CAPITULO 11 en adelante - Biblioteca Virtual 2.0 de … · CAPITULO 11: ADMINISTRACION DE LA CADENA...
25
www.causak.org CAPITULO 11: ADMINISTRACION DE LA CADENA DE SUMINISTRO (COMPRAS) Adm de la cadena de suministro sincroniza las funciones de una empresa con las de sus proveedores, a fin de acoplar el flujo de materiales, servicios e info, con la demanda del cliente. Inventario acumulación de materiales que se utiliza para satisfacer la demanda de los clientes o apoyar la producción de b&s. Existen en 3 categorías: a) los de materias primas (RM), indispensables para la prod de b&s; b) el trabajo en proceso (WIP), elementos necesarios para elaborar un producto final; c) los bienes terminados (FG), artículos que se venden a los clientes. Adm de materiales se ocupa de las decisiones referentes a compra de materiales y servicios, inventarios, niveles de producción, pautas de formación de personal, programas de trabajo y distribución. Estas decisiones afectan a toda la org dividida en 3 dptos: compras, control de producción y distribución. Cadena de suministro conjunto de vínculos que conectan entre sí a los proveedores de materiales y servicios, que abarcan la transformación de materias primas en p&s y la entrega de estos a los clientes de una empresa. Desarrollo de cadenas de suministro integradas fase 1: los proveedores externos y los clientes son independientes de la empresa. Relaciones formales. Fase 2: se inicia la integración interna combinando compras, control de producción y distribución en un dpto de adm de materiales. Fase 3: es la integración externa. La cadena de suministro interna se extiende para abarcar a proveedores y clientes. Compras se ocupa de la adm del proceso de adquisición, lo cual implica decidir que suministros se usaran, negociar contratos y averiguar cuando es conveniente comprar en la misma localidad. Debe satisfacer las necesidades de suministro a largo plazo de la empresa y respaldar las capacidades de la misma para la producción de b&s. Proceso de adquisición 5 pasos básicos: 1. Reconocer una necesidad. 2. Seleccionar proveedores. 3. Hacer el pedido. 4. Seguir el rastro del pedido. 5. Recibir el pedido. Intercambio electrónico de datos (EDI) sistema de envío y recepción de documentos comerciales ordinarios convertidos a un formato estándar, que se realiza por medio de computadoras a través de líneas telefónicas o líneas directas alquiladas. Las empresas alternan con muchos proveedores y no con un grupo selecto. Selección del proveedor criterios precio, calidad y entrega puntual.
Transcript of CAPITULO 11 en adelante - Biblioteca Virtual 2.0 de … · CAPITULO 11: ADMINISTRACION DE LA CADENA...

www.causak.org
CAPITULO 11: ADMINISTRACION DE LA CADENA DE SUMINISTRO (COMPRAS)
Adm de la cadena de suministro sincroniza las funciones de una empresa con las de sus proveedores, a fin de acoplar el flujo de materiales, servicios e info, con la demanda del cliente.
Inventario acumulación de materiales que se utiliza para satisfacer la demanda de los clientes o apoyar la producción de b&s. Existen en 3 categorías: a) los de materias primas (RM), indispensables para la prod de b&s; b) el trabajo en proceso (WIP), elementos necesarios para elaborar un producto final; c) los bienes terminados (FG), artículos que se venden a los clientes.
Adm de materiales se ocupa de las decisiones referentes a compra de materiales y servicios, inventarios, niveles de producción, pautas de formación de personal, programas de trabajo y distribución. Estas decisiones afectan a toda la org dividida en 3 dptos: compras, control de producción y distribución.
Cadena de suministro conjunto de vínculos que conectan entre sí a los proveedores de materiales y servicios, que abarcan la transformación de materias primas en p&s y la entrega de estos a los clientes de una empresa.
Desarrollo de cadenas de suministro integradas fase 1: los proveedores externos y los clientes son independientes de la empresa. Relaciones formales. Fase 2: se inicia la integración interna combinando compras, control de producción y distribución en un dpto de adm de materiales. Fase 3: es la integración externa. La cadena de suministro interna se extiende para abarcar a proveedores y clientes.
Compras se ocupa de la adm del proceso de adquisición, lo cual implica
decidir que suministros se usaran, negociar contratos y averiguar cuando es conveniente comprar en la misma localidad. Debe satisfacer las necesidades de suministro a largo plazo de la empresa y respaldar las capacidades de la misma para la producción de b&s.
Proceso de adquisición 5 pasos básicos: 1. Reconocer una necesidad. 2. Seleccionar proveedores. 3. Hacer el pedido. 4. Seguir el rastro del pedido. 5. Recibir el pedido. Intercambio electrónico de datos (EDI) sistema de envío y recepción de
documentos comerciales ordinarios convertidos a un formato estándar, que se realiza por medio de computadoras a través de líneas telefónicas o líneas directas alquiladas. Las empresas alternan con muchos proveedores y no con un grupo selecto.
Selección del proveedor criterios precio, calidad y entrega puntual.

www.causak.org
Certificación del proveedor se comprueba que el proveedor potencial tiene capacidad suficiente para suministrar los materiales o servicios que la empresa compradora requiere.
Relaciones con el proveedor: a) Orientación competitiva en las relaciones con el proveedor, las
negociaciones entre comprador y vendedor se visualizan como un juego de suma cero: todo aquello que una de las partes gana, la otra pierde.
b) Orientación cooperativa el comprador y vendedor son socios y se ayudan mutuamente.
Outsourcing decisión de fabricar o comprar, influye en el nº de act que están bajo el control directo de la empresa. Se debe realizar un balance entre las ventajas de contar con un alto grado de control y la conveniencia de contar con la flexibilidad necesaria para introducir cambios.
Análisis de valor un esfuerzo sistemático para reducir el costo o mejorar el rendimiento de p&s. Consiste en un análisis intensivo de los materiales, procesos, SI y flujos de materiales, de la prod.
Distribución adm del flujo de materiales, desde los fabricantes hasta los clientes y desde los almacenes hasta los minoristas, e incluye el almacenamiento y transporte de productos. 3 tipos de decisiones relacionadas con la distribución:
1. Localización del inventario de bienes terminados colocación hacia delante, consiste en ubicar el inventario mas cerca de los clientes en un almacén o centro de distribución, o mediante un mayorista o minorista; colocación hacia atrás, tener el inventario en la planta manufacturera o no mantener inventario de bs terminados.
2. Selección de la forma de transporte 5 formas de transporte: carretera, ferrocarril, vía acuática, tubería y vía aérea.
3. Programación, rutas y selección de transporte Mediciones de inventario se registran en 3 formas: 1. Valor promedio agregado, valor total de los artículos que mantiene una
empresa en su inventario. 2. Semanas de aprovisionamiento, medida de inventarios que se obtiene
dividiendo el valor promedio del inventario agregado entre las ventas por semana al costo.
3. La rotación de inventario, divide las ventas anuales al costo entre el valor promedio del inventario agregado que se haya tenido durante el año.
