C-13

of 11
-
Upload
anonymous-gywzu5ph -
Category
Documents
-
view
214 -
download
0
description
Soldadura de los hierros fundidos
Transcript of C-13
Universidad Nacional de Guinea Ecuatorial
Universidad Politcnica Territorial de Paria
Departamento de Naval
Ingeniera Mecnica
Tema 4: Soldadura de las aleaciones metlicas.ConferenciasClase PrcticaSeminariosLaboratoriosTotal
51118
Actividad docente: 24 Tiempo: 90 minutosConferencia 13: Soldadura de los hierros fundidos. Objetivos:
Al concluir la clase los estudiantes sern capaces de:
1. Caracterizar la soldabilidad de los hierros fundidos, prestando especial atencin a los problemas de soldabilidad inherentes a su composicin qumica y a los relacionados con la explotacin, as como las soluciones a estos.
2. Relacionar los mtodos de soldadura aplicados en la reparacin de piezas de hierro fundido gris, as como sus campos de aplicacin y materiales de aporte empleados.Contenidos:
4.13 Hierros fundidos. Clasificacin y caractersticas. Problemas de soldabilidad. Mtodos de soldadura de los hierros fundidos,Medios de enseanza:
Pizarra
Retroproyector
Elaborado por: Profesor Ing. Frank Gamero. IntroduccinEn la clase anterior fue objeto de estudio la clasificacin general de los aceros inoxidables de acuerdo con la estructura. Las caractersticas de soldabilidad de los aceros inoxidables austenticos desde el punto de vista de problemas y soluciones para obtener uniones de calidad, as como la seleccin del material de aporte y los procesos de soldadura empleados en los mismos. Preguntas de evaluacin
1. Mencione los problemas fundamentales que se presentan durante la soldadura de los aceros inoxidables austenticos y las medidas que se pueden aplicar para evitarlos.
2. Mencione los problemas fundamentales que se presentan durante la soldadura de los aceros inoxidables al cromo de tipo martenstico y las medidas que se pueden aplicar para evitarlos.
Nexo del nuevo contenidoEn conferencias anteriores se han estudiado los problemas de soldabilidad de diferentes aceros empleados comnmente en la fabricacin de estructuras y recipientes utilizados actualmente en la industria moderna. Sin embargo hay una gama importante de piezas que se obtiene por fundicin ferrosa que es necesario aplicarle soldadura en varias situaciones y que difieren de las estudiadas hasta ahora en los aceros.Es importante sealar que en el caso concreto del hierro fundido, cuando se habla de soldadura, en la mayora de los casos se refriere a soldadura de reparacin, es decir piezas fabricadas de este material que se han partido por problemas accidentales o por el esfuerzo a que estn sometidas durante la explotacin. Lo anterior esta determinado debido a que las piezas de hierro fundido se obtienen por fundicin y casi nunca a travs de la soldadura.
En la actividad de hoy estudiaremos en primer lugar los problemas de soldabilidad del hierro fundido y los mtodos recomendados para lograr uniones de calidad en este tipo de material.
4.13 Hierros fundidos4.13.1 Clasificacin y caractersticasLos hierros fundidos son aleaciones de hierro, carbono y silicio y pueden contener adicionalmente cantidades menos significativas de azufre, manganeso y fsforo. En aplicaciones especiales pueden ser empleados elementos adicionales como cromo, molibdeno, vanadio y otros. El contenido en por ciento de estos elementos presentes en los hierros fundidos vara en cierto rango.Los hierros fundidos (llamados tambin, hierros colados se distinguen de los aceros porque presentan:1. Mayor contenido de carbono2. En su estructura puede aparecer la ledeburita o el grafito.3. Mayor contenido de Si, Mn, P y S.4. Menor punto de fusin lo que provoca una mayor fluidez.5. Poca capacidad de deformacin plstica.De acuerdo con el mtodo de obtencin y a la forma en que se encuentre el carbono en los hierros fundidos, existen diferentes tipos: Hierros fundidos grises, con grafito esferoidal de alta resistencia (nodular), blanco, maleables y aleados.En funcin de la cantidad de carbono combinado en forma de cementita, del total que entra en la aleacin, la estructura de los hierros fundidos puede ser como se muestra en la tabla 1
Tabla 1- Estructura de los hierros fundidos.EstructuraC en combinacin (%)Tipo
Ledeburita + Cementita + Perlita
Ledeburita + Cementita + Perlita + Grafito
Perlita + Grafito
Perlita + Ferrita + Grafito
Ferrita + Grafito100
> 80
70 - 80
10 - 70
NingunoHierro Blanco
Estruchado
Perltico
Perltico - Ferritico
Ferrtico
La estructura y propiedades de los hierros fundidos dependen fundamentalmente de la composicin qumica de los mismos, velocidad de enfriamiento y tratamiento trmico.
