Celda de Manufactura
22
INTRODUCCIÓN. En la actualidad, las compañías manufactureras deben estar en constante perfeccionamiento de técnicas y sistemas de producción para tener la suficiente competitividad y rentabilidad, que les permita mantenerse en el mercado. Es por ello que el sistema de producción de celdas de manufactura debe ser tomado en cuenta para establecer una estrategia de manufactura que guíe el crecimiento de la empresa.
description
Ingenieria en Proceso
Transcript of Celda de Manufactura

INTRODUCCIÓN.En la actualidad, las compañías manufactureras deben estar en constante perfeccionamiento de técnicas y sistemas de producción para tener la suficiente competitividad y rentabilidad, que les permita mantenerse en el mercado.
Es por ello que el sistema de producción de celdas de manufactura debe ser tomado en cuenta para establecer una estrategia de manufactura que guíe el crecimiento de la empresa.
Es una filosofía de manufactura en donde las partes similares son identificadas y agrupadas tomando ventaja de su similitud en manufactura y diseño.
DEFINICIÓN
Se trata de un esquema (layout) de máquinas de diversas funciones para el procesamiento de una misma pieza en una sucesión normalmente en forma de “U”.
Atrib
utos
de
dise
ño
Atributos de
manufactura
Las similitudes son de dos tipos:

¿QUÉ ES UNA CELDA DE
MANUFACTURA?
ES UNA UNIDAD DE TRABAJO MÁS GRANDE
QUE UNA MÁQUINA PERO MÁS PEQUEÑA
