¡Bienvenidos! - Corrugandopdf.corrugando.com/CORRUGANDO-41.pdf · ¡Bienvenidos! Normas y Métodos...
60
Síganos en Corrugadores Latinoamericanos ¡Bienvenidos! Normas y Métodos de Contenedores Corrugados TAPPI Un líder regional Entrevista a Henry Yarhi Pág. 36 Flexografía y Tintas Optimice sus resultados Pág. 32 Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América. Edición XLI • Junio-Julio • www.corrugando.com Una imagen vale más que mil palabras Por el Ing. Fernando Solera Pág. 26 pag 14
Transcript of ¡Bienvenidos! - Corrugandopdf.corrugando.com/CORRUGANDO-41.pdf · ¡Bienvenidos! Normas y Métodos...

Síganos en Corrugadores
Latinoamericanos
¡Bienvenidos!
Normas y Métodos de Contenedores Corrugados TAPPI
Un líder regionalEntrevista a Henry YarhiPág. 36
Flexografía y TintasOptimice sus resultadosPág. 32
Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América.Edición XLI • Junio-Julio • www.corrugando.com
Una imagen vale más que mil palabrasPor el Ing. Fernando SoleraPág. 26
pag 14

FFG 920 PB
InovaBox
PrimaBox
PrimaBox
Bottom Printing &Vacuum Transfer
FFG 618 VTFFG 920/924 IT(VT)
Inova BP:1224/1228 1628/1632/1636
FFG 920 PCFFG 1224/1228 PC
Contact: Mr. Alejandro Tel.: +86-21-60898900; Cell: +86-13818914202 Fax.: +86-21-60898933
CORRUGATED PACKAGING INDUSTRY Machines Manufacturer, Solutions & Services Supplier
www.srpack.net [email protected]


Lecciones mundialistas
En el balompié, y en la vida misma, los partidos de fútbol tienen enormes significados, que traduciéndolos adecuadamente, nos pueden ofrecer un panorama casi en tiempo real para aplicar a lo interno y externo de nuestra vida, y generar óptimos resultados.
En el campo de juego, los que ga-nan no son los más fuertes, sino los que saben encontrar las debilidades de su rival, magnificarlas y superar-las. En nuestro ámbito, conocer el entorno nos hará más fuertes, para anticiparnos y tomar decisiones que nos permitan alcanzar mayores y mejores resultados en el tiempo.
La mejor alineación no se constru-ye con unos cuantos jugadores, sino con un verdadero equipo que a base de esfuerzo y trabajo conjunto, construye jugadas, disfruta y valo-ra la posición y la función de cada uno de sus compañeros de juego. Cuando aprendemos a trabajar en equipo, generamos valor, identidad, ese sentido de pertenencia que nos hace ser mejores, compartir y alcan-zar nuestros objetivos.
Siempre hay que contar con un ar-mador, ese jugador analítico y rápi-do que crea, organiza y genera las jugadas necesarias para alcanzar el objetivo: ganar, hacer goles. En cual-quier empresa, el buen líder articula las piezas necesarias, y traza la ruta hacia donde queremos visualizar-nos a corto, mediano y largo plazo. Con convicción, guía, instruye y ante
todo construye un equipo ganador.
La mejor defensa, junto con el ar-quero, cuida la portería, se pone la camiseta y con hidalguía defiende, corre, se suda y se rasga las vesti-duras por darlo todo en la cancha, por su equipo. Si no amamos lo que hacemos, si no lo disfrutamos, si no lo valoramos, no podemos lograr que nuestros colaboradores asuman esa pasión por la excelencia, como si fuera su propia empresa, esa que nos hace crecer, nos reta y contribu-ye a diario a que seamos mejores, cada día, como profesionales e indi-viduos.
Es posible lograr resultados en el tiempo, pero eso implica primero disposición, planeación, trabajo, es-fuerzo, disciplina, pasión por el tra-bajo y por la camiseta.
Hoy escribo mi último editorial como presidente de Acccsa; un ciclo que se cierra tal y como lo indican los estatutos de nuestra asociación; una labor que durante estos cuatro años ha sido de grandes enseñanzas y sa-tisfacciones en un sector pujante y fascinante, el cual todos los días nos brinda la oportunidad de ser mejo-res.
Agradezco a todos los que me acompañaron en este trayecto que la vida me ha permitido desarrollar, a un equipo de trabajo comprometido, a mis compañeros de junta directiva, al staff de Acccsa por su contribu-ción y apoyo durante este período, a nuestros proveedores y amigos; y un especial agradecimiento a nuestros patrocinadores, que siempre han es-tado ahí, para el crecimiento de esta gran industria cartonera latinoame-ricana. En estos años, trabajamos para fortalecer nuestro medio de comunicación: Corrugando, nuestras capacitaciones y nuestras conven-ciones, que año tras año han sido realmente exitosas, como eventos internacionales generadores de va-lor; y esperamos que sigan fortale-ciéndose en el futuro.
Muchas gracias a cada uno de uste-des. Es una gran alegría cerrar esta etapa como anfitrión en Cartagena de Indias. ¡Bienvenidos a nuestra XXXIV Convención & Feria Interna-cional!
César Valencia, Presidente Junta Directiva
Acccsa
-4- Edición XLI
NoticiasEditorial


Noticias 8• Una gran mujer• Productividad al 100% • Ingenio al máximo
EdiciónXLI•Junio-Julio•www.corrugando.com
Convención 14• Bienvenidos Corrugadores
Latinoamericanos
Gerencia 22• Enfrente los cambios
Competitividad 26• Una imagen vale más
que mil palabras• Optimice sus resultados
Negocios 40• Más adaptativo ¡Hágalo!
Capacitación 44• Normas y métodos de
contenedores corrugados
Índice
-6- Edición XLI
GerenciaÍndice
OficinasCosta RicaTelf: 506+25 88 24 36 / 25 88 24 37Fax: 506+ 25 88 24 38ApdoPostal:681-1260PlazaColonial,Escazú,SanJosé,CostaRica
Corrugando es el órgano oficialde la Asociación de Corrugadores del Caribe, Centro y Surámerica(ACCCSA). Es editado por ACCCSARevistayPublicacionesS.A.Sepro-híbe la reproducción total o parcial delapublicaciónsinlaautorizaciónexpresa de sus editores. Todos los
derechos reservados.
Los artículo publicados son respon-sabilidad de sus autores, no nece-sariamente reflejan la opinión deACCCSA.Corrugandoesunamarcaregistrada.
EditoraMa. Martha Mesén [email protected]
Asesor técnicoIng.AlbertoV.Herazo
Publicidad y SuscripciónNicolás [email protected]
Producción General:Altea Comunicació[email protected]
Corrección filológica: DanielGarroSánchez
Diseño: Krystel Chacón Quesada
Colaboradores:German RetanaJuanCarlosEichholzFernandoSolera
Créditos
Síganos en
Corrugadores Latinoamericanos
Consejo EditorialJunta Directiva AcccsaPresidente: César ValenciaVicepresidente: Eugenio ChateletTesorero: Augusto TejeiraSecretario:EduardoNavarroFiscal:AméricoHernández
Director [email protected]
Directora de OperacionesLicda. Paola Rímolo [email protected]

-7-

Una gran mujerDe múltiples facetas, supo consolidar junto con su esposo un gran sueño, que a la fecha trasciende diversas latitudes.
Katherine Hodges Harper fue una mujer ejemplar que con su emprendedurismo se abrió ca-mino en diversos ámbitos em-
presariales, políticos y sociales, en los que siempre dejó una huella a su paso.Fue un 23 de agosto de 1933 cuando la señora Harper vino al mundo. Su infancia la pasó en su casa ubicada en Charlotte y en el restaurante que tenía su padre. Posteriormente se graduó en la O’Donoghue Catholic High School en 1951, y tiempo después se reunió con Ron Harper, quien era el amor de su vida.Ambos se complementaron muy bien, tuvieron cinco hijos y se dedicaron a construir lo que constituye hoy su gran legado: Harper Corporation of America, que abrió sus puertas en 1971 como una empresa dedicada a la fabricación, la cual primeramente se afianzó en Charlotte, Carolina del Norte, y luego expandió sus fronteras.En ella, la Sra. Harper se desempeñó como presidenta por treinta y seis años
hasta su retiro en el 2006. Los esposos Harper formaron además una empre-sa en conjunto: Harper/Love Adhesi-vos Corp., así como Harper Machinery Corp., la cual vendieron en 1989. Siem-pre trabajaron de la mano, haciendo equipo y buscando la excelencia en todo lo que emprendían. Quienes conocieron a la Sra. Harper, señalan que fue una mujer dedicada a su familia, a sus negocios y a ayudar a otros.
Polifacética y filantrópicaDurante su carrera, Katherine Hodges Harper condujo y formó parte de mu-chos consejos, comités y asociaciones técnicas flexográficas, y fue muchas veces la primera mujer en liderarlos. En 1999, la publicación The Business Jour-nal la reconoció como Mujer de Nego-cios del Año.
También trabajó en el gobierno de ese país, durante mucho tiempo. El apoyo
que brindó a diversas entidades e ins-tancias se evidencia en los lugares e ini-ciativas que llevan su nombre, como el Fondo de Becas Harper y el Museo de Flexografía Harper.
Fue la primera mujer en presidir la Con-ferencia Internacional de la Asociación Técnica de la Industria de Pulpa y Papel. Fue galardonada con diversos premios y reconocimientos por su ejemplar tra-yectoria profesional, pero ante todo por su gran humanismo, que externó en to-das las áreas de su vida.
Ella partió hace unos meses; sin em-bargo, deja un legado de vida ejemplar y amor al prójimo en quienes la co-nocieron. En Acccsa lamentamos esta pérdida irreparable y enviamos nuestro abrazo solidario a sus seres queridos y a todos los colaboradores que confor-man Harper/Love Adhesives, empresa que por treinta y cuatro años ha apoya-do a esta organización y en especial a nuestro amigo, Augusto Cavallini.
En sus memorias, escribió que deseaba ser recordada como alguien que había vivido y compartido el amor de Dios en esta vida.
-8- Edición XLI
Noticias

