
BLOQUEE TTEEMMAATTIICCOO NN°° 22::...
14
1 E. E. T. Nº 466 BLOQUE TEMATICO N° 2 : Hierro Autor: Prof. Juan Carlos Genoud INTRODUCCION: Vamos a convenir una serie de definiciones para expresar con un lenguaje común acerca de los temas relacionados a los materiales ferrosos. Las definiciones son los pilares de comunicación en la técnica: manejar un lenguaje común, de modo que quede perfectamente claro sobre el tema de que se está hablando. No debe quedar espacio para ambigüedades. En cualquier lugar del país un técnico debe poder interpretar a otro técnico, sin que haya dudas. TECNOLOGÍA: Es la ciencia que estudia los procedimientos e instalaciones, mediante los cuales se efectúa la transformación de la materia prima en un producto industrial elaborado. INDUSTRIA: Una industria es el conjunto de maquinarias, operaciones y organización, mediante el cual puede realizarse dicha transformación, en un ciclo de operaciones. METALURGIA: Comprende el conjunto de operaciones que tienen por objeto obtener un metal, partiendo de minerales que lo contienen. Estas operaciones comprenden, la separación del mineral de su ganga por medio de un procedimiento puramente mecánico, para luego proceder a la separación del metal de los cuerpos con los que está combinado. SIDERURGIA: Es la metalurgia de los materiales ferrosos. Estudia la obtención del hierro y sus derivados: Aceros y Fundiciones, en sus innumerables variedades derivadas en primer lugar por las diferentes dosificaciones del carbono combinado con el hierro, y en segundo lugar por la influencia que ejercen distintos metales y metaloides, que se incorporan voluntariamente o involuntariamente (impurezas) a su estructura. PRODUCTOS SIDERÚRGICOS: Son aleaciones de hierro utilizados en la industria. Esto son Hierro, Acero y Fundición. El elemento principal de la siderurgia es entonces el hierro cuyo símbolo químico es Fe, al que se le agregan metaloides y metales, los que le dan propiedades especiales. La utilidad del hierro y sus derivados se debe principalmente a su abundancia y en parte a sus propiedades: Resistencia, Temple, Maleabilidad, Soldabilidad, Magnetismo, etc. En la naturaleza el Fe no se encuentra en estado puro, sino que está combinado y mezclado con otros cuerpos y sustancias. Por esta razón el mineral que lo contiene debe ser transformado en sucesivas operaciones mecánicas y químicas para obtener un producto más rico en hierro pero con todavía trazas de metales y metaloides. Debemos tener presente que las industrias raramente requieren de un metal totalmente puro, ya sea porque es innecesario, porque en estado puro sus características mecánicas y tecnológicas no satisfacen, o porque son excesivamente costosos de obtener. Los metales que están combinados o mezclados con el hierro son: Manganeso [Mn] Cromo [Cr] Tungsteno [W] Molibdeno [Mo] Vanadio [V] Los metaloides son: Carbono [C] Silicio [Si] Azufre [S] y Fósforo [F] El azufre [S] y el fósforo [P], son considerados como impurezas no deseables en los productos siderúrgicos. Los productos siderúrgicos, son entonces tres: Hierro, Acero y Fundición HIERRO: El hierro puro es un metal blanco grisáceo, dúctil y maleable. Su temperatura de fusión es 1535°C, (puede variar según distintos textos). Antes de alcanzar la fusión pasa por un estado pastosos, especialmente si tiene algo de carbono, que permite trabajarlo en caliente. El hierro en estado líquido disuelve su óxido FeO. Esta propiedad aumenta con la temperatura lo que lo convierte en un defecto ya que el FeO no se puede eliminar, y hace que el hierro se vuelva un metal quebradizo. A altas temperaturas se ve muy afectado por el oxigeno,
Transcript of BLOQUEE TTEEMMAATTIICCOO NN°° 22::...

1
E. E. T. Nº 466
BBLLOOQQUUEE TTEEMMAATTIICCOO NN°° 22::
HHiieerrrroo Autor: Prof. Juan Carlos Genoud
INTRODUCCION: Vamos a convenir una serie de definiciones para expresar con un lenguaje común acerca de los temas
relacionados a los materiales ferrosos.
Las definiciones son los pilares de comunicación en la técnica: manejar un lenguaje común, de modo que quede perfectamente claro sobre el tema de que se está hablando. No debe quedar espacio para ambigüedades. En cualquier lugar del país un técnico debe poder interpretar a otro técnico, sin que haya dudas.
TECNOLOGÍA:
Es la ciencia que estudia los procedimientos e instalaciones, mediante los cuales se efectúa la transformación de la materia prima en un producto industrial elaborado.
INDUSTRIA:
Una industria es el conjunto de maquinarias, operaciones y organización, mediante el cual puede realizarse dicha transformación, en un ciclo de operaciones.
METALURGIA:
Comprende el conjunto de operaciones que tienen por objeto obtener un metal, partiendo de minerales que lo contienen. Estas operaciones comprenden, la separación del mineral de su ganga por medio de un procedimiento puramente mecánico, para luego proceder a la separación del metal de los cuerpos con los que está combinado.
SIDERURGIA:
Es la metalurgia de los materiales ferrosos. Estudia la obtención del hierro y sus derivados: Aceros y Fundiciones, en sus innumerables variedades derivadas en primer lugar por las diferentes dosificaciones del carbono combinado con el hierro, y en segundo lugar por la influencia que ejercen distintos metales y metaloides, que se incorporan voluntariamente o involuntariamente (impurezas) a su estructura.
PRODUCTOS SIDERÚRGICOS:
Son aleaciones de hierro utilizados en la industria. Esto son Hierro, Acero y Fundición. El elemento principal de la siderurgia es entonces el hierro cuyo símbolo químico es Fe, al que se le agregan metaloides y metales, los que le dan propiedades especiales. La utilidad del hierro y sus derivados se debe principalmente a su abundancia y en parte a sus propiedades: Resistencia, Temple, Maleabilidad, Soldabilidad, Magnetismo, etc. En la naturaleza el Fe no se encuentra en estado puro, sino que está combinado y mezclado con otros cuerpos y sustancias. Por esta razón el mineral que lo contiene debe ser transformado en sucesivas operaciones mecánicas y químicas para obtener un producto más rico en hierro pero con todavía trazas de metales y metaloides.
Debemos tener presente que las industrias raramente requieren de un metal totalmente puro, ya sea porque es innecesario, porque en estado puro sus características mecánicas y tecnológicas no satisfacen, o porque son excesivamente costosos de obtener.
Los metales que están combinados o mezclados con el hierro son:
Manganeso [Mn] Cromo [Cr] Tungsteno [W] Molibdeno [Mo] Vanadio [V]
Los metaloides son: Carbono [C] Silicio [Si] Azufre [S] y Fósforo [F]
El azufre [S] y el fósforo [P], son considerados como impurezas no deseables en los productos siderúrgicos.
Los productos siderúrgicos, son entonces tres: Hierro, Acero y Fundición
HIERRO: El hierro puro es un metal blanco grisáceo, dúctil y maleable. Su temperatura de fusión es 1535°C,
(puede variar según distintos textos). Antes de alcanzar la fusión pasa por un estado pastosos, especialmente si tiene algo de carbono, que permite trabajarlo en caliente. El hierro en estado líquido disuelve su óxido FeO. Esta propiedad aumenta con la temperatura lo que lo convierte en un defecto ya que el FeO no se puede eliminar, y hace que el hierro se vuelva un metal quebradizo. A altas temperaturas se ve muy afectado por el oxigeno,

2
E. E. T. Nº 466
formando óxido de hierro magnético Fe3O4, aunque a temperatura ambiente forma óxido férrico hidratado Fe3O4 + 3 H2O. Esta afectación se debe que cuando la temperatura aumenta la afinidad, es decir la facilidad de combinarse, del hierro con el oxígeno.
