

压力容器焊接手册(ASME - cngspw.comcngspw.com/Doc/BBS/4/20116/201106300921194867/268... ·...
187
Transcript of 压力容器焊接手册(ASME - cngspw.comcngspw.com/Doc/BBS/4/20116/201106300921194867/268... ·...
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
目录
第一章 总则 1.1 目的 1.2 适用范围 1.3 参考文献 第二章 设计规范 2.1 编制焊接工艺规程 WPS 2.2 焊接工艺评定记录 PQR 2.3 焊接工艺规程 WPS 和焊接工艺评定记录的检查表 CHECKLIST 2.4 焊工技能评定记录 2.5 焊工技能评定记录的检查表 CHECKLIST 2.6 压力容器焊接坡口 第三章 焊接材料的采购 3.1 焊接材料的选择 3.2 焊接材料选择指南 3.3 选择焊材尺寸
3.4 焊接材料采购技术要求
第四章 焊接施工
4.1 主要施工器具和焊机
4.2 焊接材料保管与发放
4.3 焊前预热
4.4 层间温度控制
4.5 焊后热处理
第五章 焊缝外观质量
5.1 焊缝的外观质量
5.2 各种缺陷发生原因及补救方法
第六章 焊接消耗计算
6.1 焊接材料消耗计算
6.2 常用焊接方法的熔敷系数
6.3 焊缝截面积的计算
第七章 焊接工时计算
7.1 焊接工时计算公式
7.2 常见焊接方法的焊接效率
7.3 清根作业计算
2
标准分享网 www.bzfxw.com 免费下载
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
第一章 总则
1.1 目的 作为焊接 ASME 规范容器的参考基准。 1.2 适用范围 本手册适用于按照 ASME 规范建造的压力容器焊接的设计、采购、检验等。 1.3 参考文献 1)ASME 规范第 VIII-1 卷。 2)ASME 规范第 VIII-2 卷。 3)ASME 规范第 IX 卷。 4)ASME 规范第 II-C 卷。
3
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
第一章 总则
1.1 目的 作为焊接 ASME 规范容器的参考基准。 1.2 适用范围 本手册适用于按照 ASME 规范建造的压力容器焊接的设计、采购、检验等。 1.3 参考文献 1)ASME 规范第 VIII-1 卷。 2)ASME 规范第 VIII-2 卷。 3)ASME 规范第 IX 卷。 4)ASME 规范第 II-C 卷。
4
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
第二章 设计规范
2.1 编制焊接工艺规程 WPS
2.1.1 工艺评定用焊接工艺规程
工件焊接前,应编制工艺评定用焊接工艺规程(格式如正式的焊接工艺规程),评定试件应按工艺评定用
焊接工艺规程焊接。此焊接工艺规程在工艺评定合格前,不得用于正式产品焊接。
2.1.2 合格的焊接工艺规程
工艺评定合格后,根据工艺评定的记录(电流、电压、焊接速度等),修改工艺评定用焊接工艺规程而编
制出合格的焊接工艺规程。
2.2.3 焊接工艺规程的格式如下:
2010 年 10 月于大连中集(作者:dljdw)
5

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
ASME Ⅸ WELDING PROCEDURE SPECIFICATION(WPS)
WPS record number WPS 记录编号
Revision 修订
Qualified to 评定按
Date 日期
Company name 公司名称
Supporting PQR(s) 支持的 PQR
Reference docs. 相关文件
□Groove 坡口
□Corrosion resistant overlay 耐蚀堆焊
□PWHT 焊后热处理
□Stud welding 螺柱焊接
Scope 范围
□Fillet 角焊缝
□Hardfacing overlay 耐磨堆焊
□No PWHT(As-welded) 无焊后热处理(焊态)
□Impact tested 冲击试验
Joint details for this welding procedure specification are specified in: 此焊接工艺规程的接头细节在 Joint
接头 □Joint sections of the WPS 此焊接工艺的的接头一节
□Production drawings 产品图纸
□Engineering specification
工程规范 □Reference documents 相关文件
BASE METALS (QW-403) 母材(QW-403)
Type 类型
P No. P 号
Grp No. 组号
As Welded 焊态
With PWHT 热处理态
Welded to 焊接至
P No. P 号
Grp No. 组号
Min. 最小
Max. 最大
Min. 最小
Max. 最大
Backing 衬垫
P No. P 号
Grp No. 组号
Complete pen. 完全焊透
Retainers 成形块
Impact tested 冲击试验
Partial Pen. 部分焊透
Fillet welds 角焊缝
Base mt'l CRO 耐蚀堆焊
Notes 注意
Base mt'l HFO 耐磨堆焊
DIAMETER RANGE QUALIFIED 评定合格的直径范围
As Welded 焊态
With PWHT 热处理态
Min. 最小
Max. 最大
Min. 最小
Max. 最大
□Inside diameter 内直径
□Nominal pipe size 名义管尺寸
Pipe/Tube diameter range qualified 管直径评定合格范围
□Outside diameter 外直径
WELDING PROCESS 焊接方法 WELDING PROCESS 焊接方法
TYPE 类型
FILLER METALS (QW-404) 填充金属(QW-404) THICKNESS RANGE QUALIFIED
评定合格厚度范围 As Welded
焊态 With PHWT 热处理态
SFA Classification 类型
F-no. F 号
A-no. A 号
Chemical analysis or Trade name 化学分析或商标名称 Min.
最小 Max. 最大
Min. 最小
Max. 最大
Cons. Insert 可熔性填充物
Consumable insert size 可熔性填充物尺寸
Flux 焊剂
Flux type 焊剂类型
Flux from recrushed slag 碎渣焊剂
Supp. Filler 补充填充金属
Supplemental filler metal vol. 补充金属体积
Powder mt'l 粉末金属
Powdered metal type 金属粉末类型
Powder particle size 粉末颗粒尺寸
Powdered feed rate 送粉速率
2010 年 10 月于大连中集(作者:dljdw) 6
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
WPS record number
WPS 记录编号 Revision
修订 Qualified to
评定按
Date 日期
Company name 公司名称
WELDING PROCEDURE 焊接工艺 Welding process 焊接方法
Type 类型
Preheat temperature 预热温度
Maximum interpass temperature 最高层间温度
Tungsten size 钨极尺寸
Tungsten type 钨极类型
Filler metal size 填充金属尺寸
Nominal size 名义尺寸
Layer number 层号
Position of groove 坡口位置
Weld progression 焊接行进方向
Current/polarity 电流/极性
Amperes 电流
Volts 电压
Travel speed 行进速度
Maximum heat input 最大热输入
DC Pulsing current 直流脉冲电流
Wire feed type 送丝类型
Wire feed speed 送丝速度
Arc transfer mode 电弧过渡模式
Stickout 干伸长
Filler wire wattage 填充丝功率
Arc timing 电弧计时
Power source model 电源模式
Lift 提升
Stud gun model 螺柱焊枪模式
Cable size 电缆尺寸
Cable length 电缆长度
Number of grounds 地线数目
Gas type 气体类型
Shielding
保护 Flow Rate 流量
Gas type 气体类型
Trailing 尾部 Flow Rate
流量
Gas type 气体类型
Backing 背面 Flow Rate
流量
Gas type 气体类型
Plasma 等离子 Flow Rate
流量
Gas type 气体类型
Fuel 燃料 Oxygen/fuel gas pressure
氧/燃料气压力
Forehand or Backhand 左焊法或右焊法
String or weave 直进或摆动
Orifice/gas cup size 喷嘴尺寸
C.T.W.D 喷嘴至工件距离
Spray torch to workpiece
Multi/single pass 多/单道
Multi or single layer 多/单层
Melt-in or keyhole 自熔或锁孔
Constricted arc type
Spray-torch model 喷嘴模式
Fusing method 熔化方法
Fusing temperature range 熔化温度范围
Fusing temperature cooling rate 熔化温度冷却速率
Preheat maintenance prior to fusing 熔化前预热保持
Flame type 火焰类型
Torch type 喷嘴类型
Wire or plate electrodes 丝极或板极
Consumable or non consumable guide 熔化或非熔化嘴
Oscillation 摆动
Oscillation motion type
Oscillation width/distance 摆动宽度/距离
Oscillation frequency 摆动频率
Oscillation dwell time 摆动停留时间
Multi/single electrode 多/单电极
Electrode spacing – Longitudinal 电极间隔-纵向
Electrode spacing – Lateral 电极间隔-横向
Electrode angle 电极角度
Maximum pass thickness 最大焊道厚度
Weld deposit chemistry 熔敷金属化学成分
7

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
WPS record number
WPS 记录编号 Revision
修订 Qualified to
评定按
Date 日期
Company name 公司名称
JOINTS (QW-402): Typical joint(s). See actual production drawings and engineering specifications for details 接头(QW-402):典型接头。详细见实际产品图纸和工程规范
PREHEAT TABLE (QW-406) 预热表(QW-406) Applicable standard 应用标准
POST HEAT TREATMENT(QW-407) 焊后热处理(QW-407) Temperature( )℃ 温度(摄氏度)
Time( )℃ 时间(摄氏度)
Type 类型
Heating rate( /hr)℃ 加热速率(摄氏度/小时)
Method 方法
Cooling rate( /hr)℃ 冷却速率(摄氏度/小时)
Method 方法
Notes 注意
Preheat maintenance after completion of welding prior to PWHT (QW-406.2): Temerpature(℃) 焊后 PWHT 前预热保持(QW-406.2): 温度(摄氏度)
TECHNIQUE (QW-410) 技巧(QW-410) No. of electrodes on same puddle 熔池里的电极数
Closed or out of chamber
Filler metal delivery method
Supplementary MF control
Peening 锤击
Surface preparation 表面清理
Initial/Interpass cleaning 初始/层间清理
Back gouging method 背面清根方法
NOTES 注意
Welding engineer 焊接工程师
QA manager QA 经理
Name 姓名
Signature 签字
Name 姓名
Signature 签字
Date 日期
Date 日期
8
标准分享网 www.bzfxw.com 免费下载
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
WPS record number WPS 记录编号
Revision 修订
Qualified to 评定按
Date 日期
Company name 公司名称
Additional information 额外信息
9

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
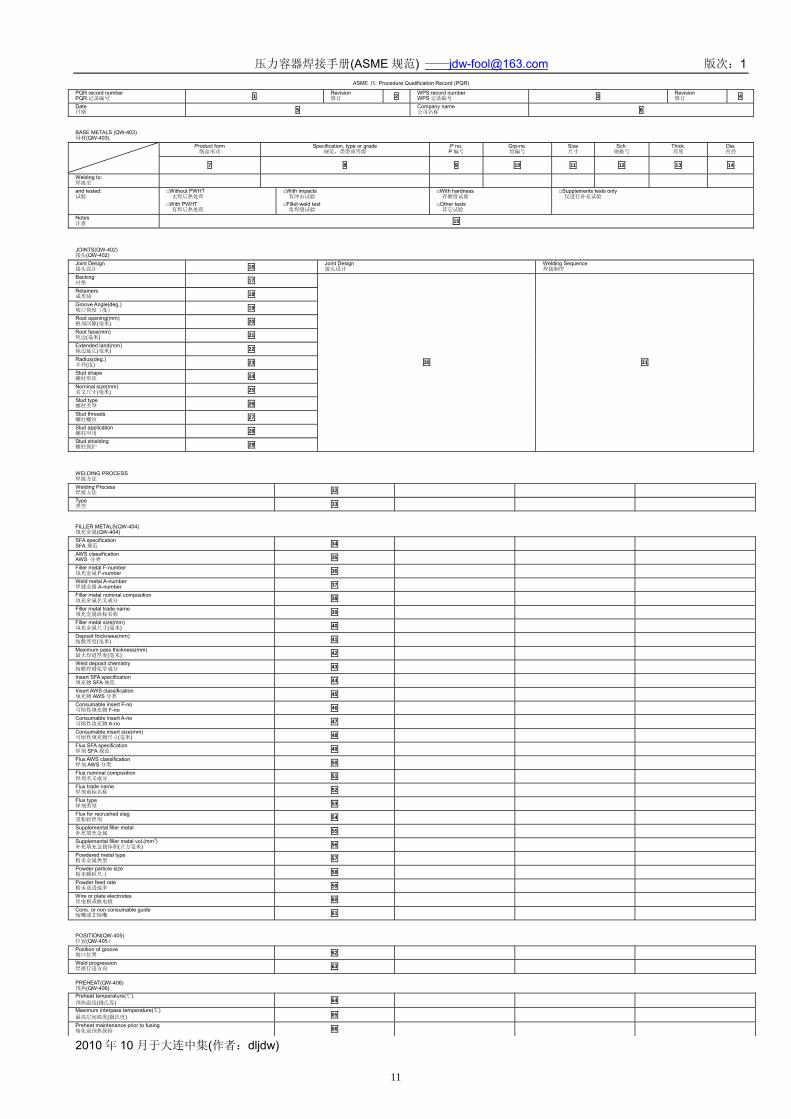
2.2 焊接工艺评定记录 PQR 焊接工艺评定记录 PQR 的格式和填写规则如下:
10
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
ASME Ⅸ Procedure Qualification Record (PQR)
PQR record number PQR 记录编号 1 Revision
修订 2 WPS record number WPS 记录编号 3 Revision
修订 4
Date 日期 5 Company name
公司名称 6
BASE METALS (QW-403) 母材(QW-403)
Product form 制品形式
Specification, type or grade 规范,类型或等级
P no. P 编号
Grp-no. 组编号
Size 尺寸
Sch. 规格号
Thick. 厚度
Dia. 直径
7 8 9 10 11 12 13 14
Welding to: 焊接至
and tested: 试验
□Without PWHT 无焊后热处理 □With PWHT 有焊后热处理
□With impacts 有冲击试验 □Fillet-weld test 角焊缝试验
□With hardness 有硬度试验 □Other tests 其它试验
□Supplements tests only 仅进行补充试验
Notes 注意 15
JOINTS(QW-402) 接头(QW-402) Joint Design 接头设计 16 Joint Design
接头设计 Welding Sequence 焊接顺序
Backing 衬垫 17
Retainers 成形块 18
Groove Angle(deg.) 坡口角度(度) 19
Root opening(mm) 根部间隙(毫米) 20
Root face(mm) 钝边(毫米) 21
Extended land(mm) 钝边延长(毫米) 22
Radius(deg.) 半径(度) 23
Stud shape 螺柱形状 24
Nominal size(mm) 名义尺寸(毫米) 25
Stud type 螺柱类型 26
Stud threads 螺柱螺纹 27
Stud application 螺柱应用 28
Stud shielding 螺柱保护 29
30 31
WELDING PROCESS 焊接方法 Welding Process 焊接方法 32
Type 类型 33
FILLER METALS(QW-404) 填充金属(QW-404)
SFA specification SFA 规范 34
AWS classification AWS 分类 35
Filler metal F-number 填充金属 F-number 36
Weld metal A-number 焊缝金属 A-number 37
Filler metal nominal composition 填充金属名义成分 38
Filler metal trade name 填充金属商标名称 39
Filler metal size(mm) 填充金属尺寸(毫米) 40
Deposit thickness(mm) 熔敷厚度(毫米) 41
Maximum pass thickness(mm) 最大焊道厚度(毫米) 42
Weld deposit chemistry 熔敷焊缝化学成分 43
Insert SFA specification 填充物 SFA 规范 44
Insert AWS classification 填充物 AWS 分类 45
Consumable insert F-no 可熔性填充物 F-no 46
Consumable insert A-no 可熔性填充物 A-no 47
Consumable insert size(mm) 可熔性填充物尺寸(毫米) 48
Flux SFA specification 焊剂 SFA 规范 49
Flux AWS classification 焊剂 AWS 分类 50
Flux nominal composition 焊剂名义成分 51
Flux trade name 焊剂商标名称 52
Flux type 焊剂类型 53
Flux for recrushed slag 重粉碎焊剂 54
Supplemental filler metal 补充填充金属 55
Supplemental filler metal vol.(mm3) 补充填充金属体积(立方毫米) 56
Powdered metal type 粉末金属类型 57
Powder particle size 粉末颗粒尺寸 58
Powder feed rate 粉末送进速率 59
Wire or plate electrodes 丝电极或板电极 60
Cons. or non consumable guide 熔嘴或非熔嘴 61
POSITION(QW-405) 位置(QW-405)
Position of groove 坡口位置 62
Weld progression 焊接行进方向 63
PREHEAT(QW-406) 预热(QW-406)
Preheat temperature(℃) 预热温度(摄氏度) 64
Maximum interpass temperature(℃) 最高层间温度(摄氏度) 65
Preheat maintenance prior to fusing 熔化前预热保持 66
2010 年 10 月于大连中集(作者:dljdw)
11
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
PQR record number PQR 记录编号 1 Revision
修订 2 WPS record number WPS 记录编号 3 Revision
修订 4
Date 日期 5 Company name
公司名称 6
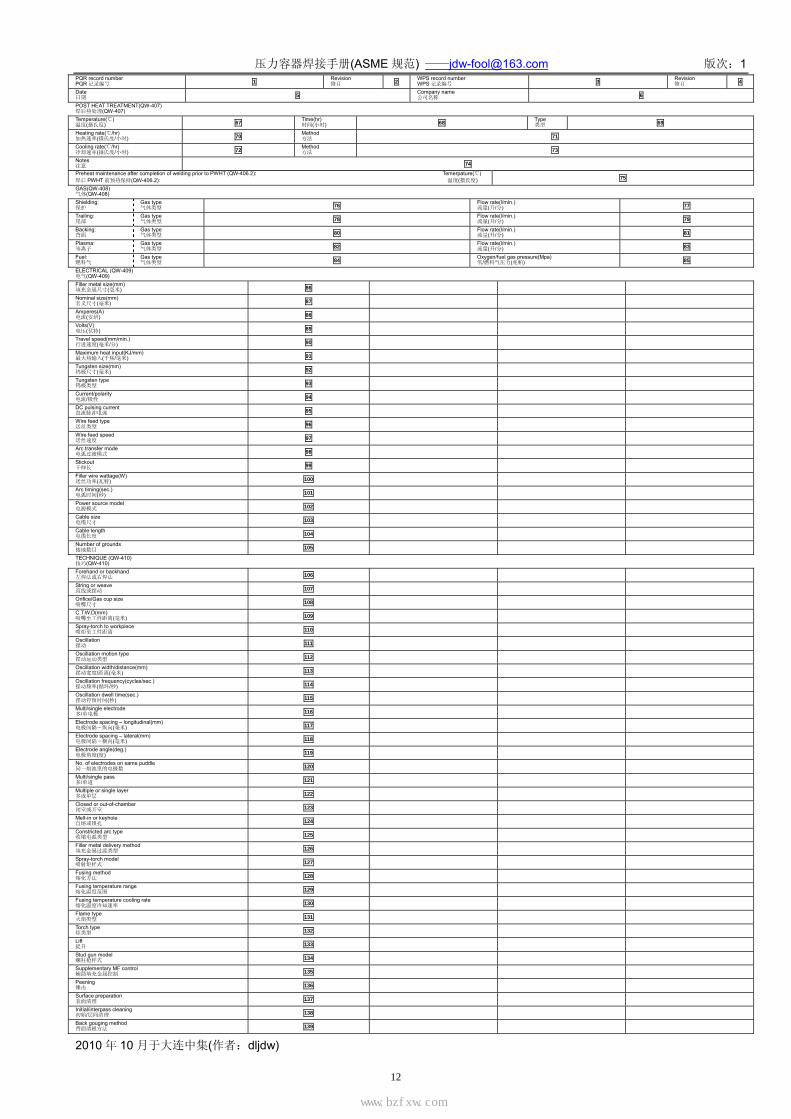
POST HEAT TREATMENT(QW-407) 焊后热处理(QW-407) Temperature( )℃ 温度(摄氏度) 67 Time(hr)
时间(小时) 68 Type 类型 69
Heating rate( /hr)℃ 加热速率(摄氏度/小时) 70 Method
方法 71
Cooling rate( /hr)℃ 冷却速率(摄氏度/小时) 72 Method
方法 73
Notes 注意 74
Preheat maintenance after completion of welding prior to PWHT (QW-406.2): Temerpature(℃) 焊后 PWHT 前预热保持(QW-406.2): 温度(摄氏度) 75
GAS(QW-408) 气体(QW-408) Shielding: 保护
Gas type 气体类型 76 Flow rate(l/min.)
流量(升/分) 77
Trailing: 尾部
Gas type 气体类型 78 Flow rate(l/min.)
流量(升/分) 79
Backing: 背面
Gas type 气体类型 80 Flow rate(l/min.)
流量(升/分) 81
Plasma: 等离子
Gas type 气体类型 82 Flow rate(l/min.)
流量(升/分) 83
Fuel: 燃料气
Gas type 气体类型 84 Oxygen/fuel gas pressure(Mpa)
氧/燃料气压力(兆帕) 85
ELECTRICAL (QW-409) 电气(QW-409) Filler metal size(mm) 填充金属尺寸(毫米) 86
Nominal size(mm) 名义尺寸(毫米) 87
Amperes(A) 电流(安培) 88
Volts(V) 电压(伏特) 89
Travel speed(mm/min.) 行进速度(毫米/分) 90
Maximum heat input(KJ/mm) 最大热输入(千焦/毫米) 91
Tungsten size(mm) 钨极尺寸(毫米) 92
Tungsten type 钨极类型 93
Current/polarity 电流/极性 94
DC pulsing current 直流脉冲电流 95
Wire feed type 送丝类型 96
Wire feed speed 送丝速度 97
Arc transfer mode 电弧过渡模式 98
Stickout 干伸长 99
Filler wire wattage(W) 送丝功率(瓦特) 100
Arc timing(sec.) 电弧时间(秒) 101
Power source model 电源模式 102
Cable size 电缆尺寸 103
Cable length 电缆长度 104
Number of grounds 接地数目 105
TECHNIQUE (QW-410) 技巧(QW-410)
Forehand or backhand 左焊法或右焊法 106
String or weave 直线或摆动 107
Orifice/Gas cup size 喷嘴尺寸 108
C.T.W.D(mm) 喷嘴至工件距离(毫米) 109
Spray-torch to workpiece 喷炬至工件距离 110
Oscillation 摆动 111
Oscillation motion type 摆动运动类型 112
Oscillation width/distance(mm) 摆动宽度/距离(毫米) 113
Oscillation frequency(cycles/sec.) 摆动频率(循环/秒) 114
Oscillation dwell time(sec.) 摆动停留时间(秒) 115
Multi/single electrode 多/单电极 116
Electrode spacing – longitudinal(mm) 电极间隔-纵向(毫米) 117
Electrode spacing – lateral(mm) 电极间隔-横向(毫米) 118
Electrode angle(deg.) 电极角度(度) 119
No. of electrodes on same puddle 同一熔池里的电极数 120
Multi/single pass 多/单道 121
Multiple or single layer 多或单层 122
Closed or out-of-chamber 闭室或开室 123
Melt-in or keyhole 自熔或锁孔 124
Constricted arc type 收缩电弧类型 125
Filler metal delivery method 填充金属过渡类型 126
Spray-torch model 喷射炬样式 127
Fusing method 熔化方法 128
Fusing temperature range 熔化温度范围 129
Fusing temperature cooling rate 熔化温度冷却速率 130
Flame type 火焰类型 131
Torch type 炬类型 132
Lift 提升 133
Stud gun model 螺柱枪样式 134
Supplementary MF control 辅助填充金属控制 135
Peening 锤击 136
Surface preparation 表面清理 137
Initial/interpass cleaning 初始/层间清理 138
Back gouging method 背面清根方法 139
12
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
PQR record number PQR 记录号 1 Revision
修订 2 WPS record number WPS 记录号 3 Revision
修订 4
Date 日期 5 Company name
公司名称 6
TENSITION TEST(QW-150) 拉伸试验(QW-150)
□ Reduced section 缩截面
□Turned 车制
□Full section 全截面 Specimen No.
试样编号 Width(mm) 宽度(毫米)
Thickness(mm) 厚度(毫米)
Diameter(mm) 直径(毫米)
Wall thickness(mm) 壁厚(mm)
Outside Diameter(mm) 外径(mm)
Area(mm2) 面积(平方毫米)
Ultimate total load(N) 极限总载荷(牛顿)
Ultimate unit stress(N/mm2) 极限单位应力(牛/平方毫米)
Type of failure and location 断裂类型及部位
140 141 142 143 144 145 146 147 148 149 ` Comments 注释 150
GUIDED BEND TEST(QW-160) 导向弯曲试验(QW-160)
Type of test 试验类型
Acceptance criteria 合格指标
Result 结果
Comments 注释
151 152 153 154 Comments 注释 155
TOUGHNESS TESTS (QW-170) 韧性试验(QW-170)
Impact values 冲击值 Specimen number
试样编号 Notch location
缺口位置 Notch type 缺口类型
Specimen Size 试样尺寸
Test Temperature 试验温度 (J)
(焦) (%shear) (%断口)
(mils)
Drop weight break 落锤断裂试验
156 157 158 159 160 161 162 163 164 Comments 注释 165
HARDNESS TESTS 硬度试验
Type (Scale) 类型(标尺)
Distance from surface 距表面距离 166 HAZ
热影响区 Weld 焊缝
HAZ 热影响区 167
168 169 170 171 172 173 174 Comments 注释 175
FILLET WELD TESTS (QW-180) 角焊缝试验(QW-180)
Type of test 试验类型
Acceptance criteria 合格指标
Results 结果
Fillet leg size 角焊缝焊角尺寸
176 177 178 179 Comments 注释 180
STUD WELD TESTS 螺柱焊缝试验
Stud number 螺柱编号
Bend or Hammer test per 弯曲或锤击试验按照
Torque test per QW-192.3 扭转试验按照 QW-192.3
Tension test per QW-192.3 拉伸试验按照 QW-192.3
x10 Macro-examination per 10 倍宏观检验按照
181 182 183 184 185 Comments 注释 186
OTHER TESTS 其它试验
Type of test 试验类型
Acceptance criteria 合格指标
Result 结果
Comments 注释
187
188 189 190
CERTIFICATION 证明
Welders name 焊工姓名
ID number ID 编号
Stamp number 钢印编号
Mechanical testing by 机械性能试验由 194
Laboratory test number 实验室试验编号 195
Test file number 试验文件编号 196 191 192 193
Tests conducted by 试验执行人 197
We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirements of Section of the ASME Code.Ⅸ 兹证明本报告所述均属正确,并且试验是根据 ASME 规范第Ⅸ卷的要求进行试件的准备,焊接和试验的.
Welding engineer 焊接工程师
QA manager QA 经理
Name 姓名
Signature 签字
Name 姓名
Signature 签字
198 201
Date 日期
Date 日期
199
200
202
203
13

www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
PQR record number PQR 记录编号 1 Revision
修订 2 WPS record number WPS 记录编号 3 Revision
修订 4
Date 日期 5 Company name
公司名称 6
Additional information 额外信息
204
14
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
填写规则
序号
Sn. 适用范围 填写内容 备注
1 PQR 的编号
2 PQR 的修订版次,从“0”开始
3 WPS 的编号
4 WPS 的修订版次,从“0”开始
5 如 2007-06-01
6 XXXXXXXX 有限公司
7
耐蚀堆焊 Corrosion-resistant overlay
硬面堆焊 Hardfacing overlay
管 Pipe
管/管子 Pipe/Tube
板 Plate
管子 Tube
硬面喷熔 Hardfacing spay fusing
螺柱 Stud
8 例如:SA-516 (70)
9 1
10 2
11 38.1
12 5S
13 1.65
14 48.26
15
16
双面坡口 Double-bevel-groove
双面卷边坡口 Double-flare-bevel-groove
双面卷边 V坡口 Double-flare-V-groove
双面 J坡口 Double-J-groove
双面 I坡口 Double-square-groove
双面 U坡口 Double-U-groove
双面 V坡口 Double-V-groove
角焊缝 Fillet weld
单面坡口 Single-bevel-groove
单面翻边坡口 Single-flare-bevel-groove
单面翻边 V坡口 Single-flare-V-groove
单面 J坡口 Single-J-groove
单面 U坡口 Single-U-groove
单面 V坡口 Single-V-groove
I 坡口 Square-groove
螺柱焊缝 Stud weld
焊缝金属堆焊 Weld metal overlay
17
背面清根及焊接 Back-gouged & welded
可熔嵌入物 Consumable insert
无 None
无:部分焊透 None: partial penetration
不适用 Not applicable
有 Yes
有:母材金属 Yes: base metal
有:焊缝金属 Yes: weld metal
18
熔化金属 Fusing metallic
无 None
非熔化固体金属 Nonfusing metal solid
非熔化金属水冷 Nonfusing metal water cooled
非金属 Nonmetallic
19 60
20 2.5~3.5
21 0.8~2.4
22 1
23 9~11
24
25
26
27
28
29
30
31
32
气电立焊 EGW
电渣焊 ESW
药芯焊丝电弧焊 FCAW
气体保护焊 GMAW
钨极氩弧焊 GTAW
氧燃气焊 OFW
等离子电弧焊 PAW
埋弧焊 SAW
药皮焊条手工电弧焊 SMAW
螺柱焊 STUD
火焰喷涂 FLSP
等离子喷涂 PSP
33 自动化 Automatic
机械化 Machine 手工 Manual
2010 年 10 月于大连中集(作者:dljdw)
15
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
半自动 Semi-automatic
电弧螺柱焊 Arc stud welding
电容放电 Capacitor discharge
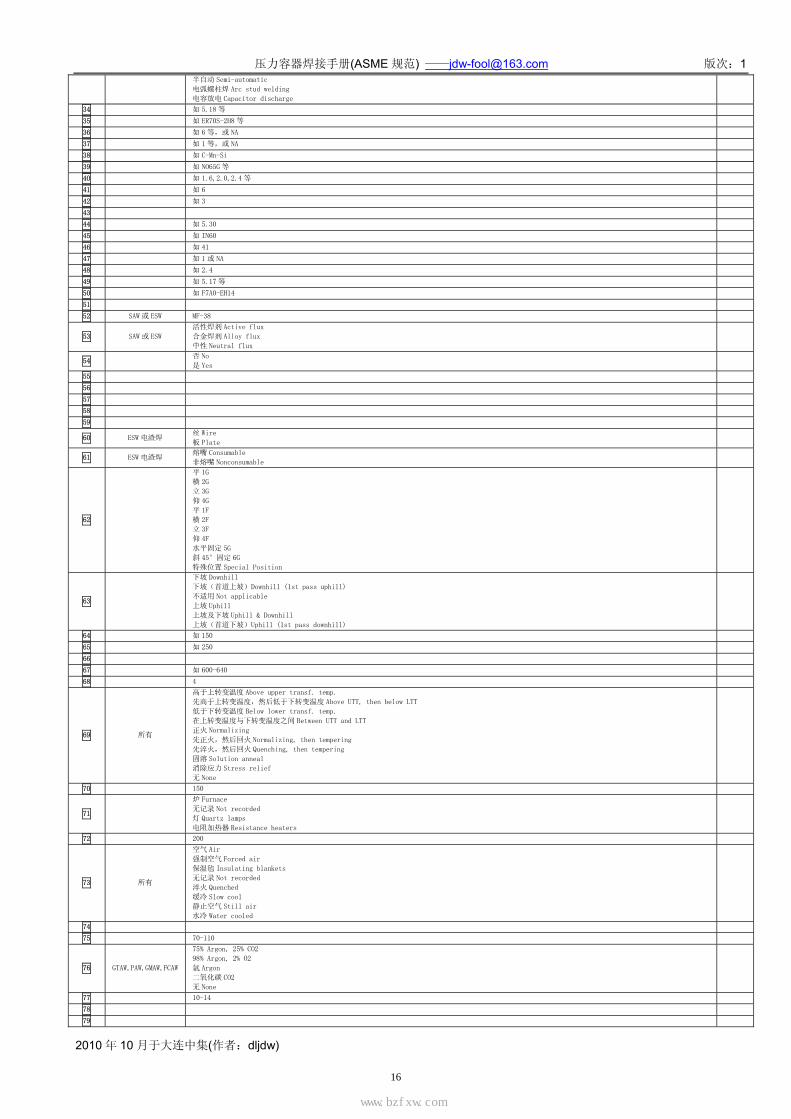
34 如 5.18 等
35 如 ER70S-2H8 等
36 如 6 等,或 NA
37 如 1 等,或 NA
38 如 C-Mn-Si
39 如 NO65G 等
40 如 1.6,2.0,2.4 等
41 如 6
42 如 3
43
44 如 5.30
45 如 IN60
46 如 41
47 如 1 或 NA
48 如 2.4
49 如 5.17 等
50 如 F7A0-EH14
51
52 SAW 或 ESW MF-38
53 SAW 或 ESW
活性焊剂 Active flux
合金焊剂 Alloy flux
中性 Neutral flux
54 否 No
是 Yes
55
56
57
58
59
60 ESW 电渣焊 丝 Wire
板 Plate
61 ESW 电渣焊 熔嘴 Consumable
非熔嘴 Nonconsumable
62
平 1G
横 2G
立 3G
仰 4G
平 1F
横 2F
立 3F
仰 4F
水平固定 5G
斜 45°固定 6G
特殊位置 Special Position
63
下坡 Downhill
下坡(首道上坡)Downhill (1st pass uphill)
不适用 Not applicable
上坡 Uphill
上坡及下坡 Uphill & Downhill
上坡(首道下坡)Uphill (1st pass downhill)
64 如 150
65 如 250
66
67 如 600-640
68 4
69 所有
高于上转变温度 Above upper transf. temp.
先高于上转变温度,然后低于下转变温度 Above UTT, then below LTT
低于下转变温度 Below lower transf. temp.
在上转变温度与下转变温度之间 Between UTT and LTT
正火 Normalizing
先正火,然后回火 Normalizing, then tempering
先淬火,然后回火 Quenching, then tempering
固溶 Solution anneal
消除应力 Stress relief
无 None
70 150
71
炉 Furnace
无记录 Not recorded
灯 Quartz lamps
电阻加热器 Resistance heaters
72 200
73 所有
空气 Air
强制空气 Forced air
保温毡 Insulating blankets
无记录 Not recorded
淬火 Quenched
缓冷 Slow cool
静止空气 Still air
水冷 Water cooled
74
75 70-110
76 GTAW,PAW,GMAW,FCAW
75% Argon, 25% CO2
98% Argon, 2% O2
氩 Argon
二氧化碳 CO2
无 None
77 10-14
78
79
16
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
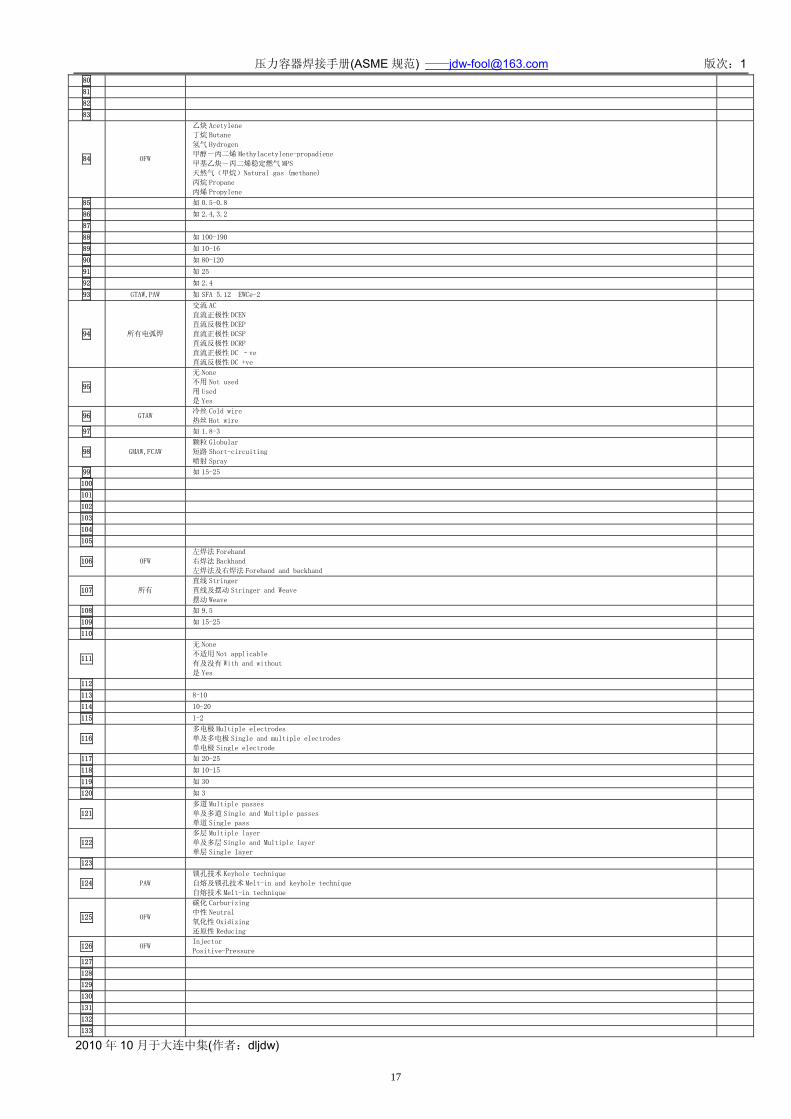
80
81
82
83
84 OFW
乙炔 Acetylene
丁烷 Butane
氢气 Hydrogen
甲醇-丙二烯 Methylacetylene-propadiene
甲基乙炔-丙二烯稳定燃气 MPS
天然气(甲烷)Natural gas (methane)
丙烷 Propane
丙烯 Propylene
85 如 0.5-0.8
86 如 2.4,3.2
87
88 如 100-190
89 如 10-16
90 如 80-120
91 如 25
92 如 2.4
93 GTAW,PAW 如 SFA 5.12 EWCe-2
94 所有电弧焊
交流 AC
直流正极性 DCEN
直流反极性 DCEP
直流正极性 DCSP
直流反极性 DCRP
直流正极性 DC –ve
直流反极性 DC +ve
95
无 None
不用 Not used
用 Used
是 Yes
96 GTAW 冷丝 Cold wire
热丝 Hot wire
97 如 1.8-3
98 GMAW,FCAW
颗粒 Globular
短路 Short-circuiting
喷射 Spray
99 如 15-25
100
101
102
103
104
105
106 OFW
左焊法 Forehand
右焊法 Backhand
左焊法及右焊法 Forehand and backhand
107 所有
直线 Stringer
直线及摆动 Stringer and Weave
摆动 Weave
108 如 9.5
109 如 15-25
110
111
无 None
不适用 Not applicable
有及没有 With and without
是 Yes
112
113 8-10
114 10-20
115 1-2
116
多电极 Multiple electrodes
单及多电极 Single and multiple electrodes
单电极 Single electrode
117 如 20-25
118 如 10-15
119 如 30
120 如 3
121
多道 Multiple passes
单及多道 Single and Multiple passes
单道 Single pass
122
多层 Multiple layer
单及多层 Single and Multiple layer
单层 Single layer
123
124 PAW
锁孔技术 Keyhole technique
自熔及锁孔技术 Melt-in and keyhole technique
自熔技术 Melt-in technique
125 OFW
碳化 Carburizing
中性 Neutral
氧化性 Oxidizing
还原性 Reducing
126 OFW Injector
Positive-Pressure
127
128
129
130
131
132
133
17
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
134
135
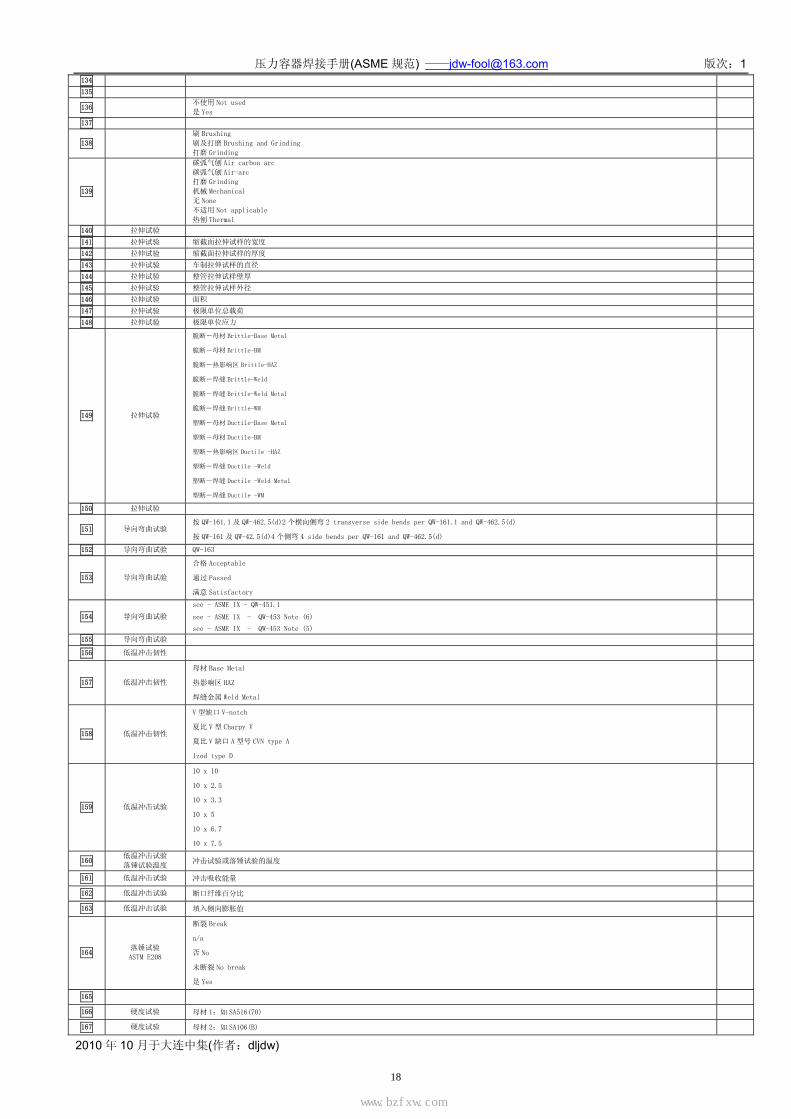
136 不使用 Not used
是 Yes
137
138
刷 Brushing
刷及打磨 Brushing and Grinding
打磨 Grinding
139
碳弧气刨 Air carbon arc
碳弧气刨 Air-arc
打磨 Grinding
机械 Mechanical
无 None
不适用 Not applicable
热刨 Thermal
140 拉伸试验
141 拉伸试验 缩截面拉伸试样的宽度
142 拉伸试验 缩截面拉伸试样的厚度
143 拉伸试验 车制拉伸试样的直径
144 拉伸试验 整管拉伸试样壁厚
145 拉伸试验 整管拉伸试样外径
146 拉伸试验 面积
147 拉伸试验 极限单位总载荷
148 拉伸试验 极限单位应力
149 拉伸试验
脆断-母材 Brittle-Base Metal
脆断-母材 Brittle-BM
脆断-热影响区 Brittle-HAZ
脆断-焊缝 Brittle-Weld
脆断-焊缝 Brittle-Weld Metal
脆断-焊缝 Brittle-WM
塑断-母材 Ductile-Base Metal
塑断-母材 Ductile-BM
塑断-热影响区 Ductile -HAZ
塑断-焊缝 Ductile -Weld
塑断-焊缝 Ductile -Weld Metal
塑断-焊缝 Ductile -WM
150 拉伸试验
151 导向弯曲试验 按 QW-161.1 及 QW-462.5(d)2 个横向侧弯 2 transverse side bends per QW-161.1 and QW-462.5(d)
按 QW-161 及 QW-42.5(d)4 个侧弯 4 side bends per QW-161 and QW-462.5(d)
152 导向弯曲试验 QW-163
153 导向弯曲试验
合格 Acceptable
通过 Passed
满意 Satisfactory
154 导向弯曲试验
see - ASME IX - QW-451.1
see - ASME IX - QW-453 Note (6)
see - ASME IX - QW-453 Note (5)
155 导向弯曲试验
156 低温冲击韧性
157 低温冲击韧性
母材 Base Metal
热影响区 HAZ
焊缝金属 Weld Metal
158 低温冲击韧性
V 型缺口 V-notch
夏比 V型 Charpy V
夏比 V缺口 A型号 CVN type A
Izod type D
159 低温冲击试验
10 x 10
10 x 2.5
10 x 3.3
10 x 5
10 x 6.7
10 x 7.5
160 低温冲击试验
落锤试验温度 冲击试验或落锤试验的温度
161 低温冲击试验 冲击吸收能量
162 低温冲击试验 断口纤维百分比
163 低温冲击试验 填入侧向膨胀值
164 落锤试验
ASTM E208
断裂 Break
n/a
否 No
未断裂 No break
是 Yes
165
166 硬度试验 母材 1:如 SA516(70)
167 硬度试验 母材 2:如 SA106(B)
18
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
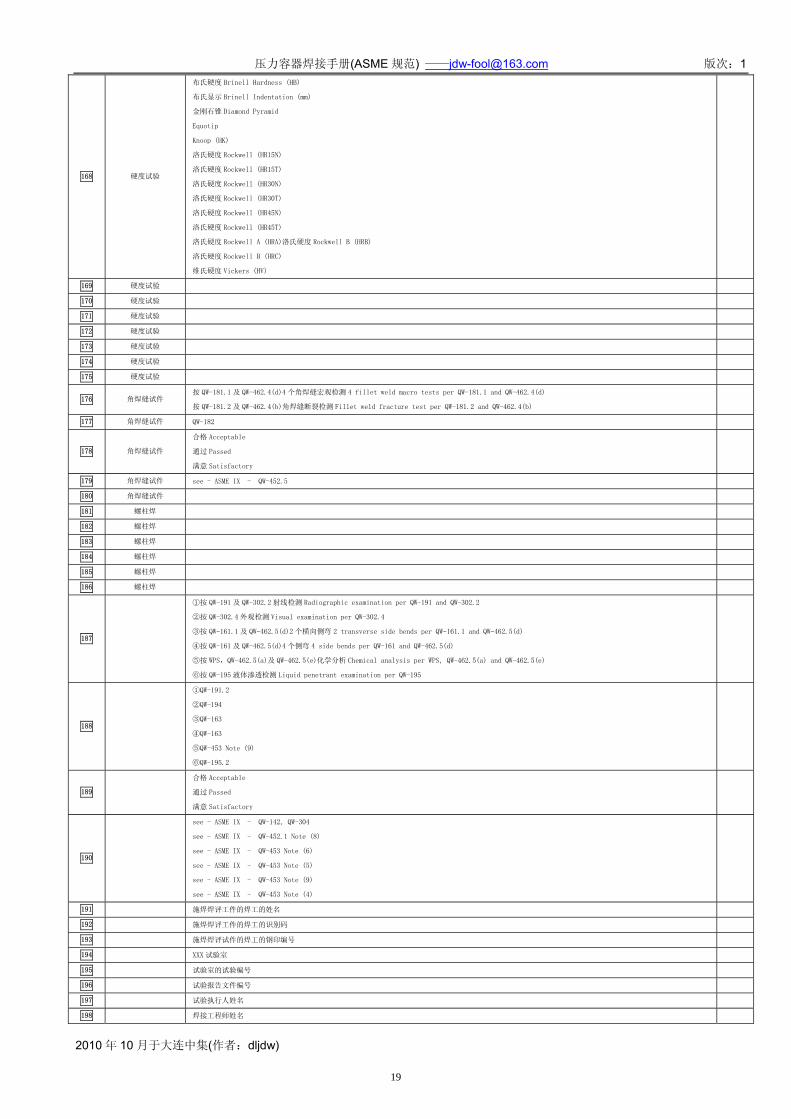
168 硬度试验
布氏硬度 Brinell Hardness (HB)
布氏显示 Brinell Indentation (mm)
金刚石锥 Diamond Pyramid
Equotip
Knoop (HK)
洛氏硬度 Rockwell (HR15N)
洛氏硬度 Rockwell (HR15T)
洛氏硬度 Rockwell (HR30N)
洛氏硬度 Rockwell (HR30T)
洛氏硬度 Rockwell (HR45N)
洛氏硬度 Rockwell (HR45T)
洛氏硬度 Rockwell A (HRA)洛氏硬度 Rockwell B (HRB)
洛氏硬度 Rockwell B (HRC)
维氏硬度 Vickers (HV)
169 硬度试验
170 硬度试验
171 硬度试验
172 硬度试验
173 硬度试验
174 硬度试验
175 硬度试验
176 角焊缝试件 按 QW-181.1 及 QW-462.4(d)4 个角焊缝宏观检测 4 fillet weld macro tests per QW-181.1 and QW-462.4(d)
按 QW-181.2 及 QW-462.4(b)角焊缝断裂检测 Fillet weld fracture test per QW-181.2 and QW-462.4(b)
177 角焊缝试件 QW-182
178 角焊缝试件
合格 Acceptable
通过 Passed
满意 Satisfactory
179 角焊缝试件 see - ASME IX - QW-452.5
180 角焊缝试件
181 螺柱焊
182 螺柱焊
183 螺柱焊
184 螺柱焊
185 螺柱焊
186 螺柱焊
187
①按 QW-191 及 QW-302.2 射线检测 Radiographic examination per QW-191 and QW-302.2
②按 QW-302.4 外观检测 Visual examination per QW-302.4
③按 QW-161.1 及 QW-462.5(d)2 个横向侧弯 2 transverse side bends per QW-161.1 and QW-462.5(d)
④按 QW-161 及 QW-462.5(d)4 个侧弯 4 side bends per QW-161 and QW-462.5(d)
⑤按 WPS,QW-462.5(a)及 QW-462.5(e)化学分析 Chemical analysis per WPS, QW-462.5(a) and QW-462.5(e)
⑥按 QW-195 液体渗透检测 Liquid penetrant examination per QW-195
188
①QW-191.2
②QW-194
③QW-163
④QW-163
⑤QW-453 Note (9)
⑥QW-195.2
189
合格 Acceptable
通过 Passed
满意 Satisfactory
190
see - ASME IX - QW-142, QW-304
see - ASME IX - QW-452.1 Note (8)
see - ASME IX - QW-453 Note (6)
see - ASME IX - QW-453 Note (5)
see - ASME IX - QW-453 Note (9)
see - ASME IX - QW-453 Note (4)
191 施焊焊评工件的焊工的姓名
192 施焊焊评工件的焊工的识别码
193 施焊焊评试件的焊工的钢印编号
194 XXX 试验室
195 试验室的试验编号
196 试验报告文件编号
197 试验执行人姓名
198 焊接工程师姓名
19

