objects unable to enter 6.00Service level 0.92
Work Station Cajero Work cycles started 54.60
Fraction time working 0.99Fraction time blocked 0.00
Buffer(s) Cola Mean inventory 6.41Mean cycle time 14.04
Clientes servidos Final inventory 53.60Mean inventory 26.33
ENTRANCE STATION Cap. 100
hay 0 inciales
Clientes Cap=10 hay 5
BUFFER BUFFER
Llegan cada Distrib. Normal2 min. En promedio Media = 2.2 min y desv. Estandar de 0.5 min.
Puerta Cola Cajero Clientes
servidos
Simulación con Arena

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 200/252
200
Operación Bancaria

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 201/252
201

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 202/252
202
Diseño de Experimentos(DOE) para generar soluciones
¿Qué es un diseño deexperimentos?

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 203/252
203
Cambios deliberados y sistemáticos de las variables de entrada(factores) para observar los cambios correspondientes en lasalida (respuesta).
Proceso
Entradas Salidas (Y)
Diseño de
Producto
Entradas Salidas (Y)
El Diseño de experimentos tienecomo objetivos determinar:

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 204/252
204
Las X’s con mayor influencia en las Y’s
Cuantifica los efectos de las principales X’sincluyendo sus interacciones
Produce una ecuación que cuantifica la relación entrelas X’s y las Y’s
Se puede predecir la respuesta en función de cambiosen las variables de entrada
Factores y niveles

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 205/252
205
Los factores son los elementos que cambian durante unexperimento para observar su impacto sobre la salida. Sedesignan como A, B, C, etc.
- Los factores pueden ser cuantitativos o cualitativos- Los niveles se designan como alto / bajo (-1, +1) o (1,2)
Factor NivelesB. Tiempo del método 30 min. 60 min.E. Tipo de documento Factura Propuesta
Factor cuantitativo,
dos niveles
Factor cualitativo,dos niveles
Los Factores Pueden Afectar...3. La Variación y el Promedio
1. La Variación del Resultado

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 206/252
206
2. El Resultado Promedio 4. Ni la Variación ni el Promedio
Tiempo deCiclo Largo
Tiempo deCiclo Corto
Tiempo de respuesta Tiempo de respuesta
Satisf.Baja
Satisf.
alta
Tiempo de respuesta Tiempo de respuesta
T. RespuestaBajo
T. RespuestaAlto Ambos niveles
producen elmismo resultado
Tipos de SalidasLas salidas se clasifican de acuerdo con nuestros objetivos.Objetivo Ejemplos de Salidas
1. El Valor Meta es el Mejor
Lograr un E t d t á it

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 207/252
207
3. El Valor Máximo es el Mejor
• Tiempo de Ciclo• Tiempo de
respuesta• Errores en docs.
• Durabilidad• Operación sin falla
Meta
Lograr un
valor meta convariación mínima
• Entrega de trámites
2. El Valor Mínimo es el Mejor
0Tendencia de salida
hacia arriba
Tendencia desalida hacia cero
Diseño de experimentos

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 208/252
208
Factor A. Empleado
7978
9592
Método 2
8487
9087
Método 1
PedroJuanFactor B.
Método de
ServicioY = Satisfacción
Del cliente
• ¿El empleado afecta la satisfacción del cliente?• ¿El método de servicio afecta en la satisfacción del cliente?
• ¿Qué efecto tiene la interacción entre el empleado y el método sobre lasatisfacción del cliente?
Tabla ANOVA – Experimento desatisfacción del cliente

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 209/252
209
250.0007Total
3.50014.00014.0004Error
0.01120.5772.00072.00072.0001Empl.*Método
0.4920.572.0002.0002.0001Método
0.00246.29162.00162.00162.0001Empl.
PFMS AjSS AjSS SecDFOrigen El empleado essignificativo.
El Métodocombinado conel empleado, sies significativo.
El Método sólono es
significativo.
Gráfica de efectos principales

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 210/252
210
BA
1 - 1 1 - 1
90
88
86
84
82
R e s
Main Effects Plot (data means) for Res
Gráfica de interacciones

