ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE …
74
ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE CARBONATO DE GLICEROL POR MEDIO DEL SOFTWARE UNISIM TM A PARTIR DEL GLICEROL OBTENIDO DE LA PRODUCCIÓN DE BIODIESEL. JADER EDUARDO REYES GUARDO UNIVERSIDAD DE SANBUENAVENTURA SECCIONAL CARTAGENA FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA DE INDIAS D. T. Y C. 2015
Transcript of ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE …

ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE CARBONATO DE
GLICEROL POR MEDIO DEL SOFTWARE UNISIMTM A PARTIR DEL GLICEROL
OBTENIDO DE LA PRODUCCIÓN DE BIODIESEL.
JADER EDUARDO REYES GUARDO
UNIVERSIDAD DE SANBUENAVENTURA SECCIONAL CARTAGENA
FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO PROGRAMA DE INGENIERÍA QUÍMICA
CARTAGENA DE INDIAS D. T. Y C. 2015

ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE CARBONATO DE
GLICEROL POR MEDIO DEL SOFTWARE UNISIMTM A PARTIR DEL GLICEROL
OBTENIDO DE LA PRODUCCIÓN DE BIODIESEL.
JADER EDUARDO REYES GUARDO
Proyecto de Trabajo de Grado presentado como requisito para optar al título de Ingeniero Químico
Director M.Sc. Yeimmy Peralta
Ingeniera Química
UNIVERSIDAD DE SANBUENAVENTURA SECCIONAL CARTAGENA
FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO PROGRAMA DE INGENIERÍA QUÍMICA
CARTAGENA DE INDIAS D. T. Y C. 2015

i
PAGINA DE APROBACION
Tutor
Evaluador
Jefe de Comité de Evaluación
ii
AGRADECIMIENTOS
Quiero agradecer a Dios, el creador del universo, porque él es mi sustento y
refugio, en los momentos difíciles el estuvo para darme ánimo, fuerza y valentía
para salir adelante.
A mis padres Juan Manuel Reyes Castillo y Rita Isabel Guardo Lopéz por su amor
y apoyo incondicional en cada momento de mi vida.
A mi hermana Viviana Margarita Reyes Guardo por su apoyo, comprensión y
consejos que me brindo durante mi carrera profesional.
A mi tía Lenis Guardo Lopéz por tenerme presente en su vida y manifestándome
su cariño y amor.
A mi tutora Yeimmy Peralta por su colaboración para terminar este trabajo de
grado y a Eduardo Sanchéz por el apoyo brindado durante el inicio de este
trabajo.

iii
CONTENIDO
Pág.
INTRODUCCIÓN
1. PROBLEMA DE INVESTIGACIÓN………….………………………………........…. 1.1 PLANTEAMIENTO DEL PROBLEMA…......………………………………………. 1.2FORMULACIÓN DEL PROBLEMA..…….……………………………….…..…...... 1.3 JUSTIFICACIÓN……..………….……………………………………………........... 1.4 OBJETIVOS.....…………………………………………………….……..…..…........ 1.4.1 Objetivo General..….....……………………………………………………...….…. 1.4.2 Objetivos Específicos…...………………………………………………………..... 2. MARCO REFERENCIAL...……………………………….………………………....... 2.1ANTECEDENTES INVESTIGATIVOS.…………………………………………....... 2.2 MARCO TEÓRICO...……………………………………………………….…........... 2.2.1 Historia de la glicerina………………………………...………………………........ 2.2.2 Glicerina..………………………………………………………………….………..... 2.2.3 Características físico-químicas de la glicerina.....…………………….……........ 2.2.4 Caracterización de la Glicerina.………………………………………..…….……. 2.2.5 Usos de la Olequímica en la industria………………………………..…….…..... 2.2.6 Reacciones de conversión del Glicerol…………………………………………… 2.2.6.1 Transesterificación….…………………………………………………….…....... 2.2.6.2 Hidrólisis……………………………………………………………..…..……...... 2.2.6.3 Saponificación...………………………………………………………………...... 2.2.7 Usos industriales de la glicerina…………………………………………..…........ 2.2.7.1 Resinas alquídicas..…………………………………………………………........ 2.2.7.2 Explosivos…..…………………………………………………………………...... 2.2.7.3 Fármacos……………………………………………………………………......... 2.2.7.4 Cosméticos………………………………………………………………….......... 2.2.7.5 Alimentos……………………………………………………………………….…. 2.2.7.6 Emulsificantes………………………………………………………………......... 2.2.8 Rutas de Conversión de Glicerol….…………………………………………..….. 2.3 MARCO LEGAL……………………………………………………………….…....... 3. DISEÑO METODOLÓGICO……………………………………………………..….… 3.1 TIPO DE INVETSIGACION……………………………………………………...….. 3.2 DISEÑO ADOPTADO…………………………………………………………...…… 3.3 ENFOQUE ADOPTADO…………………………………………………………….. 3.4 TÉCNICAS DE RECOLECCIÓN DE INFORMACIÓN………………….…..……. 3.4.1 Fuentes Primarias………………………………………………………….….…… 3.4.2 Fuentes Secundarias…………………………………………………….…….….. 3.5 HIPÓTESIS………………………………………………………….………..……….
1 1 2 2 4 4 4 5 5 10 10 11 12 12 14 14 14 14 16 16 16 17 17 17 1818 19 21
23 23 23 23 24 24 24 24

iv
3.6 VARIABLES…………………………………………………………………….....….. 3.7 OPERACIONALIZACIÓN DE VARIABLES………………………………….……. 3.8 PROCESAMIENTO DE INFORMACIÓN……………………………………..…… 4. METODOLOGIA…………………..………………………………………….....….…. 4.1 SIMULACIONES DE LA PRODUCCIÓN DE CARBONATO DE GLICEROL……………………………………………………………………….………… 4.2 PASOS PARA SIMULAR LA PRODUCCIÓN DE CARBONATO DE GLICEROL………………………………………………………………………….….…… 4.2.1 SIMULACIÓN GLICEROL Y UREA ………………………..……………………. 4.2.1.1 Condiciones de Operación con Urea……………………………………..….... 4.2.1.2 Condiciones de operación de equipos simulación con urea…………..……. 4.2.2 SIMULACIÓN GLICEROL Y CO2 .................................................................... 4.2.2.1 Condiciones de Operación con CO2………………………………….………… 4.2.2.2 Condiciones de operación de equipos simulación con CO2……………….. 4.2.3 SIMULACIÓN GLICEROL Y DMC……………………………………….…...….. 4.2.3.1 Condiciones de operación con DMC……………………………………..….… 4.2.3.2 Condiciones de operación de equipos simulación con DMC………………. 4.2.4 SIMULACIÓN GLICEROL Y EC………………………………………….-……... 4.2.4.1 Condiciones de operación con EC…………………………………….…...….. 4.2.4.2 Condiciones de operación de equipos simulación con EC…………………. 5. RESULTADOS………………………………………………………………….….….. 5.1 RENDIMIENTOS DE CARBONATO DE GLICEROL…………………….….….. CONCLUSIONES…………………………………………………………………………. RECOMENDACIONES…………………………………………………………………… GLOSARIO……………………………………………………………………………..…. REFERENCIAS
24 25 25 26 26 26 34 34 39 40 40 44 46 46 50 51 51 54 56 56 58 59 60

v
LISTA DE FIGURAS
Pág
Figura 1. Formula de glicerol...……………………………………………………..….. Figura 2. Formula semidesarrollada de glicerol…..…………………………….…... Figura 3. Modelo 3D de la estructura molecular del glicerol..………………….….. Figura 4. Secuencia de reacciones para la producción de glicerol por transesterificación……………………………………….……………………..…... Figura 5. Reacción de hidrólisis para la producción de glicerol..…………….……. Figura 6. Reacción de saponificación para la producción de glicerol.….…….…... Figura 7. Preparación de carbonato de glicerol a partir de glicerol y Urea…………………………………………………………………………….……… Figura 8. Preparación de carbonato de glicerol a partir de glicerol y dióxido de carbono..……………………………………………………………………. Figura 9. Preparación de carbonato de glicerol a partir de glicerol y carbonato de etileno..…………………..………………………………….…………… Figura 10. Preparación de carbonato de glicerol a partir de glicerol y carbonato de dimetilo…………..………………………………………….………….… Figura 11. Rendimiento de carbonato de glicerol en cada ruta de obtención………………………………………………………………………..
11 11 11 15 16 16 19 20 20 21 57
vi
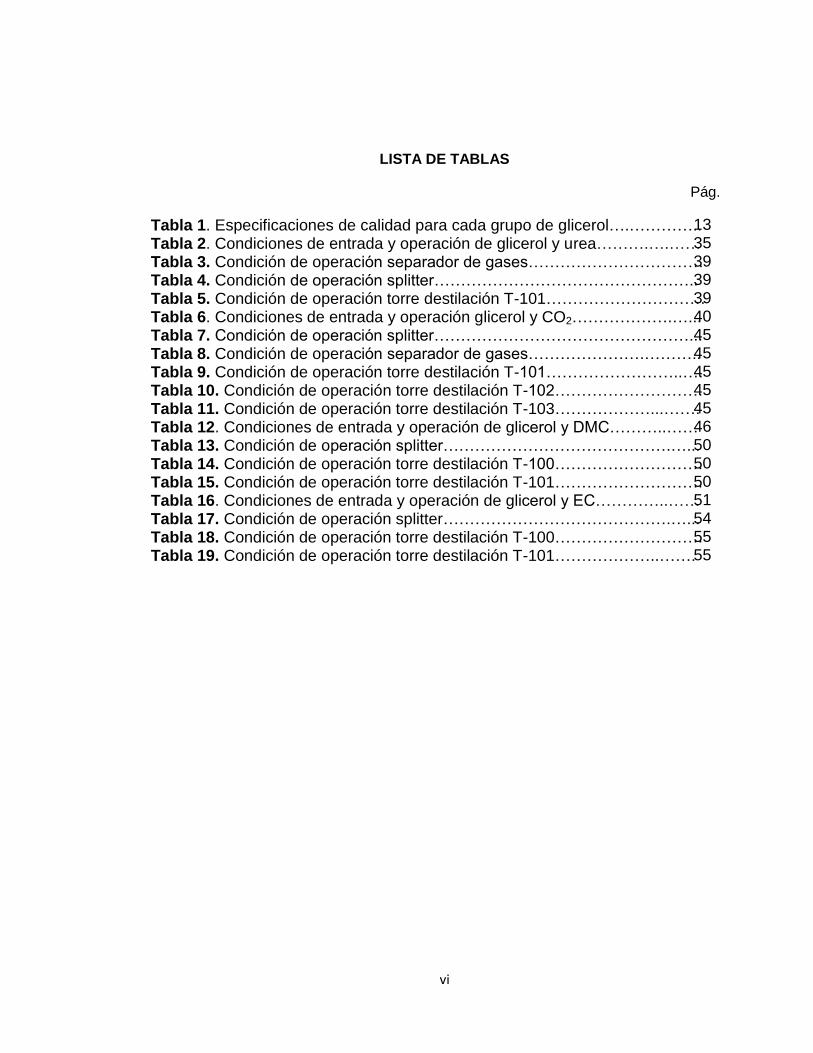
LISTA DE TABLAS
Pág.
Tabla 1. Especificaciones de calidad para cada grupo de glicerol….………….. Tabla 2. Condiciones de entrada y operación de glicerol y urea……….….…… Tabla 3. Condición de operación separador de gases…………………………… Tabla 4. Condición de operación splitter………………………………………….. Tabla 5. Condición de operación torre destilación T-101………………………… Tabla 6. Condiciones de entrada y operación glicerol y CO2……………….…... Tabla 7. Condición de operación splitter…………………………………………... Tabla 8. Condición de operación separador de gases………………….……….. Tabla 9. Condición de operación torre destilación T-101……………………..…. Tabla 10. Condición de operación torre destilación T-102………………………. Tabla 11. Condición de operación torre destilación T-103………………...……. Tabla 12. Condiciones de entrada y operación de glicerol y DMC………..…… Tabla 13. Condición de operación splitter…………………………………….…... Tabla 14. Condición de operación torre destilación T-100………………………. Tabla 15. Condición de operación torre destilación T-101………………………. Tabla 16. Condiciones de entrada y operación de glicerol y EC…………..…… Tabla 17. Condición de operación splitter…………………………………….…... Tabla 18. Condición de operación torre destilación T-100………………………. Tabla 19. Condición de operación torre destilación T-101………………..…….
13 35 39 39 39 40 45 45 45 45 45 46 50 50 50 51 54 55 55

