CAPÍTULO III: SISTEMAS DE AUTOMATIZACIÓN EN LA...
37
CAPÍTULO III: SISTEMAS DE AUTOMATIZACIÓN EN LA MANUFACTURA
Transcript of CAPÍTULO III: SISTEMAS DE AUTOMATIZACIÓN EN LA...

CAPÍTULO III:SISTEMAS DE AUTOMATIZACIÓN EN LA
MANUFACTURA

3. Los sistemas de automatización de la fabricación.
3.1 Estrategias Básicas de Automatización.
La evolución individual de un conjunto variado de tecnologías han conducido al denominadoControl de Procesos por Computador (CPC). Cada una de las tecnologías involucradascuentan con un nivel alto de desarrollo, aplicando el concepto de sinergía, se tiene comoresultado el CPC como un todo, o mejor definido, la Automatización.
Automatización se define generalmente como una aplicación de la Automática a cualquier tipode proceso, y Automática como la ciencia que trata de los métodos y procedimientos, cuyafinalidad es la sustitución del operador humano por un operador artificial en la ejecución de unatarea física o mental previamente programada. Una definición más sencilla de automatizaciónes “la realización mediante máquinas de funcionamiento autónomo, sin intervención delhombre, de tareas y funciones antes encomendadas a éste”.
Desde que la actividad artesanal fue reemplazada por la industrial, el hombre ha buscado tenerel máximo de rendimiento buscando las herramientas y métodos adecuados para ello. Así conla ayuda de la tecnología, el proceso de automatización se ha desarrollado incesantemente enla industria en estos últimos años. El rápido desarrollo de herramientas automáticas aprovocado un intervalo de tiempo más corto entre el hallazgo y su aplicación industrial.
Esta automatización en las últimas décadas a tenido un desarrollo fulminante. En la década delos 40’, la teoría del control automático y la electrónica revolucionaron la industria, apoyándoseen la automatización, industrias del rubro de la mecánica, la hidráulica, la neumática y laelectromecánica. Al aparecer los primeros computadores seguidos por el desarrollo digital seconsigue un salto cualitativo en la industria. En la década de los 70’, aparece elmicroprocesador el que proporciona nuevas aplicaciones de la automatización a nuevas tareas,y la potenciación de máquinas extraordinariamente necesarias, como los controladores lógicosprogramables, los reguladores multibucle y los robots, entre otros.
Existen cuatro estrategias básicas de automatización en cualquier proceso de fabricación:♣ Automatización de las Operaciones de Fabricación.♣ Automatización de las Operaciones de Ensamblaje.♣ Automatización de las Operaciones de Logística.♣ Automatización del Proceso Completo para un producto o familia de productos.
En la implantación del CIM debemos buscar la automatización de todo el proceso defabricación. Los elementos de automatización que debemos utilizar son:♣ FMC (Célula Flexible de Fabricación/Ensamblaje). ◊ Consta de una CN, un robot o
manipulador, entrada y salida, controlador capaz de dirigir la producción. El elemento decontrol de un FMC puede ser un PLC o un computador.
♣ FMS (Sistema Flexible de Fabricación/Ensamblaje) ◊ Agrupación de FMC mediante unAMH.
3.1.1 Implantación y Justificación de la Automatización.
Las preguntas básicas al momento de la Implantación de la automatización que una empresase debe plantear son:♣ ¿Qué se puede automatizar?♣ ¿Es rentable esta automatización?
Al decidir sobre las tecnologías a emplear, los directivos de una empresa no deberían nuncaasumir que la mejor decisión es la mayor automatización posible. La automatización suponeuna gran inversión en activos productivos, lo que conduce al incremento de los costos fijos;también puede suponer un aumento de los costos de mantenimiento y una disminución de laflexibilidad de los recursos. Sin embargo, en el caso de que la repetibilidad sea losuficientemente alta, los beneficios de la automatización sobrepasarán sus inconvenientes.Entre estos beneficios se encuentran la mayor productividad de la mano de obra, unaconsistente calidad superior, ciclos de fabricación más cortos, aumento de la capacidad,

reducción de los inventarios, mayores ventas y la posibilidad de repartir los costos fijos entre unmayor número de artículos.
Los altos volúmenes de fabricación característicos de las plantas enfocadas hacia productos,incrementan la repetibilidad y hacen que la automatización sea una opción atractiva. Cuandose dedica una línea de producción a un determinado producto, los flujos de ésta simplifican lagestión de los materiales, descienden los costos de mano de obra, existe una tendencia aeliminar los inventarios. Por desgracia los volúmenes de fabricación no son siempre losuficientemente elevados como para justificar la creación de una línea dedicada a un soloproducto. En tales casos, los directivos deberían considerar los beneficios asociados a larepetibilidad, que se podrían alcanzar utilizando la Automatización de Bajo Costo, laTecnología de Grupos (GT), o la Automatización Flexible.
3.1.2 Racionalización del Proceso Productivo.
Se debe racionalizar el entorno de fabricación a automatizar para poder automatizarlo. Laracionalización debe ir de acuerdo con el flujo del proceso de fabricación. La racionalización dela planta debe facilitar la visualización de los procesos básicos de fabricación.El componente básico de la nueva planta ha de ser la FMC, ésta debe contemplar:♣ Un único punto de entrada de materiales.♣ Un único punto de salida de materiales.♣ Maquinaria necesaria para realizar una familia de piezas.♣ Control de calidad de salida.♣ Fabricación y control pieza a pieza.
3.1.3 Fases de Automatización.
♣ Fase 0: Establecimiento de Objetivos.♣ Fase 1: Plan de Automatización.♣ Fase 2: Plan de Célula.♣ Fase 3: Implantación de Célula.♣ Fase 4: AMH.♣ Fase 5: Integración del Sistema.
Como requisito previo a la adquisición e implementación de nuevas tecnologías paraautomatizar las operaciones productivas o de servicios, las empresas han de emprender lassiguientes actuaciones:
♣ Simplificación la Tecnología de Proceso: la instalación de automatización de altatecnología en los procesos es costosa en el diseño, en la compra o fabricación y en elmantenimiento. Este hecho motiva que la primera prioridad deba ser intentar simplificar laexistente y procurar eliminar algunos de los costos de la automatización, lo cual puede serabordado por medio de cualquiera de las vías siguientes:
♣ Eliminar la necesidad de un proceso completo.♣ Eliminar pasos, elementos u operaciones.♣ Agilizar lanzamientos y tiempos de cambios de máquinas.♣ Intentar la preautomatización.
♣ Preautomatización: ésta debe abordarse en el espacio laboral a fin de facilitar y posibilitarel trabajo de las máquinas, estando directamente relacionada con la proximidad y laprecisión. La primera hace referencia a la ubicación de todas las herramientas y artículosen curso, de tal forma que se encuentren dentro del campo de actuación de la máquina odel robot. La precisión hace referencia a colocar todas las piezas e instrumentos en el sitiocorrecto, de forma que los brazos robóticos de las máquinas puedan alcanzarlos sinposibilidad de cometer ningún error.
No debe olvidarse que cualquier mejora que se introduzca para facilitar el trabajo de laspersonas; en este sentido, la preautomatización debe estar encaminada a hacer más eficazla utilización de la mano de obra en términos de costos, lo cual siempre será útil, aúncuando, finalmente, no se llegue a instalar la automatización.

♣ Automatización Débil: mediante ésta pueden conseguirse importantes beneficios sinnecesidad de realizar grandes inversiones. Se puede optar, por ejemplo, por acoplar amáquinas convencionales intercambiadores automáticos de herramientas, mecanismos deparada y arranque de máquinas, etc. Esta es una buena forma de empezar laautomatización, pero, lamentablemente, son pocas las empresas que comienzan por estecamino.
3.1.4 Justificación de la Automatización.
Realización de estudios ROI (Retorno de Inversiones) favorables. Además, se debe considerarlos beneficios intangibles:♣ Flexibilidad.♣ Seguridad e higiene.♣ Calidad homogénea.♣ Capacitación del personal.♣ Mayor disciplina de producción.
Conforme la fabricación va mecanizándose progresivamente, las empresas pueden aprenderde la experiencia de aquéllos que han participado en los cambios de las tecnologías deproceso. Los factores que ejercen una mayor repercusión sobre la decisión de adquirir nuevastecnologías automatizadas se muestran en la Tabla 1, la estrategia subyacente en la aplicaciónde nuevas tecnologías por las empresas manufactureras y de servicios es multidimensional,pudiéndose citar entre sus motivos, la liberación de los recursos humanos para que realicentareas que requieran conocimientos y destrezas superiores, la eliminación de trabajosdesagradables o peligrosos y la mejora de la uniformidad del producto, junto a la reducción decostos.
Factores Influyentes Objetivos
♣ Descenso de la productividad.♣ Incremento de la competencia y
competitividad internacional.♣ Avances tecnológicos continuados.♣ Cambios en los mercados.♣ Cambios en los sistemas productivos
♣ Mejora de la calidad del producto.♣ Reducción de los costos de mano
de obra.♣ Mejora de la calidad del proceso.♣ Mejora del nivel de servicio de las
entregas.♣ Reducción de costos indirectos.♣ Adecuación de los productos a las
necesidades de los clientes.♣ Reducción de los costos de
materias primas.♣ Etc.
TABLA 1. Factores Influyentes en la Adquisición de Sistemas Automatizados y ObjetivosPerseguidos con el mismo.
A pesar del enorme potencial que reúnen las nuevas tecnologías de fabricación, las pequeñasy medianas empresas muestran cierta aversión a adquirir sistemas integrados de producciónautomatizada. Las razones radican principalmente en que carecen de recursos financierossuficientes y no pueden exponerse a niveles de riesgo elevados, no disponen del tiemponecesario de los directivos para investigar el potencial de las nuevas tecnologías y les falta laexperiencia necesaria para elegir la mejor opción. Por su parte, las grandes empresas tienenproblemas como por ejemplo, la aparente incapacidad de la Dirección para apreciar oreconocer el potencial competitivo de las nuevas tecnologías y, en algunos casos, de laimperiosa necesidad de investigar sobre ellas.

