Apunte cnc-1.doc

of 53
-
Upload
diego-castelao -
Category
Documents
-
view
219 -
download
0
Transcript of Apunte cnc-1.doc
-
8/18/2019 Apunte cnc-1.doc
1/53
Universidad Tecnológica Nacional
Facultad Regional La Plata Departamento de Ingeniería Mecánica
Año 2009.
Apuntes para el tema:Control Numérico de Máquinas Herramientas.
Laboratorios del Departamentode Ingeniería Mecánica
!rea !utomati"ación # $ontrol
-
8/18/2019 Apunte cnc-1.doc
2/53
-
8/18/2019 Apunte cnc-1.doc
3/53
INTRO!CCI"N A #A $RO%RAMACI"N&
La programación de los controles numéricos ha sufrido una gran evolución en los últimos años.Si bien se habla todavía de programación manual # programación automática o asistida por
ordenador , la realidad es ue ho! día, al contar los controles con un microordenador incorporado, la programación manual dispone de muchas de las facilidades reservadas hasta hace poco a la programación autom"tica.
Sería ui#"s m"s adecuado efectuar otra clasificación:
• La programación a pie de m"uina, apo!ada en los lengua$es ! facilidades de ue disponen los%&%.
• La programación en oficina técnica, apo!ada en euipos ! soft propio dentro de técnicas de %A' (%A) de fabricación asistida por ordenador.
La programación a pie de m"uina, en general m"s simple ! reali#ada por el mismo operario,es adecuada para fabricaciones especiales de series mu! peueñas o unitarias tipo matricería, en las uese reuiere un elevado grado de interactividad entre la preparación ! e$ecución del traba$o.
La programación en la oficina técnica puede hacerse también en los lengua$es m"uina propios
de cada %&%, ! efectuar posteriormente la puesta a punto a pie de m"uina. *ero a medida ue seamplía el parue de m"uinas de control numérico ! la cantidad de pie#as a programar, se tiende a lautili#ación de lengua$es de tipo general ue independicen la programación de la pie#a de la m"uina ue
posteriormente reali#ar" el mecani#ado.
Ambos sistemas se basan en un núcleo común de conceptos de programación de controlnumérico, desarrollados para la programación manual de los mismos. *osteriormente se han idoañadiendo m"s funciones, ampliando sus facilidades de c"lculo ! permitiendo la utili#ación de técnicasinform"ticas de programación.
$ROC'(O ' $RO%RAMACI"N&La programación de una m"uina herramienta de control numérico consiste en elaborar !
codificar la información necesaria para mecani#ar una pie#a en un lengua$e ue la m"uina sepainterpretar. +l proceso puede descomponerse en tres etapas:
a) $R'$ARACI"N '# TRA*A+O.
,) COI-ICACI"N '# $RO%RAMA.
c) $R!'*A $!'(TA A $!NTO.
La etapa de preparación del traba$o es similar a la correspondiente del mecani#adoconvencional. A partir de las características de la pie#a a obtener, de los medios de produccióndisponibles, de sus características ! posibilidades, se define una secuencia de operaciones elementales,definiendo en cada una de ellas las herramientas a utili#ar ! los utila$es necesarios. Se precisa tambiénconocer las técnicas de mecani#ación.
a) #A $R'$ARACION '# TRA*A+O
-
8/18/2019 Apunte cnc-1.doc
4/53
+s fundamental para el programador tener un conocimiento eacto de las prestaciones ue leofrece tanto el control como la m"uina herramienta.
Las prestaciones ue ofrece un control son mu! variables, dependiendo de la comple$idad !sofisticación de la m"uina herramienta ue gobierna. +l control de un centro de mecani#ado concambio autom"tico de pie#as ! herramientas precisar" unas características mu! superiores al %& de unataladradora. +l control de un torno es diferente del de una fresadora de - e$es ! un %& convencionaltiene poco ue ver con un %&%.
'entro de la preparación del traba$o se puede establecer un planteo de c/mo ! qué secuenciasdeber" seguir el proceso para poder reali#ar el mecani#ado de una forma segura ! r"pida.
'efinición del proceso: %onocidos los elementos de fabricación disponibles, la definición del proceso de mecani#ación puede dividirse en las siguientes etapas:
+studio del plano de la pie#a a fabricar. An"lisis de las operaciones elementales. Selección de las herramientas. 'efinición de las condiciones técnicas de mecani#ado. 'iseño de utila$es. Secuenciación de las fases de traba$o.
+n la fase de estudio del plano, el preparador se informa de las características de las pie#as afabricar: material, dimensiones, cotas, tolerancias, acabados superficiales, etc., datos todos ellos uedeterminan las m"uinas a utili#ar.
+n la fase de an"lisis de las operaciones elementales, el programador descompone lassuperficies a mecani#ar en tramos correspondientes a las tra!ectorias ue las herramientas puedenseguir. +n general sólo son lineales ! circulares, sobre superficies planas o de revolución. +ste estudiogeométrico implica la definición de las cotas de los puntos inicio ! final de cada tramo, así como elcentro en las circulares.
+n la fase de selección de m"uina se estudia ué operaciones pueden efectuarse en cada una delas m"uinas disponibles, intentando disminuir al m"imo el número de cambios de m"uina ! deatadas de la pie#a.
+n la fase de selección de herramientas se eligen las m"s adecuadas para cada operación enfunción de las características de la misma ! de las tolerancias ! acabados superficiales deseados.
+n la fase de selección ! diseño del utila$e se estudia, en general, el centrado ! fi$ación de la pie#a sobre la m"uina, procurando disponer de m"imo de caras ! superficies libres para mecani#ado! procedimientos fleibles, precisos ! r"pidos de fi$ación.
+n las fases de definición de características técnicas de mecani#ado se establecen lasvelocidades de avance, profundidad de pasada ! velocidad de corte adecuadas al material de la pie#asegún la m"uina ! herramienta utili#adas, para obtener los ciclos de mecani#ado m"s cortoscompatibles con la calidad eigida.
+n la fase de secuenciación de operaciones se establece el orden en ue se mecani#ar"n lasdistintas fases dibu$ando en cada caso un crouis de la #ona a mecani#ar, las herramientas ! fi$acionesutili#adas ! los par"metros técnicos de fabricación.
/erminada la definición del proceso ! conocidos los medios a utili#ar ! las operaciones aefectuar, el programador puede empe#ar a codificar. +n general, esta fase de codificaciones es la uerecibe el nombre de programación del control numérico.
,) COI-ICACION '# $RO%RAMA
-
8/18/2019 Apunte cnc-1.doc
5/53
+n la fase de codificación se transcribe toda la información, según los símbolos ! reglas desintais de un lengua$e comprensible por la m"uina un soporte ue el control pueda leer. Se precisaconocer las reglas del lengua$e ue facilita el fabricante de la m"uina en su manual.
#a $roramaci/n Manual
0ecibe este nombre la codificación del programa en lengua$e m"uina reali#ada sin apo!oinform"tico. +n este tipo de lengua$e, el programador descompone la información en operaciones
elementales a e$ecutar por la m"uina, por e$emplo, un recorrido, un cambio de herramienta, etc. %adauna de estas operaciones elementales constitu!e un 1bloue1 o una fase del programa ! es una líneahori#ontal del mismo.
Las diferentes funciones a reali#ar por la m"uina dentro de cada bloue se identifican por elformato del bloue. +n los lengua$es de bloues de formato fi$o cada posición tiene un significadodeterminado. Actualmente est" en desuso.
+n los bloues de formato variable las funciones se identifican con una letra o dirección ! loscaracteres ue siguen a esta letra especifican el valor directo o codificado de esta función. +s decir, un
bloue se descompone en 1funciones1 o palabras definidas por una letra dirección seguida de caracteresnuméricos.
Según norma '2& 33 o 4-, euivalentes a la 2S5 67-8, las direcciones utili#adas ! sus
significados son:
&: numeración del bloue. %: 9unción preparatoria. ; ?: despla#amiento en las direcciones secundarias. * @ 0: despla#amiento según direcciones terciarias. 2 B: coordenadas de centros de círculos. A C %: rotaciones alrededor de los e$es principales. ' +: rotaciones alrededor de e$es secundarios. 9: velocidad de avance de la herramienta. S: velocidad de rotación de la herramienta. ): función auiliar.
c) $R!'*A $!'(TA A $!NTO
+n la fase de prueba ! puesta punto del programa se comprueba ue en realidad la m"uinae$ecuta las operaciones previstas ! se obtiene la pie#a con la forma ! acabado deseados. Según el
procedimiento utili#ado se puede efectuar una simulación previa del mecani#ado antes de efectuar la prueba sobre la m"uina. Si los medios disponibles no permiten efectuar esta simulación, la prueba sereali#a en vacío o con un material mu! blando para evitar ue los posibles errores de programación
dañen la pie#a o la m"uina. +n un proceso iterativo de prueba ! modificación se obtiene finalmente el programa correcto.