Tipos de hierros fundidos y sus principales caractersticas.
Hierro Fundido Blanco:
El hierro fundido es una aleacin de hierro y carbono en el cual todo el carbono se encuentra combinado en forma de cementita (Fe3C). Su nombre se debe a que la fractura es de color blanco.
Los hierros fundidos blancos son muy duros y frgiles por lo que no son fcilmente maquinables, se consideran prcticamente insoldables, y el campo de la aplicacin es limitado en piezas resistentes a la friccin. La fundicin blanca pobre en carbono y la pobre en silicio se emplean para la produccin de fundicin maleable.
Hierros Fundidos Grises:
Los elementos esenciales del hierro fundido gris son: carbono, fsforo, manganeso y azufre; la base metlica de los mismos pueden ser: ferrita, ferrito-perltica, perltica y estruchada o intermedia. El grafito puede encontrarse en forma de lminas gruesas o de pequeas escamas. El nombre de hierro gris se debe a que se fractura es de color gris.
El aumento del contenido de nquel en los hierros fundidos grises provoca un aumento de la resistencia a la traccin, el cual en los grados corrientes de los hierros fundidos grises se encuentran entre 21 y 28 kg/mm2. El lmite de fluencia no est bien definido como en otras aleaciones ferrosas, pero para fines prcticos se considera aproximadamente igual a la resistencia ltima del material. La resistencia a la compresin es de 2.5 a 4.5 veces mayor que la resistencia a la traccin y la viscosidad de impacto es muy baja, sobre todo cuando el contenido de fsforo es muy elevado. Los hierros fundidos grises de acuerdo con sus propiedades mecnicas, la forma de obtencin de los mismos y la forma en que aparece el grafito, se clasifican en dos grandes grupos: de baja resistencia y de mediana resistencia. Las propiedades de los mismos varan como la cantidad y forma de grafito y las cantidades de perlita y ferrita.
Hierros Fundidos de Alta Resistencia:El hierro fundido de alta resistencia se obtiene aadiendo magnesio en una cantidad de 0.3 a 1.2 % del peso de la carga de hierro, cuando la temperatura de este se encuentra entre 1400 y 1450 C, de esta forma se obtiene grafito en forma esferoidal, lo que produce un aumento considerable de las propiedades mecnicas. Este tipo de hierro fundido puede obtenerse aadiendo cerio en la colada.
La base metlica de estos hierros fundidos puede ser: ferrita, ferrita- perlita o perlita y al comparar la resistencia con los aceros al carbono podemos observar las siguientes ventajas:
- Una temperatura de fusin inferior, mayor fluidez, menor disposicin para formar grietas en fro y en caliente, mejor maquinado por corte.
- En comparacin con la fundicin gris, este presenta una resistencia mucho mayor, ductilidad, resistencia a alta temperatura y mejor soldabilidad, pues son perfectamente soldables utilizando tcnicas de soldaduras adecuadas, lo que permite el montaje de conjuntos y la preparacin de partes soldadas de fundicin nodular y acero que presenten propiedades mecnicas similares al del metal base.
Hierro fundido maleable:
El hierro fundido maleable se obtiene mediante el tratamiento trmico llamado recocido de grafitizacin (maleabilizacin del hierro fundido blanco). La base metlica de estos materiales puede ser ferrita, ferrita - perlita y perlita, donde el grafito se encuentra distribuido en forma de roseta. Esta estructura garantiza una alta resistencia a la traccin, elevada plasticidad y resiliencia.
