conformacion - Tec. Mecánica

of 26
-
Upload
hilamartinez -
Category
Documents
-
view
233 -
download
0
Transcript of conformacion - Tec. Mecánica
-
8/6/2019 conformacion - Tec. Mecnica
1/26
PROCEDIMIENTOS DE CONFORMACIN SIN ARRANQUE DE VIRUTA:
INTRODUCCIN:
Todas las piezas metlicas, excepto las fundidas, en algn momento de su fabricacin han estado someuna operacin al menos de conformado de metales, y con frecuencia se necesitan varias operacionesdiferentes. As, el acero que se utiliza en la fabricacin de tubos para la construccin de sillas se forja, lamina en caliente varias veces, se lamina en fro hasta transformarlo en chapa, se corta en tiras, se le dfro la forma tubular, se suelda, se mecaniza en soldadura y, a veces, tambin se estira en fro. Esto, apatodos los tratamientos subsidiarios. La teora del conformado de metales puede ayudar a determinar la de utilizar las mquinas de la manera ms eficiente posible, as como a mejorar la productividad.
1.CONFORMACIN POR MOLDEADO.
El moldeado o fundicin es un procedimiento basado en la fusin de los metales y sus aleaciones. Consla preparacin de un molde o hueco, con arena, metal u otros materiales, que reproduce la forma de la p
1.1.Moldeado en arena:La construccin del molde requiere la preparacin previa de una reproduccin casi idntica a la pieza qdesea fabricar llamada modelo.
Las arenas empleadas para moldear, las arenas de uso, pueden dividirse en arenas de moldeo y arenas drelleno o arenas de montn. En lugar de tantas clases de arena, se suele utilizar un solo tipo se arena, qullama, arena nica. Una arena idnea para el moldeo se prepara con mezcla de arena nueva y arena usaarena vieja con aadidura de otros aditamentos como agua la mayor parte de las veces. El componenprincipal de la arena resultante de la descomposicin de rocas es cuarzo, anhdrido silcico. El tamao dgranos est entre 0.02 hasta ms de 0.5 mm de dimetro. Solamente cuando cuenta con un buen aglutinla arena idnea para moldeo y se puede conseguir la debida resistencia. Hay arenas que tienen ya pornaturaleza suficiente aglutinante, las arenas naturales. Estas contienen hasta un 25% de arcilla, un silicaalumnico hidratado, que puede estar construido de una forma heterognea y de una composicin aproxAl2O3 2SiO2 2H2O. De las arenas naturales, se distinguen las arenas sintticas, las cuales se componepreponderantemente de puras arenas cuarzosas naturales que reciben su fuerza aglutinante por adicin sustancias aglutinantes inorgnicas u orgnicas.
1.1.1.Constitucin de la arena.
Determinacin del contenido de agua:
Se saca una muestra preparada de 20 gramos y se seca a unos 105 hasta 110 C en el horno o en un apasecador, hasta que su peso alcance un valor constante. De la diferencia entre el peso en seco y el peso ehmedo, en relacin con el peso en hmedo, resulta el contenido en agua.
Determinacin del porcentaje de materiales en polvo y arena:
Por materiales en polvo se entiende la porcin de granos de la arena menos de 0.02 mm de dimetro. Spreponderantemente de porciones de arcilla aglutinante y de polvo mineral no aglutinante. Estas porcioseparadas de la arena por medio del anlisis de sedimentacin por va hmeda. Para ello se hierve una mde arena previamente secada y pesada, con lo que se desprende la arcilla de los granos de arena. Por laventiende el retirar el agua enturbiada por el material en polvo, despus de que se hayan sedimentado lo
1
-
8/6/2019 conformacion - Tec. Mecnica
2/26
granos de arena. El hervir y el lavar se repiten con agua limpia hasta que sta queda clara. Las partes deque quedan son sacadas y pesadas de nuevo; dando la porcin de cuarzo. La diferencia de ambas pesadcantidad de material en polvo. En las arenas naturales se distingue segn el contenido de arcilla, entre agruesas, semigruesas y finas.
Para arenas de uso, las cuales contienen polvo de carbn y otros constituyentes, el procedimiento debe modificado algo. El contenido de polvo de carbn se determina por medio de la perdida por recocido. Dde esto se encuentra el porcentaje en arena y materiales de polvo.
Determinacin del tamao del grano:
La determinacin el tamao del grano se realiza en la arena liberada de materias en polvo y secadas. Seemplea para ello la muestra de arena obtenida despus del lavado. Se criba durante 12 minutos con 11 mde donde resultan los 12 grados de tamao de grano indicados en el siguiente cuadro:
GRADO Anchura de los agujeros del tamiz.DIN 1171 Tamao del grano en mm.
1 3.0 Ms de 3.02 1.5 Ms de 1.5 hasta 3.03 1.0 Ms de 1.0 hasta 1.54 0.6 Ms de 0.6 hasta 1.05 0.4 Ms de 0.4 hasta 1.06 0.3 Ms de 0.3 hasta 0.47 0.2 Ms de 0.2 hasta 0.38 0.15 Ms de 0.15 hasta 0.29 0.10 Ms de 0.10 hasta 0.1510 0.075 Ms de 0.075 hasta 0.1011 0.06 Ms de 0.06 hasta 0.075
12 Ms de 0.02 hasta 0.06 recogidosen el fondo del tamiz.
1.1.2.Colada.
Colada es la operacin de vertido del metal liquido en el molde. Hay tres procedimientos bsicos de co
Colada directa.
Colada inferior o de sifn.
Colada lateral.
La colada se realiza por medio de cucharas de gra, cucharas manuales, tambores de fundicin y calderespecialmente en caso de metales no frricos, directamente del crisol. Antes del colado, la escoria deberetirada del caldero. Tambin, durante la colada debe apartarse la escoria con la barra.
La colada debe hacerse de tal manera que el metal fluya suavemente por las paredes del molde; por esodebe colar directamente en el embudo. El caldero debe estar cerca del bebedero y mantenido lo ms baposible. Es importante mantener siempre lleno el bebedero, de otro modo, escorias y partculas de arenmolde y se introduce una cierta cantidad de aire. Los gases de fundicin originados en la colada, sonquemados a la salida.
2
-
8/6/2019 conformacion - Tec. Mecnica
3/26
Adems de puede distinguir entre dos tipos de colada diferentes: la colada en hmedo y la colada en se
Porcolada en hmedo se entiende el fundir en moldes hmedos o verdes, los cuales no son secados antesla colada, en contraste con los moldes previamente secados de la colada en seco. Los machos son secadsiempre, con lo cual adquieren mayor resistencia y desprenden menos gases.
La superficie de la fundicin es ms lisa cuanto ms fino sea el grano de la arena. Las piezas mayores spueden fundir en moldes verdes si se emplea como material de moldeo arenas sintticas o arena de cemcon adiciones de aglutinante. La ventaja de la colada en hmedo reside especialmente en que puede efela colada inmediatamente despus de sacar el moldeo del molde. No hay gastos de transporte al hornosecador, ni gastos de secado y se acelera la circulacin de las cajas. La colada en hmedo, es aconsejabadecuada para todos los materiales de fundicin.
Las piezas muy grandes y complicadas se funden en moldes secos,colada en seco. Para resistir la presinesttica del metal, el molde debe tener suficiente resistencia, lo que consigue por medio de un fuerteapisonado y alto contenido en arcilla aglutinante. Este mtodo de trabajo rebajara a lmites inaccesiblepermeabilidad al gas de los moldes verdes. Por medio del secado del molde sube considerablemente dipermeabilidad. Al contrario de la colada en hmedo, el molde recibe un recubrimiento de pintura osuavizadores, con lo que se obtiene una fina superficie de fundicin. Por eso, la arena puede ser en este
de grano grueso. Las piezas coladas en seco no son tan exactas de medidas como las piezas de colada ehmedo.
1.2.Moldeado con machos.
1.2.1.Materiales de moldeo de machos.
1.2.1.1.Arenas de machos
Entre arenas de moldeo y arenas de machos no existen diferencias fundamentales. En ciertas ocasionesemplean arenas de machos de grano grueso. Los machos han de formar los espacios huecos en las piezafundicin y estn sometidos a esfuerzos especiales al estar rodeados de metal por todas partes. Deben sla presin de masa fundida y permitir la salida de la elevada cantidad de gas. Adems de requiere que ssuficientemente dctiles para no originar grietas en las piezas fundidas que se contraen.
Los machos que son construidos con arenas naturales tienen, sin embargo, la desventaja que se vuelvenduros por la alta temperatura de fundicin, con lo cual obstaculizan la contraccin y dificultan el trabajlimpieza. Por estos motivos se emplean arenas finas para la fabricacin de machos, o arenas curcicas argentferas, las cuales reciben adiciones de medios aglutinantes, adems de barro, arenas de cemento cadiciones de aglutinantes libres de arcilla. Los aglutinantes sintticos dan a al arena curcica la dureza resistencia necesaria y son destruidos despus por el calor de fundicin de tal manera que los machos pser retirados de las piezas fundidas sin dificultad.
1.2.1.2.Aglutinantes para la fabricacin de machos.