vii
INTRODUCCIÓN
En los últimos años se han presentado avances en la utilización de los
biocombustibles, esto con la finalidad de romper poco a poco la dependencia de
los combustibles fósiles (petróleo, gas natural y carbón) los cuales generan un
gran impacto ambiental por la combustión de los mismos liberando gases como el
dióxido de carbono, monóxido de carbono, metano, entre otros, que al ir
acumulándose en la atmósfera generan el efecto invernadero y produciéndose el
cambio climático en nuestro planeta Tierra.
Dentro de los biocombustibles se encuentra el biodiesel que se produce por medio
de la reacción de transesterificación de un aceite y alcohol (metanol, el más
usado) catalizada por una base fuerte (NaOH o KOH) se obtiene el biodiesel y
como subproducto glicerol 1 ; para reducir el impacto ambiental por los
combustibles fósiles se ha presentado el aumentado de la producción de biodiesel,
así mismo la cantidad de glicerol.
En este trabajo se busca usar el glicerol, generado en la producción de biodiesel,
ya purificado para obtener un producto llamado carbonato de glicerol(CG)
mediante cuatro (4) rutas de obtención usando como reactivos urea, dióxido de
carbono (gas de efecto invernadero de gran interés porque se puede reducir el
impacto ambiental), carbonato de dimetilo (DMC) y carbonato de etileno(EC).
Estas reacciones se simularán en el software UnisimTM, teniendo en cuenta las
condiciones de operación de cada ruta reportadas en literatura científica y obtener
el carbonato de glicerol, el cual es un compuesto químico del cual se pueden
obtener otros productos debido a sus propiedades fisicoquímicas. Finalmente, las
simulaciones se someten a un análisis técnico para determinar cuál de las cuatro
rutas cumple con las mejores condiciones de operación.
1 BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase
continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 39 p
ANÁLISIS TÉCNICO DE 4 RUTAS DE OBTENCIÓN DE CARBONATO DE
GLICEROL POR MEDIO DEL SOFTWARE UNISIMTM A PARTIR DEL GLICEROL
OBTENIDO DE LA PRODUCCIÓN DE BIODIESEL.
1. PROBLEMA DE INVESTIGACIÓN
1.1 PLANTEAMIENTO DEL PROBLEMA
La disminución progresiva de las reservas de petróleo y la necesidad de reducir la
contaminación ambiental ha generado un fuerte incremento de la producción de
biodiesel como fuente alternativa de energía cercano a los 250000 kg/día2. Con la
producción de biodiesel se busca disminuir el impacto ambiental generado por la
combustión de sustancias de origen fósil como el petróleo, carbón y gas. Teniendo
en cuenta la tendencia mundial de aumento en el consumo energético y, por ende,
en la producción de combustibles renovables, es necesario diseñar rutas de
aprovechamiento del glicerol obtenido como subproducto de la obtención de
biodiesel ya que sus excedentes presentan elevados costos de disposición final.
Así, en la búsqueda de soluciones para la problemática de abastecimiento de
energía se plantea una solución a la saturación del mercado debido al glicerol.
De acuerdo con Da Silva y colaboradores el glicerol puede ser usado como
precursor en la industria de cosméticos, pinturas, alimenticia, farmacéutica, entre
otras, y en la actualidad están siendo evaluadas nuevas aplicaciones en la
industria de polímeros, en el campo de estabilizadores de madera, carbonato de
glicerol, entre otras aplicaciones que han originado la búsqueda de productos de
alto valor agregado. El glicerol no solo es económico y abundante, además su
calidad es fundamental en la búsqueda del mayor aprovechamiento como
producto principal en industrias afines. Cuando el glicerol es separado del
biodiesel queda con trazas de los demás componentes tales como metanol no
reaccionado, la mayor parte del catalizador utilizado y los jabones formados por la
reacción entre los ácidos grasos libres y el catalizador básico. Por tal motivo, el
valor comercial del glicerol en este estado es bajo y la eliminación de sus
contaminantes es complicada.3 Además, el contenido de metanol hace que este
producto sea considerado como un desecho peligroso.4
2ACCURSI Federico, et al. Indicadores Regionales. Economía Región Centro. Provincias de Santa fe, Córdoba
y Entre Ríos. 2012. 7p. 3DA SILVA Gervásio, MACK Matthias, CONTIERO Jonas. Glycerol: A promising and abundant carbon source for
industrial microbiology. Biotechnology Advances 27. 2009. 31p. 4AIMARETTI, et al. Aprovechamiento de la glicerina obtenida durante la producción de biodiesel. Rosario,
Argentina. Invenio.N°. 20. Vol.11. 2008. 139p.
2
Ante esta situación, la obtención de un producto a partir del glicerol podría ofrecer
ventajas económicas para el fortalecimiento de la producción del biodiesel. Entre
la gran variedad de sustancias que se pueden obtener se destaca el carbonato de
glicerol debido a que tiene excelentes características como precursor para las
industrias de obtención de polímeros, cosméticos, fármacos, entre otros. El
carbonato de glicerol (CG) es obtenido a partir de diferentes rutas, entre las cuales
se destacan: la carboxilación del glicerol con dióxido de carbono, obtención CG a
través de urea, obtención CG usando carbonato de etileno y obtención de CG por
medio de carbonato de dimetilo. Por consiguiente, la producción de CG utilizando
como reactivo el glicerol brinda un uso alternativo para la reducción de este
subproducto de la industria del biodiesel.
En el presente proyecto, se plantea realizar el análisis técnico de la obtención del
carbonato de glicerol a través de las rutas anteriormente mencionadas mediante el
desarrollo de cuatro casos de estudio en el software UniSimTM.
1.2 FORMULACIÓN DEL PROBLEMA
¿Cómo desarrollar un análisis técnico de 4 rutas de obtención de carbonato de
glicerol por medio del software UniSimTM a partir del glicerol obtenido de la
producción de biodiesel.?.
1.3 JUSTIFICACIÓN
La búsqueda de nuevas fuentes de energía como los biocombustibles, ha
captado la atención por la importancia de los mismos, con el fin de reducir la
dependencia a los combustibles fósiles en el futuro. Dentro de los
biocombustibles, el biodiesel ha aumentado su producción, por lo cual durante la
producción de biodiesel se genera como subproducto glicerol que al no tener una
buena disposición final se ha convertido en un residuo que puede afectar el medio
ambiente. Con base a esto, se decidió trabajar con el glicerol porque se puede
usar en las industrias de cosméticos, pinturas, automotor, alimenticia, tabaco,
farmacéutica, papel, cuero y textil. También es usado como materia prima para la
producción de varios químicos. Nuevas aplicaciones están siendo evaluadas en la
industria de alimentos, poliglicerol y poliuretanos, el campo de estabilizadores de
madera y producción de moléculas pequeñas, como dihidroacetona ácidos
glicérico y hidroxipiruvico y carbonato de glicerol. El glicerol no es solamente
barato y abundante, sino que además su grado de reducción es mejor que el de
los azúcares, lo cual ofrece la oportunidad de obtener químicos reducidos, como

3
succinato, etanol, xilitol, propianato, hidrógeno, entre otros, con rendimientos más
altos que en aquellos procesos en los que se usan azúcares.5 Esto contribuye a
nuevas investigaciones y aplicaciones dentro de la Ingeniería Química.
El presente proyecto es pertinente con las políticas de la Universidad de San
Buenaventura seccional Cartagena debido a que en el Proyecto Educativo
Bonaventuriano (PEB) asume la investigación como un proceso continuo,
permanente, sistemático, sustentado en la capacidad crítica, la interpretación y el
debate académico interno y externo de sus resultados.6 Debido a las políticas de
la Universidad, es necesario buscar soluciones que permitan reducir el impacto
ambiental del glicerol obtenido como residuo en la industria de producción de
biodiesel. Además, porque en este proyecto no se realizan pruebas
experimentales sino que se utiliza información técnica reportada en la literatura
científica, a partir de esto se desarrollarán simulaciones de las cuatro rutas de
obtención de CG como producto de alto valor agregado utilizando UniSimTM. Los
resultados obtenidos en las respectivas simulaciones se validarán con la
información reportada en la literatura científica permitiendo realizar comparaciones
técnicas entre las diferentes rutas de aprovechamiento del glicerol.
El subproducto principal de una planta de producción de biodiesel es el glicerol y
este puede ser vendido en forma concentrada y generar un producto de mayor
valor dándole una mejor utilidad a este subproducto.7De esta manera se logra
reducir la cantidad de glicerol obtenida de la producción de biodiesel evitando la
contaminación con este subproducto, a su vez se producen ingresos económicos
por la conversión del glicerol a CG, siendo este último útil en otras industrias.
El proyecto es factible porque se logrará el aprovechamiento del glicerol, pero para
saber cuál de las diferentes rutas a evaluar es la más viable se realiza un análisis
técnico a cada una de las rutas. Además porque se cuenta con el software
UnisimTM, con la base de datos de la Universidad de San Buenaventura seccional
Cartagena específicamente con Science Direct para buscar la información con
referente al tema de investigación cuando se establece cual es la ruta más factible
se tiene la base para la creación de la planta de la conversión del glicerol a CG.
5DA SILVA, Gervásio, MACK, Matthias, CONTIERO, Jonas. Glycerol: A promising and abundant carbon source
for industrial microbiology. Biotechnology Advances 27. 2009. 31p 6 Universidad de San Buenaventura. Proyecto Educativo Bonaventuriano (PEB). 71p.
7KERLAKIAN, Carlos y MOLINA, Claudio. Panorama mundial para la glicerina calidad Farmacopea
(USP).Revista A&G.N.°66, Vol.1. 2006. 59p.

4
1.4 OBJETIVOS
1.4.1 Objetivo General
Desarrollar un análisis técnico de 4 rutas de obtención de carbonato de glicerol por
medio del software UniSimTM a partir del glicerol obtenido de la producción de
biodiesel.
1.4.2 Objetivos Específicos
Definir las variables a manipular con sus condiciones de operación en cada una
de las rutas.
Validar las simulaciones de obtención de carbonato de glicerol con información
experimental reportada en la literatura científica.
Analizar desde el punto de vista técnico cada una de las rutas de obtención de
carbonato de glicerol.
Establecer la ruta con las mejores condiciones de operación para la obtención de
carbonato de glicerol.

5
2. MARCO REFERENCIAL
2.1 ANTECEDENTES INVESTIGATIVOS.
En el 2011, John Alexander Posada Duque, optó al título de Doctor de Filosofía en
Ingeniería en la Universidad Nacional de Colombia sede Manizales donde realizó
una tesis titulada Design and Analysis of Technological Schemes for Glycerol
Conversion to Added Value Product. En esta investigación se analiza la
conversión química y bioquímica de glicerol hacia productos de valor agregado
basado en criterios tecno-económicos. Entonces se consideraron nueve productos
finales (vía química: gas de síntesis, acroleína y 1,2-propanodiol; vía bioquímica:
etanol,1,3-propanodiol, ácido D-láctico, ácido succínico, ácido propiónico y poly-3-
hidroxibutirato).Además, un total de 27 esquemas tecnológicos fueron diseñados,
simulados y evaluados económicamente utilizando Aspen Plus y Aspen Icarus
Process Evaluator. Como una conclusión, una plataforma de biorefinerias basada
en glicerol fue obtenida para la producción rentable de combustibles fósiles y
bioplásticos.
Julián Alfredo González Garnica y Leonel Moreno Molano, estudiantes de
pregrado, Ingeniería Química, en la Universidad Industrial de Santander (UIS), en
el año 2007 realizaron una tesis titulada Producción y purificación de biodiesel y
glicerina, a partir de aceites vegetales y cinética de la reacción de
transesterificación. En este trabajo de grado se realizó la producción y purificación
de biodiesel y glicerina a partir de aceites vegetales, además se determinó la
cinética de la reacción de transesterificación de aceite de residuo de fritura
mezclado con etanol usando como catalizador NaOH en un reactor Bach
enchaquetado de 1 Litro equipado con un agitador mecánico que operaba a 400
rpm este dato fue obtenido gracias a trabajos previos los cuales recomiendan
trabajar a esas condiciones de agitación. Además se trabajó a temperaturas de
30°, 50°, 70° y 80°C se tomaron muestras a diferentes tiempos y estas fueron
analizadas por medio de HPSEC (High Performance Size-Exclusion
Chromatography). La razón molar aceite–etanol utilizada fue de 1:12 esto se usó
teniendo en cuenta estudios realizados anteriormente en los cuales esta relación
mostraba buenos resultados respecto a la formación de esteres y de glicerol.
Luego el exceso de alcohol era retirado por medio de una destilación al vacío en
un roto-evaporador a 80°C para después obtener la sepa ración de las dos fase,
esteres y glicerol, en un embudo de decantación posteriormente se lavaba la fase
de esteres con agua acidificada para retirar trazos de catalizador, glicerol, alcohol

6
y otras impurezas que llegase a presentar, de ahí se adiciona sulfato de sodio
para retirar la mayor cantidad de agua presente en el biodiesel y después se
destila nuevamente en un destilador molecular centrifugo.
En el 2009, Andrés Joaquín Calderón y Sandra Rodríguez León, estudiantes de
pregrado de Ingeniería Química en la UIS realizaron el trabajo de grado titulado
Equilibrio Líquido-Líquido de los sistemas aceite de palma-metanol-biodiesel y
biodiesel-metanol-glicerina. En la investigación se estableció una metodología
experimental para determinar datos de equilibrio líquido-líquido de los sistemas
ternarios aceite de palma-metanol-biodiesel y biodiesel-metanol-glicerina. Los
experimentos fueron realizados en celdas de equilibrio manteniendo la
temperatura a 30 y 40°C bajo una atmosfera de presión. Para el primero y
segundo sistema, el biodiesel y la glicerina se cuantificaron por cromatografía de
gases. El metanol por evaporación y el tercer componente de cada sistema por
balances de masa. El algoritmo genético y el método de Nelder Mead Simplex
permitieron el ajuste de un grupo de parámetros de interacción del modelo
UNIQUAC a un conjunto de datos experimentales para predecir el equilibrio
líquido-líquido de los dos sistemas ternarios. Los modelos matemáticos obtenidos
para los sistemas aceite de palma-metanol-biodiesel y biodiesel-metanol-glicerina
a 30°C y 40°C respectivamente, proveen una excelente representación del
equilibrio de fases debido a que sus predicciones mostraron concordancia con los
resultados experimentales.
Los estudiantes de Ingeniería Química, Iván Darío Gómez Mosquera y Norbey de
Jesús Arias Aarón, de la UIS, en el año 2009 realizaron una tesis titulada Estudio
de la cinética de formación de poliuretanos obtenidos a partir de aceite de
higuerilla modificado con glicerina por calorimetría diferencia de barrido (DSC). En
esta investigación se realizó un estudios de formación de poliuretanos obtenidos a
partir de la reacción de polimerización entre la isoforonadiisocianato (IPDI), dibutyl
indilaurate (catalizador) y un poliol modificado (PoliolGlice), el poliolGlice se
obtiene como producto de la transesterificación del aceite de higuerilla en
presencia de glicerol. Se empleó Calorimetría Diferencial de Barrido (DSC) como
técnica para el análisis de la cinética, haciendo uso de un método no isotérmico.
Los termogramas obtenidos presentaron dos picos producto de la reacción de la
isoforonadiisocianato con los diglicéridos y monoglicéridos. Se realizaron ocho
pruebas teniendo en cuenta un diseño de experimentos en los que se varió la
velocidad de calentamiento (5 y 10°C/min), la relación molar R (1 y 0,8 moles
NCO/moles OH) y el porcentaje de catalizador (0 y 100°C). Se realizó una
separación de los picos arrojados por el termograma y se ajustó a cada uno un

7
modelo cinético; el modelo cinético consta de 2 órdenes de reacción aparente, la
energía de activación aparente y un factor de frecuencia. Se obtuvo un modelo
cinético para cada uno de los picos separados y se hallaron sus respectivos
parámetros cinéticos como son la energía de activación (Ea), el factor
preexponencial de Arrhenius (Ao) y orden de reacción. Finalmente se analizó
como influían la relación R y la presencia de catalizador sobre la velocidad de
reacción y sobre la conversión.
“Chemical equilibrium of glycerol carbonate synthesis from glycerol”. Jiabo Li y Tao
Wang pertenecientes al Laboratorio Clave de Estado de Ingeniería Química,
Departamento de Ingeniería Química en la Universidad de Tsinghua en
Beijing,China publicaron en la revista J. Chem. Thermodynamics(p 731-736),
volumen 43, año 2011. Se realizó una investigación acerca del equilibrio químico
para la preparación de carbonato de glicerol a partir de glicerol. Las constantes de
equilibrio químico se calcularon para las reacciones para producir carbonato de
glicerol del glicerol. El cálculo teórico se comparó con los resultados
experimentales para la transesterificación del glicerol con carbonato de dimetilo.
La transesterificación de glicerol con carbonatos cíclicos o carbonatos de alquilo
es termodinámicamente favorable para la producción de carbonato de glicerol a
partir de glicerol de acuerdo con la constante de equilibrio. El aumento de
temperatura puede aumentar la constante de equilibrio químico para la reacción
de glicerol con carbonato de dimetilo. Para la reacción de glicerol con carbonato
de etileno, el aumento de temperatura puede disminuir la constante de equilibrio
químico. La reacción de glicerol con dióxido de carbono es termodinámicamente
limitada. La alta temperatura y baja presión son favorables a la reacción de glicerol
y urea.
Los investigadores María J. Climent, Avelino Corma , Pilar De Frutos, Sara Iborra,
Maria Noy, Patricia Concepción y Alexandra Velty pertenecientes al Instituto de
Tecnología Quimica de la Universidad Politécnica de Valencia.-C.S.I.C., en
Valencia, España publicaron un artículo titulado “Chemicals from biomass:
Synthesis of glycerol carbonate by transesterification and carbonylation with urea
with hydrotalcite catalysts. The role of acid–base pairs” en la revista Journal of
Catalysis (p 140-149), volumen 269, en el año 2010. Este estudio se realizó
porque la síntesis de carbonato de glicerol se ha realizado mediante la
transesterificación de carbonato de etileno con glicerol catalizada por óxidos
básicos (MgO, CaO y), y óxidos mixtos (Al / Mg, Al / Li) derivados de hidrotalcitas.
Los resultados mostraron que el catalizador óptimo en términos de actividad y
selectividad es una fuerte base de Al / Ca-óxido mixto (Alcamo) que es capaz de

