
Capítulo 1.CIM.24.08.13
51
Capítulo 1 La empresa de fabricación Objetivos: Después de completar este capítulo, usted debería ser capaz de hacer lo siguiente: -Definir fabricación -Describiré la caída y elevación de fabricación EE.UU. -Enumerar y describir los retos externos que enfrentan las empresas manufactureras -Describir una estrategia de producción que se puede utilizar para superar los desafíos externos -Describir y dar ejemplos de ganadores orden los criterios y los criterios de calificación de pedidos -Describir el modelo de Terry Hill -Describir una técnica para cambiar el ciclo de vida del producto -Enumerar y describir los siete estándares de clase mundial de fabricación -Teniendo en cuenta los parámetros del sistema, calcular el tiempo de instalación, número de piezas defectuosas, la proporción de espacio de fabricación, y las vueltas de inventario -Describir los resultados de no hacer nada para mejorar la fabricación -Escribe la definición de fabricación integrada por ordenador o CIM -Describir todos los elementos de la rueda empresa -Describir la función de los segmentos de proceso, -Describir el proceso de tres pasos para la aplicación de CIM
-
Upload
german-martinez -
Category
Documents
-
view
37 -
download
0
Transcript of Capítulo 1.CIM.24.08.13
Capítulo 1La empresa de fabricación
Objetivos:
Después de completar este capítulo, usted debería ser capaz de hacer lo siguiente:-Definir fabricación-Describiré la caída y elevación de fabricación EE.UU.-Enumerar y describir los retos externos que enfrentan las empresas manufactureras-Describir una estrategia de producción que se puede utilizar para superar los desafíos externos-Describir y dar ejemplos de ganadores orden los criterios y los criterios de calificación de pedidos-Describir el modelo de Terry Hill-Describir una técnica para cambiar el ciclo de vida del producto-Enumerar y describir los siete estándares de clase mundial de fabricación-Teniendo en cuenta los parámetros del sistema, calcular el tiempo de instalación, número de piezas defectuosas, la proporción de espacio de fabricación, y las vueltas de inventario-Describir los resultados de no hacer nada para mejorar la fabricación-Escribe la definición de fabricación integrada por ordenador o CIM-Describir todos los elementos de la rueda empresa-Describir la función de los segmentos de proceso,-Describir el proceso de tres pasos para la aplicación de CIM
1-1 INTRODUCCION
La manufactura es un conjunto de actividades interrelacionadas que incluye el diseño de productos y documentación, selección de materiales, planificación, producción, control de calidad, gestión y comercialización de productos.
El objetivo fundamental de la fabricación es utilizar estas actividades para convertir materias primas en productos terminados de manera rentable. La capacidad de producir eficientemente su conversión determina el éxito de la empresa.
La historia está llena de ejemplos de empresas de fabricación, grandes y pequeñas, que no pueden ofrecer productos que eran competitivos en costo, calidad y entrega oportuna al mercado. Fabricantes nunca intencionalmente un curso que conduce a la falla del producto o compañía, entonces ¿por qué algunos tienen éxito y prosperar, mientras que otros se desvanecen y mueren? Sin duda, razones explican muchos de estos fracasos, pero los estudios de las industrias de EE.UU. indican que algunos denominadores comunes influido en el fracaso. Con sede fabricantes tuvieron más éxito en los mercados cautivos asociados a años de posguerra en los años 1950 y 1960. Los éxitos en estos años de gloria elaborada complacencia en empresas estadounidenses que resultaron en una incapacidad para competir en los mercados abiertos de los años 1970 y 1980.
Las lecciones aprendidas en las décadas de 1970 y 1980 dan lugar a cambios a través de las industrias de EE.UU... Los cambios comenzaron en las empresas multinacionales y filtradas hasta llegar a los grupos industriales más pequeñas. A partir de estas prácticas de fabricación mejorados, las industrias de EE.UU. reclamó un papel de liderazgo en la década de 1990, y continuará ese papel de liderazgo en el siglo actual.La competencia extranjera en Japón y Alemania se levantó de las cenizas de la posguerra para crear gigantes industriales que competían en igualdad de condiciones con sus contrapartes norteamericanas. Cuando Japón comenzó a penetrar en los mercados mundiales en la década de 1960, los fabricantes estadounidenses se negaron a hacer los cambios necesarios en las metodologías de fabricación para mantener su posición de liderazgo. Una revisión de la fabricación de los EE.UU. durante los últimos cincuenta años proporciona una base útil desde el que ver el NECESARIO cambio para la fabricación de permanecer fuerte y competitiva en el mercado global.
Tres etapas de fabricación Retiro
La primera etapa de la retirada del dominio producción de los EE.UU. comenzó durante la Guerra de Vietnam con la aparición de pequeños artículos electrónicos de consumo tales como radios y platinas. El retiro continuó en los años siguientes. Los productos con marcas como Panasonic y Sony empezaron a aparecer con mayor frecuencia en los mercados de EE.UU. y los productos reemplazados de General Electric y RCA. Fabricantes de EE.UU. asumió erróneamente que mano de obra barata y el apoyo gobierno central fueron las razones que el Japón podría producir estos bienes de consumo de bajo costo. Aunque el Japón tenía una ventaja de costos laborales, sus fabricantes se también desarrollaron métodos eficientes de producción y sistemas de calidad.
La segunda etapa de la retirada estuvo marcada por la práctica japonesa de copiado con éxito los productos estadounidenses. Durante este período, los japoneses copian productos de Estados Unidos y ofreció similares productos de mayor calidad a los clientes de Estados Unidos a un costo menor. Además en el mercado de los EE.UU. La escasez del petróleo de 1973 se abrió el mercado de automoción para los fabricantes de automóviles japoneses y alemanes cuando los clientes de Estados Unidos resultaron más baratos, más eficientes en combustibles importados. Lo que los consumidores descubierto, sin embargo, era un producto que, en muchos aspectos era muy superior a la alternativa construida en los EE.UU.
La tercera etapa de la competencia industrial de las empresas extranjeras comenzaron a finales de 1980 y contó con el desarrollo de productos rápido y fabricación de productos de primerísima calidad, con un margen de beneficio mucho mayor. En la producción de estos productos, compañías offshore continúan proporcionando calidad de clase mundial, diseño y rendimiento al tiempo que la extracción de un precio superior. Los productos, por ejemplo, incluía los coches de Toyota y Mercedes-Benz, sonido y vídeo de Sony y Phillips, médica y metalmecánica equipo-la lista continúa. Estas competitivas empresas de clase mundial demostraron que ya podían jugar en cualquier nivel en el juego de producción.
Volver a la energía
Los Estados Unidos recuperó el estatus de líder de fabricación en la década de 1990 por varias razones, algunas de negocios, económicos algunos, y otros políticos. Una lista de los factores más importantes en el renacimiento de la dominación manufacturero de los EE.UU. sigue.
Factores económicos:
-La desregulación de los mercados energéticos y Comunicaciones-Baja la inflación como resultado de las presiones a la baja sobre los salarios, los precios de las materias primas y los mercados energéticos liberalizados.-La caída de las tasas de interés durante la última década.-El colapso de la economía asiática, debido a los excesos de las instituciones financieras en la gestión de carteras de bienes raíces y préstamos corporativos.
Factores de negocio:
-Consolidación de empresas competitivas y empresas con productos complementarios en la mayoría de los mercados.-Reestructuración de la América corporativa.-Nuevo y ampliar el liderazgo tecnológico.-Las asociaciones entre los Estados Unidos y las empresas extranjeras.-Incremento de productividad como resultado de la consolidación, reestructuración, la tecnología, la CIM, y mejores relaciones obrero-patronales.
Factores políticos:
-La consolidación de la Unión Europea.-Las presiones para abrir mercados cerrados.
Producto Versus Proceso Objetivos
El éxito de los fabricantes de EE.UU. después de la Segunda Guerra Mundial se debió a la tecnología y la base industrial generado por la guerra y mercados cautivos asociado con la economía de posguerra. En este período, dos tercios de dólares fueron asignados a la investigación de desarrollo de productos, mientras que al resto se invirtió en el desarrollo de tecnologías para mejorar la forma en que los productos fueron fabricados. Como resultado, los productos innovadores de la electrónica de consumo y transporte fluían de las industrias de EE.UU. En contraste, la mayoría de las industrias europeas y japonesas fueron neutralizadas por el esfuerzo de la guerra y no podían competir con los recursos innovadores en los Estados Unidos. Como resultado, los países en alta mar, la reconstrucción de su base industrial, centró la mayor parte de sus esfuerzos de desarrollo en los
procesos de fabricación mejorados. Concediendo la innovación de productos a los Estados Unidos, las industrias en Japón y Alemania cultivan tecnología de fabricación y sistemas de producción que pueden producir productos de mayor calidad y menor costo. Al mismo tiempo, EE.UU. industria sigue haciendo hincapié en la investigación de desarrollo de productos a expensas de los procesos de producción mejores y tecnologías de fabricación mejorados.
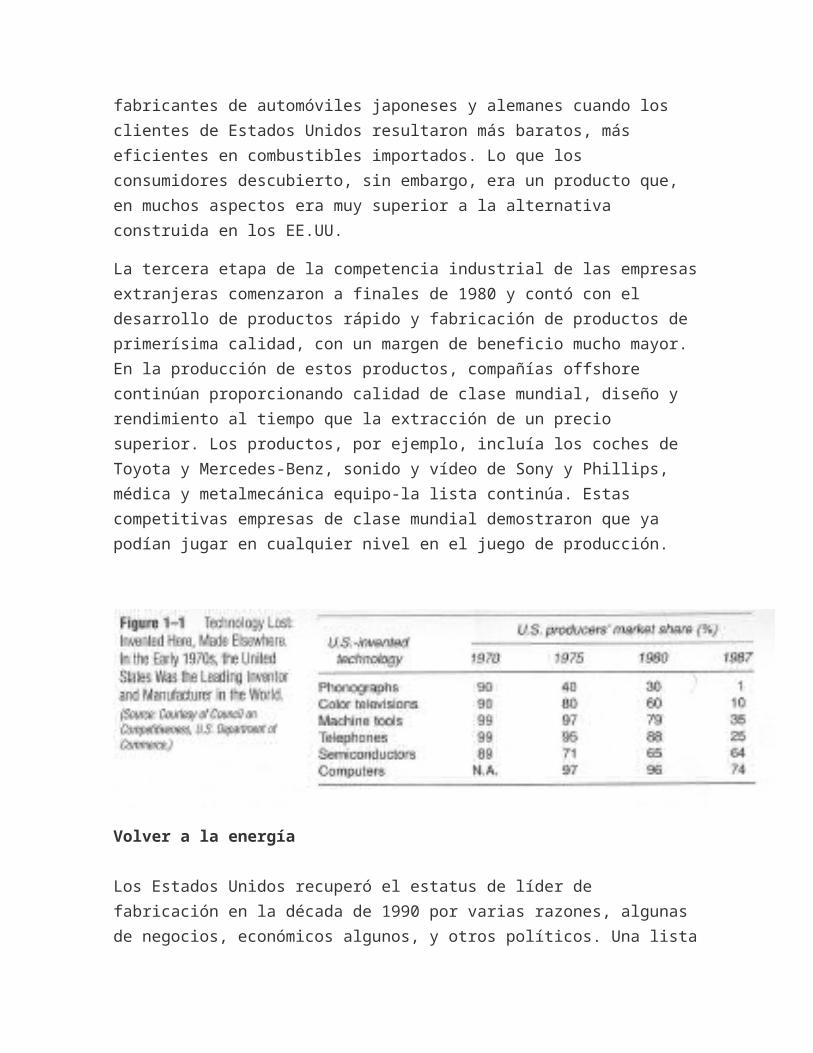
Como resultado de ello, son pocos los fabricantes estadounidenses fueron capaces de tomar las innovaciones de productos para el dominio del mercado, ya que no estaban dispuestos a ser los de menor costo y de mayor calidad los productores cuando el producto alcanza la madurez del mercado. Los elementos que aparecen en la figura 1-1 son buenos ejemplos de productos inventados en Estados Unidos, pero "perdido" a las industrias costa afuera japoneses y otros, debido a la tecnología de fabricación inferior y los sistemas de producción en las empresas estadounidenses. Los estándares de desempeño de clase mundial se basan en la excelencia de los sistemas de producción y fabricación, porque la innovación no es suficiente para garantizar el dominio del mercado.
