Calidad de Catodos de Cobre-grado a-planta de Oxidos Tintaya
21
CALIDAD DE CATODOS DE COBRE - GRADO A PLANTA DE OXIDOS TINTAYA PERU Superintendente Metalurgia : Juliano Villanueva C. Metalurgista Planta : Edgar Ricce M.
Transcript of Calidad de Catodos de Cobre-grado a-planta de Oxidos Tintaya

CALIDAD DE CATODOS DE COBRE - GRADO APLANTA DE OXIDOS TINTAYA
PERU
Superintendente Metalurgia : Juliano Villanueva C. Metalurgista Planta : Edgar Ricce M.

CALIDAD GRADO A – CATODOS DE COBRE - TINTAYA
Contenido :
1. RESUMEN
2. INTRODUCCIÓN
3. CALIDAD GRADO A
4. BENEFICIOS DE PRODUCIR CALIDAD GRADO A
5. CARACTERÍSTICAS DE LA PLANTA DE ELECTRODEPOSITACIÓN ENTINTAYA.
6. CALIDAD GRADO A EN LA PLANTA DE ÓXIDOS TINTAYA
Aseguramiento de la Calidad del Cobre Catódico TintayaFactores que inciden en el incremento de AzufreFactores que inciden en el incremento de Plomo

1. RESUMEN :
BHPBilliton Tintaya viene operando desde 1985 y produce cerca de 300,000toneladas de concentrado de cobre al año, con una ley promedio de 30% deCobre.El concentrado se produce en le planta concentradora, a partir de mineralescon sulfuros de cobre especialmente chalcopirita. El Concentrado estransportado al Puerto de Matarani para su comercialización.
Durante la extracción de sulfuros, los minerales oxidados fueron tambiénminados y almacenados selectivamente en las canchas denominadas stockde óxidos. Los óxidos han sido almacenados desde el desarrollo yproducción de los minerales sulfurados (1985) hasta la fecha. La tecnologíapara recuperar el cobre de los minerales oxidados de Tintaya ha sidodesarrollada y evaluada desde 1982 hasta llegar a establecer un esquema detratamiento que consta de chancado, Zarandeo en Húmedo, lixiviación definos y gruesos, extracción por solventes y Electroobtención.
El proyecto óxidos fue aprobado por la dirección de BHPBilliton en Febrerode 2001. La construcción también empezó ese mes. El circuito de chancadoarrancó a fines de Marzo del 2002 y la primera producción de cátodos decobre fue en el mes de Abril. Las operaciones de Óxidos de Tintaya sedesarrollan con la misma filosofía de trabajo que contempla : altocompromiso con la seguridad y medio ambiente, excelencia operativa,trabajo en equipo y poniendo énfasis en una alta interrelación entre elpersonal de mantenimiento, metalurgia y operaciones. La producción anualdesde el inicio de las operaciones ha ido en incremento actualmente seestima producir 38000 toneladas de cobre fino para el año fiscal 2006
2. INTRODUCCIÓN :
La Nave de Electroobtención de la planta de Óxidos Tintaya, está diseñadapara producir hasta 40000 ton /año, la producción de cobre fino desde elinicio de operaciones ha ido a un ritmo de : FY 2002 15600 ton/año (Inicio de Operaciones) FY 2003 35300 ton/año FY 2004 36000 ton/año FY 2005 37400 ton/año
actualmente estamos produciendo a un ritmo de 38000 ton/año.En el año 2004, se logró la certificación Grado A - LME de nuestro cobrecatódico, con buenas referencias de nuestros clientes (Nexans Canadá,AMROD).
La producción de cobre catódico es 100% de alta calidad – Grado A.

El presente trabajo trata de cómo hemos incrementado la producción sinperder la calidad – Grado A, que beneficia tanto a nuestros clientes (insumode calidad) como a nosotros los productores de cobre fino, manteniéndonosen una buena posición en el mercado.
3. CALIDAD GRADO A
¿Qué significa Calidad Grado A?Son las exigencias de nuestros clientes en cuanto a impurezas presentes enel cobre catódico.
Grupo Elemento Simbolo MáximoElemento(ppm)
MáximoGrupo(ppm)
Selenio Se 2Teluro Te 2 3
1
Bismuto Bi 2 3
Cromo CrManganeso MnAntimonio Sb 4Cadmio CdArsénico As 5 15
2
Fosforo P3
Plomo Pb 5 54
Azufre S 15 15
Estaño SnNiquel NiFierro Fe 10Silicio SiZinc Zn
5
Cobalto Co 206
Plata Ag 25 25
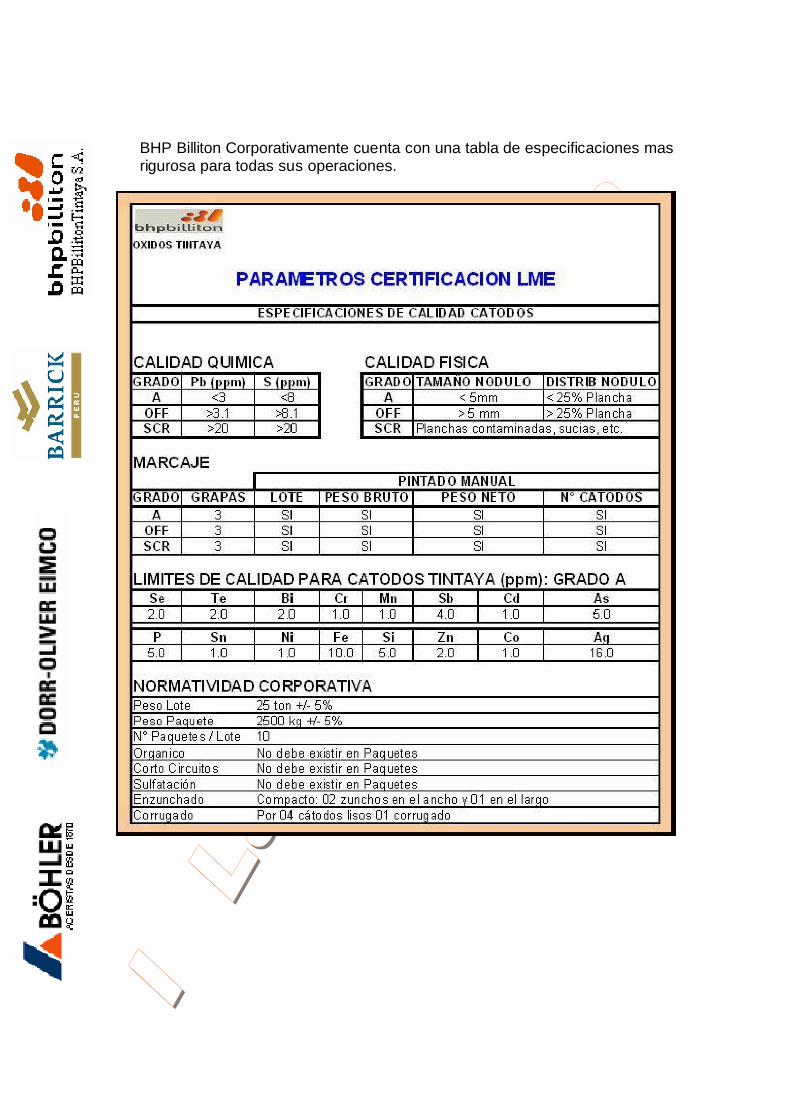
BHP Billiton Corporativamente cuenta con una tabla de especificaciones masrigurosa para todas sus operaciones.
