Autorizada la entrega del proyecto del alumno/a: Luis Polo ... · Se trata de un proyecto integral...
174
Autorizada la entrega del proyecto del alumno/a: Luis Polo Blanco EL DIRECTOR DEL PROYECTO Don José María Rodríguez Fernández Fdo.: …………………… Fecha: ……/.……/ …… Vº Bº del Coordinador de Proyectos D. ª Susana Ortiz Marcos Fdo.: …………………… Fecha:……/.……/……
Transcript of Autorizada la entrega del proyecto del alumno/a: Luis Polo ... · Se trata de un proyecto integral...

Autorizada la entrega del proyecto del alumno/a:
Luis Polo Blanco
EL DIRECTOR DEL PROYECTO
Don José María Rodríguez Fernández
Fdo.: …………………… Fecha: ……/.……/ ……
Vº Bº del Coordinador de Proyectos
D. ª Susana Ortiz Marcos
Fdo.: …………………… Fecha:……/.……/……


RESUMEN
En el presente proyecto se determina el diseño y desarrollo de una explotación
minera para realizar el abastecimiento de una planta de prefabricados de
hormigón. Con la extracción de áridos de la propia cantera se persigue la
optimización de costes de las principales materias primas utilizadas en la
fabricación del hormigón (arena y grava).
En el proyecto también se lleva a cabo un estudio de implantación de una planta
industrial aneja a la cantera, recogiendo los principales criterios de localización, la
maquinaria instalada y los procedimientos de tratamiento así como un análisis de
los posibles escenarios en que se podría desarrollar la actividad industrial.
Los ingresos derivados del proyecto provienen directamente de la venta de piezas
prefabricadas por lo que el factor demanda influye sobre manera en las diferentes
hipótesis recogidas en el presente documento. La elección de la principal
maquinaria usada en la planta industrial junto con los gastos de personal y
energéticos, constituirán la principal inversión del proyecto. El estudio económico
muestra que se trata de un proyecto interesante para llevar a cabo la inversión ya
que, muestra una tasa interna de retorno y un valor actual neto positivo en tres de
las cuatro hipótesis (13%,17%, y 22% de TIR en las principales hipótesis)
recogidas en la memoria económica, siendo el último escenario recogido en el
análisis una situación muy adversa en la que se presenta una situación de un 50%
de pérdidas de ventas, lo que se traduce en una pérdida insostenible con los gastos
de operación anuales que se barajan.

Se trata de un proyecto integral que abarca la actividad empresarial desde su
inicio hasta su fin, (extracción de la materia prima, tratamiento, venta producto
elaborado).

ABSTRACT
This project shows the design and development of mining for providing a precast
concrete plant.
With the extraction of gravel from the quarry itself pursuing the optimization of
costs of major raw materials used in the manufacture of concrete (sand and
gravel)
The project also conducted a study of implementation of an industrial plant
attached to the quarry, collecting the main criteria of location, installed equipment
and treatment procedures and an analysis of possible scenarios that could develop
industrial activity.
Project revenues come directly from the sale of prefabricated parts so the demand
factor influencing how different assumptions contained in this document. The
choice of main machinery used in the plant together with energy and staff costs
constitutes the main investment project. The economic study shows that this is an
interesting project to undertake investment and which shows an internal rate of
return and net present value positive in three of the four cases (13%, 17% and
22% IRR in the main scenario) contained in the financial report, the last stage in
the analysis reflected a very adverse situation in which a situation of a 50% loss of
sales, resulting in an unsustainable loss expenses annual operation being
considered.

This is a comprehensive project which covers the business from start to finish
(raw material extraction, treat me, selling the processed product).

ÍNDICE DE LA MEMORIA
I
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Índice de la memoria
Parte I Memoria .......................................................................................... 1
Capítulo 1 Diseño y desarrollo de la explotación ............................................ 2
1.1 Antecedentes y objetivos ................................................................................. 2
1.2 Marco legal y reglamentación aplicable ........................................................ 3
1.3 Situación geográfica ........................................................................................ 6
1.4 Contexto geológico ........................................................................................... 7
1.5 Sistema de explotación .................................................................................... 9
1.5.1 Diseño general de la explotación ................................................................................... 9
1.5.2 Tipología y método minero .......................................................................................... 11
1.5.3 Operaciones básicas ..................................................................................................... 11
1.5.4 Caracterización geomecánica del macizo a explotar .................................................... 13
1.5.5 Arranque, perforación y voladura ................................................................................ 13
1.5.6 Transporte y vertido ..................................................................................................... 18
1.6 Desarrollo de la explotación y voladuras tipo ............................................. 19
1.6.1 Voladura en rampa ....................................................................................................... 20
1.6.2 Voladuras en banco ...................................................................................................... 21
1.6.3 Alternativa 1 - Método Langefors. Esquema cuadrado. (Programa Disvol) ................ 22
1.6.4 Alternativa 2 - Método L.Jimeno. Esquema cuadrado. (Programa Disvol) ................. 25
1.6.5 Alternativa 3 - Método Langefors. Esquema tresbolillo. (Programa Disvol) ............... 28
1.6.6 Alternativa4 – Método L.Jimeno. Esquema tresbolillo. (Programa Disvol) ................ 31
1.7 Resumen de datos proyecto de explotación ................................................. 35
1.8 Planta de tratamiento .................................................................................... 37
1.9 Infraestructuras e instalaciones accesorias ................................................. 40
Capítulo 2 Planta de prefabricados de hormigón .......................................... 41
2.1 Descripción y objetivo ................................................................................... 41
2.2 Estudio de localización de la planta y la explotación ................................. 42
2.2.1 Estudio de localización de proveedores ....................................................................... 44

ÍNDICE DE LA MEMORIA
II
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.2.2 Estudio de localización de clientes ............................................................................... 45
2.2.3 Estudio de competidores .............................................................................................. 46
2.2.4 Selección de localizaciones posibles ............................................................................ 47
2.2.5 Análisis multicriterio .................................................................................................... 48
2.3 El hormigón.................................................................................................... 50
2.4 Productos fabricados en la planta ................................................................ 53
2.5 Piezas y características técnicas ................................................................... 56
2.6 Reglamentación aplicable ............................................................................. 59
2.7 Operaciones básicas ...................................................................................... 60
2.8 Descripción de la maquinaria ....................................................................... 61
2.8.1 Planta de hormigón ...................................................................................................... 62
2.8.2 Máquina de prefabricados ............................................................................................ 70
2.8.3 Maquinaria auxiliar ...................................................................................................... 74
2.9 Layout y nave industrial ............................................................................... 75
2.10 Potencias a instalar ........................................................................................ 79
2.11 Medidas para controlar y reducir las vibraciones en las voladuras ......... 81
2.12 Bibliografía del Proyecto .............................................................................. 89
Parte II Estudio económico ........................................................................ 90
Capítulo 1 Estudio económico ........................................................................ 91
1.1 Análisis económico de la explotación ........................................................... 91
1.2 Análisis económico de la planta industrial .................................................. 97
1.3 Conclusiones del análisis económico .......................................................... 107
Parte III Anexos ......................................................................................... 109
Capítulo 1 Anexo A. Medidas de prevención planta prefabricados [2] ...... 110
1.1 Protecciones colectivas ................................................................................ 110
1.2 Equipos de protección individual (epi´s) ................................................... 114
1.3 Medidas correctoras medioambientales .................................................... 117

ÍNDICE DE LA MEMORIA
III
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 2 Anexo B. Documento de seguridad y salud referente a la
explotación [3] .................................................................................................... 126
2.1 Objeto del documento de seguridad y salud ............................................. 126
2.2 Vigencia y ámbito de aplicación ................................................................. 127
2.3 Planificación de la actividad preventiva .................................................... 128
2.4 Seguridad y salud por puestos .................................................................... 130
2.5 Modalidad preventiva ................................................................................. 132
2.6 Identificación de riesgos y evaluación por puesto de trabajo .................. 141
2.7 Material de protección individual .............................................................. 146
2.8 Planificación de la actividad preventiva .................................................... 147
Capítulo 3 Anexo C: Tablas del análisis económico ................................... 151
Capítulo 4 Anexo D Planos y situación del proyecto ............................... 161

ÍNDICE DE LA MEMORIA
- IV -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Índice de figuras
Figura 1: Esquema de actividades principales ......................................................... 12
Figura 2 Diseño voladura en rampa ......................................................................... 14
Figura 3 Pala cargadora ........................................................................................... 15
Figura 4: Pala cargadora frontal de ruedas .............................................................. 17
Figura 5: Volquete convencional basculante ........................................................... 18
Figura 6: Datos técnicos programa Disvol ............................................................... 21
Figura 7: Elección de la carga .................................................................................. 22
Figura 8: Histograma de frecuencias método Langefors esquema cuadrado .......... 24
Figura 9: Curva granulométrica método Langefors esquema cuadrado .................. 24
Figura 10: Curva granulométrica método López Jimeno, esquema cuadrado ......... 27
Figura 11: Histograma de frecuencias método L.Jimeno, esquema cuadrado ......... 27
Figura 12: Curva granulométrica método Langefors, esquema tresbolillo. ............. 30
Figura 13: Histograma de frecuencias método Langefors, esquema tresbolillo ...... 30
Figura 14: Curva granulométrica método López Jimeno, esquema tresbolillo ....... 32
Figura 15: Histograma de frecuencia método L.Jimeno, esquema tresbolillo ......... 33
Figura 16: Trituradora primaria ............................................................................... 38
Figura 17: Trituradora secundaria ............................................................................ 38
Figura 18: Esquema general del proceso ................................................................. 39
Figura 19: Producto elaborado en la fábrica. Adoquín. ........................................... 53
Figura 22: Producto elaborado en la fábrica. Talud ................................................. 54
Figura 20: Producto elaborado en la fábrica. Bordillo ............................................. 54
Figura 21: Producto elaborado en la fábrica. Losa .................................................. 54
Figura 23: Producto elaborado en la fábrica. Bovedilla .......................................... 55
ÍNDICE DE LA MEMORIA
- V -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Figura 24: Producto elaborado en la fábrica. Ladrillo ............................................. 55
Figura 25: Layout. Central de hormigonado ............................................................ 75
Figura 26: Layout. Transporte del hormigón. .......................................................... 76
Figura 27: Layout. Maquina de prefabricados ......................................................... 76
Figura 29: Layout. Proceso final .............................................................................. 77
Figura 28: Layout. Transporte ................................................................................. 77
Figura 30: Calculo del tipo de voladura ................................................................... 84
Figura 31: Tipo de proyecto vibraciones. ................................................................ 85
Figura 32: Cálculo de vibraciones. UEE .................................................................. 86
Figura 33: Tipo de proyecto. UEE. .......................................................................... 87
Figura 34: Representación gastos e ingresos. Hipótesis 4. .................................... 104
Figura 35: Representación múltiples variables. Hipótesis 4. ................................. 105
Figura 36 : Representación múltiples variables, hipótesis 3 .................................. 106

ÍNDICE DE LA MEMORIA
- VI -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Índice de tablas
Tabla 1: Autorización aprovechamiento de recursos sección A ................................ 4
Tabla 2: Análisis químico de rocas ............................................................................ 8
Tabla 3: Dimensiones pala retroexcavadora ............................................................ 15
Tabla 4: Prestaciones de excavación ........................................................................ 16
Tabla 5: Elección diferentes métodos de voladura .................................................. 34
Tabla 6: Posibles localizaciones .............................................................................. 47
Tabla 7: Ponderación de los factores ....................................................................... 48
Tabla 8: Puntuación del análisis multicriterio ......................................................... 49
Tabla 9: Granulometría grava .................................................................................. 51
Tabla 10: Características técnicas. Bovedillas ......................................................... 56
Tabla 11: Características técnicas. Adoquines y piezas especiales ......................... 57
Tabla 12: Características técnicas. Bordillos prefabricados .................................... 57
Tabla 13: Características técnicas. Adoquines normales ......................................... 58
Tabla 14: Potencia a instalar. Planta hormigón ....................................................... 79
Tabla 15: Potencia a instalar. Planta de prefabricados. ........................................... 80
Tabla 16: Control de vibraciones ............................................................................. 82
Tabla 17: Valores de Fe para estudio de vibraciones .............................................. 83
Tabla 18: Valores de Fr para estudio de vibraciones ............................................... 83
Tabla 19: Instalaciones cercanas a las voladuras ..................................................... 84
Tabla 20 : Costes y datos generales explotación ..................................................... 94
Tabla 21 : Costes de perforación ............................................................................. 95
Tabla 22 : Costes explotación .................................................................................. 95
Tabla 23: Resumen de gastos explotación ............................................................... 96

ÍNDICE DE LA MEMORIA
- VII -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 24: Inversión general del proyecto ................................................................. 98
Tabla 25 : Costes de operación ................................................................................ 99
Tabla 26: Ingresos generados por las piezas .......................................................... 101
Tabla 27 : Costes operación hipótesis 4 ................................................................. 102
Tabla 28: Ingresos, hipotésis 4 ............................................................................... 102
Tabla 29 : Análisis económico, hipótesis 4. .......................................................... 103
Tabla 30 : Análisis económico, hipótesis 3. .......................................................... 106
Tabla 31: Niveles sonoros. Real decreto ................................................................ 123
Tabla 32: Valoración del riesgo. ............................................................................ 143
Tabla 33: Clasificación del riesgo. ......................................................................... 145
Tabla 34: Tabla tipo EPI ........................................................................................ 146

Diseño y desarrollo de la explotación
- 1 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Parte I MEMORIA

Diseño y desarrollo de la explotación
- 2 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 1 DISEÑO Y DESARROLLO
DE LA EXPLOTACIÓN
En este capítulo se desarrollarán todos los temas relacionados con los procesos de
obtención de la materia prima necesaria para obtener el hormigón. La extracción se
realizara mediante explosivos y se detallarán todos los elementos del proyecto a
continuación.
1.1 ANTECEDENTES Y OBJETIVOS
Se redacta el presente proyecto con el objeto de plantear las características
técnicas, valoración económica, medidas de seguridad y labores de restauración, de
una explotación de recursos de la sección A (Áridos), cuya apertura se pretende en
el término municipal de Brieva (Segovia) con el fin de abastecer a una planta de
prefabricados de hormigón cercana a la explotación.
El destino de los áridos explotables será el abastecimiento de la fábrica de
prefabricados de hormigón propia de la instalación, resultando un proyecto
conjunto de explotación de la materia prima, tratamiento de la misma y
comercialización de los productos obtenidos en la planta.
Se intentará reducir costes con el propio abastecimiento de la planta
mediante los áridos extraídos en la explotación y se ahondará en la situación
económica especial de los días en los que vivimos. La construcción experimenta
una época de crisis y la extracción de materias primas y producctos relacionados
con el sector constructivo está en una verdadera situación delicada. La adecuacion
de los precios a la demanda del mercado y el ajuste del margen y los costes son

Diseño y desarrollo de la explotación
- 3 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
parámetros determinantes para que un proyecto de este tipo pueda llevarse a cabo
de forma satisfactoria.
La localización de la explotación y la planta esta definida por un contrato de
arrendamineto con los propietarios. La ubicación seleccionada se apoya en motivos
materiales, económicos, logísticos y de mercado que se desarrollaran en puntos
posteriores.
1.2 MARCO LEGAL Y REGLAMENTACIÓN APLICABLE
El objeto legal del presente proyecto es la obtención de los correspondientes
permisos para una autorización de aprovechamiento de recursos de la sección a)
para su posterior uso en las instalaciones anexas.
MARCO LEGISLATIVO (de carácter general y no excluyente):
- Ley de Minas 22/1973 de 21 de Julio. (Artículos 16 y siguientes).
- Real Decreto 2857/1978 por el que se aprueba el Reglamento General para el
Régimen de la Minería.
- Real Decreto 863/10/1985 de 2 de abril en el que se aprueba el Reglamento
General de Normas Básicas de Seguridad Minera, e Instrucciones Técnicas
Complementarias que lo desarrollan y ejecutan, con especial atención a la ITC
del capítulo VII, "Trabajos a cielo abierto", aprobada por Orden del Ministerio
de Industria y Energía de 16/Abril/1990 y la ITC 08.02.01 “Depósitos de lodos en
procesos de tratamiento de industrias extractivas, aprobada por O.M. de
26/Abril/2000.

Diseño y desarrollo de la explotación
- 4 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Decreto 329/91 de 14 de Noviembre sobre restauración de Espacios Naturales
afectados por actividades mineras.
- Real Decreto 2994/82 sobre restauración de Espacio natural afectado por
actividades mineras.
- Ley 11/2003 de 8 de Abril de Prevención Ambiental de Castilla y León.
- Ley 31/1995 de 8 de Noviembre de Prevención de Riesgos Laborales, y su
desarrollo legislativo, con especial atención al R.D. 1389/1997 de 5 de Septiembre
por el que se aprueban las “disposiciones mínimas destinadas a proteger la
seguridad y la salud de los trabajadores en las actividades mineras” y el R.D.
1215/1997 por el que se establecen las “disposiciones mínimas de seguridad y
salud para la utilización por los trabajadores de los equipos de trabajo”.
- Ley 34/2007 de 15 de Noviembre de Calidad del aire y protección de la
Atmósfera.
MEDIO AMBIENTE. El Real Decreto Legislativo 1/2008 (BOE nº 23 de
26/01/2008), por el que se aprueba el texto refundido de la Ley de Evaluación de
Impacto Ambiental de Proyectos.
Tabla 1: Autorización aprovechamiento de recursos sección A
AUTORIZACIÓN DE APROVECHAMIENTO DE RECURSOS DE LA SECCIÓN A)
CANTERA T.M. BRIEVA Prov.Segovia SÍ NO
Explotaciones en las que la superficie del terreno afectado supere las 25 Has
Explotaciones que tengan un movimiento total de tierras superior a 200.000

Diseño y desarrollo de la explotación
- 5 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
m3/año
Explotaciones por debajo del nivel freático
Explotaciones ligadas a dinámica fluvial, fluvio-glacial, litoral o eólica
Explotaciones visibles desde autopistas, autovías, carreteras nacionales o
comarcales, o núcleos urbanos de más de 1000 habitantes o situadas a distancias
inferiores a 2 Km de tales núcleos
Explotaciones situadas en espacios naturales protegidos o en un área que pueda
visualizarse desde cualquiera de sus límites establecidos
Explotaciones de sustancias que puedan sufrir alteraciones por oxidación...
Explotaciones en Dominio Público Hidráulico o en zona de policía de cauce...
Extracciones que aun no cumpliendo ninguna de las condiciones anteriores, se
sitúen a menos de 5 Km de los límites del área que se prevé afectar por el
laboreo y las instalaciones anexas de cualquier explotación o concesión minera a
cielo abierto existente.
- URBANISMO: Al carecer el Ayuntamiento de Normativa Urbanística
propia, serán de aplicación las “normas subsidiarias de
planeamiento municipal con ámbito provincial de
Segovia”
- AYUNTAMIENTO: Al amparo de la Ley 11/2003 de 8 de Abril (BOCYL
14 de Abril de 2008), el proyecto será sometido a la
tramitación de la Licencia Ambiental por el
Ayuntamiento.

Diseño y desarrollo de la explotación
- 6 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.3 SITUACIÓN GEOGRÁFICA
La zona de explotación proyectada se sitúa en el Término municipal de
Brieva, al Noroeste de la capital de provincia.
Las parcelas que constituyen el conjunto de disponibilidad de terrenos se
ubican según la siguiente:
IDENTIFICACIÓN CATASTRAL:
Término municipal: BRIEVA
Polígono: 4
Parcelas: 20 y 21 (19 instalación planta industrial)
Superficie zona a explotar: 38.840 m2
IDENTIFICACIÓN CARTOGRÁFICA:
Hoja del M.T.N. Escala 1:50.000 N1 457 (Turégano)
Hoja del M.T.N. Escala 1:25.000 N1 457-IV (Collado)
Coordenadas UTM aproximadas, referidas al centro de la agrupación de
parcelas:
X = 412.745 m
Y = 4.541.600 m
Z = 1.100 m
ACCESOS: Camino vecinal que sale de la carretera Basardilla-Sto.
Domingo de Pirón (SG-V-2362).
DISTANCIAS: - A Santo Domingo de Pirón: 200 m.
- A Basardilla: 1.600 m.

Diseño y desarrollo de la explotación
- 7 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.4 CONTEXTO GEOLÓGICO
Según la cartografía geológica a escala 1:50.000 publicada por el Instituto
Tecnológico Geominero de España [1] (ITGE 1991), la zona de extracción se
corresponde con el conjunto muy abundante en la zona, de ROCAS ÍGNEAS
PREHERCÍNICAS, en forma de ORTONEISES GLANDULARES
MESOCRATOS-MELANOCRATOS, equivalentes a los descritos también pro
algunos autores para otras zonas como neises máficos, neises glandulares
heterogéneos, neises de la serie fémica heterogénea o neises miloníticos asociados a
zonas de cizalla. Los afloramientos de estos neises tienen casi siempre un control
estructural, apareciendo en relación con las zonas de cizalla de la segunda fase de
deformación.
Son rocas blastoporfídicas con una composición algo más básica que la de
los neises cuarzofeldespáticos más abundantes en la hoja. Este carácter se
manifiesta por la riqueza en biotita de la matriz y por un mayor contenido en
plagioclasa. Las glándulas más gruesas corresponden a cristales idiomorfos o
subidiomorfos de feldespato potásico cuya longitud oscila entre los 3 y 7 cm.
También existen microglándulas, de origen primario o blástico, de feldespato
potásico, cuarzo o plagioclasa. La presencia general de los dos tamaños de
glándulas, confiere a los neises un carácter bimodal.
Estos ortoneises tienen como minerales principales cuarzo, biotita,
sillimanita, plagioclasa, feldespato potásico, cordierita, granate y distena,
encontrándose como accesorios espinela, rutilo, circón, apatito, esfena, turmalina,
pirita y opacos indiferenciados; además, durante el metamorfismo retrógrado
también se originaron cantidades variables de clorita, moscovita y agregados
pinníticos.

Diseño y desarrollo de la explotación
- 8 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
En el sector concreto de ubicación de la cantera, aflora una extensión de
neises mesocratos-melanocratos no afectados por una deformación especialmente
destacable, por lo que su composición debe considerarse primaria, como protolitos
de composición granodiorítica, aunque es probable que algunos procesos
geoquímicos ligados a zonas de cizalla hayan incrementado su basicidad.
Se transcribe a continuación un resumen de análisis químico existente de
este tipo de rocas:
Tabla 2: Análisis químico de rocas
Elementos % (variación entre)
Si02 66,80 - 77,74
Al203 13,36 - 15,84
Fe203 0,29 - 0,76
Fe0 1,43 - 3,78
MgO 0,45 - 1,70
Ca0 0,31 - 1,69
Na20 2,35 - 3,45
K20 4,38 - 5,85
Mn0 0,02 - 0,06
Ti02 0,15 - 0,70
P205 0,14 - 0,25
H20 0 - 1,12
Este material, árido fino, es muy apropiado y en principio se ve de muy buena
calidad para abastecer la planta de prefabricados. La situación es adecuada y las
condiciones admisibles.

Diseño y desarrollo de la explotación
- 9 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.5 SISTEMA DE EXPLOTACIÓN
El principal objetivo de la explotación es el interés económico que
constituye la masa de neis, para su empleo como material de abastecimiento de la
planta de hormigón.
1.5.1 DISEÑO GENERAL DE LA EXPLOTACIÓN
El modelo geométrico de la explotación proyectada, viene condicionado por
la siguiente situación de partida:
La superficie disponible a la fecha de redacción del proyecto en base a los
acuerdos con la propiedad y según medición topográfica efectuada en Mayo /
2011 es de 38.840 m2.
Morfología actual de la parcela: ligera pendiente al Norte (2,5%).
Normativa legal de aplicación:
Por imposición reglamentaria (ITC capítulo VII Trabajos a Cielo Abierto), teniendo
en cuenta que se proyecta una explotación con arranque mediante explosivos,
siendo la carga una operación independiente del arranque y que la perforación se
realizará desde la parte superior del frente hasta su pie; la altura máxima de banco
permitida será de 20 m y el talud del frente podrá ser vertical, no permitiéndose en
ningún caso la explotación por desplome ni los taludes invertidos. En la pared del
talud resultante, suponiendo un futuro avance en profundidad de la cantera, la altura

Diseño y desarrollo de la explotación
- 10 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
máxima permitida será de 40 m sin necesidad de bermas, siempre que el frente sea
estable y no sobrepase la vertical.
Así mismo, la ITC impone que la plataforma de trabajo (nivel inferior del
banco explotado), será lo suficientemente amplia para permitir que los volquetes y
palas de carga maniobren con facilidad, sin aproximarse innecesariamente al frente
de arranque, y manteniendo una distancia máxima de cinco metros, al borde del
banco en el desarrollo normal del trabajo (carga del material volado). La superficie
de la plataforma de trabajo debe ser regular de modo que permita la fácil maniobra
de la maquinaria, su estabilidad y un desagüe eficaz.
En cuanto a las pistas y accesos, la referida norma establece que el arcén de
separación entre el borde de la pista y el pie inferior del talud será superior a dos
metros. Así mismo cuando haya riesgo de desprendimiento en los taludes, la pista
se protegerá mediante el mallazo o bulonado del talud, dejando en caso de
necesidad un arcén de seguridad de cinco metros (siete metros si la pista es paso
obligado peatonal).
La anchura mínima de la calzada en la pista de acceso será tres veces la del
vehículo más ancho que pueda operar en la explotación.
Las pendientes longitudinales de las pistas no sobrepasarán el 10 %. En casos
especiales se podrá superar este límite sin sobrepasar el 20 % siempre que el
vehículo de carga en las condiciones más desfavorables (suelo resbaladizo y plena
carga) pueda arrancar y remontar. La pendiente transversal será la suficiente para
garantizar la evacuación del agua de escorrentía.

Diseño y desarrollo de la explotación
- 11 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.5.2 TIPOLOGÍA Y MÉTODO MINERO
En base a los condicionantes previos detallados anteriormente, la cantera se
diseñará con los siguientes parámetros básicos:
TIPOLOGÍA DEL YACIMIENTO:
- Por la forma del yacimiento: ISOMÉTRICA (depósito masivo)
- Por el relieve del terreno original: SEMIHORIZONTAL
- Por la proximidad del yacimiento a la superficie: SUPERFICIAL
- Por la inclinación del yacimiento: HORIZONTAL
- Por la complejidad de la mineralización: SIMPLE
- Por la distribución de la calidad del mineral: UNIFORME
MÉTODO MINERO. SISTEMA DE EXPLOTACIÓN
Según el tipo de yacimiento (masivo), y la topografía del terreno, la
explotación se llevará a cabo tridimensionalmente por banqueo descendente,
formando una corta que se explotará mediante sistema discontinuo (arranque con
explosivos, carga mediante cargadora de ataque frontal y transporte con volquetes).
1.5.3 OPERACIONES BÁSICAS
ARRANQUE: Se realizará mediante el empleo de explosivos, según se detalla
en el capítulo correspondiente de este proyecto.

