CARRETERAS BOOMER - kpesic.com · PALBRAS CLAVE: Mezcla asfáltica; tereftalato de Polietileno...
12
BOOMER MEZCLAS CON CARRETERAS PET BUENAS PRÁCTICAS
Transcript of CARRETERAS BOOMER - kpesic.com · PALBRAS CLAVE: Mezcla asfáltica; tereftalato de Polietileno...

BOOMER
MEZCLAS CON
CARRETERASPET
BUENAS PRÁCTICAS
2 BUENAS PRÁCTICAS l FEBRERO 2018
Dr.-Ing. Aitor C. Raposeiras RamosDirector Gi2VAcadémico Instituto de Obras CivilesUniversidad Austral de Chile
Jorge Olavarría BastidasInvestigador Gi2VUniversidad Austral de Chile
AUTORADra.-Ing. Diana Movilla QuesadaDirectora Gi2VAcadémica Instituto de Obras CivilesUniversidad Austral de Chile
INDICADORES DE CONTEXTOPAÍS: ChilePALBRAS CLAVE: Mezcla asfáltica; tereftalato de Polietileno (PET); módulo resiliente; rigidez. SECTOR: Transporte - CarreterasTEMA: Construcción
BOOMERCARRETERAS PET

3BUENAS PRÁCTICAS l ENERO 2018
DIANA MOVILLA / AITOR C. RAPOSEIRAS / JORGE OLIVARRÍA __ FEBRERO 2018
Aquellos que ya tenemos cierta edad, y que pasamos nuestra infancia di-virtiéndonos con “Espinete y Don Pimpón”, los “Caballeros del Zodiaco” o in-
cluso “Fraggle Rock”, recordaremos la existencia de los chicles “Boomer”. Estos chicles contaban con una ventaja que los hacía más populares,
duraban el doble que los otros chicles del mercado y además po-dían ser kilométricos.
Uno de los factores cruciales en el diseño de carreteras es la durabilidad, esta característica “boomer” es necesaria para asegurar
que las capas del pavimento mantengan las propiedades deseadas para el período que han sido diseñadas [1]. Con el aumento en factores como el volumen y las cargas de tráfi-
co, se requiere de un mejor desempeño de los pavimentos, traducido en una infraestructura menos susceptible a deformaciones permanentes a altas temperaturas, y al agrietamiento a bajas
temperaturas. Para ello, una de las soluciones consiste en la modificación de la cantidad de betún asfálti-co, mediante la elección del origen del petróleo utilizado, o cambios en el proceso de refinación de éste, aunque demasiado difícil de conseguir [2]. Una tercera alternativa corresponde a la modificación del ligante asfáltico una vez fabricado, mediante el uso de aditivos en la mezcla, los cuales, al usarse en pequeñas cantidades, mejoran significati- vamente el desempeño del pavimento [3-6].
Los plásticos son materiales usados por casi todos los segmentos produc-tivos de la economía, y su uso tiende a incrementarse con el desarrollo de la industria. Un ejemplo común son las bo- tellas PET, las cuales poseen una corta vida útil y se convierten en residuos en un breve periodo de tiempo [5]. La alta temperatura de fusión de este material obstaculiza su mezcla con el betún, haciendo muy difícil su incorporación a la mezcla [6]. Sin embargo, diversos estudios han promovido que una vez al- canzada su temperatura de transición vítrea (70ºC), gradualmente obtiene pro- piedades cristalinas, aportando rigidez a la mezcla asfáltica [3, 4, 7, 8]. Con este fin, en investigaciones pasadas, se ha incorporado PET como aditivo, reducien- do su tamaño a pequeñas partículas de tamaño máximo nominal menor a 2,36 mm., aunque no se hace especial énfasis al por qué de esta elección arbitra-ria de tamaño de partículas [7–10].
La presente investigación se centra en determinar el efecto de la incorporación de partículas más gruesas de PET a la mezcla asfáltica (Figura 1) en caliente con granulometría IV-A-12, ya que a partir de tamaños entre 5 y 25 mm., se esperan obtener efectos muy positivos en la resistencia mecánica que presenta la mezcla a largo plazo. Para ello, se realizarán ensayos de Estabilidad y Fluencia Marshall, módulo resiliente frente a dos temperaturas, todo ellos en comparación con los resultados obtenidos de la mezcla patrón.