Hierro fundido aleado:
Los hierros fundidos aleados son aquellos que contienen elementos aleantes tales como: Cr, Ni, Mn, Si, Al, Cu, Ti, Mo y V, los cuales influyen en la microestructura y propiedades de los mismos. Estos elementos aleantes logran obtener hierros fundidos con las siguientes propiedades:
- Resistencia a la formacin de cascarilla
- Resistentes a algunos cidos
- Los del tipo martensticos tienen alta resistencia a la abrasin.
Dentro de los principales tipos de hierros fundidos aleados estn por ejemplo el Nihard, Niresist y Nicrosilial.
4.13.2 Problemas fundamentales durante la recuperacin de piezas de hierro fundido.
En el campo de la recuperacin de piezas los aspectos ms importantes a tener en cuenta en el caso de la rotura de piezas de hierro fundido es la forma del grafito y el tipo de matriz, pues estos dos factores son determinantes en cuanto al procedimiento a seguir. Para realizar con xito un trabajo de recuperacin de piezas de hierro fundido es importante conocer los factores de mayor incidencia en las propiedades de soldadura de este tipo de material, pues como ya se ha visto posee ciertas particularidades que los distinguen de los aceros al carbono que deben ser valorados como un caso particular, donde es necesario considerar desde la composicin qumica, tipo de matriz, forma del grafito, as como las condiciones de trabajo de la pieza y la situacin del dao.
Se puede plantear que los aspectos ms relevantes que influyen en la soldadura de reparacin de piezas de hierro fundido son los siguientes:
1- Estados tensionales debido al calentamiento y enfriamiento del metal y su efecto en el carbono libre.
2- Transformaciones estructurales provocadas por el calentamiento y enfriamiento del metal en la ZIT.
3- Presencia de poros en la zona fundida.
4- Alta fluidez del metal fundido.
5- Formacin de xidos refractarios.
Por otra parte al recuperar piezas de hierro fundido puede que la misma presente ciertas caractersticas como consecuencia de las condiciones de trabajo que pueden afectar el proceso de recuperacin. Estas modificaciones de las piezas son las siguientes:
- Crecimiento del hierro fundido
- Infundibilidad
- Quemado
El efecto de los estados tensionales en la reparacin de piezas de hierro fundido.
Los hierros fundidos se caracterizan por su baja resistencia a la traccin y deformacin plstica, siendo esta ltima propiedad junto a la presencia de inclusiones de grafito el factor de mayor incidencia en las propiedades de soldadura de reparacin en las piezas de hierro fundido.
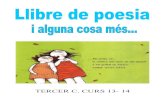
Con el calentamiento local en una pequea masa de metal producto de la incidencia de la fuente trmica para realizar el proceso aparece la dilatacin en todas las direcciones, surgiendo en las zonas adyacentes tensiones de compresin. (figura 1 a).
Estas tensiones de compresin no ejercen influencia significativa sobre los ncleos de grafito cercanos a la zona de recuperacin. Pues los hierros fundidos poseen cierta resistencia a la compresin y adems al existir temperaturas elevadas el material presenta cierta elasticidad. Sin embargo al enfriarse el metal fundido ste se contrae provocando tensiones en sentido contrario (tensiones de traccin sobre las inclusiones de grafito). En la figura 1 b se presenta las tensiones de traccin al enfriarse el metal de la costura.
A BFigura 1. Representacin de las tensiones de traccin y de compresin sobre los ncleos de grafito producto del calentamiento.
Estas tensiones en los extremos del ncleo de grafito pueden ser considerables en dependencia de la forma del mismo. Si el hierro fundido posee el grafito en forma laminar las tensiones creadas en los extremos puede superar la resistencia del material por el efecto de concentracin de tensiones y provocar el agrietamiento. Adems influye negativamente la distribucin de la plasticidad al bajar la temperatura. Si estamos en presencia de hierro fundido con grafito esferoidal la sensibilidad al agrietamiento es menor, pues la distribucin de tensiones es ms uniforme. De aqu la importancia de conocer a la hora de recuperar una pieza de hierro fundido, cual es la forma del grafito que posee la misma.
Transformaciones estructurales provocadas por el calentamiento y enfriamiento
Zona de Influencia Trmica.