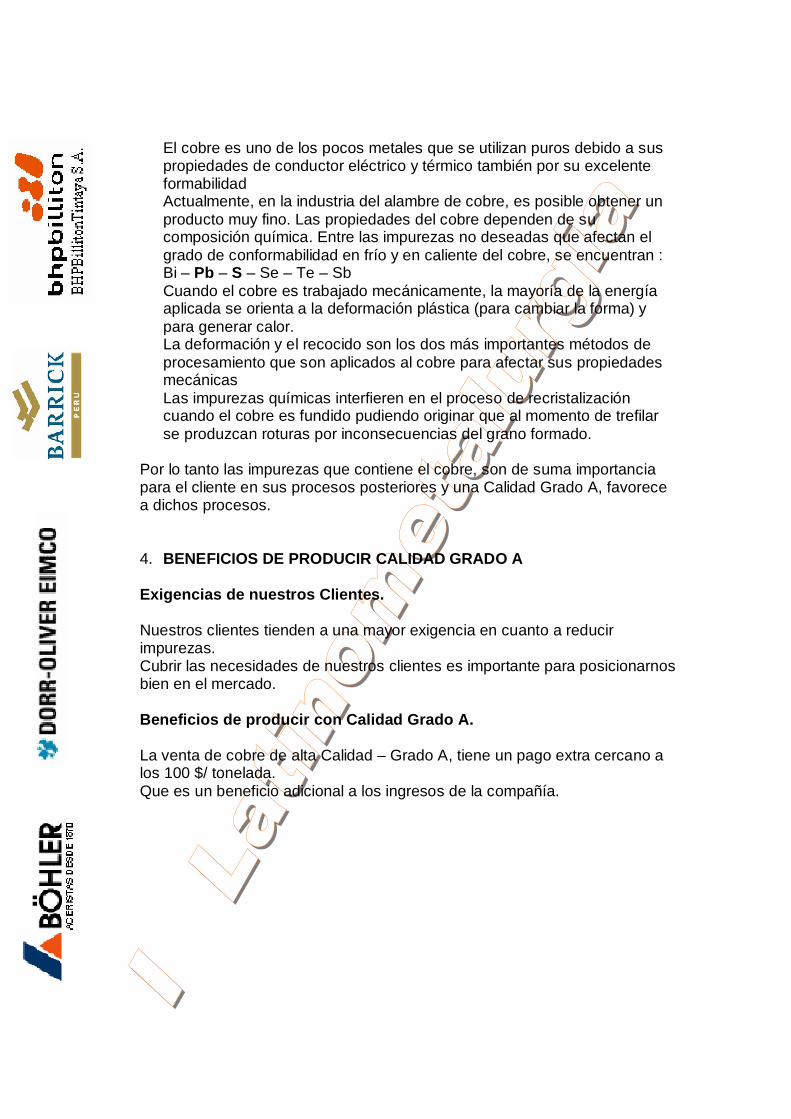
El cobre es uno de los pocos metales que se utilizan puros debido a suspropiedades de conductor eléctrico y térmico también por su excelenteformabilidadActualmente, en la industria del alambre de cobre, es posible obtener unproducto muy fino. Las propiedades del cobre dependen de sucomposición química. Entre las impurezas no deseadas que afectan elgrado de conformabilidad en frío y en caliente del cobre, se encuentran :Bi – Pb – S – Se – Te – SbCuando el cobre es trabajado mecánicamente, la mayoría de la energíaaplicada se orienta a la deformación plástica (para cambiar la forma) ypara generar calor.La deformación y el recocido son los dos más importantes métodos deprocesamiento que son aplicados al cobre para afectar sus propiedadesmecánicasLas impurezas químicas interfieren en el proceso de recristalizacióncuando el cobre es fundido pudiendo originar que al momento de trefilarse produzcan roturas por inconsecuencias del grano formado.
Por lo tanto las impurezas que contiene el cobre, son de suma importanciapara el cliente en sus procesos posteriores y una Calidad Grado A, favorecea dichos procesos.
4. BENEFICIOS DE PRODUCIR CALIDAD GRADO A
Exigencias de nuestros Clientes.
Nuestros clientes tienden a una mayor exigencia en cuanto a reducirimpurezas.Cubrir las necesidades de nuestros clientes es importante para posicionarnosbien en el mercado.
Beneficios de producir con Calidad Grado A.