En los aglutinantes para la fabricacin de machos, se distinguen tres grupos:
a)Aceites: Existen aceites para machos de origen vegetal y animal. Al secar, el aceite pega los granos dpor oxidacin, polimerizacin o condensacin, con lo cual adquieren los machos una alta resistencia ypermeabilidad al gas.
b)Emulsiones: Estas tambin llamadas aglutinantes hmedos, son mezclas de aceite y pegamentos lqupor ejemplo, leja sulfitica (producto de desecho en la fabricacin de celulosa. Las mezclas de arenas p
3
-
8/6/2019 conformacion - Tec. Mecnica
4/26
machos con tales aglutinantes tienen buena resistencia al verde.
c)Aglutinantes secos: Estn constituidos por pegamento, resina, y material esponjoso. En el comercio srepresentan como material en polvo. Se aaden tambin a los machos de arena oleosa para mejorar laresistencia en verde.
1.2.1.3.Mtodo de endurecimiento por cido carbnico.
Este procedimiento para fabricacin de moldes y machos, desarrollado en los ltimos aos, se basa en la arena curcica pura, una cantidad de silicato sdico como aglutinante. Despus del moldeo se insuflamolde anhdrido carbnico.
1.2.2.Materiales de recubrimiento para moldes y machos.
Los materiales de recubrimiento tienen por objeto:
a) Alisar las superficies del molde y del macho para conseguir una superficie lisa en la pieza fundida.
b) Evitar que se queme el material de moldeo con el metal fundido como consecuencia del desprendim
de gases del material recubridor.c) Cerrar los poros finos del molde y, de manera que no pueda penetrar material fundido.
Existen dos tipos de recubrimiento; recubrimiento en polvo (carbn vegetal o grafito, talco, cemento) pmoldes verdes, que son espolvoreados sobre el molde y recubrimiento de acuosos (pinturas y suavizadouna mezcla de grafito y agua con adiciones de polvo de carbn y arcilla) para moldes y machos secos, extienden sobre el molde como una pintura.
Especialmente recomendable es la pintura de circonio, altamente resistente al fuego y que se prepara coarena de circonio preparada molida en agua.
1.2.3.Fabricacin de machos.
Los machos estn totalmente rodeados de metal liquido la mayora de las veces, por lo que estn sometgrandes esfuerzos flectores debido especialmente al empuje de esta masa lquida. Por esta razn debe tsuficiente resistencia recurrindose para conseguirlo a refuerzos de varios tipos; en los machos grandesapisonan conjuntamente varillas fundidas. Al mismo tiempo, se le provee adems de ganchos, cncamootros elementos para el transporte. Los machos pequeos se refuerzan con alambre o enrejados de alam
Es importante preocuparse porque los machos cuenten con una buena salida de gases. Para esto se relleinterior de los machos grandes con coque, en los pequeos se colocan hilos de cera, que al secarse origcanales de salida.
Los machos se fabrican en las denominadas cajas de machos, las cuales estn echas normalmente de mpueden ser de una o varias piezas. Para que las cajas ajusten exactamente unas con otras estn provistasensambles. Los machos con entrantes se forman mediante piezas sueltas, de forma anloga a los modelmachos complicados, estn compuestos a menudo de machos aislados que se puedan fabricar ms fcily que se unen por medio de adhesivos, tornillos o ensambles.
1.2.4.Moldeado por machos.
La preparacin de machos o noyos exige el empleo de arenas de composicin especial, as como el uso
4
-
8/6/2019 conformacion - Tec. Mecnica
5/26
aglutinantes. Adems es preciso construir una caja de machos para su moldeado.
Esta caja es un molde, fabricado del mismo material que los modelos que tienen la forma que se desea macho. Si ste es de forma sencilla y regular(cilndrica, prismtica, etc.), la caja es de una sola pieza. Emacho se moldea rellenando la caja de arena bien comprimida y se empuja despus por un extremo parextraerlo.
Los machos de forma ms complicada requieren caja partida y, en consecuencia, moldeado por separadcada parte. Posteriormente, se unen ambas, acoplndolas con ayuda de las clavijas.
1.3.Moldeado mecnico.
En la moderna produccin en serie se constituyen los mtodos manuales por el moldeado mecnico, recon maquinaria especializada.
Los trabajos que se efectan repetidamente en el moldeo; apisonado de la arena, as como la separacinmolde, se pueden hacer ms cmodamente, y con ms exactitud y economa con mquinas de moldeo, el nmero de piezas a fabricar es tan grande que merezca la pena la fabricacin de una placa modelo.
La placa modelo es un elemento fundamental del moldeado a mquina. Consiste en una placa de fundicaluminio u otros materiales resistentes, donde se atornillan los modelos a emplear. A veces los modelosplaca son de una sola pieza. Las placas modelo llevan los dispositivos de alineacin y transporte necesapara su empleo.
Existen tres tipos de placa modelo: placa modelo simple(si el modelo ha de ser partido, ser necesarioconstruir dos placas, una para cada parte); placa modelo de doble cara, y placa modelo reversible.
En la mesa de la mquina de moldeo se atornilla una placa que contiene una placa que contiene una mimoldeo. Bebedero, alimentador y tubos son moldeados conjuntamente. Por medio de pasadores de centevita un desplazamiento de las cajas.
El aire comprimido se emplea la mayora de las veces para realizar el apisonado y efectuar la reparacimolde. Las mquinas de moldeo se clasifican en:
Mquinas de moldeado por presin: constan especialmente de un cabezal y una mesa
de trabajo. El prensado de la arena puede hacerse por la accin del cabezal, llamado prensado superior;la accin de la mesa, llamado prensado inferior. El sistema puede ser manual, electromagntico, hidruneumtico.
En las mquinas neumticas de presin, la mesa con las cajas es comprimida contra la placa de prensadlo cual se comprime la arena. La placa de prensado ajusta exactamente en el bastidor de la caja. Tal basse coloca para que la caja est perfectamente llena despus del prensado. En las mquinas ms antiguasprensado se realiza a mano mediante el accionamiento de una palanca.
Mquinas de moldeado por proyeccin de arena: ests mquinas proyectan la arena con fuerza sobre cajas de moldeado, por medio de unas aspas movidas por un motor, siendo innecesario el prensado elprensado de la misma. Esta mquina puede llenar rpidamente cajas de grandes dimensiones; funcionaruido y sin vibraciones y su manejo es sencillo. Se emplea, con preferencia para moldear en serie grandpiezas
Mquinas de moldear por sacudidas: las mquinas de este tipo apisonan la arena para el moldeado en
5
-
8/6/2019 conformacion - Tec. Mecnica
6/26
cajas por medio de sacudidas de la mesa. El sistema motriz suele ser neumtico. El aire comprimido peen el cilindro cuyo embolo es solidario a la mesa, lo que produce su elevacin hasta el nivel de la vlvuescape, cerrando en el instante la vlvula de entrada, entonces el mbolo desciende bruscamente y la mexperimenta una sacudida, reinicindose inmediatamente el ciclo. Son muy adecuadas para moldear picomplicadas.
Mquinas de moldear mixtas: a fin de combinar los efectos del moldeado por presin y por sacudidasexisten mquinas de accin mixta. La primera fase del trabajo es por sacudidas por lo que se obtiene unapisonado de las capas de arena junto al molde. La segunda fase, permite el correcto apisonado de las csuperiores de arena por el procedimiento de presin.
Maquinas para el moldeado mecnico de machos: las ms empleadas son las de extrusin y las de sopneumtico. En las primeras, la arena procedente de una tolva se introduce en la caja de machos por medun tornillo sin fin.
Las mquinas de soplado tienen la caja de machos acopladas a una tobera, por donde se inyecta arenaimpulsada por aire comprimido. Algunas de estas mquinas actan por disparo de aire; es decir el aire presin contenido en un deposito, se expansiona instantneamente al abrir una vlvula de disparo, queprovoca un arrastre sbito de arena, que se comprime en la caja de machos. Por medio de anhdrido car
se endurece el macho moldeado.Despus de comprimir, enrasar la arena y punzonar para facilitar la salida de aire, el modelo es aflojadomano o mecnicamente por medio de un vibrador. Adems, se procura evitar que se pegue la arena al mo la placa de modelo espolvoreando el modelo (placa de modelo) con arena molida fina, tiza o polvo decarbn, salpicando la placa de modelo con petrleo o calentndola. Para esta operacin se pueden utilizsiguientes mquinas llamadasmquinas de desmoldeo:
Mquinas de elevacin con pasadores: en este caso cuatro pasadores situados en las esquinas de la cajmoldeo, guan el movimiento de sta. Accionando una palanca o por medio de aire comprimido, la cajamoldeo se eleva perpendicularmente. Los pasadores son ajustables, de manera que es posible elevar distamaos de cajas.
Mquinas moldeadoras de penetracin: piezas con grandes superficies verticales, no se pueden separamolde si el modelo no tiene prevista inclinacin de desmoldeo. Incluso aunque exista esta inclinacin, moldes se daan a menudo al efectuar la separacin.. Este inconveniente se evita con el mtodo depenetracin o desplazamiento relativo.
En la mesa de la mquina de moldeo se coloca una palanca en la que se ha efectuado un vaciadocorrespondiendo a la forma exterior de la pieza, por ejemplo, una rueda dentada. Por medio de esta plapueden extraerse piezas pequeas de forma marcadamente vertical, pues la arena comprimida estsuficientemente apuntalada y no puede desmoronarse. Despus de la extraccin del modelo pueden levlas cajas de modelo.