-9-Asociación de Corrugadores del Caribe, Centro y Sur América
Noticias

Innovador sistema reduce el porcentaje de trim existente entre un 1% y un 5% o más, disminuye el número de cambios en la corrugadora y permite a sus clientes saber en tiempo real el estado de los pedidos y en qué punto de la producción se encuentran.
Más información: www.rtsystem.es
Productividad al 100%
Se trata de la nueva versión 2014 del programa EasyPro-duction desarrollado para Latinoamérica, el cual, basa-
do en tecnología PC-Topp, integra la planificación de la corrugadora y de las máquinas de transformación.Tiene la particularidad de que dis-pone de un retorno hacia el módulo ERP en tiempo real de planning de corrugadora y transformación, situa-ción de los pedidos y resultados de producción; y además la ventaja de que su tecnología permite conectarse a cualquier modelo de corrugadora, como BHS, Agnati, Fosber, Goepfert, Marquip, Mitsubishi y Simon. De acuerdo con datos arrojados por
un estudio que se efectuó en Europa, en los últimos cinco años, a partir de numerosas instalaciones de esta so-lución de software, se demostró que EasyProduction reduce el porcentaje de trim existente entre un 1% y un 5% o más. Teniendo en cuenta que en una empresa de fabricación de cartón ondulado aproximadamente el 50% de la facturación corresponde a gasto de papel, se reduce consi-derablemente el consumo de éste y por lo tanto el gasto de esta materia prima. Además, incrementa el ancho útil de onduladora y obtiene más m2 de producción. Otro de los resultados es que reduce el número de cambios en la corruga-
dora, lo que aumenta la productivi-dad. Al tener una visión conjunta de las combinaciones y del stock de pa-peles, se puede evitar los upgradings en la planificación de la corrugadora, reduciendo, por tanto, los sobrecos-tos de producción por la falta de pa-pel. Además, brinda la posibilidad de au-mentar hasta un 10% el flujo diario de cartón en la planta gracias a la dis-minución de combinaciones y cam-bios de ancho de papel en corruga-dora, lo cual permite que la velocidad de la corrugadora sea más alta y por lo tanto que aumente la producción diaria.
-10- Edición XLI
Noticias

100%
Sabía usted?
Que un elemento fundamen-tal para el éxito de la gestión en una planta corrugadora es la comunicación. Esta es un elemento clave para la armo-nización y consecución de los objetivos de la fábrica. Es ne-cesario reducir el trasvase de información vertical y fomen-tar la comunicación horizon-tal.
Para ello, todos los departa-mentos han de tener informa-ción detallada y actualizada de los pasos que ha dado, está dando y dará la fábrica en un periodo de tiempo determi-nado.
Fuente: Manual de Gestión de la Produc-ción de una Fábrica de Cartón Ondulado, AFCO.
¡Su opinión es muy importante para nosotros!Por favor envíenos sus comentarios, suge-rencias e ideas que nos permitan brindar un mejor servicio como asociación.
Nos interesa conocer lo que usted opina so-bre la Convención, sobre la revista y sobre la página web; pero ante todo, sobre cómo po-demos ayudarle en su quehacer diario.
Escríbanos, anímese.
Correo electrónico: [email protected]
Síganos en
Corrugadores Latinoamericanos
-11-Asociación de Corrugadores del Caribe, Centro y Sur América
Noticias

Potencializaron su versatilidad al máximo para generar productos innovadores y altamente creati-vos, a base de cartón.
Ingenio al máximo
La entrega de los Inca Di-gital Excellence Awards (IDEAs) 2014, fue un en-cuentro para darle rienda
suelta al ingenio; el embalaje se mezcló con numerosas formas para crear diversos conceptos donde los trabajos se evaluaron en función de la originalidad, la complejidad del soporte, la ca-
pacidad de materializar el diseño y el concepto, la impresión ge-neral, visual y estructural; y ante todo las ventajas para el cliente.Así se mostraron propuestas lla-mativas para escaparates, gran-des stands de ferias y otras ex-posiciones gráficas e interactivas. Algunas de ellas fueron:
PLV en 3D de Kolorcraf, en Rei-no Unido, fue uno de los ga-nadores, y mostró gráficos de escaparate del lanzamiento de la colección New Look Spring 2013. El producto es una com-binación de cartón con nido de abeja de 10mm y 18mm, cartón de display, cartón de caja e impreso, entre otros, y es fácil de montar para el clien-te, al venir en unidades planas mediante muescas.
Electroprint de Marruecos, otro de los ganadores, le apostó a un stand de grandes dimensiones construido como una pequeña ciudad medieval fortificada y con la típica arqui-tectura marroquí. Las piezas, impresas sobre Re-board de 16mm, se produjeron en me-nos de dos días y se diseñaron para montarse en menos de un día con las fijaciones míni-mas.
-12- Edición XLI
Noticias

Otra de las propuestas galardo-nadas en Expositor Interactivo, fue para Smurfit Kappa Irlanda, que mostró una solución innovadora que incorpora un elemento inte-ractivo para teléfonos y tabletas. El display se creó con Re-board de 16mm, al que luego se añadieron bandas con luces de leds.
Fuente: 3era edición de los Inca Digital Excellence Awards.
Este programa denominado GLR por sus siglas en inglés, reduce el desperdicio genera-do en las líneas de corruga-do. Para lograrlo el departa-mento técnico e ingeniería de procesos, hace un análisis completo de las oportunida-
des de reducción que existen. Un estudio en terreno con los involucrados en la producción de cartón. De manera que una vez hecho el análisis se da el respaldo por escrito de que se cumplirán las metas establecidas.
Con un acompañamiento que analiza las oportuni-dades de reducción del desperdicio existente, pro-grama busca la eficiencia en planta corrugadora.
Más información: www.el-corrugated.de
Paso a paso
-13-Asociación de Corrugadores del Caribe, Centro y Sur América
Noticias

¡Bienvenidos!corrugadores
latinoamericanos
La industria cartonera de la región se reúne en el mayor y más importante encuentro para estrechar relaciones, generar nuevas oportunidades y apren-der, durante tres días que constituyen una sumatoria significativa de valor.
Edición XLI-14-
Convención

-15-Asociación de Corrugadores del Caribe, Centro y Sur América
Convención

Conferencistas magistralesConferencista TemaAlberto BernalJefe de investigación de Bulltick Capital Markets, EEUU. Se desempeñó como economista jefe para Latinoamérica de Bear Stearns Inc., en Nueva York. Ha contribuido con la publicación de diversos documentos enfocados a estrategia de inversión y análisis Macroeconómico.
Contexto global y expectativas de comportamiento de los mercados del 2014 al 2015.
Fabio NovoaIngeniero Industrial de la Universidad de los Andes (Colombia) y Master en Economía y Dirección de Empresas por el IESE de Barcelona. Especialista en temas de Dirección Empresarial: gestión de la cadena de suministro, innovación, emprendimientos, visión estratégica de los servicios, negociación directiva, gestión de los procesos y reconversión de empresas..
De la Revolución Industrial a la era de la sostenibilidad.
Gustavo CedeñoM.Sc. Power Engineering del Brandenburgische Technische Universität (BTU), Cottbus, Alemania; experto en sistemas eléctricos de potencia, electrónica de potencia, mercados eléctricos, procesos de conversión de energía y energías renovables.
Eficiencia energética como estrategia para alcanzar la sostenibilidad en la industria de cartón.
Pedro MedinaEspecialista en Relaciones Internacionales, Economía, Historia y MBA de la Universidad de Virginia. La Revista Dinero lo reconoció como uno de los 20 empresarios del año y la Cámara de Comercio Colombo Americana como Colombiano Ejemplar. El Presidente Uribe y el Periódico El Colombiano lo reconocieron como Colombiano Ejemplar en la categoría Economía y Negocios.
¿Cómo embarrarla y ser feliz?
Juan Guillermo Castañeda. CEO Smurfit Kappa, The Americas. Ingeniero Industrial con Maestría en Administración Industrial de la Universidad de Purdue, Indiana. Ha estado vinculado al Grupo Smurfit Ka-ppa durante 30 años y actualmente es el CEO para Las Amé-ricas.
Abriendo el futuro en empaques.
Dr. Fernando Araujo Perdomo.Exministro de desarrollo en gobierno de Pastraná y exministro de relaciones exteriores en gobierno de Álvaro Uribe. Autor del libro “El Trapecista” en septiembre de 2008, donde narra las experiencias del secuestro y la forma como este delito afecta a las familias colombianas y a toda la sociedad.
El Trapecista: experiencia de un secuestro
Al más alto nivel
Edición XLI-16-
Convención

-17-Asociación de Corrugadores del Caribe, Centro y Sur América
Convención

Edición XLI-18-
Convención

No. de Stand Directorio Compañía
1 Marvi Internacional.
2-3 Grupo Sánchez
4-5 Al-Gar
6 Feltri Marone S.p.A.
7 Serra
8 Chimigraf
9 COPAR
10 PACKLAND LLC
11 Line-Text International
12 Corrugated Gear and Ser-vices Inc.
13 OM Partners
14 Rodicut Industry
15 Michelman.
16 Macarbox
17 Harper/Love Adhesives
18 Pamarco Global Graphics
19 Alliance Machine Systems Int.
20 Mühlen Sohn GmbH & Co KG
21 Systec Conveyors
22 Erhardt+Leimer Corrugated
23-35 Goettsch International, Inc.
24 BAVIERA STEAM SYSTEMS
25 Quimovil, S.A.
26 IGI LATAM
27 DuPont Packaging Graphics
28 Avista Solutions Intl.
29 Tiruña
30 NYE Lubricants/ TransAme-rica
31 RTS, Remote Terminal Sys-tem
32 EMMEPI GROUP
33 TecMaCart
34 Renova SRL
36 Escada Systems Inc.
37 BP Agnati
38-39 Dicar Inc
40 Shanghai Srpack Machinery Co., Ltd.
41 Guerola, S. A.
42-43 World Elastomers Trade S.L.
44 Tintas S.A.
45 Signode Mexico
46 KIWIPLAN INC.
47 EMBA Machinery AB
48-49 EZ Trading Service
50 BillerudKorsnäs
51 Stratis Pallets a Snyder In-dustries Company
52 Mastebre
53 INAUTEC S.L.
54 N.E. Engineering Spa
55 Isowa America
56-57 Ingredion
58-59 Container Graphics
60 Global Equipment USA Ltda.
61-62 Global Trading Services, Inc.
63 BHS Corrugated
64 Forest Fibers Inc
65 Bobst
66 Samuel Strapping
67 ISOGAMA
68-69 Tien Chin Yu Machinery
70 Fosber
71 Gequímica S.A.
72 IDM TEST
Empresas expositoras participantes
73 Double E Company LLC
74 Hewlett Packard Colombia
75 MarquipWardUnited
76 TJ Corpac International Inc.
77 TECHLAB SYSTEMS S.L. - TLS
78 Terdeca Rolls
79 C.U.E. Inc
80 PROYSA
81-82 EAM-MOSCA CORP
83 Hycorr LLC
84 Globex Trading
85 Boix Maquinaria S.L.
86 Corrugated Technologies Inc.
87 Corrugated Replacements, Inc.
88 Absolute Engineering
89 Alpine Corrugated Machi-nery Inc
90 DOR-Carmel Resins LTD
91 POWERFLUTE
92 Policart Anvil Convers
93 B.C.S, AUTOBOX UK
94 Corrugando
95 APEX Latin America
96 Fomat S.R.L.
97 Powerhouse Boiler Equip-ment
99 DF Services
100 Automated Conveyor Sys-tems, Inc.
101 Colorquimica S.A.
102 Re Controlli Industriali
-19-Asociación de Corrugadores del Caribe, Centro y Sur América
Convención