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 211/252
211
-1
1
11-1-1
90
85
80
B
A
M e a n
Interaction Plot (data means) for Res
Gráfica superficie de respuesta
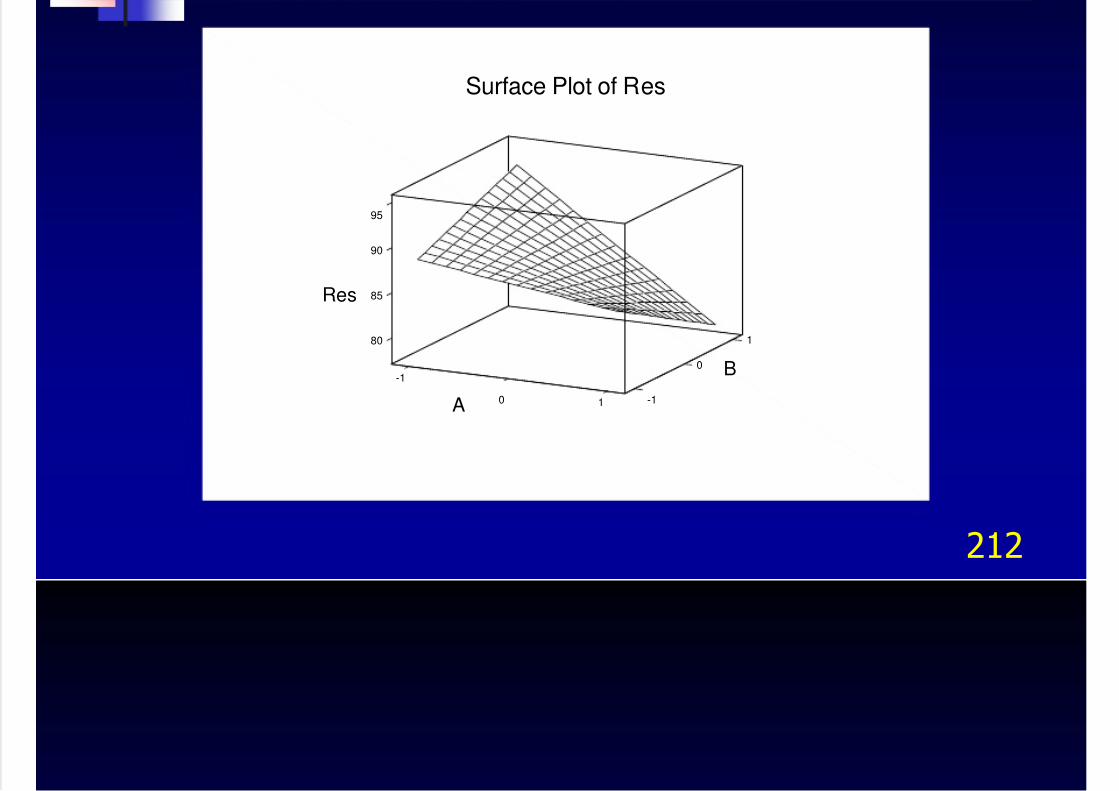
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 212/252
212
1
0-1
B
80
85
90
95
0
Res
-11A
Surface Plot of Res
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 213/252
213
Generación de soluciones conmétodos de creatividad
SCAMPER

