
Calderas Pirotubular Tesis
97
I UNIVERSIDAD TECNOLOGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERIA ESCUELA DE INGENIERIA INDUSTRIAL TESIS DE GRADO PREVIA A LA OBTENCION DEL TITULO DE INGENIERO INDUSTRIAL TEMA: PLAN DE MANTENIMIENTO PARA CALDEROS DE VAPOR CON ENFOQUE DE GESTION EN PROCESOS EN TEXTIL “LA INTERNACIONAL” AUTOR : IVAN PATRICIO ESPINOZA QUITO – ECUADOR Noviembre - 2003
-
Upload
senin-eduardo-arenas-meyer -
Category
Documents
-
view
80 -
download
4
Transcript of Calderas Pirotubular Tesis

I
UNIVERSIDAD TECNOLOGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERIA ESCUELA DE INGENIERIA INDUSTRIAL
TESIS DE GRADO PREVIA A LA OBTENCION DEL TITULO DE
INGENIERO INDUSTRIAL TEMA: PLAN DE MANTENIMIENTO PARA CALDEROS DE VAPOR CON ENFOQUE DE GESTION EN PROCESOS EN TEXTIL “LA INTERNACIONAL”
AUTOR : IVAN PATRICIO ESPINOZA
QUITO – ECUADOR Noviembre - 2003

II
A U T O R
De la presente Tesis de Grado se responsabiliza el autor
…………………………………..
Iván Patricio Espinoza C.I. 170554280-9
Noviembre - 2.003

III
CERTIFICADO DE ORIGINALIDAD
Certifico que bajo mi dirección, la presente tesis fue desarrollada por el Sr. Iván Patricio Espinoza
……………………………………. Ing. Wilson Gualsaquí
Director de Tesis

IV
AGRADECIMIENTO A la Fábrica “La Internacional” por su apertura y colaboración irrestricta y en ella especialmente a los Ingenieros Carlos Ruales, Director de la Planta de Acabados y Gonzalo Carrillo, Jefe de Mantenimiento y Servicios Industriales. A la Universidad Tecnológica Equinoccial y en ella especialmente a mi Director de Tesis Ing. Wilson Gualsaquí y al Decano de Ciencias de la Ingeniería Ing. Jorge Viteri, porque supieron orientarme no solo como maestros y tutores sino como amigos. A toda mi familia, por su apoyo incondicional e impulso moral que supieron brindarme en todo momento, para concluir y alcanzar tan anhelada meta.

V
DEDICATORIA ESPECIAL A mis hijas: Zaida Patricia, Claudia Yadira, Tatiana Nataly y Tania Alexandra, por ser el eje motivador en mi vida. A mi madre: María Elena, por el tesón y estímulo que me inyecta día a día.

VI
INDICE GENERAL Página I Resumen IX II Summary X CAPITULO 1 1. GENERALIDADES 1 1.1 Introducción 1 1.2 Antecedentes históricos de la empresa 1 1.3 Justificación 2 1.4 Impacto 2 1.5 Objetivos 3
1.6 Variables 3 1.7 Idea a defender 3 1.8 Técnicas de investigación utilizadas 4 1.9 Metodología aplicada 4 CAPITULO 2 2. MARCO TEORICO 5 2.1 Estudio de factibilidad del Plan de procedimientos (PL-PR) 5 2.2 Definiciones de normas ISO 6 2.3 REFERENCIA DE NORMAS ISO 9001 e ISO 9004 (SGC) Y LO APLICABLE A MANTENIMIENTO DE CALDEROS DE VAPOR 7 2.4 Los calderos de vapor, características y funcionamiento 17 2.5 La corrosión en los calderos de vapor 19 2.6 El McDONNELL, localización, características y funcionamiento 20 2.7 Identificación de indicadores en los calderos de vapor 24 2.8 Cálculo de la confiabilidad de un sistema para la evaluación de Indicadores 24 CAPITULO 3 3 DIAGNOSTICO 26 3.1 Ubicación de instalaciones y características 26 3.2 Instalaciones actuales 26 3.3 Características del área de mantenimiento 26 3.4 Gestión actual en el equipo de mantenimiento 30 3.5 Especificaciones técnicas de los calderos de vapor activos 34 3.6 Infraestructura complementaria para los calderos de vapor 35 3.7 Otros elementos de stock de los calderos de vapor 36

VII
CAPITULO 4 4 DISEÑO DEL PLAN 41 4.1 Introducción 41 4.2 Optimización de las líneas de comunicación en la gestión interna 42 4.3 Aplicación del diagrama de macro proceso sugerido a la fábrica textil “La Internacional” 42 4.4 Aplicación del ciclo de mejoramiento continuo eficaz 44 4.5 PLAN DE MANTENIMIENTO PARA CALDEROS DE VAPOR CON APOYO DE NORMAS ISO Y SUS ANALOGIAS 46 4.6 PROPOSITOS 47 4.7 OBJETIVOS 47 4.8 GESTION PARA MANEJO DE INDICADORES Y METAS 47 4.9 ANALOGIAS DE LAS NORMAS ISO PARA MANTENIMIENTO EN CALDEROS DE VAPOR 49 4.9.1 PL-PR1 El Recurso Humano 50 4.9.2 PL-PR2 Establecimiento de políticas para activar un sistema de
mejora continua, con desarrollo de acciones preventivas, el TPM y acciones correctivas de mantenimiento 56
4.9.3 PL-PR3 Adecuación del ambiente laboral 60 4.9.4 PL-PR4 Tareas de gestión y control de registros 60 4.9.5 PL-PR5 Concordancia de infraestructura con los requisitos del cliente 63 4.9.6 PL-PR6 Criterios de compras para las adquisiciones 63 4.9.7 PL-PR7 Implementación de un sistema de control con
dispositivos de medición 65 4.9.8 PL-PR8 Diseño de un sistema de Identificación y Trazabilidad 67 4.9.9 PL-PR9 Seguimiento continuo y evaluación de la gestión
que satisface al cliente 69 4.10 Mecanismos de auditorias internas y externas 71 CAPITULO 5 5 PRONOSTICO DE RESULTADOS, CONCLUSIONES Y RECOMENDACIONES 73 5.1 Pronóstico de resultados 73 5.2 Conclusiones 74 5.3 Recomendaciones 75 Bibliografía 76 Simbología 78 Glosario 79 Anexos 80

VIII
Indice de Figuras Nº 1.- Ciclo de mejora continua del sistema de gestión de la calidad 15 Nº 2.- Caldero de vapor tipo piro-tubular (cortes lateral y frontal) 17 Nº 3.- Gráfico interno de un caldero tipo piro-tubular y sus partes 18 Nº 4.- Caso de corrosión en los calderos de vapor 19 Nº 5.- McDONNELL, ubicación superior lateral del caldero (foto) 20 Nº 6.- McDONNELL abierto 21 Nº 7.- Dimensiones y detalles del McDONNELL 23 Nº 8.- Cálculo de la confiabilidad de un sistema 25 Nº 9.- Organigrama de gestión interna en la planta de acabados 28 Nº10.- Caldero de vapor tipo pirotubular 29 Nº11.- Reunión de trabajo del equipo de mantenimiento (foto) 30 Nº12.- Palanca para realizar “golpes de purga” (foto) 33 Nº13.- Tanques de reserva de agua para los calderos de vapor (foto) 35 Nº14.- Diagrama de Pareto y costos de fallas por elemento 37 Nº15.- Formato de características del proceso individual 39 Nº16.- Características del proceso individual 40 Nº17.- Ciclo de mejora continua del sistema de gestión de la calidad en Servicio 45 Indice de Cuadros Nº 1.- Síntesis de procedimiento para elaborar un plan general 42 Indice de Diagramas Nº 1.- Diagrama de macroproceso para “La Internacional” 43 Indice de Tablas Nº 1.- Procedimientos de gestión por elemento 48 Nº 2.- Cumplimiento de requisitos del empleado 51 Nº 3.- Solicitud de entrenamiento 53 Nº 4.- Registro de entrenamiento semestral 54 Nº 5.- Plan de mantenimiento preventivo 59 Nº 6.- Egreso e ingreso de materiales 61 Nº 7.- Control de recepción de materiales 62 Nº 8.- Presupuesto repuestos de mantenimiento anual por mes 64 Nº 9.- Equipos de medición 66 Nº10.- Mantenimiento de calderos de vapor – procedimiento 68 Nº11.- Reporte de no conformidades 72

IX
PLAN DE MANTENIMIENTO PARA CALDEROS DE VAPOR CON ENFOQUE DE GESTION EN PROCESOS
ELABORADO EN LA FABRICA TEXTIL “LA INTERNACIONAL” I RESUMEN.- La presente tesis, considera el desarrollo de un Plan de procedimientos para el mantenimiento integral de calderos de vapor, que determine estrategias operativas y recomendaciones, sustentadas en directrices operativas de las normas ISO 9001 e ISO 9004 versión 2000, el sistema de Mantenimiento Productivo Total (TPM) y demás técnicas científicas experimentales. El diagnóstico se realizó de las actuales condiciones de la empresa, a fin de estructurar el citado Plan, adaptando lo aplicable del sistema de gestión de calidad en normas ISO 9001 e ISO 9004, a aspectos reales del mantenimiento de los calderos de vapor, para obtener normativos guías y recomendaciones prácticas que se ajusten a los propósitos y objetivos planteados. Se ha tomado como base fundamental, la identificación de los puntos claves de acople entre los procedimientos sugeridos en nuestro Plan con el sistema ya existente. Se han diseñado guías operativas, para que los trabajadores guiándose en éstas, apliquen los procedimientos que hagan factible alcanzar un mejoramiento continuo, que refuerce la optimización del programa de mantenimiento actual, y disponer de bases documentadas sustentables.
Al establecer un sistema operativo estratégico de mantenimiento integral, se ha tratado, no sólo de facilitar el mejoramiento del trabajo sino de situarnos en una posición acorde con el modus operandi vigente en la industria internacional. Considero el presente Plan como estratégico, debido a que, con su aplicación se obtendrá una mejor y apropiada predisposición en la organización, por adoptar las directrices que establecen las normas internacionales ISO. Pretendemos que, con la aplicación del presente trabajo, se alcance un nivel operativo que mejore en forma continua el rendimiento de los calderos de vapor, dada la optimización progresiva de los procedimientos, y, superando a la vez dificultades e imprevistos que se presentan ineludiblemente.

X
MAINTENANCE PLAN FOR STEAM CAULDRONS WITH MANAGEMENT APPROACH IN PROCESS ELABORATED IN THE MANUFACTURES TEXTILE "THE INTERNATIONAL" II SUMMARY.- The present thesis, considers the development of a procedures Plan for the integral cauldrons maintenance of steam, that determine operative strategies and recommendations, sustained in operative directors of the procedures ISO 9001 and ISO 9004 version 2000, the system of Total Productive Maintenance (TPM) and other experimental scientific techniques. The diagnosis was accomplished of the current conditions of the company, in order to structuring cited Plan, adapting what is applicable of the management system of quality in procedures ISO 9001 and ISO 9004, to real aspects of the maintenance of the steam cauldrons, to obtain normative guides and practical recommendations that are adjusted to the purposes and objective outlined. It has been taken as fundamental base, the identification of the key issues of couple between the procedures suggested in our Plan with the already existing system. They have been designed operative guides, so that the workers being guided in these, apply the procedures that make feasible to reach a continuous improvement, that reinforce the optimization of the current maintenance program, and to have sustainable documented bases. Upon establishing a strategic operative system of integral maintenance, it has been treated, not only of facilitating the improvement of the work but of locating us in an agreed position with modus operandi outstanding in international industry. I consider the present Plan as strategic, due to the fact that, with its application will be obtained a better and appropriate bias in the organization, by adopting the directors that establish the international procedures ISO. We intend that, with the application of the present work, is scope an operative level that improve in continuous form the yield of the steam cauldrons, given the progressive optimization of the procedures, and, surpassing at the same time difficulties and unforeseen that are presented inequitable.

1
CAPITULO 1. 1. GENERALIDADES 1.1 Introducción Ante la oportunidad de desarrollar una tesis de Ingeniería Industrial, en la fábrica textil “La Internacional” y la posibilidad de adoptar un proyecto de mejoramiento continuo en el área de calderos de vapor, por generarse desde allí el suministro energético base para el funcionamiento de la planta de acabados, se planteó un esquema actualizado en procesos de mantenimiento, en función de normas ISO a aplicarse en esta área. Este Plan pretendería, dar el acoplamiento de las normas ISO al sistema actual de trabajo, en los diferentes aspectos de mantenimiento en la citada área., basándonos en los parámetros que a continuación cito:
- Nos apoyamos en las normas ISO 9001 e ISO 9004 versión 2000, para obtener un enfoque de aplicación, de acuerdo a los sistemas actuales de organización integral y mantenimiento productivo total (TPM).
- Elaboramos de un Plan, para el mantenimiento progresivo integral y
mejoramiento continuo en el área de los calderos de vapor, que redunde en organización y mejor desarrollo de los procedimientos que lleven a cumplir con las metas establecidas por producción y que determine las estrategias de mantenimiento que ligadas a productividad conduzcan al logro de la misión y visión de la empresa.
- Sugerimos aplicar normas, para el mejor manejo de información y toma de decisiones, mediante la aplicación de 9 procedimientos con enfoque en procesos, mismos que permitirán llegar a un sistema de mantenimiento productivo total (TPM). 1.2 Antecedentes históricos de la empresa La fábrica textil “La Internacional” es una de las empresas más antiguas en Sudamérica. Fue fundada en el año 1.921, en Quito – Ecuador, por Luis Napoleón Dillon, con un capital de inversión de $ 1´000.000,00 (un millón de sucres) es decir, en la actualidad, con 40,00 U.S.D. (1) Sus instalaciones inicialmente estuvieron al sur de la ciudad, en las calles Pedro Gual y avenida Pedro Vicente Maldonado; junto a la estación de ferrocarril, por ser un lugar estratégico para recibir la materia prima, maquinarias y otros insumos que llegaban en ese entonces por este medio de transporte e igualmente, desde allí, se enviaban los productos terminados (telas e hilos) a los diferentes lugares del país. -----------------------------------
(1) Fuente: Historia de”La Internacional”. Investigación de tesis Elaborado por: Patricio Espinoza.