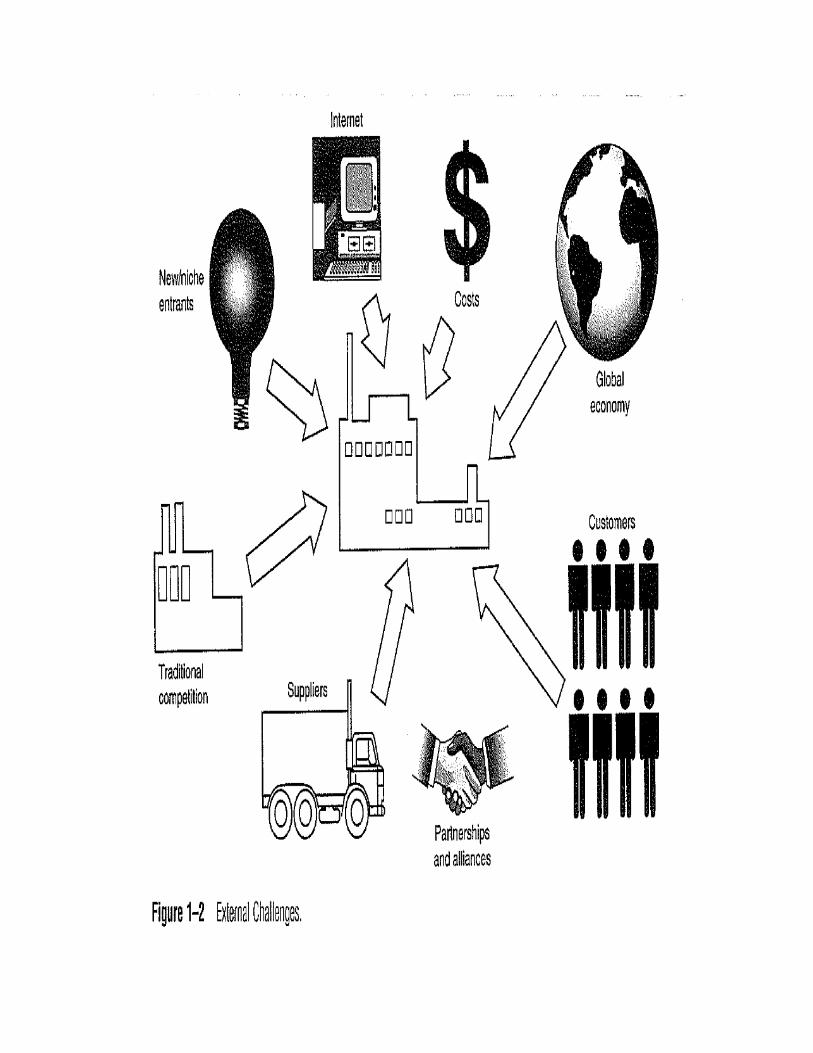
Figura 1-2 Desafíos externos.-New/nicheparticipantes-Internet-Costos-Global economía-Clientes-Las asociaciones y alianzas-Proveedores-Tradicional competencia
1-2 RETOS EXTERNOS
Los desafíos externos son el resultado de fuerzas y condiciones fuera de la empresa. Los principales desafíos externos, ilustrado gráficamente en la figura 1-2, se incluyen operadores de nicho de mercado, la competencia tradicional, proveedores, asociaciones y alianzas, clientes, la economía mundial, el costo del dinero, y el Internet.
Las empresas siempre han tenido las líneas de productos llamados vacas lecheras. Estos son productos de alta generadores de ingresos que llevan el resto de la línea de productos. El éxito de la fuente de ingresos es el resultado de una posición dominante, superioridad tecnológica, la protección de la patente, o la ausencia de competencia. A través de los años 1950 y 1969s, la línea de IBM computadora central fue un ejemplo de este fenómeno. A finales de 1960 y principios de 1970, sin embargo, un empleado de IBM reconoció la utilidad potencial de este nicho de mercado y crear una empresa, Amdhal, para competir con IBM en esta área de mercado. El sistema operativo Windows de Microsoft es otro ejemplo de una vaca de efectivo. A finales de 1990 una pequeña empresa, Red Hat Software, comenzó a despachar un sistema operativo competidor llamado Linux. Si bien no está claro que Linux tendrá una importante cuota de mercado de Microsoft, es un ejemplo de la comercialización del lugar. La tecnología de producción y diseño disponibles en la actualidad y el alcance global de la Internet que se alcance por las pequeñas empresas, como Hat Software Amdhal y rojo, para desarrollar un producto en un nicho de mercado y competir con un productor establecido.
Competencia tradicional sigue ofreciendo un desafío a la fabricación. Los fabricantes suelen contar con la ignorancia del competidor tradicional como un amortiguador, sin embargo, esos días se han ido. Por ejemplo, un estudio realizado por un diseño de producto del medio oeste y la compañía de desarrollo indica que los productos llegó a comercializar seis meses después de la reducción de la competencia los beneficios de su producto después de impuestos en un 33 por ciento. La tecnología para aumentar la cuota de mercado es asequible y al alcance de todos, por lo que el reto de mantenerse a la vanguardia de la tradicional competencia es más fuerte hoy que nunca antes.
Otro desafío externo es presentado por los proveedores. Tradicionalmente, muchas empresas han comprado las piezas y subconjuntos en función de la variación de precios, donde los vendedores son seleccionados sobre una base
baja oferta. En este modelo de precios varianza, el grupo de proveedores puede cambiar frecuentemente y con frecuencia es grande. Precio sigue siendo un factor de, por ejemplo, el estudio del medio oeste mismo indicó que un precio de compra del producto que era 9 por ciento mayor que el de la competencia resultó en un 22 por ciento fallecimiento en las ganancias durante la vida del producto. Sin embargo, además de fijar un precio competitivo de productos, los proveedores de hoy deben cumplir con los niveles mínimos defectos, tienen entrega predecible, y reducir el tiempo de diseño de productos. El reto para las empresas es establecer menos pero más de colaboración de proveedores comprador relaciones para satisfacer las necesidades del productor y de los clientes finales. El reto proveedor suele abordarse a través de un proceso llamado administración de cadena de suministro.
El desafío externo más difícil para la fabricación es proporcionada por los clientes. En el mercado cautivo de automóviles de la década de 1920, Henry Ford podría anunciar que el público podría tener un Ford Modelo T en cualquier color que desee, siempre que fuera negro. Comprador sofisticado de hoy compra sobre la base de la calidad, servicio, coste, el rendimiento y la preferencia individual. Si el fabricante no puede satisfacer todas las necesidades del cliente, otro fabricante está dispuesto a intervenir para la venta.
La proliferación de los negocios en Internet permite el acceso a los productos de todo el mundo, desde el domicilio del cliente.
Otro reto es el reciente cambio en los negocios embalados por Internet. El reto para las empresas es determinar la mejor estrategia en esta área de mercado que cambia rápidamente. Un buen ejemplo es el comercio electrónico (e-commerce) área. Además de facilitar el comercio electrónico, la Internet afectará a los fabricantes y vendedores de-Proporcionar los proveedores de acceso fácil a los datos de fabricación-Creación de una ventana en el entorno de fabricación-Toma de muchas de las transacciones sin papelLa mayoría de los fabricantes reconocen que la economía global actual proporciona una base más amplia para la comercialización de productos y aumento de la competencia de todos los rincones del mundo. El reto para las empresas es proporcionar productos que cumplan con estándares de clase mundial y la comercialización de los bienes y servicios a la economía mundial con la misma eficacia que los competidores, tanto aquí como en alta mar.
Otro desafío externo presentado a los fabricantes es el costo del dinero. Incluso cuando se pide dinero prestado a bajo tipo de interés, la empresa que utiliza los recursos de capital más eficaz será el ganador a largo plazo. El costo de introducir
y mantener un producto en el mercado ha alcanzado proporciones asombrosas. Los métodos de fabricación que reducen el costo de hacer negocios, una reducción de dicho inventario, se convierten en herramientas de supervivencia fr. Además, se pone mayor énfasis en cómo se usa el dinero durante la fase de diseño para reducir costos de producción y de entrega durante la vida del producto. Por ejemplo, los resultados del estudio realizado por la empresa de diseño del medio oeste indican que un 100 por ciento de saturación en los costes de desarrollo reduce la ganancia para el producto sólo en un 4 por ciento. Estos datos indican que el gasto del dinero para garantizar el mejor diseño es conveniente porque el dinero invertido en el diseño de productos en la delantera puede maximizar las ganancias durante la vida del producto.
Las empresas deben responder a los desafíos externos (operadores de nicho de mercado, la competencia tradicional, proveedores, asociaciones y alianzas, clientes, la economía mundial, el costo del dinero, y el Internet) por-Reconociendo que estos desafíos existen y admitir que los problemas que deben ser resueltos cajón porque nunca va a desaparecer.-El desarrollo de una estrategia de producción interna para minimizar el impacto negativo de los problemas externos en el éxito del negocio.
1-3 RETOS INTERNOS
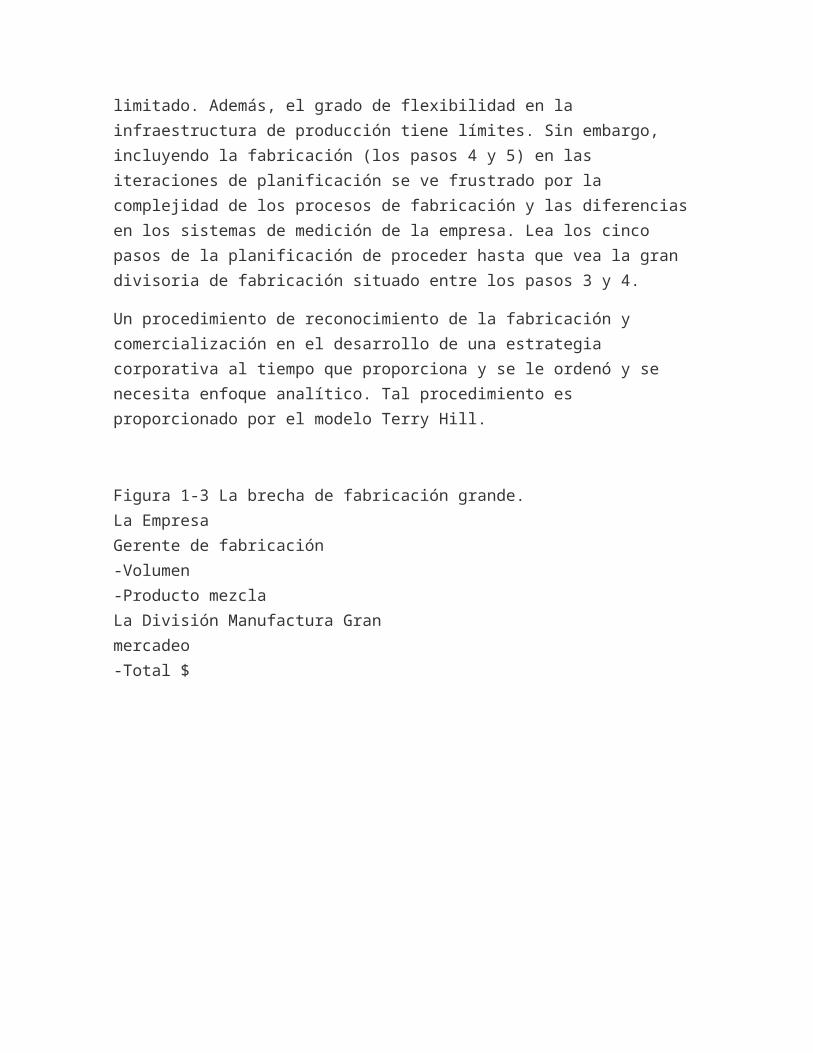
El reto interno es desarrollar una estrategia de fabricación que se ajustará a la siguiente descripción:Una estrategia de producción es un plan o proceso que fuerza la congruencia entre los Objetivos corporativos y los objetivos de marketing, y la capacidad de producción de una empresa.Satisfacer esta definición es un problema importante para muchas empresas. en muchas organizaciones una división manufacturera grande que separa a los lados de comercialización y producción de la empresa (Fig. 1-3). A un lado de la brecha, marketing vistas órdenes de un punto de vista total en dólares, mientras que en el lado de la producción, los pedidos y juzgado desde un punto de vista de la producción y el volumen de concreto. El área de marketing rara vez consideres lo que la mezcla de productos para poder hará la eficiencia de producción, ya que no se miden contra esa norma, sino por las ventas en dólares. Por el contrario, la zona de producción se juzga a menudo en la utilización de la capacidad y medidas de productividad tienda y no en el valor total del pedido. Como resultado, la fabricación está frecuentemente no alineado con el producto necesita del mercado, y los pedidos aceptados por la comercialización proporcionan un ajuste malo con los procesos de producción disponibles. Un vistazo a un proceso típico
de planificación empresarial (enumerados a continuación) es el punto de partida para la comprensión de este problema.1. Definir los objetivos corporativos.2. Desarrollar las estrategias de marketing necesarias para satisfacer los objetivos de la empresa.3. Analizar el mercado y determinar cómo los productos se ajustan a las condiciones del mercado y la competencia.4. Determinar el proceso que se utilizará para la fabricación de los productos.5. Proporcionar la infraestructura necesaria para fabricación de la producción.