2 diseños para las cadenas de suministro:
Factor Cadenas de suministro eficaces
Cadenas de suministro con sensibilidad de respuesta
Demanda Previsible Imprevisible
Prioridades competitivas Bajo costo, calidad Velocidad de desarrollo,
www.causak.org
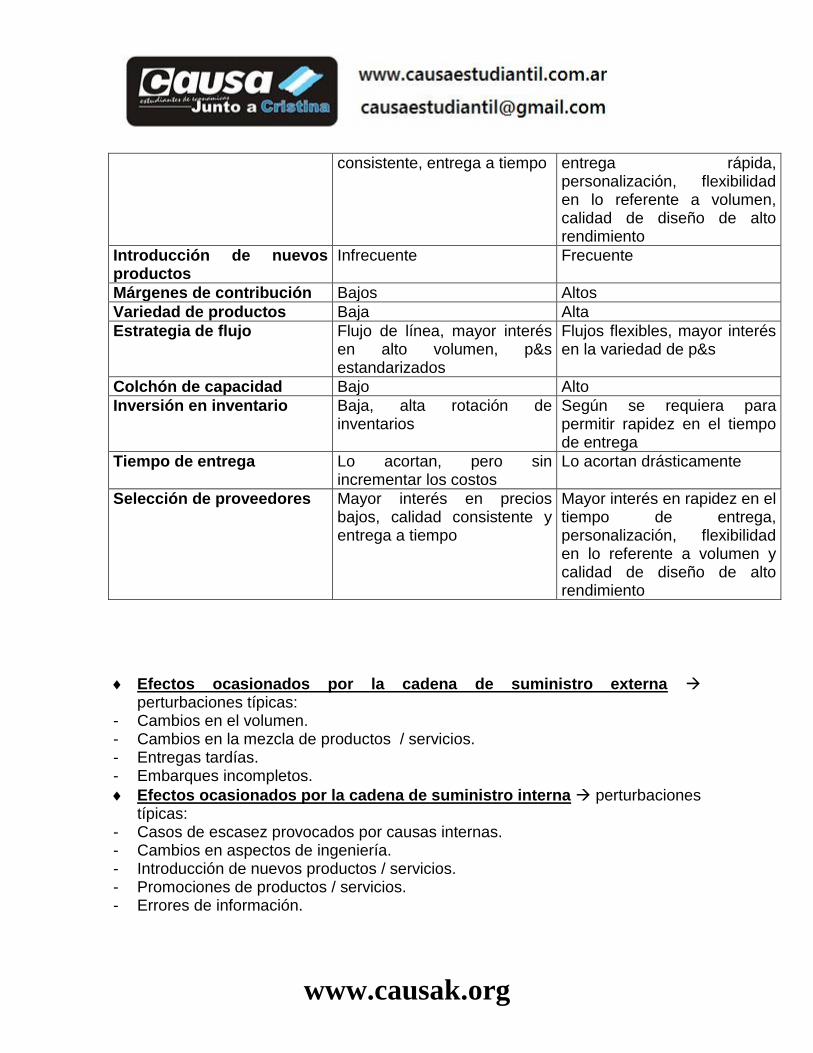
consistente, entrega a tiempo entrega rápida, personalización, flexibilidad en lo referente a volumen, calidad de diseño de alto rendimiento
Introducción de nuevos productos
Infrecuente Frecuente
Márgenes de contribución Bajos Altos
Variedad de productos Baja Alta
Estrategia de flujo Flujo de línea, mayor interés en alto volumen, p&s estandarizados
Flujos flexibles, mayor interés en la variedad de p&s
Colchón de capacidad Bajo Alto
Inversión en inventario Baja, alta rotación de inventarios
Según se requiera para permitir rapidez en el tiempo de entrega
Tiempo de entrega Lo acortan, pero sin incrementar los costos
Lo acortan drásticamente
Selección de proveedores Mayor interés en precios bajos, calidad consistente y entrega a tiempo
Mayor interés en rapidez en el tiempo de entrega, personalización, flexibilidad en lo referente a volumen y calidad de diseño de alto rendimiento
Efectos ocasionados por la cadena de suministro externa perturbaciones típicas:
- Cambios en el volumen. - Cambios en la mezcla de productos / servicios. - Entregas tardías. - Embarques incompletos.
Efectos ocasionados por la cadena de suministro interna perturbaciones típicas:
- Casos de escasez provocados por causas internas. - Cambios en aspectos de ingeniería. - Introducción de nuevos productos / servicios. - Promociones de productos / servicios. - Errores de información.

www.causak.org
CAPITULO 12 – PRONÓSTICOS CARACTERÍSTICAS DE LA DEMANDA Para pronosticar la demanda es necesario descubrir los patrones básicos de la mayoría de las series de tiempo aplicables a la demanda: Horizontal: fluctuación de los datos en torno de una media constante. De Tendencia: el incremento o decremento sistemático de la media de la
seria a través del tiempo Estacional: un patrón repetible de incrementos o decrementos de la
demanda dependiendo de la hora del día, la semana, el mes o la temporada.
Cíclico: una pauta de incrementos o decrementos graduales y menos previsibles de la demanda los cuales se presentan en el curso de periodos de tiempo mas largos.
Aleatorios: serie de variaciones imprevisibles de la demanda.
Factores q afectan la demanda: Externos: están fuera del control de la gerencia. Cambian en forma
acelerada según los gustos de los clientes, la imagen del producto, las actividades de los competidores, etc.
Internos: la gerencia debe estudiar cuidadosamente la evolución temporal de la demanda para recurrir a incentivos de precios o promociones, la fabricación de productos con estacionalidad diferente, etc.
DISEÑO DEL SISTEMA DE PRONOSTICOS
1. Que se va a pronosticar: el nivel de acumulación mantiene la consistencia entre la planificación destinada a las etapas finales de las manufacturas y la planificación a largo plazo de las ventas, ganancias y capacidad. La unidades de medición se basan en unidades de productos o servicios y no en unidades monetarias.
2. Selección del tipo de técnica: existe un trade-off entre la precisión del pronostico y los costos. Los 2 tipos generales para pronosticar la demanda son los métodos cualitativos y los cuantitativos. El horizonte temporal es un factor clave:
www.causak.org
Corto plazo: (0- 3 meses) Lo mas comun son las series de tiempopues se necesita la mayor presición posible pues se busca pronosticar la demanda de determinados productos.
Mediano plazo: (3 meses – 2 años) Se relaciona con la planificación de capacidad. El metodo mas utilizado son los modelos causales.
Largo plazo: (más de 2 años) Se elaboran en torno de la demanda total de ventas y se utilizan los modelos causales y los metodos de juicio.
3. Pronosticaos por computadoras: los paquetes de software se dividen en: Sistemas manuales: el usuario selecciona la técnica de pronostico y
especifica los parámetros. Sistemas semiautomáticos: el usuario especifica la técnica pero el
software determina los parámetros. Sistemas automáticos: el software examina los datos y determina la
técnica y los parámetros. METODOS DE JUICIO Estos metodos se usan tambien para modificar pronosticos generados mediante metodos causales. Examinamos 4 metodos distintos: Estimaciones de la fuerza de ventas: son pronosticos compilados a partir de
conjeturas acerca de la demanda futura, elaborada periódicamente por los miembros de la fuerza de ventas de la firma. Este sector tiene mayores probbilidades de saber q productos se compraran pero se pueden dar sesgos por perjuicios personales, porq no perciban la diferencia entre lo q “apetece” y lo “necesario”, o porq subestimen las ventas para remarcar su rendimiento.
Opinión ejecutiva: se hace un resumen de opiniones, la experiencia y los conocimientos técnicos de varios gerentes para llegar a un solo pronostico. Puede ser muy costoso porq absorbe el tiempo de la alta gerencia. Para q sea eficaz debe darse un consenso.
Investigación de mercado: consiste en un enfoque sistematico para determinar el grado de interes del consumidor por un producto mediante la creación y puesta a prueba de diversas hipótesis por medio de encuestas. Debe incluir el diseño de un cuestionario, el modo de aplicar la encuesta, la selección de una muestra representativa y el análisis de la información.
Método Delphi: proceso para obtener el consenso dentro de un grupo de expertos porq se conserva el anonimato. Es util cuando no se cuenta con datos historicos y cuando os gerentes no tienen experiencia para fundamentar sus proyecciones.