La venta de cobre de alta Calidad – Grado A, tiene un pago extra cercano alos 100 $/ tonelada.Que es un beneficio adicional a los ingresos de la compañía.

5. CARACTERÍSTICAS DE LA PLANTA DE ELECTROOBTENCIÓN -TINTAYA.
Número de Celdas : 100 , 2 filasNumero de catodos/celda : 66 de 1m x 1mMáquina Deslaminadora : Kidd ProcessSistema de Ventilación : Campanas SameTipo de Celdas : Concreto PoliméricoAnodos: Royston, 9 mm
DISEÑO ACTUALProduccion de Cátodos(ton/año):
34 – 40 K 38K
Densidad de Corriente(Amp/m2):
280 - 325 300 - 320
Eficiencia de Corriente (%) 92% 95%%Calidad Grado A: 95% 100%Flujo de Electrolito /celda(m3/h):
15 17
Arrastre O/A a las celdas(ppm):
1 1.1
Consumo.Guartec(g/ton Cu):
300 360
6. CALIDAD GRADO A EN LA PLANTA DE OXIDOS TINTAYA.
La calidad del cobre Grado, se centra en dos contaminantes que son elAzufre y el Plomo, ya que los demás contaminantes se encuentran con bajoscontenidos.Adicional a esto, el cliente realiza una prueba con el cobre, esta es la pruebade%AR.El AR es un test práctico que utilizan algunos clientes consumidores decátodos de cobre para determinar los contenidos de plomo y azufrepresentes.Para la determinación del AR se utiliza una maquina donde se coloca unamuestra de alambre de 8 mm de espesor y 25 cm de largo, esta máquinahace un esfuerzo de tensión sometiendo a elongación hasta la rotura de lamuestra. Posteriormente se determina el valor de AR de acuerdo a lasiguiente formula:
%AR = (Nuevo cm – 20 cm)* 100 20 cm
De esta manera los clientes pueden saber los contenidos de plomo y azufresin requerir los servicios de análisis de un laboratorio químico.
AR Calculado:Existe una ecuación que permite calcular el valor de AR utilizando lasconcentraciones en ppm de plomo y azufre. De esta manera se puede saberen planta el valor aproximado de AR que tiene los cátodos producidos ydespachados.
Ecuación:AR calculado (%) = 48.2% - (4.3%)*(Pb ppm) - (1.1%)*(S ppm)
Valores mayores a 40 significan para los compradores, cátodos de altacalidad.

ASEGURAMIENTO DE LA CALIDAD DEL COBRE CATÓDICO ENTINTAYA
Este tema del Aseguramiento de la Calidad de nuestro cobre catódico, sesiguió bajo la Metodología Six Sigma .
q Definición del Problema y cuantificación de Beneficios.q Conformación del equipo de Trabajo.q Toma de datos necesarios, para las estadísticas y Análisis de
varianzas.q Mapeo del Proceso.q Análisis Causa – Efecto
Análisis Causa – Efecto de la Calidad del cobre Catódico Tintaya
BajaCalidad del
CatodoS > 5 ppmPb > 2ppm
Maquina Material
Metodo Mano deObra
MedioAmbiente
Medicion
Falla en los calderos deagua al Stripping Machine
No se está cumpliendoprocedimiento Lavado
del Catodo en la Cosecha
Alto Peso delCátodo > 90 kgFalla en Dosificador
de Guartec
Falta de alineamiento delos electrodos
Baja dosificación deGuartec < 300 kg/ton Cu
Falla en las resistencia de la camarade lavado en el Stripping machine
Electrolito Pobre <36 gpl de CuConstantes Cortes
de Energía porTormentas
Falta de inspección en larevisión de Flujos en las celdas
Bajo Flujo de Electrolito encada Celda < 17.0 m3/hr
Concentración deCobalto < 120 ppm
Error en los análisis de Cu,Acido, Cobalto en el electrolito
Contaminación de lasmuestras de cátodos
Mn > 80 ppm en el electrolito
Desborres no continuos,celda sin desborre mayor
a 3 meses
Sólidos en Suspención > 1 ppm
Bajadas y subidas de corriente porproblemas en Rectificadores o
reparaciones
Falta de Limpieza deContactos en las celdas
Arrastres O/A electrolitoa EW > 1 ppm
Falla en el Sistema de Osmosis InversaAspersores Tapados en la cámara de Lavado
Cl- > 25 ppm en el electrolito
Mal contacto del Jumper frame durantedesborre
Barras Triangulares en mal estado
Personal nuevo sin el debidoentrenamiento
Falla en el Lavado de las campanas SAME
FACTORES QUE INCIDEN EN EL INCREMENTO DE AZUFRE:
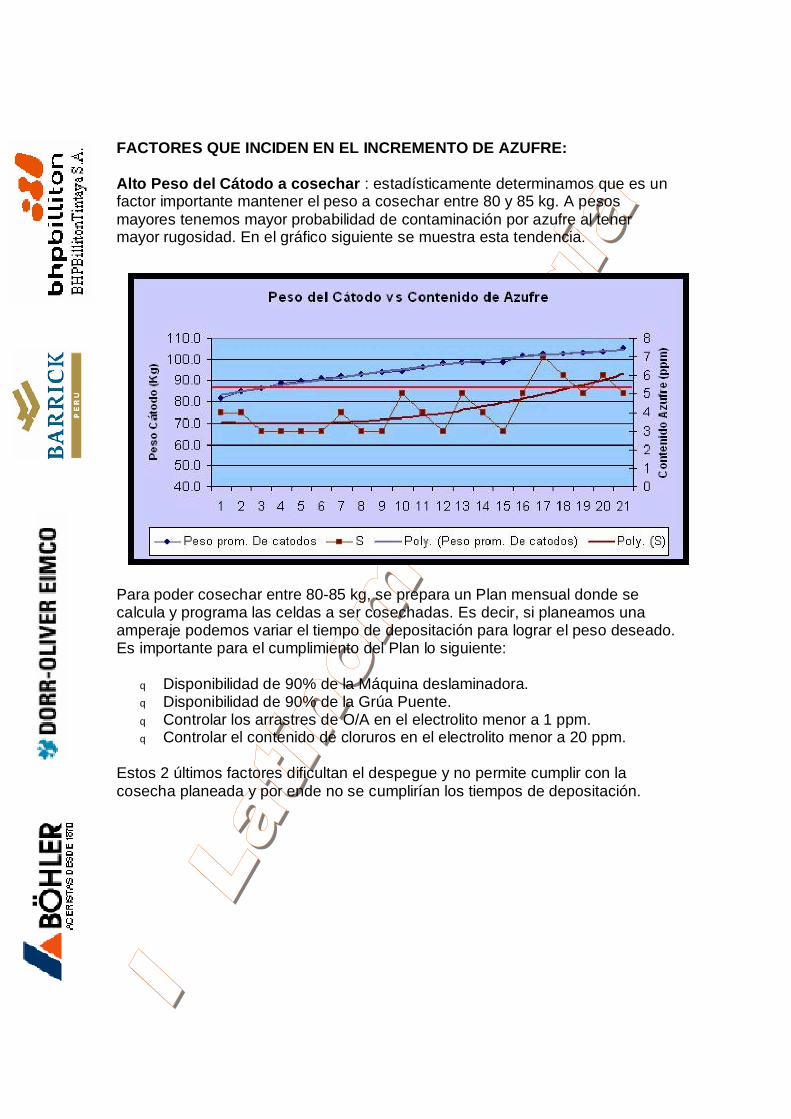