Mquinas moldeadoras de placa irreversible. La mesa de la mquina de moldeo est colocada de manpueda girar en sentido horizontal. Por eso esto puede se puede fijar una placa de moldeo a cada lado demesa, de manera que con una mquina se pueden moldear las cajas inferior y superior. Primeramente smoldea la caja inferior que esta fija sobre la mesa, y la mesa gira despus 180. La placa reversible condesciende hasta un carro y la caja es soltada de la placa. La separacin se realiza por medio deldesplazamiento de la mesa o de la caja. Con el giro anterior de la mesa, la placa del molde de la caja sufue llevada a la posicin de moldeo, de manera que la caja superior puede ser moldeada del mismo mo
Mquinas moldeadoras reversibles: en estas mquinas la mesa puede girar alrededor de unas fuertes e
6
-
8/6/2019 conformacion - Tec. Mecnica
7/26
horizontales. La compresin se realiza por medio de vibracin y prensado. Despus de esto la columna180 con lo cual la caja de moldeo es soportada por la placa de presin. La separacin se realiza pordescendimiento de la placa.
Otras mquinas especiales de moldeo:
Mquinas de moldeo de ruedas dentadas: la fabricacin de modelos perfectos de ruedas dentadas paragrandes tamaos es cara; el moldeo y la separacin originan dificultades crecientes al aumentar los tamSi el modelo ha de utilizarse para sucesivos moldeos, resulta alabeado la mayora de las veces. Por eso moldean las grandes ruedas dentadas con plantillas. Las cajas superior e inferior son moldeadas con plaen una mquina de moldeo de ruedas dentadas. El dimetro moldeado de la caja inferior es mayor que dimetro del circulo de cabeza de la rueda dentada. Los vaciados de los dientes son moldeados uno a uayuda de un modelo especial. Este modelo de madera puede desplegarse horizontal y verticalmente sobcremalleras y deslizadores. Despus del moldeo del vaciado del diente, el modelo es extrado del moldmesa con la caja de moldeo gira la anchura de un diente sobre disco divisor, despus de lo cual se moldsiguiente vaciado, haciendo descender el moldelo.
Mquinas de moldeo centrifugadoras de arena: en las mquinas de moldeo se est ligado al tamao decajas. Para la compresin mecnica de la arena en cajas de grandes tamaos, instalan mquinas
centrifugadoras de arena. L arena de moldeo preparada es conducida a una cabeza centrifugadora de grvelocidad de giro.
La aleta centrifugadora, toma una parte de la arena que es lanzada al molde por la fuerza centrfuga. Lacentrifugadora esta unida a un brazo mvil, con lo cual cada punto de la caja puede ser alcanzado. Conprocedimiento se pueden moldear cajas de los mayores tamaos.
1.4.Fundicin a coquilla.
Este procedimiento, consiste en sustituir los moldes de arena en la fundicin ordinaria por gravedad, pomoldes metlicos. Tambin se puede entender como mtodo de fundicin en moldes duraderos que perfabricacin ms racional de piezas de fundicin mediante un uso repetido de los moldes, aumentando lexactitud en las medidas y mejorando la naturaleza de la superficie. Al mismo tiempo, resulta tambin ventaja del punto de vista de la figura de la estructura y con ello de la resistencia, del limite de fluenciadureza. La fundicin en coquilla se aplica especialmente para metales ligeros (Al, Mg) as como aleacimetales pesados.
Bajo ciertas condiciones es posible la fabricacin en serie de piezas de hierro fundido, por el mtodo defundicin a coquilla. Las piezas estn exentas de dureza en los bordes, son compactas, mecanizables, ey pueden ser fundidas en serie siempre que se trate de piezas de poco peso, hasta 70 Kg de peso unitariaproximadamente. Se fabrican con este sistema amortiguadores, frenos de aire comprimido, piezas resial aire y al aceite para mquinas frigorficas, cilindros, piezas para mquinas de escribir, etc.
Las propiedades fsicas del aluminio permiten la fundicin de piezas muy complicadas, de manera quede las coquillas en dos partes, tambin se utilizan moldes mltiples, piezas sueltas, machos compuestosaccesorios para moldeo, adems se emplean a menudo machos de arena y machos de masa. Aparte de eposible fundir conjuntamente zonas roscadas.
Como material para el molde se emplea normalmente hierro fundido. Una aplicacin de plombagna amaterial del molde del material fundido. La temperatura de las coquillas debe mantenerse entre 300 y 4Se ha desarrollado tambin la fundicin en grandes y complicadas coquillas. Piezas de forma complicaalcanzan hoy pesos de ms de 40 Kg, y las piezas sencillas hasta 150 Kg. Las piezas fundidas en coquiencuentran aplicacin principalmente en la fabricacin de vehculos, maquinas y mecanismos en la
7
-
8/6/2019 conformacion - Tec. Mecnica
8/26
electrotcnica.
Las circunstancias en caso del magnesio hacen algo diferente la tcnica de la fundicin, sobre todo despunto de vista de la disposicin de bebederos y la tcnica de la colada, as como la de los recubrimientoemplear. Hay que prestar atencin a un buen calentamiento y control del calor del calor. La Industria deautomvil es gran consumidora de piezas de magnesio fundido en coquillas.
La fundicin en coquilla de metales pesados no frricos es ms difcil que la de los metales ligeros. Laviscosidad y capacidad de conduccin del calor son menores, el enfriamiento es ms rpido que en el mligero. La disminucin del efecto del enfriamiento, se controla mediante el revestimiento del molde. Dede cada colada debe ser renovado el revestimiento aislador, lo que se efecta por va hmeda, con lo quconsigue tambin una refrigeracin de la coquilla. Por medio de adiciones de fusin se puede mejorar easpecto de la superficie. Los tiempos de fabricacin son menores que en el caso del metal ligero, laproduccin, por tanto, mayor. Principalmente son fundidos con este procedimiento latn, bronces de alaleado, as como cobre puro. Se fabrican principalmente grifera as como piezas para la industria cerra
Las partes principales de la coquilla son:
El cuerpo del molde, que da forma exterior a la pieza; en todos los casos siempre es metlico. Est for
por dos o ms partes, segn la complejidad de las piezas a obtener.Los machos o ncleos, que determinan las cavidades o entrantes de las piezas; stos pueden ser metlde arena. Los metlicos deben ser de forma ligeramente cnica para facilitar la extraccin. A veces losncleos se construyen en varias piezas.
1.5.Matrices para fundicin a presin.
Reciben el nombre de matrices los moldes metlicos utilizados para la fundicin a presin. La elevada y temperatura que deben resistir exige el empleo de materiales y detalles en su construccin totalmentedistintos a los empleados en el moldeo a coquilla.
Constan normalmente de cuatro elementos principales: matriz fija de cubierta, matriz mvil de eyeccide eyeccin, y macho.
Matriz fija de cubierta: se fija en la, mesa de la prensa. Lleva moldeada una o varias caras exteriores dpieza a fabricar, pero nunca deben llevar machos o salientes, que deben ir siempre a la matriz mvil, pala pieza fundida quede agarrada a esta matriz.
Matriz mvil de eyeccin: debe ir sujeta a la parte mvil o carro de la mquina. Lleva el saliente princla pieza, en el que queda prendida, y del que es extrada por las barras de eyeccin o expulsin. Lleva tlos conductos de colada, las guas de acoplamiento a la matriz de cubierta y los conductos de refrigerac
Placa de inyeccin: contiene los dispositivos de extraccin de la pieza. Consta de unos punzones fijosplaca que atraviesan la matriz de eyeccin y empujan la pieza fundida, obligndola a desprenderse del
Macho: el macho debe separarse una vez que ha cumplido su misin. Hay muchos sistemas. Al terminextraccin y juntarse las matrices, el macho vuelve a su posicin inicial.
1.6.Operaciones de acabado en piezas fundidas.
Las piezas fundidas despus de la colada, deben pasar por unas operaciones de acabado para eliminar lrestos de arena, rebabas, bebederos y mazarotas adosados: Dichas operaciones son de dos clases: limpi
8
-
8/6/2019 conformacion - Tec. Mecnica
9/26
desbarbado.
Limpieza de piezas fundidas:
Tiene por objeto eliminar los restos de arena adheridos a las piezas. Se realiza por proyeccin de arena granalla, a presin en cmaras apropiadas, manual o tambin mecnicamente. Por rotacin en un tamboadecuado. La limpieza se verifica por choque mutuo, aunque a veces se aaden pequeas piezas de funque multiplican los efectos de la operacin. Por ltimo, puede hacerse por chorro de agua a presin, haat, en unas instalaciones de ciclo continuo. El operario dirige la boquilla de proyeccin desde el interiocabina, sobre la pieza situada encima de la plataforma giratoria. El agua arrastra la aren y las partculasmetlicas al depsito de decantacin para su recuperacin posterior.
Desbarbado de piezas fundidas: La eliminacin de las grandes rebabas, bebederos y mazarotas se efeccon ayuda de aparatos diversos, una vez limpias las piezas.
Para las rebabas se emplean cinceles neumticos o muelas de disco. Los bebederos y mazarotas se cortsierra de disco abrasivo y los restos se eliminan por amolado.
2.FORJADO.
La conformacin por deformacin plstica aprovecha la capacidad de conformacin de deformacin demetales para provocar en ellos desplazamientos de masa, ms o menos acusados, segn las caractersticmetal y la temperatura de aplicacin del proceso. Como consecuencia de ello se produce tambin la altde la estructura interna del metal y la modificacin de sus propiedades mecnicas.
Es un procedimiento de conformacin por deformacin plstica en el que, adems de los esfuerzos extese emplea energa trmica; es decir, es un procedimiento de trabajo en caliente.