METODOS CAUSALES: REGRESIÓN LINEAL

www.causak.org
Se emplean cuando se dispone de datos historicos y la relacion entre el factor q se intenta pronosticar y otros factores puede identificarse. Una variable dependiente esta relacionada con una o mas variables por medio de una ecuación lineal (Y = a + bx). La linea de regresión minimiza las desviaciones al cuadrado de los datos reales. Cuando mas de una variable influye sobre la variable dependiente se utiliza una regresión múltiple. METODOS CON SERIES DE TIEMPO Se basa en el supuesto de q el pasado de la variable dependiente se repetira en el futuro, por eso usa solo datos historicos q se refieren a esta variable.
Pronóstico empírico: el pronóstico de la demanda para el siguiente período es igual a la demanda observada en el periodo actual. Se puede tomar en cuenta una tendencia de la demanda, usando el incremento o decremento observado en la demanda de los 2 ultimos periodos para ajustar la demanda actual (ej, si ayer 30 y antes de ayer 28, mañana sera 30+2= 32). También se puede aplicar a patrones estacionales, donde la demanda para cada uno de los meses del año proximo son un reflejo de la demanda real observada el año anterior en esos mismo meses. La ventaja es su bajo costo y su simplicidad.
Estimación del promedio: La demanda no debe tener patrones de tendencia, estacionalidad ni ser cíclica.
1. Promedios móviles: la demanda no tiene tendencias pronunciadas ni estacionalidad. Se calcula la demanda promedio para los N periodos mas recientes con el fin de usarla como pronóstico para el siguiente periodo. Se deberan usar vlores grandes de N para series de demanda q sean estables y valores chicos para las q sean susceptibles de cambios en el promedio fundamental.
At = Dt + Dt-1 + .... + Dt-n+1 N Ft+1 = At
2. Promedios móviles ponderados: ahora cada una de las demandas
historicas q intervienen en el promedio puede tener su propia ponderación permitiendonos hacer énfasis en la demanda mas reciente, antes todas las demandas tenian la misma ponderación (1/N).
3. Suavización exponencial: El pronóstico para el siguiente periodo es el pronóstico del periodo actual mas una proporción del error correspondiente al mismo periodo actual. A mayor alfa mayor
www.causak.org
enfasis en los niveles mas recientes de la demanda ajustandose major antes cambios en el promedio fundamental; a menos alfa mayor estabilidad del pronóstico. La ventaja de este metodo es su sencillez y el mínimo de datos requeridos.
Ft+1 = Ft + alfa (Dt – Ft) 4. Suavización exponencial con tendencia: la demanda tiene tendencia
por lo q los pronósticos estaran siempre por arriba o por debajo de la demanda real. Se debe calcular el promedio y la tendencia para cada periodo. La ventaja es q es capaz de ajustar los cambios registrados en la tendencia.
At = alfa Dt + (1– alfa) (At-1 + T t-1) Tt = beta (At – At-1) + (1- beta) Tt-1 Ft+1 = At + Tt
Método estacional multiplicativo: la demanda es estacional, por eso los factores deben ser multiplicados por una estimación de la demanda promedio obteniendo asi el pronostico estacional. Pasos:
1. Graficar la seria para corroborar la existencia de estacionalidad. 2. Se reagrupan los datos por año y por estación (trimestral, bimestral,
etc) según como se de la estacionalidad. 3. Se suman los valores de las estaciones por año y se divide por el
numero de estaciones (ej, si tengo trimestral divido por 4). 4. Divido cada valor del año por el promedio obtenido correspondiente
para obtener los indices. 5. Se saca un promedio de todos los indices por estacion (ej, para el
primer trimestre, un promedio de todos los años) obteniendo asi los indices de estacionalidad.
6. En funcion de esos coeficientes puedo estimar las estaciones del año siguiente multiplicando cada indice por la demanda promedio estimada para el año siguiente.
7. Para calcular la demanda promedio estimada del año siguiente generalmente se utiliza un promedio movil de grado 4 y luego un nuevo promedio movil de grado 2.
SELECCIÓN DE UN METODO CON SERIES DE TIEMPO Error de pronóstico: los errores se clasifican en errores de sesgo y errores
aleatorios. Los de sesgo son el resultado de equivocaciones sistemáticas siendo el promedio demasiado alto o demasiado bajo. El error aleatorio se debe a factores imprevisibles q desvian al pronostico de los valores reales.
Mediciones del error de pronóstico: el error del pronostico es la diferencia entre el pronostico y la demanda real registrada.
Et = Dt + Ft

www.causak.org
Suma acumulativa de errores (CFE): mide el error total del pronóstico siendo util para evaluar el sesgo.
CFE = SUM Et Error de pronóstico promedio: Ê = CFE / N Cuadrado del error medio(MSE), Desviación estandar
(Sigma) y Desviación media absoluta (MAD): miden la dispersión de los errores de pronóstico. Cuanto mas pequeños sean estos valores mas cerca de la demanda real estara el pronostico.
MSE = SUM Et2 / N
SIGMA = Raiz cuadrada {SUM (Et – Ê)2 / N-1} MAD = SUM IEtI / N
Error porcentual medio absoluto (MAPE): relaciona el error de pronostico con el nivel de la demanda.
MAPE = SUM{ IEtI (100) } / Dt
N Señales de ratreo: indica si un metodo de pronóstico esta previendo con
precisión los cambios reales de la demanda. Señal de rastreo = CFE / MAD
El MAD se puede calcular como el promedio simple de todos los errores absolutos o como un promedio ponderado q se determina mediante el metodo de suavizacion exponencial MADt = alfa IEtI + (1- alfa) MADt-1 Si los errors del pronostico estan distribuidos normalmete con media cero entenoces existe una relacion entre el desvio estandar y la MAD permitiendo el uso de tablas de probabilidad para especificar los limites de la señal de rastreo. Sigma = 1.25 MAD MAD = 0.8 Sigma Criterios para la selección de metodos con series de tiempo: los criterios q
se utilizan para la elaboración del método de pronóstico y en la selección de los parámetros son:
Minimizar los sesgos Minimizar la MAD y el MSE Satisfacer las expectativas de la gerencia acerca de los cambios
en los componentes de la demanda Minimizar el error de pronóstico del ultimo período
CAPITULO 13: ADMINISTRACION DE INVENTARIOS.
Inventario se crea cuando el volumen de materiales, partes o bienes terminados que se recibe es mayor que el volumen de los mismos que se distribuye; el inventario se agota cuando la distribución es mayor que la recepción de materiales.

www.causak.org
Presiones a favor de los inventarios bajos interés o costo de oportunidad, costos de almacenamiento y manejo, e impuestos, seguros y mermas. El inventario representa una inversión monetaria temporal en bienes, por la cual la empresa tiene que pagar intereses. Es por ello, que es conveniente tener inventarios bajos.
Costo de manejo de inventario costo variable que se paga para tener artículos a la mano.
Presiones a favor de los inventarios altos servicio al cliente, costo de hacer pedidos, costo de preparación, utilización de mano de obra y equipo, costo de transporte, y pago a proveedores.
Tipos de inventario 1. Inventario del ciclo porción del inventario total que varia en forma
directamente proporcional al tamaño del lote (frecuencia con que deben hacerse pedidos y la cant de los mismos).
2. Inventario de seguridad protección contra la incertidumbre de la demanda, del tiempo de entrega y del suministro.
3. Inventario de previsión el inventario que usan las empresas para absorber las irregularidades que se presentan a menudo en la tasa de demanda o en el suministro.
4. Inventario en transito el inventario que se mueve de un punto a otro, en el sistema de flujo de materiales.
Tácticas para la reducción de inventarios - Palanca primaria. Aquella que debe activarse cuando se desea reducir un
inventario. - Palanca secundaria. Aquella que disminuye el costo de penalización que
implica la aplicación de la palanca primaria, y reduce la necesidad de tener inventario.
