
Automatización basada en controladores de lógica programable148.206.53.84/tesiuami/UAM4123.pdf ·...
22
Casa him abierta al tiempo UNIVERSIDAO AUT6WOMA METROPOLhANA DIVISI~N DE CIENCIAS BASICAS E INGENIERÍA UNIDAD IZTAPALAPA DEPARTAMENTO DE INGENIERÍA ELÉCTRICA TÍTULO DE PROYECTO Automatización basada en controladores de lógica programable Tesis que presentan los alumnos: Camacho Amaya Raúl 95213117 Paniagua Ramírez Alejandro 94217331 Ramírez Rossano Gerard0 Mar 93321987 Razo Rojas Rolando 93222554 Zaragoza Zúñiga J. Armando 93223213 Para la obtención del grado: Ingeniero Electr6nico ASESOR: M. en C. V&TOR HUGO TÉLLEZ ARRIETA Marzo 2002
-
Upload
truongthien -
Category
Documents
-
view
219 -
download
0
Transcript of Automatización basada en controladores de lógica programable148.206.53.84/tesiuami/UAM4123.pdf ·...
Casa h i m abierta al tiempo UNIVERSIDAO AUT6WOMA METROPOLhANA
DIVISI~N DE CIENCIAS BASICAS E INGENIERÍA
UNIDAD IZTAPALAPA
DEPARTAMENTO DE INGENIERÍA ELÉCTRICA
TÍTULO DE PROYECTO
Automatización basada en controladores de lógica programable
Tesis que presentan los alumnos:
Camacho Amaya Raúl 95213117 Paniagua Ramírez Alejandro 94217331 Ramírez Rossano Gerard0 Mar 93321987 Razo Rojas Rolando 93222554 Zaragoza Zúñiga J. Armando 93223213
Para la obtención del grado:
Ingeniero Electr6nico
ASESOR:
M. en C. V&TOR HUGO TÉLLEZ ARRIETA
Marzo 2002

Nuestro proyecto se baso principalmente en conocer y familiarizarnos con los autómatas programables, en este caso los PLC’s y en específico el de siemens S7 CPU 221 así como del software STEP 7 MicroMIIN 32, para realizar la programacidn del CPU 227, para conseguir esto nos avocamos en desarrollar varios ejemplos sencillos para empezar y a continuación pasamos a la elaboraci6n de un ejemplo un poco más complicado. AI estar investigando sobre el tema nos encontramos que hay muchas aplicaciones con variados grados de dificultades en su elaboraci6n dependiendo de la necesidad que se quiera resolver con dicha aplicacibn, esto nos motivo a mencionar en forma general algunas aplicaciones, que nos parecieron interesantes, así como las fuentes donde se encuentra explicado como funciona y el objetivo de está.
El siguiente reporte se dividió en forma de que daremos una breve explicación de que es el PLC y algunas características de su programación para continuar con la explicacidn mediante diagramas del ejemplo en específico que realizo. Para concluir mencionáremos algunas aplicaciones que se pueden realizar con ayuda del PLC.
Los PLC ó autómatas programables
i QUE ES UN AUTdMATA PROGRAMABLE?
Hasta no hace mucho tiempo el control de procesos industriales se venia haciendo de forma cableada por medio de contactores y relés. AI operario que se encontraba a cargo de este tipo de instalaciones, se le exigía tener altos conocimientos técnicos para poder realizarlas y posteriormente mantenerlas. Además cualquier variación en el proceso suponía modificar físicamente gran parte de las conexiones de los montajes, siendo necesario para ello un gran esfuerzo técnico y un mayor desembolso económico.
En la actualidad no se puede entender un proceso complejo de alto nivel desarrollado por tecnicas cableadas. El ordenador y los autómatas programables han intervenido de forma considerable para que este tipo de instalaciones se hayan visto sustituidas por otras controladas de forma programada.
El Autómata Programable Industrial (API) nació como solución al control de circuitos complejos de automatizaci6n.
Por lo tanto se puede decir que un API no es más que un aparato electrónico que sustituye los circuitos auxiliares o de mando de los sistemas automáticos. A éI se conectan los captadores (finales de carrera, pulsadores, etc ...) por una parte, y los actuadores (bobinas de contactores, lamparas, peque os receptores, etc ...) por otra.
Campos de aplicacibn
Un autómata programable suele emplearse en procesos industriales que tengan una o varias de las siguientes necesidades:
0 Espacio reducido. 0 Procesos de producci6n periódicamente cambiantes. 0 Procesos secuenciales. 0 Maquinaria de procesos variables. 0 Instalaciones de procesos complejos y amplios. 0 Chequeo de programación centralizada de las partes del proceso.
Aplicaciones generales:
Maniobra de máquinas. O Maniobra de instalaciones.
Seiialización y control.
Tal y como dijimos anteriormente, esto se refiere a los autómatas programables industriales, dejando de lado los pequeños autómatas para uso más personal (que se pueden emplear, incluso, para automatizar procesos en el hogar, como la puerta de un cochera o las luces de la casa).
Ventajas e inconvenientes de los PLC's
Entre las ventajas tenemos:
Menor tiempo de elaboración de proyectos. Posibilidad de añadir modificaciones sin costo añadido en otros componentes. Mínimo espacio de ocupación. Menor costo de mano de obra. Mantenimiento económico. Posibilidad de gobernar vanas máquinas con el mismo autómata. Menor tiempo de puesta en funcionamiento. Si el autómata queda pequefio para el proceso industrial puede seguir siendo de utilidad en otras mhquinas o sistemas de produccibn.
Y entre los inconvenientes:
Adiestramiento de t6cnicos. costo.
Hoy en día los inconvenientes se han hecho nulos, ya que las carreras de ingeniería afines a la electronica incluyen la automatización como una de sus asignaturas. En cuanto al costo tampoco hay problema, ya que hay autómatas para todas las necesidades y a precios ajustados.
Los PLC's se introdujeron por primera vez en la industria en 1960 aproximadamente. La razón principal de tal hecho fue la necesidad de eliminar el gran costo que se producía al reemplazar el complejo sistema de control basado en relés y contactores. Bedford Associates propuso algo denominado Controlador Digital Modular (MODICON, Modular Digital Controller) a un gran fabricante de coches. Otras compañías propusieron a la vez esquemas basados en ordenador, uno de los cuales estaba basado en el PDP-8. El MODICON 084 resultó ser el primer PLC del mundo en ser producido comercialmente.
El problema de los relés era que cuando los requerimientos de producción cambiaban también lo hacía el sistema de control. Esto comenzó a resultar bastante caro cuando los cambios fueron frecuentes. Dado que los reles son dispositivos mecánicos y poseen una vida limitada se requería una estricta manutención planificada. Por otra parte, a veces se debían realizar conexiones entre cientos o miles de relés, lo que implicaba un enorme esfuerzo de diseiio y mantenimiento.