Alto Peso del Cátodo a cosechar : estadísticamente determinamos que es unfactor importante mantener el peso a cosechar entre 80 y 85 kg. A pesosmayores tenemos mayor probabilidad de contaminación por azufre al tenermayor rugosidad. En el gráfico siguiente se muestra esta tendencia.
Para poder cosechar entre 80-85 kg, se prepara un Plan mensual donde secalcula y programa las celdas a ser cosechadas. Es decir, si planeamos unaamperaje podemos variar el tiempo de depositación para lograr el peso deseado.Es importante para el cumplimiento del Plan lo siguiente:
q Disponibilidad de 90% de la Máquina deslaminadora.q Disponibilidad de 90% de la Grúa Puente.q Controlar los arrastres de O/A en el electrolito menor a 1 ppm.q Controlar el contenido de cloruros en el electrolito menor a 20 ppm.
Estos 2 últimos factores dificultan el despegue y no permite cumplir con lacosecha planeada y por ende no se cumplirían los tiempos de depositación.

Dosificación de Guartec :
Para mejorar la calidad de la depositación, produciendo un grano fino y evitar elefecto de nódulo, que son altamente captadores de impurezas, tales como elazufre y el plomo es que se agrega al electrolito un reactivo especial, que es unfloculante y cuya misión es decantar los sólidos en suspensión y que se debeadicionar en concentraciones controladas ya que su mayor presencia aumenta laviscosidad del electrolito disminuyendo la eficiencia de depositación
Sólidos en Suspensión < 1 ppm
Los sólidos suspendidos en el electrolito pueden causar formación de nódulosdebido a que crean patrones irregulares de turbulencia en el anolito y catolito.
Un depósito rugoso influye en la contaminación por Azufre.
Depósito rugoso Depósito bueno

Es importante monitorear los filtros de electrolito, la dosificación de Guartec, lalimpieza de los electrodos nuevos de reposición y cualquier generación de polvoque pueda ingresar al circuito de electrolito.
Concentración de Cu en el Electrolito Pobre > 38 gpl
La concentración de cobre debe mantenerse dentro de un rango dado paraasegurar que el tipo de cristalización inicial y durante el ciclo de cosecha, sea deltipo fino y de alta densidad, es decir, compacto, de manera de inhibir el efecto deoclusión de impurezas, que se da en condiciones de granulación gruesa,evitando la cristalografía del tipo columnar..El fenómeno electro-físico que acontece en la capa límite, es el acomodo demanera estable de un ión que migra desde la solución a la superficie del cátodo,producto de una alta concentración del cobre en el electrolito.El mal ajuste de los cristales en la matriz del depósito, se produce cuando laconcentración de cobre es baja, generando espacios en los cuales se ocluyen yco-depositan impurezas.La capa de difusión es más delgada y genera una menor resistencia ohmica,tendiendo a incrementar la tasa de cristalización de forma desordenada en lamatriz.La disminución de la concentración a niveles menores a 36 gpl no esrecomendable y ocurre cuando se tiene que producir más tonelaje de cobre y sehecha mano del inventario de cobre que mantiene la concentración en elelectrolito, pero hay que balancear entre la producción y la calidad.
Flujo de electrolito en una celda < 17 m3/hr.
La circulación de un flujo específico continuo en la celda asegura que lacorriente aplicada al proceso, entregue como producto un electrolito a unaconcentración en la que la cristalización es óptima, existiendo para este efecto,una relación directa entre el flujo específico y la densidad de corriente aplicada.A una condición de bajo flujo específico respecto a la densidad de corrienteaplicada, se propicia una mala calidad del depósito.Un bajo flujo de electrolito en la celda da como resultado un mayor tiempo depermanencia del electrolito y por ende disminución de la concentración de cobrea valores menores de 36 gpl , terminando en una deposición rugosa como seexplica anteriormente.