3.1.5 Nivel 1. Tecnologías de control de automatización.
El esquema básico de una máquina controlada por procesador es:
Sistema de control (SC)Sistema de sensores y actuadores(SSA)Sistema eléctrico (SE)Sistema mecánico (SM)
Desde el punto de vista CIM, el sistema de control corresponderá al nivel 1 y el sistema desensores y actuadores al nivel 0.
3.1.5 Controladores de máquina
Básicamente nos encontramos con los siguientes tipos de controladores de máquinas:
a) Autómata Programable (PLC)
Se diseñaron como sustitutos de los armarios de relés o lógica cableada que efectuaban elcontrol secuencial. Tienen un precio medio inferior al de un PC y están diseñados para trabajaren entornos duros y en tiempo real.
Hay tres tipos comunes de modos de programación:• Diagramas de contactos.• Diagramas de bloques funcionales.• Lista de instrucciones.
b) Control Distribuido.
Son sistemas especialmente diseñados para el control de procesos de tipo continuo. Constanbásicamente de:• Una unidad central de proceso.• Una red industrial.• Un número N de microprocesadores, cada uno actuando sobre un cierto conjunto de
equipos de medida, sensores, etc., en una zona de la planta.
c) Controladores de robots.
Robots sencillos → PLC.Robots complejos → Computador.
Actualmente existen tres tipos de lenguajes de programación de robots (Computador).• Lenguajes de primitivas de movimiento. (se le programan trayectorias)• Lenguajes de programación estructurada. (off-line pero complejo)• Lenguajes orientados a tareas.
d) Controladores para AMH. (Sistemas Automáticos de Transporte de Materiales)
Básicamente →•PLC.
e) Controladores para sistemas de visión.
Computador + interfaz específica con la cámara de televisión.
f) Control numérico.
La última generación de CNC (Computer numerical Control) son los denominados DNC (DirectNumerical Control) que disponen de una puerta de comunicaciones que permite la conexión

directa a un computador y elimina uno de los elementos menos fiables del sistema, el lector decinta.
Se usan DNC en plantas con sistemas CAM y CNC con plantas sin sistemas CAM.La variedad de controladores de máquina crea problemas tanto en la conexión de estoscontroladores como en la integración de los mismos al sistema CIM.
3.1. Nivel 0. Tecnologías básicas de automatización.
Automatización → sustitución del trabajo humano.
La microelectrónica ha supuesto el mayor impulso en desarrollo de la automatización.
Transductor → convierte una variable física (temperatura) en una señal eléctrica ponderableasociada a la variable física (la señal eléctrica equivale a la temperatura medida).
Transductores de entrada.
Convierten las variables físicas en un determinado nivel de tensión (señal digital) o de corrienteeléctrica (señal analógica).
Si es Digital → se amplifica hasta el nivel de entrada admitido por el computador.Si es analógica → se convierte a digital.
Puede ser necesario filtrar y tratar la señal.
a) Transductores de temperatura.
Se aprovechan diversas propiedades físicas que cambian con la temperatura para convertirlasen señales eléctricas. Según el tipo de propiedad utilizada, el intervalo de temperatura en quepuede utilizarse el transductor varía así como lo hace la precisión de la medida.
b) Transductores de presión.
Normalmente son de tipo electromecánico. El elemento mecánico se enfrenta directamente a lapresión que se quiere medir, la cual produce sobre él una deformación o un desplazamiento. Ladeformación hace variar alguna característica del elemento eléctrico y esta produce unavariación de voltaje.
c) Transductores de movimiento.
Su objetivo es convertir un movimiento mecánico en una señal eléctrica.
Interruptores electromecánicos → si se accionan de manera sincronizada con el movimientopuede captar la velocidad de este.
Inducción magnética → un imán girando alrededor de un eje induce una corriente eléctrica auna bobina en forma de un impulso.
Efecto Hall → en movimientos lentos, se aprovecha la propiedad de algunos semiconductoresque varían su conductividad de manera directa con la intensidad del campo magnético.
Métodos ópticos → se producen impulsos ópticos que son detectados por un sensor óptico ycontados.
d) Transductores de fuerza.
Activos → producen una corriente eléctrica en función de la fuerza ejercida.Pasivos → varían las propiedades eléctricas de manera que al aplicar una fuente dealimentación a tensión constante se obtiene una intensidad proporcional a la fuerza.

e) Transductores de caudal de fluidos.
El caudal puede medirse bien controlando la bomba que lo impulsa o bien instalando untransductor de caudal directamente.
f) Detectores de gases.
Hay tres procedimientos diferentes:
• Cambio de la conductividad térmica al cambiar la composición del gas.• Cambio en el flujo de partículas en una cámara de ionización al producirse el paso del gas.• Sensores ópticos. Permiten detectar variaciones en el espectro del gas.
g) Transductores de nivel.
La medida del nivel de un líquido se puede hacer por:• Flotador• Diferencia de presión entre la superficie y el fondo del líquido
Transductores de salida.
Utilizan las señales eléctricas de salidas digitales del microcomputador para accionar unelemento del sistema eléctrico de la máquina.
Digital → usan los impulsos de salida amplificados.
Analógico → precisan un convertidor digital / analógico y un amplificador para convertir la señalproducida por el microprocesador.
Los principales transductores de salida son:
a) Solenoides.
Convierten un impulso de corriente en un movimiento lineal.
b) Motores paso a paso.
Realizan rotaciones controladas relativas a la posición inicial. Gira los grados indicados.
c) Servomecanismos.
Convierte señales eléctricas de entrada en movimiento lineal o giratorio controlable.
d) Desarrollo futuro de los sensores.
Sensores táctiles, acústicos y ópticos son elementos que formarán parte de robots.
3.2 Elementos de automatización.
La automatización de las plantas productivas se suele describir en función del hardwaretecnológico que se esté utilizando, si bien el software desempeña también un importante papel.Las tecnologías automatizadas más sencillas que se pueden encontrar en la planta, conocidascomo componentes directos, son:
• Robots Industriales• Máquinas Herramientas de Control Numérico (NC y CNC)• Sistemas automáticos para la carga, descarga y transporte de materiales (AS/RS y AGVs)

Cada vez es más usual que estos equipos se utilicen de forma integrada, dando lugar a lascélulas de fabricación o a los sistemas flexibles de fabricación (FMS) y sistemas flexibles demontaje (FAS).
a) Robots Industriales:
Un robot industrial es un manipulador multifuncional programable cuya posición es controladaautomáticamente, posee diversos grados de libertad y es capaz de coger piezas, herramientaso aparatos especializados para hacerles realizar operaciones programadas. Se trata demáquinas mecánicas programables basados en las características de la figura humana comomuestra la Figura 5, sobre las cuales es posible preconfigurar un conjunto de movimientos paraque sean posteriormente repetidos cuantas veces sea necesario; posteriormente se puedereconfigurar para llevar a cabo otros movimientos.
FIGURA 1. Características Humanas de un Robot Industrial
Las áreas de aplicación de la robótica han experimentado una fuerte expansión, existiendorobots para diferentes tipos de trabajos, caracterizados éstos últimos por la falta deestandarización del producto y del proceso, al igual que la falta de estructuración del entorno.
Pero las definiciones existentes hasta este momento, se refieren preferentemente a un tipo derobot destinado a la fabricación flexible conocido como Robot Industrial.
Entre muchas definiciones que existen, la más aceptada es de la Asociación de IndustriasRobóticas (RIA), la cual define a un robot industrial como un manipulador multifuncionalreprogramable, capaz de mover materias, piezas herramientas o dispositivos especiales,según trayectorias variables, programadas para realizar tareas diversas.
La Organización Internacional de Estándares (ISO) define al robot industrial como unmanipulador multifuncional reprogramable con varios grados de libertad, capaz demanipular materias, piezas herramientas o dispositivos especiales según trayectoriasvariables, programadas para realizar tareas diversas.
Los precursores más directos del robot son los telemanipuladores. Estos fueron creados en elperíodo siguiente a la Segunda Guerra Mundial (término de la década de los 40) debido a lanecesidad de manipular elementos radiactivos en forma remota. Así comenzaron programas deinvestigación en Oak Ridge y Argonne National Laboratories los cuales dieron como resultadoun mecanismo “maestro-esclavo” diseñado para reproducir fielmente los movimientos de unamano y brazo humana (maestro) sobre un manipulador (esclavo). El usuario era el encargadode guiar el manipulador maestro mientras que el manipulador esclavo estaba encargado deduplicar los movimientos tan idéntico como era posible manipulando los elementos radiactivos.

A pesar de facilitar los telemanipuladores las tareas peligrosas a grandes instituciones yorganizaciones como la industria nuclear, militar, espacial, etc., su progreso no ha sido tangrandioso como el de los robots debido a que presentó grandes desventajas cuando aparecióel primer robot programable. Una de las principales diferencias radica en un solo componente:el computador. Los telemanipuladores precisan de un operario dedicado al manejo de éste,además, que su uso está recluido a un mercado selecto y limitado, mientras que el robotsustituye al operario por un programa computacional el cual controla los movimientos delmanipulador y es adaptable a cualquier tarea propuesta. De esta forma, nace el concepto derobot a partir de sus predecesores los telemanipuladores.
Los desarrollos posteriores al “Dispositivo de Trasferencia Programada Articulada” de GeorgeC. Devol, condujeron al primer robot industrial, introducido por Unimation Inc. en 1959. Laclave del robot era la interfaz computador-manipulador que permitía al robot ser “enseñado”para realizar diferentes tareas de forma automática, aunque su característica principal apunta asu flexibilidad, vale decir, era “re-enseñable” y permitía cambiar la herramienta de trabajo.
Aunque este tipo de robot programable ofrecía a la industria capacidades nuevas y potentes,se mejoró notablemente esta flexibilidad mediante el uso de una retroalimentación sensorial.En 1962 H. A Ernest publicó una investigación basada en sensores táctiles. Ésta era una manomecánica controlada mediante un computador, llamado MH-1. Este mecanismo era capaz de“sentir” bloques retroalimentándose de esta información y apilarlos sin la ayuda de un operario,siendo el primer robot capaz de adaptarse a su entorno no estructurado. El mecanismoconsistía en un manipulador con 6 grados de libertad, controlado mediante una computadoramediante un dispositivo como interface. Posteriormente, este proyecto evolucionó como partede un proyecto, añadiéndose una cámara de televisión para ampliar la capacidad sensitiva delmanipulador. El 1962 Tomovic y Boni desarrollaron una mano provista de un sensor de presiónel cual detectaba el objeto y retroalimentaba la entrada del sistema con datos del objetoproporcionales al tamaño y peso, donde un motor iniciaba uno de dos modelos de aprehensión.
A finales de los años sesenta, McCarthy y Standofd Artificial Intelligence Laboratory, publicaronel desarrollo de un manipulador con cámara de TV y micrófono. El sistema era capaz dereconocer voz, ver bloques distribuidos en una mesa y manipularlos según las instruccionesrecibidas.
Con el tiempo nacieron nuevas asociaciones robóticas en todo el mundo. En 1968 J. FEngelberger visitó Japón dando lugar, un tiempo mas tarde, a un acuerdo entre Kawasaki yUnimation con el fin de desarrollar robots del tipo Unimate en Japón. El crecimiento de latecnología en Japón aventajó en escaso tiempo a Estados Unidos gracias a la compañíaNissan. Esta empresa formó en 1972 la primera Asociación de Robótica Industrial de Japón(JIRA), siendo la primera asociación en el mundo que se dedicaba exclusivamente al tema dela robótica. Pasados dos años Estados Unidos creo la Asociación de Industrias Robóticasde América (RIA) cambiando posteriormente su nombre a Asociación de IndustriasRobóticas manteniendo la sigla RIA. En Europa la situación estaba más retardada. No fuehasta 1973 que la compañía sueca ASEA construyó un robot eléctrico (IRb6) y un año mastarde perfeccionado con el IRb60. En los 80’ se crea la Federación Internacional de Robóticaen Estocolmo, Suecia.En 1984 realiza un estudio importante el profesor Makino de la Universidad de Yamanashi enJapón, donde desarrolla el robot SCARA (Selective Compilance Assembly Robot Arm)dedicado al ensamblado de piezas, el cual tiene un número reducido de grados de libertad (3 o4) y por ende un costo menor.
En los últimos 30 años la evolución en el desarrollo de robot ha ido mejorando rápidamente. Ennuestros días estos aparecen reemplazando al hombre en tareas industriales comoensamblado, soldadura, alimentación de máquinas herramientas, etc. faenas que son hostiles opeligrosas. Ahora la robótica apunta a mejorar su movilidad, destreza y autonomía en susacciones y ampliar las aplicaciones no industriales como brazos para lanzamiento yrecuperación de satélites, vehículos de exploración lunar, robots para construcción ymantenimiento del hardware en el espacio, robots para aplicaciones submarinas, robotsmilitares, robots móviles industriales, aplicaciones médicas, agrícolas, etc.
Objetivos de la Robótica Industrial:
En un esfuerzo por mantener la competitividad de los productos, las empresas de hoy buscanmejorar su productividad y calidad a través de métodos diferentes de fabricación, inspección,control, mantenimiento, etc. En efecto, la capacidad de los robots en cuanto a repetibilidad yprecisión del trabajo, hace de estos una herramienta útil.
Los robots pueden ayudar en diferentes aspectos de la producción. Se pueden enumerar estasventajas como sigue:
♣ Aumento de la productividad en los procesos industriales: El incremento es provocado porla repetición automática de los movimientos del robot, provocando un aumento en lavelocidad de fabricación, influyendo finalmente en la reducción de tiempos en la línea deproducción.
♣ Disminución de fallos: Aumenta el tiempo en que es previsible esperar un fallo del robot,generando un trabajo uniforme e ininterrumpido.
♣ Mantenimiento reducido y empleo de módulos normalizados: Esto permite minimizar lostiempos de parada en la reparación de averías.
♣ Optimización de equipos alimentados por un robot: Estos equipos trabajan a una velocidadmáxima, pues, son alimentados por un sistema regulable en velocidad y con las mínimasfallas. El robot también esta capacitado para operar bajo las mismas características de losequipos a los cuales alimenta haciendo la interacción simple y compatible.
♣ Fabricación flexible: El robot permite flexibilizar la producción debido a su fácilprogramación y adaptabilidad a numerosas herramientas.
♣ Rápida amortización de la inversión: El cambio de mano de obra por un robot, permitereducir los costos directos e indirectos, como por ejemplo la vida útil de una herramienta esmayor debido a la forma adecuada que el robot manipula la herramienta con respecto alobrero y por ende, un menor desperdicio de material.
El último, es un punto controversial debido al reemplazo de la mano de obra. Muchas personasse creen perjudicadas y por ende, se resisten al cambio. Cabe destacar que un robot es unaherramienta que facilita los trabajos tediosos y peligrosos. Desde este punto de vista es muyrazonable la implementación.
Estas máquinas, como muestra la Figura 2, están formadas por un cuerpo o base, un brazomecánico, una muñeca, un efector final, una fuente de energía y un controlador. Existendiversos tipos de robots, como los servo-robots, robots con inteligencia artificial, etc. Lamayoría de ellos son fijos y descansan sobre una base, con un brazo que puede llegar hastalos puntos más difíciles.