www.bzfxw.com
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
199 例如:2007-06-01
200 焊接工程师手工签名
201 QA 经理姓名
202 例如:2007-06-01
203 QA 经理手工签名
204 照片等资料
20
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
Thick!田s Tof T自t
C础lpon Weld创',In. (mm) MiJ
Less than ~. n.5> r沁ω % n.5 ω 10), lncl.沁n.5 i0睛r % (10) ~. (5) I
QW-451. 1
Rall9~
Base
Thi刷出 Tof Test C阳poll, w,甜甜,<Nul.
In. <mm) Min.
Less 由an ~6 0 .5) T
~6 to 号也 【 1 .5 10 10), Incl. ~. (1.5).
Over % (1 0), but less 伽四 't. (1 9) ~6 (S)
% (19) to les. 曲回1与~ (36> ~. (5)%n9>to les. 协副1~ 0 6> 号1. (5)
1~ (36) to 6 (1 50), Incl. 沁 (5)
1't, (38> to 6 (1 50), Incl. 比(5)
Over b (50) ~. (S)ov窜r b ns口} 沁 (5)
QW-451. 2
Ran。f B'i
HI一一
合--飞、
WPS &PQR Check Li s tSMAW SAW GMAW/ FCAW GTAW
IQ胃-402 J OINTS ", 飞雪、王革命--;"2.~::-~~- 再坏当在" ." 8守主 、 玉立 b 川f哥 、,
· 1 中 i n groove design N N N N. 4 - of backing i n s i ngle sided we l d N N N N. 5 + of backi ng and chem i ca l . com口。si ti on 川 N.10 中 in r oot s口aci ng
‘、 N N N N· 11 :!: nonfusing re ta i ne r s N N N NIQW'-'403 iBase石 Metal ·" 哇釜君主阳市嗤号~tE1' 气 .哇u在S~· \:‘ J毛a叶" 叫 ",;; : "",曲 d飞 ,川‘Z
声句 、帮主2 ~:~~ ~=~丘军乒T主 $»1 ,. 5 中 i n group number QW- 422 T S S 5 S. 6 T Limits i mpac t
.S S S S
. 7 T/ t Li mi t s > 8 i n. (200 皿) E E E E
. 8 中 T Quali fi ed E E E E
.9 t pass > 1/2 i n. (1 3 皿) E E E
. 10 T Limi t s Qual i f i ed (Shor t Ci r cuit Arc) E
. 11 中 P-N" Qua l i f i ed E E E E
. 1 3 中 P-N" 5/ 9/1 0 E E E EQW";404)'Fi 11er.'M~t-al s" ' --, 斗争是 金叮让币二二"毡 '叮结
民
耳垂;:;oj1. .- ..j-.,.;;:: ~-~~气~ :~~~ 字(; ~;p寻每 星 号
. 3 中 S i ze N
. 4 中 F-N" (lw-S"J 1. E E E E· 5 中 A-N" E E E E. 6 中 D ia皿eter . N N N. 7 中 Diameter> 1/ 4 in. (6 皿) S. 9 中 Fl ux/Wi re Cla s s ifi cat i on E. 1 0 中Alloy fl ux E. 1 2 中 AWS c las s i fica t i on S S S. 14 :!: Filler E. 22 :!: Consumabl e insert N. 23 中 Fi l l er metal produc t f or m (Solid/ met a l or f l ux~cored) E E.24 :!:中 Supp l emen ta l Fi ll er Metal E E.25 :!: Sup口lementa l Powder Fi l ler metal E E. 26 > Su口plementa l Powder Fil ler metal E E. 27 中Alloy e lement s E E. 29 中 Fl ux desi gnation N. 30 中t E E E E· 32 t Li mi t s (Short Circu i t Arc) E.33 中 AWS Class ifi cat i on N N N N. 34 中 F l ux Ty口e E. 35 中 Flux/Wi re Cl as s i f ica t ion S, N. 36 Recr ush ed Sl ag E. 50 :!: Fl ux NQW主'405 ' Posi tio画s 艺3葬~:1~t 没 问仗?远远~~.φ h 蓓" 民 d芋,- 江号:3Z K 3歹3注1 :如扒事'去交~' I "
· 1 + Posi tion N N N N.2 中Posi tion S S S. 3 中 I I Ver tica l We lding N N NQ胃-'-406 Prelieat ." ~ν\'~>..;号y,.f:i' 号仨 辛 旷 笔~?;
.~ a崎可 包 骨气气~.$ i":竭 而
· 1 Decr ea se > 100 ' F (55 ' C) E E E E.2 中Preheat ma intenanc e N N N.3 I ncr eas e > 100 ' F (55 ' C) (IP) S S 5 S
IQW- 407 ' PWHT >j 呢 tf': ti 甘 飞 飞 rk{~g"*' 气~:~~- Jf.王 2 走绑,泸 i毛 4平 ti" :\.也 &手俨~ ,仙汕 ~1:+t.~兰兰~.
. 1 中 PlIlIT '-/, 3 .9'. !i . (,守 I t> 11 E E E E
.2 中PlIlIT ( Time &Temper a tur e Ran ge) ~ ,.~ s S S 5
. 4 T Limi t s ~问 p- g. P-1rIJ~I- . sj巴拿 E E E EQlf- 4QJt Gas 飞导鸣主~fA-!l¥},.. -.t 萃'
μ ~叫叫叩 4 一 电一 ,. ,~
. 1 :!: Trai 1 i n庭or 中compos it ion N N
. 2 中 S i ng l e , 四 i x t ur e or % E E
. 3 中 F l ow r at e N N
.5 :!: or 中 Back i ng flow N N
. 9 - Back ing or 中com口osition E E
. 10 φ Sh i e l d i ng or t r a ili ng E EQ胃-409 El ectrica l . Char acte r i stics 专-号.民,,::..... E 且可..士
",;,: 川军
· 1 > Hea t inpu t S 5 S S· 2 中Transfer Mode E· 3 :!: Puls i ng I N. 4 中 Curr ent or Polar itv S. N S,N S.N S, N. 8 中 1 &E Ran ge N N N N· 1 2 中 Tung s t en e lec t r ode N
IQW""410 Technici ue ' '·!CilI·'- 吁 各 丑 宅电幸雯手电 t 庐。" 人 ,飞 旦-,…i 汇.. :::.
. 1 中String/Weave N N N N
. 3 中 Or i f i c e cup, or nozzl e s i ze N
. 5 中Method of c l eani ng N N N N
. 6 中 Method of back gouge叮、
N N N N. 7 中 Osc i lla t i on N N N. 8 中 Tube to Work di stan ce N N. 9 中 Mul ti to singl e pa s s per s i de N ;J, N S,N S.N. 1 0 中Sind I' t o mult i e l ec trodes S,N S. N S, N. 11 中Closed t o out of chamber weldi ng E.1 5 中 E l ec t~ode spac ing N N N.25 中Manual or Auto皿at l c N N N N· 26 :!: Peening N N N N. 64 Use of ther ma l processes E E E E
QW- 420
Base Metal
Steel and steel
alloys
Aluminum 缸\d a1u
minum-base
alloys
Copper 四d ∞'pper
base alloys。
Nickel~'nickel
base alloys
Titanium and lila
nium-base alloys
Zirconium and zir
conium-base
alloys
Welding
P-No. I 也rough
P-No.15F
P-No.21 由rough
P-No.26
P-No. 31 through
P -No.35
P-No.41 也rough
P-No.49
P-No.51 由rough
P-No, S3P-No. 61 and P-No.
62
电..,.
21

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
22
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
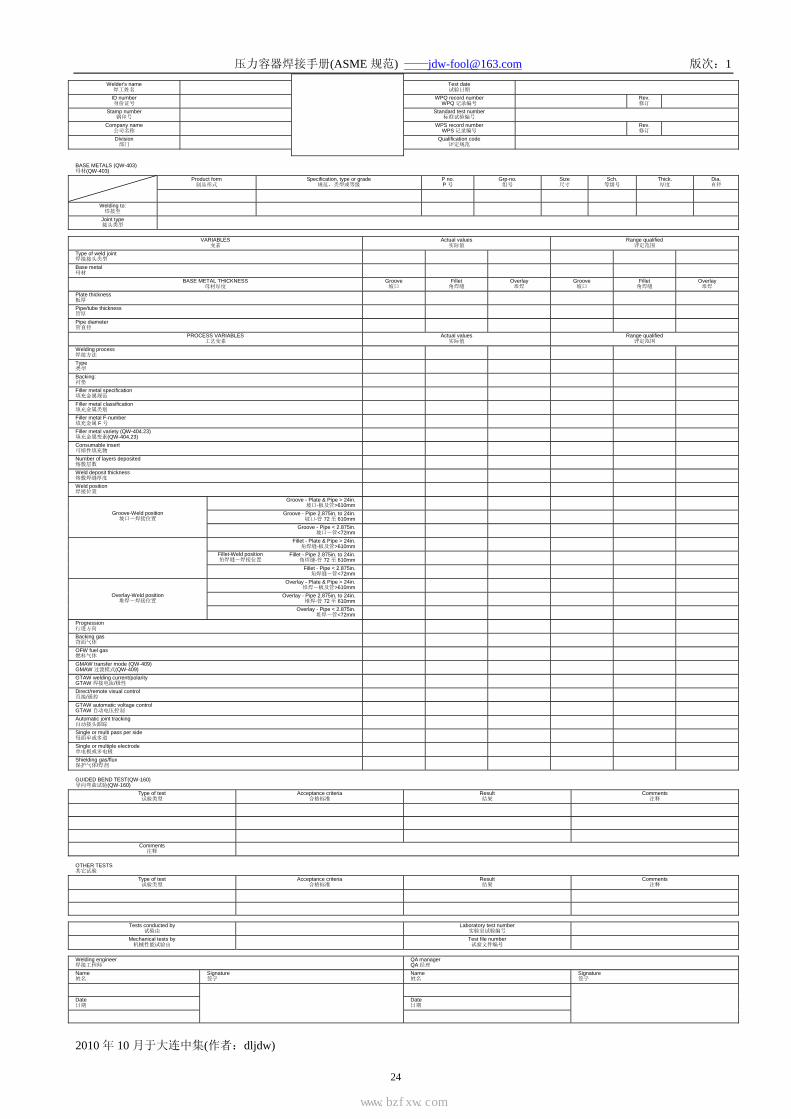
2.4 焊工技能评定记录
焊工技能评定记录的格式如下:
2010 年 10 月于大连中集(作者:dljdw)
23
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
Welder's name
焊工姓名 Test date
试验日期
ID number 身份证号
WPQ record number WPQ 记录编号
Rev. 修订
Stamp number 钢印号
Standard test number 标准试验编号
Company name 公司名称
WPS record number WPS 记录编号
Rev. 修订
Division 部门
Qualification code 评定规范
BASE METALS (QW-403) 母材(QW-403)
Product form 制品形式
Specification, type or grade 规范,类型或等级
P no. P 号
Grp-no. 组号
Size 尺寸
Sch. 等级号
Thick. 厚度
Dia. 直径
Welding to: 焊接至
Joint type 接头类型
VARIABLES
变素 Actual values
实际值 Range qualified
评定范围 Type of weld joint 焊接接头类型
Base metal 母材
BASE METAL THICKNESS 母材厚度
Groove 坡口
Fillet 角焊缝
Overlay 堆焊
Groove 坡口
Fillet 角焊缝
Overlay 堆焊
Plate thickness 板厚
Pipe/tube thickness 管厚
Pipe diameter 管直径
PROCESS VARIABLES 工艺变素
Actual values 实际值
Range qualified 评定范围
Welding process 焊接方法
Type 类型
Backing: 衬垫
Filler metal specification 填充金属规范
Filler metal classification 填充金属类别
Filler metal F-number 填充金属 F 号
Filler metal variety (QW-404.23) 填充金属变素(QW-404.23)
Consumable insert 可熔性填充物
Number of layers deposited 熔敷层数
Weld deposit thickness 熔敷焊缝厚度
Weld position 焊接位置
Groove - Plate & Pipe > 24in. 坡口-板及管>610mm
Groove - Pipe 2.875in. to 24in. 坡口-管 72 至 610mm
Groove-Weld position 坡口-焊接位置
Groove - Pipe < 2.875in. 坡口-管<72mm
Fillet - Plate & Pipe > 24in. 角焊缝-板及管>610mm
Fillet - Pipe 2.875in. to 24in. 角焊缝-管 72 至 610mm
Fillet-Weld position 角焊缝-焊接位置
Fillet - Pipe < 2.875in. 角焊缝-管<72mm
Overlay - Plate & Pipe > 24in. 堆焊-板及管>610mm
Overlay - Pipe 2.875in. to 24in. 堆焊-管 72 至 610mm
Overlay-Weld position 堆焊-焊接位置
Overlay - Pipe < 2.875in. 堆焊-管<72mm
Progression 行进方向
Backing gas 背面气体
OFW fuel gas 燃料气体
GMAW transfer mode (QW-409) GMAW 过渡模式(QW-409)
GTAW welding current/polarity GTAW 焊接电流/极性
Direct/remote visual control 直接/遥控
GTAW automatic voltage control GTAW 自动电压控制
Automatic joint tracking 自动接头跟踪
Single or multi pass per side 每面单或多道
Single or multiple electrode 单电极或多电极
Shielding gas/flux 保护气体/焊剂
GUIDED BEND TEST(QW-160) 导向弯曲试验(QW-160)
Type of test 试验类型
Acceptance criteria 合格标准
Result 结果
Comments 注释
Comments 注释
OTHER TESTS 其它试验
Type of test 试验类型
Acceptance criteria 合格标准
Result 结果
Comments 注释
Tests conducted by
试验由 Laboratory test number
实验室试验编号
Mechanical tests by 机械性能试验由
Test file number 试验文件编号
Welding engineer 焊接工程师
QA manager QA 经理
Name 姓名
Signature 签字
Name 姓名
Signature 签字
Date 日期
Date 日期
24
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
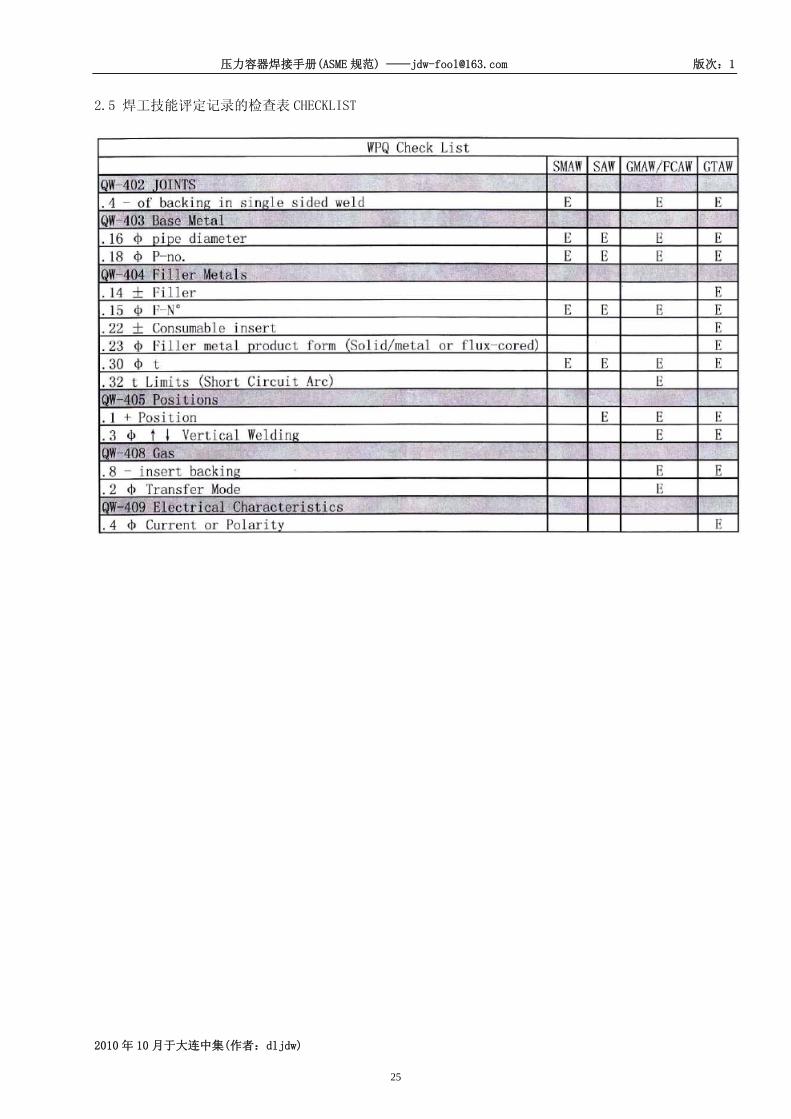
2.5 焊工技能评定记录的检查表 CHECKLIST
2010 年 10 月于大连中集(作者:dljdw)
25

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
2.6 压力容器焊接坡口 2.6.1 适用范围 适用于压力容器碳钢、低合金钢、奥氏体不锈钢焊接坡口的决定。 2.6.2 焊接坡口及代号 压力容器设备的纵、环焊缝及换热器管-管板焊缝坡口形式及代号参见下表。
26
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
纵向接头
内径 限制条件 板厚 焊接坡口代号 t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2
ID/L<1.5
t>25mm BV-2,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
ID<200mm
其余
t>20mm BDV t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2
ID/L<1
t>25mm BV-2,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
200≤ID<750mm
其余
t>20mm BDV t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2
预
热 ID/L<1
t>25mm BV-2,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
750<ID≤1200mm 无
预
热 其余
t>20mm BDV t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
1200<ID≤2000mm
t>20mm BDV,BU,BDU,BNU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
2000<ID≤6000mm
t>20mm BDV,BU,BDU,BNU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-2
ID>6000mm
t>20mm BDV
27
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
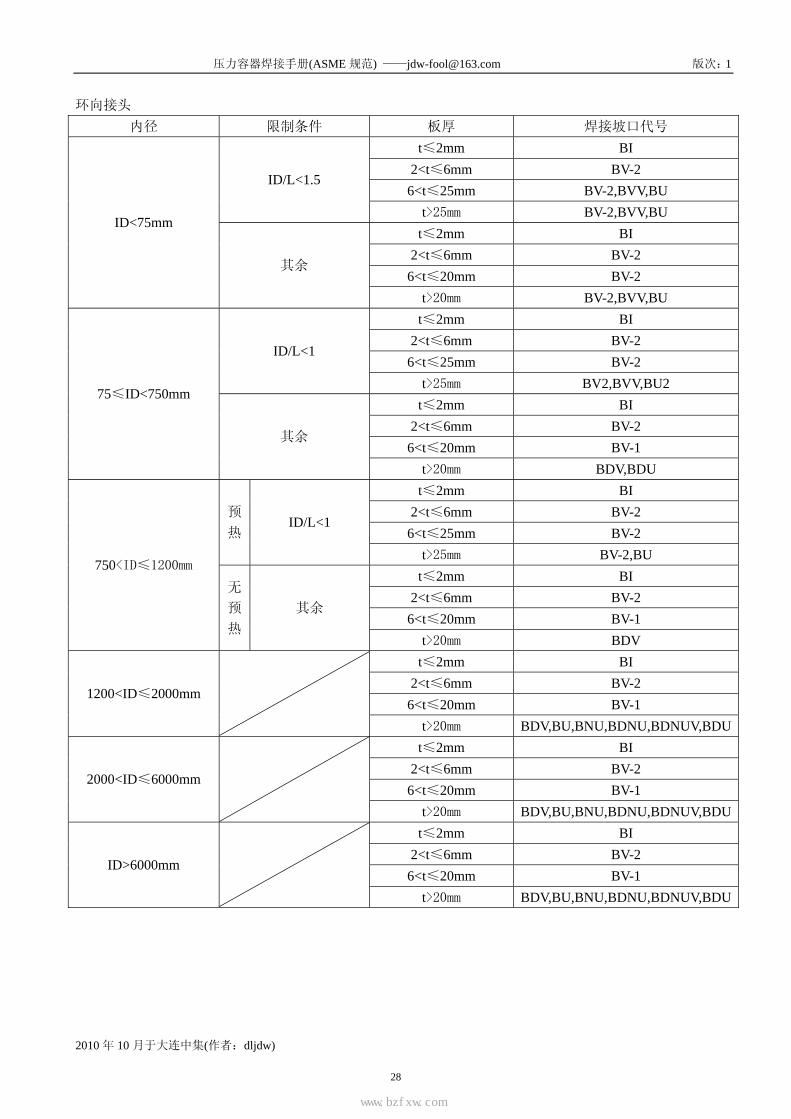
环向接头
内径 限制条件 板厚 焊接坡口代号 t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2,BVV,BU
ID/L<1.5
t>25mm BV-2,BVV,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-2
ID<75mm
其余
t>20mm BV-2,BVV,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2
ID/L<1
t>25mm BV2,BVV,BU2 t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
75≤ID<750mm
其余
t>20mm BDV,BDU t≤2mm BI
2<t≤6mm BV-2 6<t≤25mm BV-2
预
热ID/L<1
t>25mm BV-2,BU t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
750<ID≤1200mm 无
预
热
其余
t>20mm BDV t≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
1200<ID≤2000mm
t>20mm BDV,BU,BNU,BDNU,BDNUV,BDUt≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
2000<ID≤6000mm
t>20mm BDV,BU,BNU,BDNU,BDNUV,BDUt≤2mm BI
2<t≤6mm BV-2 6<t≤20mm BV-1
ID>6000mm
t>20mm BDV,BU,BNU,BDNU,BDNUV,BDU
28
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
环向接头(最终合拢接头)
内径 限制条件 板厚 焊接坡口代号 t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤25mm BV-2,BVV,BV(B)-1,BV(B)-2
ID/L<1.5
t>25mm BV-2,BVV,BU,BV(B)-1,BV(B)-2t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BV(B)-1,BV(B)-2
ID<75mm
其余
t>20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤25mm BV-2,BVV,BV(B)-1,BV(B)-2
ID/L<1
t>25mm BV-2,BVV,BU,BV(B)-1,BV(B)-2t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
75≤ID<750mm
其余
t>20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤25mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
预热
t>25mm BV-2, BU,BV(B)-1,BV(B)-2 t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
750<ID≤1200mm
无预热
t>20mm BV-2, BU,BV(B)-1,BV(B)-2 t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
1200<ID≤2000mm
t>20mm BV-2, BU,BV(B)-1,BV(B)-2 t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
2000<ID≤6000mm
t>20mm BV-2, BU,BV(B)-1,BV(B)-2 t≤2mm BI,BI(B)
2<t≤6mm BV-2,BV(B)-1,BV(B)-2 6<t≤20mm BV-2,BVV,BU,BV(B)-1,BV(B)-2
ID>6000mm
t>20mm BV-2, BU,BV(B)-1,BV(B)-2
29
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
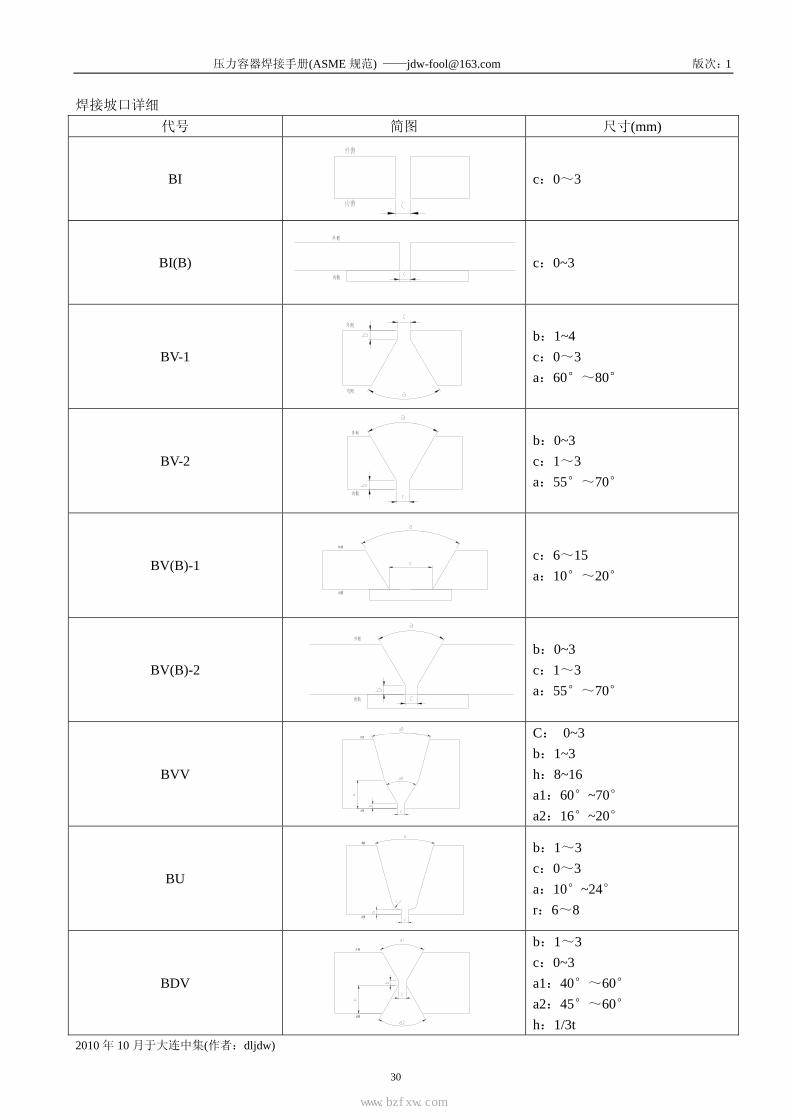
焊接坡口详细
代号 简图 尺寸(mm)
BI
c:0~3
BI(B)
c:0~3
BV-1
b:1~4 c:0~3 a:60°~80°
BV-2
b:0~3 c:1~3 a:55°~70°
BV(B)-1
c:6~15 a:10°~20°
BV(B)-2
b:0~3 c:1~3 a:55°~70°
BVV
C: 0~3 b:1~3 h:8~16 a1:60°~70° a2:16°~20°
BU
b:1~3 c:0~3 a:10°~24° r:6~8
BDV
b:1~3 c:0~3 a1:40°~60° a2:45°~60° h:1/3t
2010 年 10 月于大连中集(作者:dljdw)
30
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
(续)
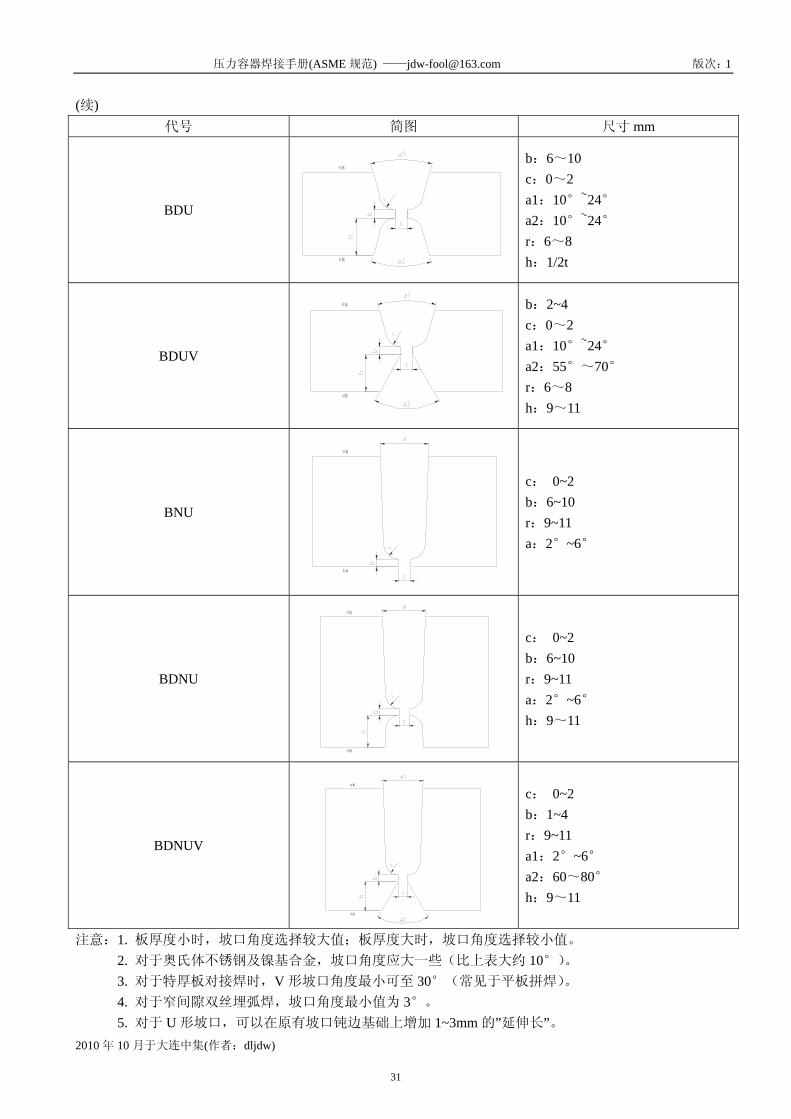
代号 简图 尺寸 mm
BDU
b:6~10 c:0~2 a1:10°~24° a2:10°~24° r:6~8 h:1/2t
BDUV
b:2~4 c:0~2 a1:10°~24° a2:55°~70° r:6~8 h:9~11
BNU
c: 0~2 b:6~10 r:9~11 a:2°~6°
BDNU
c: 0~2 b:6~10 r:9~11 a:2°~6° h:9~11
BDNUV
c: 0~2 b:1~4 r:9~11 a1:2°~6° a2:60~80° h:9~11
注意:1. 板厚度小时,坡口角度选择较大值;板厚度大时,坡口角度选择较小值。 2. 对于奥氏体不锈钢及镍基合金,坡口角度应大一些(比上表大约 10°)。 3. 对于特厚板对接焊时,V 形坡口角度最小可至 30°(常见于平板拼焊)。 4. 对于窄间隙双丝埋弧焊,坡口角度最小值为 3°。 5. 对于 U 形坡口,可以在原有坡口钝边基础上增加 1~3mm 的”延伸长”。 2010 年 10 月于大连中集(作者:dljdw)
31
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
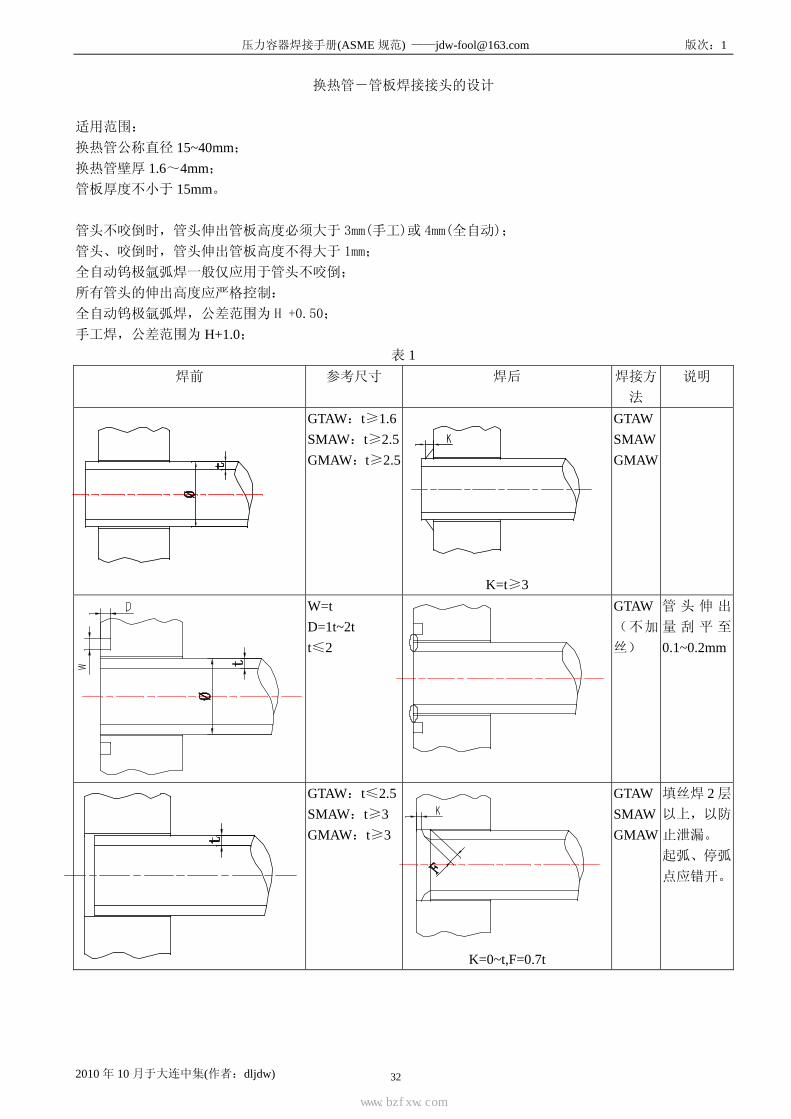
换热管-管板焊接接头的设计
适用范围: 换热管公称直径 15~40mm; 换热管壁厚 1.6~4mm; 管板厚度不小于 15mm。 管头不咬倒时,管头伸出管板高度必须大于 3mm(手工)或 4mm(全自动);
管头、咬倒时,管头伸出管板高度不得大于 1mm;
全自动钨极氩弧焊一般仅应用于管头不咬倒;
所有管头的伸出高度应严格控制:
全自动钨极氩弧焊,公差范围为 H +0.50;
手工焊,公差范围为 H+1.0; 表 1
焊前 参考尺寸 焊后 焊接方
法 说明
GTAW:t≥1.6SMAW:t≥2.5GMAW:t≥2.5
K=t≥3
GTAW SMAWGMAW
W=t D=1t~2t t≤2
GTAW (不加
丝)
管 头 伸 出
量 刮 平 至
0.1~0.2mm
GTAW:t≤2.5SMAW:t≥3 GMAW:t≥3
K=0~t,F=0.7t
GTAW SMAWGMAW
填丝焊 2 层
以上,以防
止泄漏。 起弧、停弧
点应错开。
2010 年 10 月于大连中集(作者:dljdw) 32
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
B=t H≥3mm GTAW : t ≥
1.6mm SMAW:t≥2.5GMAW:t≥2.5
GTAW SMAWGMAW
填丝焊 2 层
以上,以防
止泄漏。 起弧、停弧
点应错开。
R t 焊接方法 3~5 1.6~2 GTAW
5 2~3.3 GTAW,SMAW,GMAW 6.5 4.1 GTAW,SMAW,GMAW 8 4.9 GTAW,SMAW,GMAW
W1=1.5t B=t H≥3mm GTAW:t≥1.6SMAW:t≥2.0GMAW:t≥2.0
GTAW SMAWGMAW
填丝焊 2 层
以上,以防
止泄漏。 起弧、停弧
点应错开。
W1=1.5t B=t H=0.8~1.2 GTAW:t≥1.6SMAW:t≥2.0GMAW:t≥2.0
GTAW SMAWGMAW
填丝焊 2 层
以上,以防
止泄漏。 起弧、停弧
点应错开。
W1=1.5t B=t H=0.8~1.2 GTAW:t≥1.6SMAW:t≥2.0GMAW:t≥2.0
GTAW SMAWGMAW
填丝焊 2 层
以上,以防
止泄漏。 起弧、停弧
点应错开。
2010 年 10 月于大连中集(作者:dljdw) 33

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
表 2
焊前 参考尺寸 焊后 焊接方
法 说明
t≤2.5mm GTAW 尺寸公差±
0.1mm
t≤2.5mm
GTAW 尺寸公差±
0.1mm
t≤2.5mm GTAW 尺寸公差±
0.1mm
t≤2.5mm
GTAW 尺寸公差±
0.1mm
t≤2.5mm GTAW 尺寸公差±
0.1mm
2010 年 10 月于大连中集(作者:dljdw) 34
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
t≤2.5mm GTAW 尺寸公差±
0.1mm
2010 年 10 月于大连中集(作者:dljdw) 35

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
表 3
焊前 参考尺寸 焊后 焊接方
法 适用范围
GTAW SMAW GMAW
抗热硫化氢腐蚀
(≤420℃)
GTAW SMAW GMAW
抗热硫化氢腐蚀
(≤420℃)
2010 年 10 月于大连中集(作者:dljdw) 36
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
第三章 焊接材料的采购 3.1 焊接材料的选择 3.1.1 焊接材料选择的原则 选择焊接材料按照下列的要求: (1)母材的机械性能和化学成分要求 ① 强度(抗拉强度,屈服极限)
② 塑性
③ 耐腐蚀性能
④ 低温冲击韧性
(2)适用性能
(3)抗裂性能
(4)经济性
(5)保管便利
(6)易于采购
(7)质量
3.1.2 焊接材料选择的流程如下,核查 WPS/PQR 确定选择的基准。
2010 年 10 月于大连中集(作者:dljdw)
37

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
焊材
顾客要求/法规要求
图纸
制造流程
焊接方法
母材,P-No.,抗拉强度,
屈服极限,延伸率,PWHT
补充要求: 低温冲击韧性 化学成分 高温拉伸试验 硬度试验 其它
焊接方法
是 合格的 WPS/PQR
焊接材料选择指南 焊材样本 焊缝金属,HAZ
是 焊接工艺评定试验
是
是 使用性能
焊材
经济性,焊材保管性能,
否
否
是 否
否
否
否
确定焊接材料
2010 年 10 月于大连中集(作者:dljdw)
38
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
3.2 焊接材料选择指南 同种材料及异种材料的焊接材料选择可以参考以下“焊接材料选择指南”
2010 年 10 月于大连中集(作者:dljdw)
39

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1 焊接材料选择指南(UCS 篇)
碳素钢(C≤0.30%,Si≤0.60%,Mn≤1.7%,S≤0.045%,P≤0.045%) P-No. 标准 GTAW&GMAW FCAW SMAW SAW
1-1
SA-36 SA-53-EA SA-53-EB SA-53-SA SA-53-SB SA-106-A SA-106-B SA-135-A SA-135-B SA-178-A SA-178-C SA-179 SA-181 SA-192
SA-210-A-1 SA-214
SA-216-WCA SA-234-WPB
SA-266-1 SA-283-A SA-283-B SA-283-C SA-283-D SA-285-A SA-285-B SA-285-C SA-333-1 SA-333-6 SA-334-1 SA-334-6
SA-350-LF1 SA-352-LCB
SA-372-A SA-414-A SA-414-B SA-414-C SA-414-D SA-414-E
SA-420-WPL6 SA-515-60 SA-515-65 SA-516-55 SA-516-60 SA-516-65 SA-524-I SA-524-II
SA-556-A2 SA-556-B2 SA-557-A2 SA-557-B2
SA-562 SA-662-A SA-662-B SA-675-45 SA-675-50 SA-675-55 SA-675-60 SA-675-65
SA-695-B-35 SA-727
SA-765-I SA-836
SA-1008-CS-A SA-1008-CS-B
SA/AS 1548-PT430 SA/AS 1548-PT460
SA/CSA-G40.21-38W SA/EN 10028-2-P295GH SA/EN10028-3-P275NH
SA/GB 6654-16MnR
ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX
E70C-GSX (X=C,M)
E6XT-G E7XT-1,-1M E7XT-2,-2M
E7XT-3 E7XT-4
E7XT-5,-5M E7XT-6 E7XT-7 E7XT-8
E7XT-9,-9M E7XT-10 E7XT-11
E7XT-12,-12M E7XT-G
(X=0,1)
E6010 E6011 E6012 E6013 E6018 E6019 E6020 E6022 E6027 E7014 E7015 E7016 E7018
E7018M E7016-1(-46℃) E7018-1(-46℃)
E7024 E7027 E7028 E7048
F6(A)P0-EXXX F6(A)P2-EXXX F6(A)P4-EXXX F6(A)P6-EXXX F6(A)P8-EXXX F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX
PWHT 将会使焊缝金属的抗拉强度下降 10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降 20~25%。(从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度的影响却不大,E70XX 级
的焊缝金属经过正火后,通常抗拉强度为≥420MPa) 采用交流电源焊接通常会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度。 遇到厚板多层焊或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性),可选用低合金钢焊材。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低)、层间温度(影响焊缝及热影响区的冷却速度,层间温度越低,焊缝强度越高,焊缝硬度也越高)
会较强地影响焊缝的力学性能。 2010 年 10 月于大连中集(作者:dljdw) 40
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
碳素钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
1-2
SA-105 SA-106-C SA-181-70 SA-210-C
SA-216-WCB SA-216-WCC SA-234-WPC
SA-266-2 SA-226-3 SA-266-4 SA-299
SA-350-LF2 SA-372-B SA-414-F SA-414-G
SA-455 SA-508-1
SA-508-1A SA-515-70 SA-516-70 SA-537-1 SA-541-1
SA-541-1A SA-556-C2 SA-557-C2
SA-587 SA-662-C SA-675-70
SA-695-B-40 SA-737-B SA-738-A SA765-II
SA/AS 1548-PT490 SA/EN
10028-2-P355GH SA/GB6654-16MnR
ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX
E70C-GSX (X—C,M)
E7XT-1,-1M E7XT-2,-2M
E7XT-3 E7XT-4
E7XT-5,-5M E7XT-6 E7XT-7 E7XT-8
E7XT-9,-9M E7XT-10 E7XT-11
E7XT-12,-12M E7XT-G
(X—0,1)
E7014 E7015 E7016 E7018
E7018M E7016-1(-46℃) E7018-1(-46℃)
E7024 E7027 E7028 E7048
F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX
PWHT 将会使焊缝金属的抗拉强度下降 10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降 20~25%。(从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度
的影响却不大,日本神钢 MF-38×US-36 在小电流 480~520A,低电压,低层间温度下能够满足正火后的强度及低温冲击韧性要求,
经证实采用 1.3~1.8%Mn-2.0~3.0%Ni-0.35%Mo 的焊缝金属能够满足正火后的强度及低温韧性要求(-50℃),总的来说:焊缝金属应
不含 B,Ti,V,Nb 等元素,Cr 元素含量也应尽量低一些) 采用交流电源焊接会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度(也许无用)。 遇到厚板多层焊(长时间进行热处理,采用含 0.25%Mo 的焊缝或含 Ni 的焊缝可以满足长时间热处理的要求,如 620×10Hrs 以上)或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性),可选用低合金钢(C-Mn-Si-Ti,Mn-Ni,Mn-Mo,Mn-Ni-Mo)焊材。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低)、层间温度(影响焊缝及热影响区的冷却速度,层间温度越低,焊缝
强度越高,焊缝硬度也越高)会较强地影响焊缝的力学性能。 对于 HIC 钢,应控制焊缝金属中的化学成分(C≤0.15%,Mn≤1.4%,Ni≤1%,S≤0.015%,P≤0.015%,S+P≤0.025%),并控制焊接
过程中的热管理(建议不管母材厚度,预热温度至少应为 95℃以上,最好焊后进行消氢处理,产品焊缝应进行焊后热处理,以降低
焊接接头的硬度,通常要求硬度≤HRC23)。
2010 年 10 月于大连中集(作者:dljdw) 41

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-537-2
SA-537-3
SA-765-IV
ER80S-Ni1 ER80S-G
E8XT-Ni1
E8018-C3
/
1-3 (C-Mn-Si-V,Cb) SA-737-C
SA-738-B
SA-738-C
ER80S-D2 ER90S-D2 ER90S-G
E110T5-K4 E9018-M E9018-G
SA-738-B 应用在 AP1000 核电站的内安全壳上(国内宝钢已经生产出了钢板用于国内 AP1000 核电站中,并与四
川大西洋已经合作开发出了配套焊接材料)。
2010 年 10 月于大连中集(作者:dljdw) 42
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
C-0.5Mo,Cr-0.5Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-1 (C-0.5Mo)
SA-204-A
SA-209-T1
SA-209-T1a
SA-209-T1b
SA-217-WC1
SA-234-WP1
SA-250-T1
SA-250-T1a
SA-250-T1b
SA-335-P1
SA-335-P15
SA-352-LC1
SA-369-FP1
ER70S-A1 ER80S-D2
E8XT1-A1,-A1M E7XT5-A1,-A1M
E7010-A1 E7011-A1 E7015-A1 E7016-A1 E7018-A1 E7020-A1 E7028-A1
F7A(P)X-EX-A1 F8A(P)X-EX-A2 F8A(P)X-EX-A3
3-1 (0.5Cr-0.5Mo)
SA-213-T2
SA-335-P2
SA-369-FP2
SA-387-2-1
/ EXXTX-B1 E8016-B1 E8018-B1
/
C-0.5Mo 钢: D2 焊材比 A1 型焊材具有更高的强度和更好的低温冲击韧性,高温力学性能也良好,但常必须进行焊后热处理。 0.5Cr-0.5Mo 钢: 应用比较少,故 B1 型焊材的制造厂家非常少(如林肯电气 SL 22G , D&H 等)。
2010 年 10 月于大连中集(作者:dljdw) 43

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
C-0.5Mo,0.5Cr-0.5Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-2
(C-0.5Mo)
SA-182-F1
SA-204-B
SA-204-C
SA-336-F1
3-2
(Mn-0.5Mo)
SA-302-A
ER70S-A1 ER80S-D2
E8XT1-A1,-A1M E7XT5-A1,-A1M
E7010-A1 E7011-A1 E7015-A1 E7016-A1 E7018-A1 E7020-A1 E7027-A1
F7A(P)X-EA1-A1
3-2
(0.5Cr-0.5Mo)
SA-387-2-2
SA-182-F2
EXXTX-B1 E8016-B1 E8018-B1
C-0.5Mo 钢: D2 焊材比 A1 型焊材具有更高的强度和更好的低温冲击韧性,高温力学性能也良好,但常必须进行焊后热处理。 0.5Cr-0.5Mo 钢: 应用比较少,故 B1 型焊材的制造厂家非常少(如林肯电气 SL 22G,D&H 等)。 2010 年 10 月于大连中集(作者:dljdw) 44
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
Mn-Ni-Mo 高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-3 (Mn-0.5Mo)
SA-302-B
SA533-A-1
ER80S-D2 ER80S-G
E8018-D1 E9018-G
F8A(P)X-EX-A2F8A(P)X-EX-A3F9A(P)-EX-F3
3-3 (Mn-0.5Mo-0.75Ni)
SA-302-C
SA-302-D
SA-508-2-1
SA-508-3-1
SA-533-A-2
SA-533-B-1
SA-533-B-2
SA-533-C-1
SA-533-C-2
SA-533-D-2
3-3 (Mn-0.25Mo-V)
SA-487-2-A
SA-487-2-B
SA-487-4-A
3-3 (0.75Ni-0.5Mo-0.3Cr-V)
SA-508-2-2
SA-508-3-2
SA-541-2-1
SA-541-2-2
3-3 (0.5Ni-0.5Mo-V)
SA541-3-1
SA-541-3-2
3.5Ni-1.75Cr-0.5Mo-V
SA-508-4N-3
ER90S-D2 ER90S-G
E9XT1-D1,D1M E9XT5-D2,D2M
E10XT5-D2,-D2ME9XT1-D3,-D3M
E9015-D1 E9018-D1 E10015-D2 E10016-D2 E10018-D2 E8016-D3 E8018-D3 E9018-D3 E9018-G
F9A(P)-EX-F3
Mn-Mo,Mn-Ni-Mo 钢通常采用 Mn-Ni-Mo 焊材进行焊接,以使焊缝具有更好的低温冲击韧性。 Mn-Mo,Mn-Ni-Mo 钢具有较高的强度,及优良的低温冲击韧性,经常用于建造核电设备(反应堆安全壳,稳压
器,蒸汽发生器等),对于焊接核电设备的焊材应采用极高的质量保证措施生产。焊材中的杂质元素(P,S,Cu)应严
格控制,包括焊丝表面不得进行镀 Cu(反应堆容器核心带用)。制造核电焊材的制造厂最好有 ASME 的 QSC 证书
(如 ESAB,蒂森,林垦,TECHALLOY,SMC)。
2010 年 10 月于大连中集(作者:dljdw) 45