Según la web “Sciencealert.com”, la construcción de pavimentos con este tipo de materiales plásticos supondría un menor impacto medioambiental, ya que además de reducir en un 85% las emisiones de de CO2 al año, este tipo de infraestructura requiere de un menor mantenimiento, resistiendo incluso temperaturas extremas. Por último, se estima que para 1 kilómetro de carretera se requie-ren unas 1.300 toneladas de mezcla asfáltica, por lo que para esta extensión se podrían reutilizar unas 10 toneladas de plástico re-ciclado, aproximadamente.
Figura 1. Partículas de PET adicionadas a la mezcla asfáltica
INTRODUCCIÓN
“...por 1 km de carretera se podrían reutilizar 10 toneladas de plástico”
4 BUENAS PRÁCTICAS l FEBRERO 2018
MEZCLAS CON PET CARRETERAS BOOMER
2. DESCRIPCIÓN METODOLÓGICA
2.1. MATERIALES
Para esta investigación, se utilizó un ligante asfál-tico CA-24 y agregados extraídos de cantera. Por su parte, el Polietileno Tereftalato (PET) es un poliéster termoplástico, transparente, con buenas propieda-des mecánicas y buena estabilidad dimensional ante cargas variables [2]. Para esta investigación, el PET proviene del reciclado de botellas, las cuales fueron cortadas en pequeñas hojuelas y reducidas a su ta-maño final mediante una trituradora. En el estudio experimental, se aprecia gran diferencia de tamaño que ellas poseen con las utilizadas en investigacio-nes anteriores, ya que siempre se habían utilizado partículas finas, con tamaño máximo nominal de 2,36 mm [8, 9, 11]. Sin emabrgo, en esta investigación se promueve el uso de plástico de mayor tamaño, donde sólo una porción menor al 5% pasa por el tamiz Nº4 de abertura 2,36 mm, y más de un 70% posee un ta-maño entre 5 y 10 mm.
Para la dosificación de las probetas se utilizó una de las bandas granulométricas mas utilziadas en Chi-le, la semidensa, IV-A-12, especificada en el Manual de Carreteras [12].
2.2. ENSAYOS EXPERIMENTALES DE LABORATORIO
Para la presente investigación, se realizaron dos ensayos mecánicos: (1) ensayo de Estabilidad y Fluencia Marshall; (2) ensayo de Módulo Resiliente. Para ambos ensayos, es necesario un cálculo del por-centaje de vacíos previo, dado que por normativa la mezcla debe cumplir con un rango específico de va-cíos según la capa donde se desee aplicar la mezcla asfáltica.
2.2.1. PORCENTAJE DE VACÍOS EN EL AGREGADO MINERAL
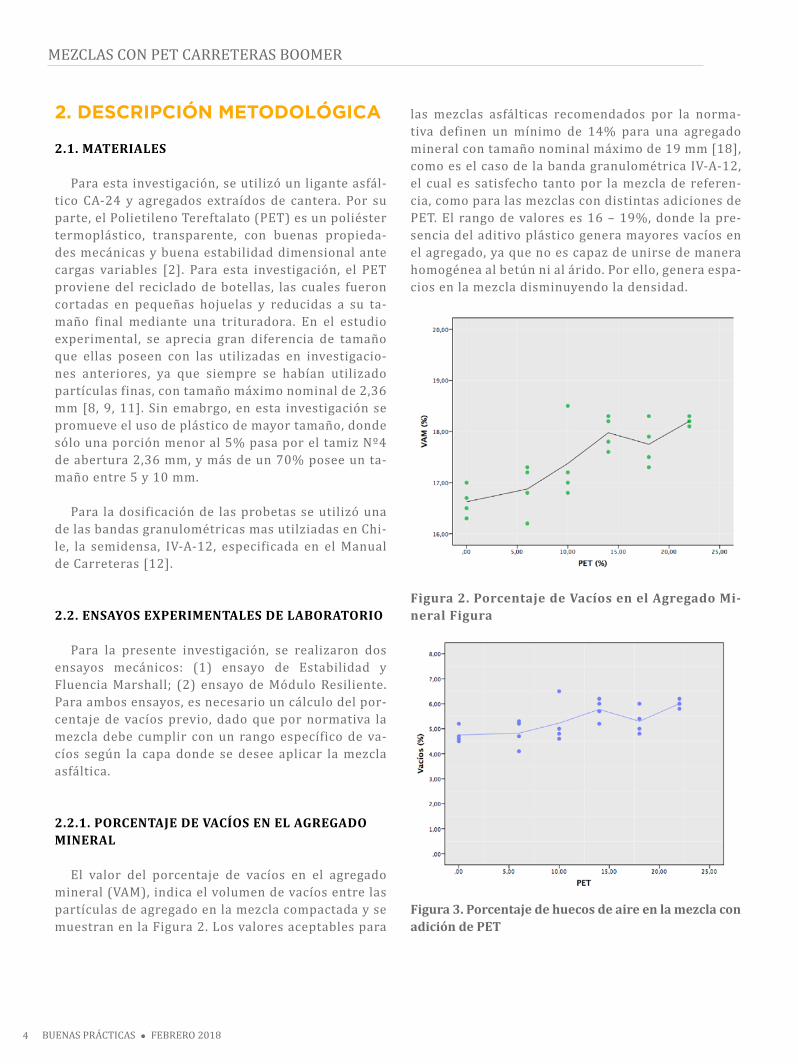
El valor del porcentaje de vacíos en el agregado mineral (VAM), indica el volumen de vacíos entre las partículas de agregado en la mezcla compactada y se muestran en la Figura 2. Los valores aceptables para