QUE EL DEPARTAMENTO GENERALMENTE.
ES LA COMBINACIÓN MÁS EFECTIVA DE
OPERACIONES PARA AUMENTAR EL VALOR
AÑADIDO Y REDUCIR EL DESPERDICIO
TODAS LAS OPERACIONES
NECESARIAS PARA PRODUCIR Y MANTENER FLUJOS DE PRODUCCIÓN
CONTINUOS
OBJETIVO
Uno de los objetivos principales de la manufactura celular es el de minimizar los movimientos e intercambio de material entre los grupos, objetivo que es logrado si se generan células que garanticen la fabricación completa de los productos asignados.
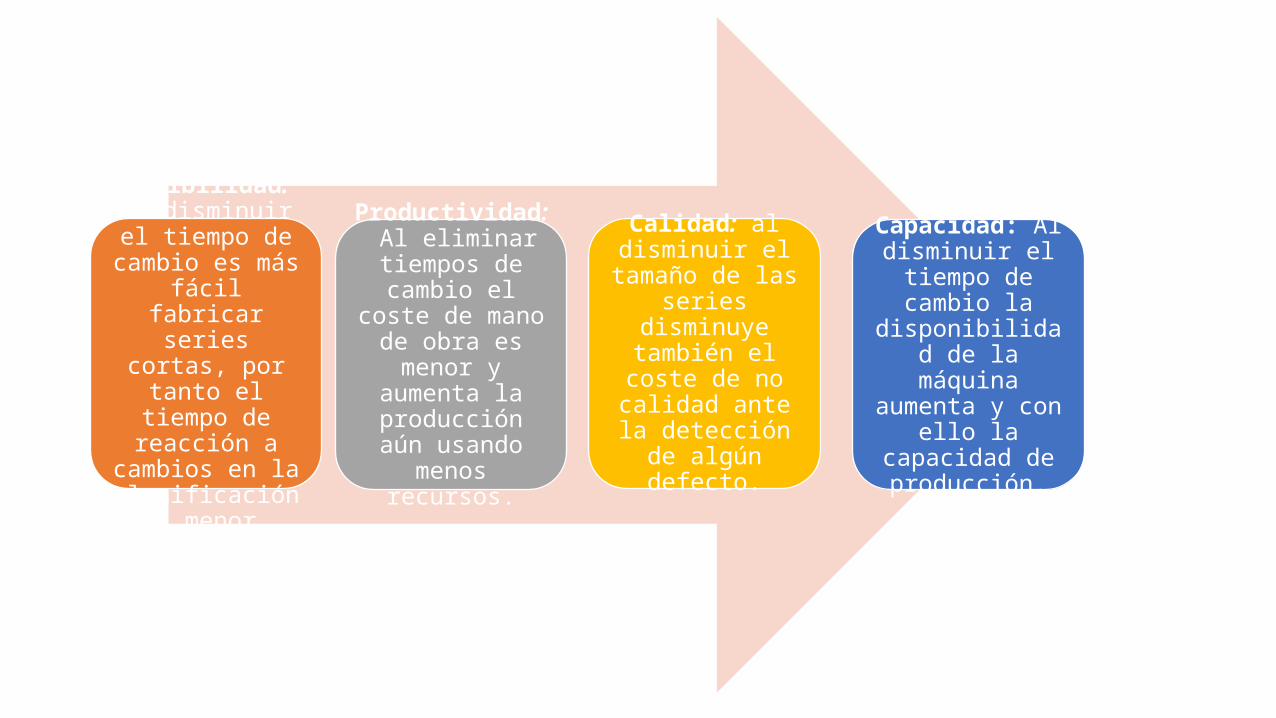
Flexibilidad: Al disminuir el tiempo de cambio es más fácil fabricar series cortas, por tanto el
tiempo de reacción a cambios en la
planificación es menor.
Productividad: Al eliminar tiempos de cambio el coste de mano de obra es
menor y aumenta la producción aún usando menos
recursos.
Calidad: al disminuir el tamaño de las series disminuye
también el coste de no calidad ante la
detección de algún defecto.
Capacidad: Al disminuir el tiempo
de cambio la disponibilidad de la máquina aumenta y con ello la capacidad
de producción.
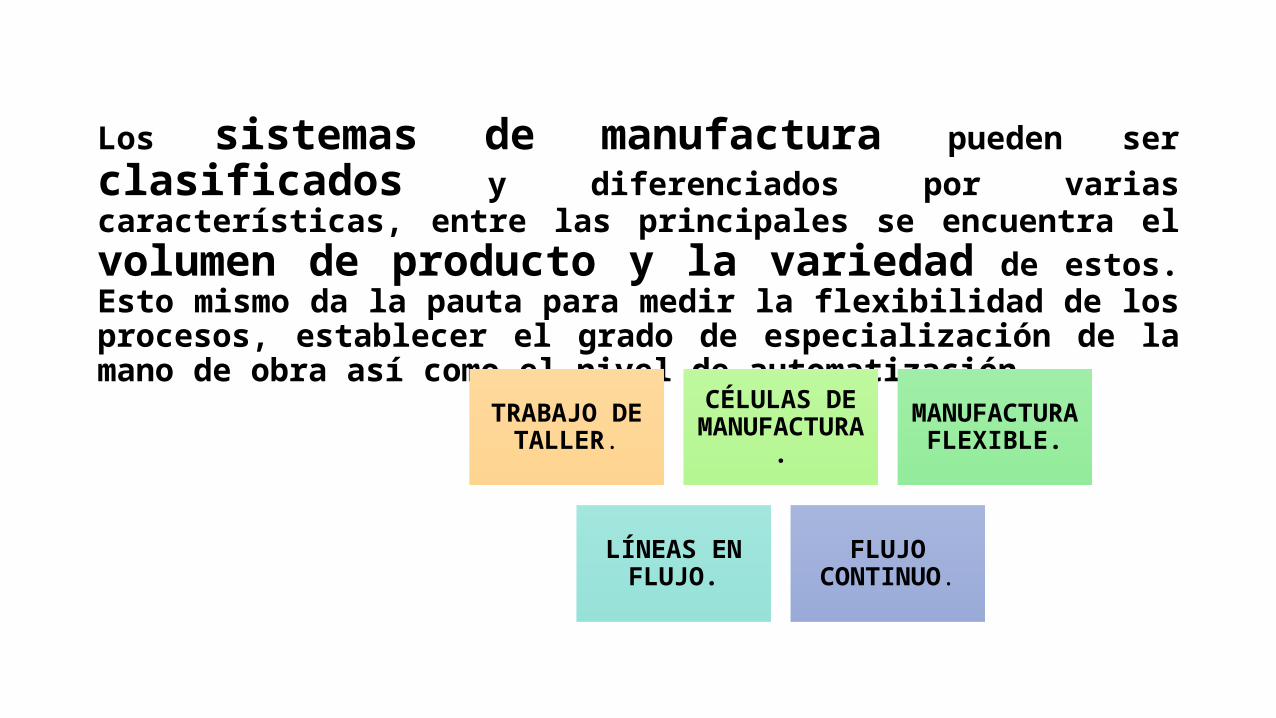
Los sistemas de manufactura pueden ser clasificados y diferenciados por varias características, entre las principales se encuentra el volumen de producto y la variedad de estos. Esto mismo da la pauta para medir la flexibilidad de los procesos, establecer el grado de especialización de la mano de obra así como el nivel de automatización.