• www.corrugando.com
Revista Oficial: Aerolínea oficial
Nuestro agradecimiento a las compañías corrugadoras de Colombia y a nuestros socios estratégicos las empresas proveedoras por su contribución en la realización de la XXXIV Convención ACCCSA 2014.
Our appreciation goes to the corrugating companies and suppliers that have kindly sponsored this Convention.
Edición XLI-20-
Convención


Enfrente los cambios
Por el Dr. German Retana Consultor de negocios
y profesor del [email protected]
¿Sabía que mientras no se acepte que es preciso transformar algo y que ha llegado el momento de actuar de otra forma, no habrá manera de obtener resultados diferentes?
-22- Edición XLI
Gerencia

Toda persona que desee mejorar su desempeño transitará por tres fases: tomar conciencia, asumir
la responsabilidad y entrar en acción. Sin embargo, su proceso podría quedarse a medio cami-no debido a la aparición de tres peligrosos impedimentos que comparten la misma letra inicial: Indisciplina, Inconstancia e Incon-gruencia.
Tener profunda conciencia de la capacidad para aprovechar opor-tunidades, de la urgencia de cam-biar y de las consecuencias de seguir igual, es el detonante para madurar y crecer. Lástima que haya empresas que se empecinan en cerrar los ojos ante una nueva realidad circundante.
Si se logra dar el paso de la toma de conciencia, se llega a una en-crucijada: aceptar la responsabi-lidad de reaccionar, o soslayarla. No faltarán quienes prefieran es-perar que otros se hagan cargo de la situación. Se puede tener conciencia pero negar la respon-sabilidad; o bien, creer que la suerte y el destino actuarán por su cuenta.
En la tercera fase se llega al momen-to crucial: entrar en acción. Pasar de la aceptación de la responsabilidad a la proactividad, es primordial para consolidar un cambio. De su con-tundencia dependen los logros, el éxito y la cosecha de los frutos de-seados. Aunque sobre la marcha se modifique lo planeado, lo relevante
es que las soluciones o los nuevos proyectos ya están en marcha.
Ahora bien, la Indisciplina hace fies-ta con quienes no cumplen lo pro-metido e irrespetan lo acordado. Su influencia provoca un divorcio frecuente entre lo que deben hacer y lo que hacen, entre lo formulado y lo ejecutado. La deslealtad a sus propias palabras crea un ambiente de improvisación, desorden e inse-guridad con respecto a la dirección a seguir.
La Inconstancia hace impredecible el mañana. Un día sí, otro no, y el que sigue tal vez. A su alrededor gobierna la incertidumbre, porque no se sabe qué esperar de los afec-tados por este mal hábito. Empie-zan proyectos pero no los llevan a su término; quizás nunca creyeron que podían alcanzar algo y pre-fieren achacar a otros las razones para no perseverar en el ritmo y el rumbo.
Por último, la Incongruencia es de-cepcionante porque se actúa pla-gado de paradojas, de conductas contradictorias y de inconsistencia en los criterios para juzgar situacio-nes y personas. Si las acciones visi-bles se contraponen entre ellas, el discurso lanza por el piso la credibi-lidad. Si se detenta una posición de liderazgo, este es un camino eficaz para perderlo.
¿Verdad que durante la lectura us-ted se evaluó en las tres fases y los tres impedimentos? ¿Cómo le fue?
En cambio, los que sí la asumen, toman control y son timoneros del rumbo propio, descartando regalarlo a terceros.
-23-



Una imagen vale másque mil palabras
Cuando escuchamos comentar sobre las normas ISO 9000, 14000 o 18000, de inmediato asociamos esta no-menclatura a la calidad, el ambiente, la seguridad y la sa-lud en el trabajo. Pero cuando nos hablan de la ISO 780 (Packaging pictorial marking for handling of goods), nos quedamos con la duda y muy pocas veces la asociamos con imágenes que normalmente vemos todos los días en las cajas impresas.
Por el Ing. Fernando SoleraAsesor de empaque - Corrugadora
de Costa Rica S.A. Miembro del Grupo CYBSA
-26- Edición XLI
Competitividad

Esta norma tiene que ver con los símbolos o íconos utilizados en la mani-pulación del empaque. Su fin es minimizar los daños que ocurren princi-palmente a lo largo de todo el ciclo de distribución, por mal manejo del empaque durante la carga y descarga.
Algunos de los íconos más repre-sentativos de esta norma son:
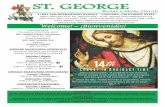
Por ejemplo, si vemos impresa en el empaque una sombrilla con una simulación de lluvia, in-mediatamente asociamos que la caja no debe recibir agua u humedad, ya que se dañaría irremediablemente el producto. Esta simple imagen nos previene y tomamos las precau-ciones del caso.
Este símbolo deja de lado cualquier barrera lingüística, y como indica el título de este artí-culo, “una imagen vale más que mil palabras”.
_kg
FrágilLímite de
apilamiento en kg
Proteger del calor Hacia arriba

Estos íconos deben ubicarse en al menos tres de las caras laterales, en la esquina superior izquierda, e impresos en color negro; su tama-ño debe ser de 100mm x 150mm o 200 mm, a menos que la caja sea más pequeña.
También existen otras normas im-portantes relacionadas con el em-balaje y que es importante conocer.
Norma ISO 3394 hace referencia a las dimensiones de las cajas master,
de los pallets y de las cargas pa-letizadas. Las dimensiones externas deben corresponder a una medida de 60cm x 40cm; y los pallets, de acuerdo al modo de transporte seleccionado, deben tener los si-guientes tamaños: para vía aérea, 120cm x 80cm; y para vía marítima, 120cm x 100cm.
Norma ISO 7000 se refiere a dife-rentes tipos de imágenes usadas convencionalmente para el rotula-
do de la carga a transportar. Esta identificación especifica caracterís-ticas físicas y químicas de la mer-cancía. Por ejemplo, el siguiente símbolo indica que el producto es explosivo. Las etiquetas deben tener la forma de un rombo con ángulos de 45° y dimensiones mí-nimas de 10cm x 10cm; la medida dependerá del tamaño del empa-que.Algunos elementos que debe tener la identificación del empa-
Explosivos
Asimismo, la Asociación Latinoamericana de Integración (Aladi), indica que el rotu-lado es la forma de identificar cada pieza de la carga, de manera que esta llegue al destino correcto en condiciones óptimas y evitar así inconvenientes al ser manipu-ladas.
¿Sabía usted?Que para la medición de las capas dañadas y fallos de empalmes, el carretillo de bobinas verificará que éstas no lleguen con más de tres capas dañadas.
Se dejará constancia documental y fotográfica para proceder a la consiguiente reclamación.
Durante el pelado de bobinas se tendrá mucho cuidado en no quitar más de dos capas de papel.
Se tendrá un procedimiento para el tratamiento de bobinas con daños importantes.
Será necesario disponer de una báscula adecuada para el pesaje, así como los carros adecuados para su recogida y transporte.Fuente: Manual de Gestión de la Producción de una Fábrica de Cartón Ondulado, AFCO.
No apilarLímite de
embalaje a apilar No usar ganchos Centro de gravedad
-28- Edición XLI
Competitividad


Fuentes consultadas:
● www.iso.org
● www.revistadelogistica.com/Sistemas_empaque_n3.asp
● www.gs1cr.org/index.php/gs1-costa-rica
● www.acccsa.org
● www.aladi.org
● www.wbasco.org
● www.c-tpat.com
● www.senasa.gov.ar/Archi-vos/File/File428-nimf_7.pdf
● www.afco.es
que, son: país de origen, íconos de manipulación (acorde con ISO 780), identificación de peso, número de envases, medidas externas de la caja, número de orden, destinata-rio, marca del fabricante o de quien envía la carga y quien la recibe.
Normas BASC (Bussines Alliance for Secure Commerce). Esta nor-ma ayuda a las organizaciones en el desarrollo de una propuesta de gestión en control y seguridad en el comercio internacional, que prote-ja a las empresas, a sus empleados y a otras personas cuya seguridad pueda verse afectada por sus acti-vidades.
Norma C-TPAT (Customs-Trade Partnership Agains Terrorism). Es una iniciativa antiterrorista de la Aduana de Estados Unidos que conmina a la industria a tomar me-
didas conjuntas a fin de evitar que la carga comercial sea contaminada con sustancias ilegales o no mani-festadas, armas, drogas o explosi-vos.
Norma de Armonización Dimen-sional de la FBA (Fibre Box Asso-ciation). Es un sistema de empaque modular para productos perecede-ros. De acuerdo con la Asociación Española de Fabricantes de Envases y Embalajes de Cartón Ondulado (Afco), no importa la procedencia del fabricante del embalaje; todas las cajas se pueden paletizar de manera conjunta, lo que mejora notablemente el sistema de logís-tica y almacenamiento de los pro-ductos.
R-87 o Reglamentación 87. Se apli-ca a los productos para venta en detalle, en lo relacionado a la des-
cripción del contenido de cada en-vase o paquete.
NIMF Número 15, Normas Interna-cionales para Medidas Fitosanita-rias. Se refiere al tratamiento espe-cial para la eliminación de insectos, hongos y nematodos con el que deben contar los embalajes de ex-portación (tarimas, embalajes). Esta norma describe las medidas apro-badas mundialmente para reducir en forma considerable el riesgo de dispersión de plagas. En resumen, nuestros clientes es-peran que la carga y el embalaje conserven su producto en óptimas condiciones desde que se despacha hasta que llega a su destino final. Por ello, el conocimiento que logremos transmitir de las diferentes normas sobre embalaje y transporte de carga logrará que nuestra relación comer-cial sea a largo plazo.
#15; en ella se identifica el fabricante de la tarima, código de país, lote de ma-dera tratada, mes de tratamiento y el logotipo de la Convención Internacional de Protección Fitosanitaria.
-30- Edición XLI
Competitividad