Concentración de Cloruros > 20 ppm
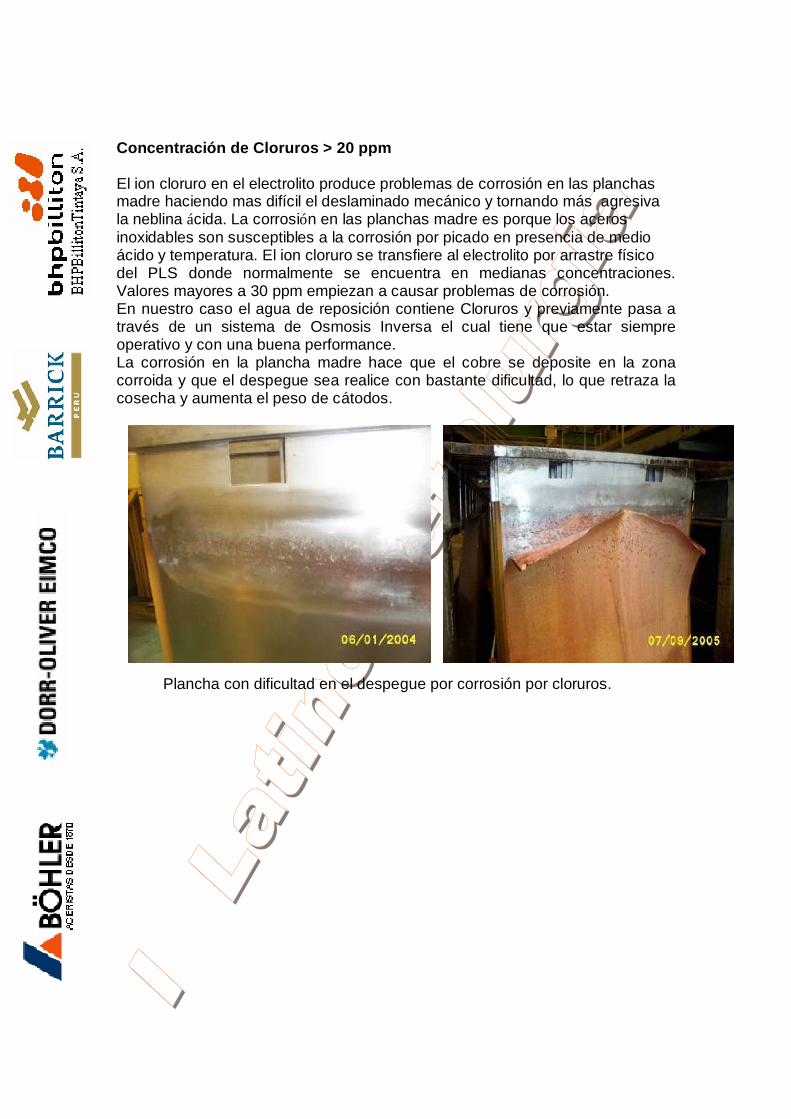
El ion cloruro en el electrolito produce problemas de corrosión en las planchasmadre haciendo mas difícil el deslaminado mecánico y tornando más agresivala neblina ácida. La corrosión en las planchas madre es porque los acerosinoxidables son susceptibles a la corrosión por picado en presencia de medioácido y temperatura. El ion cloruro se transfiere al electrolito por arrastre físicodel PLS donde normalmente se encuentra en medianas concentraciones.Valores mayores a 30 ppm empiezan a causar problemas de corrosión.En nuestro caso el agua de reposición contiene Cloruros y previamente pasa através de un sistema de Osmosis Inversa el cual tiene que estar siempreoperativo y con una buena performance.La corrosión en la plancha madre hace que el cobre se deposite en la zonacorroida y que el despegue sea realice con bastante dificultad, lo que retraza lacosecha y aumenta el peso de cátodos.
Plancha con dificultad en el despegue por corrosión por cloruros.
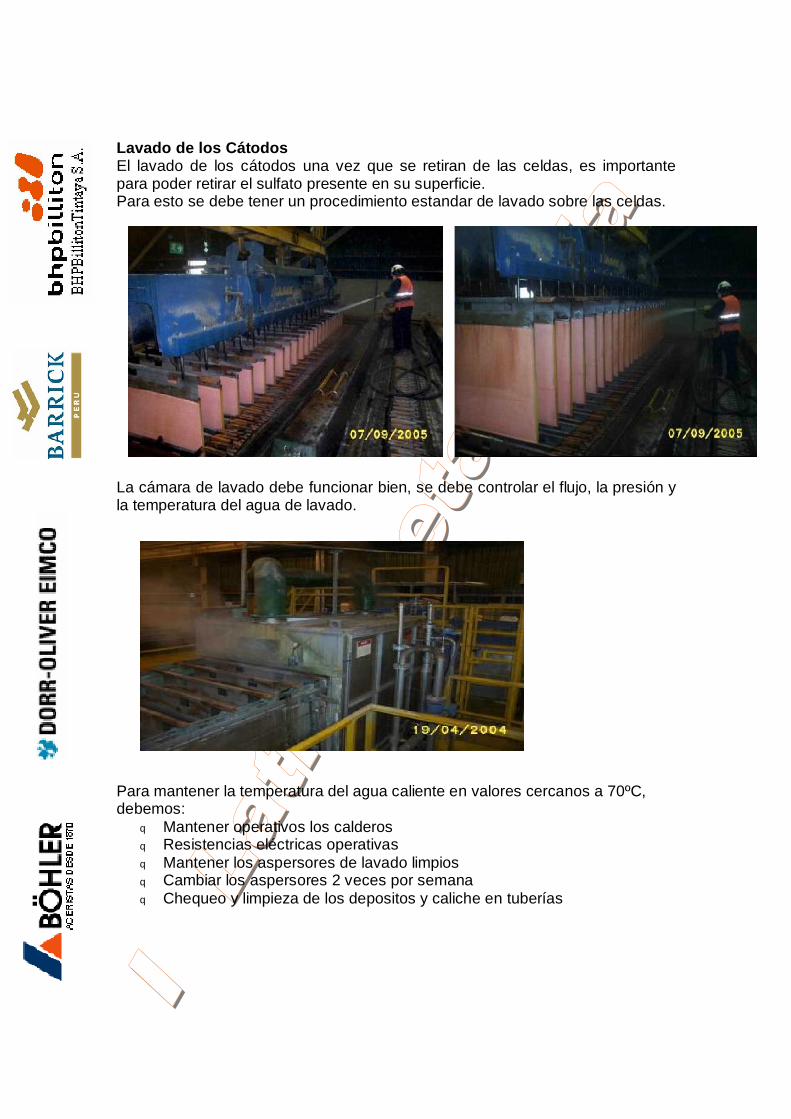
Lavado de los CátodosEl lavado de los cátodos una vez que se retiran de las celdas, es importantepara poder retirar el sulfato presente en su superficie.Para esto se debe tener un procedimiento estandar de lavado sobre las celdas.