Planificadores de negocios utilizan un proceso iterativo en el desarrollo de las tres primeras etapas de planificación, ya que cada paso afecta a los otros tres. Con demasiada frecuencia, los últimos dos son vistos simplemente como una extensión lineal de los tres primeros. La experiencia indica que los pasos 4 y 5 tienen un impacto significativo en los tres primeros pasos debido a que el proceso de fabricación está a menudo limitada una puede cambiar sólo en un intervalo limitado. Además, el grado de flexibilidad en la infraestructura de producción tiene límites. Sin embargo, incluyendo la fabricación (los pasos 4 y 5) en las iteraciones de planificación se ve frustrado por la complejidad de los procesos de fabricación y las diferencias en los sistemas de medición de la empresa. Lea los cinco pasos de la planificación de proceder hasta que vea la gran divisoria de fabricación situado entre los pasos 3 y 4.
Un procedimiento de reconocimiento de la fabricación y comercialización en el desarrollo de una estrategia corporativa al tiempo que proporciona y se le ordenó y se necesita enfoque analítico. Tal procedimiento es proporcionado por el modelo Terry Hill.
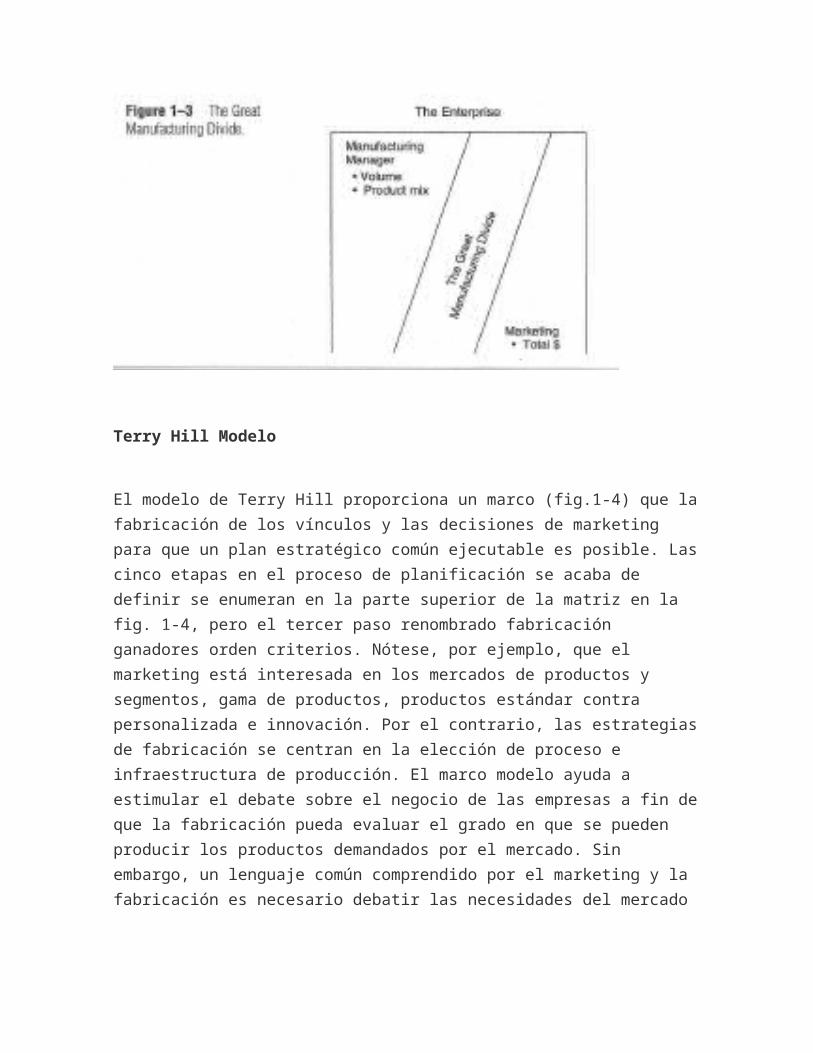
Figura 1-3 La brecha de fabricación grande.La EmpresaGerente de fabricación-Volumen-Producto mezclaLa División Manufactura Granmercadeo-Total $

Terry Hill Modelo
El modelo de Terry Hill proporciona un marco (fig.1-4) que la fabricación de los vínculos y las decisiones de marketing para que un plan estratégico común ejecutable es posible. Las cinco etapas en el proceso de planificación se acaba de definir se enumeran en la parte superior de la matriz en la fig. 1-4, pero el tercer paso renombrado fabricación ganadores orden criterios. Nótese, por ejemplo, que el marketing está interesada en los mercados de productos y segmentos, gama de productos, productos estándar contra personalizada e innovación. Por el contrario, las estrategias de fabricación se centran en la elección de proceso e infraestructura de producción. El marco modelo ayuda a estimular el debate sobre el negocio de las empresas a fin de que la fabricación pueda evaluar el grado en que se pueden producir los productos demandados por el mercado. Sin embargo, un lenguaje común comprendido por el marketing y la fabricación es necesario debatir las necesidades del mercado actual y futuro. El lenguaje común se basa en los criterios ganadores de pedido sobre el producto.
Ganar Orden-Criterios
Los criterios de orden ganadores, que une el enfoque de marketing y estrategias de fabricación, proporcionan un vocabulario para describir los requisitos del mercado de productos que se pueden traducir en opciones de proceso y requisitos de infraestructura de fabricación.
Típicos ganadores orden criterios son el precio, la calidad, la velocidad deliberada y la habilidad de innovación. Por lo tanto, el término ganadores orden criterios se definen de la siguiente manera:
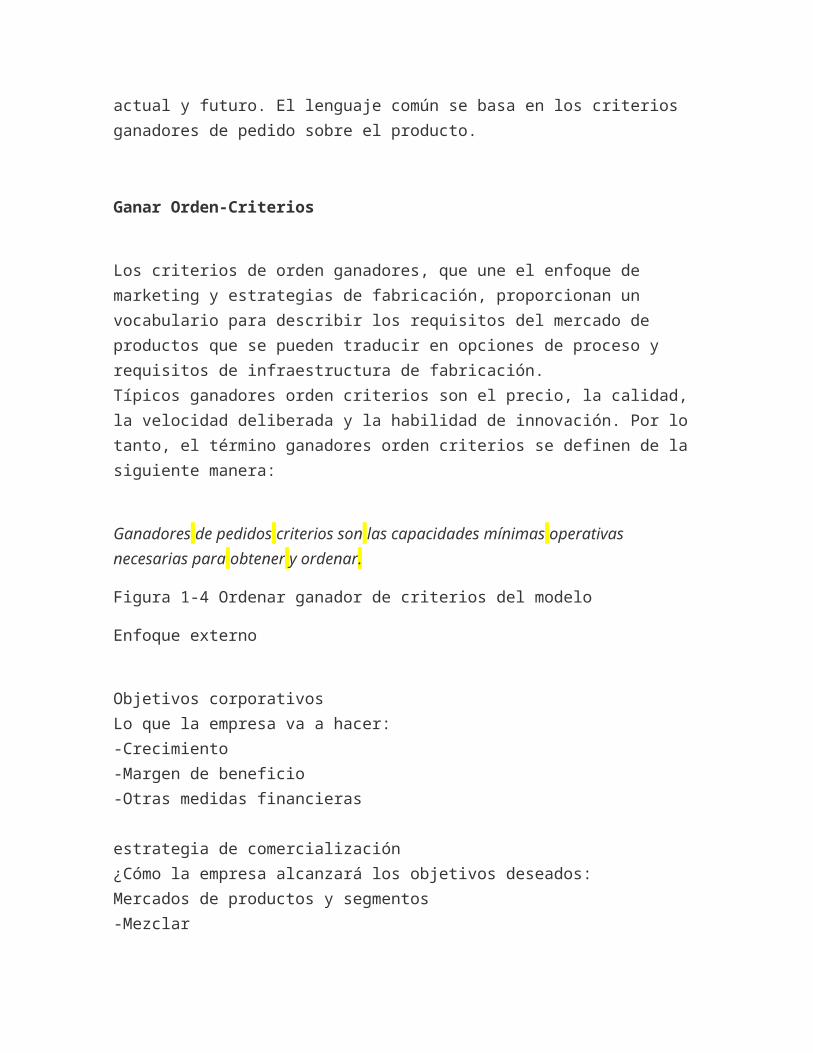
Ganadores de pedidos criterios son las capacidades mínimas operativas necesarias para obtener y ordenar.
Figura 1-4 Ordenar ganador de criterios del modelo
Enfoque externo
Objetivos corporativosLo que la empresa va a hacer:-Crecimiento-Margen de beneficio-Otras medidas financieras
estrategia de comercialización¿Cómo la empresa alcanzará los objetivos deseados:Mercados de productos y segmentos-Mezclarlos volúmenes de-Estandarización frente a la personalizaciónNivel de innovación-Leader frente seguidor
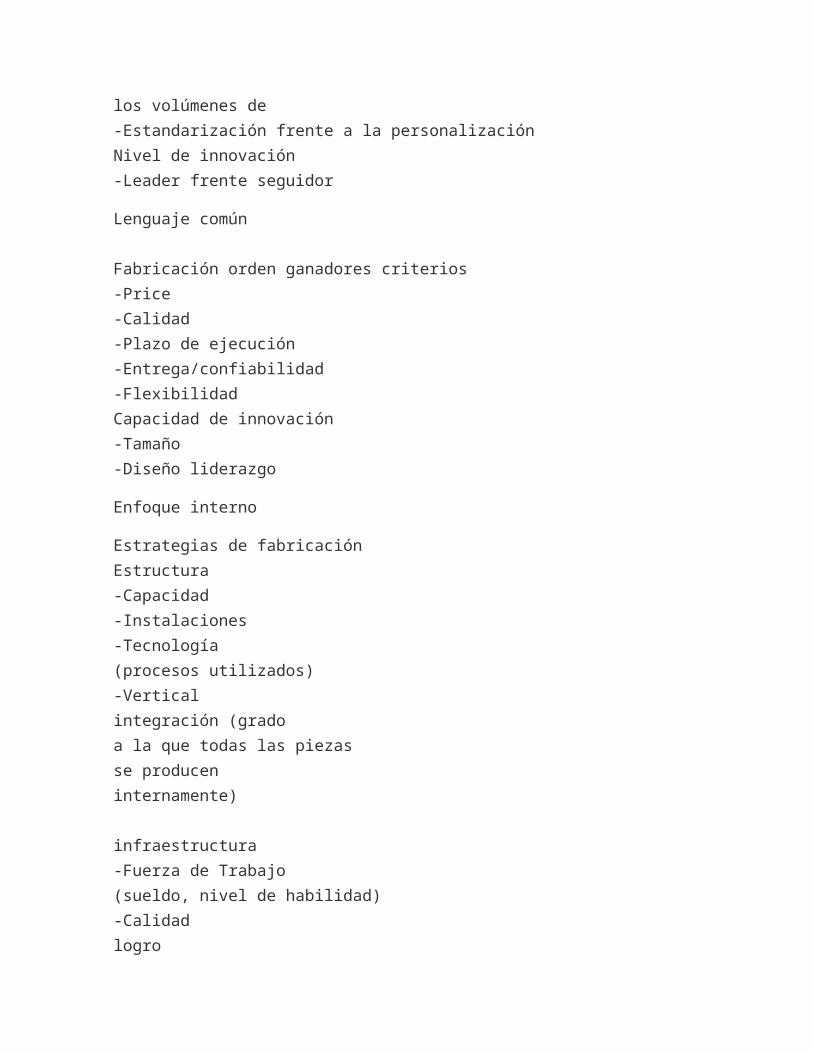
Lenguaje común
Fabricación orden ganadores criterios-Price-Calidad-Plazo de ejecución-Entrega/confiabilidad-FlexibilidadCapacidad de innovación-Tamaño-Diseño liderazgo
Enfoque interno
Estrategias de fabricaciónEstructura-Capacidad-Instalaciones-Tecnología(procesos utilizados)-Verticalintegración (gradoa la que todas las piezasse produceninternamente)
infraestructura-Fuerza de Trabajo(sueldo, nivel de habilidad)-Calidadlogroproceso-Fabricaciónplanificación ysistema de control-Organización(control, medición,motivación)
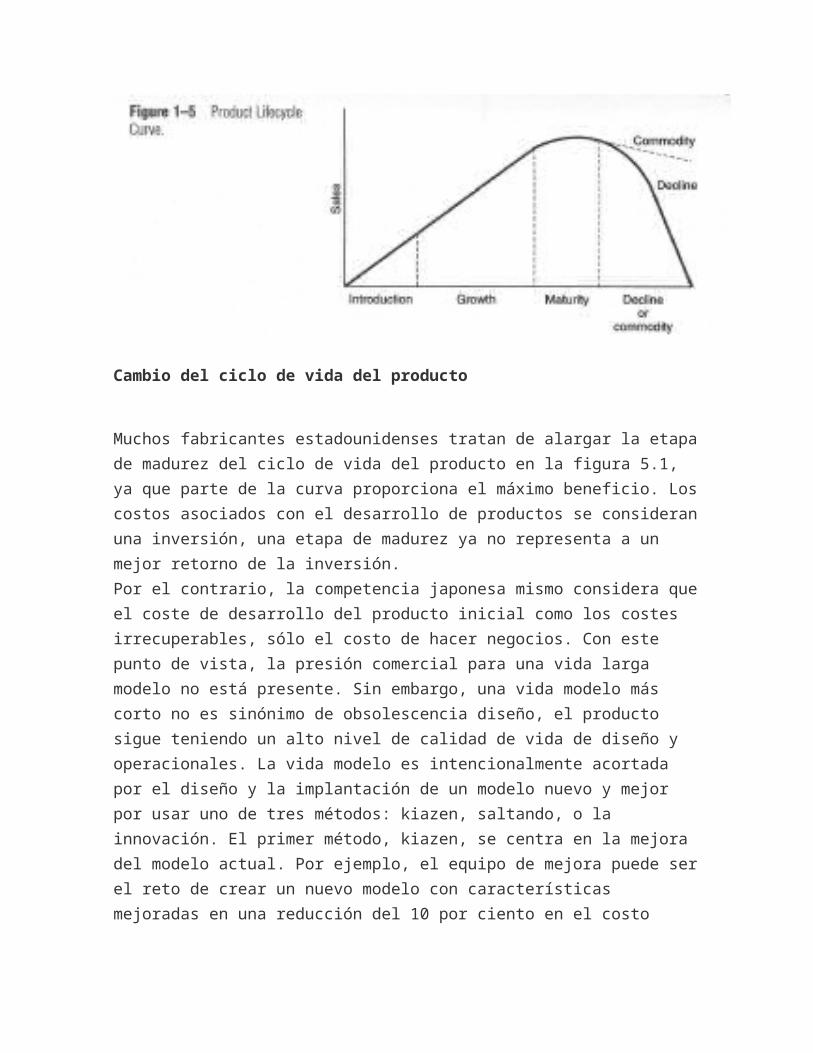
Cambio del ciclo de vida del producto
Muchos fabricantes estadounidenses tratan de alargar la etapa de madurez del ciclo de vida del producto en la figura 5.1, ya que parte de la curva proporciona el máximo beneficio. Los costos asociados con el desarrollo de productos se consideran una inversión, una etapa de madurez ya no representa a un mejor retorno de la inversión.Por el contrario, la competencia japonesa mismo considera que el coste de desarrollo del producto inicial como los costes irrecuperables, sólo el costo de hacer negocios. Con este punto de vista, la presión comercial para una vida larga modelo no está presente. Sin embargo, una vida modelo más corto no es sinónimo de obsolescencia diseño, el producto sigue teniendo un alto nivel de calidad de vida de diseño y operacionales. La vida modelo es intencionalmente acortada por el diseño y la implantación de un modelo nuevo y mejor por usar uno de tres métodos: kiazen, saltando, o la innovación. El primer método, kiazen, se centra en la mejora del modelo actual. Por ejemplo, el equipo de mejora puede ser el reto de crear un nuevo modelo con características mejoradas en una reducción del 10 por ciento en el costo dentro de los doce meses siguientes a la introducción del producto original.