las mezclas asfálticas recomendados por la norma-tiva definen un mínimo de 14% para una agregado mineral con tamaño nominal máximo de 19 mm [18], como es el caso de la banda granulométrica IV-A-12, el cual es satisfecho tanto por la mezcla de referen-cia, como para las mezclas con distintas adiciones de PET. El rango de valores es 16 – 19%, donde la pre-sencia del aditivo plástico genera mayores vacíos en el agregado, ya que no es capaz de unirse de manera homogénea al betún ni al árido. Por ello, genera espa-cios en la mezcla disminuyendo la densidad.
Figura 2. Porcentaje de Vacíos en el Agregado Mi-neral Figura
Figura 3. Porcentaje de huecos de aire en la mezcla con adición de PET

5BUENAS PRÁCTICAS l ENERO 2018
DIANA MOVILLA / AITOR C. RAPOSEIRAS / JORGE OLIVARRÍA __ FEBRERO 2018
El porcentaje de huecos en mezcla para una capa de rodadura debe estar comprendido (según norma-tiva) entre 4 y 6%, rango que es satisfactoriamen-te cumplido por la mezcla de referencia y su óptimo de betún. En las mezclas asfálticas convencionales, al aumentar el porcentaje de betún incorporado en la mezcla, los huecos de aire disminuyen, ya que el ligante rellena esos espacios. En el caso de las par-tículas de PET, debido a que no se alcanza su tempe-ratura de fusión, no es capaz de mezclarse de forma homogénea con el ligante, ni el agregado, por ello ge-nera espacios en la mezcla, tal como se muestra en la Figura 3. Con la adición de partículas plásticas a la mezcla, para el mismo porcentaje de betún, los hue-cos de aire crecen, manteniéndose dentro del rango de un 4-6% para porcentajes de adición de 6-18% de PET. Sin embargo, se sobrepasa los valores recomen-dados de huecos de aire para una adición de PET del 22%.
Es importante recalcar, que debe existir un equi-librio en el contenido de vacíos dentro de cualquier mezcla asfáltica, ya que la ausencia de ellos puede crear problemas de ahuellamiento y/o exudación, re-sultando en pavimentos muy permeables y suscepti-bles al paso de agua y vapor de los vehículos, lo que da lugar a una mayor oxidación en la carpeta (enve-jecimiento).

6 BUENAS PRÁCTICAS l FEBRERO 2018
MEZCLAS CON PET CARRETERAS BOOMER
2.2.2. ESTABILIDAD Y FLUENCIA MARSHALL
El ensayo de Estabili-dad y Fluencia Marshall se realiza de acuerdo a la norma AASHTO T 245 [14], mediante una prensa Marshall con una velocidad de deforma-ción de 50 mm/min, tal como se muestra en la Figura 4.