2
La empresa, generando plazas de trabajo, ha venido sirviendo a su clientela, nacional e internacional mediante la provisión de productos de alta calidad y de variadas características, así como de otros servicios textiles. Desde siempre, ha estado dirigida por empresarios con visión de desarrollo. Su crecimiento en producción y recursos, sumados al incremento de capital de inversión, la han convertido en la empresa textil más grande del Ecuador y a su vez ha logrado una renombrada fama “de gran industria nacional”. 1.3 Justificación La presente tesis se desarrolla en y para el área de servicios industriales en la fábrica textil “La Internacional” S.A.; en ésta, considerándose los requerimientos internos, se diseña un Plan de Procedimientos (PL-PR) (2), con enfoque de gestión en procesos, éste contendría normativos y recomendaciones para el mantenimiento integral y continuo de los calderos de vapor. Este Plan, se sustenta en los requisitos del sistema de administración de la calidad total, apoyado en las normas ISO, recomendaciones, y en técnicas de mantenimiento productivo total (TPM), por lo que, se estaría cumpliendo los requerimientos básicos de calificación y certificación en calidad de servicio, acordes a los propósitos de la industria actual. 1.4 Impacto En el presente estudio, al diseñarse un Plan operativo de gestión para el mantenimiento integral de los calderos de vapor, apoyado en los sistemas de gestión de calidad ISO 9001, ISO 9004, técnicas del Mantenimiento Productivo Total (TPM), y varias recomendaciones, se está creando el campo propicio para desarrollar posteriormente, lo que podría tomarse como referencia en gestión de partida para los demás ámbitos de mantenimiento en la empresa. En el citado Plan, al enfocar el mantenimiento preventivo, tomaremos como referencia el sistema de mejoramiento productivo total (TPM), ya que nuestra meta es establecer un sistema de mejoramiento continuo, adaptable a técnicas de secuencias operativas, que relacionen responsabilizando paulatinamente al personal administrativo y operativo de la planta, con la productividad que se puede obtener a través de este modelo de mantenimiento. Este estudio, con asesoramiento de profesionales y empresarios de bastos conocimientos y experiencia en mantenimiento y el apoyo de bibliografía y referencias a cursos de ingeniería industrial; delineará una metodología acorde a las necesidades de nuestras industrias, en las condiciones actuales; por lo cual es importante encontrar la ruta de gestión para un eficaz mantenimiento continuo productivo. -----------------------------------
(2) (PL-PR): Significa Plan de Procedimiento.-Investigación de tesis Simbología establecida para aplicación de normas ISO. Elaborado por: Patricio Espinoza.
3
1.5 Objetivos: 1.5.1 Objetivo general Proponer a través de la presente tesis, un Plan de mantenimiento y mejoramiento integral, secuencial y continuo, apoyado en procedimientos de las normas ISO 9001, ISO 9004, el sistema TPM, y plan de técnicas de Ingeniería Industrial, mismas que nos garantizan pronosticar eficiencia, eficacia y efectividad en el mantenimiento, manejo y administración de los calderos de vapor. 1.5.2 Objetivos Específicos:
1. Alcanzar un diagnóstico de la situación actual con el fin de organizar y justificar gestiones requeridas en el programa de mantenimiento y que serán base para el Plan propuesto.
2. Proponer la creación de Comités técnicos CT, para la ejecución diaria de
los procedimientos que señala el Plan PL-PR, para satisfacer los requerimientos de los clientes.
3. Establecer un sistema de control y evaluación diaria, mensual, trimestral y
semestral, de las actividades que realiza el personal del área, de acuerdo a las normas establecidas en el Plan.
4. Implantar procedimientos para ajustes y mejoras, de acuerdo a los
requisitos establecidos por la norma. 5. Establecer indicadores para medir los resultados obtenidos.
1.6 Variables: Las variables que no se deben perder de vista en la presente tesis son: Variable independiente: Area de calderos de vapor “La Internacional” Variables dependientes: Sistema PL-PR (nueve pasos) Procedimientos documentados Políticas 1.7 Idea a defender “Si se aplicarían los procedimientos Plan (PL -PR) propuesto, para el mantenimiento de los calderos de vapor en la fábrica textil “La Internacional”, se lograría aseguramiento interno de calidad en servicios, garantizando la disminución de costos por fallas imprevistas, mejorar el ambiente laboral, y garantía de entrega de productos y servicios justo a tiempo”.
4
1.8 Técnicas de investigación utilizadas:
a.- Observación y análisis de datos: A partir del estudio y recopilación de datos de información interna del área de calderos de vapor, se realizará un análisis en términos cualitativos y cuantitativos.
b.- Recopilación documental:
Se hará la revisión bibliográfica necesaria, con el fin de encontrar información necesaria para la aplicación efectiva de la gestión de calidad en el área de los calderos de vapor.
1.9 Metodología aplicada Los Métodos de investigación utilizados en el presente estudio son:
a.- Método inductivo-deductivo. Análisis simultáneo de la información existente en la empresa, y la información que obtiene acerca del tema, en la bibliografía sobre Normas ISO, buscando el acoplamiento más aplicable a las condiciones actuales de la empresa. Casos particulares ----- Conclusiones generales y viceversa.
b.- Método analítico-sintético.
Revisión de informes en función de nuestra propuesta, para estar en capacidad de dar recomendaciones finales, que conviertan en operativo el objetivo esencial del presente plan.
c.- Método hipotético-deductivo.
Planteamiento de actividades de gestión alternas, como claves de aplicación analógica a un proceso de mejoramiento preconcebido.
La investigación se fundamentó en la necesidad de concebir operatividad de los procedimientos tomados de un extracto de las normas ISO y el sistema TPM y lograr un Plan de mantenimiento integral, aplicable y adecuado al área de los calderos de vapor. Se incluyó la determinación de la competencia del personal en sus tareas y responsabilidades, con el propósito de optimizar el rendimiento del recurso humano.

5
CAPITULO 2 2. MARCO TEORICO El marco teórico, se inicia a partir del estudio de factibilidad del plan propuesto PL-PR, cuyo cuestionamiento consta a continuación y que fuera presentado a la jefatura de mantenimiento y servicios industriales de la fábrica textil “La Interna cional”, misma que dio su expresa aceptación. 2.1 Estudio de factibilidad del Plan de procedimientos (PL-PR) Para garantizar y reafirmar la factibilidad de aplicación del presente estudio, es necesario dar contestación a las siguientes cuatro preguntas de investigación: a.- ¿Se justifica la implementación del Plan de procedimientos (PL-PR) propuesto para mantenimiento? Ubicándonos en la actual corriente de la globalización, en que está inmersa la industria ecuatoriana y considerando los retos de competitividad que exige un mejoramiento permanente de gestión de calidad, tanto interno como externo del servicio; éste será un trabajo práctico y aplicable, que redundará en beneficio de la planta de acabados de la fábrica textil “La Intern acional”, por la optimización de procedimientos, el mejor manejo de información y la aplicación de normas actualizadas, respecto a mantenimiento de calderos de vapor. b.- ¿Es factible adoptar el Plan de gestión de procesos para llevar a cabo un mantenimiento productivo continuo? Sí, puesto que a la empresa le interesa establecer un ciclo productivo continuo de mantenimiento, con normas y procedimientos que se apeguen a los sistemas internacionales de operatividad integral, para así obtener “una mejor c alidad en servicio”. (3) c.- ¿El sistema de mantenimiento actual necesita implantar el Plan de trabajo propuesto? Actualmente la empresa tiene la maquinaria indispensable, el espacio físico requerido y ha emprendido una serie de gestiones innovadoras en mantenimiento, de ahí que es oportuno acoplar el presente sistema normativo tipo ISO, y “TPM”, a los procedimientos que están utilizándose. d.-¿La satisfacción del cliente justifica que la empresa busque un mecanismo de optimización del mantenimiento? Sí, porque actualmente las empresas, en general tienen un alto grado de competitividad y se ven en la necesidad urgente de establecer normas que internacionalmente garanticen el cumplimiento de los requisitos que exigen el cliente y la “calidad del servicio”. --------------------------------- (3) Fuente: [email protected] Elaborado por: Patricio Espinoza.

6
2.2 Definiciones de normas ISO:
• “ISO (Organización Internacional de Normalización). • Es una Federación Mundial de Organismos Nacionales de Normalización
(Organismos Miembros de ISO).
• Las normas internacionales son dadas por los Comités Técnicos de ISO. Cada organismo miembro, interesado en una materia tiene derecho a estar representado en el Comité Técnico específico para su materia” (4) Debo anotar, que la norma ISO 9001 tiene coherencia complementaria con la norma ISO 9004, y es así como debe ser aplicada, para conseguir los propósitos y objetivos sugeridos en este proyecto, el mismo que se presenta como lo ideal y mejor en la gestión de calidad. La norma ISO 9001 determina procedimientos orientados hacia el mejoramiento de la calidad del producto y /o servicio para aumentar la satisfacción del cliente. La norma ISO 9004 da una amplia perspectiva sobre la gestión de calidad, para conseguir mejoras sucesivas en los rendimientos. Por lo que, si aplicamos las dos normas cíclicamente, lograremos un mejoramiento integral permanente, eficaz, eficiente y efectivo que nos conduzca a nuestro objetivo final.
2.2.1 Definiendo normalización:
La normalización es la gestión colectiva orientada a normar las actuaciones ante situaciones repetitivas, que se ocasionan generalmente en los campos científicos o técnicos. Consiste en la elaboración, difusión y aplicación de normas, como documento consensuado, accesible al público, que contiene especificaciones técnicas y criterios unificados de las partes interesadas en esa temática, presentadas como reglas o guías que garanticen el fiel cumplimiento de los procesos y servicios sujetándose a los requisitos especificados. 2.2.2 Qué pretende? En Plan PL-PR al realizar las tareas de gestión propuestas, mediante los nueve pasos aquí señalados, pretende alcanzar:
- simplificar la gestión de mantenimiento y facilitar la Inter.-cambiabilidad, - proteger y garantizar las expectativas del cliente, - posibilitar la mejor selección de proveedores, y - eliminar las barreras en las interrelaciones que se dan en el entorno industrial. -----------------------------------
(3) Fuente: Tomado del prólogo de Normas ISO 9004: 2000 (traducción certificada). Elaborado por: Patricio Espinoza.

7
2.3 REFERENCIA DE NORMAS ISO 9001 e ISO 9004 (SGC) Y LO APLICABLE A MANTENIMIENTO DE CALDEROS DE VAPOR
El sistema de gestión de calidad SGC consta de 8 puntos, recomendables para mejorar los procedimientos internos en las organizaciones, mismos que contienen las normas ISO 9001 como las ISO 9004. Son las que constan a continuación: 1.- Objeto y campo de aplicación 2.- Referencias normativas 3.- Términos y definiciones 4.- Sistema de gestión de calidad 5.- Responsabilidad de la dirección 6.- Gestión de recursos 7.- Realización del producto 8.- Medición, análisis y mejora De las normas con certificación INEN, en las que se objetivan las 8 referidas, tanto en las ISO 9001, como en las ISO 9004, para nuestro plan, sólo se tomó un extracto de los tres últimos puntos, es decir: de los puntos 6, 7, y 8, mismos que involucran los temas que a continuación presentamos: (5) 6.2 Recursos humanos 6.2.1 Generalidades 6.2.2 Competencia, toma de conciencia y formación 6.3 Infraestructura 6.4 Ambiente de trabajo 7.4 Compras 7.4.1 Proceso de compras
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

8
7.5 Producción y prestación del servicio 7.5.1 Control de la producción y de la prestación del servicio
7.5.2 Identificación y trazabilidad 7.6 Control de los dispositivos de seguimiento y de medición 8.2 Seguimiento y medición 8.2.1 Satisfacción del cliente 8.2.2 Auditoria interna 8.5 Mejora 8.5.1 Mejora continua 8.5.2 Acción correctiva 8.5.3 Acción preventiva A continuación, en el desarrollo del diseño, se determinará la aplicabilidad de estos puntos, utilizando términos técnicos propios en mantenimiento de calderos de vapor.
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

9
2.3.1 EXTRACTO DEL SISTEMA SGC APLICADO A MANTENIMIENTO DE CALDEROS DE VAPOR (NORMAS ISO 9001 e ISO 9004) (5)
“6. Gestión de los recursos 6.1 Provisión de recursos La organización debe determinar y proporcionar los recursos necesarios, para:
a) implementar y mantener el sistema de gestión de la calidad y mejora continua de su eficacia, y b) aumentar la satisfacción del cliente mediante el cumplimiento de sus requerimientos. 6.2 Recursos humanos 6.2.1 Generalidades El personal que realice trabajos inherentes a la provisión del servicio, debe ser competente y por lo tanto, tener sólidas bases en su formación (educación) habilidades y experiencia apropiada. 6.2.2 Competencia, toma de conciencia y formación La organización debe: a) determinar la competencia necesaria para el personal que realiza trabajos de mantenimiento, b) dar facilidades para mejor adiestramiento del personal, o desarrollar acciones para satisfacer la necesidad de capacitación, c) evaluar la eficacia de las acciones tomadas, d) asegurarse de que su personal es consciente de la pertinencia e importancia de su rol, por cómo contribuyen al logro de los objetivos de calidad del servicio, e) mantener registros de los record de educación, formación, habilidades y experiencia de su personal (tomado de 4.2.4).”
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada)
Elaborado por: Patricio Espinoza.

10
4.2.4 Control de los registros “Los registros deben establecerse y mantenerse para proporcionar evidencia de la conformidad con los requisitos, así como de la operación eficaz del sistema de gestión de la calidad. Estos deben ser legibles, fácilmente identificables y recuperables. Debe establecerse un procedimiento documentado para definir los controles necesarios para la identificación, el almacenamiento, la protección, la recuperación, el tiempo de retención y la disposición de los registros”. 6.3 Infraestructura “La organización debe determinar, proporcionar y mantener la infraestructura necesaria para lograr la conformidad con los requisitos del producto. La infraestructura incluye, cuanto sea aplicable: a) edificios: espacio de trabajo y servicios asociados, b) equipos para los procesos: tanto hardware como software, y c) servicios de apoyo tales como: transporte o comunicación”. 6.4 Ambiente de trabajo “La organización debe determinar y gestionar el ambiente de trabajo necesario para lograr la conformidad con los requisitos del producto”. 7.4 Compras 7.4.1 Proceso de compras “La organización debe asegurarse de que el producto adquirido cumple los requisitos de compra especificados. El tipo y alcance del control aplicado al proveedor y al producto adquirido debe depender del impacto del producto adquirido en la posterior realización del producto o sobre el producto final. La organización debe evaluar y seleccionar los proveedores en función de su capacidad para suministrar productos de acuerdo con los requisitos de la organización. Deben establecerse los criterios pata la selección, la evaluación y la reevaluación. Deben mantenerse los registros de los resultados de las evaluaciones y de cualquier acción necesaria que se derive de las mismas” (véase 4.2.4). --------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada)
Elaborado por: Patricio Espinoza.

11
7.5 Producción y prestación del servicio
7.5.1 Control de la producción y de la prestación del servicio “La organización debe planificar y llevar a cabo la producción y la prestación del servicio bajo condiciones controladas. Las condiciones controladas deben incluir, cuando sea aplicable a) la disponibilidad de información que describa las características del producto, b) la disponibilidad de instrucciones de trabajo, cuando sea necesario, c) el uso del equipo apropiado,
d) la disponibilidad y uso de dispositivos de seguimiento y medición,
e) la implementación del seguimiento y de la medición, y
f) la implementación de actividades de liberación, entrega posteriores a la
entrega.” 7.5.3 Identificación y trazabilidad “Cuando sea apropiado, la organización debe identificar el producto por medios adecuados, a través de toda la realización del producto. La organización debe identificar el estado del producto con respecto a los requisitos de seguimiento y medición. Cuando la trazabilidad sea un requisito, la organización debe controlar y registrar la identificación única del producto” (véase 4.2.4). Nota.- En algunos sectores industriales, la gestión de la configuración es un medio para mantener la identificación y la trazabilidad. 7.6 Control de los dispositivos de seguimiento y de medición “La organización debe determinar el seguimiento y la medición a realizar, y los dispositivos de medición y seguimiento necesarios para proporcionar la evidencia de la conformidad del servicio” (véase 7.2.1).
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

12
7.2.1 Determinación de los requisitos relacionados con el producto La organización debe determinar: a) “los requisitos especificados por el cliente, incluyendo los requisitos para las actividades de entrega y las posteriores de la misma, b) los requisitos no establecidos por el cliente, pero necesarios para el uso especificado o para el uso previsto, cuando sea conocido, c) los requisitos legales y reglamentarios relacionados con el producto, y d) cualquier requisito adicional determinado por la organización”. “La organización debe establecer procesos para asegurarse de que el seguimiento y medición pueden realizarse y se realizan de una manera coherente con los requisitos de seguimiento y medición.
Para asegurarse de la validez de los resultados, el equipo de medición debe: a) calibrarse o verificarse a intervalos periódicos o antes de la utilización,
comparados con patrones de medición trazables a patrones de medición nacionales o internacionales; cuando no existan tales patrones debe registrarse la base utilizada para la calibración o la verificación;
b) ajustarse o reajustarse según sea necesario; c) identificarse para poder determinar el estado de calibración; d) protegerse contra ajustes que pudieran invalidar el resultado de medición; e) protegerse contra los daños y el deterioro durante la manipulación, el mantenimiento y el almacenamiento. Además, la organización debe evaluar y registrar la validez de los resultados de las mediciones anteriores, cuando se detecte que el equipo no está conforme con los requisitos. La organización debe tomar las acciones apropiadas sobre el equipo y sobre cualquier producto afectado. Deben mantenerse registros de los resultados de la calibración y de la verificación (véase 4.2.4).”
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

13
8 Medición, análisis y mejora 8.2 Seguimiento y medición 8.2.1 Satisfacción del cliente “Como una de las medidas del desempeño del sistema de gestión de la calidad, la organización debe realizar el seguimiento de la información relativa a la percepción del cliente con respecto al cumplimiento de sus requisitos por parte de la organización. Deben determinarse los métodos para obtener y utilizar dicha información”. 8.2.2 Auditoria interna “La organización debe llevar a cabo a intervalos planificados auditorias internas para determinar si el sistema de gestión de calidad a) es conforme con las disposiciones planificadas, con los requisitos de esta norma internacional y con los requisitos del sistema de gestión de la calidad establecidos por la organización, y b) se ha implementado y se mantiene de manera eficaz Se debe planificar un programa de auditorias tomando en consideración el estado y la importancia de los procesos y las áreas a auditar, así como los resultados de auditorias previas. Se deben definir los criterios de auditoria, el alcance de la misma, su frecuencia y metodología. La selección de los auditores y la realización de las auditorias deben asegurar la objetividad e imparcialidad del proceso de auditoria. Los auditores no deben auditar su propio trabajo. Deben definirse en un procedimiento documentado, las responsabilidades y requisitos para la planificación y realización de auditorias, para informar de los resultados y para mantener los registros (véase 4.2.4). La dirección responsable del área que esté siendo auditada debe asegurarse de que se toman acciones sin demora injustificada para eliminar las no conformidades detectadas y sus causas. Las actividades de seguimiento deben incluir la verificación de las acciones tomadas y el informe de los resultados de la verificación (véase en la página siguiente 8.5.2).”
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

14
8.5 Mejora 8.5.1 Mejora continua “La organización debe mejorar continuamente la eficacia del sistema de gestión de la calidad mediante el uso de la política de la calidad, los objetivos de la calidad, los resultados de las auditorias, el análisis de datos, las acciones correctivas y preventivas y la revisión por la dirección”.
(Ver figura Nº 1, página Nº 15 “Mejora continua y SGC basada en procesos”). (5) 8.5.2 Acción correctiva “La organización debe tomar acciones para eliminar la causa de no conformidades con objeto de prevenir que vuelva a ocurrir. Las acciones correctivas deben ser apropiadas a los efectos de las no conformidades encontradas. Debe establecerse un procedimiento documentado para definir los requisitos para: a) revisar las no conformidades (incluyendo las quejas de los clientes), b) determinar las causas de las no conformidades, c) evaluar la necesidad de adoptar acciones para asegurarse de que las no conformidades no vuelvan a ocurrir, d) determinar e implementar las acciones correctivas necesarias, e) registrar los resultados de las acciones tomadas (véase 4.2.4), y f) revisar las acciones correctivas tomadas.” --------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000 (traducción certificada) Elaborado por: Patricio Espinoza.