TRABAJO DE TALLER.
CÉLULAS DE MANUFACTURA.
MANUFACTURA FLEXIBLE.
LÍNEAS EN FLUJO.
FLUJO CONTINUO.
La tecnología de grupos ha sido favorecida por diversos factores, entre los que cabe citar:
• La complejidad de muchas tecnologías o combinaciones de ellas.
• La necesidad creciente de trabajar con una mayor variedad de materiales diferentes.
• El mayor peso del costo de los materiales en el costo total del producto como resultado de la mayor eficacia del sistema productivo.
• CLASIFICAR: Es un proceso separativo en el cual los artículos son divididos en grupos, basados en la existencia o ausencia de características atribuibles.
• CODIFICAR: Es el proceso de establecer símbolos para ser usados en una significativa comunicación. Para identificar partes con características especificas. Para modelar componentes sin detalles.
Requerimientos para aplicar Celdas de Manufactura
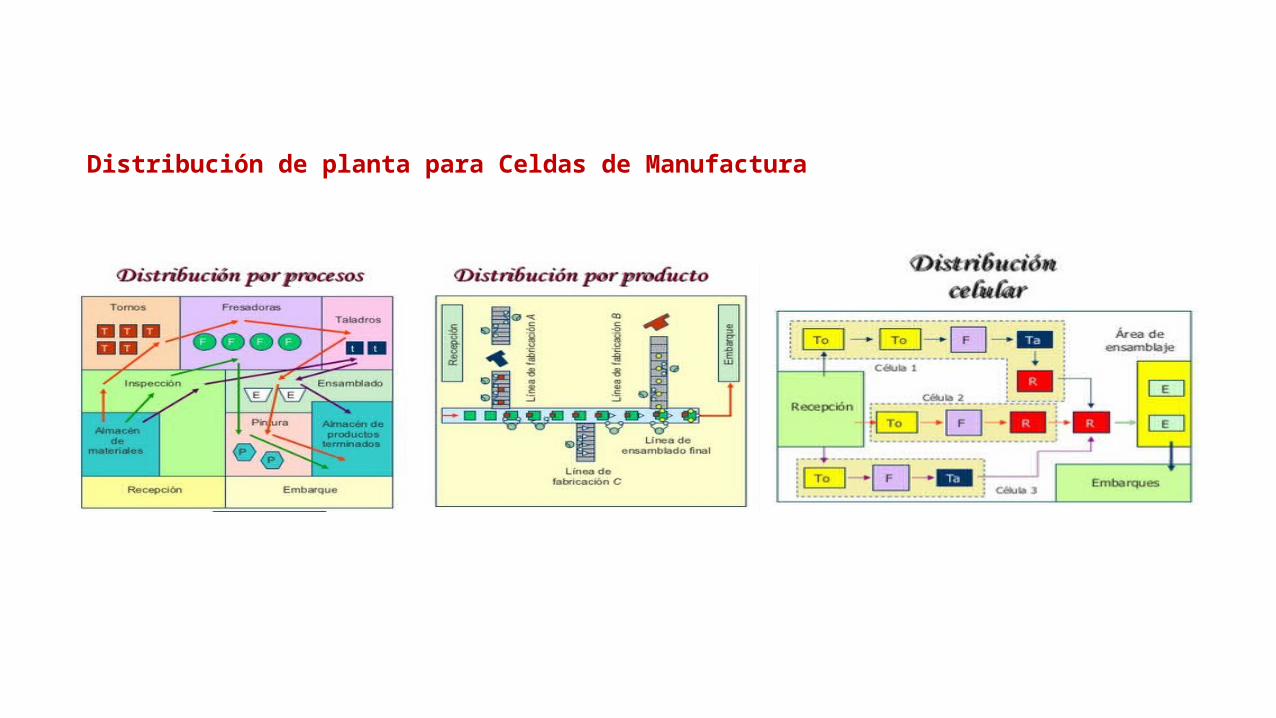
Distribución de planta para Celdas de Manufactura

VENTAJAS DE LA DISTRIBUCIÓN POR CÉLULA.