FIGURA 2. Partes de un Robot Industrial
El Efector Final o gripper es la pieza que realiza el trabajo, siendo posible cambiarla en funciónde lo que se desee que ejecute. Éste es un dispositivo que se une a la muñeca del brazo delrobot con la finalidad de activarlo para la realización de una tarea específica. Dependiendo dela función que realiza existe un tipo especial de gripper dividido en dos categorías: pinzas yherramientas. Las pinzas han sido diseñadas para que el robot cargue y descargue objetos,transporte material y ensamble piezas, al diseñar las pinzas deben tomarse en cuenta la formay peso de la pieza de trabajo así como el movimiento que harán los dedos. Dependiendo de laaplicación se puede sustituir las pinzas por herramientas por ejemplo, un atornillador, undispositivo para soldadura, etc.
El controlador del robot, como su nombre lo indica, es el que controla cada uno de losmovimientos del robot y guarda sus posiciones. El controlador recibe y envía señales a otrasmáquinas-herramientas (por medio de señales de entrada/salida) y almacena programas. Losmecanismos de entrada y salida, más comunes son: teclado, monitor y caja de comandosllamada “teach pendant”, los dispositivos de entrada y salida permiten introducir y, a su vez, verlos datos del controlador. La Figura 3, muestra los componentes de un robot, en esta figura sevisualiza un computador el cual cumple la función de mandar instrucciones al controlador y dade alta los programas de control. Es necesario aclarar que algunos robots poseen sólo uno deestos componentes.
FIGURA 3. Componentes de un Robot.
Los robots han sustituido a las personas en algunas tareas y actividades muy monótonas y decierta peligrosidad, así como en otras que requieren de gran precisión o que deben ejecutarseen espacios extremadamente reducidos a los que un ser humano no tiene acceso.
Los robots son mecanismos automáticos que, en algunos casos, pueden tomar decisionespudiendo ejecutar acciones diferentes sobre objetos distintos. También son capaces de

recordar un conjunto de acciones posibles y decidir cuál emplear, en función, por ejemplo, de lainformación suministrada por un sensor de entrada.
Los usos más frecuentes son los desplazamientos de materiales, soldaduras, pintura conspray, ensamblaje, inspección y prueba. Los robots de segunda generación están equipadoscon sensores que pueden tocar y ver, por lo que el campo de aplicaciones se amplíaenormemente.
Sin duda, una de las principales características que definen a los robots lo constituye losGrados de Libertad que posea, es decir, el número y tipo de movimientos del robot. Cadaarticulación del robot provee al robot de al menos un grado de libertad. En otras palabras, lasarticulaciones del robot le permiten realizar movimientos.
El costo inicial de un robot depende de su tamaño y aplicaciones. Otros costos a tener encuenta son los relativos a modificaciones que pueden tener que efectuarse en productos y/oprocesos para que se puedan utilizar los robots, acondicionamiento del lugar de trabajo,instalación y limpieza del robot, capacitación de trabajadores, etc. Entre los beneficios seincluyen una menor pérdida de materiales, mayor calidad en los productos y ahorros en costosde mano de obra. La recuperación de la inversión no excede los tres años.
Componentes de un robot.
Los componentes de un robot se pueden dividir en:
Mecánicos → Mesa de rotación, codos, unidades de traslación, puños de tres grados delibertad, …Potencia → eléctrica, hidráulica, …Sensores → recogen información del entorno.Control → ordenan el comportamiento del robot en función de los sensores y del programaestablecido.
Para describir la tecnología con que trabaja un robot, es necesario definir las técnicas de suconstrucción y la forma en que opera.
Un robot se compone de tres partes fundamentales:I. ManipuladorII. ControlIII. Sistemas Sensitivos
MANIPULADOR: El robot esta conformado mecánicamente por varios elementos, los cualesestán unidos entre sí mediante articulaciones (pares cinemáticos) los que permiten elmovimiento relativo entre los eslabones consecutivos. Para lograr este movimiento, elmanipulador dispone de sistemas motores, como los eléctricos (de paso a paso o corrientecontinua), neumáticos o hidráulicos, los que proporcionan la energía necesaria que setransmite directamente o a través de elementos auxiliares, como engranajes, correas dentadas,etc. La finalidad de este movimiento es el transporte de objetos o manejo de herramientas,disponiendo el manipulador con un dispositivo de agarre o sujeción (gripping mechanism,garras o manos) que poseen la capacidad de orientar, sujetar, y operar sobre las piezasmanipuladas. En ocasiones, en lugar de un dispositivo de agarre, se dispone de unaherramienta en vez de mano. Esta estructura se asemeja a la anatomía del brazo humano. Amenudo se llama a los elementos cuerpo, brazo, codo y muñeca, haciendo referencia a laspartes homólogas humanas.
Cada uno de estos movimientos relativos se denomina grado de libertad, y la suma de ellos esel número de grados de libertad del manipulador. Las uniones más utilizadas son sin duda lasde traslación (P) y rotación (R). Según las articulaciones de que esté provisto un robot, éstetendrá diferentes configuraciones, con características particulares tanto en el diseño yconstrucción del robot, como en su aplicación (ver fig. 4).

Figura 4: Articulaciones de los robots
Figura5: Configuraciones más frecuentes de los robots industriales
Generalmente son tres grados de libertad los que corresponden al brazo manipulador, loscuales otorgan al robot la capacidad de “posicionarse” en el espacio. La garra determina losrestantes y entrega la capacidad de “orientarse” en el espacio. Para realizar unposicionamiento y orientación de un cuerpo en el espacio de cualquier manera, seránnecesarios al menos seis grados de libertad, de los cuales, tres debería otorgar la garra.
CONTROL: Para los sistemas antes descritos, debe existir un sistema de control que debe“controlar” el movimiento producido por la variación en el tiempo de los grados de libertad.

Debido a las propiedades cinemáticas y dinámicas del robot, que varían conjuntamente con laposición (en las ecuaciones resultantes de estas propiedades son fuertemente no lineales), elcontrol rápido y preciso se torna complejo. De hecho es posible controlar la posición y lavelocidad correspondiente al control cinemático. De manera adicional, se puede controlar laspropiedades dinámicas y los motores (control dinámico) y los parámetros del robot conrespecto a la posición (control adaptativo).
Con respecto a los lenguajes de programación aplicados hoy en día en robótica, casi todosestán dotados para trabajar con información proveniente de los sensores. El sistema de controlen estos casos debe estar capacitado para decidir automáticamente, planificar el trabajo,controlar los movimientos e interpretar los datos suministrados por ellos.
SISTEMAS SENSITIVOS: Los dispositivos sensoriales permiten la interacción del robot con suentorno. Existen varios tipos, entre los más importantes se encuentran los del tipo fuerza, visióny sonido.
Los sensores de fuerza se pueden denominar de “primer grupo” o “de contacto directo”,mientras que los otros restantes se conocen como “remotos” o de “no contacto”. Los primeros,son utilizados internamente por el robot, es decir, son sensores que miden la fuerza, losmomentos y el peso que se producen al realizar alguna actividad. Los segundos son exterioresy operan básicamente identificando los parámetros de los objetos que se encuentran en suentorno, como la localización.
Actuadores: se concibe actuador como un elemento motor, capaz de generar y controlar elmovimiento de las articulaciones directamente o mediante elementos transmisores, utilizandoenergía neumática, hidráulica o eléctrica. Cada uno de éstos sistemas presenta diferentescaracterísticas necesarias de evaluar en el momento de seleccionar el tipo de actuador másconveniente para una aplicación determinada. Entre estas características se encuentran lapotencia, capacidad de control, peso, volumen, precisión, velocidad, mantenimiento y costo.Muchas veces estos actuadores se combinan en un mismo manipulador, optimizando así elcontrol del movimiento de cada articulación en particular.
a) TIPOS DE ENERGÍAS POSIBLES
La energía hidráulica es recomendable para los manipuladores que precisen de una grancapacidad de carga, con un aceptable control de velocidad. Sin embargo, requieren de unafuente de energía voluminosa y cara, además de contaminar su entorno.
La energía neumática emplea aire comprimido. Es por ello, que tiene cualidades excelentespropias del elemento base: bajo costo (el aire es abundante), se transporta y almacenafácilmente, es limpio y carece de problemas de combustión o alteración de la temperatura.Estos actuadores alcanzan velocidades de ejecución muy altas debido a la compresibilidad delaire, pero su regulación no es constante. Por otro lado, tienen una capacidad de carga menorque los hidráulicos aunque no despreciable. Tienen un costo muy elevado en la instalación delgenerador de energía neumática y su manipulación es algo ruidosa provocado por las pérdidaso escapes de aire.
La energía eléctrica también es utilizada en motores de corriente continua produciendo estosun par casi proporcional al voltaje de entrada, siendo controlables. Para el seguimiento de laposición de su eje, precisan de un detector adecuado que informe de la misma al sistema decontrol, formando un lazo cerrado. También se necesitan servoamplificadores. Estos motoresson muy limpios y seguros, precisando, en muchas ocasiones, engranajes que transmitan sumovimiento.
b) TRANSMISORES Y REDUCTORES
Los transmisores son los encargados de transmitir el movimiento desde los actuadores hastalas articulaciones, mientras que los reductores se encargan de adaptar el par y la velocidad dela salida del actuador a los valores adecuados para el movimiento de los elementos del robot.