Diseño y desarrollo de la explotación
- 12 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
CARGA: El material fragmentado que resulte de las voladuras se cargará
mediante cargadoras de ataque frontal o retroexcavadora sobre volquete.
TRANSPORTE: El transporte del material desde el tajo en explotación hasta la
planta de trituración y clasificación se realizará con volquete minero.
Las principales actividades desarrolladas desde la extracción de la materia prima
hasta su tratamiento y posterior comercialización corresponden a la figura 1, que se
muestra a continuación.
Figura 1: Esquema de actividades principales

Diseño y desarrollo de la explotación
- 13 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.5.4 CARACTERIZACIÓN GEOMECÁNICA DEL MACIZO A EXPLOTAR
Al objeto de implantar con criterio los equipos de arranque, carga y transporte, se
determinan las siguientes características geotécnicas de la roca objeto de la
explotación (según datos publicados, a falta de confirmar por ensayos específicos
de la zona).
Resistencia a la compresión simple 100 200 Mpa
Clasificación Protodjakonov: Entre categorías II y III
(Rocas muy resistentes –rocas resistentes).
Coeficiente de resistencia (Protodjakonov): Entre 10 y 15
Índice de Cerchar (Abrasividad): 4,04,5 (Abrasiva-Altamente abrasiva)
Velocidad sísmica (m/s): Entre 3000 y 6000
Índice de Perforabilidad (DRI): Entre 40 y 60 (Medio-alto)
1.5.5 ARRANQUE, PERFORACIÓN Y VOLADURA
Las características geomecánicas de la roca determinan que el único medio para el
arranque de la misma son las voladuras. Éstas serán objeto de un proyecto
específico, no obstante se describen las características básicas de los equipos y
esquemas utilizados.
Perforación: En los trabajos de perforación se significan los rangos de
técnicas de aplicación.

Diseño y desarrollo de la explotación
- 14 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Voladuras:
Voladura en rampa principal de acceso.
El cálculo teórico de las voladuras en la rampa de acceso (y producción) se plantea
según el siguiente esquema de la figura que se muestra a continuación;
CARGA
El material volado se cargará sobre los volquetes de transporte o se retirará
para el taqueo si fuera necesario, mediante una pala cargadora de ataque frontal
sobre ruedas que realizará las funciones de carga en la fase plenamente operativa de
la cantera y las de carga y transporte durante la apertura de frentes y construcción
de rampa.
Las características técnicas generales (y orientativas) del equipo serán las que
se detallan a continuación:
Figura 2 Diseño voladura en rampa
Diseño y desarrollo de la explotación
- 15 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
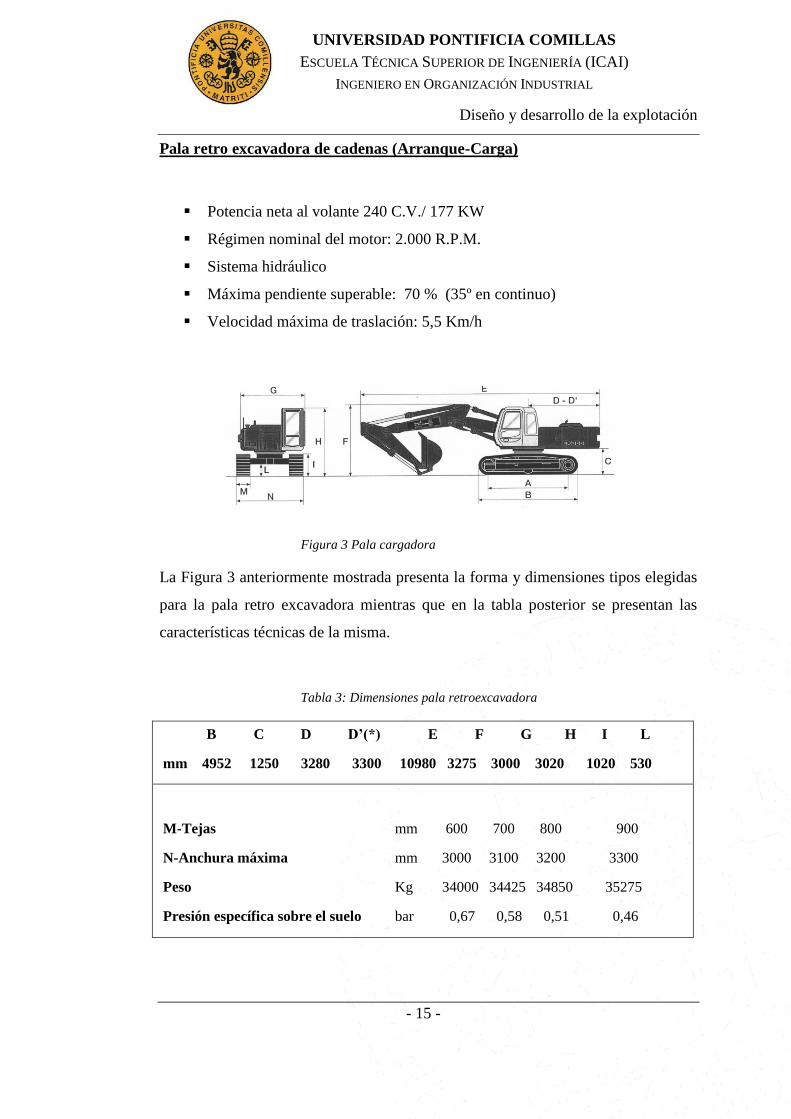
Pala retro excavadora de cadenas (Arranque-Carga)
Potencia neta al volante 240 C.V./ 177 KW
Régimen nominal del motor: 2.000 R.P.M.
Sistema hidráulico
Máxima pendiente superable: 70 % (35º en continuo)
Velocidad máxima de traslación: 5,5 Km/h
Figura 3 Pala cargadora
La Figura 3 anteriormente mostrada presenta la forma y dimensiones tipos elegidas
para la pala retro excavadora mientras que en la tabla posterior se presentan las
características técnicas de la misma.
Tabla 3: Dimensiones pala retroexcavadora
B C D D’(*) E F G H I L
mm 4952 1250 3280 3300 10980 3275 3000 3020 1020 530
M-Tejas mm 600 700 800 900
N-Anchura máxima mm 3000 3100 3200 3300
Peso Kg 34000 34425 34850 35275
Presión específica sobre el suelo bar 0,67 0,58 0,51 0,46

Diseño y desarrollo de la explotación
- 16 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
En cuanto a las prestaciones que presenta la retro excavadora en función del brazo
de la máquina y la fuerza penetradora de la misma, tenemos la siguiente tabla de
actuación;
Penetrador mm 2300 2650 3190 3990
A 10430 10720 11260 12040
A’ 10210 10510 11060 11850
B 6010 6320 6870 7660
B’ 5900 6220 6770 7580
C 11940 12140 12630 13310
D 8620 8820 9330 10020
E 3220 3150 2940 3290
FUERZA DE ARRANQUE
CUCHARA KG 19500 19500 19500 19500
PENETRADOR 21000 19000 15500 13300
CAPACIDAD SAE: 1,50 m³
CAPACIDAD CECE: 1,33 m³
ANCHURA: 1.500 mm
PESO: 1.208 Kg
Tabla 4: Prestaciones de excavación

Diseño y desarrollo de la explotación
- 17 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Pala cargadora frontal de ruedas (Carga y eventual arranque)
Potencia neta al volante 253 C.V./ 189 KW
Régimen nominal del motor: 2.200 R.P.M.
Velocidad máxima en avance: 37 Km/h
Velocidad máxima marcha atrás: 42 Km/h
Capacidad depósito de combustible: 410 litros
Niveles de ruido: Interior de cabina: 75 dB (A) (Norma ISO 6396)
Exterior: 110 dB (A) (Norma ISO 6395)
Las características técnicas son las que se muestran a continuación:
Cucharón: CAPACIDAD NOMINAL: 5 m³
CAPACIDAD A RAS: 4,25 m³
ANCHURA: 3.220 mm
CÍRCULO DE SEGURIDAD EN POSIC. TRANSP.: 7,5 m
PESO: 2.542 Kg
CARGA LÍMITE EQUILIB. ESTÁT. MAQUINA GIRADA: 14.000 Kg
Figura 4: Pala cargadora frontal de ruedas

Diseño y desarrollo de la explotación
- 18 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.5.6 TRANSPORTE Y VERTIDO
Se utilizará un volquete convencional basculante, con las siguientes
especificaciones:
Carga máxima: 40 T
Capacidad (colmado): 24 m3
Potencia: 450 C.V.
Velocidad máxima: 70 Km/h
Radio de giro: 8,25 m
Dimensiones: - A (anchura): 3,70 m
- B (altura de la visera): 4 m
- C (altura para carga): 3 m
- D (longitud para carga): 5,5 m
Figura 5: Volquete convencional basculante

Diseño y desarrollo de la explotación
- 19 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6 DESARROLLO DE LA EXPLOTACIÓN Y VOLADURAS TIPO
Las fases previstas de laboreo, en orden cronológico, serán las siguientes:
Desbroce y limpieza de la parcela
Mediante el empleo de la pala se procederá al arranque de la escasa cobertera
vegetal y a su acopio en montones de altura no superior a 2,5m en la franja
perimetral reservada en la zona Nororiental del terreno propio. En este sentido se
actuará sobre la zona necesaria para ataque de la rampa e implantación de la
infraestructura básica para posteriormente desbrozar las áreas correspondientes a
medida que se vayan extrayendo.
Superficie de actuación: 38.000 m2.
Longitud de los montones de acopios: 1.000 m
El acopio y mantenimiento de este sustrato vegetal, en cordones a lo largo
de la linde Norte y Este de la finca favorecerá el ocultamiento de las
labores preparatorias, con la incidencia positiva en el impacto visual de las
mismas.
Apertura de rampa de acceso (futura pista a la plataforma de trabajo) y
plataforma de trabajo
Se proyecta la apertura de una rampa principal de acceso en la zona sur-centro de la
parcela, con una anchura de 10 m, pendiente del 3,7 % y una longitud de 155 m
hasta alcanzar la cota -10 m.
De las operaciones topográficas realizadas en la apertura de la rampa diseñada
habrá que extraer un volumen aproximado de 8.400 m3, completándose las labores
preparatorias con la excavación de la plataforma de trabajo (planta rectangular de
30 x 100).
Diseño y desarrollo de la explotación
- 20 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Apertura de los sucesivos bancos en explotación.
Una vez desmontada la plataforma de trabajo se irán abriendo los sucesivos bancos
a cota relativa -15, con unas dimensiones aproximadas anuales de 40 x 75 m
(superficie de avance anual 3000 m2), producción en banco de 45.000 m
3 /año. Se
proyectan dos voladuras anuales de 20 metros de avance.
1.6.1 VOLADURA EN RAMPA
Datos:
Diámetro del barreno (mm): 100.0
Altura de banco (m): 10 (máxima 10m, mínima 1,00 m)
Esquema B = S (m): 3.50
Sobreperforación (m): 0.88 (máxima 0,87, mínima 0,33)
Pendiente de la rampa (%): 3.70
Anchura de la rampa (m): 10
Densidad del explosivo (gr (m3): 1.10 (media ponderada Goma + Nagolita)
Número de barrenos totales: 300
Carga total (Kg): 4.000 (1.800 Goma, 2.200 Nagolita)
Longitud total perforada (m): 1.500

Diseño y desarrollo de la explotación
- 21 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6.2 VOLADURAS EN BANCO
Cálculo del índice de volabilidad
Datos:
Descripción del macizo rocoso: Totalmente masivo
Espaciamiento entre juntas: Pequeño (< 0,1 m)
Orientación entre planos de juntas: Horizontal
Densidad (t/m3): 2.7
Resistencia a compresión simple (Mpa):100
Resultados:
Tras completar los campos requeridos por el programa Disvol (Figura 6); habrá que
tener en cuenta las diferentes alternativas que se presentan y cual resultará óptima
para la extracción del material.
Figura 6: Datos técnicos programa Disvol

Diseño y desarrollo de la explotación
- 22 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6.3 ALTERNATIVA 1 - MÉTODO LANGEFORS. ESQUEMA
CUADRADO. (PROGRAMA DISVOL)
DATOS DE ENTRADA:
ESQUEMA: .................................................................................................................. Cuadrado
DIÁMETRO DE PERFORACIÓN (mm): .............................................................................. 100
ALTURA DE BANCO (m): ...................................................................................................... 15
INCLINACIÓN DE LOS BARRENOS (º): ......................................................................... 18.43
RELACIÓN ESPACIAMIENTO/PIEDRA: ............................................................................ 1.2
ERROR DE EMBOQUILLE ...................................................................................................... 2
DESVIACIÓN DE LOS BARRENOS (%) ................................................................................. 4
ANCHURA DE LA VOLADURA (m): ................................................................................... 20
LONGITUD DEL FRENTE (m): .............................................................................................. 75
CONSTANTE DE LA ROCA: ............................................................................................... 0,9
DIÁMETRO DE CARGA DE FONDO (mm): ......................................................................... 85
DENSIDAD DE LA CARGA DE FONDO (gr/cm3): ........................................................... 1,40
DIÁMETRO CARGA DE COLUMNA (mm): ....................................................................... 100
DENSIDAD DE CARGA DE COLUMNA (gr/cm3): ........................................................... 0,80
Figura 7: Elección de la carga

Diseño y desarrollo de la explotación
- 23 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Los resultados que muestra el programa con las especificaciones indicadas en
función de las características del terreno y los requerimientos del proyecto son los
que se presentan a continuación;
RESULTADOS:
PIEDRA MÁXIMA (m):........................................................................................................ 3,38
ESPACIAMIENTO (m): ........................................................................................................ 3,32
LONGITUD DEL BARRENO (m): ..................................................................................... 15,85
PIEDRA PRÁCTICA (m): ..................................................................................................... 2,76
SOBREPERFORACIÓN (m): ............................................................................................... 0,83
RETACADO (m): .................................................................................................................. 2,76
ESPACIAMIENTO EFECTIVO (m): .................................................................................... 7,19
ESPACIAMIENTO EFECT./PIEDRA EFECT.: ................................................................... 5,63
GRADO DE EQUILIBRIO EN VOLADURA MULTIFILA: ............................................... 0,74
LONGITUD TOTAL PERFORADA (m): ....................................................................... 2187,25
NÚMERO DE FILAS: ................................................................................................................ 6
NÚMERO DE BARRENOS POR FILA: ................................................................................. 23
NÚMERO TOTAL DE BARRENOS: .................................................................................... 138
ANCHURA REAL ARRANCADA: ................................................................................... 16,58
VOLUMEN ARRANCADO POR BARRENO (m3): ....................................................... 137,48
VOLUMEN ARRANCADO TOTAL (m3): .................................................................. 18971,57
CONSUMO ESPECÍFICO (Kg/m3): ...................................................................................... 0,64
RENDIMIENTO DE ARRANQUE (m3/m): .......................................................................... 8,67
LONGITUD CARGA DE COLUMNA (m): ......................................................................... 9,49
CARGA DE COLUMNA POR BARRENO (Kg): .............................................................. 59,65
CARGA DE COLUMNA TOTAL (Kg): ......................................................................... 8231,51
CONCENTRACIÓN CARGA DE COLUMNA (Kg/m): ...................................................... 6,28
LONGITUD CARGA DE FONDO (m): ................................................................................ 3,59
CARGA DE FONDO POR BARRENO (Kg): ..................................................................... 28,54
CARGA DE FONDO TOTAL (Kg): ............................................................................... 3938,71
CONCENTRACIÓN CARGA DE FONDO (Kg/m): ........................................................... 7,94
CARGA TOTAL POR BARRENO (Kg): ............................................................................ 88,19
CARGA TOTAL VOLADURA (Kg): ........................................................................... 12170,22
ÍNDICE DE UNIFORMIDAD: .............................................................................................. 1,19
K50 (cm) .............................................................................................................................. 43,78
K95 (cm): ........................................................................................................................... 149,31

Diseño y desarrollo de la explotación
- 24 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Las curvas obtenidas tras introducir los campos requeridos por el programa son las
que se muestran a continuación, correspondiendo la primera al histograma de
frecuencias (Figura 8) (abertura de malla por la que atraviesa un determinado
porcentaje de los fragmentos de la voladura)
Otro tipo de curva que proporciona el programa es la granulométrica (Figura 9) que
muestra porcentaje de fragmentos según la abertura de malla.
Figura 9: Curva granulométrica método Langefors esquema cuadrado
Figura 8: Histograma de frecuencias método Langefors esquema cuadrado

Diseño y desarrollo de la explotación
- 25 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6.4 ALTERNATIVA 2 - MÉTODO L.JIMENO. ESQUEMA CUADRADO.
(PROGRAMA DISVOL)
Los datos de entrada para la resolución con este método son:
DATOS DE ENTRADA:
ESQUEMA: .................................................................................................................. Cuadrado
DIÁMETRO DE PERFORACIÓN (mm): .............................................................................. 100
INCLINACIÓN DE LOS BARRENOS (º): ......................................................................... 18.43
ALTURA DE BANCO (m): ...................................................................................................... 15
ANCHURA DE LA VOLADURA (m): ................................................................................... 20
LONGITUD DEL FRENTE (m): .............................................................................................. 75
ERROR DE PERFORACIÓN (m): ...................................................................................... 0.045
RESISTENCIA A COMPRESIÓN SIMPLE (MPa): .......................................................... Media
ÍNDICE DE VOLABILIDAD: ............................................................................................ 46,25
DIÁMETRO DE CARGA DE FONDO (mm): ......................................................................... 85
DENSIDAD DE LA CARGA DE FONDO (gr/cm3): ........................................................... 1,40
PRP CARGA DE FONDO: ..................................................................................................... 121
DIÁMETRO CARGA DE COLUMNA (mm): ....................................................................... 100
DENSIDAD DE CARGA DE COLUMNA (gr/cm3): ........................................................... 0,80
PRP EXPLOSIVO DE LA COLUMNA: ................................................................................ 100
Al cambiar de método el programa presenta unos resultados ligeramente distintos al
anterior, al final del epígrafe se procederá a realizar un análisis comparativo entre
los diferentes métodos analizados para la elección del esquema que mas convenga
al desarrollo y diseño del proyecto.
RESULTADOS:
PIEDRA (m): ......................................................................................................................... 3,70
ESPACIAMIENTO (m): ........................................................................................................ 4,70
LONGITUD DEL BARRENO (m): ..................................................................................... 16,09
SOBREPERFORACIÓN (m): ............................................................................................... 1,10
RETACADO (m): .................................................................................................................. 3,40
ESPACIAMIENTO EFECTIVO (m): .................................................................................. 10,10
PIEDRA PRÁCTICA (m): ..................................................................................................... 1,72
ESPACIAMIENTO EFECT. /PIEDRA EFECT.: .................................................................. 5,87

Diseño y desarrollo de la explotación
- 26 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
GRADO DE EQUILIBRIO EN VOLADURA MULTIFILA: ............................................... 0,76
LONGITUD TOTAL PERFORADA (m): ....................................................................... 1287,01
NÚMERO DE FILAS: ................................................................................................................ 5
NÚMERO DE BARRENOS POR FILA: ................................................................................. 16
NÚMERO TOTAL DE BARRENOS: ...................................................................................... 80
ANCHURA REAL ARRANCADA: ................................................................................... 18,50
VOLUMEN ARRANCADO POR BARRENO (m3): ....................................................... 261,21
VOLUMEN ARRANCADO TOTAL (m3): .................................................................. 20896,63
CONSUMO ESPECÍFICO (Kg/m3):...................................................................................... 0,33
RENDIMIENTO DE ARRANQUE (m3/m): ........................................................................ 16,24
LONGITUD CARGA DE COLUMNA (m): ......................................................................... 9,19
CARGA DE COLUMNA POR BARRENO (Kg): .............................................................. 57,73
CARGA DE COLUMNA TOTAL (Kg): ......................................................................... 4618,18
CONCENTRACIÓN CARGA DE COLUMNA (Kg/m): ...................................................... 6,28
LONGITUD CARGA DE FONDO (m): ................................................................................ 3,50
CARGA DE FONDO POR BARRENO (Kg): ..................................................................... 27,81
CARGA DE FONDO TOTAL (Kg): ............................................................................... 2224,40
CONCENTRACIÓN CARGA DE FONDO (Kg/m): ........................................................... 7,94
CARGA TOTAL POR BARRENO (Kg):............................................................................ 85,53
CARGA TOTAL VOLADURA (Kg): ............................................................................. 6842,59
ÍNDICE DE UNIFORMIDAD: .............................................................................................. 1,41
K50 (cm) .............................................................................................................................. 29,79
K95 (cm): ............................................................................................................................. 84,11
TAMAÑO CARACTERÍSTICO (cm): ................................................................................ 38,63
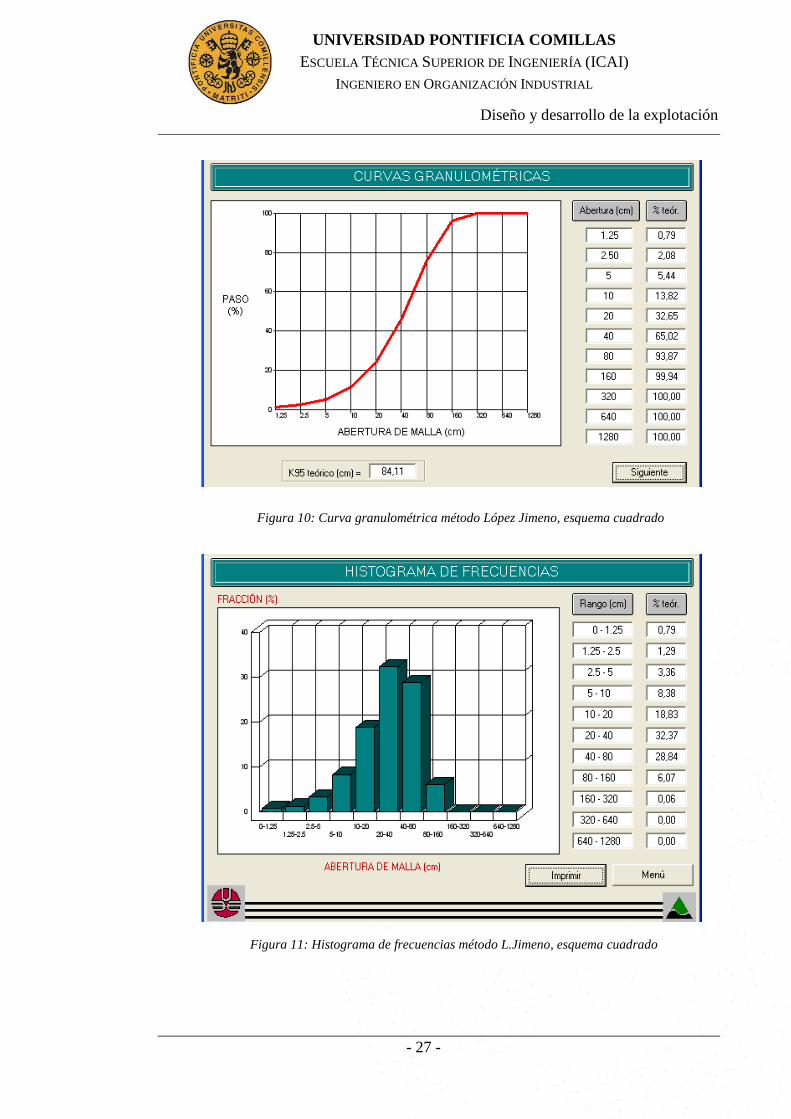
Estos resultados resultan más intuitivos y fáciles de analizar si se apoyan en las
gráficas que el software informático presenta. Al igual que en el método anterior el
programa permite obtener la curva granulométrica(Figura 10) y el histograma de
frecuencias (Figura 11). No se buscará solamente que la voladura proporcione el
menor tamaño de los bolos sino también resultarán muy importantes otros factores
como la cantidad de explosivo utilizado en la voladura.
Diseño y desarrollo de la explotación
- 27 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Figura 10: Curva granulométrica método López Jimeno, esquema cuadrado
Figura 11: Histograma de frecuencias método L.Jimeno, esquema cuadrado

Diseño y desarrollo de la explotación
- 28 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6.5 ALTERNATIVA 3 - MÉTODO LANGEFORS. ESQUEMA
TRESBOLILLO. (PROGRAMA DISVOL)
DATOS DE ENTRADA:
ESQUEMA: ................................................................................................................ Tresbolillo
DIÁMETRO DE PERFORACIÓN (mm): .............................................................................. 100
ALTURA DE BANCO (m): ...................................................................................................... 15
INCLINACIÓN DE LOS BARRENOS (º): ......................................................................... 18.43
RELACIÓN ESPACIAMIENTO/PIEDRA: ............................................................................ 1.2
ERROR DE EMBOQUILLE ...................................................................................................... 2
DESVIACIÓN DE LOS BARRENOS (%) ................................................................................. 4
ANCHURA DE LA VOLADURA (m): ................................................................................... 20
LONGITUD DEL FRENTE (m): .............................................................................................. 75
CONSTANTE DE LA ROCA: ............................................................................................... 0,9
DIÁMETRO DE CARGA DE FONDO (mm): ......................................................................... 85
DENSIDAD DE LA CARGA DE FONDO (gr/cm3): ........................................................... 1,40
PRP CARGA DE FONDO: ..................................................................................................... 121
DIÁMETRO CARGA DE COLUMNA (mm): ....................................................................... 100
DENSIDAD DE CARGA DE COLUMNA (gr/cm3): ........................................................... 0,80
PRP EXPLOSIVO DE LA COLUMNA: ................................................................................ 100
El esquema tresbolillo es el que a priori suele presentar resultados mejores frente a
los esquemas cuadrados pero habrá que analizar los datos obtenidos y realizar una
elección acorde con las necesidades de la explotación y la planta.
RESULTADOS:
PIEDRA MÁXIMA (m): ....................................................................................................... 3.38
ESPACIAMIENTO (m): ........................................................................................................ 3.32
LONGITUD DEL BARRENO (m): ..................................................................................... 15.85
PIEDRA PRÁCTICA (m): ..................................................................................................... 2,76
SOBREPERFORACIÓN (m): .............................................................................................. 0,83
RETACADO (m): .................................................................................................................. 2,76
ESPACIAMIENTO EFECTIVO (m): .................................................................................... 5.69
ESPACIAMIENTO EFECT./PIEDRA EFECT.: ................................................................... 3,53
GRADO DE EQUILIBRIO EN VOLADURA MULTIFILA: ............................................... 1,04
LONGITUD TOTAL PERFORADA (m): ....................................................................... 2187.25

Diseño y desarrollo de la explotación
- 29 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
NÚMERO DE FILAS: ................................................................................................................ 6
NÚMERO DE BARRENOS POR FILA: ................................................................................. 23
NÚMERO TOTAL DE BARRENOS: .................................................................................... 138
ANCHURA REAL ARRANCADA: ................................................................................... 16.58
VOLUMEN ARRANCADO POR BARRENO (m3): ....................................................... 137.48
VOLUMEN ARRANCADO TOTAL (m3): ....................................................................... 18971
CONSUMO ESPECÍFICO (Kg/m3):...................................................................................... 0,64
RENDIMIENTO DE ARRANQUE (m3/m): .......................................................................... 8.67
LONGITUD CARGA DE COLUMNA (m): ......................................................................... 9,49
CARGA DE COLUMNA POR BARRENO (Kg): .............................................................. 59,65
CARGA DE COLUMNA TOTAL (Kg): ......................................................................... 8231.51
CONCENTRACIÓN CARGA DE COLUMNA (Kg/m): ...................................................... 6,28
LONGITUD CARGA DE FONDO (m): ................................................................................ 3,59
CARGA DE FONDO POR BARRENO (Kg): ..................................................................... 28.54
CARGA DE FONDO TOTAL (Kg): ............................................................................... 3980,71
CONCENTRACIÓN CARGA DE FONDO (Kg/m): ........................................................... 7,94
CARGA TOTAL POR BARRENO (Kg):............................................................................ 88.19
CARGA TOTAL VOLADURA (Kg): ........................................................................... 12170.22
ÍNDICE DE UNIFORMIDAD: .............................................................................................. 1,31
K50 (cm) .............................................................................................................................. 43.78
K95 (cm): ........................................................................................................................... 133.56
TAMAÑO CARACTERÍSTICO (cm): ................................................................................ 57,89
Como se ha explicado anteriormente el programa informático permite obtener la
curva granulométrica correspondiente a este método (Figura 12) y su histograma de
frecuencias (Figura 13). El método tresbolillo es la colocación desfasada de los
barrenos con respecto a los de la fila delantera o trasera y teóricamente esta
configuración proporciona a la voladura un mejor aprovechamiento de la energía
del explosivo y una mejor salida de los materiales fragmentados en la detonación.
La curva granulometrica K95 presenta una abertura de malla correspondiente a
133cm, parece que con este método habría que tratar un porcentaje de los bolos de
la voladura de tamaño considerable. De todas formas estos datos hay que
analizarlso en su conjunto observando coal es el que mejor se adecúa a las
necesidades de la voladura para el abastecimiento de la trituradora y la planta de
prefabricados.