Análisis ABC proceso que consiste en dividir los artículos en 3 clases, de acuerdo con su uso monetario, para que los gerentes puedan concentrar su atención en los que tengan el valor monetario mas alto.
Cantidad económica de pedido (EOQ) el tamaño del lote que permite minimizar el total de los costos anuales de hacer pedidos y de manejo de inventario.
Artículos de demanda independiente aquellos cuya demanda resulta
afectada por las condiciones de mercado y no esta relacionada con las decisiones de inventario referentes a cualquier otro articulo que se tenga almacenado.
Artículos de demanda dependiente se requieren como componentes o insumos para un producto.
2 sistemas para control de inventarios:

www.causak.org
1. Sistema de revisión continua (Q) se rastrea el inventario restante de un articulo vada vez que se hace un retiro del mismo, para saber si ha llegado el momento de hacer un nuevo pedido. La posición de inventario (IP) mide la capacidad del articulo para satisfacer la demanda futura, incluye recepciones programadas, mas el inventario disponible, menos las ordenes atrasadas.
Ventajas: - La frecuencia con que se revisa cada articulo puede ser individualizada. - Los tamaños de lotes fijos, si son grandes, suelen traducirse en descuentos por
cantidad. - Los inventarios de seguridad más bajos se traducen en ahorros. 2. Sistema de revisión periódica (P) la posición de inventario de un articulo se
revisa periódicamente y no en forma continua. Ventajas: - La adm del sistema resulta cómoda porque el reabastecimiento se realiza a
intervalos fijos. - Los pedidos de artículos múltiples de un mismo proveedor pueden combinarse
en una sola orden de compra. - Solo es necesario conocer la posición de inventario, cuando se realiza una
revisión. Sistemas híbridos. a. Sistema de reabastecimiento opcional se usa para revisar la posición de
inventario a intervalos fijos y si dicha posición ha disminuido hasta un nivel predeterminado
b. Sistema de inventario base expide una orden de reabastecimiento, cada vez que se realiza un retiro, por la misma cantidad que fue extraída en dicho retiro.
CAPITULO 14: PLANIFICACIÓN AGREGADA
La estrategia que se conoce como plan agregado consiste en u a declaración de las tasas de producción, niveles de fuerza de trabajo y manejo de inventario, basadas en estimaciones sobre los requisitos de sus clientes y las limitaciones de su propia capacidad. Estas declaraciones se dividen en etapas, lo que significa que el plan esta proyectado para varios periodos de tiempo hacia el futuro. El plan agregado de una empresa manufacturera, conocido como plan de producción, esta enfocado generalmente en tasas de producción y manejo de inventario. El plan agregado de una compañía de servicios, conocido como plan de personal, se centra en la composición de dicho personal y en otros factores relacionados con la mano de obra. Para ambos el plan debe tratar de encontrar un equilibrio entre obj. Conflictivos (servicio al cliente, estabilidad de la fuerza de
www.causak.org
trabajo, costos y ganancias). A partir de estos planes de mediano alcance, los gerentes preparan planes de operación detallados. El plan agregado es útil porque esta enfocado a un curso de acción general que es congruente con las metas y objetivos estratégicos de la compañía (en manufactúralos enlaza con planes de producción y en las de servicios con programa para la fuerza de trabajo). Los planes de producción y de personal se elaboran a partir del agrupamiento o acumulación de productos, servicios, unidades de trabajo o unidades de tiempo similares.
Familias de productos (aquellos productos con req. de demanda similares, req. comunes de procesamiento, mano de obra y materiales, se los conoce como familia de productos. Una empresa puede agrupar en familia relativamente amplias, evitando entrar en demasiado detalles. Deberán utilizarse mediciones comunes y pertinentes, como unidades, pesos, horas estándar, galones o kilos)
Mano de obra (puede agruparse de formas, dependiendo de la flexibilidad de su fuerza de trabajo. También puede agruparse la mano de obra de acuerdo con familias de productos, dividiéndolos en subgrupos. Aquello que agrupen por familia de productos tiene que prever las condiciones económicas y cambios en la demanda, para recortar o incrementar la producción de det. familias)
Tiempo (un horizonte de planificación es el lapso de tiempo que se considera en un plan agregado. El típico es un año, pero puede tener ajustes mensuales o trimestrales. El tiempo es considerada en forma agregada y no en horas o días). Los periodos de planificación reflejan la necesidad de tener un nº limitado de punto de decisión a fin de reducir la complejidad de la planificación y flexibilidad para ajustar la tasas de producción y lo niveles de la fuerza de trabajo cuando los pronósticos de demanda muestran variaciones estacionales.
Plan de negocios es una declaración anual que contiene un proyecto de ingresos, costos y ganancias (evaluación financiera del futuro cercano de la organización). Comúnmente va acompañado de presupuestos, balance proyectado y una declaración de flujos y fondos de efectivo. Este plan unifica los planes y las expectativas de los gerentes de operaciones, finanzas, ventas y marketing de la empresa y refleja lo planes para la penetración en el mercado, la introducción de nuevos productos y la inversión de capital. Las organizaciones sin fines de lucro elaboran el plan anual o plan financiero. El plan de negocios proporciona el marco general de proyecciones de demanda, insumos presupuesto de capital, a partir de lo cual se desarrolla el plan agregado (que tiene un papel clave en traducir las estrategias del plan de negocios en un plan de operaciones aplicable o manejo de la fuerza de trabajo, es decir el tipo y nº de empleados que se requerirán para alcanzar el plan anual, para el caso de servicios) y el plan maestro de producción (master plan, que especifica las fechas
www.causak.org
de y cantidades de producción que corresponden a cada uno de los elementos de la familia de productos). El programa de fuerza de trabajo presenta los detalles del programa de trabajo especifico para cada categoría de empleados.