El carbono [C] ejerce una gran influencia. El máximo porcentaje admisible del C en el Fe es de 6,67%. En este porcentaje se denomina carburo férrico CFe3.
Los porcentajes inferiores dan origen a una amplia variedad de productos industriales siderúrgicos: Es decir Aceros (Carbono máximo 2,06%) y Fundiciones (C entre 2,06% hasta 6,67%).
ACERO: El acero es un hierro carburado, es decir una aleación de Hierro-Carbono, obtenido al estado liquido por
fusión completa. El máximo porcentaje de C que se le atribuye es 2,06% (algunos investigadores los sitúan en el 1,7%). Cada porcentaje diferente de C en el Fe unido a la presencia voluntaria o involuntaria de otros metales y metaloides, determina un acero con características diferentes, incluso si se lo somete a tratamientos térmicos o termoquímicos pueden adquirir distintas durezas o resistencia mecánica.
FUNDICIONES: Cuando se la aplica una mayor dosificación de carbono, superando el 2,06% (ó 1,7%) y hasta su
saturación en el 6,67% se origina un producto ferroso denominado fundición. Del mismo modo que en el acero la presencia de metales y metaloides con diferentes porcentajes de C generan fundiciones de distintas características.
EVOLUCIÓN DE LA SIDERURGIA: Es probable que de manera accidental los antiguos hayan descubierto pequeños trozos de hierro en
residuos de fogatas donde se quemó leña en abundancia en contacto con rocas de alto contenido férrico. Esto es concebible porque el hierro ocupa el cuarto lugar en abundancia en la corteza terrestre después del oxígeno, el silicio y el aluminio. La acción del monóxido de carbono producido durante la combustión de la leña pudo haber servido para retirar el oxígeno de los óxidos de hierro. Por este mecanismo, las rocas se convertirían en piezas de hierro poroso que ahora se conoce como hierro esponja. Cuando el hierro esponja se encuentra al rojo vivo en contacto con las brasas, en los poros se acumula una escoria líquida que los antiguos eliminaban martillando al hierro esponja sobre un yunque. Como producto se obtenía un hierro forjado bastante puro. Se conocen piezas muy antiguas cuyo contenido aleante era inferior al 0,1% y con menos del 3% de escoria atrapada en los poros. Hasta aquí los antiguos tenían hierro, no acero. Hay indicios de que alrededor del año 1200 A.C. ya se sabía cómo convertir la superficie del hierro forjado en acero. Una vez conformada un hacha de hierro forjado, por ejemplo, se empacaba en medio de carbón de leña molido. El paquete se mantenía en un recipiente al rojo vivo por varias horas para que el carbono de la leña se difundiera hacia el interior del hacha, formando una capa dura de acero (hierro + carbono= CFe = Cementita) alrededor de una matriz de hierro. A la luz de lo que conocemos hoy en día, los procedimientos que empleaban los antiguos eran muy claros. Si el hierro en los minerales está oxidado, hay que removerle el oxígeno, y que mejor que el monóxido de carbono, al cual tiene gran afinidad con el oxígeno para convertirse en dióxido de carbono
¿Cómo localizar un mineral de hierro? Hoy en día, desde los satélites, se pueden rastrear a gran velocidad los recursos minerales de países enteros. Existen equipos de análisis que detectan los elementos presentes en las rocas, con precisión y velocidad sorprendentes. El hierro tuvo que dar una batalla importante antes de sustituir al bronce como material para la fabricación de herramientas y armas.
Durante cerca de dos milenios, cerca del año 1200 a.C., las aleaciones basadas en el cobre, entre ellas el bronce, eran preferidas en lugar del hierro. De hecho, el bronce tenía propiedades superiores. Algunos investigadores creen que el hierro no sustituyó al bronce debido a un avance en el proceso tecnológico, sino porque por alguna razón el bronce escaseó. Es concebible que el suministro europeo de estaño se haya interrumpido. De hecho, el cobre y el estaño son mucho menos abundantes en la corteza terrestre que el hierro y el carbono. El proceso de "aceración" del hierro, se dice, surgió por la necesidad de contar con un material tan fuerte como el bronce. El efecto del carbono en el endurecimiento del acero se compara con el efecto del estaño en el cobre. Para tener una ventaja notoria sobre el bronce, los herreros tuvieron que ingeniárselas para introducir un 0.4% de carbono en el hierro. Esto no es nada fácil. Como ya se dijo antes, los herreros antiguos envolvían a los objetos de hierro en polvo de carbón de leña y los metían en un horno para que el carbono se difundiera en el hierro. A temperaturas tan altas como 950 °C, toma nueve horas formar una corteza de acero (con 0,5% de carbono) de 1.5 mm de grueso alrededor de la pieza de hierro. Este proceso, con algunas variantes, todavía se emplea en la actualidad y se conoce como cementación. Al emerger la civilización de la oscuridad de la Edad Media, todavía la cementación era el método más generalizado para convertir la superficie del hierro forjado en acero. Para introducir las capas de acero en el interior de una espada, se tomaba una barra de hierro y

3
E. E. T. Nº 466
se cementaba; luego se martillaba hasta alcanzar el doble, de su longitud inicial; se doblaba de modo que una mitad quedara encima de la otra y se martillaba al rojo vivo hasta que soldaran las dos mitades, quedando en el interior una capa de acero. El proceso se repetía hasta que la hoja de espada tuviera una textura similar a la de un pastel de mil hojas. En sables japoneses se han encontrado, efectivamente, varios miles de capas. Esto no quiere decir que el proceso anterior se tenga que repetir miles de veces. Como las capas se multiplican exponencialmente al aumentar el número de dobleces, bastan 12 dobleces para lograr más de 4000 capas. Pero 12 dobleces cuestan mucho trabajo y energía. Cada cementación puede tomar una jornada de trabajo y grandes cantidades de carbón de leña. Los herreros europeos hacían solamente uno o dos dobleces.
A lo largo de la historia dentro de su obtención y posterior refinado se pueden marcar tres períodos bien definidos:
PRIMER PERÍODO: Este período abarca desde el comienzo de la utilización del hierro por parte del hombre antiguo, que
probablemente comenzó en forma accidental e involuntaria, utilizando la acción combinada del fuego y el aire. Como combustible se utilizaba leña y carbón de leña. A este acero se lo llamó acero Natural.
Posteriormente se utilizaron fuelles para la inyección de aire mejorando la combustión, dando origen a la forja. Con este medio se lograba una mejor oxidación del mineral y se lo descarburaba, al quemarse la mayor cantidad de carbono. Se lograba así una fundición a la que por enfriamiento brusco se le otorgaba temple que le confería mayor resistencia y dureza. Este método de obtención es el Método Directo.
SEGUNDO PERÍODO: Este período comienza en el siglo XIV (1300) Se comienza a dejar de lado el método directo de obtención
(o sea el método de forja). Este nuevo método consistió en obtener del mineral, primero hierro muy carburado (Fundición) y luego de éste, el Hierro y el Acero. Este se conoce como método indirecto.
Si bien se cambia un método simple de un solo paso, por uno más complejo de dos pasos, este último método resulta más económico. En el primer paso, se obtiene una mayor carburación del hierro, como consecuencia del mayor contacto del mineral con el carbón usado como combustible. Esto tiene la ventaja de lograr una mejor fusión de la masa con menor gasto de combustible, ya que se bajó la temperatura de fusión. La facilidad de fusión permitió obtener, por colada del metal líquido dentro de moldes, piezas de formas muy elaboradas y gran tamaño. (Cañones de varias toneladas de masa). En el segundo paso se des carbura la fundición y se obtiene el acero y el hierro. En definitiva en la medida que se va reduciendo el porcentaje de C se obtiene el hierro en estado más puro. En este paso se logra además eliminar impurezas que en el método directo era imposible de hacer. Para este proceso apareció el horno de cuba, de alturas considerables. Al principio se utilizó el carbón de leña pero luego por el excesivo talado de bosques se prohibió (año 1584) la instalación de nuevos hornos de este tipo. En 1611 se comenzó a utilizar el carbón mineral y se logra obtener acero y hierro dulce (muy bajo contenido de carbono). En 1735 se comienza a utilizar el carbón de coque. En los años sucesivos se fue mejorando cada vez más la producción de aceros y hierros, empleándose gas de alto horno; aprovechando el calor del horno para precalentar el aire de combustión. Se inventaron laminadoras, para fabricar chapas y perfiles. Se comenzó la fabricación de aceros en hornos de crisol, pudiendo obtener gran calidad y refinamiento.