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
Cr-Mo 耐热钢(1.25%Cr-0.5Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
4-1 (1~1.25Cr-0.5Mo)
SA-182-F11-1
SA-182-F11-2
SA-182-F12-1
SA-182-F12-2
SA-202-A
SA-202-B
SA-213-T11
SA-213-T12
SA-217-WC4
SA-217-WC5
SA-217-WC6
SA-234-WP11-1
SA-234-WP12-1
SA-335-P11
SA-335-P12
SA-336-F11-2
SA-336-F11-3
SA-336-F12
SA-369-FP11
SA-369-FP12
SA-387-11
SA-387-12
SA-739-B11
ER80S-B2 ER70S-B2L
E80C-B2 E70C-B2L
E8XT1-B2,-B2M E8XT5-B2,-B2M
E8XT1-B2H,-B2HM E8XT1-B2L,-B2LM E8XT5-B2L,-B2LM
E8016-B2 E8018-B2
E7015-B2L E7016-B2L E7018-B2L
F7PX-EX-B2 F8PX-EB2-B2
1. 母材: P4-1 的母材典型的 1~1.25%的 Cr 及 0.5%的 Mo。 2. 焊材: B2 提供的焊缝金属含有约 0.08%左右的碳。B2L 提供的焊缝金属含碳量不超过 0.05%,焊缝中较低的碳会改善
韧性和降低硬度,但同时也会降低焊缝金属的高温强度和抗蠕变性能。 3. 回火脆性: 3.1 焊缝金属要具有良好的抗回火脆性,必须满足 X≤15(P≤0.015%,S≤0.015%) 3.2 经实践研究,P4-1 的母材对于回火脆性并不敏感(相对于 2.25Cr-1Mo)。 4 冲击韧性 要使焊缝金属能够满足低温冲击韧性(-30℃)及步冷试验的要求,必须严格控制焊缝金属的化学成分(Mn+Si≤1.1%)。对于埋弧焊丝,将 Mn 控制在 0.6%以下,将 Si 控制在 0.15%以下可能更可靠,满足(Mn+Si≤1.1%),如
神钢的 US-511。但 Mn 含量在 0.7~0.9%的埋弧焊丝可能更适合于双丝埋弧焊,如德国蒂森。 最佳的焊缝金属化学成分(%):
C Mn Mn+Si Mn:Si P S P+S X J
0.06~0.10 0.7~1.0 ≤1.2(更高要求≤1.1) ≥2:1 ≤0.010 ≤0.010 ≤0.014 ≤15(更高要求≤12) ≤180(更高要求≤120)
5 焊后热处理 回火系数越大,焊缝金属低温冲击韧性越低,应限制回火系数。 最佳焊后热处理的温度为 660℃~690℃(低的热处理温度通常能得到较高的低温冲击韧性) 最佳回火系数范围 P:18.5~20.5 交流电源通常能够得到更高的初始冲击韧性。通常步冷试验(SC)是不需要的。 注:①J=(%Si+%Mn)(%P+%Sn)×104(ppm);X=(10P+5Sb+4Sn+As)/100(ppm)②P=T(20+logt)×10-3
46
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
耐热钢焊接材料 母材 焊接方法 神钢 日铁 住金 SAF 蒂森 奥林康 伯乐 ETC Metrode ESAB 林垦
0.5Cr-0.5Mo SMAW N-0S CM-0 ALMOLYCORD KB SAFDRY CD 55 SC
SMAW CM-A96MB(AC) CM-A96MBD(DC) N-1S CM-1A CROMOCORD Kb
SAFDRY CD 60SC THYSSEN CHROMO 1 FOX DCMS Kb PH KV5HR CHROMET1 CHROMET1X LS19G(STC)
GTAW TG-S1CM,TG-S80B2 CARBOROD CRMO1 UNION I CrMo OE-CrMo1 DCMS-1G TIG KV5 1CrMo OK TIGROD 13.16
SAW PF-200*US-511N(AC)PF-200D*US-511ND(DC)
NF-250×Y-511 YF-200×Y-511 B-1CM×W-CM1 AS630×AS Cr1Mo
AL CROMO F 537×AS Cr1Mo
UV420TT-LH ×UNION S2CrMo UV420TTR×Union S2CrMo(DC)
UV420TTR-W×Union S2CrMo(AC) OP 121TT/W×OE-S2CrMo1 BB24×EMS2CrMo FX76B×AS2CrMo1 LA121×SA1CrMo OK Flux 10.63×OK Autrod 13.10SC
L-888×LA-B2 1-1/4Cr-1/2Mo
FCAW SAFDUAL212 THYSSEN MV CrMo CORMET1 OK76.16 SMAW OE-N125 FCAW FLUXOFIL 38C 1-1/4Cr-0.5Mo-V SAW OP37STC×FLUXOCORD 38C OP37STC×FLUXOCORD 38C
SMAW CHROMET 1V 1-1/4Cr-1Mo-1/4V
FCAW CORMET 1V
SMAW CM-A106N(AC) CM-A106ND(DC) N-2SM CM-2
CM-2A
ALCROMO E225 SAFDRY AL CROMO E225
SAFDRY CD 65SC SH CHROMO 2KS AL CROMOCORD 2STC
AL CROMO E255 FOX CM2Kb PH KV3HR CHROMET2
CHROMET2X 10C2M
OK76.26 LS20G(STC)
GTAW TG-S2CM OE-CrMo2 AL CROMO W225 UNION I CRMo910 AL CROMO W 225 CM2-1G 2CrMo OK TIGROD 13.17
GMAW MG-S2CMS LA121×SA2CrMo OK AUTROD 13.17
SAW PF-200*US521S NB-250M*Y-521H YF-200*Y-521H B-2CM×W-CM201 AS 630×AS Cr2Mo
AL CROMO F 537×AL CROMO S 225
UNION S1CrMo2+UV420TT-LH UV420TTR×Union S1CrMo2(DC)
UV420TTR-W×Union S1CrMo2(AC)
FLUXOCROD 37STC×OP37STC AL CROMO F 537×AL CROMO S 225 BB24×CM2-UP OK Flux 10.63×OK Autrod 13.20SC
2-1/4Cr-1Mo
FCAW SAFDUAL 225 FLUXOFIL 37STC FLUXOFIL 37STC CORMET2
SMAW CM-A106H(AC) CM-A106HD(DC) N-2SV CM-2V ALCROMO E225V
SAFDRY AL CROMO E225V THYSSEN CHROMO 2V ALCROMO E225V FOX P23
GTAW TG-S2CMH ALCROMO W225V ALCROMO W225V P23-1G 2-1/4Cr-1Mo-1/4V
SAW PF-500*US-521H(AC)PF-500D*US-521HD(DC) NB-2CMV×Y-521V B-2CMV×W-CM2MV ALCROMO F537×ALCROMO S225V UV430TTR-W×UNIONS1CrMo2V ALCROMO F537×ALCROMO S225V BB430×P23-UP
SMAW CM-3 CM-3N CM-3 CROMOCORD 3STC FLUXOCROD 37-3STC×OP76
GTAW TG-S3CM AL CROMO W300 SAW NB-3CM×Y-531 B-3CM×W-CM3 AL CROMO F537×AL CROMO S300
3Cr-1Mo
FCAW FLUXOFIL 37-3STC SMAW CM-3H N-3SV CM-3V AL CROMO E300V THYSSEN CHROMO 3V AL CROMO E300V GTAW TG-S3CMH ALCROMO W300V ALCROMO W300V 3Cr-1Mo-1/4V SAW PF-500*US-531H NB-3MV×Y-531V B-3CMV×W-CM3VC AL CROMO F537 F537×AL CROMO S300V UV430TTR-W*UNIONS1CrMo3V
SMAW CM-5 N-5S CM-5 CROMOCORD 5 SAFDRY CD 75SC THYSSEN CHROMO 5 FOX CM5Kb CHROMET5
GTAW TG-S5CM OE-CrMo5 CM5-1G 5CrMo 5Cr-0.5Mo
SAW PF-200S*US-502 NB-5CM×Y-551 B-5CM×W-CM5 AS589×AS 6061 FLUXOCORD×OP37STC BB24×CM5-UP 5Cr-0.5Mo-V SMAW CROMOCORD 4
SMAW CM-9 N-9S THYSSEN CHROMO 9V FOX CM9Kb CHROMET9 GTAW TG-S9CM CM9-1G 9CrMo 9Cr-1Mo SAW PF-200S×US-505
SMAW CM-9M GTAW TG-S9M 9Cr-2Mo SAW PF-200S×US-9M NB-9M×Y-591M BL-9M×W-CM9M
SMAW CM-9Cb CM-9S CROMOCORD 9M FOX C9MV CHROMET9MV
CHROMET9MV-NCHROMET9-B9
GTAW TG-S9Cb,TG-S90B9 OE-CrMo91V THERMANIT MTS3 C9MV-1G 9CrMoV 9CrMoV-N
SAW PF-200S×US-9Cb NB-9CM×Y-591S B-9CM×W-CM9S OP76×FLUXOCORD 9CR MARATHON 543×THERMANIT MTS3 BB910×C9MV-UP LA491×9CrMoV-N GMAW MG-S9Cb Cormet M91
9Cr-1Mo-Nb-V
FCAW SAFDUAL291 Supercore F91
SMAW FOX C9MVW CHROMET 91WCHROMET 10MW
911 GTAW C9MVW-1G SMAW FOX P92 GTAW P92-1G P92,NF616 SAW BB910×P92-UP
SMAW CR-12S CROMOCORD12 SAFER CDV 95SC FOX 20MVW CHROMET-12MV
GTAW TGS-12CRS 20MVW-1G 12CrMoV 12Cr-1Mo-VW
SAW PF-200S×US-12CRS BB24×20MVW-UP 1. 带 的焊材熔敷金属抗回火脆化能力优良,可进行 SC(步冷试验)。2. 采用 AC 施焊,焊缝金属有更优良的冲击韧性。3. 中国哈焊所、安泰科技据说也可生产 1.25Cr-0.5Mo、2.25Cr-1Mo 钢的焊材。4. 国外厂家还有意大利 INE,德国的 FLESS 等。
47

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW 4-2
(0.75Cr-0.75Ni-Cu-Al) SA-333-4
SA-423-1 / / E8018-B2 /
4-2 (0.75Ni-0.5Cu-Mo)
SA-423-2 E8018-C3
48
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
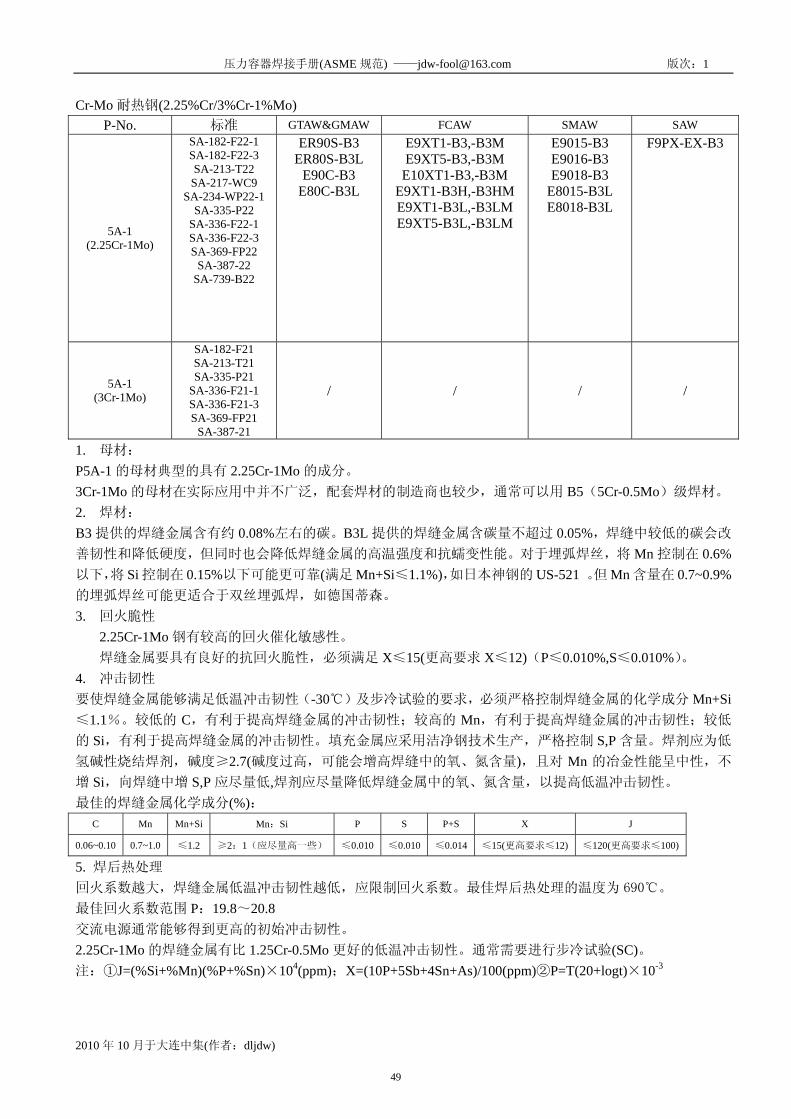
Cr-Mo 耐热钢(2.25%Cr/3%Cr-1%Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5A-1 (2.25Cr-1Mo)
SA-182-F22-1 SA-182-F22-3 SA-213-T22 SA-217-WC9
SA-234-WP22-1 SA-335-P22
SA-336-F22-1 SA-336-F22-3 SA-369-FP22
SA-387-22 SA-739-B22
ER90S-B3 ER80S-B3L
E90C-B3 E80C-B3L
E9XT1-B3,-B3M E9XT5-B3,-B3M
E10XT1-B3,-B3M E9XT1-B3H,-B3HM E9XT1-B3L,-B3LM E9XT5-B3L,-B3LM
E9015-B3 E9016-B3 E9018-B3
E8015-B3L E8018-B3L
F9PX-EX-B3
5A-1 (3Cr-1Mo)
SA-182-F21 SA-213-T21 SA-335-P21
SA-336-F21-1 SA-336-F21-3 SA-369-FP21
SA-387-21
/ / / /
1. 母材: P5A-1 的母材典型的具有 2.25Cr-1Mo 的成分。 3Cr-1Mo 的母材在实际应用中并不广泛,配套焊材的制造商也较少,通常可以用 B5(5Cr-0.5Mo)级焊材。 2. 焊材: B3 提供的焊缝金属含有约 0.08%左右的碳。B3L 提供的焊缝金属含碳量不超过 0.05%,焊缝中较低的碳会改
善韧性和降低硬度,但同时也会降低焊缝金属的高温强度和抗蠕变性能。对于埋弧焊丝,将 Mn 控制在 0.6%以下,将 Si 控制在 0.15%以下可能更可靠(满足 Mn+Si≤1.1%),如日本神钢的 US-521 。但 Mn 含量在 0.7~0.9%的埋弧焊丝可能更适合于双丝埋弧焊,如德国蒂森。 3. 回火脆性 2.25Cr-1Mo 钢有较高的回火催化敏感性。 焊缝金属要具有良好的抗回火脆性,必须满足 X≤15(更高要求 X≤12)(P≤0.010%,S≤0.010%)。 4. 冲击韧性 要使焊缝金属能够满足低温冲击韧性(-30℃)及步冷试验的要求,必须严格控制焊缝金属的化学成分 Mn+Si≤1.1%。较低的 C,有利于提高焊缝金属的冲击韧性;较高的 Mn,有利于提高焊缝金属的冲击韧性;较低
的 Si,有利于提高焊缝金属的冲击韧性。填充金属应采用洁净钢技术生产,严格控制 S,P 含量。焊剂应为低
氢碱性烧结焊剂,碱度≥2.7(碱度过高,可能会增高焊缝中的氧、氮含量),且对 Mn 的冶金性能呈中性,不
增 Si,向焊缝中增 S,P 应尽量低,焊剂应尽量降低焊缝金属中的氧、氮含量,以提高低温冲击韧性。 最佳的焊缝金属化学成分(%):
C Mn Mn+Si Mn:Si P S P+S X J
0.06~0.10 0.7~1.0 ≤1.2 ≥2:1(应尽量高一些) ≤0.010 ≤0.010 ≤0.014 ≤15(更高要求≤12) ≤120(更高要求≤100)
5. 焊后热处理 回火系数越大,焊缝金属低温冲击韧性越低,应限制回火系数。最佳焊后热处理的温度为 690℃。 最佳回火系数范围 P:19.8~20.8 交流电源通常能够得到更高的初始冲击韧性。 2.25Cr-1Mo 的焊缝金属有比 1.25Cr-0.5Mo 更好的低温冲击韧性。通常需要进行步冷试验(SC)。 注:①J=(%Si+%Mn)(%P+%Sn)×104(ppm);X=(10P+5Sb+4Sn+As)/100(ppm)②P=T(20+logt)×10-3
49

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
5Cr-0.5Mo,9Cr-1Mo 耐热钢(5%/9%Cr-1%Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5B-1 (5Cr-0.5Mo)
SA-182-F5
SA-182-F5a
SA-213-T5
SA-213-T5b
SA-213-T5c
SA-217-C5
SA-234-WP5
SA-335-P5
SA-335-P5b
SA-335-P5c
SA-336-F5
SA-336-F5A
SA-369-FP5
SA-387-5
ER80S-B6 E8XT5-B6,-B6M E8XT5-B6L,-B6LM
E8015-B6 E8016-B6 E8018-B6
E8015-B6L E8016-B6L E8018-B6L
F8PX-EB6-B6
5B-1 (9Cr-1Mo)
SA-213-T9
SA-217-C12
SA-234-WP9
SA-335-P9
SA-336-F9
SA-369-FP9
SA-182-F9
ER80S-B8 E8XT5-B8,-B8M E8XT5-B8L,-B8LM
E8015-B8 E8016-B8 E8018-B8
E8015-B8L E8016-B8L E8018-B8L
F8PX-EB8-B8
9Cr-1Mo 焊接后,应将焊缝冷却至 200℃以下,在 100~150℃范围内保温一段时间,以使焊缝得到完全的马
氏体转变。若不能立即进行焊后热处理,应进行后热处理。
50
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
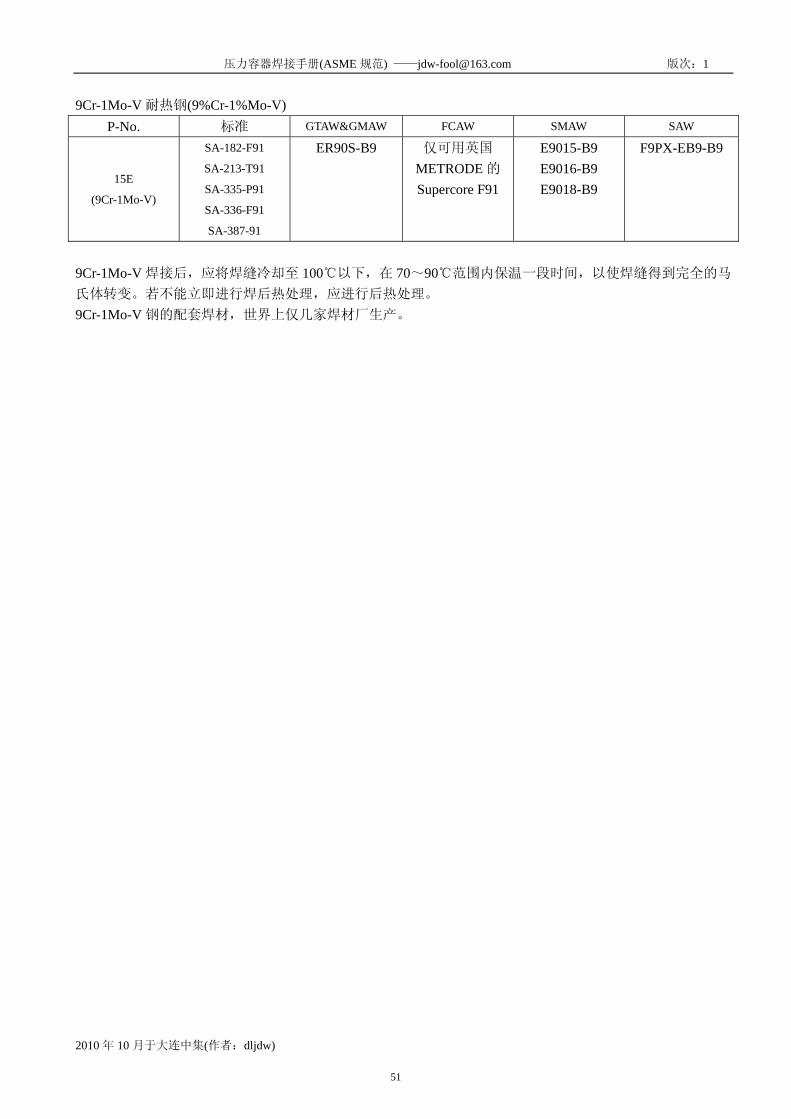
9Cr-1Mo-V 耐热钢(9%Cr-1%Mo-V)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
15E
(9Cr-1Mo-V)
SA-182-F91
SA-213-T91
SA-335-P91
SA-336-F91
SA-387-91
ER90S-B9 仅可用英国
METRODE 的 Supercore F91
E9015-B9 E9016-B9 E9018-B9
F9PX-EB9-B9
9Cr-1Mo-V 焊接后,应将焊缝冷却至 100℃以下,在 70~90℃范围内保温一段时间,以使焊缝得到完全的马
氏体转变。若不能立即进行焊后热处理,应进行后热处理。 9Cr-1Mo-V 钢的配套焊材,世界上仅几家焊材厂生产。
51

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
QT(淬火+回火)Cr-Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5C-1 (2.25Cr-1Mo)
SA-487-8-A
SA-508-22-3
SA-541-22-3
SA-542-B-4
ER90S-B3 ER80S-B3L
E90C-B3 E80C-B3L
E9XT1-B3,-B3M E9XT5-B3,-B3M
E10XT1-B3,-B3M E9XT1-B3H,-B3HM E9XT1-B3L,-B3LM E9XT5-B3L,-B3LM
E9015-B3 E9016-B3 E9018-B3
E8015-B3L E8018-B3L
F9PX-EB3-B3
5C-1 (2.25Cr-1Mo-V)
SA-182-F22V
SA-336-F22V
SA-541-22V
SA-832-22V
见耐热钢焊接材料 见耐热钢焊接材料 见耐热钢焊接材
料 见耐热钢焊接材料
5C-1 (3Cr-1Mo-V)
SA-182-F3V
SA-182-F3VCb
SA-336-F3V
SA-336-F3VCb
SA-508-3V
SA-508-3VCb
SA-541-3V
SA-541-3VCb
SA-542-C-4a
SA-542-D-4a
SA-542-E-4a
SA-832-21V
SA-832-23V
见耐热钢焊接材料 见耐热钢焊接材料 见耐热钢焊接材
料 见耐热钢焊接材料
QT(淬火+回火)Cr-Mo 耐热钢具有比 NT(正火+回火)Cr-Mo 耐热钢更优良的低温冲击韧性。 2.25Cr-1Mo-V,3Cr-1Mo-V 具有比 2.25Cr-1Mo,3Cr-1Mo 更高的强度,优良的抗回火脆性性能。 2.25Cr-1Mo-V,3Cr-1Mo-V 耐热钢并无标准型号的焊材, 世界上也仅有少数几家焊接材料供应商生产相应
的配套焊材。
52
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
2.5%Ni 低温钢(2%Ni)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
9A-1 (2-2.5Ni)
-60℃
SA-182-FR
SA-203-A
SA-203-B
SA-234-WPR
SA-333-7
SA-333-9
SA-334-7
SA-334-9
SA-350-LF5
SA-350-LF9
SA-352-LC2
SA-420-WPL9
ER80S-Ni2 / E7015-C1L E7016-C1L E7018-C1L E8016-C1 E8018-C1
F7P10-ENi2-Ni2
53
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
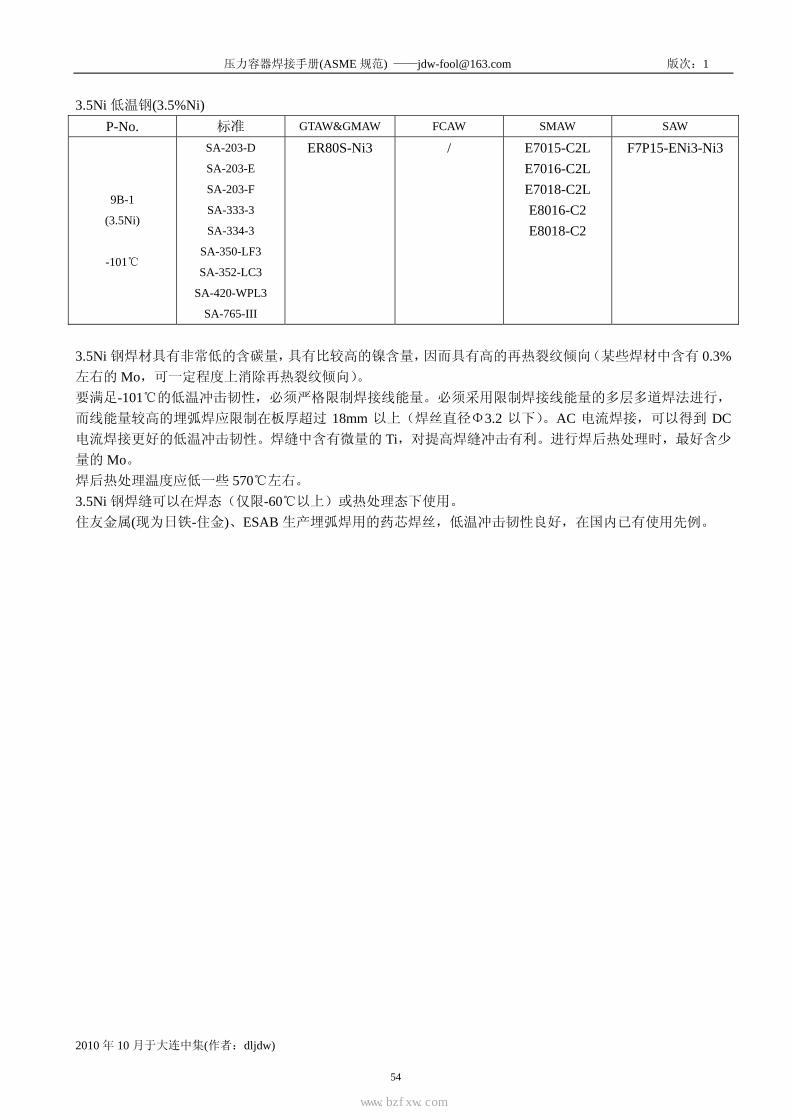
3.5Ni 低温钢(3.5%Ni)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
9B-1
(3.5Ni)
-101℃
SA-203-D
SA-203-E
SA-203-F
SA-333-3
SA-334-3
SA-350-LF3
SA-352-LC3
SA-420-WPL3
SA-765-III
ER80S-Ni3 / E7015-C2L E7016-C2L E7018-C2L E8016-C2 E8018-C2
F7P15-ENi3-Ni3
3.5Ni 钢焊材具有非常低的含碳量,具有比较高的镍含量,因而具有高的再热裂纹倾向(某些焊材中含有 0.3%左右的 Mo,可一定程度上消除再热裂纹倾向)。 要满足-101℃的低温冲击韧性,必须严格限制焊接线能量。必须采用限制焊接线能量的多层多道焊法进行,
而线能量较高的埋弧焊应限制在板厚超过 18mm 以上(焊丝直径Φ3.2 以下)。AC 电流焊接,可以得到 DC电流焊接更好的低温冲击韧性。焊缝中含有微量的 Ti,对提高焊缝冲击有利。进行焊后热处理时,最好含少
量的 Mo。 焊后热处理温度应低一些 570℃左右。 3.5Ni 钢焊缝可以在焊态(仅限-60℃以上)或热处理态下使用。 住友金属(现为日铁-住金)、ESAB 生产埋弧焊用的药芯焊丝,低温冲击韧性良好,在国内已有使用先例。
54
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
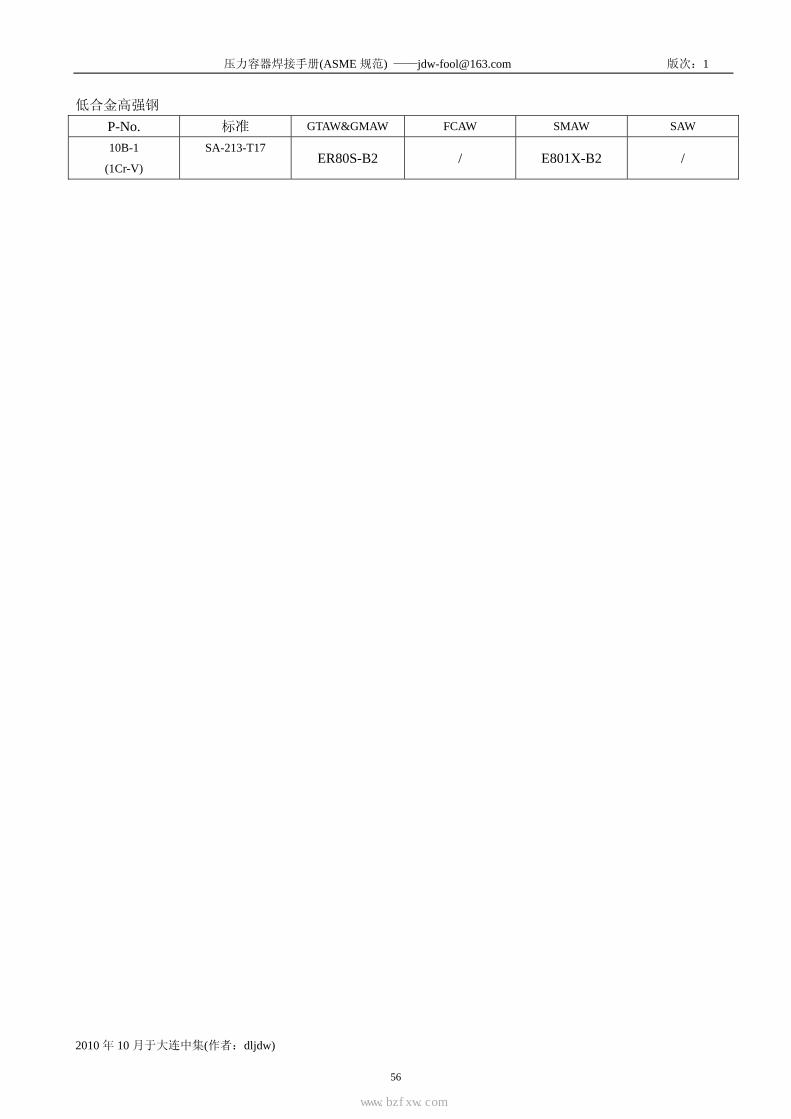
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10A-1
(Mn-0.5Ni-V) SA-225-C
/ E110T5-K4 / /
10A-1
(Mn-V)
SA-487-1-A
SA-487-1-B
E8018-C3
55
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10B-1
(1Cr-V)
SA-213-T17 ER80S-B2 / E801X-B2 /
56
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
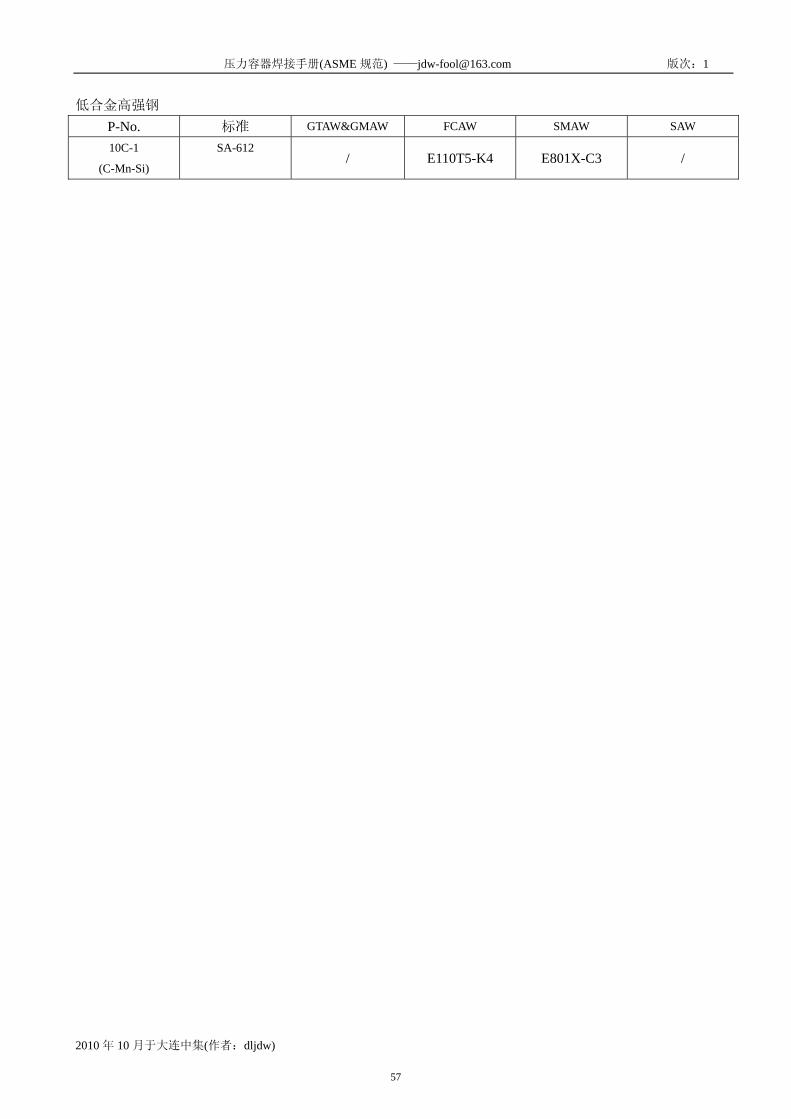
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10C-1
(C-Mn-Si)
SA-612 / E110T5-K4 E801X-C3 /
57

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
焊接材料选择指南(UNF 篇) 纯镍合金焊材选择指南
P-No UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW N02200 Nickel200
41 N02201 Nickel201
ERNi-1 ENi-1T0-4 ENi-1 ERNi-1
58
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
镍-铜合金焊材选择指南 P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N04400 Monel 400 ERNiCu-7 / ENiCu-7 ERNiCu-7 N05500 MONEL K-500 ERNiCu-7 / ENiCu-7 ERNiCu-7 42 N04405 MONEL R-405 / / ENiCu-7 /
59

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
镍-铬-铁合金焊材选用指南 P-No. UNS No. 通用名 GTAW FCAW SMAW SAW
N06600 Inconel600
ERNiCr-3 ERNiCr-6
ERNiCrFe-5 ERNiCrCoMo-1
ENiCr-3T0-4
ENiCrFe-1 ENiCrFe-2 ENiCrFe-3
ENiCrCoMo-1
ERNiCr-3 ERNiCr-6
ERNiCrFe-5
N06690 Inconel690 ERNiCrFe-7
ERNiCrFe-7A(NUC) ERNiCr-3
/ ENiCrFe-7 ENiCrFe-3
ERNiCrFe-7 ERNiCr-3
N06002 HASTELLOY X ERNiCrCoMo-1 ERNiCrMo-2 / ENiCrCoMo-1
ENiCrMo-2 /
N06625 Inconel 625
ERNiCrMo-3 ERNiCrMo-6 ERNiCrMo-10 ERNiCrMo-14
ERNiCrMo-15(时效)
ENiCrMo-3T0-4
ENiCrMo-3 ENiCrMo-5
ENiCrMo-10 ENiCrMo-14
ERNiCrMo-3 ERNiCrMo-10
N06200 HASTELLOY C-2000® ERNiCrMo-17
N06210 Alloy T21(MAT21) / / / / N06035 HASTELLOY G-35 PS-6099 / / / N06686 INCONEL 686 ERNiCrMo-14 / ENiCrMo-14 ERNiCrMo-14 N06617 INCONEL 617 ERNiCrCoMo-1 / ENiCrCoMo-1 /
N06230 HAYNES 230 ERNiCrCoMo-1 ERNiCrWMo-1 ENiCrCoMo-1
ENiCrWMo-1
N06601 INCONEL 601 ERNiCrFe-11
ERNiCrCoMo-1 ERNiCr-3
ENiCrCoMo-1 ENiCrFe-3
43
N26022 CX2MW ERNiCrMo-10 / ENiCrMo-10 /
注:表中红色的为通常的选择。 一、原则 除了被焊合金外,很多种因素都必须予以考虑,包括强度、耐腐蚀能力、物理和机械性能以及预期的焊缝金
属稀释率。最好选用使形成的焊接件的强度和耐腐蚀能力都比母材高的焊接材料。 二、耐腐蚀性能 设计焊接结构时,应让焊缝金属比母材更耐腐蚀。 焊接 316,317 级别的不锈钢、含钼 6%(254SMo)的超级奥氏体不锈钢、双相不锈钢、INCOLOY825 以及
HASTELOY G-3 通常选用 NiCrMo-3 型焊材。 三、焊前表面清理 要成功的焊接镍及镍基合金,焊前清理工作是非常重要的。硫、磷、石墨以及其它一些低熔点物质(铅)的
影响变脆。脆化后的镍及镍基合金不能恢复塑性,只能废弃。 四、埋弧焊焊剂 埋弧焊焊剂的冶金特性、电流特性,对于不同的生产厂家是不同的。有的焊剂仅适合于单道焊,有的仅适合
于多道焊,使用这些埋弧焊焊剂时,应先向生产厂家进行咨询。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公
司,MIDALLOY 法国:法国液化空气集团 SAF(RCC-M),SELECTARC 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408),VDM,UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC),ACROS 日本:神钢 KOBE,日铁-住金,日本熔接棒 WEL,日本油脂(TASETO),特殊电极(TODUDEN) 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司 英国:曼彻特 METRODE
60
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
镍-铬—钼(+钨)合金焊材选择指南 P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N10001 HASTELLOY B ERNiMo-1 ERNiMo-7
/ ENiMo-1 ERNiMo-1
N10003 HASTELLOY N ERNiMo-2 / ENiMo-2 /
N10276 HASTELLOY C-276
ERNiCrMo-4 ERNiCrMo-10 ERNiCrMo-14
ENiCrMo-4T0-4ENiCrMo-4 ENiCrMo-10 ENiCrMo-14
ERNiCrMo-4 ERNiCrMo-14
N10665 HASTELLOY B-2 ERNiMo-7
ERNiMo-10 /
ENiMo-7 ENiMo-10
/
N10675 HASTELLOY B-3 ERNiMo-7
ERNiMo-10 /
ENiMo-7 ENiMo-10
/
N10629 HASTELLOY B-4 ERNiMo-7 / ENiMo-7 /
N06022 HASTELLOY C-22
ERNiCrMo-10 ERNiCrMo-13 ERNiCrMo-14
ENiCrMo-10T0-4ENiCrMo-10 ENiCrMo-13 ENiCrMo-14
ERNiCrMo-13ERNiCrMo-14
N06059 Alloy 59 ERNiCrMo-13 ERNiCrMo-14
/ ENiCrMo-13 ENiCrMo-14
ERNiCrMo-13ERNiCrMo-14
44
N06455 HASTELLOY C-4 ERNiCrMo-4 ERNiCrMo-7
ENiCrMo-4T0-4ENiCrMo-4 ENiCrMo-7
/
N10242 HAYNES 242 (ERNiMo-12) / / / 注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC,KTA1408),奥林康(KTA1408),VDM,UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司
61

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
镍-铁(铬)-钼基合金焊材选择指南
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N08800 Incoloy 800 ERNiCr-3
ERNiCrMo-3 ERNiCrCoMo-1
ENiCr-3T0-4 ENiCrMo-3T0-4
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1 ERNiCr-3
N08810 Incoloy 800H ERNiCrCoMo-1 / ENiCrCoMo-1 ERNiCrCoMo-1
N08811 Incoloy 800HT ERNiCr-3 ERNiCrCoMo-1 ENiCr-3T0-4
ENiCrFe-2 ENiCrFe-3
ENiCrCoMo-1 ERNiCr-3
N08825 Incoloy 825 ERNiCrMo-3 ERNiFeCr-1
ERNiCrMo-10 ENiCrMo-3T0-4 ENiCrMo-3
ENiCrMo-10 ERNiCrMo-3
N06007 HASTELLOY G ERNiCrMo-1 ERNiCrMo-9
ERNiCrCoMo-1 / ENiCrCoMo-1 /
N06030 HASTELLOY G-30 ERNiCrMo-11 / ENiCrMo-11 /
N06985 HASTELLOY G-3 ERNiCrMo-9 ERNiCrMo-3 ENiCrMo-3T0-4 ENiCrMo-9
ENiCrMo-3 /
N08020 20Cb-3 ER320LR
ERNiCrMo-3 ERNiCrMo-6
ENiCrMo-3T0-4E320LR
ENiCrMo-3 ENiCrMo-5
/
R30556 HS 556 ER3556 / / /
N08367 AL-6XN ERNiCrMo-3 ERNiCrMo-14 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-14 ENiCrMo-10
ERNiCrMo-3
N08024 20Mo-4 / / / /
N08026 20Mo-6 ERNiCrMo-3 ERNiCrMo-6 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-5 ENiCrMo-10
/
N08028 INCOLOY 28 ER383 ERNiCrMo-3(不含 Nb) / E383-XX
ENiCrMo-3(不含 Nb) /
N08031 Alloy 031 / / / /
R20033 Alloy 33 ISO 14343-A W/GZ 32 31 1 L / / /
N06975 HASTELLOY G-2 ERNiCrMo-8 / / /
N08700 JS 700 / / / /
N08320 Alloy 020(mod.) / / / / N08904 Alloy 904L ER385 / E385 /
N08120 HAYNES HR-120 / / / /
N08801 Incoloy 801 ERNiCrMo-3 ENiCrMo-3T0-4 ENiCrMo-3 ERNiCrMo-3
N08925 25-6Mo ERNiCrMo-3 ERNiCrMo-4 ERNiCrMo-14
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-4 ENiCrMo-14
ERNiCrMo-3
45
J94651 CN3MN ERNiCrMo-3 ERNiCrMo-14 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-14 ENiCrMo-10
ERNiCrMo-3
注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司
62
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N06045 NICROFER 45TM ERNiCrMo-7 / ENiCrMo-7 /
N08330 RA330 ERNiCr-3
ERNiCrFe-5 ERNiCrCoMo-1
/ ENiCrFe-1
ENiCrCoMo-1 / 46
N12160 HAYNES HR-60 / / / / 注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司
63

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW 47 N06230 Alloy 230 ERNiCrWMo-1 / / /
注:表中红色的为通常的选择。
64
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW 49 R31233 ULTIMET / / / /
注:表中红色的为通常的选择。
65

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
钛及钛合金焊材选择指南
P-No. 等级 UNS 成分 GTAW&GMAW
1 R50250 CP Ti ERTi-2
ERTi-1(要求焊接接头高延性时)
2,2H R50400 CP Ti ERTi-3 ERTi-2
7,7H R52400 Ti-015Pd ERTi-7 11 R52250 Ti-015Pd ERTi-11 13 ERTi-13
16,16H R52402 Ti-0.05PdERTi-16 ERTi-7
17 R52252 Ti-0.05PdERTi-17 ERTi-11
26,26H R52404 Ti-0.1RuERTi-26 ERTi-7
27 R52254 Ti-0.1RuERTi-27 ERTi-11
51
30 ERTi-30 注:表中红色的为通常的选择。 母材及焊丝中的杂质含量必须在技术条件允许的范围内。 采用高纯度的氩气进行焊接。 焊前对工件及焊丝必须认真清理。 加强保护措施。
66
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. 等级 UNS 成分 GTAW&GMAW
3 R50550 CP Ti ERTi-4 ERTi-3
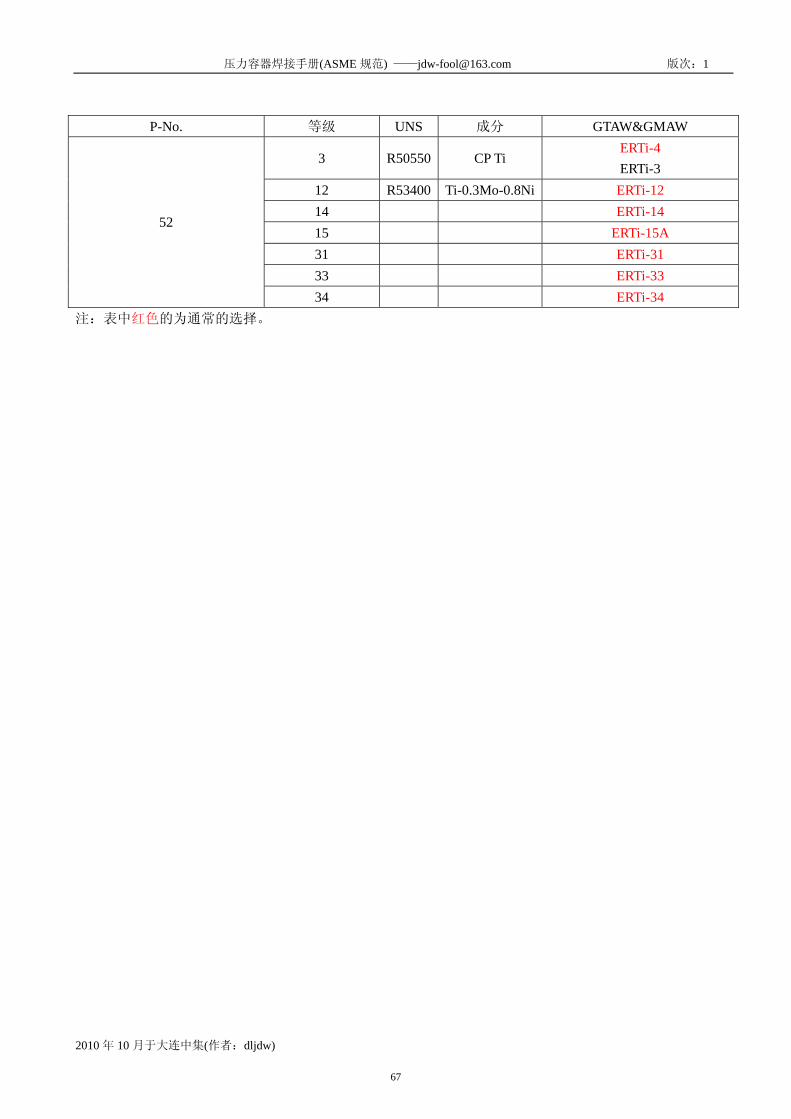
12 R53400 Ti-0.3Mo-0.8Ni ERTi-12 14 ERTi-14 15 ERTi-15A 31 ERTi-31 33 ERTi-33
52
34 ERTi-34 注:表中红色的为通常的选择。
67

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. 等级 UNS 成分 GTAW&GMAW 4 CP Ti ERTi-4 9 R56320 Ti-3Al-2.5V ERTi-9
18 Ti-3Al-2.5V-0.05Pd ERTi-18
28 R56323 Ti-3Al-2.5V-0.1Ru ERTi-28 ERTi-18
53
32 ERTi-32 注:表中红色的为通常的选择。
68
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. 等级 成分 GTAW&GMAW 5 Ti-6Al-4V ERTi-5 6 Ti-5Al-2.5Sn ERTi-6
23 Ti-6Al-4V-ELI ERTi-23 24 ERTi-24 25 ERTi-25
54
29 Ti-6Al-4V-0.1Ru ERTi-29 注:表中红色的为通常的选择。
69

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
锆及锆合金焊接材料选择指南
P-No. 通用名 等级 GTAW&GMAW Zr-702 R60702 ERZr-2
61 `Zr-704 R60704
ERZr-3 ERZr-2
注:表中红色的为通常的选择。 通常锆合金含有铪,在生产核能级海绵锆时,必须进行锆铪分离,将海棉锆中铪的含量降到 0.01%以下。
70
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
P-No. 通用名 等级 GTAW&GMAW
62 Zr-705 R60705 ERZr-4 ERZr-2
注:表中红色的为通常的选择。
71