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 214/252
214
Sustituir, Combinar, Adaptar, Modificar o ampliar,Poner en otros usos, Eliminar, Revertir o re arreglar
Involucrar al cliente en el desarrollo del producto ¿qué procedimiento podemos sustituir por el actual? ¿cómo podemos combinar la entrada del cliente? ¿Qué podemos adaptar o copiar de alguien más? ¿Cómo podemos modificar nuestro proceso actual? ¿Qué podemos ampliar en nuestro proceso actual? ¿Cómo puede apoyarnos el cliente en otras áreas? ¿Qué podemos eliminar en la forma de inv. Del cliente? ¿qué arreglos podemos hacer al método actual?
Lista de atributos
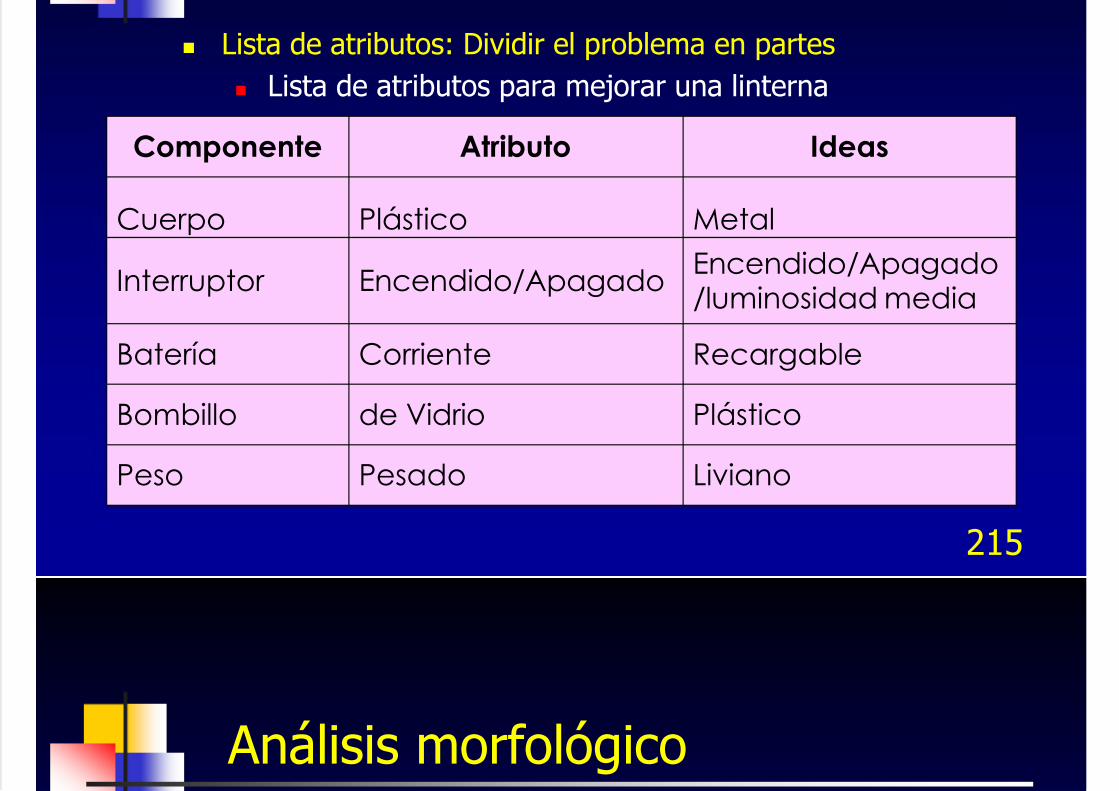
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 215/252
215
Lista de atributos: Dividir el problema en partes Lista de atributos para mejorar una linterna
Componente Atributo Ideas
Cuerpo Plástico Metal
Interruptor Encendido/Apagado Encendido/Apagado/luminosidad media
Batería Corriente Recargable
Bombillo de Vidrio Plástico
Peso Pesado Liviano
Análisis morfológico

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 216/252
216
Conexiones morfológicas forzadas
Ejemplo: Mejora de un bolígrafo
Cilindrico Material Tapa
Fuente de
Tinta
De múltiplescaras
Metal Tapa pegada Sin repuesto
Cuadrado Vidrio Sin Tapa Permanente
En forma decuentas
Madera Retráctil Repuesto de
papel
En forma deescultura
Papel Tapadesechable
Repuestohecho de tinta
Los Seis Sombreros de pensamiento
Dejemos los argumentos y propuestas y miremoslos datos y las cifras.

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 217/252
217
Exponer una intuición sin tener que justificarla
Juicio, lógica y cautela
Mirar adelante hacia los resultados de una acciónpropuesta
Interesante, estímulos y cambios
Visión global y del control del proceso
Pensamiento forzado con palabrasaleatorias

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 218/252
218
Crear nuevos patrones de pensamiento y forzar a verrelaciones donde no las hay.
Desarrollar ideas efectivas de lanzamiento de
productos: Impermeables Protegen de los elementos productos simples Son a prueba de agua productos laminados Son de hule flexibles flexibilidad de distribución Tienen bolsas productos de bolsillo Tienen capote publicidad amplia territorial
Listas de verificación