TERCER PERÍODO: Comienza en el año 1856 con la invención del Método Bessemer, para la fabricación de aceros por
afinado, mediante la inyección de aire a presión en la masa líquida del material. Thomas mejora el sistema de Bessemer pero con distinto revestimiento del horno. En 1864 Martin inventó el método de fabricación de acero por reacción, que se complementó con el horno inventado por Siemens, que permite alcanzar temperaturas de más de 1.500°C, llevando el hierro al estado líquido y con esto logrando una descarburación más importante. Tiene la ventaja de lograr eliminar completamente las escorias, que hasta ese momento quedaban incluidas en el acero, aunque en pequeñas proporciones. En este tercer período también comenzó a desarrollarse la Metalografía, que es el estudio de la estructura interna de los metales a escala cristalográfica, molecular y atómica.
Comienzan en este período moderno el uso de hornos eléctricos por arco y por inducción. Se comienzan a usar aleaciones con Tungstenos [W] y Vanadio [V] para obtener aceros para herramientas de corte a velocidades muy altas, sin degradarse.
DENOMINACIÓN COMERCIAL DE LOS PRODUCTOS SIDERÚRGICOS Hierro de Primera Fusión o Arrabio: Es el hierro que procede directamente del alto horno, dentro del cual se produce la transformación del
mineral de hierro. De este producto primario proceden los productos que se detallan a continuación:

4
E. E. T. Nº 466
Hierros Perfilados o Laminados: Son barras de hierro débilmente carburado, de formas geométricas o bien laminadas en chapas de
dimensiones variables. Se usan en herrería o carpintería metálica y en construcciones que no estén sometidas a grandes esfuerzos o presiones.
Aceros Dulces de Construcción - Aceros Laminados Se presentan en formas y dimensiones similares a los anteriores pero tienen un mayor contenido de
carbono por lo que tienen mayor resistencia. Son empleados en estructuras metálicas y mecánicas. En piezas como árboles (ejes), palancas, etc.
Aceros al Carbono o Acero de Herramientas: Son aceros de mayor contenido de carbono y por lo tanto mayor resistencia. Toman temple (tratamiento
térmico) y por eso sirven para la construcción de herramientas de corte para maquinarias o de herramientas de
mano. Aceros Especiales o de Aleación: Son aceros formados por la aleación de dos o más metales entre sí, como por ejemplo el Cromo [Cr],
Níquel [Ni], Cobalto [Co], Manganeso [Mn], etc. Se utilizan en la construcción de herramientas y en la elaboración de piezas que deben soportar trabajo duro en maquinarias o motores.
Fundiciones: Se conoce con el nombre de fundiciones a las aleaciones de Fe-C excesivamente carburadas, y se las
utiliza en piezas de pequeño y gran porte, que deban servir de soportes o que necesiten trabajar a compresión, por ejemplo, estructuras de máquinas herramientas, bloques de motores, columnas, etc.
Esta clasificación abarca los casos más generales, pudiéndose encontrar muchas más con más detalles y sub-clasificaciones.
MINERALES DE HIERRO Y SU PROCESAMIENTO El hierro muy rara vez se presenta en la naturaleza como un material puro, en su estado nativo. El caso
más común, en estado casi puro es el de los meteoritos con un 90% de hierro en su masa. Se lo encuentra en cambio, en compuestos naturales (o sea los minerales de hierro), y en forma abundante en nuestro planeta. No todos los minerales de hierro son económicamente rentables, ya que por su baja ley (porcentaje de concentración del hierro en el mineral) o por sus impurezas son rechazados.
En estos minerales, además del compuesto útil de Fe, existen cierta cantidad de otros compuestos minerales que constituyen en conjunto lo que se denomina ganga. Esta ganga está formada por arenas, arcillas, y compuestos de cal. Esta parte inútil que compone el mineral debe tratar de separarse previamente a su proceso. Además existen compuestos de azufre [S] y fósforo [P] que pasan al hierro como impurezas indeseables y perjudiciales.
Los minerales más comunes par a la extracción de hierro son: HEMATITA (Fe2 O3): Es óxido férrico, que contiene hasta el 70% de hierro. Se presenta en masas terrosas
color rojo. LIMONITA (Fe2 O3 + 3 H2O): Es óxido férrico hidratado con un 60% de hierro. Se lo encuentra en masas
terrosas de colores que van desde el pardo hasta el amarillo. MAGNETITA (Fe3 O4): Óxido magnético de hierro que comúnmente se lo conoce como piedra imán. Tiene
hasta un 70% de hierro. Tiene color pardo al negro. SIDERITA (CO3 Fe): Carbonato Ferroso con un contenido de 48% de hierro, de color blanco PIRITA (S2 Fe): Disulfuro de hierro. No se la utiliza para la obtención del hierro, sino la del azufre y sus
derivados (fundamentalmente ácido sulfúrico SO4 H2) Es también llamada el “oro de los tontos” por su gran semejanza al color del oro.
Estos minerales se encuentran en yacimientos. Los principales en el mundo son los de Brasil (Itabirá) y en Canadá. También se encuentran en gran cantidad en las ex repúblicas soviéticas y regiones de Europa Occidental.
En nuestro país el principal yacimiento está en Zapla, provincia de Jujuy, donde existe hematita con elevado contenido de fósforo, con una ley que varía desde el 40 al 70%. En la provincia de Santa Cruz, Sierra Grande existe un yacimiento de magnetita y hematita con un 55% de hierro, pero con mucho contenido de azufre y fósforo que lo hacen poco aprovechable desde el punto de vista económico.
Actualmente se importa prácticamente todo el mineral desde los yacimientos de Brasil, por su mejor calidad, que redunda en un proceso más económico.
5
E. E. T. Nº 466
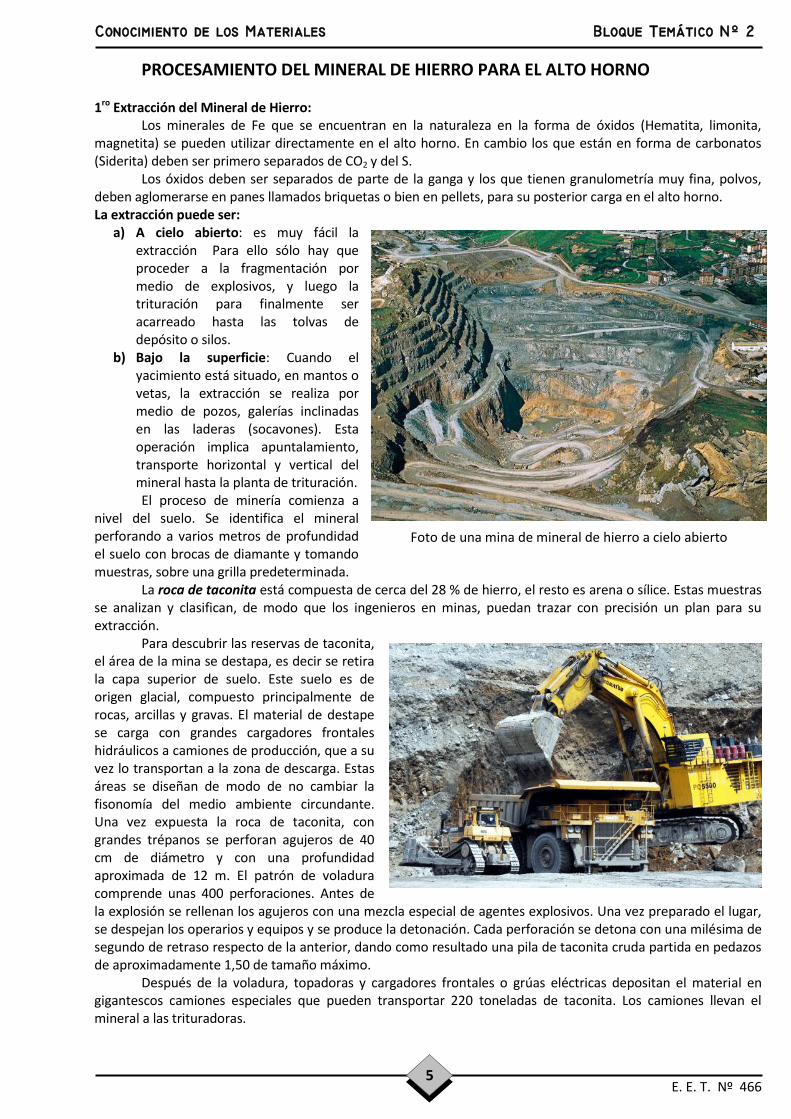
Foto de una mina de mineral de hierro a cielo abierto
PROCESAMIENTO DEL MINERAL DE HIERRO PARA EL ALTO HORNO 1ro Extracción del Mineral de Hierro:
Los minerales de Fe que se encuentran en la naturaleza en la forma de óxidos (Hematita, limonita, magnetita) se pueden utilizar directamente en el alto horno. En cambio los que están en forma de carbonatos (Siderita) deben ser primero separados de CO2 y del S.