$asos A (euir $ara #a '1ecuci/n e !na $iea 'n !na M.H.C.N.
a) #A $R'$ARACION '# TRA*A+O
O,tener in3ormaci/n dis4oni,le so,re&
*lanos, formas, contornos, tolerancias,terminación superficial, material, &D de
pie#as a mecani#ar, etc.
-
8/18/2019 Apunte cnc-1.doc
6/53
In3ormaci/n eométrica5 tecnol/ica&
In3ormaci/n so,re 4restacionesde la MHCN&
Con3ecci/n del 4lan de tra,a1o&
,) COI-ICACION '# $RO%RAMA
$roramaci/n
c) $R!'*A $!'(TA A $!NTO
$re4araci/n de máquina
'1ecuci/n
+ste diagrama de tareas es el indicado para reducir al mínimo los tiempos improductivos de la).E.%.&. debidos a programación al pié de m"uina, prueba, detección de errores, corrección, etc.
Flosario: M.H.C.N. 6 )"uina Eerramienta %omandada por %ontrol &umérico.
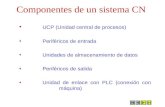
#O( (I(T'MA( ' '+'(
+l control del posicionado del útil eige la elección de unos e$es de coordenadas ! un origen de losmismos.=n sistema de e$es cartesiano ;< sitúa la herramienta en el punto del espacio deseado ! unasrotaciones A C % sobre estos e$es le dan la orientación correcta.Los sistemas de e$es est"n normali#ados según norma =&+ 86(76G, derivada de la lS5(GH6I según estanorma:+l e$e < se corresponde con la dirección del e$e del husillo principal, ue proporciona la potencia decorte.
*otencia disponible, despla#amientos !velocidades m"imas, cambio manual oautom"tico de pie#a !Jo herramienta,herramientas a utili#ar, etc.
Secuencia de operaciones, utila$es,selección de herramientas, selección deavances ! velocidades de corte.
aK +studio geométrico: determinaciónde coordenadas de puntos
particulares de la pie#a necesarios para la programación
bK *rogramación en código %.&.%.cK *rueba del programa: simulación
gr"fica en computadora !corrección. 5pcionalK
Simulación del programa: gr"fica ! en
vacío. %orrección ! puesta a punto en la).E.%.&.
)ecani#ado de la serie de pie#as enmodo autom"tico.
-
8/18/2019 Apunte cnc-1.doc
7/53
+l sentido positivo aumenta la distancia a la pie#a, es decir, se ale$a de la misma. *or e$emplo, en tornosse inicia en el plano de las garras de amarre ! sigue la dirección longitudinal de la m"uina hacia elcontrapunto.Si no eiste husillo principal el e$e < se toma normal el plano de su$eción de la pie#a. *or e$emplom"uinas de oicorte, tra#adoras, etc.Si el e$e del husillo puede girar sobre un e$e perpendicular al mismo, el e$e < es la dirección normal al
plano de su$eción de a pie#a.Si eisten varios husillos, se elige como e$e < preferentemente el ue, situado perpendicularmente al
plano de su$eción de la pie#a, disponga de m"s potencia de corte.+l e$e es un e$e de traslación principal, hori#ontal ! normal al e$e
-
8/18/2019 Apunte cnc-1.doc
8/53
=na m"uina de tres e$es, ;
-
8/18/2019 Apunte cnc-1.doc
9/53
• %ontrol numérico 1continuo1.
Control numérico 4unto a 4unto+ste sistema controla el posicionamiento de la herramienta en los sucesivos puntos donde debenefectuarse una o varias operaciones demecani#ado. La tra!ectoria seguida
para pasar de un punto al siguiente notiene importancia, pues las funcionesde posicionamiento ! de mecani#adoson distintas+n este caso, para despla#arse a los
puntos !% & # $% el útil puede seguir varios tipos de tra!ectoria:'espla#amientos efectuados según
direcciones paralelasI es decir, primero7 '( ! luego 7 ' )% o a la inversa.'espla#amiento dando una ordensimult"nea a los dos e$es, pero sineistir coordinación alguna en lossistemas de mando de cada uno de losmotores. La tra!ectoria se aproima aH-M.%omo aplicaciones principalestenemos: punteadoras, taladros, pun#onadoras ! mandrinadoras.
Control numérico 4ara:ial%on este sistema es posiblecontrolar, adem"s de la posicióndel elemento despla#aba, latra!ectoria seguida por el mismosegún la dirección de algunos delos e$es coordenados.+sta posibilidad se ofrecegeneralmente como una opciónadaptable a un sistema de
posicionado 1punto a punto1.=na aplicación corriente de estetipo de sistema, dentro de lam"uina herramienta, se halla enla taladradora fresadora. +ncualuier caso, el fresado sólo
puede reali#arse según tra!ectorias rectilíneas paralelas a alguno de los e$es coordenados.Control numérico continuo
+n los sistemas de posicionado continuo, los despla#amientos del elemento despla#able son controladosen todo momento, de manera ue las posiciones sucesivas del mismo deben corresponder siempre a latra!ectoria preestablecida.Se consigue este resultado relacionando entre sí los movimientos elementales reali#ados según losdistintos e$es coordenados, de modo ue estos movimientos elementales sigan cada uno una le! prescrita
por una tra!ectoriaN común.
-
8/18/2019 Apunte cnc-1.doc
10/53
*+emplos 9resadoras, tornos,centros de mecani#ado,m"uinas a electroerosión,oicorte, mesas de dibu$oautom"ticas, etcétera.+videntemente, para ue se
pueda hablar de composición demovimientos resulta
indispensable ue el elementodespla#able tenga como mínimodos grados de libertad.Analicemos el método utili#ado
por la m"uina para efectuar estetipo de despla#amiento.Las órdenes de despla#amientoson comunicadas al elementodespla#able ba$o forma decomponentes de un vector ue
permite alcan#ar un punto próimo.La curva elemental descrita por este elemento ser" entonces un
segmento de recta. %uando seuiera seguir un contorneadocualuiera, se descompondr" ensegmentos elementalesllamados incrementos. Sunúmero depender" de la
precisión con ue se uieraefectuar el traba$o. Si eselevada, el número deincrementos ser" grande.+sta descomposición de lacurva en segmentos se llamainterpelación1. +s necesariosincroni#ar las velocidadessiguiendo las direcciones ,'( #,' ) a fin de definir correctamente los vectores >A,>C, etc. La curva real es así situada en el interior de una #ona delimitada por dos curvas paralelas !donde la anchura est" definida por la precisión de mecani#ado.
+n el caso de un despla#amientocontinuo en el plano, sesincroni#ar"n dos e$es,denomin"ndose entonces:1m"uina de dos e$es1.+ntre las m"uinas m"scaracterísticas de dos e$es se
encuentran los tornos de %&, !aue las pie#as de revolución see$ecutan con la sincroni#ación delos e$es ( # -.*ara un mecani#ado en elespacio se deber" utili#ar una1m"uina de tres e$es1 o m"s.
-
8/18/2019 Apunte cnc-1.doc
11/53
Se pueden encontrar también otras epresiones ue es necesario precisar:
Má/uina de dos e+es # medio. %on esta m"uina se puede traba$ar en contorneado en el plano. +ltercer e$e el de la herramientaK puede ser mandado, pero sin sincroni#ación con los dos primeros.
Má/uina de dos e+es conmutables. La m"uina posee tres e$es de libertad, pero no se puedensincroni#ar m"s ue dos a la ve# 0(% )1 o 0(% -1 por conmutación.
'1em4lo de centro de mecaniado de ; e1es.
+tracto de la publicación: 2)*SA, /ecnología Argentina para el mundo. &ro. - octubre de 6OO7.
-
8/18/2019 Apunte cnc-1.doc
12/53
*ro!ecto ;ac!ret"
IM$(A lorealiará en elmoderno 5so3isticado centro demecaniadoIN%'R(O##= cu5ocontrol numérico
sincronia seis e1essimultáneamente= 5sus caracter?sticastécnicas son lassiuientes= se7n se4uede a4reciar en elcuadro&<
$aracterísticas t2cnicas del centro mecani"ado
Diámetro de la mesa giratoria o plato 10m
Diámetro máximo torneable 18mAltura m"ima de torneado o fresado 3 m)esa fi$a 67 67 m'istancia entre, columnas 64,- m0ecorrido del 0A) P,- m0ecorrido del pórtico 68 m%arga sobre mesa giratoria -77 ton*otencia de la mesa giratoria 6G7 BQ*otencia en el )asterhead O7 BQ
*eso total de la m"uina O64 ton
La foto muestra el monta$e Ren blanco en la f"brica de origen.