Optimice sus
resultadosCon una evolución que ha sido significativa a través de los años, el mayor reto del impresor flexo-gráfico radica en controlar el pro-ceso de impresión y los resultados. ¿Sabe usted cómo lograrlo?
Consciente de que el em-balaje es una herramien-ta de venta, mercadeo y exposición de un pro-
ducto, es fundamental contar con las mejores materias primas; esas que se convertirán en un aliado clave del proceso, para optimizar resultados.
Y es que si usted utiliza en planta papeles y tintas de mala calidad, o si la impresora está en una si-tuación mecánica inaceptable, va a afectar significativamente la calidad de impresión de cual-quier producto. Por lo que tener un exhaustivo control de calidad de cada materia prima, y sobre la interacción con el proceso de im-presión y el factor humano, cons-
-32- Edición XLI
Competitividad

tituyen parte fundamental dentro de todo este engranaje.
Para ello, es necesario conocer cómo interactúan cada uno de estos elementos y qué variables se presentan antes, durante y des-pués del proceso de impresión. Para determinar las necesidades a cumplir de cada empaque, es ne-cesario conocer el uso final que va a tener. ¿Qué voy a empacar? ¿Cómo lo voy a empacar? ¿Cómo lo voy a trasladar y en qué condi-ciones? Conocer todas las regu-laciones del lugar donde se va a procesar y donde se va a disponer del empaque.
Revista Corrugando conversó con Juan Bermúdez, vicepresidente de Ventas para Latinoamérica de Harper Corporation, quien lleva dieciocho años vinculado a la in-dustria de impresión flexográfica asesorando a impresores de cartón corrugado, etiquetas y empaque flexible; y Erasto Islas, ingeniero
químico industrial de profesión, con veinticinco años de laborar en la empresa Sánchez, S.A. de C.V., en la cual, desde el año 2005, se desempeña en el servicio técnico en la división de Tintas Líquidas, atendiendo los mercados de im-presión de rotograbado y flexo-grafia con tintas base agua y base solvente. Ambos serán instructores del próximo seminario que Acccsa impartirá sobre flexografía y tintas.
Ambos coinciden en que la evolu-ción que ha dado el sector en este campo ha sido significativa: se pasó de un proceso análogo a un proce-so digitalizado. Hoy, los programas de preprensa, los fotopolímeros y las tecnologías de punto, permiten impresiones con resolución, fide-lidad y contraste sin precedentes. Por su parte, los rodillos anilox han alcanzado niveles de precisión de transferencia de tinta que antes eran inalcanzables. Y las tintas han llegado a niveles de concentración
que permiten impresiones con co-lores vivos sin tener que recurrir a rodillos anilox con volúmenes ex-cesivos.
De manera que las impresoras han alcanzado un nivel tecnológico que permite un control del proceso de impresión y una reproducibilidad gráfica antes desconocida por los impresores de cartón corrugado. “A esto se suma al avance tecnoló-gico que han tenido las herramien-tas utilizadas para medir y contro-lar el proceso de impresión, y que permiten la cuantificación de dicho proceso y por ende su reproduci-bilidad con una precisión absoluta”, anota Juan Bermúdez.
Optimice sus
“Uno de los mayores retos con-siste en controlar el proceso de impresión y los resultados; lle-var el proceso de un nivel empí-rico a un nivel científico”, apun-ta Juan Bermúdez.
-33-Asociación de Corrugadores del Caribe, Centro y Sur América
Competitividad

Esto ha permitido no solo obtener mejores acabados, sino trabajar con insumos más amigables con el medio ambiente. Una tónica indis-pensable en estos tiempos.
Un peso pesadoEntre los insumos que más han evolucionado en las últimas déca-das, está la flexografía, uno de los sistemas de impresión con mayor avance tecnológico y que ha permi-tido dar saltos cuantitativos a través del sistema convencional (rodillo dador), el sistema de rasqueta y el sistema de cámara cerrada. Eso sin contar los avances en los rodillos de dosificación o rodillos anilox, con lineaturas más altas y volúmenes menores, lo cual ha demandado que las tintas deban tener mayor fuerza para lograr las mismas in-tensidades con aplicaciones de películas de tinta menores y tintas libres de pigmentos derivados de metales pesados; y además que cumplan con las regulaciones de cada localidad y las regulaciones internacionales.
En criterio del especialista, Erasto Is-las, muchos son los considerandos que se debe analizar para el logro de excelentes resultados en el ma-nejo de tintas durante el proceso de corrugado y durante la impresión. Siempre, antes de enviar una tinta a
la máquina, considere estar revisan-do la viscosidad de la tinta durante la corrida, ya que las variaciones de viscosidad influyen directamente en la tonalidad y en la calidad del impreso.
Considere también el sustrato a imprimir (kraft, liner moteado, liner blanco), el sistema de impresión (convencional, rasqueta, cámara cerrada), el lineaje y el volumen del rodillo anilox que se va a utili-zar. Toda esta información ayudará a determinar la concentración que debe tener una tinta para este apli-cador.
Asimismo, tome en cuenta el dise-ño de la caja: plasta, texto o línea, esfumados o selección de color. Y es vital conocer los procesos que vaya a atravesar la caja impresa posteriormente (parafinado), o la forma en que se vaya a almacenar y transportar (refrigeración, conge-lación, en húmedo, etc.).
“Al finalizar, los participantes ha-brán adquirido un entendimiento detallado de todas las variables involucradas en el proceso de la impresión flexográfica del cartón corrugado, y cómo el proceso de impresión depende de la cuantifi-cación y documentación de las va-riables involucradas para garantizar su reproducibilidad, calidad y renta-bilidad”, indicó Juan Bermúdez.
“Las tintas base agua son, en términos generales, amigables con el medio ambiente; y hoy la gran mayoría de impresores de cartón corrugado las utilizan. En mi opinión, utilizar cualquier material en el proceso de impresión, debe estar ligado a una conciencia de amistad y respeto con el am-biente”, menciona Juan Bermúdez.
Evite
Una gran oportunidad
De acuerdo con el especialista Juan Bermúdez uno de los errores más comunes que se comete en la im-presión flexográfica, tiene que ver con la reproducibilidad del color en la impresión. Una vez que la tin-ta ingresa a la impresora, la repro-ducibilidad del color depende, en gran parte, de la cantidad de tinta transferida al sustrato. Si la cantidad de tinta transferida no es suficiente, el tono de la tinta va a ser débil, e impedirá la reproducción del color deseado. ¿Cómo evitarlo? Los impresores de-ben tener probadores de tinta que les permitan correlacionar el color con el tono obtenido en la impre-sión, antes de imprimir. De esta for-ma, la impresora flexográfica no se convertirá en la probadora de tin-ta, lo cual le quitaría rentabilidad al proceso de impresión.
Con el fin de optimizar los procesos de impresión, en el mes de setiem-bre Acccsa realizará un seminario so-bre flexografía y tintas que desglosa las diferentes variables de la impre-sión flexográfica para analizar cómo interactúan e impactan al imprimir, dentro de un contexto de optimi-zación y estandarización a través de controles cuantificables.El seminario es totalmente interacti-vo y busca reforzar el proceso cien-tífico de la impresión, al introducir metodologías y herramientas que permiten el control numérico de la impresión.
-34- Edición XLI
Competitividad

Barras de control
Tome nota Sin barras de control, el proceso no es controla-ble porque no es cuan-tificable. Las barras de control permiten la cuan-tificación de las variables de impresión y por ende su reproducción.
FundamentalesLe permiten al impresor verificar distintos elemen-tos de la impresión, en lo referente a la impresión de sólidos, ganancia de punto, entrape, contraste y balance de grises.
UsosSe utilizan en la impresión de trabajos fotográficos o ilus-traciones, conocidos tam-bién como policromías, y su información debe coincidir con los parámetros estable-cidos en la huella dactilar de la impresora (fingerprint).
El Seminario de Flexografía y Tintas se desarrollará en Honduras, el 8 y 9 de setiembre del año en curso; y entre los temas que se abordará están los siguientes: a) interacción de la tinta con el sistema de impresión;b) barras de control para inspección en el proceso de impresión;c) interacción de la tinta con el rodillo anilox;d) características y control de calidad de la tinta para la impresión de corrugado en flexografia;e) almacenaje y control de los retornos de prensa.Para más información escriba a: [email protected]
Pensar verdeActualmente, las tintas utilizadas en la impresión de corrugado son base agua en su mayoría, y por lo tanto tienen una baja emisión de VOC’s (com-puestos volátiles orgáni-cos). Las tintas para su impre-
sión deben cumplir con las normativas locales e internacionales, así como las listas de exclusión de los principales consumi-dores de empaque.
Fuente: Juan Bermúdez, especialista de Harper Corporation.
-35-Asociación de Corrugadores del Caribe, Centro y Sur América
Competitividad