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 219/252
219
Haga Preguntas en base a las 5W – 1H.
Por qué es esto necesario? Dónde debería hacerse?
Cuándo debería hacerse? Quién lo haría?
Qué debería hacerse? Cómo debería hacerse?
Mapas mentales
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 220/252
220
Se inicia en el centro de una página con la ideaprincipal, y trabaja hacia afuera en todas direcciones,produciendo una estructura creciente y organizadacompuesta de palabras e imágenes claves
Organización; Palabras Clave; Asociación; Agrupamiento
Memoria Visual: Escriba las palabras clave, use colores,símbolos, iconos, efectos 3D, flechas, grupos de palabrasresaltados.
Enfoque: Todo Mapa Mental necesita un único centro.
TRIZ

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 221/252
221
Hay tres grupos de métodos para resolver problemastécnicos:
Varios trucos (con referencia a una técnica)
Métodos basados en utilizar los fenómenos y efectosfísicos (cambiando el estado de las propiedades físicasde las substancias)
Métodos complejos (combinación de trucos y física)
TRIZ – 40 herramientas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 222/252
222
Segmentación Extracción Calidad local Asimetría Combinación/Consolidación Universalidad Anidamiento Contrapeso Contramedida previa Acción previa Compensación anticipada
Acción parcial o excesiva Transición a una nueva
dim. Vibración mecánica Acción periódica Continuidad de acción útil Apresurarse Convertir lo dañino a
benéfico
Construcción Neumática ohidráulica Membranas flexibles de
capas delgadas Materiales porosos
TRIZ – 40 herramientas
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 223/252
223
Equipotencialidad Hacerlo al revés Retroalimentación Mediador Autoservicio Copiado Disposición
Esferoidicidad Dinamicidad
Cambio de color Homogeneidad Rechazar o recuperar
partes Transformación de
propiedades Fase de transición Expansión térmica Oxidación acelerada Ambiente inerte Materiales compuestos
Generar y evaluar las soluciones

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 224/252
224
Generar soluciones para eliminar la causa raíz omejora del diseño
Probar en pequeño la efectividad de las soluciones
Evaluar la factibilidad, ventajas y desventajas de lasdiferentes soluciones
Hacer un plan de implementación de las soluciones(Gantt o 5W – 1H)
Implantación de soluciones PUNTO CRITICO ACTIVIDADES
* Realizar las medidas como se habían acordado * Antes de aplicar las medidas correctivas
* Verificar si no hay efectos secundarios * Probar las ideas de mejora, investigar efectos
* Dar capacitación y entrenamiento. secundarios que puedan afectar al producto o áreas*
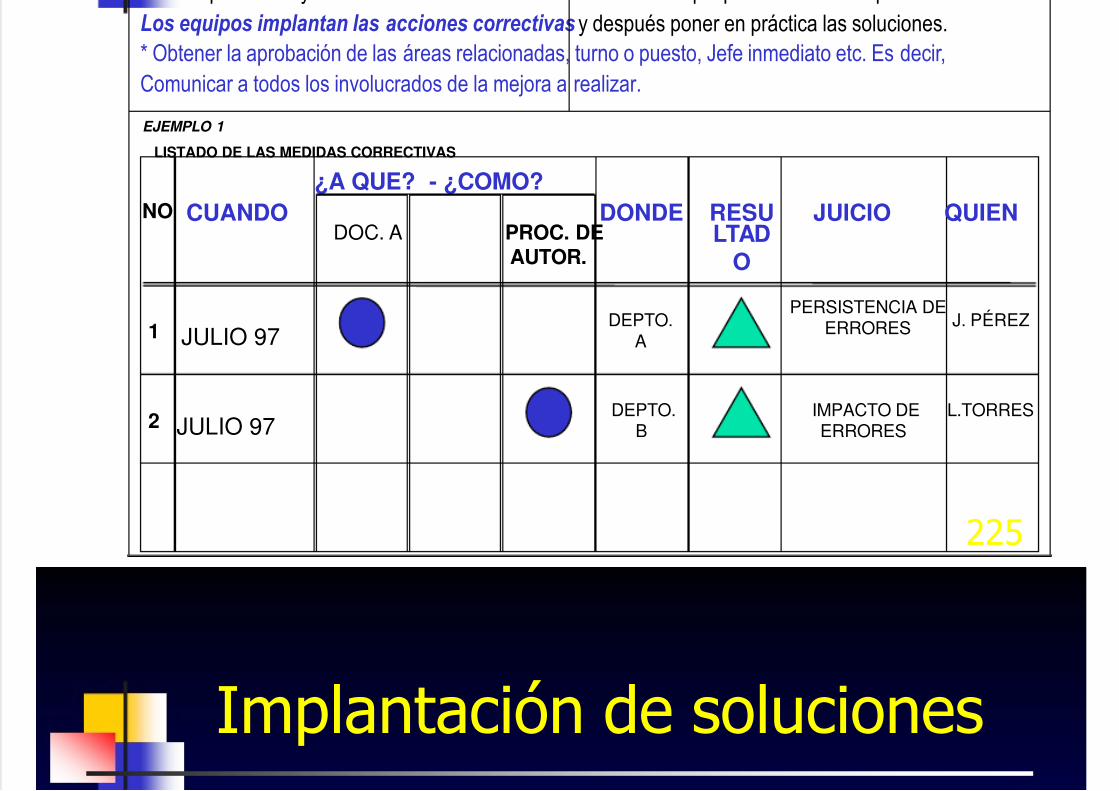
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 225/252
225
p y q p p
Los equipos implantan las acciones correctivas y después poner en práctica las soluciones.
* Obtener la aprobación de las áreas relacionadas, turno o puesto, Jefe inmediato etc. Es decir,
Comunicar a todos los involucrados de la mejora a realizar.
EJEMPLO 1
LISTADO DE LAS MEDIDAS CORRECTIVAS
NO CUANDO¿A QUE? - ¿COMO?
DONDE RESULTAD
O
JUICIO QUIENDOC. A PROC. DE
AUTOR.
1
2
JULIO 97
JULIO 97
DEPTO.A
DEPTO.B
PERSISTENCIA DEERRORES
IMPACTO DEERRORES
J. PÉREZ
L.TORRES
Implantación de soluciones