15
Gráfico del ciclo de mejora continua del producto. Figura Nº 1 (5)

16
8.5.3 Acción preventiva (ISO 9001) “La organización debe determinar acciones para eliminar las causas de no conformidades potenciales para prevenir su ocurrencia. Las acciones preventivas deben ser apropiadas a los efectos de los problemas potenciales. Para establecerse un procedimiento documentado, se debe: a) determinar las no conformidades potenciales y sus causas, b) evaluar las actuaciones para prevenir la ocurrencia de no conformidades, c) determinar e implementar las acciones preventivas necesarias d) registrar los resultados de las acciones preventivas tomadas (véase 4.2.4), y e) revisar las acciones preventivas tomadas.” 8.5.3 Prevención de pérdidas (ISO 9004) “Debería aplicarse la prevención de pérdidas en la forma de planificación, a los procesos de realización y a los de apoyo, a las actividades y a los productos para asegurar la satisfacción de las partes interesadas” 8.5.4 Mejora continua de la organización (ISO 9004) “Para ayudar en el aseguramiento del futuro de la organización y la satisfacción de las partes interesadas, la dirección debería crear una cultura que involucre a las personas de manera activa en la búsqueda de oportunidades de mejora del desempeño de los procesos, de las actividades y los productos. Para involucrar al personal, la alta dirección debería crear un ambiente en el que se delega la autoridad, de manera que se dota al personal de autoridad y éste acepta la responsabilidad de identificar oportunidades en las que la organización pueda mejorar su desempeño. Esto puede conseguirse mediante actividades como las siguientes: - estableciendo objetivos para el personal, los proyectos y para la organización. - realizando estudios comparativos (benchmarking) del desempeño de la organización con respecto al de la competencia y con respecto a las mejores prácticas, - reconociendo y recompensando la consecución de mejoras, y
- mediante esquemas de sugerencias que incluyan reacciones oportunas de la dirección.”
--------------------------------- (5) Fuente: Extracto tomado de las Normas ISO 9001 y 9004 - Versión 2000
(traducción certificada)
17
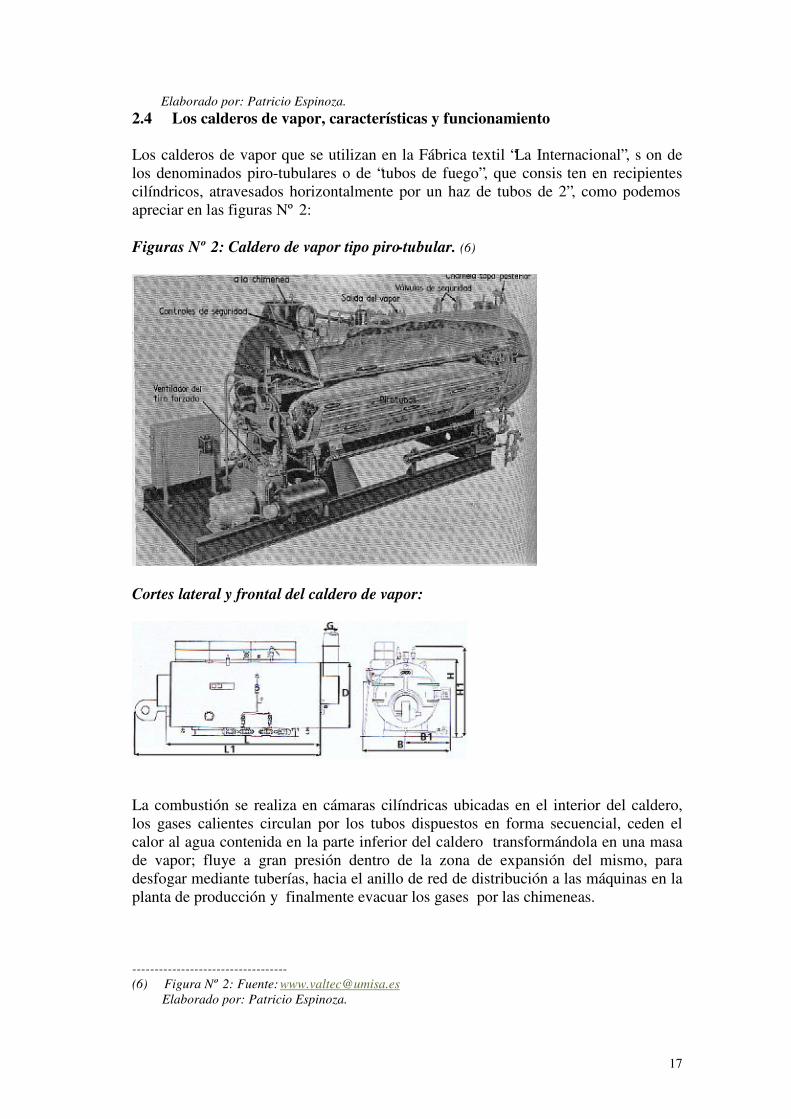
Elaborado por: Patricio Espinoza. 2.4 Los calderos de vapor, características y funcionamiento Los calderos de vapor que se utilizan en la Fábrica textil “La Internacional”, s on de los denominados piro-tubulares o de “tubos de fuego”, que consis ten en recipientes cilíndricos, atravesados horizontalmente por un haz de tubos de 2”, como podemos apreciar en las figuras Nº 2: Figuras Nº 2: Caldero de vapor tipo piro-tubular. (6)
Cortes lateral y frontal del caldero de vapor:
La combustión se realiza en cámaras cilíndricas ubicadas en el interior del caldero, los gases calientes circulan por los tubos dispuestos en forma secuencial, ceden el calor al agua contenida en la parte inferior del caldero transformándola en una masa de vapor; fluye a gran presión dentro de la zona de expansión del mismo, para desfogar mediante tuberías, hacia el anillo de red de distribución a las máquinas en la planta de producción y finalmente evacuar los gases por las chimeneas. ----------------------------------- (6) Figura Nº 2: Fuente: [email protected] Elaborado por: Patricio Espinoza.
18
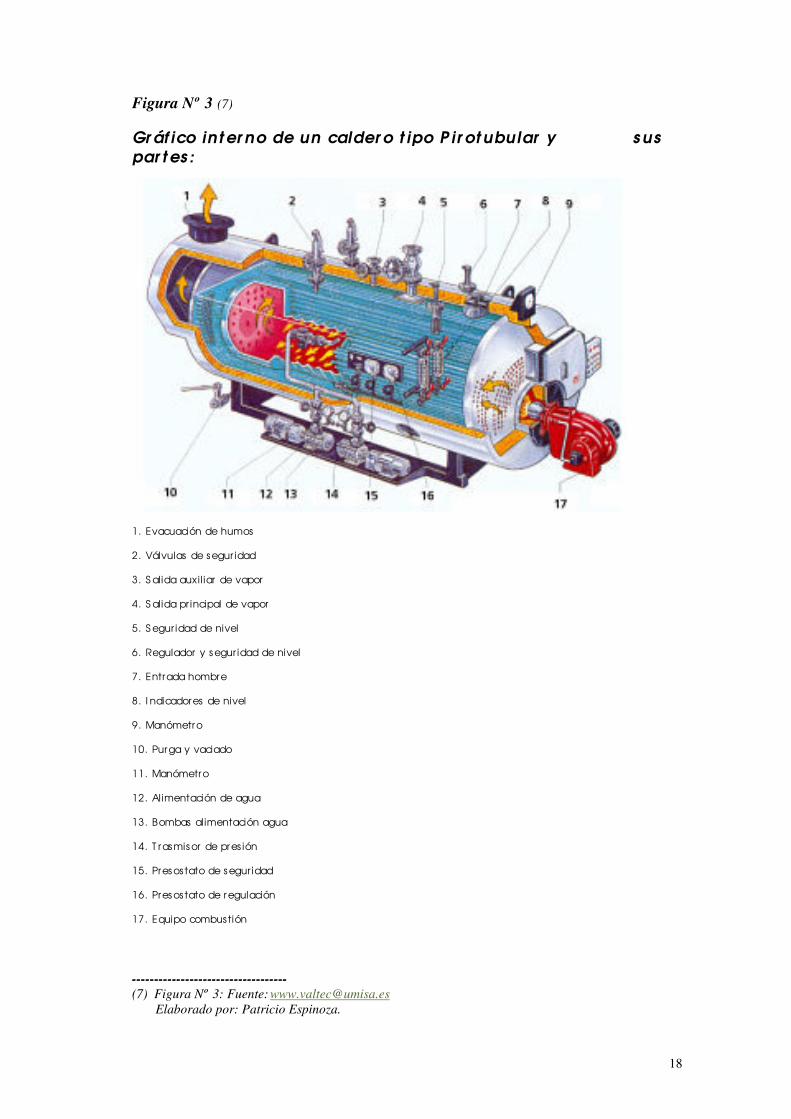
Figura Nº 3 (7) Gr áf ico int er no de un calder o t ipo P ir ot ubular y s us par t es :
1. Evacuación de humos 2. Válvulas de segur idad 3. S alida auxiliar de vapor 4. S alida pr incipal de vapor 5. S egur idad de nivel 6. Regulador y segur idad de nivel 7. Entrada hombre 8. I ndicadores de nivel 9. Manómetro 10. Purga y vaciado 11. Manómetro 12. Alimentación de agua 13. Bombas alimentación agua 14. T rasmisor de pres ión 15. Presostato de segur idad 16. Presostato de regulación 17. Equipo combustión ----------------------------------- (7) Figura Nº 3: Fuente: [email protected] Elaborado por: Patricio Espinoza.

19
2.5 La corrosión en los calderos de vapor Los calderos de vapor al estar expuestos a altas temperaturas, e internamente debido a los flujos de vapor, los mismos que contienen diferentes elementos minerales, de acuerdo a la calidad de agua que se haya utilizado, están proclives a afectarse de la corrosión, más aún si se lo puso a descansar al caldero por períodos de tiempo prolongados. Esto da lugar a la formación de precipitados y elementos abrasivos que afectan internamente, especialmente a las tuberías de conducción de calor; así, un caso de corrosión podríamos apreciar en la figura Nº 4 :(8) Figura Nº 4: Caso de corrosión en los calderos de vapor (8)
------------------------------------ (8) Figura Nº 4: Fuente: Guía NALCO para el análisis de fallas en calderas (Mc Graw Hill) Elaborado por: Patricio Espinoza.

20
2.6 El McDONNELL, localización, características y funcionamiento Este dispositivo trabaja mediante un flotador y está localizado en la parte superior lateral del caldero, controla el correcto funcionamiento del caldero (9). Su proceso se da, según el nivel de agua en el mismo: tiene tres switch: uno que conecta la bomba, cuando el nivel está bajo; otro para el apagado de la bomba cuando llega al máximo nivel; y, uno adicional para el apagado del caldero, cuando se dan niveles muy bajos o insuficiencia del líquido. Figura Nº 5: McDONNELL, ubicación superior lateral del caldero. (9)
Tiene: un tubo visor de pirex para observar en la parte inferior, el nivel de agua y en la superior permite ver el espacio de la cámara de expansión, que es el lugar en el cual se ubica el vapor. Además, tiene una válvula de desfogue en posición de “purga de fondo” (10), que sirve para eliminar los sólidos provenientes del agua, según la calidad y dureza del mismo. ----------------------------------- (9) Figura Nº 5: La ubicación del McDONNELL en el caldero de vapor. Fotografía (10) “purga de fondo”: turbulencia violenta interna por desfogue de vapor para eliminar
sólidos depositados en los calderos de vapor. Elaborado por: Patricio Espinoza.
21
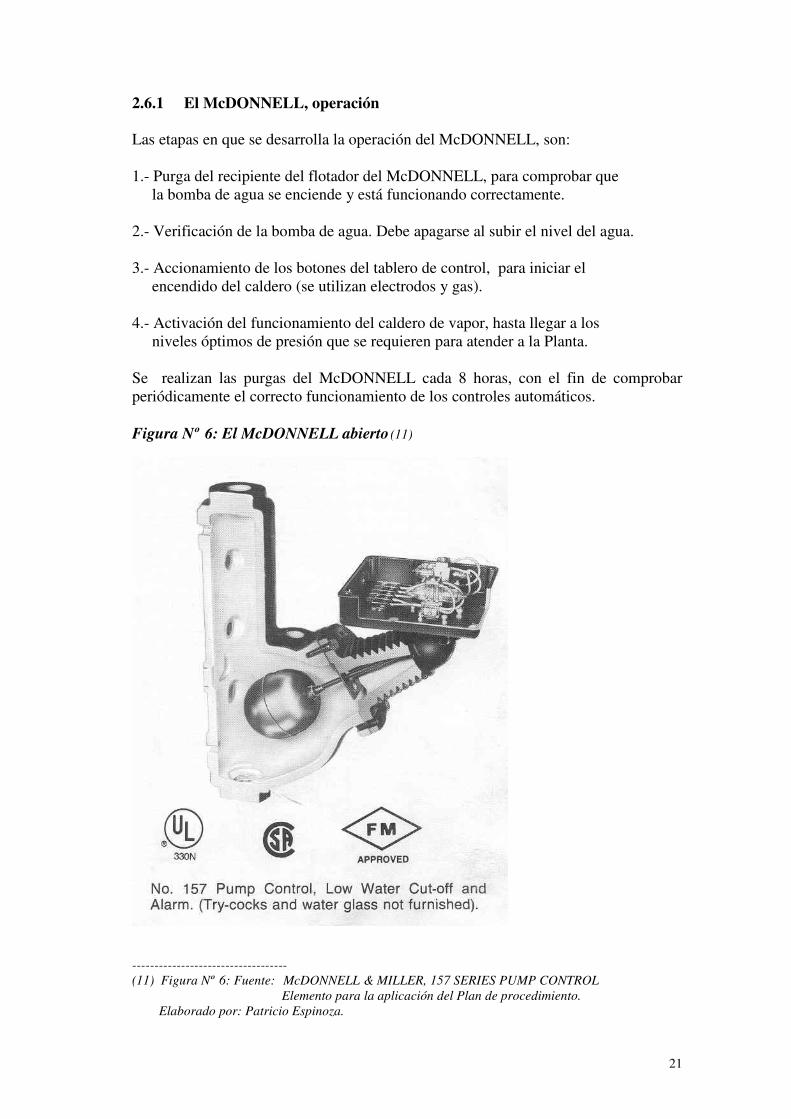
2.6.1 El McDONNELL, operación Las etapas en que se desarrolla la operación del McDONNELL, son: 1.- Purga del recipiente del flotador del McDONNELL, para comprobar que la bomba de agua se enciende y está funcionando correctamente. 2.- Verificación de la bomba de agua. Debe apagarse al subir el nivel del agua. 3.- Accionamiento de los botones del tablero de control, para iniciar el encendido del caldero (se utilizan electrodos y gas). 4.- Activación del funcionamiento del caldero de vapor, hasta llegar a los niveles óptimos de presión que se requieren para atender a la Planta. Se realizan las purgas del McDONNELL cada 8 horas, con el fin de comprobar periódicamente el correcto funcionamiento de los controles automáticos. Figura Nº 6: El McDONNELL abierto (11)
----------------------------------- (11) Figura Nº 6: Fuente: McDONNELL & MILLER, 157 SERIES PUMP CONTROL Elemento para la aplicación del Plan de procedimiento. Elaborado por: Patricio Espinoza.