La cámara de lavado debe funcionar bien, se debe controlar el flujo, la presión yla temperatura del agua de lavado.
Para mantener la temperatura del agua caliente en valores cercanos a 70ºC,debemos:
q Mantener operativos los calderosq Resistencias eléctricas operativasq Mantener los aspersores de lavado limpiosq Cambiar los aspersores 2 veces por semanaq Chequeo y limpieza de los depositos y caliche en tuberías

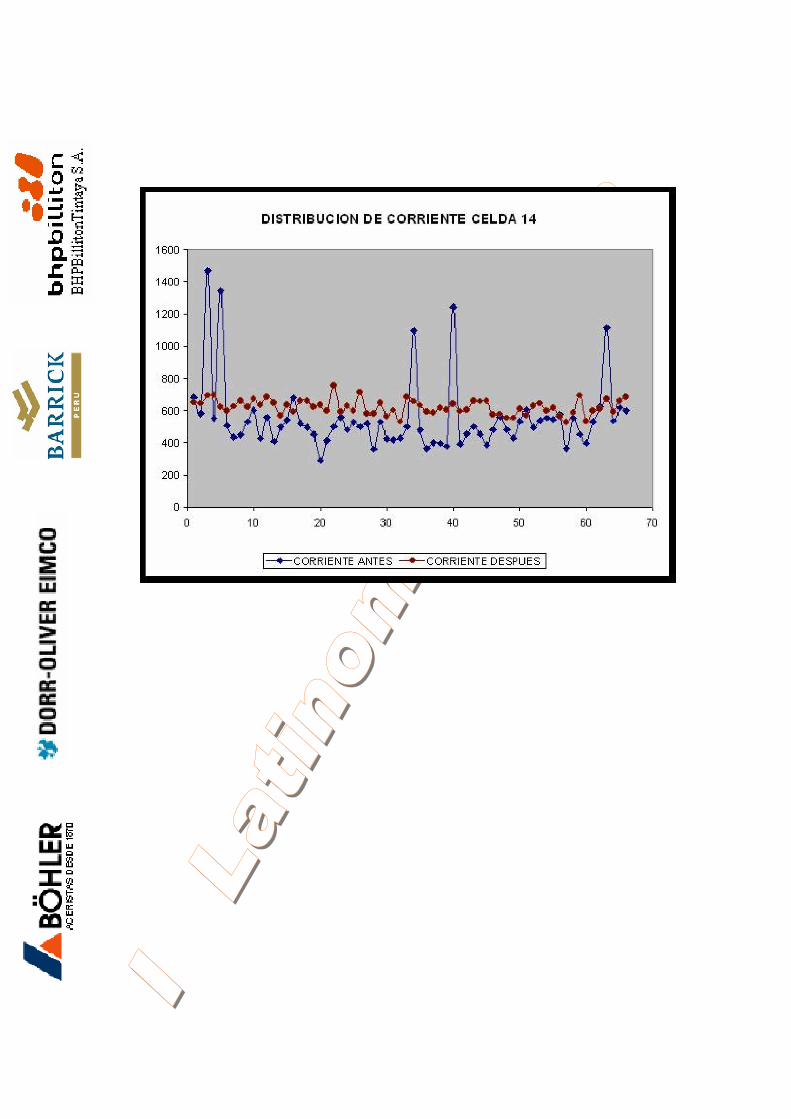
Mala distribución de Corriente en celdas:
La mala distribución de corriente hace que algunos cátodos cuenten con altasdensidades de corriente y otros no, por lo que la rugosidad en dichos cátodosserá variada, unos más rugosos que otros.También en un mismo cátodo puede haber rugosidad variable debido al malalineamiento entre electrodos y por electrodos doblados.Esta mala distribución de corriente es debida a :
q Falta de Limpieza a los contactos.q Barras triangulares en mal estado
Para esto se realizó un monitoreo de distribución de corriente y luego de unalimpieza de las barras triangulares y barras de contacto en la plancha madre, semonitoreó nuevamente la distribución de corriente, se decir antes y después dela Limpieza, obteniéndose el siguiente resultado:
FACTORES QUE INCIDEN EN EL INCREMENTO DE PLOMO:
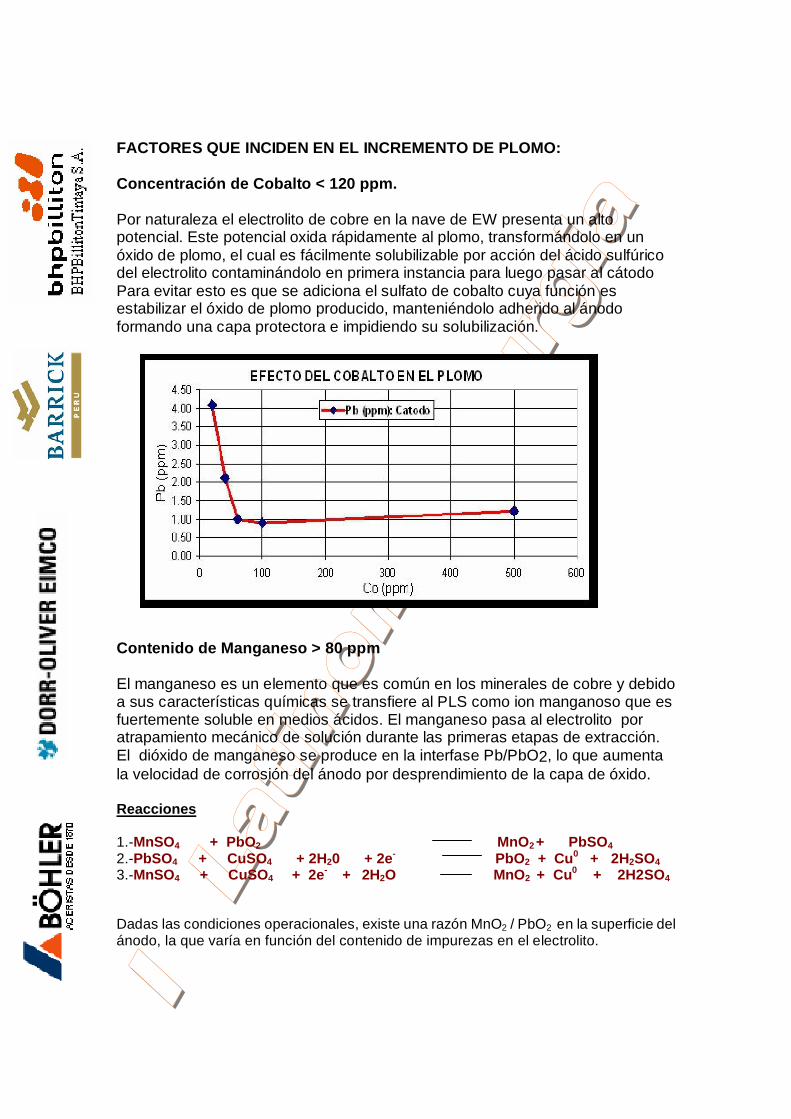
Concentración de Cobalto < 120 ppm.