c) SENSORES
Para conseguir que un robot realice satisfactoriamente una tarea (precisión, velocidad einteligencia), es necesario que tenga conocimiento de su propio estado, como del entorno. Lainformación de su estado interno la consigue mediante sensores internos, mientras que elestado del entorno es informado al robot mediante sensores externos
La función fundamental de los sensores internos es conocer la posición y velocidad de lasarticulaciones, así como la presencia de objetos dentro de un radio determinado de acción. Elsiguiente esquema muestra los tipos de sensores internos comúnmente usados en los robotsindustriales para obtener la información mencionada anteriormente:
Figura 6: Tipos de Sensores
SENSORES DE PRESENCIA
Los sensores de presencia son capaces de detectar la presencia de un objeto dentro de unradio de acción determinado. Esta detección puede hacerse con o sin contacto con el objeto.En el segundo caso (sin contacto) se utilizan diferentes principios físicos para detectar lapresencia, dando lugar a los diferentes tipos de captadores (inductivos, capacitivos, efecto Hall,etc.). En el caso de detección por contacto, se trata siempre de un interruptor, normalmenteabierto, o normalmente cerrado según interese, actuando mecánicamente a través de unvástago u otro dispositivo.
Estos sensores son utilizados en robótica como auxiliares para la posición, para indicar loslímites del movimiento de las articulaciones y permitir localizar la posición de referencia de cerode éstos en el caso de que sean incrementales.
Los sensores de presencia también son usados como sensores externos, siendo muy sencillode incorporar al robot por su carácter binario y su costo reducido. Los detectores inductivospermiten detectar la presencia o contar el número de objetos metálicos sin necesidad decontacto, pero tienen como inconveniente un comportamiento distinto, según el metal que setrate. Los detectores capacitivos tienen el mismo tipo de aplicación, pero son más voluminosos,aunque en este caso los objetos a detectar no precisan ser metálicos. En cambio, presentanproblemas de trabajo en condiciones húmedas y con puestas a tierra defectuosas.
Los sensores de efecto Hall detectan objetos ferromagnéticos por que provocan unadeformación sobre el campo magnético. Los captadores ópticos pueden detectar la reflexióndel rayo de luz procedente del emisor sobre el objeto.
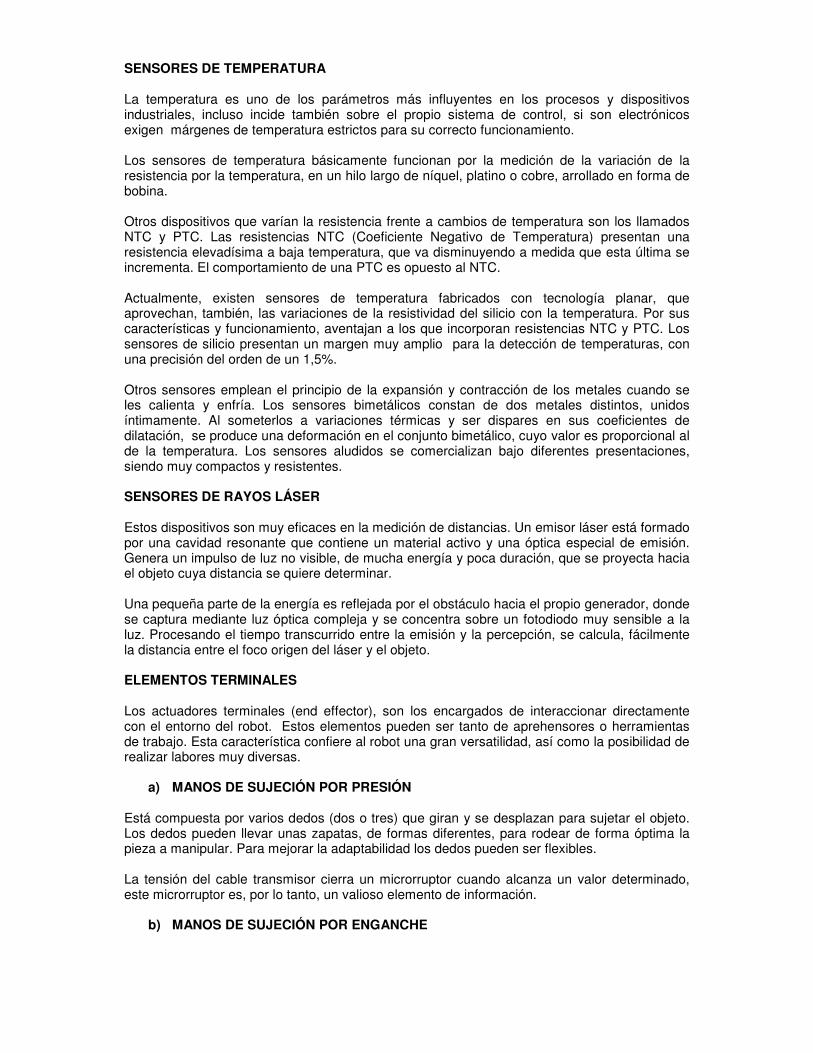
SENSORES DE TEMPERATURA
La temperatura es uno de los parámetros más influyentes en los procesos y dispositivosindustriales, incluso incide también sobre el propio sistema de control, si son electrónicosexigen márgenes de temperatura estrictos para su correcto funcionamiento.
Los sensores de temperatura básicamente funcionan por la medición de la variación de laresistencia por la temperatura, en un hilo largo de níquel, platino o cobre, arrollado en forma debobina.
Otros dispositivos que varían la resistencia frente a cambios de temperatura son los llamadosNTC y PTC. Las resistencias NTC (Coeficiente Negativo de Temperatura) presentan unaresistencia elevadísima a baja temperatura, que va disminuyendo a medida que esta última seincrementa. El comportamiento de una PTC es opuesto al NTC.
Actualmente, existen sensores de temperatura fabricados con tecnología planar, queaprovechan, también, las variaciones de la resistividad del silicio con la temperatura. Por suscaracterísticas y funcionamiento, aventajan a los que incorporan resistencias NTC y PTC. Lossensores de silicio presentan un margen muy amplio para la detección de temperaturas, conuna precisión del orden de un 1,5%.
Otros sensores emplean el principio de la expansión y contracción de los metales cuando seles calienta y enfría. Los sensores bimetálicos constan de dos metales distintos, unidosíntimamente. Al someterlos a variaciones térmicas y ser dispares en sus coeficientes dedilatación, se produce una deformación en el conjunto bimetálico, cuyo valor es proporcional alde la temperatura. Los sensores aludidos se comercializan bajo diferentes presentaciones,siendo muy compactos y resistentes.
SENSORES DE RAYOS LÁSER
Estos dispositivos son muy eficaces en la medición de distancias. Un emisor láser está formadopor una cavidad resonante que contiene un material activo y una óptica especial de emisión.Genera un impulso de luz no visible, de mucha energía y poca duración, que se proyecta haciael objeto cuya distancia se quiere determinar.
Una pequeña parte de la energía es reflejada por el obstáculo hacia el propio generador, dondese captura mediante luz óptica compleja y se concentra sobre un fotodiodo muy sensible a laluz. Procesando el tiempo transcurrido entre la emisión y la percepción, se calcula, fácilmentela distancia entre el foco origen del láser y el objeto.
ELEMENTOS TERMINALES
Los actuadores terminales (end effector), son los encargados de interaccionar directamentecon el entorno del robot. Estos elementos pueden ser tanto de aprehensores o herramientasde trabajo. Esta característica confiere al robot una gran versatilidad, así como la posibilidad derealizar labores muy diversas.
a) MANOS DE SUJECIÓN POR PRESIÓN
Está compuesta por varios dedos (dos o tres) que giran y se desplazan para sujetar el objeto.Los dedos pueden llevar unas zapatas, de formas diferentes, para rodear de forma óptima lapieza a manipular. Para mejorar la adaptabilidad los dedos pueden ser flexibles.
La tensión del cable transmisor cierra un microrruptor cuando alcanza un valor determinado,este microrruptor es, por lo tanto, un valioso elemento de información.
b) MANOS DE SUJECIÓN POR ENGANCHE

La pinza en este tipo de garras, adopta la forma adecuada para transportar la piezaenganchada sin ejercer presión alguna. Un caso típico es la manipulación de piezas conorificios.
c) MANOS DE SUJECIÓN CON ACCIÓN AUXILIAR
Estas manos están dotadas de electroimanes, de ventosas o succionadoras de aire quetransportan materiales por efecto del vacío, o emplean elementos adhesivos.
d) MANOS DOTADAS DE SENSORESSon comunes aquí, las pinzas en cuyos dedos se fijan varios presductores, o elementosdetectores de presión.
e) MANOS DE DISEÑO ESPECÍFICO
Para una operación concreta, especialmente en las industrias, se necesita una garra que seadapte bien al objeto el cual se desea manipular. La construcción de una pinza eficaz escompleja, puesto que hay que configurar factores contrapuestos. Así una buena garra debesoportar altas capacidades de cargas, y al mismo tiempo, ser liviana.
Las dimensiones de una pinza, su superficie de contacto, la forma de realizar la sujeción, laduración y la fiabilidad son otros tantos factores que hay que tener muy en cuenta al fabricar lagarra.
En otras muchas ocasiones el actuador final no realizará operaciones de manipulación deobjetos, sino que implica el uso de alguna herramienta, siendo muy amplio el espectro deherramientas que un robot puede trabajar.
Generalmente, se usan pinzas de soldadura por puntos, que consiste en dos electrodos que secierran sobre la pinza a soldar, sopletes de soldadura al arco, las que aportan el flujo deelectrodo que se funde, cucharón por colada, el cual está destinado a trabajos de fundición,atornilladores, en la alimentación de tornillos, fresas-lijas, en el perfilado, eliminación derebabas, etc., pistolas de pintura, las que pulverizan la pintura sobre una superficie; cañonesláser, utilizadas para cortar materiales, soldar o inspeccionar, cañones de agua a presión, paracorte de materiales, entre otros.
Normalmente está fijada rígidamente al extremo del robot, aunque a veces se dota a éste de undispositivo de cambio automático, que permita al robot usar diferentes herramientas durante sutarea.
Aparte de estos elementos de sujeción y herramientas, existen desarrollos e investigacionesdestinadas a la manipulación de objetos delicados, como pinzas dotadas de tacto o de dedoscon falanges.
LENGUAJES DE PROGRAMACIÓN
El lenguaje es el medio que utiliza el hombre para comunicarse con la máquina, de manera queuna gran parte del éxito en el rendimiento y la productividad del robot radica en su buenaprogramabilidad, fundamentada en el empleo del lenguaje adecuado.
La programación de los robots es diferente a la programación tradicional debiéndose queconsiderar una serie de factores como los objetos a manipular los cuales son tridimensionalescon numerosas propiedades físicas. Las soluciones actuales de la programación se puedenclasificar en dos grandes categorías: la programación guiada y textual
La enseñanza y repetición (programación guiada), es la solución más común utilizada en elpresente para los robots industriales. Este método implica enseñar al robot dirigiéndole losmovimientos que el usuario desea que realice.