Reduce el manejo de pieza mayor.
Permite operarios altamente capacitados
Permite cambios frecuentes en el producto
Se adapta a una gran variedad de productos.
Reduce distancias y tiempos de traslados.

APLICACIÓNPara obtener mayor provecho de los nuevos sistemas, las plantas ligan la tecnología a estrategias de manufactura delgada.
La manufactura celular es un práctica, en la cual se arreglan equipos y estaciones de trabajo para facilitar el desempeño de pequeños lotes y flujos continuos de producción.

Fase 0: Análisis de la situación actual, identificando las
operaciones, definiendo actividades internas y
externas, midiendo tiempos y estudiando
las condiciones del cambio.
Fase 1: Separar tareas externas e internas.
Intentar convertir los ajustes internos en
externos (si es posible).
Fase 2: Mejora de operaciones de
preparación, tanto internas como externas para reducir al máximo
sus tiempos.
Fase 3: Eliminar los ajustes que no sean
totalmente necesarios, para reducir aún más el
tiempo de cambio.
MEJORAS
Da continuidad en las operaciones de la planta.
Elimina inventarios en procesos.
Crear procesos flexibles al producir diversos productos en una sola área.
Permite que los operadores sean más eficientes.

EJEMPLO

T1 T3 T4
F2 F3
M1 M2
P2 P3
T2
F1
P1
RECEPCIÓN Y ENVIO DE
PRODUCTO TERMINADO.
RECEPCIÓN DE MATERIA
PRIMA
25 cm
4 cm
3 cm 2 cm
8 cm
11 cm 2 cm
8 cm
8 cm
2 cm
2 cm
ESCALA:1cm= 1m
Layout de la planta

RECEPCIÓN Y ENVIO DE
PRODUCTO TERMINADO.