Por naturaleza el electrolito de cobre en la nave de EW presenta un altopotencial. Este potencial oxida rápidamente al plomo, transformándolo en unóxido de plomo, el cual es fácilmente solubilizable por acción del ácido sulfúricodel electrolito contaminándolo en primera instancia para luego pasar al cátodoPara evitar esto es que se adiciona el sulfato de cobalto cuya función esestabilizar el óxido de plomo producido, manteniéndolo adherido al ánodoformando una capa protectora e impidiendo su solubilización.
Contenido de Manganeso > 80 ppm
El manganeso es un elemento que es común en los minerales de cobre y debidoa sus características químicas se transfiere al PLS como ion manganoso que esfuertemente soluble en medios ácidos. El manganeso pasa al electrolito poratrapamiento mecánico de solución durante las primeras etapas de extracción.El dióxido de manganeso se produce en la interfase Pb/PbO2, lo que aumentala velocidad de corrosión del ánodo por desprendimiento de la capa de óxido.
Reacciones
1.-MnSO4 + PbO2 MnO2 + PbSO42.-PbSO4 + CuSO4 + 2H20 + 2e- PbO2 + Cu0 + 2H2SO43.-MnSO4 + CuSO4 + 2e- + 2H2O MnO2 + Cu0 + 2H2SO4
Dadas las condiciones operacionales, existe una razón MnO2 / PbO2 en la superficie delánodo, la que varía en función del contenido de impurezas en el electrolito.
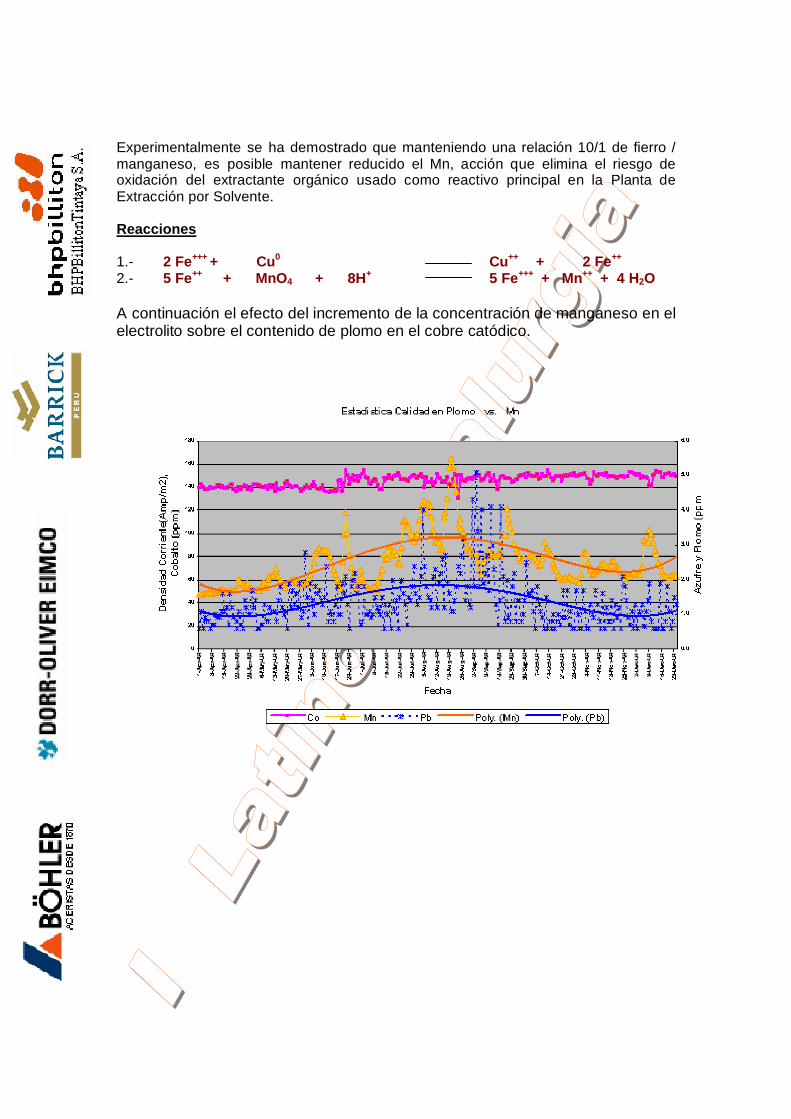
Experimentalmente se ha demostrado que manteniendo una relación 10/1 de fierro /manganeso, es posible mantener reducido el Mn, acción que elimina el riesgo deoxidación del extractante orgánico usado como reactivo principal en la Planta deExtracción por Solvente.