8
catalizar la reacción a baja temperatura (35 °C), y la carga de catalizador bajo
(0,5% en peso) dando altas conversiones de glicerol con 98% de selectividad a
carbonato de glicerol. Cuando la síntesis de carbonato de glicerol se realizó por
carbonilación de glicerol con urea, los resultados mostraron equilibradas
bifuncionales ácido-base de catalizadores, donde el ácido de Lewis activa el
carbonilo de la urea y el sitio básico conjugado activa el grupo hidroxilo del glicerol
fueron los catalizadores más activos y selectivos.
“A study on the carboxylation of glycerol to glycerol carbonate with carbon dioxide:
The role of the catalyst, solvent and reaction conditions”. Michele Aresta, Angela
Dibenedetto, Francesco Nocito, Carlo Pastore miembros del Departamento de
Química de la Universidad de Bari en Italia publicaron en la revista “Journal of
Molecular Catalysis A: Chemical” (p149-153), volumen 257, en el año 2006. Una
investigación donde el glicerol se hace reaccionar con CO2 (5 MPa) a 450K en
presencia de catalizadores de Sn-(nBu2Sn (OMe)2 1, 2 n-Bu2SnO o Sn (OMe) 3),
utilizando glicerol o éter dimetílico de tetraetilenglicol (tedmg) como reacción
intermedia. 1 era mucho más activo que 2. El 1demostróconvertir n-
Bu2Sn(glicerol-2H)4 en la reacción con glicerol y eliminación de MeOH. El
Monoméro 4 se propone ser la especie activa en la catálisis. Se convierte en un
material polimérico con el tiempo con la consiguiente reducción de su actividad
catalítica. También, después de que el ciclo catalítico 4 primero se convirtió en un
material oligomérico que no contiene glicerol. Esto también causó la reducción de
la actividad catalítica. 3 fue capaz de absorber CO2, pero no fue capaz de
promover la carboxilación de glicerol. 1 y 2 también promovió la transesterificación
de carbonato de dimetilo (DMC) con glicerol para producir carbonato de glicerol,
pero a una velocidad menor que la carboxilación directa de glicerol. Este hecho
parece descartar que la carboxilación de glicerol puede proceder a través de la
formación preliminar del DMC y su posterior transesterificación.
Los investigadores Han-Jun Cho, Hye-Mi Kwon, Jose Tharun, Dae-Won Park
miembros de la División de Ingeniería Química, Universidad Nacional de Pusan,
República of Corea publicaron el artículo “Synthesis of glycerol carbonate from
ethylene carbonate and glicerol using immobilize dionic liquid catalysts” en la
revista Journal of Industrial and Engineering Chemistry (p679-683 ), volumen 16 ,
en 2010 . En este estudio, los líquidos iónicos inmovilizados sobre MCM41
mesoporosos se prepararon y su rendimiento catalítico se puso a prueba en la
síntesis de carbonato de glicerol de la transesterificación de carbonato de etileno
con glicerol. Los líquidos iónicos se generaron en cloro propil funcionalizado
MCM41 (CPMCM41) a través de la inmovilización de trialquilaminas. El líquido sal

9
cuaternaria iónico inmovilizado sobre MCM41 (RNXMCM41) se caracterizó
usando un número de mediciones físico-químicas incluyendo DRX, BET, 13C y
29Si MAS-RMN. Sus rendimientos catalíticos se ensayaron en un reactor
discontinuo. La influencia de la estructura de los parámetros de la sal de amonio
cuaternario y los parámetros de la reacción tales como la temperatura y el tiempo
de reacción fueron investigados. Se encontró que RNX-MCM41 con una longitud
de cadena más larga de alquilo mostró actividad catalítica mucho mejor. La alta
temperatura y más largo el tiempo de reacción fueron favorables para la
reactividad de RNX-MCM41. El catalizador puede ser reutilizado para la reacción
hasta tres tiradas consecutivas sin ninguna pérdida considerable de su actividad
inicial.
“Coupling reaction and azeotropic distillation for the synthesis of glycerol carbonate
from glycerol and dimethyl carbonate”. Jiabo Li y Tao Wang pertenecientes al
Laboratorio Clave de Estado de Ingeniería Química, Departamento de Ingeniería
Química en la Universidad de Tsinghua en Beijing,China publicaron en la revista
Chemical Engineering and Processing: Process Intensification (p530-535),
volumen 49, año 2010. Se realizó el estudio de un nuevo proceso de la reacción
de acoplamiento y destilación azeotrópica para la síntesis de carbonato de glicerol
(GC) a partir de glicerol (G) y carbonato de dimetilo (DMC). La investigación
experimental a escala de laboratorio se llevó a cabo de forma sistemática para
este nuevo proceso. Con óxido de calcio (CaO) como el catalizador sólido, el alto
rendimiento de carbonato de glicerol se puede conseguir en una proporción molar
baja de carbonato de dimetilo a glicerol con el método de la reacción de
acoplamiento y la destilación azeotrópica. El efecto de los agentes azeotrópicas
sobre el rendimiento de carbonato de glicerol se exploró, y se indica que el
benceno fue el agente más eficaz azeotrópica. Se investigaron los efectos de los
parámetros de proceso, la altura de la torre, la cantidad de benceno añadido, la
temperatura final de fondo de la torre y la relación de reflujo. El rendimiento del
carbonato de glicerol puede ser tan alta como 98% en las condiciones en relación
molar de carbonato de dimetilo a glicerol 1:1, temperatura final del fondo de la
torre 85°C, 1,5 proporción en masa de benceno añadido a la de la mezcla
azeotrópica con metanol producido y teóricamente 4 configuraciones de reflujo.
Mediante la continua eliminación de metanol a partir del sistema de reacción con
el método de la reacción de acoplamiento y la destilación azeotrópica, el
rendimiento de carbonato de glicerol se puede retener a un alto nivel utilizando el
catalizador reciclado.

10
2.2 MARCO TEÓRICO
2.2.1 Historia de la glicerina: la glicerina (C3H8O3) fue descubierta por el químico
inglés Claude Joseph Geoffroy en 1741. En 1783, el químico sueco Carl Wilhelm
Scheele hirvió aceite de oliva con óxido de plomo (litargirio) produciendo una
solución dulce que, al lavarla con agua, llamó Ölsüss (glicerina). Esta reacción es
la que ocurre en el actual proceso de fabricación de jabón. Wilhelm Scheele fue
quien formalizó el descubrimiento de que las grasas y aceites naturales contienen
glicerina. Recibió de Chevreul el nombre de glicerina (del griego glykeros, dulce).
Berthelot demostró, en 1854, que era un alcohol trihidroxilado y su fórmula
estructural le fue asignada por Wurtz en 1855. En 1846, Sobrero produjo por
primera vez la nitroglicerina explosiva, y en 1868 Nóbel proporcionó una manera
segura de manejarla como dinamita, al producir su absorción en diatomita.
Estos descubrimientos aumentaron la demanda de glicerina que en parte se
satisfizo por el desarrollo en 1870 de un método para recuperar glicerina y sal a
partir de la lejía. Hasta 1948 la glicerina se obtenía, casi exclusivamente, como
subproducto de la fabricación de jabón y su precio variaba en forma significativa.
En 1939 se vendía a 0,264 dólares/kg y en 1946 a 1,65 dólares/kg.
Se han desarrollado muchos procesos sintéticos para fabricar glicerol, pero hasta
1948 no se utilizó un proceso en el cual, a partir de cloruro de alilo, se obtuviera
alcohol alílico que, tratado con cloro acuoso, producía clorhidrina de glicerol la
cual se hidrolizaba fácilmente a glicerol. En 1962 se terminó de construir una
planta para obtener glicerol junto con etilenglicol, por reducción catalítica e
hidrogenólisis de hexosas procedentes de melazas y otras fuentes de
carbohidratos.
El glicerol es un trialcohol que posee dos grupos hidroxilos primarios y uno
secundario, los cuales ofrecen diferentes posibilidades de reacción y son la base
de la versatilidad del glicerol como materia prima. Sin embargo la glicerina es
también altamente higroscópica, por lo que resulta difícil mantenerla con un
elevado grado de concentración.8
8WOLOJ, Daniel Jose. Nuevas aplicaciones de la glicerina. Un análisis preliminar. Trabajo de Grado Ingeniero
Químico. Buenos Aires, Argentina. Universidad de Buenos Aires. Facultad de Ingeniería Química. Departamento de Ingeniería Química. 2011. 18- 19p.
11
2.2.2 Glicerina: el propanotriol, glicerol o glicerina (C3H8O3) es un alcohol con tres
grupos hidroxilos (OH), por lo que podemos representar la molécula como,9
Figura 1. Formula de glicerol
Fuente: Autor, Año 2014
ó, en su forma semidesarrollada como,
Figura 2. Formula semidesarrollada de glicerol
Fuente: Autor, Año 2014
Es el principal coproducto de la industria oleoquímica, y se obtiene a través de un proceso de transesterificación. En el proceso de transesterificación un aceite (normalmente aceite vegetal) se combina con un alcohol ligero, normalmente metanol (CH3OH) obteniéndose ésteres metílicos (biodiesel) y glicerina. Se emplea hidróxido de sodio (NaOH), u otra base similar, como catalizador. La molécula se muestra en la figura 3.
Figura 3. Modelo 3D de la estructura molecular del glicerol
Fuente: http://es.123rf.com/imagenes-de-archivo/trigliceridos.html
9BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase
continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 39 p.
12
2.2.3 Características físico-químicas de la glicerina 10 : las características Físicas: Estado líquido a temperatura ambiente, incolora, higroscópica, inodora, dulce, viscosa, parecido a un jarabe, tiene una densidad a 20 °C de 10,52 lb/gal, un punto de ebullición 290 °C, viscosidad dinámica a 20°C 150 cP y un punto de inflamación de 160 °C. Las características químicas: Su nombre IUPAC es 1,2,3 – propanotriol, tiene dos funciones alcohol primario CH2-OH y una secundaria CH-OH, dando como resultado su fórmula química que es C3H8O3. 2.2.4 Caracterización de la glicerina11: las distintas calidades de glicerina que se
obtienen son:
Glicerina cruda: es el producto contenido en la corriente de salida del proceso
de transesterificación y contiene una gran cantidad de metanol, agua, jabones y
sales. Normalmente tiene un contenido de glicerol entre 40 y 88% en peso. La
glicerina es producida principalmente como subproducto en la industria del
biodiesel y en la producción oleoquímica de jabones. Los términos glicerina o
glicerol son utilizados indistintamente para referirse al mismo compuesto. La
glicerina cruda tiene una amplia variedad de aplicaciones en la industria de tintas
de impresión, resinas alquídicas y en la industria de concentrados animales.
Glicerina grado técnico: es un producto de alta pureza con la mayoría de sus
contaminantes completamente removidos. La concentración no debe ser inferior al
98%.La glicerina grado técnico es un líquido viscoso incoloro, inodoro,
higroscópico y dulce. La glicerina grado técnico es un producto acondicionado
para uso industrial en la fabricación de diferentes tipos de productos, entre ellos:
resinas alquídicas, lacas, pinturas, tintas de impresión y plastificantes.
Glicerina USP: tiene una concentración del 99,7%, es la que cumple con la
norma USP (United States Pharmacopeia) y el Food Chemicals Codex (FCC). La
glicerina USP es un líquido viscoso incoloro, inodoro, higroscópico y dulce. La
glicerina USP (grado farmacéutico) es utilizada como base para la fabricación de
productos farmacéuticos, cosméticos y de cuidado e higiene personal; así como,
aditivo alimentario y en la industria tabacalera. También es utilizada como medio
protector para el congelamiento de glóbulos rojos, esperma, córneas y otros
10
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 40 p. 11
WOLOJ, Daniel Jose. Nuevas aplicaciones de la glicerina. Un análisis preliminar. Trabajo de Grado Ingeniero
Químico. Buenos Aires, Argentina. Universidad de Buenos Aires. Facultad de Ingeniería Química. Departamento de Ingeniería Química. 2011. 19p
13
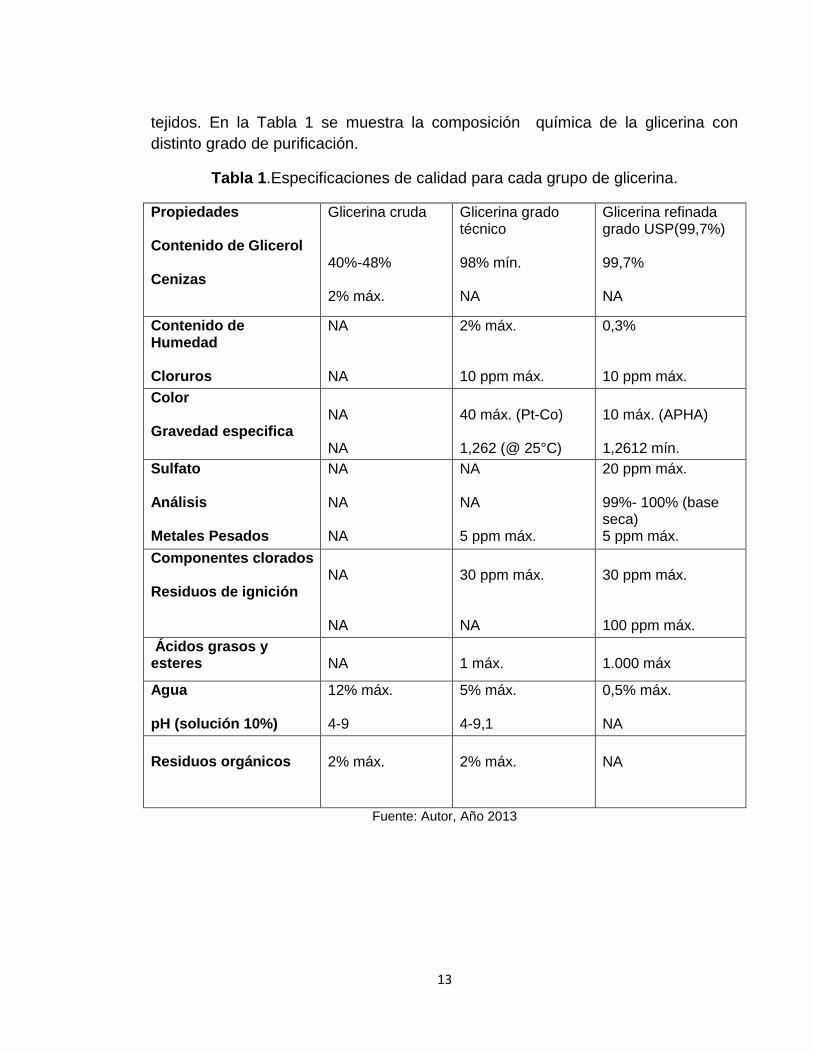
tejidos. En la Tabla 1 se muestra la composición química de la glicerina con
distinto grado de purificación.
Tabla 1.Especificaciones de calidad para cada grupo de glicerina.
Propiedades Contenido de Glicerol Cenizas
Glicerina cruda 40%-48% 2% máx.
Glicerina grado técnico 98% mín. NA
Glicerina refinada grado USP(99,7%) 99,7% NA
Contenido de Humedad Cloruros
NA NA
2% máx. 10 ppm máx.
0,3% 10 ppm máx.
Color Gravedad especifica
NA NA
40 máx. (Pt-Co) 1,262 (@ 25°C)
10 máx. (APHA) 1,2612 mín.
Sulfato Análisis Metales Pesados
NA NA NA
NA NA 5 ppm máx.
20 ppm máx. 99%- 100% (base seca) 5 ppm máx.
Componentes clorados Residuos de ignición
NA NA
30 ppm máx. NA
30 ppm máx. 100 ppm máx.
Ácidos grasos y esteres
NA
1 máx.
1.000 máx
Agua pH (solución 10%)
12% máx. 4-9
5% máx. 4-9,1
0,5% máx. NA
Residuos orgánicos
2% máx.
2% máx.
NA
Fuente: Autor, Año 2013

