Bogotá, D.C., Enero 27 de 2010. Tesis doctoral Trabajo de ...
133
Bogotá, D.C., Enero 27 de 2010. Tesis doctoral Trabajo de Grado Señores BIBLIOTECA GENERAL Cuidad Estimados Señores: Las suscrita Ángela Patricia Álvarez Medina, con C.C. No.1.026.254.955 de Bogotá, autora del trabajo de grado titulado “ DISEÑO E IMPLEMENTACIÓN DE UNA LÍNEA DE PRODUCCIÓN PARA LA FABRICACIÓN DE ARQUITECTURAS HACIA EL APROVECHAMIENTO DE LOS RECURSOS CLIMÁTICOS HACIENDO USO DE VIDRIO INSULADO EN LA EMPRESA VIDRIOS DE SEGURIDAD – VISEG- S.A., presentado y aprobado en el año 2009 como requisito para optar al título de INGENIERA INDUSTRIAL; autorizo a la Biblioteca General de la Universidad Javeriana para que con fines académicos, muestre al mundo la producción intelectual de la Universidad Javeriana, a través de la visibilidad de su contenido de la siguiente manera: Los usuarios puedan consultar el contenido de este trabajo de grado en Biblos, en los sitios web que administra la Universidad, en Bases de Datos, en otros Catálogos y en otros sitios web, Redes y Sistemas de Información nacionales e internacionales “Open Access” y en las redes de información del país y del exterior, con las cuales tenga convenio la Universidad Javeriana. Permita la consulta, la reproducción, a los usuarios interesados en el contenido de este trabajo, para todos los usos que tengan finalidad académica, ya sea en formato CD-ROM o digital desde Internet, Intranet, etc., y en general para cualquier formato conocido o por conocer. Continúo conservando los correspondientes derechos sin modificación o restricción alguna; puesto que de acuerdo con la legislación colombiana aplicable, el presente es un acuerdo jurídico que en ningún caso conlleva la enajenación del derecho de autor y sus conexos. De conformidad con lo establecido en el artículo 30 de la Ley 23 de 1982 y el artículo 11 de la Decisión Andina 351 de 1993, “Los derechos morales sobre el trabajo son propiedad de los autores”, los cuales son irrenunciables, imprescriptibles, inembargables e inalienables. _________________________ ÁNGELA PATRICIA ÁLVAREZ MEDINA CC. No. 1.026.254.955 de Bogotá. NOTA IMPORTANTE: La autora certifica que conoce las derivadas jurídicas que se generan en aplicación de los principios del derecho de autor. C. C. FACULTAD_________________________ PROGRAMA ACADÉMICO_________________ X
Transcript of Bogotá, D.C., Enero 27 de 2010. Tesis doctoral Trabajo de ...

Bogotá, D.C., Enero 27 de 2010.
Tesis doctoral Trabajo de Grado Señores BIBLIOTECA GENERAL Cuidad Estimados Señores:
Las suscrita Ángela Patricia Álvarez Medina, con C.C. No.1.026.254.955 de Bogotá, autora del trabajo de grado titulado “ DISEÑO E IMPLEMENTACIÓN DE UNA LÍNEA DE PRODUCCIÓN PARA LA FABRICACIÓN DE ARQUITECTURAS HACIA EL APROVECHAMIENTO DE LOS RECURSOS CLIMÁTICOS HACIENDO USO DE VIDRIO INSULADO EN LA EMPRESA VIDRIOS DE SEGURIDAD –VISEG- S.A., presentado y aprobado en el año 2009 como requisito para optar al título de INGENIERA INDUSTRIAL; autorizo a la Biblioteca General de la Universidad Javeriana para que con fines académicos, muestre al mundo la producción intelectual de la Universidad Javeriana, a través de la visibilidad de su contenido de la siguiente manera:
Los usuarios puedan consultar el contenido de este trabajo de grado en Biblos, en los sitios web que administra la Universidad, en Bases de Datos, en otros Catálogos y en otros sitios web, Redes y Sistemas de Información nacionales e internacionales “Open Access” y en las redes de información del país y del exterior, con las cuales tenga convenio la Universidad Javeriana.
Permita la consulta, la reproducción, a los usuarios interesados en el contenido de este trabajo, para todos los usos que tengan finalidad académica, ya sea en formato CD-ROM o digital desde Internet, Intranet, etc., y en general para cualquier formato conocido o por conocer.
Continúo conservando los correspondientes derechos sin modificación o restricción alguna; puesto que de acuerdo con la legislación colombiana aplicable, el presente es un acuerdo jurídico que en ningún caso conlleva la enajenación del derecho de autor y sus conexos.
De conformidad con lo establecido en el artículo 30 de la Ley 23 de 1982 y el artículo 11 de la Decisión Andina 351 de 1993, “Los derechos morales sobre el trabajo son propiedad de los autores”, los cuales son irrenunciables, imprescriptibles, inembargables e inalienables. _________________________ ÁNGELA PATRICIA ÁLVAREZ MEDINA CC. No. 1.026.254.955 de Bogotá. NOTA IMPORTANTE: La autora certifica que conoce las derivadas jurídicas que se generan en aplicación de los principios del derecho de autor.
C. C. FACULTAD_________________________ PROGRAMA ACADÉMICO_________________
X

FORMULARIO DE LA DESCRIPCIÓN DE LA TESIS DOCTORAL O DEL TRABAJO DE GRADO
TÍTULO COMPLETO DE LA TESIS DOCTORAL O TRABAJO DE GRADO:
“ DISEÑO E IMPLEMENTACIÓN DE UNA LÍNEA DE PRODUCCIÓN PARA LA FABRICACIÓN DE ARQUITECTURAS HACIA EL APROVECHAMIENTO DE LOS RECURSOS CLIMÁTICOS HACIENDO USO
DE VIDRIO INSULADO EN LA EMPRESA VIDRIOS DE SEGURIDAD –VISEG- S.A.”
AUTORA
Apellidos Completos Nombres Completos
Álvarez Medina Ángela Patricia
DIRECTOR DEL TRABAJO DE GRADO
Apellidos Completos Nombres Completos
Mantilla Ramón
TRABAJO PARA OPTAR AL TÍTULO DE: INGENIERA INDUSTRIAL. FACULTAD: INGENIERÍA. PROGRAMA: Carrera _X_ Licenciatura ___ Especialización ____ Maestría ____ Doctorado ____ NOMBRE DEL PROGRAMA: INGENIERÍA INDUSTRIAL. NOMBRES Y APELLIDOS DEL DIRECTOR DEL PROGRAMA: JORGE ALBERTO SILVA RUEDA. CIUDAD: BOGOTÁ AÑO DE PRESENTACIÓN DEL TRABAJO DE GRADO: 2009 NÚMERO DE PÁGINAS 130 TIPO DE ILUSTRACIONES:
Ilustraciones Mapas Tablas, gráficos y diagramas Planos Fotografías
SOFTWARE requerido y/o especializado para la lectura del documento: ACROBAT READER, AUTOCAD.

______________________________________________________________________________ DESCRIPTORES O PALABRAS CLAVES EN ESPAÑOL E INGLÉS: Son los términos que definen los temas que identifican el contenido. (En caso de duda para designar estos descriptores, se recomienda consultar con la Unidad de Procesos Técnicos de la Biblioteca General en el correo [email protected], donde se les orientará).
ESPAÑOL INGLÉS
Transformación de vidrio Glass processing Línea de fabricación/producción Production line Vidrio insulado Insulating glass Recursos climáticos Climate resources Vidrio arquitectónico Architectural glass RESUMEN DEL CONTENIDO EN ESPAÑOL E INGLÉS: (Máximo 250 palabras - 1530 caracteres): El presente trabajo de grado muestra en su desarrollo, el diseño y descripción del proceso de implementación de una línea de fabricación de arquitecturas bioclimáticas con uso de vidrio insulado en la empresa VIDRIOS DE SEGURIDAD –VISEG-S.A. mediante la aplicación de múltiples herramientas de la ingeniería industrial y evaluando financieramente la factibilidad de su implementación. En el documento, se ilustran los diferentes beneficios que presenta el proyecto tanto para la empresa como para la sociedad, tratándose de un producto fabricado en pro del aprovechamiento de los recursos ambientales, donde se evalúan las diferentes alternativas planteadas y se desarrolla finalmente el objetivo del mismo. The following thesis shows in its development, the design and description of the implementation process of a bioclimatic architectures production line using insulated glass in the company VIDRIOS DE SEGURIDAD –VISEG-S.A., through the application of multiple industrial engineering tools and evaluating its financial feasibility. In the document, are illustrated the different benefits that the project brings both to the company as the society, being a product made towards the use of environmental resources, which evaluates the different alternatives raised and developed the ultimate target the same.
DISEÑO E IMPLEMENTACIÓN DE UNA LÍNEA DE PRODUCCIÓN PARA LA FABRICACIÓN DE ARQUITECTURAS HACIA EL APROVECHAMIENTO DE LOS
RECURSOS CLIMÁTICOS HACIENDO USO DE VIDRIO INSULADO EN LA EMPRESA VIDRIOS DE SEGURIDAD –VISEG- S.A.
ÁNGELA PATRICIA ÁLVAREZ MEDINA
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
BOGOTÁ 2009.
DISEÑO E IMPLEMENTACIÓN DE UNA LÍNEA DE PRODUCCIÓN PARA LA FABRICACIÓN DE ARQUITECTURAS HACIA EL APROVECHAMIENTO DE LOS
RECURSOS CLIMÁTICOS HACIENDO USO DE VIDRIO INSULADO EN LA EMPRESA VIDRIOS DE SEGURIDAD –VISEG- S.A.
ÁNGELA PATRICIA ÁLVAREZ MEDINA
TRABAJO DE GRADO
DIRECTOR:
Ing. RAMÓN MANTILLA
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
BOGOTÁ, OCTUBRE DE 2009.

i
Infinitas gracias a Dios por el camino recorrido.
Con cariño a mis padres que me dieron la vida, gracias por el inmenso apoyo recibido en todos estos años, por creer y confiar en mí. A mi hermana por ser y
estar conmigo, por compartir el espacio y momentos significativos.
A mis amigos y compañeros con los que compartí gratas vivencias, momentos de éxito y también de angustias.
Gracias!!

ii
PÁGINA DE ACEPTACIÓN
JURADO
JURADO
BOGOTÁ
FECHA: _________________

iii
AGRADECIMIENTOS
La autora expresa sus agradecimientos a:
Juan Carlos Sierra, Ingeniero Industrial de la Universidad del Norte, Gerente General de VIDRIOS SE SEGURIDAD –VISEG- S.A., por la oportunidad de desarrollar
el trabajo en la Empresa y su valiosa colaboración en el desarrollo del mismo.
Ramón Mantilla, Ingeniero Industrial de la Pontificia Universidad Javeriana, Director del Trabajo de Grado, por su constante apoyo y orientación en el
desarrollo del trabajo.

iv
CONTENIDO
pág. LISTA DE TABLAS 1 LISTA DE DIAGRAMAS 3 LISTA DE FIGURAS 4 LISTA DE ANEXOS 5 0. INTRODUCCIÓN 6 1. PLANTEAMIENTO DEL PROBLEMA 8 1.1. FORMULACIÓN DEL PROBLEMA 9 2. JUSTIFICACIÓN DEL PROYECTO 10 3. MARCO TEÓRICO Y/O CONCEPTUAL 13 3.1. DEL VIDRIO 13 3.1.1. Proceso de fabricación 14 3.1.2. Tipos de vidrio 14 3.2. ANÁLISIS DEL MERCADO 18 3.2.1. Usos, tendencias y beneficios 18 3.2.2. Mercado actual y marco legal 19 3.3. VISEG S.A. 20 3.3.1. De la Empresa 20 3.3.2. Misión 22 3.3.3. Visión 22 3.3.4. Líneas de producción actuales 22 3.3.5. Descripción producción actual vidrio insulado 23 4. OBJETIVOS 24 4.1. OBJETIVO GENERAL 24 4.2. OBJETIVOS ESPECÍFICOS 24 5. METODOLOGÍA 25 6. RESTRICCIONES 29 7. LÍNEA DE PRODUCCIÓN VIDRIO INSULADO 30 7.1. DIAGNÓSTICO ACTUAL 30 7.2. PRODUCTO 34 7.2.1. Justificación Producto 34 7.2.2. Partes del producto 36 7.2.3. Ficha técnica del producto 38

v
7.2.4. Parámetros técnicos especiales 40 7.2.5. Configuraciones y propiedades 40 7.2.5.1. Energía / Iluminación 40 7.2.5.2. Ruido 40 7.2.6. Disposiciones legales y normatividad 41 7.3. PROCESO 42 7.3.1. Materias Primas e Insumos 42 7.3.2. Descripción General del proceso 43 7.3.3. Análisis de Actividades 48 7.3.3.1. Operaciones- Inspecciones 48 7.3.3.2. Almacenamientos 49 7.3.3.3. Transportes 49 7.3.4. Análisis del mercado y demanda estimada 49 7.3.5. Necesidades y requerimientos 50 7.3.5.1. Simulación proceso de fabricación 51 7.3.5.2. Balanceo de línea 53 7.3.5.3. Cuellos de botella 54 7.3.5.4. Infraestructura 55 7.3.5.5. Maquinaria, equipo y herramientas 60 7.3.5.6. Especificaciones técnicas 63 7.3.5.7. Capacidad instalada 64 7.3.6. Layout 66 7.3.6.1. Layout actual 66 7.3.6.2. Layout con línea de insulado 66 7.3.7. Recursos Humanos 68 7.3.7.1. Requerimientos 68 7.3.7.2. Formación y experiencia 70 7.3.7.3. Capacitación de personal 70 7.3.7.4. Seguridad industrial 72 7.3.8. Plan de producción 80 7.3.9. Almacenamiento del producto 80 7.3.10. Empaque y embalaje del producto 80 7.3.11. Canales y sistema de distribución 81 8. PROCESO DE IMPORTACIÓN EQUIPO DE FABRICACIÓN 83 8.1. NEGOCIACIÓN 83 8.2. TRANSPORTE Y GASTOS ASOCIADOS 83 8.3. NACIONALIZACIÓN 84 9. EVALUACIÓN DEL PROYECTO 85 9.1. ESTIMACIÓN DE LA INVERSIÓN 85 9.2. ANÁLISIS DEL MERCADO 85 9.3. SUPUESTOS 91 9.4. ESCENARIO PESIMISTA 94 9.4.1. Resumen financiero 94 9.4.2. Flujo de caja 94 9.5. ESCENARIO REALISTA 95 9.5.1. Resumen financiero 95

vi
9.5.2. Flujo de caja 95 9.6. ESCENARIO OPTIMISTA 96 9.6.1. Resumen financiero 96 9.6.2. Flujo de caja 96 10. SEGUIMIENTO Y CONTROL 97 10.1. CONTROL DE CALIDAD AL PRODUCTO 97 10.2. HERRAMIENTAS DE CONTROL 98 10.3. MEJORA CONTINUA 99 11. CONCLUSIONES 102 12. RECOMENDACIONES 104 BIBLIOGRAFÍA 105

1
LISTA DE TABLAS
pág.
Tabla 1. Oportunidades de mercado año 2008 8 Tabla 2. Propiedades del Vidrio 13 Tabla 3. Combinaciones láminas para vidrio insulado 16 Tabla 4: Inversión hotelera C. América 19 Tabla 5: Inversión aeroportuaria C. América 20 Tabla 6. Historia VISEG S.A. 20 Tabla 7. Catálogo de productos VISEG S.A. 22 Tabla 8. Metodología objetivo 1 25 Tabla 9. Metodología objetivo 2 26 Tabla 10. Metodología objetivo 3 26 Tabla 11. Metodología objetivo 4 27 Tabla 12. Metodología objetivo 5 27 Tabla 13. Metodología objetivo 5 28 Tabla 14. Metodología objetivo 6 28 Tabla 15. Maquinaria actual VISEG S.A. 31 Tabla 16. Cuadro comparativo espaciadores 35 Tabla 17. Especificaciones unidad base vidrio insulado 43 Tabla 18. Requerimientos unidad base vidrio insulado 43 Tabla 19. Resumen diagrama de operaciones 46 Tabla 20. Resumen diagrama de flujo 48 Tabla 21. Oportunidades de mercado 49 Tabla 22. Lineamientos de simulación 51 Tabla 23. Costos de producción 51 Tabla 24. Parámetros balanceo de línea 53 Tabla 25. Asignación de operarios 53 Tabla 26. Datos diagrama de precedencia 54 Tabla 27. Utilización de capacidad 55 Tabla 28. Generación de residuos producción vidrio Insulado 56 Tabla 29. Esquema desechos sólidos (vidrio) Proceso productivo 58 Tabla 30. Esquema desechos sólidos (separador) Proceso productivo 59 Tabla 31. Maquinaria, equipo y herramientas fabricación línea vidrio insulado 61 Tabla 32. Ilustraciones maquinaria producción vidrio insulado 61 Tabla 33. Especificaciones técnicas maquinaria 63 Tabla 34. Capacidad nominal y real maquinaria 65 Tabla 35. Resumen operarios producción vidrio insulado 68 Tabla 36. Programa capacitación vidrio insulado 71 Tabla 37. Elementos de seguridad 72 Tabla 38. Señalización planta de producción 75 Tabla 39. Capacidad Sistema de distribución 82 Tabla 40. Cotización maquinaria, equipo y herramientas 83

2
Tabla 41. Costos transporte y gastos asociados 84 Tabla 42. Estimación de la inversión 85 Tabla 43. Crecimiento demanda turística Centroamérica y México 89 Tabla 44. Demanda Centroamérica y México en m2 89 Tabla 45. Mercado potencial de exportación Centroamérica y México 90 Tabla 46. Mercado potencial nacional 90 Tabla 47. Participación de la empresa en el mercado nacional 91 Tabla 48. Ventas totales VISEG por escenario 92 Tabla 49. Supuestos macroeconómicos 92 Tabla 50. Resumen financiero escenario pesimista 94 Tabla 51. Flujo de caja escenario pesimista 94 Tabla 52. Resumen financiero escenario realista 95 Tabla 53. Flujo de caja escenario realista 95 Tabla 54. Resumen financiero escenario optimista 96 Tabla 55. Flujo de caja escenario optimista 96 Tabla 56. Pruebas control de calidad del producto 97 Tabla 57. Indicadores de gestión línea insulado 100

3
LISTA DE DIAGRAMAS
pág.
Diagrama 1. Diagrama de bloques proceso de fabricación vidrio flotado 13 Diagrama 2. Diagrama de operaciones 45 Diagrama 3. Diagrama de flujo 47 Diagrama 4. Diagrama de precedencia 54 Diagrama 5. Diagrama Gantt implementación Línea 98

4
LISTA DE FIGURAS
pág.
Figura 1. Comportamiento demanda vidrio flotado 6 Figura 2. Fabricación de vidrio flotado 14 Figura 3. Esquema de fragmentación del vidrio 15 Figura 4. Estructura vidrio laminado 15 Figura 5. Estructura vidrio insulado 16 Figura 6. Configuraciones de vidrio insulado 17 Figura 7. Gráfico de barras inversión hotelera Centroamérica 19 Figura 8. Gráfico de barras inversión aeroportuaria Centroamérica 20 Figura 9. Organigrama VISEG S.A. 21 Figura 10. Mapa de procesos 21 Figura 11. Imágenes almacenamiento Sistema KANBAN Superpolo 33 Figura 12. Espaciador metálico 34 Figura 13. Espaciador flexible 34 Figura 14. Estructura espaciador sub-ensamble 37 Figura 15. Estructura adhesivo de juntas 37 Figura 16. Estructura recubrimiento desecado 38 Figura 17. Ficha técnica vidrio insulado 39 Figura 18. Valores STC de reducción de ruido para configuraciones vidrio insulado 41 Figura 19. Análisis producción vidrio insulado 53 Figura 20. Sistema de anclaje maquinaria 60 Figura 21. Layout línea de fabricación vidrio insulado 67 Figura 22. Layout línea de fabricación vidrio insulado (zonas y operarios por proceso) 69 Figura 23. Layout línea de fabricación vidrio insulado (Demarcación de zonas) 74 Figura 24. Área de trabajo zona de lavado 77 Figura 25. Área de trabajo zona de aplicación 78 Figura 26. Área de trabajo zona de ensamble 78 Figura 27. Área de trabajo zona de prensado 79 Figura 28. Área de trabajo zona de sellado 79 Figura 29. Embalaje vidrio insulado 81 Figura 30. Demanda por regiones de láminas de vidrio flotado. 86 Figura 31. Mercado Europa –10 millones de ton. 86 Figura 32. Mercado Japón–1 millón de ton. 86 Figura 33. Mercado Asia Sureste–4 millones de ton. 86 Figura 34. Mercado Norteamérica-6 millones de ton. 86 Figura 35. Mercado Suramérica–2 millones de ton. 87 Figura 36. Mercado China–24 millones de ton. 87 Figura 37. Mercado Rusia–2,7 millones de ton. 87 Figura 38. Proporción de usos del vidrio. 87 Figura 39. Subdivisión del uso del vidrio. 88 Figura 40. Demanda global del vidrio plano. 88 Figura 41. Penetración del vidrio insulado en el mercado (UK, Germany). 89 Figura 42. Principales competidores a nivel mundial. 90 Figura 43. Calificación competidores mercado nacional. 91

5
LISTA DE ANEXOS
Pág.
Anexo A. Valores U, SHGC y VT 110 Anexo B. Valores STC Reducción de Ruido 111 Anexo C. Parámetros simulación 112 Anexo D. Layout actual planta de producción VISEG 116 Anexo E. Diagrama de relaciones 117 Anexo F. Layout Planta de producción con línea de fabricación vidrio insulado 120

6
0. INTRODUCCIÓN
El desarrollo del presente documento nace a partir de la necesidad por parte de la Empresa VIDRIOS DE SEGURIDAD –VISEG- S.A. de implementar en sus instalaciones actuales el proceso de producción de arquitecturas que aprovechan los recursos climáticos con el uso de vidrio insulado.
Figura 1. Comportamiento demanda vidrio flotado.1
La demanda mundial del mercado del vidrio durante los últimos 20 años ha presentando una tendencia creciente del 4,8% promedio anual, alcanzando en el 2008 un crecimiento del 6,0%2. Esta tendencia está siendo afectada por diferentes aspectos legislativos en la utilización del vidrio, tales como seguridad, aislamiento de ruidos y preservación de la energía, condiciones bajo las cuales se enmarca este tipo de producto. Se denomina vidrio insulado la combinación de dos ó más láminas de vidrio separadas por un espaciador perfectamente sellado. El aire atrapado produce aislamiento térmico, lo cual conlleva a una reducción considerable en el consumo de energéticos. Actualmente el vidrio insulado hace parte del portafolio de productos ofrecido al mercado por parte de la Empresa. Debido a un ritmo de producción muy bajo como consecuencia de un proceso productivo inadecuado, la Empresa actualmente no puede responder a los volúmenes y velocidades requeridas por el mercado perdiendo oportunidades de negocio que son descritas posteriormente en el planteamiento del problema.
1 Tomado de: Pilkington and the Flat Glass Industry 2008. Pág. 20 (Consulta 29 Mayo 2009) 2 Ibíd.

7
En este documento se diseña, evalúa y sugiere un curso de acción para la implementación de la línea de fabricación de este tipo de arquitecturas bioclimáticas en la Empresa VIDRIOS DE SEGURIDAD S.A. – VISEG-, haciendo uso de diferentes herramientas de la Ingeniería Industrial principalmente con enfoque productivo y logístico. El desarrollo del proyecto se encuentra dirigido al crecimiento del sector vidriero en el ámbito nacional, con la producción de este producto en la Empresa VISEG S.A. como pionera en el país. En el documento, se desarrollan los planes para adquirir los recursos necesarios, cumplir con los diferentes requerimientos y actividades para la puesta en marcha de la línea de producción en la planta actual.

8
1. PLANTEAMIENTO DEL PROBLEMA
VIDRIOS DE SEGURIDAD –VISEG- S.A. es una Empresa nacional del grupo Millán con más de 45 años de experiencia en el mercado del vidrio, que cuenta con 3 líneas de producción (Carrocerías, Automotriz ó Reposición y Arquitectura) en su planta ubicada en la ciudad de Bogotá, barrio Venecia. Actualmente se encuentra atendiendo el mercado Colombiano donde las líneas de carrocerías y arquitectura tienen una participación de sus ventas del 95% y realiza exportaciones que representan el 30% de sus ventas a países de Centroamérica y a Estados Unidos. Dentro de su Visión se encuentra plasmado su interés por brindar productos y soluciones innovadoras a sus clientes, según lo cual resulta importante el desarrollo de nuevas líneas de producto sustentadas en sus respectivos procesos de planeación, abastecimiento, producción y distribución que soporten la venta de los mismos. En la línea de arquitectura de VISEG, los paneles de vidrio insulado se están fabricando de forma manual sin la tecnología necesaria para cumplir con las especificaciones y volúmenes requeridos por el mercado. Para atender la proporción del mercado con la que cuenta la Empresa, se utiliza la capacidad instalada de la planta actual, aún sin cubrir todas las posibilidades de negocio que se presentan. Actualmente la Empresa recibe pedidos de este producto que representan un crecimiento importante en su volumen de ventas. La ausencia de la infraestructura necesaria y adecuada para atender estos pedidos le está haciendo perder oportunidades de mercado importantes, dentro de las cuales se destacan principalmente las siguientes que representan el 6,61% de las ventas de arquitectura y el 20,62% del total realizadas en el trimestre Octubre- Diciembre/2008:
Tabla 1.Oportunidades de mercado año 2008.
Fecha Ubicación Proyecto M² Valor (COP $)
Octubre/2008 Panamá Glass Wall 36.000 2.640 millones
Diciembre/2008 Panamá Oceanía Towers 45.000 10.800 millones
En la industria del vidrio a nivel nacional no se encuentran productores importantes de este tipo de arquitecturas que realicen el proceso de fabricación de forma completa, por el contrario existen algunas empresas que trabajan realizando importaciones de estos productos ó funcionan con el mismo proceso de outsourcing que VISEG S.A., es allí en donde se genera la oportunidad para la Empresa de implementar y aprovechar una ventaja competitiva que le permita diferenciarse en el sector. Es por las razones mencionadas anteriormente que para la Empresa resulta importante la implementación de la línea de fabricación de este tipo de arquitecturas. Además de estas razones, resulta relevante la creciente búsqueda de alternativas diferentes en pro del cuidado y la preservación del medio ambiente sin dejar de lado el confort del

9
hombre, las cuales son situaciones que el producto cumple de forma simultánea. Con la fabricación de este nuevo producto en la línea de arquitectura, se estima un aumento en las ventas de un 35% debido al gran volumen de pedidos que se reciben actualmente y no se han podido desarrollar.
1.1. FORMULACIÓN DEL PROBLEMA
¿Cómo estructurar una línea de producción para la fabricación de arquitecturas bioclimáticas con el uso de vidrio insulado que permita a la Empresa VIDRIOS DE SEGURIDAD –VISEG- S.A. cumplir con los volúmenes de demanda y especificaciones del mercado?