Los óxidos deben ser separados de parte de la ganga y los que tienen granulometría muy fina, polvos, deben aglomerarse en panes llamados briquetas o bien en pellets, para su posterior carga en el alto horno. La extracción puede ser:
a) A cielo abierto: es muy fácil la extracción Para ello sólo hay que proceder a la fragmentación por medio de explosivos, y luego la trituración para finalmente ser acarreado hasta las tolvas de depósito o silos.
b) Bajo la superficie: Cuando el yacimiento está situado, en mantos o vetas, la extracción se realiza por medio de pozos, galerías inclinadas en las laderas (socavones). Esta operación implica apuntalamiento, transporte horizontal y vertical del mineral hasta la planta de trituración. El proceso de minería comienza a
nivel del suelo. Se identifica el mineral perforando a varios metros de profundidad el suelo con brocas de diamante y tomando muestras, sobre una grilla predeterminada.
La roca de taconita está compuesta de cerca del 28 % de hierro, el resto es arena o sílice. Estas muestras se analizan y clasifican, de modo que los ingenieros en minas, puedan trazar con precisión un plan para su extracción.
Para descubrir las reservas de taconita, el área de la mina se destapa, es decir se retira la capa superior de suelo. Este suelo es de origen glacial, compuesto principalmente de rocas, arcillas y gravas. El material de destape se carga con grandes cargadores frontales hidráulicos a camiones de producción, que a su vez lo transportan a la zona de descarga. Estas áreas se diseñan de modo de no cambiar la fisonomía del medio ambiente circundante. Una vez expuesta la roca de taconita, con grandes trépanos se perforan agujeros de 40 cm de diámetro y con una profundidad aproximada de 12 m. El patrón de voladura comprende unas 400 perforaciones. Antes de la explosión se rellenan los agujeros con una mezcla especial de agentes explosivos. Una vez preparado el lugar, se despejan los operarios y equipos y se produce la detonación. Cada perforación se detona con una milésima de segundo de retraso respecto de la anterior, dando como resultado una pila de taconita cruda partida en pedazos de aproximadamente 1,50 de tamaño máximo.
Después de la voladura, topadoras y cargadores frontales o grúas eléctricas depositan el material en gigantescos camiones especiales que pueden transportar 220 toneladas de taconita. Los camiones llevan el mineral a las trituradoras.

6
E. E. T. Nº 466
2ro Trituración del Mineral. La taconita cruda se envía a grandes
trituradoras giratorias, donde los terrones de 1,50 m se reducen a trozos de no más de 15 cm de diámetro. Se pueden triturar más de 6000 toneladas de mineral por hora. El material reducido se transporta por cintas a un edificio de almacenamiento, que pueden contener 220000 toneladas de taconita. Otra cinta traslada el material la planta de concentración para la molienda, separación y concentración.
3ro Concentración
Del proceso anterior se dispone de taconita cruda de un tamaño de 15 cm. Una serie de cintas transportadoras alimentan continuamente a 10 grandes molinos de molienda primaria de unos 8 metros de diámetro. En esta etapa del proceso se le agrega agua, para poder transportarlo. (94 % del agua se recicla mientras que el resto se pierde por evaporación). Cada molino primario contiene bolas de acero de 10 cm de diámetro, que muelen el material al girar el molino. Cuando el mineral alcanza un tamaño de 20 mm o menos, se retira del molino en forma de lechada. Esta lechada se tamiza por una zaranda de malla de 6 mm acoplada al molino. El mineral que pasó por la malla, se bombea como lechada a un separador magnético de vía húmeda, donde comienza el proceso de separación del hierro de los materiales no ferrosos. El mineral magnético (con hierro) se lava en dos tanques de lechada, mientras que los no ferrosos (sílice o arenas) pasa al área de almacenamiento de rechazo. La mayor parte de material continua moliéndose finamente en uno de los 5 molinos secundarios de bolas. Los molinos llevan en su interior bolas de cromo de aproximadamente 40 mm de diámetro. La molienda más fina se logra con molinos secundarios más pequeños llevando al material a una granulometría similar a la del talco. El mineral vuelve a cernirse y lo que pasa por la malla se lleva a hidroseparadores, donde la sílice queda flotando sobre la superficie.
El producto separado por los hidroseparadores se bombea a separadores magnéticos de terminación. Nuevamente los imanes capturan el hierro y descartan arena y sílice. De este modo se concentra el mineral, removiendo la ganga. El concentrado del separador se bombea a una zaranda fina. El material que no pasó por la zaranda vuelve a la molienda, mientras que el que la atravesó (con la mayor parte de impurezas extraídas) se transforma en el concentrado final.
El rechazo del circuito se lleva a la pileta de descarte y el concentrado final se lleva a unos concentradores ubicados en la planta de peletización. El producto concentrado se transporta a tanques de almacenamiento y luego a filtros de disco para eliminar el agua. Al producto resultante se lo denomina “torta de filtro” y ya se encuentra en condiciones de ser mezclado con agentes aglomerantes.
4to Mezclado con Aglomerantes
Una vez completado la torta de filtrado, se deposita en una tolva. De allí se transporta por una cinta donde se le agrega bentonita, como agente aglomerante. La bentonita es una arcilla utilizada para aglomerar las partículas de hierro cuando se las role en forma de pellets o pellas. Se le agrega alrededor de 7,5 kg de bentonita por cada tonelada de hierro concentrado. Se le agrega a la masa un pequeño porcentaje del 1 % de piedra caliza. Esto es para cumplir con los requerimientos de los clientes que luego lo utilizarán como materia prima para el alto horno. El mineral de hierro concentrado se encuentra ahora ya mezclado y listo para el proceso de peletización.
5to Peletización
Una planta de pellets contiene una serie de tambores donde por rotación se producen bolitas de mineral de hiero. El proceso es muy similar al proceso de hacer bolas de nieve, se hace rodar las bolitas de material blando y pegajoso sobre sí mismas de modo que se le vaya adhiriendo más material y así aumente su tamaño. El tamaño final está comprendido entre 6 y 13 mm. Luego son
7
E. E. T. Nº 466
zarandeados para cumplir con las especificaciones en cuanto a dimensiones, los pellets por encima o por debajo de esta medida son reenviados a los tambores de esferoidización.
Los pellets blandos se envían por alimentador de rodillos para la remoción final de los finos, los que son retornados al circuito de los tambores de esferoidización. Así los pellets del tamaño correcto se hacen pasar por una parrilla móvil que los seca y precalienta. Estas parrillas se alimentan con gas natural.