Un líder regional
Convirtió a su empresa, en una marca reconocida mundialmen-te, que lleva múltiples formas, ya sea para alimentar al mundo, para abastecerlo, para sorpren-der con sus envolturas de rega-lo o incluso embellecer con sus curvas cajas llenas de glamour y estilo dentro del fascinante mundo de la moda.
Sr. Henry Yarhi, Presidente Grupo SigmaQ
-36- Edición XLI
Perspectivas

regional
Un reto diario: “Me propon-go mejorar la empresa cada día y cada día me pregunto si lo he logrado.”
Con clientes internacio-nales por doquier, Gru-po SigmaQ juega en las grandes ligas del emba-
laje, gracias a la visión que le ha podido impregnar la familia Yarhi, al mando de su principal estrate-ga, el señor Henry Yarhi. De capi-tal salvadoreño, ha sabido trazar un curso de viaje para anticipar-se, reinventarse y olfatear nuevos negocios en diversas latitudes; y con treinta y cuatro años de estar a la cabeza de este grupo, su po-sicionamiento recorre cientos de países en el mundo.
Le hicieron honor a su nombre (la decimoctava letra del alfabeto griego, sigma) símbolo de inte-gración; han afianzado un equi-po de colaboradores que crece a todo nivel, y una visión empre-sarial que se traduce en apoyar a sus comunidades tanto en Guate-mala como en El Salvador, con la Fundación Sigma.
Corrugando entrevistó a este vi-sionario hombre para conocer su punto de vista sobre temas tan diversos como la competitividad
del sector, de la región y sobre todo mercados internacionales.
RC.- Como grupo empresarial, ustedes le han apostado a ir tras nuevos mercados. ¿Cómo los paí-ses latinoamericanos podríamos sacar partido de las tempestades que han atravesado los países eu-ropeos?
HY.- Es un buen momento para comprar equipos europeos, tanto usados como nuevos. Igualmen-te, podría ser un buen momento para adquirir empresas a un pre-cio bajo.
RC .- ¿Qué oportunidades pode-mos tener con Asia?
HY.- Conforme China se reorga-niza económicamente, sus costos de producción están subiendo en forma significativa, lo cual debería atraer mayor producción a la re-gión. Esto ayuda a los que produ-cimos empaques para la industria.
Sobre CentroaméricaRC.- Usted ha señalado en diversas instancias, la importancia de po-tencializar la integración regional. ¿Una estrategia macroeconómica, cuál sería? ¿Qué podemos hacer para fortalecernos como bloque y lograr mayor dinamismo económi-co?
HY.- Es necesaria una integración real, que sea parte prioritaria de la agenda para cada país centroame-ricano; esto levantaría significati-vamente el ritmo económico de la región y todos sus integrantes. Se requiere mejorar el corredor logís-tico regional, facilitar el comercio, homologar los criterios aduaneros y adoptar un compromiso legítimo en favor del proyecto del Mercado Común Centroamericano (MCCA).
En criterio del empresario, el pre-mio es muy grande, con un benefi-cio generalizado para los servicios, la industria, la atracción de la inver-sión extranjera, el comercio regio-nal, la generación de trabajo, los procesos de producción regionales y el beneficio fiscal regional. “Hay que recordar que Panamá ya inició el proceso de incorporación a la Integración Económica Centroame-ricana, y esto viene a proyectarnos como una región más interesante y atractiva para los negocios”.
-37-Asociación de Corrugadores del Caribe, Centro y Sur América
Perspectivas

Mayor competitividadRC.- Usted representa a uno de los mayores conglomerados industriales de la región. Según su experiencia, ¿qué nos está restando competitivi-dad?
HY.- Tenemos varios problemas es-tructurales: altos costos de energía, un mercado muy pequeño y poco integrado, al cual fraccionamos en cinco pequeñitos países (ahora seis, con Panamá); los costos de transpor-te son altos, y la inestabilidad política y económica hace difícil pensar en in-versiones a largo plazo.
A favor tenemos un territorio donde pasar de un océano al otro es fácil y corto, y el concepto de un corredor logístico es totalmente válido; tene-mos al Nafta como vecinos y el DR-Cafta; y si a mediano plazo se pudie-ran estructurar ambas zonas de libre comercio, tendríamos acceso al mer-cado más grande del mundo y logís-ticamente más cerca de nosotros.
RC.- ¿Cómo atraer mayor inversión a El Salvador? ¿Qué tipo de políticas hacen falta? Datos del Sieca señalan que su país crecerá poco con respec-to a otros países de la región (1,6% en 2014 y un 1,7% para 2015). ¿Cuál es su expectativa?
HY.- El Salvador tiene un crecimiento lento que se ha vuelto ya crónico, y no se ve cambio al respecto. La con-frontación entre la empresa privada
y el Gobierno está afectando mucho el clima de negocios y la atracción de inversiones. Recordemos que los inversionistas son muy nerviosos. No ayuda que varios de los índices económicos han retrocedido: la cali-ficación de riesgo del país, la deuda creciente, la inseguridad jurídica y la violencia.
Sin embargo, siendo positivos, no considero que sería muy difícil cam-biar la tendencia; esto se puede lo-grar llegando a un consenso nacional de trabajar unidos para un beneficio mutuo, de enviar las señales correc-tas a los inversionistas nacionales y extranjeros, facilitarles y asistirles en su búsqueda de la generación de ne-gocios.
De alto valorDesde su incursión, SigmaQ ha de-sarrollado una serie de iniciativas en responsabilidad social empresarial. Son conscientes del valor de sus cola-boradores, pero también del valor de ayudar a la sociedad que los acogió en su lecho y de apoyar a quienes vienen detrás.
“Tenemos la responsabilidad de apo-yar a nuestras comunidades. Fun-dación Sigma, tanto en Guatemala como en El Salvador, se enfoca prio-ritariamente hacia la niñez, en educa-ción, salud y cultura”, menciona el se-ñor Henry Yarhi, con treinta y cuatro años de estar al mando de SigmaQ, y quien considera que una de las ma-yores lecciones aprendidas, es que los años se pasan rápido.
Actualmente, SigmaQ se en-rumba hacia una mayor efi-ciencia de sus productos y sus procesos.En palabras de Yarhi, traba-jan con las entidades públi-cas para implantar las normas ambientales que van en in-cremento año tras año. 2013 representó para el grupo una inversión en mitigación de impactos ambientales, arriba del $1MM. Estas iniciativas van orientadas a reducir los desechos industriales y a re-ducir los consumos de insu-mos. “Entre los insumos más importantes está la energía, y efectivamente estamos traba-jando en varias alternativas, tanto de reducción del con-sumo eléctrico como la pro-ducción limpia, por ejemplo con energía solar. Aprobamos un proyecto piloto que se im-plementará este año y que podría darnos la pauta para una inversión más grande si se cumplen los supuestos”, apunta Yarhi.
Alternativas más verdes
Al consultarle sobre los mayores retos del sector cartonero: “Hay una so-brecapacidad con cua-renta corrugadores en el área”.
¿Un líder es? “Uno confía en un líder y lo admira. Uno lo sigue porque cree en la persona”. Henry Yarhi.
-38- Edición XLI
Perspectivas
-38- Edición XLI

-39-Asociación de Corrugadores del Caribe, Centro y Sur América
Perspectivas

¿Más adaptativo?
Hágalo
No se logra ni por arte de magia, ni tampoco de la no-che a la mañana. Tiene que ver con un cambio cultural que debe ser llevado ade-lante de un modo gradual; no como una revolución, sino como una evolución; no como un evento, sino como un proceso; no por decreto, sino por aprendizaje.
Por Juan Carlos EichholzProfesor de la Universidad Adolfo Ibáñez Fundador y director del Centro de Liderazgo Adaptativo. Socio principal de CLA Consulting
-40- Edición XLI
Negocios
-40- Edición XLI

“No son las especies más fuertes las que sobreviven, ni aun las más inteligentes, sino las más proclives al cambio”. El autor de esta frase es Charles Darwin, y la escribió pen-sando en los sistemas biológicos. La misma frase podríamos apli-carla, sin embargo, a los sistemas sociales, reemplazando la palabra “especies” por “organizaciones”.
En otras palabras, la única forma de mantenerse vivo, particularmente en mercados tan dinámicos como los actuales, es estando abierto al cambio, o, más precisamente, pro-vocando el cambio. De hecho, po-dríamos decir que la única ventaja competitiva en nuestros días es la habilidad que una empresa tiene para aprender más rápido que la competencia, entendiendo que no hay cambio sin un aprendizaje previo. Lo mismo es válido, dicho
sea de paso, para un país.
Por lo tanto, una empresa es más competitiva en la medida en que sea capaz de cambiar más rápida-mente que su competencia. Pues-to en otras palabras, se es más competitivo en la medida en que se es más adaptativo.
¿Y cómo se llega a ser más adapta-tivo? Tiene que ver con un cambio cultural que debe ser llevado gra-dualmente.
Cuando afirmo que las organiza-ciones tienen que cambiar, lo que en realidad estoy diciendo es que las personas dentro de ellas tie-nen que hacerlo. Por lo tanto, si las organizaciones son resistentes al cambio, es porque las personas lo son. ¿En qué se nota esto? En que existe una tendencia a no enfren-tar los problemas, eludiendo los desafíos y permaneciendo donde
se está, hasta que ya la situación se torne insostenible.
En una organización altamente adaptativa, la forma en que las personas se relacionan produce el fenómeno contrario: la permanen-cia es en sí misma un problema, lo que conlleva una natural predis-posición al cambio en todos los niveles.
¿Cuánto de estas características están presentes en su empresa? ¿Cuánto se podría mejorar? ¿Y si lo piensa con respecto a su equipo… o a usted mismo?
Seguramente hay espacios de aprendizaje que se pueden apro-vechar y cambios que se puede impulsar. El desafío es atreverse a hacerlo.
¿Más adaptativo?
-41-Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios

1. Se ponen los elefantes arriba de la mesa. Los asun-tos que generan conflicto, antes que transformarse en rumores de pasillo, se identifican y se conversan
en las reuniones. Como consecuencia, la organización hace frente a los pro-blemas, en lugar de evadirlos, y avanza más rápidamente.
2. Se construye un ambiente contenedor para el cambio. El foco no está en preservar un ambiente seguro, confortable y armonioso, sino más bien uno
que contenga la inevitable tensión asociada a los cambios. Como conse-cuencia, las personas no tienen temor a enfrentar los conflictos que son parte de toda evolución.
3. Se enfrentan los problemas difíciles; en lugar de evadirlos, o de atacar los síntomas, o de dar solucio-
nes superficiales, se busca enfrentarlos por la vía de llevar hacia adelante los cambios que se hagan cargo de las cau-sas, a pesar de la tensión que eso genera.
4. Se busca derribar los silos. Existe una responsabili-dad compartida por la organización, donde las perso-nas se sienten cómodas preguntando en otras áreas, dejando atrás el típico comportamiento aislacionista y de feudos. Como consecuencia, se desencadenan
dinámicas de colaboración e innovación, que desafían el estado actual de cosas y gatillan mejoras permanentes.
5. Se distingue a la persona del rol. En lugar de cul-parse unos a otros, llevando las diferencias al terre-no de lo personal, la atención se mantiene sobre el
problema mismo y lo que está detrás de él. Como consecuencia, se hace más fácil sostener el conflicto y progresar en la so-lución de los problemas.
6. Se protegen las voces de liderazgo sin autoridad. Las personas que toman riesgos inteligentes, en lu-gar de ser marginadas, son reconocidas; aun cuando el resultado no sea positivo. Como consecuencia, se aprovechan todos los talentos que tiene la compañía, porque son muchas las personas que se atreven a pensar, a opinar, a cues-tionar y a tomar la iniciativa; no solo las que están más arriba en la escala jerárquica.
7. Se ejerce liderazgo más allá de la autoridad. Existe un sistema abierto de influencia, que previene la de-pendencia en la autoridad, y donde el liderazgo se ejerce no sólo desde arriba hacia abajo, sino desde abajo hacia arriba y también horizontalmente. Como consecuencia, se tiene una organiza-ción viva, flexible, que va tomando las oportunidades que se le presentan, en todos los niveles y ámbitos.
8. Se busca involucrar y hacer responsable a la gente. Existe un fomento de las carreras individuales y de los planes de sucesión organizacional. Como consecuen-cia, la organización puede crecer rápida-mente, porque las personas pueden ser ascendidas o movidas a otras áreas sin dejar vacíos o pérdidas de aprendizaje en la que dejan.
9. Se crean espacios para subirse al balcón y mirar en perspectiva. El foco no está solo puesto en la tarea y en el hacer, sino que se equilibra con el reflexionar y el aprender, que son lo que lleva a generar los cambios cuando son necesarios.
10. Se trabaja con un sentido de propósito. Lo que más mueve a las personas a realizar su tra-bajo no es la remuneración que legítima-mente reciben por hacerlo, sino el poder realizarse de un modo integral a través de él, logrando aportar a otros y marcar una diferencia.
Atrévase¿Cuáles son las características de esas relaciones entre las personas, que, en definitiva, conforman los atributos de una organización adaptativa?
-42- Edición XLI
Negocios
-42- Edición XLI