Diseño y desarrollo de la explotación
- 30 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Figura 12: Curva granulométrica método Langefors, esquema tresbolillo.
Figura 13: Histograma de frecuencias método Langefors, esquema tresbolillo

Diseño y desarrollo de la explotación
- 31 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.6.6 ALTERNATIVA4 – MÉTODO L.JIMENO. ESQUEMA TRESBOLILLO.
(PROGRAMA DISVOL)
DATOS DE ENTRADA:
ESQUEMA: ................................................................................................................ Tresbolillo
DIÁMETRO DE PERFORACIÓN (mm): .............................................................................. 100
INCLINACIÓN DE LOS BARRENOS (º): ......................................................................... 18.43
ALTURA DE BANCO (m): ...................................................................................................... 15
ANCHURA DE LA VOLADURA (m): ................................................................................... 20
LONGITUD DEL FRENTE (m): .............................................................................................. 75
ERROR DE PERFORACIÓN (m): ...................................................................................... 0.045
RESISTENCIA A COMPRESIÓN SIMPLE (MPa): .......................................................... Media
ÍNDICE DE VOLABILIDAD: ............................................................................................ 46,25
DIÁMETRO DE CARGA DE FONDO (mm): ......................................................................... 85
DENSIDAD DE LA CARGA DE FONDO (gr/cm3): ........................................................... 1,40
PRP CARGA DE FONDO: ..................................................................................................... 121
DIÁMETRO CARGA DE COLUMNA (mm): ....................................................................... 100
DENSIDAD DE CARGA DE COLUMNA (gr/cm3): ........................................................... 0,80
PRP EXPLOSIVO DE LA COLUMNA: ................................................................................ 100
RESULTADOS:
PIEDRA (m): ......................................................................................................................... 3,70
ESPACIAMIENTO (m): ........................................................................................................ 4,70
LONGITUD DEL BARRENO (m): ..................................................................................... 16,09
SOBREPERFORACIÓN (m): ............................................................................................... 1,10
RETACADO (m): .................................................................................................................. 3,40
ESPACIAMIENTO EFECTIVO (m): .................................................................................... 7,96
PIEDRA PRÁCTICA (m): ..................................................................................................... 2,18
ESPACIAMIENTO EFECT./PIEDRA EFECT.: ................................................................... 3,65
GRADO DE EQUILIBRIO EN VOLADURA MULTIFILA: ............................................... 1,10
LONGITUD TOTAL PERFORADA (m): ....................................................................... 1287.01
NÚMERO DE FILAS: ................................................................................................................ 5
NÚMERO DE BARRENOS POR FILA: ................................................................................. 16
NÚMERO TOTAL DE BARRENOS: ...................................................................................... 80
ANCHURA REAL ARRANCADA: ................................................................................... 18,50
VOLUMEN ARRANCADO POR BARRENO (m3): ....................................................... 261.21

Diseño y desarrollo de la explotación
- 32 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
VOLUMEN ARRANCADO TOTAL (m3): .................................................................. 20896.63
CONSUMO ESPECÍFICO (Kg/m3):...................................................................................... 0,33
RENDIMIENTO DE ARRANQUE (m3/m): ........................................................................ 16,24
LONGITUD CARGA DE COLUMNA (m): ......................................................................... 9,19
CARGA DE COLUMNA POR BARRENO (Kg): .............................................................. 57.73
CARGA DE COLUMNA TOTAL (Kg): ......................................................................... 4618.18
CONCENTRACIÓN CARGA DE COLUMNA (Kg/m): ...................................................... 6,28
LONGITUD CARGA DE FONDO (m): ................................................................................ 3,50
CARGA DE FONDO POR BARRENO (Kg): ..................................................................... 27,81
CARGA DE FONDO TOTAL (Kg): ............................................................................... 2224,40
CONCENTRACIÓN CARGA DE FONDO (Kg/m): ........................................................... 7,94
CARGA TOTAL POR BARRENO (Kg):............................................................................ 85.53
CARGA TOTAL VOLADURA (Kg): ............................................................................. 6842.59
ÍNDICE DE UNIFORMIDAD: .............................................................................................. 1,55
K50 (cm) .............................................................................................................................. 29,79
K95 (cm): ............................................................................................................................. 76.53
TAMAÑO CARACTERÍSTICO (cm): ................................................................................ 37.72
Figura 14: Curva granulométrica método López Jimeno, esquema tresbolillo
Diseño y desarrollo de la explotación
- 33 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
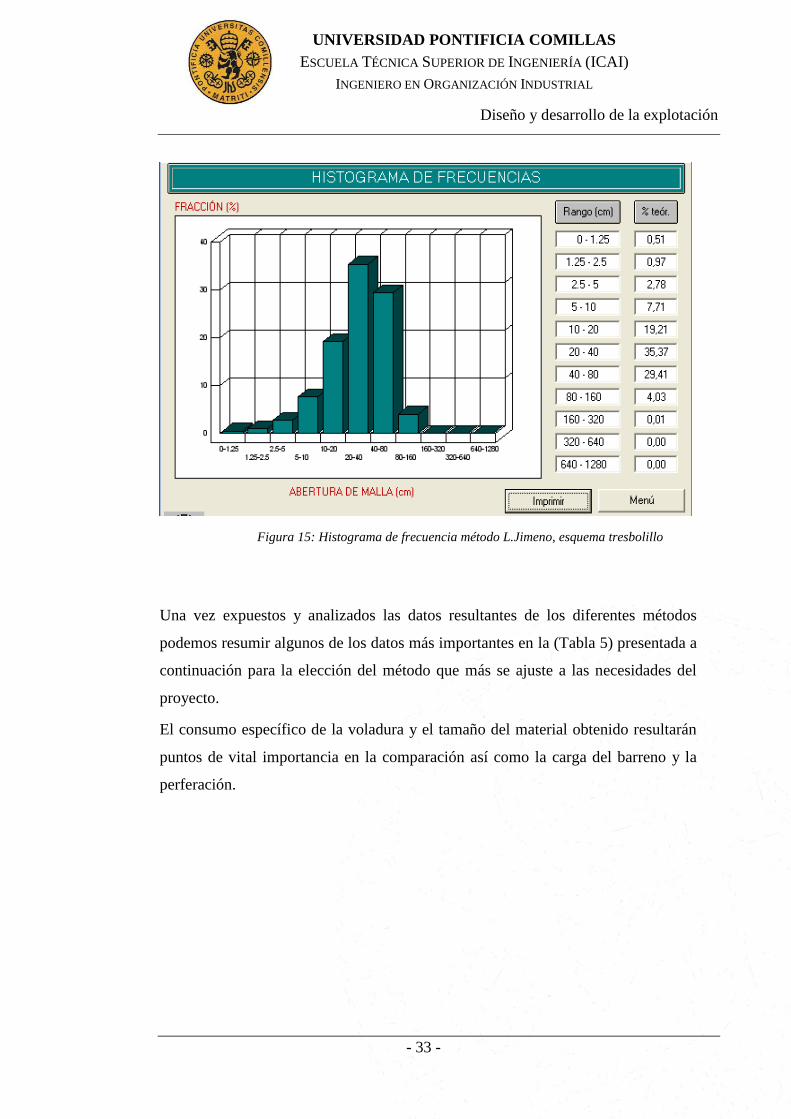
Una vez expuestos y analizados las datos resultantes de los diferentes métodos
podemos resumir algunos de los datos más importantes en la (Tabla 5) presentada a
continuación para la elección del método que más se ajuste a las necesidades del
proyecto.
El consumo específico de la voladura y el tamaño del material obtenido resultarán
puntos de vital importancia en la comparación así como la carga del barreno y la
perferación.
Figura 15: Histograma de frecuencia método L.Jimeno, esquema tresbolillo

Diseño y desarrollo de la explotación
- 34 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 5: Elección diferentes métodos de voladura
METODO 1 METODO 2 METODO 3 METODO 4
CARGA TOTAL POR
BARRENO (Kg)
88,19 85,53 88,19 85,53
VOLUMEN POR
BARRENO (m3)
137,48 261,21 137,48 261,21
CONSUMO
ESPECÍFICO (Kg/m3)
0,64 0,33 0,64 0,33
TAMAÑO
CARACTERÍSTICO (cm)
59,53 38,63 57,89 37,72
Tras observar la tabla resumen y los distintos resultados de los cálculos por
diferentes métodos nos decantaremos por la elección del método cuatro, es decir, el
López Jimeno con esquema al tresbolillo, ya que según el consumo específico y el
tamaño de roca obtenidos es el que “a priori” mas se ajusta a nuestras necesidades
tanto en tratamiento en la planta como de ahorro económico. Este método
presentaría la mejor opción económica y una buena rotura de los bolos en
comparación con los otros. El método 2º es el mas similar pero presenta valores
algo mas elevados en cuanto a tamaño característico y a demás se presupone que el
esquema a tresbolillo aprovecha la energía del explosivo de mejor forma.

Diseño y desarrollo de la explotación
- 35 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.7 RESUMEN DE DATOS PROYECTO DE EXPLOTACIÓN
A la vista de los resultados obtenidos en el cálculo de voladuras tipo y el diseño
geométrico y de avance, podemos establecer el siguiente resumen:
CANTERA: En la provincia de Segovia (Brieva)
SUSTANCIA A EXPLOTAR: ortoneises glandulares
DESTINO: abastecimiento de la planta de prefabricados aneja.
DISEÑO DE LA EXPLOTACIÓN: Corta a nivel máximo - 15 m.
Acceso mediante rampa pte.
Anchura 10 mtrs.
LABOREO: voladuras. retirada y carga del material del frente de arranque
mediante cargadora ataque frontal de ruedas (o retroexcavadora).
descarga a volquete minero y transporte a planta de tratamiento.
SUPERFICIE OCUPADA: Superficie según topografía actualizada: 38.840 m
SUPERFICIE ÚTIL DE EXPLOTACIÓN: 34.700 m
(restando el macizo de protección de
5 m de anchura en todo el perímetro)
PROFUNDIDAD MEDIA DE EXPLOTACIÓN: 15 m
RESERVAS EXPLOTABLES
con la actual disponibilidad de terrenos y según operaciones topográficas,
manteniendo macizo de protección y rampa de acceso: 520.000 m3

Diseño y desarrollo de la explotación
- 36 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
TONELADAS EQUIVALENTES (tetniendo en cuenta el factor de esponjamiento
y densidad 1,85): cercanas a 1.000.000 T (Aprovechables)
AVANCE PREVISTO ANUAL: 3.000 m2 (Avance planta rectangular 40 x 75 m)
PRODUCCIÓN ANUAL (m3 en banco)……………….. ................................... 45000m3
TONELAJE EQUIVALENTE ANUAL VENDIBLE ......................................... 83250 T
PRODUCCIÓN DIARIA ......................................................................................... 380 T
PRODUCCIÓN HORARIA DEMANDADA A PLANTA ............................. 180 T/hora
ABASTECIMIENTO DE LA PLANTA DE PREFABRICADOS……………… SM

Diseño y desarrollo de la explotación
- 37 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.8 PLANTA DE TRATAMIENTO
DATOS DE PARTIDA:
Tamaño máximo alimentación: 1.100 mm
Producción horaria: 115 T/h
Material: Ortoneis
ESQUEMA BÁSICO DE TRATAMIENTO
TRITURACIÓN PRIMARIA
TRITURACIÓN SECUNDARIA
CLASIFICACIÓN TRES TAMAÑOS
En base a los planteamientos tanto de laboreo como de tratamiento y minimización
de los impactos ambientales, se proyecta para la fase de implantación y desarrollo
del primer banco, un equipo móvil de machaqueo, trituración y clasificado de
áridos. Con esta alternativa se podrá ubicar la planta de tratamiento de forma
progresiva en las distintas zonas del frente de arranque. (Cota superior en la
apertura de la rampa y en cota de plataforma de trabajo cuando se haya conseguido
la dimensión necesaria). Aunque también se estudiará la posibilidad de instalar la
planta de tratamiento fija y aneja a la planta de prefabricados de hormigón con el
objeto de simplificar trabajo y minimizar operaciones. En función del flujo de
material y la demanda de la planta de prefabricados se estudiará la implementación
de esta última opción citada.
Las características técnicas básicas serán:
ALIMENTADOR VIBRANTE PRIMARIO de 1.200 x 5000 mm,
capacidad de producción 200 T/h, alimentación admisible de 1000 Kg, 30
KW de potencia y 8600 Kg de peso.

Diseño y desarrollo de la explotación
- 38 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
TRITURADORA PRIMARIA (MANDÍBULAS)
Boca de entrada: 1.180 x 950 mm
Peso: 40.000 Kg
Producción: 200 - 400 T/h
Alimentación admisible: 1250 Kg
Potencia: 160 KW
Dimensiones:
A: 2.500 mm
B: 1.950 mm
C: 1.800 mm
D: 2.670 mm
E: 3.350 mm
TRITURADORA SECUNDARIA (IMPACTOS)
Boca de entrada: 1.145 x 550 mm
Peso: 12.200 Kg
Producción: 150 - 200 T/h
Alimentación admisible: 250 mm
Potencia: 150 KW
Dimensiones:
A: 2.360 mm
B: 1.945 mm
C: 2.680 mm
D: 1.795 mm
E: 2.490 mm
Figura 16: Trituradora primaria
Figura 17: Trituradora secundaria
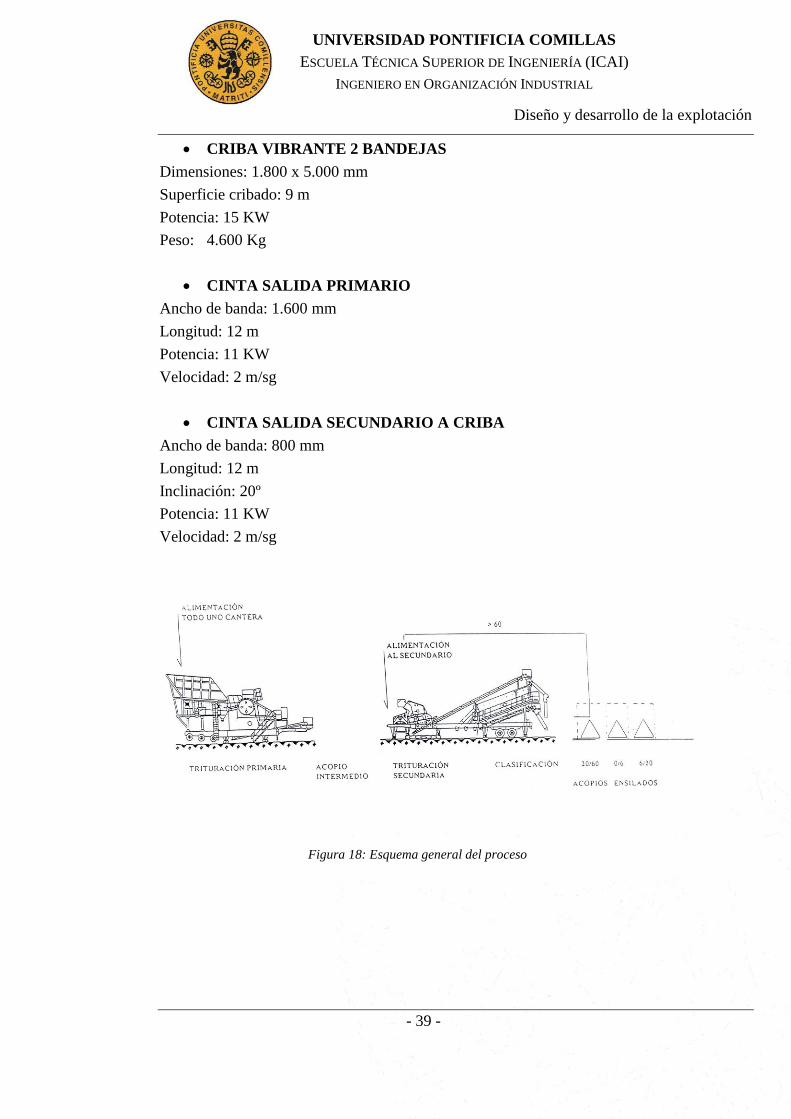
Diseño y desarrollo de la explotación
- 39 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
CRIBA VIBRANTE 2 BANDEJAS
Dimensiones: 1.800 x 5.000 mm
Superficie cribado: 9 m
Potencia: 15 KW
Peso: 4.600 Kg
CINTA SALIDA PRIMARIO
Ancho de banda: 1.600 mm
Longitud: 12 m
Potencia: 11 KW
Velocidad: 2 m/sg
CINTA SALIDA SECUNDARIO A CRIBA
Ancho de banda: 800 mm
Longitud: 12 m
Inclinación: 20º
Potencia: 11 KW
Velocidad: 2 m/sg
Figura 18: Esquema general del proceso

Diseño y desarrollo de la explotación
- 40 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.9 INFRAESTRUCTURAS E INSTALACIONES ACCESORIAS
La planta de tratamiento es un elemento clave en la cadena de abastecimiento a la
planta de hormigón.
Para una correcta elaboración del hormigón es necesaria la obtención de unos
calibres y medidas estipuladas para la grava y la arena proveniente de nuestra
explotación. La maquinaria necesaria para este tratamiento es de alimentación
eléctrica y presenta las siguientes potencias en función de cada elemento de la
cadena.
Suministro eléctrico
Se prevé la instalación de un Grupo Electrógeno, capaz de suministrar la potencia
necesaria a los siguientes:
RECEPTORES Potencia (KW)
TRITURACIÓN PRIMARIA 160
TRITURACIÓN SECUNDARIA 150
CRIBA 15
CINTAS Y ALIMENTADORES 52
INSTALACIONES AUXILIARES 25
(Bombas de agua, alumbrado, etc.)
TOTAL POTENCIA 402

Planta de prefabricados de hormigón
- 41 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 2 PLANTA DE
PREFABRICADOS DE HORMIGÓN
En este capítulo se abordaran todos los aspectos relacionados con la planta
industrial a instalar así como los productos que se querrán obtener de ella y la
maquinaria. Su situación y los procesos de fabricación también serán puntos
importantes a la hora de redactar el capítulo. La planta de prefabricados de
hormigón se abastecerá de la materia prima obtenida en la explotación y
comercializará los productos tratados y elaborados en la propia planta.
2.1 DESCRIPCIÓN Y OBJETIVO
El objetivo de la planta de prefabricados de hormigón es la elaboración de piezas
para satisfacer la demanda constructiva de la zona. Con el abastecimiento de la
materia prima proveniente de la cantera se elaborará el hormigón que se moldeará
de distintas formas en función de los medios técnicos de la planta y de la demanda
del producto.
El objetivo de la planta es alcanzar el máximo beneficio económico, no obstante,
teniendo muy presente mantener y mejorar las calidades de los productos
comercializados.
Planta de prefabricados de hormigón
- 42 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.2 ESTUDIO DE LOCALIZACIÓN DE LA PLANTA Y LA
EXPLOTACIÓN
Para seleccionar un lugar geográfico donde desarrollar la actividad empresarial
hay que tener en cuenta diversos factores como pueden ser; el terreno, el clima, la
competencia, proximidad a proveedores y mercado, mano de obra disponible…
Todos ellos muy importantes y decisivos a la hora de implantar nuestra industria y
poder aprovechar y optimizar al máximo todos los recursos, tanto económicos
como humanos.
Cercanía a los mercados: este punto es de vital importancia ya que los
costes derivados del transporte podrían incrementar mucho el montante
final, haciendo que la empresa no pueda resultar competitiva en precio y
con unos gastos derivados del movimiento de la mercancía demasiado
altos.
El clima: es importante que el clima no sea muy extremo (temperaturas
intermedias, ni muy altas ni demasiado bajas, (podría complicar la
fabricación y secado de las piezas de hormigón), ni lluvias demasiado
frecuentes (las labores extractivas podrían verse afectadas).
Mano de obra: no todas las localizaciones son validas ya que aún que a
priori pueda resultar que un sitio es óptimo en cuanto a precio del terreno,
gastos de transporte etc.… Podría resultar que conseguir una mano de obra
cualificada y capaz de desarrollar la actividad propia de su cargo se torne
en una actividad muy complicada y costosa.

Planta de prefabricados de hormigón
- 43 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Terreno: el lugar en el que se asiente la explotación y la fábrica de
prefabricados de hormigón deberá de ser arrendado o comprado y esto
supone un coste muy importante.
Legislación e impuestos: en función de la localidad en la que se encuentre
la fábrica y la explotación afectarán una serie de tasas y normas diferentes.
Habrá que tener muy en consideración todas las disposiciones legales,
tanto de normas como de impuestos de cada comunidad autónoma.
Proximidad con el proveedor: en el caso que acontece a este proyecto, al
tratarse de una actividad que integra la propia adquisición de la materia
prima, mediante actividad extractiva por explosivos en la cantera anexa a
la fábrica y su posterior tratamiento en la misma, la proximidad con el
proveedor se presenta como idónea por sí misma, sin importar la
localización en la que finalmente se decida implantar la empresa.
Impacto medioambiental y sensibilidad de la zona: al tratarse de un
proyecto en el que el impacto medioambiental es importante (ya que se
realizará una actividad extractiva mediante explosivos y se construirá una
fábrica de prefabricados de hormigón) es decisivo a la hora de seleccionar
el emplazamiento idóneo que la zona permita este tipo de industria. Hay
zonas que presentan problemas para determinadas actividad industriales
(humos, ruidos…)
Los competidores: Los competidores suponen otro factor relativamente
importante a la hora de seleccionar la localización de la fábrica. Lo ideal
sería intentar satisfacer la demanda de la zona para así poder competir en
precio ya que los costes de transporte en un principio resultarían menores

Planta de prefabricados de hormigón
- 44 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
que los de la competencia. En este proyecto la ventaja competitiva que
ofrece la planta de prefabricados en que se alimenta así misma de la
mayoría de materia prima necesaria para fabricar el hormigón.
Se debe de presentar una sinergia positiva entre todos los factores. Hay factores de
mayor importancia y que pueden resultar decisivos a la hora de elegir el
emplazamiento, hay que estudiarlos todos y tomar una decisión que a corto, medio
y largo plazo pueda resultar satisfactoria para los intereses de la empresa.
Se debe de ponderar todos los factores en función de su importancia y seleccionar
lo que mejor resulte.
Inicialmente se quiere instalar la explotación y la fábrica en la provincia de
Segovia por motivos de proximidad a la capital y por estar bien comunicado con
la zona sur y centro-sur de castilla León. Es una localidad relativamente
“céntrica” en lo que a nivel nacional se refiere, y logísticamente puede presentar
ventajas hacia una posible expansión a mayor nivel. Ahora bien, la localización
exacta no está definida, para ello se realizará un estudio ponderando los factores
más importantes para decidir la implantación del proyecto.
2.2.1 ESTUDIO DE LOCALIZACIÓN DE PROVEEDORES
No aplica en lo que se refiere a los áridos ya que la planta se autoabastece con su
propia arena y grava.
Se trata de una empresa que se “autoabastece “relativamente, hay determinados
materiales que debe de adquirir pero los principales los posee. El cemento que es
un elemento también importante y del que se necesitaran grandes cantidades se

Planta de prefabricados de hormigón
- 45 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
adquirirán en puntos cercanos a la planta, no considerándose en principio este
punto como de gran importancia para la localización de la fabrica ya que se
supone que el cemento nos lo podría suministrar cualquier empresa cercana a
precios competitivos.
2.2.2 ESTUDIO DE LOCALIZACIÓN DE CLIENTES
Los productos de hormigón prefabricados obtenidos en la fábrica se irán
almacenando de manera que se cree un stock continuo que garantice el servicio y
pueda satisfacer siempre la demanda.
Los clientes de estos prefabricados de hormigón son por una parte, pequeñas y
medianas empresas, ya sean constructoras de albañilería, reformas… que actúan a
nivel autónomo y se sirven de los almacenes de la fábrica. Y por otra parte,
empresas grandes con las que se contrata un determinado volumen de material y
un determinado precio.
En un principio, la localización de los clientes no supone gran relevancia ya que
en casi todas las localidades hay almacenes de este tipo que pueden surtir a los
clientes. Y en cuanto a empresas grandes de construcción tampoco supone
demasiada importancia ya que actúan a lo largo de todo el territorio nacional.

Planta de prefabricados de hormigón
- 46 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.2.3 ESTUDIO DE COMPETIDORES
Las empresas que se seleccionaran como competidores serán aquellas que
presenten una actividad similar a la que este proyecto se refiere. Inicialmente
podemos catalogar como posibles competidores directos a las empresas que se
muestran a continuación:
PREHORQUISA (Segovia)
MARIANO RICO S.L. (Segovia)
CONORSA (Segovia)
PREFABRICADOS VILLALBA (Villalba)
PREFABRICADOS AVILA SL (Ávila)
TUBASTUR (Madrid)
Se presupone que nuestra fábrica tendrá una ventaja competitiva frente a otras
instalaciones que no posean su propia explotación minera. De todas formas el
proyecto entiende que en un entorno de normalidad (quizás no ahora en estos
tiempos en los que la construcción se encuentra en una profunda crisis) la
competencia en el sector no es un factor decisivo ya que se presupone un amplio
mercado.
Los condicionantes de los diferentes escenarios de la demanda se presentarán en
el estudio económico recogido en este proyecto.
Las diferentes conexiones entre los mercados emergentes y vías de comunicación
resultarán factores más determinantes.

Planta de prefabricados de hormigón
- 47 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.2.4 SELECCIÓN DE LOCALIZACIONES POSIBLES
Para la selección de las posibles ubicaciones de la fábrica, se centrará el
estudio en la zona de Segovia y su provincia, pudiendo contemplar también
ubicaciones en ciudades cercanas (Ej. Madrid, Ávila...) con el objetivo intentar
estudiar cual podría ser la localidad que mejor satisfaga las necesidades del
proyecto.
Con información sobre la comunicación y el transporte, el precio del terreno, las
concesiones de explotación y la calidad de la materia prima explotada se presenta
en la siguiente Tabla 6 los diferentes emplazamientos posibles:
Tabla 6: Posibles localizaciones
Precio del
terreno
€/m2
Posibilidad
de concesión
Comunicación
y transporte
Calidad del
material
Segovia (cerca
capital)
18 (Suelo
industrial) Muy difícil Regular Muy Buena
Brieva
(Segovia)
7 (Suelo
rustico) Fácil Muy Buena Muy buena
Navalmanzano
(Segovia)
8 (Suelo
rustico) Medio Regular Regular
Bernuy de
Porreros
8 (Suelo
rustico) Fácil Buena Regular

Planta de prefabricados de hormigón
- 48 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Una vez determinadas las posibles áreas de instalación de la fábrica y la
explotación se atisba una posible localización a priori como óptima de Brieva,
Segovia. A continuación, se realizará un análisis multicriterio en el que se
valorarán otra serie de factores muy importantes para la localización final de la
instalación.
2.2.5 ANÁLISIS MULTICRITERIO
Se realizará un análisis siguiendo el método de selección multicriterio, en la que
se calificarán las diferentes características del emplazamiento con valores del 1 al
5, siendo el 1 la puntuación más baja y el 5 la más alta.
La calificación que se muestra en la Tabla 7 representa en función del peso que
damos a cada factor, la localización de mayor importancia en función de la
calificación asignada a cada lugar.
Tabla 7: Ponderación de los factores
FACTORES
A) Precio del terreno 20
B) Clima 5
C) Comunicación y transporte 25
D) Calidad del material 25
E) Mano de obra 5
F) Cercanía de mercados 5
G) Servicios públicos e impuestos 10
H) Impacto medioambiental 5

Planta de prefabricados de hormigón
- 49 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Una vez referenciados todos los puntos clave que afectarán a la localización del
emplazamiento se presenta la puntuación final mediante el método de
multicriterio;
Tabla 8: Puntuación del análisis multicriterio
Localizaciones A B C D E F G H TOTAL
Segovia 1 4 5 3 4 5 2 1 300
Brieva 5 4 4 5 4 5 4 5 455
Navalmanzano 3 4 3 3 3 4 3 3 310
Bernuy de
Porreros 3 4 4 3 4 4 3 3 340
Como muestra la tabla, la localización que ha salido mejor valorada en
función de los criterios de valoración de los factores ha sido Brieva (Segovia).
Ventajas e inconvenientes de la explotación y fábrica (conjuntamente)
Uno de los inconvenientes que tiene este proyecto integrado es que la
construcción de la fábrica está directamente relacionada con que la actividad
extractiva de la materia prima. Tiene que ser la idónea en cuanto a calidad y
producción.
La ventaja es que se reducen costes al ser prácticamente autosuficientes y se
obtienen los calibres y calidades que decidamos (en cuanto a arena y grava).