22
2.6.2 Secuencia que se sigue para el mantenimiento del McDONELL 1.- Enfriar el caldero, 2.- Bajar el nivel de agua, 3.- Desarmar pernos y bridas, 4.- Abrir y verificar incrustaciones o precipitados, 5.- Revisar válvulas de entradas de agua y válvulas de salida de vapor, 6.- Limpiar con cepillo redondo la tubería de entrada de agua y la tubería de salida del vapor, en torno al McDONNELL, 7.- Realizar el cambio de empaques, 8.- Armar el McDONNELL, 9.- Revisar los controles eléctricos, limpiando los contactos y calibrando las borneras. 10.- Comprobar el correcto estado, activando el funcionamiento del caldero. 2.6.3 Recomendación para el uso del McDONNELL: Es necesario tomar en cuenta la presente recomendación, que se desprende de las experiencias en mantenimiento sobre este dispositivo, misma que nos sugiere que cada 3 meses se debe desarmar el McDONNELL para verificar la no presencia de precipitados dentro del mismo, el cumplimiento de esta recomendación evitaría el riesgo de fundición del caldero de vapor.
La gestión de mantenimiento que se debe seguir, será de acuerdo a todos los procedimientos indicados en la secuencia de mantenimiento que observamos en el numeral anterior (2.6.2). A continuación detallamos partes y dimensiones específicas del McDONNELL, y, además las ubicaciones internas del sistema de encendido y apagado de la bomba de agua ó del caldero de vapor, mismas que garantizan niveles óptimos de agua dentro del gran recipiente.

23
Figura N º7: Dimensiones y detalles del McDONNELL (12)
----------------------------------- (12) Figura Nº 7: Fuente: McDONNELL & MILLER, 157 SERIES PUMP CONTROL Elemento para la aplicación del Plan de procedimiento. Elaborado por: Patricio Espinoza.

24
2.7 Identificación de indicadores en los calderos de vapor Si queremos establecer el uso de indicadores para al manejo de los calderos de vapor, debemos identificarlos en el proceso mismo. Los calderos de vapor deben llegar a alcanzar niveles óptimos de temperatura y presión interna, con el fin de entregar el suministro de vapor, suficiente para mantener los procesos de planta en óptimas condiciones, es decir de acuerdo a los requerimientos de las máquinas. Uno de los indicadores más importantes que identificamos en la planta de acabados, en función de los calderos de vapor, es la presión de vapor, y esta se establece en el nivel de 95 psi. Para mantener esta meta de presión, se debe controlar eficientemente los niveles internos de agua y vapor, como también el nivel de plenitud de la llama que calienta los tubos de fuego. Otros indicadores son:
- nivel de agua - cantidad de vapor - temperatura - % fallas por período
Un indicador nos da la veracidad de estar dentro o fuera de las metas propuestas en un procedimiento o proceso, con el cual podemos saber si cumplimos o no con los objetivos esperados. 2.8 Cálculo de la confiabilidad de un sistema para la evaluación de
Indicadores Todo sistema activo, conlleva una serie de procedimientos, los mismos que son factores que afectan en forma individual, siendo el resultado final, es decir el sistema el que se afecte significativamente en mayor proporción que los factores individuales. Podemos decir que la confiabilidad de un sistema está en función directa de los factores de eficiencia de cada proceso que lo constituye. Ejemplo: En una planta textil, por lo general se trabaja en serie, y cada proceso tiene su eficiencia individual, al final podemos determinar la confiabilidad del sistema CS, como el resultado del producto de cada una de las eficiencias de los procesos individuales. Esto lo podemos apreciar en la Figura Nº 8 (13). (Ver página 25) Como apreciaremos, la confiabilidad del sistema CS es menor que la variación de las eficiencias individuales de los procesos. Por lo tanto es muy importante preocuparnos en establecer mayor eficiencia por proceso.

25
Cálculo de la confiabilidad de un sistema. Figura Nº 8 (13)

26
CAPITULO 3 3. DIAGNOSTICO Actualmente la fábrica textil “La Internacional”, se encuentra empeñada en implantar cambios importantes y desarrollar sus recursos a todo nivel. En sus estructuras operativas y organizativas las mejoras están sustentadas en actividades de capacitación y actualización, como también en el rediseño o mejora del producto que sale al mercado textil. “La Internacional” busca situarse como una empresa del futu ro, altamente competitiva, con un esquema de calidad en servicio, acorde a los modelos del Libre Mercado y a la nueva era de la Globalización. Para lo que, se ha planteado el reto en una serie de objetivos a corto, mediano y largo plazo, que le permitan responder acertadamente a los plenos intereses de sus accionistas, directivos, administrativos, operativos, clientes y sociedad en general. 3.1 Ubicación de instalaciones y características La Internacional S.A., actualmente funciona en dos plantas industriales: - Textil de Hilados y Tejidos Equinoccial, funciona en San Antonio de Pichincha, en el sector de la Mitad del Mundo, con cuatro turnos de trabajo; tiene las áreas de producción de hilos y tejidos; realiza la tintura de hilos de Indigo. El blue-jean es lo más importante en la línea de producción de la empresa. - Textil de Acabados y Confecciones El Recreo, está al sur de Quito, en la Avenida Vicente Maldonado Nº 14356 -sector El Recreo-, funciona en tres turnos. Tiene el área administrativa y el proceso de acabado a las telas: de tipo ecológico, índigo, gabardina y estampadas; se realiza el empaquetado y distribución del producto terminado a sus almacenes ubicados en todo el país, así como el despacho para exportaciones. 3.2 Instalaciones actuales A pesar de que “La Internacional” progresivamente ha venido renovando sus instalaciones, infraestructura y maquinaria, con la consecuente innovación de la tecnología, todavía mantiene en gran parte el stock original, por considerarlo pilar de partida sólida y proba de la empresa. 3.3 Características del área de mantenimiento El área de mantenimiento actual en la planta de acabados, trabaja superando serios obstáculos, al tratar de mantener utilizable la infraestructura y maquinaria inicial, así como su ordenamiento elemental.

27
Dada esta situación, se hace imprescindible establecer cambios importantes en los programas y procesos de mantenimiento, para lograr las adaptaciones que cumplan con las condiciones y requerimientos tanto de los clientes internos, como de los clientes externos, a lo que se llegará con el apoyo de las normas ISO encontradas en el presente Plan. 3.3.1 La planta de acabados y los servicios industriales La planta de acabados cuenta con un amplio parque de maquinarias pesadas y medianas, que se utilizan en el proceso de acabado del producto textil y es en donde está localizada el área de mantenimiento y servicios industriales o “cuarto de máquinas”, que incluye a los calde ros de vapor. En éste lugar específicamente, se realizó: la investigación, estudio, análisis y pruebas de procedimientos necesarios para el desarrollo de la presente tesis. Además de los calderos de vapor, el área de servicios industriales integra complementariamente, lo siguiente:
- tanques de tratamiento de aguas duras y residuales, - tanque de floculación, decantación y aforamiento de aguas residuales, - tanques de almacenamiento de agua potable, - bombas de agua, - generador alternativo de energía eléctrica, - compresores, - piscinas para aguas residuales, - un caldero de aceite térmico, - torno, y - otros equipos auxiliares.
3.3.2 Ubicación e Infraestructura actual del “cuarto de máquinas” La nave industrial tiene una superficie de 360 m2. (30 m. x 12m.). Está situada a 14 m. de distancia del anillo de abastecimiento de vapor para los procesos del acabado textil en planta, y a 200 m. de la Sanforizadora Morrison, máquina principal en consumo de vapor, misma que está activada permanentemente durante las horas productivas, en función directa con la de presión de vapor; si la citada condición fluctúan entre los parámetros aceptables (+/-5 psi ), el proceso es óptimo, más, de producirse picos de variación alta o baja, ocasionarían defectos de calidad en los tejidos y por ende pérdidas por reproceso. Nunca debe ser la presión de vapor < 85 psi en los calderos. La construcción estructural del cuarto de máquinas es de hormigón armado, y su techo está a una altura promedio de 10 metros, de éste emergen varias chimeneas con un promedio de 25 metros de altura, para la evacuación de humos de los calderos de vapor. A continuación consta el organigrama de gestión interna actual de la planta de acabados y la ubicación de los calderos. Figura Nº 9 (14) (página 28).

28
Organigrama de gestión interna de Planta de Acabados. Figura Nº 9 (14)

29
3.3.3 Los calderos de vapor que se utilizan actualmente Se dispone de: 4 calderos de vapor, tipo pirotubulares (15), en serie; de los cuales tres (3) están activos, trabajando alternativa ó simultáneamente, según sean las necesidades parciales ó totales de vapor, que las máquinas y/o equipos de la planta lo requieran y uno (1) está en stand-by como equipo de reposición, en casos emergentes. En la figura Nº 10 podemos observar las características externas de un Caldero de vapor tipo pirotubular. Figura Nº 10: Caldero de vapor tipo pirotubular: (15)
----------------------------------- (15) Figura Nº 10: Fuente: [email protected] Elaborado por: Patricio Espinoza
Los calderos de vapor proveen de energía calorífica y presión de vapor a las máquinas que intervienen en los procesos de la planta de acabados, de ahí que son el elemento principal para activar el funcionamiento de la planta y por ende para lograr un buen acabado textil. Abastecen a:
- Sanforizadora, - Chamuscadora, - Lavadora, - Estampadora, y - Laboratorio de investigación y calidad.

30
3.4 Gestión actual en el equipo de mantenimiento Como se puede observar en la figura Nº 11, (16) es fundamental la coparticipación del personal en la gestión de mantenimiento, por ello, se realizan reuniones al inicio de cada jornada, en las que se revisa el trabajo del día anterior y se analizan todas las inquietudes respecto al mantenimiento realizado, para luego proceder a determinar los correctivos y ajustes inmediatos pertinentes, si el caso lo amerita y obtenerse recomendaciones para mejoras posteriores. Para ejecutar el programa inmediato del día, se conforman grupos de trabajos en número variable, de acuerdo a la contingencia necesaria y al número de horas hombre disponibles. Figura Nº 11: Reunión de trabajo del equipo de mantenimiento (16)
-----------------------------------
(16) Figura Nº 11: Fotografía del jefe de mantenimiento con su equipo de trabajo. Elaborado por: Patricio Espinoza.
3.4.1 Manejo de información actual para mantenimiento de los calderos de vapor. El sistema de información para la gestión del mantenimiento actual, se lo maneja mediante la creación y utilización de registros, formularios, tablas y cuadros que establecen: programas, prioridades, frecuencias y presupuestos, con los cuales el equipo de trabajo cumple su tarea. En las oficinas de mantenimiento se pudo recabar informativos, formularios y cuadros de reportes (ver anexos), mismos que a continuación se citan.

31
ANEXOS UTILIZADOS EN MANTENIMIENTO (17)
Anexo 1.- Programa de mantenimiento preventivo. Aseguramiento del suministro de vapor por caldero. Anexo 2.- Cumplimiento del programa de mantenimiento preventivo. Por semana. Anexo 3.- Análisis de aguas de calderos (Di-chem del Ecuador S.A.) Anexo 4.- Estudio de efluentes planta de acabados Anexo 5.- Hoja de vida Caldero de vapor KEWANNE Anexo 6.- Hoja de vida Caldero de vapor ESTÁNDAR KESSEL Estos reportes, parte del material de información, son manejados tanto por el personal operativo, al realizar la inspección y el llenado respectivo de datos, como por el personal administrativo al realizar los análisis, control, evaluaciones y toma de decisión. La información diariamente es recabada, por los supervisores de turno y puesta a la orden del jefe de mantenimiento, para la reunión diaria que se realiza en el taller mecánico; aquí, se analiza conjuntamente con el personal de mantenimiento, tanto el programa de mantenimiento preventivo como el correctivo, y el cumplimiento de los mismos. En esta reunión, se darán las pautas de atención a fallas encontradas y al mismo tiempo, servirán como material de estudio, rectificación y capacitación para mejorar el servicio interno. Los calderos de vapor, al estar expuestos a fuertes condiciones físicas de presión, temperatura, y variadas condiciones químicas, especialmente de los productos que se utilizan para tratamientos internos del caldero, se producen precipitados y compuestos abrasivos en su interior, mismos que provocan niveles de corrosión interna, por lo cual es necesario que una de las tareas principales de mantenimiento de calderos sea la limpieza.
---------------------------------- (17) Fuente: Hojas de Control y Análisis utilizados en la Fábrica. “La Internacional” Ver reportes y programas de mantenimiento. Anexos 1.2. 3.4.5.6. Elaborado por: Patricio Espinoza.

32
3.4.2 El problema de la corrosión en los calderos de vapor Los diferentes grados de dureza que se presentan en el agua, que se utiliza en los calderos de vapor y la influencia de factores físico químicos, provocan corrosión y precipitados que están afectando a principalmente a las tuberías y paredes internas del caldero. Diferentes niveles de alcalinidad interna y otros elementos y compuestos de sílice y carbonato de calcio, conforman sólidos que son depositados en la parte inferior del caldero, mismos que, debido a su acumulamiento deben ser retirados mediante el llamado “purga de fondo” (18) 3.4.3 Herramientas de limpieza del caldero.- Para ejecutar la limpieza se utilizan: espátula, cepillo de alambre, varilla de giros para raspar las superficies internas de las tuberías del caldero; productos químicos como tratamiento para desincrustar, tales como solventes, descarbonizantes, desengrasantes, detergentes y agua a presión y lija para la limpieza final. La duración de una tarea de limpieza es de aproximadamente 1 hora y 15` para dos personas. Todas las herramientas de limpieza, al igual que algunos elementos y repuestos del caldero de vapor, debe estar en existencias, como stock mínimo, en la bodega general, la misma que es manejada por el departamento de Control de Materiales. ----------------------------------- (18) “Purga de fondo”: “Desfogues repetidos de vapor en la parte inferior del caldero para
formar turbulencia en el fondo” Elaborado por: Patricio Espinoza

33
3.4.4 Limpieza interna de los calderos de vapor Todos los calderos de vapor cuentan con una palanca para realizar desfogues (ver figura Nº 12). Actualmente, estos desfogues llamados “purgas” para la limpieza interna del caldero, se realizan cada 8 horas, y es así como periódicamente se dan 3 “golpes de purga” (19) los mismos que son suficientes para garantizar el óptimo funcionamiento del caldero. Figura Nº 12: Palanca para realizar los “golpes de purga”. (20)
Como se puede observar en la Figura Nº 12, aquí se encuentra la palanca para realizar los golpes de purga, misma que está ubicada en la parte inferior posterior del caldero de vapor, con el fin de desfogar los elementos químicos precipitados, y que se encuentran en la base del caldero. ----------------------------------- (19) “golpes de purga” son: “desfogues violentos de presión de vapor para provocar una turbulencia interna y eliminar sólidos depositados en la parte inferior del caldero de vapor”. Elaborado por: Patricio Espinoza (20) Figura Nº 12: Fotografía de palanca para realizar los” golpes de purga” Elaborado por: Patricio Espinoza.

34
3.5 Especificaciones técnicas de los calderos de vapor activos Caldero 1 -
Marca: Cleaver Brooks Año: 1.953 Potencia: 150 Bhp Presión máx.: 150 lbs. Presión normal: 100 lbs. Consumo diesel: 28 gln/hra. Trabaja 12 horas por día de Lunes a Viernes.
Caldero 2 -
Marca: Kewanee Año: 1.971 Potencia: 120 Bhp Presión máx.: 150 lbs. Presión normal: 100 lbs. Consumo diesel: 23 gln/hra. Trabaja 8 horas por día de Lunes a Viernes Caldero 3 - Marca: Standard Kessel Año: 1.971 Potencia: 250 Bhp Presión máx.: 150 lbs. Presión normal: 100 lbs. Consumo diesel: 34 gln/hra. Trabaja 24 horas por día de Lunes a Viernes.