-43-Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios

Normas y Métodos de Contenedores Corrugados TAPPI
T 403 mo-97
La información y los datos en este documento fueron preparados por un comité técnico de la asociación. El comité y la asociación no se comprometen ni se respon-sabilizan por el uso que se haga de esta información o estos datos, lo que incluye pero no limita cualquier compromiso o responsabilidad bajo patente, derecho de autor o las leyes secretas de comercio. El usuario es el responsable de determinar si este documento es la edición más reciente que se ha publicado.
-44- Edición XLI
Capacitación

6.4. Revise el estado de las superficies de sujeción. Las muestras deben revisarse frecuentemente en busca de abolladuras, arrugas o marcas que puedan indicar que las superficies de sujeción están en malas condiciones. Las mordazas se pueden examinar visualmente para determinar si tienen un desgaste excesivo que pueda afectar la presión de sujeción. Para revisar la uniformidad de dicha presión, puede usar un papel carbón entre las dos hojas de papel.
7. Recopilación de muestras y muestras de prueba Si el papel se prueba para evaluar un lote, obtenga una muestra según TAPPI T 400 “Recopilación de muestras y aceptación de un lote único de papel, cartón, cartón para cajas o producto afín”. De cada unidad de prueba, tome veinte muestras, de 62mm x 62mm (2,5” x 2,5”) cada una como mínimo. Evite áreas que incluyan marcas de agua, pliegues o daños
visibles. Identifique el lado del hilo de las muestras (ver TAPPI T 455 “Identificación del lado del hilo del papel”).
8. AcondicionamientoAcondicione y evalúe la muestra en una atmósfera de acuerdo a TAPPI T 402 “Atmósferas estándar de acondi-cionamiento y prueba para el papel, el cartón, las hojas de pulpa y productos afines”.
9. Procedimiento9. 1. Sujete una muestra asegurada en posición, trasla-pando la muestra en todos los puntos. Aplique la presión hidrostática como se especifica hasta que la muestra se rompa y anote la máxima presión registrada. Esté alerta a cualquier movimiento del margen de la muestra que no esté sujeto. Si hay deslizamiento, deseche la prueba y aumente la presión de sujeción. Si la muestra pare-ce tener un daño por un exceso de presión, deseche la
-45-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

prueba y reduzca la presión de sujeción.
9.2. Después de cada evaluación devuelva cuidadosa-mente el indicador de presión a cero.
9.3. Realice diez evaluaciones a cada lado del papel.
10. Reporte
10.1. Para cada lado del papel, reporte la resisten-cia al estallido en kilopascales (o en libras por pulgada cuadrada) como la media aritmética, corregida para cualquier error del manómetro, de tres resultados signi-ficativos. Incluya la cantidad de pruebas y la desviación estándar o, alternativamente, los valores máximos y mí-nimos de las pruebas aceptadas.
10.2. Si lo desea, puede reportar el índice de estallido (resistencia al estallido por gramaje). Se puede calcular de la siguiente forma:
10.3. El término “puntos” se usa con frecuencia en lugar de libras por pulgada cuadrada como una expre-sión para la resistencia al estallido del papel. Los resul-tados pueden reportarse de esta forma si así se desea.
11. Precisión11.1. Repetibilidad (en un laboratorio) = 22%.
11.2. Reproducibilidad (entre laboratorios) n = 28%; según las definiciones de estos términos en TAPPI 206 “Declaración de precisión para métodos de prueba”.
11.3. Los datos del Servicio de Colaboración para pruebas del programa anual 1994-1995 ofrecen los siguientes datos de resistencia al estallido (lista parcial según rango):
T 403 mo-97: Resistencia del papel al estallido Tabla 11. Datos de resistencia al estallido.
Tomado de los reportes no. 152-159 del Programa de papel y de cartón del Servicio de Colaboración para Pruebas de 1994 y 1995 que reflejan los análisis 304 (papel periódico), 305 (papeles para impresión), y 310 (papeles para empaque).
Se le advierte al usuario que estos datos de precisión están basados en pruebas reales en la fábrica, pruebas de laboratorio o ambas. No se sabe a ciencia cierta si las destrezas del personal o del equipo se optimizaron para la generación de los datos. La precisión citada ofrece un estimado de la variación típica de los resultados de las pruebas que puedan encontrarse cuando este método es usado en forma rutinaria por dos o más partes.
-46- Edición XLI
Capacitación

12. Vocabulario claveResistencia al estallido, papel, índice de estallido.
13. Información adicional 13.1. Fecha efectiva de emisión: 16 de noviembre de 1997.
13.2. Para propósitos de revisión, se puede usar las pruebas de estallido en papel aluminio. Los papeles alu-minio estandarizados para una presión superior aproxi-madamente a 800kPa (cerca de 115psi) pueden obte-nerse a través de varias fuentes.
13.3. Los términos que se usan para expresar el esta-llido incluyen:
13.3.
La razón de estallido se denomina algunas veces “pun-tos por libra”.
13.4. Métodos relacionados: ASTM D 774 “Métodos estándar de prueba para la resistencia del papel al esta-llido”; el australiano, APPITA P 403; el brasileño, BS 3137; el canadiense, CPPA D8; el francés, AFNOR 003 014; el ISO 27858 “Determinación del papel de resistencia al estallido”; y el escandinavo, SCAN P24 “Resistencia del papel al estallido”.
13.5. Las especificaciones de los métodos para eva-luar la razón de bombeo y de la presencia de aire en el sistema de expansión del manómetro, pueden encon-trarse en SCAN P24 “Resistencia del papel al estallido”.
-47-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

Humedad en la pulpa, el papel y el car-tón
1. Campo de acción e importancia
1.1. El siguiente procedimiento se aplica a la pulpa, al papel, al cartón y a los productos de cartón, excepto a los que contienen cantidades significativas de mate-riales distintos del agua, que son volátiles en tempera-turas más bajas de 107°C o se degradan por encima de 103°C. La humedad es importante por razones eco-nómicas y por su efecto en propiedades tales como la impresión, el encogimiento, la estabilidad dimensional, la resistencia física y la facilidad de corrida del papel..
1.2. Este método debe seguirse para:
1.2.1. Determinar la cantidad de humedad en un lote de pulpa, de papel o de cartón, como una humedad “tal como se recibió”.
1.2.2. Determinar la cantidad de humedad en las ca-jas para embarque.
1.2.3. Calcular los resultados de análisis del contenido de humedad en el peso original de la muestra.
2. Aparato2.1. Recipiente de ponderación: para muestras peque-ñas, una botella de ponderación de boca ancha con un tapón de vidrio de 65mm de diámetro aproximadamen-te y de 45mm de altura. Para muestras más grandes, use un recipiente de metal hermético u otro recipiente hermético (que no sea receptor de humedad), que esté equipado, de preferencia, con una canasta de alambre que se pueda sacar, y de un tamaño que permita aco-modar las muestras sin que queden muy apretadas.
2.2. Horno de secado: temperatura constante, con medios para garantizar un control adecuado de la tem-peratura a 105:t:2°C con libre acceso de aire.
2.3. Balanza: con una precisión de 1mg, para pesar las muestras de 2g o menos; con una precisión de 0,05% del peso original de la muestra.
3. Recopilación de muestras3.1. Para la pulpa, recopile las muestras de acuerdo a TAPPI T 210 “Recopilación de muestras y prueba de las remesas de pulpa de madera para determinar la hu-medad”.
3.2. Cuando recopile muestras de una remesa para determinar la humedad, tenga mucho cuidado de evitar
Nota 1: Existe peligro de un sobreca-lentamiento local si las muestras se exponen a los rayos directos de los elementos de calentamiento sin una cubierta protectora.
Estándar oficial:Estándar sugerido:Método Oficial Prueba:Revisado:RevisadoCorregido©Tappi
1926196919831990199419971994
Referencias1. Tuck, N.G.M., and Mason, S.G., “Some Factors Influen-cing the Accuracy of Mullen Testers”. Pulp Paper Mag. Canada 50 (11): 132 (1949).
2. Tuck, N.G.M., Faichney, L.M., and Mason, S.G., “The Dynamic Calibration of Maximum-Reading Pressure Ga-ges”. Pulp Paper Mag. Canada 54 (5): 102 (1953).
Se le solicita con toda seriedad sus comentarios y su-gerencias sobre este procedimiento; favor enviarlos al Administrador de Operaciones Técnicas de TAPPI
T 412 mo-94
-48- Edición XLI
Capacitación

cualquier cambio en el contenido de humedad. Para el papel y el cartón, recopile las muestras de acuerdo a TAPPI T 400 “Recopilación de muestras y aceptación de un lote único de papel, de cartón, de cartón para cajas o producto afín”.
3.3. Para determinar la humedad en las cajas, corte muestras de las secciones que no estén selladas y de las secciones sin impresiones.
4. Muestras de prueba 4.1. Para determinar la humedad en un lote de pul-pa, de papel o de cartón, obtenga un duplicado de las muestras de prueba.
4.2. Precauciones generales: no use las manos descu-biertas para manipular las muestras. Manipule las mues-tras y los recipientes de ponderación con unos guantes de hule o de polietileno que estén limpios y secos, o con
herramientas; y tan pronto como obtenga la muestra, colóquela en el recipiente de peso conocido y ciérrelo inmediatamente. Si se presenta un retraso de aunque sea unos cuantos segundos para hacer la transferencia, mantenga cubierta la muestra por ambos lados con va-rias de sus capas adyacentes hasta que esté lista para colocarla en el recipiente. A menos de que la muestra se vaya a diseminar luego en el horno, evite llenar mucho el recipiente.
5. Procedimiento 5.1. Para muestras grandes (50g):
5.1.1. Pese cada muestra al 0,02 más próximo en un recipiente cerrado. Solamente si el recipiente tiene una canasta removible, saque la muestra del recipiente, y dispérsela en una bandeja de una malla de alambre para permitir la circulación libre del aire alrededor de la muestra.
-49-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