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
焊接材料选择指南(UHA 篇)
马氏体不锈钢焊材选择指南 P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
403 ER410(SR) E410TX-X(SR) E410-XX(SR) ER410(SR)
410
ER410(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)
E410TX-X(SR) E309TX-X(AW) E310TX-X(AW)
E410NiMoTX-X(AW)
E410-XX(SR) E309-XX(AW) E310-XX(AW)
E410NiMo-XX(AW)
ER410(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)414 ER410(SR) E410TX-X(SR) E410-XX(SR) ER410(SR) 429 ER409Cb
416,416Se
ER410(SR) ER308(AW) ER309(AW) ER312(AW)
E410TX-X(SR) E308TX-X(AW) E309TX-X(AW) E312TX-X(AW)
E410-XX(SR) E308-XX(AW) E309-XX(AW) E312-XX(AW)
/
420 ER420(SR) E420TX-X(SR) E420-XX(SR) /
6
431
ER410(SR) ER308(AW) ER309(AW) ER310(AW)
E410TX-X(SR) E308TX-X(AW) E309TX-X(AW) E310TX-X(AW)
E410-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW)
/
注:表中红色的为通常的选择。 SR:焊后需要进行焊后热处理。 AW:焊后可不需要进行焊后热处理。
72
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
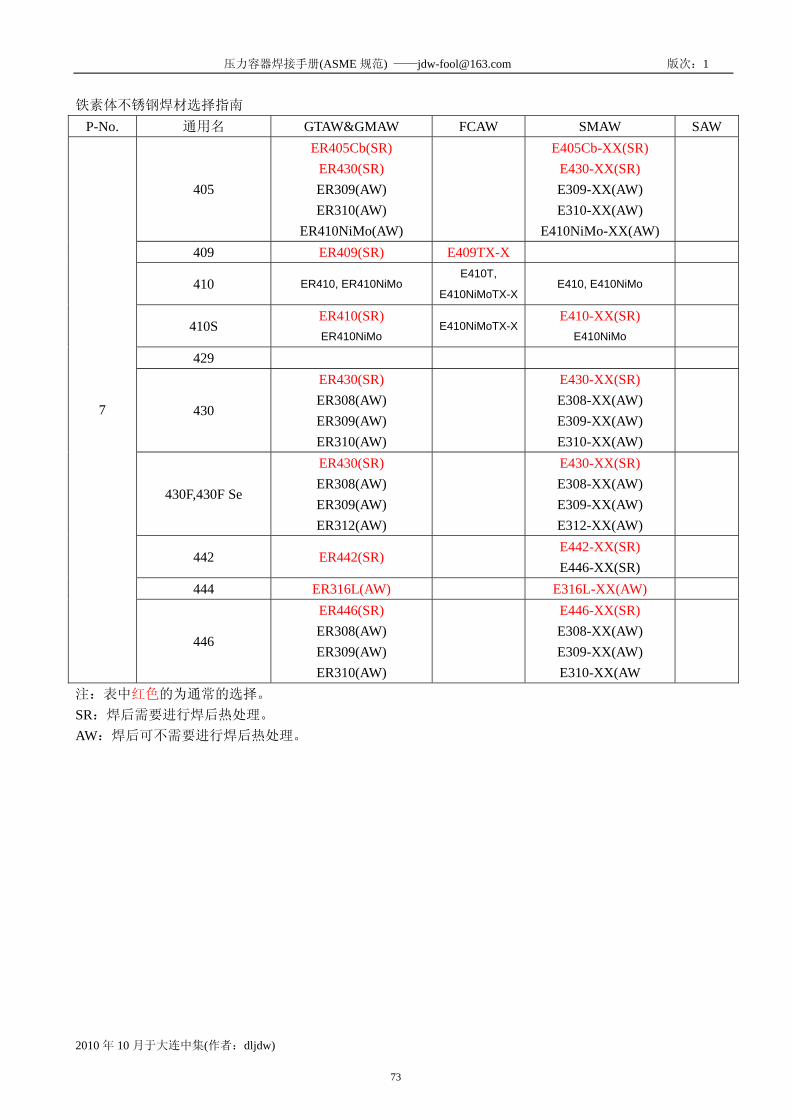
铁素体不锈钢焊材选择指南
P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
405
ER405Cb(SR) ER430(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)
E405Cb-XX(SR) E430-XX(SR) E309-XX(AW) E310-XX(AW)
E410NiMo-XX(AW)
409 ER409(SR) E409TX-X
410 ER410, ER410NiMo E410T,
E410NiMoTX-XE410, E410NiMo
410S ER410(SR) ER410NiMo
E410NiMoTX-XE410-XX(SR)
E410NiMo
429
430
ER430(SR) ER308(AW) ER309(AW) ER310(AW)
E430-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW)
430F,430F Se
ER430(SR) ER308(AW) ER309(AW) ER312(AW)
E430-XX(SR) E308-XX(AW) E309-XX(AW) E312-XX(AW)
442 ER442(SR) E442-XX(SR) E446-XX(SR)
444 ER316L(AW) E316L-XX(AW)
7
446
ER446(SR) ER308(AW) ER309(AW) ER310(AW)
E446-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW
注:表中红色的为通常的选择。 SR:焊后需要进行焊后热处理。 AW:焊后可不需要进行焊后热处理。
73
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
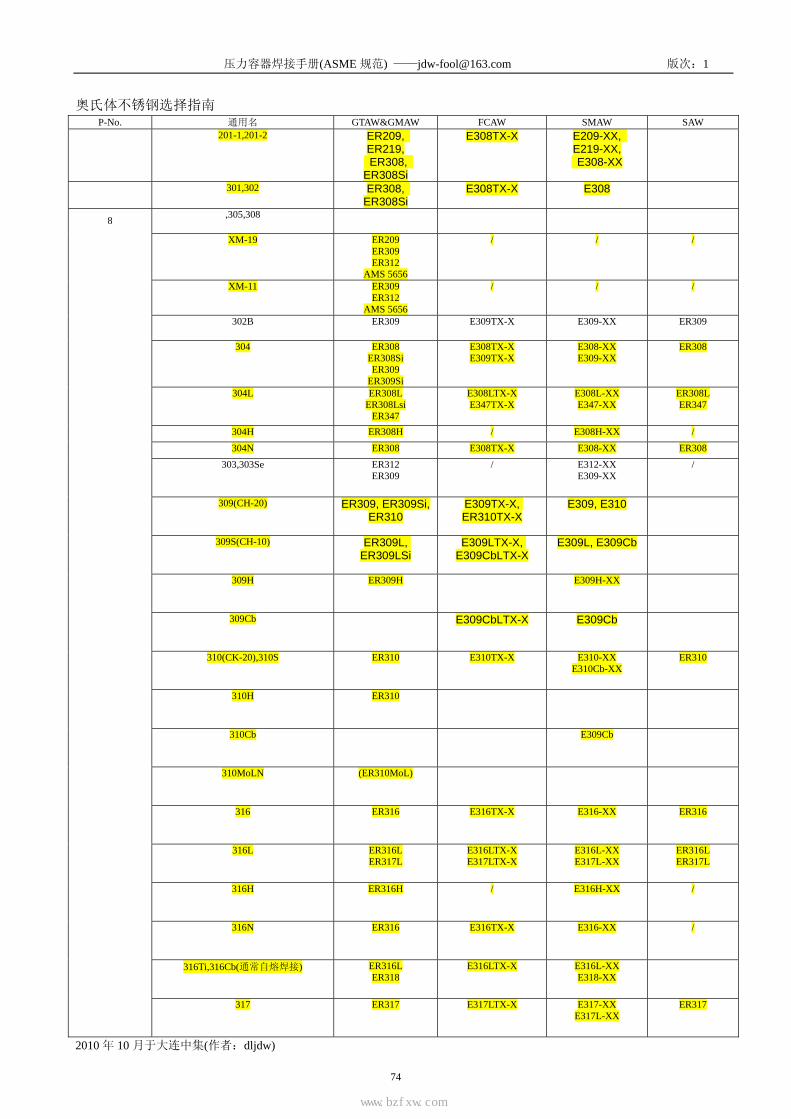
奥氏体不锈钢选择指南
P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
201-1,201-2 ER209, ER219, ER308, ER308Si
E308TX-X E209-XX, E219-XX, E308-XX
301,302 ER308,
ER308Si E308TX-X E308
,305,308
XM-19 ER209 ER309 ER312
AMS 5656
/ / /
XM-11 ER309 ER312
AMS 5656
/ / /
302B ER309 E309TX-X E309-XX ER309
304 ER308 ER308Si ER309
ER309Si
E308TX-X E309TX-X
E308-XX E309-XX
ER308
304L ER308L ER308Lsi
ER347
E308LTX-X E347TX-X
E308L-XX E347-XX
ER308L ER347
304H ER308H / E308H-XX / 304N ER308 E308TX-X E308-XX ER308
303,303Se ER312 ER309
/ E312-XX E309-XX
/
309(CH-20) ER309, ER309Si, ER310
E309TX-X, ER310TX-X
E309, E310
309S(CH-10) ER309L, ER309LSi
E309LTX-X, E309CbLTX-X
E309L, E309Cb
309H ER309H E309H-XX
309Cb E309CbLTX-X E309Cb
310(CK-20),310S ER310 E310TX-X E310-XX E310Cb-XX
ER310
310H ER310
310Cb E309Cb
310MoLN (ER310MoL)
316 ER316 E316TX-X E316-XX ER316
316L ER316L ER317L
E316LTX-X E317LTX-X
E316L-XX E317L-XX
ER316L ER317L
316H ER316H / E316H-XX /
316N ER316 E316TX-X E316-XX /
316Ti,316Cb(通常自熔焊接) ER316L ER318
E316LTX-X E316L-XX E318-XX
8
317 ER317 E317LTX-X E317-XX E317L-XX
ER317
74
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
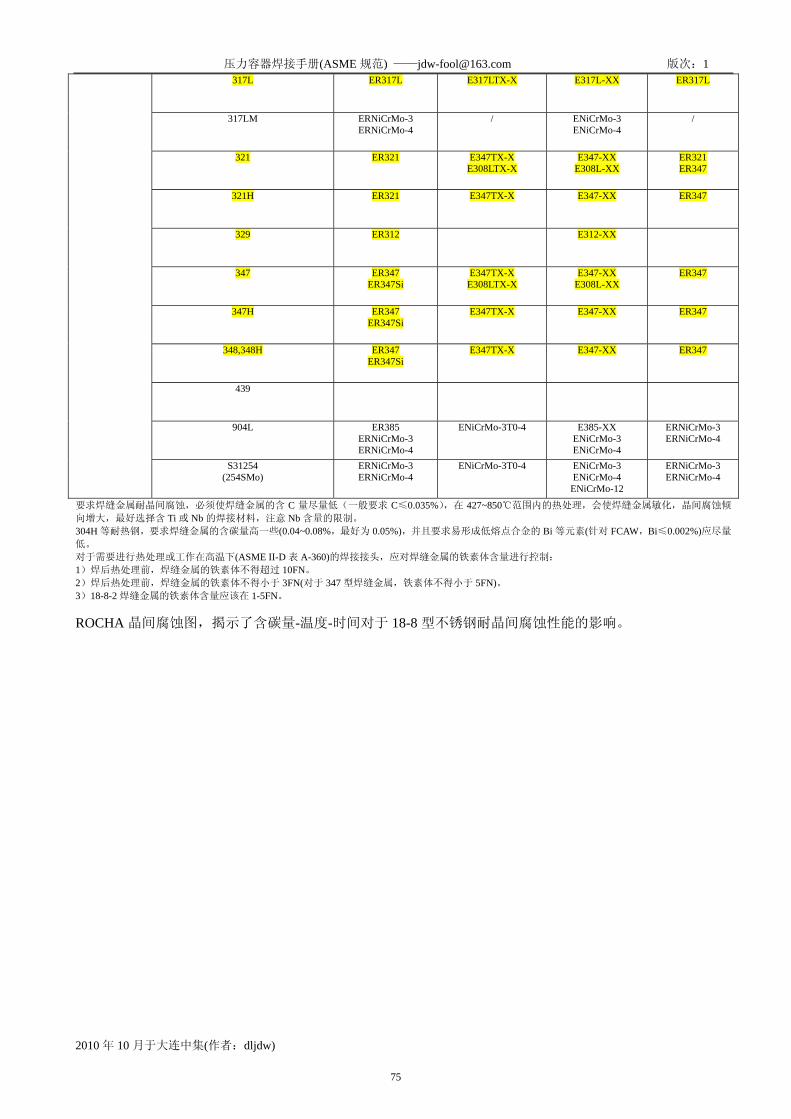
317L ER317L E317LTX-X E317L-XX ER317L
317LM ERNiCrMo-3 ERNiCrMo-4
/ ENiCrMo-3 ENiCrMo-4
/
321 ER321 E347TX-X E308LTX-X
E347-XX E308L-XX
ER321 ER347
321H ER321 E347TX-X E347-XX ER347
329 ER312 E312-XX
347 ER347 ER347Si
E347TX-X E308LTX-X
E347-XX E308L-XX
ER347
347H ER347 ER347Si
E347TX-X E347-XX ER347
348,348H ER347 ER347Si
E347TX-X E347-XX ER347
439
904L ER385 ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 E385-XX ENiCrMo-3 ENiCrMo-4
ERNiCrMo-3 ERNiCrMo-4
S31254 (254SMo)
ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 ENiCrMo-3 ENiCrMo-4
ENiCrMo-12
ERNiCrMo-3 ERNiCrMo-4
要求焊缝金属耐晶间腐蚀,必须使焊缝金属的含 C 量尽量低(一般要求 C≤0.035%),在 427~850℃范围内的热处理,会使焊缝金属敏化,晶间腐蚀倾
向增大,最好选择含 Ti 或 Nb 的焊接材料,注意 Nb 含量的限制。 304H 等耐热钢,要求焊缝金属的含碳量高一些(0.04~0.08%,最好为 0.05%),并且要求易形成低熔点合金的 Bi 等元素(针对 FCAW,Bi≤0.002%)应尽量
低。 对于需要进行热处理或工作在高温下(ASME II-D 表 A-360)的焊接接头,应对焊缝金属的铁素体含量进行控制: 1)焊后热处理前,焊缝金属的铁素体不得超过 10FN。 2)焊后热处理前,焊缝金属的铁素体不得小于 3FN(对于 347 型焊缝金属,铁素体不得小于 5FN)。 3)18-8-2 焊缝金属的铁素体含量应该在 1-5FN。 ROCHA 晶间腐蚀图,揭示了含碳量-温度-时间对于 18-8 型不锈钢耐晶间腐蚀性能的影响。
75

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
奥氏体-铁素体双相不锈钢焊材选择指南
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW S31803 SAF2205 ER2209 E2209TX-X E2209-XX ER2209 S31500 3RE60 SANDVIK22.8.3L
S32304 SAF2304 ER2304 ER2209
/ E2209-XX ER2209
S32950 7-Mo+ S32250 FERRALIUM255 ER2209 E2209TX-X E2209-XX ER2209
S32760 Zeron 100 ER2594
EN1600 25 9 4NLR
E2594-XX ENiCrFe-3
10H
S32750 SAF2507 ER2594
EN1600 25 9 4NLR
E2594-XX ENiCrFe-3
奥氏体-铁素体双相不锈钢焊接时,对于焊接热输入非常的敏感。应防止焊缝的有害相析出,避免降低焊缝
金属的耐腐蚀性能。含 Mo 高的镍基合金填充材料的抗点蚀能力很强,采用镍基合金(不应含 Nb/Cb 元素)
连接奥氏体-铁素体双相不锈钢,可大幅度地提高焊接接头的使用寿命。 对于应用于焊接领域的 S31803,应要求 S31803 的”最小氮含量为 0.14%”。 在某些情况下(允许降低焊缝耐腐蚀性能)S32750 可以使用 AWS A5.9 ER2553 及 AWS A5.4 E2553-XX 进行焊
接。 一般推荐的热输入: S32304 0.5~2.0KJ/mm (最高层间温度为 150℃) S32205 0.5~2.5KJ/mm(最高层间温度为 150℃) S32507 0.3~1.5KJ/mm(最高层间温度为 100℃) 母材、焊缝金属以及热影响区的铁素体含量应该在 30%~65%。
76
标准分享网 www.bzfxw.com 免费下载
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
焊接材料选择指南(UHT 篇)
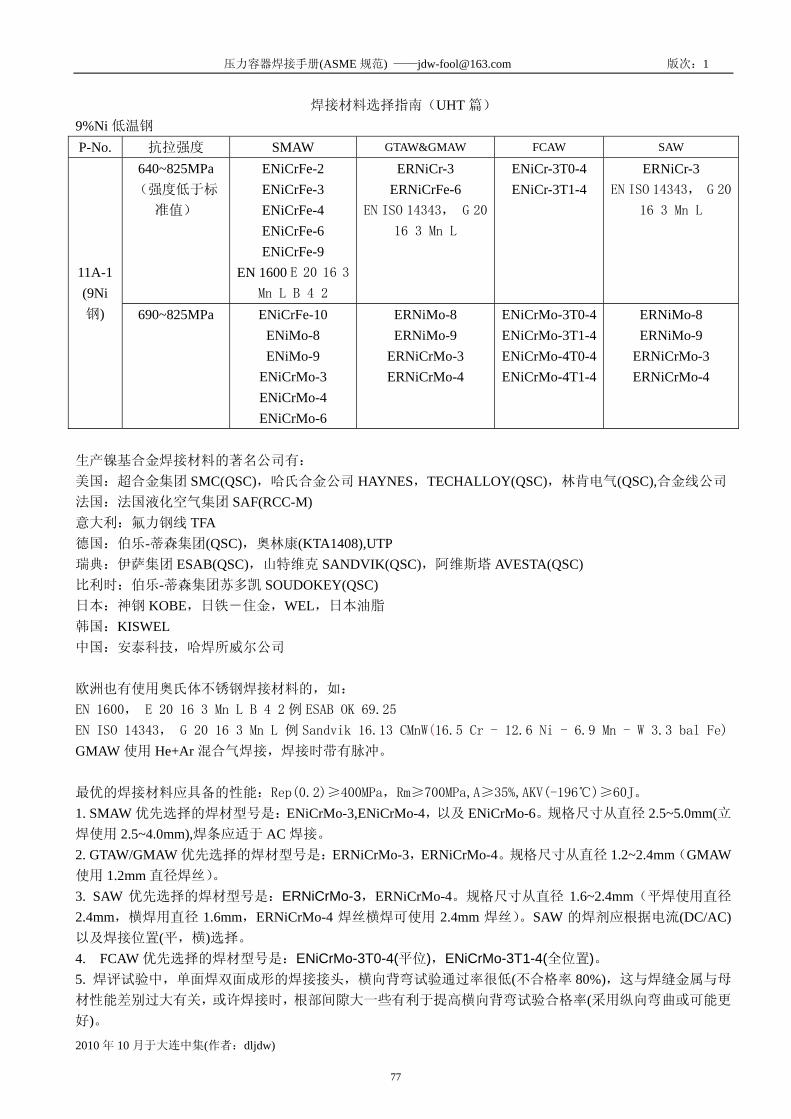
9%Ni 低温钢 P-No. 抗拉强度 SMAW GTAW&GMAW FCAW SAW
640~825MPa (强度低于标
准值)
ENiCrFe-2 ENiCrFe-3 ENiCrFe-4 ENiCrFe-6 ENiCrFe-9
EN 1600 E 20 16 3 Mn L B 4 2
ERNiCr-3 ERNiCrFe-6
EN ISO 14343, G 20
16 3 Mn L
ENiCr-3T0-4 ENiCr-3T1-4
ERNiCr-3 EN ISO 14343, G 20
16 3 Mn L
11A-1 (9Ni钢) 690~825MPa ENiCrFe-10
ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-4 ENiCrMo-6
ERNiMo-8 ERNiMo-9
ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 ENiCrMo-3T1-4 ENiCrMo-4T0-4 ENiCrMo-4T1-4
ERNiMo-8 ERNiMo-9
ERNiCrMo-3 ERNiCrMo-4
生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HAYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408),UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司 欧洲也有使用奥氏体不锈钢焊接材料的,如: EN 1600, E 20 16 3 Mn L B 4 2 例 ESAB OK 69.25
EN ISO 14343, G 20 16 3 Mn L 例 Sandvik 16.13 CMnW(16.5 Cr - 12.6 Ni - 6.9 Mn - W 3.3 bal Fe)
GMAW 使用 He+Ar 混合气焊接,焊接时带有脉冲。 最优的焊接材料应具备的性能:Rep(0.2)≥400MPa,Rm≥700MPa,A≥35%,AKV(-196℃)≥60J。 1. SMAW 优先选择的焊材型号是:ENiCrMo-3,ENiCrMo-4,以及 ENiCrMo-6。规格尺寸从直径 2.5~5.0mm(立焊使用 2.5~4.0mm),焊条应适于 AC 焊接。 2. GTAW/GMAW 优先选择的焊材型号是:ERNiCrMo-3,ERNiCrMo-4。规格尺寸从直径 1.2~2.4mm(GMAW使用 1.2mm 直径焊丝)。 3. SAW 优先选择的焊材型号是:ERNiCrMo-3,ERNiCrMo-4。规格尺寸从直径 1.6~2.4mm(平焊使用直径
2.4mm,横焊用直径 1.6mm,ERNiCrMo-4 焊丝横焊可使用 2.4mm 焊丝)。SAW 的焊剂应根据电流(DC/AC)以及焊接位置(平,横)选择。 4. FCAW 优先选择的焊材型号是:ENiCrMo-3T0-4(平位),ENiCrMo-3T1-4(全位置)。 5. 焊评试验中,单面焊双面成形的焊接接头,横向背弯试验通过率很低(不合格率 80%),这与焊缝金属与母
材性能差别过大有关,或许焊接时,根部间隙大一些有利于提高横向背弯试验合格率(采用纵向弯曲或可能更
好)。
77
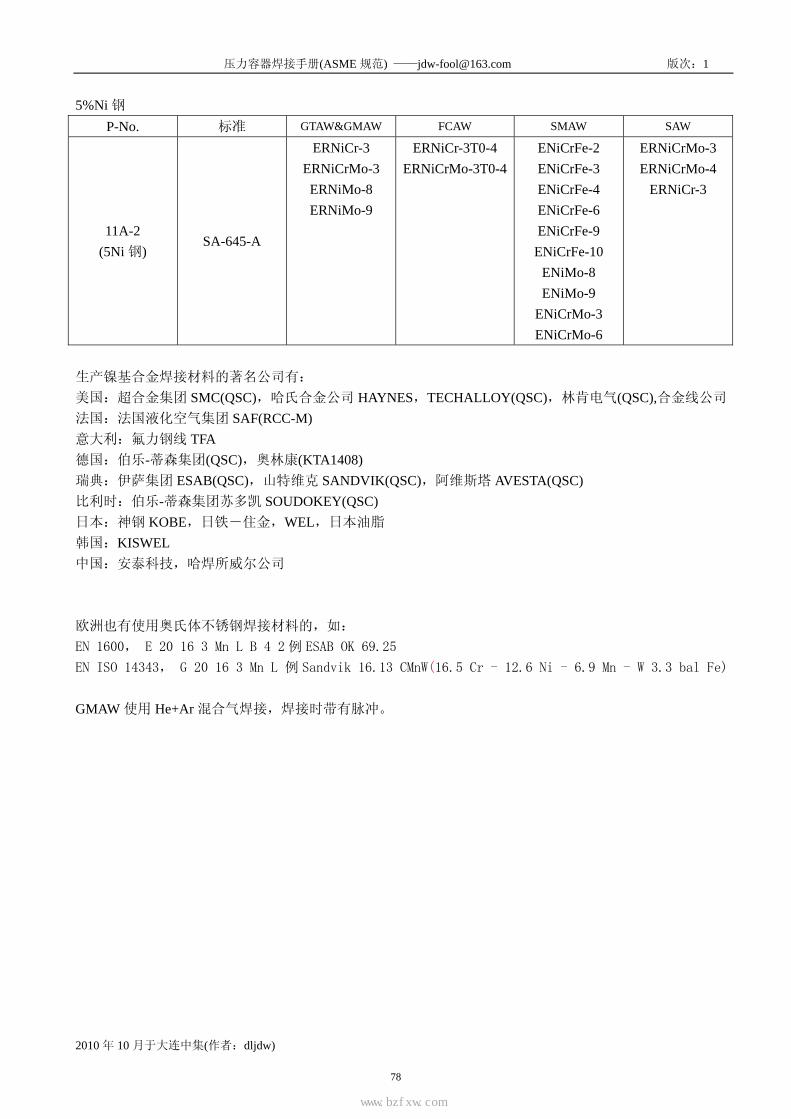
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
5%Ni 钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11A-2 (5Ni 钢)
SA-645-A
ERNiCr-3 ERNiCrMo-3 ERNiMo-8 ERNiMo-9
ERNiCr-3T0-4 ERNiCrMo-3T0-4
ENiCrFe-2 ENiCrFe-3 ENiCrFe-4 ENiCrFe-6 ENiCrFe-9
ENiCrFe-10 ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-6
ERNiCrMo-3 ERNiCrMo-4
ERNiCr-3
生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HAYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL 中国:安泰科技,哈焊所威尔公司 欧洲也有使用奥氏体不锈钢焊接材料的,如: EN 1600, E 20 16 3 Mn L B 4 2 例 ESAB OK 69.25
EN ISO 14343, G 20 16 3 Mn L 例 Sandvik 16.13 CMnW(16.5 Cr - 12.6 Ni - 6.9 Mn - W 3.3 bal Fe) GMAW 使用 He+Ar 混合气焊接,焊接时带有脉冲。
78
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-487-4-B ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11A-3
SA-487-4-E ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
焊后热处理:580℃缓慢冷却至 300℃,出炉空冷
79

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-508-4N-1 SA-533-B-3 SA-533-D-3
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X
11A-4
SA-508-4N-2 ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
80
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-543-B-1 SA-543-C-1
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11A-5
SA-543-B-3 SA-543-C-3
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
81

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11A-10 SA-543-B-2 SA-543-C-2
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
82
标准分享网 www.bzfxw.com 免费下载
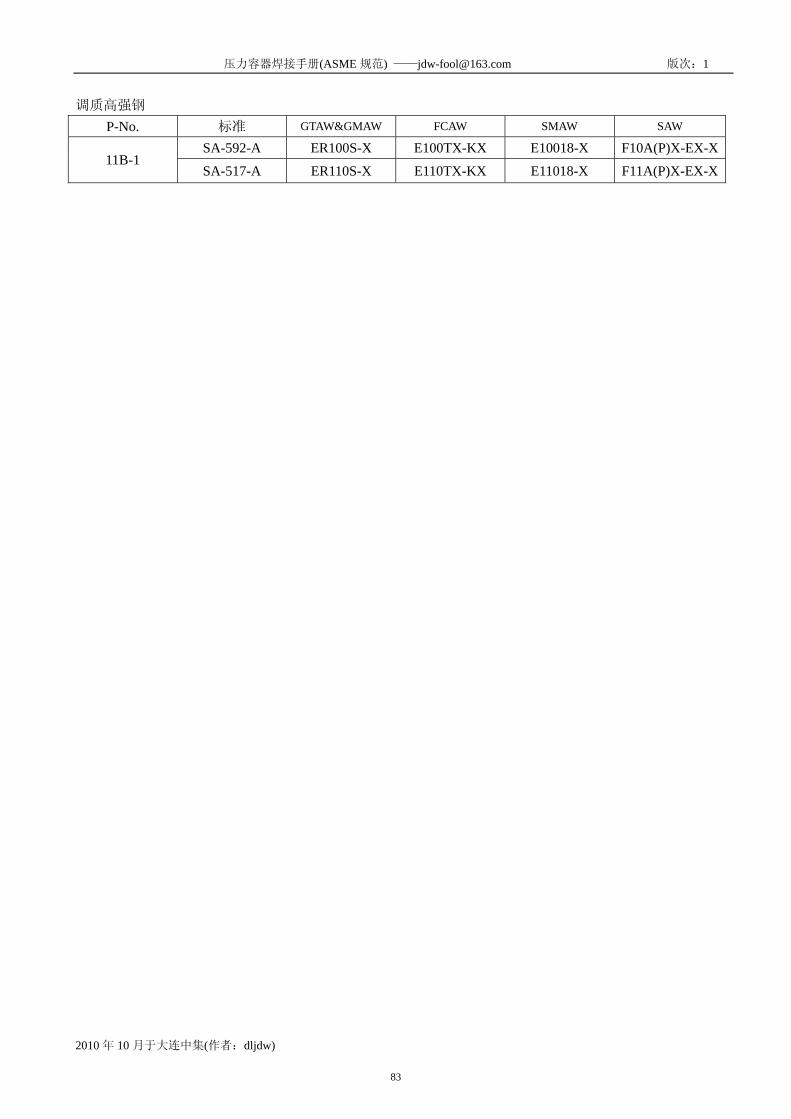
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-592-A ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11B-1
SA-517-A ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
83

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-2 SA-517-E SA-592-E
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
84
标准分享网 www.bzfxw.com 免费下载
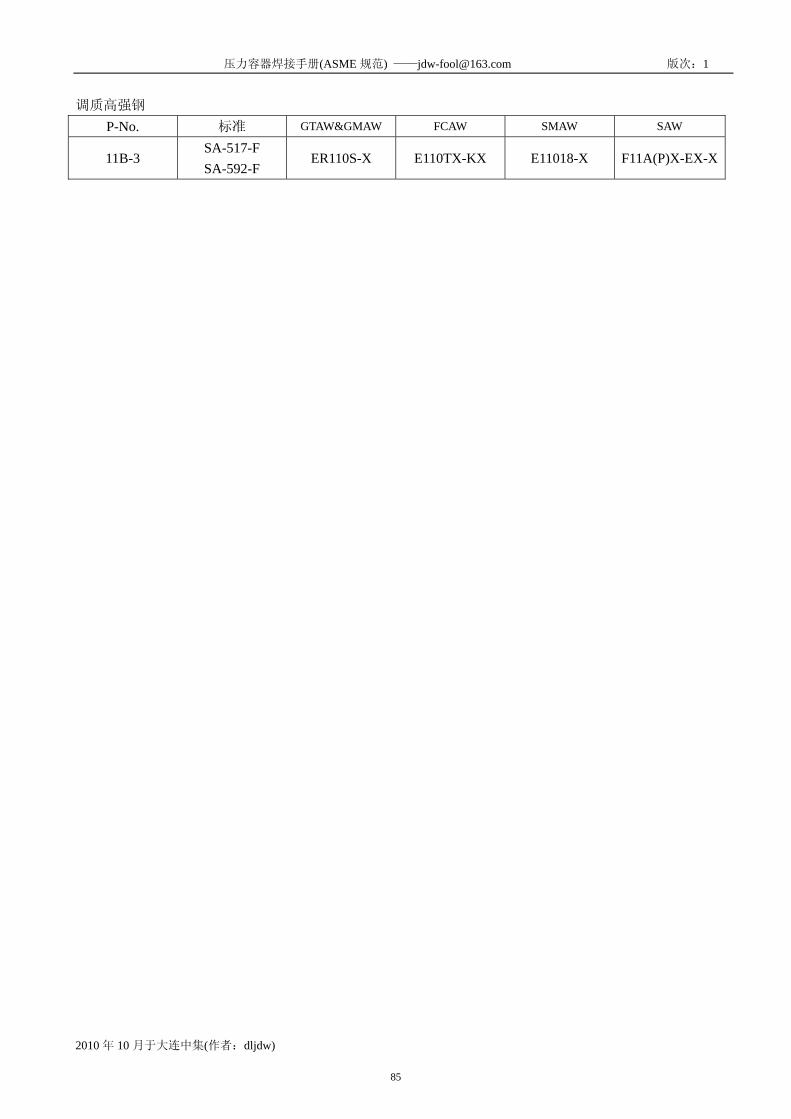
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-3 SA-517-F SA-592-F
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
85

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-4 SA-517-B ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
86
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-6 SA-517-J ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
87

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-8 SA-517-P ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
88
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
6-4 SA-487-CA6NM-A ER410NiMo E410NiMoTX-X E410NiMo-XX ER410NiMo
89

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X1-4
SA-724-A SA-724-B SA-724-C ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
90
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
焊接材料选择指南(ULT 篇)
5%Ni,8%Ni,9%Ni 钢的焊接材料选择见 UHT 篇部分。 304 不锈钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
8-1 SA-240-304 ER308L(Si) E308LTX-X E308L-XX ER308L(Si) 用于-196℃的低温不锈钢,要求焊缝中铁素体数 FN:3~8 或 2~5(如果 FN≤3,可能会出现热裂纹),要求 AKV(-196℃)≥27J,侧向膨胀量≥0.381mm。碱
性药皮的焊条能够提供更高的低温冲击韧性。 用于-269℃的低温 304L、316L 型不锈钢,要求焊缝中的铁素体<0.5%。
91

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
5083-O 铝合金
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
25 SB-209 SB-221 SB-241
ER5183 / / /
92
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
补充资料
耐候钢焊接 P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-1 A242 A588
ER70S-G ER80S-G
E8XT1-W2 E8XT1-W2M
E7018-W1 E8018-W2
F7(A)PX-EX-WF8(A)PX-EX-W
93
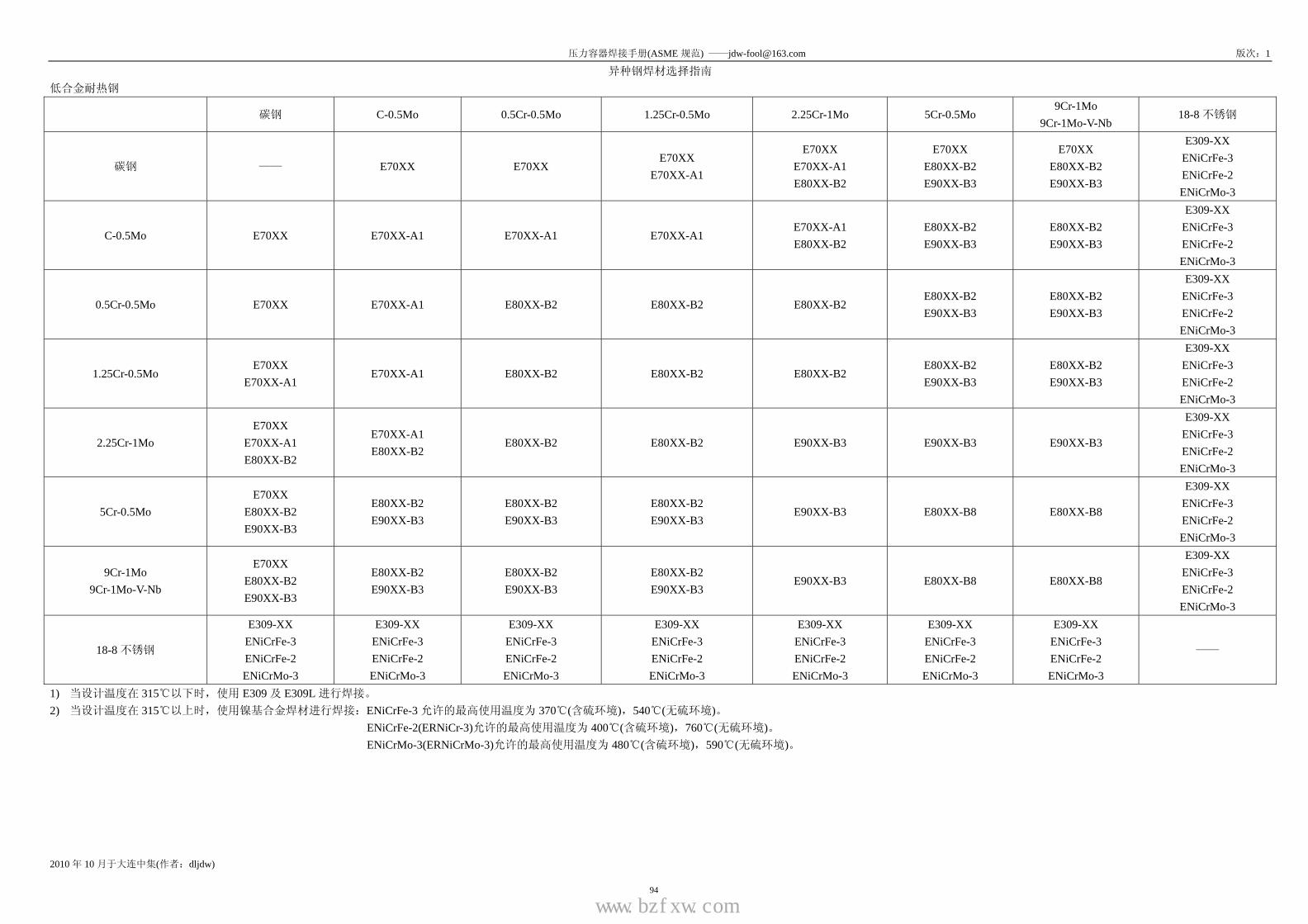
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
异种钢焊材选择指南 低合金耐热钢
碳钢 C-0.5Mo 0.5Cr-0.5Mo 1.25Cr-0.5Mo 2.25Cr-1Mo 5Cr-0.5Mo 9Cr-1Mo
9Cr-1Mo-V-Nb 18-8 不锈钢
碳钢 —— E70XX E70XX E70XX
E70XX-A1
E70XX E70XX-A1 E80XX-B2
E70XX E80XX-B2 E90XX-B3
E70XX E80XX-B2 E90XX-B3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
C-0.5Mo E70XX E70XX-A1 E70XX-A1 E70XX-A1 E70XX-A1 E80XX-B2
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
0.5Cr-0.5Mo E70XX E70XX-A1 E80XX-B2 E80XX-B2 E80XX-B2 E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
1.25Cr-0.5Mo E70XX
E70XX-A1 E70XX-A1 E80XX-B2 E80XX-B2 E80XX-B2
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
2.25Cr-1Mo E70XX
E70XX-A1 E80XX-B2
E70XX-A1 E80XX-B2
E80XX-B2 E80XX-B2 E90XX-B3 E90XX-B3 E90XX-B3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
5Cr-0.5Mo E70XX
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E90XX-B3 E80XX-B8 E80XX-B8
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
9Cr-1Mo 9Cr-1Mo-V-Nb
E70XX E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E80XX-B2 E90XX-B3
E90XX-B3 E80XX-B8 E80XX-B8
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
18-8 不锈钢
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
E309-XX ENiCrFe-3 ENiCrFe-2 ENiCrMo-3
——
1) 当设计温度在 315℃以下时,使用 E309 及 E309L 进行焊接。 2) 当设计温度在 315℃以上时,使用镍基合金焊材进行焊接:ENiCrFe-3 允许的最高使用温度为 370℃(含硫环境),540℃(无硫环境)。 ENiCrFe-2(ERNiCr-3)允许的最高使用温度为 400℃(含硫环境),760℃(无硫环境)。 ENiCrMo-3(ERNiCrMo-3)允许的最高使用温度为 480℃(含硫环境),590℃(无硫环境)。
94
标准分享网 www.bzfxw.com 免费下载
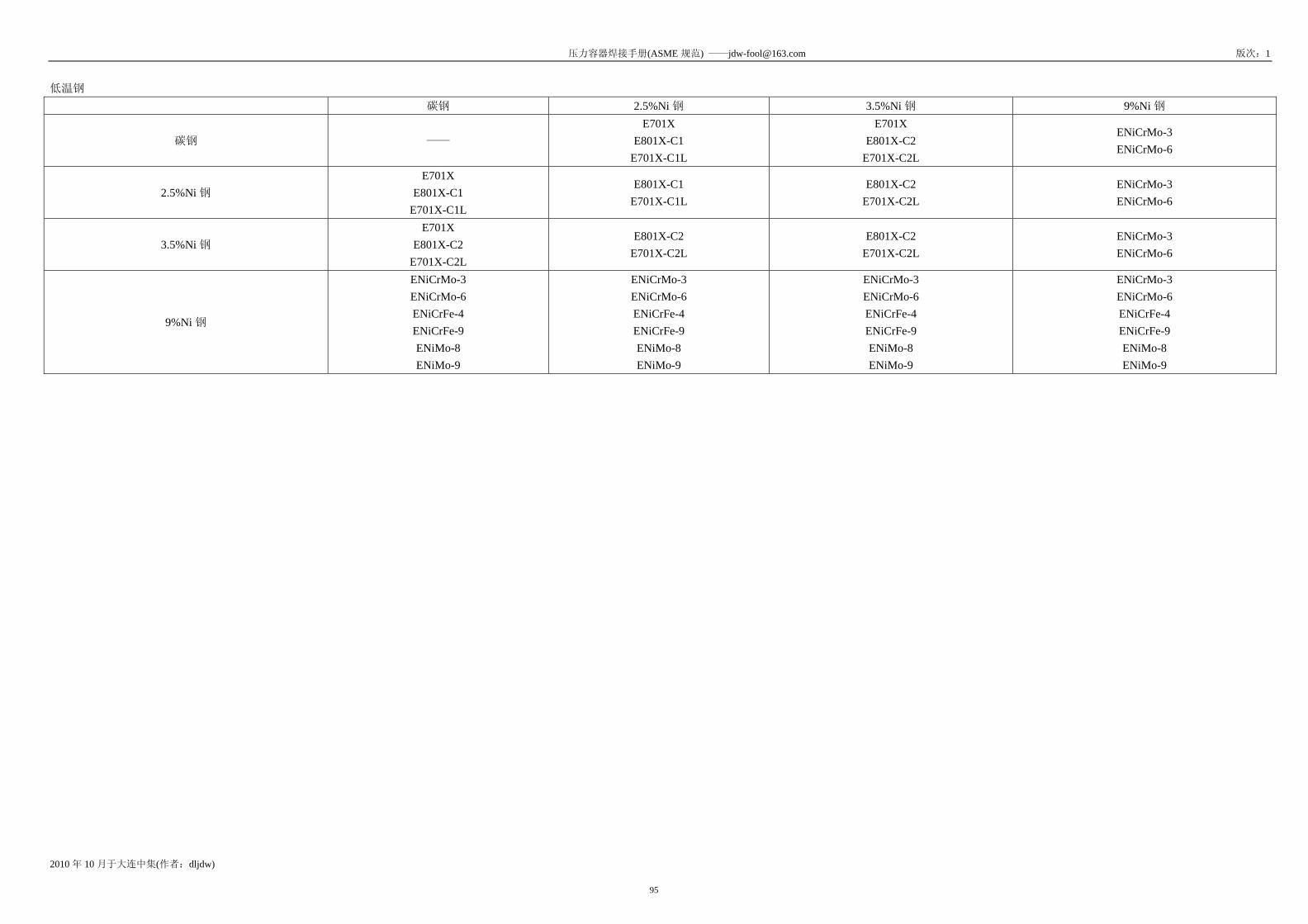
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
低温钢
碳钢 2.5%Ni 钢 3.5%Ni 钢 9%Ni 钢
碳钢 —— E701X
E801X-C1 E701X-C1L
E701X E801X-C2
E701X-C2L
ENiCrMo-3 ENiCrMo-6
2.5%Ni 钢 E701X
E801X-C1 E701X-C1L
E801X-C1 E701X-C1L
E801X-C2 E701X-C2L
ENiCrMo-3 ENiCrMo-6
3.5%Ni 钢 E701X
E801X-C2 E701X-C2L
E801X-C2 E701X-C2L
E801X-C2 E701X-C2L
ENiCrMo-3 ENiCrMo-6
9%Ni 钢
ENiCrMo-3 ENiCrMo-6 ENiCrFe-4 ENiCrFe-9 ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-6 ENiCrFe-4 ENiCrFe-9 ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-6 ENiCrFe-4 ENiCrFe-9 ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-6 ENiCrFe-4 ENiCrFe-9 ENiMo-8 ENiMo-9
95