Plan de negocios o anual GENERAL Plan de producción o de personal
MPS o programa de la fuerza de trabajo DETALLES El proceso de planificación es dinámico, pues incluye revisiones o ajustes periódicos del plan basados en flujos de información en ambos sentidos. Importancia administrativa de los planes agregados
insumos administrativos (una forma de garantizar la coordinación interfuncional y el suministro de información consiste en crear un comité de representantes de las áreas funcionales, coordinado por medio de un gerente. La coordinación del as funcione de la compañía ayuda a sincronizar el flujo de materiales, servicios e información a través dela cadena de suministro y a satisfacer mejor al demanda del cliente)
objetivos típicos: deben considerarse durante del desarrollo de un plan de producción o de personal:
- minimizar los costos y maximizar las ganancias - maximizar el servicio al cliente (para mejorar el tiempo de entrega y
las entregas puntuales, se puede requerir fuerza de trabajo, capacidad de maquinas o inventario adicional)
- minimizar la inversión en inventario - minimizar lo cambios en la tasas de producción (sino se pueden
producir problemas en la coordinación de flujo de materiales) - minimizar los cambios en los niveles de la fuerza de trabajo (la
capacitación puede reducir la productividad) - maximizar la utilización de planta y equipo (estrategias de flujo de
línea) El peso que se conceda a cada uno de estos puntos implicara trueques de ventajas y desventajas en términos de costos y la necesidad de tomar en cuenta factores no cuantificables. Para establecer un equilibrio entre todos estos objetivos es necesario considerar diversas alternativas (hechas, controladas y modificadas por el gerente de operaciones)
Las alternativas reactivas (acciones que se realizan en respuesta a patrones de demanda determinados). Se puede ajustar la fuerza de trabajo (alternativa atractiva si la misma no es calificada o se tiene reserva de mano de obra abundante, ya que los costos de capacitación o entrenamiento son altos. A veces el cese de empleado se dificultado por

www.causak.org
leyes contractuales), crear un inventario de previsión (se puede usar en esas plantas que enfrentan demanda estacional. A pesar de estabilizar tasa de producción y fuerza de trabajo, su uso es costoso por los costos de inventario de bienes terminados es superior al de componente y subconjuntos. Puede usarse en servicios por medio de impartirlos antes), utilización de la fuerza de trabajo (utilización de horas extras: trabajar durante un periodo mayor al laboral recibiendo un pago adicional a cambio, lo que además de aumentar los costos, puede reducir la calidad o productividad; y de horarios abreviados, es decir, que los trabajadores no trabajan productivamente durante todo el día laboral o demanda regular de trabajo porque la capacidad de la mano de obra es mayor que lo requisitos de demanda y esa capacidad no puede aprovecharse para acumular inventario o adelantar pedidos. Los horarios abreviados pueden ser pagados o sin paga. El pago reduce mínimamente los costos porque los empleados trabajan de manera menos productiva, y el pagado los aumenta y puede provocar un descenso de productividad), programación de las vacaciones (la empresas pueden cerrar sus puertas durante el receso anual de ventas, dejando solamente una cuadrilla elemental de trabajadores, obligando al resto a vacacionar. Puede reducir costos pero ocasionar desmotivación del personal), subcontratistas (para superar la escasez de capacidad a corto plazo. Los subcontratistas suelen proporcionar componentes o subconjuntos de calidad superior o igual, a menor o igual precio que si los produjera la compañía) y acumulación de pedidos, ordenes atrasadas y faltantes (Una acumulación de pedidos es un cúmulo de pedidos cuya entrega ha sido prometida a clientes para una fecha futura. Esto puede reducir la incertidumbre sobre demanda futuras de producción e impartir uniformidad a esos requisito, pero puede convertirse en una desventaja competitiva cuando la acumulación es demasiado grande o el tiempo de entrega es una prioridad importante, porque las grandes acumulaciones de pedido implican tiempos de entrega prolongados. Una orden atrasada es un pedido que un cliente esperaba que fuera atendido de inmediato pero que ha aceptado con la restricción de que le sea entregado en cuanto sea posible. El cliente no se siente complacido, pero la empresa no pierde el pedido. Un faltante es similar, salvo que el pedido se pierde. Puede producir perdida de clientes y baja en la demanda. Los 2 ultimo deben tratar de evitarse. Se usan como alternativas cuando la perdida prevista, en términos de ventas y buena voluntad e los clientes es menor que el costo de aplicar otras alternativas reactivas o agresivas). El calor de la tasa de producción es en función de las alternativas que hayan sido seleccionadas.
Las alternativas agresivas (acciones que se ajustan a los patrones de demanda, tratando de modificarla y, por ende, modificar los requisitos de recursos). Pueden ser productos complementarios (logran que la carga
www.causak.org
impuesta sobre sus recursos sea + uniforme, elaborando productos o servicios complementarios cuyos requisitos de recursos sean similares,
pero sus ciclos de demanda sean ) o creatividad en los precios (por medio de campañas de promoción para incrementar las ventas, reducción de precios, descuentos o 2x1)
planificación de estrategias (lo gerentes deben combinar estrategias reactivas y agresivas. Una estrategia de persecución se acopla a la demanda durante el horizonte de planificación, modificando, ya sea el nivel de la fuerza de trabajo o la tasa de producción. Esto se logra por medio de las estrategias arriba enumeradas. En una estrategia de nivel se mantiene ya sea un nivel constante de la fuerza de trabajo (no contrato o despido a nadie, uso horarios abreviado u horas extras, subcontrato o uso inventarios de previsión) o una tasa de producción constante (programar vacaciones, formar inventarios de previsión, permitir ordenes atrasadas o planificar horas extras) durante el horizonte de planificación.)
El proceso de planificación: es de carácter dinámico y continuo, puesto que u diversos aspectos se actualizan periódicamente, cuando se dispone de nueva información o se presentan nuevas oportunidades.
1. determinación de los requisitos de demanda (En el caso de planes de personal, el encargado debe basarse en pronósticos acerca de requisito de personal, para cada grupo de fuerza de trabajo, en los niveles históricos de demanda, el criterio administrativo y la acumulación de pedidos existentes en cuestión de servicios. Para los planes de producción los requisitos son la demanda de bienes terminados y la demanda externa de partes de repuesto. A veces los distribuidores o representantes comunican sus requisitos con anticipación al pedido)
2. identificación de alternativas, restricciones y costos (las restricciones constituyen limitaciones físicas o políticas administrativas asociadas al plan agregado: capacidad instalada, de producción o de almacenamiento. Los costos pueden ser: de horario regular, de horas extras, de contrataciones y despidos, de manejo de inventario o por concepto de órdenes atrasadas y faltantes)
3. preparación de un plan aceptable (es un proceso iterativo. Debe ser revisado de acuerdo con la restricciones y evaluado en términos de objetivos estratégicos)
4. implementación y actualización del plan (requiere un compromiso de los gerentes de todas las áreas funcionales. La aceptación del plan no significa que todos estén de acuerdo íntegramente, pero sí que todos trabajaran para ponerlo en practica)
Se aplicará un enfoque de hoja de cálculo para exponer una estrategia, desarrollar un plan, compara el plan con otros y modificarlo. Luego se somete a una

www.causak.org
evaluación por medio de una hoja de cálculo electrónica (que tendrá valores de entrada, o sea los requisitos de recursos, derivados y costos calculados del plan, lo que determinara si es o no satisfactorio) Una posible estrategia de nivel consiste en establecer la cantidad máxima de horas extras en el período de + intensa actividad. Los horarios abreviados se usan en periodos de baja actividad. La estrategia de contrataciones y despidos es útil para los universitarios que prefieren trabajar tiempo parcial. Las relaciones entre requisitos y alternativas reactivas pueden verse en la hoja de calculo del software OM5 (debe usarse una única unidad de medida) Planificación agregada con métodos matemáticos Se usa el método de transporte para la producción, que se basa en la suposición de que se dispone de un pronostico de demanda para cada uno de los periodos y un plan de nivel para la fuerza de trabajo en tiempo regular, deben conocerse los límites de capacidad en términos de horas y se supone una relación lineal entre costos y cantidad de bienes producidos. A partir de estas suposiciones el método de transporte ofrece el plan de producción optimo con estrategia mixta para el horizonte de planeación. Es una forma especial de programación lineal (busca el plan de producción optimo con algunas restricciones lineales, pero aquí todas las relacione deben ser lineales y esto se viola con determinados costos, y debe hacerse con computadora)
- Se comienza con una tabla que muestra los niveles de fuerza de trabajo, límites de capacidad, cantidades de demanda pronosticadas, nivel inicial de inventario y costos para cada periodo del horizonte de planeación. (tableau inicial). Cada fila del tableau representa una alternativa para proveer la producción. Las columnas representan los períodos del plan, + la capacidad no utilizada y la total disponible (se indica el costo de producir una unidad y ordenes atrasadas).
- Las alternativas menos costosas son aquellas en al que los bienes se producen y se venden en el mismo período.