El segundo método, saltando, los intentos para desarrollar un producto con diferente forma similar, el ajuste y características de la función que los del producto inicial. El Walkman Sony es un ejemplo de esta técnica, con el producto inicial es ser una grabadora de cinta estándar. El último método, la innovación, trata de utilizar la invención genuina de nuevos productos para identificar seguimiento de mercancía. Como resultado del éxito de esta técnica, muchas compañías estadounidenses ahora seguir un camino similar.Este enfoque de tres vertientes para acortar la duración de modelo
frecuentemente se realiza con tres equipos multi-funcionales, cada equipo que trabaja en uno de los tres métodos. Cuando esta técnica se realiza con éxito, tres modelos claramente diferentes se introducen como un seguimiento al producto actual. Como resultado, los beneficios crecen a través de la cuota de mercado aumentó en el área de productos como los consumidores a mantenerse con un fabricante y el comercio desde el producto original abandonar un modelo más antiguo de la competencia.
Orden-ganar Versus orden criterios de calificación
Es importante hacer la distinción entre los criterios que ganan pedidos de productos y los que califican un producto para competir en el mercado. Un ejemplo describe mejor esta diferencia. En la década de 1970, el criterio de orden que gana para el mercado de la televisión de color en el Reino Unido era el precio. Los japoneses entraron en el mercado con productos muy superiores en calidad y fiabilidad de los productos existentes de Reino Unido. Los compradores de televisores en el Reino Unido estableció una nueva calidad y confiabilidad estándar para la compra de TV basadas en los televisores importados. El precio no puede bajar tanto para las empresas del Reino Unido para vender sus televisores que estaban por debajo de la calidad estándar nuevos y fiabilidad.
Cómo enfrentar el desafío interno
En términos simplistas, los cuatro pasos para lograr la consistencia interna son los siguientes:1. Analizar cada producto y ponerse de acuerdo sobre los criterios de calificación de la orden y el orden-ganar para el producto en la etapa actual de la vida del producto.2. Para cada producto, proyectar los criterios ganadores de pedidos para las futuras etapas de la vida del producto.3. Determinar el ajuste entre la capacidad de proceso necesario para cumplir los criterios en la etapa 1 y 2 y la capacidad de la corriente en la fabricación.4. Sobre la base de los resultados de los pasos 1, 2 y 3, o bien cambiar o modificar los objetivos de marketing, o actualizar los procesos de fabricación y la infraestructura para forzar la consistencia interna.
1-4 DE CLASE MUNDIAL PARA GANAR LOS CRITERIOS
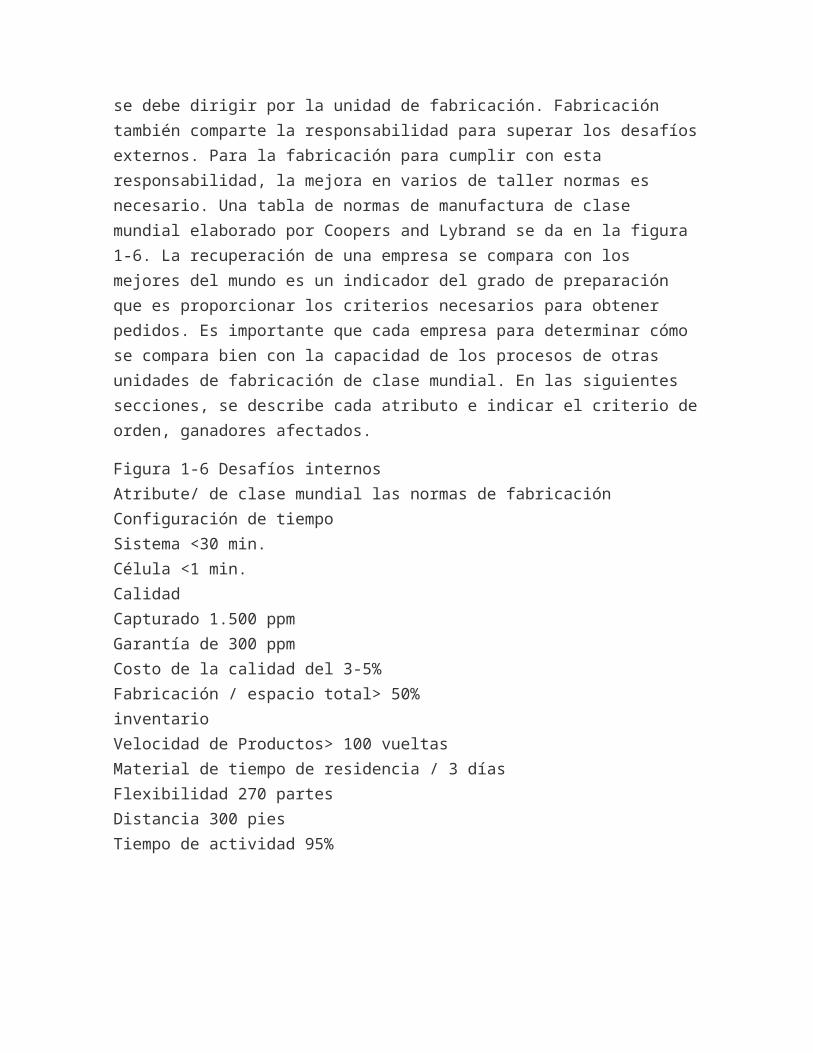
Una revisión de la orden de producto ganador de criterios más presente (es decir, el precio, la calidad, la entrega) indica que la responsabilidad de los criterios más a menudo cae en la unidad de fabricación de la empresa. La mayor parte de los criterios que figuran en la tercera columna de la figura 1-4 se debe dirigir por la unidad de fabricación. Fabricación también comparte la responsabilidad para superar los desafíos externos. Para la fabricación para cumplir con esta responsabilidad, la mejora en varios de taller normas es necesario. Una tabla de normas de manufactura de clase mundial elaborado por Coopers and Lybrand se da en la figura 1-6. La recuperación de una empresa se compara con los mejores del mundo es un indicador del grado de preparación que es proporcionar los criterios necesarios para obtener pedidos. Es importante que cada empresa para determinar cómo se compara bien con la capacidad de los procesos de otras unidades de fabricación de clase mundial. En las siguientes secciones, se describe cada atributo e indicar el criterio de orden, ganadores afectados.
Figura 1-6 Desafíos internosAtribute/ de clase mundial las normas de fabricaciónConfiguración de tiempoSistema <30 min.Célula <1 min.CalidadCapturado 1.500 ppmGarantía de 300 ppmCosto de la calidad del 3-5%Fabricación / espacio total> 50%inventarioVelocidad de Productos> 100 vueltasMaterial de tiempo de residencia / 3 díasFlexibilidad 270 partesDistancia 300 piesTiempo de actividad 95%
Configuración de la hora
El tiempo de preparación es el tiempo requerido para obtener una maquina lista para la producción. Un tiempo de preparación largo hace que el tamaño del mínimo número de piezas producidas, o el tamaño del lote, a ser grande. Los resultados más grandes del tamaño del lote, porque el costo asociado con el tiempo de preparación largo debe ser repartido en más productos para que el costo del producto no esté significativamente elevado. Como resultado, el tiempo de preparación largo conduce a costes de fabricación más altos debido a mayores existencias. Con más tiempo dedicado a la creación de la máquina, menos tiempo se dedica a la producción de la máquina, por lo que los gastos de capital aumentan porque hay más equipos e instalaciones están obligados a compensar la pérdida de producción durante el tiempo de preparación largo.
Ejercicio 1-1
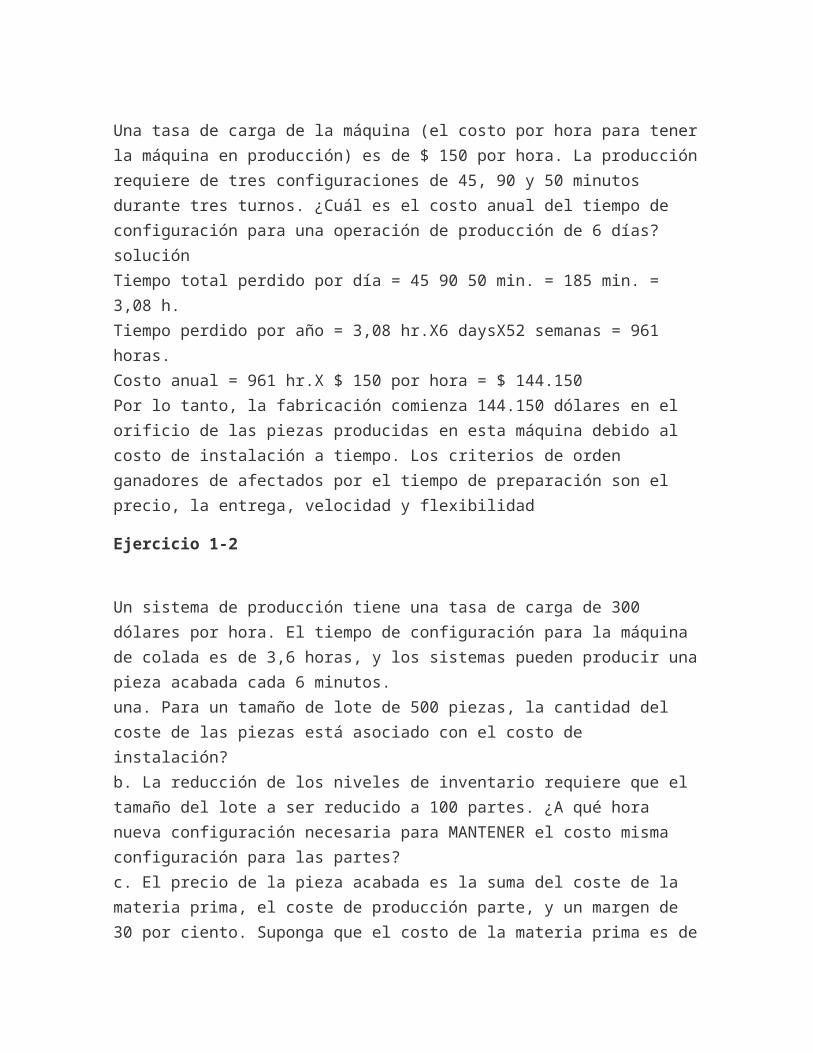
Una tasa de carga de la máquina (el costo por hora para tener la máquina en producción) es de $ 150 por hora. La producción requiere de tres configuraciones de 45, 90 y 50 minutos durante tres turnos. ¿Cuál es el costo anual del tiempo de configuración para una operación de producción de 6 días?soluciónTiempo total perdido por día = 45 90 50 min. = 185 min. = 3,08 h.