14
2.2.5 Usos de la Olequímica en la industria: la oleoquímica es una antigua rama
de la química que se basa en la transformación de aceites y grasas vegetales y
animales en derivados de alto valor agregado por medio de procesos químicos y
fisicoquímicos. Las ventajas más importantes de la industria oleoquímica son:
Genera productos de apreciable valor a partir de aceites y grasas no comestibles o de baja calidad.
Genera productos oleoquímicos básicos y derivados con múltiples aplicaciones.
Producción compatible con el medio ambiente.
Posibilidad de operación a escala media.
Usa materias renovables y de suministro seguro.
Según la forma de utilización de los aceites vegetales o sus productos, estos pueden ser:
De ruta directa: se utiliza el aceite crudo de palma.
De ruta oleoquímica: el aceite necesita ser transformado para obtener materias primas intermedias como ésteres, ácidos grasos, sales grasas, etc.12
2.2.6 Reacciones de conversión del Glicerol: las reacciones de la conversión del glicerol son: 2.2.6.1 Transesterificación: la reacción química como proceso industrial utilizado en la producción de biodiesel, es la transesterificación, que es el proceso mediante el cual se utiliza un alcohol (etanol o metanol) en la presencia de un catalizador, para romper químicamente la molécula de un aceite puro y producir moléculas de éster etílico o metílico, junto con un co-producto que es la glicerina. Los catalizadores generalmente empleados son: metilato de sodio, la sosa o potasa. El proceso general consiste en tres reacciones reversibles y consecutivas mostradas en la figura 4. El triglicérido es convertido consecutivamente en diglicérido, monoglicérido y glicerina. En cada reacción un mol de éster metílico es liberado. Todo este proceso se lleva a cabo en un reactor donde se producen las reacciones y en posteriores fases de separación, purificación y estabilización.13 2.2.6.2 Hidrólisis: es una forma de descomposición por medio de la acción química del agua. Básicamente es una reacción química (figura 5) que consiste en la ruptura de enlaces moleculares mediante la incorporación de una molécula de
12
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 40p. 13
Ibíd. 41p.

15
agua. En la hidrólisis el agua actúa de forma disociada, proporcionando a la 42 reacción los iónes H+ y OH- necesarios para descomponer los ésteres, incluidos las grasas y aceites, y producir glicerina y un ácido.14
Figura 4. Secuencia de reacciones para la producción de glicerol por transesterificación.15
Fuente: MORRISON, Robert Thornton, BOYD, Robert Neilson. Química Orgánica 5 edición.Pearson Educación Publicado en 1998
14
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 41p 15
Ibid. 42p

16
Figura 5. Reacción de hidrólisis para la producción de glicerol.
Fuente: MORRISON, Robert Thornton, BOYD, Robert Neilson. Química Orgánica 5 edición. Pearson Educación Publicado en 1998
2.2.6.3 Saponificación: es una reacción química entre un ácido graso y una base o álcali, en la que se obtiene como principal producto la sal de dicho ácido y un alcohol. Se puede decir que la saponificación es la neutralización de un ácido graso. Un triglicérido, por ejemplo, en presencia de una base (todo en caliente), da lugar a moléculas de “jabón” y glicerina, como se observa en la figura 6.16
Figura 6. Reacción de saponificación para la producción de glicerol.
Fuente: MORRISON, Robert Thornton, BOYD, Robert Neilson. Química Orgánica 5 edición. Pearson Educación Publicado en 1998
2.2.7 Usos industriales de la glicerina: la glicerina se emplea en la fabricación, conservación, ablandamiento y humectación de gran cantidad de productos, éstos pueden ser: 2.2.7.1 Resinas alquídicas: una resina alquídica es básicamente un poliéster cuya cadena principal está modificada con moléculas de ácido graso, las que le otorgan propiedades particulares. Según su composición las resinas alquídicas se clasifican en:
16
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 43p

17
Alquid puro: se define como el polímero formado únicamente por la combinación del anhídrido ftálico como diácido, glicerina ó pentaeritritol como 44 polioles y ácidos grasos saturados o insaturados como modificantes primarios.17 Alquid modificado: así se denomina la resina alquídica en cuya composición intervienen compuestos diferentes a los que participan en alquídicas puras, como por ejemplo polioles y poliácidos especiales, monoácidos, compuestos fenólicos, epoxídicos, acrílicos, vínilicos, siliconicos, etc. 2.2.7.4 Explosivos: un explosivo es un material que puede hacer explosión liberando grandes cantidades de energía bajo la forma de gases, calor, presión o radiación. Los explosivos se clasifican principalmente en cuatro grupos: explosivos de alto y bajo orden, explosivos nucleares y explosivos de impacto. Dentro de estos últimos encontramos, la nitroglicerina, cuyo nombre IUPAC es trinitrato de 1,2,3-propanotriol, es un éster orgánico, que se obtiene utilizando entre otros componentes, glicerina. 2.2.7.3 Fármacos: es el término farmacológico para cualquier compuesto biológicamente activo, capaz de modificar el metabolismo de las células sobre las que hace efecto. En el campo de la medicina, veterinaria y otras ciencias, se utilizan los fármacos con fines terapéuticos, para el tratamiento de un mal, diagnósticos para asistir en los hallazgos de algún mal o profiláctico para la defensa del individuo de amenazas a su salud. Este concepto de fármaco incluye las drogas, neurotransmisores, hormonas, venenos, medicamentos, etc., cuyo principio activo es usado para un preparado farmacéutico. Algunos de estos medicamentos, incluyen la glicerina dentro de su composición. Aprovechando sus propiedades de humectabilidad, lubricación, entre otras. Dentro de los más conocidos tenemos: los supositorios, jarabes, soluciones oftálmicas y protectores solares.18 2.2.7.4 Cosméticos: se entiende como cosméticos toda sustancia o preparado destinado a ser puesto en contacto con las diversas partes del cuerpo humano (epidermis, sistema capilar y piloso, labios, uñas, órganos genitales externos o con los dientes y mucosas de la cavidad bucal), con el fin exclusivo o propósito principal de limpiarlas, perfumarlas y protegerlas para mantenerlas en buen estado, modificar su aspecto y corregir los olores corporales.
17
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008.43p 18
Ibid. 44p.

18
La glicerina es una sustancia que está presente en casi todos los productos cosméticos, porque por su estructura puede mantener el grado justo de hidratación de la piel, reteniendo el agua sobre la superficie cutánea. Algunos de estos productos son: astringentes, champú, acondicionadores y jabones. 2.2.7.5 Alimentos: la glicerina bruta que se obtiene como subproducto del proceso de fabricación de biodiesel se puede usar como suplemento en ponedoras, broilers y porcinos, aportando una energía igual o superior a la del maíz. La glicerina se puede incorporar hasta en un porcentaje de un 10% sin que aparezcan efectos adversos. En porcinos y aves, la glicerina presenta un interés tanto por ser una fuente energética como por su poder edulcorante (equivalente al 70% de sacarosa). Además, por sus propiedades tecnológicas puede ser incorporada sustituyendo o complementando la melaza. En rumiantes además de una mejora en la apetencia, observada e numerosos ensayos, el glicerol permite aumentar la densidad energética y sustituir el almidón de la ración.19 2.2.7.6 Emulsificantes: los monoglicéridos son una subfamilia de tensoactivos muy usados. Pueden ser sólidos céreos, sólidos duros o líquidos, todos ellos insolubles en agua. Su eficacia como emulsificantes agua/aceite y aceite/agua se debe en parte a la capacidad que poseen de disminuir la tensión interfacial entre el agua y distintos lípidos a altas temperaturas. Además, los monoglicéridos se caracterizan por situarse sobre la superficie de la fase dispersa de las emulsiones formando una película superficial visco-elástica o bien formando cristales líquidos. Se obtienen mediante la reacción de la glicerina con triglicéridos natural. También se pueden sintetizar a partir de metil alcanoatos tratados con glicerina. Por estas reacciones se obtiene una mezcla de alfa y beta monoglicéridos, así como de 1,2 y 1,3-diglicéridos. Otras aplicaciones de la glicerina incluyen: conservar fruta enlatada, para prevenir que se hielen los gatos hidráulicos, en algunas tintas de estampado, en la fabricación de pasteles y caramelos y, en ocasiones, para conservar ciertos especímenes en tarros de cristal en el laboratorio de biología (debido a sus cualidades antisépticas), artículos de aseo, como pasta de dientes; como agente plastificante para el celofán y como agente humectante de productos derivados del tabaco.20
19
BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso de la glicerina como fase continua en fluidos de perforación de emulsión inversa. Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería de Petróleos, 2008. 45p 20
Ibid. 46p.

19
2.2.8 Rutas de Conversión de Glicerol: la tendencia actual en los proyectos de Biodiesel es purificar el glicerol hasta un 82-88% (masa/masa) y venderlo a los refinadores. Por su parte, los productos farmacéuticos, de cuidado personal, alimentos, bebidas y empresas que manufacturan nutracéuticos (alimentos benéficos para la salud humana) están surgiendo como fuertes consumidores básicos de glicerol. Según Melo et al se estima que se consumirá aún más glicerol en el futuro como consecuencia de su uso como sustituyente de grasas y en las nuevas aplicaciones que están siendo desarrolladas. A través de la simulación en UniSimTM se desarrollarán cuatro rutas de obtención
de productos de alto valor agregado. Para realizar las respectivas simulaciones de
tal forma que los resultados obtenidos en ellas sean confiables es necesario
basarnos en información experimental reportada en la literatura científica para
comprobarla información obtenida por el simulador.
Esto permite que se puedan realizar comparaciones técnicas entre las diferentes
rutas de aprovechamiento del glicerol. Así pues, se propone trabajar con las
siguientes rutas de aprovechamiento del glicerol reportadas por Li y Wang :
Figura 7. Preparación de carbonato de glicerol a partir de glicerol y urea.
Fuente: Li y Wang, Año 2010.
En la ruta 1 se utiliza urea que al reaccionar con glicerol produce carbonato de
glicerol y amoníaco. De acuerdo a Sierra Bernal, la urea es uno de los fertilizantes
más utilizados en el mercado por el alto contenido de nitrógeno que posee.
Posterior a la reacción, el amoníaco se puede utilizar nuevamente para la
producción de urea a través de la reacción con dióxido de carbono.

20
Figura 8. Preparación de carbonato de glicerol a partir de glicerol y dióxido de
carbono
Fuente: Li y Wang, Año 2010.
Al utilizar la segunda ruta intervienen reactivos tales como el dióxido de carbono y
glicerol para la producción de carbonato de glicerol y agua como subproducto.
Adicionalmente, a través de esta ruta se está utilizando un compuesto
contaminante como el dióxido de carbono para la producción de sustancias de alto
valor agregado.
Tanto el carbonato de glicerol como el agua son sustancias polares entre las que
existe una solubilidad que, posteriormente, exige una separación con mayores
dificultades. Las características anteriormente mencionadas demandan un análisis
de la factibilidad de esta ruta.
Figura 9. Preparación de carbonato de glicerol a partir de glicerol y carbonato de
etileno
Fuente: Li y Wang, Año 2010.
En esta ruta se logra la obtención de carbonato de glicerol y 1,2 etanodiol (glicidol)
como subproducto a partir de la reacción del glicerol con carbonato de etileno.

21
El carbonato de etileno no es una sustancia toxica y es usada a nivel industrial en
la síntesis química, como pesticida, solvente polar y electrolito en baterías. El
glicidol es un agente estabilizante, demulsificante, intermediario químico (éteres
de glicidol, esteres y aminas). Según Ochoa et al se puede utilizar para
recubrimientos, síntesis química, farmacia, químicos sanitarios y agentes
gelificantes.
Figura 10. Preparación de carbonato de glicerol a partir de glicerol y carbonato de
dimetilo
Fuente: Li y Wang, Año 2010.
Finalmente, el carbonato de glicerol se puede producir mediante la reacción de
carbonato de dimetilo y el glicerol obteniendo como subproducto el metanol.
El carbonato de dimetilo en condiciones estándares es una sustancia líquida, que
al no darle un buen manejo puede contaminar suelos y aguas subterráneas,
además no se debe agregar a las aguas residuales debido a los altos riesgos
ambientales.21 Al obtener metanol en esta ruta se puede utilizar en la producción
de Biodiesel. De esta forma el metanol puede ser recirculado al proceso de
obtención del biocombustible para reducir el consumo de metanol fresco
reduciendo así los costos globales de producción de biodiesel.
2.3 MARCO LEGAL
Ante cualquier tipo de actividad que se realice es necesario mantener un
desarrollo sostenible para evitar la sobreexplotación de los recursos naturales y la
contaminación de los mismos, como el no aprovechamiento del glicerol generado
de la producción de biodiesel, por tal razón se crea según el Decreto 2811 de
1974”Código nacional de los Recursos Naturales Renovables (RNR) y no
21
ANALYTYKA. Consultado 17 Septiembre 2012. Disponible en:http://www.analytyka.com.mx/spanish/FDS/D/15A158.htm

22
renovables y de protección al medio ambiente. En este código se dicta que el
ambiente es patrimonio común, el estado y los particulares deben participar en su
preservación y manejo. Regula el manejo de los RNR, la defensa del ambiente y
sus elementos.” 22 La búsqueda del aprovechamiento del glicerol se hace
necesaria, según Da Silva, et al en la Unión Europea (UE), algunas empresas de
biodiesel tienen grandes problemas para deshacerse del exceso de glicerol y la
disposición final es costosa.
De acuerdo a la Ley 430 de 1998 en la cual se dictan” normas prohibitivas en
materia ambiental referentes a los desechos peligrosos y se dictan otras
disposiciones.”23, a su vez el Decreto 4741 de 2005 “tiene por objeto prevenir la
generación de residuos o desechos peligrosos, así como regular el manejo de los
residuos o desechos generados, con el fin de proteger la salud humana y el
ambiente.
Así mismo, el Decreto reglamentario 1362 de 2007 tiene por objeto establecer los
requisitos y el procedimiento para el Registro de Generadores de Residuos o
Desechos Peligrosos, como instrumento de captura de información, con la
finalidad de contar con información normalizada, homogénea y sistemática sobre
la generación y manejo de residuos o desechos peligrosos originados por las
diferentes actividades productivas y sectoriales del país.”24
22
ANÓNIMO. Normatividad Ambiental y Sanitaria. Consultado 15 Abril 2013. Disponible en: http://www.upme.gov.co/guia_ambiental/carbon/gestion/politica/normativ/normativ.htm#BM2_1_Normas_y_principios_ambientales_co 23
CONSTITUCIÓN NACIONAL. Normatividad Ambiental para Colombia. Consultado 15 Abril 2013. Disponible
en: http://www.corpamag.gov.co/vernormas.php 24
ANÓNIMO. Marco Normativo Ambiental. Consultado 15 Abril 2013. Disponible en: https://sites.google.com/site/marconormativoambiental/colombia