L5S ++S en las )E%&:
*05CL+)A A 0+S5L>+0 Situar de forma sistem"tica la posición de la herramienta respecto del sistema cartesiano, triedro , ;,
-
8/18/2019 Apunte cnc-1.doc
13/53
/+%&5L5F2A +& LA )E /0A'2%25&AL: La necesidad de una referencia en forma de un triedro ,;,
-
8/18/2019 Apunte cnc-1.doc
14/53
Sobre las )E%& el triedro , ;,
-
8/18/2019 Apunte cnc-1.doc
15/53
+isten múltiples diseños de )E%&, en algunas fresadoras o centros de mecani#ado la pie#a est"montada sobre una mesa fi$a ! la herramienta reali#a los movimientos en los tres e$es , ; !
-
8/18/2019 Apunte cnc-1.doc
16/53
+n este %&% los programas ( pie#a pueden ser introducidos en cuatro modos de operación diferentes:
)odo de operación 4 ( *LA; CA%B )odo de operación P ( /+A%E 2&)odo de operación 3 ( +'2/50 )odo de operación 8 ( *+029U02%5S
+n el modo siete, los programas se transfieren al %&% desde algún periférico eterior 0S 4P4 %K. +n
los otros modos de operación, los programas se introducen desde el panel frontal del propio %&%. +sto permite reali#ar los programas tanto a pie de m"uina, como en un lugar ale$ado de la misma, pore$emplo en una oficina de programación.
+n el modo *LA; CA%B los despla#amientos de los e$es se reali#an manualmente ogK ! acontinuación se introducen las cotas alcan#adas como cotas del programa.
+n el modo /+A%E 2&, se escribe un bloue, se e$ecuta ! a continuación se introduce como parte del programa, si es ue interesa.
+n el modo +'2/50, se graba el programa completo ! luego se e$ecuta.
*rogramación eterior
+n el caso de ue la programación se efectúe en un periférico eterior ésta debe de reali#arse en código2S5. Se emplear" como comien#o de programa el símbolo V seguido del número de programa -dígitosK, seguido de los caracteres 0/ o L9 ! la & del primer bloue.'espués de cada bloue de programación ha! ue emplear 0+/=0& 0/K o L2&+ 9++' L9K seguidode la & de comien#o del siguiente bloue.%omo final de programa se emplean los caracteres +S%A*+ +S%K o +&' 79 /A*+ +5/K o una seriede 47 caracteres nulos AS%22 77K.
*rogramación de comentariosSi se desea ue apare#ca visuali#ado durante la e$ecución algún comentario, este deber" estar escrito enel programa, dentro de un paréntesis K.+l m"imo número de caracteres, incluidos los paréntesis, ue pueden ir escritos dentro de uncomentario, es de HP.+l comentario deber" estar escrito al final del bloue, esto es: &H F.. .. 9.. ).. comentarioK.
%oneión '&%/odos los %&% 9AF50 G747 tienen como prestación est"ndar la posibilidad de traba$ar con '&%%ontrol &umérico 'istribuidoK, permitiendo la comunicación entre el %&% ! un ordenador parareali#ar las funciones de:órdenes de directorio ! borrado/ransferencia de programas ! tablas entre el %&% ! un ordenador +$ecución de programa infinito%ontrol remoto de la m"uina%apacidad de supervisión del estado de sistemas avan#ados de '&%
*rograma 9AF50 '&% de comunicación+l programa de %omunicación 9AF50 '&%, es una aplicación para la coneión de un ordenador 2C)
o %5)*A/2CL+, con %ontroles &uméricos 9AF50 G747 utili#ando el '&% ue dichos controles llevanincorporado. %on ello, es posible conectar varios %&% a través de las líneas 0S 4P4 ue llevan losordenadores. +l modo de operación es interactivo, por medio de )+&=S ue guían al usuario ! hacenmu! f"cil utili#ar este programa. +l ordenador se usa como AL)A%+& centrali#ado de *rogramas W
pie#a. +sto facilita la actuali#ación de las versiones, permite reali#ar copias de seguridad, listado !edición de programas pie#a con inclusión de comentarios, etc.
$AN'# -RONTA# >er figuraK
6. *A&/ALLA >isuali#a todo tipo de información:- Listado de los modos de operación- )odo de operación activo- *rograma ! bloue en e$ecución- *rograma ! bloue ue se esté editando- )apa de programas contenidos en la memoria- %otas de los e$es- +rror de seguimiento
-
8/18/2019 Apunte cnc-1.doc
17/53
- Avance de los e$es, velocidad del cabe#al- 9unciones activas- /abla de herramientas- /abla de traslados de origen F-P ( F-O- %ódigos de error - 0epresentación gr"fica únicamente, modelos )S ! )F
4. 5*+0A/+ )5'+: *ermite disponer en pantalla del listado de los modos de operación. +s un paso previo para acceder a cualuiera de ellos.
P. '2S*LA; )5'+: *ermite disponer en pantalla de diferentes tipos de información dentro delmodo de operación elegido.
H. *ermite trasladar hacia adelante ! hacia atr"s los bloues de programavisuali#ados, así como también el puntero de la pantalla, latabla de herramientas, etc.
-. '+L+/+ *ermite borrar un programa completo oun bloue de programa. Corrado de la tabla de funciones )
decodificadas. Corrado de la representación gr"fica.
3. +&/+0 *ara introducir información en la memoria del%&%.
8. 0+%ALL *ara acceder a un programa, a un blouedentro de un programa o a una herramienta dentro de sucorrespondiente tabla.
G. &+/ *ara pasar a una siguiente etapadentro de las diferentes formas de traba$o con el
%&%.
O. %L *ara borrar los caracteres uno a unodurante el proceso de escritura de un bloue.
67. * *ara acceder a un programa ! para programar par"metros.
*ara acceder a un bloue dentro de un programa ! paraidentificar subrutinas.
/eclado para la reali#ación dé programas.
-
8/18/2019 Apunte cnc-1.doc
18/53
*ermite variar el V de la velocidad programada del cabe#al.
*ara despla#ar los e$es de la m"uina manualmente.
%onmutador ue permite variar el V del avance programado ! elegir las diferentes formas de traba$o en)A&=AL continuo, incrementar ! volante electrónicoK.
*ulsador de marcha ciclo.
*ulsador de parada ciclo. +l %&% detiene la e$ecución del bloue en curso pero mantiene el sincronismocon la m"uina. *ara reanudar el programa, pulsar la tecla )A0%EA
*ulsador de punto decimal o indicativo de bloue condicional.
*ulsador de 0+S+/. *ara poner el %&% a condiciones iniciales ! reconocer nuevos valores, de par"metros m"uina, tabla de funciones ) decodificadas, etc.
*ara acceder a la duplicación del significado de ciertas teclas.
-
8/18/2019 Apunte cnc-1.doc
19/53
MOO( ' O$'RACION+l %&% dispone de 67 modos de operación.
7. A=/7)A/2%5: +$ecución de programas en ciclo continuo.6. CL5@=+ A CL5@=+: +$ecución de programas en traba$o bloue a bloue.4. *LA; ( CA%B : %reación de un programa en memoria mientras se va moviendo la m"uinamanualmente.P. /+A%E ( 2& :%reación ! e$ecución de un bloue sin introducirlo en memoria. %reación, e$ecución e introducción de un bloue en memoria, con lo ue se crea un
programa mientras se va e$ecutando bloue a bloue.H. +& >A%25 : *ara probar programas antes de e$ecutar la primera pie#a. '0; ( 0=&K-. )A&=AL : ('espla#amiento de la m"uina de forma manual.
(Cúsueda de referencia ( m"uina.(*reselección de cualuier valor ! puesta a cero de los e$es.(2ntroducción ! e$ecución de 9,S,).(2niciali#ación del almacén de herramientas.(/raba$o con volante electrónico
3. +'2/50 : %reación, modificación ! verificación de bloues, programas ! subrutinas.8. *+029+02%5S /ransferencia de programas o par"metros m"uina deJa periféricos.G./ACLA E+00A)2+&/AS: +scritura, modificación ! verificación de las dimensiones radio !longitudK de hasta 677 herramientas ! de los traslados de origen F-P ( F-OK.O. )5'5S +S*+%2AL+S
(/esteo general del %&%.(>erificación de entradas ! salidas.(*ersonali#ación de funciones ) decodificadas.(*ersonali#ación de par"metros ( m"uina.(2ntroducción de valores para compensación errores del husillo.
)ediante estos modos de operación se puede programar el %&%, reali#ar pie#as en ciclo continuo,traba$ar bloue a bloue ! traba$ar de forma manual.Secuencia de obtención de dichos modos de operación:
(*ulsar 5*+0A/+ )5'+: aparecer" en pantalla la lista con los 67 modos.(*ulsar el número del modo de operación deseado.CON(TR!CCI"N ' !N $RO%RAMA
-
8/18/2019 Apunte cnc-1.doc
20/53
+l programa de mecani#ado debe ser introducido al control numérico en una forma ue sea aceptable para éste.