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 226/252
22615 GUO CSTORY.PPT
Verificación de solucionesPUNTO CRITICO ACTIVIDADES* Verificar hasta obtener efectos estables ampliando * Hacer análisis comparativo antes y después
los datos históricos en gráficas de la etapa de * En caso de aplicar varias medidas
correctivas

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 227/252
227
"razón de selección del tema" , Verificar los efectos intangibles sin omisiones* Comparar el efecto en gráfica entre antes y después
de DMAIC respecto al objetivo. confirmar el efecto sobre cada concepto de
(relación humana, capacidad, trabajo en equipo, contramedidas.
entusiasmo, área de trabajo alegre).
* Determinar los beneficios monetarios, indirectos e intangibles.Investigar si existen áreas y operaciones
similares tanto dentro como fuera de la planta, para aplicar las mismas contramedidas. Dar reconocimiento.
2.12
1.91.8
1.71.6
1.5 1.41.3
1.21.1
1
2.19 2.142.22
2.33
1.76
1.32
0.9 0.870.94
0.79
0.99 0.94
0
0.5
1
1.5
2
2.5
May-97 Jun-97 Jul-97 Ago-97 Sep-97 Oct-97 Nov-97 Dic-97 Ene-98 Feb-98 Mzo-98 Abr-98
%D < 1 %
Ejemplo 1. %
D
E
F
E
C
T
U
S
O

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 228/252
228
9. Metodología Seis Sigma
Fase de Control
9. Fase de Control

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 229/252
229
Propósitos y salidas
Plan de control
Control estadístico del proceso
Técnicas Lean
Fase de Control
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 230/252
230
Objetivos: Mantener las mejoras por medio de Plan de calidad,
CEP, Poka Yokes y trabajo estandarizado
Anticipar mejoras futuras y preservar las leccionesaprendidas de este esfuerzo
Salidas: Planes y métodos de control implementados Capacitación en los nuevos métodos Documentación completa y comunicación de
resultados, lecciones aprendidas y recomendaciones
Estándaresde trabajo
Documentary Capacitar
Herramientas
Plan deCalidad
CEP -Poka Yokes
Solucionesimplementadas
FASE DE CONTROL

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 231/252
231
Lean
Auditoria del Plan de calidad
Poka Yokes
No
Tomar acciones correctivasy preventivas -
Actualizar AMEF
¿Procesoen control?
Si
PLAN DE CALIDAD DE CONEXION DE NUEVOS SERVICIOS