23
3. DISEÑO METODOLÓGICO
3.1 TIPO DE INVESTIGACIÓN
El tipo de investigación es explicativa porque consiste en describir los conceptos o fenómenos o del establecimiento de relaciones entre conceptos; es decir, están dirigidos a responder por las causas de los eventos y fenómenos físicos o sociales. Como su nombre lo indica, su interés se centra en explicar por qué ocurre un fenómeno y en qué condiciones se manifiesta, o por qué se relacionan dos o más variables.25 En este proyecto se estudian las causas y efectos de la relación entre las variables de temperatura, presión, tiempo, composición del glicerol, densidad, viscosidad cinemática y eficiencia que intervienen durante la realización del proyecto para la obtención del carbonato de glicerol utilizando como materia prima la glicerina producida de la fabricación de biodiesel a partir del aceite de palma, con el fin de aprovechar este subproducto para generar otros productos para evitar que la glicerina se convierta en otro contaminante para la tierra.
3.2 DISEÑO ADOPTADO
El diseño adoptado es experimental porque es un estudio en el que se manipulan
intencionalmente una o más variables independientes (supuestas causas-
antecedentes), para analizar las consecuencias que la manipulación tiene sobre
una o más variables dependientes (supuestos efectos-consecuentes), dentro de
una situación de control para el investigador.26 En el proyecto se estudian los
efectos que intervienen en la producción del carbonato de glicerol, además
estudiar el mecanismo de cómo se obtiene la mayor conversión de glicerol en
carbonato de glicerol.
3.3 ENFOQUE ADOPTADO
El enfoque es cuantitativo porque se usa la recolección de datos para probar hipótesis, con base en la medición numérica y el análisis estadístico, para establecer patrones de comportamiento y probar teorías. 27 En el proyecto se estudian variables que necesitan ser medidas para una buena realización del proyecto .Utiliza la recolección y el análisis de datos para contestar preguntas de investigación y confía en la medición numérica, el conteo y frecuentemente en el
25 HERNANDEZ, Roberto, FERNANDEZ, Carlos, BAPTISTA, Pilar. Metodología de la Investigación. Editorial Mc Graw-Hill. 4.ed. México. Año 2006. p.108. 26
Ibid. p.160 27
Ibid. p.5

24
uso de la estadística para establecer con exactitud patrones de comportamiento de una población. 3.4 TÉCNICAS DE RECOLECCIÓN DE INFORMACIÓN
3.4.1 Fuentes Primarias: la información ha sido recolectada mediante la
búsqueda de artículos científicos de revistas especializadas que se
encuentran en base de datos como Science Direct, revistas de la
Universidad, tesis de grado de la Universidad San Buenaventura
seccional Cartagena, Universidad Industrial de Santander (UIS) y
Universidad Nacional de Colombia sede Manizales, teniendo en cuenta
que la información sea de los últimos siete (7) años. La información
también ha sido aportada por el director de este proyecto de grado.
3.4.2 Fuentes Secundarias: Se ha recolectado información de tesis de grado
de la Universidad San Buenaventura seccional Cartagena, Universidad
Industrial de Santander (UIS) y Universidad Nacional de Colombia sede
Manizales, revistas especializadas que se encuentran en la Universidad
de San Buenaventura e internet para la realización de este proyecto.
3.5 HIPÓTESIS
Hi: El análisis técnico realizado a las rutas permite determinar la mejor ruta. Ho: El análisis técnico realizado a las rutas no permite determinar la mejor ruta. 3.6 VARIABLES
Variables independientes que intervienen en este proyecto son: Temperatura Presión Tiempo Composición del glicerol Variables dependientes que intervienen en el proyecto son: Densidad Viscosidad cinemática Eficiencia
25
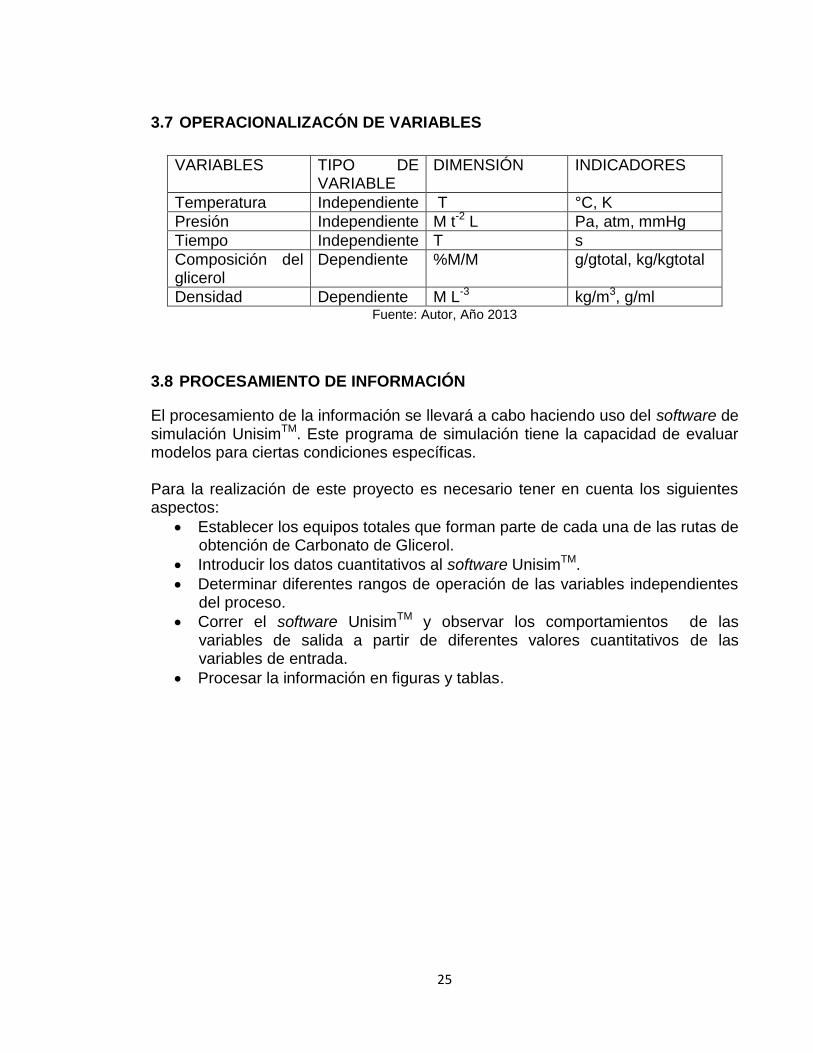
3.7 OPERACIONALIZACÓN DE VARIABLES
VARIABLES TIPO DE VARIABLE
DIMENSIÓN INDICADORES
Temperatura Independiente T °C, K
Presión Independiente M t-2 L Pa, atm, mmHg
Tiempo Independiente T s
Composición del glicerol
Dependiente %M/M g/gtotal, kg/kgtotal
Densidad Dependiente M L-3 kg/m3, g/ml Fuente: Autor, Año 2013
3.8 PROCESAMIENTO DE INFORMACIÓN
El procesamiento de la información se llevará a cabo haciendo uso del software de simulación UnisimTM. Este programa de simulación tiene la capacidad de evaluar modelos para ciertas condiciones específicas. Para la realización de este proyecto es necesario tener en cuenta los siguientes aspectos:
Establecer los equipos totales que forman parte de cada una de las rutas de obtención de Carbonato de Glicerol.
Introducir los datos cuantitativos al software UnisimTM.
Determinar diferentes rangos de operación de las variables independientes del proceso.
Correr el software UnisimTM y observar los comportamientos de las variables de salida a partir de diferentes valores cuantitativos de las variables de entrada.
Procesar la información en figuras y tablas.

26
4. METODOLOGIA
4.1 SIMULACIONES DE LA PRODUCCIÓN DE CARBONATO DE GLICEROL.
El ambiente que nos presenta el simulador UniSimTM para iniciar las simulaciones
es este. En este programa se realizarán las cuatro simulaciones de la producción
de carbonato de glicerol, se usará como materias primas el glicerol purificado de la
producción de biodiesel, urea, dióxido de carbono, carbonato de dimetilo y
carbonato de etileno.
4.2 PASOS PARA SIMULAR LA PRODUCCIÓN DE CARBONATO DE
GLICEROL
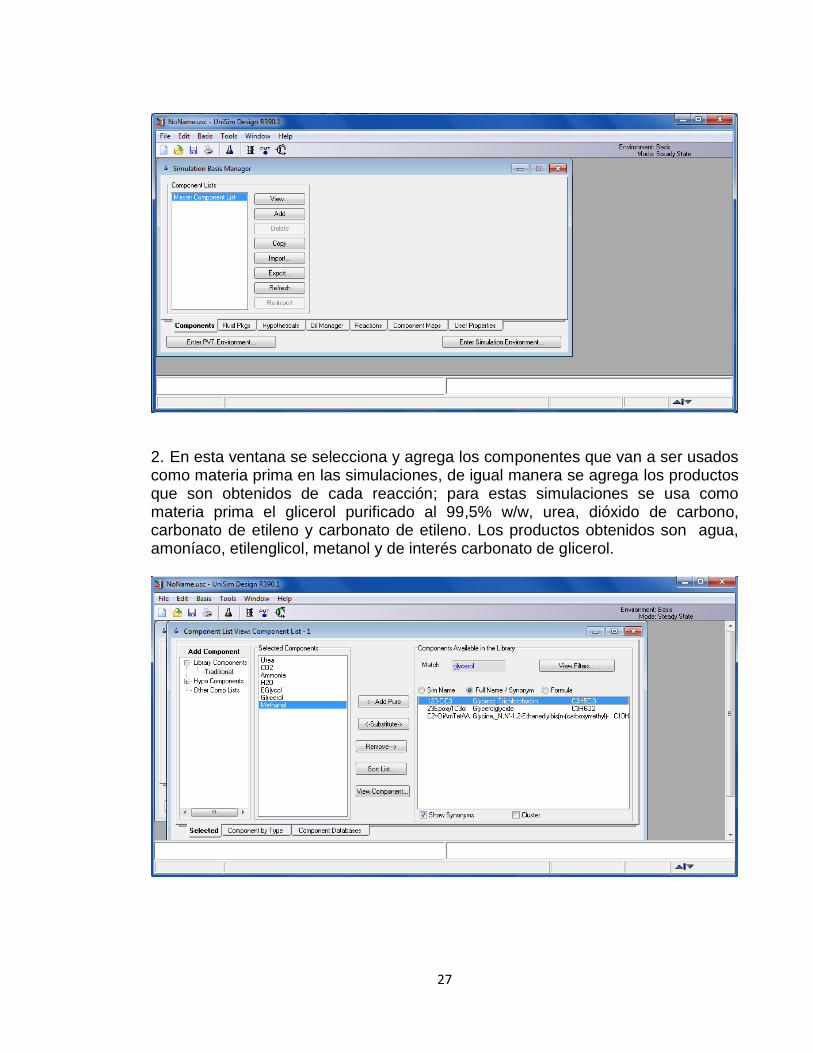
1. Para iniciar la simulación es necesario abrir un nuevo caso en el programa y adicionar los componentes a usar, paquetes de fluido y las reacciones que van a llevarse a cabo en los procesos de simulación. Esta ventana del simulador es conocida como Simulation Basis Manager, la cual brinda la opción de acceder a diferentes opciones.
27
2. En esta ventana se selecciona y agrega los componentes que van a ser usados como materia prima en las simulaciones, de igual manera se agrega los productos que son obtenidos de cada reacción; para estas simulaciones se usa como materia prima el glicerol purificado al 99,5% w/w, urea, dióxido de carbono, carbonato de etileno y carbonato de etileno. Los productos obtenidos son agua, amoníaco, etilenglicol, metanol y de interés carbonato de glicerol.

28
3. Se tiene que agregar el carbonato de etileno, carbonato de dimetilo y
carbonato de glicerol, a través de la opción Hypo Components(Componentes
Hipotéticos) porque estos no se encuentran dentro de la base de datos de
UnisimTM. Se selecciona la opción Hypo Manager.
4. Se abre una nueva ventana en la cual se adiciona el nombre del grupo, grupo
funcional al que pertenecen, para este caso son esteres carbónicos y se procede a
crearlos teniendo en cuenta como mínimo la temperatura de ebullición, peso
molecular y densidad de los componentes; para el resto de propiedades se
estiman por medio del software en la opción Estimate Unknown Props.