+l programa debe de contener todos los datos geométricos ! tecnológicos necesarios para ue la m"uinaherramienta e$ecute las funciones ! movimientos deseados.=n programa est" construido en forma de secuencia de bloues. %ada bloue de programación consisteen:
& &úmero de bloue
F 9unciones preparatorias?,,;,< %otas de e$es9 >elocidad de avanceS >elocidad de cabe#al/ &úmero de herramienta
& 9unciones auiliares
entro de cada ,loque @a5 que mantener este orden= aunque no es necesario que cada ,loquecontena todas las in3ormaciones.
-ORMATO ' $RO%RAMA
+l %&% puede ser programado en sistema métrico mmK o en pulgadas.
9ormato en sistema métrico mmK:
*VK- &H F4 ?KXJ ( H.P XJ( H.P ;XJ ( H.P alor positivo con 4 cifras delante del punto decimal ! 4 detr"s.
La A siempre se programar" en grados. >alor m"imo: XJ ( G74G,378resolución: 7,776 milésima de gradoK.
N!M'RACI"N ' $RO%RAMA(
/odos los programas deben de estar numerados con un número comprendido entre 7 ! OOOOG.
La numeración del programa debe de introducirse al comien#o del mismo, antes del primer bloue.
-
8/18/2019 Apunte cnc-1.doc
21/53
Si el programa se introduce desde un periférico eterior, se emplea el símbolo V ! a continuación elnúmero deseado ! finalmente se pulsa L9, 0+/=0& o ambos, seguido de la & del primer bloue.
*#O8!'( '# $RO%RAMA
&umeración de bloues
+l número del bloue sirve para identificar cada uno de los bloues de ue consta un programa.+l número de bloue consiste en la letra & seguida de un número comprendido entre 7 ! OOOO.+l número debe de estar escrito al comien#o de cada bloue.A los bloues se les puede asignar cualuier número comprendido entre 7 ! OOOO con la única salvedadde ue nunca a un bloue se le puede asignar un número inferior al de los bloues ue le preceden en el
programa.Se recomienda no asignar números correlativos a los bloues para poder intercalar bloues nuevos encaso de necesidad.Si se programa desde el panel frontal del control, éste numera autom"ticamente los bloues de 67 en 67.
Cloues condicionales
+isten dos tipos de bloues condicionales:
aK Cloue condicional normal &H.Si a continuación del número de bloue &H 7 ( OOOOK se escribe un punto decimal .K, el bloue ueda
personali#ado como bloue condicional. +s decir, el %&% lo e$ecutar" únicamente si la correspondienteseñal eterior entrada condicionalK est" activada.'urante la e$ecución de cualuier programa, el %&% va le!endo cuatro bloues por delante del ue seest" e$ecutando, por lo tanto la activación de la señal eterior debemos reali#arla, por lo menos antes dela e$ecución de los cuatro bloues anteriores al bloue condicional, si ueremos ue éste se e$ecute.
bK Cloue condicional especial &H..Si a continuación del número del bloue &H 7 ( OOOOK se escribe dos puntos decimales ..K, el bloueueda personali#ado como bloue condicional especial. +s decir, el %&% lo e$ecutar" únicamente si lacorrespondiente señal eterior entrada condicionalK est" activada.+n este caso, es suficiente con activar la señal eterior entrada condicionalK, durante la e$ecución del
bloue anterior al bloue condicional especial, si ueremos ue éste se e$ecute.+l bloue condicional especial &H.., anula la compensación de radio FH6 o FH4.
-!NCION'( $R'$ARATORIA(
Las funciones preparatorias se programan mediante la letra F seguida de dos cifras F4K. Se programansiempre al comien#o del bloue ! sirven para determinar la geometría ! condiciones de traba$o del %&%.
Tabla de funciones G empleadas en el CNC
)odal K F77 Y *osicionamiento r"pido )odal K F76 2nterpolación lineal )odal K F74 2nterpolación circular helicoidalK a derechas sentido horarioK
-
8/18/2019 Apunte cnc-1.doc
22/53
)odal K F7P 2nterpolación circular helicoidalK a i#uierdas sentido anti ( horarioKF7H /empori#ación, duración programada mediante B
)odal K F7- Y /raba$o en arista matada F73 2nterpolación circular con programación del centro del arco en coordenadas
absolutas )odal K F78 Y /raba$o en arista viva F7G /ra!ectoria circular tangente a la tra!ectoria anterior F7O /ra!ectoria circular definida mediante tres puntos )odal K F67 Y Anulación imagen espe$o )odal K F66 2magen espe$o en el e$e )odal K F64 2magen espe$o en el e$e ; )odal K F6P 2magen espe$o en el e$e < )odal K F68 Y Selección del plano ; )odal K F6G Selección del plano < )odal K F6O Selección del plano ;< F47 Llamada a subrutina est"ndar F46 Llamada a subrutina paramétrica. F44 'efinición de subrutina est"ndar F4P 'efinición de subrutina paramétrica
F4H 9inal de subrutina
F4- SaltoJllamada incondicional F43 SaltoJllamada condicional si es igual a 7 F48 SaltoJllamada condicional si no es igual a 7 F4G Salto llamada condicional si es menor F4O SaltoJllamada condicional si es igual o ma!or FP7 >isuali#ar código de error definido mediante B FP6 Fuardar origen coordenadas actual FP4 0ecuperar origen coordenadas guardado mediante FP6 )odal K FPP 0oscado electrónico FP3 0edondeo controlado de aristas FP8 +ntrada tangencial FPG Salida tangencial FPO Achaflanado
)odal K FH7 Y Anulación de compensación de radio )odal K FH6 %ompensación de radio a i#uierdas )odal K FH4 %ompensación de radio a derechas )odal K FHP %ompensación de longitud )odal K FHH Y Anulación de compensación de longitud )odal K FHO 9++' ( 0A/+ programable F-7 %arga de dimensiones de herramienta en la tabla )odal K F-P (-O /raslados de origen )odal K F87 *rogramación en pulgadas )odal K F86 *rogramación en milímetros )odal K F84 9actor de escala )odal K F8P Firo sistema de coordenadas F8H Cúsueda autom"tica de referencia ( m"uina
F8- /raba$o con palpador F8- %iclos fi$os de palpador F83 %reación autom"tica de bloues )odal K F8O %iclo fi$o definido por el usuario )odal K FG7 Y Anulación de ciclos fi$os )odal K FG6 %iclo fi$o de taladrado )odal K FG4 %iclo fi$o de taladrado con tempori#ación )odal K FGP %iclo fi$o de taladrado profundo )odal K FGH %iclo fi$o de roscado con macho )odal K FG- %iclo fi$o de escariado )odal K FG3 %iclo fi$o de mandrinado con retroceso en F77 )odal K FG8 %iclo ca$era rectangular )odal K FGG %iclo ca$era circular
)odal K FGO %iclo fi$o de mandrinado con retroceso en F76 )odal K FO7 Y *rogramación de cotas absolutas )odal K FO6 *rogramación de cotas incrementales FO4 *reselección de cotas
-
8/18/2019 Apunte cnc-1.doc
23/53
FOP *reselección de origen de coordenadas polares )odal K FOH Y >elocidad de avance 9 en mmJminuto 7,l pulgadasJminutoK )odal K FO- >elocidad de avance 9 en mmJrevolución 7,l pulgadasJrevoluciónK )odal K FO3 >elocidad de avance superficial constante )odal K FO8 Y >elocidad de avance del centro de la herramienta constante )odal K FOG Y >uelta de la herramienta al plano de partida al terminar un ciclo fi$o )odal K FOO >uelta de la herramienta al plano de referencia de acercamientoK al terminar un
ciclo fi$o.
Las funciones F8- &4 ! F83, estar"n disponibles en el %&% G747 modelo )S.
)odal significa ue las funciones F una ve# programadas permanecen activas mientras no seananuladas mediante otra F incompatible o mediante B74, )P7, 0+S+/ o +)+0F+&%2A.
Las funciones F con Y son las ue asume el %&% en el momento del encendido, después de e$ecutar)74 o )P7 o después de una +)+0F+&%2A o 0+S+/. La función F7- o F78 ue asume el %&%,depender" del valor dado al par"metro *648-K.
+n un mismo bloue se pueden programar todas las funciones F ue se deseen, ! en cualuier ordensalvo: F47, F46, F44, F4P, F4H, F4-, F43, F48, F4G, F4O, FP7, FP6, FP4, F-7, F-P ( F-O,
F84, F8P, F8H ! FO4 ue deben ir solas en el bloue por ser especiales.
Si en un mismo bloue se programan funciones F incompatibles, el %&% asume la última programada.