35
3.6 Infraestructura complementaria para los calderos de vapor Complementariamente para abastecer de agua a los calderos de vapor, se cuenta con una piscina de recirculación de aguas condensadas y residuales, que bajan desde la planta por medio de tuberías a temperaturas mayores a los 50 º C; ésta piscina tiene una capacidad para reciclar 400 m3 de agua, misma que al requerir mantenerse caliente tiene cubierta y cerrado hermético. Estas aguas son utilizadas en un sistema de recirculación, aprovechando su temperatura inicial para producir el arranque o sistema de encendido del caldero. También, existen 2 tanques gigantes de abastecimiento de agua potable de 1.000 m3 de capacidad, mismos que garantizan un abastecimiento seguro de agua para los calderos, en caso de faltante o escasez. Ver Figura Nº 13. (21) Figura Nº 13: Tanques de reserva de agua para los calderos de vapor. (21)
------------------------------ (21) Figura Nº 13: Fotografía de tanques de almacenamiento de agua para calderos Elaborado por: Patricio Espinoza.

36
3.7 Otros elementos de stock de los calderos de vapor: - Tubos de fuego - Válvulas de entradas de agua - Válvulas de purga - Válvulas de salida de vapor - Válvulas de seguridad - Empaques - Rodamientos - Resortes de presión - Presostatos - McDONNELL (22) - Foto-celdas - Electrodos - Switchs de luz - Foto-censores - Venterolas para inyección de aire - Boquillas asistidas por aire y con modulación de encendido (copa rotativa) - Controles de apagado y encendido - Tablero de control Todos estos elementos deben ser cambiados en su debido tiempo, por prevención al cumplirse el período de vida útil respectivo, y, previa la revisión y observación de este ciclo de vida, se los tomará en cuenta para registrarlos dentro de los programas de mantenimientos preventivos y presupuestos anuales, para de ésta manera, mantener un stock mínimo de seguridad, para el manejo de repuestos en la bodega de suministros, que es por donde se controla cada uno de los elementos del caldero de vapor. 3.7.1 Explicación del elemento McDONNELL(22) para la aplicación de la
Hoja de características del proceso individual: Este elemento es tomado en cuenta, puesto que a través de un análisis del diagrama de Pareto, Ver Figura Nº 14. (23) (Página 37) se pudo constatar que el año anterior 2002, se tuvo el mayor costo asumido por mantenimiento, debido a fallas en el mismo. Este gráfico, más el análisis de costos significativos, señala al elemento McDONNELL, como el más importante, dada esta circunstancia nos circunscribimos a realizar la aplicación de la hoja de características del proceso individual, en este elemento como punto de partida. Detallamos esta información, porque es imprescindible aplicar y conocer el alcance del formato de la “hoja de características del proceso individual” y los procedimientos que en ella se debe seguir, como sustento del plan de mantenimiento. -----------------------------------
(22) Explicación: el proceso de mantenimiento del Elemento McDONNELL está en la hoja de “Características del proceso individual”. (Páginas: 38 -39-40)
Elaborado por: Patricio Espinoza.

37
Diagrama de Pareto y costos de fallas/elemento. Figura Nº 14 (23)

38
3.7.2 Aplicación de la “hoja de características del proceso individual” Y el McDONNELL (*)
En el Diagrama de Pareto, el elemento McDONNELL mereció especial atención debido al gran impacto-costo que tuvo al realizar la evaluación de los mayores costos por falla en mantenimiento de los calderos de vapor. El caso se presentó, al analizar con el criterio 80/20, en el año 2002, dado que la falla de este elemento provocó la fundición de uno de los calderos de vapor, provocando el mayor costo por reparaciones de mantenimiento, este ascendió a $32,250 USD, es decir el 68.5% del costo total por mantenimiento y reparaciones, sin contabilizarse los consiguientes riesgos colaterales. A partir de esta situación, ponemos en consideración la aplicación del formato de procedimientos que contempla la hoja de características del proceso individual. Ver Figura Nº 15. (24) (página 39). Además, observaremos el llenado y aplicación de procedimientos indicados en la “hoja de características del proceso individual” para el mantenimiento del caldero de vapor, a partir del elemento McDONNELL Ver Figura Nº 16. (25) (página 40). En la hoja de características del proceso individual, podemos apreciar su formato, que contempla, los elementos de entrada como son: proveedores, compras, repuestos y ordenes de producción y mantenimiento, luego en el proceso de servicio consta la nómina de personal responsable, los propósitos, métodos, criterios, actividades, recursos, objetivos e indicadores de la gestión, para finalmente registrarse la salida: con la satisfacción de clientes internos y externos. ----------------------------------- (24) Figura Nº 15: Formato de “Hoja de características del proceso individual” (Pág.39) Fuente: Investigación de tesis realizada por Patricio Espinoza. (25) Figura Nº 16: “Hoja de características individuales del McDONNELL” aplicación.
(Pág.40) Fuente: Investigación de tesis realizada por Patricio Espinoza.

39
Formato de características del proceso individual. Figura Nº 15 (24)

40
Características del proceso individual. Figura Nº 16 (25)

41
CAPITULO 4 4. DISEÑO DEL PLAN 4.1 Introducción El presente Plan para mantenimiento de calderos de vapor, se ha diseñado con el apoyo de las normas ISO 9001 y 9004, como del sistema TPM; acoplando y adaptándolo al sistema de trabajo de mantenimiento actual. Las normas internacionales ISO, pretenden dar un enfoque estandarizado para lograr mejoras continuas, basándose en procesos de desarrollo, implementación y eficiencia del sistema de gestión de calidad, hecho que conlleva a incrementar la satisfacción del cliente por el cumplimiento de sus requerimientos.
Toda actividad utiliza recursos y se gestiona para permitir que los elementos de entrada se transformen en resultados a la salida, funcionando como un engranaje, en el cual el resultado o salida de un proceso se convierte sistemáticamente en el elemento de entrada del siguiente proceso, y así sucesivamente hasta lograr el resultado o producto final.
La identificación e interacción, como la aplicación de un sistema de procesos dentro de la organización, es una gestión cíclica, que puede denominarse: “enfoque de mejoramiento basado en procesos”.Una ventaja de este enfoque basado en procesos, es la posibilidad de mantener un control continuo sobre los vínculos de los procesos individualizados y del sistema total de procesos, así como de sus combinaciones e interacción. En estos procedimientos, cuando se utilizan normas ISO, dentro de un sistema de gestión de calidad, se enfatiza en la importancia que tiene: a) la comprensión y el cumplimiento de los requisitos, b) la necesidad de considerar los procesos en términos que aporten valor c) la obtención de resultados del desempeño y eficacia del proceso, y
d) la mejora continua de los procesos con base en mediciones objetivas. Por ello, el presente Plan, describe los procesos que involucran el desarrollo de actividades de gestión, tanto a nivel directivo, como del personal operativo y de mantenimiento en general. El nivel directivo debe evidenciar compromiso con su aplicación, implementando el nuevo sistema, para permitir una mejora continua que los lleve a la consecución de la meta final, cual es el logro de eficiencia y eficacia de los servicios industriales que avalicen la mejora de los procesos de producción. Mi intención es que, este Plan sea tomado en consideración, como una determinación estratégica que adopte la empresa, para mejorar los niveles de decisión en la utilización óptima de los calderos de vapor y su mantenimiento. A continuación, (Cuadro Nº 1) presento una guía sencilla de planificación.

42
Cuadro Nº 1 “Síntesis de procedimiento para elaborar un Plan general” (26) Documento Nivel de decisión Estamento de colaboración Plan de mejoramiento Estrategias de empresa Gerencia, Dirección Procedimiento general Organización procesos Mands.medios,
Equip.interdep. Procedimientos específicos
Instrucción trabajo Personal base
-------------------------------- (26) Fuente: Investigación de tesis. www.calidá[email protected] Realizado por: Patricio Espinoza. 4.2 Optimización de las líneas de comunicación en la gestión interna Las líneas de comunicación y gestión interna que se siguen para atender los requerimientos de los clientes internos y externos, es decir, tanto de los que intervienen en el proceso de mantenimiento de los calderos de vapor, como los que reciben el servicio mismo, deben estar de acuerdo al diagrama de macro proceso sugerido para la fábrica “La Internacional” (27), con el fin de mantenerlas óptimas, eficaces, concretas y oportunas. Para la aplicación efectiva de las normas ISO en esta área de los calderos de vapor, se hace necesario mantener un eficiente flujo de información y comunicación interna, que difunda la medición, control, análisis y ajustes de los procesos operativos del funcionamiento de los calderos, involucrando desde el nivel gerencial hasta el operativo. 4.3 Aplicación del diagrama de macro proceso sugerido a la fábrica textil “La Internacional” (27) De la revisión de las estadísticas registradas sobre las fallas en la operación de mantenimiento de calderos de vapor, del análisis de los esquemas de organización interna respecto a adquisiciones, del conocimiento de los requerimientos necesarios en el área, y de los antecedentes ocurridos que han justificado operaciones emergentes de mantenimiento de los calderos de vapor, concluimos que: es necesario plantear y sugerir a la empresa la adopción de un “diagrama de macro proceso” (27) (ver diagrama Nº 1)(pagina 43), con el fin de determinar líneas de comunicación interna para establecer una mejor gestión de calidad; para, detectados los puntos críticos, estar en capacidad de aplicar el flujo de información, orientando acciones concretas que nos permitan tratar oportunamente la problemática real, especialmente de fallas de mantenimiento, en la zona de servicios industriales. ----------------------------------- (27) Diagrama de macro proceso para “La Internacional”. Investigación de tesis. Elaborado por: Patricio Espinoza.

43
Diagrama de macroproceso para “La Inernaciona l”. Diagrama Nº 1 (27)

44
4.4 Aplicación del ciclo del mejoramiento continuo eficaz La aplicación eficaz del ciclo de mejoramiento continuo en los calderos de vapor, involucra la gestión de recursos, organización del proceso y la operación efectiva para llegar a la generación de energía necesaria que garantice la calidad de servicio, que satisfaga los requerimientos y expectativas de los clientes. En este caso nuestro indicador en los calderos de vapor viene a ser la presión de vapor equivalente a 90 psi. Si a través de las normas ISO 9001 se logra obtener una gestión óptima en calidad de servicio al cliente, y mediante las normas ISO 9004 planteamos a la organización la importancia de mejorar continuamente la eficacia, eficiencia y efectividad del sistema de gestión de los procedimientos, lo cual se establece mediante políticas, objetivos de calidad, y auditorias, para finalmente desarrollar acciones correctivas y preventivas; entonces estamos hablando de un ciclo de mejoramiento continuo eficaz. El ciclo del mejoramiento continuo en servicio, (28) esta establecido por: 1-Responsabilidad de la dirección (interactúa con requisitos de clientes) 2-Gestión de los recursos 3-Realización del “producto -servicio” (requisit os-entrada y satisfacción-salida) 4-Medición, análisis y mejora (interactúa con satisfacción de los clientes). En este punto es aconsejable, de manera adicional, la aplicación de todos los procesos de la metodología conocida como: “PHVA”, que puede des cribirse brevemente como:
- Planificar: establecer objetivos y procesos necesarios para conseguir resultados, de acuerdo con los requisitos del cliente y las políticas de la organización.
- Hacer: implementar los procesos.
- Verificar: realizar el seguimiento y la medición de los procesos y los
productos o servicios respecto a las políticas, los objetivos y los requisitos para el producto o servicio, e informar sobre los resultados.
- Actuar: tomar acciones para mejorar continuamente el desempeño de los
procesos. El proceso de metodología PHVA, ayudan a garantizar la gestión en la ejecución del ciclo de mejoramiento continuo. -----------------------------------. (28) Fuente: Normas ISO 9001 y 9004 (trducción certificada).
“Ciclo de mejora continua del s istema de gestión de calidad en servicio”. Elaborado por: Patricio Espinoza.

45
Gráfico del ciclo de mejora continua en servicio. Figura Nº 17 (28)

46
4.5 PLAN DE MANTENIMIENTO PARA CALDEROS DE VAPOR CON APOYO DE NORMAS ISO Y SUS ANALOGIAS
Aplicando las normas ISO 9001 e ISO 9004, versión 2000 con traducción certificada, y haciendo referencia a un extracto de las mismas, se ha logrado diseñar un Plan de mantenimiento para calderos de vapor (PMCV), en el área de servicios industriales. En toda empresa, actualmente es imperativo aplicar un sistema de gestión de calidad, para lograr una mejora continua en la organización y mejor cumplimiento de los requisitos que solicitan y/o exigen los clientes. Para dar operatividad dentro de toda organización, al citado sistema, es imprescindible que el nivel directivo (gerencia), se proponga integrar los llamados comités técnicos (CT) por materia, los mismos que serán creados de acuerdo a la especialidad y a los planes presentados en la presente tesis.(29) Los CT deberán realizar actividades como:
a) Estudio y diagramación de las actividades para el mantenimiento de calderos de vapor, con estandarización y normalización de tareas, a fin de visualizar objetivamente los requerimientos internos y externos.
b) Planificación de acciones de gestión, para cumplimiento estricto de los
requerimientos e incremento de la satisfacción de los clientes. c) Organización de la ejecución de tareas en función de la eficacia de la gestión
interna y externa. Asignación de responsabilidades.
d) Establecimiento de cronogramas de actividades, simplificando la práctica rutinaria, de tal manera que se convierta en un quehacer simple y progresivo de los procesos de mantenimiento.
e) Coordinación de acciones diarias de control, evaluación y reevaluación de
resultados, con fines de toma de decisiones.
f) Determinación de los ajustes y correctivos en la marcha., en aras de la mejora continua propuesta.
----------------------------------- (29) Fuente: Investigación de Tesis - normas ISO 9001-9004 (traducción 2000 certificada) Elaborado por: Patricio Espinoza.

47
4.6 PROPOSITOS: - Llegar a manejar con facilidad el sistema operativo PL-PR planteado, con el fin de lograr un mejoramiento continuo en los procedimientos que se utilizan aquí, cumpliendo con los requerimientos de los clientes tanto internos como externos. - Crear el compromiso de llegar a dominar el nuevo sistema a todo nivel, de tal manera que sean notorios los cambios pro-activos de actitud frente a su trabajo. 4.7 OBJETIVOS: 4.7.1 OBJETIVO GENERAL Implantar un sistema de mantenimiento y mejoramiento integral, secuencial y continuo, apoyado estratégicamente en las Normas ISO 9001, 9004, TPM y otras técnicas de la ingeniería industrial, que nos permitan dar mayor eficiencia, eficacia y efectividad a la administración, y al manejo y mantenimiento de los calderos de vapor. 4.7.2 OBJETIVOS ESPECIFICOS
- Organizar y ejecutar acciones según los programas de mantenimiento.
- Aplicar los procedimientos señalados en el Plan PL-PR de mantenimiento. - Establecer controles periódicos documentados, del desarrollo de actividades en mantenimiento de los calderos de vapor. - Evaluar los procedimientos y resultados del proceso de mantenimiento, para determinar las ratificaciones y/o correctivos pertinentes. En la siguiente página está la tabla Nº 1 (PL–PR1) (30) (Pág. 48), en el mismo se establece la descripción del plan de procedimientos y tipo de mantenimiento a realizar. 4.8 GESTION PARA MANEJO DE INDICADORES Y METAS
Levantando inventarios estadísticos de costos mensuales por fallas de equipos y/o daños, para calcular y determinar metas de productividad de los calderos de vapor según los índices de rendimiento por producción en relación comparativa a meses anteriores. Estableciendo diariamente prioridades, y según los indicadores establecer criterios documentados por dificultades o fallas. Evaluando, mensual y semestralmente los resultados de los procedimientos preventivos y correctivos del mantenimiento de los calderos de vapor.
Implementando programas de capacitación calificada diaria, mensual y semestral al personal involucrado en el mantenimiento de los calderos de vapor.