10
2. JUSTIFICACIÓN DEL PROYECTO Con el diseño e implementación de la línea de fabricación de arquitecturas con vidrio insulado se encuentran varios beneficios en aspectos diferentes que son citados a continuación: - Crecimiento personal y académico: Con el desarrollo del diseño y la implementación de la línea de fabricación de vidrio insulado en la Empresa VIDRIOS DE SEGURIDAD -VISEG- S.A., podré aplicar las diferentes áreas formativas de la carrera explorando una situación real con sus respectivos logros e inconvenientes. Como formulación e implementación del proyecto utilizaré las siguientes áreas de formación: investigación de mercados (para el análisis del negocio tanto nacional como internacionalmente), área comercial (en la búsqueda y compra de maquinaria y recursos físicos), área técnica (en la implementación final de la línea de producción, evaluación y estandarización de la misma), área administrativa y financiera (en la distribución de recursos financieros, la dirección del proyecto y evaluación del mismo). Con el proyecto, desarrollaré principalmente los énfasis de producción y logística mediante el análisis de las diferentes variables en cada uno de los eslabones de la cadena de abastecimiento de la Empresa. El diseño e implementación del proyecto se basará en el modelo SCOR (Supply Chain Operation Reference Model) desarrollado por el Supply Chain Council, en el cual se reúnen las mejores prácticas a nivel productivo y logístico para cada uno de los eslabones (Abastecimiento, Producción, Distribución) de la cadena de abastecimiento con los siguientes aspectos: - Abastecimiento (Source) Definición de los requerimientos para la fabricación del producto en la línea de producción en términos de tiempos, cantidades, especificaciones y flujo de materiales e información. - Producción (Make) Comprende la parte central y principal del proyecto con la especificación del proceso, métodos y definición de tiempos y estándares. - Distribución (Deliver) Establecer los tipos de empaque y embalaje para el producto, el flujo de producto e información en la red de distribución. Enfrentarme a este reto académico me permitirá aplicar conceptos teóricos a una situación e inicio prácticos de mi desarrollo como profesional con resultados evidentes y muchas enseñanzas acerca del ejercicio laboral en el mercado Colombiano.

11
- Crecimiento empresarial La ejecución de este proyecto contribuirá al desarrollo de la Empresa en los siguientes aspectos:
Crecimiento en ventas Con la nueva línea de producción se aumentarán las ventas actuales de la Empresa aproximadamente en un 35%.
Aumento del portafolio de productos Con la fabricación de vidrio insulado se aumentará la gama de productos de la línea arquitectónica de la Empresa, brindando nuevas alternativas al mercado nacional e internacional (Centroamérica) para arquitecturas bioclimáticas.
Competitividad Al realizar el montaje de la línea de producción el proceso se realizará de forma completa en las instalaciones de la Empresa sin necesidad de hacer uso de outsourcing. De esta forma se define una reducción en los costos de operación y un aumento considerable en la competitividad y posicionamiento en el mercado, generando beneficios bilaterales en términos de calidad, precios, servicio y volumen. - Aprovechamiento de recursos
La Empresa cuenta actualmente con los siguientes recursos que permiten la ejecución del proyecto: o Competencia de los directivos Se cuenta actualmente con un equipo altamente calificado y con una gran experiencia en el mercado del vidrio y similares para el diseño y la implementación del proyecto. o Infraestructura Se cuenta con un área de más de 10.000 m² de los cuales se utiliza actualmente un 55%, contando con el espacio suficiente para el montaje de la nueva línea. o Banca La Empresa cuenta con créditos aprobados por más de 500.000 dólares aprobados en créditos para invertir en el proyecto. o Recursos Humanos Se cuenta con un equipo de trabajo con un Know How de más de 20 años de experiencia en la industria del vidrio y similares. o Maquinaria y Equipo La Empresa cuenta con equipos de tecnología sofisticada para realizar las transformaciones requeridas y obtener el Valor Agregado de este tipo de producto. - Beneficios sociales y ambientales:
Con la instalación de la línea de producción para vidrio insulado se brindará a las empresas constructoras la oportunidad de adquirir el producto con mayor facilidad, aumentando la utilización del mismo con beneficios para:

12
o Medio ambiente: En donde la utilización de este tipo de arquitecturas, permitirá el uso eficiente de la energía natural (solar) tanto para la iluminación de ambientes como la regulación de la temperatura en los mismos. Resulta muy importante la utilización de esta energía renovable en la regulación de la temperatura de espacios, debido a que se prescindirá del uso excesivo del aire acondicionado que contribuye actualmente al calentamiento global. o Contaminación auditiva: Otro aspecto ambiental importante resulta de la contaminación auditiva a la que se encuentra expuesto el hombre en diferentes espacios. Con la fabricación de vidrio insulado y el uso de éste en las construcciones, se reduce la exposición a altos niveles de ruido aumentando los niveles de comodidad y beneficiando a la sociedad al prevenir daños auditivos. o Generación de empleo: Con la implementación de la nueva línea de producción en las instalaciones de la Empresa, se generarán aproximadamente 30 nuevos empleos tanto directos como indirectos para el mercado laboral colombiano, lo cual aporta a la reducción del desempleo del país y el aumento de los niveles de vida actuales de la población colombiana.
- Normatividad Actualmente en el mundo hay países europeos (como España, Francia, Alemania y Suecia, entre otros) y americanos (Panamá, México), en los cuales la utilización de vidrio insulado se encuentra estipulada como un requisito en la construcción de ciertas áreas expuestas a factores como ruido, seguridad y temperatura entre otros. Con la línea de este tipo de arquitectura la Empresa brindará a los constructores principalmente nacionales y de Centroamérica el producto para dar cumplimiento a las normatividades vigentes y las que se encuentran en estudio.

13
3. MARCO TEÓRICO Y/Ó CONCEPTUAL 3.1. DEL VIDRIO El vidrio es un material compuesto de varios silicatos metálicos en estado vítreo. Este estado le confiere características de dureza y rigidez además de tener deformaciones elásticas al aplicar sobre él algunos esfuerzos extremos como temperatura. Dentro de sus propiedades más importantes se encuentran:
Tabla 2. Propiedades del Vidrio.
-Ópticas- -Físicas- -Térmicas- -Eléctricas- Absorción de la luz.
Transmisión de la luz.
Incoloro.
Transparencia traslucidez.
Coloración definida sin limitar su transparencia
Maleable a altas temperaturas.
Poca contracción y dilatación.
Alta durabilidad.
Resistencia a ataques químicos.
Alta resistencia a la tracción.
Dureza.
Fragilidad.
Aislamiento térmico.
Mal conductor de calor
Aislamiento eléctrico
Diagrama 1. Diagrama de bloques proceso de fabricación vidrio flotado.
Vidrio
solidificado
caliente
CORTE ENFRIAMIENTO
Mezcla
enfriadaFLOTADO
A
B
C
HORNO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Vidrio
solidificado
HORNO-TÚNELVidrio
solidificado
frío
Lámina de vidrio
flotado
A Arena.
B Carbonato ó sulfato de sodio.
C Piedra caliza.
Vidrio
solidificado
caliente
CORTECORTE ENFRIAMIENTOENFRIAMIENTO
Mezcla
enfriadaFLOTADO
Mezcla
enfriadaFLOTADO
A
B
C
HORNO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Vidrio
solidificado
HORNO-TÚNELVidrio
solidificado
frío
Lámina de vidrio
flotado
A Arena.
B Carbonato ó sulfato de sodio.
C Piedra caliza.
Vidrio
solidificado
caliente
CORTE ENFRIAMIENTO
Mezcla
enfriadaFLOTADO
A
B
C
HORNO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Vidrio
solidificado
HORNO-TÚNELVidrio
solidificado
frío
Lámina de vidrio
flotado
A Arena.
B Carbonato ó sulfato de sodio.
C Piedra caliza.
Vidrio
solidificado
caliente
CORTECORTE ENFRIAMIENTOENFRIAMIENTO
Mezcla
enfriadaFLOTADO
Mezcla
enfriadaFLOTADO
A
B
C
HORNO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Mezcla
caliente
(A+B+C+D) RECOCIDO
Vidrio
solidificado
HORNO-TÚNELVidrio
solidificado
frío
Lámina de vidrio
flotado
A Arena.
B Carbonato ó sulfato de sodio.
C Piedra caliza.

14
3.1.1. Proceso de fabricación vidrio flotado: El vidrio flotado es la lámina base para la fabricación de los demás tipos de vidrio. Su proceso de producción se realiza con la utilización de 3 materias primas principales: arena, carbonato ó sulfato de sodio y piedra caliza. Al entrar las materias primas al proceso, éstas son fundidas en un horno a una temperatura de entre 1500 y 2000 ºC, de donde se transportan enfriándose simultáneamente (recocido) para ser vertidas (regulando el flujo según el espesor necesario) en una piscina de estaño. Tras ser vertida la mezcla en la piscina, el vidrio flota a una temperatura aproximada de 1000 ºC, luego se va enfriando y solidificando para ser transportado por medio de unos rodillos al horno- túnel, en donde se calienta nuevamente cuidando que no llegue a su punto de fusión. Al final se deja enfriar lentamente con el fin de que no se agriete para ser cortado mediante un diamante según las especificaciones necesarias.
Figura 2. Fabricación de vidrio flotado.3
3.1.2. Tipos de vidrio: a continuación se describen los diferentes tipos de vidrio en el mercado manufacturero.
- Vidrio flotado Su nombre se debe al proceso en el cual se busca un grosor uniforme haciendo flotar el vidrio fundido en una capa de estaño. Es el vidrio más utilizado en las construcciones denominándosele también vidrio plano, y constituye el vidrio base para la fabricación de los demás tipos. Su rotura se considera de gran peligrosidad debido a la estructura en que se descompone (trozos de gran tamaño).
- Vidrio templado Para su fabricación se expone la lámina de vidrio flotado a un proceso de calentamiento de cerca de 700 grados Centígrados para posteriormente realizar un cambio de temperatura brusco utilizando aire, aceite o agua; con esto se busca conferirle al vidrio la característica particular de romperse en pequeños fragmentos inofensivos brindando mayor seguridad. - Vidrio termo endurecido Su proceso de fabricación es muy similar al del vidrio templado, con variación en el proceso de enfriamiento. Para el termo endurecido, la
3 Tomado de: Empresa Ariño Douglas S.A., Manual del vidrio Pág. 1 (Consulta 16 Diciembre 2008)

15
refrigeración se realiza de forma más lenta sin cambios de temperatura bruscos. Su ruptura se genera en trozos intermedios entre los del vidrio flotado y el templado.
Figura 3. Esquema de fragmentación del vidrio.4
- Vidrio laminado La característica de este tipo de vidrio es la presencia interna de una película de butiral de polivinilo PBV (Polímero de gran adherencia y durabilidad) que une dos láminas de vidrio. Es el vidrio de seguridad más utilizado debido a que en caso de ruptura los fragmentos quedan adheridos a la película evitando lesiones al medio externo. Puede ser fabricado con láminas de vidrio flotado ó templado.
Figura 4. Estructura vidrio laminado.5
- Vidrio armado Su composición se caracteriza por tener una malla metálica que le brinda un cierto nivel de protección en el momento en que ocurra la ruptura del mismo, debido a que las partículas quedarán fijadas a la malla evitando su propagación en el ambiente externo. Es fabricado con láminas de vidrio flotado ó templado.
- Vidrio soplado El cual constituye una técnica de fabricación artesanal que consiste en el calentamiento del vidrio y el amoldamiento ó formación de figuras por medio de aire. Las técnicas más utilizadas son el soplado pírex (para usos en instrumentos de laboratorio, cocina, matraces y probetas, entre otros) y el soplado reciclado (en el cual se hace uso de diferentes minerales para generar tonalidades diferentes).
4 Tomado de: Empresa Ariño Douglas S.A., Manual del vidrio Pág. 9 (Consulta 16 Diciembre 2008) 5 Ibid. Pág. 10 (Consulta 16 Diciembre 2008)

16
- Vidrio insulado El vidrio de insulado es un tipo de vidrio conformado por dos láminas de vidrio y una cámara interna que contiene aire deshidratado ó un gas aislante que le proporcionan ciertas características especiales (aislamiento térmico, aislamiento auditivo, seguridad) dependiendo de los diferentes usos y variaciones que se le apliquen en el proceso de fabricación.
Dependiendo de las necesidades de aplicación y uso final del producto se hace necesaria la configuración de los componentes de los paneles en aspectos como:
Para las placas ó láminas: Calibres de los vidrios, tipo de láminas, características de coloración, etc.
Para la cámara interna: Espacio entre cada una de las láminas, aire ó gas componente, material del marco, material para sellamiento, etc.
Figura 5. Estructura vidrio insulado.6
Partiendo de las configuraciones posibles según la necesidad de cada estructura arquitectónica se encuentran las siguientes opciones dentro de las nombradas anteriormente para insulado: Placas o láminas interna y externa:
Tabla 3. Combinaciones láminas para vidrio insulado.
-Lámina interna- -Lámina externa-
Vidrio templado Vidrio templado
Vidrio laminado Vidrio templado
Vidrio templado Vidrio laminado
Vidrio laminado Vidrio laminado
6 Tomado de: Empresa Ariño Douglas S.A., Manual del vidrio Pág. 12 (Consulta 16 Diciembre 2008).

17
Para cada una de las combinaciones se pueden fabricar estructuras asimétricas, es decir, donde cada una de las placas tanto interna como externa posee un calibre diferente, brindando ventajas en cuanto a costos, reducción de recepción de sonidos y mayor provecho de la energía natural tanto lumínica como calorífica.
Figura 6. Configuraciones de vidrio insulado.7
Cámara interna: Para la cámara interna de los paneles se encuentran variaciones principalmente en el espacio de la misma, que puede variar considerablemente dependiendo de las necesidades del proyecto arquitectónico. Otro aspecto a considerar es el tipo de aire ó gas con el que se va a rellenar este espacio, que es el que brindará al producto la capacidad de aprovechamiento de los recursos energéticos externos y el control del cambio climático producido en el panel por el choque de ambientes a los que se encuentran expuestas cada una de las láminas interna y externa. Dentro de los elementos más utilizados con este propósito, se encuentran el Argón, Xenón y Criptón por sus propiedades de crear atmósferas inertes y ser elementos de baja reactividad. En cuanto al marco de la cámara también se encuentran varias opciones de recubrimiento, dentro de las cuales en su mayoría se utiliza el aluminio que posee propiedades de resistencia a la corrosión, tiene una alta vida útil y representa bajos costos respecto a otros materiales como el hierro. También son utilizados actualmente ciertos tipos de polímeros.
7 Tomado de: Empresa GUARDIAN, Manual Técnico. Pág. 6.

18
Uno de los aspectos más importantes en el momento de la fabricación de vidrio insulado, es el nivel de hermeticidad o estanqueidad que se logre, debido a que de éste depende la calidad del vidrio y la resistividad a las condiciones atmosféricas tanto internas como externas (choque térmico entre las dos placas). Marco y Sellante:
Para la unión de las dos láminas de vidrio se utiliza un marco que en la mayoría de las ocasiones es fabricado en aluminio (material con mínimos niveles de expansión térmica y costos bajos en comparación con materiales como el acero). Este marco se encuentra relleno de una estructura deshidratante que absorbe humedad del aire ó gas que se inyecte al interior del panel.
Para el sellado final de los paneles se hace uso de un pegante (silicona, polisulfuro o poliuretano) que permite la hermeticidad total de la unidad de insulado.
3.2. ANÁLISIS DEL MERCADO
3.2.1. Usos, tendencias y beneficios: El uso de las arquitecturas bioclimáticas ha aumentado considerablemente en los últimos 15 años debido a la preocupación por el deterioro del medio ambiente y la reducción creciente de las fuentes de energía combustible. Los combustibles fósiles y demás fuentes de energía no renovable que utiliza la humanidad actualmente han forjado un desenfrenado deterioro del hábitat y es por eso que la preocupación ha guiado hacia fuentes alternativas que no generen alto impacto al medio ambiente. La utilización de este tipo de arquitecturas bioclimáticas en las construcciones actuales ha tenido gran acogida en los países europeos y en otros como Estados Unidos, Argentina, Colombia y México representando grandes ventajas tanto para el hombre como para el ambiente. Las grandes edificaciones encuentran en el uso de éste tipo de productos grandes beneficios como:
- Apariencia externa con un toque elegante. - Utilización de luz natural. Uso de control de emisión directa por medio de los paneles. - Variedad en diseños y colores para las fachadas. - Uso de la energía solar externa (temperatura), siendo ésta regulada por las propiedades de cada uno de los paneles. - Beneficios en aislamiento acústico, permitiendo ambientes con bajos niveles de exposición auditivos. - Aumentos en los niveles de seguridad personal dependiendo de las características de los paneles.

19
3.2.2. Mercado actual y Marco legal: La fabricación de este tipo de vidrio se enfoca principalmente a la construcción de fachadas exteriores y cerramientos de ciertos espacios que se encuentran expuestos a factores extremos de temperatura y sonido principalmente. En los países centroamericanos que conforman el mercado objetivo para la Empresa en esta nueva línea, las inversiones en este tipo de proyectos (Hoteles y Aeropuertos) entre el 2006 y 2011, se encuentran distribuidas como sigue: Tabla 4: Inversión hotelera C. América
8 Tabla 5: Inversión aeroportuaria C. América
9
Figura 7. Gráfico de barras inversión hotelera Centro América.
8 Tomados de: Base de datos PROEXPORT. http://www.proexport.com.co (Consulta 18 Enero 2009) 9 Ibíd.
0
200
400
600
800
INVERSIÓN HOTELERA (Millones de dólares)
-País- -Inversión
(millones de dólares)-
Panamá 558,50
Costa Rica 816,78
Guatemala 525,46
Nicaragua 117,25
El Salvador 90,96
Honduras 239,65
México 738,99
TOTAL 3117,60
-País- -Inversión
(millones de dólares)-
Panamá 1351,58
Costa Rica 419,54
Guatemala 233,37
Nicaragua 144,56
El Salvador 453,77
Honduras 85,89
México 1732,83
TOTAL 4421,53

20
Figura 8. Gráfico de barras inversión aeroportuaria Centro América.
Actualmente en Europa se encuentra legalmente estipulado el uso de este tipo de arquitecturas y de igual forma ha aumentado su demanda de forma creciente en países como Estados Unidos y en los de Centroamérica. Nacionalmente las tendencias en uso del vidrio se encuentran estrechamente relacionadas con las europeas, encontrando importante el uso de este tipo de arquitecturas bioclimáticas en el país.
En algunas legislaciones internacionales se han establecido normas que exigen en el uso arquitectónico del vidrio ciertas propiedades que por su constitución son conferidas a este producto. Algunas de esas legislaciones vigentes son nombradas en este documento en el numeral 7.2.6.
3.3. VISEG S.A.
3.3.1. De la Empresa10
Tabla 6. Historia VISEG S.A.
-Fecha cronológica- -Descripción-
1962 Constitución de la Empresa con el nombre PARCURVOS LTDA.
1979 Cambia su razón social a VIDRIOS DE SEGURIDAD LTDA.
1980 – 1995 Líder en mercado de carrocerías de equipo original y reposición automotriz.
2002 Líder en reposición de vidrio templado para carrocerías.
2003 Se transforma en Sociedad Anónima.
2006 Reconversión industrial, Línea de laminado curvo.
2007 Línea de laminado y templado plano.
10 Tomada de: Empresa VISEG S.A., http://viseg.com/html/hist.html# (Consulta:16 de Diciembre 2008)
0
500
1000
1500
2000
INVERSIÓN AEROPORTUARIA (Millones de dólares)

21
La organización se encuentra estructurada como sigue:
Figura 9. Organigrama VISEG S.A.
Funcionando bajo el siguiente mapa estratégico:
Figura 10. Mapa de procesos VISEG S.A.

22
3.3.2. Misión: Suministrar en mercados rentables vidrios de seguridad automotriz, arquitectónica e industrial; buscando permanentemente la satisfacción de nuestros clientes; todo lo anterior se sustenta a través de nuestros valores, el desarrollo de nuestro talento humano y la utilización de la tecnología adecuada.11
3.3.3. Visión: Convertirnos en una empresa líder en soluciones innovadoras en la aplicación del vidrio, orientada al cliente en términos de rentabilidad, calidad y servicio.12
3.3.4. Líneas de producción actuales: En la Empresa actualmente se encuentran establecidas y en constante funcionamiento las siguientes líneas: i. Carrocerías13 con los siguientes productos:
Tabla 7. Catálogo de productos VISEG S.A.
-Tipo de producto- -Descripción-
Panorámicos laminados Con diseños complejos y grandes tamaños.
Laterales templados ó laminados - Curvos y planos. - Tejas, levas, correderas, fijos, puertas y lágrimas.
Lunetas
- Curvas y planas. - Con diseños complejos y de gran tamaño. - Con o sin serigrafía. - Templados o laminados.
ii. Automotriz Reposición14 con los siguientes productos: - Parabrisas laminados. - Puertas, fijos, custodias y ventiletes (templados). - Lunetas con y sin red desempañante.
iii. Arquitectura15 con los siguientes productos: - Fachadas flotantes. - Divisiones de baño, pisos, escaleras. - Domos, marquesinas. - Locales comerciales, barandas y fachadas curvas.
iv. Industrial con los productos: Templado plano y curvo para uso en electrodomésticos, refrigeradores industriales, luminarias y mostradores.
11 Tomado de: Empresa VISEG S.A., http://viseg.com/html/misi.html (Consulta:16 de Diciembre 2008) 12 Ibíd., http://viseg.com/html/visi.html 13 Ibíd., http://viseg.com/otros/FICHA_carrocerias.pdf 14 Ibid: http://viseg.com/otros/FICHA_AUTOMOTRIZ1.pdf 15 Ibíd. http://www.viseg.com/otros/FICHA_ARQUITECTURA2.pdf
23
3.3.5. Descripción fabricación actual vidrio insulado: Actualmente en la empresa se entrega al cliente este tipo de vidriería realizando su proceso de fabricación de la siguiente forma:
- En las instalaciones de la Empresa se fabrican cada una de las láminas tanto interna como externa que compondrán los paneles. - La Empresa compra a un tercero los marcos que compondrán cada uno de los paneles. - Éste producto se entrega a otra empresa junto con los marcos (fabricados en aluminio) para que por outsourcing se realice el sellamiento y estanqueidad de los que serán finalmente entregados al cliente que los solicitó. - Finalmente el producto es devuelto a VIDRIOS DE SEGURIDAD –VISEG- S.A. para realizar su correspondiente entrega.

24
4. OBJETIVOS 4.1. OBJETIVO GENERAL
Diseñar, evaluar y sugerir un curso de acción para la implementación de una línea de fabricación de arquitecturas bioclimáticas haciendo uso de vidrio insulado en la Empresa VIDRIOS DE SEGURIDAD S.A. – VISEG-.
4.2. OBJETIVOS ESPECÍFICOS Diseñar Ficha Técnica del producto y del proceso productivo del mismo.
Evaluar las disposiciones legales y normatividad que se deben cumplir y que afectan el proceso. Identificar los recursos disponibles en la empresa y los requerimientos necesarios para la ejecución del proyecto. Definir el aprovisionamiento de equipos necesario para el montaje de la línea. Definir el layout y diseñar el plan de producción final de la línea de arquitecturas bioclimáticas con vidrio insulado. Realizar análisis financiero de la alternativa planteada.
Alcance del proyecto: El presente proyecto se realizará en la planta de producción de la empresa VIDRIOS DE SEGURIDAD –VISEG- S.A. como pionera en el país en la fabricación de este tipo de arquitecturas, con miras al crecimiento del sector a nivel nacional.