Los "nuevos controladores" debían ser fácilmente programables por ingenieros de planta o personal de mantenimiento.
El tiempo de vida debía ser largo y los cambios en el programa tenían que realizarse de forma sencilla. Finalmente se imponía que trabajaran sin problemas en entomos industriales adversos. La solución fue el empleo de una t6cnica de programación familiar y reemplazar los relés mecánicos por relés de estado sólido.
A mediados de los 70 las tecnologías dominantes de los PLC eran máquinas de estado secuencia1 y CPU basadas en desplazamiento de bit. Los AMD 2901 y 2903 fueron muy populares. Los microprocesadores convencionales cedieron la potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños PLC's. Por cada modelo de microprocesador había un modelo de PLC basado en el mismo. No obstante, el 2903 fue de los más utilizados.
Las habilidades de comunicación comenzaron a aparecer en 1973 aproximadamente. El primer sistema fue el bus Modicon (Modbus). El PLC podía ahora dialogar con otros PLC's y en conjunto podían estar aislados de las mdquinas que controlaban. Tambi6n podían enviar y recibir seAales de tensión variables, entrando en el mundo analógico.
Desafortunadamente, la falta de un estsndar acompañado con un continuo cambio tecnológico ha hecho que la comunicación de PLC's sea un maremagnum de sistemas físicos y protocolos incompatibles entre si. No obstante fue una gran decada para los PLC's.
En los 80 se produjo un intento de estandarización de las comunicaciones con el protocolo MAP (Manufacturing Automation Protocol) de General Motor's. Tambi6n fue un tiempo en el que se redujeron las dimensiones del PLC y se pasó a programar con programacidn simbdlica a traves de ordenadores personales en vez de los clásicos terminales de programación. Hoy día el PLC más pequeño es del tamaño de un simple relé.
Los 90 han mostrado una gradual reducción en el número de nuevos protocolos, y en la modernización de las capas físicas de los protocolos más populares que sobrevivieron a los 80. El último estandar (IEC 1131-3) intenta unificar el sistema de programación de todos los PLC en un Único estándar internacional. Ahora disponemos de PLC's que pueden ser programados en diagramas de bloques, lista de instrucciones y texto estructurado al mismo tiempo.
Los PC están comenzando a reemplazar al PLC en algunas aplicaciones, incluso la compañía que introdujo el Modicon 084 ha cambiado al control basado en PC. Por lo cual, no sería de extrañar que en un futuro no muy lejano el PLC desaparezca frente al cada vez m% potente PC, debido a las posibilidades que los ordenadores pueden proporcionar.
PARTES DE UN AUTóMATA PROGRAMABLE
La estructura básica de cualquier autómata es la siguiente:
Fuente de alimentaci6n CPU Módulo de entrada Módulo de salida Terminal de programación Perif6rico.s.
Respecto a su disposición externa, los autómatas pueden contener varias de estas secciones en un mismo módulo o cada una de ellas separadas por diferentes módulos. Así se pueden distinguir autómatas Compactos y Modulares.
Fuente de alimentación Es la encargada de convertir la tensi6n de la red, 220v c.a., a baja tensión de c.c,
normalmente 24 v. Siendo esta la tensión de trabajo en los circuitos electrónicos que forma el Autómata.

CPU La Unidad Central de Procesos es el auténtico cerebro del sistema. Se encarga de recibir las
ordenes, del operario por medio de la consola de programación y el modulo de entradas. Posteriormente las procesa para enviar respuestas al módulo de salidas. En su memoria se encuentra residente el programa destinado a controlar el proceso.
Modulo de entradas A este módulo se unen eléctricamente los captadores (interruptores, finales de carrera,
pulsadores, ...) la información recibida en éI, es enviada a la CPU para ser procesada de acuerdo la programación residente. Se pueden diferenciar dos tipos de captadores conectables al módulo de entradas: los Pasivos y los Activos. Los Captadores Pasivos son aquellos que cambian su estado lógico, activado - no activado, por medio de una acción mecánica. Estos son los Interruptores, pulsadores, finales de camera, etc. Los Captadores Activos son dispositivos electr6nicos que necesitan ser alimentados por una tensi6n para que varíen su estado lógico. Este es el caso de los diferentes tipos de detectores (Inductivos, Capacitivos, Fotoeléctricos). Muchos de estos aparatos pueden ser alimentados por \a propia fuente de alimentación del autómata. El que conoce circuitos de automatismos industriales realizados por contactores, sabrá que puede utilizar, curno captadores, contactos eléctricamente abiertos o eléctricamente cerrados dependiendo de su función en el circuito. Sin embargo en circuitos automatizados por autómatas, los captadores son generalmente abiertos.
Modulo de salidas El modulo de salidas del autómata es el encargado de activar y desactivar los actuadores
(bobinas de contactores, lámparas, motores pequeiios, etc.). La información enviada por las entradas a la CPU, una vez procesada, se envía al módulo de salidas para que estas sean activadas y a la vez los actuadores que en ellas están conectados. Según el tipo de proceso a controlar por el autómata, podemos utilizar diferentes módulos de salidas. Existen tres tipos bien diferenciados:
- A relés. - A triac. - A transistores.
M6dulos de salidas a relés. Son usados en circuitos de corriente continua y alterna. Están basados en la conmutación
mecánica, por la bobina del reté, de un contacto eléctrico normalmente abierto.
Módulos de salidas a Triacs Se utilizan en circuitos de corriente continua y corriente alterna que necesiten maniobras de
conmutación muy rápidas.
Módulos de salidas a Transistores a colector abierto. El uso del este tipo de módulos es exclusivo de los circuitos de C.C. Igualmente que en los de
Triacs, es utilizado en circuitos que necesiten maniobras de conexión/desconexión muy rápidas.
TERMINAL DE PROGRAMACIÓN El terminal o consola de programacidn es el que permite comunicar al operario con el
sistema. Las funciones básicas de éste son las siguientes: - Transferencia y modificación de programas. - Verificación de la programación. - Información del funcionamiento de los procesos.
Como consolas de programaci6n pueden ser utilizadas las construidas específicamente para el autómata, tipo calculadora o bien un ordenador personal, P C , que soporte un software especialmente diseñado para resolver los problemas de programación y control.

PERIFÉRICOS Los perifkricos no intervienen directamente en el funcionamiento del autbmata, pero sin
Los más utilizados son: - Grabadoras a cassettes. - Impresoras. - Cartuchos de memoria EEPROM. - Visualizadores y paneles de operación OP
embargo facilitan la labor del operario.