48
TABLA Nº 1(30) MANTENIMIENTO DE CALDEROS DE VAPOR
PL-PR-1
GESTION POR ELEMENTO PLANTA: DEPARTAMENTO:
ELEMENTO: NOMBRE: MODELO:
FECHA: FABRICANTE IDENTIFICACIÓN: DATOS TÉCNICOS:
AÑO FABRICACIÓN: DIMENSIONES: PESO:
CARACTERISTICAS: # ELEMENTOS ACTIVOS:
TIPO DE MANTENIMIENTO:
PREVENTIVO: CORRECTIVO: # OPERADORES: CONTENIDO DE TRABAJO:
DESCRIPCIÓN OPERACIÓN: TIEMPO TOTAL:
DESCRIPCIÓN SUBOPERACIONES: CICLO: FRECUENCIA:
RESPONSABLE: ANÁLISIS SINTETICO: DESCRIPICION: quién, qué, dónde, cuándo, cómo y porqué - Quién? - Qué? - Dónde? - Cuándo? - Cómo? - Por qué? RECIBI CONFORME --------------------------------- (30) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.
“LA INTERNACIONAL”
HERRAMIENTAS NECESARIAS PARA EL TRABAJO:
CUADRO DE PROCEDIMIENTOS

49
4.9 ANALOGIAS DE LAS NORMAS ISO PARA MANTENIMIENTO EN CALDEROS DE VAPOR EL PLAN PL-PR Y ORGANIZACION POR PROCEDIMIENTOS DE ACCION PL-PR-1 El Recurso Humano.- desarrollo de acciones de gestión base. PL-PR-2 Las políticas.- para activar un sistema de mejora continua con desarrollo de acciones preventivas (TPM), y correctivas de mantenimiento. PL-PR-3 El ambiente laboral.- interrelaciones personales y adecuación física. PL-PR-4 Las tareas de gestión y control de registros. PL-PR-5 Concordancias de la infraestructura con los requerimientos de los clientes PL-PR-6 Criterios de compras para adquisiciones. PL-PR-7 Sistema de control con dispositivos de medición. PL-PR-8 Diseño de un sistema de identificación y trazabilidad. PL-PR-9 El seguimiento.- valoración y evaluación Al proponer los 9 módulos de acción (PL-PR), definiendo procedimientos con enfoque en procesos, estamos asumiendo un nuevo sistema de trabajo integral en equipo con atención a requerimientos del cliente, es decir con “calidad en servicio” , (31), y, todo el personal en algún momento deberá tener su participación en alguna materia en la que deberán responsabilizarse, a través del respectivo Comité Técnico que les corresponda. ----------------------------------- (31) Fuente: www.calidá[email protected] Elaborado por: Patricio Espinoza.

50
4.9.1 PL-PR-1 El Recurso Humano Selección, capacitación, evaluación, reevaluación y toma de conciencia, para mejoramiento continuo de la mano de obra calificada en mantenimiento de Calderos de Vapor. Propósito: Gestión y desarrollo del recurso humano en: selección, capacitación, entrenamiento y toma de conciencia. Objetivo: Mejorar la competencia y toma de conciencia participativa. Responsables: Comités de selección, capacitación y evaluación. (Gerentes, Directores, Recursos Humanos, Jefes de área). La selección del personal representa la entrada del proceso de capacitación, en la que se deben asumir las limitaciones que presenta tanto el personal seleccionado como el personal ya en planta. Además, todo personal en algún momento deberá entrar en un período de evaluación, reevaluación, promoción y toma de conciencia. Dada esta circunstancia he determinado seguir los siguientes pasos. a) Selección del personal: Todo personal destinado a la gestión de mantenimiento industrial en calderos debe generar calidad en el producto y/o servicio, debe tener un perfil competente, por lo tanto, tendrá que cumplir ciertos requisitos de educación, formación y capacitación en mantenimiento del área en mención. Ver tabla Nº 2 (32) (página 51). a.1) Comité de selección y acciones a tomar: El Comité de Selección de Recursos Humanos, analizando los requerimientos internos de la organización, establecerá las bases y requisitos, para la selección del personal, mismas que evaluarán los siguientes requisitos: (33) - Conocimientos (crear cuadro de conocimientos necesarios). - Experiencia, (crear cuadro de experiencia necesario). - Habilidad mental, (crear cuadro de habilidad mental). - Habilidad física, y (crear cuadro de habilidad física necesaria). - Actitudes para garantizar el ambiente laboral (aspecto psicológico). a.2) Manejo de puntajes para reclutamiento (sugerido) - Se otorgarán 2 puntos por requisito, es decir se llegará a 10/10 - Se seleccionarán en una primera etapa los que superen los 7 puntos; los 3 puntos restantes serán otorgados después de la respectiva capacitación y, a partir del análisis y calificación de aptitudes individuales.
- Finalmente se evaluarán los respectivos puntajes, dándose inicio al proceso de reclutamiento y capacitación. ----------------------------------- (33) Fuente: Investigación de Tesis, evaluación de puestos (Textile Dominium Company - Canadá) Elaborado por: Patricio Espinoza.

51
Cumplimiento de requisitos del empleado. Tabla Nº 2 (32)

52
b) Ciclos de capacitación y entrenamiento en servicio. Este paso representa el sustento del sistema en procesos de capacitación. El proceso de capacitación de mantenimiento se requiere dividir en dos fases: - fase de resolución inmediata, con capacitación de sostenimiento diario, (reuniones) y - fase de resolución mediata, con capacitaciones de programación mensual, trimestral, semestral, etc., con preparación y procesamiento estadístico de datos acumulados durante el tiempo que ha transcurrido. Aquí, se cuenta con la TABLA Nº 3, sobre solicitud de entrenamiento. (34) (página 53). Los elementos principales de análisis, para aplicar capacitación en mantenimiento de calderos de vapor: - Clases de fallas en los calderos de vapor. - Causas y soluciones. - Establecimiento de estándares, para confiabilidad y funcionamiento. - Estimación de conformidad, comparación entre el estándar y lo real. - Como ejercer acción de corrección. - Hacer planes de mejoramiento. Es importante desarrollar programas simultáneos de capacitación y entrenamiento en servicio al personal involucrado en el mantenimiento, mismo que tendrá como objetivo ir corrigiendo errores y documentando los cambios necesarios, con el fin de garantizar un sistema óptimo de mejoramiento continuo y progresivo en la mano de obra calificada. “La educación y la capacitación serán necesarias para enseñarl es a las personas sus nuevos trabajos y sus nuevas responsabilidades, preparar a los empleados para los cargos del mañana y evitar el desánimo” (35). Se establecerán tres clases de capacitación periódica: 1- Capacitación diaria, de acuerdo a los requerimientos inmediatos del programa de mantenimiento, y a los mejoramientos necesarios del proceso de mantenimiento (documento diario). 2- Capacitación mensual, preparando módulos de adiestramiento de acuerdo a los informes acumulados del comité de evaluación diaria. 3- Capacitación semestral, preparando talleres de adiestramiento general para el mejoramiento del trabajo en mantenimiento correctivo y preventivo. En esta parte se presenta la tabla Nº 4 (36) (página 54). ----------------------------------- (35) Fuente:” Cómo mejorar la calidad y la productividad con el método Deming” Elaborado por: Patricio Espinoza.

53
TABLA Nº 3 (34) “LA INTERNACIONAL” SOLICITUD DE
ENTRENAMIENTO Fecha: Versión:
RRHH-PL-PR-01 Página: Elaborado por: Jefe de mantenimiento Aprobado por:
SOLICITUD DE ENTRENAMIENTO
Presentado por:
Teórico:
Tipo de entrenamiento: Práctico:
Aprobado por:
Requisitos de entrenamiento: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Area de operación: Tiempo:
Lugar:
Costo:
Instructor:
Observaciones:
---------------------------------- (34) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.

54
Registro de entrenamiento semestral. Tabla Nº 4 (35)

55
c) Períodos de evaluación, reevaluación y promoción. Se deben establecer ciclos de evaluación, reevaluación y promoción, de acuerdo a la eficacia y efectividad real de las acciones ejecutadas, y registrarlas como un respaldo documentado, con el propósito de disminuir acciones improductivas y asegurar el servicio al cliente. Para asegurar la efectividad de los correctivos, debemos implantar un método de control sucesivo de los pasos de mejoramiento, lo que permitirá ir a manera de eslabones en cadena, hacia los siguientes módulos de ajustes técnicos, capacitación y adiestramiento. “El mejoramiento de la productividad significa que para algunas líneas de trabajo se necesitarán menos empleados.. Pero al mismo tiempo, se necesitarán más personas en otras líneas. La educación y la capacitación prepararán a las personas para los nuevos cargos y para las nuevas responsabilidades” (37) Además, en el proceso evaluativo, es primordial mantener permanente comunicación mediante diálogo con el personal directamente involucrado en el área. d) Toma de conciencia. El personal debe estar plenamente consciente de la pertinencia e importancia de sus actividades, y de la necesidad de su participación activa y responsable para el logro del objetivo de mejoramiento en la calidad de servicio. El logro de compromiso que se pueda alcanzar por parte de todo el personal de empresa incursiona en este proceso, es gestión primordial de un comité de motivación que deben integrar los mandos directivos necesariamente. ----------------------------------- (37) Fuente:” Cómo mejorar la calidad y la productividad con el método Deming” Elaborado por: Patricio Espinoza

56
4.9.2 PL-PR2 Establecimiento de políticas para activar un sistema de mejora continua, con desarrollo de acciones preventivas, el TPM y acciones correctivas de mantenimiento. Propósito: Generar políticas internas para activar un sistema integral de mejoramiento continuo. Objetivo: Lograr activar un sistema de mejoramiento continuo sustentado en acciones preventivas y correctivas. Responsables: Directivos principales de la organización. (Gerente, directores, jefaturas) Según las Normas ISO 9001:2000, al tratar sobre Sistemas de Gestión de la Calidad – Requisitos, Art. 8.5.1 , dice: “La organización debe mejorar continuamente la eficacia del sistema de gestión de la calidad mediante el uso de políticas de calidad, objetivos de la calidad, resultados de las auditorias, análisis de datos, acciones correctivas y preventivas, y, la revisión por la dirección.” Acciones en los procesos de mejora: 1.- Selección del problema a mejorar. 2.- Subdivisión del problema. 3.- Análisis del problema. 4.- Definición de soluciones. 5.- Establecimiento de niveles de desempeño. 6.- Establecimiento de programas de mejoramiento. 7.- Acciones de garantía, o mantenimiento de mejoras. La acción correctiva: La acción correctiva, en toda organización es tomada como una herramienta para la mejora. En la planificación de las acciones correctivas debe considerarse la importancia de los problemas solucionados, tomándolos en cuenta en términos de impacto potencial por: costos de operación, costos de no conformidad, desempeño del producto, seguridad de funcionamiento, y satisfacción de clientes internos y externos. En este proceso debe participar el personal de las áreas involucradas, poniendo énfasis en la eficacia y eficiencia de los procesos para alcanzar las metas. En las acciones se debe propender a la eliminación de las causas y de las no conformidades, para evitar que vuelvan a suceder.

57
Fuentes de información a considerar en las acciones correctivas: (38) - Las quejas del cliente, - Los informes de no conformidad, - Los informes de auditoria interna, - Los resultados de la revisión por la dirección, - Los resultados del análisis de datos, - Los resultados de las mediciones de satisfacción, - Los registros pertinentes del sistema de gestión de la calidad, - El personal de la organización, - Las mediciones de procesos, y - Los resultados de auto evaluación. Existen muchas formas de determinar las causas de no conformidad, incluyendo el análisis individual o la asignación de un equipo para elaborar el proyecto de acciones correctivas. La organización debe revisar la inversión destinada a tomar acciones correctivas en función de su impacto. El conocimiento y destreza del personal garantiza una buena labor de mantenimiento, y evita que vuelvan a suceder las no conformidades, después de una acción correctiva. Según Normas ISO 9001: 2000, Sistemas de Gestión de la Calidad – Requisitos. Art. 8.5.2 Acción Correctiva, dice: “La organización debe tomar acciones para eliminar la causa de no conformidades con objeto de prevenir que vuelva a ocurrir. Las acciones correctivas deben ser apropiadas a los efectos de las no conformidades encontradas. Debe establecerse un procedimiento documentado para definir los requisitos para: a) Revisar las no conformidades (incluyendo las quejas de los clientes), b) Determinar las causas de las no conformidades, c) Evaluar la necesidad de adoptar acciones para asegurarse de que las no conformidades no vuelvan a ocurrir, d) Determinar e implementar las acciones necesarias, e) Registrar los resultados de las acciones tomadas, y f) Revisar las acciones correctivas tomadas.” La organización debe realizar un análisis de causas originales de las no conformidades y los resultados de las acciones correctivas, verificándose mediante un ensayo/prueba antes de definir e iniciar la acción correctiva. ----------------------------------- (38) Fuente: Normas ISO 9001 y 9004 (traducción certificada) Elaborado por: Patricio Espinoza.

58
La acción preventiva y el TPM (mantenimiento productivo total): El sistema TPM coloca a todos los integrantes de la organización, en la tarea de ejecutar un plan de mantenimiento preventivo anual, mes por mes, con el objetivo de maximizar la efectividad de los bienes. Esto podemos observar en la tabla Nº 5 (39) (página 59). Por consiguiente, es importante recomendar que el plan se centre en el factor humano de toda la compañía, para lo cual se asignan tareas de mantenimiento por grupos y mediante la conducción de una “acción motivadora”. “El TPM se explica por: - Efectividad total a efectos de obtener la rentabilidad adecuada, teniendo en cuenta que ésta, hace referencia a la producción, a la calidad, al costo, al tiempo de entrega, a la moral, a la seguridad, a la salubridad y al ambiente. - Sistema de mantenimiento total consiste en la prevención del mantenimiento (diseño libre de mantenimiento al cual ya nos hemos referido) y en la mejora de la mantenibilidad. - Intervención autónoma del personal en tareas de mantenimiento. - Mejoramiento permanente de los procesos al mejorar el mantenimiento.” La organización debe aplicar además un sistema de prevención de pérdidas y planificar la mitigación de sus efectos, para mantener un eficaz y eficiente desempeño de los procesos, como apoyo a las actividades y a los productos que aseguren la satisfacción de los clientes internos y externos. Según las Normas ISO 9001-2000, Sistemas de Gestión de la Calidad – Requisitos. Art. 8.5.3 Acción Preventiva, dice: “La organización debe determinar acciones para eliminar las causas de no conformidades potenciales para prevenir su ocurrencia. Las acciones preventivas deben ser apropiadas a los efectos de los problemas potenciales. Debe establecerse un procedimiento documentado para definir los requisitos para: a) Determinar las no conformidades potenciales y sus causas, b) Evaluar la necesidad de actuar para prevenir la ocurrencia de no conformidades, c) Determinar e implementar las acciones necesarias, d) Registrar los resultados de las acciones tomadas, y e) Revisar las acciones preventivas tomadas.”

59
Plan de mantenimiento preventivo. Tabla Nº 5 (39)

60
4.9.3 PL-PR3 Adecuación del ambiente laboral Propósito: Adecuar procedimientos de gestión interna para mejorar la interacción personal y las relaciones industriales. Objetivo: Lograr un ambiente de trabajo eficaz, comprometido y de confianza. Responsables: Comité para el ambiente laboral (Recursos Humanos, Mandos medios) La organización a través de su Comité de ambiente laboral, debe motivar al personal involucrado para lograr actitudes pro activas en función de mantener un ambiente de trabajo propicio y de confianza, ya que esto produce calidad óptima en servicio. El entorno además, debe estar bien cuidado y organizado para garantizar y asegurar un mejor desenvolvimiento dentro del cuarto de máquinas. 4.9.4 PL-PR4 Tareas de gestión y control de registros Propósito: Implementación de registros de tareas de gestión y control. Objetivo: Alcanzar metas de efectividad. Responsables: Comité para el control de registros (Control de materiales, Sistemas, Jefes de área) a) Tareas de gestión Es necesario documentar los procedimientos, manteniendo en el control de registros la evidencia de la conformidad con los requisitos, así como un respaldo documentado de la operación y acción tomada dentro del sistema de ingreso y egreso de materiales y a su vez, el control de recepción de materiales; ver tabla Nº 6 (40) (página 61), y tabla Nº 7 (41) (página 62). El jefe de área definirá los parámetros de control para la corrección de errores de operación e informará sobre como deben manejar estos controles. El personal debe acatar y aplicar el sistema de registros. b) Control de registros - El rediseño de formularios de control diario debe estar acorde con las necesidades del área de mantenimiento y dar la pauta para establecer indicadores de ajustes y rectificaciones en marcha. - Del manejo diario de la documentación, se deben obtener indicadores para un manejo eficaz de registros. - Los registros deben ser legibles, identificables y recuperables, es decir “deben ser fácilmente manejables”.