La accin combinada de energa mecnica y calorfica provoca cambios muy acusados de seccin y cremacroestructura fibrosa.
La forja puede serlibre o conestampa. La primera no impone ninguna forma especfica a la herramienta; lsegunda requiere la construccin de una estampa que reproduce la forma y dimensiones de la pieza a foLos efectos de la forja, son los siguientes:
Eliminacin de defectos internos: el aplastamiento de la masa del metal, produce el aplastamiento de cavidades internas, cuyas paredes, si no estn oxidadas, se unen ntimamente quedando perfectamentesoldadas.
De la misma forma, las segregaciones, por defecto de la presin y el calor combinado, resultan disminumejorando la homogeneidad del material.
Afinado del grano: depende de la temperatura de trabajo y de la velocidad de deformacin. En unos clogra la disminuir el tamao del grano y en otros se logra una mejor disposicin de las fibras. En ambomejoran las propiedades mecnicas del metal.
2.1.Forja mecnica:
La conformacin por forjado de grandes piezas o el forjado en serie se realiza siempre con la ayuda de mquinas.
Si el trabajo por deformacin es por choque, se llaman martinetes, si es por presin, se llaman prensas.
9
-
8/6/2019 conformacion - Tec. Mecnica
10/26
diferentes variantes, se exponen a continuacin:
De cada.
Martinete mecnico. De ballesta.
Trabajo por choque. De compresor extern
(Martinete) Martinete neumtico. Auto compresor.
Martinete de vapor. De simple efecto.
De doble efecto.
Mecnica Excntrica.
De friccin.
Trabajo por presin.
Hidrulica.
2.1.1.Martinete para la forja mecnica:
El martinete, martillo piln o simplemente martillo trabaja por impacto de una maza, la cada libre o fosobre la pieza a forjar apoyada en un yunque.
La forma de accionar la maza es lo que sirve para diferenciar los martinetes.
1. Martinete mecnico: El sistema de propulsin de la maza es mecnico. Puede ser de cada libre o deballesta.
De cada libre: El mecanismo levanta la maza a una altura determinada y en este punto la suelta, cayeaqulla por su propio peso.
De ballesta: En este martinete se emplea una ballesta para absorber las reacciones que se producen tragolpes.
2. Martinete neumtico: En el martinete neumtico, la maza es solidaria al embolo de un cilindro neumtLos hay de dos tipos: el auto compresor y el de compresor externo o neumtico propiamente dicho.
Auto compresor: El motor del martinete mueve el mecanismo de bielamanivela de un cilindro compel aire as comprimido pasa al cilindro de utilizacin a travs de las vlvulas que controlan la carrera demaza.
De compresor externo. El aire comprimido llega al cilindro de trabajo procedente de un compresorindependiente. El mando de este cilindro se efecta por medio de un distribuidor, controlado por unacombinacin de palancas que maneja el operario. Pueden ser de simple efecto, si nicamente levanta la(que despus caer por su propio peso), y de doble efecto, cuando adems la impulsa con fuerza en la cdescendente.
3. Martinete a vapor: Es muy semejante al martinete neumtico. Se construye de simple efecto y doble e
10
-
8/6/2019 conformacion - Tec. Mecnica
11/26
Los martinetes grandes son de dos montantes y de simple efecto, porque la accin de cada libre de la msuficiente para producir el golpe necesario.
2.1.2.Prensa para forja mecnica:
La diferencia fundamental con el martinete estriba en la forma de aplicacin de la fuerza deformadora.maza es sustituida por un carro o corredera que acta por presin progresiva. Adems, la corredera de lprensa est siempre bajo control, cosa que no ocurre con el martinete de cada libre.
La prensa empleada puede ser mecnica o hidrulica.
1.Prensa mecnica . La ms utilizada es la de friccin. La prensa de excntrica tiene aqu escasa importanen cambio es muy utilizada para la estampacin en fro de la chapa.
En la prensa de friccin, la fuerza de prensado se obtiene a partir de la energa cintica del volante que transmite a la corredera, unida a l por un husillo. El movimiento alternativo de la mquina lo proporcidos discos desplazables, que mueven el volante en uno u otro sentido, segn sea el disco que trabaja. Ltransmisin del movimiento es posible gracias a la friccin de la superficie frontal de los discos con laperiferia del volante, que lleva una llanta de material adecuado.
2.Prensa hidrulica . La presin de trabajo es suministrada por uno o ms cilindros leo hidrulicos cuyombolos estn a la corredera. La carrera de retroceso est asegurada por unos cilindros auxiliares.
Otros rganos de la prensa son las vlvulas de mando, las bombas de impulsin del fluido y los acumulEstos ltimos son unos dispositivos capaces de contener aceite a alta presin y que actan como depsireserva de potencia. Casi todos son hidroneumticos; es decir, la precompresin la realiza un compresoaire y el aire comprimido, a su vez, comprime el aceite.
3.ESTAMPACION EN CALIENTE.
La estampacin en caliente no es ms que un forjado mecnico en el que se emplea un molde o estampconformar la pieza. Aunque a continuacin dar una definicin ms exacta y ms tcnica de la estampacaliente.
La estampacin metlica en caliente consiste en someter a un metal, por medio de una prensa o martineun esfuerzo de compresin entre dos moldes de acero denominadas estampas.
Las estampas estn formadas por dos piezas, la estampa superior o martillo y la inferior o yunque. La sse fija en la corredera de la prensa y la inferior en la mesa.
3.1.Sujecin de las estampas y guas.
Si son de pequea dimensin van provistas de mangos cilndricos, que se fijan en el porta machos de lacorredera de la prensa.
Si son grandes y de forma rectangular se sujetan por medio de colas de milano De cara a centrar y absoesfuerzos axiales, se disponen de bulones guas.
3.2.Proyecto de una estampa.
1.Determinar la preforma :
11
-
8/6/2019 conformacion - Tec. Mecnica
12/26
Definir la porcin de material a estampar, que se coloca en la estampa. Asignar dimensiones y forma. Cms se aproxime a la forma de la pieza ms fcil ser la estampacin.
2.Distribuir la conformacin entre las estampas:
Si la pieza es simtrica se asigna a cada media estampa la conformacin de media pieza. Pero si es asimse distribuye el material favoreciendo su flujo, independiente de la superficie de separacin. En el casoplanos inclinados, las fuerzas laterales deben anularse mediante compensacin.
3.Previsin de salidas de la pieza.
Para facilitar la salida se le da a las paredes de la estampa una inclinacin de 5 a 10 grados, que ademspara facilitar el flujo y llenado.
4Previsin de rebabas.
Hay que evitar poner menos material del necesario y excederse, ya que se generan piezas defectuosas ydesalineacin de las estampas. Esto se evita disponiendo en las estampas de un hueco de rebose de matEstos huecos se disponen en secciones de fcil rebarbado.
5Escalonamiento de la conformacin.
Debido a la plasticidad y fluencia, podemos necesitar llenar la estampa en ms de una operacin. Esto obliga a realizar una conformacin escalonada.
3.3.Materiales para la construccin de estampas.
Las estampas para estampacin en caliente deben poseer:
Resistencia a la compresin.
Resistencia al choque.
Resistencia al desgaste.
Resistencia a elevadas temperaturas.
(si se va a cortar, tambin resistencia a la cortadura)
El grado de dureza del trabajo a realizar, marcar la eleccin del material.
Se emplea fundicin para estampar materiales blandos y en series inferiores a 100 piezas.
El material idneo es el acero al carbono de 0.5 a 0.9 de C, pero es muy caro y se emplea solo con granmatrices de series cortas. En genera se emplean aceros aleados para la construccin de estampas ya quelas siguientes caractersticas:
1. Se obtiene ms resistencia en piezas de gran espesor.
2. Se templan en aceite, reduciendo las deformaciones y la deformacin de grietas.
3.4.Construccin de estampas.
12
-
8/6/2019 conformacion - Tec. Mecnica
13/26
Se parte de bloques de acero con relacin entre sus dimensiones y la pieza a obtener. Como orientacindecir:
Altura del bloque, de 3 a 6 veces la profundidad del hueco.
Anchura del bloque, de 2 a 3 veces la anchura del hueco.
Longitud del bloque, longitud de la pieza + 1.5 veces la profundidad del rebajado sumado a cada extr
El proceso suele ser:
1. Preparacin del bloque, acabando la cara superior.
2. Trazado en la cara superior del dibujo de la pieza.
3. Mecanizado de los huecos. (electroerosin, fresadora, etc.)
4. Acabado de los huecos a mano, con limas, rasquetas o muelas rotativas manuales.
5. Taladrado de las estampas para colocar los bulonesguas.6. Tratamiento trmico.
7.Comprobacin de cotas y rectificado.
Por el procedimiento de estampacin en caliente, se fabrican gran cantidad de piezas forjadas, con notaprecisin y rapidez, quedando listas para las operaciones de mecanizado posterior por arranque de viru
4.ESTAMPACIN EN FRIO.