25
5. METODOLOGÍA De acuerdo con los objetivos específicos planteados y el objeto del estudio, las actividades a realizar, asignaturas, fuentes de información y herramientas utilizadas se citan a continuación:
Objetivo Específico: Diseñar Ficha Técnica del producto y del proceso productivo del mismo.
Tabla 8. Metodología objetivo 1.
-No.-
-Actividades a realizar-
-Asignaturas- -Fuentes de Información- -Herramientas
utilizadas-
1
Levantamiento de información del producto y el proceso productivo.
- Producción. - Productos que se ofrecen actualmente en el mercado. - Computador.
- Ciencia de los materiales. - Características y variaciones en el vidrio
insulado.
- Manuales de producción.
- Logística de mercados. - Catálogos vidrio insulado. - Máquinas y equipos.
- Descripción de proceso de fabricación de vidrio insulado. - Innovación y desarrollo
del producto. - Llamadas y transporte.
- Procesos Industriales.
- Análisis de operaciones.
2 Diseño de Ficha Técnica del producto.
- Ciencia de los materiales. - Tipos de material utilizado en fabricación de
vidrio insulado.
- Computador.
- Innovación y desarrollo del producto. - Catálogos vidrio
insulado. - Dibujo. - Especificaciones técnicas del producto.
3 Diseño de Ficha Técnica del proceso productivo.
- Producción. - Maquinaria, equipo y herramientas utilizadas en la fabricación de vidrio insulado.
- Computador.
- Procesos Industriales. - Manuales de producción.
- Máquinas y equipos. - Proceso productivo de vidrio insulado.
- Análisis de operaciones.

26
Objetivo Específico: Evaluar las disposiciones legales y normatividad que se deben cumplir y que afectan el proceso
Tabla 9. Metodología Objetivo 2.
No. -Actividades a realizar- -Asignaturas- -Fuentes de Información- -Herramientas utilizadas-
1
Levantamiento y consolidación de información acerca de las disposiciones legales y normatividad actuales.
- Constitución y derecho laboral.
- Normatividad vigente nacional e internacional. - Computador.
- Normas legales.
Objetivo Específico: Identificar los recursos disponibles en la Empresa y los requerimientos necesarios para la ejecución del proyecto.
Tabla 10. Metodología Objetivo 3.
No. -Actividades a realizar- -Asignaturas- -Fuentes de Información- -Herramientas utilizadas-
1
Realizar diagnóstico de la situación actual de la Empresa, identificando los recursos disponibles.
- Producción. - Registros consolidados por la empresa. - Computador.
- Logística. - Personal de VISEG S.A. - Herramienta de Diagnóstico.
- Factores energéticos.
- Contabilidad.
- Ingeniería económica.
2
Definir los requerimientos necesarios para la implementación del proyecto.
- Producción. - Información adquirida de la aplicación de la herramienta.
- Computador.
- Logística. - Herramienta de Diagnóstico.
- Factores energéticos.
- Ingeniería económica.
- Dibujo.
Objetivo Específico: Definir el aprovisionamiento de equipos necesario para el montaje de la línea.

27
Tabla 11. Metodología Objetivo 4.
No. -Actividades a realizar- -Asignaturas- -Fuentes de Información- -Herramientas utilizadas-
1
Levantamiento de información, evaluación y definición de maquinaria, equipo y herramientas necesarias.
- Sistemas y diseño mecánico. - Catálogos proveedores de maquinaria, equipo y herramientas.
- Computador.
- Máquinas y equipos. - Llamadas y transporte.
- Producción. - Información para importación de maquinaria.
- Innovación y desarrollo del producto.
2
Levantamiento de información, evaluación y definición de requerimientos de personal.
- Factores humanos. - Información proceso productivo. - Computador.
- Gestión del talento humano.
- Estudio del trabajo.
- Producción.
3
Levantamiento de información, evaluación y definición de requerimientos financieros.
- Preparación y evaluación de proyectos. - Cotizaciones. - Computador.
- Innovación y desarrollo del producto.
Objetivo Específico: Definir el layout y diseñar el plan de producción final de la línea de arquitecturas bioclimáticas con vidrio de doble acristalamiento.
Tabla 12. Metodología Objetivo 5.
No -Actividades a
realizar- -Asignaturas-
-Fuentes de Información-
-Herramientas utilizadas-
1 Consolidar información de requerimiento de recursos.
- Sistemas y diseño mecánico. - Computador.
- Máquinas y equipos. - Producción - Cotizaciones de proveedores. - Resultados de
- Innovación y desarrollo del producto.
- Factores humanos. Diagnóstico realizado.
- Gestión del talento humano.
- Estudio del trabajo.
- Preparación y evaluación de proyectos.

28
Tabla 13. Metodología Objetivo 5.
No. -Actividades a realizar- -Asignaturas- -Fuentes de Información- -Herramientas utilizadas-
2 Definir plan de producción del vidrio insulado.
- Producción. - Proceso productivo vidrio insulado. - Computador.
- Estudio del trabajo. - Logística - Gestión de la cadena
- Resultados de diagnóstico realizado.
Objetivo Específico: Realizar análisis financiero de la alternativa planteada.
Tabla 14. Metodología Objetivo 6.
No. -Actividades a realizar- -Asignaturas- -Fuentes de Información- -Herramientas utilizadas-
1
Definir la inversión total requerida para la implementación del proyecto.
- Ingeniería económica. - Cotizaciones proveedores. - Computador.
- Sistemas de costeo. - Resultado costeo de la inversión.
2 Calcular la Tasa Interna de Retorno (TIR) del proyecto.
- Ingeniería económica. - Valores inversión requerida proyecto. - Computador.
- Preparación y evaluación de inversiones.

29
6. RESTRICCIONES El anteproyecto fue diseñado con un cronograma para ser ejecutado en el segundo semestre del año 2009, pero por razones de fuerza mayor como son entre otras el atraso de las obras del aeropuerto internacional El Dorado en Bogotá, razón primordial para la implementación de esta línea de producción, se reprogramaron los proyectos de inversión de la empresa dentro de los cuales durante el segundo semestre del 2009 se adelantó la instalación de otra línea de producción, desplazando el presente para realizar su ejecución en el primer semestre del año 2010. De acuerdo a esto, las restricciones planteadas en el anteproyecto para el desarrollo y la ejecución del presente trabajo, siguen vigentes como son en su orden de acuerdo al mismo: - Se cuenta únicamente con 6 meses para la implementación del proyecto: esta restricción sigue vigente, debido a que si no se cumple atrasaría los demás proyectos de inversión que tiene programados la empresa a mediano y largo plazo. - Falta de recursos inmediatos por parte de la Empresa para la implementación de la propuesta final: esta sigue vigente en la medida en que el planning de ventas de la empresa se logre y no se presenten agentes externos que restrinjan la economía y el buen comportamiento del recaudo de la cartera debido a que la inversión ya se encuentra aprobada por la junta directiva.
- Existe una estructura física inicial sobre la cual se debe realizar la ubicación de la nueva línea de producción: esta restricción quedó superada debido a que con el montaje de la nueva línea de producción indicada en el primer párrafo de éste título, se readecuaron los espacios previendo la instalación de este proyecto.

30
7. LÍNEA DE PRODUCCIÓN VIDRIO INSULADO
7.1. DIAGNÓSTICO ACTUAL VIDRIOS DE SEGURIDAD –VISEG- S.A, actualmente cuenta con la infraestructura precisa y necesaria para la fabricación y transformación de los diferentes productos que conforman su catálogo. Dispone de un área total de 10.000 m2, de los cuales se encuentran cubiertos como planta de producción 5.800 m2 distribuidos en las siguientes líneas de producción: i. Línea de producción Laminado: Donde se hace la fabricación de los diferentes productos de la línea de arquitectura según requerimientos y parabrisas para los sectores carrocero y reposición.
Mensualmente en esta línea se están produciendo 30.000 m2 para los diferentes productos mencionados anteriormente.
ii. Línea de producción Templado: Donde se realiza la transformación de vidrio para los sectores industrial y arquitectónico y adicionalmente las puertas, fijos, lunetas y desempañantes para los sectores carrocero y reposición.
Mensualmente en esta línea, se están produciendo 40.000 m2 distribuidos en los diferentes productos nombrados anteriormente. Con el funcionamiento de la Empresa, actualmente se están generando 97 empleos directos y 50 indirectos. A continuación se evalúan diferentes aspectos de la planta de producción de la empresa: iii. Distribución en planta La distribución dentro de los 5.800 m2 de la planta de producción, se encuentra establecida por celdas agrupando secuencialmente las diferentes operaciones de acuerdo con cada uno de los procesos de temple y de laminado para los productos de cada una de las líneas que se ofrecen.
iv. Maquinaria y equipo La Empresa cuenta actualmente con una tecnología de semi-automatización industrial con algunos procesos realizados manualmente por diferentes operarios.
Entre la maquinaria utilizada se encuentran diferentes marcas reconocidas mundialmente, nombradas e ilustradas a continuación:

31
Tabla 15. Maquinaria actual VISEG S.A.
-Marca- -Ilustración-
LANDGLASS (Alemania)
METRAL (España)
ADA (Italia)

32
-Marca- -Ilustración-
BAVELLONI (Italia)
En la planta de producción se tiene la siguiente maquinaria: Hornos de temple, Horno para laminado, Hornos de curvado, Autoclave, Máquina cortadora por CNC, Máquinas automáticas lavadora-secadora, Prensas para laminado, Taladros, diamantadoras, encintadoras, Pantógrafo, entre otras. Para toda la maquinaria y el equipo de la planta de producción, se realiza actualmente la programación de mantenimientos preventivos, predictivos, rutinas de inspección y correctivos bajo el manejo del software MP Software XD.
Según este programa, se determinan los cronogramas para ser intervenidos cada uno de los equipos según la planeación de la producción, el nivel de utilización de los mismos y el historial de mantenimientos registrado en la ficha técnica de cada uno.
v. Seguridad Industrial De acuerdo con el tipo de trabajo, la materia prima y el producto que se maneja, los elementos de seguridad comprenden el uso de guantes para la manipulación de diferentes máquinas y del producto, botas de seguridad con el fin de prevenir lesiones por caídas de material y/ó herramientas, tapa oídos para disminuir la exposición al ruido generado por el funcionamiento principalmente de los hornos y el autoclave.
Con el fin de minimizar el número de incidentes y accidentes de trabajo en la empresa, se cuenta con la asesoría de Suratep como ARP (Aseguradora de Riesgos Profesionales) tanto para la capacitación del personal en inducción inicial y actualización de los programas, como para la solución de problemáticas en el tema laboral.
Igualmente, como sistema de regulación para el cumplimiento de las normas de seguridad dentro de las instalaciones de VISEG S.A., se tiene un método de llamados de atención y sanciones en caso de incurrir repetitivamente en las mismas faltas.

33
vi. Sistemas de Información La Empresa cuenta actualmente con el sistema de información SIIGO®, por medio del cual integra diferentes procesos de la misma con los módulos: Contabilidad, Facturación, Inventarios, Cartera, Pedidos y Ventas.
El sistema de información permite la dirección y coordinación directa de las áreas Comercial, Administración y Finanzas, Planeación de la producción, Producción, Logística, Mantenimiento y Desarrollos y Calidad Integral.
Por medio del sistema de Intranet y red de datos se maneja información general con el fin de facilitar y agilizar su flujo para cada una de las áreas de la Organización que así lo requieran, definiendo de igual forma los niveles de confidencialidad pertinentes.
vii. Planeación de la producción Como se ha mencionado anteriormente, la Empresa funciona bajo el sistema KANBAN de acuerdo con el cual la planeación de la producción se lleva a cabo una vez se ha recibido un nuevo pedido por parte del cliente.
Para la programación de las máquinas, se realiza la asignación por lotes de producción de acuerdo con la demanda que se va generando por cada uno de los clientes, de igual forma en los mercados para los cuales se requiere Stock de Producto Terminado (Reposición) se tienen definidos unos niveles de inventario determinados para cada una de las referencias de acuerdo con el nivel de ventas de las mismas. viii. Sistemas de almacenamiento La Empresa tiene actualmente la adecuación de almacenamiento KANBAN Superpolo, en donde se busca tener el mínimo nivel de inventario cumpliendo los requerimientos del cliente cada vez que se ha generado un pedido.
Figura 11. Imágenes almacenamiento Sistema KANBAN Superpolo.

34
7.2. PRODUCTO Las Unidades de Vidrio Insulado (UVI), se encuentran compuestas principalmente de 3 partes y de diferentes insumos que se describen a continuación: 7.2.1. Justificación Producto: Para la fabricación de vidrio insulado, existen 2 métodos dependiendo del tipo de espaciador que se utilice. Los 2 tipos de espaciadores comprenden: i. Espaciador Metálico: Este espaciador comprende un marco fabricado en aluminio que se encuentra lleno de sales desecantes, las cuales cumplen la función de absorber la humedad que pueda llegar hasta la UVI. Al tratarse de un material rígido como el aluminio, es necesario utilizar un elemento adicional que hace el papel de esquinas en cada una de las cuatro puntas de la UVI. Esta tecnología fue la primera en aparecer para la fabricación de este tipo de arquitecturas bioclimáticas. ii. Espaciador Flexible: Este espaciador comprende un conjunto de capas de diferentes materiales flexibles, que cumplen la función de evitar la entrada de agentes externos a la cámara de la UVI y contrarrestar los factores de humedad dentro de la misma. En este tipo de separador, al tratarse de materiales flexibles, no es necesario el uso de elementos adicionales para el sellamiento de las esquinas.
Figura 12. Espaciador Metálico16 Figura 13.Espaciador Flexible17
De acuerdo con el funcionamiento de cada una de las 2 tecnologías, a continuación se presenta un cuadro comparativo entre las mismas:
16 Tomado de: http://eu.es.sunguardglass.com/SpecificationsResources/TechnicalLibrary/GlossaryTerms/index.htm (Consulta Junio 3 de 2009) 17 Ibíd.

35
Tabla 16. Cuadro comparativo espaciadores.18
-Factor comparativo- -Metálico- -Flexible-
Tiempo Producción Mayor tiempo en la producción de unidad estándar por número de operaciones a realizar.
Menor tiempo en la producción de unidad estándar. Proceso más sencillo con menor número de operaciones.
Área de Producción Mayor espacio por número adicional de maquinaria.
30% menos espacio para líneas con igual automatización.
Costos
Para unidad estándar menor costo en cuanto al espaciador. Costos adicionales en la aplicación de desecante al interior del marco y escuadras plásticas para sellar esquinas. Tecnología de producción más costosa.
Costo más alto en comparación con el marco de aluminio (10% más). No costos adicionales. Tecnología de producción menos costosa (Para el mismo nivel de automatización 20% menos)
Producción Limpia Menos amigable por uso de mayor cantidad de insumos no biodegradables ni reciclables.
Producción más amigable con menos cantidad de desechos no biodegradables ni reciclables.
Maquinaria
Línea de producción consta de mayor número de máquinas y equipos para el ensamble total. Mercado ofrece altos niveles de automatización.
Menor número de máquinas y equipos para la producción de las UVI. Mercado ofrece altos niveles de automatización.
Garantía Producto Comúnmente entre 5 y 10 años. Comúnmente entre 10 y 20 años.
Valor U Para unidad estándar se obtienen valores U más altos.
Ofrece valores U menores en unidad estándar.
Material Conductor /No conductor
Presenta mayores pérdidas de calor al tratarse de un material conductor. Menor barrera contra la condensación por pertenecer al grupo de los conductores.
Menores pérdidas de calor al ser un material no conductor. Barrera fuerte contra la condensación por ser un material aislante (80% menos).19 22 veces menos conductor que el espaciador de aluminio.20
18 Tomado de: http://www.glassonweb.com/articles/article/213/ (Consulta Junio 4 de 2009) 19 Tomado de: http://www.buildingtalk.com/news/tmc/tmc187.html (Consulta Junio 4 de 2009) 20 Ibíd.

36
Para la planta de producción en VISEG S.A., la producción del vidrio insulado se realizará haciendo uso de separador flexible con la marca Swiggle® por los siguientes factores: i. La empresa no cuenta actualmente con el espacio necesario ni los recursos económicos para realizar el montaje de la línea de producción con marcos de aluminio. ii. En VISEG S.A., se busca atender el compromiso ambiental optando por el método de producción más limpio. iii. La fabricación de vidrio insulado con separador flexible, permite ofrecer al cliente tiempos de garantía mayores. iv. Los costos de producción asociados al producto son menores, de igual forma, se obtiene un buen desempeño del producto en términos del aprovechamiento de la energía y aislamiento de la condensación sin necesidad de elementos que representan costos adicionales en comparación con la fabricación con espaciadores de aluminio.
7.2.2. Partes del producto: Las unidades de vidrio insulado (UVI), se encuentran compuestas de las siguientes partes: o Vidrio Caras 1-2 y 3-4: Para la conformación del vidrio insulado, se tienen diferentes composiciones tanto para las caras 1 y 2 como para las 3 y 4. De acuerdo con las especificaciones del cliente y la aplicación de los paneles, se define el tipo de vidrio que se va a utilizar en cada una de las caras. Para esto se puede hacer uso de vidrio flotado, templado ó laminado, cada uno dentro de sus diferentes composiciones y características.
En el vidrio laminado, se puede hacer uso de diferentes constituciones; éstas varían según los espesores de las láminas de vidrio que lo componen que van desde los 3 hasta los 6 milímetros, es decir, se puede adquirir un vidrio laminado con espesores totales entre los 6 y 12 milímetros.
De acuerdo con el PVB utilizado, para éste varía su espesor según las especificaciones de las láminas que van a ser unidas, ya que del peso de las mismas dependerá el nivel de las propiedades de adherencia del material e igualmente de los requerimientos que el cliente especifique.
Para el vidrio flotado se puede hacer uso de diferentes espesores desde los 3 hasta los 6 milímetros, dependiendo de las necesidades particulares.
Respecto a características de apariencia del vidrio, éstas dependen de cada uno de los requerimientos para el proyecto a desarrollar y de las reglamentaciones vigentes que lleguen a afectar el diseño del mismo de acuerdo con especificaciones técnicas y de seguridad.
Separador: Compone la parte central del panel. Está compuesto por un material de canto caliente (debido a que su capacidad de adherencia se genera con la aplicación de calor), que hace las veces de separador y absorbente de la humedad y el polvo dentro de la cámara central.

37
El espaciador presenta varias ventajas debido a la flexibilidad del material, permitiendo el uso del mismo en las diferentes formas del vidrio que se utilice sin dejar espacios libres que permitan la entrada de agentes externos.
Este material está compuesto de varias capas de materiales, cada uno de los cuales cumple funciones de aislamiento, hermeticidad y adherencia. La composición general del espaciador flexible es la siguiente:
- Espaciador Sub-ensamble: Espaciador único de componentes varios, flexible y al mismo tiempo incomprensible y estable.21
Figura 14. Estructura espaciador sub-ensamble22.
- Adhesivo de juntas: Adhesivo de alto rendimiento que proporciona resistencia excepcional a la transmisión de gases y vapores de humedad.23
Figura 15. Estructura adhesivo de juntas24.
21 TRUSEAL TECHNOLOGIES. Brochure Duraseal ® Durable y versátil. (Consulta Abril 15 de 2009) 22 Imagen tomada de:www.truseal.com (Consulta Junio 2 de 2009) 23 Up. Cit. 24 Imagen tomada de: www.truseal.com/products/flexible/duraplatform/(Consulta Junio 2 de 2009)

38
- Recubrimiento desecado: El secante concentrado en la capa superior proporciona una supresión del punto de concentración más rápida.25
Figura 16. Estructura recubrimiento desecado26.
7.2.3. Ficha técnica del producto: A continuación se presenta la ficha técnica del producto con todas sus características y especificaciones, según las cuales se realizarán la oferta y posterior producción de las unidades:
25 TRUSEAL TECHNOLOGIES. Brochure Duraseal ® Durable y versátil. (Consulta Abril 15 de 2009) 26 Up. Cit

39
Figura 17. Ficha técnica Vidrio Insulado
Separador -->
FICHA TÉCNICA UNIDAD DE VIDRIO INSULADO CON SEPARADOR
FLEXIBLE
PRESENTACIONES DEL
PRODUCTO:Dimensiones:
Tamaño Mínimo: 50 x 50 mm.
Espesor Máximo: 48 mm.
Unidad de vidrio que consiste en la unión de 2
láminas de vidrio (laminado ó templado) por
medio de un separador flexible formando una
cámara central.
Espesor Mínimo:Medidas-->
Marco de canto caliente (separador flexible).
Tamaño Máximo: 2000 x 2000 mm.
Espesor Mínimo: 12 mm.
Láminas de Vidrio:
Espesor : Varía según las composiciones de las láminas
templadas que serán unidas. Su espesor total varía entre
los 6 mm (3 + 3 mm) y los 12 mm (6 + 6 mm).
Espesor : Varía desde los 3 mm hasta los 6 mm.
Varían de acuerdo con las características de las láminas de vidrio y el
grosor de la cámara central.
- Regulación de la temperatura.
- Aislamiento del ruido.
Templado -->
5 mm.
20,5 mm.Espesor Máximo:
DESCRIPCIÓN GENERAL:
Laminado -->
Cámara Interna:
Otros : Uso de vidrio Low-E (Baja emisión)
Tipo de lámina : Pueden ser láminas de vidrio flotado ó
templado según requerimientos.
- Disminución en el uso de Aire Acondicionado y equipos de calefacción.
Película de PVB : Varía según las dimensiones del vidrio
entre los 0,38 y 1,52 mm. Diferentes tonalidades.
Colores : Diferentes tonalidades según catálogo
proveedores de lámina.
COMPONENTES
PRIMARIOS:
- Vidrio de Seguridad.
USOS Y APLICACIONES: Construcción de Fachadas y aislamiento de espacios
BENEFICIOS:
Especificaciones:Bicomponente (Para uso en interior en marcos
predeterminados)
COMPONENTES
SECUNDARIOS:
Silicona estructural (Para uso exterior en fachadas
flotantes)
Segundo Sellante:

40
7.2.4. Parámetros técnicos especiales: Donde se destacan los siguientes: Uso del vidrio Low-E: El vidrio Low-E comprende un tipo de vidrio que busca el control de la radiación y temperatura por medio de una película que permite la baja emisividad de los rayos de alta gama. Cuando se hace uso de este tipo de vidrio en la fabricación del vidrio insulado, es importante tener en cuenta que la adherencia del material separador se ve reducida. Al reducirse esta adherencia, se debe retirar la película Low-E del borde del vidrio en donde se va a ubicar el separador flexible, con el fin de certificar la duración del mismo y la hermeticidad de la unidad. 7.2.5. Configuraciones y Propiedades: Como se ha mencionado en el documento, los beneficios del vidrio insulado se ven en términos de niveles de consumo energético e iluminación, reducción de los niveles de ruido y seguridad. A continuación se presentan algunas configuraciones y sus determinados beneficios para cada uno de estos factores. 7.2.5.1. Energía / Iluminación: El ahorro energético que brinda el uso del vidrio insulado, se percibe de acuerdo con las diferentes configuraciones que dicha unidad tenga en términos de espesor, tipos de vidrio y las dimensiones de la cámara central. Para definir las propiedades del vidrio se considera el Valor-U, que representa el nivel de pérdidas de calor respecto a las diferencias de temperatura entre el ambiente interior y exterior tanto para la estación de verano como para invierno. “La velocidad en la cual un material transfiere calor debido a la temperatura del aire interior y exterior es definida por su valor “U””27. Mientras el valor-U de determinada unidad sea más bajo, su poder aislante aumentará. Además del Valor-U, se tienen en cuenta otros dos valores importantes para medir las propiedades de las diferentes configuraciones en los vidrios: el valor SHGC (Solar Heat Gain Coefficient) y el valor VT (Visible transmittance). El SHGC define la capacidad de la unidad de vidrio para absorber el calor solar y el valor VT el nivel de transmisión lumínica a través del mismo. En el ANEXO A se muestran los diferentes valores U, SHGC y VT para distintas configuraciones de vidrio insulado. De acuerdo con estos valores, se observa que a medida que aumenta el espesor de la unidad y del número de cámaras que la componen, se genera un nivel de pérdidas de energía menor (U).
7.2.5.2. Ruido: Para el control del ruido con el uso del vidrio como material de construcción, es utilizado el factor STC (Sound Transmission Class) mediante el cual se definen los valores de atenuación de acuerdo con las configuraciones de las unidades.
27 Tomado de: Norma Técnica de edificaciones E.040- Vidrio. Pág. 14. (Consulta 28 de Mayo de 2009)

41
A medida que el valor STC aumenta, el espacio interior de la construcción obtendrá un nivel más bajo de ruido respecto al exterior y a la instalación de un vidrio ordinario. A continuación se muestran diferentes configuraciones de unidades de insulado con su respectivo STC que aumenta a medida que se generan cambios en la estructura inicial.
Figura 18. Valores STC de Reducción de ruido para configuraciones Vidrio Insulado28
En el ANEXO B se encuentran diferentes configuraciones de vidrio insulado con sus respectivos valores STC de acuerdo con la atenuación de ruido obtenido, dichas configuraciones son definidas por la empresa Saflex (proveedor de película de PVB) y según la cuál se ofrece la materia prima para las configuraciones con vidrio laminado. En esta tabla se observan los beneficios a medida que el espesor de la cámara interna aumenta. De igual forma al utilizar vidrio laminado en las unidades y al utilizar configuraciones asimétricas (espesores diferentes para cada una de las láminas de vidrio) se observa una mayor atenuación del ruido.
7.2.6. Disposiciones legales y normatividad: Debido a que la empresa busca cumplir con los requerimientos de los mercados nacional e internacional, aplica las diferentes normatividades y disposiciones legales de los demás países. De igual forma, debido a que firmas extranjeras se encuentran actualmente realizando proyectos arquitectónicos en el país, la empresa busca cumplir con las normatividades según las cuales están planteados dichos proyectos. A continuación se nombran las diferentes disposiciones que aplican para el tipo de producto y su uso en el mercado arquitectónico: - Productos de vidrio: Normas: UNE-EN 572-9:2005; UNE-EN 14449:2006; UNE-EN 12150-2:2005; UNE-EN 14179-2:2006; UNE-EN 1863-3:2005; UNE-EN 1096-4:2005; UNE-EN 1279-
28 Tomado de: http://www.vinylmasters.com/glass_options.html (Consulta 27 de Mayo de 2009)

42
5:2006; UNE-EN 12337-2:2005; UNE-EN 1748-1-2:2005; UNE-EN 1748-2-2:2005; UNE-EN 13024-2:2005; UNE-EN 14178-2:2005; UNE-EN 14321-2:2006)29.
- Vidrio para la construcción: Normas: UNE-EN 572-9:2005; UNE-EN 1096-4:2005; UNE-EN 1748-1-2:2005; UNE-EN 1748-2-2:2005; UNE-EN 1863-3:2005; UNE-EN 12150-2:2005; UNE-EN 12337-2:2005; UNE-EN 13024-2:2005; UNE-EN 14178-2:2005)30.
- Vidrio para la edificación Normas: UNE-EN 1279-5:2006; UNE-EN 14179-2:2006; UNE-EN 14321-2:2006; UNE-EN 14449:2006)31. - UNE32 85-220 – 86 Norma española (Presión del viento en arquitecturas). - UNE 85 -208 – 81 Norma española (Permeabilidad al aire). - NBE33 – CT – 79 Norma Española (Aislamiento térmico). - NBE – CA – 88 Norma Española (Aislamiento acústico). - UNE 85 – 555 – 85 Norma española (Acristalamiento y métodos de montaje). - UNE 1279 – 5:2006 (Norma española) Vidrio en las construcciones. - DIN34 1286 Insulating glass units; air filled; aging behaviour.
Actualmente VISEG S.A. implementa de forma general (cuando no se define el cumplimiento de alguna reglamentación específica por parte del cliente) en sus productos del mercado arquitectónico, el capítulo K4 de la norma colombiana de diseño y construcción sismo resistente NSR-98 donde se especifican los requisitos generales para el diseño y los reglamentos de seguridad aplicables a vidrios y ventanales exteriores de todas las edificaciones y vidrios y ventanales interiores y exteriores instalados en marcos móviles.
7.3. PROCESO
7.3.1. Materias primas e insumos: Para la fabricación del vidrio insulado, se hace uso de las siguientes materias primas e insumos:
29 Tomado de: http://www.porticolegal.com/pa_ley.php?ref=10144 (Consulta 23 de Diciembre 2008) 30 Ibíd. 31 Ibíd. 32 Una Norma Española. 33 Normativa Básica de la Edificación 34 Deutsches Institut für Normung. Instituto Alemán de Normalización.