29
5. Se cierra la ventana de creación de los componentes hipotéticos y se ingresa a
la ventana de adicionar componentes, en esta tenemos algunos componentes
ingresados, para agregar los componentes hipotéticos se selecciona la opción Add
Group e inmediatamente se adicionan a la lista de componentes.
30
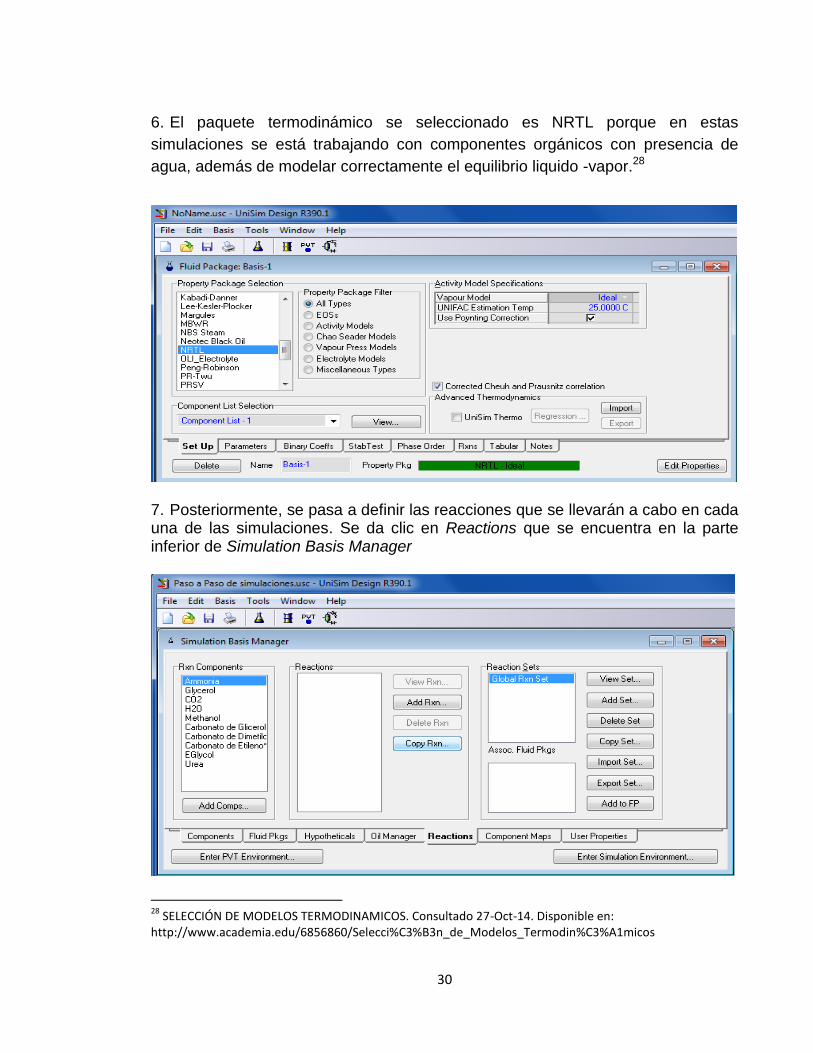
6. El paquete termodinámico se seleccionado es NRTL porque en estas
simulaciones se está trabajando con componentes orgánicos con presencia de
agua, además de modelar correctamente el equilibrio liquido -vapor.28
7. Posteriormente, se pasa a definir las reacciones que se llevarán a cabo en cada una de las simulaciones. Se da clic en Reactions que se encuentra en la parte inferior de Simulation Basis Manager
28
SELECCIÓN DE MODELOS TERMODINAMICOS. Consultado 27-Oct-14. Disponible en: http://www.academia.edu/6856860/Selecci%C3%B3n_de_Modelos_Termodin%C3%A1micos
31
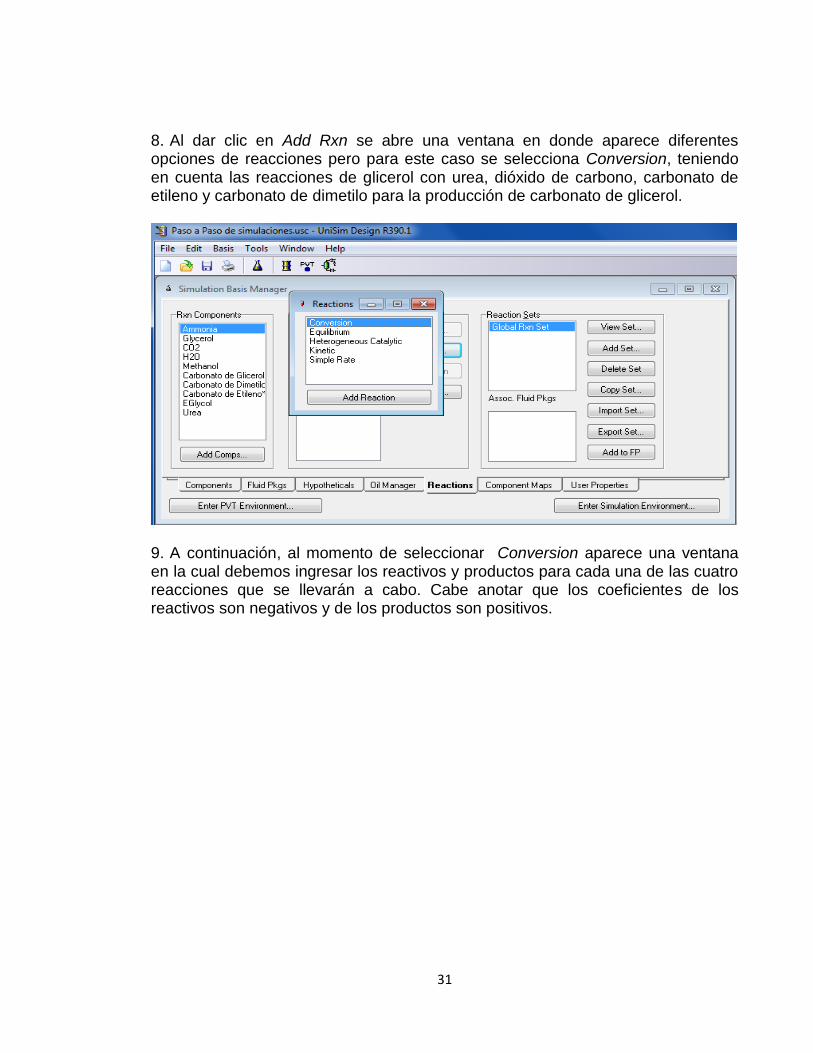
8. Al dar clic en Add Rxn se abre una ventana en donde aparece diferentes opciones de reacciones pero para este caso se selecciona Conversion, teniendo en cuenta las reacciones de glicerol con urea, dióxido de carbono, carbonato de etileno y carbonato de dimetilo para la producción de carbonato de glicerol.
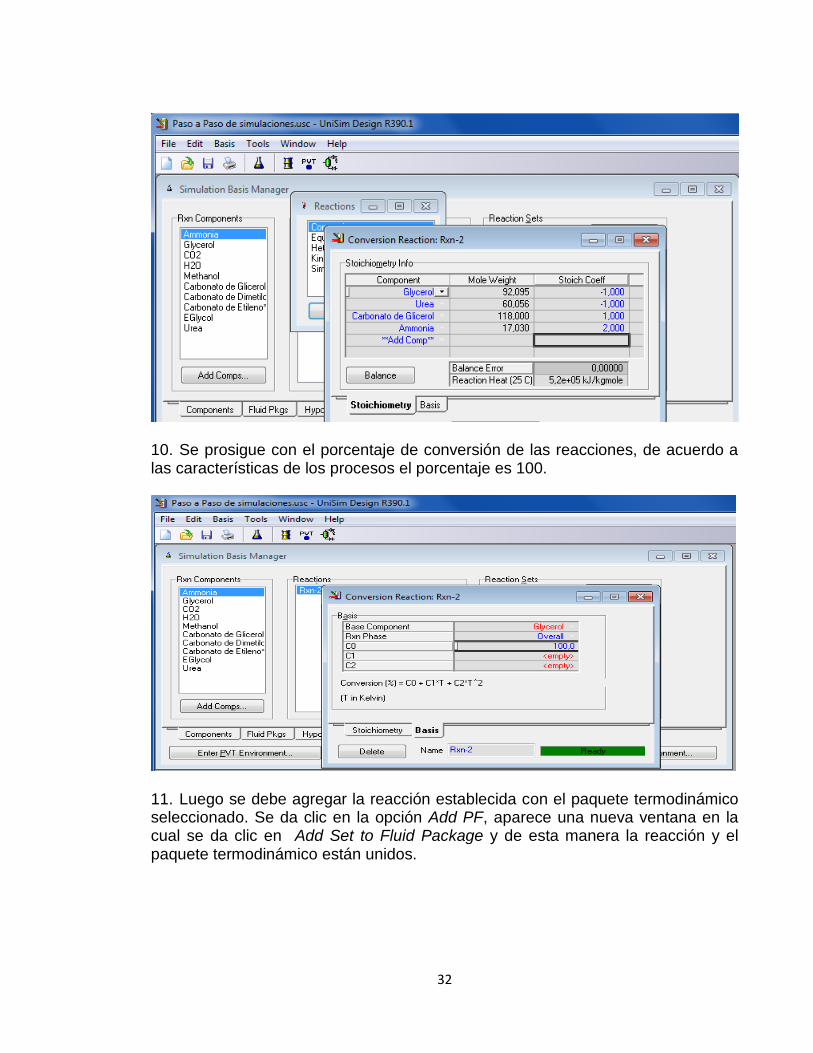
9. A continuación, al momento de seleccionar Conversion aparece una ventana en la cual debemos ingresar los reactivos y productos para cada una de las cuatro reacciones que se llevarán a cabo. Cabe anotar que los coeficientes de los reactivos son negativos y de los productos son positivos.
32
10. Se prosigue con el porcentaje de conversión de las reacciones, de acuerdo a las características de los procesos el porcentaje es 100.
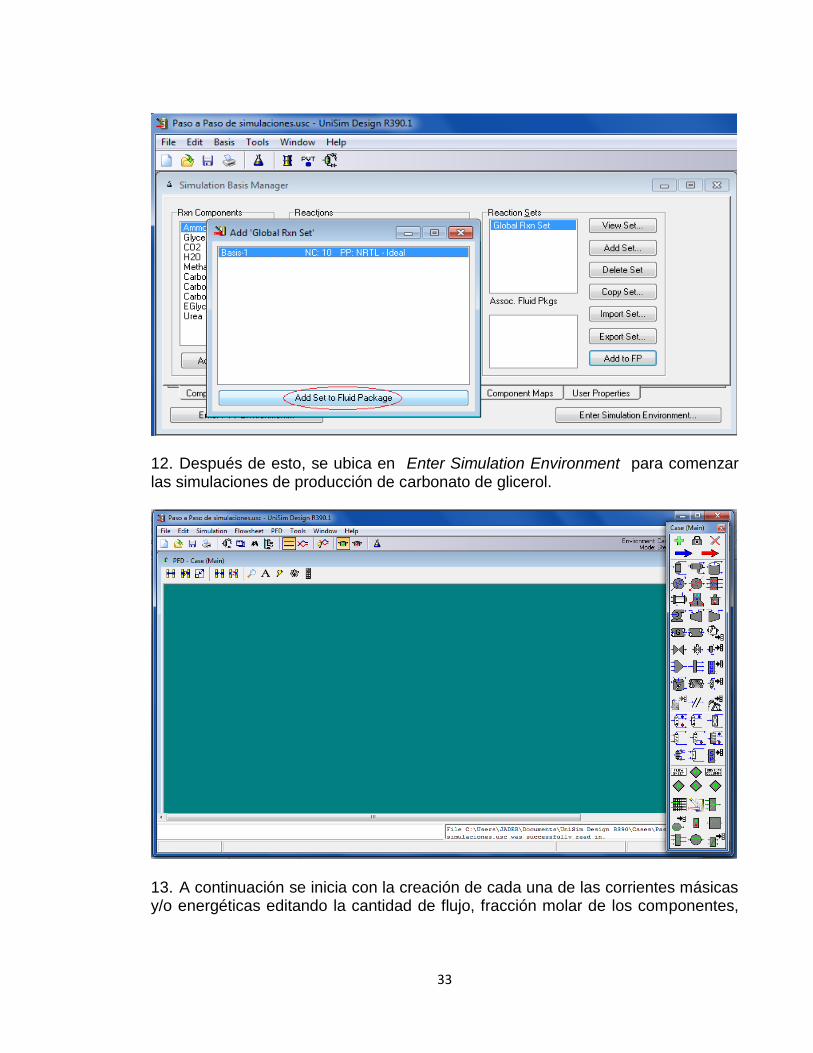
11. Luego se debe agregar la reacción establecida con el paquete termodinámico seleccionado. Se da clic en la opción Add PF, aparece una nueva ventana en la cual se da clic en Add Set to Fluid Package y de esta manera la reacción y el paquete termodinámico están unidos.
33
12. Después de esto, se ubica en Enter Simulation Environment para comenzar las simulaciones de producción de carbonato de glicerol.
13. A continuación se inicia con la creación de cada una de las corrientes másicas y/o energéticas editando la cantidad de flujo, fracción molar de los componentes,

34
la presión y la temperatura de entrada y salida que intervienen en cada una de las rutas a simular.
4.2.1 SIMULACIÓN GLICEROL Y UREA
4.2.1.1 Condiciones de Operación con Urea.
De acuerdo a los datos obtenidos por la Federación Nacional de Biocombustibes se produce 43.739,0856 Ton/mes de Biodiesel 29 , Durante la producción de biodiesel se obtiene 1 kg de glicerol por cada 10 kg de biodiesel producido30,sabiendo esta información se procede a calcular la cantidad de de glicerol, considerando este purificado con un 99,5% w/w31.
29
Federación Nacional de Biocombustibles. Consultado: 15 Nov-14. Disponible en: http://www.fedebiocombustibles.com/v3/estadistica-produccion-titulo-Biodiesel.htm 30
ARDI, M.S, AROUA, M.K, AWANIS HASHIM, N. Progress, prospect and challenges in glycerol purification
process:A review. Renewable and Sustainable Energy Reviews 42. 1165p. Año 2015. 31
Lertlukkanasuk,N, Phiyanalinmat,S, Kiatkittipong, W. Reactive distillation for synthesis of glicerol carbonate via glycerolysis of urea. Chemical Engineering and Processing 70 .104 p. Año 2013.
35
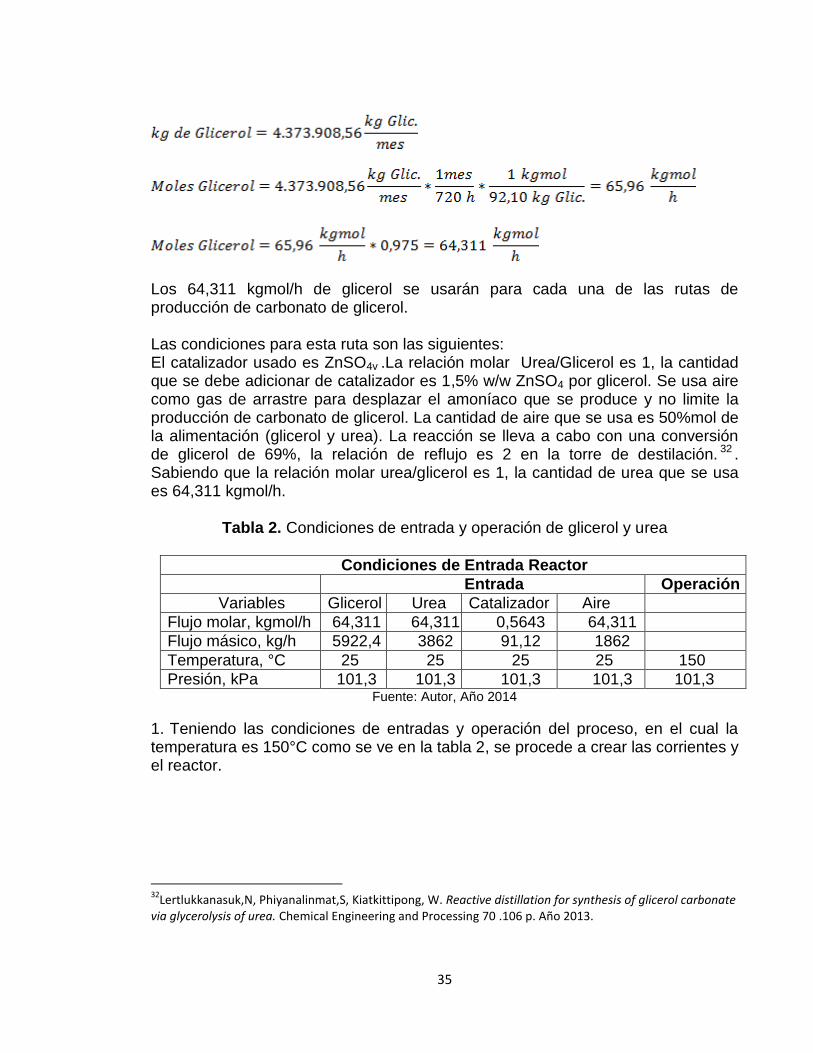
Los 64,311 kgmol/h de glicerol se usarán para cada una de las rutas de producción de carbonato de glicerol. Las condiciones para esta ruta son las siguientes: El catalizador usado es ZnSO4v .La relación molar Urea/Glicerol es 1, la cantidad que se debe adicionar de catalizador es 1,5% w/w ZnSO4 por glicerol. Se usa aire como gas de arrastre para desplazar el amoníaco que se produce y no limite la producción de carbonato de glicerol. La cantidad de aire que se usa es 50%mol de la alimentación (glicerol y urea). La reacción se lleva a cabo con una conversión de glicerol de 69%, la relación de reflujo es 2 en la torre de destilación. 32 . Sabiendo que la relación molar urea/glicerol es 1, la cantidad de urea que se usa es 64,311 kgmol/h.
Tabla 2. Condiciones de entrada y operación de glicerol y urea
Condiciones de Entrada Reactor
Entrada Operación
Variables Glicerol Urea Catalizador Aire
Flujo molar, kgmol/h 64,311 64,311 0,5643 64,311
Flujo másico, kg/h 5922,4 3862 91,12 1862
Temperatura, °C 25 25 25 25 150
Presión, kPa 101,3 101,3 101,3 101,3 101,3 Fuente: Autor, Año 2014
1. Teniendo las condiciones de entradas y operación del proceso, en el cual la temperatura es 150°C como se ve en la tabla 2, se procede a crear las corrientes y el reactor.
32
Lertlukkanasuk,N, Phiyanalinmat,S, Kiatkittipong, W. Reactive distillation for synthesis of glicerol carbonate via glycerolysis of urea. Chemical Engineering and Processing 70 .106 p. Año 2013.
36
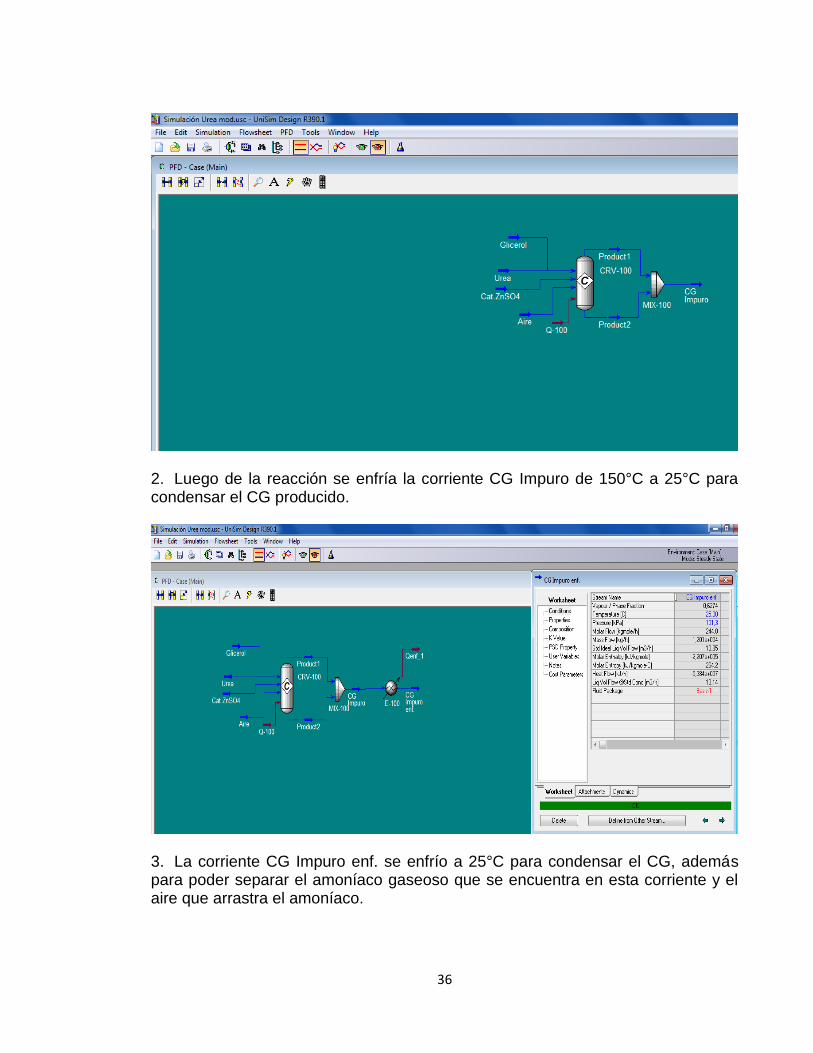
2. Luego de la reacción se enfría la corriente CG Impuro de 150°C a 25°C para condensar el CG producido.
3. La corriente CG Impuro enf. se enfrío a 25°C para condensar el CG, además para poder separar el amoníaco gaseoso que se encuentra en esta corriente y el aire que arrastra el amoníaco.