LENGUAJES DE PROGRAMACIÓN
Cuando surgieron los autómatas programables, lo hicieron con la necesidad de sustituir a los enormes cuadros de maniobra construidos con contactores y relés. Por lo tanto, la comunicacidn hombre-maquina debería ser similar a la utilizada hasta ese momento. El lenguaje usado, debería ser interpretado, con facilidad, por los mismos técnicos electricistas que anteriormente estaban en contacto con la instalación. Estos lenguajes han evolucionado en los últimos tiempos, de tal forma que algunos de ellos ya no tienen nada que ver con el típico plano eléctrico a relés.
Los lenguajes más significativos son:
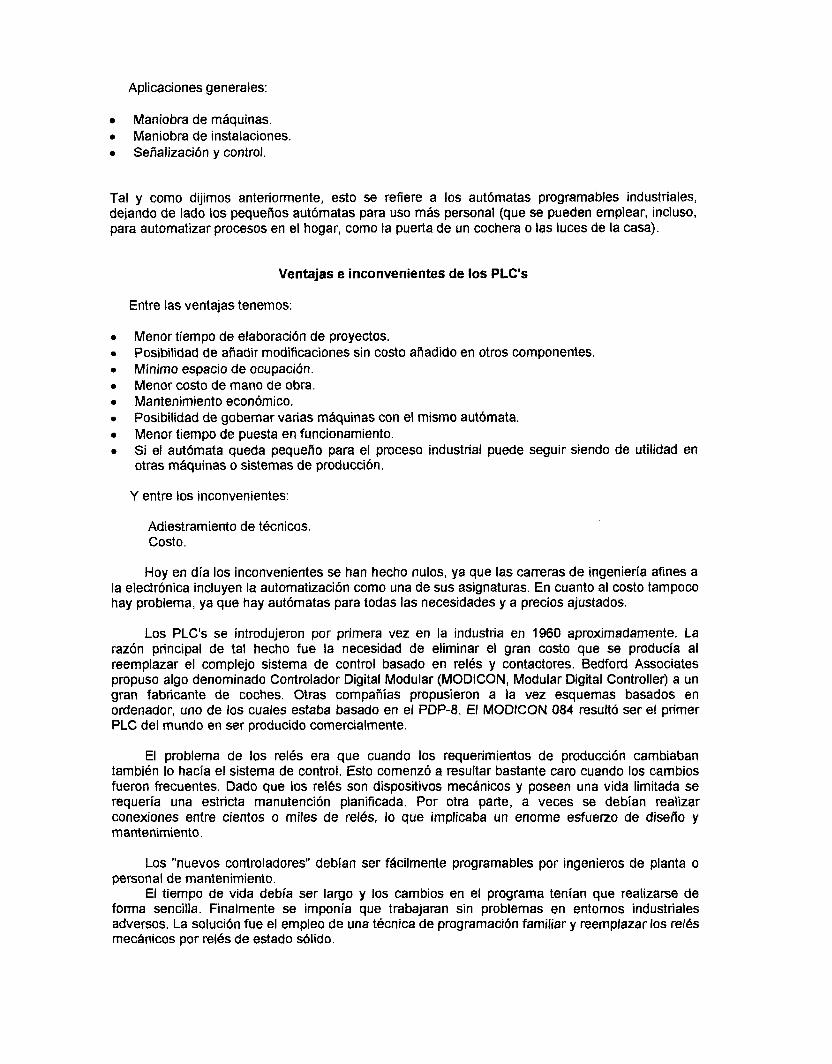
Lenguaje a contactos. (LD o KOP) Es el que más similitudes tiene con el utilizado por un electricista al elaborar cuadros de
automatismos. Muchos autómatas incluyen módulos especiales de software para poder programar gráficamente de esta forma.
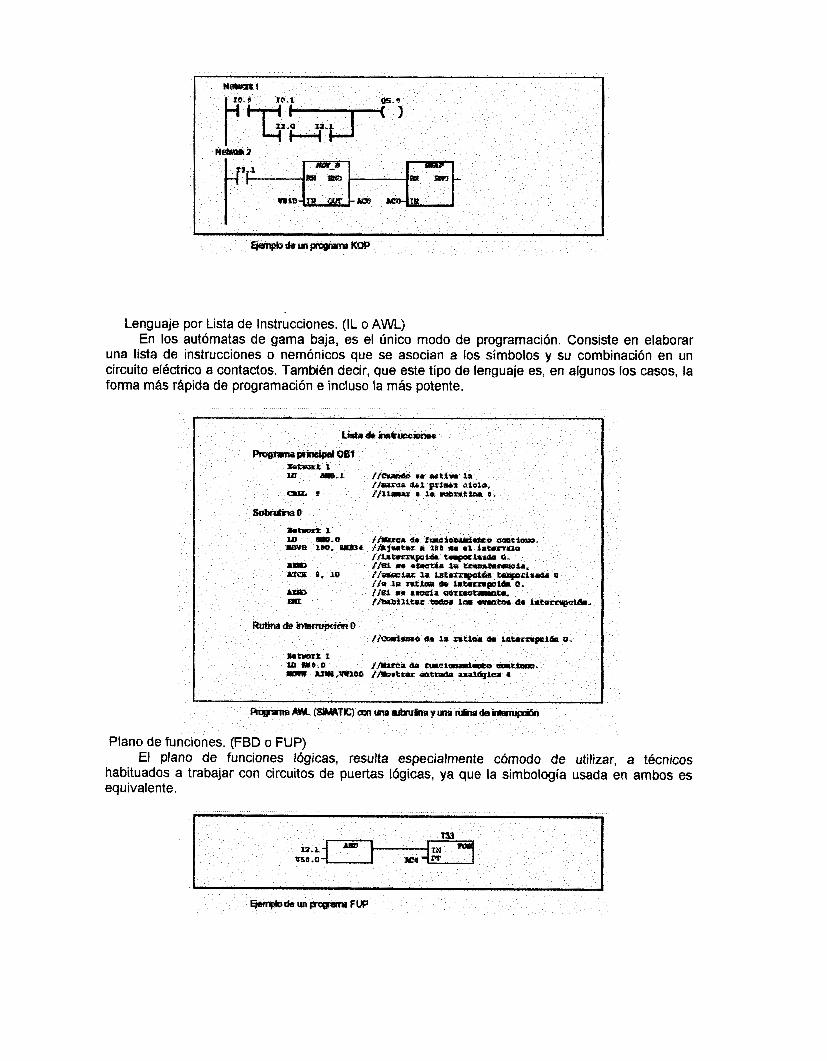
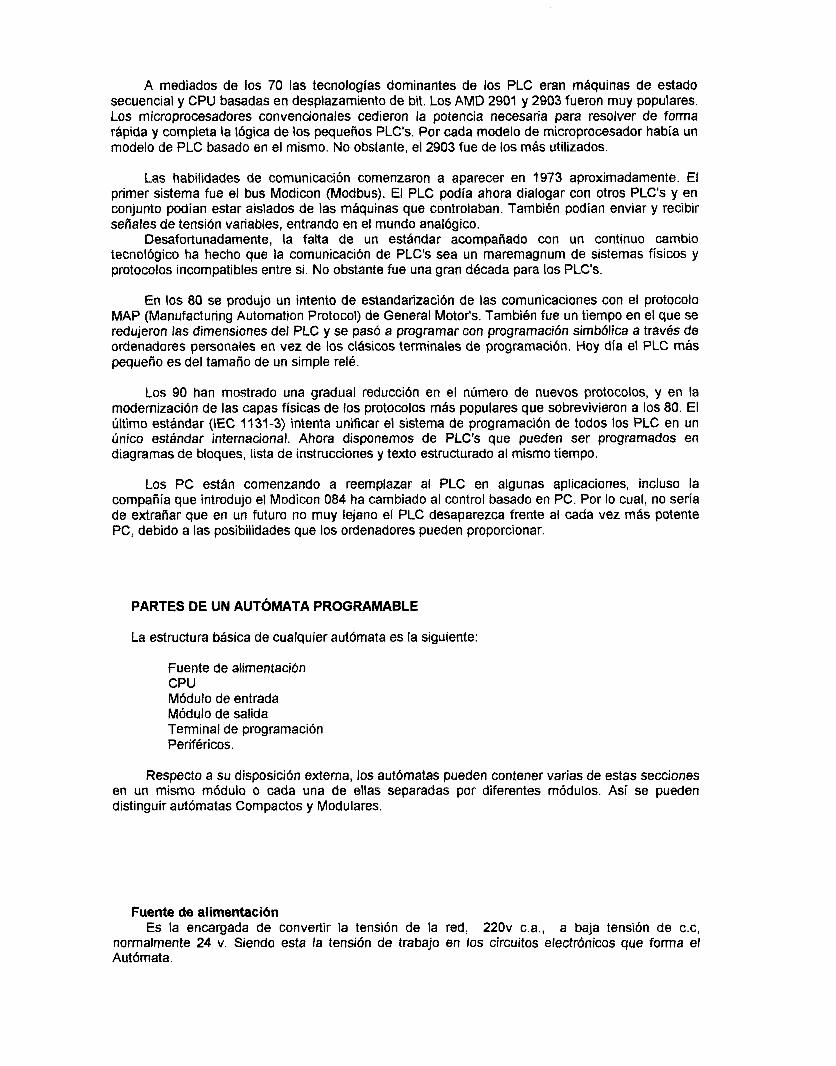