RECEPCIÓN DE MATERIA
PRIMA
T1 T3 T4
F2 F3
M1 M2
P2 P3
T2
F1
P1
P1
P3
P2
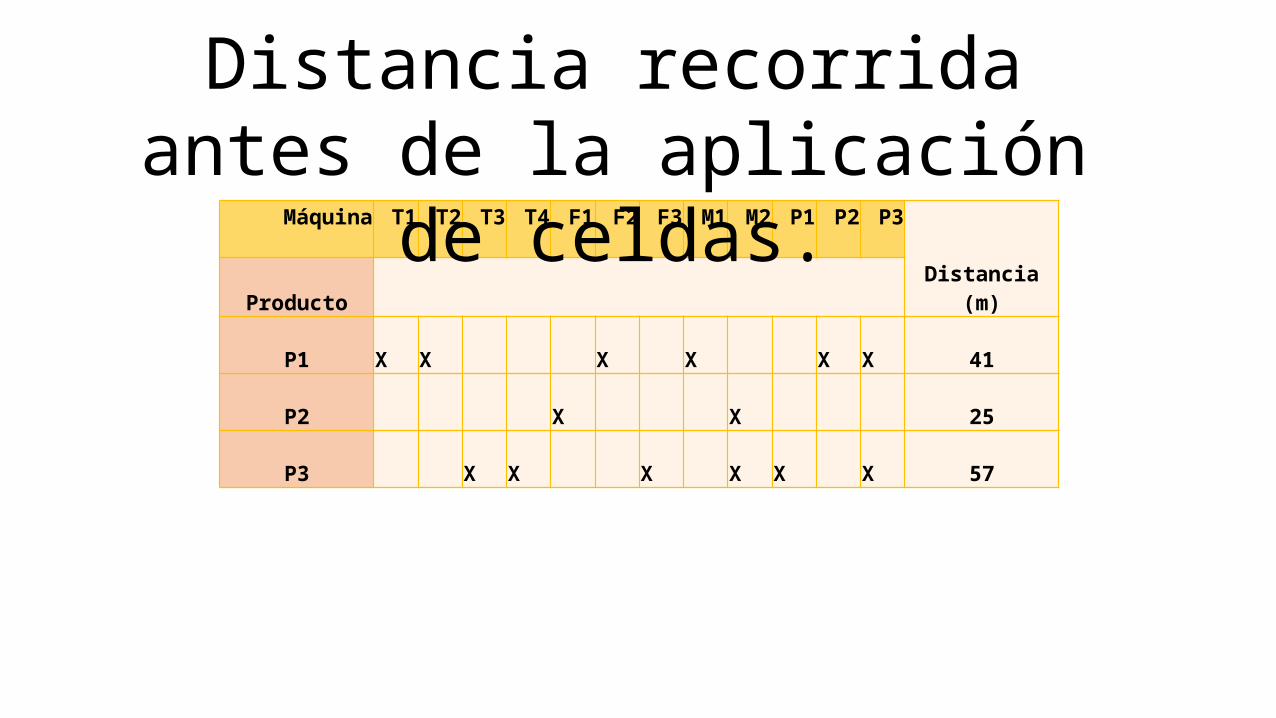
Máquina T1 T2 T3 T4 F1 F2 F3 M1 M2 P1 P2 P3
Distancia (m)Producto
P1 X X X X X X 41
P2 X X 25
P3 X X X X X X 57
Distancia recorrida antes de la aplicación de celdas.