-
8/18/2019 Apunte cnc-1.doc
24/53
&omenclatura ! sentido de los e$es de coordenadas para la -resadora CNC del la,oratorio
Cero máquina o re3erencia máquina es un punto de referencia de la m"uina ue est" situado en una posición determinada de la mesa de la fresadoraI se encuentra en el punto m"imo de despla#amiento delos carrosI es decir, en un etremo.
+sta referencia se emplea para el posicionamiento del cero pie#a o flotante enlos utila$es, incluido por supuesto el platodivisor. +n las m"uinas con cambiador autom"tico de herramientas, sirve a su ve#
para ue los carros se posicionen en un puntodeterminado para efectuar tal operación.
+s necesario remarcar ue al hacer la búsueda del %ero m"uina, si el carro llegaa tal posición se pierde el cero pie#a o ceroflotante ue había en esos momentos.
C'RO $I'A O C'RO -#OTANT' es un punto dereferencia ue se asigna a un punto de la pie#a a libre elección
-
8/18/2019 Apunte cnc-1.doc
25/53
sobre el cual se va a posicionar el origen de coordenadas para programar la pie#a. Se tomar" de laforma ue m"s simplifiue la programación de la misma.
Se va a ver un e$emplo en el cual se posiciona el cero pie#a ! la forma de hacerlo:
+l cero pie#a se representa por el símbolo
Si se tiene una pie#a como la de la figura ! se uiere posicionar el cero pie#a en el punto descrito, habr"ue hacerlo en varios pasos ! posicionar cada ve# un e$e. Se debe traba$ar en el modo de operaciónmanual -.
• *rimero se posiciona el e$e .
Lo ue se hace, es despla#ar con las teclas de manual hasta tocar con la herramienta o centrador un lado de la pie#a en el sentidodel e$e como se ve en la figura.
+ntonces, se debe introducir el valor de la distancia del punto enue se encuentra el e$e de la herramienta o centrador al cero
pie#a en el sentido del e$e , con el signo correspondienteI es
decir, el cero del origen de coordenadas est" situado en el puntodel cero pie#a.
Acto seguido, se teclea el valor de ( LJ4 X 0K ! a continuación+&/+0, siendo L Z longitud de la pie#a, 0 Z radio de laherramienta o centrador, con lo cual aparecer" en pantalla el valor de ( LJ4 X 0K, teniendo el cero pie#a o flotante en el sentido
posicionado en memoria.
• Ahora se posiciona el e$e ;.
Se hace lo mismo, sólo ue tocando la superficie para el e$e ; !
teniendo en cuenta el signo en este caso:; [AJ4K X 0 (\ +&/+0
%on lo cual aparecer" el valor de ; en la pantalla uedando el cero pie#a en el sentido del e$e ; posicionado.
• Ahora se posiciona el e$e
-
8/18/2019 Apunte cnc-1.doc
26/53
%550'+&A'AS %A0/+S2A&AS:
%otas de los e$es
+l formato de las cotas de los e$es es:
. +n mm:?XJ ( H.PK, XJ ( H.P, ;XJ ( H.P,
-
8/18/2019 Apunte cnc-1.doc
27/53
%otas incrementales
&l7 FO6 F76 6-7,- ;477 &47 6HO,- &P7 ( P77 ; ( 477
+n caso de ue el HD e$e ?K sea rotativo, el formato ser": QXJ ( H.P ! se programar" en grados.
R'#ACI"N 'NTR' COOR'NAA( $O#AR'( CART'(IANA(&Se puede programar libremente en los dos sistemas:
• %oordenadas cartesianas• %oordenadas polares.
*ara pasar de un sistema a otro, no se necesita ninguna función preparatoriaI es decir, un bloue puedeir en cartesianas ! el siguiente en polares.+n cartesianas se define un punto *, ;,
-
8/18/2019 Apunte cnc-1.doc
28/53
el origen de coordenadas cartesianas ! polares, es decir en el mismo punto. +sto al comien#o del programa.+iste la posibilidad de despla#ar el cero de un punto a otro ! se llama preselección de cotas, ue vieneeplicado en el manual de programación. +n este caso, se despla#a el origen de coordenadas cartesianascon la función preparatoria FO4.%on la función FOP, lo ue se hace es despla#ar el origen de coordenadas polares uedando el origen decoordenadas cartesianas donde estaba.Se despla#a el origen polar desde el cero pie#a al punto *, es decir a las cotas ue siempre deben estar en
valores absolutos.Si ahora se programara en coordenadas cartesianas, el punto de referencia sería el punto 7 ! si se hicieraen polares el origen de coordenadas es el punto * u origen polar.Se puede traba$ar tanto en polares como en cartesianas ! los puntos de referencia no tienen nada ue ver,en este caso, el uno con el otro.La función FOP viene eplicada en el manual de programación.=n punto a tener en cuenta es ue siempre ue se apliue una interpelación circular F54 o F5P elorigen de coordenadas polares ueda en el centro de giro de la interpelación, independientemente de uese ha!a programado con anterioridad la función FOP.COOR'NAA( $O#AR'(
%uando se traba$a en coordenadas polares, únicamente se pueden reali#ar movimientos en el plano dose$es a la ve#K.
Si se desea reali#ar movimientos en el espacio tres e$esK, es obligatorio programar en coordenadascartesianas o en coordenadas cilíndricas.
+l formato para definir un punto del plano en coordenadas polares es:
+n mm: 0XJ(H.P AXJ(P.P.
+n pulgadas: 0XJ(P.H AXJP.P
Siendo 0 el valor del radio ! A el valor del "ngulo, con respecto al origen polar. +l "ngulo siempre engradosK.
+n el momento del encendido, después de )74, )P7, +)+0F+&%2A o 0+S+/, el %&% asume comoorigen polar el punto 7 ;7. %ada ve# ue se cambie de plano principal durante la e$ecución de un
programa, el origen polar pasar" a ocupar el punto de origen de coordenadas de dicho plano
Si programamos F6G, el origen polar pasar" a ser el punto 7
-
8/18/2019 Apunte cnc-1.doc
29/53
-
8/18/2019 Apunte cnc-1.doc
30/53
-
8/18/2019 Apunte cnc-1.doc
31/53
-
8/18/2019 Apunte cnc-1.doc
32/53
-
8/18/2019 Apunte cnc-1.doc
33/53
-
8/18/2019 Apunte cnc-1.doc
34/53
%9D. $R'('#'CCI"N ' ORI%'N $O#AR
*or medio de la función FOP se puede preseleccionar cualuier punto de un plano ;,
-
8/18/2019 Apunte cnc-1.doc
35/53
$RO%RAMACI"N ' #O( MOEIMI'NTO(&
-
8/18/2019 Apunte cnc-1.doc
36/53
9ormas de despla#amiento:
F77. *5S2%25&A)2+&/5 0^*2'5:
Los despla#amientos programados a continuación de F77 se e$ecutan en avance r"pido establecido en la puesta a punto de la m"uina, mediante los par"metros m"uina *4-, *H-, *3- ! *G-.+isten dos formas de despla#amiento en F77, dependiendo del valor dado al par"metro m"uina *64H 4KK.
aK F77 con tra!ectoria no controlada. *64H 4KZ7+l valor del avance r"pido es independiente para cada e$e, de esta forma cuando se mueven varios e$es ala ve#, la tra!ectoria no es controlada.
bK F77 vectori#ado. *64H 4KZl+n este caso, independientemente del número de e$es ue se muevan, la tra!ectoria resultante es siempreuna línea recta entre el punto inicial ! el punto final.
aK *64H4KZ7 bK *64H4KZ6
+$emplo:
*unto de comien#o 677 ;677, programa: &H F77 FO7 H77 ;P77
)ediante el par"metro m"uina *H se puede establecer si el conmutador V de avance, cuando se traba$aen F77, actúa del 7V al 677V. o ueda fi$o al 677V.Cuando se enciende el CNC= des4ués de e1ecutarse M02FMD0= des4ués de una 'M'R%'NCIA odes4ués de un R'('T= el CNC asume el c/dio %00.
+l código F77 es modal e incompatible con F76, F74, F7P ! FPP. La función F77 puede programarsecomo F, F7 o F77.
Al programar la función F77, no se anula la última 9 programada, es decir, cuando se programa denuevo F76, F74 o F7P se recupera dicha 9.
6. F76. 2&/+0*5LA%2_& L2&+AL:
Los despla#amientos programados después de F76 se e$ecutan según una línea recta al avance 9 programado.
-
8/18/2019 Apunte cnc-1.doc
37/53
%uando se mueven dos o tres e$es simult"neamente la tra!ectoria resultante es una línea recta entre el punto inicial ! el punto final.
La m"uina se despla#a según dicha tra!ectoria al avance 9 programado.
+l %&% calcula los avances de cada e$e para ue el avance de la tra!ectoria resultante sea la 9 programada.