Planta de prefabricados de hormigón
- 50 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.3 EL HORMIGÓN
El material que se tendrá que elaborar para el funcionamiento de la planta y para
la creación de las diferentes piezas es el hormigón.
El hormigón es el material resultante de la mezcla de un aglomerante (por ejemplo
de los más usados, el cemento) con áridos (grava, gravilla y arena) y agua. La
mezcla de cemento con arena y agua se denomina mortero.
Definición de sus componentes:
Cemento
Se denomina cemento a un conglomerante formado a partir de una mezcla de
caliza y arcilla calcinadas y posteriormente molidas, que tiene la propiedad de
endurecer al contacto con el agua.
El cemento necesita un periodo de envejecimiento de 28 días antes de adquirir sus
características técnicas óptimas.
Grava
En geología y en construcción se denomina grava a las rocas de tamaño
comprendido entre 2 y 64 mm, aunque no existe homogeneidad de criterio para el
límite superior.
Este material se origina por fragmentación de las distintas rocas de la corteza
terrestre, ya sea en forma natural o artificial. En este último caso actúan los
procesos de chancado o triturado utilizados en las respectivas plantas de áridos.

Planta de prefabricados de hormigón
- 51 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Dentro de la clasificación granulométrica de las partículas del suelo, las gravas
ocupan el siguiente lugar en el escalafón (Tabla 9), en esta tabla se pueden
observar la granulometría de las diferentes partículas.
Tabla 9: Granulometría grava
Partícula Tamaño
Arcillas < 0,002 mm
Limos 0,002-0,06 mm
Arenas 0,06-2 mm
Gravas 0,2-6 cm
Canto rodado 6-25 cm
Bloques >25 cm
Arena
La arena es un conjunto de partículas de rocas disgregadas. Como se muestra en la
tabla anterior, se denomina arena al material compuesto de partículas cuyo tamaño
varía entre 0,063 y 2 mm.
Agua
El agua es el componente de coste más bajo pero resulta tan importante como el
más caro, ya que en función de su contenido en la mezcla puede variar la
resistencia, consistencia y permeabilidad del hormigón. Cuando se desconoce la
calidad del agua que se va a utilizar así como su composición existe un riesgo

Planta de prefabricados de hormigón
- 52 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
porque aún con la relación entre agua y el resto de componentes sea la correcta, en
el interior del hormigón no sabremos si provocará un perjuicio o un beneficio.
Como norma se impone que, si el agua es potable será apta para agua de
mezclado, por lo que una gran cantidad de los hormigones son fabricados con
agua potable. También se puede realizar con otra agua no apta para el consumo
analizándola cuidadosamente y comprobando que el agua tiene las propiedades
adecuadas para la fabricación del hormigón.
Para la elaboración del hormigón en función de cual valla ser su uso, habrá que
realizar la mezcla de una u otra forma, como mediadas orientativas se podría
definir la composición de la siguiente forma:
Grava: 1100Kg
Arena: 1100Kg
Agua: 100L
Aditivos: 5Kg
Cemento: 200Kg
Según la pieza que se quiera obtener y las características que deba de soportar, se
tendrá que obtener por diferentes configuraciones en el mezclado.
Por ejemplo para piezas que tengan que soportar esfuerzos especiales (no será el
caso) se utilizará un refuerzo de la pieza con acero, (hormigón armado).
HORMIGÓN
Composición orientativa
(supuesta) en peso de la
mezcla.

Planta de prefabricados de hormigón
- 53 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.4 PRODUCTOS FABRICADOS EN LA PLANTA
El catálogo de productos que se pretende ofrecer al mercado, es el que las
capacidades técnicas de la planta y el nivel de suministro de la misma puedan
ofrecer.
Los diferentes productos serán principalmente; adoquines, bordillos, losas de
hormigón, piezas especiales, bloques prefabricados, bovedillas y ladrillos de
hormigón.
A continuación se muestra el siguiente catálogo de productos a modo descriptivo:
ADOQUINES: son piedras o bloques de forma rectangular que se utilizan
en la construcción de pavimentos.
Figura 19: Producto elaborado en la fábrica. Adoquín.

Planta de prefabricados de hormigón
- 54 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
BORDILLOS: se colocan bordillos en las líneas de encuentro con otras
superficies: césped, arena, interior y exterior de recintos, etcétera. Ofrecen
distintas posibilidades de tratamientos y colocaciones.
LOSAS DE HORMIGÓN: La instalación permite la fabricación de losas
en varios acabados, y en tamaños que oscilan entre 20x20 y 100x100 cm.
PIEZAS ESPECIALES Y BLOQUES PREFABRICADOS: para muros,
taludes, jardinería y medio ambiente. Bloques de mediadas estipuladas
según el uso y con diversas utilidades.
Figura 22: Producto elaborado en la fábrica. Talud
Figura 20: Producto elaborado en la fábrica. Bordillo
Figura 21: Producto elaborado en la fábrica. Losa

Planta de prefabricados de hormigón
- 55 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
BOVEDILLAS: primará los elementos cerámicos para mejorar sus
capacidades de aislamiento y una disminución de peso
LADRILLO DE HORMIGÓN: se pueden usar como alternativa a los
ladrillos convencionales. En la Figura 24, se muestra un ejemplo de un
ladrillo con estas características.
Figura 23: Producto elaborado en la fábrica. Bovedilla
Figura 24: Producto elaborado en la fábrica. Ladrillo

Planta de prefabricados de hormigón
- 56 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.5 PIEZAS Y CARACTERÍSTICAS TÉCNICAS
Algunas de las características técnicas de las bovedillas fabricadas en la planta son
las que se muestran en la (Tabla 10), son de vital importancia su peso y
dimensiones para el transporte o el almacenamiento.
Tabla 10: Características técnicas. Bovedillas
BOVEDILLAS PREFABRICADAS DE HORMIGÓN
SEGÚN UNE-EN 15.037-2
MODELO MEDIDA (CM)
BOVEDILLA 1 22x58x22
BOVEDILLA 2 25x58x22
BOVEDILLA 3 25x58x22
BOVEDILLA 4 30x58x22
Las dimensiones de los adoquines y algunas otras piezas especiales se muestran
en la Tabla 11, y como en la tabla anterior resultarán muy útiles para poder
calcular el espacio necesario tanto en el almacenamiento como en el transporte.
Estas medidas y pesos dependen de la pieza pedida o almacenada y habrá que
destinar un especial control logístico con aquellas piezas que denominadas como
especiales puedan incurrir en un coste de espacio extra o en una gran dificultad
para transportarlas.
También el catálogo de piezas constituirá un elemento más de información para el
cliente y se facilitara en forma de publicidad incluyendo todos los parámetros que
pueden resultar útiles al consumidor, (medidas, precio, acabado…)

Planta de prefabricados de hormigón
- 57 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 11: Características técnicas. Adoquines y piezas especiales
PIEZAS ESPECIALES
MODELO MEDIDA (CM)
MODELO 1 17x17x13x10
MODELO 2 33x25x15x12
MODELO 3 32x17x19x13x9,2
MODELO 4 66x46x30
Las características técnicas de los bordillos prefabricados elaborados en las
instalaciones de la planta corresponden a los mostrados en la Tabla 12, además
existirán otras posibles configuraciones (Ej. Monocapa o multicolor.)
Tabla 12: Características técnicas. Bordillos prefabricados
BORDILLOS PREFABRICADOS DE HORMIGÓN SEGÚN UNE-EN 1340
MODELO PESO (KG)
MEDIDAS (CM)
PRECIO €/M LINEAL
DOBLE CAPA
GRIS* BLANCO* COLOR*
A 62 100x20x14x11 4.00 4.80 5.04
B 45 100x20x10x9 3.20 3.84 4.03
C 115 100x35x15x12 7.30 8.76 9.20
D 147 100x30x22x19 9.80 11.76 12.35
Estas son algunas de las características técnicas de algunas de las piezas
desarrolladas por la planta de prefabricados.
Una gran parte de la demanda de productos procedentes de la planta de
prefabricados serán los adoquines normales, cuyas características se muestran en

Planta de prefabricados de hormigón
- 58 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
la Tabla 13: Características técnicas. Adoquines normales se presupone como
hipótesis que este tipo de piezas será de los productos con mayor demanda
soportada de todos, ya que se presupone que el uso de este tipo de piezas está en
auge y muchas ciudades y pueblos comienzan a instalarlo.
Tabla 13: Características técnicas. Adoquines normales
Estos productos constituirán el grueso de producción de la fabricación en la
planta, sin embargo, por motivos de demanda especial o estacional, podrían
comenzar a fabricarse nuevos modelos o variar algunos existentes.
La máquina de prefabricas es muy flexible y permite fabricar diversos tipos de
piezas en cuanto a forma y volumen. En función de la producción que sea capaz
de producir la máquina y la cantidad de material necesario para fabricarlo se
constituirán los precios del grueso de los productos elaborados.
ADOQUINES NORMALES
MODELO MEDIDA (CM)
MODELO 1 17x17x13x10
MODELO 2 33x25x15x12
MODELO 3 32x17x19x13x9,2
MODELO 4 24/16/12x16x7
Planta de prefabricados de hormigón
- 59 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.6 REGLAMENTACIÓN APLICABLE
El marco legal (mínimo) aplicable a la instalación objeto del presente proyecto,
será en sus fases de instalación y funcionamiento el siguiente:
Real Decreto 1495/1986 de 26 de Mayo, Reglamento de Seguridad en las
Máquinas.
Real Decreto 1435/1992 de 27 de Noviembre, sobre disposiciones de aplicación
en la Directiva del Consejo 89/392, relativa a la aproximación de las legislaciones
de los Estados miembros sobre máquinas.
Reglamento Electrotécnico para Baja Tensión, aprobado por Real Decreto
842/2002 de 2 de Agosto e ITC que lo desarrollan
Real Decreto 2295/1985 de 9 de Octubre, por el que se modifica el Real Decreto
2413/1973 por el que se aprobó el Reglamento de Baja Tensión.
Real Decreto 1244/79 de 4 de Abril de 1979 por el que se aprueba el Reglamento
de Aparatos a presión.
Ley de Prevención de Riesgos Laborales 31/1995 de 8 de Noviembre.
Real Decreto 39/1997, de 14 de Abril, sobre disposiciones mínimas en materia de
señalización de seguridad y salud en el trabajo.
Reglamento sobre condiciones técnicas y garantías de seguridad a Centrales
Térmicas, Subestaciones y Centros de Transformación e Instrucciones Técnicas
Complementarias.
Reglamento de Verificaciones eléctricas y regularidad en el suministro de energía
eléctrica.
Ley 38 de 22 de Diciembre de 1972 de Protección del Ambiente Atmosférico.
Decreto 833/1975 de 6 de Febrero por el que se desarrolla la Ley 38/1972.
Real Decreto 547 de 20 de Febrero de 1979 que modifica el Decreto 833/75.
Real Decreto 1613/1985 de 1 de Agosto que modifica parcialmente el Decreto
833/75.

Planta de prefabricados de hormigón
- 60 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.7 OPERACIONES BÁSICAS
La planta industrial tendrá que disponer de la maquinaria apropiada para elaborar
las piezas requeridas en calidad y tiempos estipulados.
La fabricación de los prefabricados se desarrollará en diferentes fases siendo las
principales las que se muestran a continuación:
1. Obtencion de la arena, agua y la grava procedente de nuestra propia
explotación
2. Compra de otras materia primas (cemento y aditivos).
3. Mezclado y preparado del hormigón
4. Modelado con la maquinaria y moldes apropiados
5. Almacenamiento
6. Transporte/Comercializacón
Según el tipo de pieza que se quiera obtener será necesario una mezcla especial o
un tratamiento diferente, (moldes especiales, superficies tubulares…).
Para poder llevar a cabo la fabricación de todas estas piezas, la planta industrial
deberá disponer de las instalaciones necesarias. Lo principal será la materia prima
para la elaboración del hormigón y la propia maquinaria de prefabricados pero
también se tendrá que disponer de un gran número de maquinaria de vital
importancia.
Uno de los objetivos que se persigue con el desarrollo de este proyecto es
conseguir elaborar las piezas de la forma mas automatizada posible por lo que se
intentará dotar a las instalaciones de los elementos mas adecuados para facilitar
los procesos de amasado del hormigón, elaboración de las piezas, transporte y
depósito de las mismas.

Planta de prefabricados de hormigón
- 61 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.8 DESCRIPCIÓN DE LA MAQUINARIA
La maquinaria proyectada para la instalación es la que se muestra a continuación;
Como elementos claves y principales del proceso:
Instalación de una planta de fabricación de hormigón con amasadora
ubicada en el exterior, a la entrada de la nave proyectada. Esta planta
suministrará el hormigón necesario para la elaboración de prefabricados.
Maquinaria de elaboración de prefabricados, consistente en una
máquina marca ZENITH modelo 865. Es de origen alemán e incluye los
últimos y más novedosos avances. Su tecnología facilita todo tipo de
procesos desarrollados en la fabricación y consigue una mejora de la
calidad final de las piezas producidas.
Este tipo de máquina presenta prestaciones muy flexibles que consiguen
ofrecer la posibilidad de fabricar distintos modelos de piezas. Además de
esta máquina de prefabricados totalmente automatizada si instalará dos
máquinas mas para conseguir acabados diversos. Una de las máquinas
permitirá obtener piezas con un envejecimiento superficial artificial, el
funcionamiento básico de esta máquina consiste en un módulo giratorio
que consigue un acabado superficial que asemeja el envejecimiento o
desgaste natural.
La otra máquina dosifica un pigmento que permite obtener la coloración
de la pieza.

Planta de prefabricados de hormigón
- 62 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.8.1 PLANTA DE HORMIGÓN
La planta de hormigón estará formada por diferentes partes y distintos
componentes, los cuales se detallan a continuación:
UN CONJUNTO DE 6 TOLVAS EN LÍNEA
- Capacidad total del conjunto: 240 m³.
- Dimensiones del conjunto: Longitud: 21.000 mm.
Ancho: 3.500 mm.
- Caída de áridos a cinta pesadora: mediante alimentadores
- Construidos con perfiles laminados en frío y chapa plegada.
- Equipada con 3 vibradores eléctricos.
- Doble boca de salida para segunda cinta pesadora
PARRILLA DE PROTECCIÓN PARA TOLVAS 3,500x3000 mm. (6)
- Construida en pletina de 100 x 10 y redondo de ø 20 mm.
- Huecos cuadrados de 200 x 200 mm.
- Medidas 3,500 x 3000 mm.
ALIMENTADOR PARA ÁRIDOS. (6)
- Longitud: 1.500 mm.
- Banda lisa de 500 mm., 3 lonas.
- Bastidor construido en chapa plegada de 3 mm.
- Rodillos matrices ø 200 mm.
- 12 Rodillos conducidos, ø60 x 250 mm., con rodamientos estancos.
- Moto-reductor eléctrico 2 CV a 48.3 r.p.m.
CARENADO SUPERIOR DE 6 TOLVAS EN LINEA (1)
- Longitud carenado 21.000 mm.
- Estructura en perfiles rectangulares
- Cerramiento en chapas grecadas
- Cortinas de PVC de 3 mm
CINTA PESADORA (1)
- 6 Tipos de áridos, (en línea).
- Banda lisa de 600 mm., 4 lonas.
- Capacidad: 4.600 Kg.
Planta de prefabricados de hormigón
- 63 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Diámetro rodillo tensor 275 mm.
- Diámetro rodillo motriz vulcanizado 325 mm.
- 3 Rodillos ø 89 x 200 mm.
- Distancia entre rodillos 300 mm, con rodamientos estancos
- Construida en chapa plegada
- Bastidor en UPN, y arriostramientos en perfiles laminados en frío
- Vibrador incorporado en Teja
- Protecciones en rodillos motriz y conducido.
- Protecciones de rodillos laterales en toda su longitud en los lados.
- Protecciones parte baja de la cinta.
- Moto-reductor 15 CV .55.5 r.p.m.
- Sistema de pesaje a través de 6 células de carga de 2.000 Kg.
INTERRUPTOR PARO DE EMERGENCIA PARA CINTAS (2)
PASARELA DE ACCESO A GRUPO DE 6 TOLVAS EN LÍNEA, EN
TODA SU LONGITUD CON ESCALERA y BARANDILLA. (1)
SKIP MÓVIL CON UN MOTORREDUCTOR AUTOFRENANTE
CON DOS POLEAS DE TRACCIÓN, DOTADA CON 20 MTRS. DE
CABLE ARMADO EN ACERO TIPO DIFORT, FINALES DE
CARRERA CABLE FLOJO, MECANISMO DE SEGURIDAD,
ANTICAÍDAS Y FINAL DE CARRERA EN ESPERA (1)
GUÍAS DE SKIP (17)
MEZCLADORA PLANETARIOS P2250/1500 DOBLE
PLANETARIO CON 6 BRAZOS DE MEZCLA Y 2 BRAZOS
RASCADORES PERIFÉRICOS A DOS NIVELES (1)
CONO DESCARGA DE MEZCLADORA (1)
- Construido en chapa de 4 mm.
- Manguito de descarga ø 600 en caucho

Planta de prefabricados de hormigón
- 64 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
PLATAFORMA MEZCLADORA 1 PUERTA DE DESCARGA (1)
- MODELO P-2250/1500
- Fabricada en perfiles laminados en frío
- Piso en chapa lagrimada
- Barandillas de protección
- Escalera de acceso con baranda.
CONJUNTO DE 4 TOLVAS EN LÍNEA (1)
- Capacidad total del conjunto: 30 m³
- Dimensiones del conjunto: Longitud: 12.140 mm.
Ancho: 2.500 mm.
- Caída de áridos a cinta pesadora, mediante alimentadores.
- Construidas con chapa de 4,5 y 6 mm., arriostramientos con perfiles
laminados en frío y chapa plegada.
- Equipada con un vibrador eléctrico.
CONJUNTO DE 2 TOLVAS EN LÍNEA (1)
- Capacidad total del conjunto: 30 m³
- Dimensiones del conjunto: Longitud: 6.000 mm.
Ancho: 3.000 mm.
- Caída de áridos a cinta pesadora, mediante alimentadores.
- Construidas con chapa de 4,5 y 6 mm., arriostramientos con perfiles
laminados en frío y chapa plegada.
- Equipada con dos vibradores eléctricos.
ALIMENTADOR PARA ÁRIDOS (6)
- Longitud: 1.500 mm.
- Banda lisa de 500 mm., 3 lonas.
- Bastidor construido en chapa plegada de 3 mm.
- Rodillos motrices ø 200 mm.
- 12 Rodillos conducidos, ø60 x 250 mm, con rodamientos estancos.
- Moto-reductor eléctrico 2 CV a 48.3 r.p.m.

Planta de prefabricados de hormigón
- 65 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
CINTA PESADORA (1)
- 6 Tipos de áridos (en línea).
- Banda lisa de 600 mm., 4 lonas.
- Capacidad: 2.300 Kg
- Diámetro rodillo tensor 275 mm.
- Diámetro rodillo motriz vulcanizado 325 mm.
- 3 Rodillos ø 89 x 200 mm.
- Distancia entre rodillos 300 mm., con rodamientos estancos.
- Construida en chapa plegada.
- Bastidor en UPN, y arriostramientos en perfiles laminados en frío.
- Vibrador incorporado en Teja.
- Protecciones en rodillos motriz y conducido.
- Protecciones de rodillos laterales en toda su longitud en los lados.
- Protecciones parte baja de la cinta.
- Moto-reductor 12.5 CV., 55.5 r.p.m.
- Sistema de pesaje a través de 6 células de carga de 2.000 Kg.
INTERRUPTOR PARO DE EMERGENCIA PARA CINTAS (2)
PASARELA DE ACCESO A GRUPO DE 6 TOLVAS EN LÍNEA, EN
TODA SU LONGITUD CON ESCALERA y BARANDILLA (1)
CINTA TRANSPORTADORA (1)
- Longitud: 8.000 mm.
- Banda lisa de 600., 4 lonas.
- Diámetro rodillo tensor 275 mm.
- Diámetro rodillo motriz vulcanizado 325 mm.
- 2 Rodillos conducidos, ø 89 x 300 mm., distancia entre rodillos 1000
mm con rodamientos estancos.
- Rodillos amortiguadores zona de descarga.
- Bastidor construido en chapa plegada, arriostramientos en L
- Moto-reductor de 7,5 C.V. a 93,3 r.p.m.
CARENADO DE LONA PLÁSTICA PARA CINTA B-600 (8 metros)
PASARELA DE ACCESO A CINTA (8 metros)
- Uso exclusivo para mantenimiento

Planta de prefabricados de hormigón
- 66 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
SOPORTES CINTA ELEVADORA (8)
- Construidos con perfiles laminados en frío.
- Arriostramientos en U y L.
- Precio unitario por metro de cinta.
SKIP MÓVIL CON MOTORREDUCTOR AUTOFRENANTE CON
DOS POLEAS DE TRACCION, DOTADA CON 20 MTS DE CABLE
ARMADO EN ACERO TIPO DIFORT, FINALES DE CARRERA
CABLE FLOJO, MECANISMO DE SEGURIDAD ANTICAÍDAS y
FINAL DE CARRERA EN ESPERA (1)
MEZCLADORA PLANETARIOS P750/500 3 BRAZOS DE MEZCLA y
2 BRAZOS RASCADORES PERIFÉRICOS A DOS NIVELES (1)
- Mezcladora planetaria Mod. P750/500 para 500 l. de hormigón vibrado
por ciclo de mezcla, equipada con descarga hidráulica independiente,
con motor de 2 HP, bomba auxiliar manual, fondos y laterales en acero
CR-231, y palas de mezcla en fundición NY-HARD, con guarnición
antipolvo estándar. Construida según normas de seguridad CE y
equipada con todos los sistemas de seguridad mecánicos y eléctricos
- Instalación eléctrica con caja de derivación
- Motores de mezcla:1x25 HP
CONO DESCARGA DE MEZCLADORA (1)
- Construido en chapa de 4 mm.
- Manguito de descarga ø 600 en caucho.
PLATAFORMA MEZCLADORA 1 PUERTA DE DESCARGA (1)
- MODELO P- 750/500.
- Fabricada con perfiles laminados en frío
- Piso en chapa lagrimada
- Barandillas de protección
- Escalera de acceso con baranda
SILO PARA CEMENTO CON DOBLE CONO (3)
- Capacidad: 60 T (50 m³).
- Diámetro: 2.500 mm
- Altura total del silo: 13.350 mm.

Planta de prefabricados de hormigón
- 67 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Medida entre centro de patas: 1.870 mm.
- Altura del suelo a boca de descarga: 1.000 mm.
- Fabricado en chapa de 3 y 4 mm.
- Escalera protegida.
- Baranda de seguridad en la parte superior.
- Apertura / cierre sistema manual de mariposa.
- Doble cono para descarga, a través de dos tornillos sinfín
- Tubería de llenado de ø 3,5".
- Curva de llenado en acero fundido ø4" desmontable con bridas
atornilladas.
CONJUNTO DE 4 FLUIDIFICADORES CON ELECT.VÁLVULAS (6)
VÁLVULA DE SEGURIDAD (2)
FILTRO DE CARTUCHOS PARA MAT. PULVURULENTOS (2)
- Filtro de cartuchos ejecutado en aluminio y polystirol, con cartuchos
de material sintético ondulado de forma que se obtiene una superficie
filtrante elevada con unas dimensiones mínimas.
- Con sistema de limpieza neumática mediante impulsos temporizados
de aire comprimido.
- Superficie filtrante: 24,5 m²
- Cuadro eléctrico de mando.
- Tensión: 220/380 V
- Presión de trabajo: 6/7 bar
- Trípode con tolva de recogida de cemento, apertura manual
- Preparado para instalación de válvula de seguridad
PLATAFORMA PARA SILO CON BARANDAS (3)
- Para silo de 60 T ø 2.500 mm.
- Altura 8.000 mm.
- Construidas con perfiles laminados en frío, patas en perfil HEB.
- Arriostramientos en U y L.
SINFÍN (1)
- Diámetro: 219 mm
- Longitud: 7,00 m
- Moto-reductor 10 CV, a 229 r.p.m., acoplado directamente al eje.
- Producción: 60 T/h.