Tiempo perdido por año = 3,08 hr.X6 daysX52 semanas = 961 horas.Costo anual = 961 hr.X $ 150 por hora = $ 144.150Por lo tanto, la fabricación comienza 144.150 dólares en el orificio de las piezas producidas en esta máquina debido al costo de instalación a tiempo. Los criterios de orden ganadores de afectados por el tiempo de preparación son el precio, la entrega, velocidad y flexibilidad
Ejercicio 1-2
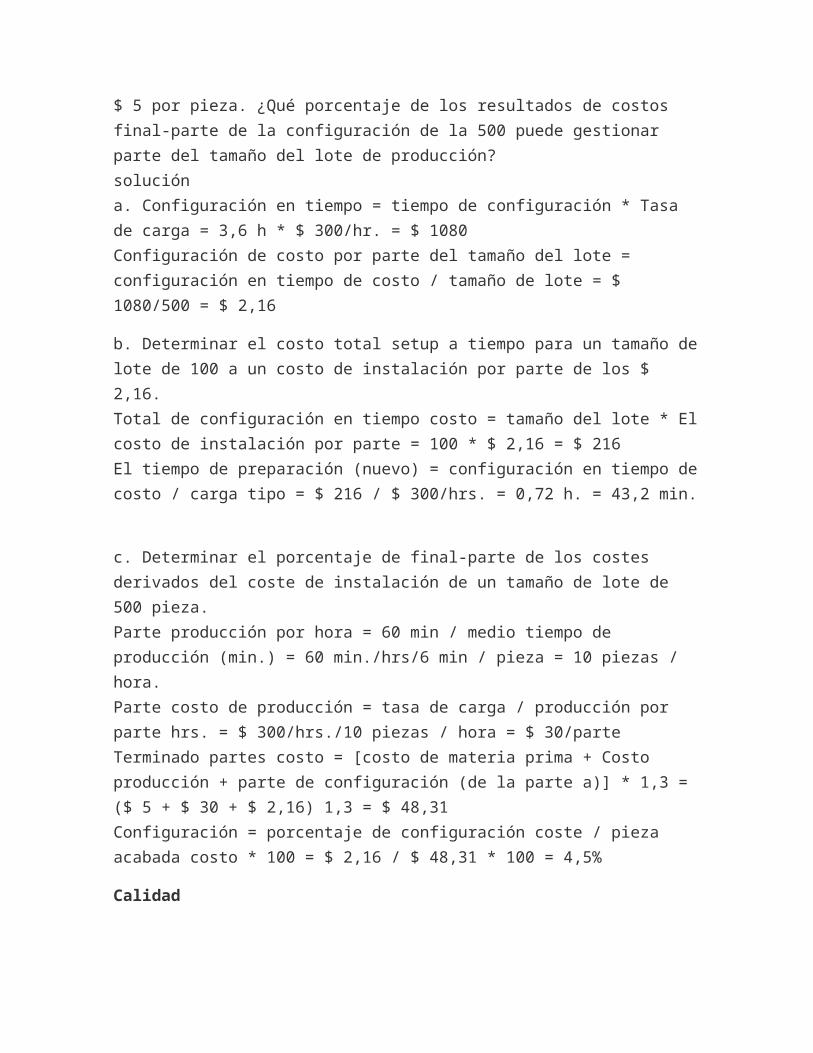
Un sistema de producción tiene una tasa de carga de 300 dólares por hora. El tiempo de configuración para la máquina de colada es de 3,6 horas, y los sistemas pueden producir una pieza acabada cada 6 minutos.una. Para un tamaño de lote de 500 piezas, la cantidad del coste de las piezas está asociado con el costo de instalación?b. La reducción de los niveles de inventario requiere que el tamaño del lote a ser reducido a 100 partes. ¿A qué hora nueva configuración necesaria para MANTENER el costo misma configuración para las partes?c. El precio de la pieza acabada es la suma del coste de la materia prima, el coste de producción parte, y un margen de 30 por ciento. Suponga que el costo de la materia prima es de $ 5 por pieza. ¿Qué porcentaje de los resultados de costos final-parte de la configuración de la 500 puede gestionar parte del tamaño del lote de producción?solucióna. Configuración en tiempo = tiempo de configuración * Tasa de carga = 3,6 h * $ 300/hr. = $ 1080Configuración de costo por parte del tamaño del lote = configuración en tiempo de costo / tamaño de lote = $ 1080/500 = $ 2,16
b. Determinar el costo total setup a tiempo para un tamaño de lote de 100 a un costo de instalación por parte de los $ 2,16.Total de configuración en tiempo costo = tamaño del lote * El costo de instalación por parte = 100 * $ 2,16 = $ 216El tiempo de preparación (nuevo) = configuración en tiempo de costo / carga tipo = $ 216 / $ 300/hrs. = 0,72 h. = 43,2 min.
c. Determinar el porcentaje de final-parte de los costes derivados del coste de instalación de un tamaño de lote de 500 pieza.Parte producción por hora = 60 min / medio tiempo de producción (min.) = 60 min./hrs/6 min / pieza = 10 piezas / hora.Parte costo de producción = tasa de carga / producción por parte hrs. = $
300/hrs./10 piezas / hora = $ 30/parteTerminado partes costo = [costo de materia prima + Costo producción + parte de configuración (de la parte a)] * 1,3 = ($ 5 + $ 30 + $ 2,16) 1,3 = $ 48,31Configuración = porcentaje de configuración coste / pieza acabada costo * 100 = $ 2,16 / $ 48,31 * 100 = 4,5%
Calidad
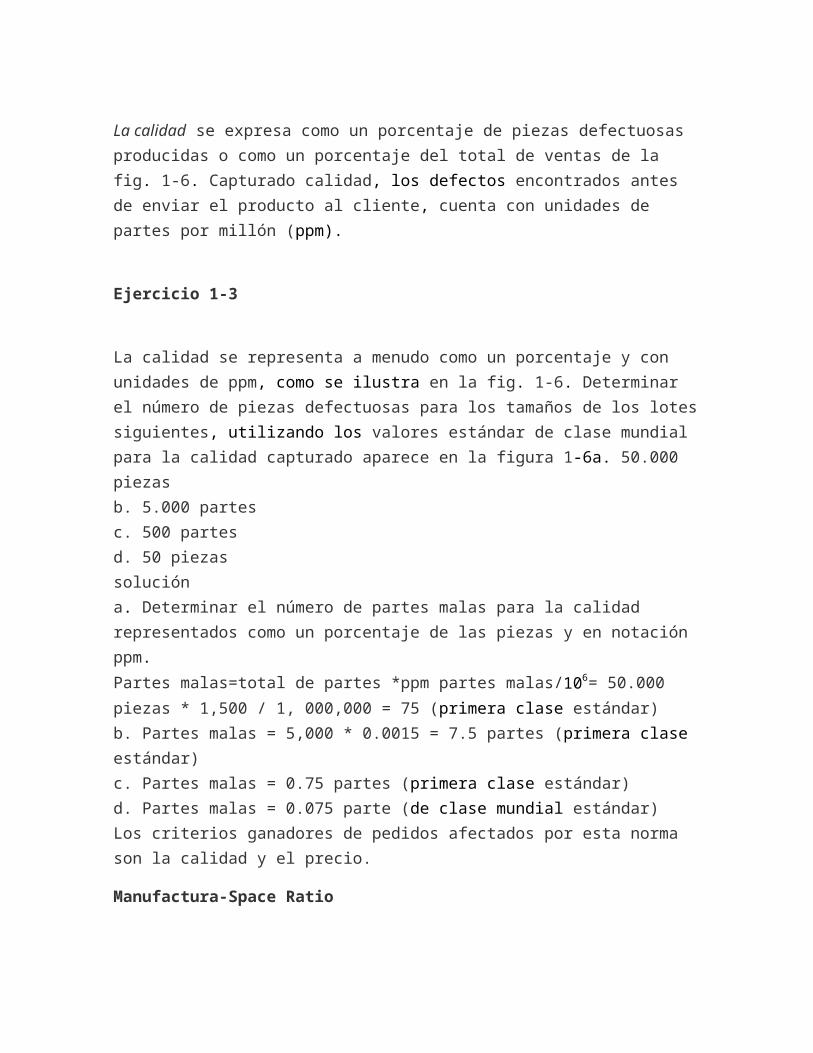
La calidad se expresa como un porcentaje de piezas defectuosas producidas o
como un porcentaje del total de ventas de la fig. 1-6. Capturado calidad, los defectos encontrados antes de enviar el producto al cliente, cuenta con unidades de partes
por millón (ppm).
Ejercicio 1-3
La calidad se representa a menudo como un porcentaje y con unidades de ppm, como se ilustra en la fig. 1-6. Determinar el número de piezas defectuosas para los tamaños de los lotes siguientes, utilizando los valores estándar de clase mundial para la calidad capturado aparece en la figura 1-6a. 50.000 piezas
b. 5.000 partes
c. 500 partes
d. 50 piezassolucióna. Determinar el número de partes malas para la calidad representados como un porcentaje de las piezas y en notación ppm.Partes malas=total de partes *ppm partes malas/106= 50.000 piezas * 1,500 / 1,
000,000 = 75 (primera clase estándar)
b. Partes malas = 5,000 * 0.0015 = 7.5 partes (primera clase estándar)
c. Partes malas = 0.75 partes (primera clase estándar)
d. Partes malas = 0.075 parte (de clase mundial estándar)
Los criterios ganadores de pedidos afectados por esta norma son la calidad y el precio.
Manufactura-Space Ratio
La relación estándar de fabricación de espacio es una medida de la eficiencia espacio de fabricación se utiliza. El total de la huella de las máquinas, además de
la zona de las estaciones de trabajo donde se agrega valor al producto, se divide por el espacio de fabricación total. Se agrega valor a cualquier estación de trabajo que procesa la parte (es decir, mecanizado) o ensambla la pieza con otra pieza. Cuanto mayor es la relación, más eficiente la operación de producción. Fabricación de taller espacio asignado para manejo de materiales, transporte de materiales, almacenamiento de materias primas y productos terminados, en proceso colas de trabajo, inspección, agilizar y supervisión disminuye esta proporción. Por lo tanto, el espacio en el piso inferior dedicado a estos elementos sin valor agregado, mayor es la proporción. El criterio de orden, ganador afectados por estas normas es el precio.
Ejercicio 1-4
Una célula de trabajo automatizado utilizado por manufacturada cubre 300 pies cuadrados de espacio de piso de la fábrica. El proceso de la máquina CNC en la célula tiene un pie de impresión que mide 75 pulgadas por 80 pulgadas. El espacio restante incluye paletas de las materias primas y las piezas acabadas, banco de un operador.una. Calcular la relación de fabricación de espacio para la celda de trabajo.b. Calcular el total de celdas de trabajo si el área de célula se ajusta al estándar de clase mundial enumeran en la fig. 1-6.solucióna. Convertir la huella de máquina pies cuadrados. A continuación, busque la relación.Huella Maquina (pies cuadrados) = 75 /12 in* 80 cm in./12 in = 6,25 pies * 6,67 pies = 41,69 pies cuadradosFabricación de espacio ratio = huella máquina de proceso / área total de celdas de trabajo * 100 = 41.69 Pies cuadrados/300 pies cuadrados * 100 = 13,9%b. Total de celdas de trabajo = área máquina huella proceso / fabricación de espacio de relación (clase mundial) = 41,69 pies cuadrados/50% = 83,4 pies cuadrados.
Inventario: Velocidad y tiempo de residencia
Materias primas, piezas, subconjuntos parcialmente terminados y productos terminados que están en espera para ser enviados al cliente representan inventario. Fabricación de inventario se pueden agrupar en dos grandes categorías: el movimiento y organización, movimiento, o el transporte, inventarios, a veces llamadas en tránsito o de la tubería son necesarias porque más de una máquina se requiere para la fabricación de productos, así que más que ser
transportado de un lugar a otro. Movimiento inventarios en el sector manufacturero se llaman proceso de trabajo en-(WIP) inventarios. El diseño y el tipo de sistema de fabricación utilizado determinan el nivel de movimiento de inventario presente en el sistema.
Stock de seguridad proporciona protección contra las irregularidades e incertidumbres en el flujo de la demanda o la oferta. El ejemplo más común es la media de los elementos adicionales de unas materias primas debido a la incertidumbre en cuanto a la calidad de producción. En muchos sistemas de fabricación, es difícil predecir con precisión la cantidad de piezas de producción serán desechados como consecuencia de la mala calidad.