Hasta hace relativamente poco era un procedimiento de conformacin reservado para los metales dcticomo el plomo, el estao, etc., as como para aceros de bajo contenido en carbono para piezas pequeaActualmente es posible estampar en fro aceros aleados bajo ciertas condiciones; stas consisten bsicaen un recocido previo y una preparacin superficial de las superficies. As mismo, es imprescindible usprensas hidrulicas, de ciclo de trabajo ampliado, que permiten dosificar al mximo el esfuerzo deform
Una estampa endurecida se introduce en una estampa de acero de herramientas recocido por medio de prensa. Para vencer el rozamiento, la estampa se cobrea y el desplazamiento de la estampa en la superfrectificada y lubricada con bisulfuro de molibdeno de la matriz se efecta lentamente. Las prensas deestampacin leohidrulicas se pueden regular para velocidades entre 0.002 y 0.02 mm/s para esfuerzprensado de hasta 2000 t. Son posibles profundidades de estampacin de ms de 20 mm. Si debido a ladeformacin en fro resultase un endurecimiento excesivo de la pieza, sta debe ser recocida a unos 60sin estar en contacto con el aire, despus de lo cual puede continuar el estampado en el segundo escaln
4.1.Estampas para la estampacin en fro.
Los elementos principales, son, punzones y porta punzones, matrices y porta matrices.
Punzones y porta punzones: Se hace de una sola pieza. Puede disponerse de uno o ms punzones ensamen una base denominada porta punzones.
Matrices y porta matrices: Se hacen de una sola pieza de acero, de forma tronco cnica, y de seccin cu
13
-
8/6/2019 conformacion - Tec. Mecnica
14/26
o rectangular. En esta pieza se mecaniza el hueco que exija la estampa.
Los accesorios son: topes y guas.
Topes: La colocacin de la chapa metlica sobre la matriz de la estampa de corte y el avance de la chapmedida que se realiza la estampacin, se regula de forma automtica y precisa por medio de tope, cuyoprincipales son: rgidos, de balancn, de corte auxiliar.
Guas: Hay varios tipos; un tipo son las guas chapas, que forman un canal por el que se desliza la bandchapa. Otro tipo de gua que hay, es la de punzones, que conduce los punzones largos, evitando la flexirotura. Las guas de columnas, son barras cilndricas fijadas en las matrices, y guan a los punzones parlograr un centrado perfecto. Por ltimo, las guas piloto, son pitones fijados en los punzones, extractorematrices, y sirven para centrar la chapa ajustndolos a un taladro previo practicado en ella.
Por ltimo, los elementos auxiliares son, extractores y alimentadores.
Extractores: Para evitar el enganche o arrastre de la chapa por parte del punzn durante el retroceso, seemplean distintos dispositivos extractores, situados en el punzn o en la matriz.
Los extractores en punzones extraen la chapa, y adems sirven de guas a los punzones evitando sudesviacin. Los extractores en matrices son en general rgidos. El ms sencillo es el de puente sobre la cortante, que al mismo tiempo sirve de gua de los punzones y de la banda de chapa.
Otras veces el punzn va en la prensa y la matriz en la corredera, invirtiendo la colocacin de extractorSegn esto, diferenciamos dos tipos distintos:
Extractores para embuticin y plegado: las piezas tienden a amarrarse a la matriz de la que se expulsanmedio de extractores accionados por muelles, caucho o tacos neumticos.
Extraccin por aire comprimido: las piezas pequeas se extraen fcilmente de la matriz por accin de uchorro de aire comprimido, que sale por una boquilla colocada debajo.
Alimentadores: Generan el avance de la banda metlica entre cada dos ciclos de trabajo.
Hay dos clases distintas de alimentadores, que son los siguientes:
De rodillos: Formado por dos parejas de rodillos accionados por un acoplamiento al mecanismo de prLa chapa avanza entre ellos al recibir impulsos sincronizados, entre cada dos ciclos.
Rotativos: Si las piezas estn medio conformadas, se emplean alimentadores, formados por un discohorizontal, con dientes adecuados que gira accionado por un acoplamiento al mecanismo de la prensa.
4.2.Estampas para plegar y curvar.
El plegado puede ser mltiple o simple. En el primer caso la chapa se apoya en dos puntos equidistantepunto de doblado en el que realizamos el esfuerzo hasta completar el ngulo deseado segn la forma depunzn. En el segundo caso debemos estudiar los desplazamientos de cada chapa cuidadosamente y disla operacin de manera que pueda adaptarse libremente a al forma de la matriz, evitando agarres y esfuinnecesarios.
El curvado se realiza con estampas similares a las del plegado, pero con forma apropiada. Si la pieza esforma complicada, podemos dotar a la matriz de mecanismos que actan automticamente al prensar. L
14
-
8/6/2019 conformacion - Tec. Mecnica
15/26
anillas, resortes, ganchos... se obtienen con estampas muy similares a las del curvado y doblado.
El plegado en bordes de forma irregular, se realiza con matrices y punzones apropiados. Esta operacinintermedia entre el plegado y el embutido y se denomina plegadoalabeado.
Los plegados mltiples pueden realizarse en una sola operacin, por medio de combinaciones entre mapunzones con deslizaderas, patines, balancines y otros accesorios.
4.3.Otras operaciones.
Arrollado: Se trata de dar un remate para adornar o reforzar el extremo de una chapa, curvndola con unmuy pequeo. Si se ha de realizar en el borde de un recipiente cilndrico se denomina boronado. El dimnimo a que puede enrollarse, depende del espesor y de la calidad del material.
Reducido : Consiste en disminuir el dimetro de una pieza en una parte de su longitud.
Acuado: Se trata de reproducir un relieve en una pieza por medio de una estampa.
5.LAMINACION.
Es un proceso de forja continua que consiste en modificar una masa metlica hacindola pasar entre rosuperpuestos, que giran en sentido inverso.
La laminacin se efecta normalmente en caliente, sin embargo, existe la laminacin en fro: Los metalaminados en fro adquieren acritud y deben someterse al recocido final de la operacin, e incluso en unintermedia.
5.1.Laminacin en caliente.
Laminar, como ya he dicho, es una deformacin plstica en la que el material es arrastrado a travs de cuerpos cilndricos que giran en sentido contrario. Bajo la accin de las fuerzas de compresin el materlaminar experimenta a travs del continuo proceso de recalcado un alargamiento en sentido longitudinacomo un ensanchamiento y con ello una disminucin de la seccin.
El material de partida para la laminacin son lingotes fundidos de seccin cuadrangular redonda u ovalcomo desbastes con seccin rectangular. Los lingotes en bruto son laminados para hacer semi productoproductos terminados. Los desbastes en bruto son laminados para chapas y bandas pasando por llanton
Pasada se denomina el paso del material a laminar a travs de un par de cilindros de laminacin. Se dispasada plana cuando despus de una pasada sigue otra pasada en la misma posicin y pasada de canto qla laminacin en sentido del ensanchamiento resultante de la pasada plana. Para esto debe girarse 90 ematerial a laminar.
Mientras que antes los laminadores se disponan uno al lado de otro tren de laminacin abierto actualos laminadores se colocan en grupos uno detrs de otro. As se llega al tren continuo. Esta disposicinproporciona muchas ventajas especialmente en lo que respecta a acortamiento del tiempo de laminacienfriamiento uniforme, con lo que las tolerancias pueden ser menores al haber menos variacin en lasmedidas, mayor longitud del material laminado. Las exigidas exactas, la regulacin precisa y las velociconstantes pueden conseguirse por medio de motores de corriente continua.
Los laminadores se denominan de mltiples maneras segn el material a laminar o los productos terminde laminacin. As se distingue: trenes de desbaste pesados, medios y ligeros, trenes de semi productos
15
-
8/6/2019 conformacion - Tec. Mecnica
16/26
vigas, de carriles, de ataguas, de acero en barras... Segn la disposicin de los cilindros de laminacin distinguen, tren laminador do, reversible, doble, etc.
5.2.Laminacin en fro.
De la misma forma que an son laminadas en caliente planchas sueltas de chapa, el laminado en fro sutiliza actualmente para pequeos tamaos especiales y para la laminacin en planchas de aceros aleadcomo para aceros especiales.
Las planchas son laminadas en fro en el do y en la zona de salida son devueltas a la posicin inicial dcilindro superior; tren do irreversible. Con frecuencia, el cilindro superior no tiene accionamiento nin
El tro de Lauth consigue un mejor efecto de estirado, debido al cilindro intermedio de menor dimetroes, por ejemplo, 350 mm frente a los 710 mm de los cilindros superior e inferior. En los laminadores cudos delgados cilindros de trabajo, estn soportados por dos cilindros de apoyo de gran dimetro, 1200 mpara evitar flexiones del material. En los laminadores cuarto se pueden trabajar con sentidos de giroreversibles. Las chapas de acero anchas y duras son laminadas a veces en laminadores quinto. Estos tietres cilindros de trabajo delgados, los cuales estn soportados por dos cilindros de mayor dimetro. El mde trabajar corresponde al de l tro. Los laminadores cuarto y quinto hacen mayores disminuciones por
Para la laminacin en fro de bandas se instalan diversas cajas de laminacin. En general, se laminan encuarto y do reversibles, en donde la caja do sirve a menudo para desbastar, sin embargo, tambin se ia menudo ese tipo de cajas para relaminar bandas recocidas. Tambin se disponen trenes cuarto de varicajas, en los que la banda es laminada hasta un espesor de 0.2 mm. Para material fino y duro se empleamenudo cajas de varios cilindros que pueden tener 12 o 20 cilindros. En estas cajas de muchos, los cilinde trabajo son muy esbeltos, menos de 4 mm de dimetro. Por la que deben estar convenientemente apen los cilindros mayores.
El dimetro pequeo de los cilindros de trabajo es ventajoso frente a los dimetros grandes pues hacedisminuir la fuerza de laminacin, consiguiendo mejor alargamiento y, por el contrario, disminuyendo ensanchamiento. Adems, es mayor la exactitud en la anchura de la banda.