Pasos: 1. Seleccionar un plan de ajuste de la fuerza de trabajo (indicar
restricciones) 2. Introducir los parámetro de costos 3. Pronosticar la demanda para cada período futuro e introducir los
valores de los pronósticos en la última fila del tableau 4. Resolver el problema de transporte utilizando un programa de
computadora 5. Regresar al paso 1 y ensayar con otros planes de personal hasta
que se encuentre la solución que permita el mejor equilibrio entre el costo y las consideraciones cualitativas
www.causak.org
Otras técnicas matemáticas que pueden usarse son las reglas de decisión lineal (Holt, Modigliani y Simon), las reglas de decisión para búsquedas (Taubert), la programación por metas (Lee y Moore) y la simulación (Lee y Khumwala). El proceso de planificación es dinámico y a menudo se complica por al presencia de objetivos antagónicos. CAPITULO 15: PLANIFICACION DE REQUERIMIENTOS DE MATERIALES.
Elemento padre cualquier producto manufacturado a partir de uno o varios componentes.
Componente un elemento que es posible someter a una o varias operaciones para ser transformado o para llegar a formar parte de uno o más padres.
Planificación de requerimiento de materiales (MRP) sistema computarizado de información, destinado específicamente a administrar inventarios de demanda dependiente y a programar pedido para reabastecimiento. Permite que las empresas reduzcan sus niveles de inventario, utilicen mejor su mano de obra y sus instalaciones, y mejoren su servicio al cliente. Ventajas:
Ventajas: - Proporciona un pronostico más acertado de los requisitos de componentes. - Los sistemas MRP proporcionan a los adm info útil para planificar las
capacidades y estimar los requisitos financieros. - Cada vez que se produce un cambio en los programas de producción de los
elementos padres, los sistemas MRP actualizan automáticamente la demanda dependiente y los programas para el reabastecimiento del inventario de componentes.
Datos de entrada clave de un sistema MRP 1. Base de datos con la lista de materiales (BOM) un registro donde figuran
todos los componentes de un articulo, las relaciones padre – componente y las cantidades de uso derivadas de los diseños de ingeniería y de procesos.
2. Programas maestros de producción se explica en detalla cuantos elementos se produciran dentro de periodos de tiempo especificos.
3. Base de datos con registros de inventario se muestran la politica refernte al tamaño del lote del elemento correspondiente, el tiempo de entrega y diversos datos, clasificados por etapas de tiempo. La info que aparece en el registro de inventario es: requerimientos brutos, recepciones programadas, inventario proyectado a la mano, recepciones planeadas y emisiones planteadas de pedidos.
Factores de la planificación:
www.causak.org
a. Planificación del tiempo de entrega estimación del periodo de tiempo que transcurre entre el momento en que se presenta un pedido para comprar un articulo y el momento en que este es recibido en el inventario.
b. Reglas referentes al tamaño del lote se determinan las fechas y la magnitud de la cantidades de elementos incluidos en un pedido dado. 3 reglas sobre el tamaño del lote: la regla de la cantidad de pedido fija, la regla de la cantidad de pedido periodica, y la regla lote por lote.
c. Inventario de seguridad el objetivo es mantener un nivel mínimo de inventarios planeados igual a la cantidad del inventario de seguridad.
Avisos de acción las personas que planean inventarios usan un
memorando generado por computadora, sirve para tomar decisiones acerca de la emisión de nuevos pedidos y el ajuste de las fechas de vencimiento de las recepciones programadas.
Informes de capacidad 3 fuentes de info: 1. Planificación de requerimientos de capacidad acopla el MRP con la
capacidad de producción de la planta. 2. Programación de capacidad finita algoritmo desarrollado para programar en
forma apropiada un grupo de pedidos a traves de toda la planta de produccion 3. Control de insumo – producto el insumo planeado se compara con los
insumos reales y el producto planeado se compara con la producción real. Planificación de recursos de manufactura (MRP II) sistema que enlaza el
sistema básico MRP con el sistema financiero de la compañía. El objetivo es ayudar a adm los recursos de la empresa, aportándole info basada en el plan de producción a todas las áreas funcionales. Permite que los adm ensayen con escenarios de “que pasaría si”, utilizando la simulación.
Planificación de recursos para servicios los proveedores de servicios necesitan aplicar la lista de recursos (BOR) que es un registro de todos los materiales, tiempo de equipo, personal, y otros recursos necesarios para proveer un servicio, así como las relaciones entre padre y componente, y las cantidades de uso.
Planificación de recursos de la empresa (ERP) ofrece capacidades adicionales para: adm de la calidad, servicio de campo, adm de mantenimiento, distribución, marketing, y adm de proveedores. También cuentan con bases de datos estructuradas que facilitan el acceso externo y permiten tener acceso a SI de otras compañías.
Cuestiones de puesta en marcha Requisitos previos además del apoyo de la alta gerencia, otros dos
requisitos previos son: soporte de computadoras y datos de entrada precisos y realistas.

www.causak.org
Ambientes favorables para la planificación de requerimientos de materiales 3 características: numero de niveles en la BOM, magnitud de los tamaños de lote, y volatilidad.
CAPITULO 16: SISTEMA JUSTO A TIEMPO.
Filosofía justo a tiempo (JIT) (inventario cero, manufactura sincronizada, producción ligera, producción sin inventario, manufactura de flujo continuo). Eliminar el desperdicio mediante la reducción del inventario innecesario y la supresión de los retrasos en las operaciones. Las metas son producir b&s según se requiera y mejorar constantemente los beneficios de las operaciones, en términos de valor agregado. Consiste en la org de los recursos, los flujos de info y las reglas de decisión que permitan a una org aprovechar los beneficios de la filosofía JIT.
Características de los sistemas JIT: 1. Método de arrastre del flujo de materiales. El método de empuje, es el cual la
producción del articulo comienza desde antes de que el cliente lo necesite, la gerencia programa la recepción de todas las m primas y autoriza el inicio de la producción. El método de arrastre, es el cual la demanda del cliente pone en marcha la producción del elemento. Permite tener mayor control del inventario y de la producción en las estaciones de trabajo.
2. Calidad consistentemente alta. Se controla la calidad desde la fuente, porque los trabajadores actúan como sus propios inspectores de calidad.
3. Lotes de tamaño pequeño. 3 ventajas: a) reducen el inventario del ciclo, b) ayudan a reducir los tiempos de entrega, c) ayudan a mantener una carga de trabajo uniforme sobre las operaciones del sistema.
4. Cargas uniformes en la estación de trabajo. Es posible lograr que las cargas sean uniformes si se realiza el ensamble del mismo tipo y numero de unidades todos los días, con lo cual se crea una demanda diaria uniforme en todas las estaciones de trabajo. El ensamble de modelos mixtos, produce una mezcla de modelos en lotes más pequeños.
5. Componentes y métodos de trabajo estandarizados. La estandarización de componentes, (o uso de partes en común o modularidad) favorece la repetibilidad.
6. Vínculos estrechos con los proveedores. Por medio de un contrato es posible requerir que el proveedor entregue los bienes en la fabrica, con una frecuencia tan grande como la de varias veces al día. Los gerentes de compras centran su atención en 3 áreas: reducir el numero de proveedores, contar con proveedores locales y mejorar sus relaciones con ellos.
7. Fuerza de trabajo flexible. Los miembros de las fuerzas de trabajo flexible pueden recibir capacitación para desempeñar varias funciones.
8. Estrategia de flujo de línea. Cuando los volúmenes de det productos son grandes, diversos grupos de maquinas y trabajadores pueden organizarse de
www.causak.org
acuerdo con un plan de distribución de productos, para suprimir algunas operaciones de preparación.
9. Producción automatizada. Desempeña un papel imp y es la clave para la producción de bajo costo.
10. Mantenimiento preventivo. Se puede reducir la frecuencia y duración del tiempo ocioso de las maquinas.
El sistema KANBAN se refiere a las tarjetas que se utilizan para controlar
el flujo de la producción en la fabrica. Reglas generales de operación a. En cada contenedor debe haber una tarjeta. b. La línea de ensamble siempre retira los materiales procedentes de la célula de
fabricación. c. Los contenedores de partes nunca deben ser removidos de un área de
almacenamiento sin haber colocado primero un kanban en el deposito de recepción.
d. Los contenedores siempre deben contener el mismo numero de partes en buen estado.
e. Solo las partes no defectuosas deben ser enviadas a la línea de ensamble, para aprovechar de mejor forma los materiales y el tiempo de los trabajadores.
f. La producción no debe exceder la cantidad total autorizada en los kanbanes del sistema.