Lenguaje por Lista de Instrucciones. (IL o AWL) En los autómatas de gama baja, es el Único modo de programación. Consiste en elaborar
una lista de instrucciones o nemónicos que se asocian a los símbolos y su combinación en un circuito el6ctrico a contactos. Tambi6n decir, que este tipo de lenguaje es, en algunos los casos, la forma más rápida de programación e incluso la más potente.
EXPLICACIóN GRAFICA DEL DESARROLLO DEL PROYECTO
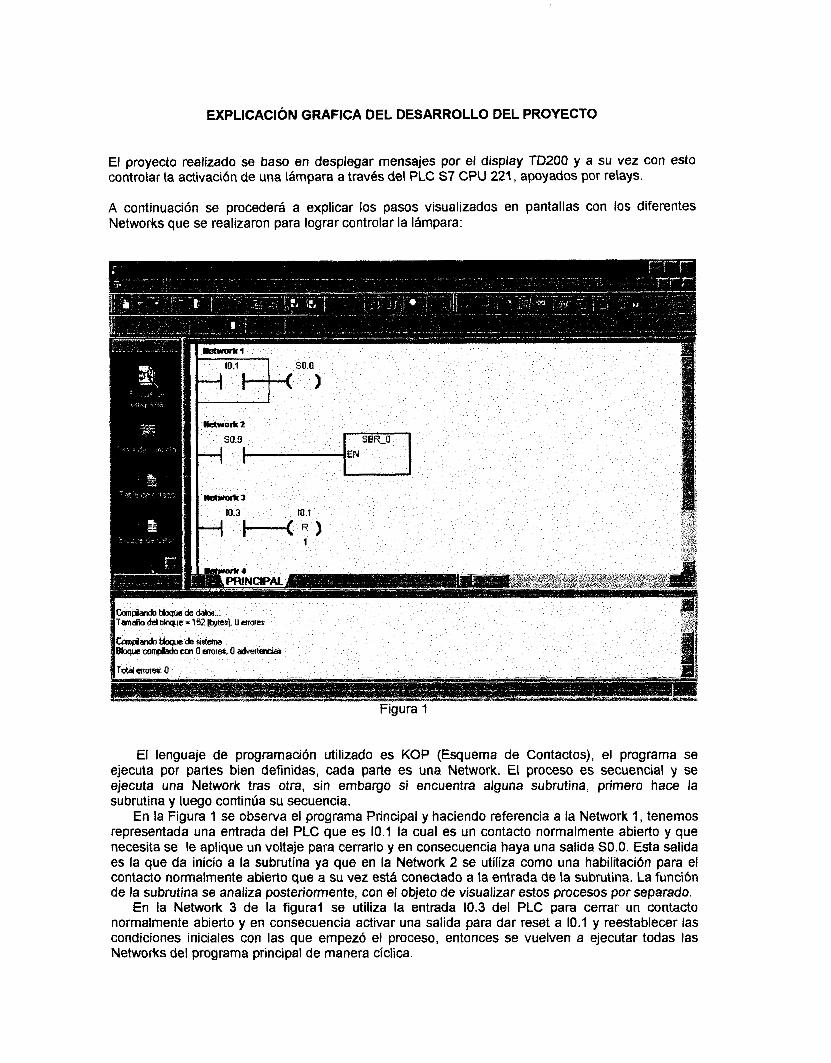
El proyecto realizado se baso en desplegar mensajes por el display TD200 y a su vez con esto controlar la activación de una lámpara a través del PLC S7 CPU 221, apoyados por relays.
A continuación se procederá a explicar los pasos visualizados en pantallas con los diferentes Networks que se realizaron para lograr controlar la lámpara:
t
El lenguaje de programación utilizado es KOP (Esquema de Contactos), el programa se ejecuta por partes bien definidas, cada parte es una Network. El proceso es secuencia1 y se ejecuta una Network tras otra, sin embargo si encuentra alguna subrutina, primero hace la subrutina y luego continúa su secuencia.