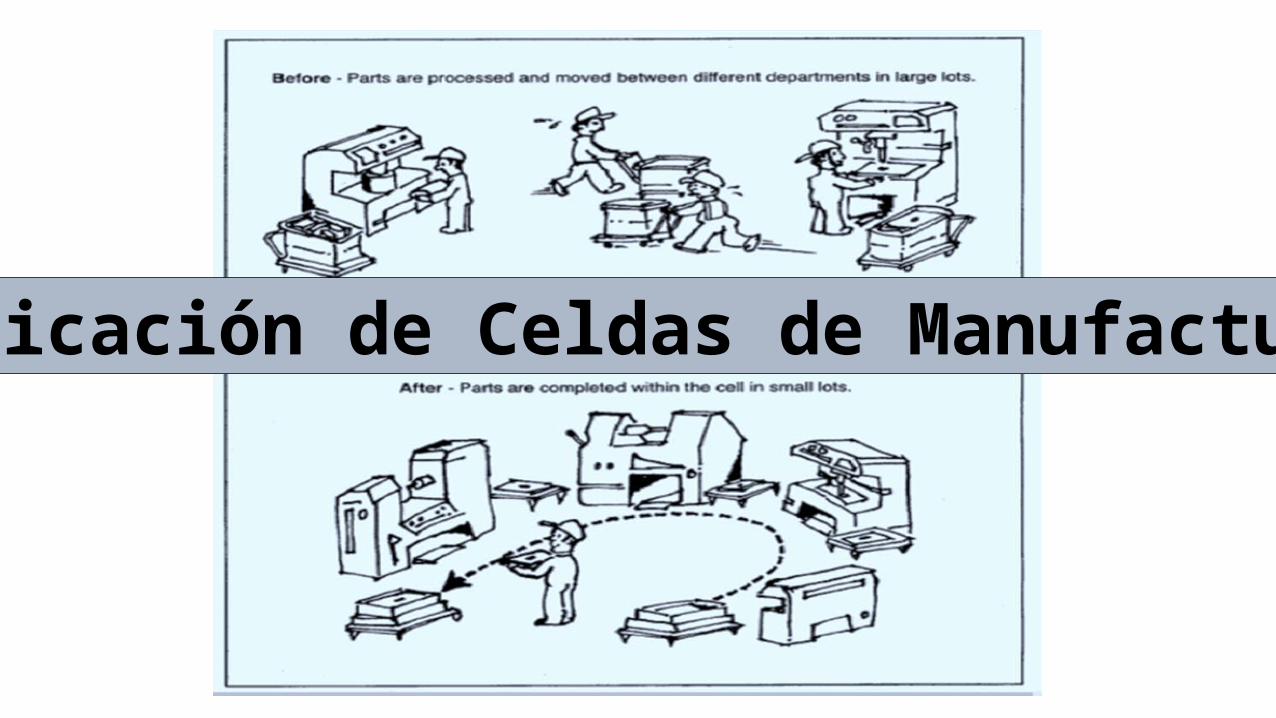
Aplicación de Celdas de Manufactura
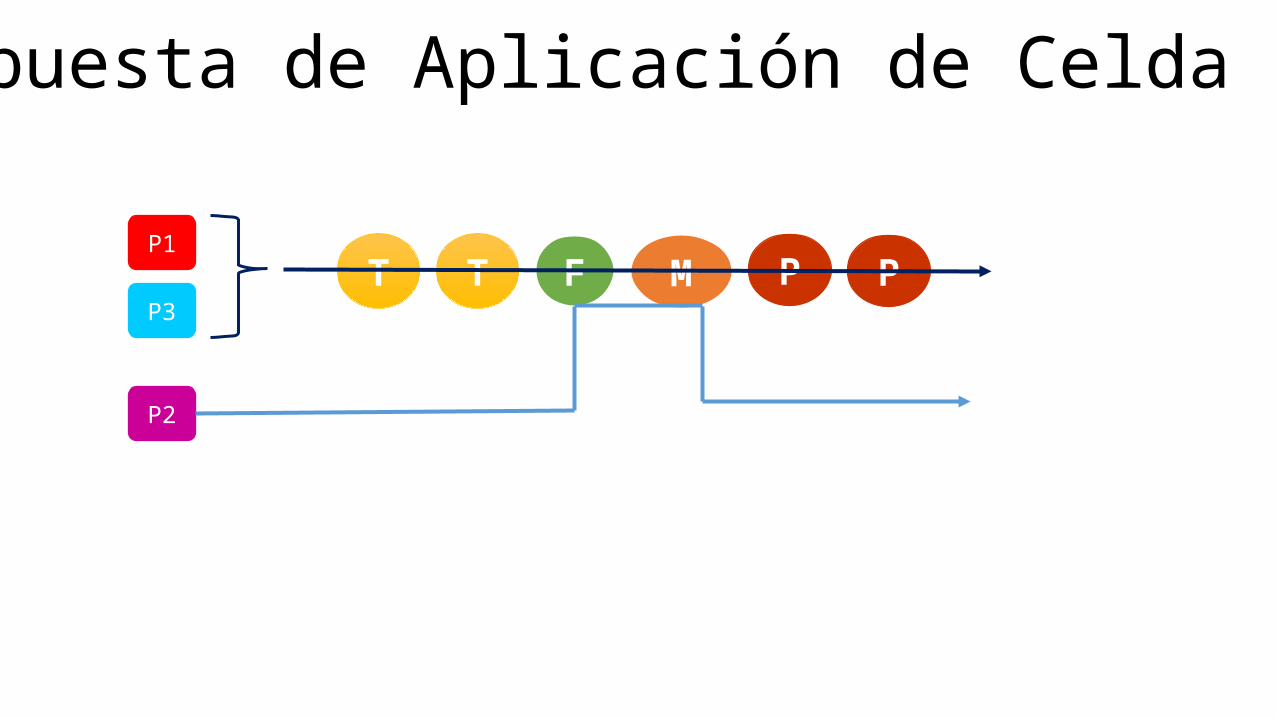
Propuesta de Aplicación de Celda
P1
P2
P3T MF PT P

Nuevo Layout de la planta T
M
PT
F
P2 cm 2 cm 2 cm 2 cm 2 cm
2 cm8 cm 8 cm4 cm
RECEPCIÓN Y ENVIO DE
PRODUCTO TERMINADO.