Figura 4. Ensayo de Estabilidad-Fluencia
Marshall
Las probetas se sumergen en un baño de agua a 60ºC durante 40 minutos y son secadas superficial-mente antes de efectuar el ensayo. Para el cálculo del porcentaje de huecos de aire en las probetas, se con-sidera la presencia de las partículas de PET en pro-porción al peso del agregado mineral, al igual que su densidad a temperatura ambiente, correspondiente a 1,38 g/cm3. Por ello, se realiza un ajuste a la expre-sión relativa al cálculo de la densidad máxima de la mezcla para distintos contenidos de ligante[15]. En la nueva expresión se incorpora el porcentaje de PET y su densidad, así como un tercer componente de la mezcla.
Donde :Dmm’: Densidad máxima de la mezcla (kg/m3).Da : Densidad efectiva del agregado (kg/m3).Pb : Porcentaje de asfalto referido al agregado (%).ρb: Densidad del asfalto (kg/m3).PP: Porcentaje de PET referido al agregado (%).ρp: Densidad del PET (kg/m3).
Posteriormente, se utiliza esta expresión para el cálculo de vacíos en el agregado mineral.
Para el ensayo de Estabilidad y Fluencia Marshall se utiliza el porcentaje óptimo de betún para la ban-da granulométrica IV-A-12 obtenido en pasadas in-vestigaciones [13], correspondiente a 5,3% por peso de agregados. Se fabrican un total de 24 probetas Marshall de 101,6 mm de diámetro y 63 mm de altu-ra, con distintos porcentajes de adición de PET, 0%, 6%, 10%,14%,18% y 22% por peso de ligante, con una compactación de 75 golpes por cara, buscando asemejar las condiciones mas desfavorables de trá-fico pesado.
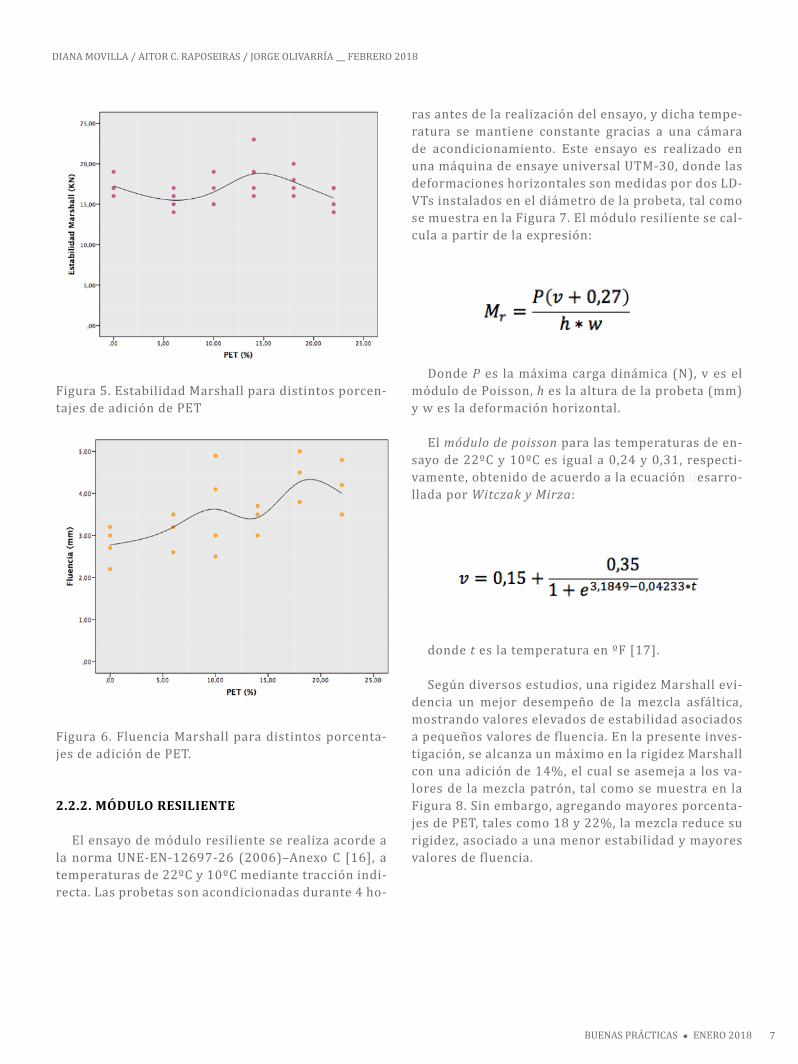
En la Figura 5 se muestran los resultados obte-nidos en el ensayo de estabilidad Marshall para los distintos porcentajes de adición de PET. Se observa una mayor dispersión de los datos de estabilidad en relación a la muestra de referencia, con una inicial pérdida de estabilidad para bajas adiciones de PET, llegando a un máximo de estabilidad cerca del 14% de PET, produciéndose posterioremente una dismi-nución. Lo anterior, es indicativo de que al incremen-tar la incorporación de partículas PET a la mezcla, éstas se vuelven dominantes e interrumpen el co-rrecto funcionamiento de la misma, buscando alcan-zar un contenido óptimo del aditivo que mejore las propiedades mecánicas de la mezcla.