En la Figura 1 se observa el programa Principal y haciendo referencia a la Network 1, tenemos representada una entrada del PLC que es 10.1 la cual es un contacto normalmente abierto y que necesita se le aplique un voltaje para cerrarlo y en consecuencia haya una salida SO.0. Esta salida es la que da inicio a la subrutina ya que en la Network 2 se utiliza como una habilitación para el contacto normalmente abierto que a su vez está conectado a la entrada de la subrutina. La funci6n de la subrutina se analiza posteriormente, con el objeto de visualizar estos procesos por separado.
En la Network 3 de la figural se utiliza la entrada 10.3 del PLC para cerrar un contacto normalmente abierto y en consecuencia activar una salida para dar reset a 10.1 y reestablecer las condiciones iniciales con las que empezó el proceso, entonces se vuelven a ejecutar todas las Networks del programa principal de manera cíclica.

En la figura 2 se observa que al ser habilitada la subrutina SBR-O entonces se ejecuta primeramente la Network 1 de dicha subrutina, y al estar activada la entrada 10.0 (estado de contacto normalmente cerrado), se da paso a que se active una salida de mensaje, mediante el bit de habilitación del mensaje (V12.7), en el visualizador de texto TD 200 con la leyenda “Introducir clave de acceso”. Una vez terminado el proceso de la Network 1, comienza el proceso de la Network 2 que consiste en utilizar las direcciones de memoria (MO.0 a M0.7) reservadas para las 8 teclas de función del TD 200 (Fl a F4 y SHIFT F1 a SHIFT F4), para introducir mediante la combinación de dichas teclas una clave que en el caso de ser correcta, daría la activación de una salida (QO.0) la cual se utiliza para activar un relay que a su vez cierra el lazo de corriente alterna, momento en que se enciende la lámpara. Al mismo tiempo que ocurre la activación de QO.0, se da reset al bit V I 2 7 correspondiente al mensaje “Introducir clave de acceso”, y se da salida a la habilitación de otro mensaje mediante V12.6, el cual dice: “Fuente de Energía activada por 10 segundos”.

Figura 3
Nuevamente comienza otro proceso, esta vez llamado Network 3, el cual como se observa en la figura 3, aprovecha la activación de la salida QO.0 en el proceso anterior y pone a funcionar un temporizador de retardo a la conexión, que cuenta el tiempo al estar activada (ON) la entrada de habilitación, cuenta algunas unidades de tiempo predeterminadas según se necesite, en este caso seleccionamos 100 unidades en el temporizador que equivalen a 10 segundos, y despues de ese periodo se habilita T38 correspondiente a dicho temporizador. La Network 4 utiliza la activación de T38 para cerrar un contacto normalmente abierto y dar como resultado la habilitación de tres salidas al mismo tiempo: Poner en reset a QO.0, con lo cual se desactiva el relay y por consiguiente se apaga la lampara. Se activa un nuevo mensaje mediante el bit V12.5, con la leyenda "Fuente de Energía en OFF ... Presione F6". Se da reset al bit VI26 que pertenece al mensaje: "Fuente de Energía activada por 1 O segundos".
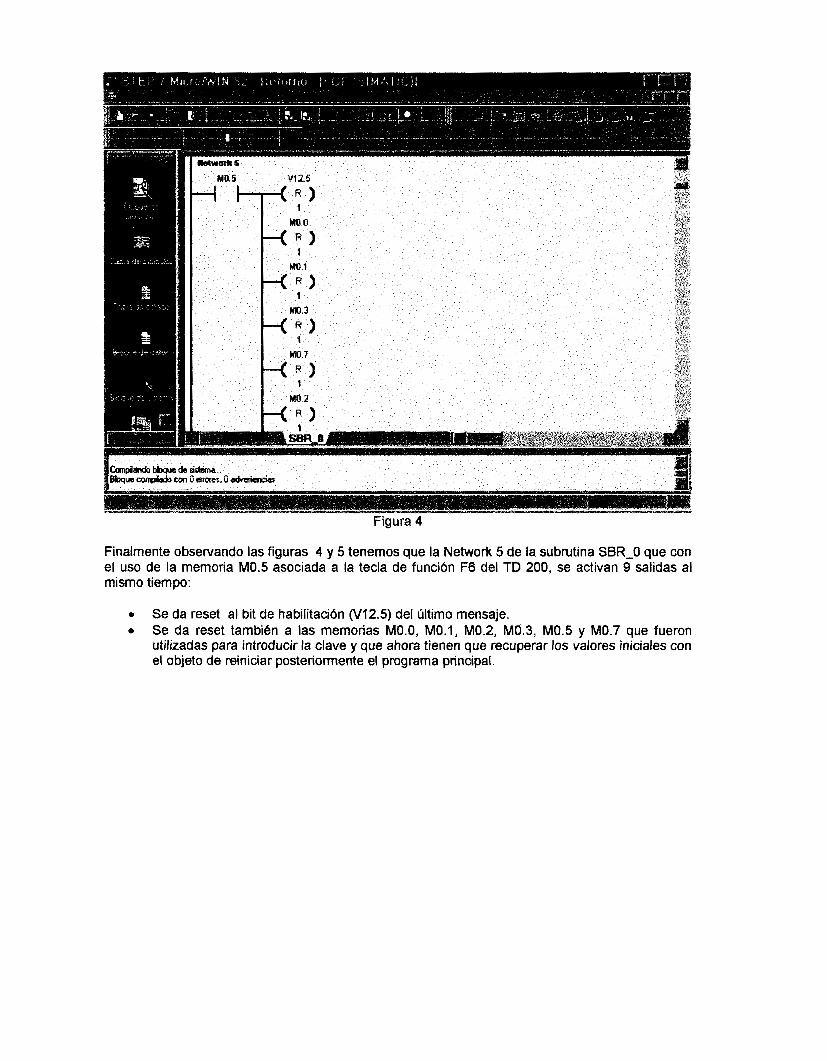
Finalmente observando las figuras 4 y 5 tenemos que la Network 5 de la subrutina SBR-O que con el uso de la memoria M0.5 asociada a la tecla de función F6 del TD 200, se activan 9 salidas al mismo tiempo:
0 Se da reset al bit de habilitación 0112.5) del último mensaje. 0 Se da reset también a las memorias MO.0, MO.l, M0.2, M0.3, M0.5 y M0.7 que fueron
utilizadas para introducir la clave y que ahora tienen que recuperar los valores iniciales con el objeto de reiniciar posteriormente el programa principal.