Planta de prefabricados de hormigón
- 68 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
SINFÍN (1)
- Diámetro: 219 mm.
- Longitud: 5,00 m,
- Fabricado con espiral y tubo de acero
- Moto-reductor 7,5 CV. a 229 r.p.m., acoplado directamente al eje
- Producción: 60 T/h.
-
SINFÍN (2)
- Diámetro: 219 mm.
- Longitud: 6,00 m.
- Fabricado con espiral y tubo de acero.
- Moto-reductor de 10 CV., a 229 r.p.m., acoplado directamente al eje.
- Producción: 60 T/h.
SINFÍN (2)
- Diámetro: 219 mm.
- Longitud: 9,00 m.
- Fabricado con espiral y tubo de acero.
- Moto-reductor 12,5 CV., a 229 rpm., acoplado directamente al eje.
- Producción: 60 T/h.
BÁSCULA DE CEMENTO (1)
- Capacidad: 750 Kg.
- Construida en chapa de 3 mm.
- Apertura / Cierre, sistema neumático de mariposa ø 220 mm.
- Vibrador neumático.
- Sistema de pesaje a través de 3 células de carga
- Sistema eléctrico de seguridad báscula abierta/cerrada.
BÁSCULA DE CEMENTO (1)
- Capacidad: 300 Kg.
- Construida en chapa de 3 mm.
- Apertura / Cierre, sistema neumático de mariposa ø 220 mm.
- Vibrador neumático.
- Sistema de pesaje a través de 3 células de carga
- Sistema eléctrico de seguridad báscula abierta/cerrada

Planta de prefabricados de hormigón
- 69 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
CONJUNTO DOSIFICADOR DE AGUA POR CONTADOR (1)
- Paso de 2", con impulsos de 1 litro.
- Programación electrónica.
- Apertura neumática.
CONJUNTO DOSIFICADOR DE AGUA POR CONTADOR (1)
- Paso de 1,5", con impulsos de 1 litro.
- Programación electrónica
- Apertura neumática.
INSTALACION NEUMÁTICA (1)
- Funcionamiento neumático de la central, equipada con:
- Grupo lubricador.
- Electroválvulas para accionamiento de cilindros.
- Racores e instalación de tubo tecalón 8 x 10.
- Armarios estancos: protegen los componentes neumáticos.
- Armario para 12 accionamientos.
- COMPRESOR:
- Capacidad: 500 l
- Potencia: 7.5 C.V.
- Bancada de compresor con tacos amortiguadores.
- Distribuidor general a la salida del compresor.
ARMARIO DE POTENCIA. CONSOLA DE MANIOBRA (1)
- Funcionamiento automático y manual
- Sinóptico de policarbonato de funcionamiento, con señalización por
pilotos: Marcha y averías
- Preparado para sistema informático PROIN, propiedad del cliente.
- Pulsadores y selectores de maniobra
- Protección de motores a través de disyuntores
- Equipados con mecanismos electromecánicos de primeras marcas

Planta de prefabricados de hormigón
- 70 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.8.2 MÁQUINA DE PREFABRICADOS
La maquinaria de prefabricados elegida para su instalación en la planta
industrial ha sido el modelo 865 de la marca ZENITH.
Se ha seleccionado este modelo porque incorpora las últimas novedades
tecnológicas entre las que cabe destacar la mayor rapidez frente a otros modelos,
la buena y eficaz automatización al cambiar de moldes, la mejora de los sistemas
de compactación y una regulación muy perfeccionada del llenado de moldes.
La instalación proyectada supone una unidad homogénea de fabricación,
en la que se incluyen todos los mandos de seguridad requeridos así como una
buena visualización del proceso perfeccionado. La máquina de prefabricados
constituirá una gran inversión económica ya que es una instalación muy
automatizada y que facilita unas prestaciones muy polivalentes.
Las características técnicas de la máquina de prefabricados se expondrán a
continuación y resultaran importantes a la hora de seleccionar las dimensiones de
la nave y las instalaciones auxiliares.
Sus características técnicas más importantes son las siguientes:
- Altura de productos máxima: 500 mm
- Altura de productos mínima: 50 mm
- Palet de fabricación: 1400 x 1100 mm
- Tolva hormigón grueso : Volumen: 2400 l
Altura llenado: 3.900 mm
- Tolva hormigón grueso : Volumen: 2400 l
Altura llenado: 3.900 mm
- Peso de la máquina: 25.000 Kg

Planta de prefabricados de hormigón
- 71 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Longitud total: 7.000 mm
- Altura total: 3.425 mm
- Anchura total: 3.250 mm
- Sistema de compactación: Mesa vibradora de 3 piezas
Seis vibradores para contra moldes
- Sistema hidráulico con varios circuitos de media presión, con una bomba
de inmersión de pistones y dos bombas de regulación del pistón axial,
caudal total de 315 l/min y presión máxima de trabajo de 180 bares.
- Sistema eléctrico con una potencia total instalada de 170 KW, intensidad
de corriente máxima 334 A.
Los componentes básicos del equipo son:
Alimentación de hormigón – instalación de cuba tándem aérea con
entrada con dos raíles debajo de la salida de la mezcladora.
Máquina para fabricación de piezas marca Zenith modelo 865.AZ, con:
– Aparato cara vista con accionamiento de traslación motorizado.
– Regulación de altura automática para el grupo de llenado de molde.
– Parrilla carro alimentación accionada hidráulicamente.
– Dispositivo de cambio rápido del contra molde.
– Transporte molde y dispositivo de inserción.
– Polipasto eléctrico con tracción cadena.
– Bloqueo hidráulico.
– Equipamiento chapa de extracción.
– Placas de aislamiento de vibración.

Planta de prefabricados de hormigón
- 72 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
– Suplemento de tolva para hormigón cara vista con dos compuertas para
fabricación de adoquines multicolor.
– Dispositivo de limpieza transversal del contra molde.
Entrada de tableros con:
- Dispositivo para desapilar.
– Vía de cadenas de pilas de tableros.
– Avance de tableros con vía de uñas con servo accionamiento, con
longitud aproximada de 7 m.
– Lubricación de taleros con depósito de recogida.
– Lubricación por agua.
Parte húmeda de la instalación:
– Transporte intermedio hidráulico con vía de uñas, con bajada de
tableros delante de la máquina y una longitud de 13 m.
– Instalación de lavado doble.
– Cepillo limpieza piezas.
– Ascensor de 22 pisos simple tablero con una capacidad portante de 10
toneladas.
Carro multiforca eléctrico con regulación de brazos portantes para carga
de hasta 10 T sistema de mandos automático y plataforma de
desplazamiento.
Parte seca de la instalación:
– Descensor de 22 pisos simple tablero para carga máxima 10 T.
– Vía de evacuación hidráulica mediante vía de uñas con una longitud de
17 m.
Planta de prefabricados de hormigón
- 73 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
– Mecanismo para desprender piezas mediante pinza de cuatro lados.
– Dispositivo de agrupación para bordillos.
– Cepillo de limpieza de tableros.
– Dispositivo de lubricación de tableros.
– Volteador de tableros de cuatro cámaras.
– Dispositivo de apilado de tableros.
– Vía de cadenas para apilado de tableros con dos accionamientos.
Paletización:
– Pinza de paletización con desplazamiento eléctrico y elevación
hidráulica.
– Placa de apoyo regulable hidráulicamente en la pinza de cuatro lados.
Transporte transversal y almacenamiento de tableros con carro
transportador sobre vía de cadenas.
– Vía apilada de tableros.
– Ayuda de centrado y entrega a carretilla.
Transporte de paquetes en cinta de canguro (1) combinada con
articulaciones finas/gruesas, y una longitud de 19 m.
– Parrillas.
– Almacén de transporte para 15 palets.
– Carro de transporte por raíles con mesa giratoria integrada. Longitud
aproximada de 8 m.
– Cinta de canguro (2) con articulaciones gruesas y una longitud de 16 m
Flejadoras:
– Una de cinta de plástico vertical y una de plástico horizontal para fleje
del paquete de piezas.
Planta de prefabricados de hormigón
- 74 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.8.3 MAQUINARIA AUXILIAR
Sistema de dosificación de pigmentos para adición de color con las
siguientes características:
Número de componentes: 3
Área de pesaje: 0,3 – 30 kg
Exactitud de desconexión: ± 20 gr
Clasificación de la báscula: 1500 seccionadores a 20 gr
Célula de pesaje: 1 x 150 kg
Presión de trabajo: 6 – 8 bar
Tubería de aire de 1”
Consumo de aire por dosificación: 1000 l/min
Las tolvas de alimentación de pigmento están equipadas con
indicadores de aviso "vacío" integrado, tubo de transporte con
vibración montado por debajo con accionamiento neumático.
Compuerta con dispositivo de cierre para una dosificación precisa.
Depósito de polvo con cartucho de filtro.
Báscula de pesaje con tolva de alimentación y válvula cónica como
unidad de montaje con válvula de presión y tobera. Con indicadores
de alimentación electrónicos, válvula de seguridad e indicador de
presión eléctrica montado en la célula de carga.
Cilindro para envejecimiento artificial de adoquines, equipado con
dos volteadores hidráulicos con una producción estimada de 80-120
m²/hora, para distintos formatos y 100-160 m²/hora para un único
formato. La potencia eléctrica es de 25 KW y la presión de aire
requerida de 7 bares.

Planta de prefabricados de hormigón
- 75 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.9 LAYOUT Y NAVE INDUSTRIAL
La forma de colocación de las diferentes partes que componen la
maquinaria destinada a la fabricación de piezas prefabricadas de hormigón deberá
de facilitar las labores de operación y optimizar al máximo el espacio, el tiempo y
los recursos.
El layout de la planta industrial se dividirá, teniendo en cuenta sus
principales componentes, de una forma ordenada y manteniendo el proceso lógico
de todo el proceso. La primera parte corresponderá a la central de hormigonado
(Figura 25), que será la encargada de iniciar todo el proceso y realizar la mezcla
de todos los materiales que conformarán el hormigón final utilizado para la
fabricación de las piezas.
Figura 25: Layout. Central de hormigonado

Planta de prefabricados de hormigón
- 76 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
EL transporte de la central de hormigonado hasta la máquina de
prefabricados se realizará a través de un sistema de transporte del material (Figura
26) que depositará el hormigón en la máquina para que modele la pieza.
El hormigón transportado mediante el citado mecanismo anterior se
deposita en la máquina moldeadora para la obtención de las piezas prefabricadas.
(Figura 27)
Figura 26: Layout. Transporte del hormigón.
Figura 27: Layout. Maquina de prefabricados

Planta de prefabricados de hormigón
- 77 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
De la máquina de prefabricados sale una cinta transportadora (Figura 28),
que establece un transporte intermedio entre el ascensor de almacenaje.
Aquí las piezas se apilan en el ascensor hasta la llegada del carro
multiforca. Que lleva las piezas hasta el almacén de sacado y posteriormente al
descensor para que a través de la vía de evacuación se puedan empezar a depositar
en los palets mediante la pinza de paletización (Figura 29).
Figura 29: Layout. Proceso final
Figura 28: Layout. Transporte

Planta de prefabricados de hormigón
- 78 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Justificación altura de la nave
La altura de la nave puede suponer un problema de construcción en cuanto
a permisos e impacto medioambiental, por ello se deberá de incluir una
justificación del motivo de la altura de la nave y cómo afectará al entorno y a una
posible contaminación visual de la zona.
Según el DECRETO 39/2003 de 3 de Abril por el que se aprueba la
Modificación de las Normas Subsidiarias de Planeamiento Municipal con ámbito
provincial de Segovia, en el artículo 28 (que modifica el artº 93 de las Normas),
en su apartado quinto cita textualmente:
“Cuando se justifique la necesidad de que algún elemento de la
construcción (chimeneas, silos, secaderos, etc.), sobrepase la altura máxima
determinada en este artículo, se considerará esta circunstancia como excepcional y
se podrá autorizar siempre que no cause impacto visual o de otro tipo, perjudicial
para el entorno.”
La altura proyectada de la nave viene impuesta por la propia
configuración y dimensiones de la máquina que se va a instalar. Dicha máquina y
sus accesorios son adquiridos llave en mano al fabricante. La altura necesaria para
la cuba aérea y la propia altura del secadero de piezas obligan a que la altura de
nave que se contempla en el proyecto sea lo suficientemente elevada para que se
desarrolle la actividad sin problemas ni incidentes.

Planta de prefabricados de hormigón
- 79 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.10 POTENCIAS A INSTALAR
PLANTA DE HORMIGÓN
En la tabla que se muestra a continuación (Tabla 14) se muestra la potencia
instalada en lo que a planta de hormigón se refiere, resultando una potencia total
de 251,5 C.V.
Tabla 14: Potencia a instalar. Planta hormigón
RECEPTORES POTENCIA C.V.
Vibros tolvas 3,0
Motorreductores alimentador 12,0
Cinta pesadora 1 15,0
Skip móvil 1 15,0
Mezcladora p/2250 82,0
Alimentador áridos 2,0
Cinta pesadora 2 12,5
Cinta transportadora 8000 mm 7,5
Skip móvil 2 5,5
Mezcladora P/750 27,0
Sinfines 62,5
Compresor 7,5
TOTAL PLANTA DE HORMIGÓN
251,5 C.V.

Planta de prefabricados de hormigón
- 80 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
La planta de hormigón abastecerá a la planta de prefabricados, en la cual la
potencia instalada se muestra en la Tabla 15, estas potencias, tanto la de la planta
de hormigón como las de la planta de prefabricados resultarán de vital
importancia a la hora de proyectar los cálculos referentes a la instalación eléctrica
y determinar los consumos de las distintas instalaciones.
Tabla 15: Potencia a instalar. Planta de prefabricados.
RECEPTORES POTENCIA C.V.
Trommel 20,0
Equipo de color 1,0
Cuba aérea 20,0
Máquina parte húmeda 330,0
Parte seca 258,0
Carro multiforca 41,0
Flejadoras 11,0
TOTAL PLANTA PREFABRICADOS
681 C.V.
Planta de prefabricados de hormigón
- 81 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.11 MEDIDAS PARA CONTROLAR Y REDUCIR LAS
VIBRACIONES EN LAS VOLADURAS
En este apartado se expondrá un estudio de vibraciones procedentes de la
extracción del árido de la cantera mediante el uso de explosivos. Este análisis de
las vibraciones producidas en las voladuras se presenta de vital importancia ya
que la planta de prefabricados se situará muy ceca del frente de explotación y
podría verse afectada si no existe un estudio detallado de las vibraciones
producidas.
Con el fin de garantizar que los trabajos de arranque con explosivos se van a
efectuar siguiendo la legislación vigente en cuanto a vibraciones, la norma UNE
22-381-93 (Control de vibraciones producidas por voladuras), en este apartado se
analizarán las condiciones en las que se encuentran las diferentes voladuras e
instalaciones en el entorno próximo. En primer lugar se hace una breve
descripción de la norma.
El nivel de seguridad es función de la velocidad pico de partícula, de la frecuencia
principal y del grupo donde quede clasificada la estructura considerada, según la
clasificación dada en la norma. La mencionada clasificación del tipo de
estructuras es la siguiente:
Grupo I: Edificios y naves industriales ligeras con estructuras de hormigón armado o
metálicas.
Grupo II: Edificios de viviendas, oficinas, centros comerciales y de recreo.
Estructuras de valor arqueológico o histórico que por su naturaleza no presenten
especial sensibilidad a las vibraciones.

Planta de prefabricados de hormigón
- 82 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Grupo III: Estructuras de valor arqueológico o histórico que por su naturaleza
presenten especial sensibilidad a las vibraciones.
En la siguiente Tabla 16: Control de vibraciones, se indican los límites del criterio
de prevención de daños:
Tabla 16: Control de vibraciones
Frecuencia Hz
2-15 15-75 > 75
Velocidad
mm/s
Desplaza.
mm
Velocidad
mm/s
Grupo I 20 0,212 100
Grupo II 9 0,095 45
Grupo III 4 0,042 20
En los tramos de frecuencia comprendida entre 15 y 75 Hz, se podrá calcular la
velocidad equivalente (v) a través de la ecuación, V = 2 * 3,1416 * f * d, siendo f
la frecuencia y d, el desplazamiento admisible indicado en la tabla anterior.
El estudio requerido es función del tipo de trabajo, de la estructura a preservar, del
tipo de terreno, de la distancia existente entre la voladura y la estructura y de la
carga máxima de explosivo a detonar instantáneamente o carga por secuencia.

Planta de prefabricados de hormigón
- 83 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
En función del grupo de estructura y del tipo de macizo rocoso se corrige la carga
instantánea (Q) según la siguiente fórmula: Qr = Fr * Fe * Q, donde Fr es la
corrección por el macizo rocoso y Fe la corrección por el tipo de estructura.
Si el punto está por encima de la recta B hará falta un estudio de vibraciones, si
está entre la recta A y B hará falta un control, y si está por debajo de la recta A
solo será necesaria la inclusión en el proyecto de esta justificación.
La tabla con los valores de Fe se muestra a continuación en la Tabla 17;
Tabla 17: Valores de Fe para estudio de vibraciones
Fe
Estructura Grupo I 0,28
Estructura Grupo II 1
Estructura Grupo III 3,57
Los valores de Fr son los que se muestran en la Tabla 18:
Tabla 18: Valores de Fr para estudio de vibraciones
Fr
Duro (velocidad sísmica > 4.000)m/s 0,40
Medio (de 2.000 a 4.000 m/s) 1
Blando (> 2.000 m/s) 2,52

Planta de prefabricados de hormigón
- 84 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Con el valor de la carga corregida y de la distancia se entra en la
Figura 30: Calculo del tipo de voladura, de la mencionada Norma UNE 22381 y
que nos da la categoría del estudio requerido, este gráfico se mostrara con mayor
claridad en la Figura 32.
Para el caso de este proyecto se ha realizado un inventario preliminar de
instalaciones próximas Tabla 19: Instalaciones cercanas a las voladuras
Tabla 19: Instalaciones cercanas a las voladuras
DISTANCIA MINIMA
ENTRE ZONA DE VO-
LADURA Y EDIFICA-
CION (M)
TIPO DE EDIFICACION
(TIPO SEGUN NORMA)
OBSERVACIONES
200
NAVE INDUSTRIALES
PLANTA DE PREFABRICADOS
200 ANTENA DE TELEFONIA
MOVIL(t. I)
ESTRUCTURA METALICA
300
EDIFICACIÓN
INDUSTRIAL
ESTRUCTURA DE HORMIGON
Figura 30: Calculo del tipo de voladura

Planta de prefabricados de hormigón
- 85 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
De acuerdo con las tablas anteriores, todas las estructuras afectadas se
encuentran a distancias tales de las voladuras, que admitirían disparar la carga
operante correspondiente al barreno más cargado de los contemplados en el
proyecto, dentro del caso de Proyecto tipo, Figura 31;
Qr = Fr * Fe * Q= 0,40 x 0,28 x 85,53= 9,57
Figura 31: Tipo de proyecto vibraciones.
Si se diese la situación de estudio de vibraciones, la normativa nos establece realizar
un control de vibraciones sobre una voladura en esas zonas que nos confirme el
cumplimiento de la norma.
Existe un programa específico para calcular el tipo de proyecto en el que se enmarca
el estudio de las vibraciones facilitado por la antigua unión española de explosivos.
Es un ejecutable muy intuitivo y que únicamente introduciendo los valores propios

Planta de prefabricados de hormigón
- 86 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
de nuestra explotación y la cercanía con las instalaciones próximas te presenta los
resultados apropiados y la catalogación del proyecto.
Introduciendo los datos en este programa se obtienen los resultados que se muestran
en la Figura 32, obteniendo los datos de 40Hz como frecuencia principal y grupo I
correspondiente a naves industriales.
Figura 32: Cálculo de vibraciones. UEE
Para comprobar que los datos obtenidos anteriormente mediante el cálculo manual
son correctos se comprueba con la aplicación informática obteniendo como
resultados los mostrados en la Figura 33;

Planta de prefabricados de hormigón
- 87 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Figura 33: Tipo de proyecto. UEE.
Finalmente se indican las principales medidas que pueden aplicarse para reducir los
niveles de vibración transmitidos a través del terreno y que se contemplarán en la
realización de los trabajos:
Reducir las cargas operantes mediante algunos de los sistemas
siguientes:
Eliminar la repetición de números de la serie de detonadores de
microrretardo y, si no es posible, usar detonadores primadet con los que se
alcanzan series ilimitadas.
Disminuir los diámetros de perforación para que las cargas dentro de
cada barreno sean menores.
Acortar la longitud de los barrenos reduciendo la altura de banco.
Seccionar cargas dentro de los barrenos e iniciar cada una de ellas en
tiempos distintos.
Reducir el número de cargas iniciadas con detonadores instantáneos,
ya que estos presentan menor dispersión de tiempos que los números más
altos de la serie.

Planta de prefabricados de hormigón
- 88 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Supervisar la perforación para que los esquemas geométricos reales
coincidan con los proyectados.
Emplear sobreperforaciones con las longitudes mínimas necesarias
para evitar la aparición de repiés.
Disponer los frentes con la mayor superficie libre posible.
Elegir los tiempos de retardo entre barrenos y filas de manera que se
evite la superposición de ondas y se favorezca el desplazamiento de la roca.

Planta de prefabricados de hormigón
- 89 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.12 BIBLIOGRAFÍA DEL PROYECTO
[1] Publicación ITGE 00. (Instituto Tecnológico Geominero de España)
[2] Información del capítulo obtenida de Protecciones colectivas de carácter
general (SGPRL)
[3] Ley de Prevención de Riesgos Laborales y Reglamento de los Servicios de
Disposiciones mínimas Prevención.
[4] Riesgos del trabajo. Publicación documento prevención de riesgos laborales.
Documentación Universidad San Pablo CEU curso técnico superior de
prevención de riesgos laborales año 2009.
Páginas web
www.wikipedia.com (Productos y definiciones de materiales)
www.zenith.de (Maquinaria de prefabricados y esquema de layout)
www.conorsa.es (Visión orientativa de piezas y procesos)
Información profesional
Proyecto facilitado por estudio de ingeniería (elepeingenieria);”Proyecto para el
desarrollo y puesta en marcha de instalación de prefabricados de hormigón”
Apuntes Asignatura Complejos industriales 1º IOI. (Layout y análisis de
localización, análisis multicriterio)
Software utilizado
Disvol. Software de diseño de voladuras. Colegio oficial de minas.
Vibraciones UEE. Software de aplicación para el cálculo de vibraciones.
Microsoft office (Word y Excel).

Planta de prefabricados de hormigón
- 90 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Parte II ESTUDIO
ECONÓMICO

Estudio económico
- 91 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 1 ESTUDIO ECONÓMICO
En este capítulo se recogerán todos los aspectos referentes al contexto económico
del proyecto que es objeto del análisis.
Hay que tener en cuenta que la situación económica actual del sector de la
construcción hace que la obtención de un beneficio económico y una demanda
como tiempos pasados se convierta prácticamente en algo casi utópico. Aun así el
proyecto supondrá diversos escenarios económicos, entre ellos el que acontece al
presente cercano del proyecto, que se presenta muy difícil y competitivo y el que
presentará en un futuro que se supondrá hipotéticamente mucho mejor.
En el análisis económico concerniente a este proyecto habrá que especificar todos
los elementos tanto de la explotación como de la puesta en funcionamiento de la
instalación industrial, para ello, se analizarán inicialmente por separadas las dos
partes (explotación para la obtención de la materia prima y tratamiento y
elaboración del producto final en la planta industrial) para que finalmente se haga
un estudio global y se analicen las diferentes opciones y resultados del proyecto
de forma íntegra.
1.1 ANÁLISIS ECONÓMICO DE LA EXPLOTACIÓN
A continuación se detallarán alguna de los gastos más relevantes relativos al
diseño y desarrollo del proyecto de extracción de las materias primas. No obstante
se presentará también a modo de tabla, todos los datos económicos relativos a esta
parte así como los gastos en los que se incurre en cada proceso para lograr
presentar un informe económico lo más completo posible.

Estudio económico
- 92 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Labores preoperatorias:
Como se ha expuesto en puntos anteriores del proyecto, no todo el material de la
parcela será optimo ni adecuado para el fin que se le quiere dar a la materia prima,
por ello se deberán de realizar una serie de labores preoperatorias que consistirán
en el desbroce y la eliminación del sustrato vegetal de la parcela.
Coste de las labores preoperatorias para una superficie de actuación aproximada
de 20000 m2:
Coste: 4.390,00 €
Perforación:
Para un diámetro de perforación de 100mm al que se le asigna un precio de 6,16 €
el metro lineal, y una producción anteriormente calculada de 216.000 T al año con
un número de 4 voladuras anuales y con 80 barrenos por voladura el coste
referente a la perforación será de:
80barrenos/voladura *2 voladuras/año= 160 barrenos/vol=2.574,00m.l / año
Coste anual de perforación:
Coste: 15.855,00 € /año
Voladuras
Precio de los explosivos:
Goma 2 EC: 3,60 € / Kg
Nagolita: 1,35 € / Kg
Detonadores: 9,36 € / Ud.

Estudio económico
- 93 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Justificando los datos del análisis en las tablas de Excel facilitadas en el
documento, teniendo en cuenta el total del coste de los explosivos y la cantidad
anual de voladuras realizas el coste del explosivo utilizado en las voladuras es de:
Coste: 14.384,00 €/año
Carga en el frente de explotación
Se utilizará una retroexcavadora sobre orugas de tamaño medio de las existentes
en el mercado. El precio de la retroexcavadora en el que se incluye el
combustible, los lubricantes, grasas, filtros, reparaciones, neumáticos,
mantenimiento, amortización y maquinista será de:
Coste: 85,30 €/h
Transporte interior
Sera necesario, como se ha presentado en el capítulo 1 de la memoria, un dumper
de 40T de capacidad y un rendimiento de 175 T/h.
El precio del dumper en el que se incluye el combustible, los lubricantes, grasas,
filtros, reparaciones, neumáticos, mantenimiento y maquinista será de:
Coste: 65,26 €/h
Carga del material
Se utilizara en la planta de tratamiento (trituración y molienda) una pala cargadora
sobre ruedas para carga de material vendible acopiado.
El precio de la pala cargadora en el que se incluye el combustible, los lubricantes,
grasas, filtros, reparaciones, neumáticos, mantenimiento y maquinista será de:
Coste: 38,75 €/h

Estudio económico
- 94 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Operaciones auxiliares
Comprende las diversas operaciones auxiliares que se tendrán que llevar a cabo en
el transcurso de la actividad en la explotación, riego, construcción y nivelación de
pistas, accesos, saneamiento de frentes, taqueo de bolos, medidas de seguridad…
Coste: 5.340,00 €/año
La Tabla 20, que se muestra a continuación, se presenta algunos de estos datos
anteriormente definidos y presenta los gastos totales en los que se incurre para
lograr extraer la tonelada de árido a un precio competitivo.
Tabla 20 : Costes y datos generales explotación
TABLA DE COSTES Y DATOS GENERALES
Días trabajados (aprox) 220 Días
Vida útil de la explotación 12 Años
Avance en m3 obtenidos al año 45000 m3/año
Grava/Arena producidos al año 83250 T
Precio de arrendamiento de finca 3420 €/año
Costes auxiliares 5340 €/año
Costes de trituración (equipos en alquiler) 2,46 €/T
Carga y transporte a molienda 0,42 €/T
Labores preoperatorias 4390 €
Densidad supuesta del material 1,85
Con el conjunto de estos datos generales que han sido expuestos y definidos en el
capítulo 1 referente a la extracción del árido mediante explosivos, se puede
elaborar un análisis económico más completo para poder definir con exactitud los
precios a los que se podrán servir los áridos a la planta de prefabricados.

Estudio económico
- 95 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
La explotación está definida en tres partes principales (perforación, carga y
transporte) fundamentalmente. Cada parte presenta un coste definido que se
presentará en las siguientes tablas.
La Tabla 21, muestra los costes referentes a la perforación, totalmente necesarios
y muy difíciles de variar, ya que son totalmente necesarios para introducir en ellos
los explosivos y poder realizar con éxito la voladura.
Tabla 21 : Costes de perforación
Costes de perforación
Coste de perforación 6,16 €/m.l.
Numero de voladuras 2 Vol/año
Número de filas 5
Número de barrenos por fila 16
Número total de barrenos 80
Longitud total perforada por voladura 1287 m/vol
Total m.l por año 2574 m.l/año
Total € por año en perforación 15855,84 €/año
Los costes referentes al explosivo se presentan en la Tabla 22. Son costes
variables ya que los parámetros de la voladura podrían cambiar en función de los
resultados, que en la práctica, se pongan de manifiesto.
Tabla 22 : Costes explotación
Costes de explosivos
Goma 2 EC: 3,6 € / Kg
Nagolita: 1,35 € / Kg Detonadores: 9,36 € / Ud
Carga de columna total 4618 Kg
Carga de fondo total 2224,4 Kg
Numero de detonadores 350 Ud
Total € explosivos 14384,8 €

Estudio económico
- 96 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Ya para concluir el apartado del análisis económico referente a la explotación
minera, se presenta la tabla de gastos finales a modo de resumen ( Tabla 23).
Tabla 23: Resumen de gastos explotación
Tabla resumen gastos
Gastos
L.Preopera. 4390 €/año
Alquiler finca 3420 €/año
Costes aux. 5340 €/año
Perforación 15855,84 €/año
Explosivos 14384,8 €/año
Retro 150128 €/año
Dumper 114857,6 €/año
Pala cargadora 68200 €/año
Molienda 2,36 €/T
Total gasto 376576,24 €/año
Servicio moler 2,36 €/T
Grava+arena 83250 T/año
Árido puesto en las tolvas receptoras de la planta de
hormigón 6,88 €/T
El precio de la tonelada de árido obtenido en la explotación proyectada es de
6,88€/T, a este precio se abastecerá a la planta de prefabricados, ahorrando en un
principio una cantidad bastante importante en referencia a los precios del
mercado. Hay que tener en cuenta que el precio tonelada que nos pueden facilitar
las empresas cercanas se puede asemejar aún algún caso pero al incluir el coste de
transporte encarecería mucho el precio.
La conclusión que se obtiene de este apartado económico relacionado con la parte
extractiva es positiva, ya que presenta un precio que comparado con el mercado

Estudio económico
- 97 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
resulta competitivo y se entiende como una ventaja en coste a la hora de fabricar
las piezas en la planta.
Este árido será el que aprovisione a nuestra fábrica, y el precio obtenido tras el
estudio presenta un coste de tonelada en la boca de la tolva de entrada de la planta
de hormigón. Es decir, no sólo obtenemos un precio por tonelada relativamente
bajo, sino que se ahorra en costes de transporte una gran cantidad.
1.2 ANÁLISIS ECONÓMICO DE LA PLANTA INDUSTRIAL
El análisis económico de la puesta en marcha y explotación de la planta industrial
supondrá el grueso del análisis y presentará la parte fundamental del ejercicio para
la obtención del beneficio económico.
La parte destinada a la explotación minera se ciñe únicamente a la obtención del
árido con el que se fabricará el futuro hormigón, y con el que se busca optimizar
costes al proveerse por sí misma la instalación de la grava y arena necesarias para
la fabricación de las piezas. Una vez que se obtiene un precio por tonelada de
material para usarlo en la mezcla se procede a calcular los diversos costes de
operación.
La maquinaria y componentes instalados en la planta industrial se detallarán en la
Tabla 24: Inversión general del proyecto, y supondrán el coste inicial de inversión
del proyecto. El mayor coste en el que se incurre con la puesta en marcha e
instalación de la planta será el de la compra de la máquina de prefabricados, la
cual incluye un complejo conjunto de instalaciones descritas anteriormente que la
hacen prácticamente automatizada.
Se han considerado las inversiones de forma generalizada suponiendo algunos
costes que se presuponen necesarios pero de los que se desconocen costes exactos.