61
TABLA Nº 6 (40) “LA INTERNACIONAL” CALDEROS DE VAPOR SERVICIOS INDUSTRIALES Nº 0001 EGRESO DE MATERIALES COD. SAC-PL-PR4.1
Ciudad: Fecha: Hora:
Retirado por: ______________ Documento: ____________ Nº _________ Utilizado en: _________________________________________________________ CODIGO CANTIDAD DESRIPCION
DISTRIBUCION
Bodega: Contabilidad: Solicitante:
ENTREGUE CONFORME
RECIBI CONFORME
DIGITADO
CONTABILIDAD Fecha: __________
………………………………………………………………………………………… “LA INTERNACIONAL” CALDEROS DE VAPOR SERVICIOS INDUSTRIALES Nº 0001 INGRESO DE MATERIALES COD. SAC-PL-PR4.2
Ciudad: Fecha: Hora:
Factura Nº _______ Envío Nº_______ C.PAGO Nº _______ Guía Nº_______ Proveedor: ________________________ Nombre: __________________________ CODIGO CANTIDAD DESCRIPCION
DISTRIBUCION
Bodega: Contabilidad: Solicitante:
ENTREGUE CONFORME
RECIBI CONFORME
DIGITADO
CONTABILIDAD Fecha: __________
---------------------------------- (40) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza
62
Control de recepción de materiales. Tabla Nº 7 (41)

63
4.9.5 PL-PR5 Concordancia de infraestructura con los requisitos del cliente Propósito: Realizar ajustes en la infraestructura, para mejorar los mecanismos de gestión interna y externa. Objetivo: Asegurar la calidad de servicios a clientes internos y externos. Responsables: Comité de infraestructura (Obras civiles, sistemas, jefes de área) La organización debe realizar una revisión total de la infraestructura para asegurarse de estar provistos de los elementos necesarios para satisfacer los requerimientos del producto y /ó servicio. Debe proveer de las adecuaciones que sean indispensables tanto en equipamiento como en lo referente a tecnología. La infraestructura se refiere a: a) Edificios: espacio de trabajo y servicios asociados. b) Equipos para los procesos: tanto hardware como software. c) Servicios de apoyo: transporte, comunicación y otros. 4.9.6 PL-PR6 Criterios de compras para las adquisiciones Propósito: Implementar proceso de compras que facilite el trámite de las adquisiciones Objetivo: Lograr que la gestión interna agilite el citado trámite. Responsables: Comité de compras (Control de Materiales, Dpto. financiero, Investigación y desarrollo, jefes de área). - La organización debe evaluar y asegurarse de realizar una eficiente selección de los proveedores en función de su capacidad para suministrar los productos requeridos, en las mejores condiciones y de acuerdo con los requisitos solicitados; basándose en respaldados de registros y resultados de las acciones dadas en situaciones similares. - Durante el proceso de adquisiciones, conjuntamente con la verificación de que se cumplan los requisitos, es imprescindible, evaluar y reevaluar los costos del producto o servicio. La calidad de las adquisiciones es parte del valor agregado del producto, por lo tanto incluyen pruebas y calibraciones. - Todas las actividades de compras deben planearse y controlarse mediante registros (Kárdex), aplicación de procedimientos documentados, como son los presupuestos para el mantenimiento anual. Ver tabla Nº 8 (42) (página 64). - El tipo y alcance de control aplicado a proveedor y producto adquirido, es determinante para obtener procesos garantizados y óptimos.

64
Presupuestos repuestos y suministros de mantenimiento anual por mes. Tabla Nº 8 (42)
65
4.9.7 PL-PR7 Implementación de un sistema de control con dispositivos de medición. Propósito: Adquisición de los dispositivos necesarios de medición certificada, para establecer parámetros de las condiciones físicas del caldero y valoración de la efectividad de su funcionamiento. Objetivo: Crear condiciones técnicas seguras en el manejo de calderos de vapor. Responsables: Comité interno de certificación. (Mandos medios). Este sistema incorpora métodos y dispositivos para la verificación y validación de los procesos; ayuda a implementar mecanismos de seguimiento y medición eficaz, mismos que aseguran la satisfacción del cliente. Se debe mantener un preciso control de medición, de los dispositivos del caldero de vapor, de acuerdo a los límites aceptados por las normas ISO, ya que esta precaución ayuda a identificar el estado real de los mismos. Se deben determinar y aplicar estrategias para eliminar los errores potenciales de los procesos. Estos procesos incluyen encuestas, simulaciones y otras actividades de seguimiento y medición. Según las Normas ISO 9001: 2000, Sistemas de Gestión de Calidad-Requisitos, dice: “7.6 Control de los dispositivos de seguimiento y medición La organización debe determinar el seguimiento y la medición a realizar, y los dispositivos de medición y seguimiento necesarios para proporcionar la evidencia de la conformidad del producto con los requisitos determinados. La organización debe establecer procesos para asegurarse de que el seguimiento y medición pueden realizarse de una manera coherente con los requisitos de seguimiento y medición establecidos por las normas. Ver tabla Nº 9 (43) (página 66). Cuando sea necesario asegurarse de la validez de los resultados, el equipo de medición debe: a) Revisarse para determinar el estado de calibración; b) Calibrarse o verificarse a intervalos especificados o antes de su utilización, comparado con patrones de medición trazables a patrones de medición nacionales o internacionales; cuando no existan tales patrones debe registrarse la base utilizada para la calibración o la verificación; c) Ajustarse o reajustarse según sea necesario; d) Evitar irregularidades que pudieran invalidar el resultado de la medición; e) Protegerse contra los daños y el deterioro durante la manipulación, el mantenimiento y el almacenamiento.

66
TABLA Nº 9 (43) “LA INTERNACIONAL” EQUIPOS DE MEDICION PL-PR7
TABLA Nº EQUIPO: CODIGO MARCA: Nº SERIE
FECHA DE VERIFICACION / CALIBRACION
FECHA PROXIMA VERIFICACION / CALIBRACION
ESTADO DE CALIBRACION / VERIFICACION
ACCIONES
RESPONSANBLE: Nota: Los equipos de medición serán identificados físicamente al menos con el código CALIBRACION
EQUIPO
PATRON VALOR
ENCONTRADO DIFERENCIA
RANGO DE ACEPTABILIDAD
SUGERENCIAS CUANDO VERIFIACAR / CALIBRAR QUE Y COMO SE VERIFICA EL EQUIPO __________________________________ DIRECTOR DE PLANTA
----------------------------------- (43) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.
Fecha: Equipo en uso: SI NO

67
Se debe evaluar y registrar la validez de los resultados de las mediciones anteriores, cuando se detecte que el equipo no está conforme con los requerimientos. Se deben tomar las acciones y decisiones apropiadas sobre el mantenimiento del equipo o producto afectado, respaldándose en registros de calibración y verificación. Para un eficaz seguimiento y medición de los requisitos, se debe confirmar la capacidad de los programas informáticos. El chequeo inicial debe llevarse a cabo antes de iniciar su utilización y confirmarse cada vez que, se crea necesario.” 4.9.8 PL-PR8 Diseño de un Sistema de Identificación y Trazabilidad Propósito: Implementar un sistema de Identificación de procesos, para mantener la trazabilidad de las acciones incurridas. Objetivo: Crear un sistema sustentable de gestión de calidad y mejora continua. Responsables: Comité de Identificación y Trazabilidad. (Jefes de área). La Norma ISO 9004: 2000 Art. 7.5.2 dice: “La organización puede establecer un proceso para la iden tificación y trazabilidad que va más allá de los requisitos con el fin de recopilar datos que puedan utilizarse para la mejora. Un sistema de identificación y de trazabilidad debe partir de: - El estado de los productos incluyéndose sus componentes, - El estado y la capacidad de los procesos, - Los requisitos del contrato, tales como la capacidad de recuperación del producto, - El marco legal y reglamentarios pertinentes, - El uso y aplicación previstos, - Los materiales peligrosos, - La mitigación de los riesgos identificados.” En conclusión la trazabilidad es la huella, que va quedando, de los procesos realizados. Este sistema debe ser claro y establecer que todo tipo de cambio quede en el registro master. Para ello, podemos ver el manual de procedimientos correspondiente a la tabla Nº 10 (44) (página 68). Se sustenta periódicamente en el proceso de mantenimiento y respalda con suficientes elementos de juicio el desarrollo de las gestiones que permiten seguir con los ciclos de mejoramiento continuo.

68
TABLA Nº 10 (44) MANTENIMIENTO DE CALDEROS DE VAPOR PL-PR8
TRAZABILIDAD POR ELEMENTO PLANTA: DPTO:
ELEMENTO: NOMBRE: MODELO:
FECHA: FABRICANTE: IDENTIFICACION: DATOS TECNICOS:
AÑO FABRICACION: DIMENSIONES: PESO:
CARATERISTICAS: # ELEMENTOS ACTIVOS: TIPO DE MANTENIMIENTO: PREVENTIVO: CORRECTIVO: # OPERADORES: CONTENIDO DE TRABAJO: DESCRIPCION OPERACIÓN: - - TIEMPO TOTAL:
DESCRIPCION SUBOPERACIONES: - - CICLO: FREC:
HERRAMIENTAS NECESARIAS PARA EL TRABAJO: - - - - RESPONSABLE: ANALISIS SINTETICO: DESCRIPCION: qué, quién, dónde, cuándo, cómo y por qué? Qué? ______________________________________________________________ Quién?______________________________________________________________ Dónde?_____________________________________________________________ Cuándo?____________________________________________________________ Cómo?______________________________________________________________ Por qué?____________________________________________________________ ____________________________________________________________________ RECIBI CONFORME:
---------------------------------- (44) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.
PLAN DE PROCEDIMIENTOS

69
4.9.9 PL-PR9 Seguimiento continuo y evaluación de la gestión que satisface al cliente Propósito: Seguimiento y recopilación de información sobre los clientes para ubicar las expectativas que le satisfagan. Objetivo: Asegurar clientes satisfechos. Responsables: Comité de evaluación y aseguramiento. (Director, Jefes de area). La organización debe ubicar, recopilar e identificar fuentes de información de los clientes internos y externos, tanto en forma escrita como verbal y establecer procesos eficaces y eficientes para analizar y utilizar esta información en aras de mejorar el desempeño de la organización. Las Normas ISO 9004: 2000 Art. 8.2.1.2, dicen: “Los siguientes son medios de información relativa al cliente: - Recomendaciones a los clientes y a los usuarios, - La retroalimentación sobre todos los aspectos del producto, - Los requisitos del cliente e información contractual, - Las necesidades del mercado, - Los datos de prestación del servicio, y - La información relativa a la competencia.” Es importante mantener la medición de la satisfacción del cliente como una herramienta vital para un mejoramiento continuo, respecto con las expectativas y necesidades potenciales. Entre otras fuentes de información sobre la satisfacción del cliente se incluirán: - Quejas del cliente, - Comunicación directa con clientes, - Cuestionarios y encuestas, - Grupos de discusión (focus group). Los resultados de la evaluación de la eficacia y eficiencia de los planes de prevención deberían ser revisados por la dirección, pues sirven de elementos de juicio para la modificación de planes y procesos de mejora.
70
Esta actividad de la organización viene contemplada en las Normas ISO 9004, las mismas que están ayudando a asegurar el futuro de la organización y la satisfacción potencial de nuestros clientes. Es crear una cultura que involucre a las personas de manera activa en al búsqueda de oportunidades de mejora del desempeño de los procesos, las actividades y los productos. La alta dirección debe involucrar al personal delegando autoridad, para que a su vez se comprometa y acepte con responsabilidad identificar las oportunidades en las que, la organización pueda mejorara su desempeño. Según las Normas ISO 9004: 2000. Art. 8.5.4 mejora continua de la organización. “Esto puede conseguirse mediante actividades como las siguientes: - Estableciendo objetivos para el personal, los proyectos y para la organización, - Realizando estudios comparativos (benchmarking) del desempeño de la organización con respecto al de la competencia y con respecto a las mejores prácticas, - Reconociendo y recompensando la consecución de mejoras que mediante esquemas de sugerencias, incluyan reacciones oportunas de la dirección.” La dirección debe comprometerse a realizar actividades de apoyo para la implementación de los procesos de mejora continua, considerando su apoyo en términos demandan, lo siguiente: Según sistema ISO 9004: 2000, dice: - Eficacia (por ejemplo, resultados que cumplen los requisitos), - Eficiencia (por ejemplo, recursos por unidad de tiempo o dinero), - Efectos externos (por ejemplo, cambios legales y reglamentarios), - Debilidades potenciales (por ejemplo, falta de capacidad y coherencia), - Oportunidad de emplear métodos mejores, - Control de cambios planificados y no planificados, y - Medición de los beneficios planificados.” Todos estos procesos de mejora continua son una herramienta para mejorar la eficacia y eficiencia de toda organización, así como, mejorar la satisfacción de los clientes internos y externos. La dirección debe apoyar todas estas actividades que conllevan a lograr mejoras significativas, tanto dentro como fuera de la empresa, es decir hacer gestión con calidad en servicio al cliente en general.

71
4.10 Mecanismos de auditorias internas y externas Todas las empresas que inicien el sistema ISO internamente, para alcanzar su certificación, deben conocer los mecanismos de auditorias internas y externas que existen, para garantizar la consecución de procedimientos internos y externos que se deben seguir respectivamente. 4.10.1 Auditorias primera parte La conforman auditores internos, que son parte de la fábrica “La Internacional”, per o deben ser extraños al proceso de mantenimiento. Es decir serán personas que estén en capacidad de evaluar los procedimientos internos de mantenimiento. Ellos verificarán y establecerán un reporte de no-conformidades del elemento auditado, de acuerdo a los requisitos planteados por el Plan PL-PR para el mantenimiento de calderos de vapor, y establecerán la documentación recabada. Este procedimiento observamos en la tabla Nº 11 (45) (página 72). Ejemplo: Control de Operaciones Ingeniería Industrial Seguridad Industrial 4.10.2 Auditorias segunda parte Son auditores externos, parte del staff de nuestros clientes, es decir tanto proveedores, como consumidores o usuarios de nuestros productos o servicios. Cada uno se responsabiliza de verificar la conformidad o no conformidad de la gestión establecida respectivamente. Ejemplo: Di-chem del Ecuador S.A. Recalex S.A. Deltex S.A. 4.10.3 Auditorias tercera parte (46 ) Estas auditorias son realizadas por organizaciones de auditoria externa, para la certificación, en cualquier norma. Ejemplo: ISO 9000 ISO 9004 ABS Quality Evaluations Bureau Veritas Mexicana, S.A. de C.V. DET Norske Veritas México, S.A. de C.V. ----------------------------------- (46) Fuente: Normas ISO 9000, QS 9000, ISO 14000 - Normas internacionales de administración de calidad, sistemas de calidad y sistemas ambientales. Elaborado por: Patricio Espinoza.