Por otro lado, los valores de Fluencia Marshall que se muestran en la Figura 6, se asocian a la de-formación que recibe la probeta al alcanzar la carga máxima antes de la falla, dando una referencia de la distorsión vertical que recibe la probeta al alcanzar su estado de rotura. Se aprecia que la fluencia crece con cada aumento en la adicion de PET, aún cuando se mantiene el mismo porcentaje de betún para todas las muestras. El aumento en el parámetro de fluen-cia, está asociado a la presencia de las partículas de PET, las cuales generan una mezcla mas flexible, con porcentajes de adición entre un 6 y un 14%, obte-niendo valores dentro de la normativa, la cual exige una fluencia máxima de 4 mm para probetas Mars-hall. Por su parte, la adición de porcentajes de PET entre el 18 y 22% sobrepasa dicho límite, alcanzan-do valores de fluencia cercanos a 5 mm para algunas probetas, lo cual no sería aceptable para una mezcla asfáltica utilizada para capa de rodadura.
7BUENAS PRÁCTICAS l ENERO 2018
DIANA MOVILLA / AITOR C. RAPOSEIRAS / JORGE OLIVARRÍA __ FEBRERO 2018
Figura 5. Estabilidad Marshall para distintos porcen-tajes de adición de PET
Figura 6. Fluencia Marshall para distintos porcenta-jes de adición de PET.
2.2.2. MÓDULO RESILIENTE
El ensayo de módulo resiliente se realiza acorde a la norma UNE-EN-12697-26 (2006)–Anexo C [16], a temperaturas de 22ºC y 10ºC mediante tracción indi-recta. Las probetas son acondicionadas durante 4 ho-
ras antes de la realización del ensayo, y dicha tempe-ratura se mantiene constante gracias a una cámara de acondicionamiento. Este ensayo es realizado en una máquina de ensaye universal UTM-30, donde las deformaciones horizontales son medidas por dos LD-VTs instalados en el diámetro de la probeta, tal como se muestra en la Figura 7. El módulo resiliente se cal-cula a partir de la expresión:
Donde P es la máxima carga dinámica (N), v es el módulo de Poisson, h es la altura de la probeta (mm) y w es la deformación horizontal.
El módulo de poisson para las temperaturas de en-sayo de 22ºC y 10ºC es igual a 0,24 y 0,31, respecti-vamente, obtenido de acuerdo a la ecuación desarro-llada por Witczak y Mirza:
donde t es la temperatura en ºF [17].