RECEPCIÓN DE MATERIA
PRIMA
RECEPCIÓN Y ENVIO DE
PRODUCTO TERMINADO.
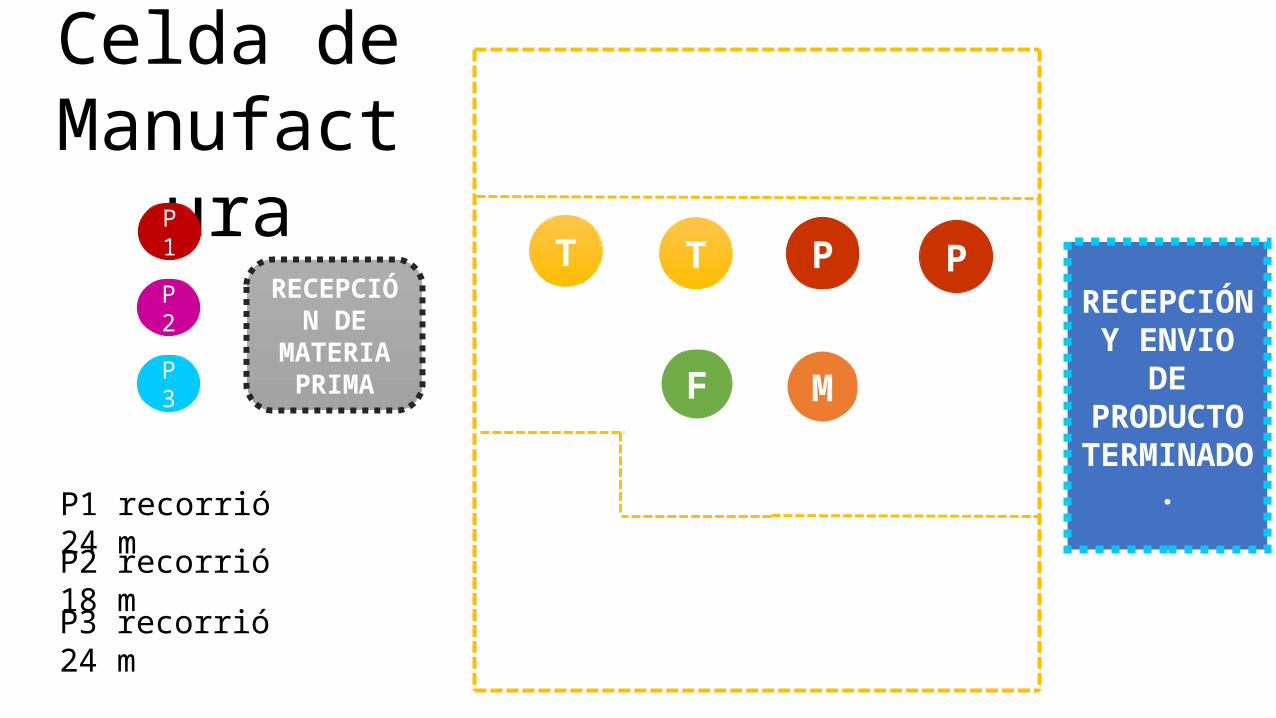
Celda de Manufactura
T
M
PT
F
PRECEPCIÓN DE MATERIA
PRIMA
P1
P3
P2
P1 recorrió 24 m
P2 recorrió 18 m
P3 recorrió 24 m
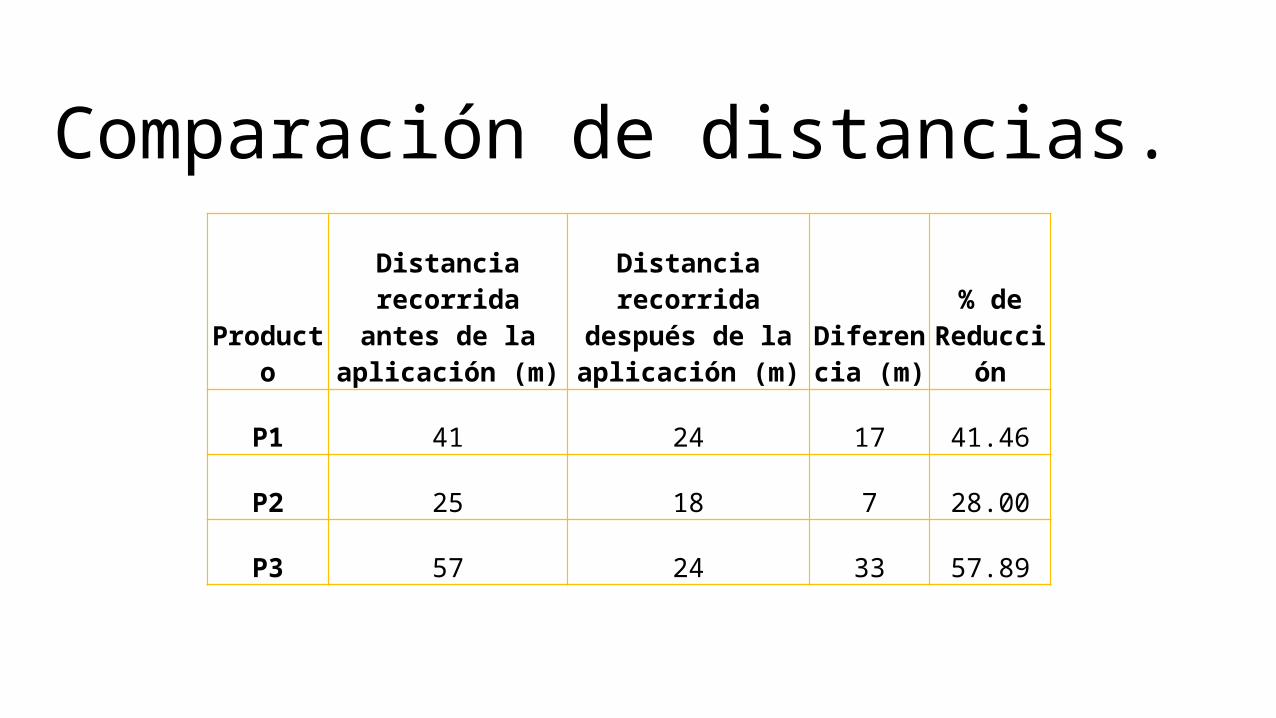
Producto
Distancia recorrida antes de la aplicación
(m)
Distancia recorrida después de la aplicación (m)
Diferencia (m)
% de Reducción
P1 41 24 17 41.46
P2 25 18 7 28.00
P3 57 24 33 57.89
Comparación de distancias.












![Celda de flotacion de Laboratorio EDEMETid85]1.pdf · Title: Celda de flotacion de Laboratorio EDEMET Author: EDEMET Subject: Celda de flotacion Keywords: celda de flotacion; concentracion](https://static.fdocuments.ec/doc/165x107/5ba4202109d3f2c0278ce248/celda-de-flotacion-de-laboratorio-id851pdf-title-celda-de-flotacion-de-laboratorio.jpg)