+$emplo:
F76 FO7 3-7 ;H77 96-7
)ediante el conmutador del panel frontal del %&% se puede variar el avance 9 programado entre el 7V! el 647V, o bien entre el 7V ! el 677V, dependiendo del valor del par"metro *647 4K.
'urante el tiempo ue se pulsa cualuier tecla de 5F e$ecut"ndose un movimiento en F76, el porcenta$e de la velocidad de avance ser" del 477V de la velocidad de avance programada, siempre ueel par"metro m"uina *6474K tenga un valor igual a cero. +sto mismo ocurrir" cuando se active la
entrada eterna de )A0%EA S/A0/K si el par"metro *64P8K tiene un valor igual a uno.La función F76 es modal e incompatible con F77, F74, F7P ! FPP.
La función F76 puede ser programada como F6.
F7H. /+)*502
-
8/18/2019 Apunte cnc-1.doc
38/53
F7H B4.- /empori#ación de 4,- seg.
Si el valor de B se programa con un número, éste podr" tener un valor comprendido entre 7.77 ! OO.OO,sin embargo si programamos por medio de un par"metro B *4K, éste podr" tener un valor comprendidoentre 7.77 ! 3--.P-.
La tempori#ación se e$ecuta al comien#o del bloue en ue est" programada.
La función F7H puede programarse como FH.
Selección de planos: F68, F6G, F6O
F68 : Selección del plano ;F6G : Selección del plano <F6O : Selección del plano ;<
La selección de plano debe emplearse cuando se van a reali#ar interpolaciones circulares, redondeocontrolado de aristas, entrada ! salida tangencial, achaflanado, ciclos fi$os de mecani#ado, giro delsistema coordenadas o cuando se va a utili#ar la compensación de radio o longitud de herramienta.
+l %&% aplica compensación de radio a los dos e$es del plano seleccionado ! compensación de longitud
al e$e perpendicular a dicho plano.
%omo !a hemos eplicado anteriormente F74JF7PK en el caso de m"uinas de cuatro e$es se empleanlos mismos códigos F68, F6G, F6OK para traba$ar con el cuarto e$e.
Si el cuarto e$e ?K es incompatible con el e$e ,
F68 : Selección del plano ; o ?;F6G : Selección del plano < o ?<
Si el cuarto e$e ?K es incompatible con el e$e ;,
F68 : Selección del plano ; o ?F6O : Selección del plano ;< o ?<
Si el cuarto e$e ?K es incompatible con el e$e
-
8/18/2019 Apunte cnc-1.doc
39/53
F4-. SAL/5S ; LLA)A'AS 2&%5&'2%25&AL+S:
La función F4- puede utili#arse para saltar de un bloue a otro dentro del mismo programa. +n elmismo bloue en el cual se programa la función F4- no se puede programar m"s información.
+isten dos formatos de programación:
9ormato aK &H F4- &H
&H ( &úmero de bloueF4- ( %ódigo de salto incondicional
&H ( &úmero del bloue al ue se salta
%uando el %&% lee este bloue, salta al bloue indicado ! el programa continua normalmente, a partirde este último bloue.
+$emplo: &7 F77 677 &-
-
8/18/2019 Apunte cnc-1.doc
40/53
Las herramientas se programan mediante los códigos /4.J/.4J/4.4
( &úmero de herramienta. Las dos cifras del código /4. o los dos ue est"n a la i#uierda del puntodecimal con el código /4.4, pueden tener un valor comprendido entre 77 ! OO. +ste valor se emplea
para seleccionar la herramienta deseada en los casos de m"uina con cambiador autom"tico deherramientas ! puede ser limitado a un valor inferior a OO por medio del par"metro m"uina *6PO.
( %ompensación de herramienta tablaK. Las dos cifras a la derecha del punto decimal tanto en elcódigo /.4 como en el /4.4 pueden tener un valor comprendido entre 77 ! OO.
%uando se programa FH6 o FH4, el %&% aplica como valor de compensación de radio la suma de losvalores 0X2 almacenados, en la dirección de / 77 ( OOK programada.
Si se programa FHP, el %&% aplica como valor de compensación de longitud la suma de valores LXBalmacenados en la dirección de /77 ( OOK programada.
Si no se ha programado ninguna / el %&% aplica la dirección 77.77.
Los m"imos valores de compensación, tanto en radio como en longitud son de:
0 XJ ( 6777,777 mm XJ ( PO,P3OO pulgadasK L XJ ( 6777,777 mm XJ ( PO,P3OO pulgadasK2 XJ ( P4,833 mm XJ ( 6,4O77 pulgadasKB XJ ( P4,833 mm XJ ( 6,4O77 pulgadasK
Los valores de compensación de radio ! longitud deherramienta se graban en el %&% mediante el modo deoperación: /ACLA '+ E+00A)2+&/AS GK, asimismo se pueden verificar ! modificar losvalores de 2,B sin detener la e$ecución de un ciclo ver manual de operaciónK.
/ambién se pueden cargar los valores por programa, mediante el código F-7.
-orma de utiliaci/n de los c/dios T2.2FT2.FT.2
)"uinas sin cambiador autom"tico de herramienta
+n el caso de m"uinas con cambio manual de herramienta, las dos cifras del código /4., o las dos ueest"n a la i#uierda del punto decimal con el código /4.4, no tienen ningún significado ! se puede
programar cualuier valor, entre 7 ! el valor asignado al par"metro *6PO. Se recomienda dar a este par"metro el m"imo valor OOK.
Las dos cifras a la derecha del punto decimal con los códigos /.4 o /4.4 77 ( OOK, se utili#an paraseleccionar el valor de compensación deseado.
/an pronto como el %&% lee un código /.4 o /4.4, aplica los nuevos valores de compensación.
+l %&% asume ue una m"uina no tiene cambiador autom"tico de la herramienta, si los par"metros*66-lK ! *66--K est"n a cero.
)"uinas con cambiador autom"tico de herramienta
Las dos cifras del código /4., así como las dos cifras a la i#uierda del punto decimal con el código /4.477 ( OGK, se utili#an para seleccionar la herramienta deseada.
%uando el %&% lee un valor de / 77 ( OGK, si es diferente al programado previamente, lo saca aleterior en código C%'. Si es igual al programado, lo desestima. Aunue se den las condiciones de /distinta a la programada previamente ! salida al eterior en código C%', el cambio de herramienta nose produce hasta ue no se programe el código )73.
Si se programan dos herramientas diferentes seguidas sin el código )73 entre ambas, el %&% mostrar"el código de error -P ecepto si la segunda herramienta programada es la ue est" !a en el cabe#al. +neste caso, el % ( &% no mostrar" error -P ! únicamente tendr" en cuenta el nuevo valor decompensación./ambién dar" error -P si se programa el código )73 sin haber programado previamente unaherramienta diferente a la ue est" en el cabe#al, a no ser ue el par"metro 6PO sea igual a cero.
-
8/18/2019 Apunte cnc-1.doc
41/53
*ara reanudar el traba$o después de un error -P: ( Seleccionar el modo de operación )A&=AL ( /eclear el número de herramienta ue en ese momento se halle en el cabe#al ( /eclear *77 ( *ulsar +&/+0 'e este modo se ha confirmado al %&% ué herramienta est" en el cabe#al.
Las dos cifras a la derecha del punto decimal en caso de los códigos /4.4 o /.4 se utili#an paraseleccionar el valor de compensación deseado en la tabla de herramientas.
/an pronto como el %&% lee el código /4.4, aplica los valores de compensación correspondientes alnuevo código 77 ( OOK, si la cifra a la i#uierda del punto decimal selección eterior de herramientaK esigual a la última programada. Si únicamente se desea cambiar el valor de compensación manteniendo lamisma herramienta de traba$o, se recomienda programar el nuevo valor de la tabla de herramientasmediante el código /.4
Si se programa /4.4 ! el código de selección eterior de herramienta cifra a la i#uierda del puntodecimalK es distinto al programado anteriormente, el %&% no asume los nuevos valores decompensación hasta ue no se efectúa el cambio real de herramienta, es decir, hasta ue no se e$ecuta)73.
*ara iniciali#ar el almacén de herramientas, es necesario efectuar en /+A%E ( 2&. ( /OO. ( )A0%EA %2%L7La e$ecución de /OO, coloca todas las herramientas como herramientas normales, por lo tanto, si eistealguna especial deber" indicarse nuevamente. 'e esta forma, la herramienta 6 est" en la posición 6, la 4en la 4, etc.
Aunue se desconecte el %&%, al encenderse, nuevamente recuerda la posición real de las herramientasen el almacén.
+l formato para seleccionar la herramienta en un programa es: /4.4+sto significa ue los valores permitidos son: desde / 77 . 77 hasta / OO . OO
T 2 . 2
Selección de corrector en tabla de herramientas%&.