Actualmente, los sistemas comúnmente usados son las consolas de operaciones con botones.Con éste método el usuario mueve el robot manualmente por el espacio, pudiendo grabarcualquier posición angular presionando un botón. Al grabar las posiciones el usuario estaseguro que el robot no chocará con elementos que se encuentren en el espacio de trabajo oárea accesible. Si se cambia la tarea, el robot tendrá que repetir los tres primeros pasosbásicos antes descritos.
La programación de los robots para llevar a cabo diversas tareas, requieren técnicas deprogramación de lenguaje de alto nivel. El robot de la línea de producción suele confiar en larealimentación de los sensores y este tipo de interacción sólo puede ser mantenida pormétodos de programación que contengan condiciones.La programación textual, es mas bienuna secuencia de objetivos a lograr con el posicionamiento de los objetos y no como unconjunto de movimientos necesarios para que se logren estos objetivos; por tanto, ningúnmovimiento concreto del robot queda especificado de esta manera.
Las características de cada procedimiento de programación serán más o menos ventajosassegún la aplicación a la que se destine el robot.
MODELOS DE PROGRAMACIÓN BÁSICOS:
PROGRAMACIÓN POR GUIADO
Este procedimiento consiste en hacer realizar al robot la tarea al tiempo que se registranconfiguraciones adoptadas, para su posterior repetición automática.
En este método de programación se utilizan dos tipos de guiado, pasivo y activo. El pasivo(directo) es cuando los actuadores están desconectados y es el usuario quien debe aplicar laenergía directamente para mover el manipulador tomando del extremo y llevándolo al puntodeseado siguiendo la trayectoria adecuada. La unidad de control registrará los puntos grabadosautomáticamente por los sensores de posición de las articulaciones. Cuando la estructura delrobot dificulta el movimiento del mismo por el usuario, se utilizan maniquíes, el cual poseeidéntica configuración con el real. Los puntos son captados por los sensores y son grabadospor la unidad de control.
Otro método de programación activo, donde el movimiento en las articulaciones es efectuadopor el usuario mediante un teach-pender. La enseñanza y repetición se lleva a cabonormalmente con los siguientes pasos:
1. Dirigiendo al robot con un movimiento lento utilizando el control manual para realizar la tareacompleta y grabando los ángulos del movimiento del robot en los lugares adecuados para quevuelva a repetir el movimiento.
2. Reproduciendo y repitiendo, el movimiento enseñado
3. Si el movimiento enseñado es correcto, entonces se hace operar al robot a la velocidadcorrecta en el medio repetitivo.

Figura .7: Control Manual del Robot Mitsubichi MOVEMASTER EX
Se puede hablar de guiado básico o extendido atendiendo a la potencia del sistema. El guiadobásico consiste en dirigir consecutivamente al robot por los puntos por donde se quiere quepase durante la fase de ejecución automática del programa. Durante ésta, la unidad de controlinterpola los puntos intermedios haciendo que el robot pueda repetir la trayectoria de formamas suave. El guiado extendido permite especificar, junto a los puntos por los que deberápasar el robot, datos relativos a la velocidad, tipo de trayectoria, precisión deseada en lospuntos, control de flujo del programa, atención a entradas/salidas binarias, etc. Este método deguiado extendido aumenta significativamente la potencia del sistema de programación.
Las ventajas de estos métodos de guiado son la facilidad de aprendizaje y el requerimiento deun espacio de memoria relativamente pequeño para almacenar información. Por otro lado,presentan inconvenientes como es la necesidad de utilizar al propio robot y su entorno pararealizar la programación, obligando a sacar al robot de la línea de producción e interrumpiendoésta.
PROGRAMACIÓN TEXTUAL
El método de programación textual permite indicar la tarea que debe realizar el robot medianteel uso de un lenguaje de programación específico a través de una serie de órdenes que soneditadas y posteriormente ejecutadas. Ésta programación puede ser clasificada en tres niveles:robot, objeto, tarea, dependiendo de que las órdenes se refieran a los movimientos que debarealizar el robot, al estado en que deben ir quedando los objetos manipulados o al objetivo aconseguir.
Actualmente, son utilizados los lenguajes a nivel robot. A nivel objeto se han encontradodificultades que han impedido una implementación eficiente del lenguaje.
En los lenguajes a nivel robot, es necesario especificar cada uno de los movimientos que ha derealizar el robot (velocidad, direcciones de aproximación y salida, apertura y cierre de pinzas,etc.). En los de nivel objeto la dificultad de programación disminuye, debido a instrucciones quese dan en función de los objetos a manejar y sus propios movimientos. En los de nivel tarea, ellenguaje se reduce a especificar que ejecutar y como debe hacerlo.
Cabe destacar que cada vez con mayor notoriedad lenguajes actuales se combinan los dosmodos básicos de guiado y textual.
Características de los lenguajes de nivel robot
Los requerimientos generales para un sistema de programación de robot son:

a) ENTORNO DE PROGRAMACIÓN
Un lenguaje sofisticado debe suministrar un entorno de programación que facilite las tareas delusuario. Es difícil desarrollar un programa complejo para robots siendo estos difícil es dedepurar.
Es importante que un sistema de programación de robots presente una buena capacidad dedepuración y de ejecución paso a paso, teniendo especialmente en cuenta la interacción entiempo real que existe entre los distintos equipos de la célula con el controlador del robot.
La programación del robot impone condiciones adicionales en el desarrollo y depuración:
• Modificación en línea y comienzo inmediato: Las tareas del robot requieren movimientoscomplicados y largos tiempos de ejecución, no siempre es posible ejecutar un programa si sehan producido fallos. El sistema de programación debe permitir modificarlos en línea y volver aejecutarse en cualquier momento.
• S alidas de sensor y seguimientos analíticos de programa: Las interacciones en tiempo realentre el robot y su entorno no siempre se pueden volver a repetir. La depuración debe sercapaz de grabar los valores recogidos en los sensores con los seguimientos de programa.
• S imulación: Esta característica permite probar programas sin trabajar con el robot en el lugardel trabajo. Por tanto, numerosos programas pueden ser probados con bastante eficiencia.
b) ESPECIFICACIÓN DE LA POSICIÓN
Trabajar con objetos situados aleatoriamente en el entorno de trabajo del robot, requiere visión,lo que no constituye una práctica normal en la industria. Lo habitual es que el robot y las partesqueden definidas en un espacio físico limitado minimizando la incertidumbre de posición.
La solución más usada es el sistema de coordenadas, mediante matrices de transformaciónhomogéneas 4• 4, definiendo s is temas relativos al s is tema base, multiplicando las matrices decada sistema, y así, obteniéndose orientación y posición.
c) ESPECIFICACIÓN DEL MOVIMIENTO
La operación más común en una línea de producción es recoger y colocar. Esta especificaciónconsiste en llevar al robot desde la configuración inicial, hasta la de sujeción, recoger el objeto,y llevarlo hasta la configuración final, quedando el movimiento especificado como unasecuencia de objetivos de posición. Para que la trayectoria quede libre de obstáculosintermedios, el programador debe definir puntos intermedios sobre el camino planificado.
Una desventaja de esta clase de especificación es que el programador debe planificar elcamino por anticipado, para determinar los puntos intermedios, siendo el camino resultanteimpredecible o insuficiente en los movimientos del robot. Además de la trayectoria, se debeespecificar la velocidad, aceleración, desaceleración y direcciones de llegada y salida paraproducir con un desplazamiento seguro. En vez de utilizar órdenes separadas, generalmentese consideran todas estas variables en una sola línea de comando, la cual contiene los datosdel movimiento a un punto intermedio o final.
d) SENSORES DE FLUJO Y CONTROL
La localización y dimensión de los objetos en el lugar de trabajo solamente pueden serdescritos por un determinado grado de precisión. Para que el robot lleve a cabo tareas en lapresencia de ciertas indeterminaciones, tiene que actuar algún sensor. Estos sensores sepueden clasificar como:
• S ensores de pos ición: Identifica pos ición actual del robot.• S ensores táctiles y de fuerza: Detectan presencia de objetos en el entorno de trabajo.

• Vis ión : Identifica objetos y estima o aproxima la posición de un objeto.
El flujo de un programa de robot es normalmente gobernado por la información recibida de lossensores. La mayoría de los lenguajes poseen construcciones para la toma de decisiones tipo“if_then_else, case, do_until y while_do_” para controlar el flujo del programa en distintascondiciones.
Clasificación de los robots.
Los robots pueden caracterizarse bajo distintos puntos de vista, unas desde un plano general yotras según el control de sus movimientos. Atendiendo a las distintas clasificaciones sedescriben las más importantes comenzando por los más complejos.
Caracterización general de los robots:
♣ Robots Inteligentes: Estos son manipuladores o sistemas mecánicos multifuncionalescontrolados por computador, capaces de relacionarse con su entorno a través de sensoresy de tomar decisiones en tiempo real (autoprogramables).
♣ Robots con control por manipulador: Son similares a los anteriores, pero carecen decapacidad para relacionarse con el entorno que los rodea. Si a este tipo de robot se lesañade los sensores adecuados y el software operativo conveniente, se convierten enrobots inteligentes.
♣ Robots de aprendizaje: Estos están limitados a seguir una secuencia de movimientos,ingresada a la memoria del robot por la intervención de un operador.
♣ Manipuladores: Son sistemas mecánicos multifuncionales, cuyo sencillo sistema decontrol permite gobernar el movimiento de sus elementos de las siguientes formas:
I. Manual, cuando el operario controla directamente el manipuladorII. De secuencia variable, cuando es posible alternar algunas de las
características de los ciclos de trabajo
Clasificación de los robots industriales en generaciones:
1ª Generación: Repite la tarea programada secuencialmente. No toma en cuenta las posiblesalteraciones de su entorno.
2ª Generación: Adquiere información limitada de su entorno y actúa en consecuencia. Puedelocalizar, clasificar (visión) y detectar esfuerzos y adaptar sus movimientos en consecuencia.
3ª Generación: Su programación se realiza mediante el empleo de un lenguaje natural. Poseecapacidad para la planificación automática
Estas diferentes clasificaciones no pretenden ser estrictas, también existen robots que soncontrolados por una combinación entre computador y operario, donde cada componente aportasus mejores características.
Por tipo de accionamiento:• Electrónicos.• Neumáticos.• Hidráulicos.
Por la geometría que lo define:• Cartesiano.• Cilíndrico.• Polar.• Scara.• Pórtico.

• Brazo articulado.
Aplicaciones de los robots.
Las aplicaciones de los robots en la industria son muy extensas. En éstas, se requiere que elrobot mueva una pieza de trabajo u otro material desde una posición a otra. En otrasaplicaciones el robot se utiliza para cargar y descargar una máquina de producción de algúntipo.
SOLDADURA POR PUNTOS: Es una de las aplicaciones más típicas de los robots industrialesy una de las primeras que se emplearon, sobre todo en el campo de la industria del automóvil.
Figura.8: Fotografía de robot de soldadura
ENSAMBLE: El proceso de montaje requiere de gran precisión y habilidad presentandograndes dificultades para su automatización flexible. Este tipo de robot, empleado en montajes,requieren una gran precisión y repetitividad, no siendo posible que manejen grandes cargas.Un tipo de robot apropiado es el SCARA por sus características y bajo costo. También se usancon frecuencia robots cartesianos con elevada precisión, y en general, los robots articularesque puedan resolver estas operaciones con efectividad.
Figura.9: Montaje de muestras en laboratorio
INSPECCIÓN: Es una operación de control de calidad, en la cual se requiere la comprobaciónde piezas, montajes o productos para que estén conformes con las normas preestablecidas.
Existen sistemas de visión, las cuales analizan escenas bidimensionales extrayendo ciertascaracterísticas de las imágenes. Se utiliza en procesos como precisión dimensional, acabadode superficie, y montajes o ensamblado. El robot en este caso cumpla la tarea de presentar al

sistema de visión la pieza en forma correcta, o manipular un sistema de visión sobre las parteso piezas.
Figura.10: Inspección de equipos eléctricos
PALETIZACIÓN: La utilización de los pallets para el manejo y almacenamiento de materialesen la industria es de uso extendido. En lugar de manejar cajas individuales u otroscontenedores un gran número de éstos de colocan en un pallet, y a continuación se manejaéste. Los pallets se pueden mover mecánicamente dentro de una planta o almacén mediantecarretillas elevadoras o transportadoras.
Figura 11: Fotografía de un robot de palletizado
Al robotizar el proceso, es necesario que el robot esté controlado por computador utilizando unlenguaje de programación de alto nivel. Esta característica facilita los cálculos matemáticos delas diferentes posiciones del pallet necesitadas durante la carga de un pallet dado.
El tipo de programación influye directamente en los tiempos. Si se realiza la programación porel método gestual, será necesario una tediosa programación de las distintas posiciones decada caja sobre el pallet. Por otro lado, al momento de cargar las cajas, éstas se encuentrandistribuidas aleatoriamente lo que lleva a utilizar sistemas de sensores.