En la laminacin de bandas, la banda sale de una bobina (desbobinadora) y es rebobinada de nuevo en segunda bobina (rebobinadora) despus de la pasada. Con esta disposicin es posible reforzar el proceslaminacin por medio de un fuerte esfuerzo de traccin en la banda, la bobina desbobinadora es frenadforma que la banda recibe un esfuerzo de traccin por el lado de entrada (tirn de frenado), y la bobinarebobinado comunica a la banda igualmente un esfuerzo de traccin en la parte de salida (tirn de bobiCon este sistema se puede laminar la banda hasta dimensiones muy pequeas y muy finas sin recocidointermedio.
Los cilindros de trabajo deben tener una dureza suficiente y el ncleo debe ser tenaz. Normalmente esthechos de acero aleado forjado. Son templados en agua, y despus revenidos. La dureza de los cilindroapoyo se mantiene algo menor que la de los cilindros de trabajo. Los cilindros de trabajo deben serrectificados, ligeramente bombeados debido a la flexin bajo el influjo del esfuerzo de laminacin: Loscilindros de apoyo son cilindros en su mayor parte.
El material de laminacin y los cilindros deben estar suficientemente refrigerados, emplendose para eemulsiones de aceite y agua.
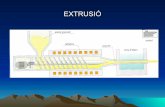
6.EXTRUSION.
La masa dctil fluye a travs de un orificio por medio de un impacto o una fuerte compresin, ocasiona
16
-
8/6/2019 conformacion - Tec. Mecnica
17/26
un mbolo o punzn, para deformar una pieza de seccin constante, hueca o no, y cuya longitud depenbsicamente de la aportacin del material efectuada. Se obtiene perfiles o tubos de seccin perfectamenuniforme y excelente acabado. La extrusin puede hacerse en caliente o en fro.
6.1.Extrusin en caliente.
El material se encuentra a una temperatura entre la de fusin y la de cristalizacin, se comprime fuertemcontra una matriz de forma, fluyendo a travs de ella, adquiriendo la forma de la seccin recta del orifila matriz. Se realiza en prensas generalmente horizontales, accionadas hidrulicamente. La potencia dellega a ser de unos 12.000 Tm.
Procedimientos.
Extrusin directa:
El tocho metlico es colocado en posicin el mecanismo de carga junto a un disco de empuje, el punzintroduce el disco y el tocho en el contenedor, comprimindose contra la matriz. El tocho se deformaplsticamente y fluye por el orificio.
Despus el mbolo retrocede a la posicin inicial, donde se le adapta un disco limpiador, entretanto la co sierra, incorporada a la prensa, separa el material extrudo de un residuo o culote, que finalmente serexpulsado, junto con los discos de empuje y limpiador por el propio punzn.
Extrusin inversa:
El tocho es colocado en posicin por el brazo de carga e introducido en el contenedor por el punzn deSe monta la matriz en le porta matrices situado delante del contenedor y se cambia el punzn de carga punzn de extruir hueco.
La extrusin se realiza con el punzn hueco comprimiendo el tocho caliente y la matriz contra el disco empuje, el material fluye hacia atrs, en sentido contrario al avance relativo del punzn. Cuando el conocupa la posicin ms adelantada, se corta el culote con una sierra o cizalla.
Despus retrocede el contenedor a una posicin intermedia y se coloca en la punta del punzn un discolimpiador. Finalmente un nuevo avance del contenedor permitir la expulsin de la matriz junto con el limpiador.
6.2.Extrusin en fri.
Se obliga a una porcin del material, colocada en el fondo de la matriz, a deformarse plsticamente,extendindose entre las paredes de esta y las del punzn que la comprime. El material debe ser muy ddepresiones de actuacin muy elevadas, generalmente aplicadas por impacto, ya que el calor generadofavorece la afluencia.
Como se efecta a temperatura inferior a la de recristalizacn, el metal adquiere acritud, tanto ms acucuanto mayor sea la deformacin sufrida, traducindose en un incremento de dureza y resistencia a la tmientras disminuyen otras propiedades.
Para extrusionar metales resistentes, se emplean prensas mecnicas de friccin y rodillera y prensashidrulicas. Para metales dctiles se utilizan prensas horizontales de rodilleras.
Se realiza por flujo directo o extrusin directa y por flujo inverso o extrusin inversa.
17
-
8/6/2019 conformacion - Tec. Mecnica
18/26
Procedimientos.
Extrusin directa.
El punzn entra holgadamente en la matriz, excepto en la zona del cuerpo en la que ajusta perfectamenella. Al presionar el material este fluye hacia delante, entre las paredes del punzn y la matriz.
Extrusin inversa.
Es la ms empleada. El punzn desciende con fuerza sobre la pastilla de metal depositada en el fondo dmatriz y, al chocar contra ella, el material fluye hacia arriba, en sentido contrario al avance del punzn,llegando a una altura que depende del impacto y del juego de funcionamiento. La pieza extruida permaagarrada al punzn y es expulsada por un extractor en el retroceso.
7.ESTIRADO Y TREFILADO.
Son dos procedimientos de conformacin por deformacin plstica casi idnticos que consisten en haceel material de aportacin por una matriz o hilera de forma determinada. La temperatura de trabajo es inla de recristalizacin.
La diferencia entre ambos procedimientos, estriba en la finalidad perseguida: en el estirado se efecta lreduccin de la seccin para obtener formas y dimensiones determinadas; en el trefilado se desea reducseccin (normalmente circular) al mximo.
Tanto el estirado como el trefilado requieren una serie de condiciones tecnolgicas que deben cumplirsinexcusablemente; a saber:
Escalonamiento adecuado a las reducciones de seccin. Por tratarse de un proceso de conformacin ees preciso vigilar para que no se superen los limites que impone cada material, ya que la acritud adquirprovocara la rotura de la barra o de los rganos de trabajo.
Construccin de la matriz o hilera, segn las exigencias del trabajo. Esto implica dureza y pulido adecas como un ngulo de entrada correcto.
Material de aportacin de buena calidad. Es decir, libre de defectos internos y con la superficie exteride cascarilla.
Utilizacin del lubricante adecuado. Para disminuir el rozamiento entre la matriz y el material, lo quetraduce en un mejor acabado y en una reduccin de las solicitaciones de traccin que aquel debe resisti
7.1. Proceso operativo en el estirado.
A grandes rasgos es el siguiente:
Decapado del material: Para eliminar la suciedad y los xidos superficiales se introduce el material ensolucin diluida de cido sulfrico, o clorhdrico, lavndolo despus con agua a presin.
Estirado. Antes de introducir un extremo de la barra de aportacin en la matriz o hilera se afila la punmartillado rotativo o por torneado.
Despus se pasa el extremo afilado a travs de la matriz y se engancha al carro mvil del banco de estirmedio de las tenazas de que dispone.
18
-
8/6/2019 conformacion - Tec. Mecnica
19/26
El estirado se realiza a notable velocidad con las modernas hileras de metal duro.
Acabado. En el acabado se endereza y pule la barra estirada y se corta el extremo afilado. A veces se recocido final contra acritud, aunque tambin puede intercalarse entre dos pasadas de estirado.
Por estirado se fabrican barras calibradas de acero y metales no frreos de hasta seis metros de longitudperfiles de formas diversas sirven, con frecuencia, para la obtencin de piezas sueltas por troceado trande la barra. Los perfiles calibrados hexagonales se emplean en la fabricacin de tornillos y tuercas porarranque de viruta.
7.2.Proceso operativo en el trefilado.
Es muy semejante al estirado y tiene por objeto la fabricacin de alambre. Comprende las siguientes fa
Decapado. Los rollos de fermachine producto bsico para la obtencin de alambre deben limpiarsesuperficialmente, tal como se haca en el estirado, o bien por medios mecnicos, haciendo pasar el matpor varias poleas que le someten a flexiones muy agudas, lo que ocasiona el desprendimiento de la cascque es totalmente eliminada por unos cepillos metlicos. Esta operacin tiene lugar de forma automticuna maquina descascarilladora.
Trefilado. Una vez el material esta limpio y bien engrasado, pasa al banco de trefilar. Esta maquina esunidad autnoma, compuesta por una devanadera donde se coloca el rollo de fermachine, una bobina darrastre que tira del alambre y lo enrolla convenientemente y la hilera de trefilar por donde pasa el fermy se reduce su seccin.
Ahora bien, casi nunca se construyen bancos de trefilar simples o de una solo hilera. Lo normal es que agrupen de modo ordenado, de manera que cada una ocasione una deformacin mas acusada hasta comel ciclo de trefilado en una sola maquina o banco.
Acabado. El alambre as obtenido tiene una elevada acritud. Para mejorar su tenacidad se le somete a recocido contra acritud en hornos de campana de atmsfera controlada. Este recocido se intercala en elproceso de trefilado si este lo exige.
A veces el alambre sufre un rectificado cuidadoso para eliminar los defectos superficiales y dejarlo a lamedida exacta.
Con frecuencia recibe acabado superficial por revestimiento: galvanizado, esmaltado, niquelado, cromaetc.
El trefilado tiene una enorme importancia industrial. Se trefilan, entre otros acero dulce (de bajo contencarbono) para la obtencin de toda clase de alambres, los aceros semiduros y duros, los aceros aleados,cobre, el aluminio, bronce, etc.
8.FABRICACIN DE TUBOS METALICOS.