Las tres formas que puede presentarse el hierro, la fundicin gris, maleable y nodular, responden de forma similar para la soldadura, donde el problema fundamental es la obtencin con resistencia mecnicas satisfactoria sin un serio calentamiento o fragilizacin de la zona afectada por el calor. Las modificaciones de la estructura en la zona afectada por el calor puede llegar a ser bastante complicada por lo que, durante la soldadura, se toman ciertas medidas en vista de que una fundicin maleable ferrtica o de otro tipo mantenga su estructura posterior al proceso de soldeo.
Para el estudio de las modificaciones estructurales que pueden ocurrir en la zona de influencia trmica es necesario valorar la temperatura que alcanza en cada punto y su posterior enfriamiento.
Segn lo analizado anteriormente la zona de la unin soldada corresponde a la temperatura del punto Tb constituye una zona muy peligrosa desde el punto de vista de las posibles modificaciones estructurales. Esto quiere decir que un enfriamiento rpido en las zonas cercanas a los ncleos de grafito, cuya cantidad de carbono va desde 0.9 a 0.5%, puede aparecer estructuras de alta fragilidad donde la cintica de su formacin prcticamente es similar a las de un acero de la misma composicin en carbono. Por otra parte un grado de subenfriamiento en las zonas cercanas a los ncleos de grafito puede provocar la formacin de una red de cementita de alta dureza.
La aparicin de estructuras en la zona cercana a los ncleos de grafito que provocan alta fragilidad a la unin pueden ocurrir en determinado rango de temperatura segn se comporta la difusin del carbono en la interfase a lo largo de la lnea SE. Por ejemplo para una zona cuya temperatura alcanzada est en el orden de los 1000 0C, los procesos de difusin del carbono se aceleran, ocurriendo una considerable penetracin del carbono dentro de la austenita y de la misma manera que para el caso de la zona donde la temperatura corresponde con el punto Tb la distribucin del carbono en la matriz se representa de forma esquemtica en la figura 2.19. Velocidades de enfriamiento propios del proceso de soldadura sin medidas complementarias, pueden conducir al surgimiento de grietas como consecuencia de la formacin de estructuras de temple.
En las diferentes zonas de la unin soldada donde la temperatura no alcanza la fusin del metal base, las estructuras obtenidas, as como las propiedades de resistencia de dicha zona no dependen en esencia del material de aporte utilizado y slo estn relacionadas con el ciclo trmico impuesto en cada punto, cuya tecnologa de soldadura es decisiva.
En la zona de la unin soldada que alcanza la temperatura de 1200 0C ocurre un fenmeno similar al observado en el punto donde la temperatura alcanza los valores de 1000 0C. No obstante existe una diferencia ya que la interfase con el lquido est constituido por el metal fundido. En este caso el carbono se difunde rpidamente en el lquido, siendo para esta temperatura considerable y su representacin esquemtica se muestra en la figura 2.19.
En el caso de que se produzca un enfriamiento del ncleo de grafito hasta la solidificacin desde el metal lquido, puede aparecer carbono, que se incorpora al ncleo original, o puede aparecer otros grmenes en dependencia de varios factores, como por ejemplo la presencia de determinados elementos de aleacin que facilitan la nucleacin, es decir el silicio, cerio, magnesio, niquel etc.
De forma general si se realiza el enfriamiento hasta la temperatura eutctica (lnea Ec) la estructura est formada por ncleos de grafito rodeados fundamentalmente de ledeburita. El enfriamiento posterior, que depende de la tecnologa de soldadura puede originar varias formas estructurales en las zonas cercanas al ncleo de grafito.
En piezas de grandes espesores donde la velocidad de enfriamiento es mucho mayor que en piezas delgadas es ms propenso a la formacin de estructuras duras y redes de carburo que hacen que el cordn de soldadura no pueda maquinarse por arranque de viruta.
Para atenuar en cierta medida el efecto de las elevadas velocidades de enfriamiento se suelda con precalentamiento, aunque en piezas de grandes proporciones es prcticamente imposible darle un precalentamiento total, por lo que en estas situaciones solamente se calienta la zona adyacente a la reparacin.
Transformaciones estructurales en la zona fundida.