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
不锈钢
碳钢及低合金钢 405 410S 410 304 304L 304H 310 316 316L 317L 321 347 347H
碳钢及低合金钢
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
405
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
410S
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
410
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E410-XX(C≤0.05%,SR)
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2 ENICRFE-3 ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
E309-XX ENICRFE-2ENICRFE-3ENICRMO-3
304
E308-XX E308-XX E308L-XX
E308-XX E308H-XX
E309-XX
E308-XX E316-XX
E308-XX E316L-XX E308L-XX
E308-XX E317L-XX
E308-XX E347-XX
308-XX E347-XX
E308-XX E347-XX
304L
E308L-XX
E308-XX E308L-XX E308H-XX
E309-XX
E308-XX E316-XX
E316L-XX E308L-XX
E308L-XX E317L-XX
E308-XX E347-XX
E308-XX E347-XX
E308-XX E347-XX
304H
E308H-XX
E309-XX
E308-XX E316-XX
E308H-XX
E308-XX E316L-XX E308L-XX E308H-XX
E308-XX E317L-XX E308H-XX
E308-XX E347-XX
E308H-XX
E347-XX E308H-XX
E347-XX E308H-XX
310 E310-XX E309-XX E310-XX
E309-XX
E309-XX
E309-XX
E309-XX
E309-XX
316
E316-XX
E316-XX E316L-XX
E316-XX E317L-XX
E347-XX E316-XX
E347-XX E316-XX
E347-XX E316-XX
316L
E316L-XX E316L-XX
E317L-XX E347-XX
E316L-XX E347-XX
E316L-XX E347-XX
E316L-XX
317L
E317L-XX E347-XX
E317L-XX E347-XX
E317L-XX E347-XX
E317L-XX
321
E347-XX E347-XX E347-XX
347
E347-XX E347-XX
347H
E347-XX
1. ER347 及 ER321 常用于 GTAW、PAW 焊接 321 型不锈钢。 2. E16-8-2 常用语焊接 3XXH 型耐热钢(高温蠕变)。
96
标准分享网 www.bzfxw.com 免费下载
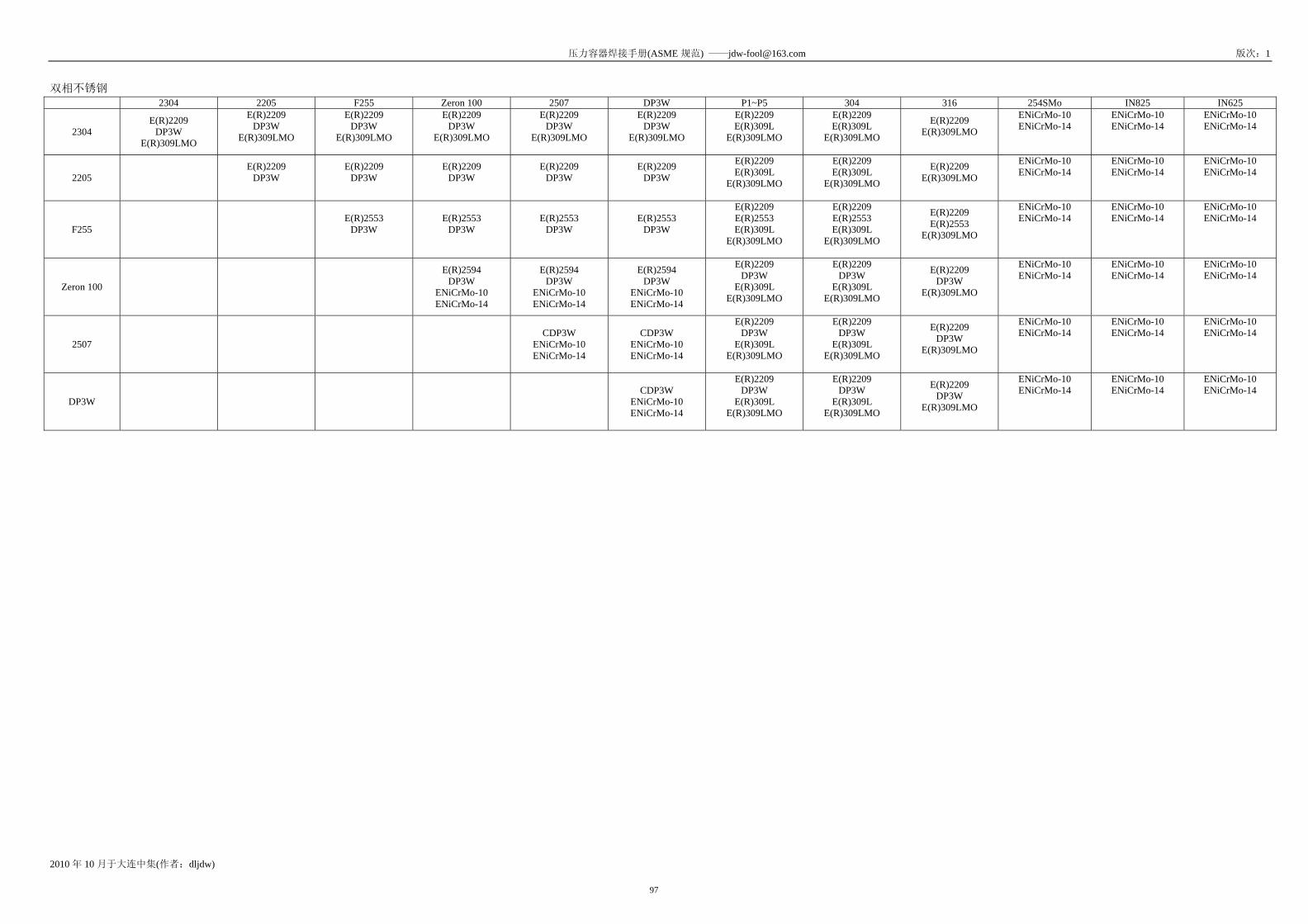
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
双相不锈钢
2304 2205 F255 Zeron 100 2507 DP3W P1~P5 304 316 254SMo IN825 IN625
2304 E(R)2209
DP3W E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
E(R)2209 E(R)309L
E(R)309LMO
E(R)2209 E(R)309L
E(R)309LMO
E(R)2209 E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
2205 E(R)2209
DP3W
E(R)2209 DP3W
E(R)2209 DP3W
E(R)2209 DP3W
E(R)2209 DP3W
E(R)2209 E(R)309L
E(R)309LMO
E(R)2209 E(R)309L
E(R)309LMO
E(R)2209 E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
F255 E(R)2553
DP3W
E(R)2553 DP3W
E(R)2553 DP3W
E(R)2553 DP3W
E(R)2209 E(R)2553 E(R)309L
E(R)309LMO
E(R)2209 E(R)2553 E(R)309L
E(R)309LMO
E(R)2209 E(R)2553
E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
Zeron 100
E(R)2594 DP3W
ENiCrMo-10 ENiCrMo-14
E(R)2594 DP3W
ENiCrMo-10 ENiCrMo-14
E(R)2594 DP3W
ENiCrMo-10 ENiCrMo-14
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
2507
CDP3W
ENiCrMo-10 ENiCrMo-14
CDP3W ENiCrMo-10 ENiCrMo-14
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
DP3W
CDP3W
ENiCrMo-10 ENiCrMo-14
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309L E(R)309LMO
E(R)2209 DP3W
E(R)309LMO
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
ENiCrMo-10 ENiCrMo-14
97
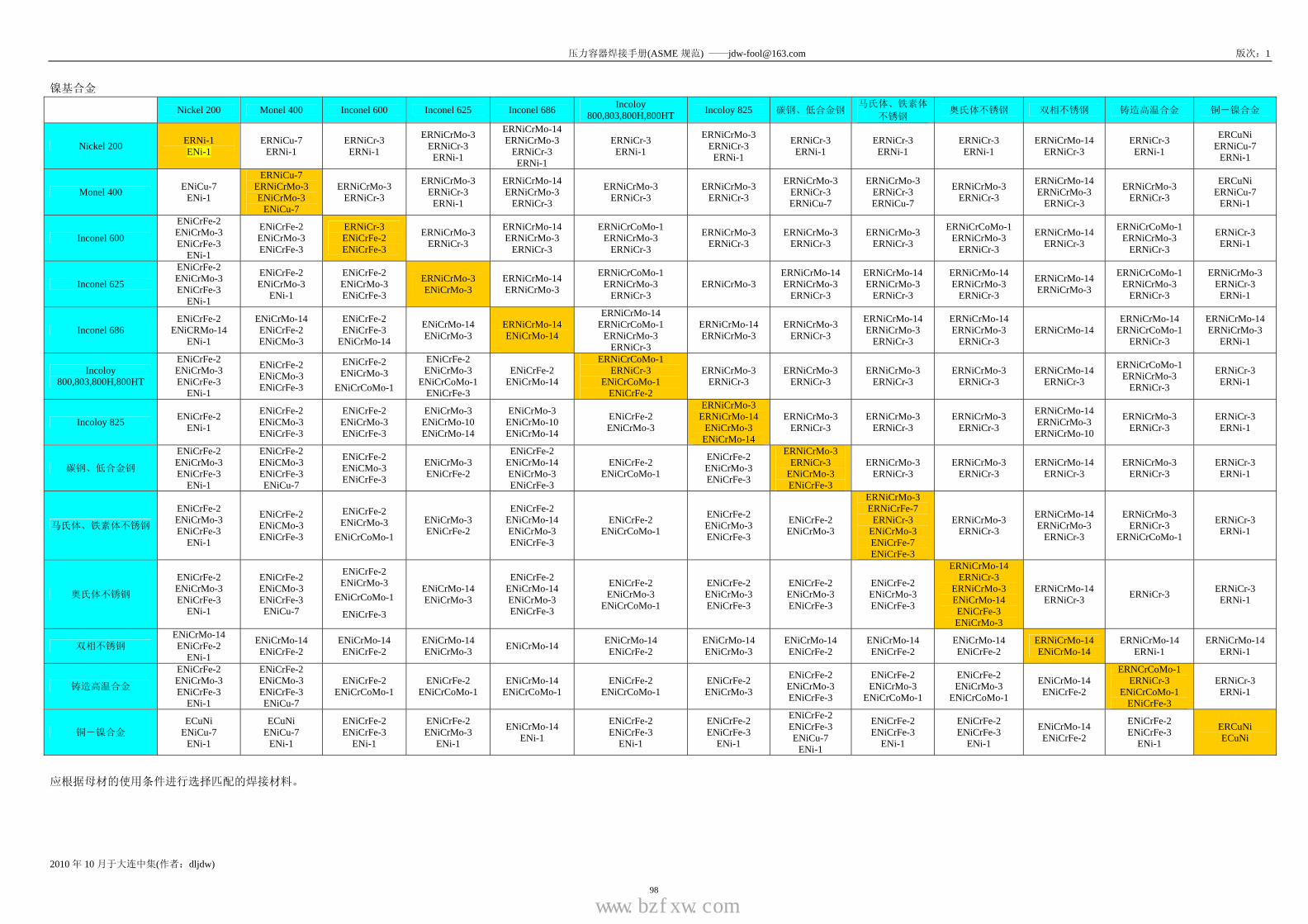
www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
镍基合金
Nickel 200 Monel 400 Inconel 600 Inconel 625 Inconel 686 Incoloy 800,803,800H,800HT Incoloy 825 碳钢、低合金钢
马氏体、铁素体
不锈钢 奥氏体不锈钢 双相不锈钢 铸造高温合金 铜-镍合金
Nickel 200 ERNi-1 ENi-1
ERNiCu-7 ERNi-1
ERNiCr-3 ERNi-1
ERNiCrMo-3 ERNiCr-3 ERNi-1
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3 ERNi-1
ERNiCr-3 ERNi-1
ERNiCrMo-3 ERNiCr-3 ERNi-1
ERNiCr-3 ERNi-1
ERNiCr-3 ERNi-1
ERNiCr-3 ERNi-1
ERNiCrMo-14 ERNiCr-3
ERNiCr-3 ERNi-1
ERCuNi ERNiCu-7
ERNi-1
Monel 400 ENiCu-7 ENi-1
ERNiCu-7 ERNiCrMo-3 ENiCrMo-3
ENiCu-7
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3 ERNi-1
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3 ERNiCu-7
ERNiCrMo-3 ERNiCr-3 ERNiCu-7
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERCuNi ERNiCu-7
ERNi-1
Inconel 600
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ERNiCr-3 ENiCrFe-2 ENiCrFe-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-14 ERNiCr-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3
ERNiCr-3 ERNi-1
Inconel 625
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrMo-3
ENi-1
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ERNiCrMo-3 ENiCrMo-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3 ERNiCrMo-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-3 ERNiCr-3 ERNi-1
Inconel 686 ENiCrFe-2
ENiCRMo-14 ENi-1
ENiCrMo-14 ENiCrFe-2 ENiCMo-3
ENiCrFe-2 ENiCrFe-3
ENiCrMo-14
ENiCrMo-14 ENiCrMo-3
ERNiCrMo-14 ENiCrMo-14
ERNiCrMo-14 ERNiCrCoMo-1
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3 ERNiCrMo-14
ERNiCrMo-14 ERNiCrCoMo-1
ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNi-1
Incoloy 800,803,800H,800HT
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1 ENiCrFe-3
ENiCrFe-2 ENiCrMo-14
ERNiCrCoMo-1 ERNiCr-3
ENiCrCoMo-1 ENiCrFe-2
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCr-3
ERNiCrCoMo-1 ERNiCrMo-3
ERNiCr-3
ERNiCr-3 ERNi-1
Incoloy 825 ENiCrFe-2 ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENiCrMo-3 ENiCrMo-10 ENiCrMo-14
ENiCrMo-3 ENiCrMo-10 ENiCrMo-14
ENiCrFe-2 ENiCrMo-3
ERNiCrMo-3 ERNiCrMo-14
ENiCrMo-3 ENiCrMo-14
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCrMo-10
ERNiCrMo-3 ERNiCr-3
ERNiCr-3 ERNi-1
碳钢、低合金钢
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3 ENiCu-7
ENiCrFe-2 ENiCMo-3 ENiCrFe-3
ENiCrMo-3 ENiCrFe-2
ENiCrFe-2 ENiCrMo-14 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ERNiCrMo-3 ERNiCr-3
ENiCrMo-3 ENiCrFe-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCr-3 ERNi-1
马氏体、铁素体不锈钢
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrMo-3 ENiCrFe-2
ENiCrFe-2 ENiCrMo-14 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3
ERNiCrMo-3 ERNiCrFe-7
ERNiCr-3 ENiCrMo-3 ENiCrFe-7 ENiCrFe-3
ERNiCrMo-3 ERNiCr-3
ERNiCrMo-14 ERNiCrMo-3
ERNiCr-3
ERNiCrMo-3 ERNiCr-3
ERNiCrCoMo-1
ERNiCr-3 ERNi-1
奥氏体不锈钢
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3 ENiCu-7
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrFe-3
ENiCrMo-14 ENiCrMo-3
ENiCrFe-2 ENiCrMo-14 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ERNiCrMo-14 ERNiCr-3
ERNiCrMo-3 ENiCrMo-14 ENiCrFe-3 ENiCrMo-3
ERNiCrMo-14 ERNiCr-3 ERNiCr-3 ERNiCr-3
ERNi-1
双相不锈钢 ENiCrMo-14 ENiCrFe-2
ENi-1
ENiCrMo-14 ENiCrFe-2
ENiCrMo-14 ENiCrFe-2
ENiCrMo-14 ENiCrMo-3 ENiCrMo-14 ENiCrMo-14
ENiCrFe-2 ENiCrMo-14 ENiCrMo-3
ENiCrMo-14 ENiCrFe-2
ENiCrMo-14 ENiCrFe-2
ENiCrMo-14 ENiCrFe-2
ERNiCrMo-14 ENiCrMo-14
ERNiCrMo-14 ERNi-1
ERNiCrMo-14 ERNi-1
铸造高温合金
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCMo-3 ENiCrFe-3 ENiCu-7
ENiCrFe-2 ENiCrCoMo-1
ENiCrFe-2 ENiCrCoMo-1
ENiCrMo-14 ENiCrCoMo-1
ENiCrFe-2 ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3
ENiCrFe-2 ENiCrMo-3 ENiCrFe-3
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1
ENiCrMo-14 ENiCrFe-2
ERNCrCoMo-1 ERNiCr-3
ENiCrCoMo-1 ENiCrFe-3
ERNiCr-3 ERNi-1
铜-镍合金 ECuNi
ENiCu-7 ENi-1
ECuNi ENiCu-7
ENi-1
ENiCrFe-2 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrMo-3
ENi-1
ENiCrMo-14 ENi-1
ENiCrFe-2 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrFe-3 ENiCu-7
ENi-1
ENiCrFe-2 ENiCrFe-3
ENi-1
ENiCrFe-2 ENiCrFe-3
ENi-1
ENiCrMo-14 ENiCrFe-2
ENiCrFe-2 ENiCrFe-3
ENi-1
ERCuNi ECuNi
应根据母材的使用条件进行选择匹配的焊接材料。
98
标准分享网 www.bzfxw.com 免费下载

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
耐蚀堆焊
需要热处理 不需要热处理 堆焊合金 过渡层 面层 过渡层 面层
单层堆焊
405/410S ENiCrFe-2 ENiCrFe-3 ERNiCr-3
E/ER309(L)
ENiCrFe-2 ENiCrFe-3 ERNiCr-3
E/ER309(L)
ER309L ER430L(SR)
304 E/ER309 E/ER308 ER309L ER309CbL(SR)
304L E/ER309L E/ER308L E/ER309L E/ER308L ER309L ER309CbL(SR)
316 E/ER309Mo E/ER316 ER309LMo 316L E/ER309LMo E/ER316L E/ER309LMo E/ER316L ER309LMo 317L E/ER309LMo E/ER317L E/ER309LMo E/ER317L ERNiCrMo-3
321/347 E/ER309L E309Cb(Nb)
E/ER347 E/ER309L E309Cb(Nb)
E/ER347 ER309CbL(SR)
Alloy 20-Cb3 E/ER320LR E/ER320LR E/ER320LR E/ER320LR Alloy 400 E/ERNiCu-7
E/ERNi-1 E/ERNiCu-7 E/ERNiCu-7
E/ERNi-1 E/ERNiCu-7 ERNiCu-7
Alloy 800 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 Alloy 904L ER385 ER385 ER385 ER385 ERNiCrMo-3
Alloy 28 ER383 ER383 ER383 ER383 ERNiCrMo-3 Alloy 926 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 Alloy 20 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3
Alloy 825 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 Alloy 625 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-3 ERNiCrMo-13 Alloy C22 ERNiCrMo-10 ERNiCrMo-10 ERNiCrMo-10 ERNiCrMo-10 ERNiCrMo-13 Alloy C4 ERNiCrMo-7 ERNiCrMo-7 ERNiCrMo-7 ERNiCrMo-7 ERNiCrMo-7
ERNiCrMo-13 Alloy C276 ERNiCrMo-4 ERNiCrMo-4 ERNiCrMo-4 ERNiCrMo-4 ERNiCrMo-4
ERNiCrMo-13 Alloy 59 ERNiCrMo-13 ERNiCrMo-13 ERNiCrMo-13 ERNiCrMo-13 ERNiCrMo-13 Alloy B2 ERNiMo-7 ERNiMo-7 ERNiMo-7 ERNiMo-7 ERNiMo-7 Alloy 600 ERNiCr-3 ERNiCr-3 ERNiCr-3 ERNiCr-3 ERNiCr-3 Alloy 200 ERNi-1 ERNi-1 ERNi-1 ERNi-1 ERNi-1 Alloy 201 ERNi-1 ERNi-1 ERNi-1 ERNi-1 ERNi-1
Cu ERCu ERCu ERCu ERCu Cu90/Ni10 ERCuNi ERCuNi ERCuNi ERCuNi Cu70/Ni30 ERCuNi ERCuNi ERCuNi ERCuNi
堆焊金属的化学成分要求:
合金类型 %C(Max.) %Cr(Min.) %Ni(Min.) %Mo %Cu %Nb 304 0.08 18.0 8.0 304L 0.04 18.0 8.0 316 0.08 16.0 10.0 2.0~3.0 316L 0.04 16.0 10.0 2.0~3.0 317L 0.04 18.0 11.0 3~4 347 0.08 17.0 9.0 1. 面层焊缝的铁素体含量应为 3~10FN,347 型的为 5~11FN(热处理前测) 2. Alloy 400 堆焊焊缝的 Fe 含量应不超过 7%(HF 酸环境,应不超过 5%)。
99

www.bzfxw.com
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
铝合金的焊接材料选择
母材 侧重强度 侧重导电能力 阳极氧化铝 盐水腐蚀 最小裂纹 1100 4043 1100 1100 1100 4043 2219 2319 2319,4047 2319 2319 2319,4047
3003/3103 4043 1100 1100 1100 4043 5052 5356 5356 5356 5554,5154 5356
5083(N8) 5356 5356 5356 5183,5556 5356,5556 5154,5251(N4) 5356 5356 5356 5154 5356
5086 5356 5356 5356 5356 5356 5454(N51) 5356 5554 5554 5554 5356
5456 5356 5356 5556 5556 5356 6061(H20) 5356 5356 5654 4043 4043 6063(H9) 5356 5356 5356 4043 4043
6082(H30) 4043 4043 5356 4043 4043 7005 5556 5356 5356 5356 5356 7039 5556 5356 5356 5356 5356
1. 铝合金分类: 1***:纯铝 2***:Al-Cu 合金(时效硬化) 3***:Al-Mn 合金(加工硬化) 4***:Al-Si 合金 5***:Al-Mg 合金(耐 Cl 离子腐蚀) 6***:Al-Mg-Si 合金(时效硬化) 7***:Al-Zn 合金(时效硬化,高强度) 8***:Al-Li,Al-Ni 合金 2. 要点: 1) 预热 2)清洁(化学清洗或机械清洁) 3)机械清洁方法:刷,刮,锉,机械切削(打磨不使用,砂轮会糊死) 3. 焊接方法: 1)GTAW,直径 2.4mm,电流 200A,电压 15V(AC 或 DC-) 2)MIG,直径 1.2mm,电流 180A,电压 25V(保护气体 Ar 或 Ar+He) 3)MIG-P,适合于全位置焊接
100
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
铝合金
7020 6005A,6060,6061,6063,6082 5083 5086 5454 5052,5251 1050,1200,3103 1050,1200,3103 ER4043 ER5356,ER4043 ER4043 ER4043 ER5183,ER4043 ER5183,ER4043 ER1100
5052,5251 ER5183 ER5183,ER4043 ER4043 ER4043 ER4043 ER4043 5454 ER5183 ER4043 ER4043 ER4043 ER4043 5086 ER5183 ER4043 ER4043 ER4043 5083 ER5183 ER4043 ER5183
6005A,6060,6061,6063,6082 ER5183,ER4043 ER4043 7020 ER5183
1. 铝合金分类: 1***:纯铝 2***:Al-Cu 合金(时效硬化) 3***:Al-Mn 合金(加工硬化) 4***:Al-Si 合金 5***:Al-Mg 合金(耐 Cl 离子腐蚀) 6***:Al-Mg-Si 合金(时效硬化) 7***:Al-Zn 合金(时效硬化,高强度) 8***:Al-Li,Al-Ni 合金 2. 要点: 1) 预热 2)清洁(化学清洗或机械清洁) 3)机械清洁方法:刷,刮,锉,机械切削(打磨不使用,砂轮会糊死) 3. 焊接方法: 1)GTAW,直径 2.4mm,电流 200A,电压 15V(AC 或 DC-) 2)MIG,直径 1.2mm,电流 180A,电压 25V(保护气体 Ar 或 Ar+He) 3)MIG-P,适合于全位置焊接
101

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
3.3 选择焊材尺寸 (1) 焊接材料通常按下表进行选择尺寸; (2) 有时,选择焊接材料尺寸可以考虑有关个别情况; (3) 可以从使用性能、经济性、销售等状况进行综合考虑
焊材尺寸选择表 焊接方法 说明 主要尺寸 附属尺寸
平焊、横焊 Φ5.0mm Φ4.0mm 碳钢
立焊 Φ5.0mm Φ4.0mm 平焊、横焊 Φ5.0mm Φ4.0mm
低合金钢 立焊 Φ4.0mm Φ3.2mm
平焊、横焊 Φ5.0mm Φ4.0mm
SMAW
不锈钢 立焊 Φ4.0mm Φ3.2mm
GTAW 手工
碳钢、低合金钢、不锈钢 Φ2.4mm Φ1.2mm,Φ1.6mm,
Φ2.0mm GTAW
自动(管端) 全部 Φ0.8mm Φ0.9mm,Φ1.0mm
GTAW 自动(堆焊)
不锈钢 Φ1.2mm /
GMAW 半自动
全部 Φ1.2mm Φ1.6mm
全部 Φ1.2mm Φ1.6mm FCAW 半自动 堆焊 Φ1.6mm Φ1.2mm FCAW 自动
堆焊 Φ1.6mm Φ1.2mm
碳钢、低合金钢、不锈钢 Φ4.0mm Φ3.2mm,Φ5.0mmSAW
带极堆焊 0.5×60mm 0.4×75mm(仅日本)
102
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
3.4 焊接材料采购技术要求 3.4.1 焊接材料的采购技术要求最少应包括 (1)ASME,AWS 或其它标准 (2)尺寸 (3)产品的标识 (4)材质证明 3.4.2 焊接材料采购技术条件的标准表格参考下表:
103

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
焊接材料采购技术要求
Procurement Specification for Welding Material 最小抗拉强度
Min. Rm (MPa)
落锤试验 Drop test
(℃)
冲击试验 Impact charpy-v test
(℃)
焊后热处理条件 PWHT
序号 SN
焊材标准 Specification
焊材型号 Classification
补充代号 Supplement
焊接方法 Process
焊态 AW
热处理态 PWHT
焊态 AW
热处理态PWHT
焊态 AW
热处理态 PWHT
最低预热温度 Min. preheating Temp.
(℃)
最高层间温度 Max. Interpass Temp.
(℃) 温度及温度范围Temp. and Range
(℃)
最小保温时间 Min. Holding Time
(hr)
最大冷却速率 Max. Cooling Rate
(℃/hr)
化学分析 Chemical Analysis
铁素体含量 Ferrite
(%)
商标名称 Trade Name
尺寸 Size (mm)
批量类别 Batch Type
试验深度 Level of Testing
标识要求 Identification
包装要求Packaging
数量 Amount
(Kg)
1 (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24)
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
工作令号: 产品名称: 产品图号: 修订版次:
编制: 批准:
104
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
填写规定:
序号 内容 详细 (1) 焊材标准 如“ASME SFA 5.1”或“AWS A5.1” (2) 焊材型号 如“E7016”,“E9015-G” (3) 补充代号 如“-1”,“H8”,“H4R” (4) 焊接方法 如“GTAW”,“GMAW” (5) 最小抗拉强度-焊态 如“490” (6) 最小抗拉强度-热处理态 如“490” (7) 落锤试验-焊态 如“-10” (8) 落锤试验-热处理态 如“-30” (9) 冲击试验-焊态 如“-29” (10) 冲击试验-热处理态 如“-29” (11) 最低预热温度 如“100”,力学性能试验件焊前的最低预热温度 (12) 最低预热温度 如“250”,力学性能试验件焊前的最高层间温度 (13) 焊后热处理范围 如“620-640” (14) 最小保温时间 如“8” (15) 最大冷却速度 如“260” (16) 化学分析 如“C≤0.030%” (17) 铁素体含量 如 “5~12” (18) 商标名称 如“LB-52”“CMA-96” (19) 尺寸 如“Φ3.2×350”,“0.5×60” (20) 批量类别 如“SFA-5.01 CLASS C2”,不填写的情况下,按制造
厂在其质量保证大纲中规定的标准批量 (21) 试验深度 如“SFA-5.01 SCHEDULE H”,不填写的情况下,按
制造厂在其质量保证大纲中规定的标准试验深度 F 级 (22) 标识要求 如“ASME SFA-5.1 E7016” (23) 包装要求 如:
焊条-“5KG/纸盒,4 盒/纸箱” TIG 焊丝-“5KG/筒” GMAW&FCAW 焊丝-“20KG/盘” 焊剂-“25KG/筒”“25KG/袋” 焊带-“50KG/盘”
(24) 重量 采购的数量 1) 对于“-G”型的焊材(低合金钢焊条,低合金钢焊丝),应明确所要求的力学性能,或直接给出“商品名称” 2)对于气体保护焊焊丝,应指明保护气体的类型。 3)对于特殊应用的焊材,应明确焊材的“批量类别”及“试验深度” 4)详细内容应参看 ASME SFA-5.01“填充金属采购导则” 5)使用者应确认焊接材料供应商的“质量保证体系”,QSC 证书可以在 ASME 官方网站中查到。
105

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 规范常用焊接材料对照【英制-公制】 ASME SFA-5.1/SFA-5.1M ASME SFA-5.18/SFA-5.18M ASME SFA-5.17/SFA-5.17M ASME SFA-5.23/SFA-5.23M
AWS A5.1(英) AWS A5.1M(公) AWS A5.18(英) AWS A5.18M(公) AWS A5.17(英) AWS A5.17M(公) AWS A5.23(英) AWS A5.23M(公) E60YY E43YY ER70S-2 ER48S-2 F6A(P)0-EXXX F43A(P)0-EXXX F7A(P)0-EXX-XX F48A(P)0-EXX-XX E70YY E49YY ER70S-3 ER48S-3 F6A(P)2-EXXX F43A(P)3-EXXX F7A(P)2-EXX-XX F48A(P)3-EXX-XX
E70YYM E49YYM ER70S-4 ER48S-4 F6A(P)4-EXXX F43A(P)4-EXXX F7A(P)4-EXX-XX F48A(P)4-EXX-XX E70YY-1 E49YY-1 ER70S-6 ER48S-6 F6A(P)6-EXXX F43A(P)5-EXXX F7A(P)6-EXX-XX F48A(P)5-EXX-XX
ER70S-7 ER48S-7 F6A(P)8-EXXX F43A(P)6-EXXX F7A(P)8-EXX-XX F48A(P)6-EXX-XX ER70S-G ER48S-G F7A(P)0-EXXX F48A(P)0-EXXX F7A(P)10-EXX-XX F48A(P)7-EXX-XX E70C-3X E48C-3X F7A(P)2-EXXX F48A(P)3-EXXX F7A(P)15-EXX-XX F48A(P)10-EXX-XX E70C-6X E48C-6X F7A(P)4-EXXX F48A(P)4-EXXX F7A(P)Z-EXX-XX F48A(P)Z-EXX-XX E70C-G(X) E48C-G(X) F7A(P)6-EXXX F48A(P)5-EXXX F8A(P)0-EXX-XX F55A(P)0-EXX-XX E70C-GS(X) E48C-GS(X) F7A(P)8-EXXX F48A(P)6-EXXX F8A(P)2-EXX-XX F55A(P)3-EXX-XX F7A(P)Z-EXXX F48A(P)Z-EXXX F8A(P)4-EXX-XX F55A(P)4-EXX-XX F8A(P)6-EXX-XX F55A(P)5-EXX-XX F8A(P)8-EXX-XX F55A(P)6-EXX-XX F8A(P)10-EXX-XX F55A(P)7-EXX-XX F8A(P)15-EXX-XX F55A(P)10-EXX-XX F8A(P)Z-EXX-XX F55A(P)Z-EXX-XX F9A(P)0-EXX-XX F62A(P)0-EXX-XX F9A(P)2-EXX-XX F62A(P)3-EXX-XX F9A(P)4-EXX-XX F62A(P)4-EXX-XX F9A(P)6-EXX-XX F62A(P)5-EXX-XX F9A(P)8-EXX-XX F62A(P)6-EXX-XX F9A(P)10-EXX-XX F62A(P)7-EXX-XX F9A(P)15-EXX-XX F62A(P)10-EXX-XX F9A(P)Z-EXX-XX F62A(P)Z-EXX-XX F10A(P)0-EXX-XX F69A(P)0-EXX-XX F10A(P)2-EXX-XX F69A(P)3-EXX-XX F10A(P)4-EXX-XX F69A(P)4-EXX-XX F10A(P)6-EXX-XX F69A(P)5-EXX-XX F10A(P)8-EXX-XX F69A(P)6-EXX-XX F10A(P)10-EXX-XX F69A(P)7-EXX-XX F10A(P)15-EXX-XX F69A(P)10-EXX-XX F10A(P)Z-EXX-XX F69A(P)Z-EXX-XX F11A(P)0-EXX-XX F76A(P)0-EXX-XX F11A(P)2-EXX-XX F76A(P)3-EXX-XX F11A(P)4-EXX-XX F76A(P)4-EXX-XX F11A(P)6-EXX-XX F76A(P)5-EXX-XX F11A(P)8-EXX-XX F76A(P)6-EXX-XX F11A(P)10-EXX-XX F76A(P)7-EXX-XX F11A(P)15-EXX-XX F76A(P)10-EXX-XX F11A(P)Z-EXX-XX F76A(P)Z-EXX-XX F12A(P)0-EXX-XX F83A(P)0-EXX-XX F12A(P)2-EXX-XX F83A(P)3-EXX-XX F12A(P)4-EXX-XX F83A(P)4-EXX-XX F12A(P)6-EXX-XX F83A(P)5-EXX-XX F12A(P)8-EXX-XX F83A(P)6-EXX-XX F12A(P)10-EXX-XX F83A(P)7-EXX-XX F12A(P)15-EXX-XX F83A(P)10-EXX-XX F12A(P)Z-EXX-XX F83A(P)Z-EXX-XX
通常 ASME 规范是直接采纳 AWS 的标准,ASME 的标准通常与 AWS 是等同的。
106
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 第Ⅱ卷 C 篇对常见焊接材料试验的要求(区分类型试验)
焊材种类 标准号(ASME) 等价于(AWS) 化
学RT
拉
伸
弯
曲
冲
击
角
缝 氢
水
份 手工电弧焊用碳钢焊条 SFA-5.1/SFA-5.1M:2010 A5.1/A5.1M:2004 ○ ○ ○ ○ ○ ○
手工电弧焊用不锈钢焊条 SFA-5.4/SFA-5.4M:2010 A5.4/A5.4M:2006 ◎ ○ ○
手工电弧焊用低合金钢焊条 SFA-5.5/SFA-5.5M:2010 A5.5/A5.5M:2006 ○ ○ ○ ○ ○ ○
不锈钢光焊丝和填充丝 SFA-5.9/SFA-5.9M:2010 A5.9/A5.9M:2006 ◎
手工电弧焊用镍和镍合金焊条 SFA-5.11/SFA-5.11M:2010 A5.11/A5.11M:2005 ◎ ◎ ◎ ◎
电弧焊和切割用钨和钨合金电极 SFA-5.12/SFA-5.12M:2010 A5.12/A5.12M:2009 ◎
镍和镍合金光填充丝和焊丝 SFA-5.14/SFA-5.14M:2010 A5.14/A5.14M:2005 ◎
钛和钛合金焊丝和填充丝 SFA-5.16/SFA-5.16M:2010 A5.16/A5.16M:2007 ◎
埋弧焊用碳钢焊丝和焊剂(焊丝) SFA-5.17/SFA-5.17M:2010 A5.17/A5.17M:1997(R2007) ◎
埋弧焊用碳钢焊丝和焊剂(焊丝-焊剂) SFA-5.17/SFA-5.17M:2010 A5.17/A5.17M:1997(R2007) ◎ ◎ ◎ ◎ △
气体保护焊用碳钢焊丝和填充丝 SFA-5.18/SFA-5.18M:2010 A5.18/A5.18M:2005 ◎ ◎ ◎ ○ △
弧焊用碳钢药芯焊丝 SFA-5.20/SFA-5.20M:2010 A5.20/A5.20M:2005 ○ ○ ◎ ○ ○ ○ △
弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝 SFA-5.22/SFA-5.22M:2010 A5.22:1995(R2002) ◎ ◎ ◎ ○ ○ ○
埋弧焊用低合金钢焊丝和焊剂标准(焊丝) SFA-5.23/SFA-5.23M:2010 A5.23/A5.23M:2007 ◎
埋弧焊用低合金钢焊丝和焊剂标准(焊丝-焊剂) SFA-5.23/SFA-5.23M:2010 A5.23/A5.23M:2007 ◎ ◎ ◎ ◎ △
气体保护电弧焊用低合金钢焊丝和填充丝 SFA-5.28/SFA-5.28M:2010 A5.28/A5.28M:2005 ◎ ◎ ◎ ○ △
弧焊用低合金钢药芯焊丝 SFA-5.29/SFA-5.29M:2010 A5.29/A5.29M:2010 ◎ ◎ ◎ ○ △
可熔化嵌条标准 SFA-5.30/SFA-5.30M:2010 A5.30/A5.30M:2007 ◎
焊接保护气体 SFA-5.32/SFA-5.32M:2010 A5.32/A5.32M:1997(R2007) ◎
填充金属采购导则 SFA-5.01:2010 A5.01:1993(R1999) 采购和验收依据
◎ 必须进行。
○ 按焊材的 AWS 分类号。 △ 按供需双方意愿。 质量证明书 CMTR 上所记载的数据,通常是供、需双方协商确定的。焊接材料的“批量类别”及“试验深度”通常是由供方提出要求的。未明确的,制造厂通常都
是按照质量保证大纲的标准规定进行试验及提供质量证明文件的。 AWS A5.01/A5.01M:2008(与 ISO 14344-2008 等同)已经出版。 在欧洲,焊接材料的质量证明书通常要求符合 EN 10204(ISO 10474,DIN 50049)中 3.1B。
107
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
第四章 焊接施工 4.1 主要施工器具和焊机 4.1.1 电焊机 交直流手工电弧焊机,半自动气体保护焊机,氩弧焊机,埋弧焊机。 4.1.2 干燥器具 包括焊材烘干箱,保温箱,焊条保温筒 4.2 焊接材料保管与发放 4.2.1 焊接材料存放 焊接材料应该按照种类、型号、规格等分别存放在货架上。 4.2.2 焊接材料的干燥 焊接材料的干燥和保温应该按照下表进行。 4.2.3 焊接材料的发放 焊接材料的领用和返库,应填写焊接材料领退记录,严格按照规定进行。
2010 年 10 月于大连中集(作者:dljdw)
108
标准分享网 www.bzfxw.com 免费下载
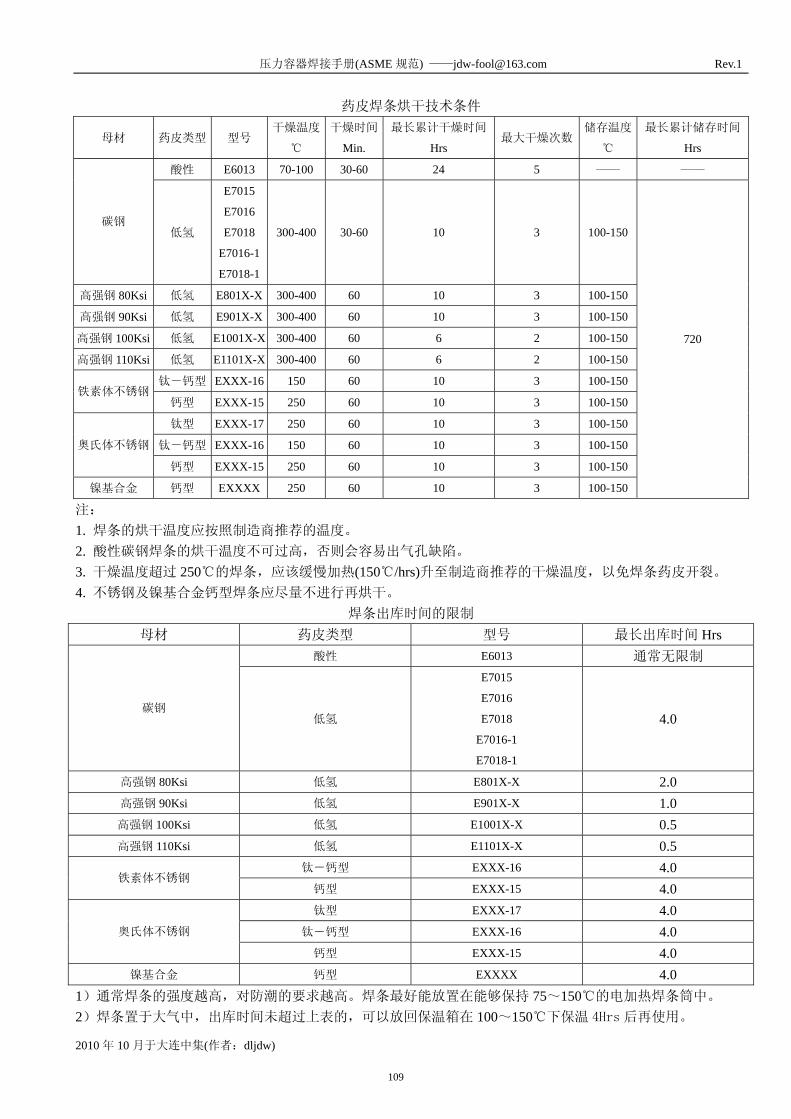
压力容器焊接手册(ASME 规范) ——[email protected] Rev.1
2010 年 10 月于大连中集(作者:dljdw)
药皮焊条烘干技术条件
母材 药皮类型 型号 干燥温度
℃
干燥时间
Min.
最长累计干燥时间
Hrs 最大干燥次数
储存温度
℃
最长累计储存时间
Hrs
酸性 E6013 70-100 30-60 24 5 —— ——
碳钢 低氢
E7015
E7016
E7018
E7016-1
E7018-1
300-400 30-60 10 3 100-150
高强钢 80Ksi 低氢 E801X-X 300-400 60 10 3 100-150
高强钢 90Ksi 低氢 E901X-X 300-400 60 10 3 100-150
高强钢 100Ksi 低氢 E1001X-X 300-400 60 6 2 100-150
高强钢 110Ksi 低氢 E1101X-X 300-400 60 6 2 100-150
钛-钙型 EXXX-16 150 60 10 3 100-150 铁素体不锈钢
钙型 EXXX-15 250 60 10 3 100-150
钛型 EXXX-17 250 60 10 3 100-150
钛-钙型 EXXX-16 150 60 10 3 100-150 奥氏体不锈钢
钙型 EXXX-15 250 60 10 3 100-150
镍基合金 钙型 EXXXX 250 60 10 3 100-150
720
注: 1. 焊条的烘干温度应按照制造商推荐的温度。 2. 酸性碳钢焊条的烘干温度不可过高,否则会容易出气孔缺陷。 3. 干燥温度超过 250℃的焊条,应该缓慢加热(150℃/hrs)升至制造商推荐的干燥温度,以免焊条药皮开裂。 4. 不锈钢及镍基合金钙型焊条应尽量不进行再烘干。
焊条出库时间的限制 母材 药皮类型 型号 最长出库时间 Hrs
酸性 E6013 通常无限制
碳钢 低氢
E7015
E7016
E7018
E7016-1
E7018-1
4.0
高强钢 80Ksi 低氢 E801X-X 2.0 高强钢 90Ksi 低氢 E901X-X 1.0 高强钢 100Ksi 低氢 E1001X-X 0.5 高强钢 110Ksi 低氢 E1101X-X 0.5
钛-钙型 EXXX-16 4.0 铁素体不锈钢
钙型 EXXX-15 4.0 钛型 EXXX-17 4.0
钛-钙型 EXXX-16 4.0 奥氏体不锈钢
钙型 EXXX-15 4.0 镍基合金 钙型 EXXXX 4.0
1)通常焊条的强度越高,对防潮的要求越高。焊条最好能放置在能够保持 75~150℃的电加热焊条筒中。 2)焊条置于大气中,出库时间未超过上表的,可以放回保温箱在 100~150℃下保温 4Hrs 后再使用。
109
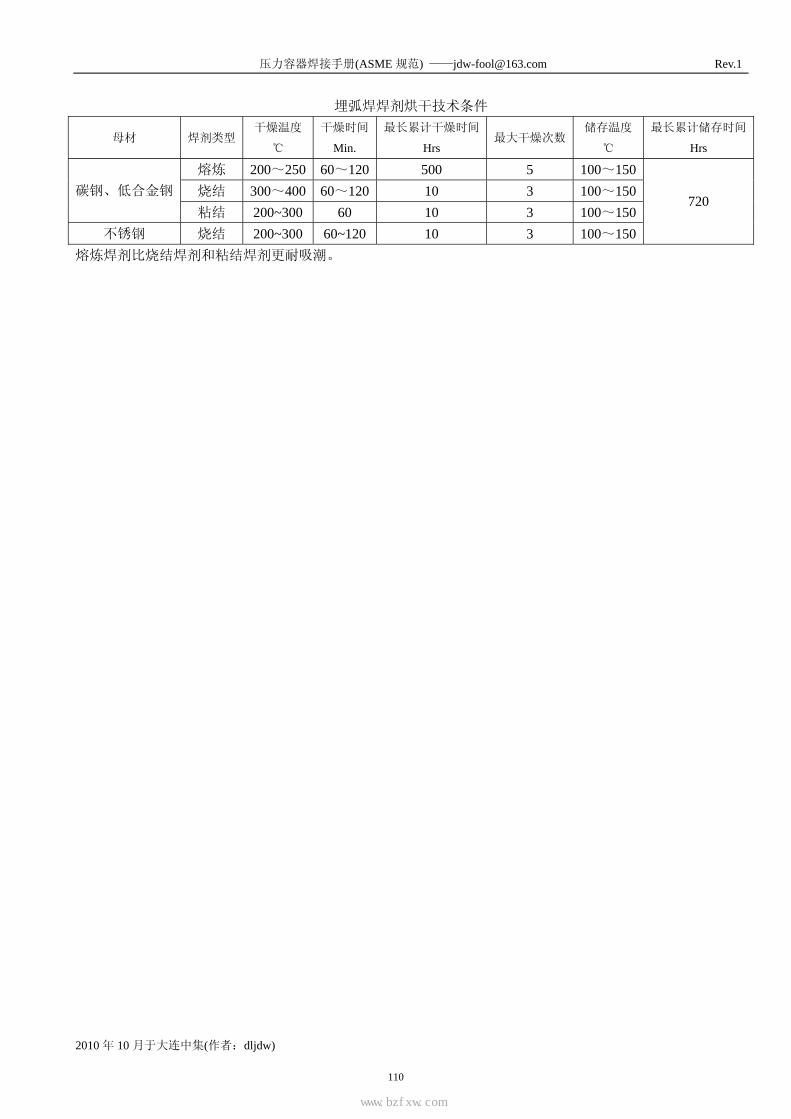
压力容器焊接手册(ASME 规范) ——[email protected] Rev.1
2010 年 10 月于大连中集(作者:dljdw)
埋弧焊焊剂烘干技术条件
母材 焊剂类型干燥温度
℃
干燥时间
Min.
最长累计干燥时间
Hrs 最大干燥次数
储存温度
℃
最长累计储存时间
Hrs
熔炼 200~250 60~120 500 5 100~150 烧结 300~400 60~120 10 3 100~150 碳钢、低合金钢 粘结 200~300 60 10 3 100~150
不锈钢 烧结 200~300 60~120 10 3 100~150
720
熔炼焊剂比烧结焊剂和粘结焊剂更耐吸潮。
110
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] Rev.1
2010 年 10 月于大连中集(作者:dljdw)
药芯焊丝的保存
1. 未被使用的药芯焊丝应该存放在放有干燥剂的柜子中,存放温度高于环境最高温度 6-8℃。 2. 已经吸收潮气的药芯焊丝应该在 204℃的温度下烘烤 6 小时(或 150℃下烘烤 24 小时)后再使用。
111

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
4.3 焊前预热 预热温度
(ASME SECTION VIII-1,2) 母材 最低温度(℃)
P-No. Grp. No. 公称成分 厚度
必须 1 C-Mn-Si ≥32mm 95 2 C-Mn-Si ≥32mm 95 1 3 C-Mn-Si ≥32mm 95 1 C-0.5Mo ≥16mm 95 2 C-0.5Mo ≥16mm 95 3 3 C-0.5Mo 所有 95 1 1.25Cr-0.5Mo ≥16mm 120
4 2 1.25Cr-0.5Mo ≥16mm 120
5A 1 2.25Cr-1Mo ≥16mm 175 5B 1 5Cr-0.5Mo ≥16mm 175 5B 2 9Cr-1Mo 所有 205
5C 1 2.25Cr-1Mo-V
3Cr-1Mo-V ≥16mm 175
1 所有 205 2 所有 205 6 3
马氏体不锈钢 所有 205
1 所有 10 7
2 铁素体不锈钢
所有 10 1 所有 10 2 所有 10 3 所有 10
8
4
奥氏体不锈钢
所有 10 10H 1 奥氏体-铁素体双相不锈钢 所有 10 10I 1 / / 10K 1 / / 9A 1 2.5Ni ≥16mm 120 9B 1 3.5Ni ≥16mm 150
10A 1 Mn-V ≥16mm 95 10B 1 所有 120 10C 1 ≥32mm 95 11A 1 5Ni,9Ni 所有 10 15E 1 9Cr-1Mo-V 所有 250
112
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
4.4 层间温度控制
允许的最高层间温度 (ASME SECTION VIII-1,2)
母材 P-No. Grp. No.
公称成分 最高层间温度(℃)
1 C-Mn-Si 315 2 C-Mn-Si 315 1 3 C-Mn-Si 315 1 C-0.5Mo 315 2 C-0.5Mo 315 3 3 C-0.5Mo 315 1 1.25Cr-0.5Mo 315
4 2 1.25Cr-0.5Mo 315
5A 1 2.25Cr-1Mo 315 5B 1 5Cr-0.5Mo 315 5B 2 9Cr-1Mo 315
5C 1 2.25Cr-1Mo-V
3Cr-1Mo-V 315
1 315 2 315 3 315
6
4
马氏体不锈钢
345 1 260
7 2
铁素体不锈钢 260
1 175 2 175 3 175
8
4
奥氏体不锈钢
175 10H 1 奥氏体-铁素体双相不锈钢 150 10I 1 超级铁素体不锈钢 / 10K 1 超级铁素体不锈钢 / 9A 1 2.5Ni 150 9B 1 3.5Ni 120
10A 1 Mn-V 175 10B 1 175 10C 1 175 11A 1 5Ni,9Ni 150 15E 1 9Cr-1Mo-V 300 41 1 纯镍 150 42 1 67%Ni-30%Cu 150 43 1 Ni-Cr-Fe 合金 175 44 1 Ni-Mo-Fe 合金 175 45 1 Ni-Fe-Cr 合金 175
113
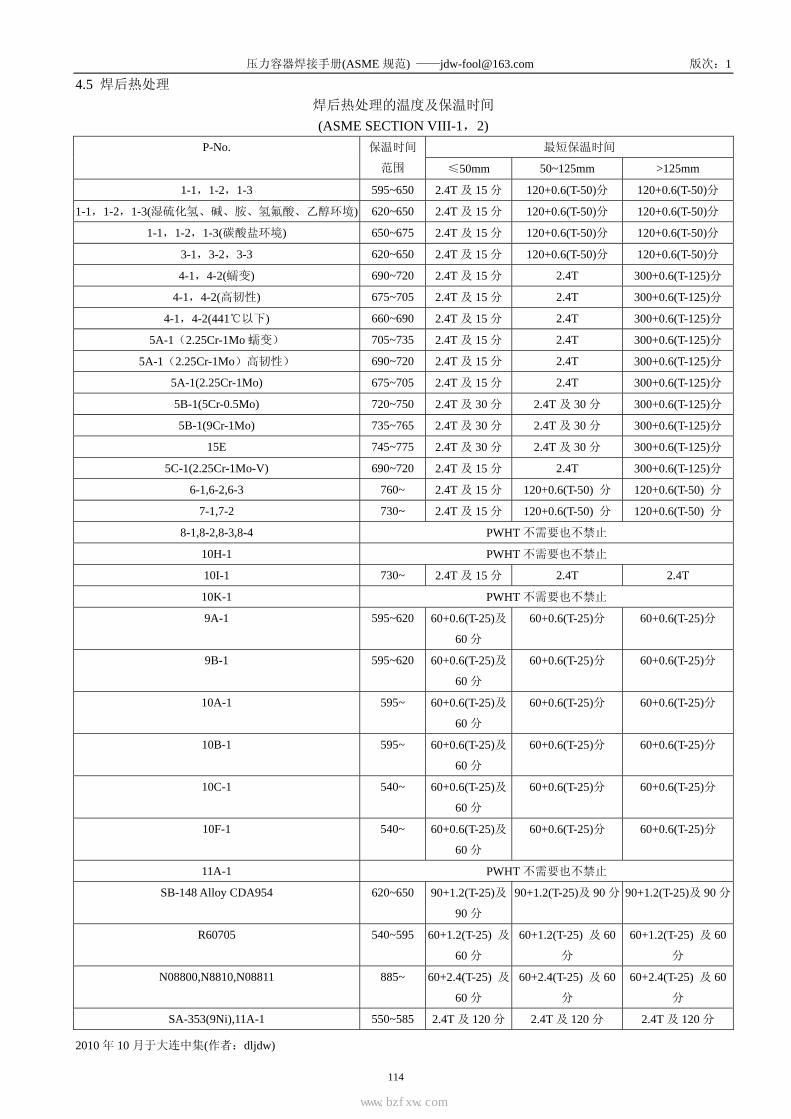
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
4.5 焊后热处理 焊后热处理的温度及保温时间 (ASME SECTION VIII-1,2)
最短保温时间 P-No. 保温时间
范围 ≤50mm 50~125mm >125mm
1-1,1-2,1-3 595~650 2.4T 及 15 分 120+0.6(T-50)分 120+0.6(T-50)分
1-1,1-2,1-3(湿硫化氢、碱、胺、氢氟酸、乙醇环境) 620~650 2.4T 及 15 分 120+0.6(T-50)分 120+0.6(T-50)分
1-1,1-2,1-3(碳酸盐环境) 650~675 2.4T 及 15 分 120+0.6(T-50)分 120+0.6(T-50)分
3-1,3-2,3-3 620~650 2.4T 及 15 分 120+0.6(T-50)分 120+0.6(T-50)分
4-1,4-2(蠕变) 690~720 2.4T 及 15 分 2.4T 300+0.6(T-125)分
4-1,4-2(高韧性) 675~705 2.4T 及 15 分 2.4T 300+0.6(T-125)分
4-1,4-2(441℃以下) 660~690 2.4T 及 15 分 2.4T 300+0.6(T-125)分
5A-1(2.25Cr-1Mo 蠕变) 705~735 2.4T 及 15 分 2.4T 300+0.6(T-125)分
5A-1(2.25Cr-1Mo)高韧性) 690~720 2.4T 及 15 分 2.4T 300+0.6(T-125)分
5A-1(2.25Cr-1Mo) 675~705 2.4T 及 15 分 2.4T 300+0.6(T-125)分
5B-1(5Cr-0.5Mo) 720~750 2.4T 及 30 分 2.4T 及 30 分 300+0.6(T-125)分
5B-1(9Cr-1Mo) 735~765 2.4T 及 30 分 2.4T 及 30 分 300+0.6(T-125)分
15E 745~775 2.4T 及 30 分 2.4T 及 30 分 300+0.6(T-125)分
5C-1(2.25Cr-1Mo-V) 690~720 2.4T 及 15 分 2.4T 300+0.6(T-125)分
6-1,6-2,6-3 760~ 2.4T 及 15 分 120+0.6(T-50) 分 120+0.6(T-50) 分
7-1,7-2 730~ 2.4T 及 15 分 120+0.6(T-50) 分 120+0.6(T-50) 分
8-1,8-2,8-3,8-4 PWHT 不需要也不禁止
10H-1 PWHT 不需要也不禁止
10I-1 730~ 2.4T 及 15 分 2.4T 2.4T
10K-1 PWHT 不需要也不禁止
9A-1 595~620 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
9B-1 595~620 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
10A-1 595~ 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
10B-1 595~ 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
10C-1 540~ 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
10F-1 540~ 60+0.6(T-25)及
60 分
60+0.6(T-25)分 60+0.6(T-25)分
11A-1 PWHT 不需要也不禁止
SB-148 Alloy CDA954 620~650 90+1.2(T-25)及
90 分
90+1.2(T-25)及 90 分 90+1.2(T-25)及 90 分
R60705 540~595 60+1.2(T-25) 及
60 分
60+1.2(T-25) 及 60
分
60+1.2(T-25) 及 60
分
N08800,N8810,N08811 885~ 60+2.4(T-25) 及
60 分
60+2.4(T-25) 及 60
分
60+2.4(T-25) 及 60
分
SA-353(9Ni),11A-1 550~585 2.4T 及 120 分 2.4T 及 120 分 2.4T 及 120 分
114
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
SA-517(A,B,E,F,J,P)
11B-1,11B-2,11B-3,11B-4,11B-6,11B-8
540~595 2.4T 及 15 分 2.4T 及 15 分 2.4T 及 15 分
SA-533(B,D,3)11A-4 540~565 1.2T 及 30 分 1.2T 及 30 分 1.2T 及 30 分
SA-543(B,C,1,2,3)11A-5,11B-10,3-3 540~565 2.4T 及 60 分 2.4T 及 60 分 2.4T 及 60 分
SA-553(I,II)11A-1 550~585 2.4T 及 120 分 2.4T 及 120 分 2.4T 及 120 分
SA-645(5Ni-0.25Mo),11A-2 550~585 2.4T 及 120 分 2.4T 及 120 分 2.4T 及 120 分
SA-724(A,B)1-4 PWHT 不需要也不禁止
SA-724I 1-4 565~620 2.4T 及 30 分 2.4T 及 30 分 2.4T 及 30 分
SA-487(4B,4E)11A-3 540~565 2.4T 及 15 分 2.4T 及 15 分 2.4T 及 15 分
SA-333&334(8)11A-1 550~585 2.4T 及 120 分 2.4T 及 120 分 2.4T 及 120 分
SA-508(4N-1,2)11A-5 540~565 2.4T 及 60 分 2.4T 及 60 分 2.4T 及 60 分
SA-522(I)11A-1 550~585 2.4T 及 120 分 2.4T 及 120 分 2.4T 及 120 分
SA-592(A,E,F)11B-1,11B-2,11B-3 540~595 2.4T 及 15 分 2.4T 及 15 分 2.4T 及 15 分
34,42,43,45 PWHT 不需要也不禁止
1. 对于淬火+回火或正火+回火的材料,回火温度应至少比母材的原始回火温度低 15℃以上。 2. 对于 CA-15 及 CA-15M 材料,需要两次回火,第一次 620℃以上的温度回火,然后空冷,第二次 620℃
以上(比第一次低一些)的温度回火,然后空冷。 3. 对于 CA6NM 材料,需要两次回火,第一次 660~690℃回火,然后空冷,第二次 595~620℃回火,然后空
冷。 4. 对于 321 及 347 材料,稳定化热处理在 870~900℃进行,时间 2~4 小时。 5. 对于 P-11A 材料,某些情况下,可以在 550~580℃进行热处理,但在 315~540℃温度范围内的加热/冷却
速度不得低于 167℃/hrs。
115