Ejercicio 1-5
Una manufactura tiene un volumen de ventas anual de $ 500 millones con el costo de ventas $ 0,90 por dólar de ventas. El valor de inventario promedio es de $ 25 millones. ¿Cuáles son las rotaciones de inventario para este fabricante?soluciónCosto de ventas = $ 500 millones * $ 0.90 = $ 450 millonesLa rotación de inventarios = $ 450 millones / $ 25 millones = 18
Flexibilidad
La flexibilidad es una medida del número de partes diferentes que se pueden producir en la misma máquina. Mejora de la eficiencia en la presente norma resulta de buen diseño de la pieza, el diseño innovador accesorio (accesorios son dispositivos que se utilizan para mantener las piezas y materias primas mientras están en producción), y la producción bien planeada adquisición de la máquina. Excelencia en esta norma ayuda Primariamente el criterio de orden de premios precio. La flexibilidad también mide la capacidad de producir nuevos diseños de productos en un breve periodo de tiempo. Para forzar un corto ciclo de vida del producto, la empresa debe tener la flexibilidad como un criterio de orden de premios.
Distancia
El estándar mide la distancia a los metros lineales totales de viajes de una palmadita a través del plan de la materia prima en la recepción de los productos acabados en el envío. Un valor alto de esta norma indica más tiempo sin valor agregado para la zona y la disminución de la calidad debido a la dirección: por lo
tanto, un mayor resultado de costos de parte. Mantener el valor de este bajo nivel ayuda a que el precio y la calidad de los criterios de orden-ganar.
Uptime
El tiempo de actividad es el porcentaje de tiempo que una máquina está produciendo a las especificaciones en comparación con el tiempo total que la producción puede ser programada. Una reducción en el estándar de hasta-el tiempo significa que se requiere más equipo para el mismo nivel de producción. Por ejemplo, datos de la industria indican que cada mejora del 1 por ciento en el tiempo de actividad reduce los costes de bienes de capital en un 10 por ciento. Como resultado, la mejora en esta métrica ayuda a que el criterio de orden ganadora de precio.
1-5 EL PROBLEMA Y LA SOLUCION
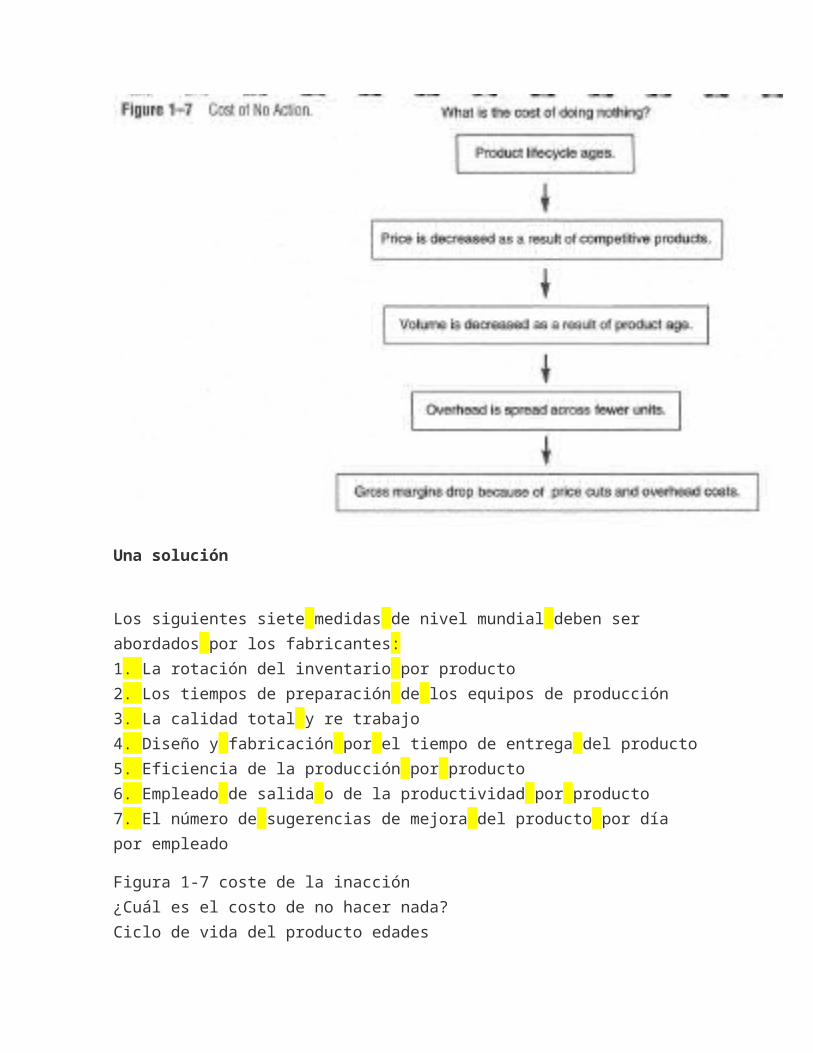
El costo de no hacer nada
Una solución

Los siguientes siete medidas de nivel mundial deben ser abordados por los fabricantes:1. La rotación del inventario por producto2. Los tiempos de preparación de los equipos de producción3. La calidad total y re trabajo4. Diseño y fabricación por el tiempo de entrega del producto5. Eficiencia de la producción por producto6. Empleado de salida o de la productividad por producto7. El número de sugerencias de mejora del producto por día por empleado
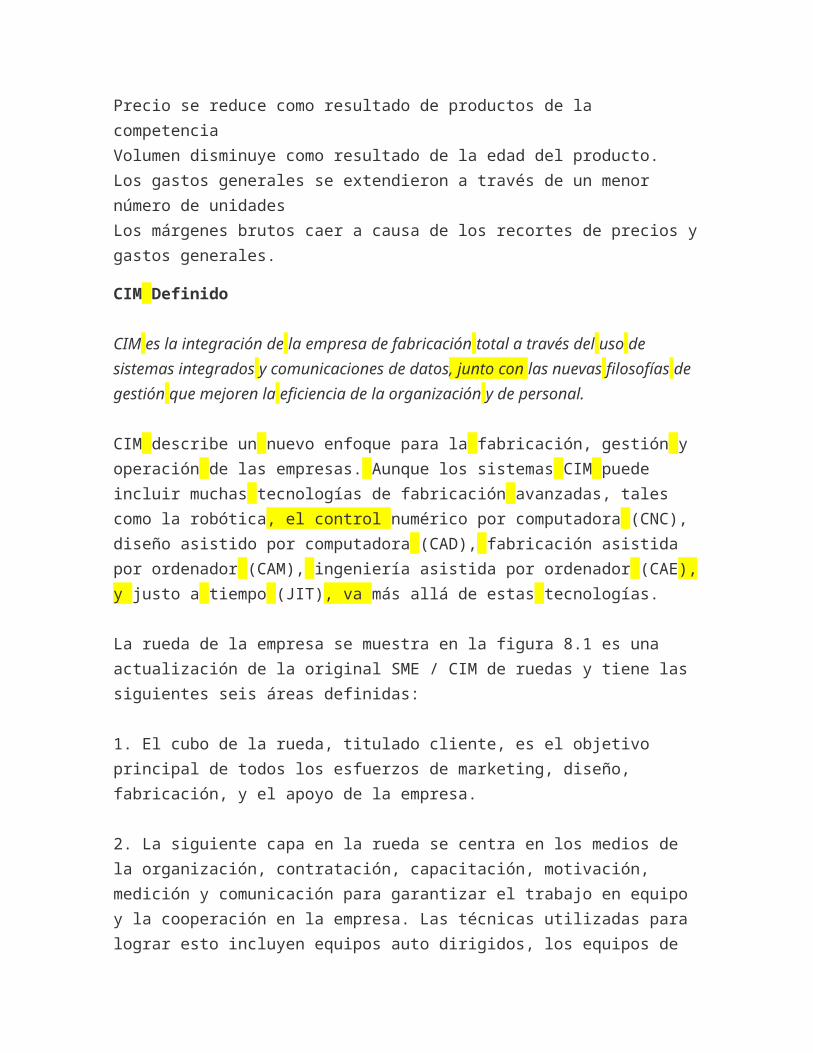
Figura 1-7 coste de la inacción¿Cuál es el costo de no hacer nada?Ciclo de vida del producto edadesPrecio se reduce como resultado de productos de la competenciaVolumen disminuye como resultado de la edad del producto.Los gastos generales se extendieron a través de un menor número de unidadesLos márgenes brutos caer a causa de los recortes de precios y gastos generales.
CIM Definido
CIM es la integración de la empresa de fabricación total a través del uso de sistemas integrados y comunicaciones de datos, junto con las nuevas filosofías de gestión que mejoren la eficiencia de la organización y de personal.
CIM describe un nuevo enfoque para la fabricación, gestión y operación de las empresas. Aunque los sistemas CIM puede incluir muchas tecnologías de fabricación avanzadas, tales como la robótica, el control numérico por computadora (CNC), diseño asistido por computadora (CAD), fabricación asistida por ordenador (CAM), ingeniería asistida por ordenador (CAE), y justo a tiempo (JIT), va más allá de estas tecnologías.
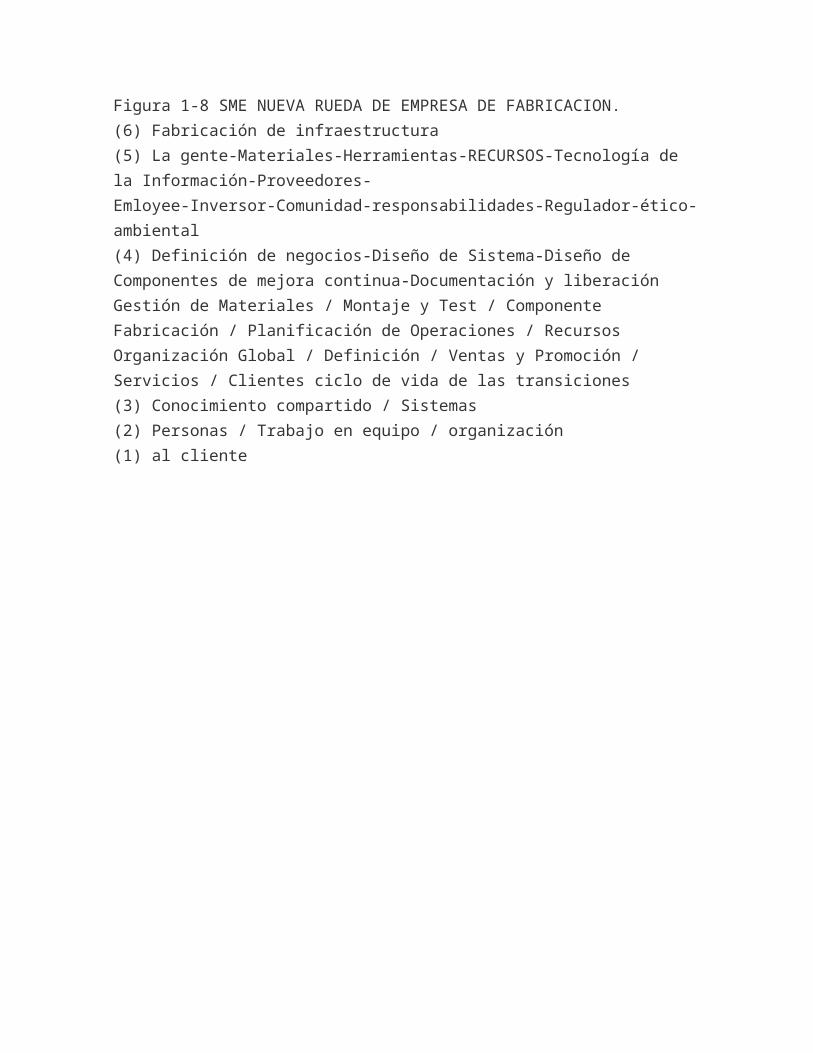
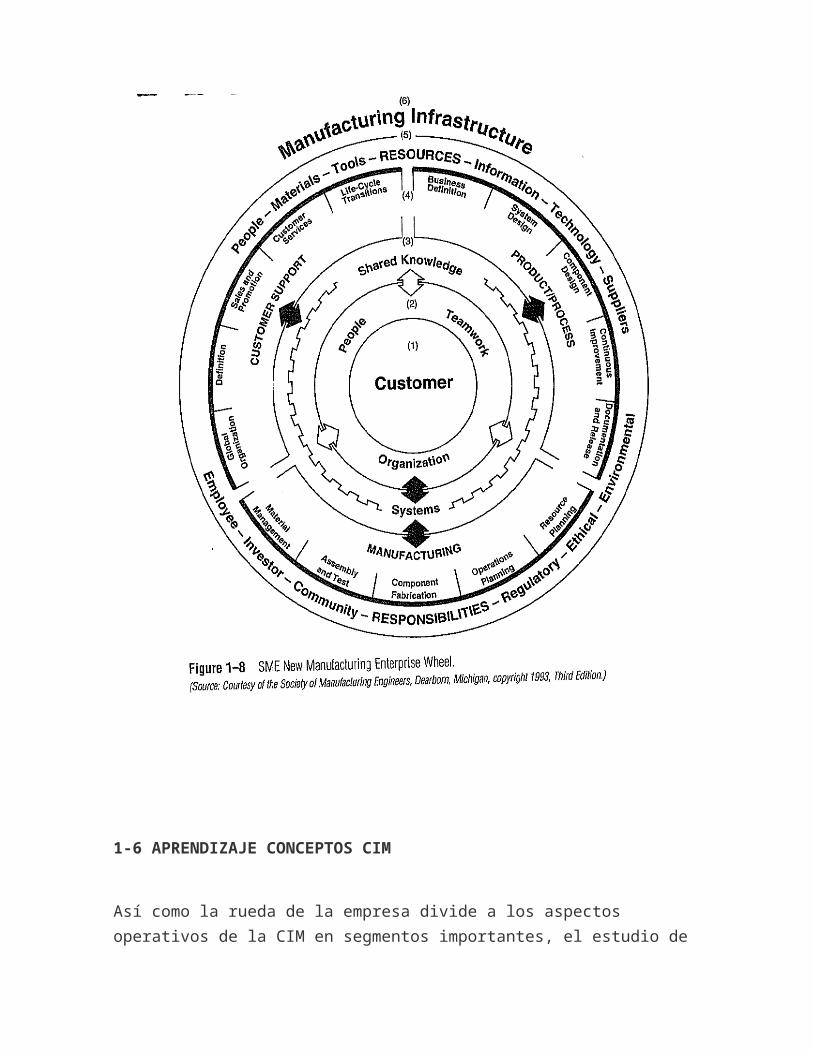
La rueda de la empresa se muestra en la figura 8.1 es una actualización de la original SME / CIM de ruedas y tiene las siguientes seis áreas definidas:
1. El cubo de la rueda, titulado cliente, es el objetivo principal de todos los esfuerzos de marketing, diseño, fabricación, y el apoyo de la empresa.