A diferencia de la zona de influencia trmica, en la zona fundida las transformaciones estructurales dependen no solo del ciclo trmico y composicin del hierro fundido sino tambin de la composicin del material de aporte. En este caso se produce una microfundicin, donde la formacin de ncleos de grafito depende en principio de los elementos grafitizantes que existan en el bao fundido y de la velocidad de enfriamiento posterior.
Segn lo anterior los materiales de aporte por lo general llevan en su composicin cantidades determinadas de silicio y carbono. En los materiales de aporte empleados en la soldadura manual por arco elctrico, es decir los electrodos, poseen un revestimiento con elevado contenido de grafito. Este elemento durante la fusin y solidificacin posterior, constituye el principal grmen de nucleacin primaria para la existencia del carbono libre en el metal, una vez solidificado.
Dentro de los elementos que ms influye de forma favorable en la grafitizacin en la zona fundida es el nquel. Este elemento dificulta la solubilidad del carbono en la base metlica en estado lquido. Este hace que el carbono se mantenga en forma libre sin combinarse, principalmente con el hierro para formar la cementita o diferentes estructuras como la martensita, que le ofrece a la zona fundida elevada dureza y por lo tanto gran fragilidad.
Formacin de poros:
Debido al alto contenido de carbono del hierro fundido, se forman xidos de carbono (CO, CO2 ) que durante la solidificacin queda en el metal fundido provocando numerosos poros perjudiciales por la unin soldada, pues segn la forma de los mismos puede originar el agrietamiento y reducir notablemente la resistencia mecnica de unin soldada.
Crecimiento del hierro fundido:El fenmeno de crecimiento de estos materiales se presenta, cuando la pieza trabaja durante largos perodos de tiempo por encima de los 400 0C o sufre calentamientos reiterados por encima de esta temperatura y muy especialmente sobre 800 0C, lo cual provoca un aumento de volumen y un gran desarrollo de tensiones internas en la pieza, como por ejemplo, sucede en puertas de hornos, turbinas de vapor, motores de combustin interna, etc.
La causa de crecimiento de estos materiales es por transformaciones estructurales que provocan el aumento de volumen. Este aumento de volumen en el material y el subsiguiente desarrollo de tensiones internas, originan la insoldabilidad de estas piezas, ya que estas se agrietan durante el proceso de soldadura.
Infundibilidad:Este fenmeno se manifiesta en piezas que han estado en contacto con aceite, grasa y agua de mar durante largo tiempo, ya que stas se embeben o empapan con estas sustancias y luego con el calor localizado del proceso de soldadura, ellas salen a la superficie evitando la fusin del metal y ocasionar la insoldabilidad de ste. De esta forma no se logra un bao de soldadura correcto y las gotas de metal de aportacin se disgregan por la superficie o bordes de la soldadura.
La soldadura de estas piezas se realiza precalentando con llama oxiacetilnica en el lugar sonde se va a soldar durante determinado tiempo, para facilitar la salida de estas sustancias y lograr la fusin adecuada para la realizacin de la soldadura.
Cuando an persisten las condiciones desfavorables, es decir la pieza contina contaminada se procede a la reparacin empleando un material de aporte a base de latn, aunque en este caso se reducen notablemente las propiedades de resistencia mecnica de la unin soldada.
4.13.3 Mtodos de soldadura par la recuperacin en piezas de hierro fundido.
a) Soldadura en fro de la fundicin
En las condiciones de produccin no siempre es posible utilizar el precalentamiento de las piezas a soldar, por una serie de razones (grandes dimensiones de la pieza, peligro de su deformacin y otras). En estos casos se utiliza el mtodo de soldadura en fro, durante el cual no se excluye la posibilidad del surgimiento de fisuras a causa de un calentamiento irregular de las piezas, la presencia de fundicin blanca, martensita en el metal de la costura y el metal base.
Para disminuir el efecto de los factores negativos que tienen lugar durante la soldadura de la fundicin en fro se utilizan una serie de medidas especiales que contribuyen a obtener una unin soldada de buena calidad. Para evitar la formacin de fisuras en el metal de la costura o en el metal base, en estas soldaduras se utilizan electrodos que disminuyen la posibilidad de aparicin de zonas de fundicin blanca y al mismo tiempo, se toma una serie de medidas dirigidas a mejorar las propiedades del metal de la zona que est adyacente a la costura.