Tubos se fabrican para toda clase de uso, en forma soldada, arrollada y sin soldaduras. Puesto que no todimensiones utilizadas son fabricadas directamente, en tubos soldados y en tubos sin soldadura, se partmuchas veces de un tubo unidad, que pueda ser reducido por alargamiento adquiriendo un dimetro meun espesor de pared ms reducido, o puede ser ensanchado a un dimetro mayor.
8.1.Tubos abiertos y engrapados.
19
-
8/6/2019 conformacion - Tec. Mecnica
20/26
Son tubos fabricados en fro a partir de la banda de chapa en mquinas perfiladoras los bordes de unincierran hermticamente sino que se dejan haciendo contacto a tope o engrapados; en este caso el procealgo ms laborioso.
Como es natural estos tubos no sirven para el transporte de fluido; slo tienen aplicacin en carpinterametlica.
8.2.Tubos soldados.
Los tubos fabricados en fro partiendo de banda de chapa, pueden soldarse por diversos procedimientosde tubos:
Tubos soldados elctricamente.
Tubos soldados oxiacetilnicamente.
Tubos soldados a tope con boquilla.
Tubos soldados a tope con rodillos.
Tubos con costura en espiral. (tubos enrollados)
8.3.Tubos sin soldadura.
Tal como su nombre indica, son tubos sin costura y, en consecuencia, toda su seccin recta tiene una cahomognea. Son aptos para el transporte de fluidos a presin superior a las 10 atm y a muy altas presioalgunos casos (tubo hidrulico). Se emplea mucho como material de base en la fabricacin de piezas poarranque de virutas.
La fabricacin de tubos de acero sin soldadura se realiz por primera vez, segn el procedimiento de lohermanosMannesmannalrededor de 1885, los tubos son fabricados a partir de un lingote laminado por uespecial combinacin de cilindros. Poco despus descubri Ehrhardt un mtodo de agujereado a prensaotros mtodos similares se utilizan an en la actualidad. La fabricacin de tubos sin soldadura puede dien dos mtodos fundamentales: el mtodo de barrenado, y el mtodo de estirado. En el primer mtodo,lingote macizo redondo es laminado helicoidalmente por dos cilindros con forma cnica que forman enun ngulo agudo y que giran en el mismo sentido. El mtodo de estirado, consiste en coger el lingoteperforado y manipularlo segn el mtodo de estirado desarrollado conjuntamente con el mtodo deperforacin para convertirse en tubo determinado; al mtodo de estirado, pueden seguirle laminacionesposteriores de calibrado, reductora o para ensanchar el dimetro de una vez conseguida la pared delgad
Hay tambin otros tipos de tubos sin soldadura:
Tubos fundidos.
Tubos mecanizados.
Fabricacin de tubos por medio de rodillos cnicos.
Tubos sin soldadura fabricados por extrusin.
8.4.Calibrado de tubos.
20
-
8/6/2019 conformacion - Tec. Mecnica
21/26
Los tubos sin soldadura laminados en caliente carecen de la precisin necesaria en muchos casos. Paraconseguirla hay que someterlos a un acabado en un banco de estirar o en un laminador de paso de pere
9.TROQUELADO DE CHAPA.
Troquelado es la formacin del material por medio de macho y matriz. Los mtodos de trabajo se puededividir en transformaciones con espesor de corte fijo y transformar con cambio parcial o completo del de l corte.
Plegar es transformar una forma previa o intermedia proporcionando la disposicin y formas angulares longitud variable y ejes de doblado rectos, permaneciendo rectas todas las generatrices de la parte dobl
Troquelado de forma es transformar formas previas o intermedias por medio de macho y matriz en piezaacostados doblados, con los ngulos y los ejes de plegado deseados, o elaborar resaltes y cavidades ensuperficies planas o curvas mantenindose aproximadamente el mismo espesor de la pieza. Estos trabarealizan con troqueles de forma.
Rebordeado con troquel es la transformacin de la zona perifrica de una pieza para conseguir bordes plcnicos o de otra forma cualquiera a voluntad. Como til se emplean troqueles de rebordear.
Acanalar un troquel es la elaboracin de resaltes a lo largo de secciones normales al eje en la parte cilnde cuerpos huecos por efecto de una presin aplicada en la zona superior de la pieza.
Troquelado de repasado es transformar intermedias por medio de un punzn y matriz para la obtencin dformas finales de tipo especial, o que presenten bordes afilados o para conseguir exactitud de medidas fue conseguida durante los procesos de trabajo anteriores. Para esta operacin se utiliza un troquel de i
Troquelado plano es la transformacin de formas previas o intermedias en superficies perfectamente planpor medio de las superficies planas, bien para alisar o rugosas del punzn y la matriz.
Arrolar con troquel es transformar formas previas o intermedias con borde inclinado o arqueado de formsu borde a transformar desliza por la presin sobre l ejercida a lo largo de una moldura hueca aplicadapunzn. El arrolado se realiza con un troquel de arrolar.
El corte de la chapa por troquel se efecta con utillaje especial, compuesto esencialmente de una matrizpunzn que ajusta en ella.
Las partes principales de que consta un troquel cortador son: mango o vstago portapunzones; placa do de tope de los punzones; placaportapunzones; placa gua delos punzones o extractor; banda de maguas laterales; tope retensor; placa matriz; base o placa portamatriz; columnas de gua; muelles; torncasquillos de gua.
En un troquel de corte progresivo los punzones entran en accin sucesivamente sobre un punto de la tirchapa, a medida que sta avanza a travs del troquel.
10.EMBUTIDO EN CHAPA.
El embutido a maquina es una variante del estampado. El embutido de la chapa consiste en darle una foahuecada, por deformacin de la chapa, tal como vasos, cartuchos, etc., o en general, la forma de unasuperficie cualquiera no desarrollable. Se efecta por medio de troqueles o estampas de embutir.
El embutido, segn los casos, se puede hacer en fro o en caliente. Cuando se hace en fro, si la superfic
21
-
8/6/2019 conformacion - Tec. Mecnica
22/26
aparta mucho de la forma plana, suele hacerse la embuticin en dos o ms operaciones sucesivas entre cuales se da un recocido intermedio para la acritud prxima por la operacin anterior. Estas operacionerealizan en prensas.
En la tcnica de troquelado, al estirar se le denomina embutir y consiste en transformar un corte plano cuerpo hueco por medio de matriz y macho, en caso necesario, se utiliza tambin el pison. O transformhueco en otro del mismo tipo pero de menor seccin sin que disminuya el espesor de pared.
El grado de transformacin est determinado por la relacin de embuticin. Por relacin de embuticinentiende en la embuticin previa la relacin del dimetro del corte al dimetro del macho; y en lasembuticiones intermedia y final la relacin del dimetro del macho anterior al siguiente.
Embuticin previa es la transformacin de un corte plano en un cuerpo hueco. La herramienta se llama trprimero. Antiguamente se llam a este mtodo de trabajo estirar previo o tambin preestirado.
Embuticin intermedia es la transformacin de u cuerpo hueco para disminuir o modificar su seccin.Anteriormente se llamaba a este mtodo de trabajo estirado en reestirado o estirado posterior. El til deembuticin intermedia se llama troquel segundo hasta (n1.) En este caso, n es el numero de todos lostroqueles.
Embuticin invertida remangada es una embuticin intermedia en sentido contrario a la embuticinprecedente. Como herramienta se tiene el troquel de remangado.
Embuticin de acabado es la transformacin de u cuerpo hueco para conseguir esa actitud especial o aristcon redondeamientos. Se efecta con el denominado troquel de acabado.
Embuticin por estirado es la transformacin de u cuerpo hueco para disminuir su espesor de pared por mde matriz y macho de embuticin. Herramienta: troquel de estriccion.
Embuticin interior con matriz y macho de embutir es la transformacin del borde de una perforacinexistente en una pieza de forma que se forme un cuello en el borde de la perforacin por efecto de la prde embuticin. Herramienta: troquel de atravesar.
Embuticin de estirado interior atravesado es la transformacin del borde de una perforacin existente en upieza para formar un cuello con disminucin simultanea del espesor del cuello o trasformar un cuello pdisminuir su espesor de pared, para lo cual se tiene el troquel de trabajo simultaneo, estriccion y atrave
11.PROCEDIMIENTOS DE SOLDADURA
La soldadura es un procedimiento de unin permanente entre los metales, producido con aportacin decon o sin presin, y con aportacin del metal con o sin ella.
Sus ventajas principales son la estanquidad, la resistencia mecnica, la resistencia a la corrosin y el esvolumen que ocupa.
Soldadura blanda y elementos soldantes de este tipo de soldaduras.
Se entiende bajo este nombre la elaboracin de una unin con aditivos blandos cuyo punto de fusin esgeneralmente por debajo de 450 C y contienen preponderadamente metales pesados de bajo punto de fLos ms importantes son los aditivos de estao. La soldadura blanda es aplicable a metales ligeros y peLa resistencia es slo de 2 hasta 8 Kg./mm2. Por tanto, las soldaduras blandas no pueden soportar ningde esfuerzos, sin embargo, el cordn de soldadura es muy flexible. La composicin y aplicacin de la m
22
-
8/6/2019 conformacion - Tec. Mecnica
23/26
de los elementos soldantes esta normalizados segn DIN 1707 estao de soldadura y DIN 1730, as com1732 elementos soldantes de estao aluminio.
Soldadura fuerte o dura y elementos soldantes de este tipo de soldaduras.