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 232/252
232
NOTAS
SOLICITUD DE NUEVOSUMINISTRO
ELABORACION DE SOLICITUD DENUEVO SUMINISTRO
REGISTRO DE SOLICITUDEJECUTIVO DEATENCIONTELEFONICA
CONSULTA DESOLICITUD (SAC) R
7.2.2.-01
INDICE DE LLAMADASATENDIDAS
SAC,COMPUTADORA
LEY DEL SERVICIO PUBLICODE ENERGIA ELECTRICA Y
SU REGLAMENTO,SYLLABUS INDIVIDUAL
REGISTRO DE SOLICITUDDARSE DE ALTA EN EL SECTORO BLOQUE CORRESPONDIENTE
LINIERO DESERVICIO ALCLIENTE
COMPUTADORAMAESTRA DEL ASSER Y
BITACORA DEL SAC
SISTEMA DE ATENCIONDISTRIBUIDA (AT&D)
COMPUTADORASRADIOS, MODEM Y
TERMINAL PORTATILSYLLABUS INDIVIDUAL
SE RECIBE ORDEN DE TRABAJO
A TERMINAL PORTATIL VIAMODEM
LINIERO DE
SERVICIO ALCLIENTE
CONSULTA DE
SOLICITUD (SAC) R7.2.2-01
COMPROMISOS DESERVICIO
SE REVISA DIARIAMTE LOS
PENDIENTES DEL DIAANTERIOR SYLLABUS INDIVIDUAL
SE EJECUTA TRABAJO?LINIERO DESERVICIO ALCLIENTE
SI CUMPLE CON LOS DOCELINEAMIENTOS INTERNOS,
PROCEDE LA CONEXIÓNDEL SERVICIO
SYLLABUS INDIVIDUAL
SE RECHAZA SOLICITUD ATENCIÓN DE SOLICITUDLINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01 RECHAZO F7.2.2-01
INDICE DE RECHAZO
INSTALACIÓN DE SERVICIONUEVO
CONEXION DE NUEVOSSUMINISTROS
LINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01 RECHAZO F7.2.2-01
CUMPLIMIENTO DE NORMAS
VEHICULOHERRAMIENTAS Y
MATERIALSYLLABUS INDIVIDUAL
TERMINACION DE SOLICITUDESLINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01
TIEMPO PROMEDIO DE
CONEXIÓNSYLLABUS INDIVIDUAL
DARSE DE BAJA DEL SECTOR OBLOQUE CORRESPONDIENTE
LINIERO DESERVICIO ALCLIENTE
R 7.2.2-01 SAC(CONSULTA DE
SOLICITUD)
BITACORA DEL LINIERODE SERVICIO AL
CLIENTESYLLABUS INDIVIDUAL
SUPERVISION DEL SERVICIOLIDER DESERVICIO ALCLIENTE
R- 8.2.4-05 GUIA DESUPERVISION
BITACORA DEL LINIERODE SERVICIO AL
CLIENTECUMPLIMIENTO DE NORMAS SYLLABUS INDIVIDUAL
ANALISIS DE INDICADORESLIDER DESERVICIO ALCLIENTE
REVISION DE AREAS DEÉXITO
METAS CUMPLIDAS SYLLABUS INDIVIDUAL
DOCUMENTOS RELACIONADOS
PLAN DE CALIDAD DE CONEXION DE NUEVOS SERVICIOSEQUIPO DE SERVICIO AL CLIENTE
ENTRADA(DETONANTE DE VALOR)
PROCESO(NERVIO DEL NEGOCIO)
SALIDASYLLABUS PLUS
RESPONSABLEREGISTRO O
EVIDENCIAINDICADORES DE MONITOREO
O INSPECCIÓNCR ITE RI O DE ACE PT AC IÓ N RE CUR SO S
NO
SI
CEP objetivos y beneficios

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 233/252
233
El CEP es una técnica que permite aplicar el análisisestadístico para medir, monitorear y controlarprocesos por medio de cartas de control
Se basa en que los procesos presentan variación,aleatoria y asignable
Entre los beneficios se encuentran:
Monitorear procesos estables e identificar si hanocurrido cambios debido a causas asignables paraeliminar sus fuentes
CEP por variables y atributos
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 234/252
234
El CEP por variables se basa en mediciones en losservicios, como por ejemplo el tiempo o distancia
El CEP por atributos califica a los productos yservicios como adecuados / defectivos o inadecuados
Variación – Causas comunes