Reacciones
1.- 2 Fe+++ + Cu0 Cu++ + 2 Fe++
2.- 5 Fe++ + MnO4 + 8H+ 5 Fe+++ + Mn++ + 4 H2O
A continuación el efecto del incremento de la concentración de manganeso en elelectrolito sobre el contenido de plomo en el cobre catódico.

Limpieza de celdas:
La limpieza de celdas en forma periódica es importante para mantenercontrolado la contaminación por plomo en el cobre catódico, sobre todo si seincrementa la concentración de Manganeso en el electrolito, si se han tenidodisturbios de corriente o cortes de corrientes seguidas y si se trabaja con altasdensidades de corriente.
Estadísticamente hemos determinado que no debemos pasarnos de 100 días sinque a una celda no se le realice Limpieza, para nuestras condiciones deoperación.
En los siguientes gráfico podemos darnos una idea :
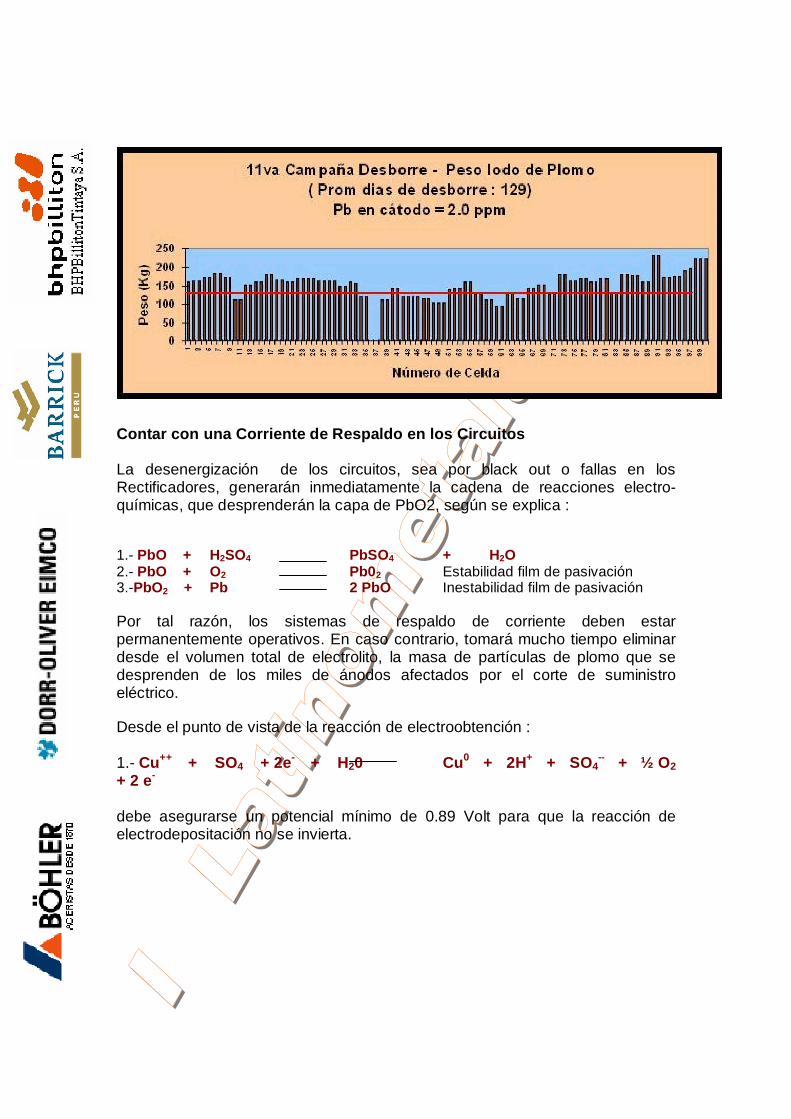
Contar con una Corriente de Respaldo en los Circuitos
La desenergización de los circuitos, sea por black out o fallas en losRectificadores, generarán inmediatamente la cadena de reacciones electro-químicas, que desprenderán la capa de PbO2, según se explica :
1.- PbO + H2SO4 PbSO4 + H2O2.- PbO + O2 Pb02 Estabilidad film de pasivación3.-PbO2 + Pb 2 PbO Inestabilidad film de pasivación
Por tal razón, los sistemas de respaldo de corriente deben estarpermanentemente operativos. En caso contrario, tomará mucho tiempo eliminardesde el volumen total de electrolito, la masa de partículas de plomo que sedesprenden de los miles de ánodos afectados por el corte de suministroeléctrico.
Desde el punto de vista de la reacción de electroobtención :
1.- Cu++ + SO4 + 2e- + H20 Cu0 + 2H+ + SO4-- + ½ O2
+ 2 e-
debe asegurarse un potencial mínimo de 0.89 Volt para que la reacción deelectrodepositación no se invierta.
FACTORES QUE AFECTAN AL INCREMENTO DE PLOMO Y AZUFRE
Actitud del Personal
La actitud del personal es importante porque son los que realizan el trabajo adiario, pueden haber las mejores propuestas las mejores soluciones técnicaspero si no incidimos en la actitud del personal nada saldrá bien, por esodebemos :
q Mantener a la gente motivadaq Todos son responsables por la calidadq Cuando hay un problema, nadie es culpable, siempre buscar las causas
de los problemas y evitar que se repitanq Buena ética de trabajo, trabajo en equipoq Buenos cambios de guardia
Entrenamiento Continuo del Personal
Muchas veces tenemos personal nuevo o en rotación de posiciones, este factores importante tener siempre presente, porque si el personal no realiza unaactividad importante o no lo hace bien, muchas veces es por desconocimiento.Para esto debemos contar con :
q Procedimientos estandarq Reentrenamiento a personal nuevo o en rotación de posiciones.q Libretas con tips importantes.