Las tareas de palletización exigen generalmente un manejo de grandes piezas. Por estemotivo, los robots empleados en este tipo de aplicaciones acostumbran a ser robots de grantamaño, con una capacidad de carga entre 10 y 1000 kg.
Motivos para la instalación de robots.
• Por seguridad e higiene en el trabajo.• Para ejecutar tareas que requieren una gran infraestructura.• Para reducir la mano de obra no cualificada.• Cuando es rentable económicamente.
Implantación de robots.
A la hora de implantar un robot debemos hacernos las siguientes preguntas:¿Tenemos motivos para ello?¿Tenemos suficiente capacidad económica?¿Disponemos del personal cualificado para su uso?¿Podemos asegurar el adecuado mantenimiento del robot?Para su implantación deberemos:Formar al grupo responsable de su uso programación y mantenimiento.Adquirir junto al robot toda la documentación técnica, formación y tecnología para su uso,programación y mantenimiento.Adquirir un equipo del que podamos comprobar a priori su correcto funcionamiento y sucorrecta capacidad de adaptación al entorno a implantarse.
Selección de un Robot Manipulador
Para automatizar un proceso mediante la implementación de un robot, se debe tener enconsideración como primero las características apropiadas del mismo, según la propiaexperiencia y buen criterio, escogiendo dentro de un amplio mercado de manipuladores ybrazos robóticos existentes. Y como segundo la relación más conveniente entre precio yprestaciones.
La selección del robot idóneo debe hacerse valorando una gran variedad de características,siendo este un proceso de difícil sistematización. Sin embargo, en general puede ser suficientecon considerar un conjunto limitado.
Generalmente los proveedores de robots presentan estas características de sus productos enun catálogo. Cabe tomar en cuenta que estos valores están dados para condiciones óptimas detrabajo, y no para reales, aunque es un buen parámetro referencial en el momento de compararlas prestaciones.
Las características que deben ser consideradas al momento de buscar un manipulador o robotindustrial para adquirirlo para un determinado proceso, son las siguientes:
• Características geométricas:o Área de trabajoo Grados de libertado Errores de posicionamiento (distancia tras emergencia, repetividad, resolución)o Errores en el seguimiento de trayectorias (Calidad de la línea recta, arco, etc.)o Precisión cuando se mueve el mínimo incremento posible
• Características cinemáticaso Velocidad nominal máximao Aceleración y desaceleración
• Características dinámicaso Fuerza (de agarre, carga máxima, control de fuerza-par)o Frecuencia de resonancia

• Tipos de movimientoso Movimientos punto a puntoo Movimientos coordinadoso Trayectorias continuas
• Modo de programacióno Enseñanzao Textual
• Tipo de accionamientoo Eléctricoo Neumáticoo Hidráulico
• Comunicacioneso E/S Digitales/Análogaso Comunicación línea serie
• Servicio proveedoro Mantenimientoo Servicio técnicoo Entrenamiento o capacitación.
• Costoo Directamente relacionado al robot
- Precio de compra- Financiamiento- Herramental especial- Mantenimiento- Repuestos- Otros
o Indirectamente relacionado al robot- Capacitaciones adicionales- Finiquitos de trabajadores reemplazados- Energía- Otros
Análisis Económico en Robótica
Para efectuar un análisis económico de implementación de un robot es necesario conocer eltipo de proyecto, el coste de instalación del robot, el tiempo de ciclo de producción y losahorros y beneficios resultantes del proyecto.
El coste de instalación considera dos categorías fundamentales; la primera es una nuevaaplicación donde se buscan los robots que mejor se adapten a las características del proceso,y la segunda es la sustitución de un proceso que se lleva a cabo manualmente, la cualdepende de lo costoso e ineficacias del método manual comparado con los méritos del métodorobótica.
Los métodos de análisis usado en la evaluación económica de la inversión son básicamente lossiguientes:• Método por recuperación (o período de recuperación)• Método del Valor Actual Neto (VAN)• Método de la Tasa Interna de Retorno (TIR)
Éstos métodos se aplican separadamente y llegan a resultados similares, extrayendo de cadauno teóricamente conclusiones similares.

b) Máquinas Herramientas de Control Numérico (NC):
La principal ventaja de las máquinas de CN es la flexibilidad, mejora de la productividad yprecisión que proporcionan en entornos medios de volumen y variedad. Se debe disponer deuna adecuada capacidad de programación de CN, ya que la programación a mano se limita laflexibilidad. Una máquina de CN está formada por la máquina en sí y el control numérico.
Gracias a los avances en la tecnología informática, los sistemas de control numéricoconstituyen uno de los elementos más importantes que han revolucionado los métodos demanufactura, proveyendo precisión, rapidez y la reproducción de piezas iguales. En elambiente de control numérico, se define a un sistema controlado numéricamente, como unamáquina o proceso controlado por un programa. El programa está formado por un conjunto denúmeros y letras que siguen un estándar creado por la EIA (Electronic Industries Asociation) ola ISO (International Standards Organization).
La tecnología de control numérico no es reciente. La idea del control de un dispositivo pormedio de órdenes memorizadas, tal como se utilizan hoy en las máquinas CNC, se remonta alsiglo XIV. Esto comenzó con un conjunto de campanas de una iglesia controladas por cilindroscon púas; pero no fue sino hasta el año de 1938 que Claude E. Shannon planteó en su tesisdoctoral que el cálculo rápido y la transmisión de datos sólo podrían realizarse en forma binariamediante la aplicación del álgebra de Boole.
A partir del aparecimiento de las primeras computadoras, el desarrollo del control numéricoaplicado a las máquinas-herramientas se vio beneficiado. En los años 1949-52, John Parsons yel Instituto Tecnológico de Massachusetts (M.I.T.), por encargo de la fuerza aérea de losE.E.U.U., desarrollaron un sistema para controlar y fabricar piezas de geometría complicada enuna máquina fresadora.
La evolución del control numérico desde el manejo de cintas de papel perforadas para lacodificación del programa, hasta el manejo de sistemas CAD - CAM ha dado origen a lanecesidad de conocer diferentes áreas y terminologías.
• CAD: Computer Aided Design.• CAM: Computer Aided Manufacturing.• NC: Numerical Control.• CNC: Computer Numerical Control.
Las máquinas herramientas de control numérico constituyen la modalidad de automatizaciónflexible más utilizada; son máquinas herramientas programadas para fabricar lotes de pequeñoy medio tamaño de piezas de formas complicadas; los programas de software sustituyen a losespecialistas que controlaban convencionalmente los cambios de las máquinas y además elsoftware constituye un sistema de control para estas máquinas. Están compuestos por unaserie de instrucciones que incluye las tareas y sus velocidades, así como algunas variables decontrol adaptivo para comprobar aspectos tales como temperatura, vibración, condición delmaterial, desgaste de las herramientas, etc., que permiten proceder a los necesarios ajustes decontrol (velocidades, operaciones, etc.).
Este tipo de máquinas puede encontrarse de forma aislada, en cuyo caso se habla de unmódulo, o bien interconectarse entre sí por medio de algún tipo de mecanismo automático parala carga y descarga del trabajo en curso, en cuyo caso se habla de una célula de fabricación.En ocasiones las máquinas están dispuestas en forma semicircular para que un robot puedaencargarse de manejar los materiales, mientras que en otros la configuración es lineal. Cuandouna máquina NC actúa en forma independiente, necesita contar con la presencia de unoperario, quien se ocupa de la carga y descarga de las piezas a procesar, los programas y lasherramientas.

Algunas máquinas NC incluyen estuches rotatorios con diferentes herramientas. El programadel computador puede seleccionar la herramienta a utilizar; de este modo, una máquina puedeencargarse de realizar distintas operaciones. Con estos equipos no sólo se reduce el tiempo delanzamiento, sino que también se simplifica el flujo de productos en curso por el taller. En otroscasos, frente a las máquinas se ubica un carrusel de herramientas, materiales, etc., y aquellas,sin necesidad de intervención humana, seleccionan con su brazo robótico el instrumento omaterial que necesitan para desarrollar una determinada tarea.
Los expertos piensan que, en el futuro, las máquinas NC harán el trabajo de precisión, mientrasque los robots se limitarán a la carga, descarga y ensamblaje. En los casos de producción degran volumen, la automatización rígida, más sencilla y barata, sería suficiente porque, aunquepuede haber excepciones, las máquinas NC y los robots son lentos.
Para determinar la conveniencia de éstas máquinas en términos de costo habrá que considerarla mano de obra, la disponibilidad de operarios especializados, tipo y grado de precisiónrequerida, fiabilidad de las máquinas, etc.
Entre las ventajas de estas máquinas se encuentran:
• Incremento de la flexibilidad de la maquinaria, pues se adapta mejor a los cambios en lastareas y en los programas de producción.
• Incremento en la flexibilidad para el cambio, en la medida en que las instruccionesgrabadas se pueden modificar cuando sea necesario, con lo que facilitan la adaptación alos cambios introducidos por la Ingeniería de Diseño.
• Reducción en las necesidades de mano de obra y de inventarios, así como en los tiemposde lanzamiento, de suministro externo y de proceso.
Sus principales desventajas son:
• Los errores de programación los cuales son observables sólo si la máquina está enfuncionamiento.
• El deterioro con el uso de las cintas magnéticas o perforadas en que están grabadas lasinstrucciones.
• La sensibilidad del lector de las instrucciones a las averías.• Asimismo, la configuración física de las máquinas no facilita la realización de cambios, así
como que, en muchos casos, los operarios especializados tienen que permanecer al ladode aquéllas para controlar cómo funcionan e introducir ajustes si fuesen necesarios.
Aunque, como muchas otras tecnologías, las NC han resuelto menos problemas de losesperados, puede resaltarse que la primera generación de estas máquinas ha proporcionadouna mayor flexibilidad que las máquinas convencionales a las que han sustituido.
La responsabilidad de un Ingeniero de Procesos o de Manufactura, generalmente tiene relacióncon la interpretación del diseño que se presenta en el dibujo de la pieza, la elección de laherramienta de corte, la generación del programa óptimo de Control Numérico, su verificación ypuesta a punto para la marcha de la producción.
c) Máquinas Herramientas de Control Numérico Computarizado (CNC):
En el transcurso de la década de los sesenta son introducidos gran cantidad de avances.Durante la década de los setenta, tres tipos de mejoras son las que toman relevancia enmáquinas de control numérico:
1) Incorporación de una computadora personal al Control Numérico CN, dando paso a unnuevo concepto o segunda generación de máquinas de CN, el Control NuméricoComputarizado (CNC).
2) Aparecen los sistemas de diseño asistidos por computadora CAD/CAM.