A las medidas tecnolgicas se refieren: La disminucin de las tensiones que surgen como resultado de la contracin del metal de la costura y la prevencin de un sobrecalentamiento excesivo del metal durante el proceso de soldadura.
La reduccin de las tensiones se alcanza disminuyendo el volumen del material depositado durante una pasada y forjando el metal en caliente inmediatamente despus de ejecutar a soldadura. El sobrecalentamiento excesivo se puede evitar utilizando electrodos con un dimetro pequeo y realizando la soldadura con corrientes no elevadas y por espacios separados (soldadura intermitente).
La soldadura en fro de la fundicin puede ejecutarse por varios mtodos:
Soldadura con utilizacin de esprragos: (Actualmente slo se usa en casos excepcionales)
Para restablecer piezas de importancia de distintas dimensiones, que trabajan con cargas considerables bajo cargas dinmicas y no necesitan maquinado posterior. Este procedimiento consiste en enroscar previamente esprragos de acero pobre en carbono en las piezas que se sueldan, realizando a continuacin la soldadura con electrodos base hierro con corriente continua o alterna. La fundicin y el acero depositado en la fundicin se enriquecen de carbono, se hace frgil y durante el enfriamiento aparecen fisuras. Los esprragos sirven para eliminar estas imperfecciones.
Soldadura con electrodos especiales de acero.
Estas soldaduras se efectan con electrodos cuyo ncleo est constituido por un alambre de acero de bajo carbono y baja aleacin con un recubrimiento especial (para facilitar la grafitizacin). Gran importancia para este recubrimiento tiene el ferrosilicio, ya que facilita la obtencin de fundicin gris. Este mtodo de soldadura se utiliza para estructuras de configuracin no complejas que trabajan con cargas insignificantes.
Haciendo la soldadura correcta y tomando todas las medidas necesarias para evitar el surgimiento de estructuras indeseables se puede conseguir una unin compacta y mecanizable.
Los electrodos base hierro usados para el procedimiento anterior estn clasificados en las normas AWS A5.15 y se identifica de la manera siguiente: E St-Cl
Soldadura con electrodos de fundicin:
Para soldar en fro se utilizan tambin electrodos de fundicin con recubrimientos que contienen elementos grafitizantes y electrodos de fundicin austentica al nquel.
Los electrodos de fundicin se fabrican de varillas fundidas con seccin circular. En la superficie de las varillas no debe haber poros, cavidades u otros defectos. La soldadura con electrodos de fundicin se realiza solamente en posicin plana con corriente continua y alterna. Para bajar la velocidad de enfriamiento del metal y disminuir su dureza, al emplear electrodos con recubrimientos grafitizantes se recomienda utilizar la soldadura ejerciendo, con el electrodo, movimientos de avance y retroceso. No obstante, en este caso no se consigue una grafitizacin completa del metal.
Actualmente los electrodos ms universales para la recuperacin de piezas de hierro fundido son los fabricados a partir de un ncleo compuesto por alambres a base de hierro y nquel.
Los electrodos con alma de nquel puro (Ni > 97 %) son los que ofrecen la mayor plasticidad en la zona fundida, por lo que garantizan un excelente maquinado.
Debido a la elevada deformacin plstica del metal depositado, incluso a temperatura ambiente, permite el forjado de los cordones aliviando considerablemente las tensiones en la ZIT. Lo anterior explica el porque de la seleccin de este tipo de electrodo en la soldadura de hierro fundido en lugares donde existe un total empotramiento del metal base. Sin embargo la resistencia mecnica de la unin es baja, inferior al del hierro fundido convencional.
Esta soldadura se realiza depositando varias capas y ejerciendo movimientos de avance y retroceso con el electrodo. Cada capa depositada se somete a un leve forjado. El metal depositado con los electrodos base al nquel tiene baja resistencia a la formacin de fisuras. Aunque los electrodos base nquel son los ms caros y son los que garantizan la soldadura de mayor calidad en la zona fundida.