0 Otra salida que se activa es la que da reset a la memoria T38 correspondiente al temporizador para que no desactive la salida (20.0, en el siguiente recorrido del proceso completo, antes de empezar a contar.
0 También se activa la salida de tenninacibn de subrutina (RET) con Io cual se regresa al programa principal para continuar el proceso completo.

Aplicaciones.
A continuación se darán algunos ejemplos en forma general de aplicaciones que se pueden realizar con los PLC’s dadas sus características de control se pueden realizar muchas actividades diferentes dependiendo de las necesidades que se tengan.
Primeramente vamos a ver un ejemplo de sistema combinacional, esto es, un sistema bien definido mediante funciones de transferencia que relacionan cada salida con las entradas mediante los operadores <Y>, <O> y <NO>. Una forma de conseguir esto es obtener una tabla de verdad que refleje la relación de cada salida con las entradas, de acuerdo con las especificaciones. Para despues pasar de dicha tabla a funciones lógicas mediante componentes cableados o programables, es ahí donde interviene el PLC y si se requiere los relevadores.
Como ejemplo considérese la siguiente figura la cual corresponde a un sistema de control de una machacadora de álidos.
dm
I I
Ekmplo de diseno de sistema combinacmnal.
-b
Supbngase que las especificaciones del sistema son las siguientes:
- El motor M3 se pone en marcha con un interruptor M. - El motor M2 se pone en marcha siempre que est6 en marcha M3. - El motor M I se pone en marcha si lo está Mí! y no detecta sobrecarga en la
machacadora (relé RI con un contacto normalmente cerrado). - Cada motor está además protegido por un relé tkrmico: RT1, RT2 y RT3,
respectivamente. El contacto del relé térmico estará nomalmente cerrado si no hay sobrecarga.
- Debe sonar una alarma si MI está en marcha y se paran M2 o M3 y tambidn si M2 está en marcha y se para M3.
Las fases de diseno serán las siguientes:
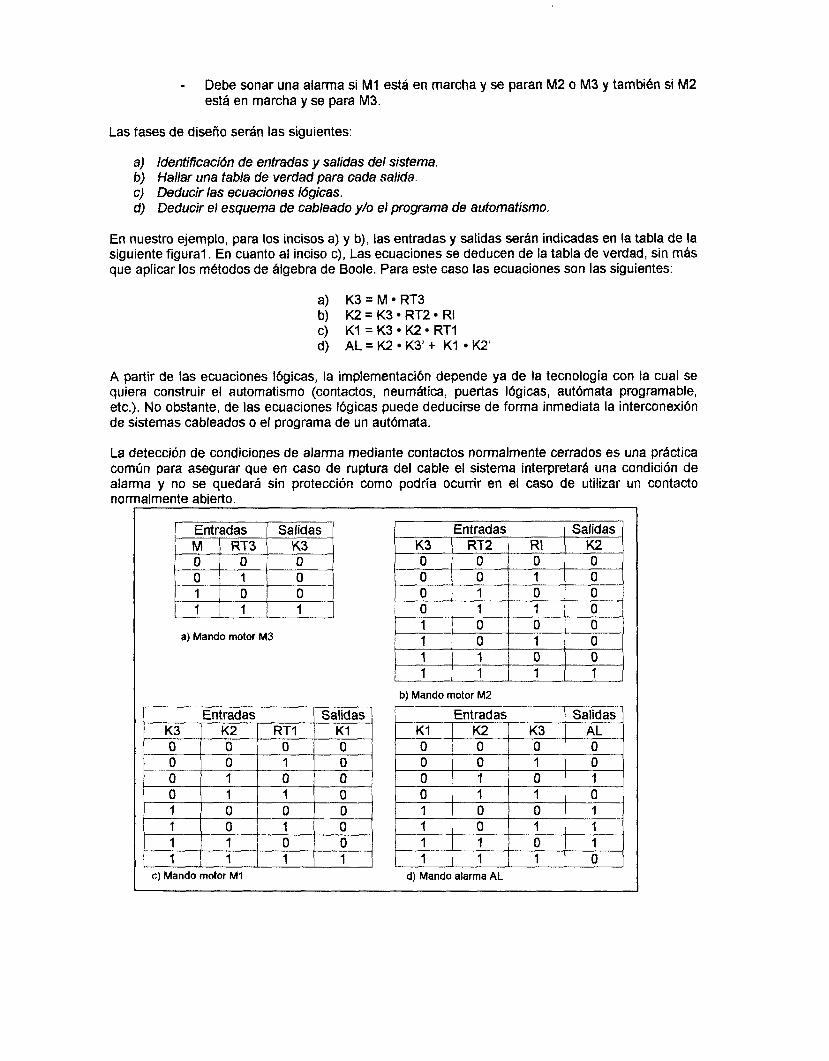
a) ldenfificacidn de entradas y salidas del sisfema. b) Hallar una tabla de verdad para cada salida. c) Deducir las ecuaciones l6gicas. d) Deducir el esquema de cableado y/o el programa de automatismo.
En nuestro ejemplo, para los incisos a) y b), las entradas y salidas serán indicadas en la tabla de la siguiente figural. En cuanto al inciso c), Las ecuaciones se deducen de la tabla de verdad, sin más que aplicar los m6todos de álgebra de Boole. Para este caso las ecuaciones son las siguientes:
a) K3 = M RT3 b) K2 = K3 RT2 RI c) K1 = K3 K2 RTI d) AL = K 2 K3' + KI K2'
A partir de las ecuaciones lógicas, la implementación depende ya de la tecnología con la cual se quiera construir el automatismo (contactos, neumática, puertas lógicas, autómata programable, etc.). No obstante, de las ecuaciones lógicas puede deducirse de forma inmediata la interconexión de sistemas cableados o el programa de un autómata.