Selección de posición del almacén de herramientas.
%ódigo de selección de herramienta.
-
8/18/2019 Apunte cnc-1.doc
42/53
+n otros controles se programa: /4 '4 La letra ' reempla#a al punto K
/abla de herramientas, correctoresK, en el %&% 9agor G747)F:
/ 0 L 2 B
/ .7 7 7 7 7/ .6 P (47 7 7/ .4 - (4G 7 7/ .P H (3 7 7/ .H 64.8 (P7 7 7```````````````````````.```````````````````````..
/ .O8 7 7 7 7/ .OG 7 7 7 7/ .OO 7 7 7 7
%orrector / .4 0, L, 2, B Longitud Eerramienta Z L X B 0adio de Eerramienta Z 0 X 2
FHP .. Activa compensación de longitud de herramienta. modal K.
FHH .. Anulación de FHP. modal ! start K.
+n algunas )E%& los correctores / .7 ! /.OO tienen funciones especiales ! no pueden ser modificados.+sto es así, generalmente en las )E%& con cambio autom"tico de herramientas.
T 2 2
Selección de corrector en tabla de herramientas%&.
Selección de posición del almacén de herramientas.
%ódigo de selección de herramienta.
-
8/18/2019 Apunte cnc-1.doc
43/53
%5)*+&SA%2_& '+ L5&F2/=' '+ E+00A)2+&/A:
*or medio de esta función se pueden compensar posibles diferencias de longitud entre la herramienta programada ! la herramienta ue se va a emplear.
+l %&% tiene capacidad para almacenar dimensiones radio ! longitudK de 677 herramientas, /.77 a/.OO
L indica la longitud de la herramienta ! B el valor ue se suma o se resta al valor de L para corregir peueñas variaciones de la longitud de herramienta.Los m"imos valores de compensación de longitud son:L XJ ( 6777 mm o PO,P3OO pulgadas.B XJ ( P4,833 mm o XJ ( 6,4O77 pulgadas.
Los códigos para llamar a la compensación de longitud son:FHP : %ompensación de longitudFHH : Anulación de compensación de longitud
%uando se programa FHP, el %&% compensa la longitud de acuerdo con el valor seleccionado en la tablade herramientas /.77 ( /.OOK.
La compensación de longitud se aplica al e$e perpendicular al plano principal.
F68 : %ompensación de longitud en el e$e <F6G : %ompensación de longitud en el e$e ;F6O : %ompensación de longitud en el e$e
La compensación de longitud al HD e$e ?K se aplicar" cuando proceda, es decir cuando su e$eincompatible no forme parte del plano principal.
La función FHP es modal mantenidaK ! se anula mediante FHH, F8H, )74 ! )P7 o al e$ecutarse un0+S+/ o una +)+0F+&%2A.
La compensación de longitud puede usarse $unto con los ciclos fi$os, pero en este caso ha! ue tener la precaución de aplicar dicha compensación antes del comien#o del ciclo.
-
8/18/2019 Apunte cnc-1.doc
44/53
+$emplo de compensación de longitud
Se supone ue la herramienta utili#ada es H mm m"s corta ue la programada.
+l número de la herramienta es /6.6 +n la tabla de herramientas se ha grabado el valor L ( HK.
&7 FO4 7 ;7
-
8/18/2019 Apunte cnc-1.doc
45/53
%90 %9G. $RO%RAMACI"N A*(O#!TA. $RO%RAMACI"N INCR'M'NTA#&
La programación de las coordenadas de un punto, se puede reali#ar, bien en coordenadas absolutas FO7o bien en coordenadas incrementales FO6.
%uando se traba$a en FO7 las coordenadas del punto programado, est"n referidas al punto de origen decoordenadas.
%uando se traba$a en FO6, las coordenadas del punto programado, est"n referidas al punto anterior de latra!ectoria, es decir, los valores programados indican el despla#amiento a reali#ar en el e$ecorrespondiente.
/ras el encendido, después de e$ecutar )74,)P7, +)+0F+&%2A o 0+S+/, el %&% asume la funciónFO7.
Las funciones FO7 ! FO6 son incompatibles entre sí en un mismo bloue.
Supongamos ue el punto inicial es el *7 47,67K.
*rogramación absoluta FO7
FO7 -7 ;H7 *7 *6 ;67 *6 *4 47 *4 *7
*rogramación incrementalFO6
FO6 P7 ;P7 *7 6 ; ( P7 *6 *4 ( P7 *4 *7
-
8/18/2019 Apunte cnc-1.doc
46/53
$RO%RAMACION '# AEANC' -)
+l significado de la 9 velocidad de avance programableK difiere según estemos traba$ando en FOH o enFO-, según el valor del par"metro m"uina *64--K cuando estamos traba$ando en FOH ! según elsistema empleado en la programación sea en mm 7 en pulgadas.+l avance m"imo real de la m"uina puede estar limitado a un valor inferior ver libro de instruccionesde la m"uinaK.+l avance de traba$o m"imo de la m"uina puede ser programado directamente o bien utili#ando el
código 97.+$emplo: +n un m"uina cu!o avance de traba$o programableK .m"imo sea P.777 mmJmin., esigual programar 9P777 o 97.+l avance 9 programado es efectivo cuando se traba$a en interpolación lineal F76K o circularF74JF7PK. +n el supuesto de ue no se programe la función 9, el %&% asumir" el avance 97. Si setraba$a en posicionamiento F77, la m"uina se mover" en r"pido, independiente de la 9 programada.La velocidad r"pida se fi$a para cada e$e en la puesta a punto de la m"uina, siendo el valor m"imo
posible de 3-,-P- mtsJmin. ver libro de instrucciones de la m"uinaK.+l avance programado puede variarse mediante el conmutador ue se halla en el frontis del %&% entre7V ! 647V o entre 7V ! el 677V, según sea 7 o 6 el par"metro m"uina *6474K. %uando se e$ecuta elciclo fi$o FGH roscado con machoK, cuando est" activa la función FPP o en los movimientos de
palpación F8-K, este conmutador ueda anulado ! se traba$a al 677V de la 9 programada.
%9. Aance - en mmFmin.A partir del momento en ue se programa el código FOH, el control entiende ue los avances programados mediante 9, lo son en 6 mmJminuto 7,l pulgadasJminutoK o bien en 7,6 mmJminuto 7,7l pulgadas J minutoK dependiendo del valor dado al par"metro m"uina *64S-K.La función FOH es modal, es decir una ve# programada se mantiene activa hasta ue se programe FO-.Al encendido o después de )74, )P7 un 0+S+/ F+&+0AL o una +&+0F+&%2A el %&% asume lafunción FOH.
%9J. Aance - en mmFreoluci/nA partir del momento en ue se programa el código FO- el control entiende ue los avances
programados mediante 9P.H lo son en mmJrevolución es decir: 96 Z 6 mmJrevolución. +l m"imo valor programable es 9-77 ue euivale a -77 mmJrevolución. +n pulgadas el formato es 94.H 96 Z 6 pulgadaJrevoluciónK ! el m"imo valor programable es: 96O.3G-7 ue euivale a 6O,3G-7 pulgadasJrevolución.La función FO- es modal, es decir una ve# programada se mantiene activa hasta ue se programe FOH.+sta prestación solamente podr" ser utili#ada, si la m"uina dispone de un captador rotativo en elcabe#al.
%9;. Eelocidad de aance su4er3icial constante%uando programamos FO3 el control entiende ue el avance 9 programado corresponde al del punto decorte de la herramienta con la pie#a.%on esta función se consigue ue la superficie de acabado en curvas interiores, sea uniforme. Lafunción FO3 es modal ! se anula mediante FO8,)74 o )P7./raba$ando con la función FO3, la velocidad del centro de la herramienta en las curvas interioresdisminuir" para ue se mantenga constante la del punto de corte.
%9K. Eelocidad de aance del centro de la @erramienta constante
%uando programamos FO8 la velocidad de avance programada corresponde a la tra!ectoria del centro dela herramienta.La función FO8 es modal e incompatible con FO3 ! es asumida por el %&% en el momento de encendidoo después de )74, )P7, 0+S+/ o una +)+0F+&%2A.
E'#OCIA ' %IRO '# CA*'A# $ARAA ORI'NTAA '# CA*'A# ()
-
8/18/2019 Apunte cnc-1.doc
47/53
+l código S tiene 4 significados:aK >elocidad de giro del cabe#al)ediante el código SH se programa directamente la velocidad de giro del cabe#al en revoluciones porminuto.Se puede programar un valor comprendido entre S7 ! SOOOO, ue corresponder" a 7 revJmin. ! OOOOrev.Jmin. +ste valor m"imo viene limitado por el m"imo permitido en cada caso concreto de m"uina! viene definido por par"metro m"uina.