72
TABLA Nº 11 (45) REPORTE DE NO CONFORMIDADES Fecha: __________________
AUDITORIA INTERNA Nº ________ Elemento del sistema de aseguramiento de la calidad: ______________________ Sección: ______________________ Proceso: ___________________________ FUNCION: __________________________________________________________ DOCUMENTO DE REFERENCIA: ____________________________________ ____________________________________________________________________ ____________________________________________________________________
IDENTIFICACION DE LA NO CONFORMIDAD REQUISITO NO
CONFORMIDAD OBSERVACIONES RECOMENDACIÓN
AUDITOR RESPONSABLE DE ELEMENTO AUDITADO ______________________ ___________________________
----------------------------------- (45) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.
SACI – PL-PR 10 “LA INTERNACIONAL”

73
CAPITULO 5
5. PRONOSTICO DE RESULTADOS, CONCLUSIONES Y RECOMENDACIONES 5.1 Pronóstico de resultados (46) Los métodos de pronóstico se pueden clasificar en cuantitativos o cualitativos. Los cuantitativos se basan en un análisis de los datos históricos recopilados en un período determinado. Si se restringe a valores pasados, el procedimiento se denomina “método de serie de tiempo”, en este punto tendríamos tres métodos de series de tiempo: alisamiento (promedios móviles y alisamiento exponencial), proyección de tendencias y proyección de tendencias con ajuste de la influencia estacional. Si estas implican otras series de tiempo, estaríamos en el método casual, en el que se realiza análisis de regresión múltiple. En nuestro caso al tratarse de un proyecto, se recomienda realizar el pronóstico de resultados mediante métodos cualitativos, uno de estos procedimientos que más comúnmente se utiliza es el método Delphi, esta técnica, se la realiza mediante un “consenso de grupo”. Por lo general, los métodos cualitativos de pronóstico utilizan las evaluaciones de expertos para realizar pronósticos. Una ventaja de estos procedimientos es que se les puede aplicar en situaciones en las que no existen disponibles datos históricos. En la técnica del método cualitativo, donde no existen datos históricos, se pide a los miembros de un panel de expertos (todos los cuales están físicamente separados entre sí y no se conocen) responder a una serie de cuestionarios. Se tabulan las respuestas al primer cuestionario, y se utilizan para preparar un segundo cuestionario que contiene información y opiniones del grupo completo. A cada participante se lo pide reconsiderar y posiblemente modificar su respuesta anterior a la luz de la información grupal a la luz de la información grupal que se ha proporcionado. Se continúa con este proceso básico, hasta que el coordinador considera que se ha logrado cierto grado de consenso. El método Delphi no produce como resultado una sola respuesta, sino más bien produce variedad de opiniones, en la cual concurre la mayoría de los expertos. El procedimiento cualitativo se denomina “elaboración de escenarios ”, que consiste en desarrollar un escenario conceptual del futuro con base a un conjunto de suposiciones concurrentemente definidas. Los métodos cualitativos intuitivos o subjetivos se basan en la aptitud de la mente humana para procesar diversas informaciones. ---------------------------------- (46) Fuente: Investigación de tesis Elaborado por: Patricio Espinoza.

74
5.2 Conclusiones: - La jefatura de mantenimiento de los calderos de vapor, siempre ha estado preocupada por establecer los mecanismos más idóneos para un mejoramiento continuo en esta área, pero su limitante ha sido el costo de las innovaciones para establecer este procedimiento. - Es primordial en el mantenimiento de los calderos de vapor, el control de calidad de las aguas que recirculan en ellos. El actual proveedor: DI-CHEM del Ecuador S.A., periódicamente da recomendaciones para optimizar la utilización de los insumos, mismas que son adoptadas rigurosamente. - La estructura administrativa sugerida para el mantenimiento de los calderos de vapor en el presente plan, se ajusta a las políticas de la empresa, fijándose así: líneas de autoridad, confianza, respeto, competencias y responsabilidades de cada departamento, así como los límites y restricciones, con el fin de conseguir mejores rendimientos y por consiguiente “la satisfacción total”. - La información y la capacitación que se den al personal involucrado en el mantenimiento de los calderos de vapor, es punto clave para que sean más eficientes y garanticen un mayor grado de “confiabilidad” en los procesos internos del sistema. El cálculo de la confiabilidad en todo sistema nos permite apreciar lo importante que es aumentar los índices de rendimiento y eficiencia individual o por partes, ya que así se incrementa automáticamente el rendimiento del proceso total. - En la evaluación del recurso humano que interviene en el mantenimiento de los calderos de vapor, no sólo se debe tomar en cuenta la productividad, sino también su potencial y capacidad, tales como: eficiencia, actitud y conocimiento de objetivos.

75
5.3 Recomendaciones: - La visión administrativa de la Dirección, debería considerar: las estrategias planteadas respecto al mantenimiento de los calderos de vapor, por su repercusión en el entorno macro-ambiental, la cultura del sector y los objetivos individuales de las personas. - Es importante el apoyo que debe brindar la Dirección para efectivizar las mejoras continuas inherentes a los procesos de mantenimiento de los calderos de vapor, así como a las actividades tendientes a alcanzar su máximo rendimiento, que en definitiva son de beneficio para la empresa y la satisfacción de sus clientes internos. - La toma de decisiones se debería asumir con un estilo de liderazgo que considere las necesidades, sugerencias y requisitos de los clientes internos, como lo recomiendan las normas ISO. - Se debería fomentar, como una política corporativa en el manejo del personal, la utilización permanente del buen trato y respeto en la interrelación a todo nivel, estimulando las expectativas de desarrollo del personal y por ende de la empresa - Los sistemas administrativos son las herramientas básicas, para que las organizaciones puedan cumplir con sus objetivos, por lo que sería importante que se desarrollen frecuentes capacitaciones en tópicos de mantenimiento y sistemas integrales de organización. - Conforme con las directrices de las normas ISO, se debería establecer un control riguroso en la utilización de los implementos de seguridad necesarios en el área de calderos de vapor. - Es necesario controlar el nivel de ruido, para lo cual sugiero separar los ambientes de la zona de máquinas con el área de calderos de vapor, mediante la instalación de una cortina de flejes plásticos, que bloquearía el ruido emitido por los calderos de vapor, contribuyendo de esta manera a la salud ambiental y mejoramiento de la comunicación con clientes externos - Se debería colocar tableros señalizados para la ubicación de las herramientas que se utilizan en los calderos de vapor, bajo criterios de normas de seguridad y prevención de accidentes de trabajo. - La aceptación y aplicación del sistema propuesto para el mantenimiento de los calderos de vapor, considero sería un factor motivador de crecimiento y satisfacción personal, ya que es criterio general, que los trabajadores no sólo buscan buenos y mejores ingresos, sino desarrollo y satisfacción por el eficaz cumplimiento del rol asignado, siguiendo esquemas de capacitación, seguridad, y entrenamiento, política que constituye el planteamiento de fondo de la presente tesis.

76
CAPITULO 6 6. BIBLIOGRAFIA 6.1 ANDERSON R.G. Organización y Métodos – Biblioteca para dirección de empresas. España – 1993 6.2 DE LA CERDA José Los Laberintos del mejoramiento. Búsqueda de la Competitividad en la Empresa Latinoamericana. Editorial Iberoamérica. México – 1995 6.3 GONZALES Carlos ISO 9000 – QS 9000 – ISO 14000 Normas internacionales de administración de calidad, sistemas de calidad y sistemas ambientales McGRAW-HILL INTERAMERICANA EDITORES, S.A. 6.4 GOULD Eppen Schmidt Investigación de Operaciones en la Ciencia Administrativa 3º Edición. Prentice – Hall Hispano Americana S.A. México - 1992 6.5 HOWARD S. Gitlow SHELLY J. Gitlow Cómo mejorar la calidad y la productividad con el método Deming Grupo Editorial Norma S.A. Colombia - 1993 6.6 NORMAS ISO - Versión 2001/2002 Navegación Internet 6.7 NORMAS INEN - Módulos de ingeniería en calderos de vapor. 6.8 NORMAS INEN (ASME) – page 11 … Año 1.995 VIII-2 6.9 NORMA TECNICA ECUATORIANA – NTE INEN – ISO 9001: 2000 – ISO 9004: 2000 Sistemas de gestión de la calidad. Requisitos 6.10 ORGANIZATION – Division 2 of section VIII is divided into eight parts (Appendices)

77
6.11 PLAMONDON Jean Pierre MOST, y Evaluación puesto de trabajo. Dominium Company Textile. - Canadá 6.12 PROGRAMA DE CAPACITACION EN GERENCIA DE LA ENERGIA EN LA INDUSTRIA Sistemas de calderos – Instituto Nacional de Energía Comisión de Comunidades Europeas 6.13 RESPONSIBILITIES AND DUTIES – in meeting code requirements Material requirements 6.14 ROSELER Rice Associates Manual de Mantenimiento Industrial (Enciclopedia) Ediciones de Mc Graw Hill. México – 1987 6.15 ROBERT D. Port HARVEY M. Herro Guía NALCO, para el análisis de fallas en calderas Mc Graw Hill / Inter. Americana de editores S.A. de C.V. 6.16 SPETZLER Carl Managing Director Strategic Decisión Group Reingeniería de la Empresa Seminario - 1995

78
SIMBOLOGIA ANSI.- American National Standards Institute. ASQC.- American Society for Quality. CALD.- Calderos. COD.- Código. CT.- Comité técnico. DGN.- Dirección General e Normas. ISO.- International Organization for Standarization IT.- Introducción al trabajo. MAN.- Mantenimiento. MN.- Manual. M-PR.- Módulo de procedimiento. PHVA.- Planificar, Hacer, Verificar, Actuar. PL.- Plan. PMCV.- Plan de mantenimiento para calderos de vapor. PR.- Procedimiento. QHSE.- Estructura del sistema de alta calidad. RRHH.- Recursos humanos. SAC.- Sistema de aseguramiento de la calidad. SGC.- Sistema de gestión de calidad. TPM.- Mantenimiento productivo total.

79
GLOSARIO Aguas residuales.- Son aguas que provienen de los aforos existentes en los procesos de la Planta, especialmente de los tanques de impregnación y lavado de tela. Alcalinidad.- Grado de concentración de Hidróxido de Sodio o llamada también sosa cáustica. Conformidad.- Certificación con auditoría de calidad, que cumple con los requisitos y requerimientos, para la aceptación formal de una determinada operación. Corrosión.- Degradación de las paredes internas del caldero o de los tubos de fuego, debido a la presencia de óxidos y otros elementos químicos que se manejan en su interior. Cuarto de máquinas.- Es el área específica donde se encuentran los calderos de vapor con sus respectivos elementos y equipos. Dureza del agua.- Grado de concentración de elementos minerales en el agua, lo cual provoca cambios en el ph del mismo. Golpe de Purga.- Desfogues violentos de presión de agua del caldero de vapor, para provocar turbulencia interna y limpiar elementos sólidos que se depositan en el interior del caldero. Cuando el golpe de purga es en la parte inferior del caldero de vapor, este toma el nombre de “purga de fondo”. Grado de Alcalinidad.- Cantidad de sosa cáustica o de Hidróxido de Sodio presente en el agua, la misma que mantiene relación directa con la corrosión interna del caldero de vapor y su rendimiento. Incrustación.- Grado de compactación química de en el interior de los tubos del caldero, que no permiten flujos libres. Los condensados.- Son aguas calientes que se recuperan a través de tuberías, las mismas que provienen de las redes de las líneas de vapor. Mak-Donnell.- Dispositivo de seguridad que conecta y desconecta la bomba de agua que alimenta un caldero de vapor. No Conformidad.- Certificación con auditoría de calidad, que no se cumple con los requisitos y requerimientos, lo cual debe realizarse los correctivos necesarios. Ph.- Medida del grado de alcalinidad y/o acidez del agua. Precipitados.- Conformación de sólidos que aparecen libres en la fondo del caldero, debido a la reacciones químicas espontáneas que se dan dentro del mismo. Trazabilidad.- Huella de registros de todo el procedimiento seguido que garantiza la conformidad o no conformidad de una determinada operación.

1
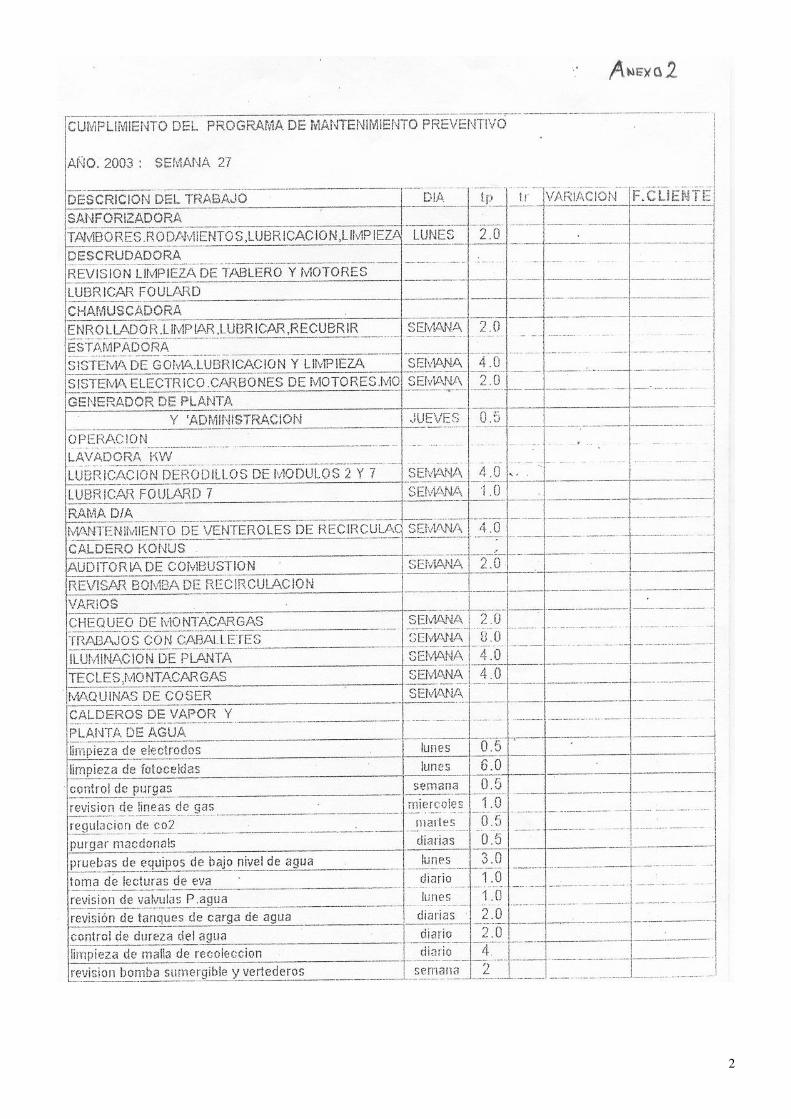
2

3

4

5
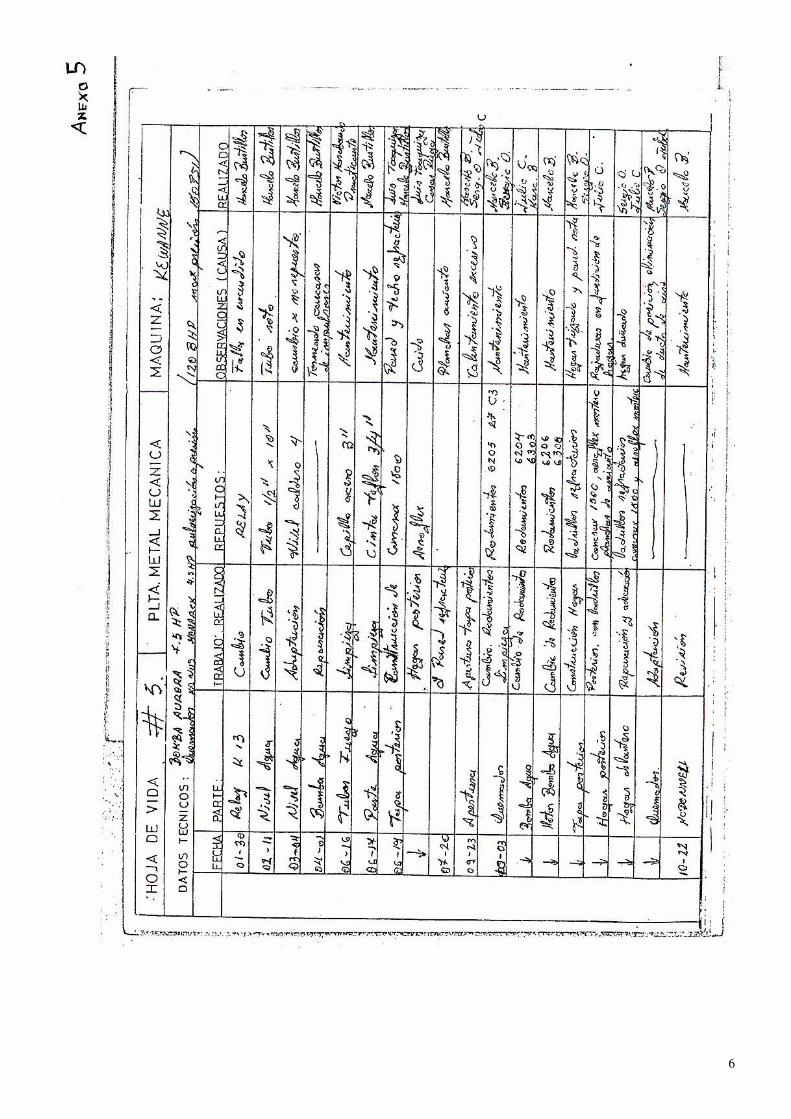
6

7

8


