37
4. Por los Fondos_1 se obtiene CG, glicerol, agua, amoníaco (en proporciones pequeñas), urea y carbonato de zinc que no reaccionaron, los cuales se separan por medio de un splitter.
5. Luego de la separación de los sólidos (urea y carbonato de zinc), la corriente Fondos_2 se introduce a una torre de destilación para separar el CG, Glicerol, Agua y Amoníaco(pequeñas proporciones), para esto la torre debe operar a una presión menor a 101,3 kPa, se seleccionó la presión de 81,06 kPa, un
38
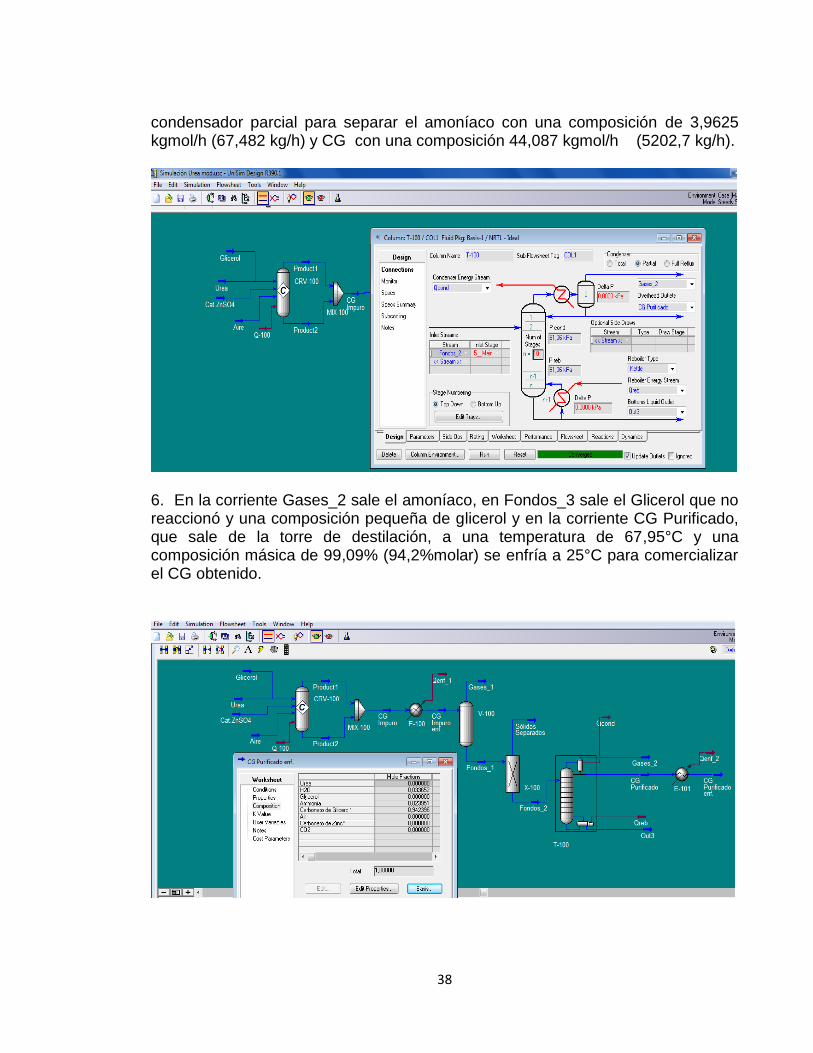
condensador parcial para separar el amoníaco con una composición de 3,9625 kgmol/h (67,482 kg/h) y CG con una composición 44,087 kgmol/h (5202,7 kg/h).
6. En la corriente Gases_2 sale el amoníaco, en Fondos_3 sale el Glicerol que no reaccionó y una composición pequeña de glicerol y en la corriente CG Purificado, que sale de la torre de destilación, a una temperatura de 67,95°C y una composición másica de 99,09% (94,2%molar) se enfría a 25°C para comercializar el CG obtenido.

39
4.2.1.2 Condiciones de operación de equipos simulación con urea
Tabla 3. Condición de operación separador de gases
Fuente: Autor, Año 2014
Tabla 4. Condición de operación splitter
Fuente: Autor, Año 2014
Tabla 5. Condición de operación torre destilación T-101
Fuente: Autor, Año 2014
Separador V-100
Entrada Salida
Variables CG Impuro enf. Gases_1 Fondos_1
Flujo másico, kg/h 11767 3344 8423
Temperatura, °C 25 25 25
Presión, kPa 101,3 101,3 101,3
Splitter X-100
Entrada Salida
Variables Fondos_1 Sólidos Separados Fondos_2
Flujo másico, kg/h 8423 1289 7135
Temperatura, °C 25 25 25
Presión, kPa 101,3 101,3 101,3
Torre T-101 Entrada Salida Valor RR
Variables Fondos_2 Gases_2 CG_Purificado Out_3
Flujo másico, kg/h 7135 67,52 5202 1865 Temperatura, °C 25 67,97 67,97 260,4
Presión, kPa 386,4 101,3 81,06 81,06
Rel. Reflujo (RR) 4

40
4.2.2 SIMULACIÓN GLICEROL Y CO2 1. Para la simulación de esta ruta de obtención se repite los pasos 1 a 13. 4.2.2.1 Condiciones de Operación con CO2. Los 64,311 kgmol/h de glicerol calculados en la anterior simulación se usarán para esta ruta.
Las condiciones para esta ruta son las siguientes: El catalizador usado es n-Bu2Sn(OMe)2.La relación molar CO2/Glicerol es 1, la relación molar catalizador/glicerol es 1. La reacción se lleva a cabo con una conversión de glicerol de 15%, la relación de reflujo es 4 en cada una de las torres de destilación.33. Sabiendo que la relación molar CO2/glicerol es 1, la cantidad de CO2 que se usa es 64,311 kgmol/h.
Tabla 6. Condiciones de entrada y operación glicerol y CO2
Condiciones de Entrada Reactor
Entrada Operación
Variables Glicerol CO2 Catalizador
Flujo molar, kgmol/h 64,311 64,311 64,311
Flujo másico, kg/h 5922,4 2903 19439
Temperatura, °C 25 25 25 180
Presión, kPa 101,3 5000 101,3 5000
Fuente: Autor, Año 2014
2. Dadas las condiciones de entradas y operación del proceso, se crea las corrientes y el reactor.
33
GOMEZ-JIMENEZ-ABERASTURI, Olga. Síntesis de carbonato de glicerol a partir de glicerol, CO2 y sus
derivados. Tesis doctoral. Universidad del Pais Vasco, España. 2012. 54p.

41
3. A continuación la corriente CG Impuro que sale del reactor a 180°C se enfría a 25°C para condensar el CG producido, luego del enfriamiento se usa un splitter para separar el catalizador que no reaccionó.
4. Luego la corriente Fondos_1 que sale del splitter se somete a una separación de CO2, que sale por Gases_1, que no reaccionó con el glicerol.

42
5. Posteriormente, la corriente Fondos_2 se introduce a una torre de destilación (T-101), la cual opera a una presión 101,3 kPa porque Fondos_2 entra una presión de 386,4 kPa, debido a la acción de la presión inicial del CO2 de 5000 kPa, en la entrada al proceso. De igual manera, la torre opera con un evaporador parcial a una tasa de destilado de CG a 9,5901 kgmol/h (1132 kg/h) y una tasa de evaporación de CO2 a 0,56043 kgmol/h (24,664 kg/h) y un reflujo de 4.
6. Debido a que en Fondos_3 de la Torre (T-101) sale 1,7230 kgmol/h (203,31 kg/h) de CG esta corriente se somete a una destilación para separar el CG de

43
glicerol. La Torre de destilación (T-102) opera una presión de 80 kPa, un reflujo de 4, un evaporador total y la tasa de destilación de 1,723 kgmol/h (203,7 kg/h)
7. A continuación se crea una tercera torre porque la corriente CG_1 tiene un flujo molar de agua de 11,242 kgmol/h que deben ser destilados. La torre T-103 opera a 80 kPa, un reflujo de 4 y una tasa de destilado de 11,242 kgmol/h (202,5 kg/h).

44
8. Luego se mezcla la corriente CG_2 que sale de la torre T-102 y CG_3 que sale de la torre T-103 y finalmente se enfría la mezcla a 25°C para su empaque y posterior venta. La composición molar del CG es 94,68% (98,72% másico).
4.2.2.2 Condiciones de operación de equipos simulación con CO2
Tabla 7. Condición de operación splitter
Fuente: Autor, Año 2014
Splitter X-100
Entrada Salida
Variables CG Impuro enf. Sólidos Fondos_1
Flujo másico, kg/h 28293 19439 8854
Temperatura, °C 25 25 25
Presión, kPa 101,3 101,3 386,4

45
Tabla 8. Condición de operación separador de gases
Fuente: Autor, Año 2014
Tabla 9. Condición de operación torre destilación T-101
Fuente: Autor, Año 2014
Tabla 10. Condición de operación torre destilación T-102
Fuente: Autor, Año 2014
Tabla 11. Condición de operación torre destilación T-103
Fuente: Autor, Año 2014
Separador V-100
Entrada Salida
Variables Fondos_1 Gases_1 Fondos_2
Flujo másico, kg/h 8854 2461 6393
Temperatura, °C 25 25 25
Presión, kPa 386,4 386,4 386,4
Torre T-101 Entrada Salida Valor RR
Variables Fondos_2 Gases_2 CG_1 Fondos_3
Flujo másico,kg/h 6393 24,67 1132 5237 Temperatura, °C 25 44,88 44,88 274,3
Presión, kPa 386,4 101,3 101,3 101,3
Rel. Reflujo (RR) 4
Torre T-102
Entrada Salida Valor RR
Variables Fondos_3 CG_2 Fondos_4
Flujos, kg/h 5237 203,7 5033
Temperatura, °C 274,3 128,9 278,9
Presión, kPa 101,3 80 80
Rel. Reflujo (RR) 4
Torre T-103
Entrada Salida Valor RR
Variables CG_1 Gases_3 CG_3
Flujo másico, kg/h 1132 202,5 929,2
Temperatura, °C 44,88 -33,01 122,9
Presión, kPa 101.3 80 80
Rel. Reflujo (RR) 4

46
4.2.3 SIMULACIÓN GLICEROL Y DMC 1. Para la simulación de esta ruta de obtención se repite los pasos 1 a 13.
4.2.3.1 Condiciones de operación con DMC Los 64,311 kgmol/h de glicerol calculados en la anterior simulación se usarán para esta ruta.
Las condiciones para esta ruta son las siguientes: El catalizador usado es CaO. La relación molar DMC/glicerol es 3,5, la relación molar CaO/glicerol es 0,0634. La reacción se lleva a cabo con una conversión de glicerol de 45% en este ambiente de simulación bajo las condiciones que se evidencian en la tabla 4. La presión de operación del reactor es 5 bar (500 kPa)35, la relación de reflujo es 1 en cada torre de destilación debido a que se obtuvieron buenos resultados con este.
Tabla 12. Condiciones de entrada y operación de glicerol y DMC
Condiciones de Entrada Reactor
Entrada Operación
Variables Glicerol DMC Catalizador
Flujo molar, kgmol/h 64,311 230,86 3,9
Flujo másico, kg/h 5922,4 20796 222
Temperatura, °C 25 25 25 80
Presión, kPa 500 101,3 101,3 500 Fuente: Autor, Año 2014
2. Dadas las condiciones de entradas y operación del proceso, se crea las corrientes y el reactor.
34
GOMEZ-JIMENEZ-ABERASTURI, Olga. Síntesis de carbonato de glicerol a partir de glicerol, CO2 y sus derivados. Tesis doctoral. Universidad del Pais Vasco, España. 2012. 4p. 35
OCHOA-GOMEZ, José R,, GOMEZ-JIMENEZ-ABERASTURI, Olga, MAESTRO-MADRUGA, Belén. Synthesis of glicerol carbonate froma glicerol and dimethyl carbonate by transesterification: Catalyst screening and reaction optimization. Applied Catalysis A: General 366. 315–324.Año 2009

47
3. A continuación la corriente CG Impuro que sale del reactor a 80°C se le retira el catalizador CaO por medio de un splitter.