43
o Lámina de Vidrio templado: La lámina después de ser sometida al proceso de temple, es cortada con las medidas requeridas previamente a dar inicio al proceso de fabricación de la UVI.
o Lámina de Vidrio laminado: Este vidrio se compone de 2 láminas de vidrio flotado ó templado, unidas de forma previa a dar inicio al proceso de fabricación de la UVI por una película de Polivinil Butiral (PVB) que permite la adherencia de las mismas y ofrece seguridad adicional en el momento en que se presente rotura.
o Espaciador Flexible (Swiggle®): El cual cumple la función de unir las láminas de vidrio que componen el panel formando la cámara central.
o Segundo Sellante (Silicona estructural): Comprende la aplicación de un segundo tipo de sellante en la parte externa del marco una vez ya se ha ensamblado el panel completamente. La función de este último sellante es la hermeticidad completa del panel.
Para la producción de un vidrio con las especificaciones definidas en la Tabla 17 que va a ser la unidad de tamaño base de producción en la Empresa, son necesarias las siguientes cantidades y especificaciones de MP e Insumos:
Tabla 17: Especificaciones unidad base vidrio insulado
Vidrio Caras 1 y 2 Laminado templado 3+3 con película PVB 0,38 mm. Medidas: 2000 x 2000 mm.
Vidrio Caras 3 y 4 Laminado templado 3+3 con película PVB 0,38 mm. Medidas: 2000 x 2000 mm.
Separador 8000 mm. Espesor: 3/8”≈ 10mm.
Tabla 18: Requerimientos unidad base vidrio insulado.
-MP / Insumo- -Especificaciones- -Cantidad por unidad-
Lámina caras 1 y 2 Medidas: 2000 x 2000 mm. 1 unidad
Lámina caras 3 y 4 Medidas: 2000 x 2000 mm. 1 unidad
Espaciador Swiggle® Espesor: 10 mm. 8.000 mm.
Segundo sellante (Silicona estructural)
Color: negro 100 ml.
7.3.2. Descripción General del proceso: El proceso de producción de los paneles comienza con la introducción de cada una de las láminas de vidrio previamente cortadas a la Zona de Lavado en donde serán retiradas todas aquellas impurezas de su superficie para ser sometidas a un proceso de secado posteriormente. Una vez las láminas han sido secadas son transportadas a la mesa de aplicación del separador flexible, en la cual el operario por medio de la herramienta de aplicación

44
Swiggle Pro® ubica el separador en el borde de una de las láminas de vidrio dejando la cuarta (última) esquina sin sellamiento. La lámina con el separador es transportada a una segunda mesa en la Zona de Ensamble, en la cual se realiza el posicionamiento de la segunda lámina. Tras la conformación del panel, se realiza el sellamiento final por medio de la aplicación de calor al separador en la cuarta (última) esquina con el fin de unir los dos extremos. Finalmente el panel es sometido a una serie de pruebas de inspección mediante las cuales se determinan las condiciones del mismo en términos de adherencia del separador, hermeticidad de la unidad, limpieza al interior de la cámara, entre otras que serán explicadas en este documento posteriormente en el numeral 10.1. A continuación se presentan el diagrama de operaciones y el diagrama de flujo para el proceso.
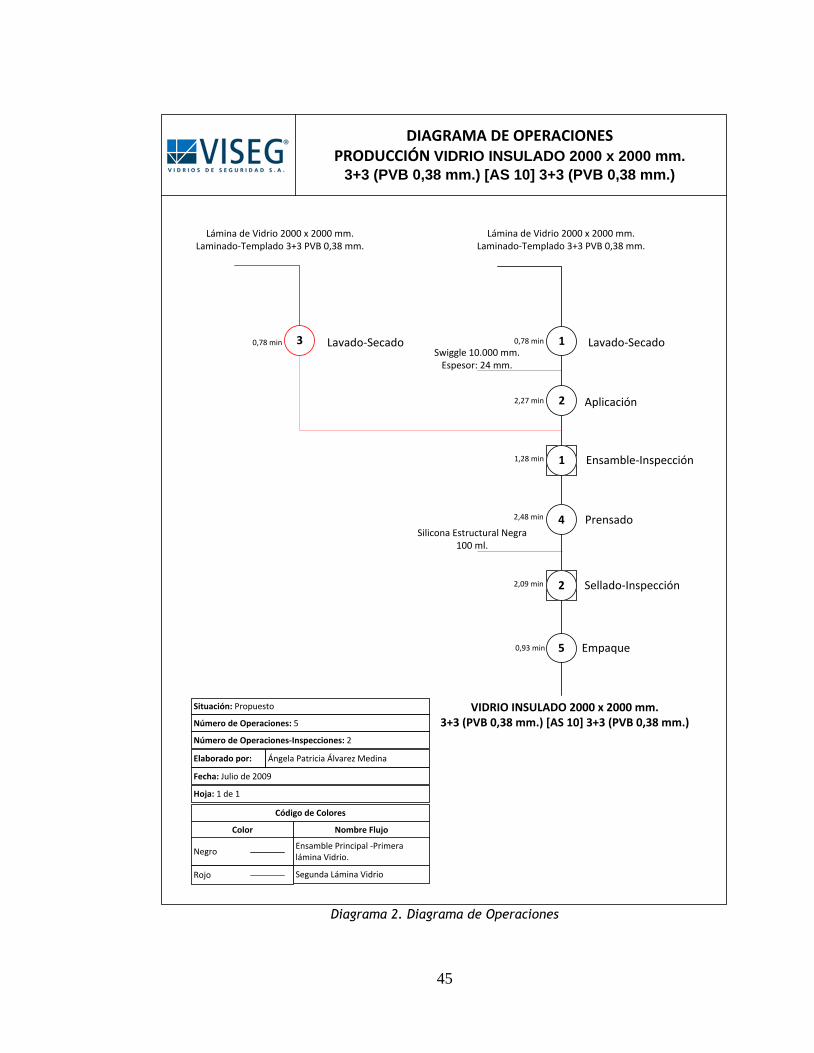
45
2
1
Swiggle 10.000 mm. Espesor: 24 mm.
Swiggle 10.000 mm. Espesor: 24 mm.
DIAGRAMA DE OPERACIONES PRODUCCIÓN VIDRIO INSULADO 2000 x 2000 mm.
3+3 (PVB 0,38 mm.) [AS 10] 3+3 (PVB 0,38 mm.)
DIAGRAMA DE OPERACIONES PRODUCCIÓN VIDRIO INSULADO 2000 x 2000 mm.
3+3 (PVB 0,38 mm.) [AS 10] 3+3 (PVB 0,38 mm.)
5 Empaque
2
1
1
Lavado-SecadoLavado-Secado
Ensamble-InspecciónEnsamble-Inspección
AplicaciónAplicación
Lámina de Vidrio 2000 x 2000 mm. Laminado-Templado 3+3 PVB 0,38 mm.
Lámina de Vidrio 2000 x 2000 mm. Laminado-Templado 3+3 PVB 0,38 mm.
0,78 min
1,28 min
2,27 min
0,93 min
4 Prensado2,48 min
Código de Colores
Nombre FlujoColor
NegroEnsamble Principal -Primera lámina Vidrio.
Rojo Segunda Lámina Vidrio
Situación: Propuesto
Número de Operaciones: 5
Número de Operaciones-Inspecciones: 2
Elaborado por:
Fecha: Julio de 2009
Ángela Patricia Álvarez Medina
3 Lavado-SecadoLavado-Secado
Lámina de Vidrio 2000 x 2000 mm. Laminado-Templado 3+3 PVB 0,38 mm.
Lámina de Vidrio 2000 x 2000 mm. Laminado-Templado 3+3 PVB 0,38 mm.
0,78 min
2 Sellado-Inspección2,09 min
Silicona Estructural Negra100 ml.
Silicona Estructural Negra100 ml.
VIDRIO INSULADO 2000 x 2000 mm.3+3 (PVB 0,38 mm.) [AS 10] 3+3 (PVB 0,38 mm.)
Hoja: 1 de 1
Diagrama 2. Diagrama de Operaciones

46
ANÁLISIS DIAGRAMA DE OPERACIONES: El anterior Diagrama de Operaciones corresponde a la producción de una unidad de vidrio insulado de dimensiones 2000 milímetros de largo por 2000 de ancho que corresponde al tamaño base que se trabajará en la presente propuesta. La configuración del vidrio es: 3+3 (PVB 0,38 mm.) [AS35 10mm] 3+3 (PVB 0,38 mm.) que corresponde a 2 láminas de vidrio laminado 3+3 milímetros con película de Polivinil Butiral de 0,38 milímetros de espesor y cámara de aire de 10 milímetros. En el diagrama, se distinguen 2 líneas de flujo. La primera y principal corresponde a la primera lámina de vidrio sobre la cual se realiza el ensamble total de la Unidad. La segunda hace referencia a la segunda lámina de vidrio que será posteriormente ensamblada sobre la primera entrando a la línea de flujo principal. El proceso comprende en total 5 operaciones y 2 operaciones-inspecciones. Cada una de las operaciones-inspecciones es realizada en puntos críticos del proceso en donde se define la calidad del producto. La primera en el momento en que se ha realizado el prensado de la unidad y la segunda una vez se ha aplicado el segundo sellante. El tiempo resumen final del Diagrama de Operaciones para proceso de fabricación es el siguiente:
Tabla 19. Resumen diagrama de operaciones.
-Actividad- -Cantidad- -Tiempo (min.)-
Operación 5 6,46
Operación-Inspección 2 5,68
Nota: Los tiempos trabajados en el diagrama fueron obtenidos teniendo en cuenta el funcionamiento de la línea de fabricación para vidrio laminado que se encuentra trabajando actualmente en VISEG S.A., debido a que son procesos similares en cuanto a las operaciones que para cada producto se realizan. Se trabajó con las dimensiones y especificaciones trabajadas en el presente documento.
35 AS: Air Space – Cámara de aire.

47
RESÚMEN
Actividad No Tiempo
Elaborado por: Ángela Patricia Álvarez MedinaFecha: Julio de 2009 Situación: Propuesto Tipo: Hombre__ Material X Hoja: 1 de 1
Dist.
ActividadNum.
1
1
2
3
TOTAL
Tiempo(min)
Distancia (m)
Descripción
5 3
Aplicación
2 0
Lavado - Secado
12,970
3,4
0,78
2,27
0,78
5
3
0
2
0
6,46
0
5,68
0,99
Transporte MP
Lavado - Secado
11,6
Símbolo
Operación
Demora
Operación-Inspección
Almacenamiento
Transporte
DIAGRAMA DE FLUJO
PRODUCCIÓN VIDRIO INSULADO 2000 x 2000 mm.3+3 (PVB 0,38 mm.) [AS 10] 3+3 (PVB 0,38 mm.)
1 1,28Ensamble-Inspección
4
2
2
Transporte PP
Prensado 2,48
2,2
Sellado-Inpección
3 32,5Transporte PT
5 0,93Empaque
Transporte láminas de vidrio laminado 3+3 a Zona de Lavado –
Secado.
Lavado y secado lámina 1.
Aplicación espaciador flexible a lámina 1.
Lavado y secado lámina 2.
Ensamble lámina 1 con separador y lámina 2.Inspección Unidad
Ensamblada.
Prensado Unidad Ensamblada.
Transporte Unidad Prensada a Zona de Sellado Final.
Aplicación Segundo Sellante a Unidad Prensada.
Transporte Unidad Vidrio Insulado a Zona de Empaque.
Empaque Unidad Vidrio Unsulado.
40,8
40,8
40,8
2,09
0,14
0,92
1,30
Diagrama 3. Diagrama de Flujo

48
ANÁLISIS DIAGRAMA DE FLUJO: El Diagrama de Flujo antes presentado está basado igualmente en la producción de la unidad de vidrio insulado descrita en el Análisis del Diagrama de Operaciones. En el diagrama se describe el flujo de material de acuerdo con el Diagrama de Operaciones de las 2 líneas descritas. El resumen final del Diagrama de Flujo para el proceso de fabricación es el siguiente:
Tabla 20. Resumen Diagrama de Flujo
-Actividad- -Cantidad- -Tiempo (min.)- -Distancia (m.)-
Operación 5 6,46 ---
Operación-Inspección 2 5,68 ---
Transporte 3 2,36 40,8
Almacenamiento 0 --- ---
Demora 0 --- ---
Partiendo de la anterior tabla se observa una proporción del 50% para las actividades de operación, 30% para las actividades de transporte en el proceso y 20% para operaciones-inspecciones. De acuerdo con esta información en el siguiente numeral se encuentra su respectivo análisis.
Nota: Los tiempos trabajados en el diagrama fueron obtenidos teniendo en cuenta el funcionamiento de la línea de fabricación para vidrio laminado que se encuentra trabajando actualmente en VISEG S.A., debido a que son procesos similares en cuanto a las operaciones que para cada producto se realizan. Se trabajó con las dimensiones y especificaciones trabajadas en el presente documento.
7.3.3. Análisis de Actividades: Partiendo de los diagramas de operaciones y de flujo anteriores, a continuación se presenta el análisis para cada una de las actividades que afectan el flujo constante en la línea de producción (operaciones-Inspecciones, almacenamientos y transportes) generando posibles cuellos de botella definidos en el numeral 7.3.5.3.
7.3.3.1. Operaciones – Inspecciones: Según el resumen presentado en la Tabla 20 el número total de operaciones-inspecciones son 2 comprendiendo 5,68 minutos. Dichas inspecciones son realizadas de forma visual después de las operaciones de ensamble y sellado respectivamente, evaluando los siguientes aspectos: Inspección 1 Desfases entre las 2 láminas de vidrio.
Fijación del separador a las láminas. Impurezas en el panel.
Defectos por atributos adicionales (rayas, escallas, manchas, entre otras).
Inspección 2 Nuevos desfases causados entre los 2 vidrios. Uniformidad en la aplicación del segundo sellante. Defectos adicionales en las láminas y/ó separador.

49
Cada una de las inspecciones es llevada a cabo de forma visual en el mismo lugar donde se realiza la operación, por lo cual no existen retrasos por transportes adicionales ni uso de equipos de medición y seguimiento en cuanto al flujo de producto en la fabricación. La verificación del producto se lleva a cabo por muestreo de acuerdo a los lineamientos del área de calidad de la Empresa. En los casos en que se realiza dicho muestreo, el producto escogido es extraído de la operación sin interferir en el flujo normal de la línea. La proporción de tiempo correspondiente a la operación inmediatamente anterior a las cuales van enlazadas estas inspecciones es de 14,23% y 0,19% respectivamente. 7.3.3.2. Almacenamientos: Debido al tipo de producción que se maneja en la planta, no se generarán almacenamientos programados sino únicamente en el momento en que el producto termina de ser fabricado y pasa a la Zona de Empaque para finalmente ser ubicado en el camión de despacho. Teniendo en cuenta este tipo de almacenamiento temporal, el tiempo estimado que tardará el producto en ser despachado dependerá directamente de los tiempos de empaque de los productos que serán enviados en el mismo vehículo.
7.3.3.3. Transportes: Partiendo del resumen ilustrado en la Tabla 20, se definen 3 transportes en total con 40,8 metros de distancia. Estos transportes corresponden a la alimentación inicial de la maquinaria en donde la Materia Prima (Láminas de vidrio) es ubicada en la Zona de Lavado-Secado, el posicionamiento del Producto en Proceso en la Zona de Sellado y posteriormente la ubicación del Producto Terminado en la Zona de Empaque para su despacho final. Los transportes no representan tiempos considerables en la parte central del proceso, debido a que se trata de una producción en línea continua sin distancias mayores a 1 metro. Las distancias que se definen dentro de la línea, corresponden a las mesas de bolas que trabajan como sistema de transporte para el producto en proceso. En la actividad de transporte entre la operación de sellado y de empaque se presenta la mayor proporción de distancia, debido a que la Zona de Empaque se ubica en la parte final de la planta de producción como recurso compartido para todos los productos de la empresa. 7.3.4. Análisis del Mercado y demanda estimada: Tomando como punto de partida la demanda recibida en el periodo comprendido entre Octubre de 2008 y Julio de 2009 por la empresa de acuerdo con los requerimientos de clientes tanto nacionales como internacionales y al tratarse de un mercado variable y dependiente directamente de la planeación de proyectos arquitectónicos, a continuación se relacionan las cifras de donde se define la demanda para la cual se trabajará:
Tabla 21.Oportunidades de mercado.
-Ubicación- -Proyecto- -M²-
Panamá Glass Wall 36.000
Panamá Oceanía Towers 45.000
Colombia Aeropuerto Internacional El Dorado 40.800

50
De acuerdo con estos datos y los recursos en cuanto a infraestructura física de la empresa, la demanda estimada para la definición de la línea de producción en VISEG S.A., es de 250 m2 por turno de 8 horas teniendo en cuenta el tiempo aproximado de duración de los proyectos en 8 meses. Con base en esta demanda, a continuación se definirán los requerimientos reales teniendo en cuenta los recursos actuales con que cuenta la empresa y las demás necesidades que del producto y/ó del proceso se derivan. 7.3.5. Necesidades y requerimientos: De acuerdo con la demanda establecida para el montaje y puesta en marcha de la línea de fabricación de vidrio insulado en VISEG S.A., se determinan los parámetros iniciales para los recursos con los que la misma cuenta actualmente así:
i. Recursos Físicos: Para el montaje de la línea de fabricación para vidrio insulado, se cuenta con un área de 200m2, en donde se ubicará la línea de fabricación completa dentro de las instalaciones actuales de VISEG S.A.
ii. Recursos Humanos: VISEG S.A., no cuenta con el personal capacitado ni destinado para el montaje y funcionamiento de la línea de producción. Para el recurso humano se debe hacer contratación de nuevo personal, capacitación y formación de acuerdo con los parámetros establecidos en el presente trabajo. Para la Zona de empaque, no se realizará contratación de nuevo personal, debido a la misma será un recurso compartido con las demás líneas de fabricación de la Empresa. iii. Recursos Técnicos: Se cuenta actualmente para la línea de fabricación de vidrio insulado con los siguientes recursos técnicos: - Máquina lavadora-secadora. (Ver especificaciones en numeral 7.3.5.6) - Máquina Prensa de rodillos. (Ver especificaciones en numeral 7.3.5.6) - Equipos de seguimiento y verificación del producto: flexómetro y calibrador de espesores. - Equipos de control de la producción: higrómetros (para el control de los parámetros de temperatura y humedad relativa bajo los cuales se debe fabricar el producto). - Equipos para la manipulación del producto: ventosas y transpaletas.
iv. Recursos Financieros: actualmente la empresa cuenta con un presupuesto aprobado por la Junta Directiva para inversión en tecnología e infraestructura para la línea de fabricación de vidrio insulado. Dicho presupuesto es definido en el numeral 9.1, donde se realiza la estimación y evaluación financiera del proyecto de acuerdo con los requerimientos y actividades que son necesarias para la puesta en marcha de la misma.

51
7.3.5.1. Simulación proceso de fabricación: Para analizar el funcionamiento de la línea de fabricación siguiendo los parámetros definidos en el proyecto, se realiza el proceso de simulación del proceso haciendo uso del software Arena y Labview. Los lineamientos bajo los cuales se realizó dicho proceso fueron los siguientes:
Tabla 22. Lineamientos de simulación.
Objetivo Analizar el funcionamiento y desempeño de la línea de fabricación de vidrio insulado.
Parámetros Costos de producción Precio de venta
Variables Demanda
Distribuciones probabilísticas
Lavado-Secado Normal (0,19 ; 0,063)
Aplicación Normal (0,56 ; 0,183)
Ensamble Normal (0,32 ; 0,103)
Prensado Normal (0,62 ; 0,200)
Sellado Normal (0,52 ; 0,168)
Tiempo de simulación 1 turno de 8 horas
Los costos de producción asociados para 250m2 por turno de 8 horas son los siguientes:
Tabla 23. Costos de producción.
-Concepto- -Cantidad- -Valor unitario- -Total-
MATERIAS PRIMAS $ 9.896.225,00
Vidrio laminado (m2) 250 $ 31.138 $ 7.784.500,00
Separador (m) 500 $ 4.223 $ 2.111.725,00
Sellante (Silicona) 25 $ 7.600 $ 190.000,00
INSUMOS $ 1.545,45
Jabón lavadora 0,0454 gr. $ 12.000 $ 545,45
Material de empaque ---- ---- $ 1.000,00
MANO DE OBRA $ 139.320,00
Lavado-secado (hrs) 8 $ 3.483 $ 27.864,00
Aplicación (hrs) 8 $ 3.483 $ 27.864,00
Ensamble (hrs) 8 $ 3.483 $ 27.864,00
Prensado (hrs) 8 $ 3.483 $ 27.864,00
Sellado (hrs) 8 $ 3.483 $ 27.864,00
ENERGÍA $ 206.080,00
Lavadora-secadora (hrs) 8 $ 6.900 $ 55.200,00
Prensado (hrs) 8 $ 18.860 $ 150.880,00
Extrusora 8 $ 3.100 $ 24.800,00
AGUA $ 141.120,00
Lavadora (hrs) 8 $ 17.640 $ 141.120,00
TOTALES $ 10.384.290,45

52
De donde el costo unitario por metro cuadrado es de $41.533 y partiendo del margen de utilidad del 25% que mantiene la empresa para los demás productos del mercado arquitectónico, el precio de venta es de $51.900. La demanda trabajada es la definida en el numeral 7.3.4 con 250 m2 por turno de 8 horas. Las distribuciones de probabilidad que se trabajaron en la simulación, fueron establecidas por medio del análisis estadístico de los datos tomados mediante las observaciones realizadas a la línea de fabricación de vidrio laminado que se encuentra actualmente en funcionamiento en VISEG S.A. debido a su similitud en las operaciones realizadas. En el ANEXO C, se presentan los lineamientos del proceso de simulación.