Desde este lugar, se cargan los pellets dentro de un horno rotativo, donde se calientan y endurecen a 1300o C. Cuando salen del horno caen a un enfriador rotativo, y de allí se zarandean en la planta, sobre el área de carga. La energía de estos procesos es eléctrica y también de gas natural.
Habiéndose completado el proceso de peletizado, los pellets son finalmente zarandeados, para separar aquellos que no cumplen con las especificaciones acerca del tamaño. También se separan aquellos partidos o cachados. Los que cumplen con las especificaciones se trasladan al silo que contiene hasta 30000 toneladas.
6to Carga y Transporte
Los pellets ya están listos para el envío por tren a los clientes o a los muelles mineraleros. De allí se envían a los altos hornos, donde serán transformados en arrabio y luego acero.
ELABORACIÓN DEL COQUE El coque es un producto de la destilación de la hulla (una variedad en que se encuentra el carbono en la
naturaleza). Su empleo en la industria metalúrgica es fundamental como combustible para el funcionamiento del alto horno. En éste, se carga conjuntamente con el mineral de hierro por lo que se encuentra en contacto con el “hierro de primera fusión” o “arrabio” que se forma en su interior.
Este combustible es muy poroso y resistente, condición imprescindible para poder cargarlo conjuntamente con el mineral, ya que resiste su peso sin romperse. No contiene productos volátiles, y prácticamente nada de azufre, que es un producto nocivo para todo hierro o acero.
El consumo de coque dentro del alto horno es de aproximadamente 0,900 tonelada por cada tonelada de arrabio obtenido. Debido a esto, se hace necesario que junto al alto horno se encuentre como instalación complementaria, la de fabricación de coque metalúrgico.
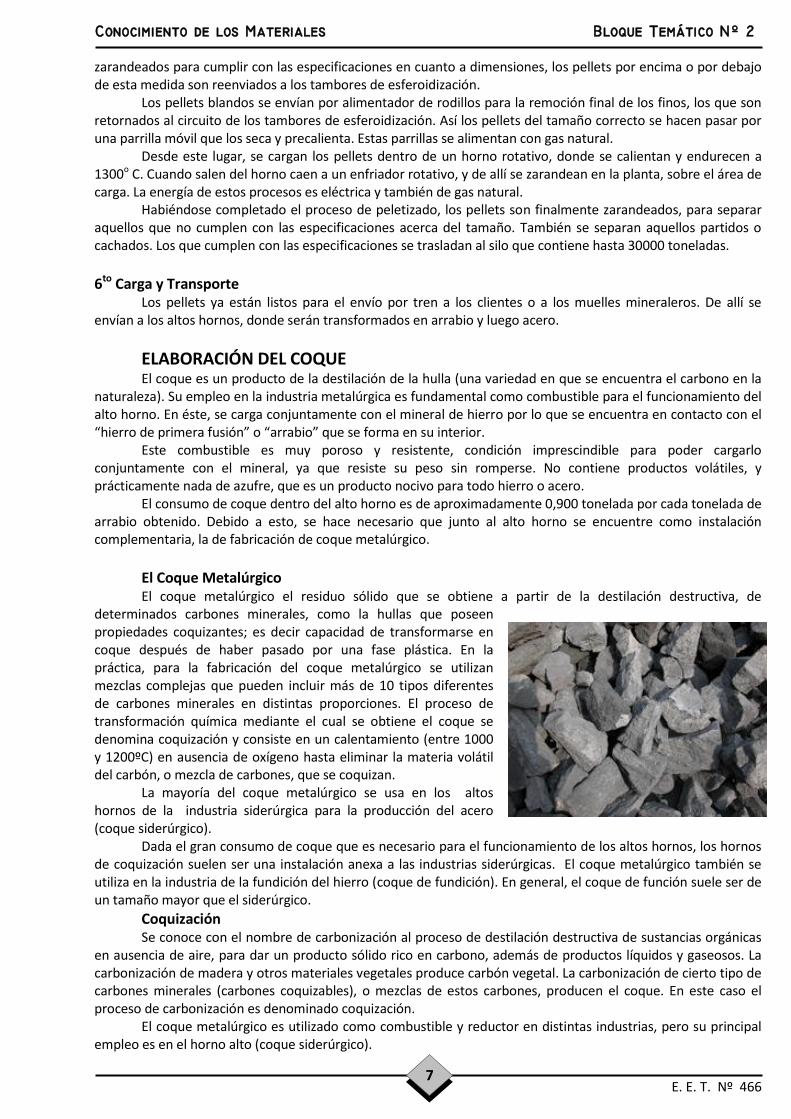
El Coque Metalúrgico El coque metalúrgico el residuo sólido que se obtiene a partir de la destilación destructiva, de
determinados carbones minerales, como la hullas que poseen propiedades coquizantes; es decir capacidad de transformarse en coque después de haber pasado por una fase plástica. En la práctica, para la fabricación del coque metalúrgico se utilizan mezclas complejas que pueden incluir más de 10 tipos diferentes de carbones minerales en distintas proporciones. El proceso de transformación química mediante el cual se obtiene el coque se denomina coquización y consiste en un calentamiento (entre 1000 y 1200ºC) en ausencia de oxígeno hasta eliminar la materia volátil del carbón, o mezcla de carbones, que se coquizan.
La mayoría del coque metalúrgico se usa en los altos hornos de la industria siderúrgica para la producción del acero (coque siderúrgico).
Dada el gran consumo de coque que es necesario para el funcionamiento de los altos hornos, los hornos de coquización suelen ser una instalación anexa a las industrias siderúrgicas. El coque metalúrgico también se utiliza en la industria de la fundición del hierro (coque de fundición). En general, el coque de función suele ser de un tamaño mayor que el siderúrgico.
Coquización Se conoce con el nombre de carbonización al proceso de destilación destructiva de sustancias orgánicas
en ausencia de aire, para dar un producto sólido rico en carbono, además de productos líquidos y gaseosos. La carbonización de madera y otros materiales vegetales produce carbón vegetal. La carbonización de cierto tipo de carbones minerales (carbones coquizables), o mezclas de estos carbones, producen el coque. En este caso el proceso de carbonización es denominado coquización.
El coque metalúrgico es utilizado como combustible y reductor en distintas industrias, pero su principal empleo es en el horno alto (coque siderúrgico).

8
E. E. T. Nº 466
El primer uso de coque en el horno alto fue en 1709, en Inglaterra. Así se aplico con éxito el coque en el horno alto y fue responsable del desarrollo posterior de la industria del hierro y del acero, y del comienzo de la Revolución Industrial. El proceso primitivo de calentar el carbón en pilas para producir coque permaneció como el más importante durante aproximadamente un siglo.
Los hornos modernos: (I) Están construidos en baterías. (II) Poseen cámaras rectangulares separadas por paredes huecas que
contienen los canales de calentamiento, en los cuales el gas se quema para calentar el horno. (III) Son cargados por una máquina y descargados por una deshornadora mecánica, después de la retirada de las puertas de ambos lados. (IV) El gas sale del horno por el tubo montante y se lleva a la planta de subproductos, tornando una parte del mismo a los hornos para su calentamiento.
Las baterías modernas puede estar formada por unos 70 hornos de coque. Cada horno tiene del orden de 6 m de altura, 450 a 600 mm de ancho y 16 m de longitud o fondo. Esto significa unos 37 m de volumen y unas 30 tonelada de carbón por horno.
EL COQUE METALÚRGICO EN EL HORNO ALTO
La Imagen muestra la instalación de una coquería
El coque cumple tres papeles principales en el horno alto:
9
E. E. T. Nº 466
I. Como combustible, proporcionando calor para los requerimientos endotérmicos de las reacciones químicas, y para la fusión de la escoria y del metal. Este papel ha perdido cierta importancia debido a las adiciones de fuel y gas por las toberas y, recientemente, por la inyección de carbón.