Métodos e instrumentos de prueba para el Cartón Corrugado
Fascículo VICapítulo 10
Instrumentos de laboratorio para la industria del cartón corrugado
Métodos de laboratorio estándaresLos métodos de laboratorio estándares tienen ya una larga tradición en la industria papelera. Ya a principios de este siglo se observó que existía la necesidad de estandarizar los diferentes métodos utilizados para caracterizar al papel. El ensayo de resistencia al estallido según Mullen, por ejemplo, se estandarizó como el primer método de ensayo de la TAPPI en 1917. Hoy existen alrededor de diez instituciones de normalización comprometidas para normalizar los métodos de ensayo. El número de métodos de ensayo estandarizados ha aumentado también proporcionalmente, de forma que la situación, en algunas ocasiones, puede parecer confusa y difícil de manejar. No hay duda de que los métodos de ensayo estandarizados son necesarios como elementos de conexión entre el vendedor y el comprador con el fin de generar confianza mutua. En el campo de la investigación, los métodos de ensayo estandarizados constituyen también una condición previa para el intercambio de conocimientos. Sin los métodos de ensayo estandarizados, la comprensión del mercado papelero sería completamente imposible.
Métodos de ensayo de simulación frente a métodos de ensayo físicosLa existencia de gran número de métodos de ensayo tiene su explicación por el hecho de que muchos métodos son de simulación, esto es, el ensayo busca imitar cómo se comportaría el producto de papel durante su uso. Esto facilita un gran campo para la existencia de un alto número de métodos de ensayo, en principio tantos ensayos como áreas diferentes de utilización de los productos del papel, lo cual es una consideración desconcertante y no justificable.
Si, por otro lado, nos limitáramos a la medición de propiedades físicas individuales, nos quedaríamos restringidos a unos pocos métodos; pero, ¿pueden los transformadores del papel y los usuarios finales quedar satisfechos solo con las propiedades puramente físicas? ¡Probablemente no! Desde el punto de vista del transformador y del usuario final, el comportamiento del material es más interesante que sus propiedades. Necesitamos por tanto ambos métodos, los físicos y los de simulación, con el fin de ser capaces de comunicar
-50- Edición XLI
Capacitación

adecuadamente cuáles son las propiedades del papel o de un producto del papel.
Es independiente si hablamos de ensayos de simulación o de propiedades físicas; lo que midamos debe ser de relevancia. Este es un criterio extremadamente importante y significa, en pocas palabras, que lo que midamos ha de ser relevante para el producto, tanto como información acerca del proceso de fabricación como información acerca de cómo se comportará el producto en la transformación o en su empleo final.
Los buenos métodos de ensayo requieren buenos instrumentos de ensayoUn buen método de ensayo, además de satisfacer el criterio básico de ser relevante, debe medir lo que intenta medir, debe ser preciso y reproducible, y debe ser sencillo y rápido de realizar. Por lo tanto, los fabricantes de los instrumentos de ensayo para el control de calidad de un producto tan complicado como el papel se exponen a peticiones amplias pero justificadas.
Que el método de ensayo mida realmente lo que pretende medir no es siempre tan evidente como parece. Existen muchos ejemplos donde la norma publicada ha pasado por altos requerimientos esenciales con relación al diseño del instrumento de ensayo o a su manipulación. Puede estar relacionada con las tolerancias de medición que afectan a la pieza sometida a ensayo, como por ejemplo en el ensayo ECT, donde son extremadamente críticas determinan por completo el resultado del ensayo.
Tampoco es siempre fácil satisfacer el requerimiento de que el método deba ser preciso y reproducible. Muchos métodos son subjetivos o se ven afectados por la capacidad del operador de llevar a cabo el ensayo de un modo uniforme. Demasiado a menudo, las diferencias en los resultados aparecen entre operadores diferentes. En particular, determinados instrumentos de laboratorio manuales ya antiguos exigen esfuerzos poco razonables al personal de laboratorio. Un ejemplo es la medición de la fricción.
El requerimiento de que el método sea sencillo y fácil de realizar está cada vez más enfatizado. Todos sabemos que los costos de inversión para aparatos de laboratorio son insignificantes en comparación con los costos inmobiliarios y operativos. El precio de compra de los instrumentos de laboratorio es, por lo tanto, de importancia secundaria en la economía total. Lo importante es que dichos instrumentos de laboratorio lleven a cabo los ensayos deseados de una forma racional y precisa, en función de las normas prescritas. A menudo se invierte grandes sumas para justificar el
riesgo de tener que desechar un envío completo o de tener que cubrir reclamaciones costosas por culpa de instrumentos de ensayo deficientes. Únicamente los instrumentos de laboratorio de la mejor calidad y el mejor rendimiento serán satisfactorios.
¿Qué necesita medir el fabricante de cartón corrugado?La elección del método de ensayo no puede generalizarse de forma que se adapte a todos los fabricantes de cartón corrugado, pero por supuesto debe ser capaz de adaptarse a las diferentes condiciones que prevalezcan. Sin embargo, puede brindarse consejos de tipo general en relación a la estrategia de ensayo de laboratorio en el caso del cartón corrugado y sus componentes.
El problema puede estructurarse de muchas y diferentes maneras. Un método general que parta de las propiedades deseadas del producto final, debe seguir los diferentes pasos de transformación y fabricación hasta las propiedades que deben tener el liner y el fluting con el fin de obtener un buen resultado. Ello incluye tanto los requerimientos de capacidad de ejecución en las máquinas de transformación y embalaje, como las propiedades de servicio del producto, desde el punto de vista de la resistencia y desde su función de transmisor de la información.
Estación de trabajo Autoline 300: el laboratorio informatizado para el cartón corrugadoEl laboratorio informatizado es desde hace mucho tiempo un concepto ya existente en la industria papelera. Ya en 1967, Lorentzen & Wettre entregaron el primer laboratorio informatizado Autoline. Desde entonces, Autoline ha pasado a ser un concepto y un sinónimo de última tecnología para los sistemas de laboratorio destinados al ensayo de papel.
Las demandas cada vez mayores sobre la capacidad de los laboratorios papeleros para generar datos de ensayos estandarizados precisos, han sido satisfechas, gracias a la rápida evolución de la electrónica y la tecnología informática, con instrumentos de ensayo modernos en combinación con Autoline. Lo que en los años setenta era posible solo para las grandes unidades de producción, ahora es una realidad para todos, para los fabricantes y transformadores de materia prima, grandes y pequeños. Hoy la pregunta es, en este caso, hasta qué punto podremos permitirnos dejar de realizar ensayos y hasta qué punto podremos permitirnos llevar a cabo ensayos sin la ayuda de la informática.
Los requerimientos de un sistema Autoline que deba satisfacer las necesidades de los fabricantes de materia prima y de la industria del cartón corrugado son
-51-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

Los requerimientos de ensayo básicos para los materiales del liner y del fluting:
Los requerimientos para el cartón corrugado:
Los requerimientos para el producto terminado ensayo de compresión de la caja, BCT Dimensiones;
aparición de pliegues;
aparición de elementos en cola de milano.
test de aplastamiento de borde, ECT;
test de aplastamiento plano, FCT;
rigidez a la flexión;
ensayo de resistencia al estallido;
test de adhesión de pin (PAT, pin adhesion test);
test de energía del punzonado;
alabeo;
espesor;
absortividad del agua, Cobb;
calidad de la impresión;
superficie ondulada.
test de compresión en corto en el plano, SCT;
rigidez a la tracción;
orientación de rigidez a la tracción (TSO);
resistencia al aplastamiento del fluting corrugado, ensayo CMT (Concora medium test);
resistencia al desgarro;
ensayo de resistencia al estallido;
gramaje, espesor;
absortividad del agua, Cobb;
fricción, permeabilidad al aire;
aspereza superficial;
brillo / color;
contenido en humedad;
facilidad a la impresión;
calidad de la impresión;
facilidad para el encolado;
aptitud de adherencia a la cinta adhesiva.
diferentes en ciertos aspectos, y esta es la razón por la cual Lorentzen & Wettre han escogido desarrollar un producto, Autoline 300 W, adaptado especialmente a las necesidades de la industria del cartón corrugado.
Autoline 300 W está formado por una unidad de ordenador, con equipo para la realización impresa de informes; a esta unidad se conectan los instrumentos de ensayo Autoline compatibles.
Un equipo Autoline 300 W apto para el ensayo del cartón corrugado, puede incluir, por ejemplo:
● un medidor para determinación del aplastamiento ECT, FCT y PAT;
● un medidor de rigidez a la flexión de cuatro puntos para determinar la rigidez a la flexión en las dos direcciones, transversal (CD) y en dirección de la máquina (MD), así como la rigidez media geométrica a la flexión;
● un medidor de resistencia al estallido;
● un medidor de espesor para determinar el espesor de forma estándar;
● una balanza para determinar el gramaje.
Con esta configuración del Autoline 300 W, se puede generar en forma rápida y precisa un informe de calidad completo para todos los grados de cartón corrugado. Se conseguirá un control satisfactorio mediante ensayos puntuales durante la producción. Las desviaciones de los límites de calidad establecidos se determinan rápidamente y pueden tomarse medidas (acciones correctivas) de forma inmediata, para que los requerimientos de calidad definidos puedan satisfacerse en todo momento. Estas medidas pueden incluir cualquier acción, desde pequeños ajustes hasta, si es necesario, detener la máquina. La seguridad de un buen control de calidad significa también que las perturbaciones en las últimas etapas de la producción puedan minimizarse y que en todo momento se le pueda garantizar al cliente un producto satisfactorio.
ReferenciasBillerud Handbook. Testing of corrugated board and its componente.
Lorentzen & Wettre Handbook
-52- Edición XLI
Capacitación