+n cada caso concreto, es necesario consultar el cuaderno de instrucciones de la m"uina.La velocidad de cabe#al programada puede ser variada entre el -7V ! el 647V, mediante las teclas uese hallan en el panel frontal del %&%.%uando se e$ecuta el ciclo fi$o FGH roscado con machoK o cuando est" activa la función FPP, estas teclasno son operativas ueda fi$a al 677V de la velocidad de giro S programadaK.
bK *arada orientada del cabe#alSi a continuación de la función )6O se programa SH.P, el código SH.P significa la posición de parada delcabe#al en grados a partir del impulso cero m"uina, procedente del encoder. +l %&% enviar" unasalida S analógica definida mediante los par"metros m"uina *66-8K ! *6PG hasta ue el cabe#al sesitúe en el punto definido mediante SH.P.*ara poder reali#ar esta función es necesario disponer de un captador rotativo encoderK acoplado alcabe#al de la m"uina.
!NIA'( ' M'IA
F87 : *rogramación en pulgadasF86 : *rogramación en milímetros
Según se ha!a programado F87 o F86, el %&% toma las cotas programadas a continuación como pulgadas o milímetros.
Las funciones F87 J F86 son modales e incompatibles entre sí.
+n el momento del encendido, después de )74,)P7, 0+S+/ o una +)+0F+&%2A el %&% asume elsistema de unidades definido mediante el par"metro ( m"uina *6P.
-!NCION'( A!LI#IAR'( M)
Las funciones auiliares se programan mediante el código )4.Se pueden programar O3 funciones auiliares diferentes )77 ( )OOK, salvo )H6,)H4,)HP,)HHimplícitas con la S.
-
8/18/2019 Apunte cnc-1.doc
48/53
+n un bloue se pueden programar hasta un m"imo de 8 funciones auiliares.%uando en un bloue se ha!a programado m"s de una función auiliar, el %&% las e$ecutacorrelativamente al orden en ue se ha!an programado.Algunas de las 677 funciones auiliares tienen asignadas un significado interno en el %&%.
)77. *arada de programa%uando el %&% lee en un bloue el código )77 interrumpe el programa. *ara reanudar el mismo ha!ue dar nuevamente la orden de )A0%EA.
Se recomienda personali#ar esta función en la tabla de funciones ) decodificadas, de forma ue see$ecute al final del bloue en ue esté programada ver )anual de 2nstalación ! *uesta en )archaK.
)76. *arada condicional del programa2déntica a )77, salvo ue el %&% sólo la tiene en cuenta si est" activada la entrada 1*aradacondicional1.
)74. 9inal de programa+ste código indica final de programa ! reali#a una función de 10eset general1 del %&% *uesta encondiciones inicialesK. /ambién e$erce la función de )7-.Al igual ue en el caso de )77, se recomienda personali#aría para ue se e$ecute al final del bloue enue esté programada.
)P7. 9inal de programa con vuelta al comien#o2déntica a )74 salvo ue el %&% vuelve al primer bloue del comien#o del programa. /ambién e$ercela función de )7-. Si el par"metro *64PPKZ7, cuando se realice un 0+S+/ el %&% enviar" al eteriorel código )P7.
)7P. Arranue del cabe#al a derechas sentido horarioK+ste código significa arranue del cabe#al a derechas. %omo se eplica en el apartado correspondiente,el %&% e$ecuta autom"ticamente este código en los ciclos fi$os de mecani#ado. Se recomienda
personali#ar esta función de forma ue se e$ecute al comien#o del bloue en ue est" programada.
)7H. Arranue del cabe#al a i#uierdas sentido anti ( horarioK2déntico a )7P salvo ue el cabe#al arranca en sentido contrario de giro.
)7-. *arada del cabe#alSe recomienda personali#ar el %&% de forma ue esta función se e$ecute al final del bloue en ue est"
programada.
)73. %ódigo de cambio de herramientaA/+&%27&: La función )73 ha! ue personali#aría de forma ue se e$ecute al final del bloue.
)6O. Salida analógica S residual para cambio de herramienta ! parada orientada del cabe#al
+isten dos formas de funcionamiento cuando se e$ecuta la función )6O:aK Si solo se programa )6O, al e$ecutar esta función el %&% saca al eterior el código )6O ! aplicauna salida analógica S residual definida mediante los par"metros *66-8K ! *6PG. La salida analógicaresidual desaparece al e$ecutarse cualuier otra m o SH programada.
bK *arada orientada del cabe#al
Si a continuación de )6O se programa SH.P, el código SH.P significa la posición de parada del cabe#alen grados a partir del impulso cero ( m"uina, procedente del encoder. +l %&% sacar" al eterior elcódigo )6O ! a continuación enviar" una salida S analógica definida mediante los par"metros m"uina*66-8K ! *6PG hasta ue el cabe#al se sitúe en el punto definido mediante SH.P.
Si se programa en un bloue )6O SH.P, no se admite m"s información en dicho bloue.
La aplicación de esta prestación implica ue el cabe#al de la m"uina deber" disponer de un captadorrotativo encoderK.
-
8/18/2019 Apunte cnc-1.doc
49/53
%2%L5S 925S '+ )+%A&2
-
8/18/2019 Apunte cnc-1.doc
50/53
] La e$ecución del ciclo fi$o no altera la historia de las funciones F anteriores ni el sentido de girodel cabe#al. Se puede entrar en un ciclo fi$o con cualuier sentido de giro )7P,)7HK, saliendo con elmismo ue se entró. Las paradas e inversiones ue el ciclo implica no afectan a lo indicadoK.
%aso de entrar en el ciclo fi$o con el cabe#al parado, éste arrancar" a derechas )7PK, manteniéndose elsentido de giro una ve# terminado el ciclo.
La definición de un ciclo fi$o anula la compensación de radio. +s euivalente a FH7.
+n el bloue de definición de un ciclo fi$o, si tras la F correspondiente al ciclo, se programaF74,F7P,F7G,F7O o FPP, ésta función eliminar" la F correspondiente al ciclo.
%uando se define un ciclo fi$o, salvo el F8O, estando activa la función F74,F7P,FPP o se programa lafunción F7G o F7O en el mismo bloue, el %&% dar" el error H.
=na ve# definido cualuier ciclo fi$o, en los bloues ue vienen a continuación, es posible programar lasfunciones F74,F7P,F7G o F7O.
'efinición del ciclo fi$o FG6,FG4,FGH,FG-,FG3,FGOKLa estructura b"sica del bloue en ue se define un ciclo fi$o, de los arriba indicados es la siguiente:
&H FG FOG o OOK XJ ( H.P ;XJ ( H.P
-
8/18/2019 Apunte cnc-1.doc
51/53
'espla#amiento en r"pido del e$e < desde el plano de partida hasta el plano de referencia deacercamientoK.
'espla#amiento en avance de traba$o del e$e < hasta el fondo del mecani#ado.
/iempo de espera si se ha programado B.
0etroceso en r"pido de la herramienta e$e
-
8/18/2019 Apunte cnc-1.doc
52/53
&7 FG6 FOG F77 FO6 4-7 ;P-7 < ( OG 2 ( 44 9L77 S-77 &6 &- FOP 24-7 4-7 &67 A ( H- &P &6- FG7 FO7 7 ;7 &47 )P7
*rimer bloue &7K
FG6 : 'efine el ciclo fi$o de taladrado.FOG : 'efine el retroceso de la herramienta e$e
-
8/18/2019 Apunte cnc-1.doc
53/53
Secuencia ! eplicación del traba$o
6. +l e$e se despla#ar" en r"pido hasta el punto 4-7 ! el e$e ; se mover" hasta el punto ;P-7.4. +l cabe#al arrancar" girando a derechas )7PK con una velocidad de -77 revJmin.P. +l e$e < se despla#ar" en r"pido OG mm hasta < ( OG plano de referenciaK.H. +l e$e < se despla#ar" en avance de traba$o 9277K otros 44mm hasta el punto < ( 647 fondo deltaladroK.-. +l e$e < retroceder" en r"pido hasta el plano de partida < 7K.3. Los e$es e ; se despla#an en r"pido hasta un punto ue est" a H-D del anterior sobre unacircunferencia de centro 4-7,;4-7 ! radio 677 distancia del primer agu$ero al origen polarK.
8. Se repetir"n los apartados P., H. ! -.G. Se repetir" el apartado 3.O. Se repetir"n los apartados P., H. ! -.67. Se repetir" el apartado 3.66. Se repetir"n los apartados P., H. ! -.64. Los e$es ,; se despla#ar"n en r"pido hasta 7,;7.6P. 9in del programa. Se detiene el cabe#al.
5tra forma de programar este e$emplo sería la siguiente: Suponiendo ue el centro polar se encuentra enel punto 7 ;7 &7 FG6 FOG F77 FO6 0HP7.663 A-H.H34 < W OG 2 ( 44 9677 S-77 &6