53
7.3.5.2. Balanceo de Línea: Para realizar el balanceo de línea se tiene en cuenta la eficiencia de la planta, los tiempos adicionales en la jornada de trabajo y los desperdicios como se define a continuación:
Tabla 24. Parámetros balanceo de línea.
-Concepto- -Descripción-
Eficiencia de la planta 90%
Turno 480 minutos
Tiempo de descanso 10 minutos
Tiempo de reunión inicial 8 minutos
Tasa de desperdicios 1,92%
Debido a que en la empresa se trabajan turnos de 6 a.m. a 2 p.m., no se tiene en cuenta tiempo de almuerzo.
Figura 19. Análisis producción vidrio insulado
De acuerdo al análisis realizado en la figura 19, la línea de fabricación debe producir 0,613 m2 por minuto para cumplir con la demanda definida. De acuerdo a la simulación realizada con la asignación inicial de 6 operarios sin tener en cuenta la zona de empaque debido a que se trata de un recurso compartido con las demás líneas de fabricación, se logra el cumplimiento de la demanda esperada de 250m2. La asignación de operarios para el balanceo de línea resulta como sigue:
Tabla 25. Asignación de operarios.
-Operación- -Descripción- -Número Operarios-
A Lavado – Secado 2
B Aplicación 1
C Ensamble – Inspección I 1
D Prensado 1
E Sellado- Inspección II 1
F Empaque -----
TOTAL 6
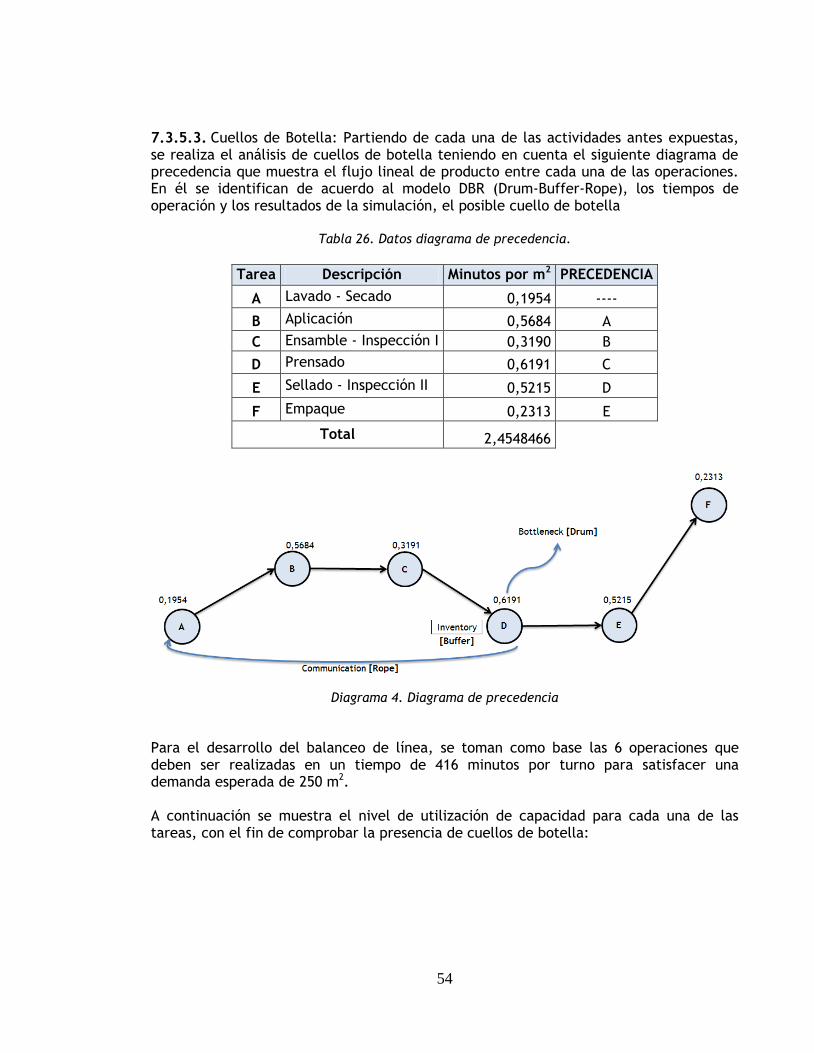
54
7.3.5.3. Cuellos de Botella: Partiendo de cada una de las actividades antes expuestas, se realiza el análisis de cuellos de botella teniendo en cuenta el siguiente diagrama de precedencia que muestra el flujo lineal de producto entre cada una de las operaciones. En él se identifican de acuerdo al modelo DBR (Drum-Buffer-Rope), los tiempos de operación y los resultados de la simulación, el posible cuello de botella
Tabla 26. Datos diagrama de precedencia.
Tarea Descripción Minutos por m2 PRECEDENCIA
A Lavado - Secado 0,1954 ----
B Aplicación 0,5684 A
C Ensamble - Inspección I 0,3190 B
D Prensado 0,6191 C
E Sellado - Inspección II 0,5215 D
F Empaque 0,2313 E
Total 2,4548466
Diagrama 4. Diagrama de precedencia Para el desarrollo del balanceo de línea, se toman como base las 6 operaciones que deben ser realizadas en un tiempo de 416 minutos por turno para satisfacer una demanda esperada de 250 m2. A continuación se muestra el nivel de utilización de capacidad para cada una de las tareas, con el fin de comprobar la presencia de cuellos de botella:

55
Tabla 27. Utilización de capacidad
Tarea Descripción Minutos por m2 % Utilización de capacidad
A Lavado - Secado 0,195393 60,68%
B Aplicación 0,568416 88,26%
C Ensamble - Inspección I 0,3190975 49,55%
D Prensado 0,6191294 96,14%
E Sellado - Inspección II 0,5214625 80,97%
F Empaque 0,2313483 35,92%
Total 2,4548466
187,79 = 188 Unidades producidas al día
De acuerdo a las capacidades registradas, ninguna de las tareas se encuentra programada a más de su capacidad. Sin embargo, la tarea D (Prensado) con un porcentaje de utilización del 96,14% representa un recurso restringido por la capacidad (CCR) y como se había descrito anteriormente e ilustrado en el diagrama de precedencia, resulta apto e importante mantener un nivel de inventario de reserva antes de su ejecución con el fin de evitar que éste en algún momento quede sin material para trabajar. Dicho inventario se fija como medida inicial en la cuarta parte del tiempo de espera de la línea total, es decir de 0,6137 minutos. 7.3.5.4. Infraestructura: Para el montaje de la línea de fabricación es necesaria un área total aproximada de 200m2, en donde se ubicará la línea de fabricación completa. Su funcionamiento requiere de las siguientes condiciones: i. Suministros de energía eléctrica: La energía eléctrica es necesaria para la alimentación de la lavadora-secadora y la prensa de rodillos calientes. De acuerdo con las especificaciones técnicas de estos equipos referenciadas en el numeral 7.3.5.6, se hace necesario el uso de una subestación de 1000 kva, que será presupuestada en el numeral 9.1 de Evaluación del Proyecto. ii. Suministros neumáticos: La alimentación neumática es necesaria para la mesa de aplicación del separador y la mesa de acabado. Para la mesa de aplicación, la fuente neumática es necesaria para la ventosa con la que cuenta en su parte central que permite la adherencia del vidrio a la superficie de la mesa facilitando la aplicación del separador.
Para la mesa de acabado debido a que trabaja de forma abatible, es decir, de forma vertical u horizontal en diferentes ocasiones, su rotación se genera mediante este tipo de alimentación. iii. Iluminación: Para la operación de la línea de producción es suficiente la iluminación que se encuentra actualmente en la planta de la Empresa. La iluminación actual consta de una combinación entre luz natural obtenida por medio de claraboyas ubicadas en

56
lugares estratégicos de la planta de producción y de luz artificial obtenida por la instalación de lámparas industriales.
iv. Temperatura: Partiendo de la configuración de la línea de fabricación, la generación de altas temperaturas se debe a la prensa de rodillos calientes. Se trata de un equipo que trabaja a altos niveles de temperatura en el orden de los 170 grados centígrados, pero sin influenciar significativamente en el entorno de trabajo, debido a que esta temperatura es conservada en la cámara por la cual son conducidas las unidades de vidrio insulado. Debido a esto, no se genera un ambiente externo de exposición a altas temperaturas que afecten el rendimiento ni la integridad de los operarios, sin necesidad de tomar medidas en cuanto a aislamiento térmico. v. Puestos de trabajo: Según la disposición de la línea de producción, se deben definir los espacios para cada uno de los operarios involucrados en el proceso. Cada uno de estos puestos de trabajo serán explicados y representados gráficamente en este documento en el numeral 7.3.7.4. vi. Control de ruido: Según la composición de la línea de fabricación y de las máquinas y equipos involucrados, la generación de ruido se presenta principalmente en la lavadora-secadora y la prensa de rodillos calientes.
Siguiendo los estándares máximos permitidos, el ruido generado por estos 2 equipos no excede de los 80 decibeles y el control auditivo se sigue haciendo de forma personal con el uso de protectores auditivos. vii. Ventilación: El ambiente en el cual se desarrolle la aplicación y el ensamble del panel debe contar con unos niveles altos de ventilación y aislamiento de polvo y demás residuos del aire debido a las características del material, ya que se trata de una goma que al recibir este tipo de agentes externos va perdiendo su propiedad de adherencia a las láminas de vidrio que serán ensambladas.
viii. Manejo y tratamiento de residuos: Para la línea de fabricación, la generación de residuos y el tratamiento para los mismos se ve en las siguientes partes del proceso:
Tabla 28. Generación de residuos producción vidrio Insulado.
-Proceso- -Desechos- -Tratamiento / Uso-
Lavado-Secado del vidrio. Agua con residuos. Planta de tratamiento de aguas para la reutilización de la misma.
Aplicación del separador. Sobrantes de separador.
Utilización para sellamiento de la cuarta esquina de otras unidades.
Según el análisis de desechos referenciado anteriormente, el proceso de fabricación del vidrio insulado mediante separador flexible, no presenta desechos que resulten no reutilizables en el proceso, por lo cual se trata de una producción limpia.

57
En referencia al tratamiento y recirculación de aguas, VISEG S.A. cuenta actualmente con una planta que cumple dicho proceso en las líneas de fabricación para vidrio templado y laminado. Su funcionamiento es vigilado anualmente por la autoridad competente para la Localidad de Tunjuelito a la que pertenece. En cuanto al proceso de producción del vidrio insulado en la Empresa, se muestra a continuación el esquema de generación de residuos sólidos tanto para las láminas de vidrio utilizadas en metros cuadrados, como para el separador flexible en metros lineales. La estimación de los residuos, se encuentra basada en la capacidad de producción de la planta calculada en 250 m2 por turno diario de 8 horas durante 24 días al mes para un total de 12.000 m2 en láminas de vidrio. Para el separador flexible, su estimación se basa en los metros lineales necesarios para cumplir con la producción de dichas unidades de vidrio insulado con un tamaño de 2000 x 2000 mm, es decir para 1.500 unidades de 4 m2 respectivamente y un perímetro de 8 metros lineales por unidad. Con esta estimación, se hacen necesarios mensualmente 12.000 metros de separador. De acuerdo con dichos esquemas, la mayor pérdida del proceso se encuentra en las láminas de vidrio con un 1,54% sobre el ingreso contra un 0,42% para el separador. Las mayores causas de producción de residuos de vidrio, se deben a la ruptura de las láminas ó posibles defectos en las mismas que son detectados durante el proceso. En el momento en que el prensado de la unidad no se realiza de forma correcta (desfases, fallas en el prensado como niveles de presión), tanto la lámina de vidrio como el separador son materiales perdidos, es decir residuos finales. Una vez el separador ha sido utilizado por primera vez (adherido al vidrio), no es posible usarlo de nuevo debido a que pierde sus propiedades, por lo cual se considera como residuo del proceso.
Los excesos de separador generados en el proceso de aplicación sin haber sido adheridos a las láminas de vidrio, son utilizados para el sellado final de la cuarta esquina de las unidades de vidrio, es decir, para la esquina donde se unen las puntas del separador en el momento de su aplicación. De acuerdo al porcentaje de desperdicio para cada una de las materias primas descritas en las tablas 22 y 23, la demanda real de las mismas para cumplir con las necesidades de fabricación de la planta de producción es de 12.184,8 m2 para las láminas de vidrio y de 12.050,4 metros lineales para el separador flexible.

58
Tabla 29. Esquema desechos sólidos (Vidrio) Proceso productivo.
M² KILOS TONELADAS POSIBLES CAUSAS
M² 12.000
PÉRDIDA 1,0%
M² 11.880
PÉRDIDA 0,1%
M² 11.868
PÉRDIDA 0,05%
M² 11.862
PERDIDA 0,05%
M² 11.856
PERDIDA 0,05%
M² 11.850
PERDIDA 0,3%
TOTAL M² 11.815 185 2.315 2,32
% 98,5% 1,54% --> Total desperdicios - Vidrio
PROCESO DE PRODUCCIÓN VIDRIO INSULADO
GENERACION RESIDUOS SOLIDOS-VIDRIO
MENSUAL - PRODUCCIÓN FINAL EST 12.000 m2
0,07 74 6
Manipulación del
material.0,07 74
LAVADO - SECADO
APLICACIÓN SEPARADOR
ENSAMBLE
PRENSADO
EMPAQUE - EMBALAJE - DESPACHOManipulación del
material.0,44 444 36
Fallas en prensaso.
Desfase entre
láminas.
6
120 1.500 1,50 Manipulación del
material.
PROCESO PRODUCTIVO
ANÁLISIS VIDRIORESIDUOS SOLIDOS (VIDRIO)
ALMACEN MATERIA PRIMA
12
Manipulación,
imperfecciones en
el material.
0,15 148
Manipulación del
material.0,07 74 6

59
Tabla 30. Esquema desechos sólidos (separador) Proceso productivo.
M² KILOS TONELADAS POSIBLES CAUSAS
M 12.000
PÉRDIDA 0,0%
M 12.000
PÉRDIDA 0,0%
M 12.000
PÉRDIDA 0,05%
M 11.994
PERDIDA 0,02%
M 11.992
PERDIDA 0,05%
M 11.986
PERDIDA 0,3%
TOTAL M 11.950 50 629 0,63
% 99,6% 0,42% --> Total desperdicios - Separador
6 75 0,07
Fallas, Desfases.
(Separador
perdido)
PRENSADO
36 449 0,45
Pérdida UVI
(Separador
perdido)
EMPAQUE - EMBALAJE - DESPACHO
6 75 0,08 Excesos en la
aplicación.APLICACIÓN SEPARADOR
2 30 0,03
Pérdida UVI
(Separador
perdido)
ENSAMBLE
- - - ---ALMACEN MATERIA PRIMA
- - - ---LAVADO - SECADO
PROCESO DE PRODUCCIÓN VIDRIO INSULADO
GENERACION RESIDUOS SOLIDOS-SEPARADOR
MENSUAL - CANTIDAD EST 12.000 m.
PROCESO PRODUCTIVO
ANÁLISIS SEPARADORRESIDUOS SOLIDOS (SEPARADOR)

60
ix. Suelos: Debido a que la implementación de la línea de producción se va a realizar por adecuación de la planta de producción actual de la empresa, los cimientos se encuentran definido y construidos para el funcionamiento de este tipo de maquinaria sin necesidad de realizar ajustes en el momento de la instalación de los nuevos equipos. x. Anclamiento de máquinas: La fijación de los equipos al suelo de la planta fundido en cemento, se debe realizar principalmente para la lavadora-secadora y la prensa.
Este anclamiento se lleva a cabo por medio de un sistema de chazos que van ubicados en cada uno de los soportes con que cuentan las máquinas en su base como se ilustra a continuación:
Figura 20. Sistema de anclaje Maquinaria
xi. Almacenamiento de MP, PP y PT: El sistema de almacenamiento para la materia prima y producto terminado será según el sistema KANBAN Superpolo actualmente implantado en la Empresa, de acuerdo con el cual se mantendrán niveles de stock bajos dependiendo directamente de los requerimientos del mercado al tratarse de un producto dirigido a proyectos arquitectónicos. En el caso del producto en proceso, debido a que se trata de una producción continua por flujo de producto, no se presentan almacenamientos permanentes; los únicos almacenamientos se generan en el momento de transferir cierta cantidad de producto entre las 2 últimas zonas de trabajo. 7.3.5.5. Maquinaria, equipo y herramientas: La maquinaria y equipos necesarios para la fabricación de las Unidades de Vidrio Insulado son los siguientes:

61
Tabla 31. Maquinaria, equipo y herramientas fabricación línea vidrio insulado.
-Cantidad- -Nombre
Máquina/Equipo/Herramienta- -Funciones-
1 Lavadora – Secadora Lavado y secado de las láminas de vidrio.
1 Mesa de aplicación TILTING inclinable con colchón de aire. Dimensiones: 1500 x 2100 mm.
Superficie para aplicación de separador flexible en primera lámina de vidrio.
1 Soporte – dispensador para carretes
Soporte para el carrete dispensador de Swiggle®
1 Separador de papel Para facilitar la aplicación del separador flexible.
1 Mesa de acabado. Mesa soporte para posicionamiento de segunda lámina de vidrio.
1 Mesa CASTER de bolas. Dimensiones: 1200 x 2700 mm. Transporte y manipulación de
láminas de vidrio. 2
Mesa CASTER de bolas. Dimensiones: 1200 x 2400 mm.
1 Prensa de rodillos calientes. Prensado de paneles.
1 Herramienta Swiggle® Pro Aplicación de separador flexible.
1 Extrusora de segundo sellante Extrusora para la aplicación de la silicona estructural ó bi-componente como segundo sellante.
A continuación se presenta una ilustración de cada una de las máquinas, equipos y herramientas descritas:
Tabla 32. Ilustraciones maquinaria producción vidrio insulado
-Nombre
Máquina/Equipo/Herramienta- -Ilustración-
Lavadora – Secadora

62
-Nombre Máquina/Equipo/Herramienta-
-Ilustración-
Mesa de aplicación inclinable con colchón de aire.
Soporte para 2 carretes
Mesa de acabado (ensamble).
Mesa de bolas (ruedas)

63
-Nombre Máquina/Equipo/Herramienta-
-Ilustración-
Prensa de rodillos calientes.
Herramienta de aplicación Swiggle Pro®
Extrusora de segundo sellante
7.3.5.6. Especificaciones técnicas: Para las diferentes máquinas, equipos y herramientas se tienen las siguientes especificaciones técnicas:
Tabla 33.Especificaciones técnicas maquinaria.
-Nombre Máquina/Equipo/Herramienta-
-Especificaciones Técnicas-
Lavadora – Secadora
Dimensiones: Largo: 5000 mm. Ancho: 2800 mm. Dimensión zona de carga: 700 mm. Dimensión zona de descargue: 1300 mm. Rodillos Eje: 20 mm. Diámetro exterior: 63 mm. Diámetro interior: 55 mm. Alto: 118 mm. Consumo: 30 Kw
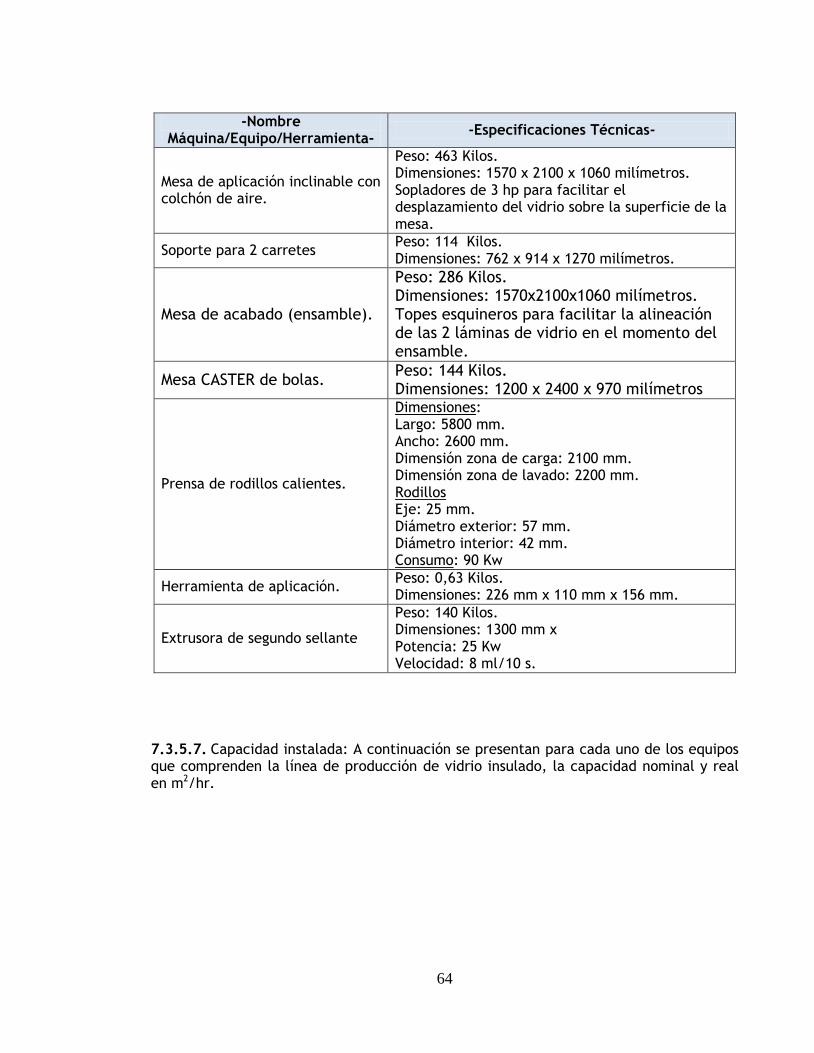
64
-Nombre Máquina/Equipo/Herramienta-
-Especificaciones Técnicas-
Mesa de aplicación inclinable con colchón de aire.
Peso: 463 Kilos. Dimensiones: 1570 x 2100 x 1060 milímetros. Sopladores de 3 hp para facilitar el desplazamiento del vidrio sobre la superficie de la mesa.
Soporte para 2 carretes Peso: 114 Kilos. Dimensiones: 762 x 914 x 1270 milímetros.
Mesa de acabado (ensamble).
Peso: 286 Kilos. Dimensiones: 1570x2100x1060 milímetros. Topes esquineros para facilitar la alineación de las 2 láminas de vidrio en el momento del ensamble.
Mesa CASTER de bolas. Peso: 144 Kilos. Dimensiones: 1200 x 2400 x 970 milímetros
Prensa de rodillos calientes.
Dimensiones: Largo: 5800 mm. Ancho: 2600 mm. Dimensión zona de carga: 2100 mm. Dimensión zona de lavado: 2200 mm. Rodillos Eje: 25 mm. Diámetro exterior: 57 mm. Diámetro interior: 42 mm. Consumo: 90 Kw
Herramienta de aplicación. Peso: 0,63 Kilos. Dimensiones: 226 mm x 110 mm x 156 mm.
Extrusora de segundo sellante
Peso: 140 Kilos. Dimensiones: 1300 mm x Potencia: 25 Kw Velocidad: 8 ml/10 s.
7.3.5.7. Capacidad instalada: A continuación se presentan para cada uno de los equipos que comprenden la línea de producción de vidrio insulado, la capacidad nominal y real en m2/hr.

65
Tabla 34. Capacidad nominal y real maquinaria.
-Eq
uip
o-
-D
esc
rip
ció
n-
-Zo
na
de
tra
baj
o-
-C
apac
idad
no
min
al-
-C
apac
idad
re
al (
m2/h
)-
Lavadora
– S
ecadora
Lavado -
Secado
130
m2
/ h
100
Pre
nsa
de r
odillo
s
caliente
s.Pre
nsa
do
57 m
2 /
h47
Extr
uso
ra d
e s
egundo
sellante
Sellado f
inal
2 m
l / s
60

66
7.3.6. Layout: A continuación se muestran las diferentes distribuciones de la planta de producción: a) Planta de producción actual. b) Línea de fabricación de vidrio insulado. c) Planta de producción proyectada, con línea de fabricación de vidrio insulado. 7.3.6.1. Layout Actual: El layout actual corresponde a la disposición actual de la planta de producción con las líneas de fabricación para vidrio templado y laminado. El área que comprende el funcionamiento de estas líneas es de 5800 m2, en los cuales se encuentra funcionando la producción de los diferentes productos que ofrece la empresa. En el ANEXO D se presenta el Layout actual de la planta de producción de VISEG S.A.
7.3.6.2. Layout con línea de insulado: En la Figura 21 se presenta el layout para la línea de fabricación de vidrio insulado. El Layout estándar de la línea que es presentado a continuación, representa la distribución general de la maquinaria y el lugar de trabajo de los operarios dentro de la misma. El área total necesaria para la instalación de la línea es de 192m2 distribuidos en un cuadrante de 24 x 8 metros como lo muestra la figura. El área comprendida desde la mesa de descargue de la máquina lavadora-secadora hasta la mesa de alimentación de la prensa de rodillos debe estar encerrada con el fin de controlar la presencia de agentes externos como polvo y esquirlas de vidrio que puedan afectar el proceso de ensamble de los paneles. Partiendo del análisis de relaciones presentando en el ANEXO E, la ubicación de la nueva línea de fabricación será contigua a la Zona de Maquinado (donde se realizan las operaciones de perforado, diamantado y cintado), con el fin de minimizar las distancias en el transporte de las láminas al inicio de la producción. De igual forma se ubicará orientando su flujo hacia la Zona de alistamiento y despacho, con el fin de realizar el empaque del producto de forma secuencial evitando almacenamiento de producto dentro de la planta. En el ANEXO F se presenta el layout propuesto para la acomodación de la maquinaria y los puestos de trabajo en las instalaciones actuales de la planta de producción de la Empresa. A continuación se presenta una ilustración de la línea estándar de fabricación.