2. La siguiente capa en la rueda se centra en los medios de la organización, contratación, capacitación, motivación, medición y comunicación para garantizar el trabajo en equipo y la cooperación en la empresa. Las técnicas utilizadas para
lograr esto incluyen equipos auto dirigidos, los equipos de los equipos, aprendizaje organizacional, líder de buques-, normas, premios, círculos de calidad, y una cultura corporativa.
3. Esta sección se centra en el conocimiento compartido corporativo, sistemas y datos comunes utilizados para apoyar a las personas y los procesos. Los recursos utilizados incluyen un manual y las herramientas informáticas de ayuda a la investigación, el análisis, la innovación, documentación, toma de decisiones y el control de todos los procesos en la empresa.
4. Las tres categorías principales de los procesos, productos / procesos definición, la fabricación y la atención al cliente, conforman esta sección de la rueda. Se incluyen en este grupo son quince procesos clave que forman el ciclo de vida del producto.
5. La empresa cuenta con recursos que incluyen capital, personas, materiales, gestión, información, tecnología y proveedores. También tiene responsabilidades para con los empleados, inversionistas, y la comunidad, así como las obligaciones reglamentarias, éticas y ambientales.
6. La parte final de la rueda es la infraestructura de fabricación. Esta infraestructura incluye clientes y sus necesidades, proveedores, competidores potenciales, trabajadores, distribuidores, recursos naturales, los mercados financieros, las comunidades, gobiernos e instituciones educativas y de investigación.
Figura 1-8 SME NUEVA RUEDA DE EMPRESA DE FABRICACION.(6) Fabricación de infraestructura(5) La gente-Materiales-Herramientas-RECURSOS-Tecnología de la Información-Proveedores-Emloyee-Inversor-Comunidad-responsabilidades-Regulador-ético-ambiental(4) Definición de negocios-Diseño de Sistema-Diseño de Componentes de mejora continua-Documentación y liberaciónGestión de Materiales / Montaje y Test / Componente Fabricación / Planificación de Operaciones / RecursosOrganización Global / Definición / Ventas y Promoción / Servicios / Clientes ciclo
de vida de las transiciones(3) Conocimiento compartido / Sistemas(2) Personas / Trabajo en equipo / organización(1) al cliente
1-6 APRENDIZAJE CONCEPTOS CIM
Así como la rueda de la empresa divide a los aspectos operativos de la CIM en segmentos importantes, el estudio de CIM sigue un camino similar. Sección 5.1 introduce y define CIM. A continuación, los tres segmentos de proceso se describen.
Segmentos de procesos
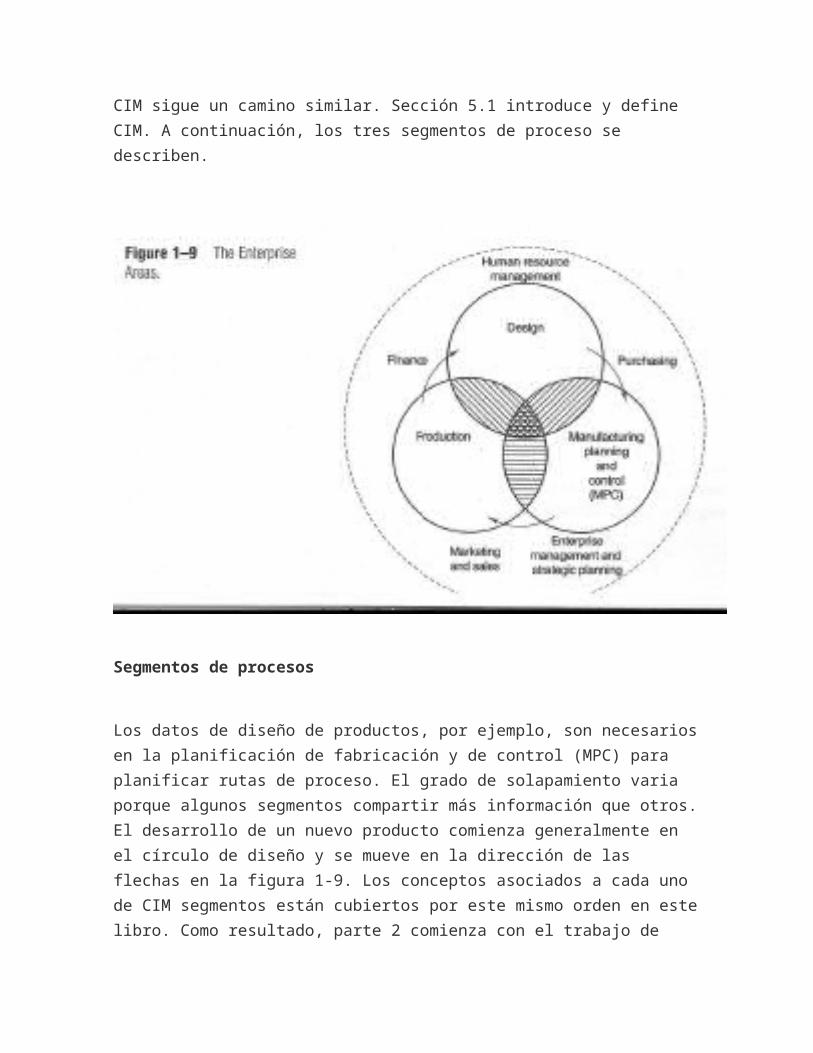
Los datos de diseño de productos, por ejemplo, son necesarios en la planificación de fabricación y de control (MPC) para planificar rutas de proceso. El grado de solapamiento varia porque algunos segmentos compartir más información que otros. El desarrollo de un nuevo producto comienza generalmente en el círculo de diseño y se mueve en la dirección de las flechas en la figura 1-9. Los conceptos asociados a cada uno de CIM segmentos están cubiertos por este mismo orden en este libro. Como resultado, parte 2 comienza con el trabajo de diseño y documentación requerida cuando un nuevo producto que se produce. En la rueda de la empresa, esto se llama ¨ producto / proceso ¨ y recoge una definición de negocio, diseño de sistemas, diseño de componentes, mejora continua y la
documentación y la liberación.El segmento segundo proceso requerido para el desarrollo de productos, planificación etiquetado de fabricación y control (MPC) en la figura 1-9, incluye todo el proceso de planificación, programación de la producción, gestión de inventario y planificación de la capacidad necesaria para la fabricación eficiente. En la rueda de la empresa (figura 1-8), el segmento llamado de fabricación incluye elementos de MPC y del círculo de producción en la figura 1-9.
Los elementos de las ruedas de la empresa incluyen la gestión de material, asamblea y prueba y prueba, fabricación de componentes, planificación de operaciones y planificación de recursos.Planificación de recursos de fabricación (MRP II) los conceptos y el software se aplica con frecuencia para administrar esta área del proceso de producción. Implementación de un paquete de software para MPC hace ninguna garantía de que este segmento se ajusta a la definición de la pizca CIM, sin embargo. Los requisitos para una aplicación CIM en esta zona de una empresa de fabricación se detallan en los capítulos 6 al 9.El segmento del proceso, con la etiqueta de producción en la figura 1-9, incluye toda la actividad asociada a la pizca de la producción, o en el piso de la tienda. Esto incluye algunos de los elementos que se encuentran en la segmento de fabricación de la rueda de la empresa. La aplicación de los principios de la CIM para la tienda de la planta, o las áreas de producción se trata en los capítulos 10 y 11.
1-7 APUESTA POR EL MUNDO
El objetivo final de la empresa es el desarrollo de una estrategia interna que conduce a niveles de clase mundial de rendimiento de fabricación.
El Proceso de CIM: Paso 1Implementación de un exitoso sistema CIM sigue un proceso de tres pasos.
PASO 1: Evaluación de la empresa en tres áreas:
-Tecnología-Recursos humanos-Sistemas
El Proceso de CIM: Paso 2
En la etapa 1, la empresa se estudió departamento por departamento, proceso por el proceso, y la actividad por actividad. El personal eran educados acerca de la empresa y la tecnología estaba previsto para la ejecución CIM. Con esta base establecida, paso 2 ha comenzado.PASO 2. Simplificación de eliminación de residuos
El Proceso de CIM: Paso 3Los dos primeros pasos para preparar la empresa aplicación CIM; paso 3 se basa el sistema.
PASO 3: Implementación de las medidas de rendimiento.
La aplicación de las medidas de rendimiento tiene dos requisitos: (1) medir el éxito de implementación de dichas mejoras CIM a intervalos regulares, y (2) recogiéndolos cambios en la fabricación y los parámetros clave de negocio. El objetivo de la empresa es llegar a ser de clase mundial, por lo que la empresa debe realizar el seguimiento del grado de cumplimiento en la mudanza al nuevo desempeño de clase mundial. Una de las técnicas de rastreo utiliza cuatro normas fundamentales de la fig. 1-6, junto con los controles de los esfuerzos de productividad y mejora continua. La clave de parámetros de medición siete son como sigue:1. Producto tiempo de ciclo.2. La rotación del inventario por producto3. Los tiempos de producción de configuración4. Fabricación de eficiencia5. Calidad y re trabajo6. Empleado de salida o la productividad7. Empleados de mejora continua sugerencias
Inicialmente, los datos operativos de las siete mediciones se registran para establecer una línea de base antes de la implementación de cualquier proceso de automatización o mejoras comienza. En las empresas con programas de la CIM en curso con éxito, las medidas de desempeño son revisados mensualmente por lo que los cambios en el rendimiento se pueden grabar. Sin embargo, para la aplicación inicial de la CIM, las empresas suelen comenzar midiendo sólo dos o tres de los primeros cinco parámetros de medición enumeradas anteriormente. Se centran en primer lugar en los parámetros (s) que proporcionen el mayor retorno de la inversión inicial. La rotación de inventario a menudo se selecciona en primer lugar porque la mayoría de las operaciones de fabricación tienen algún exceso de inventario, y el ahorro en dólares son fáciles de identificar. Como se establece el control de los procesos, se añaden las medidas de rendimiento adicionales para el proyecto de mejora. El resultado aparece en la figura 1-12 muestran los cambios logrados en un período de seis meses por un fabricante de válvulas con $ 25 millones en ventas. Las mejoras notables en la superficie (la eficiencia de fabricación) son el resultado de un cambio de la bolsa de trabajo y entornos de producción repetitivas a un sistema de flujo estructurado que las máquinas del grupo de productos (entornos de producción se cubren en el capítulo 2). El estudio
de caso al final del capítulo 2 ilustra un proceso de mejora similar en otra empresa. Compare los resultados finales para el fabricante de la válvula (figura 1-12) y los de la empresa descrita en el estudio de caso al final del capítulo 2 (figura 2-14) con los estándares de clase mundial que se muestran en la figura.