Determinación del numero de contenedores el nº de contenedores autorizado en un sistema JIT determina la magnitud del inventario autorizado.
Otras señales en el sistema kanban las tarjetas no son el único medio para indicar la necesidad de producir mas unidades de una parte cualquiera. Hay otros medios menos formales:
- Sistema con contenedores. El propio contenedor se usa como dispositivo de señales.
- Sistema sin contenedores. Se han desarrollado sistemas que no requieren contenedores.
JIT II se invita al proveedor a la planta para que participe como miembro
activo de la oficina de compras del cliente. Beneficios para el cliente a) liberado de las tareas adm, el personal de
compras puede concentrar sus energías en el mejoramiento de la eficiencia o en otras funciones a su cargo; b) la comunicación y la presentación de ordenes de compra mejoran en forma espectacular; c) el costo de materiales se reduce de inmediato y los ahorros son incesantes; d) los proveedores preferidos son incorporados al proceso de diseño de productos en fechas mas tempranas; e) se proporciona una base natural para el intercambio electrónico de datos, manejo eficaz de documentos y ahorros de carácter adm.
www.causak.org
Beneficios al proveedor a) elimina el esfuerzo de ventas; b) la comunicación y la presentación de ordenes de compra mejoran en forma espectacular; c) el volumen de las operaciones de negocios aumenta al principio del programa y continua creciendo a medida que se presentan nuevos productos; d) se obtiene un contrato de tipo indefinido, sin fecha de terminación, y desaparece la necesidad de presentar nuevas licitaciones; e) el proveedor puede comunicar con ingeniería para venderle materiales en forma directa; f) la facturación y la adm de pagos son eficientes.
Sistemas justo a tiempo en los servicios algunos conceptos que son
útiles para los fabricantes, también lo son para los proveedores de servicios: a. Calidad consistentemente alto. b. Cargas de trabajos uniformes en las instalaciones. c. Métodos de trabajo estandarizados. d. Vínculos estrechos con los proveedores. e. Fuerza de trabajo flexible. f. Automatización. g. Mantenimiento preventivo. h. Método de arrastre del flujo de materiales. i. Estrategia de flujo de línea.
Implicaciones estratégicas de los sistemas JIT 1. Prioridades competitivas posibilidad de ofrecer costos bajos y una calidad
consistente. Se presta menor atención en las características superiores del producto, y la flexibilidad del volumen de producción.
2. Estrategia de flujo para lograr una producción de alto volumen a bajo costo. Los trabajadores y las maquinas están organizados en torno de los flujos de producto y en una disposición adecuada a la secuencia de las operaciones de trabajo. Se reduce el tiempo de entrega y el inventario en la manufactura.
3. Ventajas de operación a) reducen los requisitos de espacio; b) reducen la inversión en inventario por concepto de partes compradas, materias primas, trabajos en proceso de elaboración y bienes terminados; c) reducen los tiempo de entrega en las operaciones de manufactura; d) elevan la productividad de los empleados que aportan mano de obra directa, la de los empleados de soporte indirecto y la del personal de oficina; e) incrementan el grado de utilización del equipo; f) reducen el papeleo y requieren solamente sist de planificación sencillos; g) establecen prioridades validas para elaborar el programa de producción; h) alienta la participación de la fuerza de trabajo; i) incrementa la calidad del producto.
Cuestiones de implemnetacion. Consideraciones sobre organización

www.causak.org
a. Costos humanos de los sistemas JIT los sistemas JIT pueden combinarse con el control estadístico de procesos (SPC) para reducir las variaciones en la producción. Esta combinación requiere un alto grado de reglamentación y a veces provoca tensión en la fuerza de trabajo.
b. Cooperación y confianza las relaciones de la org deben reorientarse para establecer una estrecha cooperación y la confianza mutua entre la fuerza de trabajo y la dirección.
c. Sistemas de recompensa y clasificaciones para la mano de obra es necesario renovar el sistema de recompensas cuando se implementa un sistema JIT.
CAPITULO 17: PROGRAMACION (TALLER DE TRABAJO / SERVICIOS)
Programación en manufacturas
Programas de operaciones planes a corto plazo elaborados con el fin de poner en practica el programa maestro de producción.
Programación de operaciones se enfoca en encontrar la mejor forma de usar la capacidad existente, tomando en cuenta las restricciones técnicas para la producción.
Gráficas de Gantt herramienta visual para establecer la secuencia de los trabajos que serán procesados en una serie de maquinas y para vigilar su avance a través de todas ellas. Puede adoptar 2 formas: la gráfica de progresos del trabajo o la actividad, y la gráfica de maquina. Muestran el uso ideal y el uso real de los recursos a través del tiempo.
Medidas de rendimiento se usan en la programación de operaciones: a. Tiempo del flujo de trabajo. Cantidad de tiempo de taller que se requerirá para
realizar el trabajo. b. Lapso de fabricación. Tiempo total necesario para completar un grupo de
trabajos. c. Retraso. Cantidad de tiempo por la cual un trabajo no fue entregado en la
fecha convenida. d. Inventario del trabajo en proceso. Cualquier trabajo que este en fila de espera,
en transito de una operación a otra, etc. e. Inventario total. La suma de las recepciones programadas y los inventarios a la
mano. f. Utilización. El porcentaje de tiempo de trabajo empleado productivamente por
una maquina o un trabajador.
www.causak.org
Procedimientos de despacho en una planta de prod intermitente determinan cual será el trabajo que se procesara a continuación, con ayuda de reglas para la secuencia de prioridades:
1) Razón critica. 2) Fecha de vencimiento más próxima (EDD). 3) A quien llega primero, se atiende primero (FCFS). El trabajo que primero llegue
a la est de trabajo. 4) El tiempo de procesamiento más corto (SPT). 5) Holgura por operaciones restantes.
Secuencia de operaciones para una maquina dos categorías de reglas: - Reglas para una dimensión asignan las prioridades tomando como base un
solo aspecto del trabajo (tiempo de llegada a la est de trabajo, fecha de vencimiento, etc.).
- Reglas para dimensiones múltiples incluyen info sobre las demás est de trabajo en las que deberá ser procesado cada trabajo, además del tiempo de procesamiento en la est de trabajo actual, o la fecha de entrega, que también se toman en cuenta en las reglas para una sola dimensión.
Secuencia de operaciones con dos estaciones el lapso de fabricación varia de acuerdo con la secuencia seleccionada. La determinación de una secuencia de producción para un grupo de trabajos, con miras a minimizar el lapso de fabricación, tiene 2 ventajas:
a. El grupo de trabajos se lleva a cabo en un mínimo de tiempo. b. La utilización de la planta de producción con dos estaciones se maximiza.
Regla de johnson procedimiento que minimiza el lapso de fabricación cuando se programa un grupo de trabajos en dos estaciones de trabajo.