Estudio económico
- 98 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 24: Inversión general del proyecto
PRESUPUESTO DE INVERSIONES
COSTE FINCA 60.000,00 €
INFORMÁTICA Y OFICINAS 60.000,00 €
OBRA CIVIL PLANTA DE PREFABRICADOS (NAVE) 280.000,00 €
ELEMENTOS DE TRANSPORTE 600.000,00 €
PLANIFICACIÓN, PERMISOS, LICENCIAS (OTROS CONCEPTOS) 100.000,00 €
INSTALACIÓN ELÉCTRICA ALTA TENSIÓN
INSTALACIÓN ELÉCTRICA BAJA TENSIÓN 60.000,00 €
PLANTA DOSIFICADORA DE HORMIGÓN 140.000,00 €
PLANTA DE FABRICACIÓN PREFABRICADOS DE HORMIGÓN 3.480.000,00 €
TOTAL PRESUPUESTO DE INVERSIONES 4.880.000,00 €
Además de la inversión inicial el proyecto, como es lógico, tendrá unos costes de
operación.
Los costes de operación son los costes en los que se incurre para poder desarrollar
la actividad empresarial y se presentan de forma anual. Dentro de estos costes de
operación se presentan de mayor importancia los referentes a la materia prima ya
que aportan un mayor montante al resultado final. También son de gran interés los
costes de personal y las amortizaciones. Según se analicen las diferentes hipótesis
habrá que ir modificando los parámetros variables que afecten a los gastos de
operación. Inicialmente se ha presupuesto una rotación en tres turnos para intentar
aprovechar al máximo la gran inversión que se ha realizado en la planta. En el
futuro y en función de la demanda y la capacidad productiva se podrían modificar
dichos parámetros en función de las necesidades para poder optimizar los
beneficios.
En la Tabla 25, se presentan los gastos de operación que se han comentado
anteriormente.

Estudio económico
- 99 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 25 : Costes de operación
ESTUDIO ECONÓMICO
COSTES DE EXPLOTACIÓN ANUAL Se considera una amortización a 10 años, 18 operarios en planta, 220 días al año de trabajo, en triple turno de 24 horas, una producción de piezas de hormigón prefabricada de 38.000 m3
AMORTIZACIONES ANUALES 482.000,00 €
COSTES SALARIALES ANUALES (Sueldos + Seguros sociales) (Coste medio de operario: 25.500 €/año Se consideran 18 operarios) 459.000,00 €
COSTES ENERGÉTICOS ANUALES 498.680,00 €
COSTES DE MATERIAS PRIMAS ANUALES Áridos puesto en tolvas receptoras
de la planta dosificadora 83250 T x 6,8834 €/T 573.043,05 €
Cemento 200 Kg x 38000 m3 = 7600 T 7600 T a 98 €/T 744.800,00 €
Agua Estimación del coste energético del bombeo: 0,46 €/m3, consumo estimado anual 3800 m3 1.748,00 €
Aditivos Colorantes, anticongelantes 200 T a 80 €/T 16.000,00 €
Estimación de costes indirectos (administración, seguros, mantenimiento, gastos publicitarios) 855.000,00 €
Embalajes, palets 60.000,00 € TOTAL COSTE ANUAL 3.690.271€
Estudio económico
- 100 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
En lo referente a costes esto sería el grueso final de los mismos, inversión y
operación.
Habría que definir también si los propietarios de la empresa disponen de esta
cantidad de dinero (la de la inversión inicial, fundamentalmente) para poder
operar y desarrollar el proyecto o bien necesitan pedir un préstamo, estando este
último, ligado al pago de los intereses estipulados por la entidad que facilite el
dinero.
Para el desarrollo de este proyecto y su análisis económico se ha dispuesto en las
diferentes hipótesis que los socios disponen del dinero para sufragar los gastos
anteriormente descritos.
Como hipótesis también se podría definir la situación económica que presentaría
un préstamo, por ejemplo del 40% del capital total. Calculando los intereses
asociados al préstamo se deberían de incluir estos datos como un gasto, y tenerlos
en cuenta en cada anualidad (así como los impuestos y tasas).
La parte de los ingresos vendrá de la comercialización de las piezas fabricadas en
la planta industrial. Estas piezas debido a la flexibilidad de la maquinaria de
prefabricados podrán ser de varios modelos y tamaños. Para simplificar los
cálculos y poder realizar un estudio económico de los ingresos generados por la
venta de estos prefabricados se ha optado por suponer 4 modelos básicos de
negocio (4 tipos de prefabricado con unas dimensiones y unos costes medios) que
pueden dar una imagen cercana de la realidad.
Los ingresos y cantidades proyectados variarán en función de la hipótesis que
barajemos. Para el análisis de la hipótesis de idoneidad, es decir, la hipótesis que
presenta una utilización del 100% de los áridos extraído de la explotación para la
fabricación del hormigón se obtienen las siguientes cantidades y modelos y
beneficios, presentados en la Tabla 26.

Estudio económico
- 101 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Tabla 26: Ingresos generados por las piezas
Ingresos
Venta de productos
Baldosas 1.836.666,67 €
Adoquines 584.615,38 €
Bordillos 1.807.958,48 €
Piezas especiales 668.396,77 €
TOTAL INGRESOS 4.897.637,30 €
Las diferentes hipótesis serán cruciales para definir el futuro económico del
proyecto. La hipótesis 1, quizás resulte una suposición demasiado positiva
(escenario utópico) para la situación del sector constructiva actual por lo que en
este documento se presentará la hipótesis 3 ó 4 como hipótesis más
representativas, que resultaran más realistas, sino para la situación presente, sí
para una situación a corto plazo.
Sea cual sea la hipótesis que se analice la inversión será la misma. Por lo que dar
salida a la producción de la fábrica será el principal problema para obtener los
ingresos. También hay otra serie de parámetros importantes que harán variar los
costes, como la sensibilidad de precios que recae sobre las materias primas, que
influirán directamente en los gastos y como consecuencia inevitable en nuestro
margen de operación. Es decir, como afectan una posible subida de precios de las
materias utilizadas en la fabricación del hormigón. Como elemento
supuestamente más relevante y con posibilidad de presentar cambios tendremos el
precio de la tonelada de cemento y el precio de la energía eléctrica. Habrá que
prestar una especial atención a estos parámetros ya que constituyen un porcentaje
elevado de los gastos de operación y una subida o bajada en los precios de estos
elementos puede presentar una gran variación en la cuenta de resultados.
A continuación se presentan los resultados del análisis económico referente al
supuesto de la hipótesis cuatro (Tabla 27 : Costes operación hipótesis4), en la que

Estudio económico
- 102 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
se presentan los costes de operación en los que se incurre al suponer una demanda
diferente de la inicial (100%) afrontando un enfoque más realista.
Tabla 27 : Costes operación hipótesis 4
COSTES DE OPERACIÓN (Hipótesis 4)
Amortización 482.000,00 €
Salarios 229.500,00 €
Energía 249.340,00 €
Materias Primas
Árido 286.521,53 €
Cemento 372.400,00 €
Agua 874,00 €
Aditivos 8.000,00 €
Otros 427.500,00 €
Embalajes 30.000,00 €
TOTAL COSTES DE OPERACIÓN
2.086.135,53 €
Estos costes de operación presentan las diferencias propias con respecto a los de
la situación inicial, en la que se puede vender todos los productos obtenidos en la
fábrica de prefabricados. Los ingresos en función de la demanda se verán
decrementados (Tabla 28: Ingresos, hipotésis 4) y habrá que estudiar la nueva
situación económica que se presenta con esta situación.
Tabla 28: Ingresos, hipotésis 4
INGRESOS (Hipótesis 4)
Venta de productos
Baldosas 918.333,33 €
Adoquines 292.307,69 €
Bordillos 903.979,24 €
Piezas especiales 334.198,39 €
TOTAL INGRESOS 2.448.818,65 €

Estudio económico
- 103 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
La situación económica que presenta esta hipótesis es la que se muestra en la
(Tabla 29 : Análisis económico, hipótesis 4.). Con los datos obtenidos de ingresos,
gastos, flujo de caja y el acumulado se puede obtener una información muy
relevante sobre el futuro (teórico) del negocio. Se estudia para un periodo de 10
años y en la tabla se puede observar como a partir del quinto año ya se presenta un
balance positivo entre los gastos y los ingresos.
Tabla 29 : Análisis económico, hipótesis 4.
A
INGRESOS GASTOS CASH FLOW ACUMULADO
0 - € 4.880.000,00 € - 4.880.000,00 € - 4.880.000,00 €
1 2.448.818,65 € 2.086.135,53 € 844.683,12 € - 4.035.316,88 €
2 2.546.771,40 € 2.169.580,95 € 859.190,45 € - 3.176.126,43 €
3 2.644.724,14 € 2.253.026,37 € 873.697,77 € - 2.302.428,65 €
4 2.742.676,89 € 2.336.471,79 € 888.205,10 € - 1.414.223,55 €
5 2.840.629,63 € 2.419.917,21 € 902.712,42 € - 511.511,13€
6 2.938.582,38 € 2.503.362,63 € 917.219,75 € 405.708,62 €
7 3.036.535,13 € 2.586.808,05 € 931.727,07 € 1.337.435,70€
8 3.134.487,87 € 2.670.253,47 € 946.234,40 € 2.283.670,10€
9 3.232.440,62 € 2.753.698,89 € 960.741,72 € 3.244.411,82€
3.330.393,36 € 2.837.144,31 € 975.249,05 € 4.219.660,87€
Con los datos de la tabla anterior se obtiene el TIR y el VAN. Estos Dos
conceptos son muy importantes para determinar si el proyecto se llevará a cabo o
de lo contrario se pospondrá o sustituirá por otro modelo de negocio. Dichos
conceptos se definen y presentan a continuación:
Se denomina Tasa Interna de Rentabilidad (T.I.R.) a la tasa de descuento que hace
que el Valor Actual Neto (V.A.N.) de una inversión sea igual a cero. (V.A.N. =0).
Si la T.I.R. resultante es igual o superior a la tasa exigida por el inversor se
supone que la inversión es interesante y aconsejable, y ante distintas alternativas
se escogerá el proyecto que presente una mayor tasa interna de retorno.

Estudio económico
- 104 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
El van (Valor Actual Neto) de una inversión es un método muy aceptado que
consiste en la suma de los valores actualizados de todos los flujos netos de caja
resultados del proyecto, deduciendo el valor de la inversión realizada
inicialmente.
La tasa interna de retorno y el valor actual neto de la inversión según la hipótesis
expuesta en el modelo 4 del análisis económico es el siguiente. Un V.AN. de
583.912,98 € y una T.I.R. de 12,90%. Con estos resultados se expone que la
inversión resultaría teóricamente muy ventajosa. El proyecto debería de llevarse a
cabo ya que ofrecería un retorno muy importante de la inversión. (Hay que aclarar
que la hipótesis supuesta es bastante realista, muy desfavorable, y la inversión se
espera que se recupere algo mejor). La tasa introducida en el VAN ha sido de un
10% y el TIR de 12,9% justifica la inversión y puesta en marcha del proyecto.
El cash-flow y el acumulado de las diferentes anualidades se presentaban en la
tabla anteriormente expuesta y mostraba una clara tendencia positiva, al igual que
la gráfica de la Figura 34, que muestra la tendencia de los ingresos y los gastos en
un periodo de 10 años.
Figura 34: Representación gastos e ingresos. Hipótesis 4.

Estudio económico
- 105 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
La representación conjunta que ayuda a presentar una imagen global de los
parámetros definidos con anterioridad de la hipótesis seleccionada se muestra en
la Figura 35 y permite ver de manera gráfica los flujos y variaciones de los
diferentes años. A partir del 6º año se comenzará a tener un balance acumulado
positivo y el cash-flow se presenta constante a la alza tras superar la inversión
inicial.
Figura 35: Representación múltiples variables. Hipótesis 4.
Para reflejar una situación algo más favorable, para poder tener datos diferentes y
poder analizar diferentes escenarios económicos se presentarán algunos datos de
la hipótesis 3, que es algo más optimista. Estimando una caída de la demanda del
25% se obtienen los siguientes resultados mostrados en la Tabla 30 : Análisis
económico, hipótesis 3. Lógicamente son algo más positivos y hacen mejorar el
T.I.R. y el V.A.N del proyecto e indican que la inversión en el proyecto debería de
llevarse a cabo ya que aporta muy buenos resultados. Los resultados obtenidos
según esta hipótesis son: TIR= 25,31% y un VAN cercano a 3.442.000. La base
de los ingresos de las diferentes hipótesis son los diferentes escenarios referentes a
la demanda aunque también podrían estudiarse la sensibilidad de los precios de las
materias primas o la sensibilidad al cambio de los precios de las piezas

Estudio económico
- 106 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
comercializadas. (Estos estudios no forman parte del análisis económico del
proyecto pero podrían elaborarse para tener una mayor información.)
Tabla 30 : Análisis económico, hipótesis 3.
Año INGRESOS GASTOS CASH FLOW ACUMULADO
0 0 4.880.000,00 € - 4.880.000,00 € - 4.880.000,00 €
1 3.673.227,97 € 2.865.253,29€ 1.289.974,68 € - 3.590.025,32 €
2 3.820.157,09 € 2.979.863,42€ 1.322.293,67 € - 2.267.731,65 €
3 3.967.086,21 € 3.094.473,55€ 1.354.612,65 € - 913.119,00 €
4 4.114.015,33 € 3.209.083,68€ 1.386.931,64 € 473.812,64 €
5 4.260.944,45 € 3.323.693,81€ 1.419.250,63 € 1.893.063,27 €
6 4.407.873,56 € 3.438.303,94€ 1.451.569,62 € 3.344.632,89 €
7 4.554.802,68 € 3.552.914,08€ 1.483.888,60 € 4.828.521,49 €
8 4.701.731,80 € 3.667.524,21€ 1.516.207,59 € 6.344.729,08 €
9 4.848.660,92 € 3.782.134,34€ 1.548.526,58 € 7.893.255,66 €
10 4.995.590,04 € 3.896.744,47€ 1.580.845,56 € 9.474.101,22 €
Con la tabla expuesta anteriormente a modo resumen, se exponen las gráficas
correspondientes a dichos datos (Figura 36). Con esta gráfica se puede observar
las variaciones de los ingresos, gastos, flujo de caja y acumulado de la inversión
en el periodo supuesto de 10 años.
Figura 36 : Representación múltiples variables, hipótesis 3

Estudio económico
- 107 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.3 CONCLUSIONES DEL ANÁLISIS ECONÓMICO
Tras analizar las diferentes hipótesis se concluye que el proyecto tiene una gran
viabilidad. Una gran caída de las ventas de los prefabricados, escenario extremo y
muy negativo, muestra unos valores de VAN Y TIR negativos lo que pone de
manifiesto que ante una variación muy brusca a la baja de la demanda, el proyecto
podría presentar graves pérdidas. En el proyecto se estima que este bajón tan
pronunciado de la demanda es muy difícil que se produzca y se asumen estos
riesgos. Quizás el horizonte más cercano para el sector constructivo no sea el más
halagüeño, pero en el proyecto se presupone una recuperación y una apuesta por
que en el sector se crearan oportunidades de negocio, aunque a lo mejor no tantas
de construcción de obra nueva, sí de remodelación y mejora de infraestructuras ya
existentes.
Con alguna de las hipótesis analizadas (1,2, 3 y 4) el resultado de la inversión
resulta muy rentable e indica que se debe invertir en el proyecto. A medida que
caen los ingresos derivados de las ventas estimadas en las diferentes hipótesis, los
resultados van cayendo hasta llegar a un punto en el que, con los parámetros
mantenidos en el estudio, se obtendrían pérdidas y conseguirían que el negocio no
se presentara como una buena oportunidad de inversión y rentabilidad. A partir de
una caída significativa, entorno al 60% de pérdida en ventas, el proyecto dejaría
de presentar una buena viabilidad y no sería atractivo para los inversores. De
todas formas, el sector se encuentra en un momento en el que experimenta
continuos cambios (ahora mismo muy negativos) y aunque en un periodo
disminuyeran muchos las ventas (pérdida de contratos, falta de mercado…) es un
sector que presenta muchas posibilidades y tiene una gran capacidad de
recuperación. La planta de prefabricados podría de modernizarse para la
fabricación de otro tipo de piezas demandadas (dovelas, placas alveolares…)
El riesgo que soporta el sector es importante pero el escenario simulado para el
proyecto, permite hacer frente a la inversión y dar salida a la demanda. Una de las
Estudio económico
- 108 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
opciones económicas que se presenta si la demanda de prefabricados bajara en
sobre medida, sería intentar minimizar las pérdidas remodelando las instalaciones
o bien comercializando la materia prima proveniente de la explotación.
La viabilidad del proyecto en parte viene dada por el aprovisionamiento propio de
la materia prima, esta relativa autosuficiencia en cuanto a materia prima
exceptuando el cemento, que supone un gasto también muy importante, ayuda a
hacer frente a la situación actual de los mercados.
En el análisis de costes se ha supuesto un arrendamiento de los servicios propios
de la explotación y la molienda pero se podría estudiar una inversión propia en la
parte de la explotación si la situación de la demanda cambiase, esta medida se ha
presupuesto para intentar aprovechar el capital social de los propietarios del
proyecto en la parte de la plantas de prefabricados, de esta forma se evitaría el
pago de intereses desmesurados y según se encuentra la situación de los préstamos
bancarios (muy costosa la obtención de uno de ellos) se evitarían riesgos
financieros innecesarios (según el modelo de negocio propuesto).
A modo de conclusión del análisis económico, se expone que el proyecto debe
llevarse a cabo aun suponiendo que la situación idílica de ventas del 100% no se
produzca incluso si la demanda prevista facilitada por los estudios de mercado
presentara un interés que rondara el 50% de la capacidad productiva de
prefabricados.
Estudio económico
- 109 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Parte III ANEXOS
Anexo A. Medidas de prevención planta prefabricados [2]
- 110 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 1 ANEXO A. MEDIDAS DE
PREVENCIÓN PLANTA PREFABRICADOS [2]
En lo referente a la planta industrial, en la que se desarrollarán diferentes
operaciones que pueden derivar en riesgos tanto para los trabajadores como para
las instalaciones, se deberán de llevar a cabo una serie de medidas preventivas
para intentar minimizar o evitar siempre que sea posible los daños materiales y
sobre todo humanos.
1.1 PROTECCIONES COLECTIVAS
Protecciones colectivas de carácter general
Señalización
El Real Decreto 485/1997 de 14 de abril, por el que se establecen las
disposiciones mínimas de carácter general relativas a la señalización de seguridad
y salud en el trabajo, indica que deberá utilizarse una señalización de seguridad y
salud a fin de:
A. Llamar la atención de los trabajadores sobre la existencia de determinados
riesgos, prohibiciones u obligaciones.
B. Alertar a los trabajadores cuando se produzca una determinada situación
de emergencia que requiera medidas urgentes de protección o evacuación.

Anexo A. Medidas de prevención planta prefabricados [2]
- 111 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
C. Facilitar a los trabajadores la localización e identificación de determinados
medios o instalaciones de protección, evacuación, emergencia o primeros
auxilios.
D. Orientar o guiar a los trabajadores que realicen determinadas maniobras
peligrosas.
Tipos de señales:
a) En forma de panel:
Señales de advertencia:
Forma: Triangular
Color de fondo: Amarillo
Color de contraste: Negro
Color de Símbolo: Negro
Señales de prohibición:
Forma: Redonda
Color de fondo: Blanco
Color de contraste: Rojo
Color de Símbolo: Negro
Señales de obligación:
Forma: Redonda
Color de fondo: Azul
Color de Símbolo: Blanco
Señales relativas a los equipos de lucha contra incendios:
Forma: Rectangular o cuadrada
Color de fondo: Rojo
Color de Símbolo: Blanco

Anexo A. Medidas de prevención planta prefabricados [2]
- 112 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Señales de salvamento o socorro:
Forma: Rectangular o cuadrada
Color de fondo: Verde
Color de Símbolo: Blanco
Cinta de señalización
En caso de señalizar obstáculos, zonas de caída de objetos, caída de
personas a distinto nivel, choques, golpes, etc., se señalizará con los antes
dichos paneles o bien se delimitará la zona de exposición al riesgo con
cintas de tela o materiales plásticos con franjas alternadas oblicuas en
color amarillo y negro, inclinadas 45°.
Cinta de delimitación de zona de trabajo
Las zonas de trabajo se delimitarán con cintas de franjas alternas verticales
de colores blanco y rojo.
Iluminación (anexo IV del R.D. 486/97 de 14/4/97)
Zonas o partes del lugar de trabajo Nivel mínimo de iluminación (lux)
Zonas donde se ejecuten tareas con:
1° Baja exigencia visual 100
2° Exigencia visual moderada 200
3º Exigencia visual alta 500
4° Exigencia visual muy alta 1.000
Áreas o locales de uso ocasional 25
Áreas o locales de uso habitual 100
Vías de circulación de uso ocasional 25
Vías de circulación de uso habitual 50

Anexo A. Medidas de prevención planta prefabricados [2]
- 113 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Estos niveles mínimos deberán duplicarse cuando concurran las siguientes
circunstancias:
1. En áreas o locales de uso general y en las vías de circulación, cuando por
sus características, estado u ocupación, existan riesgos apreciables de
caídas, choque u otros accidentes.
2. En las zonas donde se efectúen tareas, y un error de apreciación visual
durante la realización de las mismas, pueda suponer un peligro para el
trabajador que las ejecuta o para terceros.
Los accesorios de iluminación exterior serán estancos a la humedad.
Portátiles manuales de alumbrado eléctrico: 24 voltios.
Prohibición total de utilizar iluminación de llama.
Protección de personas en instalación eléctrica.
Instalación eléctrica ajustada al Reglamento Electrotécnico para Baja Tensión y
hojas de interpretación, certificada por instalador autorizado.
En aplicación de lo indicado en el apartado 3A del Anexo IV al R.D. 1627/97 de
24/10/97, la instalación eléctrica deberá satisfacer, además, las dos siguientes
condiciones:
o Deberá proyectarse, realizarse y utilizarse de manera que no entrañe
peligro de incendio ni de explosión y de modo que las personas estén
debidamente protegidas contra los riesgos de electrocución por contacto
directo o indirecto
o El proyecto, la realización y la elección del material y de los dispositivos
de protección deberán tener en cuenta el tipo y la potencia de la energía
suministrada, las condiciones de los factores externos y la competencia de
las personas que tengan acceso a partes de la instalación.
Los cables serán adecuados a la carga que han de soportar, conectados a las bases

Anexo A. Medidas de prevención planta prefabricados [2]
- 114 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
mediante clavijas normalizadas, blindados e interconexionados con uniones
antihumedad y antichoque. Los fusibles blindados y calibrados según la carga
máxima a soportar por los interruptores.
Continuidad de la toma de tierra en las líneas de suministro interno de obra con un
valor máximo de la resistencia de 80 Ohmios. Las máquinas fijas dispondrán de
toma de tierra independiente.
Todos los circuitos de suministro a las máquinas e instalaciones de alumbrado
estarán protegidos por fusibles blindados o interruptores magnetotérmicos y
disyuntores diferenciales de alta sensibilidad en perfecto estado de
funcionamiento.
Ante el desconocimiento del voltaje de la línea, se mantendrá una distancia de
seguridad de 5 m.
Tajos en condiciones de humedad muy elevadas:
Es preceptivo el empleo de transformador portátil de seguridad de 24 V o
protección mediante transformador de separación de circuitos.
Se acogerá a lo dispuesto en la MIBT 028 (locales mojados).
1.2 EQUIPOS DE PROTECCIÓN INDIVIDUAL (EPI´S)
Es muy importante que los operarios que desarrollan su trabajo en las
instalaciones de la planta, tengan un total conocimiento de los posibles peligros
que puedan ocurrir y que dispongan de los medios para poder evitarlos. Pare ello,
se presenta a continuación la información sobre algunas circunstancias que se
pueden ocasionar y que medios emplear para evitarlo o en su defecto minimizar el
daño.

Anexo A. Medidas de prevención planta prefabricados [2]
- 115 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Quemaduras físicas y químicas.
o Guantes de protección frente a abrasión
o Guantes de protección frente a agentes químicos
o Guantes de protección frente a calor
o Sombreros de paja (aconsejables contra riesgo de insolación)
Proyecciones de objetos y fragmentos.
o Calzado con protección contra golpes mecánicos
o Casco protector de la cabeza contra riesgos mecánicos
o Gafas de seguridad para uso básico (choque o impacto con partículas
sólidas)
o Pantalla facial abatible con visor de rejilla metálica, con atalaje adaptado
al casco.
Aplastamientos.
o Calzado con protección contra golpes mecánicos
o Casco protector de la cabeza contra riesgos mecánicos
Atrapamientos.
o Calzado con protección contra golpes mecánicos
o Casco protector de la cabeza contra riesgos mecánicos
o Guantes de protección frente a abrasión
Caída de objetos y/o de máquinas.
o Bolsa portaherramientas
o Calzado con protección contra golpes mecánicos
o Casco protector de la cabeza contra riesgos mecánicos
Anexo A. Medidas de prevención planta prefabricados [2]
- 116 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Caídas de personas al mismo nivel
o Bolsa portaherramientas
o Calzado de protección sin suela antiperforante
Contactos eléctricos directos.
o Calzado con protección contra descargas eléctricas
o Casco protector de la cabeza contra riesgos eléctricos
o Gafas de seguridad contra arco eléctrico
o Guantes dieléctricos
Contactos eléctricos indirectos
o Botas de agua
Cuerpos extraños en ojos.
o Gafas de seguridad contra proyección de líquidos
o Gafas de seguridad para uso básico (choque o impacto con partículas
sólidas)
o Pantalla facial abatible con visor de rejilla metálica, con atalaje adaptado
al casco.
Golpes y/o cortes con objetos y/o maquinaria
o Bolsa portaherramientas
o Calzado con protección contra golpes mecánicos
o Casco protector de la cabeza contra riesgos mecánicos
o Chaleco reflectante para personal señalizador

Anexo A. Medidas de prevención planta prefabricados [2]
- 117 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1.3 MEDIDAS CORRECTORAS MEDIOAMBIENTALES
ATMÓSFERA
El proyecto tiene un carácter temporal y efecto continúo, afectando a la zona de
una forma poco importante. El entorno localizado cerca de la planta de hormigón,
presenta la posibilidad de volver a recuperarse igual que antes de la actividad
humana.
El origen de la alteración de la composición atmosférica es el polvo originado por:
- Descarga y trasiego de áridos.
- Descarga de cemento.
- Movimiento de maquinaria de carga y camiones por las pistas y plataforma de la
planta.
- Fabricación de hormigón.
Las emisiones de polvo excesivas pueden causar problemas de salud, ambientales
e industriales:
- Produce molestias a las personas y puede dar lugar a quejas de los habitantes de
los núcleos urbanos próximos.
- Provoca enfermedades de carácter respiratorio si las personas están expuestas a
ambientes pulvígenos durante tiempos prolongados.
- Reduce la visibilidad en las zonas de trabajo, aumentando el riesgo de
accidentes.
- Provoca un desgaste prematuro en algunos elementos móviles de la maquinaria
en operación.