67
Figura 21. Layout Línea de fabricación vidrio insulado.

68
7.3.7. Recursos Humanos: Para el funcionamiento de la línea de producción de vidrio insulado en la empresa, el factor humano resulta muy importante debido a que se trata de una producción semi-automatizada en donde los operarios cumplen un papel fundamental tanto en el manejo del material y producto como de la maquinaria involucrada, con el fin de certificar la buena calidad que se va a entregar al cliente. 7.3.7.1. Requerimientos: En relación con los requerimientos de factor humano, se tienen en cuenta los aspectos de seguridad de los operarios de acuerdo con las dimensiones máximas de los paneles que se van a fabricar y manipular (2000 x 2000 mm.). Partiendo de la línea de producción establecida, se tienen los siguientes requerimientos: i. Zona de Lavado Se hace necesaria la presencia de 2 operarios: el primero para el levantamiento y posicionamiento de la lámina en la zona de alimentación y el segundo ubicado en la zona de descargue de la máquina para la posterior ubicación de las láminas en la Zona de Aplicación. ii. Zona de aplicación Se requiere 1 operario para la aplicación del separador flexible. iii. Zona de ensamble Se requiere 1 operario para la manipulación y posicionamiento de la segunda lámina de vidrio. iv. Zona de prensado Se requiere 1 operarios para el transporte de los paneles a la entrada de la prensa y su recepción para ser transportada a la Zona de sellado final. v. Zona de sellado final Se requiere 1 operario para realizar la aplicación del segundo sellante en la parte externa del panel. vi. Zona de Empaque Se cuenta con los operarios que atienden la operación de empaque para las demás líneas de producción de la empresa. Actualmente se encuentran 6 operarios que atenderán de forma compartida la línea de vidrio insulado para realizar el empaque, embalaje y correspondiente cargue del producto. A continuación se presenta resumen de los operarios necesarios para la fabricación de los panales de vidrio insulado para cada una de las zonas de procesamiento:
Tabla 35. Resumen operarios producción vidrio insulado. -Zona- -Número operarios-
Lavado 2
Aplicación 1
Ensamble 1
Prensado 1
Sellado final 1
TOTAL 6

69
Figura 22: Layout Línea de fabricación vidrio insulado (Zonas y operarios por proceso) Nota: Las zonas en color negro representan mesas de bolas para el transporte del las unidades en el proceso.
1. Zona de Lavado. 2. Zona de aplicación. 3. Zona de ensamble. 4. Zona de prensado. 5. Zona de Sellado final.

70
7.3.7.2. Formación y experiencia: Para la fabricación de los paneles de vidrio insulado en la planta de producción de la empresa, se exige en todos los cargos de cualquier nivel una mínima experiencia en la manipulación y fabricación de vidrio. Para la operación de la maquinaria, se debe contar con el conocimiento técnico de su funcionamiento, garantizando el uso correcto de la misma y disminuyendo probabilidad de errores en el momento de la producción. De acuerdo con el tipo de máquinas que se van a utilizar en la empresa, se debe capacitar al personal competente en la debida utilización de cada una de las mismas. 7.3.7.3. Capacitación del personal: Considerando que se trata de un producto totalmente nuevo en la Empresa, se realizará una capacitación tanto en los aspectos relacionados con las características, beneficios y atributos del producto como de la tecnología de producción que se va a utilizar. La capacitación se llevará a cabo con una intensidad de 8 horas durante 5 días. En ella se tratarán los siguientes temas:
i. Tipos y tecnologías de fabricación ii. Descripción y características generales iii. Atributos y beneficios iv. Aplicaciones y desarrollo del mercado v. Cuidados especiales vi. Avances tecnológicos vii. Futuros avances viii. Proceso productivo y Sistema de producción.
La capacitación acerca de los temas generales, se realizará para todo el personal de la Compañía a fin de que se conozcan de manera general las ventajas del nuevo producto que se ofrecerá al mercado. En cuanto al proceso productivo y el sistema de producción, la capacitación se realizará para los operarios que se encuentran directamente involucrados en la fabricación del producto. Los operarios se encontrarán capacitados en el proceso completo y de acuerdo con la sección en donde se ubica cada uno se definirán temas de profundización en el manejo de materiales y maquinaria según aplique para cada caso.
El programa de capacitación ofrecido por el proveedor del separador de acuerdo con la tecnología Swiggle®, con los temas e intensidad horaria, se citan a continuación:

71
Tabla 36. Programa capacitación vidrio insulado.
12
34
56
78
1 2 3 4 5
Atr
ibu
tos
y b
en
efi
cio
s. C
uid
ado
s e
spe
cial
es.
-H
ora
s-
-D
ía-
Pro
ceso
pro
du
ctiv
o y
sis
tem
a d
e p
rod
ucc
ión
. Pru
eb
as d
e a
rran
qu
e d
e la
lín
ea.
Pro
ceso
pro
du
ctiv
o y
sis
tem
a d
e p
rod
ucc
ión
. Pru
eb
as d
e a
rran
qu
e d
e la
lín
ea.
Pro
ceso
pro
du
ctiv
o y
sis
tem
a d
e p
rod
ucc
ión
. Pru
eb
as d
e a
rran
qu
e d
e la
lín
ea.
Tip
os
y te
cno
logí
as d
e f
abri
caci
ón
.
Ava
nce
s te
cno
lógi
cos.
De
scri
pci
ón
y
cara
cte
ríst
icas
ge
ne
rale
sA
pli
caci
on
es
y d
esa
rro
llo
de
l me
rcad
o.
Pro
ceso
pro
du
ctiv
o y
sis
tem
a d
e p
rod
ucc
ión
.

72
7.3.7.4. Seguridad Industrial: Con el fin de garantizar la seguridad e integridad de los operarios en la planta de producción, se tienen en cuenta los siguientes aspectos: i. Elementos de seguridad Se estipulan los siguientes elementos de seguridad para la manipulación de material, producto y maquinaria:
Tabla 37. Elementos de seguridad.
-Elemento- -Descripción-
Guantes
-Guantes de hilo ó tejidos carnaza para la protección de las manos del operario en el momento de la manipulación de la maquinaria.
- Permitiendo mayor adherencia a la superficie del vidrio mismo en el momento de la manipulación del mismo.
Botas de seguridad
Protección del operario en caso de presentarse caída de algún elemento. (MP, PP, PT).
Protectores auditivos
Protección auditiva para el operario por el ruido que produce la maquinaria de la planta.
Tapa bocas
Protección para el operario de agentes externos (polvo, esquirlas de vidrio, agua con residuos, etc.). Protección para el vidrio de posibles agentes originados por el operario.

73
-Elemento- -Descripción-
Protectores lumbares
Protección de la columna vertebral en el momento de realizar esfuerzos por levantamiento de cargas.
Gafas
Protección visual en caso de ocurrir ruptura de las láminas de vidrio.

74
ii. Demarcación de zonas De acuerdo con la distribución de la maquinaria en la planta de producción, la demarcación de zonas para la línea de producción será como sigue:
Figura 23: Layout línea de fabricación vidrio insulado (Demarcación de zonas).

75
iii. Adecuación de espacios Siguiendo la normatividad de seguridad industrial y salud ocupacional, los volúmenes de materiales y productos que deberán ser manipulados y los principios para el diseño y distribución de plantas, se definirán las zonas de trabajo para la línea de producción teniendo en cuenta los siguientes aspectos:
a. Área libre y espacios auxiliares: se toma en cuenta el espacio en el cuál se ubicará cada uno de los operarios en el lugar de trabajo. Este espacio se define dependiendo de los desplazamientos y los movimientos que cada uno debe realizar conforme al volúmen del material que se va a manipular. b. Manipulación de material y herramientas: se tiene en cuenta la cantidad y dimensiones de los mismos en el momento de ejecutar las operaciones, además del espacio necesario para el uso de herramientas que sean necesarias para ejecutar las diferentes operaciones.
c. Elementos adicionales a la operación: todos aquellos elementos adicionales que son necesarios para el proceso productivo. Para la línea de producción, se tienen en cuenta las dimensiones y el espacio ocupado por las mesas relacionadas con cada operación, que permiten el flujo continuo por producto en el proceso de producción.
d. Almacenamientos: debido al flujo continuo por producto que se maneja, los almacenamientos se definen únicamente para la alimentación de la línea en la zona de Lavado-secado y al final de la misma entre las operaciones de Prensado y Sellado. Para cada una de estas, dichos almacenamientos se llevan a cabo en los dispositivos de almacenamiento para vidrio descritos en el numeral 7.3.10. y bajo los cuales se definen los espacios necesarios.
e. Áreas de servicio: para la adecuación de la línea de producción de vidrio insulado no se determinará la adecuación de las áreas de servicio tales como casino y baños, debido a que la planta de producción ya cuenta con los mismos para las demás líneas y se determinan como áreas compartidas para todo el personal de planta. Teniendo en cuenta cada uno de estos parámetros, el área total para la línea de fabricación se calcula de acuerdo a las dimensiones de cada puesto de trabajo más un 50% adicional que permite la movilidad del personal que operará dentro de la misma. iv. Señalización La señalización de la planta de producción y las áreas de trabajo de acuerdo con el tipo de riesgos y los elementos necesarios comprenderán la siguiente demarcación: v.
Tabla 38. Señalización planta de producción.
-Señal- -Ubicación(es)-
-Señales de advertencia-
Vehículos de manutención
- Centro de acopio - Área de despacho

76
-Señal- -Ubicación(es)-
-Señales de advertencia-
Riesgo eléctrico
- Zonas de alimentación eléctrica.
-Señales de obligatoriedad-
Protección obligatoria de vista
- Zonas generales de producción. - Entrada a la planta de producción.
Protección obligatoria de
oído
- Zona general de producción.
Protección obligatoria de los
pies
- Zonas generales de producción. - Entrada a la planta de producción.
Protección obligatoria de
manos
- Zonas de manipulación de material y equipos. - Manipulación de insumos y demás sustancias para el producto y los equipos.
-Señales informativas-
Ruta de emergencia
- Camino de ruta de evacuación en caso de ocurrir alguna emergencia.

77
-Señal- -Ubicación(es)-
-Señales informativas-
Primeros auxilios
- Zona de ubicación de botiquín de primeros auxilios dentro de la planta de producción.
Camilla
- Zona de ubicación de la camilla dentro de la planta de producción.
vi. Puestos de trabajo Dentro de la planta de producción, cada uno de los puestos de trabajo que componen la línea para vidrio insulado se encontrarán demarcados debidamente como se mencionó anteriormente y comprenderán las siguientes distribuciones: Zona de lavado: 2 operarios

78
Figura 24. Área de trabajo zona de lavado.
Zona de aplicación: 1 operario
Figura 25. Área de trabajo zona de aplicación.
Zona de ensamble: 2 operarios
Figura 26. Área de trabajo zona de ensamble.

79
Zona de prensado: 2 operarios
Figura 27. Área de trabajo zona de prensado.
Zona de sellado final: 1 operario.
Figura 28. Área de trabajo zona de sellado.

80
7.3.8. Plan de producción: La producción en la empresa se lleva a cabo siguiendo un sistema de órdenes bajo pedidos generados por el mercado como se definió en el numeral 7.3.4. De acuerdo con los requerimientos que la empresa recibe, se realiza la programación de la producción con base en los acuerdos con los clientes y la disponibilidad de los equipos en la planta y de la materia prima. Para la nueva línea de fabricación, se seguirá el mismo proceso que se lleva a cabo con los productos del mercado arquitectónico. Una vez se reciba la orden de pedido por parte del cliente, se realiza la programación de los equipos de acuerdo con los demás pedidos que se encuentran en proceso, las capacidades y los tiempos definidos para cada una de las operaciones. Esta programación se realiza mediante el análisis de cada uno de los pedidos generados permitiendo continuar con el sistema de trabajo sobre requerimientos tanto para la producción como para el despacho del producto terminado. 7.3.9. Almacenamiento del producto: Al tratarse de un producto para el mercado Arquitectónico y al realizar su fabricación con base en los pedidos generados por el cliente como se mencionó en el numeral 7.3.4., no se realizan almacenamientos durante periodos mayores a 1 turno. De acuerdo con el sistema actual que se tiene en la Empresa denominado KANBAN Superpolo, el Producto Terminado que llegue a necesitar almacenamiento por tiempos prolongados debido a requerimiento del cliente, se realizará bajo este mismo esquema realizando la ubicación de los productos de acuerdo con el cliente final y los lotes producidos con su respectiva identificación. La Empresa cuenta con una Zona de Almacenamiento contigua a la Zona de despachos. El almacenamiento de producto no es un aspecto común en la fabricación de la línea de arquitectura debido a que la producción se programa de acuerdo al tiempo de entrega solicitado por el cliente y el producto al terminar su proceso productivo pasa por el respectivo alistamiento y empaque para ser despachado rápidamente.
7.3.10. Empaque y embalaje del producto: El empaque y embalaje de las UVI se debe realizar en dispositivos de almacenamiento para vidrio que cuentan en la base de apoyo del producto con una inclinación de 15°con respecto al suelo. Sobre esta superficie inclinada, se ubica un empaque de caucho para evitar el roce y/ó contacto de los mismos con la superficie del dispositivo evitando posibles escallas y/ó roturas. Para el contacto que tiene el vidrio en la parte superior, se deben colocar preferiblemente separadores de cartón ó icopor con el fin de evitar rotura del producto por fricción entre ellos. El embalaje necesario se ilustra a continuación:

81
Figura 29. Embalaje vidrio insulado.
Para el apilamiento y palletización del producto la cantidad de paneles a colocar depende del espesor de los mismos. Para aquellos dispositivos en los cuales va a ser entregado el producto, se debe colocar una película de stretch que permita la unitarización y realizar un posterior amarre de la carga haciendo uso de zunchos plásticos que aseguran la misma a la superficie de transporte. En cuanto al transporte de los dispositivos se debe utilizar la palletización descrita anteriormente ó realizar el apilamiento de las unidades de forma directa en el dispositivo ubicado en el vehículo de carga que debe cumplir con las mismas características. Para su cargue, también se deben tener en cuenta el tamaño y el peso que soportan para evitar posibles roturas del producto en el momento del transporte terrestre. 7.3.11. Canales y sistema de distribución: Conformados así:
NACIONAL La Empresa cuenta actualmente con dos tipos de trasporte, una flota propia (para entregas a nivel de la ciudad y sus alrededores) y la tercerización de la operación (Para parte de la ciudad, sus alrededores y demás ciudades del país) para la distribución de su producto terminado. De acuerdo con el volumen requerido para transportar y la disponibilidad de automotores, se define la asignación para cada uno. La capacidad de la flota total con la que cuenta la Empresa (propia y tercerización) se obtiene por los siguientes automotores en la mayoría de los casos para distribución en la ciudad y en el país en general:

82
Tabla 39. Capacidad Sistema de distribución.
-Descripción- -Ilustración- -Especificaciones-
NPR 70P
Peso Bruto Vehicular de 7.500 kg. Capacidad de carga 4.925 kg.
NKR 69E
Peso Bruto Vehicular de 3.900 kg. - Capacidad de carga 2.390 kilos.
FVR 1727
Peso Bruto Vehicular de 16.800 kg. - Capacidad de carga 11.554 kilos.
VISEG S.A., cuenta con clientes nacionales en las ciudades de Bogotá, Medellín, Cali, Pereira, Villavicencio, Barranquilla, Bucaramanga, Cúcuta, entre otros, a los cuales llega por medio de su flota propia y la tercerización de la operación según el caso. INTERNACIONAL VISEG S.A., realiza exportaciones a países como Chile, Panamá, Estados Unidos y Venezuela, transacciones para las cuales hace uso de una SIA (Sociedad de Intermediación Aduanera), la cual se encarga de toda la documentación necesaria para la salida del país, el transporte y la nacionalización de la mercancía en el país de destino.

83
8. PROCESO DE IMPORTACIÓN EQUIPO DE FABRICACIÓN Como se ha hecho mención en el desarrollo del presente documento, VISEG cuenta actualmente con las máquinas lavadora-secadora y prensa de rodillos, por lo cual el proceso de compra se realizará para los demás equipos y herramientas necesarios. Estos serán comprados a las Empresas BESTEN y TRUSEAL TECHNOLOGIES ubicadas en la ciudad de Ohio-Estados Unidos con mediación de la Empresa SUMINISTROS INDUSTRIALES Y SERVICIOS CIA –SIS LTDA según los siguientes parámetros: 8.3. NEGOCIACIÓN Para la definición de la maquinaria, se partió de la solicitud de cotizaciones hechas a diferentes Empresas fabricantes en países como China, Estados Unidos, Reino Unido, Alemania e Italia principalmente. Las cotizaciones fueron recibidas vía electrónica y de ellas se tomó una base para la negociación final de acuerdo con los requerimientos del proyecto y los recursos con los que contaba VISEG S.A. Las adquisiciones finales para completar la línea de fabricación son las siguientes:
Tabla 40. Cotización maquinaria, equipo y herramientas.
-Máquina / equipo- -Cantidad- -USD $-
Herramienta Swiggle® Pro 1 200
Mesa de aplicación TILTING inclinable con colchón de aire. Dimensiones: 1500 x 2100 mm.
1 8.880
Soporte – dispensador para carretes 1 306
Separador de papel 1 123
Mesa CASTER de bolas. Dimensiones: 1200 x 2700 mm.
1 765
Mesa CASTER de bolas. Dimensiones: 1200 x 2400 mm.
2 3.668
Extrusora de segundo sellante 1 650
TOTAL 14.592
8.4. TRANSPORTE Y GASTOS ASOCIADOS. Una vez definido el valor de estos equipos y herramientas, se negoció con la firma el transporte de la misma hasta el puerto de Cartagena.

84
Con este nuevo término de negociación, los costos adicionales son los siguientes:
Tabla 41. Costos transporte y gastos asociados.
-Concepto- -USD$-
VALOR MAQUINARIA EXWKS 14.592
CIF CARTAGENA(i) 5.000
GASTOS EMPAQUE Y EMBARQUE 2.500
TRANSPORTE CARTAGENA-BOGOTÁ (VISEG)(ii) 2.300
GASTOS DE INSTALACIÓN(iii) 15.000
TOTAL 39.392
i.Comprende el valor CIF para 1 contenedor de 20”. ii.Comprende el transporte del contenedor de 20” en una tractomula. iii.Valor para 10 días de trabajo de un técnico enviado por la Empresa proveedora. Nota: Adicional a los gastos de instalación referenciados anteriormente, VISEG S.A. debe cubrir los gastos de manutención del técnico durante los 10 días de estadía en el país y los tiquetes aéreos ida y regreso desde su país de origen. 8.5. NACIONALIZACIÓN La Empresa cuenta por outsoursing con los servicios para todas las importaciones que realiza mensualmente de lámina de vidrio desde diferentes países del mundo. Para la nacionalización de la maquinaria, hace uso del mismo servicio con el fin de agilizar el proceso mediante esta Sociedad de Intermediación Aduanera. Los costos en los que incurre La Empresa comprenden el gravamen arancelario del 5% sobre el valor de la mercancía que corresponde a $1.386.240 además de los costos por la contratación de éste outsoursing para la nacionalización de la maquinaria con un porcentaje del 7% sobre el valor total de la importación, es decir $2.605.736.

85
9. EVALUACIÓN DEL PROYECTO
9.1. ESTIMACIÓN DE LA INVERSIÓN Partiendo de los gastos definidos en los numerales 8.1, 8.2 y 8.3, a continuación se muestra la estimación total de la inversión:
Tabla 42. Estimación de la inversión.
-Ítem- -Descripción- -Presupuesto (COP $000)-
1 ESTUDIO PROYECTO $ 4.000,0
1.1 Investigación $ 3.000,0
1.3 Presentación del proyecto $ 1.000,0
2 OBRA CIVIL BODEGA $ 27.000,0
2.1 Cerramiento de zona $ 19.000,0
2.2 Instalación iluminación $ 8.000,0
3 SUBESTACIÓN 1000 kva $ 30.000,0
3.1 Compra e Instalación $ 30.000,0
4 MAQUINARIA $ 192.450,7
4.1 Adecuación maquinaria existente $ 10.000,0
4.2 Compra $ 27.725,0
4.3 Transporte y nacionalización $ 21.225,7
4.4 Traslado a zona de instalación $ 2.000,0
4.5 Adecuación zona de instalación $ 10.000,0
4.6 Estructura ventiladores $ 50.000,0
4.7 Acometida eléctrica $ 27.000,0
4.8 Instalación $ 28.500,0
4.9 Pruebas y arranque $ 10.000,0
4.10 Fabricación racks de carga (2) $ 6.000,0
5 ACTUALIZACIÓN LAYOUT PLANTA $ 2.000,0
5.1 Levantamiento de planos $ 2.000,0
GRAN TOTAL $ 255.450,7
9.2. ANÁLISIS DEL MERCADO A continuación se presenta la estructura del mercado del vidrio plano a nivel mundial, en donde las participaciones son las siguientes con un aproximado de 53 millones de toneladas36 (6.625 millones de m2) para el 2008, donde Europa, China y Norteamérica absorben el 70% de la demanda:
36 1 tonelada: aproximadamente 125 m2

86
Figura 30. Demanda por regiones de láminas de vidrio flotado.37
Partiendo de lo anterior, el comportamiento anual del mercado para cada una de las regiones y la participación de los principales competidores a nivel mundial, se presenta como sigue:
Figura 31.Mercado Europa –10 millones de ton.38 Figura 32. Mercado Japón–1 millón de ton.39
Figura 33.Mercado Asia Sureste–4 millones de ton.40 Figura 34. Mercado Norteamérica-6 millones de ton.41
37 Tomado de: Pilkington and the flat glass industry 2009. Pág. 4 38 Ibíd. 39 Ibíd. Pág. 5 40 Tomado de: Pilkington and the flat glass industry 2009. Pág. 6

87
Figura 35. Mercado Suramérica–2 millones de ton. 42 Figura 36. Mercado China–24 millones de ton.43
Figura 37. Mercado Rusia–2,7 millones de ton.44
De todo este mercado mundial, aproximadamente el 85% (6.200 millones de m2) está destinado a productos arquitectónicos, el 9% (390 millones de m2) a productos automotrices y el 6% restante a otras aplicaciones especiales.
Figura 38. Proporción de usos del vidrio.
A continuación se muestra la subdivisión para los 2 sectores principales del vidrio:
41 Ibíd. Pág. 7 42 Ibíd. Pág. 8 43 Ibíd. Pág. 10 44 Ibíd. Pág. 11

88
Figura 39. Subdivisión del uso del vidrio.45
Adicionalmente, el mercado global del vidrio presenta una tendencia creciente del 4,8% promedio anual, alcanzando en el 2008 un crecimiento del 6,0% como se muestra en la siguiente gráfica:
Figura 40. Demanda global del vidrio plano.46
Existe una tendencia actual a un crecimiento significativo de las arquitecturas con uso de vidrio insulado buscando como beneficio la regulación de la energía solar debido a la por la problemática ambiental. dentro de este ámbito, en la última década se ha generado un crecimiento más significativo de esta conciencia ambiental en países como Alemania y el Reino Unido que se expresa en el crecimiento del uso del vidrio insulado,como se muestra en la siguiente figura:
45
Tomado de: Pilkington and the flat glass industry 2009. Pág. 2 46 Ibíd. Pág. 20

89
Figura 41. Penetración del vidrio insulado en el mercado (UK, Germany).47
Teniendo en cuenta que el principal mercado de exportación para VISEG, tanto por su ubicación geográfica como por su crecimiento, es el de México y Centroamérica, se muestra a continuación el crecimiento de la demanda de vidrio para proyectos turísticos en esta región (aeropuertos y hoteles):
Tabla 43. Crecimiento demanda turística Centroamérica y México 2008.
Partiendo del mercado descrito anteriormente (resumido en la tabla 44) para cada una de las regiones, se muestra la demanda de vidrio en Norteamérica (que incluye México y Centroamérica) para establecer la demanda potencial de VISEG en esa región:
Tabla 44. Demanda global del vidrio.
REGIÓN Millones de toneladas/año Millones de m2/año
Europa 10 1250
Japón 1 125
Asia - No China 4 500
Norteamérica 6 750
Suramérica 2 250
China 24 3000
Rusia 2,7 337,5
TOTALES 49,7 6.212,50
47
Tomado de: Pilkington and the flat glass industry 2009- Pág. 28. 48 Tomado de: http://www.radiolaprimerisima.com/noticias/resumen/47063 49 Tomado de: http://www.asamblea.go.cr/BIBLIO/revista/articulos%20revista/vol_13_no2_agosto%202005/turismo.html 50 Tomado de: http://mensual.prensa.com/mensual/contenido/2007/01/19/hoy/negocios/864787.html 51 Tomado de: http://www.elobservadoreconomico.com/articulo/580 52 Tomado de: http://www.elsalvador.com/noticias/2006/05/31/negocios/neg4.asp 53 Tomado de: http://www.radiolaprimerisima.com/noticias/resumen/29674 54 Tomado de: http://www.esmas.com/finanzaspersonales/467125.html
PAÍS %
Panamá48 12,8%
Costa Rica49 6%
Guatemala50 14,34%
Nicaragua51 6,8%
PAÍS %
El Salvador52 22,51%
Honduras53 18%
México54 10,5%