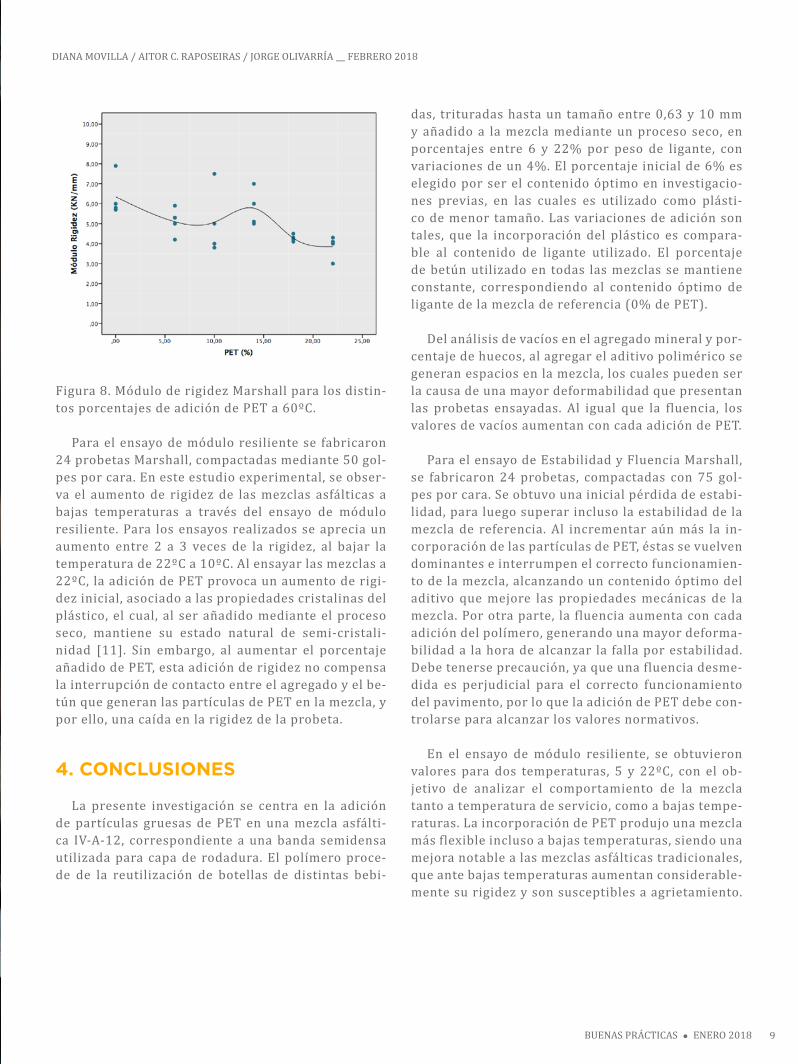
Según diversos estudios, una rigidez Marshall evi-dencia un mejor desempeño de la mezcla asfáltica, mostrando valores elevados de estabilidad asociados a pequeños valores de fluencia. En la presente inves-tigación, se alcanza un máximo en la rigidez Marshall con una adición de 14%, el cual se asemeja a los va-lores de la mezcla patrón, tal como se muestra en la Figura 8. Sin embargo, agregando mayores porcenta-jes de PET, tales como 18 y 22%, la mezcla reduce su rigidez, asociado a una menor estabilidad y mayores valores de fluencia.

8 BUENAS PRÁCTICAS l FEBRERO 2018
MEZCLAS CON PET CARRETERAS BOOMERFIGURA 7. ENSAYO DE MÓDULO RESILIENTE POR TRACCIÓN INDIRECTA EN MÁQUINA DE ENSAYE UNIVERSAL UTM-30
9BUENAS PRÁCTICAS l ENERO 2018
DIANA MOVILLA / AITOR C. RAPOSEIRAS / JORGE OLIVARRÍA __ FEBRERO 2018
Figura 8. Módulo de rigidez Marshall para los distin-tos porcentajes de adición de PET a 60ºC.
Para el ensayo de módulo resiliente se fabricaron 24 probetas Marshall, compactadas mediante 50 gol-pes por cara. En este estudio experimental, se obser-va el aumento de rigidez de las mezclas asfálticas a bajas temperaturas a través del ensayo de módulo resiliente. Para los ensayos realizados se aprecia un aumento entre 2 a 3 veces de la rigidez, al bajar la temperatura de 22ºC a 10ºC. Al ensayar las mezclas a 22ºC, la adición de PET provoca un aumento de rigi-dez inicial, asociado a las propiedades cristalinas del plástico, el cual, al ser añadido mediante el proceso seco, mantiene su estado natural de semi-cristali-nidad [11]. Sin embargo, al aumentar el porcentaje añadido de PET, esta adición de rigidez no compensa la interrupción de contacto entre el agregado y el be-tún que generan las partículas de PET en la mezcla, y por ello, una caída en la rigidez de la probeta.