Anexo A. Medidas de prevención planta prefabricados [2]
- 118 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Los límites básicos tolerables de presencia en la atmósfera de contaminantes se
recogen en la siguiente reglamentación:
- Ley 38/1972 de 22 de Diciembre de Protección de Ambiente Atmosférico.
- Decreto 833/1975 de 6 de Febrero por el que se desarrolla la Ley 3/1972.
- Real Decreto 1613/1985 que modifica parcialmente el R.D. 833/75.
- ITC 07.1.04 que regula las condiciones ambientales y de lucha contra el
polvo en las industrias extractivas a cielo abierto, instalaciones de
tratamiento, procesado, manipulación y almacenamiento de minerales,
áridos y orcas industriales.
En base a la reglamentación apuntada, la planta de hormigón está considerada
como actividad industrial potencialmente contaminadora de la atmósfera, estando
clasificada en el GRUPO B según el Anexo II del Decreto 833/75. (Aptdo. 2.10.4
“Plantas de Preparación de Hormigón”).
El principal contaminante atmosférico producido por la instalación, es el polvo o
partículas sólidas suspendidas en el aire (entre 1 y 100 micrómetros),
principalmente de cemento y arena generadas por la manipulación de áridos y
cemento durante el proceso de fabricación. La mayoría de los puntos de emisión
son difusos, transporte, carga y descarga de materias primas, cargado de la
mezcladora, efecto del viento sobre los acopios de áridos. Existe un único foco
puntual que es la transferencia del cemento al silo.
Medidas correctoras propuestas:
Para evitar las emisiones de partículas a la atmósfera producidas por la descarga
de cemento al silo donde es almacenado, la planta cuenta con un filtro neumático.
En general, las medidas para minimizar la emisión de partículas sólidas de fuentes
difusas son de dos tipos: mantener húmedo y/o cubrir el material en los puntos

Anexo A. Medidas de prevención planta prefabricados [2]
- 119 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
donde éstas se produzcan. El humedecimiento del material evita la formación de
partículas sólidas que puedan ser dispersadas. Para estos se utiliza el riego con
aspersores o con mangueras o rociadores en la maquinaria. Este riego puede ser
manual, o automático, cuando la duración y la frecuencia de riego están
programadas y éste se realiza automáticamente. Los carenados aseguran el
cerrado de tubos y puntos de manipulación y transporte del material. El material
se puede cubrir usando carenados cerrados, por ejemplo en las cintas
transportadoras; pantallas cortavientos en los acopios de material; cortinas de
plástico o de lona, para recoger las partículas producidas; lonas para cubrir el
material almacenado; etc.
El polvo producido por el trasiego de camiones se minimiza de la misma forma,
manteniendo húmedas o pavimentando las vías de acceso. La limpieza periódica
del material derramado de los camiones o en los puntos de transferencia es de
gran ayuda a la hora de reducir la producción de polvo.
Las medidas concretas sugeridas para cada punto son las siguientes:
1 Transferencia de cemento al silo (foco puntual, las dos medidas correctoras
que deben existir en la planta)
- Instalación de un filtro en las salidas de aire del silo
- La descarga se debe realizar de forma neumática, empleando racores para
el ajuste perfecto entre la manguera del vehículo y la tubería de entrada al
silo
2 Transporte del cemento: extracción del silo, descarga a la tolva dosificadora o
báscula y descarga al camión hormigonera.
- El recorrido del cemento debe ser totalmente estanco.
3 Transporte de áridos: descarga de camiones sobre pilas de acopio, descarga
sobre tolvas, cintas transportadoras, tolvas de pesado y clasificadoras,
descarga sobre cinta pesadora.
Anexo A. Medidas de prevención planta prefabricados [2]
- 120 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Instalación de carenado para cubrir esos puntos con cierre de las bocas de
descarga.
- Rociado con agua en los puntos de transferencia y previamente a la caída
de los materiales.
- Minimización de la altura de caída de los materiales.
- Minimización de la emisión de partículas con aspiración localizada de
partículas.
4 Apilado de materiales
- Confinamiento o utilización de muros de contención.
- Humedecimiento con agua, mediante el riego con mangueras o
aspersores.
- Recubrimiento de las pilas con lonas o cubiertas, o uso de cortavientos.
5 Vías de acceso y circulación de vehículos y camiones
- Compactación o pavimentación de las superficies de circulación y
reducción de la velocidad de circulación de vehículos.
- Humedecimiento, regado con manguera o mediante aspersores.
Programa de control periódico de emisiones de contaminantes a la
atmósfera
Según lo dispuesto en la Orden Ministerial de 18 de Octubre de 1976, para la
puesta en marcha de la instalación y una vez cada 3 años (por ser esta actividad
perteneciente al grupo B) se deben realizar mediciones de contaminantes emitidos
a la atmósfera por parte de algún Organismo de Control acreditado.

Anexo A. Medidas de prevención planta prefabricados [2]
- 121 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Puesto que en este caso se trata de emisiones difusas y no es posible realizar
medidas de emisión en focos puntuales, se medirán niveles de inmisión de
partículas sólidas, comparándolos con los niveles de inmisión aplicables según
Anexo I del Decreto 833/75.
Se propone realizar uno de los dos tipos de medidas siguientes:
- Mediciones de inmisión de partículas sediméntales en los límites de la
propiedad durante cuatro semanas como mínimo. Para partículas
sediméntales, el límite es 300 mg/m² día, calculado como media de 24 horas.
- Mediciones de inmisión de partículas en suspensión en el interior de la planta,
en la dirección de los vientos dominantes, durante un período no inferior a 3
días, con toma de muestras en dos puntos como mínimo. En este caso los
niveles están modificados por el Real Decreto 1321/1992 de 30 de Octubre,
que establece el valor límite para las partículas en suspensión medidas por el
procedimiento gravimétrico; la media aritmética de los valores medios diarios
registrados durante el período anual no sobrepasará los 150 µg/m3N.
Producción de residuos
Los residuos más característicos que se pueden generar en este tipo de
plantas son:
- Aceite mineral usado, generado por los vehículos de transporte y
maquinaria diversa.
- Trapos y materiales diversos impregnados con hidrocarburos.
- Lodos de la balsa de decantación de las aguas procedentes del proceso
de elaboración de prefabricados.
A efectos jurídicos se consideran como residuos tóxicos y peligrosos los
que define como tales la Ley Básica de Residuos Tóxicos y Peligrosos (Ley 20/86

Anexo A. Medidas de prevención planta prefabricados [2]
- 122 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
de 14 de Mayo), en cuyo anexo único y bajo el epígrafe 29 aparece “Los aceites
usados, minerales o sintéticos, incluyendo las mezclas agua-aceite y las
emulsiones”.
Medidas correctoras propuestas
A.- RESIDUOS TÓXICOS Y PELIGROSOS
Se procurará siempre que sea posible, efectuar las labores de mantenimiento en
lugar ya habilitado para ello, que cuenten con los medios necesarios
(impermeabilización de suelos, zonas de almacenamiento, recogida programada,
etc.).
En aquellos casos que resulte imprescindible efectuar cambios de aceite en los
aledaños de la planta, éstos se realizarán en una zona preparada al efecto sobre
pavimento impermeable, procediendo a envasar, etiquetar y registrar los aceites
usados que serán retirados por empresa autorizada para realizar la gestión de
residuos. En caso de un derrame accidental sobre una superficie permeable del
entorno de la planta, se procederá a la inmediata retirada de los suelos
impregnados que serán tratados como residuos.
B.- AGUAS RESIDUALES DEL PROCESO DE FABRICACIÓN
El agua del proceso será reutilizado en su totalidad, no se producirá ningún
vertido a cauce o red de saneamiento públicos; no obstante, se efectuarán
controles periódicos al objeto de que el agua decantada cumpla lo establecido en
el anexo al título III del Reglamento de Dominio Público Hidráulico que establece
las siguientes tolerancias:
- pH: Comprendido entre 5,5 y 9,5
- Sólidos en suspensión: 300 mg/l máx
- Materiales sedimentables: 2 ml/l
- Sólidos gruesos: ausencia

Anexo A. Medidas de prevención planta prefabricados [2]
- 123 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Ruido
El marco legal de referencia, en materia de ruido, desde el punto de vista
medioambiental es el Decreto 3/1995 de 12 de Enero de la Junta de Castilla y
León por el que se establecen las condiciones que deberán cumplir las actividades
por sus niveles sonoros o de vibraciones Tabla 31, y que son las siguientes:
Tabla 31: Niveles sonoros. Real decreto
TIPO DE ZONA NIVELES MÁXIMOS
DÍA NOCHE
ZONAS INDUSTRIALES Y DE ALMACENES 70 55
ZONAS DE VIVIENDAS Y OFICINAS
SERVICIOS TERCIARIOS
55 45
08-22 HORAS 22-08 HORAS
Criterios de medida para el ruido:
- Los ruidos se medirán y expresarán en decibelios ponderados según se
especifica en la Norma UNE 74-022-81.
- La valoración se los ambientes de ruido se realizará mediante el Nivel
Sonoro Máximo (valor cuadrático medio) expresado en dB (A).
- En caso de ser requerida la realización de una sonometría, los aparatos a
utilizar serán de clase 0 ó 1 que cumplan con la Norma UNE 20-464-90 o
cualquiera posterior al respecto.
En el caso de ruidos que afecten al campo de la Higiene Industrial, se estará a lo
dispuesto en la reglamentación laboral, en la evaluación inicial de riesgos y en las
medidas correctoras que se adopten en los Documentos de Seguridad y Salud, de
acuerdo con el Servicio de Prevención que la empresa tiene contratado.

Anexo A. Medidas de prevención planta prefabricados [2]
- 124 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Medidas de seguridad contra incendios
Reglamentos de aplicación:
- En el ámbito de aplicación del real decreto 786/2001 por el que se aprueba
el reglamento de seguridad contra incendios en los establecimientos
industriales, se fijarán las exigencias que dicho texto legal establece, aún no
estando incluida en él.
- Será de aplicación obligatoria el real decreto 1942/93 de 5 de noviembre por
el que se aprueba el reglamento de instalaciones de protección contra
incendios y la orden de 16 de abril de 1.998 sobre normas de procedimiento
y desarrollo del anterior.
Requisitos de las instalaciones:
- Sistemas manuales de alarma de incendios mediante señales acústicas y
pulsadores en cada salida de las naves y oficinas
- Red de hidrantes exteriores con las siguientes especificaciones mínimas
(según R/D 786/2.001):
- La zona protegida por cada uno de ellos es la cubierta por un radio de
40 metros medidos horizontalmente desde el punto de implantación del
hidrante. Uno de los hidrantes se colocara en la entrada y tendrá una
salida de 100 mm.
- Las necesidades de agua según la configuración y el nivel de riesgo
intrínseco será de 500 litros /minuto y una autonomía mínima de 30
minutos.
- La presión mínima en las bocas de salida de los hidrantes será de 7
bares.

Anexo A. Medidas de prevención planta prefabricados [2]
- 125 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Extintores de incendio: se instalará un extintor de eficacia mínima 21 A de
polvo ABC polivalente, en cada una de las naves de fabricación, así como
en las oficinas y zona de aparcamientos. El área máxima protegida por
cada extintor es de 600 metros cuadrados.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 126 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 2 ANEXO B. DOCUMENTO
DE SEGURIDAD Y SALUD REFERENTE A LA
EXPLOTACIÓN [3]
En cumplimiento de lo establecido en la Ley de Prevención de Riesgos Laborales
(Ley 31/1995, de 8 de Noviembre), sus disposiciones de desarrollo, el Reglamento
de los Servicios de Prevención (R.D. 39/1997, de 17 de enero) y junto con las
Disposiciones mínimas destinadas a proteger la seguridad y salud de los
trabajadores en las actividades mineras (R.D. 1389/97, de 5 de septiembre), que
determina que el empresario debe, en primer término, conocer las condiciones de
cada uno de los puestos de trabajo, para identificar y evitar riesgos y evaluar los
que no puedan evitarse.
2.1 OBJETO DEL DOCUMENTO DE SEGURIDAD Y SALUD
Con el objeto de establecer y determinar las directrices para la
implantación de las medidas de seguridad durante los trabajos de la actividad
extractiva en el término municipal de Brieva, provincia de Segovia, con los
esquemas organizativos, procedimientos y sistemas de ejecución propios de la
empresa respecto de la prevención de riesgos de accidentes y enfermedades
profesionales, de acuerdo con el Artículo 7 del Reglamento de Servicios de

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 127 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Prevención (Real Decreto 39/1.997, de 7 de enero), y del Real Decreto
1.389/1.997, de 5 de septiembre, sobre Seguridad y Salud de los Trabajadores en
las Actividades Mineras, se elabora el presente “Documento sobre Seguridad y
Salud”.
Contiene, así mismo, la Valoración Inicial de Riesgos de las principales
actividades de la explotación y beneficio, cumplimentado los requisitos
contemplados en los Capítulos III y V de la Ley 31/95, de 8 de noviembre de
Prevención de Riesgos Laborales.
Por lo tanto, se entiende que las medidas dictadas en el desarrollo del
Documento sobre Seguridad y Salud deberán ser cumplidas en la actividad
extractiva que se referencia.
2.2 VIGENCIA Y ÁMBITO DE APLICACIÓN
El R.D. 1389/1997, de 5 de septiembre establece que el Documento sobre
Seguridad y Salud debe estar preparado antes del comienzo del trabajo y
mantenerse al día ante los cambios en las condiciones de trabajo que más adelante
se especifican.
Su aplicación será vinculante para todo el personal propio, así como el
dependiente de otras empresas establecidas en el área de afección minera
contratadas directamente por el titular y/o el explotador para realizar sus trabajos
en el interior del recinto de la explotación minera, con independencia de las
condiciones contractuales que regulen su intervención en la misma.
El “Documento sobre Seguridad y Salud” deberá ser revisado y
modificado en función del proceso de ejecución de la actividad extractiva y de las

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 128 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
posibles incidencias que puedan surgir a lo largo de la misma, previo
conocimiento expreso de la Autoridad Minera del Servicio al que esté adscrita la
explotación, dándose esta información a los representantes de los trabajadores en
el centro de trabajo, quienes podrán presentar las sugerencias y alternativas que se
estimen oportunas.
Las modificaciones se incluirán en una nueva revisión del Documento
sobre Seguridad y Salud, al que se dará la difusión necesaria siendo, a partir de
ese momento, de obligado cumplimiento en el interior del recinto de la actividad
minera, para todo el personal afectado en el centro de trabajo.
2.3 PLANIFICACIÓN DE LA ACTIVIDAD PREVENTIVA
La Gestión Preventiva trata de definir las funciones relativas a la
organización de la prevención de riesgos laborales que corresponde a cada nivel
así como fijar las responsabilidades que el personal debe asumir en esta materia.
Por ello se establece, en primer lugar, un programa de Prevención que
indica los cometidos básicos así como el orden de prioridades para alcanzar los
objetivos propuestos en la prevención de riesgos laborales.
Por otra parte, el documento de seguridad y salud también establece los
cauces para que todo trabajador conozca los riesgos existentes en su puesto de
trabajo así como los riesgos que pueda conllevar un cambio de tarea, introducción
de nuevas tecnologías, etc..., para lo cual se desarrollarán medidas para que los
trabajadores reciban la información y formación acerca de los riesgos para la
salud. También se desarrollará un sistema que permita la participación de los
trabajadores en todas las cuestiones que afecten a la seguridad. (Sugerencias de
mejoras, propuestas de soluciones, elección de equipos y materiales, etc.).

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 129 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Se deberán de presentar por escrito los procedimientos de trabajo
incluyendo en ellos las normas de seguridad, que serán puestas al día a medida
que evolucione la técnica o cambien los procesos productivos.
Aunque el uso de prendas y equipos de protección individual se considere
adecuado, se recomienda establecer, por escrito, las operaciones que requieren el
uso de prendas de protección y establecer la obligatoriedad de uso. Los
trabajadores deberán ser responsables del mantenimiento y conservación de los
equipos de protección personal. Deberán establecerse lugares adecuados para
guardar y conservar los equipos de protección individual.
El documento de seguridad y salud trata de establecer por escrito las normas y
actuaciones básicas para prevenir y minimizar problemas o en el caso de que
aparezcan intentar minimizar sus efectos, en el caso de que ocurrieran incidentes
se deberán de investigar los accidentes de trabajo para eliminar las causas que los
han generado, y se establecerá un protocolo de seguridad para las empresas o
trabajos subcontratados.
En resumen, podemos decir que la política de prevención incumbe a todos
en la empresa, y engloba numerosos aspectos de la gestión de los recursos
técnicos, comerciales, financieros y humanos de la empresa. La prevención de los
riegos laborales consiste en luchar contra los riesgos en su origen adaptando el
trabajo a la persona y actuando sobre el diseño y la organización de los métodos
de trabajo.
En este documento se presentará un plan anual de actuación para que sea
seguido y llevado a cabo por todos los integrantes de la empresa para:
Evitar los riesgos
Evaluar los riesgos que no se pueden evitar.
Combatir los riesgos en el origen.
Adaptar el trabajo a la persona, en particular en lo que respecta a la
concepción de los puestos de trabajo, así como a la elección de los equipos
y los métodos de trabajo y de producción.
Tener en cuenta la evolución de la técnica.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 130 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Sustituir lo peligroso por lo que entrañe poco o ningún peligro.
Adoptar medidas que antepongan la protección colectiva a la individual.
Dar información y formación a los trabajadores.
2.4 SEGURIDAD Y SALUD POR PUESTOS
En función del puesto a desempeñar por el personal, será necesario establecer una
serie de requerimientos y atenciones, la empresa responsable de la instalación y el
trabajador tienen responsabilidades en materia de seguridad tanto de manera
individual como colectiva.
Los principales puestos a cubrir en la explotación minera serán los de los
encargados de la cantera y los operarios que realizan actividades usando
maquinaria. A continuación se describen algunas de las responsabilidades y
cuidados que han de guardar en materia de seguridad y salud.
Encargados de la explotación
Son de su cometido las siguientes tareas:
- Vigilar que los frentes de cantera sean estables, corrigiendo las
inestabilidades que puedan surgir.
- Sanear los taludes de cantera impidiendo que pueda haber
desprendimientos por escombros sueltos o formación de cuñas.
- Vigilar que el saneamiento de frentes se realice en condiciones de
estabilidad.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 131 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- Vigilar que la maquinaria que trabaja en la cantera esté en buenas
condiciones de seguridad, así como que su trabajo se realiza según estas
normas y en lugares estables, que impidan la caída de una máquina por
trabajar sobre escombro suelto o sobre material inestable.
- Vigilar que los accesos a la cantera, y las pistas de acceso a los tajos se
encuentran en buenas condiciones, sin problemas de repise, suelo
resbaladizo, etc.
- Vigilar que el acopio de cobertera vegetal se hace en los lugares
previstos, sin afectar a fincas colindantes.
- Vigilar que se cumpla el Plan de Restauración en las partes previstas por
el Plan de Labores de la cantera para cada año.
- Vigilar que las labores no afecten a los cursos de agua, impidiendo
retenciones que ocasionen peligro de avenida en épocas de pluviosidad
alta.
Operarios de maquinaria (Pala y camiones)
- El encargado de cantera es el primer responsable del buen mantenimiento
de su maquinaria, así como de todos aquellos trabajos que conlleven su
conservación, arreglo y cambio de piezas en las mismas, atendiendo a lo
estipulado en el calendario de mantenimiento.
- Es responsabilidad del palista, interrumpir la actividad de una máquina
cuando, por su estado, así lo considere necesario.
- El encargado de cantera será el responsable de las condiciones de trabajo
de toda la maquinaria, así como de las actividades que estas tendrán que
desarrollar.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 132 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
- El operador de la máquina deberá tener en cuenta las indicaciones para el
mantenimiento mínimo que debe realizar diariamente, así como para su
manipulación o funcionamiento en el trabajo.
- Queda terminantemente prohibido manipular todo tipo de maquinaria por
personal no especializado y que no tenga el correspondiente certificado de
aptitud para aquella maquinaria que, según la reglamentación, así lo
exigiese.
2.5 MODALIDAD PREVENTIVA
De acuerdo con la Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos
Laborales, la estructura organizativa adecuada será aquella que garantice la
integración de la prevención de riesgos laborales en el proceso productivo, así
como el compromiso de todos los miembros de la empresa con la misma.
En aplicación del Capítulo III del Reglamento de los Servicios de Prevención,
aprobado por R.D. 39/1997, de 17 de enero, el desarrollo de las actividades se
realizará por el empresario el cumplimiento de unas tablas tipo, que se presentan a
continuación;
Designando trabajadores
Constituyendo un servicio de prevención propio
Contratando un servicio de prevención ajeno
4Otros:
Los trabajadores designados para realizar las actividades de prevención están
capacitados para el desarrollo de las funciones definidas en el Capítulo VI del
Reglamento de los Servicios de Prevención:

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 133 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Nivel Superior
Nivel Intermedio
Nivel Básico
El servicio de prevención ajeno es prestado por:
Nombre de la empresa:
¿Presta los servicios sanitarios? SI NO
El Servicio de Prevención asume como especialidades preventivas:
La Medicina del Trabajo.
La Seguridad en el Trabajo.
La Higiene Industrial.
La Ergonomía y Psicología aplicada.
El Servicio de Prevención tiene las funciones y responsabilidades siguientes:
Asesoramiento en materia de Seguridad y Salud Laboral, en lo referente a:
El diseño, aplicación y coordinación de los planes y programas de
actuación preventiva.
La evaluación de los factores de riesgo que puedan afectar a la seguridad y
a la salud de los trabajadores,
La determinación de las prioridades en la adopción de las medidas
preventivas adecuadas y la vigilancia de su eficacia.
La información y formación de los trabajadores en el área prevencionista.
La prestación de los primeros auxilios y planes de emergencia.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 134 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
La vigilancia de la salud de los trabajadores en relación con los riesgos
derivados del trabajo.
Información del contenido de la normativa general y específica en materia
de prevención de riesgos laborales.
Formar, informar y Asesorar a los trabajadores y a sus representantes en
materia de Prevención de Riesgos Laborales.
Organizar, Mantener y Adiestrar, a la Brigada de Emergencias conforme a
lo dispuesto en el Art. 20, sobre Medidas de Emergencias, de la Ley
31/1995, de 8 de Noviembre, Prevención de Riesgos Laborales.
Responsabilidades y funciones en materia preventiva
De acuerdo con el artículo 21 del R.D. 39/1997, de 17 de enero, por el que se
aprueba el Reglamento de los Servicios de Prevención, la Prevención de Riesgos
Laborales, como actuación a desarrollar en el seno de la empresa, se integra en el
conjunto de sus actividades y decisiones, así como en la línea jerárquica, incluidos
todos los niveles de la misma.
La integración de la prevención en todos los niveles jerárquicos de la empresa
implica la atribución a todos ellos y la asunción por éstos de la obligación de
incluir la prevención de riesgos en cualquier actividad que realicen u ordenen y en
todas las decisiones que adopten.
En consecuencia con lo anterior, la estructura de mando que tiene encomendado
establecer, mantener y fomentar las condiciones de Seguridad y Salud en el centro
de trabajo es coincidente con la organización funcional del trabajo.
Cada nivel de mando, tiene, en materia de Prevención de Riesgos Laborales, las
responsabilidades que se corresponden con su nivel de atribuciones dentro de la
organización funcional del trabajo.
A continuación se definen las funciones y responsabilidades en materia preventiva
en la empresa, ordenados jerárquicamente.
Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 135 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
DIRECCIÓN
Responsabilidades y acciones a adoptar por la dirección de la explotación:
Determinar los objetivos y metas a alcanzar.
Definir las funciones y responsabilidades de cada nivel jerárquico a fin de
que se cumplan dichos objetivos.
Liderar el desarrollo y mejora continua del sistema de la prevención de
riesgos laborales establecido.
Facilitar los medios humanos y materiales necesarios para el desarrollo de
las acciones establecidas para el alcance de los objetivos.
Asumir un compromiso participativo en diferentes actuaciones
preventivas, para demostrar su liderazgo en el sistema de gestión
preventiva.
Adoptar las acciones correctoras y preventivas necesarias para corregir las
posibles desviaciones que se detecten en el Plan de Prevención.
Determinar una política preventiva y transmitirla a la organización
Asegurar el cumplimiento de los preceptos contemplados en la normativa
de aplicación
Fijar y documentar los objetivos y metas esperados a tenor de la política
preventiva
Establecer una modalidad organizativa de la prevención
Asegurar que la organización disponga de la formación necesaria para
desarrollar las funciones y responsabilidades establecidas
Designar a uno o varios trabajadores para la asunción del S.G.P.R.L., que
coordinen el sistema, controlen su evolución y le mantengan informado
Establecer las competencias de cada nivel organizativo para el desarrollo
de las actividades preventivas definidas en los procedimientos

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 136 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Asignar los recursos necesarios, tanto humanos como materiales, para
conseguir los objetivos establecidos
Integrar los aspectos relativos al S.G.P.R.L. en el sistema general de
gestión de la entidad
Participar de forma “pro-activa” en el desarrollo de la actividad preventiva
que se desarrolla, a nivel de los lugares de trabajo, para poder estimular
comportamientos eficientes, detectar deficiencias y demostrar interés por
su solución.
Realizar periódicamente análisis de la eficacia del sistema de gestión y en
su caso establecer las medidas de carácter general que se requieran para
adaptarlo a los principios marcados en la política preventiva
Favorecer la consulta y participación de los trabajadores conforme a los
principios indicados en la normativa de aplicación
MANDOS INTERMEDIOS
Desarrollan funciones específicas del sistema de gestión por delegación directa de
los responsables operativos de los que dependen. Además, al participar de forma
activa en la ejecución de los procesos, son responsables de asegurar que se
cumplan los procedimientos y normas preventivas relacionadas con los sistemas
de trabajo y tareas que supervisan.
En su ámbito de competencia asumirán las siguientes funciones:
Vigilar y controlar que se cumplen los procedimientos y medidas
preventivas establecidos e incluirlos en las instrucciones que transmitan a
los trabajadores que tienen a su cargo
Informar a los trabajadores de los riesgos y de las medidas a adoptar, de
los lugares de trabajo que ocupan y de los puestos de trabajo que
desarrollan