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
第五章 焊缝外观质量
5.1 焊缝的外观质量
ASME 规范各卷对焊缝的外观的质量提出了不同的要求。
2010 年 10 月于大连中集(作者:dljdw)
116
标准分享网 www.bzfxw.com 免费下载
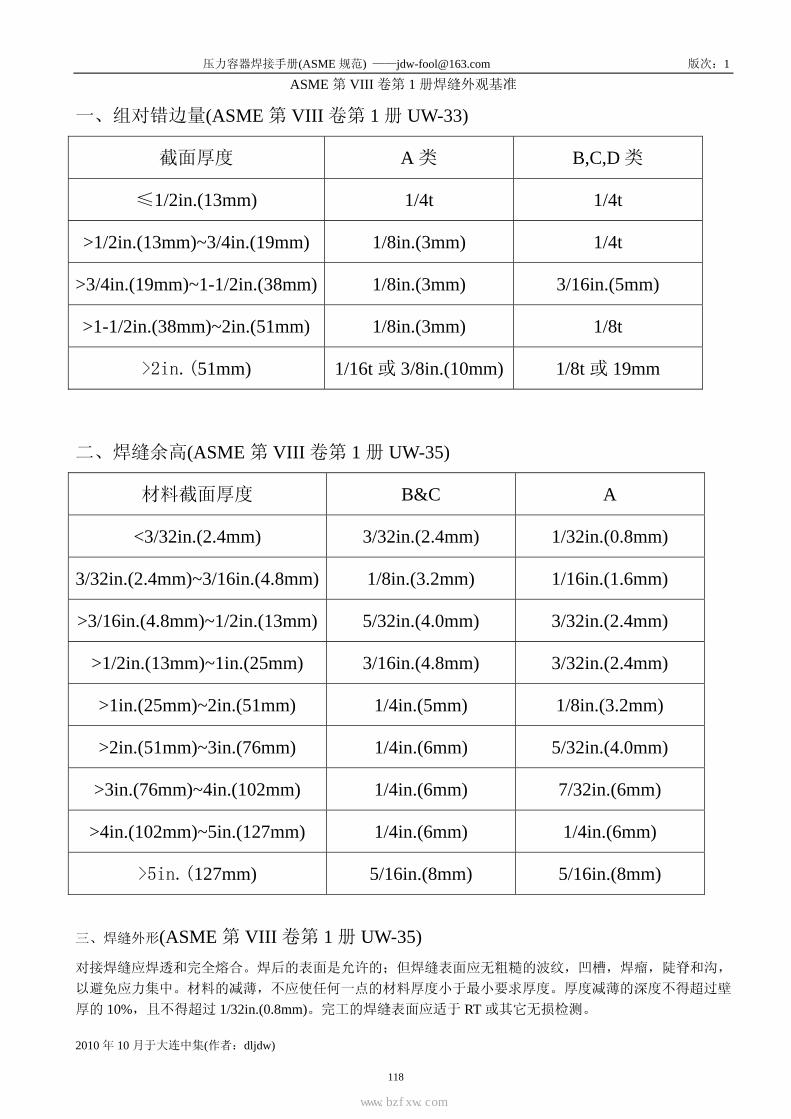
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 第 VIII 卷第 1 册焊缝外观基准
一、组对错边量(ASME 第 VIII 卷第 1 册 UW-33)
截面厚度 A 类 B,C,D 类
≤1/2in.(13mm) 1/4t 1/4t
>1/2in.(13mm)~3/4in.(19mm) 1/8in.(3mm) 1/4t
>3/4in.(19mm)~1-1/2in.(38mm) 1/8in.(3mm) 3/16in.(5mm)
>1-1/2in.(38mm)~2in.(51mm) 1/8in.(3mm) 1/8t
>2in.(51mm) 1/16t 或 3/8in.(10mm) 1/8t 或 19mm
二、焊缝余高(ASME 第 VIII 卷第 1 册 UW-35)
材料截面厚度 B&C A
<3/32in.(2.4mm) 3/32in.(2.4mm) 1/32in.(0.8mm)
3/32in.(2.4mm)~3/16in.(4.8mm) 1/8in.(3.2mm) 1/16in.(1.6mm)
>3/16in.(4.8mm)~1/2in.(13mm) 5/32in.(4.0mm) 3/32in.(2.4mm)
>1/2in.(13mm)~1in.(25mm) 3/16in.(4.8mm) 3/32in.(2.4mm)
>1in.(25mm)~2in.(51mm) 1/4in.(5mm) 1/8in.(3.2mm)
>2in.(51mm)~3in.(76mm) 1/4in.(6mm) 5/32in.(4.0mm)
>3in.(76mm)~4in.(102mm) 1/4in.(6mm) 7/32in.(6mm)
>4in.(102mm)~5in.(127mm) 1/4in.(6mm) 1/4in.(6mm)
>5in.(127mm) 5/16in.(8mm) 5/16in.(8mm)
三、焊缝外形(ASME 第 VIII 卷第 1 册 UW-35)
对接焊缝应焊透和完全熔合。焊后的表面是允许的;但焊缝表面应无粗糙的波纹,凹槽,焊瘤,陡脊和沟,
以避免应力集中。材料的减薄,不应使任何一点的材料厚度小于最小要求厚度。厚度减薄的深度不得超过壁
厚的 10%,且不得超过 1/32in.(0.8mm)。完工的焊缝表面应适于 RT 或其它无损检测。
118
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 第 VIII 卷第 1 册焊缝外观基准(UHT 篇)
一、组对错边量(ASME 第 VIII 卷第 1 册 UHT-20)
截面厚度 A 类 B,C 类
≤1/2in.(13mm) 0.2t 0.2t
>1/2in.(13mm)~15/16in.(24mm) 3/32in.(2.5mm) 0.2t
>15/16in.(24mm)~1-1/2in.(38mm) 3/32in.(2.5mm) 3/16in.(5mm)
>1-1/2in.(38mm) 3/32in.(2.5mm) 1/8t 或 1/4in.(6mm)
二、焊缝余高(ASME 第 VIII 卷第 1 册 UHT-84)
UHT-23 SA-517 材料截面厚度
B&C A A,B,C&D <3/32in.(2.4mm) 3/32in.(2.4mm) 1/32in.(0.8mm) 0.1t
3/32in.(2.4mm)~3/16in.(4.8mm) 1/8in.(3.2mm) 1/16in.(1.6mm) 0.1t >3/16in.(4.8mm)~1/2in.(13mm) 5/32in.(4.0mm) 3/32in.(2.4mm) 0.1t
>1/2in.(13mm)~1in.(25mm) 3/16in.(4.8mm) 3/32in.(2.4mm) 0.1t
>1in.(25mm)~2in.(51mm) 1/4in.(5mm) 1/8in.(3.2mm) 0.1t 及1/8in.(3.0mm)
>2in.(51mm)~3in.(76mm) 1/4in.(6mm) 5/32in.(4.0mm) 1/8in.(3.0mm) >3in.(76mm)~4in.(102mm) 1/4in.(6mm) 7/32in.(6mm) 1/8in.(3.0mm) >4in.(102mm)~5in.(127mm) 1/4in.(6mm) 1/4in.(6mm) 1/8in.(3.0mm)
>5in.(127mm) 5/16in.(8mm) 5/16in.(8mm) 1/8in.(3.0mm)
三、焊缝外形(ASME 第 VIII 卷第 1 册 UHT-84)
对接焊缝和角焊缝边缘应平滑地延伸至母材,没有咬边或不连续过渡。
119

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 第 I 卷——焊缝外观基准
一、组对错边量(ASME 第 I 卷 PW-33)
截面厚度 纵缝 环缝
<1/2in.(13mm) 1/4t 1/4t
>1/2in.(13mm)~3/4in.(19mm) 1/8in.(3.0mm) 1/4t
>3/4in.(19mm)~1-1/2in.(38mm) 1/8in.(3.0mm) 3/16in.(5mm)
1-1/2in.(38mm)~2in.(50mm) 1/8in.(3.0mm) 1/8t
>2in.(50mm) 1/16t 或 3/8in.(10mm) 1/8t 或 3/4in.(19mm)
二、焊缝余高(ASME 第 I 卷 PW-35)
材料截面厚度 管对接环缝 其它焊缝
<1/8in.(3mm) 3/32in.(2.5mm) 3/32in.(2.5mm)
>1/8in.(3mm)~3/16in.(5mm) 1/8in.(3.0mm) 3/32in.(2.5mm)
>3/16in.(5mm)~1/2in.(13mm) 5/32in.(4.0mm) 3/32in.(2.5mm)
>1/2in.(13mm)~1in.(25mm) 3/16in.(5.0mm) 3/32in.(2.5mm)
>1in.(25mm)~2in.(50mm) 1/4in.(6.0mm) 1/8in.(3.0mm)
>2in.(50mm)~3in.(75mm) 1/8W 或 1/4in.(6mm)较大者 5/32in.(4.0mm)
>3in.(75mm)~4in.(100mm) 1/8W 或 1/4in.(6mm)较大者 7/32in.(5.5mm)
>4in.(100mm)~5in.(125mm) 1/8W 或 1/4in.(6mm)较大者 1/4in.(6.0mm)
>5in.(125mm) 1/8W 或 1/4in.(6mm) 较大者
5/16in.(8.0mm)
三、 焊后的表面是允许的;但焊缝表面应无粗糙的波纹,凹槽,焊瘤,陡脊和沟,以避免应力集中。咬边
的深度不得超过壁厚的 10%,且不得超过 1/32in.(0.8mm),并不得咬入需要的厚度。完工的焊缝表面应适于
RT 或其它无损检测。
120
标准分享网 www.bzfxw.com 免费下载
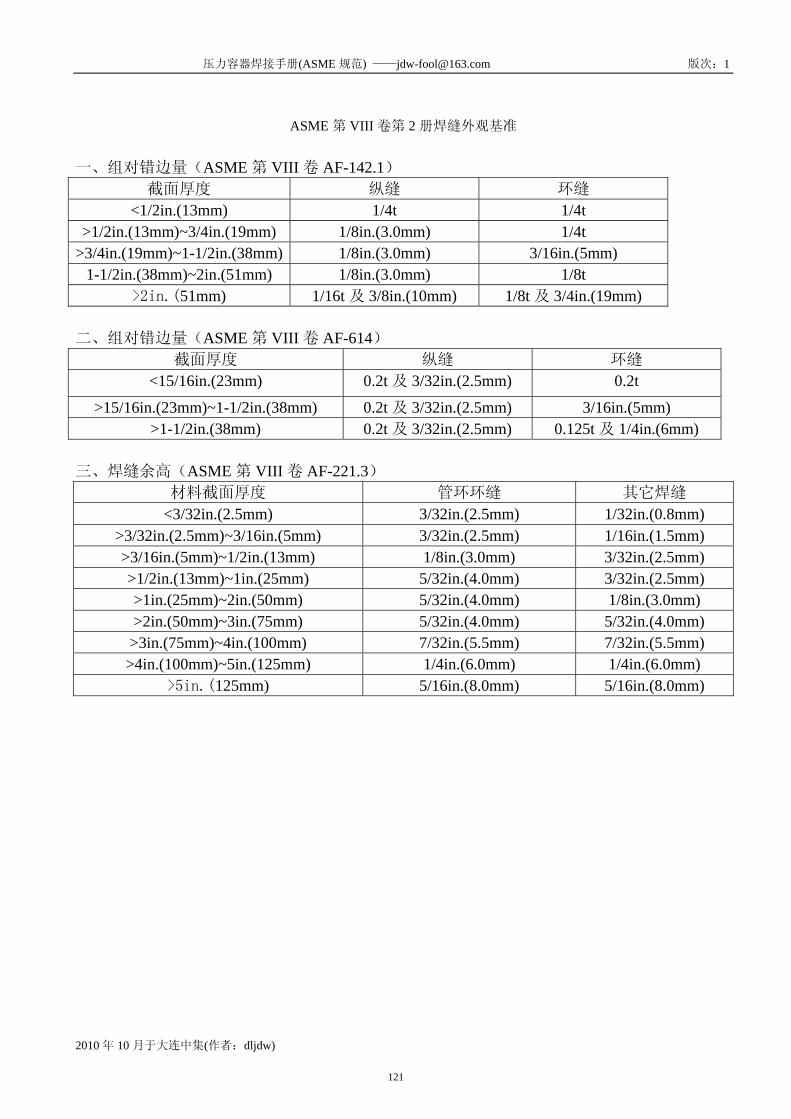
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
ASME 第 VIII 卷第 2 册焊缝外观基准
一、组对错边量(ASME 第 VIII 卷 AF-142.1) 截面厚度 纵缝 环缝
<1/2in.(13mm) 1/4t 1/4t >1/2in.(13mm)~3/4in.(19mm) 1/8in.(3.0mm) 1/4t
>3/4in.(19mm)~1-1/2in.(38mm) 1/8in.(3.0mm) 3/16in.(5mm) 1-1/2in.(38mm)~2in.(51mm) 1/8in.(3.0mm) 1/8t
>2in.(51mm) 1/16t 及 3/8in.(10mm) 1/8t 及 3/4in.(19mm) 二、组对错边量(ASME 第 VIII 卷 AF-614)
截面厚度 纵缝 环缝 <15/16in.(23mm) 0.2t 及 3/32in.(2.5mm) 0.2t
>15/16in.(23mm)~1-1/2in.(38mm) 0.2t 及 3/32in.(2.5mm) 3/16in.(5mm) >1-1/2in.(38mm) 0.2t 及 3/32in.(2.5mm) 0.125t 及 1/4in.(6mm)
三、焊缝余高(ASME 第 VIII 卷 AF-221.3)
材料截面厚度 管环环缝 其它焊缝 <3/32in.(2.5mm) 3/32in.(2.5mm) 1/32in.(0.8mm)
>3/32in.(2.5mm)~3/16in.(5mm) 3/32in.(2.5mm) 1/16in.(1.5mm) >3/16in.(5mm)~1/2in.(13mm) 1/8in.(3.0mm) 3/32in.(2.5mm) >1/2in.(13mm)~1in.(25mm) 5/32in.(4.0mm) 3/32in.(2.5mm) >1in.(25mm)~2in.(50mm) 5/32in.(4.0mm) 1/8in.(3.0mm) >2in.(50mm)~3in.(75mm) 5/32in.(4.0mm) 5/32in.(4.0mm) >3in.(75mm)~4in.(100mm) 7/32in.(5.5mm) 7/32in.(5.5mm) >4in.(100mm)~5in.(125mm) 1/4in.(6.0mm) 1/4in.(6.0mm)
>5in.(125mm) 5/16in.(8.0mm) 5/16in.(8.0mm)
121

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
5.2 各种缺陷发生原因及补救方法 序
号 缺陷 简图 发生原因 补救方法
1 咬边
t
t
1. 焊接角度或速度不当或摆动方法不
当。 2. 电流太大。 3. 母材过热。 4. 母材接头锈污未清除干净
砂轮修磨,不足处
补焊
2 焊瘤
1. 焊接电流过低。 2. 焊接速度过慢。 3. 手工电弧焊时电弧过短。
砂轮磨除
3 弧坑裂
纹
1047
1. 焊后冷却速度过快。 2. 焊条含氢量过高。 3. 母材含碳量、含硫量过高。 4. 焊道拘束度过大。 5. 焊接电流过大,焊速过快。 6. 坡口角度小,焊接电流过大。 7. 根部焊道过小,焊接熔化量过大,
冷却缓慢。
完全清除后,再焊
接
4 夹渣
3011
3012
1. 焊速过慢,焊接电流过小。 2. 焊渣清除不干净。 3. 坡口形状不良。 4. 操作技能差 缺陷清除后,再焊
接
122
标准分享网 www.bzfxw.com 免费下载
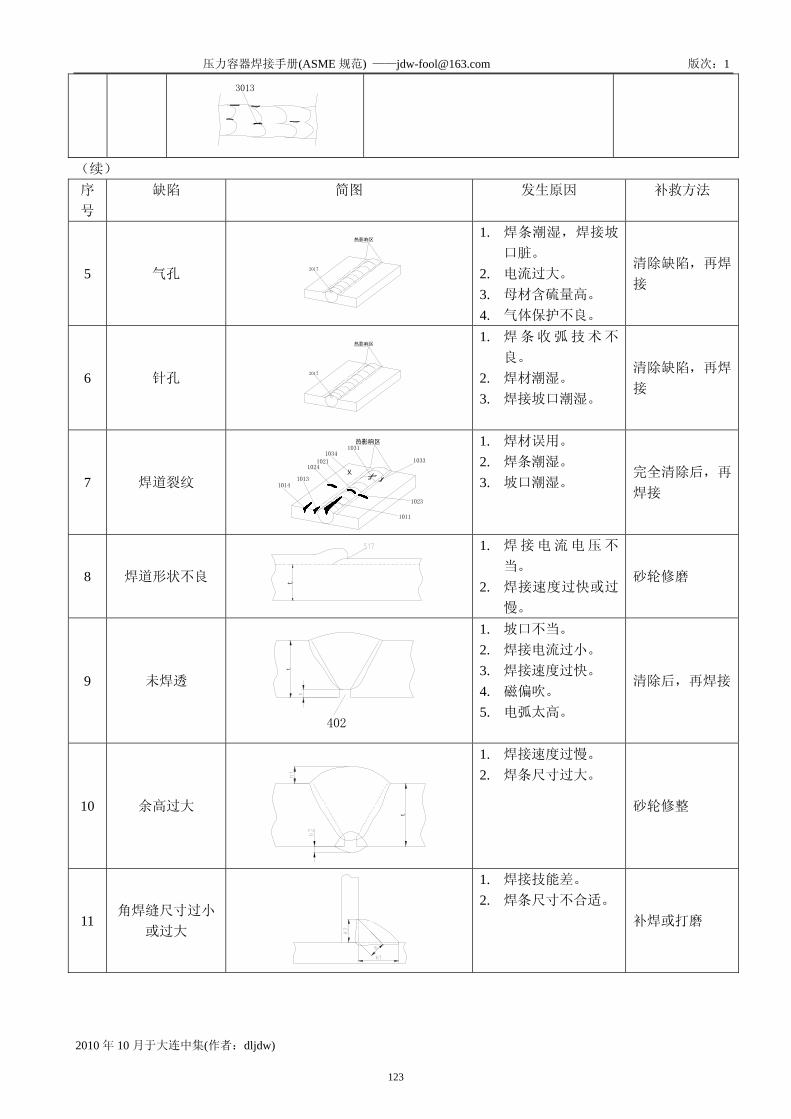
压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
3013
(续) 序
号 缺陷 简图 发生原因 补救方法
5 气孔
热影响区
2017
1. 焊条潮湿,焊接坡
口脏。 2. 电流过大。 3. 母材含硫量高。 4. 气体保护不良。
清除缺陷,再焊
接
6 针孔
热影响区
2017
1. 焊条收弧技术不
良。 2. 焊材潮湿。 3. 焊接坡口潮湿。
清除缺陷,再焊
接
7 焊道裂纹
热影响区
10341031
10331024
1021
1023
1011
10141013
1. 焊材误用。 2. 焊条潮湿。 3. 坡口潮湿。
完全清除后,再
焊接
8 焊道形状不良 t
1. 焊接电流电压不
当。 2. 焊接速度过快或过
慢。
砂轮修磨
9 未焊透
402
t
1. 坡口不当。 2. 焊接电流过小。 3. 焊接速度过快。 4. 磁偏吹。 5. 电弧太高。
清除后,再焊接
10 余高过大
t
1. 焊接速度过慢。 2. 焊条尺寸过大。
砂轮修整
11 角焊缝尺寸过小
或过大
1. 焊接技能差。 2. 焊条尺寸不合适。
补焊或打磨
2010 年 10 月于大连中集(作者:dljdw)
123

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
12 角焊缝焊喉尺寸
过小
1. 焊接速度过快。 2. 焊条直径过大。
补焊
(续) 序
号 缺陷 简图 发生原因 补救方
法
13 角焊缝焊喉尺寸过大
1. 焊速过慢。 2. 焊条尺寸过大。
打 磨 修
整
14 焊接飞溅 略 1. 焊接电流大,电弧过高。 2. 发生偏弧。
打 磨 清
除
15 熔合不良
4013
4012 1. 坡口有杂物。 2. 焊接电流小。 3. 摆动技巧差。 4. 焊接速度慢,焊层过厚
清除后,
重 新 焊
接
16 变形 略 1. 焊接顺序不当。 2. 焊接速度慢。
油 压 机
校形
17 翘曲 略 1. 焊缝收缩。 2. 工件固定不当。 3. 过热。
油 压 机
校形
2010 年 10 月于大连中集(作者:dljdw)
124
标准分享网 www.bzfxw.com 免费下载
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
第六章 焊接消耗计算
6.1 焊接材料消耗计算 焊缝金属质量=焊缝截面积×焊缝长度×焊缝金属密度 焊接材料的消耗量=焊缝金属质量/熔敷系数 6.2 常用焊接方法的熔敷系数
焊接方法 熔敷系数% SMAW 50-65 GTAW 95 GMAW 88-98 FCAW 85-90 SAW 90-95
6.3 焊缝截面积的计算 通常,焊缝截面积=焊接坡口面积+清根面积+焊缝余高面积 典型的焊接坡口的截面积的计算公式如下:
125
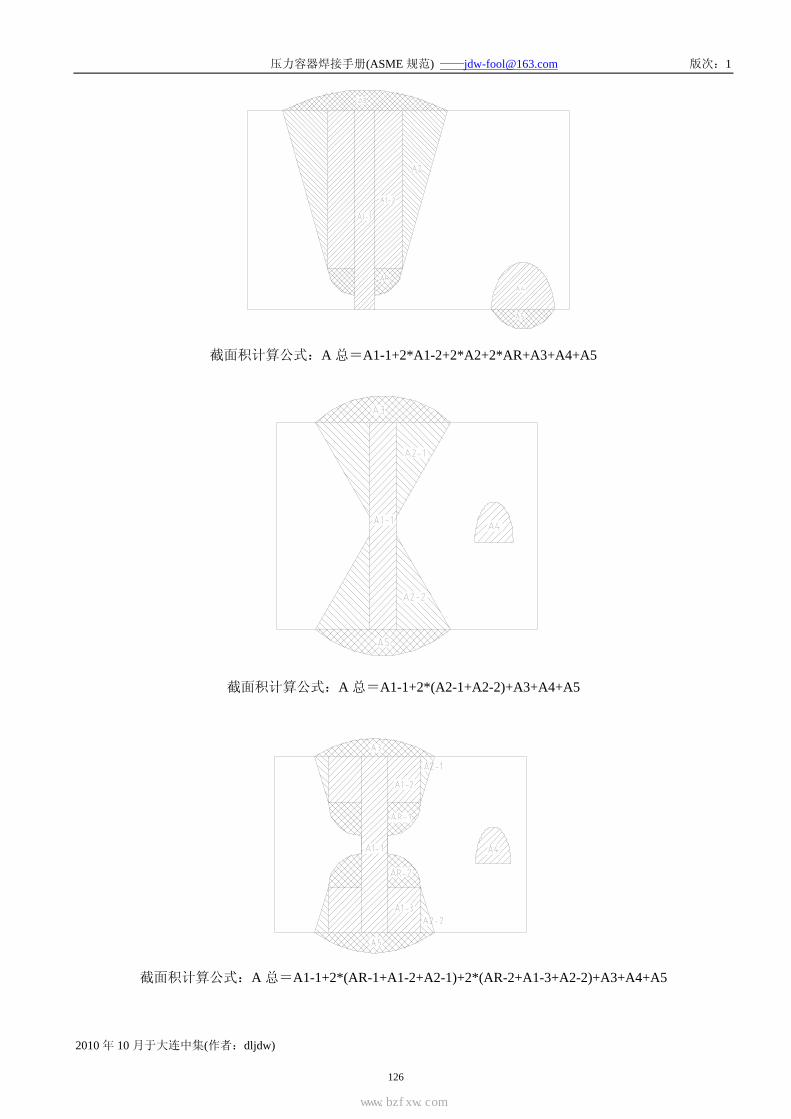
压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
截面积计算公式:A 总=A1-1+2*A1-2+2*A2+2*AR+A3+A4+A5
截面积计算公式:A 总=A1-1+2*(A2-1+A2-2)+A3+A4+A5
截面积计算公式:A 总=A1-1+2*(AR-1+A1-2+A2-1)+2*(AR-2+A1-3+A2-2)+A3+A4+A5
2010 年 10 月于大连中集(作者:dljdw)
126
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
截面积计算公式:A 总=A1-1+2*A1-2+2*(AR+A2-1)+2*A2-2+A3+A4+A5
2010 年 10 月于大连中集(作者:dljdw)
127

压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
1. 矩形 A1 截面积=长×宽 2. 三角形 A2 截面积=1/2 边长 12*tgθ 3. 根圆 AR 截面积
焊缝金属质量/米(Kg/m) 半径(mm) “U” “J”
3 0.11 0.06 4 0.20 0.10 5 0.31 0.15 6 0.44 0.22 7 0.60 0.30 8 0.79 0.39 9 1.00 0.50
10 1.23 0.62 11 1.49 0.75 12 1.78 0.89 13 2.08 1.04 14 2.42 1.21 15 2.77 1.39
4. 焊缝余高 A3,A5 截面积(焊缝宽度=坡口宽度+2~5mm) 焊缝金属重量/米(Kg/m)
焊缝余高 焊缝宽度(mm)
1.0mm 1.5mm 3.0mm 4.5mm 6.0mm 6 0.04 0.06 8 0..05 0.07
10 0.06 0.09 0.18 0.28 12 0.07 0.11 0.22 0.33 14 0.09 0.13 0.26 0.39 16 0.10 0.15 0.30 0.44 18 0.11 0.17 0.33 0.50 0.67 20 0.12 0.18 0.37 0.55 0.74 22 0.14 0.20 0.41 0.61 0.81 24 0.15 0.22 0.44 0.67 0.89 26 0.16 0.24 0.48 0.72 0.96 28 0.17 0.26 0.52 0.78 1.04 30 0.18 0.28 0.55 0.83 1.11 35 0.22 0.32 0.65 0.97 1.29 40 0.25 0.37 0.74 1.11 1.48 45 0.28 0.42 0.83 1.25 1.66 50 0.31 0.46 0.92 1.39 1.85
128
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册 规范 ——(ASME ) [email protected] 版次:1
2010 年 10 月于大连中集(作者:dljdw)
5. 焊缝清根 A4 截面积 钢板厚度(mm) 深度(mm) 宽度(mm) 面积(mm2) 焊缝金属质量/公斤
(Kg/m) 1.5 6 7.07 0.06 2.5 8 15.71 0.12 3.5 7 19.24 0.15 4 12 37.70 0.30
4~6
5 10 39.27 0.31 7 12 65.94 0.52 8 19 119.38 0.94 6~20
10 14 109.96 0.86 10 22 172.79 1.36
20~30 12 20 188.50 1.48
>30 15 30 353.43 2.77
6. 角焊缝截面积 焊缝尺寸 焊缝金属质量/米(Kg/m)
平及凸角焊缝 凹角焊缝 脚长 (mm)
焊喉 尺寸(mm)
截面积 (mm2)
0mm 1.0mm 1.5mm 2.5mm 焊喉尺寸(mm) 凹角焊缝(Kg/m) 3.2 2.3 5.1 0.04 0.07 0.08 2.3 0.05 3.5 2.5 6.1 0.05 0.08 0.10 2.5 0.06 4.0 2.8 8.0 0.06 0.09 0.11 2.8 0.07 4.8 3.4 11.5 0.09 0.13 0.15 3.4 0.10 5.0 3.5 12.5 0.10 0.14 0.19 3.5 0.11 5.6 4.0 15.7 0.12 0.17 0.19 4.0 0.13 6.0 4.2 18.0 0.14 0.19 0.22 4.2 0.15 6.4 4.5 20.5 0.16 0.22 0.24 4.5 0.17 7.0 4.9 24.5 0.19 0.25 0.28 4.9 0.21 8.0 5.7 32.0 0.25 0.32 0.35 5.7 0.27 9.5 6.7 45.1 0.36 0.44 0.48 0.57 6.7 0.39
10.0 7.1 50.0 0.39 0.48 0.52 0.61 7.1 0.42 12.7 9.0 80.6 0.63 0.74 0.80 0.91 9.0 0.68 15.9 11.2 126.4 0.99 1.13 1.20 1.34 11.2 1.06 19.0 13.4 180.5 1.42 1.59 1.67 1.84 13.4 1.52 22.2 15.7 246.4 1.93 2.13 2.23 2.42 15.7 2.06 25.4 18.0 322.6 2.53 2.75 2.86 3.08 18.0 2.70
此处焊缝金属的密度均按 7.85g/cm3 计。
129

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
第七章 焊接工时计算 7.1 焊接工时计算公式 焊接工时=焊接材料质量/焊接效率。 7.2 常见焊接方法的焊接效率 1) SMAW
焊材规格(mm) 焊接效率 日焊接效率 Φ2.5×300 0.5Kg/h 4Kg/日 Φ3.2×350 0.59Kg/h 4.72Kg/日 Φ4.0×400 0.83Kg/h 6.64Kg/日 Φ5.0×400 1.38Kg/h 11.04Kg/日
2)GTAW
焊材规格(mm) 焊接效率 日焊接效率 Φ1.0~3.2 0.32Kg/h 2.56Kg/日
3)GMAW
焊材规格(mm) 焊接效率 日焊接效率 Φ1.2 0.72~4.8Kg/h 5.76~38.4Kg/日
4)FCAW
焊材规格(mm) 焊接效率 日焊接效率 Φ1.2 1.26~4.5Kg/h 10.08~21.6Kg/日
5) SAW
焊材规格(mm) 焊接效率 日焊接效率 Φ4.0 3.6~5.2Kg/h 28.8~41.6Kg/日
6)SAW(堆焊)
焊材规格(mm) 焊接效率 日焊接效率 0.5×60 8.45Kg/h 67.6Kg/日
每日按 8 小时进行计算。
2010 年 10 月于大连中集(作者:dljdw)
130
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:1
7.3 清根作业计算
1. 碳弧气刨清根效率
碳棒直径(mm) 去除金属效率(g/min)
Φ6.0 22.7~27.1
Φ8.0 44.4~53.4
Φ10.0 93.7~310.8
计算公式:清根工时=清根焊缝面积×清根焊缝长度×焊缝金属密度
/清根效率
2. 等离子清根效率
去除金属效率(g/min)
8.1~14.6
计算公式:清根工时=清根焊缝面积×清根焊缝长度×焊缝金属密度
/清根效率
3. 砂轮打磨效率
去除金属效率(g/min)
13.5~18
计算公式:打磨工时=焊缝余高面积×焊缝长度×焊缝金属密度/去
除金属效率
2010 年 10 月于大连中集(作者:dljdw)
131

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
焊接材料选择指南(UCS 篇) 碳素钢(C≤0.030%,Si≤0.060%,Mn≤1.7%,S≤0.045%,P≤0.045%)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
1-1
SA-36 SA-53-EA SA-53-EB SA-53-SA SA-53-SB SA-106-A SA-106-B SA-135-A SA-135-B SA-178-A SA-178-C SA-179 SA-181 SA-192
SA-210-A-1 SA-214
SA-216-WCA SA-234-WPB
SA-266-1 SA-283-A SA-283-B SA-283-C SA-283-D SA-285-A SA-285-B SA-285-C SA-333-1 SA-333-6 SA-334-1 SA-334-6
SA-350-LF1 SA-352-LCB
SA-372-A SA-414-A SA-414-B SA-414-C SA-414-D SA-414-E
SA-420-WPL6 SA-515-60 SA-515-65 SA-516-55 SA-516-60 SA-516-65 SA-524-I SA-524-II
SA-556-A2 SA-556-B2 SA-557-A2 SA-557-B2
SA-562 SA-662-A SA-662-B SA-675-45 SA-675-50 SA-675-55 SA-675-60 SA-675-65
SA-695-B-35 SA-727
SA-765-I SA-836
SA-1008-CS-A SA-1008-CS-B
SA/AS 1548-PT430 SA/AS 1548-PT460
SA/CSA-G40.21-38W SA/EN 10028-2-P295GH SA/EN10028-3-P275NH
SA/GB 6654-16MnR
ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX
E70C-GSX (X=C,M)
E6XT-G E7XT-1,-1M E7XT-2,-2M
E7XT-3 E7XT-4
E7XT-5,-5M E7XT-6 E7XT-7 E7XT-8
E7XT-9,-9M E7XT-10 E7XT-11
E7XT-12,-12M E7XT-G
(X=0,1)
E6010 E6011 E6012 E6013 E6018 E6019 E6020 E6022 E6027 E7014 E7015 E7016 E7018
E7018M E7016-1(-46℃) E7018-1(-46℃)
E7024 E7027 E7028 E7048
F6(A)P0-EXXX F6(A)P2-EXXX F6(A)P4-EXXX F6(A)P6-EXXX F6(A)P8-EXXX F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX
PWHT 将会使焊缝金属的抗拉强度下降 10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降 20~25%。(从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度的影响却不大,E70XX 级
的焊缝金属经过正火后,通常抗拉强度为≥420MPa) 采用交流电源焊接通常会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度。 遇到厚板多层焊或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性),可选用低合金钢焊材(但对于湿 H2S 环境中的焊缝,应注意限制条件)。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低)、层间温度(影响焊缝及热影响区的冷却速度,层间温度越低,焊缝强度越高,焊缝硬度也越高)
会较强地影响焊缝的力学性能。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
碳素钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
1-2
SA-105 SA-106-C SA-181-70 SA-210-C
SA-216-WCB SA-216-WCC SA-234-WPC
SA-266-2 SA-226-3 SA-266-4 SA-299
SA-350-LF2 SA-372-B SA-414-F SA-414-G
SA-455 SA-508-1
SA-508-1A SA-515-70 SA-516-70 SA-537-1 SA-541-1
SA-541-1A SA-556-C2 SA-557-C2
SA-587 SA-662-C SA-675-70
SA-695-B-40 SA-737-B SA-738-A SA765-II
SA/AS 1548-PT490 SA/EN
10028-2-P355GH SA/GB6654-16MnR
ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX
E70C-GSX (X—C,M)
E7XT-1,-1M E7XT-2,-2M
E7XT-3 E7XT-4
E7XT-5,-5M E7XT-6 E7XT-7 E7XT-8
E7XT-9,-9M E7XT-10 E7XT-11
E7XT-12,-12M E7XT-G
(X—0,1)
E7014 E7015 E7016 E7018
E7018M E7016-1(-46℃) E7018-1(-46℃)
E7024 E7027 E7028 E7048
F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX
PWHT 将会使焊缝金属的抗拉强度下降 10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降 20~25%。(从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度
的影响却不大,日本神钢 MF-38×US-36 在小电流 480~520A,低电压,低层间温度下能够满足正火后的强度及低温冲击韧性要求,
经证实采用 1.3~1.8%Mn-2.0~3.0%Ni-0.35%Mo 的焊缝金属能够满足正火后的强度及低温韧性要求(-50℃),总的来说:焊缝金属应
不含 B,Ti,V,Nb 等元素,Cr 元素含量也应尽量低一些) 采用交流电源焊接会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度(也许无用)。 遇到厚板多层焊(长时间进行热处理,采用含 0.25%Mo 的焊缝或含 Ni 的焊缝可以满足长时间热处理的要求,如 620×10Hrs 以上)或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性),可选用低合金钢(C-Mn-Si-Ti-B,Mn-Ni,Mn-Mo,Mn-Ni-Mo)焊材。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低)、层间温度(影响焊缝及热影响区的冷却速度,层间温度越低,焊缝
强度越高,焊缝硬度也越高)会较强地影响焊缝的力学性能。 对于 HIC 钢,应控制焊缝金属中的化学成分(C≤0.15%,Mn≤1.4%,Ni≤1%,S≤0.015%,P≤0.015%,S+P≤0.025%),并控制焊接
过程中的热管理(建议不管母材厚度,预热温度至少应为 95℃以上,最好焊后进行消氢处理,产品焊缝应进行焊后热处理,以降低
焊接接头的硬度,通常要求硬度≤HRC23)。 可满足正火(920℃,空冷)+回火(620℃)后,焊缝金属抗拉强度≥490MPa,低温冲击韧性 AKV(-20℃)≥27J 的焊接材料 焊接方法 焊材牌号 生产厂商 备注 GMAW Outershield MC420N-H 林肯电气
SAW US-80LT/PF-H80AS 或
US-80LT/PF-H80AK
神户制钢所 神户制钢所推荐 ( 也 有 用 US-36/MF-38 或
US-49A/MF-38 达到要求的) SAW GCR-14HM-S/GXL-121 昆山京群焊材科技有限公司
已经通过试验
以上焊接材料的焊缝金属类型属于 0.05%C+1.3~1.6%Mn+2.1~2.9%Ni+0.5%Mo