4. CONCLUSIONES
La presente investigación se centra en la adición de partículas gruesas de PET en una mezcla asfálti-ca IV-A-12, correspondiente a una banda semidensa utilizada para capa de rodadura. El polímero proce-de de la reutilización de botellas de distintas bebi-
das, trituradas hasta un tamaño entre 0,63 y 10 mm y añadido a la mezcla mediante un proceso seco, en porcentajes entre 6 y 22% por peso de ligante, con variaciones de un 4%. El porcentaje inicial de 6% es elegido por ser el contenido óptimo en investigacio-nes previas, en las cuales es utilizado como plásti-co de menor tamaño. Las variaciones de adición son tales, que la incorporación del plástico es compara-ble al contenido de ligante utilizado. El porcentaje de betún utilizado en todas las mezclas se mantiene constante, correspondiendo al contenido óptimo de ligante de la mezcla de referencia (0% de PET).
Del análisis de vacíos en el agregado mineral y por-centaje de huecos, al agregar el aditivo polimérico se generan espacios en la mezcla, los cuales pueden ser la causa de una mayor deformabilidad que presentan las probetas ensayadas. Al igual que la fluencia, los valores de vacíos aumentan con cada adición de PET.
Para el ensayo de Estabilidad y Fluencia Marshall, se fabricaron 24 probetas, compactadas con 75 gol-pes por cara. Se obtuvo una inicial pérdida de estabi-lidad, para luego superar incluso la estabilidad de la mezcla de referencia. Al incrementar aún más la in-corporación de las partículas de PET, éstas se vuelven dominantes e interrumpen el correcto funcionamien-to de la mezcla, alcanzando un contenido óptimo del aditivo que mejore las propiedades mecánicas de la mezcla. Por otra parte, la fluencia aumenta con cada adición del polímero, generando una mayor deforma-bilidad a la hora de alcanzar la falla por estabilidad. Debe tenerse precaución, ya que una fluencia desme-dida es perjudicial para el correcto funcionamiento del pavimento, por lo que la adición de PET debe con-trolarse para alcanzar los valores normativos.
En el ensayo de módulo resiliente, se obtuvieron valores para dos temperaturas, 5 y 22ºC, con el ob-jetivo de analizar el comportamiento de la mezcla tanto a temperatura de servicio, como a bajas tempe-raturas. La incorporación de PET produjo una mezcla más flexible incluso a bajas temperaturas, siendo una mejora notable a las mezclas asfálticas tradicionales, que ante bajas temperaturas aumentan considerable-mente su rigidez y son susceptibles a agrietamiento.
10 BUENAS PRÁCTICAS l FEBRERO 2018
MEZCLAS CON PET CARRETERAS BOOMER
Para las probetas con 22% de adición de PET, se al-canza una pérdida de rigidez de un 30% respecto a la mezcla de referencia, ensayadas a 10ºC.
El porcentaje de adición óptimo alcanzado en esta investigación corresponde a un 14% de partículas gruesas de PET por peso de ligante, a través de un proceso seco. Con ello, se obtiene una mezcla con una mayor estabilidad, una fluencia dentro de los lí-mites normativos y una menor rigidez, promoviendo un uan mayor durabilidad a bajas temperaturas. En comparación con las partículas finas utilizadas en anteriores investigaciones, se demuestra que el uso del material grueso es mucho más beneficioso en la mezcla, si se comparan los parámetros de estabili-dad y fluencia, ya que el material grueso presenta una mejora del 78% en comparación con el fino. Así mismo, el uso de partículas más gruesas minimiza los costos de preparación del plástico, ya que en caso de ser más fino se requiere un proceso más lento de preparación.
Con los datos obtenidos en la presente investiga-ción, se abre la puerta a la implementación de carre-teras de plástico reciclado, siendo una alternativa a lo “tradicional” mejorando los tiempos y costos de construcción, y siendo una opción más “verde” desde el punto de vista medioambiental.
BIBLIOGRAFÍA
[1] Y. R. R. Saragi, P. Lumbangaol, R. A. Sidabutar, and B. S. Siahaan, “Marshall Characteristics in Asphalt Concrete –Wearing Corse (AC-WC) in Various Length and Temperature Submersion,” Procedia Eng., vol. 171, no. Supplement C, pp. 1421–1428, 2017.
[2] M. Sulyman, J. Haponiuk, and K. Formela, “Uti-lization of Recycled Polyethylene Terephthalate (PET) in Engineering Materials: A Review,” Int. J. Environ. Sci. Dev., 2016.
[3] T. B. Moghaddam, M. R. Karim, and T. Syam-maun, “Dynamic properties of stone mastic asphalt mixtures containing waste plastic bottles,” Constr. Build. Mater., vol. 34, no. Supplement C, pp. 236–242, 2012.
