Coesca 2014-1 - SAExamen Final
10
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL 1 FACULTAD DE INGENIERÍA EXAMEN FINAL CONTROL ESTADÍSTICO DE LA CALIDAD ALUMNO: CARRERA: FECHA: / / CLASE: INDICACIONES GENERALES: Duración del examen: 90 minutos. Materiales, equipos electrónicos permitidos: útiles y calculadora. Apagar los celulares. Sólo pueden usar el MS Excel. PREGUNTA 1: (5 puntos) 1. Indicar los valores (aproximados) que se solicitan en la tabla: N° Lote Probabilidad de Aceptación 1 Lote de pantalones con proporción defectuosa = 0.02 2 Lote de naranjas con proporción defectuosa = 0.12 3 Lote de lapiceros con proporción defectuosa = 0.06 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 0.900 1.000 0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16 Probabilidad de Aceptación (Pa) Fracción defectuosa del lote (p) CURVA OC
-
Upload
sarah-graham -
Category
Documents
-
view
13 -
download
2
description
SAD
Transcript of Coesca 2014-1 - SAExamen Final
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 1 FACULTAD DE INGENIERA
EXAMEN FINAL
CONTROL ESTADSTICO DE LA CALIDAD
ALUMNO:
CARRERA: FECHA: / / CLASE:
INDICACIONES GENERALES:
Duracin del examen: 90 minutos.
Materiales, equipos electrnicos permitidos: tiles y calculadora.
Apagar los celulares.
Slo pueden usar el MS Excel.
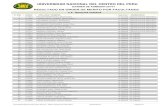
PREGUNTA 1: (5 puntos)
1. Indicar los valores (aproximados) que se solicitan en la tabla:
N Lote Probabilidad de
Aceptacin
1 Lote de pantalones con proporcin defectuosa = 0.02
2 Lote de naranjas con proporcin defectuosa = 0.12
3 Lote de lapiceros con proporcin defectuosa = 0.06
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
0.900
1.000
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16Pro
ba
bil
ida
d d
e A
ce
pta
ci
n (
Pa
)
Fraccin defectuosa del lote (p)
CURVA OC
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 2 FACULTAD DE INGENIERA
2. Determinar los planes de muestreo para cada producto. Indicar el tamao del lote, tamao de la muestra, criterio de aceptacin y criterio de rechazo.
N PRODUCTOS NIVEL DE
INSPECCIN INSPECCIN AQL
TAMAO DE LOTE
1 Botella 500 ml III Severa 1.50% 1 400
2 Botella 1000 ml S4 Normal 2.50% 45
3 Botella 1500 ml S2 Rigurosa 4.00% 160 000
3. Indicar el tema que su grupo expuso y explicar en qu consiste dicho tema.
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 3 FACULTAD DE INGENIERA
PREGUNTA 2: (5 puntos)
En un hotel se ha llevado el registro de quejas de los clientes desde hace 10 semanas con el nmero de clientes por semana, los datos se muestran en la siguiente tabla:
SEMANA CLIENTES QUEJAS QUEJAS POR CLIENTE
1 114 11 0.096
2 118 15 0.127
3 115 5 0.043
4 123 14 0.114
5 117 16 0.137
6 123 11 0.089
7 130 10 0.077
8 115 9 0.078
9 131 10 0.076
10 125 10 0.080
SUMA 1211 111
Se ha solicitado al Ingeniero Pepe Pusse lo siguiente:
a) Calcular los lmites de control para una carta , e interpretar los lmites que obtenga.
Considerar: Unidad de inspeccin = 1 cliente.
b) Graficar la carta correspondiente y analizar la estabilidad.
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 4 FACULTAD DE INGENIERA
PREGUNTA 3: (6 puntos)
En una empresa dedicada a la fabricacin de bombas y vlvulas, algunos componentes crticos tienen tolerancias muy estrechas que son difciles de cumplir. De aqu que sea necesario estimar el error de medicin con el fin de ver la posibilidad de reducirlo para cumplir con las especificaciones. El ancho de un componente particular es una caracterstica de calidad crtica, cuyas especificaciones son: mm.
El practicante de Calidad Lucho Salas ha realizado un experimento de medicin, para lo cual seleccion dos inspectores para realizar un estudio R&R, y cada uno midi 7 componentes dos veces con un vernier digital capaz de discriminar entre piezas que difieran 0.02. (Usar el Anlisis por Medias y Rangos).
Nmero de Componente
Inspector A Inspector B
1 2 1 2
1 69.38 69.60 69.62 69.52
2 69.72 69.80 69.78 69.90
3 69.58 69.70 69.70 69.62
4 69.50 69.50 69.46 69.50
5 69.48 69.40 69.50 69.42
6 69.56 69.40 69.68 69.64
7 69.90 70.02 69.94 69.88
a) Completar la siguiente tabla:
b) Estimar la desviacin estndar atribuible al error del instrumento y la desviacin
estndar atribuible al error de los inspectores.
Nmero de Componente
Inspector A Inspector B
X barra R X barra R
1
2
3
4
5
6
7
Promedio
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 5 FACULTAD DE INGENIERA
c) Calcular y . Considerar que .
d) Calcular los ndices P/T y EM/VT. Interpretar los resultados.
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 6 FACULTAD DE INGENIERA
PREGUNTA 4: (4 puntos)
Una empresa en la elaboracin de sus productos realiza un proceso qumico, siendo la pureza una medida importante, la cual es medida para cada lote, y los datos obtenidos se registran en una carta de individuales. El practicante de Calidad Pepe Prez ha preguntado cules son los lmites de dicha carta de individuales, y su Jefe Liz Sandoval le ha indicado los siguientes datos:
Lmite de Control Superior = Lnea Central = Lnea de Control Inferior =
a) Estimar la media y la desviacin estndar del proceso.
b) Determinar la Capacidad Potencial y Real del Proceso. Interpretar los resultados.
Considerar las siguientes especificaciones: 0.800.08 para la caracterstica medida.
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 7 FACULTAD DE INGENIERA
ANEXO 1: FRMULAS DEL CURSO DE CONTROL ESTADSTICO DE CALIDAD
CARTA DE CONTROL SIENDO: FIJO
Lmite de Control Inferior :
Lnea Central :
Lmite de Control Superior :
CARTA DE CONTROL SIENDO: VARIABLE (LMITES FIJOS)
Lmite de Control Inferior :
Lnea Central :
Lmite de Control Superior :
CARTA DE CONTROL SIENDO: VARIABLE (LMITES VARIABLES)
Lmite de Control Inferior :
Lnea Central :
Lmite de Control Superior :
CARTA DE CONTROL DE INDIVIDUALES
Lmite de Control Inferior :
Lnea Central :
Lmite de Control Superior :
CONSTANTES:
n d2
2 1.128
NDICE DE CAPACIDAD POTENCIAL DEL PROCESO :
NDICE DE CAPACIDAD REAL DEL PROCESO : [
]
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 8 FACULTAD DE INGENIERA
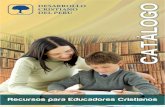
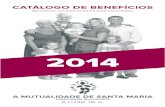
ANEXO 2: MIL STD 105E
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 9 FACULTAD DE INGENIERA
-
DEPARTAMENTO DE INGENIERA INDUSTRIAL 10 FACULTAD DE INGENIERA