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-537-2
SA-537-3
SA-765-IV
ER80S-Ni1 ER80S-G
E8XT-Ni1
E8018-C3
/
1-3 (C-Mn-Si-V,Cb) SA-737-C
SA-738-B
SA-738-C
ER80S-D2 ER90S-D2 ER90S-G
E110T5-K4 E9018-M E9018-G
SA-738-B(相当于日本的 SPV450Q)应用在 AP1000 核电站的内安全壳上(国内宝钢已经生产出了钢板用于国内
AP1000 核电站中,并与四川大西洋已经合作开发出了配套焊接材料)。 焊前预热 50~100℃,最大焊接线能量 35KJ/cm。 采用 AC 焊接通常会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度(相对于 DC 焊接)。
标准分享网 www.bzfxw.com 免费下载
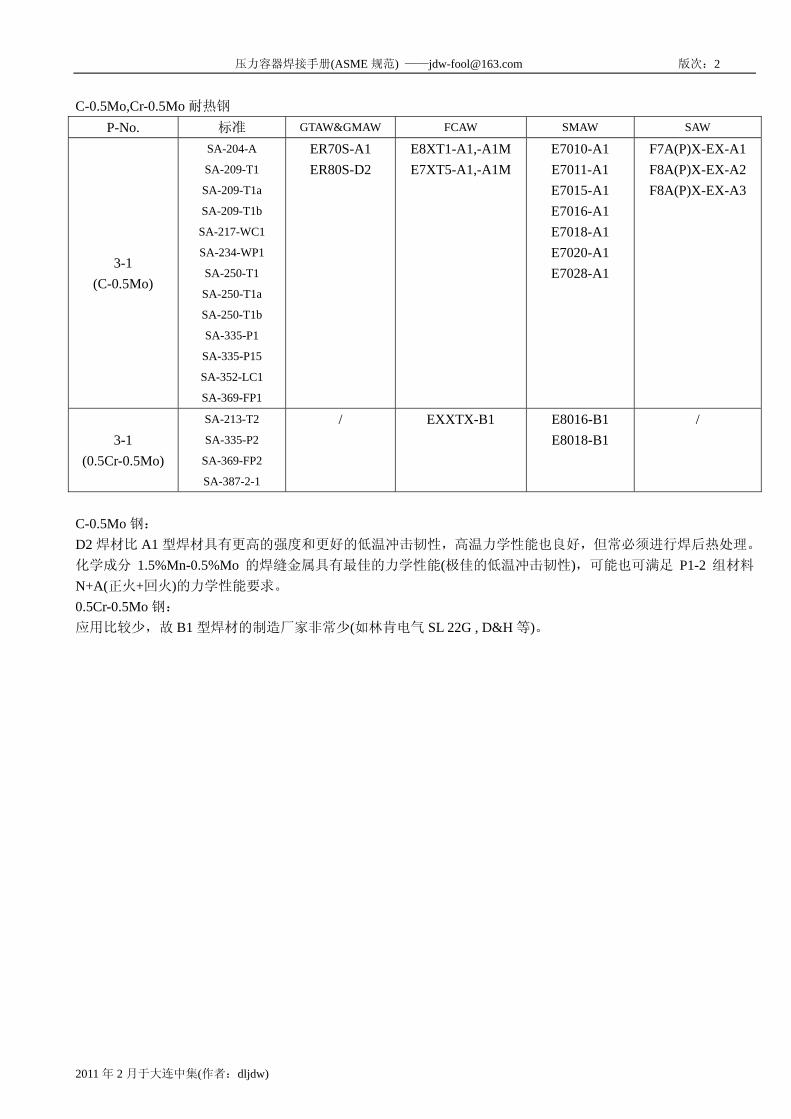
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
C-0.5Mo,Cr-0.5Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-1 (C-0.5Mo)
SA-204-A
SA-209-T1
SA-209-T1a
SA-209-T1b
SA-217-WC1
SA-234-WP1
SA-250-T1
SA-250-T1a
SA-250-T1b
SA-335-P1
SA-335-P15
SA-352-LC1
SA-369-FP1
ER70S-A1 ER80S-D2
E8XT1-A1,-A1M E7XT5-A1,-A1M
E7010-A1 E7011-A1 E7015-A1 E7016-A1 E7018-A1 E7020-A1 E7028-A1
F7A(P)X-EX-A1 F8A(P)X-EX-A2 F8A(P)X-EX-A3
3-1 (0.5Cr-0.5Mo)
SA-213-T2
SA-335-P2
SA-369-FP2
SA-387-2-1
/ EXXTX-B1 E8016-B1 E8018-B1
/
C-0.5Mo 钢: D2 焊材比 A1 型焊材具有更高的强度和更好的低温冲击韧性,高温力学性能也良好,但常必须进行焊后热处理。 化学成分 1.5%Mn-0.5%Mo 的焊缝金属具有最佳的力学性能(极佳的低温冲击韧性),可能也可满足 P1-2 组材料
N+A(正火+回火)的力学性能要求。 0.5Cr-0.5Mo 钢: 应用比较少,故 B1 型焊材的制造厂家非常少(如林肯电气 SL 22G , D&H 等)。
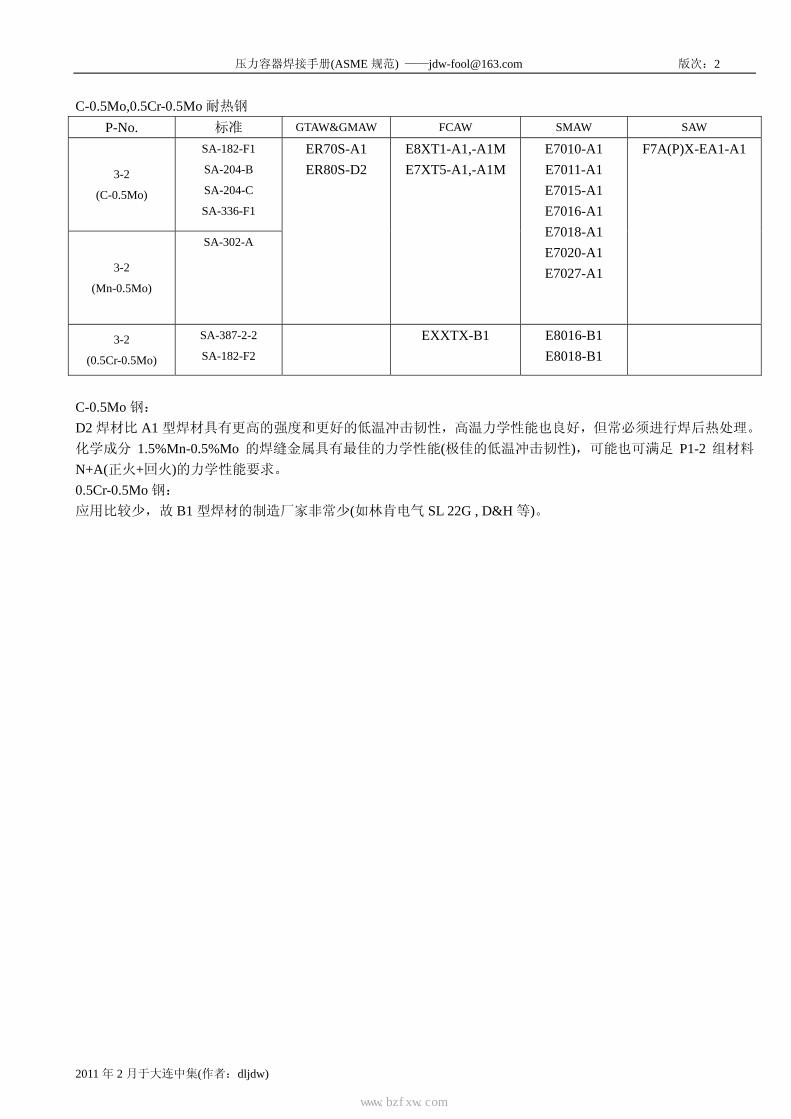
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
C-0.5Mo,0.5Cr-0.5Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-2
(C-0.5Mo)
SA-182-F1
SA-204-B
SA-204-C
SA-336-F1
3-2
(Mn-0.5Mo)
SA-302-A
ER70S-A1 ER80S-D2
E8XT1-A1,-A1M E7XT5-A1,-A1M
E7010-A1 E7011-A1 E7015-A1 E7016-A1 E7018-A1 E7020-A1 E7027-A1
F7A(P)X-EA1-A1
3-2
(0.5Cr-0.5Mo)
SA-387-2-2
SA-182-F2
EXXTX-B1 E8016-B1 E8018-B1
C-0.5Mo 钢: D2 焊材比 A1 型焊材具有更高的强度和更好的低温冲击韧性,高温力学性能也良好,但常必须进行焊后热处理。 化学成分 1.5%Mn-0.5%Mo 的焊缝金属具有最佳的力学性能(极佳的低温冲击韧性),可能也可满足 P1-2 组材料
N+A(正火+回火)的力学性能要求。 0.5Cr-0.5Mo 钢: 应用比较少,故 B1 型焊材的制造厂家非常少(如林肯电气 SL 22G , D&H 等)。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
Mn-Ni-Mo 高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-3 (Mn-0.5Mo)
SA-302-B
SA533-A-1
ER80S-D2 ER80S-G
E8018-D1 E9018-G
F8A(P)X-EX-A2F8A(P)X-EX-A3F9A(P)-EX-F3
3-3 (Mn-0.5Mo-0.75Ni)
SA-302-C
SA-302-D
SA-508-2-1
SA-508-3-1
SA-533-A-2
SA-533-B-1
SA-533-B-2
SA-533-C-1
SA-533-C-2
SA-533-D-2
3-3 (Mn-0.25Mo-V)
SA-487-2-A
SA-487-2-B
SA-487-4-A
3-3 (0.75Ni-0.5Mo-0.3Cr-V)
SA-508-2-2
SA-508-3-2
SA-541-2-1
SA-541-2-2
3-3 (0.5Ni-0.5Mo-V)
SA541-3-1
SA-541-3-2
3.5Ni-1.75Cr-0.5Mo-V
SA-508-4N-3
ER90S-D2 ER90S-G
E9XT1-D1,D1M E9XT5-D2,D2M
E10XT5-D2,-D2ME9XT1-D3,-D3M
E9015-D1 E9018-D1 E10015-D2 E10016-D2 E10018-D2 E8016-D3 E8018-D3 E9018-D3 E9018-G
F9A(P)-EX-F3
Mn-Mo,Mn-Ni-Mo 钢通常采用 Mn-Ni-Mo 焊材进行焊接,以使焊缝具有更好的低温冲击韧性。 Mn-Mo,Mn-Ni-Mo 钢具有较高的强度,及优良的低温冲击韧性,经常用于建造核电设备(反应堆安全壳,稳压
器,蒸汽发生器等),对于焊接核电设备的焊材应采用极高的质量保证措施生产。焊材中的杂质元素(P,S,Cu)应严
格控制,包括焊丝表面不得进行镀 Cu(反应堆容器核心带用)。制造核电焊材的制造厂最好有 ASME 的 QSC 证书
(如伊萨 ESAB,伯乐 BOHLER,林垦电气 Lincoln),以免除繁琐的合格供方评审(有 ANI 参与)。 通常 SMAW 的焊接线能量被限制在 25KJ/cm 以下,SAW 的焊接线能量被限制在 35KJ/cm 以下。 预热温度一般在 50~150℃范围内。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
Cr-Mo 耐热钢(1.25%Cr-0.5Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
4-1 (1~1.25Cr-0.5Mo)
SA-182-F11-1
SA-182-F11-2
SA-182-F12-1
SA-182-F12-2
SA-202-A
SA-202-B
SA-213-T11
SA-213-T12
SA-217-WC4
SA-217-WC5
SA-217-WC6
SA-234-WP11-1
SA-234-WP12-1
SA-335-P11
SA-335-P12
SA-336-F11-2
SA-336-F11-3
SA-336-F12
SA-369-FP11
SA-369-FP12
SA-387-11
SA-387-12
SA-739-B11
ER80S-B2 ER70S-B2L
E80C-B2 E70C-B2L
E8XT1-B2,-B2M E8XT5-B2,-B2M
E8XT1-B2H,-B2HM E8XT1-B2L,-B2LM E8XT5-B2L,-B2LM
E8016-B2 E8018-B2
E7015-B2L E7016-B2L E7018-B2L
F7PX-EX-B2 F8PX-EB2-B2
1. 母材: P4-1 的母材典型的 1~1.25%的 Cr 及 0.5%的 Mo。 2. 焊材: B2 提供的焊缝金属含有约 0.08%左右的碳。B2L 提供的焊缝金属含碳量不超过 0.05%,焊缝中较低的碳会改善
韧性和降低硬度,但同时也会降低焊缝金属的高温强度和抗蠕变性能。 3. 回火脆性: 3.1 焊缝金属要具有良好的抗回火脆性,必须满足 X≤15(P≤0.015%,S≤0.015%) 3.2 经实践研究,P4-1 的母材对于回火脆性并不敏感(相对于 2.25Cr-1Mo)。 4 冲击韧性 要使焊缝金属能够满足低温冲击韧性(-30℃)及步冷试验的要求,必须严格控制焊缝金属的化学成分(Mn+Si≤1.2%)。对于埋弧焊丝,将 Mn 控制在 0.6%以下,将 Si 控制在 0.15%以下可能更可靠,满足(Mn+Si≤1.2%),如
神钢的 US-511。但 Mn 含量在 0.7~0.9%的埋弧焊丝可能更适合于双丝埋弧焊,如德国蒂森。 最佳的焊缝金属化学成分(%):
C Mn Mn+Si Mn:Si P S P+S X J
0.06~0.10 0.7~1.0 ≤1.2(更高要求≤1.2) ≥2:1 ≤0.010 ≤0.010 ≤0.014 ≤15(更高要求≤12) ≤180(更高要求≤120)
为了改善焊接时铁水的流动性,有时允许将 TIG 焊的焊丝的 Mn+Si 含量提高至≤1.40%. 5 焊后热处理 回火系数越大,焊缝金属低温冲击韧性越低,应限制回火系数。最佳焊后热处理的温度为 660℃~690℃(低的
热处理温度通常能得到较高的低温冲击韧性),最佳回火系数范围 P:18.5~20.5 交流电源通常能够得到更高的初始冲击韧性。通常步冷试验(SC)是不需要的。 注:①J=(%Si+%Mn)(%P+%Sn)×104(ppm);X=(10P+5Sb+4Sn+As)/100(ppm)②P=T(20+logt)×10-3
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
耐热钢焊接材料 母材 焊接方法 神钢 KOBE 日铁 NSC 住金 SUMIKIN 沙福 SAF-FRO 蒂森 T-PUT 奥林康 O 伯乐 BOHLER ETC Metrode ESAB 林垦
0.5Cr-0.5Mo SMAW N-0S CM-0 ALMOLYCORD KB SAFDRY CD 55 SC
SMAW CM-A96MB(AC) CM-A96MBD(DC) N-1S CM-1A CROMOCORD Kb
SAFDRY CD 60SC THYSSEN CHROMO 1 FOX DCMS Kb PH KV5HR CHROMET1 CHROMET1X LS19G(STC)
GTAW TG-S1CM,TG-S80B2 CARBOROD CRMO1 UNION I CrMo OE-CrMo1 DCMS-1G TIG KV5 1CrMo OK TIGROD 13.16
SAW PF-200*US-511N(AC)PF-200D*US-511ND(DC)
NF-250×Y-511 YF-200×Y-511 B-1CM×W-CM1 AS630×AS Cr1Mo
AL CROMO F 537×AS Cr1Mo
UV420TT-LH ×UNION S2CrMo UV420TTR×Union S2CrMo(DC)
UV420TTR-W×Union S2CrMo(AC) OP 121TT/W×OE-S2CrMo1 BB24×EMS2CrMo FX76B×AS2CrMo1 LA121×SA1CrMo OK Flux 10.63×OK Autrod 13.10SC
L-888×LA-B2 1-1/4Cr-1/2Mo
FCAW SAFDUAL212 THYSSEN MV CrMo CORMET1 OK76.16 SMAW OE-N125 FCAW FLUXOFIL 38C 1-1/4Cr-0.5Mo-V SAW OP37STC×FLUXOCORD 38C OP37STC×FLUXOCORD 38C
SMAW CHROMET 1V 1-1/4Cr-1Mo-1/4V
FCAW CORMET 1V
SMAW CM-A106N(AC) CM-A106ND(DC) N-2SM CM-2
CM-2A
ALCROMO E225 SAFDRY AL CROMO E225
SAFDRY CD 65SC SH CHROMO 2KS AL CROMOCORD 2STC
AL CROMO E255 FOX CM2Kb PH KV3HR CHROMET2
CHROMET2X 10C2M
OK76.26 LS20G(STC)
GTAW TG-S2CM,TG-S90B3 OE-CrMo2 AL CROMO W225 UNION I CRMo910 AL CROMO W 225 CM2-1G 2CrMo OK TIGROD 13.17
GMAW MG-S2CMS LA121×SA2CrMo OK AUTROD 13.17
SAW PF-200*US521S NB-250M*Y-521H YF-200*Y-521H B-2CM×W-CM201 AS 630×AS Cr2Mo
AL CROMO F 537×AL CROMO S 225
UNION S1CrMo2+UV420TT-LH UV420TTR×Union S1CrMo2(DC)
UV420TTR-W×Union S1CrMo2(AC)
FLUXOCROD 37STC×OP37STC AL CROMO F 537×AL CROMO S 225 BB24×CM2-UP OK Flux 10.63×OK Autrod 13.20SC
2-1/4Cr-1Mo
FCAW SAFDUAL 225 FLUXOFIL 37STC FLUXOFIL 37STC CORMET2
SMAW CM-A106H(AC) CM-A106HD(DC) N-2SV CM-2V ALCROMO E225V
SAFDRY AL CROMO E225V THYSSEN CHROMO 2V ALCROMO E225V FOX P23
GTAW TG-S2CMH ALCROMO W225V ALCROMO W225V P23-1G 2-1/4Cr-1Mo-1/4V
SAW PF-500*US-521H(AC)PF-500D*US-521HD(DC) NB-2CMV×Y-521V B-2CMV×W-CM2MV ALCROMO F537×ALCROMO S225V UV430TTR-W×UNIONS1CrMo2V ALCROMO F537×ALCROMO S225V BB430×P23-UP
SMAW CM-3 CM-3N CM-3 CROMOCORD 3STC FLUXOCROD 37-3STC×OP76
GTAW TG-S3CM AL CROMO W300 SAW NB-3CM×Y-531 B-3CM×W-CM3 AL CROMO F537×AL CROMO S300
3Cr-1Mo
FCAW FLUXOFIL 37-3STC SMAW CM-3H N-3SV CM-3V AL CROMO E300V THYSSEN CHROMO 3V AL CROMO E300V GTAW TG-S3CMH ALCROMO W300V ALCROMO W300V 3Cr-1Mo-1/4V SAW PF-500*US-531H NB-3MV×Y-531V B-3CMV×W-CM3VC AL CROMO F537 F537×AL CROMO S300V UV430TTR-W*UNIONS1CrMo3V
SMAW CM-5 N-5S CM-5 CROMOCORD 5 SAFDRY CD 75SC THYSSEN CHROMO 5 FOX CM5Kb CHROMET5
GTAW TG-S5CM OE-CrMo5 CM5-1G 5CrMo 5Cr-0.5Mo
SAW PF-200S*US-502 NB-5CM×Y-551 B-5CM×W-CM5 AS589×AS 6061 FLUXOCORD×OP37STC BB24×CM5-UP 5Cr-0.5Mo-V SMAW CROMOCORD 4
SMAW CM-9 N-9S THYSSEN CHROMO 9V FOX CM9Kb CHROMET9 GTAW TG-S9CM CM9-1G 9CrMo 9Cr-1Mo SAW PF-200S×US-505
SMAW CM-9M GTAW TG-S9M 9Cr-2Mo SAW PF-200S×US-9M NB-9M×Y-591M BL-9M×W-CM9M
SMAW CM-9Cb CM-9S CROMOCORD 9M FOX C9MV CHROMET9MV
CHROMET9MV-NCHROMET9-B9
GTAW TG-S9Cb,TG-S90B9 OE-CrMo91V THERMANIT MTS3 C9MV-1G 9CrMoV 9CrMoV-N
SAW PF-200S×US-9Cb NB-9CM×Y-591S B-9CM×W-CM9S OP76×FLUXOCORD 9CR MARATHON 543×THERMANIT MTS3 BB910×C9MV-UP LA491×9CrMoV-N GMAW MG-S9Cb Cormet M91
9Cr-1Mo-Nb-V
FCAW SAFDUAL291 Supercore F91
SMAW FOX C9MVW CHROMET 91WCHROMET 10MW
911 GTAW C9MVW-1G SMAW FOX P92 GTAW P92-1G P92,NF616 SAW BB910×P92-UP
SMAW CR-12S CROMOCORD12 SAFER CDV 95SC FOX 20MVW CHROMET-12MV
GTAW TGS-12CRS 20MVW-1G 12CrMoV 12Cr-1Mo-VW
SAW PF-200S×US-12CRS BB24×20MVW-UP 1. 带 的焊材熔敷金属抗回火脆化能力优良,可进行 SC(步冷试验)。2. 采用 AC 施焊,焊缝金属有更优良的初始冲击韧性。3. 中国哈焊所、安泰科技据说也可生产 1.25Cr-0.5Mo、2.25Cr-1Mo 钢的焊材。4. 国外厂家还有意大利 INE,德国的 FLESS 等。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW 4-2
(0.75Cr-0.75Ni-Cu-Al) SA-333-4
SA-423-1 / / E8018-C3 /
4-2 (0.75Ni-0.5Cu-Mo)
SA-423-2 E8018-C3
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
Cr-Mo 耐热钢(2.25%Cr/3%Cr-1%Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5A-1 (2.25Cr-1Mo)
SA-182-F22-1 SA-182-F22-3 SA-213-T22 SA-217-WC9
SA-234-WP22-1 SA-335-P22
SA-336-F22-1 SA-336-F22-3 SA-369-FP22
SA-387-22 SA-739-B22
ER90S-B3 ER80S-B3L
E90C-B3 E80C-B3L
E9XT1-B3,-B3M E9XT5-B3,-B3M
E10XT1-B3,-B3M E9XT1-B3H,-B3HM E9XT1-B3L,-B3LM E9XT5-B3L,-B3LM
E9015-B3 E9016-B3 E9018-B3
E8015-B3L E8018-B3L
F9PX-EX-B3
5A-1 (3Cr-1Mo)
SA-182-F21 SA-213-T21 SA-335-P21
SA-336-F21-1 SA-336-F21-3 SA-369-FP21
SA-387-21
/ / / /
1. 母材: P5A-1 的母材典型的具有 2.25Cr-1Mo 的成分。 3Cr-1Mo 的母材在实际应用中并不广泛,配套焊材的制造商也较少,通常可以用 B5(5Cr-0.5Mo)级焊材。 2. 焊材: B3 提供的焊缝金属含有约 0.08%左右的碳。B3L 提供的焊缝金属含碳量不超过 0.05%,焊缝中较低的碳会改
善韧性和降低硬度,但同时也会降低焊缝金属的高温强度和抗蠕变性能。对于埋弧焊丝,将 Mn 控制在 0.6%以下,将Si控制在0.15%以下可能更可靠(满足Mn+Si≤1.2%),如日本神钢的US-521S 。但Mn含量在0.7~0.9%的埋弧焊丝可能更适合于双丝埋弧焊,如德国蒂森。 3. 回火脆性 2.25Cr-1Mo 钢有较高的回火催化敏感性。 焊缝金属要具有良好的抗回火脆性,必须满足 X≤15(更高要求 X≤12)(P≤0.010%,S≤0.010%)。 4. 冲击韧性 要使焊缝金属能够满足低温冲击韧性(-30℃)及步冷试验的要求,必须严格控制焊缝金属的化学成分 Mn+Si≤1.2%。较低的 C,有利于提高焊缝金属的冲击韧性;较高的 Mn,有利于提高焊缝金属的冲击韧性;较低
的 Si,有利于提高焊缝金属的冲击韧性。填充金属应采用洁净钢技术生产,严格控制 S,P 含量。焊剂应为低
氢碱性烧结焊剂,碱度≥2.7(碱度过高,可能会增高焊缝中的氧、氮含量),且对 Mn 的冶金性能呈中性,不
增 Si,向焊缝中增 S,P 应尽量低,焊剂应尽量降低焊缝金属中的氧、氮含量,以提高低温冲击韧性。 最佳的焊缝金属化学成分(%):
C Mn Mn+Si Mn:Si P S P+S X J
0.06~0.10 0.7~1.0 ≤1.2 ≥2:1(应尽量高一些) ≤0.010 ≤0.010 ≤0.014 ≤15(更高要求≤12) ≤120(更高要求≤100)
5. 焊后热处理 回火系数越大,焊缝金属低温冲击韧性越低,应限制回火系数。最佳焊后热处理的温度为 690℃。 最佳回火系数范围 P:19.8~20.8 交流电源通常能够得到更高的初始冲击韧性。 2.25Cr-1Mo 的焊缝金属有比 1.25Cr-0.5Mo 更好的低温冲击韧性。通常需要进行步冷试验(SC)。 注:①J=(%Si+%Mn)(%P+%Sn)×104(ppm);X=(10P+5Sb+4Sn+As)/100(ppm)②P=T(20+logt)×10-3
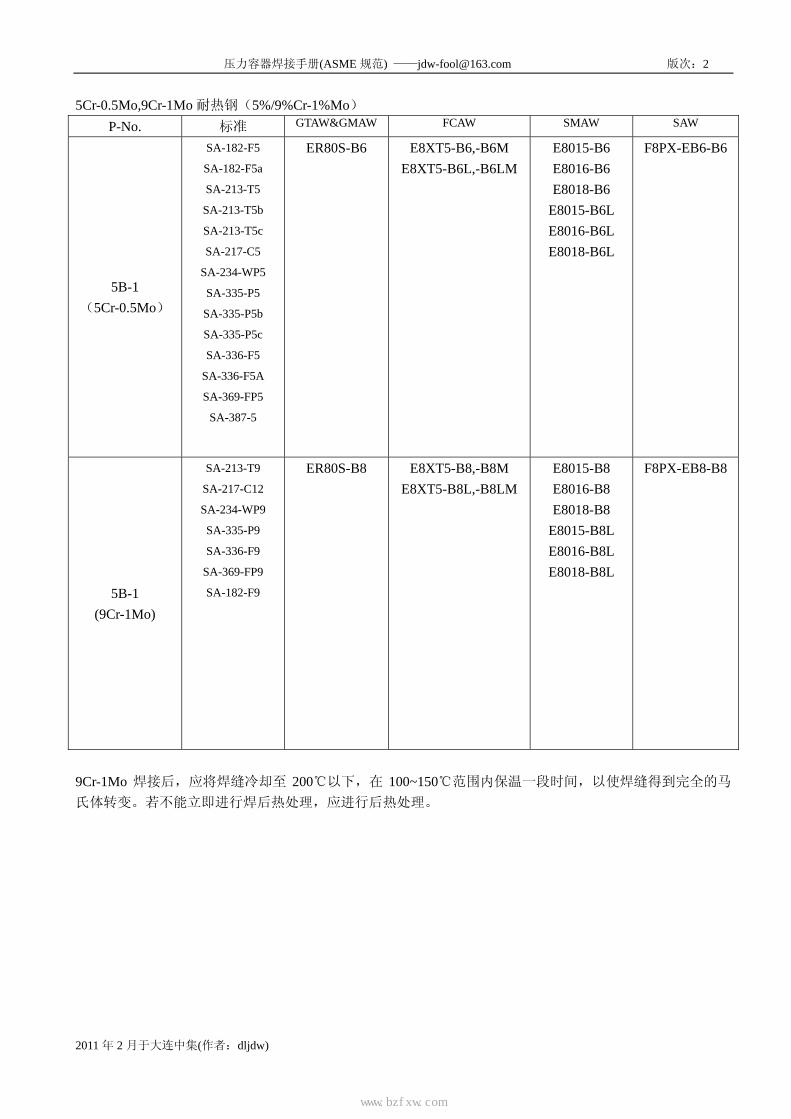
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
5Cr-0.5Mo,9Cr-1Mo 耐热钢(5%/9%Cr-1%Mo)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5B-1 (5Cr-0.5Mo)
SA-182-F5
SA-182-F5a
SA-213-T5
SA-213-T5b
SA-213-T5c
SA-217-C5
SA-234-WP5
SA-335-P5
SA-335-P5b
SA-335-P5c
SA-336-F5
SA-336-F5A
SA-369-FP5
SA-387-5
ER80S-B6 E8XT5-B6,-B6M E8XT5-B6L,-B6LM
E8015-B6 E8016-B6 E8018-B6
E8015-B6L E8016-B6L E8018-B6L
F8PX-EB6-B6
5B-1 (9Cr-1Mo)
SA-213-T9
SA-217-C12
SA-234-WP9
SA-335-P9
SA-336-F9
SA-369-FP9
SA-182-F9
ER80S-B8 E8XT5-B8,-B8M E8XT5-B8L,-B8LM
E8015-B8 E8016-B8 E8018-B8
E8015-B8L E8016-B8L E8018-B8L
F8PX-EB8-B8
9Cr-1Mo 焊接后,应将焊缝冷却至 200℃以下,在 100~150℃范围内保温一段时间,以使焊缝得到完全的马
氏体转变。若不能立即进行焊后热处理,应进行后热处理。
标准分享网 www.bzfxw.com 免费下载
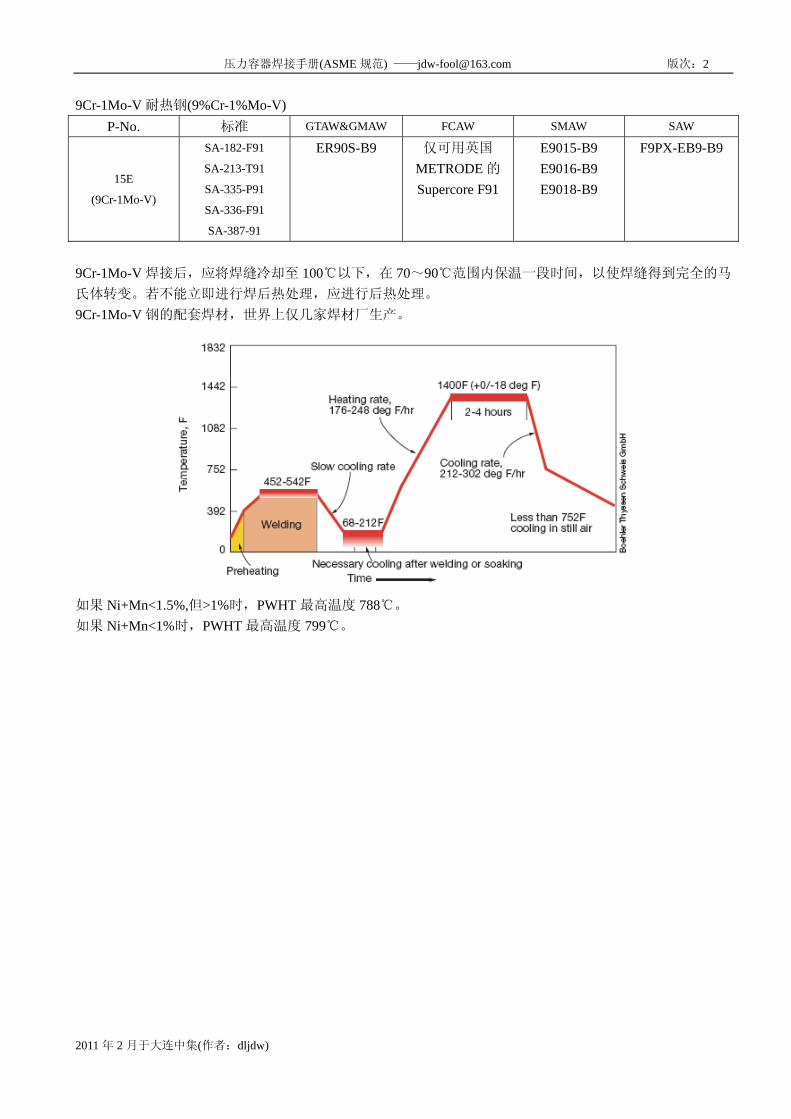
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
9Cr-1Mo-V 耐热钢(9%Cr-1%Mo-V)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
15E
(9Cr-1Mo-V)
SA-182-F91
SA-213-T91
SA-335-P91
SA-336-F91
SA-387-91
ER90S-B9 仅可用英国
METRODE 的 Supercore F91
E9015-B9 E9016-B9 E9018-B9
F9PX-EB9-B9
9Cr-1Mo-V 焊接后,应将焊缝冷却至 100℃以下,在 70~90℃范围内保温一段时间,以使焊缝得到完全的马
氏体转变。若不能立即进行焊后热处理,应进行后热处理。 9Cr-1Mo-V 钢的配套焊材,世界上仅几家焊材厂生产。
如果 Ni+Mn<1.5%,但>1%时,PWHT 最高温度 788℃。 如果 Ni+Mn<1%时,PWHT 最高温度 799℃。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
QT(淬火+回火)Cr-Mo 耐热钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
5C-1 (2.25Cr-1Mo)
SA-487-8-A
SA-508-22-3
SA-541-22-3
SA-542-B-4
ER90S-B3 ER80S-B3L
E90C-B3 E80C-B3L
E9XT1-B3,-B3M E9XT5-B3,-B3M
E10XT1-B3,-B3M E9XT1-B3H,-B3HM E9XT1-B3L,-B3LM E9XT5-B3L,-B3LM
E9015-B3 E9016-B3 E9018-B3
E8015-B3L E8018-B3L
F9PX-EB3-B3
5C-1 (2.25Cr-1Mo-V)
SA-182-F22V
SA-336-F22V
SA-541-22V
SA-832-22V
见耐热钢焊接材料 见耐热钢焊接材料 见耐热钢焊接材
料 见耐热钢焊接材料
5C-1 (3Cr-1Mo-V)
SA-182-F3V
SA-182-F3VCb
SA-336-F3V
SA-336-F3VCb
SA-508-3V
SA-508-3VCb
SA-541-3V
SA-541-3VCb
SA-542-C-4a
SA-542-D-4a
SA-542-E-4a
SA-832-21V
SA-832-23V
见耐热钢焊接材料 见耐热钢焊接材料 见耐热钢焊接材
料 见耐热钢焊接材料
QT(淬火+回火,通常 70mm 以上)Cr-Mo 耐热钢具有比 NT(正火+回火)Cr-Mo 耐热钢更优良的低温冲击韧性。 2.25Cr-1Mo-V,3Cr-1Mo-V 具有比 2.25Cr-1Mo,3Cr-1Mo 更高的强度,优良的抗回火脆性性能。 2.25Cr-1Mo-V,3Cr-1Mo-V 耐热钢并无标准型号的焊材, 世界上也仅有少数几家焊接材料供应商生产相应
的配套焊材。 通常立焊位置的焊条直径被限制在 4mm 以下。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
2.5%Ni 低温钢(2%Ni)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
9A-1 (2-2.5Ni)
-60℃
SA-182-FR
SA-203-A
SA-203-B
SA-234-WPR
SA-333-7
SA-333-9
SA-334-7
SA-334-9
SA-350-LF5
SA-350-LF9
SA-352-LC2
SA-420-WPL9
ER80S-Ni2 / E7015-C1L E7016-C1L E7018-C1L E8016-C1 E8018-C1
F7P10-ENi2-Ni2
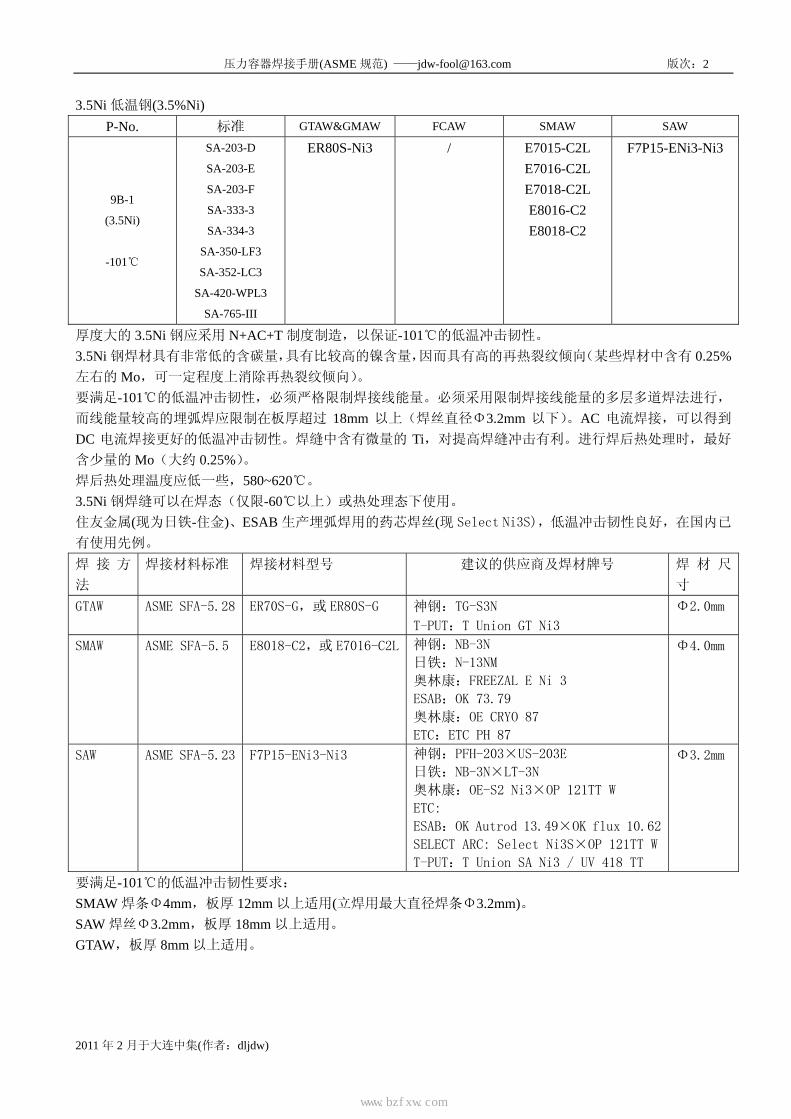
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
3.5Ni 低温钢(3.5%Ni)
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
9B-1
(3.5Ni)
-101℃
SA-203-D
SA-203-E
SA-203-F
SA-333-3
SA-334-3
SA-350-LF3
SA-352-LC3
SA-420-WPL3
SA-765-III
ER80S-Ni3 / E7015-C2L E7016-C2L E7018-C2L E8016-C2 E8018-C2
F7P15-ENi3-Ni3
厚度大的 3.5Ni 钢应采用 N+AC+T 制度制造,以保证-101℃的低温冲击韧性。 3.5Ni 钢焊材具有非常低的含碳量,具有比较高的镍含量,因而具有高的再热裂纹倾向(某些焊材中含有 0.25%左右的 Mo,可一定程度上消除再热裂纹倾向)。 要满足-101℃的低温冲击韧性,必须严格限制焊接线能量。必须采用限制焊接线能量的多层多道焊法进行,
而线能量较高的埋弧焊应限制在板厚超过 18mm 以上(焊丝直径Φ3.2mm 以下)。AC 电流焊接,可以得到
DC 电流焊接更好的低温冲击韧性。焊缝中含有微量的 Ti,对提高焊缝冲击有利。进行焊后热处理时,最好
含少量的 Mo(大约 0.25%)。 焊后热处理温度应低一些,580~620℃。 3.5Ni 钢焊缝可以在焊态(仅限-60℃以上)或热处理态下使用。 住友金属(现为日铁-住金)、ESAB 生产埋弧焊用的药芯焊丝(现 Select Ni3S),低温冲击韧性良好,在国内已
有使用先例。 焊 接 方
法
焊接材料标准 焊接材料型号 建议的供应商及焊材牌号 焊 材 尺
寸
GTAW ASME SFA-5.28 ER70S-G,或 ER80S-G 神钢:TG-S3N
T-PUT:T Union GT Ni3
Φ2.0mm
SMAW ASME SFA-5.5 E8018-C2,或 E7016-C2L 神钢:NB-3N
日铁:N-13NM
奥林康:FREEZAL E Ni 3
ESAB:OK 73.79
奥林康:OE CRYO 87
ETC:ETC PH 87
Φ4.0mm
SAW ASME SFA-5.23 F7P15-ENi3-Ni3 神钢:PFH-203×US-203E
日铁:NB-3N×LT-3N
奥林康:OE-S2 Ni3×OP 121TT W
ETC:
ESAB:OK Autrod 13.49×OK flux 10.62
SELECT ARC: Select Ni3S×OP 121TT W
T-PUT:T Union SA Ni3 / UV 418 TT
Φ3.2mm
要满足-101℃的低温冲击韧性要求: SMAW 焊条Φ4mm,板厚 12mm 以上适用(立焊用最大直径焊条Φ3.2mm)。 SAW 焊丝Φ3.2mm,板厚 18mm 以上适用。 GTAW,板厚 8mm 以上适用。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10A-1
(Mn-0.5Ni-V) SA-225-C
/ E110T5-K4 / /
10A-1
(Mn-V)
SA-487-1-A
SA-487-1-B
E8018-C3

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10B-1
(1Cr-V)
SA-213-T17 ER80S-B2 / E801X-B2 /
标准分享网 www.bzfxw.com 免费下载
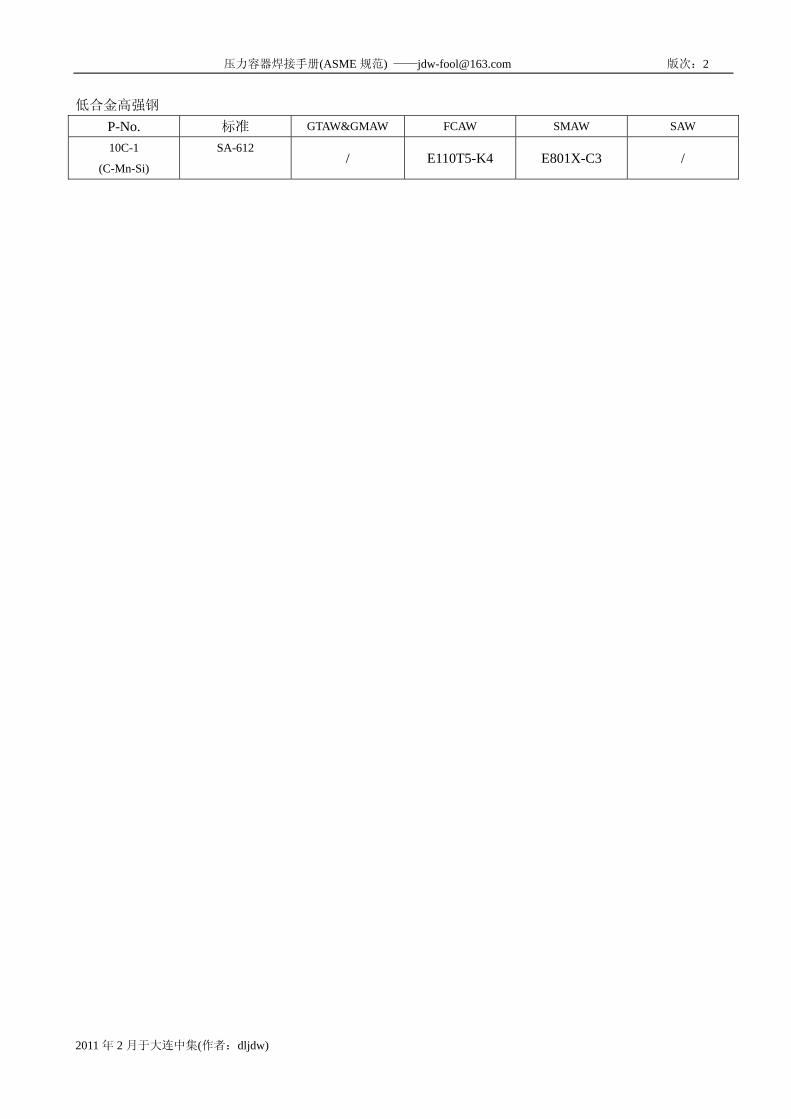
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
低合金高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
10C-1
(C-Mn-Si)
SA-612 / E110T5-K4 E801X-C3 /

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
焊接材料选择指南(UNF 篇) 纯镍合金焊材选择指南
P-No UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW N02200 Nickel200
41 N02201 Nickel201
ERNi-1 ENi-1T0-4 ENi-1 ERNi-1
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
镍-铜合金焊材选择指南 P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N04400 Monel 400 ERNiCu-7 / ENiCu-7 ERNiCu-7 N05500 MONEL K-500 ERNiCu-7 / ENiCu-7 ERNiCu-7 42 N04405 MONEL R-405 / / ENiCu-7 /