La detección de condiciones de alarma mediante contactos normalmente cerrados es una práctica común para asegurar que en caso de ruptura del cable el sistema interpretará una condición de alarma y no se quedará sin protección como podría ocurrir en el caso de utilizar un contacto
Entradas Salidas M RT3 K3
a) Mando motor M3
Entradas Salidas
O O 1 1 O
1 i O I O O 1 I o 1 O 1 1 O O 1 1 1 1
c) Mando motor MI
Entradas Salidas
O 1 1 O 1 I o O O
I 1 l o 1 o , 1 I 1 O O 1 1 1 1
b) Mando motor M2
Entradas Salidas
O 1 1 1 O 1 O O 1 1 O 1 1 i
J
1 1 O 1 1 1 I O
d) Mando alarma AL
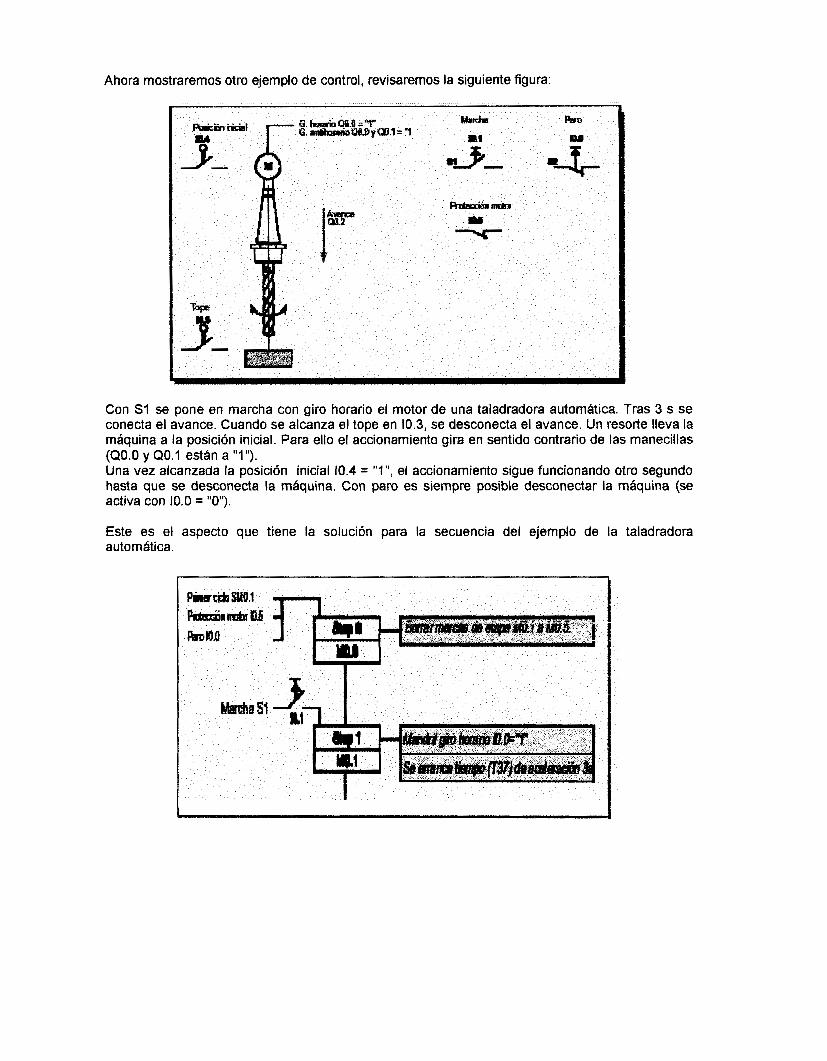
Ahora mostraremos otro ejemplo de control, revisaremos la siguiente figura:
Con S1 se pone en marcha con giro horario el motor de una taladradora automática. Tras 3 S se conecta el avance. Cuando se alcanza el tope en 10.3, se desconecta el avance. Un resorte lleva la mdquina a la posición inicial. Para ello el accionamiento gira en sentido contrario de las manecillas (QO.0 y (20.1 están a "I"). Una vez alcanzada la posición inicial 10.4 = "l", el accionamiento sigue funcionando otro segundo hasta que se desconecta la máquina. Con paro es siempre posible desconectar la máquina (se activa con 10.0 = "O").
Este es el aspecto que tiene la solución para la secuencia del ejemplo de la taladradora automfitica.

e

Sección 2 del programa - Mando de las salidas

Recuerde que el contacto del pulsador Paro 10.0 y de la Protección de motor 10.5 son "contactos normalmente cerrados". Esto es así por motivos de seguridad, ya que permite detectar la rotura del cable entre dichos contactos y el PLC, parando entonces la máquina.
Para test, 10.5 e 10.0 deben estar a "l", es decir deben lucir los LEDs de entrada. Una breve pulsación de 10.1 arranca el accionamiento. Tras 3 S se pone en marcha el avance Q0.2. Tras pulsar 10.3 el accionamiento invierte su sentido de giro y se detiene el avance Q0.2. Cuando se alcanza la posición inicial (breve activación de 10.4), el accionamiento se detiene tras 1 segundo. 10.0 e 10.5 permiten parar el accionamiento en cualquier fase.
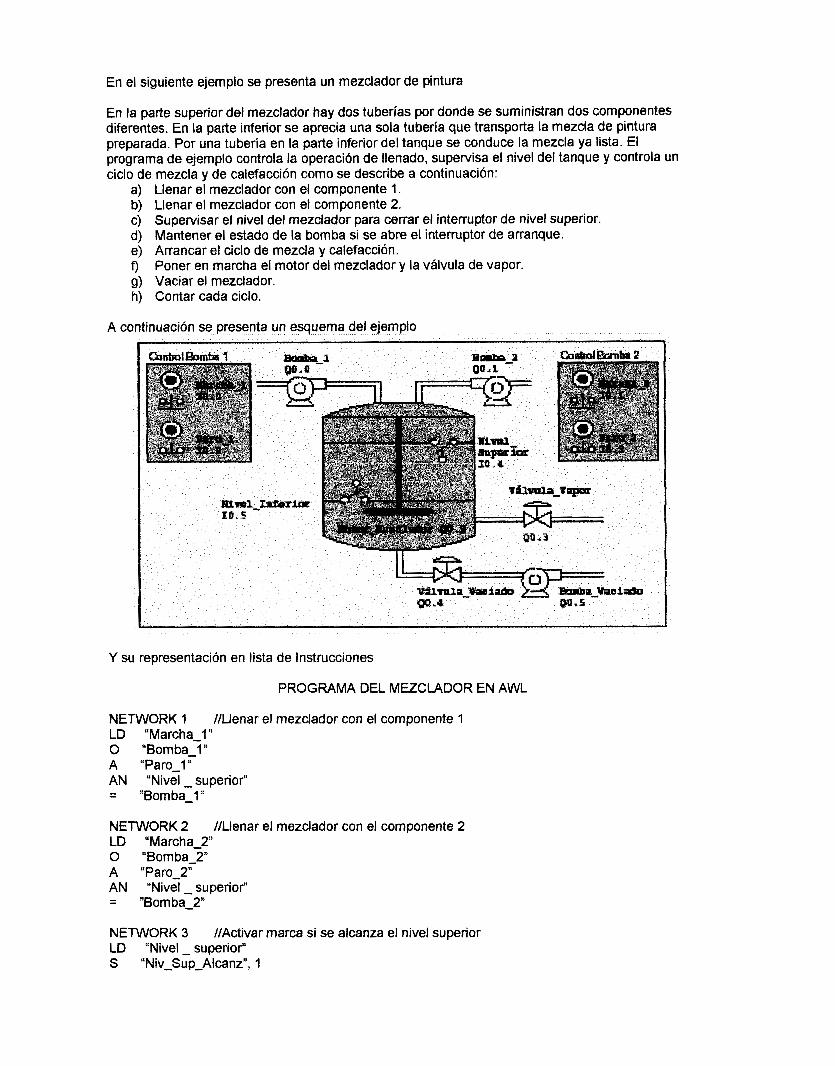
En el siguiente ejemplo se presenta un mezclador de pintura
En la parte superior del mezclador hay dos tuberías por donde se suministran dos componentes diferentes. En la parte inferior se aprecia una sola tubería que transporta la mezcla de pintura preparada. Por una tubería en la parte inferior del tanque se conduce la mezcla ya lista. El programa de ejemplo controla la operaci6n de llenado, supervisa el nivel del tanque y controla un ciclo de mezcla y de calefacción como se describe a continuación:
a) Llenar el mezclador con el componente 1. b) Llenar el mezclador con el componente 2. c) Supervisar el nivel del mezclador para cerrar el interruptor de nivel superior. d) Mantener el estado de la bomba si se abre el interruptor de arranque. e) Arrancar el ciclo de mezcla y calefacci6n. 9 Poner en marcha el motor del mezclador y la válvula de vapor. g) Vaciar el mezclador. h) Contar cada ciclo.