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 137 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Comunicar los posibles riesgos o deficiencias observadas o la ineficiencia
de las medidas previstas para su eliminación o control
En caso de incorporación de trabajadores, asegurarse de que reciban la
información, formación y medios de protección establecidos para el
desarrollo de sus tareas
Vigilar con especial atención aquellas situaciones peligrosas que puedan
surgir, bien sea en la realización de nuevas tareas bien en las ya existentes,
para adoptar medidas correctoras inmediatas
Investigar todos los daños a la salud ocurridos en su área de trabajo, de
acuerdo con el procedimiento establecido
Formar a los trabajadores para la correcta realización de las tareas que
tengan asignadas y detectar las carencias al respecto
Comunicar las sugerencias de mejora y las situaciones con riesgo potencial
que propongan los trabajadores
Fomentar entre sus colaboradores el desarrollo de una cultura preventiva
acorde con la política fijada en el sistema de gestión de la prevención
No asignar o permitir el desarrollo de actividades peligrosas a trabajadores
que, aparentemente o por indicación de los mismos, muestren incapacidad
manifiesta para desarrollarlas con los niveles de seguridad y salud
requeridos, solicitando conforme a los cauces establecidos en el
S.G.P.R.L., la intervención del área de vigilancia de la salud.
Colaborar de forma activa en las acciones preventivas que se desarrollen
en su área de responsabilidad.
TRABAJADORES
Los trabajadores dentro de su ámbito de competencia deben:
Velar, a tenor de la información y formación recibida, por el cumplimento
de las medidas de prevención, tanto en lo relacionado con su seguridad y
salud en el trabajo como por la de aquellas personas a las que pueda
afectar su actividad profesional.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 138 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Usar las máquinas, aparatos, herramientas, sustancias peligrosas y equipos
con los que desarrollen su actividad de acuerdo con su naturaleza y las
medidas preventivas establecidas.
Usar correctamente los medios y equipos de protección facilitados.
No anular los sistemas y medios de protección.
Comunicar de inmediato, conforme a lo establecido, cualquier situación
que consideren que pueda presentar un riesgo para su seguridad y salud o
la de terceros.
Cooperar con sus mandos directos para poder garantizar que las
condiciones de trabajo sean seguras y no entrañen riesgos para la
seguridad y la salud.
Mantener limpio y ordenado su entorno de trabajo, depositar y ubicar los
equipos y materiales en los lugares asignados al efecto.
Sugerir medidas que consideren oportunas en su ámbito de trabajo para
mejorar la calidad, la seguridad y la eficacia del mismo.
Comunicar cualquier estado, de carácter permanente o transitorio, que
merme su capacidad de desarrollar las tareas o para tomar decisiones con
el nivel de seguridad requerido.
SERVICIO DE PREVENCIÓN PROPIO, AJENO Y/O TRABAJADORES
DESIGNADOS
Incluye el conjunto de medios humanos y materiales necesarios para realizar las
actividades preventivas a fin de garantizar la adecuada protección de la seguridad
y salud de los trabajadores, asesorando y asistiendo para ello al empresario, a los
trabajadores y a sus representantes y a los órganos de representación
especializados.
En su ámbito de competencia, deben proporcionar a la empresa, el asesoramiento
y apoyo que precise en lo referente a:

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 139 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
El diseño, aplicación y coordinación del Plan de Prevención de Riesgos
Laborales que permita la integración de la prevención en la empresa.
La evaluación de los factores de riesgo que pueden afectar a la seguridad y
salud de los trabajadores.
La planificación de la actividad preventiva, y la determinación de las
prioridades en adopción de las medidas preventivas adecuadas y la
vigilancia de su eficacia.
La información y formación de los trabajadores.
Los planes de emergencia.
El desarrollo de la normativa interna de aplicación necesaria para que la
empresa lleve a cabo la Gestión de la Prevención de Riesgos Laborales.
El desarrollo de las actividades de vigilancia de la salud de los trabajadores
en relación con los riesgos derivados del trabajo.
COORDINADORES DEL PLAN DE PREVENCIÓN
En este punto se incluye el personal de la empresa, designado por la Dirección,
para coordinar e integrar las diferentes actividades del Sistema de Gestión de la
Prevención de Riesgos Laborales.
En su ámbito de competencia asumirán las siguientes funciones:
Cooperar con el servicio de prevención, para el desarrollo de las
actividades en los centros de trabajo asignados
Desarrollar las actividades encomendadas en los diferentes procedimientos
de actividad preventiva del S.G.P.R.L.
Canalizar las comunicaciones entre el personal de los centros de trabajo y
el servicio de prevención y viceversa
Vigilar el cumplimiento de los objetivos y en su caso proponer acciones
correctivas o preventivas para corregir las desviaciones o
incumplimientos de los mismos
Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 140 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Atender las consultas que se puedan efectuar por los trabajadores o sus
representantes
Mantener la documentación del S.G.P.R.L.
TRABAJADOR ENCARGADO DE LAS MEDIDAS DE EMERGENCIA
Persona designada por la Dirección para coordinar las diferentes actividades de la
puesta en práctica de las Medidas de Emergencia en los diferentes centros de
trabajo de la Empresa.
En su ámbito de competencia asumirá las siguientes funciones:
La coordinación de las acciones necesarias para la implantación y el
mantenimiento del Plan de Emergencias.
Se responsabilizará de organizar las relaciones con los servicios externos,
en particular en materia de primeros auxilios, asistencia médica de
urgencia y salvamento y lucha contra incendios, de forma que se garantice
la rapidez y eficacia de sus actuaciones.
Selección, formación y adiestramiento de los componentes de los distintos
equipos de emergencia.
La realización de simulacros, así como de la organización de los informes
derivados de los mismos.
Dirigir las emergencias, realizando la toma de decisiones y comunicando
las órdenes oportunas.
A tenor de su formación, atender los primeros auxilios

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 141 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.6 IDENTIFICACIÓN DE RIESGOS Y EVALUACIÓN POR
PUESTO DE TRABAJO
RIESGOS EN EL TRABAJO Y SU EVALUACIÓN [4]
Riesgo Laboral: posibilidad de que un trabajador sufra un determinado daño
derivado del trabajo.
Evaluación :Instrumento que ayuda a detectar las carencias y planificar la
acción correctora
De acuerdo con las dos anteriores definiciones, se entiende por Evaluación de
Riesgos como el procedimiento que permite obtener información sobre los riesgos
laborales existentes en la empresa, que podrían producir daños al trabajador
(accidente o enfermedad derivado del trabajo). Tiene por tanto, la evaluación de
riesgos la consideración de un medio para alcanzar un fin: organizar la acción
preventiva y poner en marcha acciones que permitan evitar los daños a los
trabajadores.
DESCRIPCIÓN DEL MÉTODO DE EVALUACIÓN DE RIESGOS
UTILIZADO
Como información previa a la evaluación se aporta la identificación de aquellos
riesgos que razonablemente pueden ser evitados, según lo indicado en el Real
Decreto 39/1997 (Reglamento de los Servicios de Prevención).
Para cada puesto de trabajo se elabora su correspondiente ficha de evaluación del
riesgo, en la que se tendrá en cuenta la información aportada por la empresa, por
el trabajador y lo observado por el técnico el día de la evaluación técnica de los
puestos de trabajo. En dichas fichas se incluye la identificación de los peligros
existentes en cada caso. Posteriormente se incluye una segunda ficha en la que se
realiza una valoración de los mismos. A partir de dichas valoraciones se realiza
otra ficha, como parte del plan preventivo, en la que se indican las medidas

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 142 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
preventivas establecidas para los riesgos detectados y las posibles acciones que se
deberían llevar a cabo en el futuro.
También se aporta la evaluación de aquellos riesgos que, por su presencia en
distintos puestos de trabajo, se han agrupado en unas fichas de evaluación de
riesgos generales por lugar de trabajo.
Los puestos de trabajo en los que puedan ocuparse trabajadores especialmente
sensibles serán valorados de forma independiente como puestos de trabajo con
denominación específica.
Criterios de Evaluación
Se realiza la evaluación de los riesgos en cuanto a sus consecuencias, exposición y
probabilidad aplicando el denominado Método del Índice de riesgo (IR) (Método
Fine, William, T.) que permite cuantificar el riesgo. Este en un método clásico d
evaluación de riesgos desarrollado para su aplicación en la industria y que, ha sido
utilizado para evaluaciones de riesgos laborales en minería,
La cuantificación del riesgo se realiza mediante la fórmula E.1;
E. 1: IR = C (consecuencias) x E (exposición) x P (probabilidad)
donde cada factor se sustituye por los valores tabulados (Códigos Numéricos) que
se indican en las tablas.
Las consecuencias, exposición y probabilidad serán valoradas teniendo en cuenta
las medidas de prevención existentes y su adecuación a los requisitos legales, a las
normas técnicas y a los códigos sobre prácticas correctoras. La asignación de las
consecuencias, exposición y probabilidad de cada riesgo se estimará, además,
sobre la base de lo razonablemente posible, considerando las características
concretas del puesto de trabajo.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 143 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Para cada puesto de trabajo se cumplimentará una ficha indicando en la misma los
trabajadores expuestos.
La determinación del IR (Tabla 33) permitirá establecer si los riesgos son
tolerables, o i se deben adoptar acciones, estableciendo su temporización.
Tabla 32: Valoración del riesgo.
CLASIFICACIÓN CÓDIGO
NUMÉRICO
INTERPRETACI
ÓN
CONSECUENCIAS (C)
(Resultado más probable de un accidente potencial)
Primero auxilios o daños superiores a
601,01 euros
(1) Notable
Lesión temporal o daños superiores a
6010,12 euros
(3) Importante
Lesión permanente o daños superiores a
60101,21 euros
(7) Seria
Muertes o daños superiores a 120.202,42
euros
(15) Muy seria
Varias muertes o daños superiores a
300.506,05 euros
(40) Desastre
Muchas muertes o daños superiores a
601.012,1 euros
(100) Catástrofe
EXPOSICIÓN (E)
(Frecuencia con que ocurre la situación de riesgo)
Muy difícilmente (no ha ocurrido en años, (0,5) Incierta

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 144 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
pero es concebible)
Raramente (se sabe que ocurre) (1) Muy baja
Poco usual (varias veces al año) (2) Baja
Ocasionalmente (de una o dos veces por
semana a una vez al mes)
(3) Media
Frecuentemente (aproximadamente una
vez al día)
(6) Alta
Continuamente (o muchas veces al día) (10) Muy alta
PROBABILIDAD (P)
(Probabilidad de que la secuencia de accidente se complete)
Es prácticamente imposible que suceda
(una probabilidad entre un millón)
(0,1) Imposible
Nunca ha sucedido en muchos años de
exposición, pero es posible que ocurra
(0,5) Concebible pero
improbable
Sería una coincidencia remotamente
posible. Se sabe que ha ocurrido.
Probabilidad 1 %
(1) Poco usual
Sería una secuencia o coincidencia rara:
no es normal que suceda. (Probabilidad
del 10 %)
(3) Rara pero posible
Es completamente posible y nada extraño:
tiene una probabilidad del 50 %
(6) Puede producirse
Es el resultado más probable y esperado si
la situación de riesgo tiene lugar (ocurre
frecuentemente)
(10) Debe esperarse
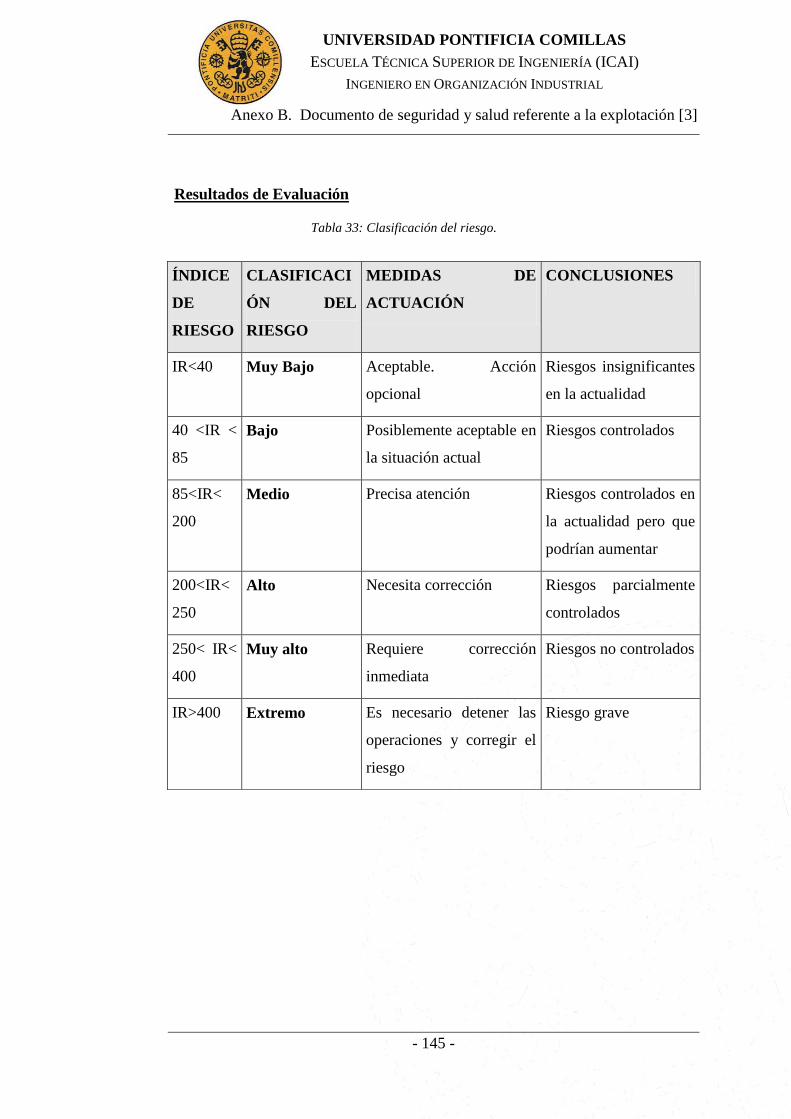
Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 145 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Resultados de Evaluación
Tabla 33: Clasificación del riesgo.
ÍNDICE
DE
RIESGO
CLASIFICACI
ÓN DEL
RIESGO
MEDIDAS DE
ACTUACIÓN
CONCLUSIONES
IR<40 Muy Bajo Aceptable. Acción
opcional
Riesgos insignificantes
en la actualidad
40 <IR <
85
Bajo Posiblemente aceptable en
la situación actual
Riesgos controlados
85<IR<
200
Medio Precisa atención Riesgos controlados en
la actualidad pero que
podrían aumentar
200<IR<
250
Alto Necesita corrección Riesgos parcialmente
controlados
250< IR<
400
Muy alto Requiere corrección
inmediata
Riesgos no controlados
IR>400 Extremo Es necesario detener las
operaciones y corregir el
riesgo
Riesgo grave

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 146 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.7 MATERIAL DE PROTECCIÓN INDIVIDUAL
Cuando las medidas de prevención no son suficientes para controlar el riesgo, es
necesario recurrir a las medidas de protección complementarias, primando las de
protección colectiva sobre las de protección individual. Las medidas de protección
individual deben utilizarse como último recurso, pero en ocasiones por medio de
las medidas de ingeniería no es posible ni viable eliminar los riesgos presentes,
siendo necesario recurrir a las medidas de protección individual, que deberán ser
lo más cómodas posible, evitando el cansancio y la fatiga.
En la siguiente tabla 34, que muestra una tabla tipo de los diferentes equipos de
protección individual usados por cada trabajador se relacionan los equipos de
protección individual suministrados por la empresa a los trabajadores, cuya
utilización es obligatoria en los diferentes puestos de trabajo.
Tabla 34: Tabla tipo EPI
PUESTO DE TRABAJO EQUIPOS DE PROTECCIÓN
INDIVIDUAL
El trabajador deberá solicitar la reposición del EPI, si por algún motivo se queda
sin el.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 147 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
2.8 PLANIFICACIÓN DE LA ACTIVIDAD PREVENTIVA
La Gestión Preventiva trata de definir las funciones relativas a la
organización de la prevención de riesgos laborales que corresponde a cada nivel
así como fijar las responsabilidades que el personal debe asumir en esta materia.
Por ello se establece, en primer lugar, un programa de Prevención que
indica los cometidos básicos así como el orden de prioridades para alcanzar los
objetivos propuestos en la prevención de riesgos laborales.
Por otra parte, también se establecen los cauces para que todo trabajador
conozca los riesgos existentes en su puesto de trabajo así como los riesgos que
pueda conllevar un cambio de tarea, introducción de nuevas tecnologías, etc...,
para lo cual se desarrollarán medidas para que los trabajadores reciban la
información y formación acerca de los riesgos para la salud. También se
desarrollará un sistema que permita la participación de los trabajadores en todas
las cuestiones que afecten a la seguridad. (Sugerencias de mejoras, propuestas de
soluciones, elección de equipos y materiales, etc...).
Se elaborarán por escrito los procedimientos de trabajo incluyendo en ellos
las normas de seguridad, que serán puestas al día a medida que evolucione la
técnica o cambien los procesos productivos.
Aunque el uso de prendas y equipos de protección individual se considere
adecuado, se recomienda establecer, por escrito, las operaciones que requieren el
uso de prendas de protección y establecer la obligatoriedad de uso. Los
trabajadores deberán ser responsables del mantenimiento y conservación de los
equipos de protección personal. Deberán establecerse lugares adecuados para
guardar y conservar los equipos de protección individual.
Deberá existir un control efectivo de la correcta utilización de los equipos.
Se programarán las revisiones periódicas de equipos e instalaciones para controlar

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 148 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
su funcionamiento seguro, así como vigilar el cumplimiento de las
especificaciones de seguridad.
Deberán investigarse los accidentes de trabajo para eliminar las causas que
los han generado, y se establecerá un Protocolo de Seguridad para las empresas o
trabajos subcontratados.
En resumen, podemos decir que la política de prevención incumbe a todos
en la empresa, y engloba numerosos aspectos de la gestión de los recursos
técnicos, comerciales, financieros y humanos de la empresa. La prevención de los
riegos laborales consiste en luchar contra los riesgos en su origen adaptando el
trabajo a la persona y actuando sobre el diseño y la organización de los métodos
de trabajo.
La empresa asume plenamente los contenidos de los Capítulos III y V de
la Ley de Prevención de Riesgos Laborales, así como los criterios generales y
obligaciones específicas del Capítulo IV del R.D. 3255/1983 por el que se aprueba
el Estatuto del minero.
En tal sentido, viene aplicando, en función de las posibilidades técnicas,
los principios básicos de la acción preventiva y anualmente se confecciona un
Plan Anual de Prevención para:
Evitar los riesgos
Evaluar los riesgos que no se pueden evitar.
Combatir los riesgos en el origen.
Adaptar el trabajo a la persona, en particular en lo que respecta
a la concepción de los puestos de trabajo, así como a la
elección de los equipos y los métodos de trabajo y de
producción.
Tener en cuenta la evolución de la técnica.
Sustituir lo peligroso por lo que entrañe poco o ningún peligro.
Adoptar medidas que antepongan la protección colectiva a la
individual.

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 149 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Dar información y formación a los trabajadores.
El desarrollo sistemático de esta acción preventiva se lleva a cabo a través
de la propia organización funcional del trabajo del Centro Minero, de manera que
todos los mandos deben incluir en su gestión los Principios Generales de
Prevención de Riesgos Laborales.
A continuación se describe un formulario tipo, para establecer que planes se
diseñan e implantan en materia de seguridad y prevención en la explotación;
Medidas de prevención y protección (formulario tipo para garantizar el
cumplimiento de todos los pasos de seguridad).
1. ¿Se diseñan los procedimientos y las instrucciones de trabajo de forma que
supongan una plena garantía de la seguridad y la salud de los trabajadores?
SI NO
2. ¿Se realizan controles periódicos del sistema de gestión de la prevención,
de forma que se verifique su eficacia?
SI NO
3. ¿Se realizan evaluaciones ambientales periódicas que detecten cualquier
cambio de las condiciones de exposición de los trabajadores a contaminantes
físicos y biológicos?
SI NO
4. ¿Se realizan reconocimientos periódicos de la salud de los trabajadores, de
forma que detecten con suficiente antelación cualquier problema de salud
como consecuencia del trabajo?
SI NO

Anexo B. Documento de seguridad y salud referente a la explotación [3]
- 150 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
5. ¿Están señalizados todos los riesgos existentes en cada puesto de trabajo,
de acuerdo a lo establecidos en el RD 485/1997 de 14 de abril, sobre
disposiciones mínimas en materia de señalización de seguridad y salud en el
trabajo, de forma que toda persona que acceda al mismo esté avisada de su
existencia, se comporte de acuerdo a las circunstancias, y siga las
instrucciones que emanan de la señalización?
SI NO
Todas las respuestas a este formulario deberían de presentar un resultado
afirmativo para asegurar el adecuado cumplimiento del reglamento y de las
disposiciones de seguridad pertinentes al método de trabajo llevado a cabo por los
empresarios y operarios.

Anexo C: Tablas del análisis económico
- 151 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 3 ANEXO C: TABLAS DEL
ANÁLISIS ECONÓMICO
Se muestran en el presente capítulo las gráficas sobre las que se apoya el análisis
económico presentado en el capítulo 2 de la memoria.
Se mostrarán los resultados obtenidos en función de cada hipótesis planteada.
Hipótesis 1 (100% demanda)

Anexo C: Tablas del análisis económico
- 152 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL

Anexo C: Tablas del análisis económico
- 153 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Hipótesis 2 (Caída 15% ventas)

Anexo C: Tablas del análisis económico
- 154 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Hipótesis 3 (25% pérdida demanda)

Anexo C: Tablas del análisis económico
- 155 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL

Anexo C: Tablas del análisis económico
- 156 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Hipótesis 4 (50% disminución de ingresos)

Anexo C: Tablas del análisis económico
- 157 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
VAN Y TIR

Anexo C: Tablas del análisis económico
- 158 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Esquema de colores
Costes referentes a la explotación
Parte de explotación
Parte de planta de prefabricados
TABLA DE COSTES Y DATOS GENERALES
TABLA DE EXPLOSIVOS
TABLA DE MAQUINARIA
Días trabajados (aprox) 220 Días
Goma 2 EC: 3,6 € / Kg
Retroexcavadora sobre orugas 85,3 €/h
Vida util de la explotacion 12 Años
Nagolita: 1,35 € / Kg
Dumper 65,26 €/h
Avance en m3 obtenidos al año 45000 m3/año
Detonadores: 9,36 € / Ud
Pala cargadora 38,75 €/h
Grava/Arena producidos al año 83250 T
Precio de arrendamiento de finca 3420 €/año
Costes auxiliares 5340 €/año
Costes de trituración (equipos en alquiler) 2,46 €/T
Carga y transporte a molienda 0,42 €/T
Labores preoperatorias 4390 €
Densidad supuesta del material 1,85
Costes de perforación
Costes de explosivos
TOTALES DE EXPLOTACIÓN
Coste de perforación 6,16 €/m.l.
Numero de voladuras 2 Vol/año
Carga de columna total 4618 Kg
Número de filas 5
Carga de fondo total 2224,4 Kg
Total parcial 4,523438318 €/T
Número de barrenos por fila 16
Numero de detonadores 350 Ud
Total 4,9 €/T
Número total de barrenos 80
Longitud total perforada por voladura 1287 m/vol
Total m.l por año 2574 m.l/año
Total € explosivos 14384,8
Total € por año en perforación 15855,84 €/año

Anexo C: Tablas del análisis económico
- 159 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
1m3 de agua 0,12 €/m3
Cemento 75 €/T
Aditivos 80 €/T
Árido 4,90334 €/T
Estimación orientativa de velocidades de fabricación
BLOQUES 20X20X40cm 8,5 Seg
CASETONES 23X25X60cm 9 Seg
ADOQUIN MONOCAPA 7 Seg
ADOQUIN BICAPA 11 Seg
COSTE FINCA 60.000,00 €
INFORMÁTICA Y OFICINAS 60.000,00 €
OBRA CIVIL PLANTA DE PREFABRICADOS (NAVE) 280.000,00 €
ELEMENTOS DE TRANSPORTE 600.000,00 €
PLANIFICACIÓN, PERMISOS, LICENCIAS (OTROS CONCEPTOS) 100.000,00 €
INSTALACIÓN ELÉCTRICA ALTA TENSIÓN 100.000,00 €
INSTALACIÓN ELÉCTRICA BAJA TENSIÓN 60.000,00 €
PLANTA DOSIFICADORA DE HORMIGÓN 140.000,00 €
PLANTA DE FABRICACIÓN PREFABRICADOS DE HORMIGÓN 3.480.000,00 €
TOTAL PRESUPUESTO DE INVERSIONES 4.880.000,00 €
Costes de los materiales del hormigón
Costes referentes a la fábrica de prefabricados
PRESUPUESTO DE INVERSIONES
Gastos
L.Preopera. 4390 €/año
Alquiler finca 3420 €/año
Costes aux. 5340 €/año
Perforación 15855,84 €/año
Explosivos 14384,8 €/año
Retro 150128 €/año 85,3 €/h
Dumper 114857,6 €/año 65,26 €/h
Pala cargadora 68200 €/año 38,75 €/h
Molienda 2,36 €/T
Total gasto 376576,24 €/añoServicio moler 2,36 €/T
Grava+arena 83250 T/año
Arido puesto en las tolvas receptoras de la planta de hormigón
TOTAL 6,883438
Tabla resumen gastos

Anexo C: Tablas del análisis económico
- 160 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
COSTE FINCA 60.000,00 €
INFORMÁTICA Y OFICINAS 60.000,00 €
OBRA CIVIL PLANTA DE PREFABRICADOS (NAVE) 280.000,00 €
ELEMENTOS DE TRANSPORTE 600.000,00 €
PLANIFICACIÓN, PERMISOS, LICENCIAS (OTROS CONCEPTOS) 100.000,00 €
INSTALACIÓN ELÉCTRICA ALTA TENSIÓN 100.000,00 €
INSTALACIÓN ELÉCTRICA BAJA TENSIÓN 60.000,00 €
PLANTA DOSIFICADORA DE HORMIGÓN 140.000,00 €
PLANTA DE FABRICACIÓN PREFABRICADOS DE HORMIGÓN 3.480.000,00 €
TOTAL PRESUPUESTO DE INVERSIONES 4.880.000,00 € Hipotesis 4 50% Demanda
CS 100% PROPIO
COSTES DE OPERACIÓN (Hipótesis 4)
Amortización 482.000,00 €
Salarios 229.500,00 € 0,5
Energía 249.340,00 € 0,5
Materias Primas
Arido 286.521,53 € entre 2
Cemento 372.400,00 € entre 2
Agua 874,00 € entre 2
Aditivos 8.000,00 € entre 2
Otros 427.500,00 € entre 2
Embalajes 30.000,00 € entre 2
TOTAL COSTES DE OPERACIÓN 2.086.135,53 €
INGRESOS (Hipotésis 4)
Venta de productos
Baldosas 918.333,33 €
Adoquines 292.307,69 €
Bordillos 903.979,24 €
piezas especiales 334.198,39 €
TOTAL INGRESOS 2.448.818,65 €
Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
Total ingresos año 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 € 2.448.818,65 €
Multiplicador inflacción 1 1,04 1,08 1,12 1,16 1,2 1,24 1,28 1,32 1,36
Total INGRESOS 2.448.818,65 € 2.546.771,40 € 2.644.724,14 € 2.742.676,89 € 2.840.629,63 € 2.938.582,38 € 3.036.535,13 € 3.134.487,87 € 3.232.440,62 € 3.330.393,36 €
Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
Total costes operación año 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 € 2.086.135,53 €
Multiplicador inflacción 1 1,04 1,08 1,12 1,16 1,2 1,24 1,28 1,32 1,36
Total COSTES 2.086.135,53 € 2.169.580,95 € 2.253.026,37 € 2.336.471,79 € 2.419.917,21 € 2.503.362,63 € 2.586.808,05 € 2.670.253,47 € 2.753.698,89 € 2.837.144,31 €
INVERSION INICIAL

Anexo D Planos y situación del proyecto
- 161 -
UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN ORGANIZACIÓN INDUSTRIAL
Capítulo 4 ANEXO D PLANOS Y
SITUACIÓN DEL PROYECTO