Por soldadura dura se entiende la elaboracin de una unin permanente con elementos soldantes duros punto de fusin esta entre 500 y 1200 C. Estn compuestos de cobre y cinc para acero, cobre, bronce (1733); elementos soldantes de latn especial, estaadores de argentn con cobre, nquel, cinc, plata, paacero, metales duros, metales pesados y especialmente para metales preciosos (DIN 1734, 1735) as coelementos soldantes de aluminio para aluminio y sus aleaciones (DIN 1732)
La soldadura dura, alcanza resistencia ms alta que la blanda. Se aplica cuando los metales no se puedesoldar con aditivos blandos.
Aparte de los elementos soldantes duros normalizados existe una serie de aditivos duros no normalizadcon aplicacin para el latn forjado y estampad, para latones especiales, aluminio, magnesio, magnesioargentn, etc. As como elementos soldantes de alto punto de fusin cuya temperatura de trabajo estaalrededor de 1230 C. La resistencia a la traccin de los elementos soldantes duros es de 10 hasta 54Kg./mm2.
Soldadura autgena o soldadura a gas.
La fusin se consigue por medio de accin directa, localmente limitada a un soplete de gas combustibleoxigeno o de gas combustible y aire.
Soldadura elctrica por arco, o soldadura a presin por arco voltaico.
El calor resulta de un arco voltaico, que pretende corto tiempo entre las superficies de tope de las piezapiezas son unidas por recalcado a golpe.
La fuente de energa es corriente elctrica. Este mtodo se emplea muy poco en la prctica.
Soldadura de fusin por resistencia, o soldadura elctrica por resistencia.
El flujo fundido resulta por la accin del calor desarrollado por el paso de corriente elctrica a travs depieza a soldar o a travs de la pieza y de dos electrodos de carbn.
Este procedimiento de soldadura, denominado mtodo de Weibel o de Fesar se lleva a cabo sin presinutiliza para soldar chapas finas de metales no frricos de 0.1 hasta 2 mm as como para soldar aceros de0.8 mm de espesor. Dos electrodos de carbn oblicuos entre s se desplazan sin accin de presin ningulargo de los dos cantos de la unin soldada, desarrollndose el calor necesario para la fusin por efectoresistencia elctrica.
Sistema de gas inerte (sistema WIG y MAG).
1. Sistema de gas inerte o sistema WIG. Un electrodo de volframio o tungsteno sirve para producir el aeste electrodo se desgasta muy lentamente. El metal de aportacin se suministra a mano, igual que se hsoldar con soplete de gas.
El gas protector se hace salir alrededor del electrodo de tungsteno. Se emplea ordinariamente gas argninerte.
23
-
8/6/2019 conformacion - Tec. Mecnica
24/26
2. Sistema MAG. Este mtodo se difiere del WIG en que el electrodo es la misma varilla de aportacinvarilla puede ser de dimetros comprendidos entre 0.8 mm y 2.4 mm; se alimenta automticamente convelocidad adecuada.
El gas protector suele ser dixido de carbono, CO2, que resulta muy barato.
Tambin puede emplearse si se desea, una combinacin de varios gases. El gas se hace llegar por la boen el mismo punto de la soldadura.
12.SINTERIZACION.
Se da el nombre de sinterizacin o pulvimetalurgia, a una tcnica especfica, que partiendo de polvosmetlicos que son prensados en moldes y calentados a temperaturas inferiores al punto de fusin del mobtiene diferentes piezas en la forma especificada. Comprende:
1. Obtencin del polvo.
2. Tcnica de prensado de moldeo.
3. Tcnica de sinterizacin.12.1.Fabricacin de piezas sinterizadas.
Obtencin del polvo.
Como materiales para la elaboracin de piezas sinterizadas son aptos polvos de hierro y de metales no con la limitacin de metales que formen xidos de difcil reduccin, los cuales se pueden sinterizar slcondiciones especiales. Por otra parte, tambin son sinterizados mezclas de metales y materiales no meo mezclas de hierro con otros metales.
Los materiales en polvo han de cumplir ciertas exigencias relativas a su pureza, constitucin, volumenaparente, etc.
Los mtodos ms importantes en la obtencin de polvo idneo son:
1. mtodo de carbonyl.
2. reduccin.
3. electroltico.
4. de soplado por tobera.
a) El mtodo de Carbonyl es apropiado solamente para la fabricacin de polvos de hierro y de nquel. Estson muy puros y tienen un grano uniforme. De mezclas de polvo de hierro, nquel y cobalto se pueden imanes permanentes as como piezas moldeadas con propiedades magnticas especiales.
b) Por reduccin de xidos metlicos o tambin de mineral de hierro se obtiene un polvo metlico muyesponjoso que se comporta muy bien en el prensado (polvo de Hoegenaes).
c) El mtodo electroltico es apropiado ante todo para la obtencin de polvo de cobre, sin embargo, tambipolvo de hierro obtenido segn este mtodo se puede prensar bien (polvo HVA).
24
-
8/6/2019 conformacion - Tec. Mecnica
25/26
d) La mayor parte de los polvos metlicos se obtienen segnel mtodo de soplado por tobera. Este mtodo haganado significacin sobre todo para la fabricacin econmica de polvo de hierro con propiedadesespecialmente buenas para la tcnica de sinterizacin; recibe el nombre de mtodo de RZ (mtodo de hcascarilla)
12.2.Prensado.
En las piezas sinterizadas debe estar garantizada una distribucin uniforme de la densidad del polvo prsobre todo en piezas prensadas de difcil moldeo. El polvo agitado no se reparte y concentra uniformemen todas partes.
Prensado unilateral proporciona una concentracin desigual debido al rozamiento interior del polvo, quorigina una disminucin de presin, en la parte opuesta a la zona en que sta se ejerce.
En el prensado bilateral, es decir, prensado por la parte superior e inferior, se comprime la masa de polvuniformemente. Se considera el mtodo de extraccin como el ms indicado procedimiento de prensadposicin de llenado del til se llena el molde con polvo. La compresin tiene lugar en la posicin de pren la que se disponen troqueles mviles para piezas con varios cambios de seccin. En la posicin deextraccin queda liberada la pieza prensada. La presin es normalmente de unas 6 t./cm2
Una mejora de las propiedades del material se consigue por medio del prensado mltiple. Antes de cadprensado se lleva a cabo un proceso de sinterizacin. Por medio de un calibrado posterior fro puedenobtenerse muy exactas medidas de las piezas.
12.3.Sinterizacin.
Las piezas prensadas tiene una suficiente resistencia en verde y pueden ser sacadas del molde. Sonempaquetadas en cajas de acero o de grafito y recocidas. Las temperaturas de sinterizacin estn por bapunto de fusin del metal en cuestin. Para polvo de hierro estn entre 1100 y 1300 C. La sinterizacinvarias horas y se lleva a cabo en hornos calentados elctricamente y con atmsfera especial para evitar oxidacin.
La resistencia aumenta considerablemente por la sinterizacin. Todas las piezas sinterizadas tienen unoespacios porosos ms o menos grandes, es decir, las piezas obtenidas por metalurgia del polvo no tienecompacidad de un cuerpo obtenido por fusin, si bien los espacios porosos existentes son cerrados medmtodos especiales de impregnacin.
12.4. Materiales de sinterizacin.
El tamao del grano del polvo, es inferior a 0.4 mm, la forma del grano es variada. Del polvo de hierropueden hacer piezas por prensado de polvo nico de gran porosidad, las cuales esta especialmente indipara cojinetes. Los polvos tambin pueden ser mezclados con plomo o grafito. Un prensado nico y demagnitud, aumenta la densidad y resistencia, las piezas fabricadas de esta forma son utilizables para esno muy altos. Las piezas de mquina sometidas a esfuerzos mayores se obtienen por doble prensado. Lpolvos de hierro para este tipo de piezas son aleados con cobre.
13.ELECTROEROSION.
El mecanizado por electroerosin consiste en la eliminacin de partculas de material electroconducla accin de las cargas elctricas. Estas descargas elctricas, se producen entre un electrotil y la piezsumergidos en un lquido dielctrico, de forma que se produce un hueco en el material con la forma exaelectrotil.
25
-
8/6/2019 conformacion - Tec. Mecnica
26/26
1. Principio fsico de funcionamiento. El principio fsico en el que se basa el arco elctrico que salta entre dpolos, conectados a un generador de corriente continua que a travs de una resistencia R carga un conden paralelo. Cuando la tensin alcanza un determinado valor, se produce la descarga e inmediatamente a iniciarse el ciclo.
2. Descripcin de una mquina de electro erosin. Son mquinas muy precisas. Lo esencial de las mismasson los carros, la cubeta de trabajo, el cabezal, el husillo portatiles rotativo el motor de ajuste y la bacon todos los dispositivos de generacin elctrica de alta frecuencia. El cuadro de mandos permite contavance, la profundidad, el nivel y la temperatura, etc.
14.MECANIZADO POR ULTRASONIDOS.
Se basa en la accin desgastadora producida por partculas a abrasivas proyectadas por la vibracin de metlico que avanza contra la pieza con una pequea presin, rigurosamente constante.
La vibracin es de alta frecuencia y poca amplitud; las partculas abrasivas estn contenidas en una mecon agua o petrleo y suelen ser de oxido de aluminio o carburo de silicio.
El desgaste interior del til es importante pero casi nulo lateralmente; la precisin dimensional alcanza
de 0,005mm.27