Para la soldadura manual por arco elctrico estos electrodos se clasifican segn la AWS de la siguiente manera: E Ni - Cl
En el caso de electrodos hierro - nquel, el contenido de ste ltimo est en el orden del 60 % y son clasificados por la norma AWS A5.15 de la forma siguiente: E Ni Fe - CI
Este tipo de electrodo se caracteriza por su excelente resistencia mecnica, pudindose adems realizar el maquinado posterior del cordn en su seccin transversal. Su aplicacin se recomienda en lugares de las piezas donde exista libre dilatacin lineal de las mismas y se requiera elevada resistencia mecnica.
Soldadura empleando metales de aporte no ferrosos y sus aleaciones.
Para piezas de fundicin se utilizan ampliamente los electrodos de cobre y sus aleaciones. El cobre permite bajar la dureza del metal de la costura y la formacin de fundicin blanca en la zona adyacente.
Los electrodos de cobre se utilizan para la soldadura de piezas de pequeo tamao, que trabajan con cargas pequeas, es decir donde la resistencia mecnica de la unin soldada no es el factor fundamental. La aplicacin de estos electrodos se realiza con corriente continua y polaridad invertida, aunque tambin se pueden emplear con corriente alterna.
Al utilizar en la soldadura de los hierros fundidos electrodos de metal monel (25 - 30 % de cobre y del 60 - 70 % de nquel) se consigue una maquinabilidad relativamente buena del metal depositado, pero una resistencia baja a la formacin de fisuras. Estos electrodos constan de una varilla obtenida con una aleacin de cobre y nquel de 3 - 6 mm de dimetro y un recubrimiento especial para lograr la estabilidad del arco y la limpieza del metal en la zona fundida.
b) Soldadura de los hierros hundidos en caliente.
Para evitar en la soldadura con arco elctrico manual la aparicin de fisuras debido a la aparicin de la fundicin blanca y porciones templadas en la zona adyacente a la costura, se procede al calentamiento de la pieza antes de realizar la soldadura y al enfriamiento lento de la misma despus de terminar la soldadura.
Esta tecnologa de soldadura mejora al mismo tiempo la estructura del metal de la zona fundida y de las zonas afectadas trmicamente.
Se puede plantear que existen dos tipos diferentes de soldadura en caliente: semicaliente y caliente propiamente dicho. En los casos en que la rigidez de la estructura es relativamente baja, el calentamiento previo a una temperatura de 600 - 700 C se realiza nicamente en los lugares cercanos a la soldadura, siempre y cuando el efecto del calor no de lugar a tensiones de traccin sobre la zona afectada trmicamente o el metal fundido.
Cuando el volumen del metal a depositar es relativamente bajo en piezas de espesores pequeos el calentamiento previo debe estar en el orden de los 300 - 450 0C.
Al realizar la soldadura con un calentamiento local de la pieza, independientemente de la temperatura utilizada se conoce en la prctica como proceso semicaliente.
La soldadura con un calentamiento inicial de toda la pieza y un lento enfriamiento de la misma se denomina soldadura en caliente. En este caso particular las piezas se calientan previamente en hornos, fraguas u otras instalaciones de calentamiento que aseguran la temperatura necesaria en dependencia de la forma y volumen de la pieza.
Piezas de grandes dimensiones, con forma simple, es suficiente calentarlas hasta una temperatura de 150 - 200 0C; piezas de forma compleja y de considerable masa deben ser calentadas hasta 400- 450 0C. Cuando se presentan piezas de configuracin extremadamente complejas y con un volumen considerable se recomienda elevar su temperatura hasta 550 - 600 0C antes de soldarlas. Un calentamiento a temperaturas ms altas no es recomendable, ya que esto puede conducir al crecimiento de grano y a un gasto excesivo de energa que influye negativamente en los costos de recuperacin.
Para evitar la aparicin de deformaciones y de fisuras complementarias, las piezas deben calentarse lentamente y de manera uniforme. Un enfriamiento lento se recomienda en todos los casos, donde el empleo del propio horno de calentamiento es la manera ms eficiente, aunque en muchas ocasiones se cubren con mantas de amianto o con arena.
Como se ha planteado la soldadura con precalentamiento evita transformaciones estructurales que incrementan la dureza y por lo tanto la fragilidad de la zona de influencia trmica. En la figura 2.20 se representa la modificacin de la dureza en la zona de influencia trmica y la magnitud de la misma al realizar un precalentamiento de la misma.