II. Como reductor que produce y regenera los gases para la reducción de los óxidos de hierro. III. Como soporte de la carga y responsable de la permeabilidad de la misma. Este papel es cada vez más
importante, a medida que aumenta el tamaño de los hornos altos. Las condiciones principales que debe tener el coque metalúrgico son: denso y compacto. Resistente y
poco quebradizo. Exento de azufre. Muy poroso. Un buen coque contiene: 96 a 98% de Carbono, 0,3 a 1 % de Hidrogeno, 1 a 3 % de Nitrógeno y Oxigeno. El poder calorífico está entre 7.000 y 7.500 kcal/kg para el coque, y el del gas de coque varía entre 5.000
a 7.000 kcal/kg.
ALTO HORNO -INSTALACIONES El alto horno es el componente principal en al elaboración del arrabio obtenido del tratamiento por
fusión de los óxidos de hierro. Allí en el alto horno, el mineral mezclado con las proporciones correspondientes de coque, es sometido a una corriente de gases reductores, los cuales, a elevadas temperaturas, actúan sobre el óxido de hierro. Como se dijo ya en la descripción del coque metalúrgico, éste como combustible juega un triple rol:
1ro Eleva la temperatura debido a su combustión. 2do Reduce directa o indirectamente al mineral. 3ro Se combina con el hierro mismo formando un hierro carburado, que es una fundición de más fácil
fusión que el hierro puro. El arrabio no se obtiene por simple acción del calor y de la reducción de óxidos, es necesario eliminar
también gran cantidad de impurezas que contiene el mineral, utilizándose para ello los fundentes. El más utilizado es el carbonato de calcio o castina (CO3Ca), cuyo rol es hacer más fluida la ganga, generalmente infusible, que contiene al mineral de hierro.
Así se forma la escoria líquida que permite separar la ganga y demás cuerpos inertes. Como la escoria líquida tiene menor peso específico, sobrenada a la masa fundida y el fácil de eliminar.
Para asegurar la combustión del coque y además favorecer la formación de gases reductores, se insufla aire a presión, un poco más arriba que el nivel más alto de la masa líquida que se forma. Este aire se caliente previamente entre 1000 y 1100°C, para obtener así un mejor rendimiento económico.
El alto horno no es una estructura aislada dentro de la planta industrial que produce arrabio, sino que en necesario dotar de toda una serie de instalaciones auxiliares indispensables, que ocupan un espacio considerable dentro de la misma. Estas instalaciones tienen como componentes principales:
La planta de impulsión de aire o turbosoplantes. Las estufas de Cowper o de precalentamiento del aire. La planta de sinterización de finos. La planta de tratamiento de la escoria. Las trampas de polvo, para la limpieza del gas de alto horno. El gasómetro para almacenar el gas de alto horno. Las básculas para dosificar las cargas de materias primas El sistema de elevación de materias primas (skips) La batería de hornos de coque o coquería. El conjunto aparece como una gran estructura casi cilíndrica, de aproximadamente 70 m de altura,
sostenida por une entramado metálico, que a su vez sirve como soporte de las cañerías, tuberías, montacargas y otras instalaciones auxiliares.
Debido a la enorme cantidad de material que exige el funcionamiento del alto horno, generalmente, se construyen a orillas de ríos, canales o lagos, ya que por vía marítima, o fluvial se pueden transportar muchas toneladas de mineral a bajo costo. También el transporte ferroviario es utilizado con frecuencia para proveer de materiales a la acería. El ferrocarril es también el principal medio de distribución interno dentro de la planta, usándose también puentes grúas para el movimiento.
En un alto horno moderno se distinguen las siguientes partes que lo componen:
CRISOL: Es la parte más baja del horno, de forma cilíndrica, en el cual cuela y se acumula el arrabio fundido.
ETALAJE: Sobre el crisol se encuentra el etalaje, que es un tronco de cono invertido de poca altura.
10
E. E. T. Nº 466
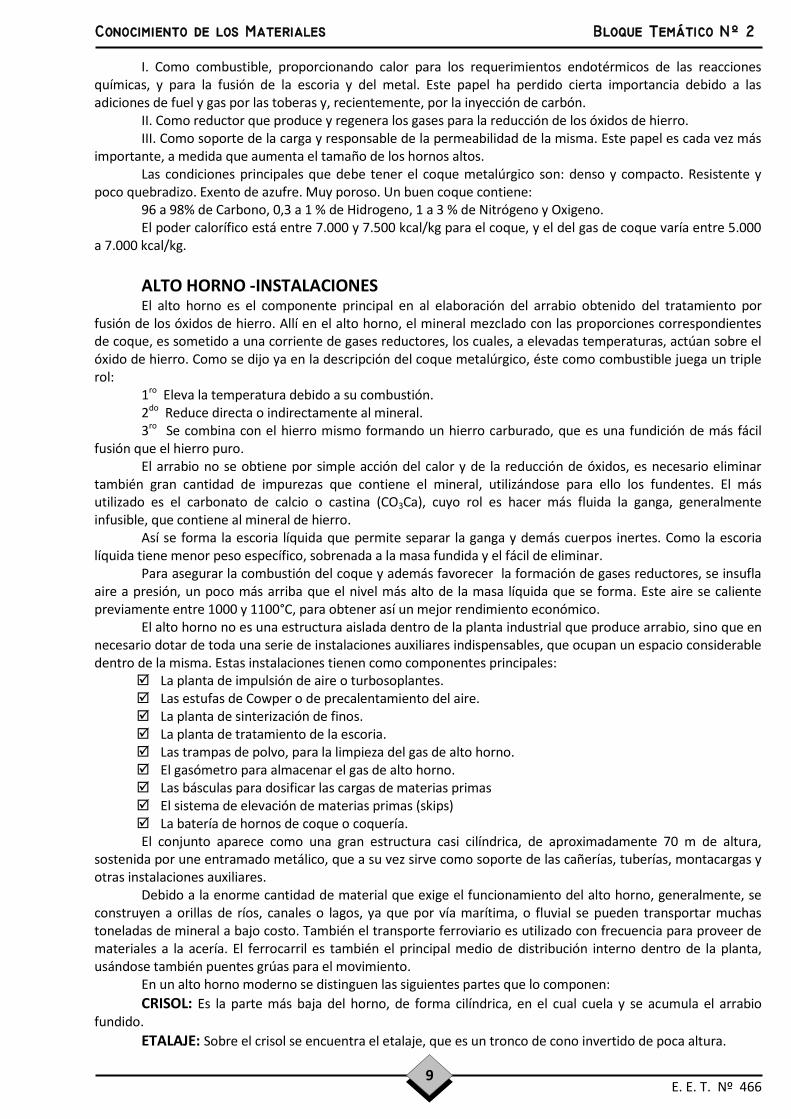
VIENTRE: Ubicado a continuación del etalaje. Es un ensanchamiento de forma cilíndrica.
CUBA: Es un tronco de cono de mucho mayor altura. TRAGANTE: Es la posición donde ingresa la carga del alto horno. Es el remate del mismo.
Corte de un Alto Horno A pesar de los varios cientos de
años que transcurrieron desde la invención de los primeros altos horno, su forma general no ha variado, sólo se la ha dado menor conicidad a las paredes del etalaje y la cuba. Esta forma tiene su justificación en el proceso mismo de la fusión del mineral con el combustible, ya que facilita el descenso de la masa en forma paulatina, en la medida que se completa el proceso.
En el etalaje los materiales ya se han transformado en gran parte pasando del estado sólido al líquido; los trozos de coque disminuyen de tamaño, mientras la escoria fluye y con ella el metal licuado, por lo que el angostamiento progresivo constituye una disminución de la velocidad de descenso, aumentando el tiempo de permanencia y favoreciendo las distintas reacciones que se producen.
El nivel de entrada de aire corresponde al borde del crisol. El de salida de las escorias, algo más bajo, pero algo por encima de la solera del crisol. El agujero de colada, justamente sobre el fondo para evitar la acción hidrodinámica del arrabio líquido.