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 235/252
235
Límiteinf. deespecs.
Límitesup. deespecs.
Objetivo
Variación – Causas especiales Límite

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 236/252
236
inf. deespecs.
Límitesup. deespecs.
Objetivo
“Escuche la Voz del Proceso” Región de control,
Patrones de anormalidaden la carta de control

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 237/252
237
captura la variaciónnatural del proceso
original
Causa Especialidentifcada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
MEDIDAS
CALID
AD
Carta de Individuales (I-MR)
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 238/252
238
Esta Carta monitorea la tendencia de un proceso condatos variables que no pueden ser muestrados en lotes ogrupos.
Este es el caso cuando la capacidad decorto plazo se basa en subgrupos racionales de una unidad
La línea central se basa en el promedio de los datos, y
los límites de control se basan en la desviación estándarpoblacional (+/- 3 sigmas)
Ejemplo: Carta I-MR
e
150
1
1
I-MR Chart of Pulse2

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 239/252
239Observar las situaciones fuera de control
Observation
I n d i v i d u a l V a l u
90817263544536271891
125
100
75
50
_ X=80
UC L=113.2
LCL=46.8
Observation
M
o v i n g R a n g e
90817263544536271891
60
45
30
15
0
__ MR=12.47
UC L=40.75
LC L=0
1111
1
11
0 . 5
0 . 4 i
Gráfica P para Fracción Defectiva
3 . 0 S L = 0 . 4 4 8 4
Carta p (Cont..)
LSC
Ejemplo:
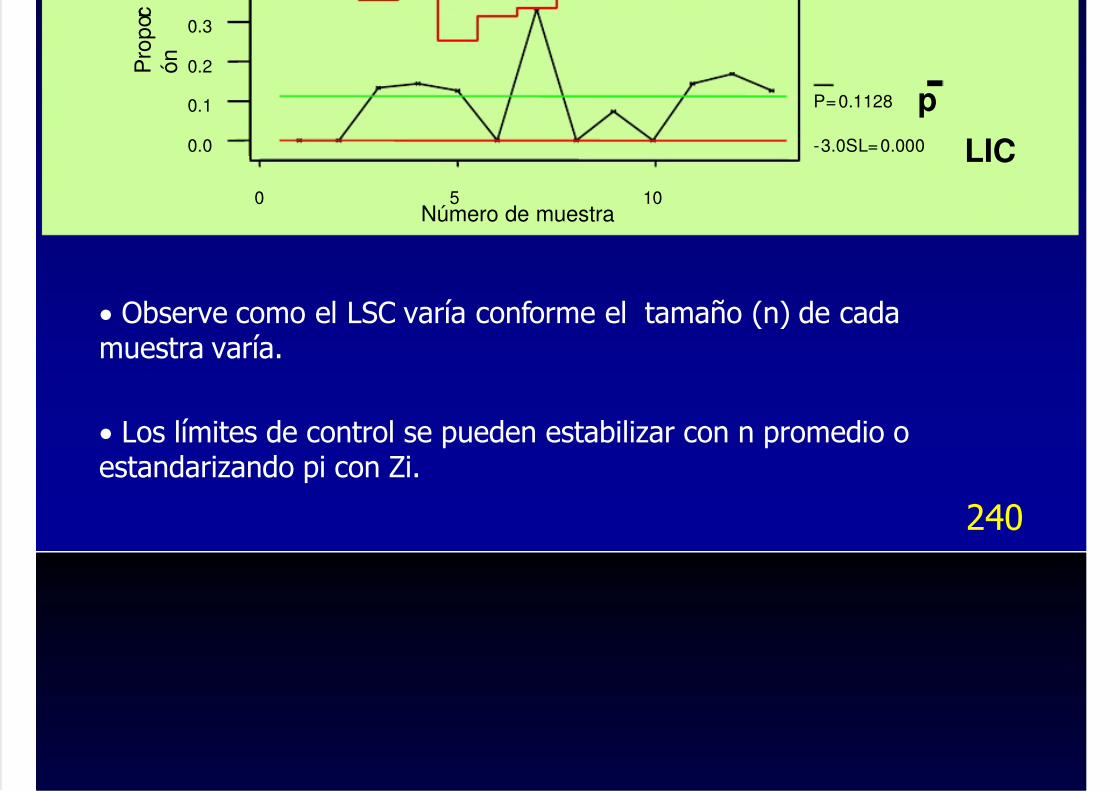
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 240/252
240
1 0 5 0
0 . 3
0 . 2
0 . 1
0 . 0
Número de muestra
P r o p o r c
ó n
P = 0 . 1 1 2 8
- 3 . 0 S L = 0 . 0 0 0
Observe como el LSC varía conforme el tamaño (n) de cadamuestra varía.
Los límites de control se pueden estabilizar con n promedio oestandarizando pi con Zi.
p
LIC
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 241/252
241
Herramientas Lean
para control
Herramientas Lean de control