[4] Z. Dehghan and A. Modarres, “Evaluating the fatigue properties of hot mix asphalt reinforced by re-cycled PET fibers using 4-point bending test,” Constr. Build. Mater., vol. 139, no. Supplement C, pp. 384–393, 2017.
[5] M. Gürü, M. K. Çubuk, D. Arslan, S. A. Farza-nian, and İ. Bilici, “An approach to the usage of po-lyethylene terephthalate (PET) waste as roadway pavement material,” J. Hazard. Mater., vol. 279, no. Supplement C, pp. 302–310, 2014.
[6] D. Casey, C. McNally, A. Gibney, and M. D. Gil-christ, “Development of a recycled polymer modified binder for use in stone mastic asphalt,” Resour. Con-serv. Recycl., vol. 52, no. 10, pp. 1167–1174, 2008.
[7] E. Ahmadinia, M. Zargar, M. R. Karim, M. Ab-delaziz, and E. Ahmadinia, “Performance evaluation of utilization of waste Polyethylene Terephthalate (PET) in stone mastic asphalt,” Constr. Build. Mater., vol. 36, no. Supplement C, pp. 984–989, 2012.
[8] A. Modarres and H. Hamedi, “Effect of waste plastic bottles on the stiffness and fatigue properties of modified asphalt mixes,” Mater. Des., vol. 61, no. Supplement C, pp. 8–15, 2014.
[9] W. M. N. W. A. Rahman and A. F. A. Wahab,
La mente que se abre a una nueva idea, jamás volverá a su estado original Albert Einstein

11BUENAS PRÁCTICAS l ENERO 2018
DIANA MOVILLA / AITOR C. RAPOSEIRAS / JORGE OLIVARRÍA __ FEBRERO 2018
“Green Pavement using Recycled Polyethylene Tere-phthalate (PET) as Partial Fine Aggregate Replace-ment in Modified Asphalt,” Procedia Eng., vol. 53, no. Supplement C, pp. 124–128, 2013.
[10] T. B. Moghaddam, M. Soltani, M. R. Karim, and H. Baaj, “Optimization of asphalt and modifier con-tents for polyethylene terephthalate modified asphalt mixtures using response surface methodology,” Mea-surement, vol. 74, no. Supplement C, pp. 159–169, 2015.
[11] E. Ahmadinia, M. Zargar, M. R. Karim, M. Ab-delaziz, and P. Shafigh, “Using waste plastic bottles as additive for stone mastic asphalt,” Mater. Des., vol. 32, no. 10, pp. 4844–4849, 2011.
[12] M. D. O. PÚBLICAS, “Manual de carreteras. Especificaciones técnicas generales de construcción.,” vol. 5, 2016.
[13] C. M. Santibáñez, A. C. Raposeiras, and D. Mo-villa Quesada, “Evaluación de la influencia de la esco-ria de cobre en mezclas asfálticas altos contenidos de RAP frente al ensayo de sensibilidad al agua.”
[14] American Association of State Highway and Transportation Officials, “Resistance to Plastic Flow
of Bituminous Mixtures Using Marshall Apparatus.,” T 245-6, 2014.
[15] M. D. O. PÚBLICAS, “Manual de carreteras. Es-pecificaciones y Métodos de Muestreo, Ensaye y Con-trol.,” vol. 8, 2016.
[16] A. E. de N. y Certificación, “Mezclas bitumino-sas. Métodos de ensayo para mezclas bituminosas en caliente. Parte 26: Rigidez.,” UNE-EN 12697-26:2012.
[17] M. W. Witczak, K. Kaloush, T. Pellinen, M. El-Basyouny, and H. Von Quintus, Simple Performance Test for Superpave Mix Design. 2002.
[18] A. Institute, The Asphalt Handbook. Asphalt Institute, 2007.
[19] E. Brown and K. Y Foo, “Evaluation Of Variabi-llly In Resilient Modulus Test Results (Astm D 41 23),” 2017.
[20] M. Karami, H. Nikraz, S. Sebayang, and L. Irianti, “Laboratory experiment on resilient modulus of BRA modified asphalt mixtures,” Int. J. Pavement Res. Technol., 2017.

www.kpesic.com
portal gestionado por la Fundación CEDDET
www.ceddet.org