Y su representación en lista de Instrucciones
PROGRAMA DEL MEZCLADOR EN AWL
NETWORK 1 //Llenar el mezclador con el componente 1 LD “Marcha-1” O “Bomba-? A “Paro-1” AN “Nivel - superior” = ”Bomba-1”
NETWORK 2 //Llenar el mezclador con el componente 2 LD “Marcha-2 O “Bomba-j” A “Paro-2” AN “Nivel - superior” = ”Bomba-2”
NETWORK 3 //Activar marca si se alcanza el nivel superior LD “Nivel - superior” S “Niv-Sup-Alcanz”, 1

NETWORK 4 //Arrancar ternporizador si se alcanza el nivel LD “Niv-Sup-Alcanz” //superior TON “Ternporiz-Mezcla”
NETWORK 5 //Poner en marcha el motor mezclador LDN ‘Ternporiz-Mezcla” A “Niv-Sup-Alcanz” = “Motor - mezclador” = ”Válvula - vapor“
NETWORK 6 /Naciar el mezclador LD “Temporiz-Mezcla” AN “Nivel - inferior“ = “Válvula - vaciado” = ”Bomba - vaciado”
NETWORK 7 //Contar cada ciclo LD “Nivel - inferior” A “Temporiz-Mezcla” LD “Desactivar” CTU “Contador - ciclos”, +I2
NETWORK 8 //Desactivar marca si se alcanza el nivel inferior LD “Nivel - inferior” //y si se detiene el ternporizador A “Temporiz-Mezcla R “Niv-Sup-Alcanz”, 1
NETWORK 9 //Fin del programa principal MEND
Con tabla de símbolos:
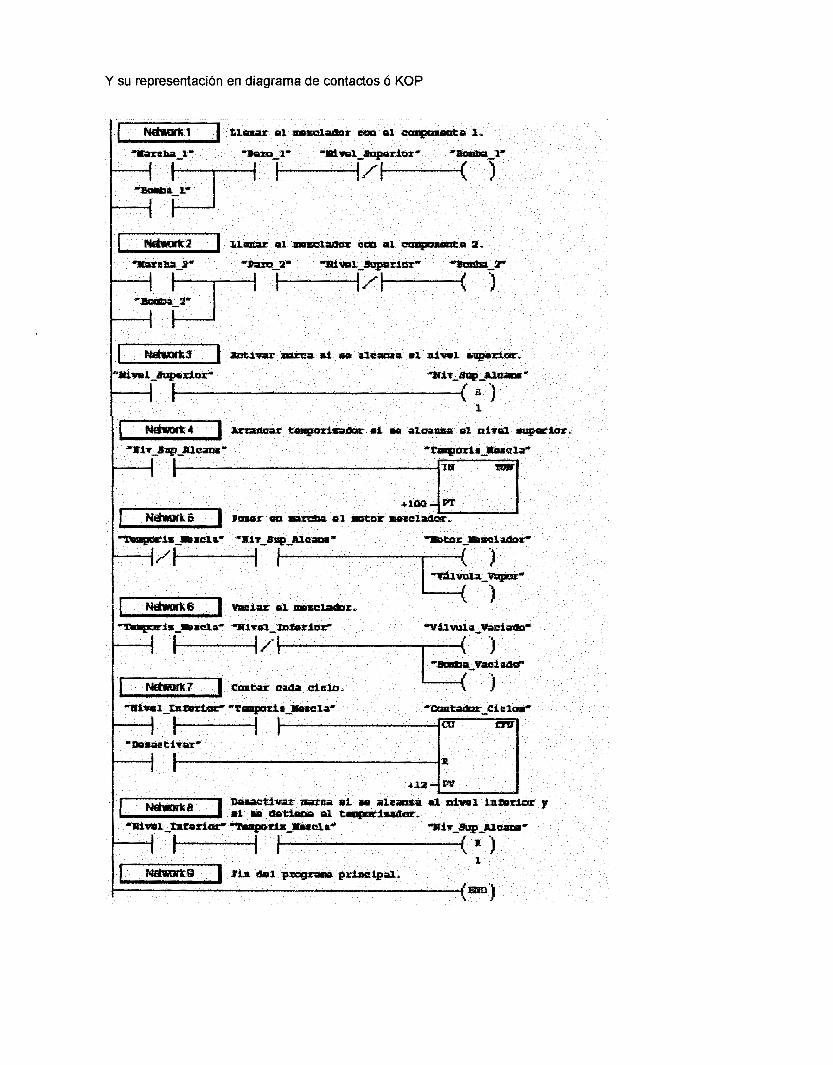
Y su representación en diagrama de contactos ó KOP
REFERENCIAS.
Paginas Web.
htt~://autoware.co~s/sPanish/suoDorVfDcs. htm
htto://www.olcs.net/
Bibliografía.
Balcells, Joseph; Romeral, José Luis, Autómatas programables, Alfa omega-Marcombo, México, 1998 (Mundo Electrhico) 439pp.
Gilles, Michel. Autbmatas programables industriales: arquitectura y aplicaciones, Marcombo; Barcelona; 1990; 343pp.


