Capítulo 11
La importancia de las condiciones de la atmósfera de ensayo para las propiedades de resistencia Debido al carácter higroscópico del cartón, las propiedades de resistencia de un producto de cartón corrugado dependen de la temperatura ambiente y de la humedad relativa. Para ser más concretos, es precisamente el contenido efectivo en humedad del material corrugado, independientemente de cómo haya sido obtenido, el que afecta a su resistencia. Es importante que los ensayos de laboratorio tengan lugar en las mismas condiciones de atmósfera de ensayo si los ensayos deben ser reproducibles y comparables entre laboratorios diferentes.
Por tanto, la atmósfera de ensayo ha sido estandarizada internacionalmente a una temperatura de 23°C ± 1°C y una humedad relativa de 50% ± 2%. En cuanto al material que será sometido a ensayo, con el fin de que alcance un equilibrio estable en el contenido de humedad en una atmósfera estandarizada, la pieza de ensayo debe acondicionarse durante un periodo de tiempo lo suficientemente largo. También es importante que el acondicionamiento a 23°C y 50% de humedad relativa (RH) tenga siempre lugar empezando desde aproximadamente un 30% RH, lo cual se denomina preacondicionamiento, para obtener un contenido reproducible de humedad en equilibrio. Esto se debe al denominado efecto de histéresis de humedad en el material de fibra. Pueden obtenerse diferencias de más de un 1,5% a causa del efecto de histéresis de humedad.
Internacionalmente se ha decidido que el contenido de humedad correcta en equilibrio es aquel que es obtenido en la absorción. Así, para un acondicionamiento preciso es necesario realizar un preacondicionamiento en una atmósfera muy seca.
-53-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

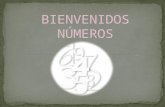
11.1. El contenido en humedad de un liner y un fluting como función de la humedad relativa durante la absorción.
11.2. El contenido en humedad de un liner y un fluting como función de la humedad relativa durante
la reabsorción.
11.3. El contenido en humedad de un liner y un fluting como función de la humedad relativa.
La sensibilidad al contenido de humedad de diferentes propiedades de resistenciaDiferentes propiedades del cartón corrugado y sus componentes son sensibles de diferentes maneras a los cambios en el contenido de humedad. En general, las propiedades de la resistencia a la compresión son muy sensibles a las variaciones en el contenido de humedad. Una buena regla empírica es que si el contenido de humedad del material se incrementa en un 1%, la resistencia a la compresión disminuye en un 8%. Un cambio en el contenido de humedad de aproximadamente el 1% se encuentra asociado a un cambio en la humedad relativa de entre el 50% y el 60%, aproximadamente.
Con relación al aparato de ensayo SCT (shortspan compression tester SE-053; probador de resistencia a la compresión STFI), en el que se consigue una compensación automática de la resistencia a la compresión gracias al ensayo simultáneo del contenido de humedad, se llevó a cabo una amplia investigación de la sensibilidad al contenido de
humedad para el desarrollo de dicho probador. La investigación implicó el ensayo de un total de treinta y seis diferentes liners kraft y de grados de liners de prueba de nueve molinos diferentes de papel.
El cambio en la resistencia de los grados investigados, en cambio de unidad porcentual en contenido de humedad, varió de 7,1% a 10,2%, con un valor medio del 8,3%. El contenido de humedad de equilibrio para los diferentes materiales a 23°C y 20% RH, se encuentra entre el 6,0% y el 7,5%. No fue posible detectar una gran diferencia en el contenido de humedad en equilibrio entre el liner kraft y el liner de prueba. Posiblemente existía una tendencia a que el contenido de humedad en equilibrio del liner kraft fuera un 0,5% superior a lo probablemente esperado.
Otras propiedades de resistencia que se ven fuertemente afectadas por el contenido de humedad, son la rigidez a la tracción y por tanto también la rigidez a la flexión del cartón corrugado. La propiedad menos sen sible a la humedad del liner y del cartón corrugado, del rango de 30% al 70% RH, es probablemente la resistencia al estallido, donde únicamente se producen variaciones muy moderadas de resistencia.
11.4. La resistencia a la compresión de un liner y un fluting como función del contenido de humedad en %. La resis-tencia a la compresión a 50% RH se ha fijado en 100 para todos los grados.
11.5. Valores del contenido de humedad de treinta y seis grados diferentes de liner y fluting como función de la humedad relativa.
-54- Edición XLI
Capacitación

-55-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

ConclusiónLa resistencia de una caja de cartón corrugado se ve afectada indirectamente por las condiciones atmosféricas. Es el contenido efectivo de humedad del cartón el que directamente determina su resistencia. Un material de cartón corrugado alcanza diferentes contenidos de humedad dependiendo de la atmósfera y también de su historia anterior, debido al efecto de histéresis de la humedad. Se ha determinado que el contenido de humedad en equilibrio de la mayoría de los materiales de liner y fluting a 23°C, con 50% RH, está entre el 6% y 7,5% medido después del preacondicionamiento a 23°C y 20% RH.
La resistencia a la compresión es muy sensible al contenido de humedad. Como regla empírica puede decirse que la resistencia disminuye en un 8% si el contenido de humedad aumenta en un 1%. Sin embargo, la regla empírica sólo es válida dentro del rango de aproximadamente un 4% del contenido de humedad de equilibrio a 23°C, 50% RH.
La rigidez a la tracción, que, junto con el espesor del cartón corrugado, determinan la rigidez a la flexión del cartón, es probablemente tan sensible al contenido de humedad como la resistencia a la compresión.
La resistencia al estallido queda relativamente poco afectada por el contenido de humedad.
Para determinar en el laboratorio las propiedades del cartón corrugado y sus componentes, los ensayos deben tener lugar en una atmósfera de ensayo estandarizada, de forma que se tenga la oportunidad de que los ensayos sean reproducibles y comparables.
En comparación con los cambios en la humedad atmosférica relativa, los cambios en la temperatura no afectan de una manera considerable las propiedades del cartón corrugado. La temperatura tiene, sin embargo, un ligero efecto propio sobre la resistencia del material y tiene un efecto indirecto a través de su incidencia sobre la humedad relativa. Para un contenido dado de humedad atmosférica absoluta, la humedad relativa disminuye al aumentar la temperatura, de forma que el efecto directo propio de la temperatura es entonces difícil de identificar.
En general, puede decirse que el material se “reblandece” y pierde su rigidez con el incremento de temperatura.
Con relación a los ensayos de laboratorio, puede
decirse que las variaciones en los valores medidos de resistencia que se sospeche puedan ser causados por desviaciones de temperatura que se produzcan en la atmósfera de ensayo, no se consideran en general como de importancia decisiva. Dentro del rango de temperaturas en el que se utiliza habitualmente el cartón corrugado (entre -30°C y +40°C), los cambios en la resistencia causados directamente por diferencias de temperatura pueden estimarse en el orden del 10% como máximo.
Referencias:K E Amlin. Relative humidity from psychrometic data. Sv Papperstidn. 1976 No 1, pp 18-19
E Ascarelli. The Effect of the Conditioning Atmosphere on Corrugated Board Properties: Is It Preferable 20°C and 65% r.h. or 23T and 50% r.h.? Cartotecnica & Imballaggio 1 (1981) No 3 Dec. pp 47,48 51-59
J W Atkins and T E Rodencal and D E Vickery. Correcting a poor moisture pro fila improves productivity. Tappi 65 (1982) No 2 pp 49-52
R E Benson. Effects of Relative Humidity and Temperatura on Tensile Stress/strain Properties of Kraft Linerboard. Tappi 54 (I 9 71) No 5, pp 699- 703
Billerud Handbook. Testing of corrugated board and its component Lorentzen & Wettre Handbook
R Eschke and R Kóhn. Einfluss der Temperatur und des Wassergehaltes der Festigkeit von Wellpappe am Beispiel des Kantenstauchwiderstandes nach DIN 53 149 (12/77) Verpackungs-Rundschau 1987 No 7, T- WBeilage pp 49-53
B R Harte, ML Richmond, E Omotosho, G T Tracy. Compression Strength of Corrugated Shipping Containers Held in Frozen Storage. Boxboard Containers, Oct 1985
U I Ievans. The Effect on Ambient Relative Humidity on the Moisture Content of Palletized Corrugated Boxes. Tappi Jour nal, Vol. 60, No. 4, April 1977
A H Nissan. The effect of water on Youngs modulus of papar. Tappi 60 (1977) No 10, pp 98-101
J MiItz and V Rosen-Doody. Effect of atmo spheric environment on the performance of corrugated board. Packaging Technology, 1981, February pp 19-23
L Nordman. Influence of Environment on Paper and Board Properties. Papper och trá (1974):3, 124-139
J Paronen and M Toroi. The In fluence of Atmospheric Conditions on the Strength Properties of Board. Paper and Timber 41(1959) No 4a, pp 193-199
G K Richardsson and E Back. Note on the compression Strength of fluting over a temperature and moisture range. Das Papier 39 No 7, pp 302-305
E Schiel. Influence of Humidity on the Corrugated Fibra-board and Results in Connection with Quality. FEFCO Con gress 1966
J F Stevenson. Uniformity of containerboar moisture: A growing trend. Boxboard Con tainers 1984, Sept, pp 23-26
D Swanson. Quality benefits from cross-direction moisture control. Tappi Journal 1986, Nov, pp 86-89
M Toroi, Y Olkinuora. Der Einfluss der Luftfeuchtigkeit und verschiedener Veredelungsstufen auf die Eigenschaften der Wellpappe und der Kisten. Papier und Kunststoffarbeiter (1973):3, 52.
W Vollmer. Influence of Atmosphere and Humidity on Corrugated Board. FEFCO VIII Congress (1964)
W Vollmer. Klima und Feuchtigkeitseinfluss auf Well-pappe. Verpackungs-Rundschau, 1984, 6, T-W Beilage pp 41-47
-56- Edición XLI
Capacitación

-57-Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación

-58- Edición XLI
CapacitaciónAgenda
Nombre del Curso País Fecha Instructor
Diseño Costa Rica 11, 12 y 13 de Agosto
Pedro Plaza
Flexografía y Tintas Honduras 8 y 9 de Setiembre
Juan Bermudez / Erasto Islas
Taller de Troquelado Guayaquil 13 y 14 de Octubre
Enver Alvarez
Clises e Impresión Medellín 24 y 25 Noviembre
Carlos Mella
2014Seminarios ACCCSA
Más información:[email protected]