Obtención del Arrabio- Funcionamiento del Alto Horno Hay varias maneras de analizar el funcionamiento del alto horno. Vamos a analizar en primer lugar,
considerando los materiales que entran y salen de él.
1. Materiales cargados a) Mineral, combustible y fundente. Se cargan por el tragante y realizan un movimiento descendente
hasta el crisol b) Aire caliente. Ingresa por toberas situadas encima del crisol, es decir en la parte inferior del horno, y
hace un recorrido vertical ascendente.
2. Materiales descargados a) Por el agujero de colada sale el hierro de primera fusión que se denomina arrabio. b) Por el escoriadero se eliminan las escorias en estado líquido, que incluyen a las impurezas. Estas tienen
menor densidad que el arrabio y lo sobrenadan. Cuando el nivel alcanza este orificio se derraman al exterior. c) Por la toma de gas se recogen en la zona del tragante, el combustible gaseoso denominado gas de alto
horno.
3. Tiempo de funcionamiento El funcionamiento es continuo, durante dos o tres años, después de este período se debe hacer una
parada para reparaciones importantes en el revestimiento refractario, especialmente en la zona del etalaje y el crisol. Las cargas se hacen en forma continua, pero con intervalos constantes. Las sangrías se hacen cada 4, 6, 8 ó 12 hs. Otra manera de ver el funcionamiento del alto horno es por las corrientes que dentro de él se producen. Se tiene entonces:
1. Corriente Ascendente
Corte de un Alto Horno

11
E. E. T. Nº 466
Está formada por el aire que penetra desde la base y los gases que se forman en el interior debido a la combustión del coque. La masa de aire inyectado equivale a 4 a 5 kg por cada kg de coque. El volumen de aire insuflado por minuto en m³ equivale al volumen interno del alto horno. El oxígeno del aire forma primero CO2 (dióxido de carbono) que luego se combina con carbono libre en presencia de temperaturas mayores liberando CO (monóxido de carbono) El monóxido de carbono es el principal agente de reducción del mineral.
2. Corriente descendente La forman los materiales sólidos de las cargas (el coque, el mineral y el fundente) y posteriormente los
materiales líquidos provenientes de la transformación (escoria y arrabio) La velocidad de descenso es lenta, y en la medida que el material baja pasa por zonas de mayor temperatura.
Para mantener en funcionamiento un alto horno y para la producción de cada tonelada de arrabio es necesario disponer de los siguientes materiales:
1,9 t de mineral (riqueza: 65 %) 0,9 t de coque (combustible) 0,40 t de piedra caliza (fundente) 10 t de agua (refrigeración y otros usos) 30,5 t de aire equivalente a 2.700 m³
ZONAS Para entender mejor el funcionamiento
dividiremos el alto horno en seis zonas según su temperatura de funcionamiento: Zona I: Tragante y tercio superior de la cuba: Aquí se produce el precalentamiento de las cargas, eliminándose el agua higroscópica y de combustión. Zona II y III: Dos tercios restantes de la cuba y vientre: Se produce la disociación del óxido de carbono y comienzan las reducciones de los carbonatos, óxidos de hierro y licuación de las escorias. Se inicia además la fusión del hierro y simultáneamente su carburación. Zona IV: Comprendida dentro del etalaje: Se acentúa la fusión de las escorias, la del hierro y su carburación. Zona V y VI: En la parte superior del crisol se produce la combustión del coque, la desulfuración y la fusión total. Se separa la escoria del arrabio. En esta zona se produce un descenso de temperatura, debido a la absorción de calor exigidas por las reacciones endotérmicas vistas en zonas anteriores. La escoria de alto horno se separa por diferencia de densidad y en la masa de escorias continúa la eliminación del azufre. No sucede lo mismo con el fósforo, que su contenido en la masa metálica aumenta.
RÉGIMEN DE MARCHA DEL ALTO HORNO Según la composición del mineral empleado y los productos de adición cargado s (también se los
denomina “lecho de fusión”) se emplean distintos regímenes de marcha que se clasifican así: 1. Marcha Fría: En el etalaje se mantiene una temperatura baja. La fundición obtenida (arrabio) será
blanca. Contiene mucha cantidad de azufre, ya que éste no puede eliminarse, pues necesita gran cantidad de fundente (CO Ca3) y además se exige alta temperatura. El arrabio obtenido se utiliza para alimentar “convertidores” desulfurizantes como el Thomas.
2. Marcha Caliente: Se obtiene la fundición gris para moldeo y para el afino. No contiene azufre pero sí silicio que se incorpora al metal fundido.
12
E. E. T. Nº 466
3. Marcha Intermedia: Con esta marcha se obtiene una fundición con características mezcla de las dos anteriores. Se lo denomina arrabio atruchado, ya que es mezcla de la fundición gris con la blanca.
4. Marcha Seca: Es un régimen de marcha muy caliente. Da un arrabio muy impuro, exento de azufre, pero incluye Mn, Si, Cr, etc. Se lo utiliza para obtener fundiciones especiales como Ferro-manganeso, Ferro-silicio, Ferro-cromo que luego se utiliza en la fabricación de aceros.
PRODUCCIÓN DE SINTER Para el correcto funcionamiento del alto horno, es imprescindible que el aire insuflado por las toberas
desde la zona intermedia entre el crisol y el etalaje, pueda ascender para combinarse con el coque y generar la corriente ascendente de gases reductores. Esto se logra sólo si existe suficiente permeabilidad entre las materias primas que se cargan por el tragante. Los finos de todas esas materias primas obturarían esos canales de circulación de los gases, bajando notablemente el rendimiento de la producción de arrabio. Debido a esto las cargas deben tener una granulometría correcta, donde los finos quedan excluidos.
El proceso trata de hacer llegar el material compuesto por pequeñas partículas a la fusión incipiente, de modo que se aglutinen o peguen unas con otras. Se utiliza la absorción para que el aire que atraviesa la masa no “vuele” el polvo de finos, sino que al funcionar la cadena como un filtro, éstos quedan retenidos dentro de los carros.
El hecho de que estos productos presenten tamaños pequeños, no es impedimento para utilizarlos, pero previamente deben ser aglomerados en un producto de tamaño mayor, que es precisamente el “Sinter”. Es decir el sinter está compuesto básicamente, por las mismas materias primas cargadas en el alto horno, y en las mismas proporciones. En cada proceso que acompaña al del alto horno se generan finos de materias primas. Éstos son recuperados y llevados a distintos silos dentro de la planta de sinter.
El proceso de sinterización se describe de este modo: 1. Un molino de barras muele el coquecillo con una granulometría de 0-3 mm. Este producto, se
convertirá en el combustible del proceso de sinterizado 2. Por cintas transportadoras se envían los productos almacenados en los silos, con la proporción
correcta, a un mezclador giratorio de paletas, donde el material además de mezclado se lo humecta, para lograr que las partículas se adhieran una con otra formando una masa con cierta permeabilidad, necesaria para que se logre el objetivo de absorción.