3) Se incorporan microprocesadores a las computadoras, lo cual viene a revolucionartotalmente la técnica CNC.
CNC se refiere al control numérico de máquinas, generalmente Máquinas de Herramientas.Normalmente este tipo de control se ejerce a través de un computador y la máquina estádiseñada a fin de obedecer las instrucciones de un programa dado. La interface entre elprogramador y la máquina herramienta de CNC se realiza a través, por ejemplo, de una cintaperforada y codificada con la información del programa. Normalmente la máquina herramientade CNC posee una lectora de la cinta.
Con la incorporación de los microprocesadores al control numérico se construyen máquinasprogramables, adaptables con rapidez y sin errores a tareas de maquinado variables;obteniéndose las siguientes mejoras:
• Ninguna intervención manual en el proceso de maquinado de piezas.• Programas de maquinado de las piezas rápidamente memorizables.• Ningún interruptor de tope mecánico para las diferentes etapas de proceso.• Desplazamiento automático de varios ejes simultáneamente y exactamente definibles.• Un cambio rápido de herramientas, avance y velocidad de giro.
Estas máquinas herramientas CNC son el resultado de ubicar un microordenador en cadamáquina NC, lo que permite que los programas puedan ser almacenados y desarrolladoslocalmente, eliminando o reduciendo un buen número de los problemas operativos de estasmáquinas herramientas. Las máquinas CNC ofrecen una mayor flexibilidad porque estándotadas de control digital en lugar de circuitos cableados, lo cual permite que se puedanincorporar con facilidad nuevas opciones y se puedan resolver los problemas de hardware deforma más sencilla. Además, el computador puede analizar la precisión con que estánprogramadas las piezas a fabricar y si han de reprogramarse antes de poner la máquina enmarcha.
Este tipo de control se ha aplicado con éxito a Máquinas de Herramientas de Control Numéricoentre las cuales podemos mencionar:
• Frezadoras CNC.• Tornos CNC.• Máquinas de Electroerosionado• Máquinas de Corte por Hilo, etc.
FIGURA 12. Máquina Herramienta CNC.
Como en el caso de las máquinas de CN, algunas de las CNC están conectadas con sistemasde carga y descarga de herramientas. Estas últimas son más rápidas, pues suelen disponer desistemas para el desarrollo de programas en tiempo real y on-line, de manera que los

operadores pueden llevar a cabo con gran rapidez los cambios de ingeniería. Cuando variasmáquinas CN o CNC están controladas por un mismo computador central que distribuye entreestos equipos los programas de control numérico, se puede hablar de máquinas herramientasde control numérico computarizado distribuido (DNC). Estos sistemas son necesarios paraconseguir la integración última de las piezas a procesar con los planes y programas deproducción.
Cuando estas máquinas comienzan a desgastarse y perder precisión, existe la posibilidad dehacerles mejoras con nuevas herramientas y sistemas de control, lo cual no es posible con lasmáquinas convencionales.
Entre las ventajas de las máquinas CNC y DNC se pueden indicar:
• Estas ventajas pueden ampliarse mediante el uso de estaciones o centros de trabajo, loscuales son capaces de desarrollar más de una operación de maquinado diferente.
• La selección de las herramientas a utilizar se realiza de forma automática, según elprograma del componente a procesar, el cual puede moverse, también por mediosautomáticos, de manera que pueda trabajarse sobre sus distintas superficies. Así, porejemplo, ya hay máquinas CNC que pueden realizar en 15 ejes diferentes.
• La mayoría de estas estaciones cuenta con dos mesas de operaciones, lo que permite quese pueda estar procesando una pieza mientras otra se está cargando o descargando.
• Todas estas características hacen que estos centros presenten unas mayores tasas deutilización de las máquinas y unos menores ciclos de tiempo de proceso.
• Las piezas no tienen que seguir rutas entre las diferentes máquinas herramientas, por loque los inventarios de producción en curso y la manipulación de estas piezas se reducen.
• Existe mayor precisión, uniformidad y mejor calidad de productos.• Un operario puede operar varias máquinas a la vez.• Fácil procesamiento de productos de apariencia complicada.• Flexibilidad para el cambio en el diseño y en modelos en un tiempo corto.• Fácil control de calidad.• Es posible satisfacer pedidos urgentes.• Mayor seguridad en las labores.• Aumento del tiempo de trabajo en corte por maquinaria.• Permite simular el proceso de corte a fin de verificar que este sea correcto.
Entre las desventajas se pueden citar:
• Alto costo de la maquinaria.• Falta de opciones o alternativas en caso de fallas.• Es necesario programar en forma correcta la selección de las herramientas de corte y la
secuencia de operación para un eficiente funcionamiento.• Los costos de mantenimiento aumenta, ya que el sistema de control es más complicado y
surge la necesidad de entrenar al personal de servicio y operación.• Es necesario mantener un gran volumen de producción a fin de lograr una mayor eficiencia
de la capacidad instalada.
El tipo de conocimiento y/o habilidades que debe poseer un operador de CNC son:
• El operador de CNC deberá tener conocimientos en geometría, álgebra y trigonometría.• Deberá conocer sobre la selección y diseño de la Herramienta de Corte.• Dominar los métodos de sujección.• Uso de medidores y conocimientos de metrología.• Interpretación de Planos.• Conocimientos de la estructura de la máquina CNC.• Conocimientos del proceso de transformación mecánica.• Conocimientos de la programación CNC.• Conocimientos del Mantenimiento y operación CNC.• Conocimientos generales de programación y computadores personales.

Existen algunos otros aspectos de tipo humano que se derivan de la utilización del controlnumérico; entre los que podemos mencionar:
• Una persona puede operar varias máquinas simultáneamente.• Mejora el ambiente de trabajo.• No se requiere de una gran experiencia.• El programa tiene el control de los parámetros de corte.
Todos estos aspectos pueden representar cambios culturales dentro del ambiente del taller; sinembargo si se es hábil la adaptación será bastante rápida.
La decisión sobre el cuándo es necesario utilizar una máquina herramienta de CNC, muchasveces se resuelve basándose en un análisis de producción y rentabilidad; sin embargo enpaíses subdesarrollados, muchas veces existe un factor inercial que impide a los empresariosrealizar el salto tecnológico en la medida que estas personas se motiven a acercarse a estastecnologías surgirán múltiples alternativas financieras y de producción que contribuirán amejorar el aspecto de rentabilidad de este tipo de inversión. Por otro lado, una vez tomado estecamino se dará una rápida transferencia tecnológica al nivel de las empresas incrementando elnivel técnico. Los criterios en términos de producción para decidir la alternativa de usar o noCNC son:
• Cuando se tienen altos volúmenes de producción.• Cuando la frecuencia de producción de un mismo artículo no es muy alta.• Cuando el grado de complejidad de los artículos producidos es alto.• Cuando se realizan cambios en un artículo a fin de darle actualidad o brindar una variedad
de modelos.• Cuando es necesario un alto grado de precisión.
Aplicaciones Máquinas CNC
TALADRADO: Las máquinas de taladrado, disponen de un movimiento rotatorio para elcortador (taladro de precisión), y un movimiento lineal para la pieza de trabajo. El procesoempuja el material hacia el cortador, o bien, el cortador es presionado contra el material, endirecciones lineales (ejes x, y, z), o en trayectorias curvas, produciendo los elementosdeseados.
Figura 13: Taladro CNC
TORNEADO: Los tornos CNC, hacen girar la pieza contra una sola herramienta, hasta el puntode cortar el material. La herramienta posee un movimiento lineal (ejes x, y, z), precisandotambién para el proceso de la pieza la profundidad de corte, ángulo de ataque, y el tipo deherramienta de corte. El torno, puede ser calibrado en cuanto a la velocidad de giro.

Figura 14: Torno CNC
d) Líneas transfer.
Las líneas transfer son elementos clásicos de lo que se ha venido a denominar automatizaciónpesada.
Consiste en un conjunto de maquinaria capaz de producir altos volúmenes de muy pocasreferencias.
Una línea transfer está formada por un sistema de transporte y una serie de estaciones demecanizado.
Las líneas transfer actuales son flexibles lo que permite cambiar de referencias en un cortoespacio de tiempo pudiendo producirse lotes pequeños de productos.
e) Sistemas Automatizados para la Manipulación de Materiales:
El movimiento y manipulación de materiales es tan importante como el movimiento ymanipulación de la información. Es vital tener control, en tiempo real, sobre el material (de cuálse dispone, dónde está y cuanto hay).
El único sistema que puede dar este tipo de control es el AMH (sistema de manipulaciónautomática de materiales)
Un AMH puede estar formado por:• Cintas transportadoras y otros elementos de movimiento fijo.• AGV. ◊ filoguiados inductivos | ópticos• Almacenes automáticos (AA): menos espacio, más cuidadosos, menos personal, mas
seguridad, tamaño fijo, disposición limitada, precisión del etiquetado.• Carretillas elevadoras.
La manipulación de los materiales, que cubre los procesos de movimiento o transporte,empaquetado y almacenamiento, cuesta dinero y no añade valor al producto, razón por la cualla búsqueda de mecanismos para la automatización del flujo de materiales hacia y desde unadeterminada operación, constituye una importante elección tecnológica, tanto en las empresasindustriales como en las de servicios. La automatización de estos procesos depende de laposición estratégica de la empresa, estando plenamente justificada cuando ésta esté orientadaal producto y la repetibilidad sea alta. En algunos casos, la repetibilidad podrá ser lograda apesar de la producción de pequeños volúmenes de diversos artículos a través del empleo de

las nuevas tecnologías flexibles de tratamiento y transporte de los materiales. En general, si laempresa no está enfocada al producto, la automatización no será recomendable.
La posibilidad de utilizar estos sistemas fuerza a los responsables del diseño de la distribuciónen planta a representar claramente el camino de cada artículo a procesar y hace que sea máseconómico transportar los productos en pequeños lotes, dando lugar a reducciones en lostiempos de espera y tiempos muertos. A continuación se describen los sistemas automatizadospara la manipulación de materiales más importantes.
Vehículos Guiados por Computador (AGVs):
Son vehículos de tamaño pequeño, alimentados eléctricamente, que no necesitan conductor yque transportan los materiales entre las diferentes operaciones. La mayoría de los modelossigue un Cable instalado bajo el suelo de la planta, aunque también existen Rutas Ópticas yotras alternativas como Rayos Infrarrojos, Ultrasonidos y Sistemas Inerciales.
Pueden ir a cualquier sitio siempre que exista un pasillo a seguir y el suelo sea relativamenteliso; las instrucciones sobre el movimiento parten de un computador central o uno periférico. Sucapacidad para moverse cerca de puntos problemáticos, como los cuellos de botellas defabricación o de transporte, ayuda a evitar paradas costosas y, en numerosos casos,impredecibles. Además estos elementos facilitan el suministro de piezas justo a tiempo,reduciendo la aparición de costosas pilas de existencias a lo largo y ancho de la planta.
Algunas empresas fabricantes de automóviles utilizan estos sistemas como superficies móvilesde ensamblaje, especialmente para las cargas pesadas como lo muestra la Figura 9. Lostrabajadores los prefieren a las rígidas cintas transportadoras, especialmente porque estosvehículos no abandonan el lugar hasta que las operaciones hayan concluido perfectamente.
FIGURA 15. Ejemplos de Vehículos Guiados Automáticamente (AGV)
Para los AGV con Sistema de Cable las ventajas que presentan son:• No requiere de reinstalaciones frecuentes.