Otra de las técnicas de medición del desempeño, llamada la lista de verificación ABCD, el progreso hacia el desempeño de clase mundial en las siguientes cinco funciones empresariales básicas: planificación estratégica procesos, personas o procesos del equipo, calidad total y procesos de mejora continua de nuevos productos, procesos de desarrollo y planeación y control de procesos. Una compañía usa la escala de calificación de la fig. 1-13 de responder a una serie de preguntas. Sobre la base de la media de la puntuación numérica, la empresa se clasifica como de clase A, clase B, clase C, o clase D.
El proceso de auditoría para determinar el nivel de clasificación ABCD se realiza generalmente por un equipo de directivos de empresas que conocen el desempeño actual de producción, junto con un representante de Oliver Wight empresas que facilita la finalización del instrumento checklist ABCD. Las características generales de las empresas que operan a nivel de clase A, B, C y D también se proporcionan en el apéndice. Revise las características de una clase A de la empresa. Como puede ver, el logro de una clase Una designación implica un desempeño de clase mundial. El establecimiento de la clase de operación no es el factor crítico, sin embargo, la identificación de las áreas en la empresa que causó una puntuación de menos de clase A es valiosa. Sobre la base de los resultados de la pregunta general, los procesos pueden ser mejorados, la formación necesaria para el personal que puede ser identificada, y la mejora continua pueden ser rastreados. Vuelva a leer el estudio de caso al final del capítulo 2 y anote el viaje a la clase A el estado funcional y de clase mundial.
El paso final en el proceso de aplicación CIM consiste en la adquisición y la instalación de hardware y software para las especificaciones desarrolladas en los pasos 1 y 2. Cuando la evaluación y la simplificación son completos y un sistema de medición del rendimiento está en su lugar, se asegura la implementación exitosa de un hardware y software. Desafortunadamente, muchas compañías a implementar la automatización CIM a partir del paso 3. Como resultado, se automatizan todo el desorden de los pobres los procesos de producción y producen residuos a una velocidad de grabación.
Gestión de los Recursos
Responder a los retos internos y externos a la estrategia basada en CIM requiere un cambio en toda la empresa. La instalación de nuevo hardware y software de automatización, el desarrollo de redes de comunicación, y el establecimiento de una base de datos central de la empresa son algunos de los cambios significativos bajo CIM. Para la ejecución CIM para tener éxito, sin embargo, el cambio más significativo más estar en el área de recursos humanos. Un nuevo despertar del poder de los empleados debe ocurrir. Directivos de las empresas tradicionales deben hacer la transición difícil pero necesario para conceptos de equipo, estructuras gestiones horizontales, y la idea de una fuerza de trabajo facultado para tomar decisiones y resolver problemas. Capítulo 13 ofrece una visión de la nueva función para los administradores y los complejos sistemas que gestionan.
1-8 Resumen
Mucho se ha escrito y dicho sobre el valor de una base de fabricación en los Estados Unidos. Nuestro actual nivel de vida depende de nuestros productos manufacturados mantener la competitividad en los mercados mundiales. Para ser competitivo hoy en día requiere que los fabricantes cumplan con los desafíos externos e internos y producen productos con estándares de clase mundial. El cumplimiento de estos estándares requiere una estrategia de producción que obliga a la coherencia interna entre el marketing y la fabricación. Un modelo, ofrecido por Terry Hill, utiliza criterios de orden de premios de productos como denominador común para todas las decisiones de producción y comercialización. La aplicación del modelo expone con frecuencia un conjunto integrado de los problemas presentes en la organización. De fabricación integrada por ordenador (CIM) ofrece una solución para este conjunto problema integrado. La dependencia de los conceptos de CIM para la supervivencia de los fabricantes en los mercados mundiales se vuelve más claro cada día.
En términos básicos, la CIM es la integración de todas las operaciones de la empresa y de la actividad en torno a una base de datos corporativa común. Aunque el concepto CIM es una aplicación sencilla y aplicación son difíciles y complejos. Aplicación y ejecución siempre comienzan con la educación, y en los capítulos que siguen, los conceptos básicos asociados a la CIM se explican en detalle.
PREGUNTAS:
1. Definir fabricación.2. Describir los tipos de condiciones económicas que hicieron que los fabricantes estadounidenses de mayor éxito en los años 1950 y 1960.3. Describa el retroceso de la producción de EE.UU. de la década de 1950 hasta la actualidad.4. ¿Cuál es el desafío que enfrentan los fabricantes eterno en todo el mundo?5. Identificar el desafío externo que es el más difícil de superar, y describir por qué.6. ¿Cómo deben las empresas a responder a los desafíos externos?7. ¿Cuál es el desafío que enfrentan los fabricantes eterna?8. ¿Qué causa la división de fabricación grande?9. ¿Cuál es la diferencia entre ganadores orden los criterios y los criterios de calificación de pedidos?10. ¿Cómo funciona el modelo Terry Hill ayudar a la superación desafío interno que enfrentan los fabricantes?11. Describa cómo el ciclo de vida de un producto afecta a los criterios ganadores de pedidos.12. ¿Qué pasos son necesarios para lograr la coherencia interna necesaria para una congruencia entre el marketing y la gestión, y operaciones de fabricación?13. ¿Cuáles son los criterios de clase mundial ganadores de pedidos recogidos por Coopers and Lybrand?14. ¿Cuáles son las rotaciones de inventario y cómo se definen?15. ¿Qué significa un incremento del 1 por ciento en el tiempo de funcionamiento de la máquina se traducen en un ahorro del 10 por ciento en bienes de capital?16. ¿Cuáles son los siete requisitos para una solución al problema primario frente fabricación?17. ¿Qué contribución hizo José Harrinton, Jr., hacer para resolver el problema de fabricación?20. Comparar la rueda de empresa en la Figura 1-8 con la representación de la empresa con la empresa representada en la figura 1-9. ¿Cuáles son las similitudes y diferencias?
21. ¿Qué es la filosofía CIM gestión?22. Lo que constituye una implementación exitosa de la CIM?23. ¿Qué recursos en una empresa debe cambiar más que un sistema CIM se implementa? ¿Por qué es NECESARIO?24. Describir el proceso de tres pasos para la aplicación de CIM.25. ¿Qué tres áreas se estudian en la etapa de evaluación, y la información recopilada se?
26. Describa el enfoque de la educación CIM durante la implementación.27. Definición de los residuos de fabricación y la simplificación.28. Comparar mejoras fundamentales del proceso de mejoras superficiales.29. ¿Cuáles son las medidas de rendimiento, y en qué se utiliza?30. Da un ejemplo de una medida de rendimiento que se podría utilizar para determinar la eficacia de un implementación CIM.31. ¿Qué es la lista ABCD, y cómo se usa?
PROBLEMAS
1. Verdadero Machine Company Bore tiene ventas anuales de US $ 120 millones y el inventario promedio anual valorada en $ 5 millones. Con un costo de ventas de $ 0,85 por cada dólar de ventas, lo que es a su vez el valor de inventario para la empresa? ¿Qué valor medio turno inventario produciría una relación de transformación de 300?
2. Las máquinas de plástico de moldeo por inyección en plásticos Gran moldeo, Inc., son hacia abajo como resultado de configuraciones para un promedio de 16,7 por ciento del tiempo en tres turnos. Si el costo de tiempo de inactividad de la máquina es de $ 135 por hora, ¿cuánto cuesta el tiempo de instalación para cada máquina una vez al año?
3. Cajas de metal, Inc., tiene huellas de máquinas que suman 5.780 metros cuadrados y 8.240 metros cuadrados de valor añadido área de montaje. Si la planta tiene 18.420 metros cuadrados totales de producto y el área de inventario, lo que es la relación de producción del espacio?
4. Un sistema de producción tiene una tasa de carga de $ 200 por hora y el tiempo de preparación de 4,4 horas. ¿Cuál es el costo de instalación por parte de un lote de 200 piezas?
5. El sistema descrito en el problema 1 debe pasar a un tamaño de lote de 75 piezas. ¿Cuánto es necesario que el tiempo de instalación se reduce a mantener el costo de instalación por parte constante?
6. Una fundición cuesta $ 15, el costo carga en la máquina que acaba la fundición es de 300 dólares por hora, el tiempo para la parte en el centro de mecanizado es de 15 minutos, y el tiempo de preparación es de 3 horas. Si las piezas se mecanizan en los tamaños de 50, el porcentaje del coste de la pieza se debe al tiempo de preparación?
7. Un estudio para reemplazar el operador en el problema 6 con la automatización indica que la tasa de carga para la célula aumentaría a 345 dólares por hora, el tiempo de mecanizado parte aumentaría gota a 10 minutos, y el tiempo de configuración se reduciría en 0,5 horas. Disminuiría esta automatización adicional que el coste de las piezas? ¿Cuál es el coste de las piezas para el tamaño del lote ideal de 25 en esta nueva célula?
8. Repita los cálculos en el ejercicio 1-3, utilizando los valores estándar de garantía de calidad en la figura 1-6.
9. Comparar los resultados de los cálculos defectuosos-parte, por ejemplo, 1-3 y problemas 8. ¿Cuál es la importancia en la fabricación, cuando la tasa de defectos proyectada en una producción de tamaño del lote es inferior a 1 parte?
10. Una célula de trabajo incluye dos paletas de 48 pulgadas-cuadrados para la fundición en bruto y fundición acabados, y el área de trabajo del operador se utiliza para insertar casquillos en la fundición mecanizada que es de 30 pulgadas por 48 pulgadas, un estante de herramientas que cubre 12 metros cuadrados, y una producción máquina que mide 58 pulgadas por 97 pulgadas. Determinar la proporción de fabricación-espacio para la célula de trabajo.
11. La empresa cuenta con 10 células de trabajo como el que se describe en el problema 10. Debido al aumento de la demanda, se debe añadir otra celda, pero no hay espacio en la fábrica. ¿Qué proporción de la fabricación del espacio se necesitaría en cada célula de poner células de trabajo 11 en el espacio que ahora es compatible con 10? ¿Qué dos zonas en la celda de trabajo más probable podría reducirse para permitir una celda de trabajo 11?
12. ¿Cuál es la importancia de los costos de producción o ganancia de fabricación de los dos valores de rotación de inventario en el problema 1, cuando se considera el costo del dinero?
PROYECTOS
1. Utilizar técnicas de investigación primaria y secundaria para hacer una lista de los nombres, direcciones, números de teléfono y los productos de los fabricantes de su ciudad, región o estado, con las siguientes pautas: cinco fabricantes con más de 500 empleados en la ubicación del plan, cinco fabricantes con más de 100 pero menos de 500 empleados en el lugar, y cinco fabricantes con 100 o menos empleados en el lugar.
2. Determinar los criterios y la etapa de pedidos ganadores actuales del ciclo de vida de un producto de cada grupo de fabricantes identificados en el proyecto 1. Identificar y describir y orden de clasificación criterio para los productos examinados.
3. Preparar un informe sobre el concepto de criterios para ganadores descritos en la Estrategia de Manufactura libro de Terry Hill.
4. Preparar un informe sobre la definición de la CIM proporcionada por Harrington en su libro fabricación integrada por ordenador. Compare esto con la definición de PYME que figura en este capítulo.
5. Identificar un máximo de cinco empresas o productos que han experimentado la pérdida de cuota de mercado debido al proceso ilustrado en la figura 1-7 locales o nacionales. ¿Cuál fue el error significativo en cada caso?
6. Una empresa que fabrica productos de cocina quiere agregar un conjunto de cuencos de plástico de almacenamiento o recipientes para su línea de productos. El conjunto tendría cuatro plástico de 6, 8, 10 y 12 pulgadas, la pizca juego tapas Snap-on. La empresa quiere distribuir el producto a través de Wal-Mart, Target o una cadena de tiendas de su región. Haga lo siguiente: Tiendas visita para documentar productos de la competencia mediante la documentación de los precios de venta y obtener una idea de la cantidad de unidades vendidas por semana.
7. Una empresa que fabrica productos de cocina quiere añadir un manual de gama alta abrelatas para su línea de productos. La empresa quiere distribuir el producto a través de Wal-Mart, Target, o una cadena de tiendas de su región. Haga lo siguiente: Tiendas visita para documentar productos de la competencia mediante la documentación de las características, la determinación del precio de venta, y obtener alguna indicación por el número de unidades vendidas por semana.
8. Una empresa que fabrica productos de cocina quiere agregar una batidora de mano manual para su línea de productos. La empresa quiere distribuir el producto a través de Wal-Mart, Target, o una cadena de tiendas de su región. Haga lo siguiente: Tiendas visita para documentar productos de la competencia mediante la documentación de las características, la determinación del precio de venta y obtener una idea de la cantidad de unidades vendidas por semana.
9. Una empresa que fabrica productos de cocina quiere añadir una prensa de ajo de mano manual para su línea de productos. La empresa quiere distribuir el producto a través de Wal-Mart, Target, o una cadena de tiendas de su región. Haga lo siguiente: Tiendas visita para documentar productos de la competencia
mediante la documentación de las características, la determinación del precio de venta y obtener una idea de la cantidad de unidades vendidas por semana.


