90
La demanda Norteamericana corresponde a 750 millones de m2, de donde el 7,5% pertenece a Centroamérica y México55. De acuerdo con esto, el mercado potencial para VISEG es el siguiente:
Tabla 45. Mercado potencial de exportación Centroamérica y México en m2
PESIMISTA REALISTA OPTIMISTA 750.000.000 750.000.000 750.000.000 -> Total vidrio Región Norteamérica
56.250.000 56.250.000 56.250.000 -> Total vidrio Centroamérica y México (1)
47.812.500 47.812.500 47.812.500 -> Vidrio arquitectura Centroamérica y México(2)
3.825.000 3.825.000 3.825.000 -> Vidrio insulado Centroamérica y México (3)
11.475 19.125 26.775 -> Mercado potencial VISEG (3)
956,3 1.593,8 2.231,3 -> Producción mes para exportación (4)
(1) Participación del mercado Norteamericano para Centroamérica y México. (2) 85% del vidrio que es asignado a la construcción según estudio del mercado del vidrio descrito en la figura 38. (3) 8%56 del vidrio destinado a la construcción que se define como uso de vidrio insulado. (4) VISEG define su participación en este mercado potencial en el 0,3%, 0,5% y 0,7% para los escenarios pesimista, realista y optimista respectivamente, de acuerdo con su capacidad y los competidores a nivel mundial que son principalmente:
Saint-Gobain Francesa
Asahi Japón Pilkington Japón Guardian Estados Unidos PPG Estados Unidos
Figura 42. Principales competidores a nivel mundial.57
Para el mercado nacional, el mercado potencial para VISEG se define como sigue:
Tabla 46. Mercado potencial nacional. $3.166.333.000.000 -> Inversión en construcción de edificaciones58
$538.276.610.000 -> 17% de la inversión corresponde a vidrio59
$37.679.362.700 -> 7% corresponde a inversión en vidrio insulado
$53.200 -> Precio de mercado (1)
708.259 -> Total mercado potencial para VISEG en m2
55 Tomado de: Pilkington and the flat glass industry 2009. Pág 7 56 Ibíd. Pág 43 57 Tomado de: Pilkington and the flat glass industry 2008. Pág 5 58 Tomado de: http://www.camacol.org.co/estudios_economicos/construccion_cifras/construccion_cifras.php 59 Tomado de: Colombia construcción en cifras 2009 – www.camacol.org.co

91
(1) De acuerdo con estudio realizado por VISEG, el precio del mercado para la composición de vidrio que se está trabajando se encuentra en los $53.200/m2 teniendo en cuenta la venta por parte de la competencia (importación del producto); adicionalmente tras realizar el análisis de costos asociados al producto donde el costo por m2 es de $41.533 como se definió en el numeral 7.3.5.1., el margen de utilidad para la empresa resulta del 28%.
De acuerdo con el anterior análisis, la participación en el mercado para VISEG es así:
Tabla 47. Participación de la empresa en el mercado nacional.
PESIMISTA REALISTA OPTIMISTA 708.259,4 708.259,4 708.259,4 -> Mercado insulado total nacional
127.486,7 141.651,9 155.817,1 -> 20% participación VISEG (1)
10.623,9 11.804,3 12.984,8 -> Producción mes (2)
(1) La participación de VISEG en el mercado se define a partir de la siguiente calificación de los jugadores en el mercado nacional realizada por la misma empresa:
Figura 43. Calificación competidores mercado nacional.
De acuerdo con esta calificación, se obtiene una ventaja competitiva en cuanto a la capacidad instalada y adicionalmente en la calificación de los siguientes aspectos: - Calidad: se trabaja con separador flexible brindando beneficios adicionales (ver numeral 7.2.1) y se aplican normas en la fabricación del producto (numeral 7.2.6) - Servicio: se contará con una línea de producción que permite dar cumplimiento al cliente de acuerdo con la capacidad que maneja. - Precio: el producto se ofrece a un precio competitivo como participante en el mercado. (2) De acuerdo con la participación para VISEG, se define la producción mensual.
9.3. SUPUESTOS. Partiendo de la estimación de la inversión especificada en el numeral anterior, se realizará la evaluación del proyecto y su implicación en la actividad financiera de la Empresa en 3 escenarios: realista, pesimista y optimista. La siguiente evaluación

92
financiera se encuentra calculada en pesos corrientes y se definen los siguientes supuestos: - De acuerdo con estudios realizados por la Cámara Colombiana de la Construcción –CAMACOL60-, se define un crecimiento de la demanda nacional e internacional del 2% teniendo en cuenta las tendencias en la construcción y la utilización del vidrio en la misma. Adicionalmente, la gerencia de VISEG ha definido que su participación en el mercado crece al mismo ritmo que el crecimiento de éste. - VENTAS VIDRIO INSULADO de acuerdo con la participación de VISEG tanto en el mercado nacional como en el internacional, la producción final y utilización de la línea es la siguiente para cada uno de los escenarios en el primer año:
Tabla 48. Ventas totales VISEG por escenario.
PESIMISTA REALISTA OPTIMISTA
GRAN TOTAL producción mes m2 11.580,1 13.398,1 15.216,0
GRAN TOTAL producción año m2 138.961,7 160.776,9 182.592,1
Capacidad mes con 1 turno 6.250 m2 6.250,0 m2 6.250,0 m2
% de utilización de la línea con 3 turnos 62% 71% 81%
# Turnos requeridos por producción total 1,9 2,1 2,4
- COSTO DE VENTAS: se tienen en cuenta los siguientes supuestos macroeconómicos:
Tabla 49. Supuestos macroeconómicos.
-Año -1 -Año 2- -Año 3- -Año 4- -Año 5-
Inflación 3,7% 3,5% 3,4% 3,4% 3,4%
Devaluación 2,4% 2,4% 2,4% 2,4% 2,4%
Impuesto de renta 33% 33% 33% 33% 33%
- Materias primas: se utilizó el producto base establecido durante el desarrollo del
documento ya que se considera será el de mayor volumen de demanda. La cantidad de materia prima se estimó teniendo en cuenta el consumo en metros cuadrados de láminas de vidrio, el espaciador y el segundo sellante a utilizar en el proceso de producción. Los precios de compra se estimaron a los costos actuales y con aumentos anuales basados en la devaluación, dado que éstos se encuentran asociados a la fluctuación del dólar. Se estimó la eficiencia del proceso productivo para vidrio insulado en un 90% tomando como base las demás líneas de fabricación para los productos ofrecidos actualmente al mercado arquitectónico. - Mano de obra directa: Se estableció para el proceso de fabricación según los análisis de mano de obra realizados en el desarrollo del documento, el número de operarios para los cuales se calcularon los sueldos teniendo en cuenta la actual escala salarial de
60 Tomado de: http://www.camacol.org.co/estudios_economicos/informes_economicos/informes_economicos.html (Consulta 30 de Diciembre de 2009)

93
la planta con sus respectivas cargas prestacionales y anualmente van incrementando de acuerdo con el índice de inflación.
- Costos indirectos de fabricación: Se consideró el consumo de energía calculando un estimado por cada uno de los equipos que conforman la línea de fabricación, incrementando el costo de los KWH cada año de acuerdo con la inflación. Se proyectó el consumo de insumos para la herramienta de aplicación y los equipos tales como rodillos y empaques que hacen parte del proceso de producción en un 3% sobre el valor de las ventas. La depreciación de los equipos y construcciones se realiza por el método de línea recta. Anualmente se estima que la línea requiere de inversiones de mantenimiento preventivo y correctivo de un 3% sobre el valor de las ventas.
- GASTOS DE ADMINISTRACIÓN: Se estimó que esta nueva línea absorberá un 10% de los gastos generales de administración actuales, debido a su contribución con las ventas totales. - GASTOS DE VENTAS: En el departamento de ventas se prevé la contratación de 3 vendedores adicionales para atender el mercado y un asesor técnico para los pedidos que requieran asesoría adicional por parte del cliente. Se estiman adicionalmente gastos de viaje, gastos de comunicación y generales de ventas. - GASTOS DE DISTRIBUCIÓN: Se estimaron los gastos de transportes y fletes para entrega de productos teniendo en cuenta los que se generan por el proceso de exportación para cada uno de los escenarios de acuerdo con la devaluación proyectada. - GASTOS NO OPERACIONALES: Se estiman gastos no operacionales en conceptos de 4‰, gastos en chequeras y cargo por dominio de la página web en el 1,1% sobre el valor de las ventas. - IMPUESTOS: Se calculan sobre la tasa vigente del impuesto de renta del 33% sobre la utilidad fiscal gravable para cada año.
- CAPITAL DE TRABAJO: se estima que las ventas se hacen a 90 días venta. El inventario de materia prima corresponde a 30 días venta y para producto terminado 5 días venta. Se considera que con los proveedores las condiciones actuales de compra se mantienen (crédito a 90 días). A continuación se presenta la evaluación financiera para los 3 escenarios definidos bajo los siguientes parámetros: - Costo de oportunidad se definió como el 5,5% de acuerdo con mercado actual para renta de capital. - Debido a la incursión de nuevos competidores a través de los años, se definió por la dirección de la empresa una disminución en el precio de venta del 10%, 10%, 15% y 15% para los años proyectados según el comportamiento de la industria del vidrio.

94
9.4. ESCENARIO PESIMISTA
9.4.1. Resumen financiero
Tabla 50. Resumen financiero escenario pesimista.
9.4.2. Flujo de caja
Tabla 51. Flujo de caja escenario pesimista.
VPN TIR
($ 17.680.486,40) 0,94%
Metros 138.962 % 141.741 % 144.576 % 147.467 % 150.417 %
VENTAS 7.392.762.174 100% 6.786.555.676 100% 6.230.058.110 100% 5.401.460.382 100% 4.683.066.151 100%
COSTO DE VENTAS 4.435.657.304 60,0% 4.139.798.962 61,0% 3.862.636.028 62,0% 3.402.920.040 63,0% 2.997.162.337 64,0%
UTILIDAD BRUTA 2.957.104.870 40,0% 2.646.756.714 39,0% 2.367.422.082 38,0% 1.998.540.341 37,0% 1.685.903.814 36,0%
GASTOS DE ADMINISTRACIÓN 370.377.385 5,01% 346.114.339 5,10% 323.963.022 5,2% 286.277.400 5,3% 252.885.572 5,4%
GASTOS DE VENTAS 428.188.785 5,79% 393.416.633 5,80% 360.782.665 5,79% 312.971.417 5,79% 271.336.853 5,79%
GASTOS DE DISTRIBUCIÓN 776.240.028 10,50% 753.307.680 11,10% 766.297.148 12,3% 707.591.310 13,1% 660.312.327 14,1%
UTILIDAD OPERACIONAL 1.382.298.671 18,7% 1.153.918.062 17,0% 916.379.247 14,7% 691.700.214 12,8% 501.369.062 10,7%
GASTOS NO OPERACIONALES 81.320.384 1,10% 74.652.112 1,1% 68.530.639 1,1% 59.416.064 1,1% 51.513.728 1,1%
UTILIDAD ANTES DE IMPUESTOS 1.300.978.287 17,6% 1.079.265.949 15,9% 847.848.608 13,6% 632.284.149 11,7% 449.855.334 9,6%
IMPUESTOS 429.322.835 5,8% 356.157.763 5,2% 279.790.041 4,5% 208.653.769 3,9% 148.452.260 3,2%
UTILIDAD NETA 871.655.453 11,8% 723.108.186 10,7% 568.058.568 9,1% 423.630.380 7,8% 301.403.074 6,4%
Precio de Venta ($) 53.200$ 47.880$ 43.092$ 36.628$ 31.134$
Año 1 Año 2 Año 3 Año 4 Año 5
Total Año 1 Total Año 2 Total Año 3 Total Año 4 Total Año 5
UTILIDAD OPERACIONAL 1.382.298.671 1.153.918.062 916.379.247 691.700.214 501.369.062
Depreciaciones 25.545.074 25.545.074 25.545.074 25.545.074 25.545.074
Amortizaciones - - - - -
EBITDA 1.407.843.745 1.179.463.135 941.924.321 717.245.287 526.914.136
Margen EBITDA 19,0% 17,4% 15,1% 13,3% 11,3%
Pago de IVA 473.136.779 473.136.779 473.136.779 473.136.779 473.136.779
ICA - Renta 429.322.835 356.157.763 279.790.041 208.653.769 148.452.260
Inversión Capital de Trabajo 616.063.515 (50.517.208) (46.374.797) (69.049.811) (59.866.186)
FLUJO DE CAJA OPERACIONAL (110.679.384) 400.685.801 235.372.298 104.504.549 (34.808.718)
Inversiones en Activo Fijo 255.450.736 - - - -
FLUJO DE CAJA LIBRE (366.130.120) 400.685.801 235.372.298 104.504.549 (34.808.718)
Gastos Financieros 81.320.384 74.652.112 68.530.639 59.416.064 51.513.728
FLUJO DE CAJA DISPONIBLE PARA ACCIONISTAS (447.450.503) 326.033.689 166.841.659 45.088.485 (86.322.446)
+/- Inversiones - - - -
SALDO FINAL CAJA (447.450.503) 326.033.689 166.841.659 45.088.485 (86.322.446)

95
9.5. ESCENARIO REALISTA 9.5.1. Resumen financiero
Tabla 52. Resumen financiero escenario realista.
9.5.2. Flujo de caja
Tabla 53. Flujo de caja escenario realista.
VPN TIR
$ 328.228.931,42 37%
Metros 160.777 % 163.992 % 167.272 % 170.618 % 174.030 %
VENTAS 8.553.330.193 100% 7.851.957.117 100% 7.208.096.634 100% 6.249.419.782 100% 5.418.246.951 100%
COSTO DE VENTAS 5.131.998.116 60,0% 4.789.693.842 61,0% 4.469.019.913 62,0% 3.937.134.462 63,0% 3.467.678.048 64,0%
UTILIDAD BRUTA 3.421.332.077 40,0% 3.062.263.276 39,0% 2.739.076.721 38,0% 2.312.285.319 37,0% 1.950.568.902 36,0%
GASTOS DE ADMINISTRACIÓN 428.521.843 5,01% 400.449.813 5,10% 374.821.025 5,2% 331.219.248 5,3% 292.585.335 5,4%
GASTOS DE VENTAS 563.835.526 6,59% 517.993.611 6,60% 475.085.649 6,59% 412.099.239 6,59% 357.279.204 6,59%
GASTOS DE DISTRIBUCIÓN 898.099.670 10,50% 871.567.240 11,10% 886.595.886 12,3% 818.673.991 13,1% 763.972.820 14,1%
UTILIDAD OPERACIONAL 1.530.875.038 17,9% 1.272.252.612 16,2% 1.002.574.161 13,9% 750.292.840 12,0% 536.731.543 9,9%
GASTOS NO OPERACIONALES 94.086.632 1,10% 86.371.528 1,1% 79.289.063 1,1% 68.743.618 1,1% 59.600.716 1,1%
UTILIDAD ANTES DE IMPUESTOS 1.436.788.406 16,8% 1.185.881.083 15,1% 923.285.098 12,8% 681.549.223 10,9% 477.130.826 8,8%
IMPUESTOS 474.140.174 5,5% 391.340.758 5,0% 304.684.082 4,2% 224.911.243 3,6% 157.453.173 2,9%
UTILIDAD NETA 962.648.232 11,3% 794.540.326 10,1% 618.601.016 8,6% 456.637.979 7,3% 319.677.654 5,9%
Precio de Venta ($)
Año 1 Año 2 Año 3 Año 4 Año 5
53.200$ 47.880$ 43.092$ 36.628$ 31.134$
Total Año 1 Total Año 2 Total Año 3 Total Año 4 Total Año 5
UTILIDAD OPERACIONAL 1.530.875.038 1.272.252.612 1.002.574.161 750.292.840 536.731.543
Depreciaciones 25.545.074 25.545.074 25.545.074 25.545.074 25.545.074
Amortizaciones - - - - -
EBITDA 1.556.420.112 1.297.797.685 1.028.119.234 775.837.914 562.276.617
Margen EBITDA 18,2% 16,5% 14,3% 12,4% 10,4%
Pago de IVA 547.413.132 489.962.124 438.252.275 369.965.651 312.091.024
ICA - Renta 474.140.174 391.340.758 304.684.082 224.911.243 157.453.173
Inversión Capital de Trabajo 712.777.516 (58.447.756) (53.655.040) (79.889.738) (69.264.403)
FLUJO DE CAJA OPERACIONAL (177.910.711) 474.942.560 338.837.917 260.850.757 161.996.822
Inversiones en Activo Fijo 255.450.736 - - - -
FLUJO DE CAJA LIBRE (433.361.447) 474.942.560 338.837.917 260.850.757 161.996.822
Gastos Financieros 94.086.632 86.371.528 79.289.063 68.743.618 59.600.716
FLUJO DE CAJA DISPONIBLE PARA ACCIONISTAS (527.448.079) 388.571.032 259.548.854 192.107.139 102.396.106
+/- Inversiones - - - -
SALDO FINAL CAJA (527.448.079) 388.571.032 259.548.854 192.107.139 102.396.106

96
9.6. ESCENARIO OPTIMISTA
9.6.1. Resumen financiero
Tabla 54. Resumen financiero escenario optimista.
9.6.2. Flujo de caja
Tabla 55. Flujo de caja escenario optimista.
VPN TIR
$ 395.181.168,91 41%
Metros 182.592 % 186.244 % 189.969 % 193.768 % 197.644 %
VENTAS 9.713.898.213 100% 8.917.358.559 100% 8.186.135.157 100% 7.097.379.181 100% 6.153.427.750 100%
COSTO DE VENTAS 5.828.338.928 60,0% 5.439.588.721 61,0% 5.075.403.798 62,0% 4.471.348.884 63,0% 3.938.193.760 64,0%
UTILIDAD BRUTA 3.885.559.285 40,0% 3.477.769.838 39,0% 3.110.731.360 38,0% 2.626.030.297 37,0% 2.215.233.990 36,0%
GASTOS DE ADMINISTRACIÓN 486.666.300 5,01% 454.785.287 5,10% 425.679.028 5,2% 376.161.097 5,3% 332.285.099 5,4%
GASTOS DE VENTAS 639.096.791 6,58% 586.735.441 6,58% 538.574.018 6,58% 466.966.385 6,58% 404.858.625 6,58%
GASTOS DE DISTRIBUCIÓN 1.019.959.312 10,50% 989.826.800 11,10% 1.006.894.624 12,3% 929.756.673 13,1% 867.633.313 14,1%
UTILIDAD OPERACIONAL 1.739.836.881 17,9% 1.446.422.310 16,2% 1.139.583.689 13,9% 853.146.142 12,0% 610.456.953 9,9%
GASTOS NO OPERACIONALES 106.852.880 1,10% 98.090.944 1,1% 90.047.487 1,1% 78.071.171 1,1% 67.687.705 1,1%
UTILIDAD ANTES DE IMPUESTOS 1.632.984.001 16,8% 1.348.331.366 15,1% 1.049.536.202 12,8% 775.074.971 10,9% 542.769.248 8,8%
IMPUESTOS 538.884.720 5,5% 444.949.351 5,0% 346.346.947 4,2% 255.774.741 3,6% 179.113.852 2,9%
UTILIDAD NETA 1.094.099.280 11,3% 903.382.015 10,1% 703.189.256 8,6% 519.300.231 7,3% 363.655.396 5,9%
Precio de Venta ($)
Año 1 Año 2 Año 3 Año 4 Año 5
53.200$ 47.880$ 43.092$ 36.628$ 31.134$
Total Año 1 Total Año 2 Total Año 3 Total Año 4 Total Año 5
UTILIDAD OPERACIONAL 1.739.836.881 1.446.422.310 1.139.583.689 853.146.142 610.456.953
Depreciaciones 25.545.074 25.545.074 25.545.074 25.545.074 25.545.074
Amortizaciones - - - - -
EBITDA 1.765.381.955 1.471.967.384 1.165.128.763 878.691.216 636.002.027
Margen EBITDA 18,2% 16,5% 14,2% 12,4% 10,3%
Pago de IVA 621.689.486 556.443.174 497.717.018 420.164.848 354.437.438
ICA - Renta 538.884.720 444.949.351 346.346.947 255.774.741 179.113.852
Inversión Capital de Trabajo 809.491.518 (66.378.304) (60.935.283) (90.729.665) (78.662.619)
FLUJO DE CAJA OPERACIONAL (204.683.769) 536.953.163 382.000.082 293.481.293 181.113.356
Inversiones en Activo Fijo 255.450.736 - - - -
FLUJO DE CAJA LIBRE (460.134.505) 536.953.163 382.000.082 293.481.293 181.113.356
Gastos Financieros 106.852.880 98.090.944 90.047.487 78.071.171 67.687.705
FLUJO DE CAJA DISPONIBLE PARA ACCIONISTAS (566.987.385) 438.862.219 291.952.595 215.410.122 113.425.651
+/- Inversiones - - - -
SALDO FINAL CAJA (566.987.385) 438.862.219 291.952.595 215.410.122 113.425.651

97
10. SEGUIMIENTO Y CONTROL Con la implementación del proyecto, se tienen en cuenta procedimientos de seguimiento y control tanto para la implementación del proyecto como para el producto a fabricar. A continuación se definen los parámetros para cada uno de los casos.
10.1. CONTROL DE CALIDAD DEL PRODUCTO
Una vez ha sido fabricada una unidad de vidrio insulado, se procede a realizar las pertinentes pruebas que certifican su buen funcionamiento una vez sean entregadas e instaladas. Con el fin de aplicar las pruebas de control de calidad, se realiza un muestreo de acuerdo a la norma Militar Estándar, seleccionando las unidades a las cuáles se les realizan las siguientes pruebas como sigue:
Tabla 56. Pruebas control de calidad del producto
-Prueba / test- -Objetivo- -Descripción-
Fogging Test
Verificar el desempeño de las UVI en cuanto a la presencia de empañamiento en la cámara.
Las Unidades son sometidas a ambientes generando diferencia de temperatura entre las caras del vidrio insulado.
High Humidity Tank Medir el desempeño de las UVI en ambientes con altos niveles de humedad.
Las UVI son sometidas a un ambiente altamente húmedo.
Frost Point Medir el desempeño de las UVI en ambientes de temperaturas bajas.
Las UVI son sometidas en una cámara a temperaturas extremas controladas simulando el entorno climático donde se van a instalar.
Accelerated Weatherometers
Medir el desempeño de las unidades en ambientes con cambios de temperatura constantes y extremos.
Las UVI son introducidas en una cámara que genera cambios de temperatura constantes midiendo el desempeño de las unidades.
98
10.2. HERRAMIENTAS DE CONTROL Y SEGUIMIENTO PROYECTO Una vez se definen cada uno de los requerimientos y se diseña la adecuación y funcionamiento de la nueva línea de fabricación en la Empresa, se utilizarán herramientas de control y mejora continua con el fin de asegurar el buen funcionamiento y desempeño de la misma en el transcurso del tiempo. Para realizar el control del proyecto, se definirán 2: La primera mientras se realiza su implementación en la Empresa y la segunda una vez ha sido implementada, para controlar permanentemente la misma. HERRAMIENTA 1 (Control Implementación): Para el control del proyecto en su implementación, se utilizará un Diagrama de Gantt que permitirá programar y realizar el seguimiento a cada una de las actividades. El desarrollo del diagrama está dividido en 3 etapas: Diseño, Implementación y Control y estandarización, donde las tareas definidas para cada una son las siguientes: i. DISEÑO
i. Levantamiento de Información ii. Definición de Requerimientos finales iii. Obtención de recursos Financieros iv. Compra de Requerimientos
En esta primera etapa, como se explicó en el numeral 6 del documento, las actividades de levantamiento de información, definición de requerimientos finales y obtención de recursos financieros ya fueron realizadas en el segundo semestre de 2009 y para el primer semestre de 2010 se realiza la programación de las actividades siguientes.
ii. IMPLEMENTACIÓN i. Montaje Línea de Producción ii. Capacitación del Personal
iii. CONTROL Y ESTANDARIZACIÓN y producto"
i. Estandarización producto y Plan de Producción A continuación se muestra el Diagrama de Gantt:
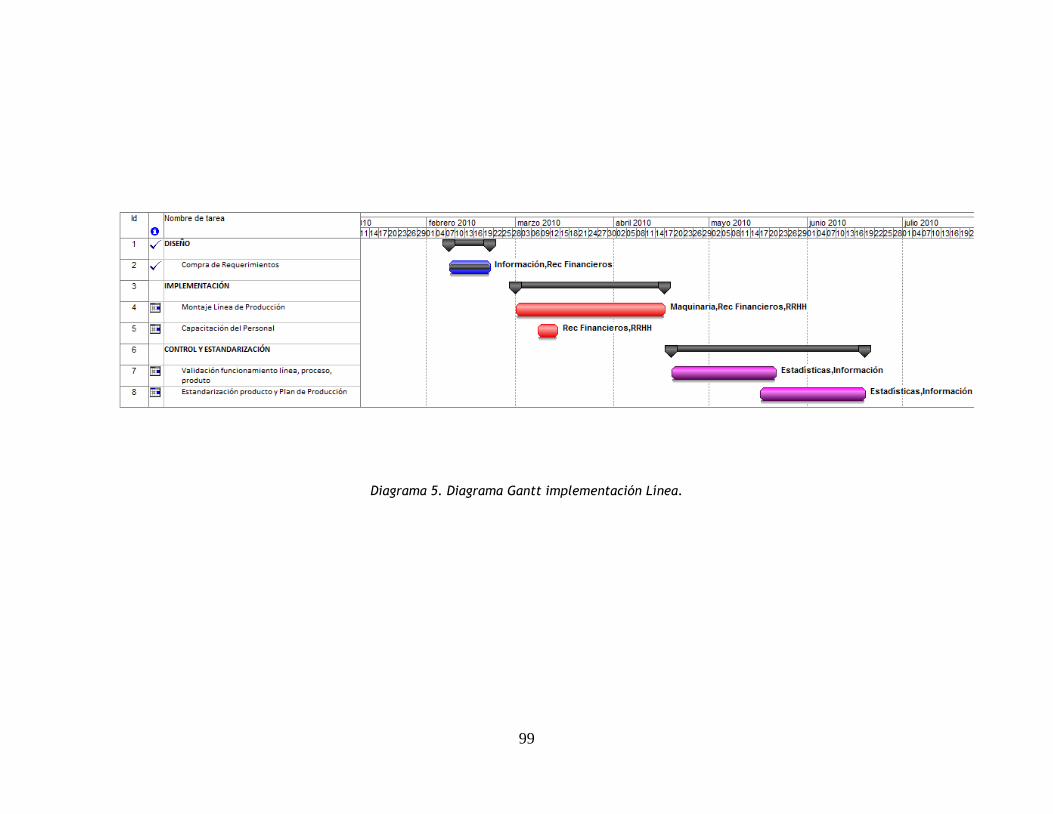
99
Diagrama 5. Diagrama Gantt implementación Línea.