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
镍-铬-铁合金焊材选用指南 P-No. UNS No. 通用名 GTAW FCAW SMAW SAW
N06600 Inconel600
ERNiCr-3 ERNiCr-6
ERNiCrFe-5 ERNiCrCoMo-1
ENiCr-3T0-4
ENiCrFe-1 ENiCrFe-2 ENiCrFe-3
ENiCrCoMo-1
ERNiCr-3 ERNiCr-6
ERNiCrFe-5
N06690 Inconel690 ERNiCrFe-7
ERNiCrFe-7A(NUC) ERNiCr-3
/ ENiCrFe-7 ENiCrFe-3
ERNiCrFe-7 ERNiCr-3
N06002 HASTELLOY X ERNiCrCoMo-1 ERNiCrMo-2 / ENiCrCoMo-1
ENiCrMo-2 /
N06625 Inconel 625
ERNiCrMo-3 ERNiCrMo-6 ERNiCrMo-10 ERNiCrMo-14
ERNiCrMo-15(时效)
ENiCrMo-3T0-4
ENiCrMo-3 ENiCrMo-5
ENiCrMo-10 ENiCrMo-14
ERNiCrMo-3 ERNiCrMo-10
N06200 HASTELLOY C-2000® ERNiCrMo-17
N06210 Alloy T21(MAT21) / / / / N06035 HASTELLOY G-35 PS-6099 / / / N06686 INCONEL 686 ERNiCrMo-14 / ENiCrMo-14 ERNiCrMo-14 N06617 INCONEL 617 ERNiCrCoMo-1 / ENiCrCoMo-1 /
N06230 HAYNES 230 ERNiCrCoMo-1 ERNiCrWMo-1 ENiCrCoMo-1
ENiCrWMo-1
N06601 INCONEL 601 ERNiCrFe-11
ERNiCrCoMo-1 ERNiCr-3
ENiCrCoMo-1 ENiCrFe-3
43
N26022 CX2MW ERNiCrMo-10 / ENiCrMo-10 /
注:表中红色的为通常的选择。 一、原则 除了被焊合金外,很多种因素都必须予以考虑,包括强度、耐腐蚀能力、物理和机械性能以及预期的焊缝金
属稀释率。最好选用使形成的焊接件的强度和耐腐蚀能力都比母材高的焊接材料。 二、耐腐蚀性能 设计焊接结构时,应让焊缝金属比母材更耐腐蚀。 焊接 316,317 级别的不锈钢、含钼 6%(254SMo)的超级奥氏体不锈钢、双相不锈钢、INCOLOY825 以及
HASTELOY G-3 通常选用 NiCrMo-3 型焊材。 三、焊前表面清理 要成功的焊接镍及镍基合金,焊前清理工作是非常重要的。硫、磷、石墨以及其它一些低熔点物质(铅)的
影响变脆。脆化后的镍及镍基合金不能恢复塑性,只能废弃。 四、埋弧焊焊剂 埋弧焊焊剂的冶金特性、电流特性,对于不同的生产厂家是不同的。有的焊剂仅适合于单道焊,有的仅适合
于多道焊,使用这些埋弧焊焊剂时,应先向生产厂家进行咨询。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公
司,MIDALLOY 法国:法国液化空气集团 SAF(RCC-M),SELECTARC 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408),VDM,UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC),ACROS 日本:神钢 KOBE,日铁-住金,日本熔接棒 WEL,日本油脂(TASETO),特殊电极(TODUDEN) 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司 英国:曼彻特 METRODE
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
镍-铬—钼(+钨)合金焊材选择指南 P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N10001 HASTELLOY B ERNiMo-1 ERNiMo-7
/ ENiMo-1 ERNiMo-1
N10003 HASTELLOY N ERNiMo-2 / ENiMo-2 /
N10276 HASTELLOY C-276
ERNiCrMo-4 ERNiCrMo-10 ERNiCrMo-14
ENiCrMo-4T0-4ENiCrMo-4 ENiCrMo-10 ENiCrMo-14
ERNiCrMo-4 ERNiCrMo-14
N10665 HASTELLOY B-2 ERNiMo-7
ERNiMo-10 /
ENiMo-7 ENiMo-10
/
N10675 HASTELLOY B-3 ERNiMo-7
ERNiMo-10 /
ENiMo-7 ENiMo-10
/
N10629 HASTELLOY B-4 ERNiMo-7 / ENiMo-7 /
N06022 HASTELLOY C-22
ERNiCrMo-10 ERNiCrMo-13 ERNiCrMo-14
ENiCrMo-10T0-4ENiCrMo-10 ENiCrMo-13 ENiCrMo-14
ERNiCrMo-13ERNiCrMo-14
N06059 Alloy 59 ERNiCrMo-13 ERNiCrMo-14
/ ENiCrMo-13 ENiCrMo-14
ERNiCrMo-13ERNiCrMo-14
44
N06455 HASTELLOY C-4 ERNiCrMo-4 ERNiCrMo-7
ENiCrMo-4T0-4ENiCrMo-4 ENiCrMo-7
/
N10242 HAYNES 242 (ERNiMo-12) / / / 注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC,KTA1408),奥林康(KTA1408),VDM,UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
镍-铁(铬)-钼基合金焊材选择指南
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N08800 Incoloy 800 ERNiCr-3
ERNiCrMo-3 ERNiCrCoMo-1
ENiCr-3T0-4 ENiCrMo-3T0-4
ENiCrFe-2 ENiCrMo-3
ENiCrCoMo-1 ERNiCr-3
N08810 Incoloy 800H ERNiCrCoMo-1 / ENiCrCoMo-1 ERNiCrCoMo-1
N08811 Incoloy 800HT ERNiCr-3 ERNiCrCoMo-1 ENiCr-3T0-4
ENiCrFe-2 ENiCrFe-3
ENiCrCoMo-1 ERNiCr-3
N08825 Incoloy 825 ERNiCrMo-3 ERNiFeCr-1
ERNiCrMo-10 ENiCrMo-3T0-4 ENiCrMo-3
ENiCrMo-10 ERNiCrMo-3
N06007 HASTELLOY G ERNiCrMo-1 ERNiCrMo-9
ERNiCrCoMo-1 / ENiCrCoMo-1 /
N06030 HASTELLOY G-30 ERNiCrMo-11 / ENiCrMo-11 /
N06985 HASTELLOY G-3 ERNiCrMo-9 ERNiCrMo-3 ENiCrMo-3T0-4 ENiCrMo-9
ENiCrMo-3 /
N08020 20Cb-3 ER320LR
ERNiCrMo-3 ERNiCrMo-6
ENiCrMo-3T0-4E320LR
ENiCrMo-3 ENiCrMo-5
/
R30556 HS 556 ER3556 / / /
N08367 AL-6XN ERNiCrMo-3 ERNiCrMo-14 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-14 ENiCrMo-10
ERNiCrMo-3
N08024 20Mo-4 / / / /
N08026 20Mo-6 ERNiCrMo-3 ERNiCrMo-6 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-5 ENiCrMo-10
/
N08028 INCOLOY 28 ER383 ERNiCrMo-3(不含 Nb) / E383-XX
ENiCrMo-3(不含 Nb) /
N08031 Alloy 031 / / / /
R20033 Alloy 33 ISO 14343-A W/GZ 32 31 1 L / / /
N06975 HASTELLOY G-2 ERNiCrMo-8 / / /
N08700 JS 700 / / / /
N08320 Alloy 020(mod.) / / / / N08904 Alloy 904L ER385 / E385 /
N08120 HAYNES HR-120 / / / /
N08801 Incoloy 801 ERNiCrMo-3 ENiCrMo-3T0-4 ENiCrMo-3 ERNiCrMo-3
N08925 25-6Mo ERNiCrMo-3 ERNiCrMo-4 ERNiCrMo-14
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-4 ENiCrMo-14
ERNiCrMo-3
45
J94651 CN3MN ERNiCrMo-3 ERNiCrMo-14 ERNiCrMo-10
ENiCrMo-3T0-4ENiCrMo-3 ENiCrMo-14 ENiCrMo-10
ERNiCrMo-3
注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司
标准分享网 www.bzfxw.com 免费下载
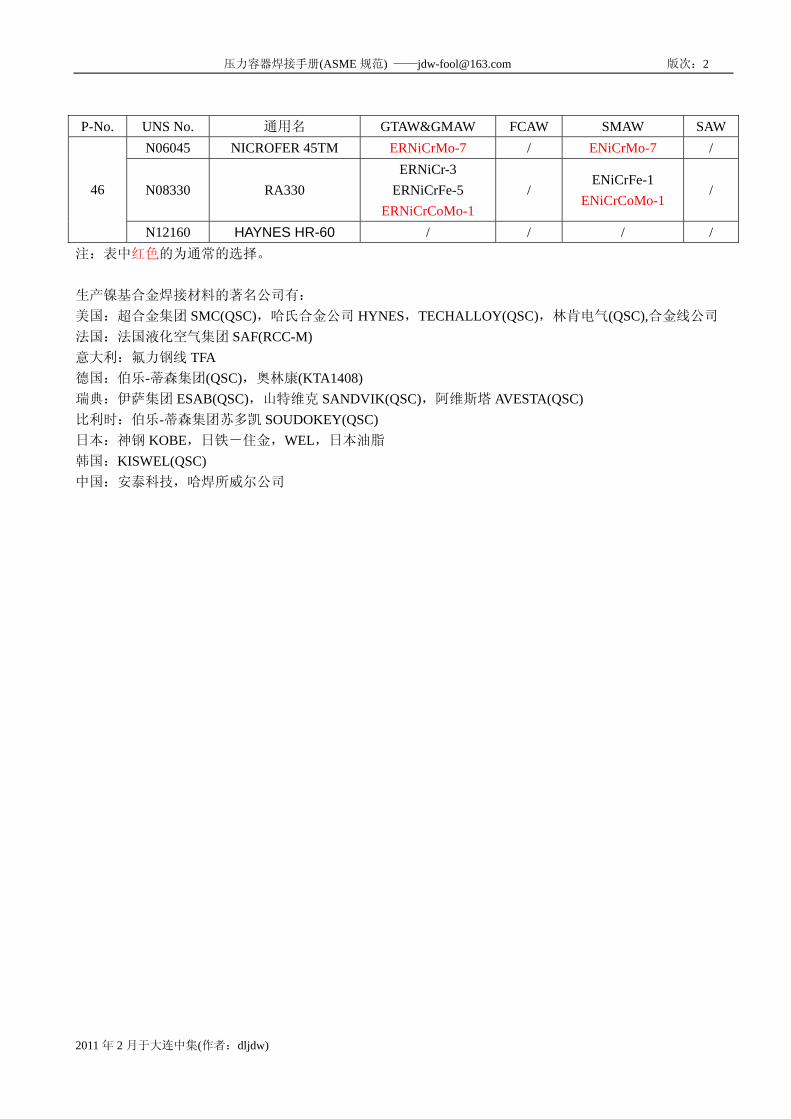
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW
N06045 NICROFER 45TM ERNiCrMo-7 / ENiCrMo-7 /
N08330 RA330 ERNiCr-3
ERNiCrFe-5 ERNiCrCoMo-1
/ ENiCrFe-1
ENiCrCoMo-1 / 46
N12160 HAYNES HR-60 / / / / 注:表中红色的为通常的选择。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW 47 N06230 Alloy 230 ERNiCrWMo-1 / / /
注:表中红色的为通常的选择。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW 49 R31233 ULTIMET / / / /
注:表中红色的为通常的选择。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
钛及钛合金焊材选择指南
P-No. 等级 UNS 成分 GTAW&GMAW
1 R50250 CP Ti ERTi-2
ERTi-1(要求焊接接头高延性时)
2,2H R50400 CP Ti ERTi-3 ERTi-2
7,7H R52400 Ti-015Pd ERTi-7 11 R52250 Ti-015Pd ERTi-11 13 ERTi-13
16,16H R52402 Ti-0.05PdERTi-16 ERTi-7
17 R52252 Ti-0.05PdERTi-17 ERTi-11
26,26H R52404 Ti-0.1RuERTi-26 ERTi-7
27 R52254 Ti-0.1RuERTi-27 ERTi-11
51
30 ERTi-30 注:表中红色的为通常的选择。 母材及焊丝中的杂质含量必须在技术条件允许的范围内。 采用高纯度的氩气进行焊接。 焊前对工件及焊丝必须认真清理。 加强保护措施。
标准分享网 www.bzfxw.com 免费下载
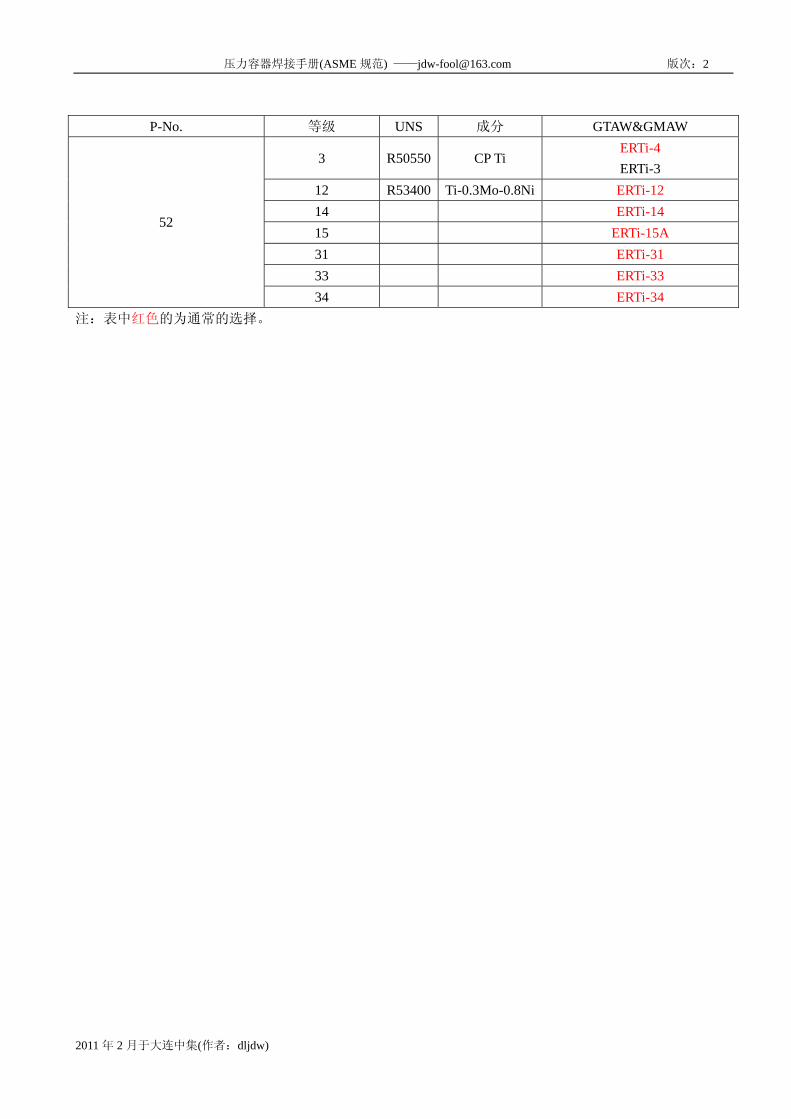
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. 等级 UNS 成分 GTAW&GMAW
3 R50550 CP Ti ERTi-4 ERTi-3
12 R53400 Ti-0.3Mo-0.8Ni ERTi-12 14 ERTi-14 15 ERTi-15A 31 ERTi-31 33 ERTi-33
52
34 ERTi-34 注:表中红色的为通常的选择。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. 等级 UNS 成分 GTAW&GMAW 4 CP Ti ERTi-4 9 R56320 Ti-3Al-2.5V ERTi-9
18 Ti-3Al-2.5V-0.05Pd ERTi-18
28 R56323 Ti-3Al-2.5V-0.1Ru ERTi-28 ERTi-18
53
32 ERTi-32 注:表中红色的为通常的选择。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. 等级 成分 GTAW&GMAW 5 Ti-6Al-4V ERTi-5 6 Ti-5Al-2.5Sn ERTi-6
23 Ti-6Al-4V-ELI ERTi-23 24 ERTi-24 25 ERTi-25
54
29 Ti-6Al-4V-0.1Ru ERTi-29 注:表中红色的为通常的选择。
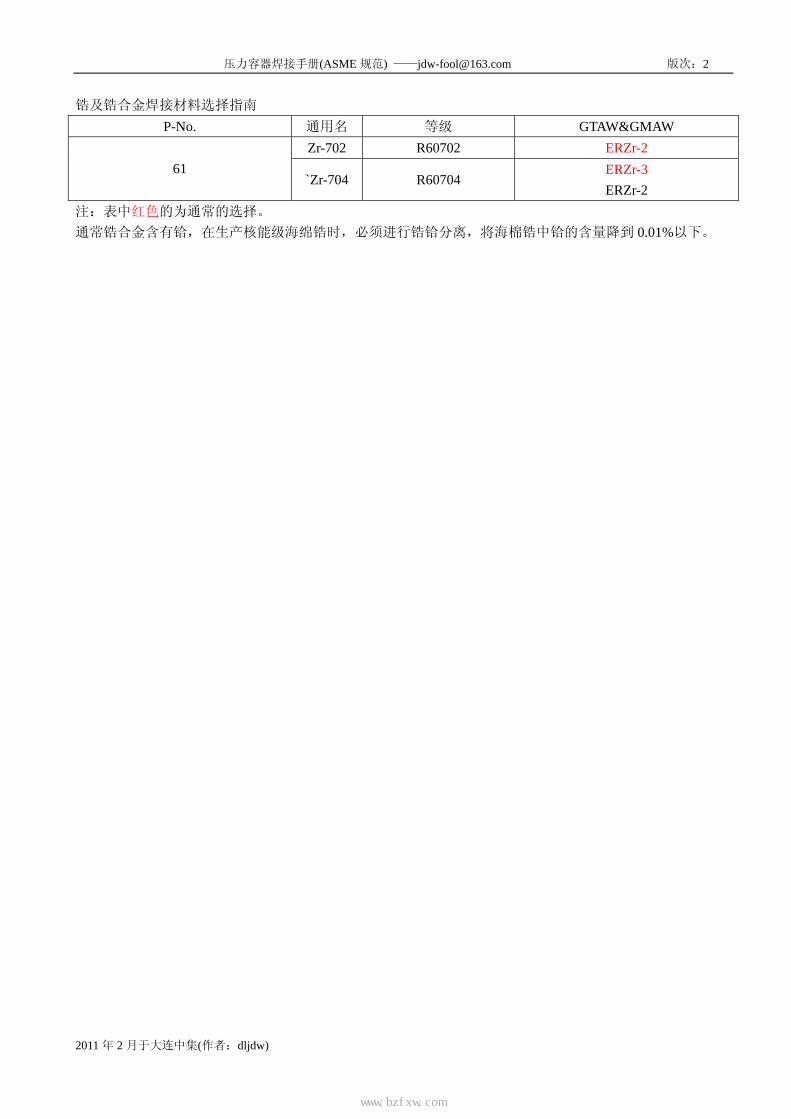
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
锆及锆合金焊接材料选择指南
P-No. 通用名 等级 GTAW&GMAW Zr-702 R60702 ERZr-2
61 `Zr-704 R60704
ERZr-3 ERZr-2
注:表中红色的为通常的选择。 通常锆合金含有铪,在生产核能级海绵锆时,必须进行锆铪分离,将海棉锆中铪的含量降到 0.01%以下。
标准分享网 www.bzfxw.com 免费下载
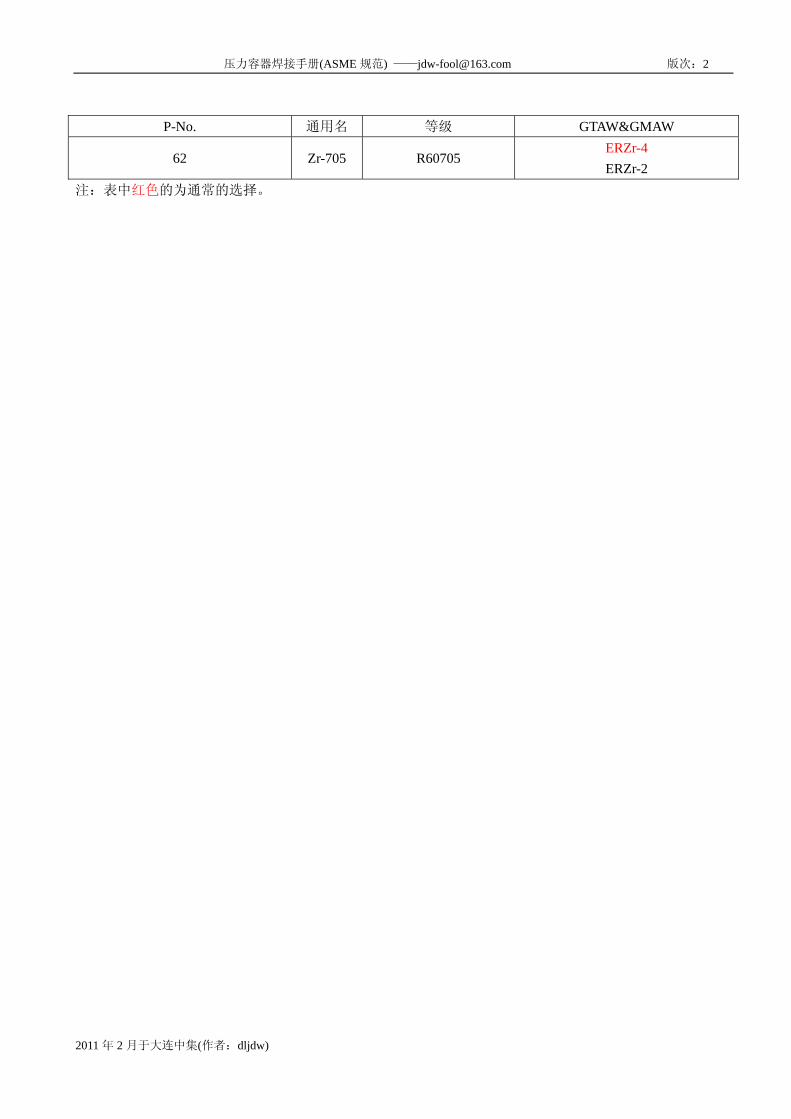
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
P-No. 通用名 等级 GTAW&GMAW
62 Zr-705 R60705 ERZr-4 ERZr-2
注:表中红色的为通常的选择。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
焊接材料选择指南(UHA 篇)
马氏体不锈钢焊材选择指南 P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
403 ER410(SR) E410TX-X(SR) E410-XX(SR) ER410(SR)
410
ER410(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)
E410TX-X(SR) E309TX-X(AW) E310TX-X(AW)
E410NiMoTX-X(AW)
E410-XX(SR) E309-XX(AW) E310-XX(AW)
E410NiMo-XX(AW)
ER410(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)414 ER410(SR) E410TX-X(SR) E410-XX(SR) ER410(SR) 429 ER409Cb
416,416Se
ER410(SR) ER308(AW) ER309(AW) ER312(AW)
E410TX-X(SR) E308TX-X(AW) E309TX-X(AW) E312TX-X(AW)
E410-XX(SR) E308-XX(AW) E309-XX(AW) E312-XX(AW)
/
420 ER420(SR) E420TX-X(SR) E420-XX(SR) /
6
431
ER410(SR) ER308(AW) ER309(AW) ER310(AW)
E410TX-X(SR) E308TX-X(AW) E309TX-X(AW) E310TX-X(AW)
E410-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW)
/
注:表中红色的为通常的选择。 SR:焊后需要进行焊后热处理。 AW:焊后可不需要进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载
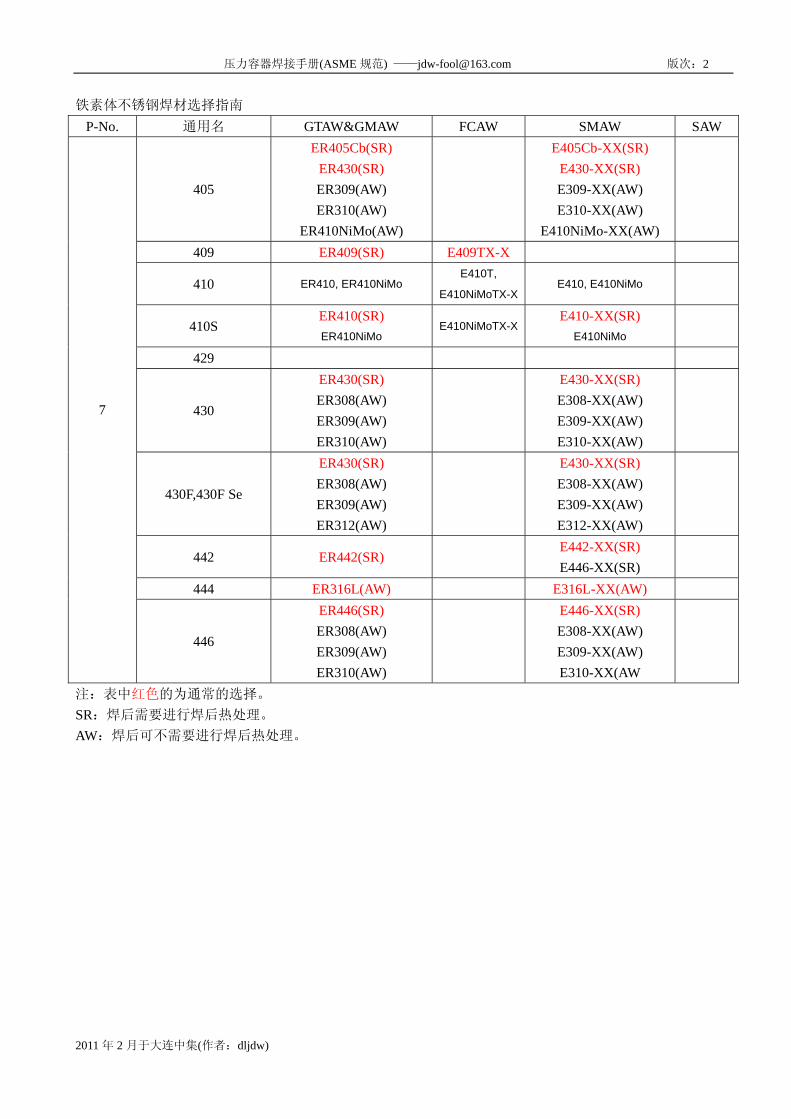
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
铁素体不锈钢焊材选择指南
P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
405
ER405Cb(SR) ER430(SR) ER309(AW) ER310(AW)
ER410NiMo(AW)
E405Cb-XX(SR) E430-XX(SR) E309-XX(AW) E310-XX(AW)
E410NiMo-XX(AW)
409 ER409(SR) E409TX-X
410 ER410, ER410NiMo E410T,
E410NiMoTX-XE410, E410NiMo
410S ER410(SR) ER410NiMo
E410NiMoTX-XE410-XX(SR)
E410NiMo
429
430
ER430(SR) ER308(AW) ER309(AW) ER310(AW)
E430-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW)
430F,430F Se
ER430(SR) ER308(AW) ER309(AW) ER312(AW)
E430-XX(SR) E308-XX(AW) E309-XX(AW) E312-XX(AW)
442 ER442(SR) E442-XX(SR) E446-XX(SR)
444 ER316L(AW) E316L-XX(AW)
7
446
ER446(SR) ER308(AW) ER309(AW) ER310(AW)
E446-XX(SR) E308-XX(AW) E309-XX(AW) E310-XX(AW
注:表中红色的为通常的选择。 SR:焊后需要进行焊后热处理。 AW:焊后可不需要进行焊后热处理。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
奥氏体不锈钢焊材选择指南
P-No. 通用名 GTAW&GMAW FCAW SMAW SAW
201-1,201-2 ER209, ER219, ER308, ER308Si
E308TX-X E209-XX, E219-XX, E308-XX
301,302 ER308,
ER308Si E308TX-X E308
,305,308
XM-19 ER209 ER309 ER312
AMS 5656
/ / /
XM-11 ER309 ER312
AMS 5656
/ / /
302B ER309 E309TX-X E309-XX ER309
304 ER308 ER308Si ER309
ER309Si
E308TX-X E309TX-X
E308-XX E309-XX
ER308
304L ER308L ER308Lsi
ER347
E308LTX-X E347TX-X
E308L-XX E347-XX
ER308L ER347
304H ER308H / E308H-XX / 304N ER308 E308TX-X E308-XX ER308
303,303Se ER312 ER309
/ E312-XX E309-XX
/
309(CH-20) ER309, ER309Si, ER310
E309TX-X, ER310TX-X
E309, E310
309S(CH-10) ER309L, ER309LSi
E309LTX-X, E309CbLTX-X
E309L, E309Cb
309H ER309H E309H-XX
309Cb E309CbLTX-X E309Cb
310(CK-20),310S ER310 E310TX-X E310-XX E310Cb-XX
ER310
310H ER310
310Cb E309Cb
310MoLN (ER310MoL)
316 ER316 E316TX-X E316-XX ER316
316L ER316L ER317L
E316LTX-X E317LTX-X
E316L-XX E317L-XX
ER316L ER317L
316H ER316H / E316H-XX /
316N ER316 E316TX-X E316-XX /
316Ti,316Cb(通常自熔焊接) ER316L ER318
E316LTX-X E316L-XX E318-XX
8
317 ER317 E317LTX-X E317-XX E317L-XX
ER317
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
317L ER317L E317LTX-X E317L-XX ER317L
317LM ERNiCrMo-3 ERNiCrMo-4
/ ENiCrMo-3 ENiCrMo-4
/
321 ER321 E347TX-X E308LTX-X
E347-XX E308L-XX
ER321 ER347
321H ER321 E347TX-X E347-XX ER347
329 ER312 E312-XX
347 ER347 ER347Si
E347TX-X E308LTX-X
E347-XX E308L-XX
ER347
347H ER347 ER347Si
E347TX-X E347-XX ER347
348,348H ER347 ER347Si
E347TX-X E347-XX ER347
439
904L ER385 ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 E385-XX ENiCrMo-3 ENiCrMo-4
ERNiCrMo-3 ERNiCrMo-4
S31254 (254SMo)
ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 ENiCrMo-3 ENiCrMo-4
ENiCrMo-12
ERNiCrMo-3 ERNiCrMo-4
要求焊缝金属耐晶间腐蚀,必须使焊缝金属的含 C 量尽量低(一般要求 C≤0.035%),在 427~850℃范围内的热处理,会使焊缝金属敏化,晶间腐蚀倾
向增大,最好选择含 Ti 或 Nb 的焊接材料,注意 Nb 含量的限制。 304H 等耐热钢,要求焊缝金属的含碳量高一些(0.04~0.08%,最好为 0.05%),并且要求易形成低熔点合金的 Bi 等元素(针对 FCAW,Bi≤0.002%)应尽量
低。 对于需要进行热处理或工作在高温下(ASME II-D 表 A-360)的焊接接头,应对焊缝金属的铁素体含量进行控制: 1)焊后热处理前,焊缝金属的铁素体不得超过 10FN。 2)焊后热处理前,焊缝金属的铁素体不得小于 3FN(对于 347 型焊缝金属,铁素体不得小于 5FN)。 3)18-8-2 焊缝金属的铁素体含量应该在 1-5FN。 ROCHA 晶间腐蚀图,揭示了含碳量-温度-时间对于 18-8 型不锈钢耐晶间腐蚀性能的影响。
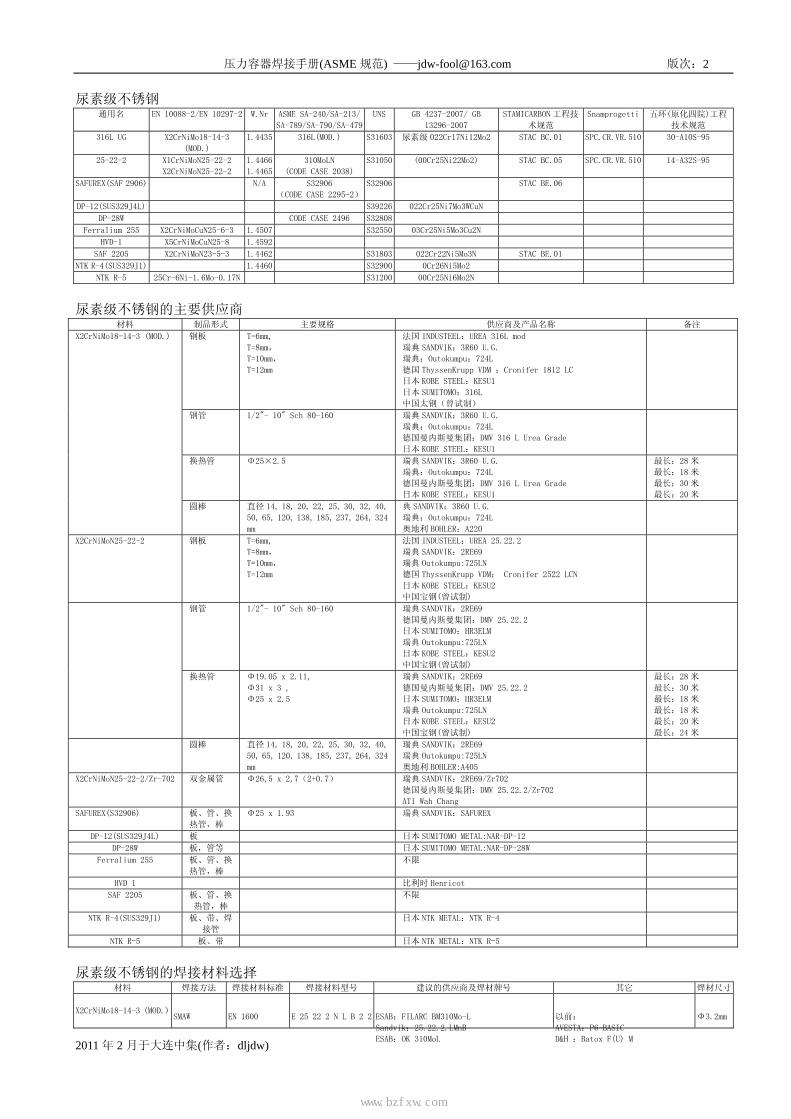
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
尿素级不锈钢
通用名 EN 10088-2/EN 10297-2 W.Nr ASME SA-240/SA-213/
SA-789/SA-790/SA-479
UNS GB 4237-2007/ GB
13296-2007
STAMICARBON 工程技
术规范
Snamprogetti 五环(原化四院)工程
技术规范
316L UG X2CrNiMo18-14-3
(MOD.)
1.4435 316L(MOD.) S31603 尿素级 022Cr17Ni12Mo2 STAC BC.01 SPC.CR.VR.510 30-A10S-95
25-22-2 X1CrNiMoN25-22-2
X2CrNiMoN25-22-2
1.4466
1.4465
310MoLN
(CODE CASE 2038)
S31050 (00Cr25Ni22Mo2) STAC BC.05 SPC.CR.VR.510 14-A32S-95
SAFUREX(SAF 2906) N/A S32906
(CODE CASE 2295-2)
S32906 STAC BE.06
DP-12(SUS329J4L) S39226 022Cr25Ni7Mo3WCuN
DP-28W CODE CASE 2496 S32808
Ferralium 255 X2CrNiMoCuN25-6-3 1.4507 S32550 03Cr25Ni5Mo3Cu2N
HVD-1 X5CrNiMoCuN25-8 1.4592
SAF 2205 X2CrNiMoN23-5-3 1.4462 S31803 022Cr22Ni5Mo3N STAC BE.01
NTK R-4(SUS329J1) 1.4460 S32900 0Cr26Ni5Mo2
NTK R-5 25Cr-6Ni-1.6Mo-0.17N S31200 00Cr25Ni6Mo2N
尿素级不锈钢的主要供应商
材料 制品形式 主要规格 供应商及产品名称 备注
钢板 T=6mm,
T=8mm,
T=10mm,
T=12mm
法国 INDUSTEEL:UREA 316L mod
瑞典 SANDVIK:3R60 U.G.
瑞典:Outokumpu:724L
德国 ThyssenKrupp VDM :Cronifer 1812 LC
日本 KOBE STEEL:KESU1
日本 SUMITOMO:316L
中国太钢(曾试制)
钢管 1/2"- 10" Sch 80-160 瑞典 SANDVIK:3R60 U.G.
瑞典:Outokumpu:724L
德国曼内斯曼集团:DMV 316 L Urea Grade
日本 KOBE STEEL:KESU1
换热管 Φ25×2.5 瑞典 SANDVIK:3R60 U.G.
瑞典:Outokumpu:724L
德国曼内斯曼集团:DMV 316 L Urea Grade
日本 KOBE STEEL:KESU1
最长:28 米
最长:18 米
最长:30 米
最长:20 米
X2CrNiMo18-14-3 (MOD.)
圆棒 直径 14, 18, 20, 22, 25, 30, 32, 40,
50, 65, 120, 138, 185, 237, 264, 324
mm
典 SANDVIK:3R60 U.G.
瑞典:Outokumpu:724L
奥地利 BOHLER:A220
X2CrNiMoN25-22-2 钢板 T=6mm,
T=8mm,
T=10mm,
T=12mm
法国 INDUSTEEL:UREA 25.22.2
瑞典 SANDVIK:2RE69
瑞典 Outokumpu:725LN
德国 ThyssenKrupp VDM: Cronifer 2522 LCN
日本 KOBE STEEL:KESU2
中国宝钢(曾试制)
钢管 1/2"- 10" Sch 80-160 瑞典 SANDVIK:2RE69
德国曼内斯曼集团:DMV 25.22.2
日本 SUMITOMO:HR3ELM
瑞典 Outokumpu:725LN
日本 KOBE STEEL:KESU2
中国宝钢(曾试制)
换热管 Φ19.05 x 2.11,
Φ31 x 3 ,
Φ25 x 2.5
瑞典 SANDVIK:2RE69
德国曼内斯曼集团:DMV 25.22.2
日本 SUMITOMO:HR3ELM
瑞典 Outokumpu:725LN
日本 KOBE STEEL:KESU2
中国宝钢(曾试制)
最长:28 米
最长:30 米
最长:18 米
最长:18 米
最长:20 米
最长:24 米
圆棒 直径 14, 18, 20, 22, 25, 30, 32, 40,
50, 65, 120, 138, 185, 237, 264, 324
mm
瑞典 SANDVIK:2RE69
瑞典 Outokumpu:725LN
奥地利 BOHLER:A405
X2CrNiMoN25-22-2/Zr-702 双金属管 Φ26,5 x 2,7(2+0.7) 瑞典 SANDVIK:2RE69/Zr702
德国曼内斯曼集团:DMV 25.22.2/Zr702
ATI Wah Chang
SAFUREX(S32906) 板、管、换
热管,棒
Φ25 x 1.93 瑞典 SANDVIK:SAFUREX
DP-12(SUS329J4L) 板 日本 SUMITOMO METAL:NAR-DP-12
DP-28W 板,管等 日本 SUMITOMO METAL:NAR-DP-28W
Ferralium 255 板、管、换
热管,棒
不限
HVD 1 比利时 Henricot
SAF 2205 板、管、换
热管,棒
不限
NTK R-4(SUS329J1) 板、带、焊
接管
日本 NTK METAL:NTK R-4
NTK R-5 板、带 日本 NTK METAL:NTK R-5
尿素级不锈钢的焊接材料选择
材料 焊接方法 焊接材料标准 焊接材料型号 建议的供应商及焊材牌号 其它 焊材尺寸
X2CrNiMo18-14-3 (MOD.) SMAW EN 1600 E 25 22 2 N L B 2 2 ESAB:FILARC BM310Mo-L
Sandvik:25.22.2.LMnB
ESAB:OK 310MoL
以前:
AVESTA:P6-BASIC
D&H :Batox F(U) M
Φ3.2mm
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
T-PUT:thermanit 25/22 H
林肯电气:JUNGO 4465
AVESTA:254 SFER RUTILE
伯乐:FOX EASN 25M
UTP:utp 2522 Mo
神钢:NC-310MF
D&H:BATOX-F(U)
GRI-TEC:GRINOX 67
T-PUT:Thermanit 19/15 H
KOBE STEEL:NC-316MF
ESAB:OK 16CKR
(这些焊材近似 E316LMn,可用于焊接
-196℃的 9%Ni 钢)
国内也有用 AVESTA P5 的(E309LMo)
GTAW EN ISO 14343-A W 25 22 2 N L
Sandvik: 25.22.2.LMn
T-PUT:thermanit 25/22 H
林肯电气: LNT 4465
伯乐:BÖHLER EASN 25 M-IG
UTP:UTP A 2522 Mo
神钢:TGS-310MF
GRI-TEC:GRINOX T-67
以前:
KOBE STEEL:NO. 4051
T-PUT:Thermanit 19/15
林肯:LNT 4455
Φ2.0mm
SAW 堆焊
AWS A5.9
EN ISO 14343-A
EQ309L
B 25 22 2 N L
哈焊所:H309L×SJ304
SANDVIK:25-22-2.LMn/FLUX 31S
SODUTAPE:Soudotape 310 MM/RECORD 13 BLFT
以前:
过渡层:B24.13.L+flux 34S
面层:B20.16.3.LMn+ 12B316LFT2
60*0.5mm
60*0.5mm
SMAW EN 1600 E 25 22 2 N L B 2 2
ESAB:FILARC BM310Mo-L
Sandvik:25.22.2.LMnB
ESAB:OK 310MoL
T-PUT:thermanit 25/22 H
林肯电气:JUNGO 4465
AVESTA:254 SFER RUTILE
伯乐:FOX EASN 25M
UTP:UTP 2522 Mo
神钢:NC-310MF
D&H:BATOX-F(U)
GRI-TEC:GRINOX 67
Φ3.2mm
GTAW EN ISO 14343-A W 25 22 2 N L
Sandvik: 25.22.2.LMn
T-PUT:thermanit 25/22 H
林肯电气: LNT 4465
伯乐:BÖHLER EASN 25 M-IG
UTP:UTP A 2522 Mo
神钢:TGS-310MF
GRI-TEC:GRINOX T-67
Φ2.0mm
SAW(堆焊)
AWS A5.9
EN ISO 14343-A
EQ309L
B 25 22 2 N L
哈焊所:H309L×SJ304(或北钢院)
SANDVIK:25-22-2.LMn/FLUX 31S
SODUTAPE:Soudotape 310 MM/RECORD 13 BLFT
60*0.5mm
60*0.5mm
ESW(堆焊)
AWS A5.9
EN ISO 14343-A
EQ309L
B 25 22 2 N L
哈焊所:H309L×SJ304(或北钢院)
SANDVIK:25-22-2.LMn/FLUX 37S(或 FLUX 47S)
ESAB:OK Band 310MoL/OK Flux 10.10
SODUTAPE:Soudotape 310 MM/Record EST 122
60*0.5mm
60*0.5mm
X2CrNiMoN25-22-2
SMAW(堆焊)
AWS A5.4
EN 1600
E309LMo-16
E 25 22 2 N L B 2 2
不限
ESAB:FILARC BM310Mo-L
Sandvik:25.22.2.LMnB
ESAB:OK 310MoL
T-PUT:thermanit 25/22 H
林肯电气:JUNGO 4465
AVESTA:254 SFER RUTILE
伯乐:FOX EASN 25M
UTP:utp 2522 Mo
神钢:NC-310MF
D&H:BATOX-F(U)
GRI-TEC:GRINOX 67
Φ4.0mm
Φ4.0mm
X2CrNiMo18-14-3 (MOD.) GTAW(管头) EN ISO 14343-A W 25 22 2 N L
Sandvik: 25.22.2.LMn
T-PUT:thermanit 25/22 H
林肯电气: LNT 4465
伯乐:BÖHLER EASN 25 M-IG
UTP:UTP A 2522 Mo
神钢:TGS-310MF
GRI-TEC:GRINOX T-67
Φ1.6mm
X2CrNiMoN25-22-2 GTAW(管头) EN ISO 14343-A W 25 22 2 N L
Sandvik: 25.22.2.LMn
T-PUT:thermanit 25/22 H
林肯电气: LNT 4465
伯乐:BÖHLER EASN 25 M-IG
UTP:UTP A 2522 Mo
神钢:TGS-310MF
GRI-TEC:GRINOX T-67
Φ1.6mm
SAW(堆焊) 非标 非标 过渡层:EQ309L
面层:Sandvik:29.8.2.L/FLUX 34S 60*0.5mm
SAFUREX
SMAW(堆焊) 非标 非标 过渡层:E309L-16
面层:Sandvik: 29.8.2.LR Φ4.0mm
SAFUREX GTAW(管头) 非标 非标 Sandvik: 29.8.2.L Φ1.6mm

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
奥氏体-铁素体双相不锈钢焊材选择指南
P-No. UNS No. 通用名 GTAW&GMAW FCAW SMAW SAW S31803 SAF2205 ER2209 E2209TX-X E2209-XX ER2209 S31500 3RE60 SANDVIK22.8.3L
S32304 SAF2304 ER2304 ER2209
/ E2209-XX ER2209
S32950 7-Mo+ S32250 FERRALIUM255 ER2209 E2209TX-X E2209-XX ER2209
S32760 Zeron 100 ER2594
EN1600 25 9 4NLR
E2594-XX ENiCrFe-3
10H
S32750 SAF2507 ER2594
EN1600 25 9 4NLR
E2594-XX ENiCrFe-3
奥氏体-铁素体双相不锈钢焊接时,对于焊接热输入非常的敏感。应防止焊缝的有害相析出,避免降低焊缝
金属的耐腐蚀性能。含 Mo 高的镍基合金填充材料的抗点蚀能力很强,采用镍基合金(不应含 Nb/Cb 元素)
连接奥氏体-铁素体双相不锈钢,可大幅度地提高焊接接头的使用寿命。 对于应用于焊接领域的 S31803,应要求 S31803 的”最小氮含量为 0.14%”。 在某些情况下(允许降低焊缝耐腐蚀性能)S32750 可以使用 AWS A5.9 ER2553 及 AWS A5.4 E2553-XX 进行焊
接。 一般推荐的热输入: S32304 0.5~2.0KJ/mm (最高层间温度为 150℃) S32205 0.5~2.5KJ/mm(最高层间温度为 150℃) S32507 0.3~1.5KJ/mm(最高层间温度为 100℃) 母材、焊缝金属以及热影响区的铁素体含量应该在 30%~65%。 有些时候,焊条电弧焊 SMAW 满足不了焊缝低温冲击韧性要求,这并不表示焊缝性能不合格,这可能是由
于焊缝金属中的过高的氧含量造成的,并不一定是有害的金属中间相形成。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
焊接材料选择指南(UHT 篇) 9%Ni 低温钢 P-No. 抗拉强度 SMAW GTAW&GMAW FCAW SAW
640~825MPa (强度低于标
准值)
ENiCrFe-2 ENiCrFe-3 ENiCrFe-4 ENiCrFe-6 ENiCrFe-9
EN 1600 E 20 16 3 Mn L B 4 2
ERNiCr-3 ERNiCrFe-6
EN ISO 14343, G 20
16 3 Mn L
ENiCr-3T0-4 ENiCr-3T1-4
ERNiCr-3 EN ISO 14343, G 20
16 3 Mn L
11A-1 (9Ni钢) 690~825MPa ENiCrFe-10
ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-4 ENiCrMo-6
ERNiMo-8 ERNiMo-9
ERNiCrMo-3 ERNiCrMo-4
ENiCrMo-3T0-4 ENiCrMo-3T1-4 ENiCrMo-4T0-4 ENiCrMo-4T1-4
ERNiMo-8 ERNiMo-9
ERNiCrMo-3 ERNiCrMo-4
9Ni 钢中的 P≤0.010%,S≤0.003%,适当增加微量的 Mo 和 Nb,有利于提高钢的强度和低温冲击韧性。 生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HAYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408),UTP 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司 欧洲也有使用奥氏体不锈钢焊接材料的,如: EN 1600, E 20 16 3 Mn L B 4 2 例 ESAB OK 69.25
EN ISO 14343, G 20 16 3 Mn L 例 Sandvik 16.13 CMnW(16.5 Cr - 12.6 Ni - 6.9 Mn - W 3.3 bal Fe)
GMAW 使用 He+Ar 混合气焊接,焊接时带有脉冲。 最优的焊接材料应具备的性能:Rep(0.2)≥400MPa,Rm≥700MPa,A≥35%,AKV(-196℃)≥60J。 1. SMAW 优先选择的焊材型号是:ENiCrMo-3,ENiCrMo-4,以及 ENiCrMo-6。规格尺寸从直径 2.5~5.0mm(立焊使用 2.5~4.0mm),焊条应适于 AC 焊接。 2. GTAW/GMAW 优先选择的焊材型号是:ERNiCrMo-3,ERNiCrMo-4。规格尺寸从直径 1.2~2.4mm(GMAW使用 1.2mm 直径焊丝)。 3. SAW 优先选择的焊材型号是:ERNiCrMo-3,ERNiCrMo-4。规格尺寸从直径 1.6~2.4mm(平焊使用直径
2.4mm,横焊用直径 1.6mm,ERNiCrMo-4 焊丝横焊可使用 2.4mm 焊丝)。SAW 的焊剂应根据电流(DC/AC)以及焊接位置(平,横)选择。 4. FCAW 优先选择的焊材型号是:ENiCrMo-3T0-4(平位),ENiCrMo-3T1-4(全位置),采用右焊法,可增加
熔深。 5. 焊评试验中,单面焊双面成形的焊接接头,横向背弯试验通过率很低(不合格率 80%),这与焊缝金属与母
材性能差别过大有关,或许焊接时,根部间隙大一些有利于提高横向背弯试验合格率(采用纵向弯曲或可能更
好)。试验过程中,也有发现母材的屈强比过高,造成横向弯曲不合格率高的。建议限制母材的屈强比(通过
控制正火后的冷却速率)。
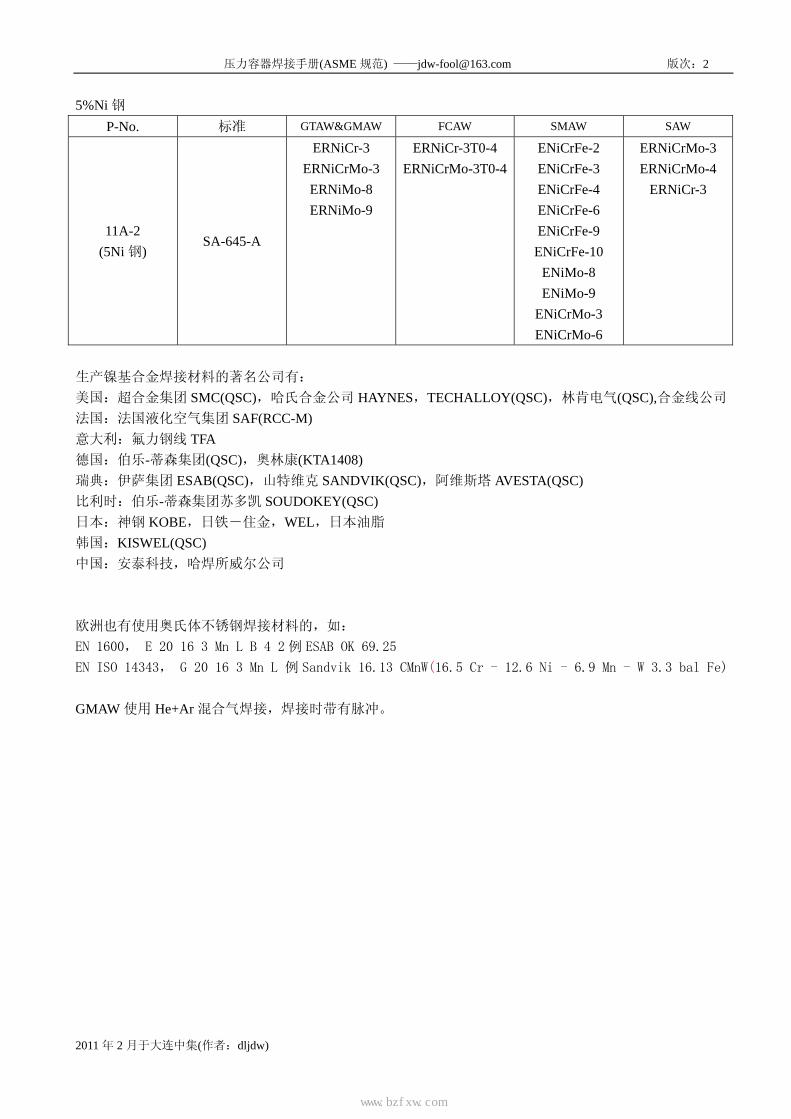
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
5%Ni 钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11A-2 (5Ni 钢)
SA-645-A
ERNiCr-3 ERNiCrMo-3 ERNiMo-8 ERNiMo-9
ERNiCr-3T0-4 ERNiCrMo-3T0-4
ENiCrFe-2 ENiCrFe-3 ENiCrFe-4 ENiCrFe-6 ENiCrFe-9
ENiCrFe-10 ENiMo-8 ENiMo-9
ENiCrMo-3 ENiCrMo-6
ERNiCrMo-3 ERNiCrMo-4
ERNiCr-3
生产镍基合金焊接材料的著名公司有: 美国:超合金集团 SMC(QSC),哈氏合金公司 HAYNES,TECHALLOY(QSC),林肯电气(QSC),合金线公司 法国:法国液化空气集团 SAF(RCC-M) 意大利:氟力钢线 TFA 德国:伯乐-蒂森集团(QSC),奥林康(KTA1408) 瑞典:伊萨集团 ESAB(QSC),山特维克 SANDVIK(QSC),阿维斯塔 AVESTA(QSC) 比利时:伯乐-蒂森集团苏多凯 SOUDOKEY(QSC) 日本:神钢 KOBE,日铁-住金,WEL,日本油脂 韩国:KISWEL(QSC) 中国:安泰科技,哈焊所威尔公司 欧洲也有使用奥氏体不锈钢焊接材料的,如: EN 1600, E 20 16 3 Mn L B 4 2 例 ESAB OK 69.25
EN ISO 14343, G 20 16 3 Mn L 例 Sandvik 16.13 CMnW(16.5 Cr - 12.6 Ni - 6.9 Mn - W 3.3 bal Fe) GMAW 使用 He+Ar 混合气焊接,焊接时带有脉冲。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-487-4-B ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11A-3
SA-487-4-E ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
焊后热处理:580℃缓慢冷却至 300℃,出炉空冷 预热温度与母材的厚度有关系 最大焊接线能量≤20KJ/cm

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-508-4N-1 SA-533-B-3 SA-533-D-3
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X
11A-4
SA-508-4N-2 ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度 100~150℃ 最大焊接线能量≤20KJ/cm 焊后热处理 550~580℃。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-543-B-1 SA-543-C-1
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11A-5
SA-543-B-3 SA-543-C-3
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度与母材的厚度有关系 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11A-10 SA-543-B-2 SA-543-C-2
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度与母材的板厚有关系 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
SA-592-A ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X11B-1
SA-517-A ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-2 SA-517-E SA-592-E
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-3 SA-517-F SA-592-F
ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-4 SA-517-B ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-6 SA-517-J ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
11B-8 SA-517-P ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X预热温度 40~120℃ 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载
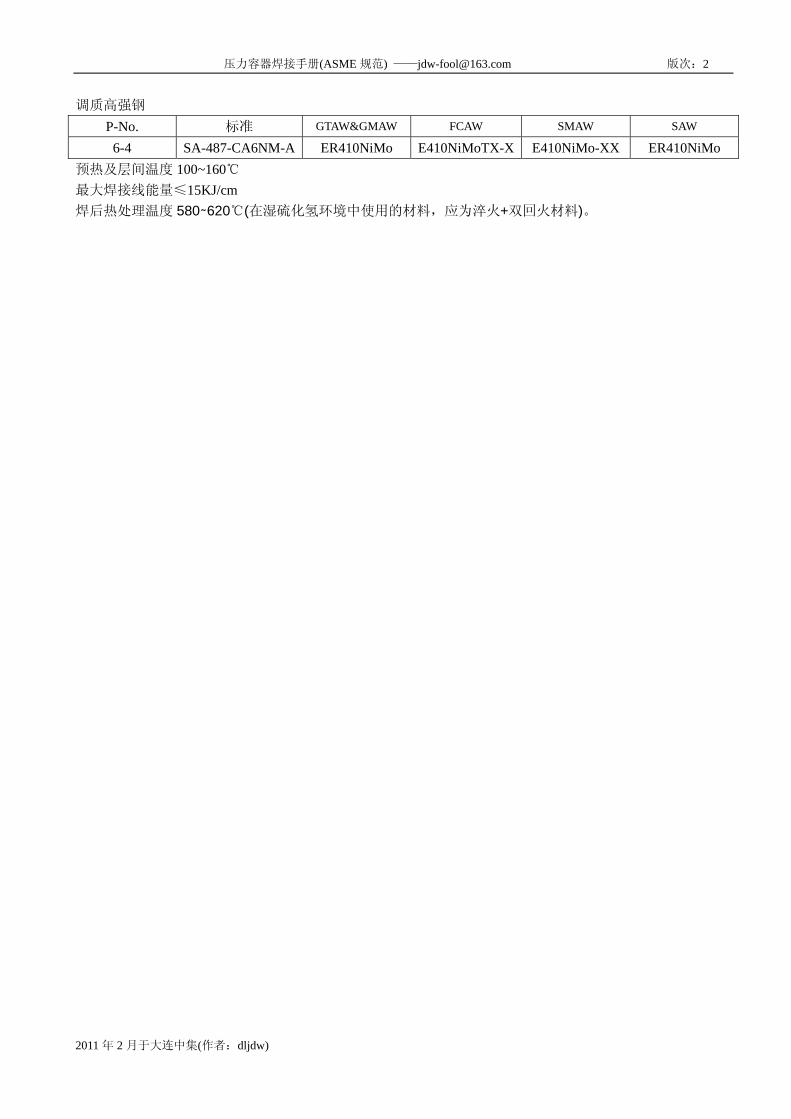
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
6-4 SA-487-CA6NM-A ER410NiMo E410NiMoTX-X E410NiMo-XX ER410NiMo 预热及层间温度 100~160℃ 最大焊接线能量≤15KJ/cm 焊后热处理温度 580∼620℃(在湿硫化氢环境中使用的材料,应为淬火+双回火材料)。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
调质高强钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
ER100S-X E100TX-KX E10018-X F10A(P)X-EX-X1-4
SA-724-A SA-724-B SA-724-C ER110S-X E110TX-KX E11018-X F11A(P)X-EX-X
预热温度通常与母材板厚有关系。 最大焊接线能量≤20KJ/cm 通常不应进行焊后热处理。
标准分享网 www.bzfxw.com 免费下载
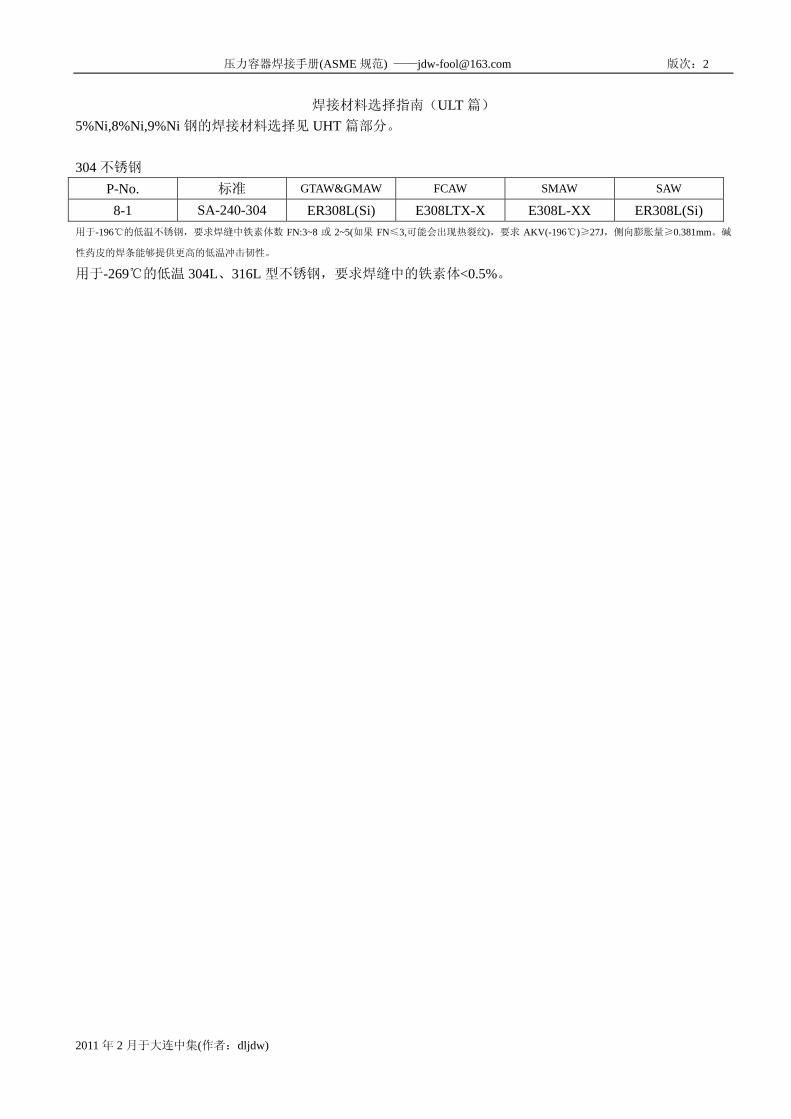
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
焊接材料选择指南(ULT 篇)
5%Ni,8%Ni,9%Ni 钢的焊接材料选择见 UHT 篇部分。 304 不锈钢
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
8-1 SA-240-304 ER308L(Si) E308LTX-X E308L-XX ER308L(Si) 用于-196℃的低温不锈钢,要求焊缝中铁素体数 FN:3~8 或 2~5(如果 FN≤3,可能会出现热裂纹),要求 AKV(-196℃)≥27J,侧向膨胀量≥0.381mm。碱
性药皮的焊条能够提供更高的低温冲击韧性。 用于-269℃的低温 304L、316L 型不锈钢,要求焊缝中的铁素体<0.5%。

压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
5083-O 铝合金
P-No. 标准 GTAW&GMAW FCAW SMAW SAW
25 SB-209 SB-221 SB-241
ER5183 / / /
标准分享网 www.bzfxw.com 免费下载
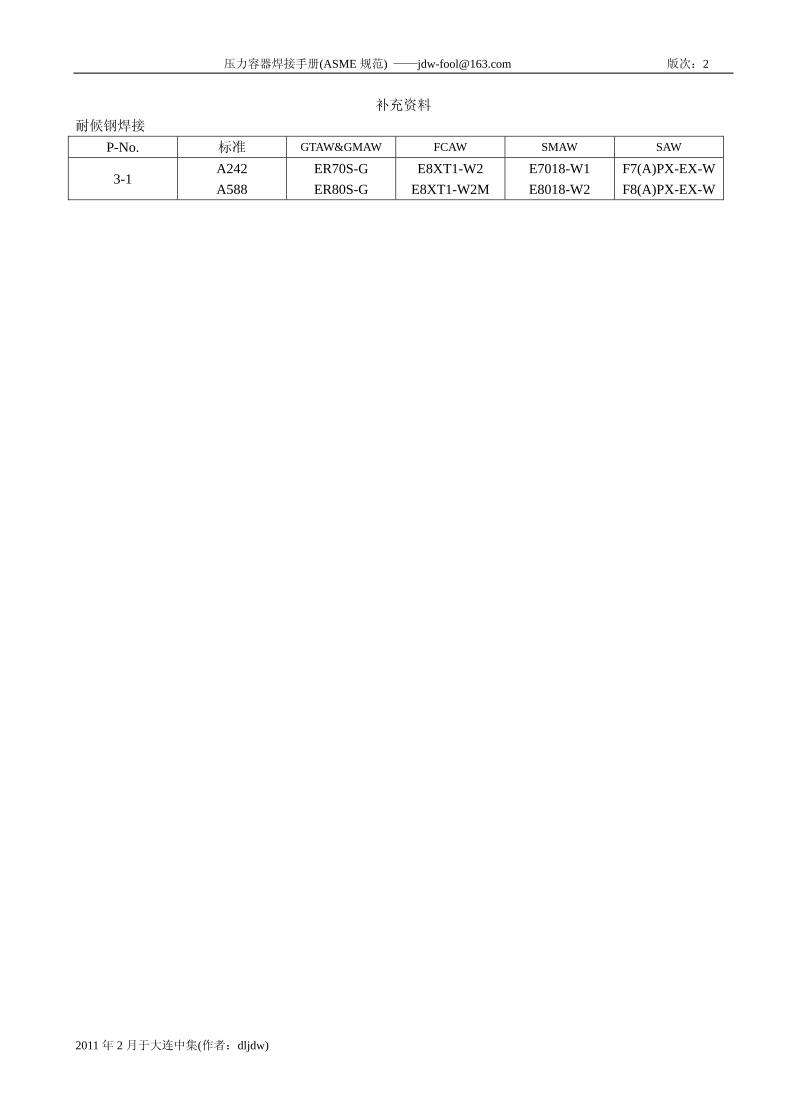
压力容器焊接手册(ASME 规范) ——[email protected] 版次:2
2011 年 2 月于大连中集(作者:dljdw)
补充资料
耐候钢焊接 P-No. 标准 GTAW&GMAW FCAW SMAW SAW
3-1 A242 A588
ER70S-G ER80S-G
E8XT1-W2 E8XT1-W2M
E7018-W1 E8018-W2
F7(A)PX-EX-WF8(A)PX-EX-W