Ambientes con mano de obra limitada la restricción de recursos corresponde a la cantidad de mano de obra disponible, no al nº de maquinas o est de trabajo. Reglas que se usan para la asignación de mano de obra:
1. Asigne personal a la est de trabajo donde se encuentre el trabajo que haya permanecido mas tiempo en el sistema.
2. Asigne personal a la est de trabajo en la que haya mas trabajos en espera de ser procesados.
3. Asigne personal a la est de trabajo donde el contenido de trabajo estándar sea mayor.
4. Asigne personal a la est de trabajo en la que vaya a realizarse el trabajo c fecha de entrega + prox.
Teoría de restricciones (TOC) es un procedimiento de la adm que enfoca la atención en todo aquello que pueda impedir el progreso hacia la meta de maximizar el flujo de fondos agregados con valor total, o las ventas menos los descuentos sobre ventas y los costos variables. Para su aplicación se siguen estos pasos:
a) Identificar el cuellos de botella. b) Explotar el cuello de botella.
www.causak.org
c) Subordinar todas las demás decisiones al paso 2. d) Elevar el nivel productivo del cuello de botella. e) No permitir que la inercia se imponga. Programación en servicios no es posible crear inventarios para amortiguar
la demanda en situaciones inciertas. La demanda suele ser menos previsible. Programación de la demanda de los clientes una forma de adm la
capacidad consiste en programar a los clientes en términos de tiempos de llegada y periodos definidos para el tiempo de servicio. Hay 3 métodos:
a. Citas. Se asignan fechas especificas para brindar servicio a los clientes. Ventaja: puntualidad en el servicio al cliente y una elevada utilización de los recursos de servicio (médicos, dentistas, etc.).
b. Reservaciones. Se emplean cuando el cliente ocupa o utiliza realmente instalaciones relacionadas con el servicio. Ventaja: el tiempo de entrega que proporcionan y que permite a los gerentes planear el uso más eficiente de los recursos (cuartos de hotel, etc. pago inicial).
c. Acumulación de pedidos. Los clientes nunca saben exactamente cuando van a empezar a recibir el servicio.
Programación de la fuerza de trabajo especificar los periodos de trabajo y de descanso para cada empleado durante cierto periodo de tiempo.
- Restricciones las restricciones técnicas impuestas en el programa de la fuerza de trabajo son los recursos proporcionados por el plan de personal y los requisitos impuestos sobre el sistema operativo.
- Programa de rotación en el cual los empleados trabajan por rotación en una serie de días u horas laborales.
- Desarrollo de un programa para la fuerza de trabajo objetivo: asignar dos días libres consecutivos para cada empleado, de modo que se minimice la cant correspondiente a la capacidad de la holgura total. El programa de trabajo para cada empleado consistirá en los cinco días restantes, una vez que los dos días de descanso hayan sido determinados.
- Sistemas computarizados para la programación de la fuerza de trabajo para lidiar con las complejidades que implica programar a la fuerza de trabajo.
CAPITULO 18: ADMINISTRACION DE PROYECTOS.
Proyecto conjunto de act relacionadas entre si, que tienen puntos definidos de inicio y final, y cuyo resultado final es un p&s especifico. Son act temporales en las cuales el personal, los materiales y los recursos se combinan entre sí para alcanzar una meta, dentro del marco de tiempo especificado, después de lo cual vuelven a dispersarse.
Elementos de adm de proyectos 1. Gerente del proyecto integra los esfuerzos de personas pertenecientes a
diversas áreas funcionales, con la finalidad de alcanzar las metas especificas del proyecto.
www.causak.org
2. Equipo del proyecto grupo de personas, que con frecuencia representan diferentes áreas funcionales u organizacionales, dirigidas por el gerente del proyecto. Se desintegra cuando el proyecto llegue a su termino.
3. Sistema de adm del proyecto se compone de una estructura organizacional y un sist de info.
Uso apropiado del enfoque de la adm de proyectos a) La magnitud del esfuerzo requiere una cantidad mayor de recursos. b) Gran necesidad de coordinación entre áreas funcionales u otras
organizaciones. c) Necesario reunir un grupo de empleados con destrezas apropiadas para llevar
a cabo el proyecto. d) Flexibilidad para adaptarse a las necesidades cambiantes. e) Las áreas funcionales que trabajan en forma independiente se ocupan solo de
sus propios asuntos. f) El éxito del proyecto tiene gran importancia para la organización. Métodos de planificación en red ayudan a los gerentes de proyectos a
vigilar y controlar los proyectos. Diagrama de red formado por nodos y arcos que describen las relaciones
entre las act. Técnica de evaluación y revisión de programas (PERT) y método de ruta
critica (CPM) ventajas: 1. Los gerentes se obligan a identificar los datos requeridos, organizarlos e
identificar las relaciones reciprocas entre las actividades. 2. Se puede estimar el tiempo de terminación de los proyectos, útil para planear
otros eventos, etc. 3. Los informes ponen de relieve las act clave para completar el proyecto de
acuerdo con lo programado. 4. Se pueden analizar las consecuencias de los trueques de unos recursos por
otros sobre tiempos y costos. 4 pasos de la adm de un proyecto con métodos de planificación de red: a) Descripción del proyecto se definen las actividades y las relaciones de
precedencia del proyecto. b) Elaboración del diagrama de la red dos enfoques: la red de actividades en
aros (AOA), orientado a los eventos; y la red de actividades en nodos (AON), orientada a las actividades. Ambas representan con precisión todas las act y relaciones de precedencia de un proyecto.
c) Estimación del tiempo de terminación hay: estimaciones deterministas, cuando el mismo tipo de proyecto se ha realizado muchas veces con anterioridad, las estimaciones de tiempo tienen un grado de certidumbre alto; estimaciones probabilisticas, cuando un proyecto nunca se ha realizado con anterioridad, las estimaciones de tiempo implican cierto grado de incertidumbre.
www.causak.org
- La holgura de una act es la máxima cantidad de tiempo que dicha act puede retrasarse sin provocar retrasos en todo el proyecto.
d) Vigilancia del progreso del proyecto la observación del tiempo de holgura en el programa ayuda a los gerentes a controlar las act a lo largo de la ruta critica.
Estimaciones probabilisticas de tiempo los tiempos que corresponden a
las distintas act pueden expresarse en función de 3 estimaciones de tiempo razonables:
a. Tiempo optimista el tiempo más corto en el cual puede llevarse a cabo la act si todo resulta bien.
b. Tiempo más probable el tiempo que probablemente se requerirá para realizar la act.
c. Tiempo pesimista el tiempo estimado más largo que se requerirá para la realización de una act.
Consideraciones de costo - Objetivo determinar el tiempo de terminación del proyecto con el cual se
minimice el total de costos del tiempo. - Programa de costo mínimo determina cuanto podemos añadir en términos
de costos intensivos, sin exceder el monto de los ahorros obtenidos por concepto de costos indirectos y penalización.
- Para evaluar si la intensificación de algunas act seria benéfica, el gerente necesita conocer los siguientes tiempos y costos:
1. Tiempo normal (NT) tiempo necesario para completar la act en condiciones normales.
2. Costo normal (NC) costo de la act asociado con el tiempo normal. 3. Tiempo intensivo (CT) el tiempo mas corto posible para completar la act. 4. Costo intensivo (CC) el costo de la act asociado con el tiempo intensivo. Programación y control computarizados de proyectos se usan para
proyectos de gobierno, construcción, industria farmacéutica, servicios públicos, etc. los costos del software han bajado y las interfaces usuario – computadora son accesibles. Es posible que los programas estándar de software tengan características diferentes en lo referente a sus informes de salida, y tal vez incluyan una o varias de las siguientes capacidades:
a) Gráficas de Gantt y diagramas PERT/CPM la mayoría de los paquetes de software permiten que el usuario visualice ciertas partes de la red en el monitor de la computadora, para analizar problemas específicos.
b) Informes del estado del proyecto y resúmenes c) Informes de rastreo la mayoría de los paquetes de software permiten
rastrear varios proyectos al mismo tiempo. Es importante cuando los recursos tienen que ser compartidos por varios proyectos.