1
HERRAMIENTA 2 (Control Permanente): Para el control permanente del proyecto se hará uso de indicadores de gestión que medirán la actuación de la línea de fabricación una vez se ha realizado su implementación. Los indicadores a utilizar para la línea de fabricación de vidrio insulado son los siguientes:
Tabla 75. Indicadores de gestión línea insulado.
-Indicador- -Objetivo- -Cálculo-
Cumplimiento del programa de
producción para vidrio insulado
Determinar porcentualmente el cumplimiento del
programa de producción definido para la línea de
fabricación.
% de programa cumplido.
Meta: 100% del programa mensual.
Eficiencia de la línea de
fabricación para vidrio insulado.
Definir la eficiencia de la línea.
[Tiempo estándar de producción / Tiempo permitido de producción] x
100%
Meta: ≥85%
Productividad de la línea de
fabricación para vidrio insulado
Determinar la productividad de la línea de fabricación a partir de
los m2 producidos y la mano de obra directa
involucrada.
M2 vidrio insulado producido / Horas Mano de obra directa
Meta: 6,625m2/h
Determinar la productividad de la línea de fabricación a partir de las ventas generadas y la
mano de obra directa involucrada.
Ventas mensuales/ Número de personas Mano de obra directa.
Meta: $8.000.000 / persona.
% Producto conforme
Determinar la proporción de la producción que es liberada como producto
conforme.
[m2 conformes / Total m2 producidos] x 100%
Meta: ≥85%
Estos indicadores definidos en la Tabla 55, son utilizados igualmente por la Empresa para las demás líneas de fabricación, al los cuales se les hace seguimiento mensualmente por parte del Jefe de producción y el Jefe de Calidad de producto.
2
10.3. MEJORA CONTINUA
El direccionamiento estratégico de la Empresa se encuentra basado en el ciclo PHVA (Planear – Hacer – Verificar – Actuar) de mejoramiento continuo. Según este enfoque principal cada uno de los procesos de la Empresa, debe estar direccionado en la constante búsqueda de cambios que le generen beneficios integrales. Con la implementación de la línea de fabricación para vidrio insulado en VISEG S.A., se deben seguir los lineamientos de mejoramiento continuo que actualmente se están llevando a cabo para las demás líneas de producción. De acuerdo a esto, a partir de los indicadores definidos en el numeral anterior, cada encargado da seguimiento a los mismos generando acciones correctivas y/ó preventivas según sea el caso siguiendo los lineamientos del Sistema de Gestión de la Calidad.

3
11. CONCLUSIONES
- La observación directa de los procesos de transformación de vidrio realizados por VISEG S.A. y la consulta de información referente a los mismos, sirvieron para poder analizar el sistema y ambiente de producción actual identificando los recursos actuales y los requerimientos finales para el desarrollo del proyecto.
- Partiendo del análisis de requerimientos actuales y futuros del mercado arquitectónico y del análisis de beneficios de los tipos de estructura posibles para el vidrio insulado, se pudieron definir las características y atributos a ofrecer, determinando mediante la ficha técnica las especificaciones con las que se producirá el mismo en la empresa.
- Mediante la investigación y estudio de las diferentes disposiciones legales que rigen la transformación del vidrio para el mercado arquitectónico, se pudo definir para VISEG S.A. un listado de las que podrían ser aplicables en caso de ser requeridas por parte del cliente y hacer el planteamiento de la importancia de cumplir para este nuevo producto la normatividad cobijada actualmente por la empresa para los demás productos arquitectónicos.
- El planteamiento de los requerimientos que se realizó partiendo del análisis de la estructura de la línea de fabricación y de los medios con los que cuenta VISEG S.A. para la implementación de la misma, permitió definir el curso de acción para la adecuación y adquisición de los recursos físicos, humanos, técnicos y financieros.
- Se desarrolló un plan de aprovisionamiento para la maquinaria, el equipo y las herramientas necesarias en la implementación de la línea de fabricación, lo cual permitió hacer la programación de las actividades a realizar con el fin de cumplir con las expectativas de la empresa y contribuir con el alcance de los objetivos de la misma.
- La ubicación y distribución en planta desarrollada para la línea de fabricación, además de garantizar la cercanía de las zonas de trabajo relacionadas estrechamente con el proceso, garantiza el flujo continuo por producto de la misma dentro de la empresa facilitando la consecución eficaz de los programas de producción.
- El proyecto fue evaluado bajo criterios técnicos y financieros verificando la rentabilidad de la inversión para la empresa. Desde el punto de vista financiero, para el escenario realista, el proyecto resulta factible logrando como resultados una TIR del 37% y un VPN de $328.228.931,42 resultando una inversión positiva para ser implementada.
- Teniendo en cuenta el desarrollo del trabajo resulta importante destacar diferentes aspectos que permiten dimensionar la factibilidad del proyecto tanto a corto plazo teniendo en cuenta el gran proyecto del aeropuerto internacional El Dorado con 120.000 m2 con uso de vidrio insulado, como a largo plazo por los siguientes factores:

4
Al tratarse de un producto innovador en el mercado teniendo en cuenta el uso de separador flexible con ventajas adicionales en cuanto a su eficiencia respecto al uso de separador metálico, es fundamental la tendencia mundial y en particular en el mercado de la construcción en cuanto la preocupación ambiental y energética a largo plazo que genera un gran potencial de crecimiento. De igual forma, el proyecto a mediano plazo se encuentra enfocado en construcciones como hoteles y aeropuertos quedando para el largo plazo un potencial de mercado adicional como lo son oficinas y viviendas expuestas a altos niveles de ruido.
Debido a que se trata de una inversión mínima respecto a las ventas que se generan, la recuperación del capital invertido se logra en un periodo muy corto, teniendo en cuenta esto, una vez se recupere dicha inversión, se puede realizar reevaluación del proyecto con el fin de determinar una posible adquisición en nueva tecnología que permita aumentar la competitividad en el mercado una vez se cuente con nuevos jugadores.
El proyecto no se encuentra exento de la entrada de grandes competidores una vez comience a funcionar y las tendencias ambientales y energéticas crezcan constantemente. Para esto se entra a tomar ciertas medidas con el fin de responder al nivel de competitividad que se genera. Dentro de estas medidas se encuentran:
o Precio: se puede entrar a competir con precios teniendo en cuenta la eficiencia lograda partiendo de la experiencia en la línea de fabricación al ser fabricantes pioneros. o Fortalecer el servicio: ofreciendo menores tiempos de entrega a los clientes, debido a la eficacia de los procesos por la experiencia que se va adquiriendo. o Aumentar la calidad del producto: se entra a mejorar continuamente los procesos mediante la medición de los mismos con el fin de reflejar dicha mejora en el cumplimiento de las reglamentaciones exigidas por los diferentes clientes. o Planeación estratégica: se realiza planeación estratégica para VISEG teniendo en cuenta mediante el análisis DOFA las debilidades de la competencia con el fin de poder reaccionar a las medidas tomadas por ésta.
Aumento de la capacidad utilizada: con el inicio de la fabricación, no se satura la planta quedando margen de crecimiento con el fin de poder incrementar la participación teniendo en cuenta el comportamiento del mercado.

5
12. RECOMENDACIONES - Para garantizar el eficaz funcionamiento de la línea de fabricación, se recomienda a
la empresa realizar capacitaciones periódicas de actualización en tendencias tanto de temas del producto como del proceso para el personal existente. Igualmente para los nuevos ingresos realizar capacitación con un nivel de calidad alto que garantice que se apliquen de forma correcta los conocimientos en el momento de llevarlos a la práctica.
- Tras la implementación de la línea de fabricación, resulta recomendable realizar el seguimiento continuo del funcionamiento de la misma midiendo la eficacia de acuerdo a los indicadores planteados en el presente documento con el fin de ejercer un control preciso que permita identificar posibles fallas y/ó oportunidades de mejora.

6
BIBLIOGRAFÍA
Recursos Personales: Asesoría directa Gerente General VIDRIOS DE SEGURIDAD –VISEG- S.A. Juan Carlos Sierra – Ingeniero Industrial-. Asesoría directa Gerente General SIS Ltda. (Representante en Colombia de TRUSEAL Technologies) Alonso Barajas –Ingeniero Mecánico. Dirección Ing. Ramón Mantilla. Recursos Bibliográficos: AMSTRONG, Joseph S. Handbook of glass in construction. USA: Mc. Graw Hill: 1997. BALLOU, Ronald. Administración de la cadena de suministros. México: Quinta edición, Prentice Hall: 2004. BAUMSCHLAGER, Kart. Continente Residencial. del Conjunto Al Intersticio Nueva Vivienda Europea. Revista: Arquitectura Viva No. 64: Ene.-Feb. 1999. BEYE, KLEIN, Friedel, Petra. Design of Insulating Glass- A look from the past to the future. Heidelberg-Germany: 1997. Pág. 230-234. BOZARTH, Cecil C., Introduction to operations and supply chain. CHASE, JACOBS, AQUILANO, Richard B, F. Robert, Nocholas J. Administración de operaciones producción y cadena de suministros. México: Duodécima edición, Mc Graw Hill:2006. Construcciones del Siglo XXI. Revista construdata: informática para la construcción No. 100 (Jun.-Jul. 1997). Pg. 1-52.

7
FACULTAD INGENIERÍA-UNIVERSIDAD DE PUIRA-PERÚ. Norma Técnica de Edificación E.40 para Vidrio: 2000. GLASS MAGAZINE. Space between. Pág. 80-83: January 2006. GOLDRATT, COX, Eliyahu M., Jeff. La meta un proceso de mejora continua. Buenos Aires: Díaz de Santos: 2005. -------- La carrera en busca de las ventajas competitivas: cómo ganar el juego de la calidad y la producción. México: Ed. Castillo: 2002. GREINER, SEIDEL, Ralf, Dirk. Energy Savings in hot and cool climate zones in proyect business. Germany: 2002. GRINBERG, DWEK, SARTORIO, Iglesias Arquitectos. Piel de Vidrio Edificio Movicom Juan B. Justo. Honduras, Buenos Aires. Revista Summa No. 35; Feb.-Mar. 1999. HASELOW, John H. Insulating Glass Spacer Systems. Building Products Magazine, London-UK: 2003. HASELSTEINER, Hubert. Warm edge technology and production methods. Peter Lisec. Italy: 1999. HOHENSTEIN, Helmut. Energy efficiency – A global Problem. Martin Luther University Halle, Germany: 2007. IÑAKI, URKIA LUS. Sebastián; Energía Renovable Práctica. Ed. Pamiela; España: 2005. LEFTERI, Chris. Glass materials for inspirational design. Mies, Switzerland; Sussex, UK: Ed. RotoVisión Book: 2002. LONG LIFE PROPERTY IMPROVEMENTS LTD. Swiggle Seal, Vancouver-Canada: 2002. MEYERS, STEPHENS, Fred E., Mathew. Diseño de instalaciones de manufactura y manejo de materiales. México: Prentice Hall: 2006.
8
NICHOLAS KUNZ, Martin. Glass design. Cologne; London; New York: Ed. Daab: 2005. PEERLESS PRODUCTS INC. Insulated Glass Units. Kansas –USA: 2004. PUSCHMANN, Klauss. New dimensions in quality control for insulating glass units. Lenhardt Maschinenbau. Germany: 2008. QUEL, RANALLO, Ingrid, Chris. Warm-Edge Spacers. Glastech Group,Atlanta: 1999. REICHERT, Gerhard. TSS Technology: New opportunities to IG Manufacturers. Birmingham: 2003. -------- TSS Technology- New generations of dual seal IG Systems. Birmingham: 2003. RICHARDS, Brent. Arquitectura de cristal. Barcelona, España: Ed. Art Blume: 2006. RIDDER, Christian, Planning and Simulation of Insulating Glass Production Process. Germany: 2008. RODRÍGUEZ VIQUEIRA, Manuel Comp. Estudios de arquitectura bioclimática. México: Ed. Limusa: Grupo Noriega Editores: 2006. -------- Introducción a la arquitectura bioclimática. México: Ed. Limusa: 2001. ROTONDARO, Rodolfo. Arquitectura de tierra contemporánea tendencias y desafíos. Revista Apuntes Vol. 20, no. 2 (jul.-dic. 2007), p. 342-353. SCHMIDT, G. Sealants for IG units- Performance parameters and requirements. Mannheim, Germany: 1997. (Pág. 247-251). SCHNEIDER, Frank. New Developments in Multifunctional IGUs. Germany: 2007. SELKOWITZ, Steve. Word on windows (A publication of the efficient windows collaborative and the alliance to save energy) combining confort energy efficiency and affordability. Fall 1998, volume 1, number 3.

9
SIPPER, BULFIN Jr, Daniel, Robert L. Planeación y control de la producción. México: Mc Graw Hill: 2001. UNGARELLI, D’EMANUELE, Pietro, Gianluca. European Standard for Insulating glass units (prEn 1279 series). Fenzi-Argentina: 2003. VOLIMANN, BERRY, WHYBARK, JACOBS, Thomas, William, Clay, Robert. Manufacturing Planning and Control Systems for Supply Chain Management. USA: McGraw-Hill: 2005. WALLACE J., SPEARMAN, Hopp, Mark L.. Factory Physics foundations of manufacturing management. USA: Mc. Graw Hill: 2001. Recursos electrónicos: ABRASIVOS DE COLOMBIA http://www.abracol.com.co
AERONÁUTICA CIVIL DE COLOMBIA http://portal.aerocivil.gov.co/ AGC http://www.agc-flatglass.eu AGP GLASS http://www.agpglass.com ARIÑO DOUGLAS S.A. http://www.ariñodouglas.com ASOBANCARIA http://www.asobancaria.com ASOCIACION ARGENTINA DE ENERGIA SOLAR http://www.asades.org.ar BANCO DE LA REPÚBLICA http://www.banrep.gov.co/ BYSTRONIC http://www.bystronic-glass.com CERRAMIENTOS ACRISTALADOS S.A. http://www.acristalados.com.ar/

10
CMS MACHINE http://www.cmsmachine.com CRAFTSMAN FABRICATED GLASS http://www.gwiweb.com DANE http://www.dane.gov.co DUPONT http://www2.dupont.com/SafetyGlass EDGETECH http://www.edgetech.com ENERGY STAR http://www.energystar.gov GLASS FILES http://www.glassfiles.com GLASS GLOBAL http://www.glassglobal.com/ GLASS ON WEB http://www.glassonweb.com GLASS PROCESSING DAYS http://www.gpd.fi GLASTECH GROUP http://www.glastech.net GUARDIAN http://www.guardian.com JINAN SUNNY MACHINERY http://sunnymachine.en.china.cn KURARAY http://www.kuraray.co.jp LINCOLN SENTRY http://www.lincolnsentry.com.au NFRC61 http://www.nfrc.org
61 NFRC: National Fenestration Rating Council.

11
PATENT STORM http://www.patentstorm.us/patents/7246423/fulltext.html PILKINGTON http://www.pilkington.com PPG http://corporateportal.ppg.com QUALITY TESTING INC. http://www.qtitest.com/testing-services/ REVICOL S.A. http://www.revicol.com.co SAINT GOBAIN http://www.saint-gobain.com.co SIKA www.sika.com.co/ SIS Ltda. http://www.empresario.com.co/sisltda/ SOLUEX IMPREX http://www.soluex.com SOUTHWALL http://www.southwall.com SUNGUARD GLASS http://www.sunguardglass.com TAIZHOU JILI SAFETY GLASSES CO http://www.chinahuifa.com TRUSEAL TECHNOLOGIES http://www.truseal.com UNIVESAL WINDOWS MANUFACTURERS AND DISTRIBUTORS http://www.universalwindowsus.com/swiggle_seal.html VIDRIOS DE SEGURIDAD S.A. http://www.viseg.com VIRACON http://www.viracon.com

12
VITELSA S.A. http://www.vitelsa.com.co VITRO CRISTALGLASS http://www.vitro.com WILLIAN DESIGN http://www.willian.com WINDOW ENERGY RATING SCHEME http://www.wers.net WINDOW MART http://www.windowmart.com ZOYO GLASS MACHINERY & CONSTRUCTION MATERIAL CO. LTDA http://www.zybljx.com Otros recursos - Videograbaciones:
Fábrica de vidrios para auto, ARANGO, Mario. Single IG Follow, USA, TRUSEAL FLEXIBLE SPACER TECHNOLOGIES, SIS Ltda. Isuledge, USA, BESTEN TECHNOLOGIES. PLC Butterfly, BESTEN TECHNOLOGIES. Press Exit, BESTEN TECHNOLOGIES. SKLopan Application - Press, BESTEN TECHNOLOGIES.

13
ANEXO A.

14
ANEXO B.
REFERENCIA CONFIGURACIÓN STC ESPESOR TOTAL
RAL:TL06-272 6 [25 AS] 6 42 38
RAL:TL06-271 6 [12 AS] 6 40 25
RAL:TL04-191 3 [6 AS] 3 -0,76 Saflex - 3 33 17
RAL:TL06-191 3 [12 AS] 3 -0,76 Saflex - 3 37 23
RAL:TL04-194 3 [12 AS] 3 -1,52 Saflex - 3 37 24
RAL:TL06-195 6 [12 AS] 3 -0,76 Saflex - 3 39 26
RAL:TL07-212 6 [12 AS] 3 -0,76 Saflex QS - 3 39 26
RAL:TL07-221 6 [12 AS] 3 -0,76 Saflex QS - 6 42 29
RAL:TL06-322 3/8 [12 AS] 3 -0,76 Saflex QS - 3 42 29
RAL:TL04-202 6 [12 AS] 6 -0,76 Saflex QS - 6 41 33
RAL:TL07-222 6 [12 AS] 6 -0,76 Saflex QS - 6 43 33
RAL:TL06-269 6 [25 AS] 3 -0,76 Saflex - 3 44 39
RAL:TL06-270 6 [102 AS] 3 -0,76 Saflex - 3 47 115
RAL:TL07-324 6 [12 AS] 3 -0,76 Saflex - 6 44 128
RAL:TL04-197 3 - 0,76 Saflex - 3[12 AS] 3 - 0,76 Saflex - 3 40 27
RAL:TL04-208 6 - 0,76 Saflex - 6[12 AS] 6 - 0,76 Saflex - 6 41 40
RAL:TL04-196 3 - 1,52 Saflex - 3[12 AS] 3 - 1,52 Saflex - 3 41 28
RAL:TL07-218 3 - 0,76 Saflex QS - 3[12 AS] 3 - 2,29 Saflex QS - 3 42 28
RAL:TL07-219 3 - 0,76 Saflex - 3[12 AS] 3 - 2,29 Saflex QS - 3 43 28
RAL:TL06-197 3 - 0,76 Saflex - 3[12 AS] 3 - 0,76 Saflex - 6 44 34
RAL:TL04-135 5 - 0,76 Saflex - 5[12 AS] 5 - 0,76 Saflex - 5 40 33
RAL:TL06-235 3 - 0,76 Saflex - 3[12 AS] 8 - 0,76 Saflex - 12 45 45
RAL:TL06-267 3 - 0,76 Saflex - 3[25 AS] 3 - 0,76 Saflex - 3 44 46
RAL:TL04-209 6 - 1,52 Saflex - 6[12 AS] 6 - 1,52 Saflex - 6 42 41
RAL:TL06-268 3 - 0,76 Saflex - 3[52 AS] 3 - 0,76 Saflex - 3 46 72
RAL:TL06-252 6 [12 AS] 6 [12 AS] 3 - 0,76 Saflex - 3 43 45
RAL:TL06-251 6 [12 AS] 3 - 0,76 Saflex - 3 [12 AS] 6 43 45
RAL:TL06-250 6 [12 AS] 3 - 0,76 Saflex - 3[12 AS] 3 - 0,76 Saflex - 3 44 46
RAL:TL06-249 3 - 0,76 Saflex - 3[12 AS]6[12 AS]3 - 0,76 Saflex - 3 44 46
RAL:TL07-2113 - 0,76 Saflex QS - 3[12 AS]3 - 0,76 Saflex QS - 3[12
AS]3 - 0,76 Saflex QS - 3 42 47
RAL:TL07-220
3 - 0,76 Saflex QS - 3[12 AS]3 - 0,76 Saflex - 3[12
AS]3 - 0,76 Saflex QS - 3 44 47
RAL:TL06-236
3 - 0,76 Saflex - 3[12 AS]3 - 0,76 Saflex - 3[12 AS]3 -
0,76 Saflex - 3 44 47
RAL:TL06-265
3 - 0,76 Saflex - 3[12 AS]3 - 0,76 Saflex - 3[25 AS]3 -
0,76 Saflex - 3 46 59
RAL:TL06-266
3 - 0,76 Saflex - 3[25 AS]3 - 0,76 Saflex - 3[25 AS]3 -
0,76 Saflex - 3 46 72
Tomado de: Catálogo Saflex Q series STL Data. www.saflex.com
ANOTACIONES: - Saflex: Película PVB - Proveedor Saflex / Solutia.
- QS: Película PVB Control Sonido.
- AS: Cámara de Aire (Air Space).
IGU
IGU
LAMINATED
DOUBLE
LAMINATED
IGU
TRIPLE
LAMINATED
IGU
VALORES STC - REDUCCIÓN DE RUIDO
CONFIGURACIONES VIDRIO INSULADO

15
ANEXO C. SIMULACIÓN
SIMULACIÓN SOFTWARE ARENA
Flujograma Línea de fabricación vidrio insulado
Representación gráfica simulación línea de fabricación vidrio insulado
RESULTAD0S SOFTWARE ARENA
Partiendo de los parámetros bajo los cuales se realizó la simulación del proceso de fabricación de vidrio insulado para la empresa VISEG S.A., a continuación se presentan los resultados arrojados por el software para las entidades involucradas, las operaciones, los recursos y los tiempos de espera asociados a los mismos:

16
Resumen detallado por entidades
Resumen detallado por proceso

17
Resumen detallado por recurso
Resumen detallado por tiempos de espera

18
SIMULACIÓN SOFTWARE LABVIEW

19
ANEXO D.
LAYOUT ACTUAL PLANTA DE PRODUCCIÓN VISEG

20
ANEXO E. DIAGRAMA DE RELACIONES
DIAGRAMA DE RELACIONES
Proyecto: Línea de fabricación vidrio insulado
Planta: VISEG S.A. - Bogotá
Fecha: 20 / 09 / 2009
Observaciones:
Se tuvieron en cuenta las 3 líneas de fabricación de la empresa y las zonas de trabajo que trabajando como alimentación y soporte de las
mismas.
Zona de trabajo
Corte
Maquinado
Línea de fabricación vidrio laminado
Línea de fabricación vidrio templado
Despachos - Almacén producto terminado
Almacén materia prima
Relación Calificación de cercanía
Absolutamente necesaria
Especialmente importante
Importante
Cercanía común y corriente
Sin importancia
No deseable
A
E
I
P
S
X
I
E
A
I
E
S
E
P
S
P
S
I
E
I
S
Símbolo
AMPAMP
TEMPLTEMPLAPTAPT
CORTECORTE MAQMAQ
LAMINLAMININSINS
Línea de fabricación insulado
I
E
I
E
E
P
Pesos numéricos
16
8
4
2
0
280

21
Partiendo de la definición de las relaciones en el diagrama anterior donde se tuvieron en cuenta las zonas de trabajo presentes en la planta de producción y de las siguientes calificaciones para las mismas, se realiza el diseño y planteamiento de la distribución en planta de acuerdo al nivel de importancia para la cercanía entre cada una de las mismas.
Relaciones de cercanía
Código Peso numérico
A 16
E 8
I 4
P 2
S 0
X 280
Las calificaciones para las relaciones entre zonas fueron las siguientes:
Zona de trabajo DE
Zona de trabajo A
2 3 4 5 6 7
1. Corte E - 3 I - 2 I - 2 S A - 3 I - 2
2. Maquinado E - 3 E - 3 P - 2 P - 2 I - 3
3. Línea de fabricación vidrio laminado I - 2 E - 3 S E - 3
4. Línea de fabricación vidrio templado I - 2 S E - 3
5. Despachos - Almacén producto terminado
S E - 3
6. Almacén materia prima P - 2
7. Línea de fabricación insulado
De acuerdo a los pesos numéricos, los resultados son los siguientes:
Explicación de la relación
Código Razón
1 Facilidad de supervisión
2 Cliente ocasional
3 Contacto necesario

22
Zona de trabajo DE
Zona de trabajo A
2 3 4 5 6 7
1. Corte 11 6 6 0 19 6
2. Maquinado 11 11 4 4 7
3. Línea de fabricación vidrio laminado 6 11 0 11
4. Línea de fabricación vidrio templado 6 0 11
5. Despachos - Almacén producto terminado
0 11
6. Almacén materia prima (AMP) 4
7. Línea de fabricación insulado
El diagrama inicial basado en el diagrama de relaciones resulta:

23
ANEXO F.
LAYOUT PLANTA DE PRODUCCIÓN CON LÍNEA DE FABRICACIÓN VIDRIO INSULADO