• Soporta tráfico continuo y en cualquier entorno.• Libre de interferencias.• Admite casi todo tipo de suelo.
Las desventajas para este sistema de AGV son:• No se puede sustituir fácilmente.• Las reparaciones de los cables suelen ser costosas.
Para los AGV con Sistema de Camino Óptico las ventajas que presentan son:• Permite cambios rápidos sin costos importantes.• Admite casi todo tipo de suelo.
Las desventajas para este sistema de AGV son:• Ha de revisarse técnicamente cada cierto tiempo.• El camino se borra cuando el tráfico es intenso.• No se puede usar en ambientes con chips metálicos.
Para los AGV con Rayos Infrarrojo la principal ventaja que presenta es:• Alta precisión.
La desventaja principal para este sistema de AGV es:• No puede haber nada en el camino que obstruya el paso del rayo.
Para los AGV con Ultrasonido la principal ventaja que presenta es:• Puede tolerar interferencias ocasionales.
Las desventajas para este sistema de AGV son:• Son muy sensibles a frecuencias externas (por ejemplo, mandos a distancia)• La tecnología está aún en proceso.
Para los Sistemas Inerciales la principal ventaja que presenta es:• Ser el sistema más preciso de todos.
La desventaja para este sistema de AGV es:• Alto costo, requieren componentes de alta precisión y control informatizado.
Sistemas Automáticos para el Almacenamiento y Recogida de Materiales (AS/RS):
Es un método automatizado para almacenar y recoger piezas y herramientas. Un computadorcontrola el sistema, que incluye bandejas y cajas. Con ayuda de un vehículo guiado por controlremoto o por medio de una correa transportadora, puede recibir y enviar materiales sinnecesidad de apoyo humano. La Figura 10, muestra un equipo AS/RS típico.
FIGURA 16. Estación AS/RS.

Hasta ahora se ha descrito los equipos más sencillos que pueden encontrarse en una plantaproductiva automatizada. Ahora serán descritos los sistemas flexibles de fabricación, los cualesestán constituidos por combinaciones de los componentes anteriormente aludidos.
f) Sistemas Flexibles de Fabricación (FMS):
El término FMS ha sido utilizado para etiquetar a una amplia gama de sistemas productivos condiferentes características y capacidades. La definición más simple y acertada de un FMS es laque lo considera como un sistema, controlado por un computador central, que conecta varioscentros o estaciones de trabajo informatizados con un sistema automático de manipulación demateriales.
Su funcionamiento es básicamente el siguiente: los operarios llevan las materias primas de unafamilia de artículos hacia las estaciones de carga y descarga de materiales, donde el FMScomienza su actividad, bajo las instrucciones de un computador central, los elementos detransporte comienzan a mover los materiales hacia los diferentes centros de trabajo; en cadauno de ellos, los artículos son desplazados de acuerdo con su secuencia particular deoperaciones, estando marcada la ruta a seguir por el computador central. El objetivoperseguido es la sincronización de las actividades, de forma que se maximice la utilización delsistema.
Como las máquinas automáticas pueden ser utilizadas para la ejecución de diversas tareas, esposible cambiar rápidamente sus herramientas, con lo que los tiempos de lanzamiento son muycortos. Esta flexibilidad posibilita, además, que una operación pueda ser realizada por más deuna máquina, dando lugar a la aparición de células virtuales (en las cuales se dedican ciertosequipos a la producción de determinadas familias de artículos, pero sin llevar a cabo unaagrupación física de estos equipos dentro de una célula). Gracias a ello, la producción puedecontinuar aunque algunas máquinas estén paradas por mantenimiento. Cambiando ycombinando las rutas a seguir se evitan los embotellamientos.
FIGURA 17. Ejemplo de Sistema Flexible de Fabricación (FMS).
Los sistemas FMS hacen posible la fabricación multietapas automatizada de una ampliavariedad de piezas, estando diseñados para producir familias de artículos que, si es necesario,pueden ser elaborados de forma simultánea y aleatoria. Son, por lo tanto, capaces deresponder a situaciones en las que se demandan cantidades variables de diferentes piezas, porlo que se suele afirmar que actúan como un puente entre los sistemas dedicados (alto volumeny baja variedad) y los sistemas universales o multipropósito (bajo volumen y alta variedad). Elloproporciona parte de la flexibilidad asociada normalmente a las configuraciones.
Bajo la denominación genérica FMS existen distintos tipos de sistemas flexibles, representadosen la Figura 12, en función de la variedad de artículos que permiten fabricar u del volumen deproducción de cada uno de ellos. Estos sistemas son:

• Módulo Flexible de Fabricación (FMM)• Célula Flexible de Fabricación (FMC)• Grupo Flexible de Fabricación (FMG)• Sistema Flexible de Fabricación (FMS)• Línea Flexible de Fabricación (FML)
FIGURA 18. Relaciones entre distintos tipos de FMS.
Aunque el primer FMS data de los años 60, sus aplicaciones no se extendieron sino que hastamediados de la década de los 80. Como en el caso de las aplicaciones basadas en lasmáquinas de CN, las ventajas para los FMS provienen de la unión de diferentes operacionescon posibilidad de un rápido cambio de herramientas y del apoyo de sistemas automatizadosde manipulación de piezas. Ello conduce a importantes reducciones en los niveles de inventarioy a la disminución de la complejidad y tamaño de la función de control de la producción, lo cualse debe a que una gran parte de las operaciones a desarrollar sobre un producto se llevan acabo dentro de la célula, antes de que el trabajo en curso sea transferido a la etapa siguiente.
Además del incremento de la flexibilidad, estos sistemas proporcionan otras ventajas como:
• Reducción de las necesidades de mano de obra directa debida a la reducción de las tareasmanuales de manipulación de materiales y a la automatización del control de las máquinas.
• Reducción de la Inversión, ya que la utilización de un equipo instalado en un FMS puedeser de hasta tres veces superior a la utilización que se consigue en una máquinaconvencional, por lo que es necesario menos máquinas, lo que a la vez supone una menornecesidad de herramientas. Lo que supone menor necesidad de espacio.
• Reducción del tiempo de respuesta, ya que el tiempo de lanzamiento o el cambio para lapreparación de la maquinaria es relativamente bajo porque muchas de las tareas estánautomatizadas y se desarrollan siguiendo las instrucciones del computador. Como a estose añade el bajo nivel de inventarios de productos en curso, disminuyen enormemente lascausas de formación de colas o de tiempos ociosos o de espera.
• Se puede obtener una calidad consistente a lo largo de las operaciones del sistema aleliminar una gran parte de las tareas realizadas manualmente.
• Existen mejoras en el control del trabajo, dado que hay un menor número de artículosesperando para ser procesados. Además, el flujo de trabajo suele monitorearse desde elcomputador.
• Incremento de las tasas de utilización de la maquinaria.
Por otra parte, las instalaciones FMS son sistemas caros y complejos, que requieren unosniveles de utilización y una infraestructura fabril adecuados. Dos aspectos que afectan a losniveles de sofisticación de las aplicaciones de estos sistemas son las dificultades que susfabricantes están afrontando para permanecer a la cabeza de la tecnología y las asociadas a ladeterminación de las necesidades de los clientes. Como consecuencia, se está produciendoun giro desde los sistemas más complejos hasta versiones más sencillas. Entre otras de laslimitaciones del FMS se encuentra el hecho de que no todas las situaciones en las que sefabrica una variedad intermedia de artículos y un volumen moderado de éstos son aptas para lainstalación de FMS. Los entornos inadecuados para instalar FMS son aquellos en donde existeuna amplia gama de productos, piezas con gran variedad de formas geométricas, alto volumen

y baja variedad o bajo volumen y alta variedad, componentes de gran tamaño, ciclo de tiempode fabricación en máquina muy largo y alto riesgo de rotura de herramientas. Cada vez se hacemás necesario la estandarización de los artículos a fabricar, a fin de que puedan serelaboradas correctamente por las máquinas CN. Otra limitación a tener en cuenta estávinculada al hecho de que un sistema FMS suele reemplazar a varias máquinas, que puedenquedarse obsoletas en diferentes momentos; sin embargo, las empresas suelen preferir llevar acabo una serie de equipos viejos, en lugar de efectuar una gran inversión que sustituya a todosal mismo tiempo.
La mejor opción para introducir este tipo de tecnología consiste en ir evolucionando poco apoco como sistema: se puede empezar utilizando máquinas CNC que, posteriormente, seconectan mediante un sistema automático para la gestión y el transporte de los materiales ypor último, se desarrolla e instala el sistema central regido por un ordenador y el software quese encargará de controlar y dirigir el sistema.
En comparación con la difusión alcanzada por los sistemas FMS, dedicados principalmente a lafabricación de componentes, son muy pocos los Sistemas Flexibles Automáticos Instalados enPlantas de ensamblado o montaje (FAS). Sus oportunidades de utilización aumentarán si sepresta mayor atención a aquellas reglas de diseño de productos relacionadas con el montaje yservicios periféricos.
Se estima que, en el futuro, el área del FMS estará dominada por los robots industriales. Losconceptos vinculados a un FMS suponen un paso hacia la conexión de las actividadesproductivas, principalmente el movimiento de materiales y su procesamiento en los centros oestaciones de trabajo, aunque también puede incluirse inspección. Una integración aún mayorpuede conseguirse si se usa un sistema integrado CAD/CAM para desarrollar la base de datosque contiene la información sobre el diseño y los planes de proceso.
3.3 Redes Industriales:
La comunicación es básica dentro del CIM. En una empresa podemos encontrarnos tresjerarquías de redes:♣ Red Corporativa: comunicación entre edificios♣ Red CIM de Planta: comunicación en fabrica♣ Red(es) Industrial(es): comunicación con células de fabricación ‘pueden tener protocolos
propietarios’.
Estándares de Redes Industriales son:
3.3.1 Estándares EIA (Electronic Industries Association).• RS-232-C ◊ Para distancias cortas (10m. Máx) a 19,2Kbits/s.• RS-423 ◊ (100m. / 100Kbits/s.) | (1000m. / 1Kbit/s.)• RS-422◊ (10m. / 10 Mbits/s.) | (1000m / 100 Kbits/s.)
3.3.2 Bitbus.Esquema serie de interconexión a alta velocidad desarrollado por INTEL.Basado en el estándar EIA RS-485 y permite la conexión en redes de tipo bus:259 nodos en 13km. a 62,5 Kbits/s.84 nodos en 900m. A 375 Kbits/s.Cada nodo puede soportar hasta 16 sesiones.
3.3.3 GPIB (Bus de Interfaz de Propósito General).Estándar de interconexión de equipos de medida e instrumentos de laboratorio.IEEE 488.15 aparatos sobre un cable de 15 hilos de 8 a 80 Kbits/s.
3.3.4 Ethernet.Estándar en redes industriales y de planta de alto rendimiento.Cientos de nodos a 10Mbits/s. En 16 km. sobre (coaxial, par trenzado, fibra óptica, …)

3.3.5 MAP.Protocolo en desarrollo para la comunicación en el entorno CIM.Está basado en cable coaxial de banda ancha con tecnología Token-Bus (EIA-802.4, ISO8802.4) y con tecnología Ethernet (EIA-802.3, ISO 8802.3)
3.3.6 Diseño de redes industriales (RI).Los factores a considerar a la hora de planificar la RI son:
• Objetivos y expectativas.• Coste.• Rendimiento.• Tolerancia al fallo.• Niveles de EMI.• Servicio y mantenimiento.• Crecimiento.• Seguridad.
Debemos tener en cuanta que la RI es una de las principales inversiones, y una decisiónque puede afectar al éxito del CIM.