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 242/252
242
Muda 5S’s (Organización del lugar de trabajo)
Administración visual Kaizen Poka Yoke
TPM Estándares de trabajo Estandarización
Muda, los 7 desperdicios

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 243/252
243
El Muda son actividades que no agregan valor en ellugar de trabajo. Su eliminación es esencial parareducir costos y tener calidad en producto: Recursos en exceso Inventarios
Retrabajos / Reinspecciones Movimientos Proceso de firmas Esperas Transportes
5S’s

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 244/252
244
Seiko (arreglo adecuado) Seiton (orden) Seiketso (limpieza personal) Seiso (limpieza) Shitsuke (disciplina personal)
En Inglés: Sort (eliminar lo innecesario) Straighten (poner cada cosa en su lugar) Scrub / Shine (limpiar todo) Systematize (hacer de la limpieza una rutina) Standardize (mantener lo anterior y mejorarlo)
Administración visual

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 245/252
245
Tiene como propósito mostrar a todos los empleados loque está sucediendo en cualquier momento de un vistazo
Uso de pizarrones para mostrar el estado de:
Niveles de servicio Los programas La calidad del producto o servicio Los tiempos de entrega Requerimientos del cliente y costos
Archivos de documentos y de computadora accesibles
Kaizen Blitz
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 246/252
246
Involucra una actividad Kaizen (proyecto de mejora)en un área específica por medio de un equipo detrabajo durante 3 a 5 días:
2 días de entrenamiento 3 días para colección de datos, análisis e
implementación de la solución
Es necesario el apoyo de la dirección Al final el equipo hace una presentación del
proyecto
Poka Yoke
5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 247/252
247
Con dispositivos y ayudas sencillas a Prueba de errorse pueden evitar los errores humanos por:
Olvidos Malos entendidos Identificación errónea Falta de entrenamiento Distracciones Omisión de las reglas Falta de estándares escritos o visuales
TPM

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 248/252
248
El mantenimiento productivo total incluye laparticipación de todos para asegurar la disponibilidadde los equipos y combina los mantenimientospreventivo, predictivo, mejoras en la mantenabilidad,
facilidad de mantenimiento y confiabilidad
Hay 6 grandes pérdidas que contribuyen en formanegativa a la efectividad del equipo:
Falla del equipo Preparación y ajustes Arranques y paros menores Velocidad reducida Defectos de proceso Pérdidas de producto
Estándares de Trabajo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 249/252
249
Documentan la mejor manera de hacer el trabajo, enforma más fácil y segura.
Preservan el Know How y experiencia para hacer eltrabajo que puede perderse al irse los empleados
Proporcionar un método de evaluar el desempeño Proporcionan una base para mantenimiento y mejora
Son la base de la capacitación y auditoria
Método para prevenir la recurrencia de errores Minimizan la variabilidad
Otros Estándares de Trabajo

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 250/252
250
Códigos de colores
Pizarrón de control para monitoreo del desempeño
Matrices de capacitación cruzada
Etc.
Estandarización

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 251/252
251
1. Controles para la mejora
2. Formas para eliminar causas
3. Datos de control de resultados
4. Aplicación de soluciones en otrosprocesos
5. Uso de métodos de estandarización
Prevención de la reincidencia – Estandarización

5/14/2018 cursoseissigma-090304210800-phpapp02 - slidepdf.com
http://slidepdf.com/reader/full/cursoseissigma-090304210800-phpapp02 252/252