Puesto que la intensidad de la corriente necesaria para soldar la fundicin en caliente es considerable, para estas soldaduras se deben utilizar portaelectrodos alargados con escudo protector.
Estas soldaduras se realizan sin interrupciones, manteniendo la temperatura necesaria en el metal de bao de fusin. Cuando la temperatura del metal del bao baja, su fusin con el metal base es mala. En estos casos se debe elevar la intensidad de corriente y reforzar el calentamiento previo de la pieza. Cuando el volumen de metal depositado es grande, la soldadura se realiza por espacios, aislando unos de otros, con placas de grafito de los espacios vecinos an no soldados.
Uno de los objetivos de la soldadura con calentamiento parcial de la pieza (soldadura semicaliente) en disminuir los estados tensionales sobre la zona adyacente al cordn de soldadura. Para esta operacin debe calentarse la pieza en los lugares que realmente cause un efecto positivo. En la figura 2.21 se muestra como el calentamiento de la pieza en determinados lugares provoca el aumento de volumen del metal a depositar que al solidificar reduce notablemente las tensiones de traccin sobre el metal cercano a la zona fundida.
Consideraciones finales para la soldadura de reparacin de piezas de hierro fundidoA pesar de las dificultades de su realizacin, la soldadura por arco de las fundiciones, sin precalentamiento se mantiene como el mtodo fundamental en la reparacin masiva de piezas de hierro fundido.
La mejor calidad de las uniones soldadas de hierro fundido se alcanza con el empleo de los electrodos con alto por ciento de nquel (99 %). En una serie de publicaciones se recomienda para la soldadura de piezas de hierro fundido gris (sobre todo de pequeos espesores) electrodos especiales con ncleo de nquel y para hierro fundido de alta resistencia, electrodos de hierro-nquel. Se describe la experiencia de su empleo industrial, se dan resultados de resistencia, plasticidad y dureza del metal de la costura a temperatura ambiente.
Sin embargo en la literatura no se encuentra reflejado un estudio sistemtico de la influencia de la composicin qumica de los cordones con base nquel en su estructura y propiedades, incluyendo los aspectos de grafitizacin, resistencia tecnolgica y otros aspectos con gran significado para la obtencin de uniones con calidad que significan ante todo las exigencias de hermeticidad y equivalencia de resistencia con metal base
De acuerdo a la literatura cientfica consultada se ha demostrado que para la obtencin de una unin soldada de calidad en piezas de hierro fundido es importante garantizar una determinada composicin qumica en los materiales de aporte, conjuntamente a regmenes tecnolgicos que garanticen una potencia trmica baja, a fin de que ocurran las menores transformaciones estructurales posibles, fundamentalmente en la zona de transicin y de influencia trmica. Sobre esta base es que los ltimos aos se han utilizado los electrodos tubulares en la soldadura de hierro fundido, fundamentalmente por los procesos semiautomticos en atmsfera de gases protectores. Estos electrodos al emplear corrientes se soldaduras bajas, comparndolas con la empleada en los electrodos fabricados a partir de alambre macizo, garantizan un efecto trmico mucho menor y a la vez velocidades de enfriamiento muy bajas principalmente en piezas de grandes espesores.
Conclusiones
Hacer un resumen de los principales contenidos de la clase puntualizando aquellos que resultan definitorios en correspondencia con los objetivos. Tales como, la clasificacin general de los hierros fundidos de acuerdo con la estructura. Las caractersticas de soldabilidad de los hierros fundidos grises desde el punto de vista de problemas y soluciones para obtener uniones de calidad, as como los mtodos de soldadura empleados en la recuperacin de piezas de hierro fundido. Preguntas de comprobacin
Las preguntas deben estar en funcin de los objetivos previstos.
1. Mencione los problemas ms frecuente durante la soldadura de recuperacin en los hierros fundidos. 2. Mencione los mtodos de soldadura aplicados en la recuperacin de piezas de hierro fundido.
3. Mencione los tipos de mtales de aporte empleados en la recuperacin de piezas de hierro fundido.
Estudio independiente
Realizar la preparacin para el seminario de soldabilidad de las aleaciones no ferrosas. Bibliografa:
1. Metalurgia de la soldadura. Hctor Rodrguez Prez. Incorporar bibliografaPAGE 4