3. Este material es transportado a los carros de la cadena de aglomeración, para su transformación en
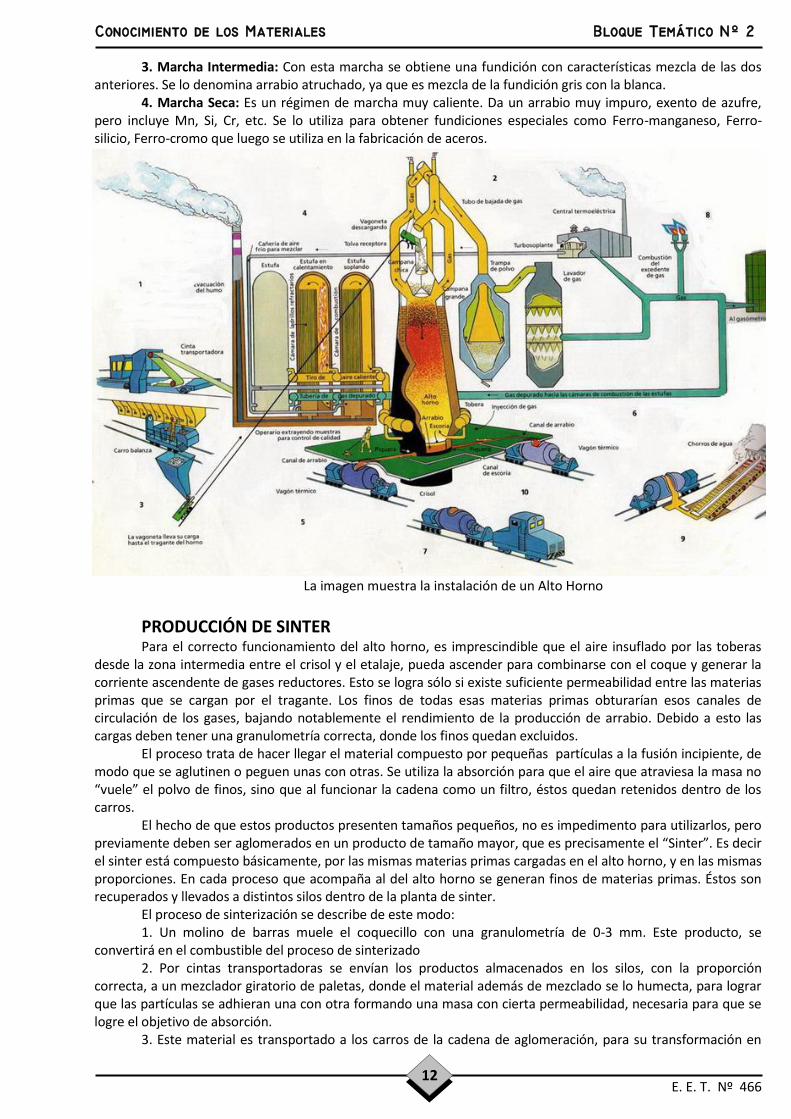
La imagen muestra la instalación de un Alto Horno

13
E. E. T. Nº 466
Sinter. 4. Antes de ser depositados sobre la cadena de carros, a éstos se los cubre con una capa de sinter de
aproximadamente 25 mm de es pesor, con el objeto de proteger sus fondos. 5. Estos carritos en su avance, pasan debajo del horno de encendido que consta de 36 quemadores, que
elevan la temperatura a 1200ºC, provocando la ignición de la capa superior del material depositado en los carros. 6. Seguidamente, la cadena pasa por la zona de absorción de 72,5 m² de superficie, donde grandes
extractores de aire, fuerzan el aire a atravesar toda la masa del producto depositado. El caudal de aire que atraviesa la masa es de 6.500 m³/min. Una vez que el aire pasó se depura, separando el polvillo arrastrado, con cuatro ciclones. La función del aire atravesando el material, es de propagar el frente de combustión desde la superficie del carro hasta el fondo. El fondo no necesita ser aglomerado porque ya está sinterizado, (se cargó antes de depositar el material sobre el carro), por este motivo el fondo queda protegido de las altas temperaturas.
7. Cuando los carros han recorrido el trayecto horizontal superior de la cadena, esta comienza a girar, y el material cae como si fuera el extremo de una cinta transportador a. Allí se encuentra emplazado un quebrantador que rompe en trozos más pequeños.
8. El material caliente va hasta un enfriador circular que reduce lentamente la temperatura, para evitar fracturas. Este enfriado se realiza por medio de dos.
9. El material enfriado pasa por una planta de clasificación según su granulometría, para ser enviado posteriormente al alto horno o al silo de fino, según su tamaño.
La Imagen muestra la Planta de Sinter
OBTENCIÓN DE HIERRO ESPONJA - MÉTODO DE REDUCCIÓN DIRECTA De manera resumida se puede definir al Hierro Esponja como la reducción de un óxido en estado sólido
elevando su temperatura pero sin llegar a la de fusión, utilizando para ello un elemento reductor que puede ser gas o carbono. El hierro esponja es un componente importante en la producción del acero. Este se obtiene en la planta de reducción directa a partir de la reducción del mineral de hierro que llega en forma de “pellets”.
Se lo denomina hierro esponja porque al extraerle el oxígeno al mineral de hierro se obtiene un producto metálico poroso y relativamente liviano. La materia prima para la obtención del hierro esponja es el mineral de hierro (óxido de hierro).

14
E. E. T. Nº 466
En los hornos rotatorios se reduce el mineral de hierro, liberándolo del oxígeno gracias a la acción del carbón, para así transformar la mayor proporción del hierro a su estado metálico y utilizarlo en el horno eléctrico como carga metálica en la fabricación del acero, con la ventaja de obtener un producto con menor cantidad de residuales y mejores propiedades.
El elemento reductor es el carbón. Con ello se eleva el porcentaje de contenido de hierro y permite así utilizarlo en el horno eléctrico. La planta de hierro esponja de la figura está compuesta de dos hornos rotativos que producen 45.000 toneladas cada uno, por lo que su producción total será de 90 mil toneladas anuales.
El proceso de producción de hierro esponja se lleva a cabo en un horno tubular rotatorio inclinado tipo "kiln" en donde las materias primas como el hierro, carbón y caliza dolomítica son alimentadas bajo una dosificación predeterminada y una vez mezcladas son cargadas por un tubo directamente al horno. Después de secada y precalentada, la mezcla alcanza la temperatura de reducción la cual se efectúa por medio del monóxido de carbono suministrado a partir de la reacción del carbón bituminoso con el oxígeno del aire que se insufla con un control estequeométrico muy riguroso.
La temperatura requerida por el proceso se alcanza y controla, por una velocidad predeterminada de la reacción de la combustión del carbón y la inyección del aire a través de los ventiladores dispuestos a lo largo del horno rotatorio, por este motivo se debe garantizar también una alta hermeticidad del horno respecto al ambiente exterior, para conocer en todo momento cual es el nivel de ingreso de oxígeno al ambiente reductor interno del horno.
¿Cómo se extrae el oxigeno del mineral de hierro? El mineral de hierro, junto con el carbón y la caliza ingresan a los hornos rotatorios en proporciones adecuadas mediante el uso de balanzas dosificadoras y el tiempo de permanencia en su interior se controla mediante la velocidad de rotación. El interior de los hornos está recubierto de material refractario para evitar las pérdidas térmicas.
Por efecto de la combustión controlada y de la temperatura alcanzada (aproximadamente 1000°C) se favorece la generación del monóxido de carbono, el cual permite la reducción del mineral de hierro. Para el control de la temperatura se dispone de 7 ventiladores a lo largo del horno y de un quemador central ubicado en la zona de descarga, los que brindan el aire necesario para la combustión del carbón y del gas natural inyectado como combustible. El hierro esponja obtenido pasa luego al enfriador rotatorio donde mediante un intercambio indirecto de calor con agua, se le disminuye la temperatura a aproximadamente 130 °C. Este enfriamiento provoca la estabilización del producto para que no reoxide en el manipuleo a que será sometido posteriormente. La separación entre hierro esponja y materiales no magnéticos es efectuado por sistemas de zaranda y separadores electromagnéticos, para obtener un producto listo para su carga a los hornos eléctricos. En algunos casos también es posible cargar directamente a los hornos eléctricos el hierro esponja caliente acompañado de los materiales remanentes, esta es una manera de aprovechar la energía térmica que lo acompaña acelerando su proceso de fusión.
El hierro esponja permite su utilización en el horno eléctrico como carga metálica en la fabricación del acero, con las ventajas consiguientes de ser un producto libre de residuales y un producto nacional que evita la importación.

![1â° material de apoyo bloque2 hugo-jromo05.com[1]](https://static.fdocuments.ec/doc/165x107/548785f0b479590f0d8b5450/1a-material-de-apoyo-bloque2-hugo-jromo05com1.jpg)
