48
4. Luego la corriente Fondos_1 que sale del splitter se somete a un enfriamiento de 80°C a 67°C para separar el metanol, que tiene un punto de ebullición de 64,5°C y condensar los vapores de CG generados.
5. Posteriormente, la corriente Fondos_1 enf. se introduce a una torre de destilación (T-100), la cual opera a presión de 75 kPa. De igual manera, la torre opera con un evaporador parcial a una tasa de destilado de DMC a 201,92 kgmol/h (18,189 kg/h) y una tasa de evaporación de metanol a 57,877 kgmol/h (1855 kg/h) y un reflujo de 1 por los resultados obtenidos.

49
6. La corriente Fondos_3 se ingresa a una segunda torre de destilación (T-101), la cual opera a presión de 74 kPa, en la entrada a la torre. De igual manera, la torre opera con un evaporador total a una tasa de destilado de GC a 28,939 kgmol/h (3,415 kg/h) y la tasa de reflujo 1 por los resultados obtenidos.
7. Finalmente, se enfría la corriente CG_Destilado, que sale de torre T-101, de 73,02°C a 25°C para su empaque y venta a los consumidores. La composición molar de CG_Destilado es 96,13% (99,12% másica).

50
4.2.3.2 Condiciones de operación de equipos simulación con DMC
Tabla 13. Condición de operación splitter
Fuente: Autor, Año 2014
Tabla 14. Condición de operación torre destilación T-100
Torre T-100 Entrada Salida Valor RR
Variables Fondos_1 Gases_1 Destilado Fondos_2
Flujo másico, kg/h 26745 1854 18189 6702
Temperatura, °C 67 73,84 73,84 149,7
Presión, kPa 77,35 75 75 75
Rel. Reflujo (RR) 1 Fuente: Autor, Año 2014
Tabla 15. Condición de operación torre destilación T-101
Fuente: Autor, Año 2014
Splitter X-100
Entrada Salida
Variables CG Impuro Sólidos Fondos_1
Flujo másico, kg/h 26967 222 26745
Temperatura, °C 80 80 80
Presión, kPa 500 500 77,35
Torre T-101
Entrada Salida Valor RR
Variables Fondos_2 CG_Destilado Fondos_4
Flujos másico ,kg/h 6702 3414 3288
Temperatura, °C 80 80 80
Presión, kPa 500 500 77,35
Rel. Reflujo (RR) 1
51
4.2.4 SIMULACIÓN GLICEROL Y EC 1. Para la simulación de esta ruta de obtención se repite los pasos 1 a 13. 4.2.4.1 Condiciones de operación con EC Los 64,311 kgmol/h de glicerol calculados en la anterior simulación se usarán para esta ruta.
Las condiciones de esta reacción son similares porque se puede usar el mismo catalizador CaO, la relación molar EC/glicerol es 3,5, la relación molar CaO/glicerol es 0,06. Al igual que el DMC, el EC se introduce al proceso en baja presión con 20 kPa pero la temperatura máxima de operación es 80°C36 . La reacción se lleva a cabo con una conversión de glicerol de 45% en este ambiente de simulación bajo las condiciones que se evidencian en la tabla 4, la relación de reflujo es 1 en cada torre de destilación debido a que se obtuvieron buenos resultados con este.
Tabla 16. Condiciones de entrada y operación de glicerol y EC
Condiciones de Entrada Reactor
Entrada Operación
Variables Glicerol EC Catalizador
Flujo molar, kgmol/h 64,311 230,86 3,9
Flujo másico, kg/h 5922,4 20330 222
Temperatura, °C 25 25 25 80
Presión, kPa 101,3 101,3 101,3 500 Fuente: Autor, Año 2014
2. Dadas las condiciones de entradas y operación del proceso, se crea las corrientes y el reactor.
36
GOMEZ-JIMENEZ-ABERASTURI, Olga. Síntesis de carbonato de glicerol a partir de glicerol, CO2 y sus
derivados. Tesis doctoral. Universidad del Pais Vasco, España. 2012. 154p.
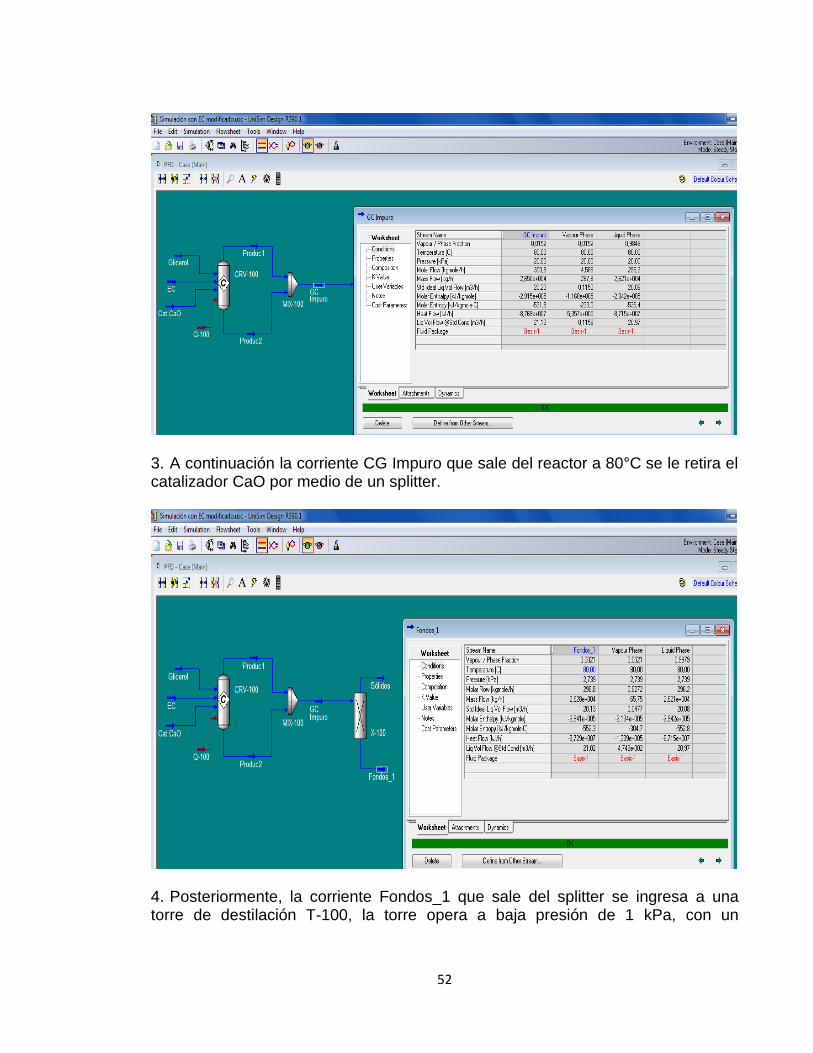
52
3. A continuación la corriente CG Impuro que sale del reactor a 80°C se le retira el catalizador CaO por medio de un splitter.
4. Posteriormente, la corriente Fondos_1 que sale del splitter se ingresa a una torre de destilación T-100, la torre opera a baja presión de 1 kPa, con un

53
evaporador total a una tasa de destilado de GC a 30,225 kgmol/h (3,567 kg/h) y la tasa de reflujo 1 por los resultados que se obtuvieron.
5. Luego la corriente Fondos_2 que sale de la torre T-100 se somete a un enfriamiento de 71,71°C a 35°C para condensar los vapores de CG para poder destilar la mayor cantidad posible, seguido la corriente Out2_enf se ingresa a una segunda torre T-101 que opera a presión de 0,95 kPa.

54
6. Por último, la corriente CG_1 que sale de la torre T-100 y la corriente CG_2 que sale de la torre T-101 se mezclan y se aumenta la temperatura de 4,019 °C a 25°C.
4.2.4.2 Condiciones de operación de equipos simulación con EC
Tabla 17. Condición de operación splitter
Fuente: Autor, Año 2014
Splitter X-100
Entrada Salida
Variables CG Impuro Sólidos Fondos_1
Flujo másico, kg/h 26501 222 26279
Temperatura, °C 80 80 80
Presión, kPa 500 500 2,774

55
Tabla 18. Condición de operación torre destilación T-100
Fuente: Autor, Año 2014
Tabla 19. Condición de operación torre destilación T-101
Fuente: Autor, Año 2014
Torre T-100
Entrada Salida Valor RR
Variables Fondos_1 CG_1 Fondos_2
Flujo másico, kg/h 26279 3566 22712
Temperatura, °C 80 4,794 98
Presión, kPa 2,774 1 1
Rel. Reflujo (RR) 1
Torre T-101
Entrada Salida Valor RR
Variables Fondos_2 CG_2 Fondos_3
Flujo másico, kg/h 22712 29,86 22689
Temperatura, °C 98 61,49 96,89
Presión, kPa 1 0,95 0,95
Rel. Reflujo (RR) 1
56
5. RESULTADOS
5.1 RENDIMIENTOS DE CARBONATO DE GLICEROL
Luego de realizadas las simulaciones se hizo el cálculo de los rendimientos para cada una de las rutas, la fórmula utilizada fue la siguiente:
RENDIMIENTO CON UREA
RENDIMIENTO CON CO2 ,
RENDIMIENTO CON DMC ,
RENDIMIENTO CON EC

57
En la figura 11 se observan los rendimientos obtenidos para la ruta con urea, CO2, DMC y EC respectivamente. Donde la ruta con DMC y glicerol obtuvo el mayor rendimiento con un 99,1 %, seguido de la simulación con urea un 98,44%, en tercer lugar la simulación con CO2 con el rendimiento de 98,2 y en último lugar la simulación con EC en donde se obtuvo un rendimiento de 88%.
Figura 11. Rendimiento de carbonato de glicerol en cada ruta de obtención
Fuente: Autor, Año 2014
A pesar que la ruta DMC tiene el rendimiento más alto, en esta se usó una
configuración robusta de equipos durante las etapas de separación y purificación
para obtener ese rendimiento, por el contrario, la ruta urea usó una configuración
sencilla de equipos porque no se forman mezclas miscibles y se logró el 98,44%
de rendimiento de carbonato de glicerol por lo que la convierte en la mejor ruta.
Con los resultados obtenidos se comprobó la hipótesis porque al realizar el
análisis técnico a las rutas se logró determinar la mejor ruta para la producción de
carbonato de glicerol.

58
CONCLUSIONES
En la ruta glicerol-urea se alcanzó una conversión del 69 % y un rendimiento del
98,44%, los valores obtenidos concuerdan con los reportes de la literatura
científica. No fue necesario una configuración robusta de equipos para la
separación y posterior purificación del carbonato de glicerol.
La simulación de CO2 y glicerol obtuvó un rendimiento de 98,2% pero una baja
conversión (15%), la cual está acorde a los resultados que evidencian otros
autores; se usó una configuración robusta de equipos en las etapas de separación
y purificación del carbonato de glicerol, lo cual no es factible desde lo técnico.
La reacción glicerol y DMC bajo las condiciones de operación reportadas logró un
rendimiento de 99,1%, en esta simulación fue necesaria una configuración robusta
en las etapas de separación y purificación del carbonato de glicerol.
El glicerol y EC usados para esta ruta simulada se logró un rendimiento (YGC) de
88%, se usó la misma configuración de equipos para las etapas de separación y
purificación del carbonato de glicerol obtenido que en la ruta glicerol y DMC. Para
aumentar el rendimiento de carbonato de glicerol se debe usar una destilación
azeotrópica para romper el azeotrópo formado entre etilenglicol-glicerol-EC-
carbonato de glicerol
Teniendo en cuenta lo anteriormente dicho la ruta de obtención de carbonato de
glicerol que cumple desde el punto de vista técnico es glicerol-urea porque no se
usó una configuración robusta de equipos en las etapas de separación y
purificación durante todo el proceso, en la cual se logró un rendimiento de 98,44%
de carbonato de glicerol.

59
RECOMENDACIONES
Se recomienda realizar integración energética a la ruta glicerol-urea para disminuir
la cantidad de servicios industriales que se deben suministrar al proceso.
Se recomienda realizar un análisis técnico y ambiental para determinar la
viabilidad y sostenibilidad de la ruta glicerol-urea.
Se recomienda trabajar con diferentes rangos de operación en cada una de las
rutas y realizar análisis de sensibilidad.

60
GLOSARIO
ÁCIDO GRASO: es una molécula orgánica formada por una larga cadena hidrocarbonada, de número par de átomos de carbono, en cuyo extremo hay un grupo carboxilo. En general podemos escribir un ácido graso genérico como R-COOH, en donde R es la cadena hidrocarbonatada que identifica al ácido en particular. Los ácidos grasos son los componentes de algunos lípidos como las grasas, donde el extremo de la molécula donde se encuentra el grupo carboxilo (-COOH) es el que se combina con uno de los grupos hidroxilos (-OH) del glicerol (más correctamente propanotriol), reaccionando con él. CONTAMINACIÓN: degradación o alteración nociva de un medio natural como consecuencia de sustancias perjudiciales que se vierten en él.
DENSIDAD: materia medida como masa por volumen unitario, expresado en libras por expresado en porcentaje en volumen. DISPERSANTE: cualquier producto químico que estimula la dispersión de las partículas, polímeros de carga negativa que neutralizan las cargas positivas que presentan los bordes de las partículas de arcilla. EMULSIFICANTE: sustancia usada para producir una emulsión de dos líquidos inmiscibles. EMULSIÓN: una mezcla líquida heterogénea, de dos o más líquidos inmiscibles, pero que son mantenidos en suspensión, uno en otro, por agitación mecánica, o más frecuentemente, mediante la adición de pequeñas cantidades de sustancias llamadas emulsificantes. Las emulsiones pueden ser mecánicas, química. Los tipos de emulsión son aceite en agua o agua en aceite. ÉSTERES: son compuestos orgánicos en los cuales un grupo orgánico reemplaza a un átomo de hidrógeno (o más de uno) en un ácido oxigenado. Un ácido oxigenado es un ácido cuyas moléculas poseen un grupo OH– desde el cual el hidrógeno (H) puede disociarse como un ion protón (H+). En bioquímica son el producto de la reacción entre los ácidos grasos y los alcoholes. Los ésteres más comúnmente encontrados en la naturaleza son las grasas, que son ésteres de glicerina y ácidos grasos.
FILTRACIÓN: es el proceso de separación de sólidos suspendidos de su líquido, forzando el líquido a través de un medio poroso. Dos tipos de filtración de fluido ocurren en un pozo: filtración dinámica durante la circulación y filtración estática cuando el fluido no está circulando.

61
FILTRADO: el líquido forzado a través de un medio poroso durante el proceso de filtración. FLUIDEZ: recíproco de la viscosidad. Medida de la velocidad a la cual un fluido es deformado continuamente por un esfuerzo de corte. Facilidad de flujo. FLUIDO: una sustancia que adopta fácilmente la forma del recipiente en el que se coloca. El término incluye líquidos y gases. Se trata de una sustancia en la que la aplicación de cada sistema de esfuerzos (excepto la presión hidrostática) producirá una deformación continuamente creciente, sin relación alguna entre el régimen de deformación en cualquier instante y la magnitud de los esfuerzos en ese instante. Los fluidos de perforación son generalmente fluidos newtonianos y plásticos, pocas veces seudoplásticos y raramente dilatantes. GRASA: es un término genérico para varias clases de lípidos, aunque generalmente se refiere a los acilglicéridos, ésteres en los que uno, dos o tres ácidos grasos se unen a una molécula de glicerina, formando monoglicéridos, diglicéridos y triglicéridos respectivamente. Esta está presente en muchas formas de vida, y tienen funciones tanto estructurales como metabólicas. HIGROSCOPIA: es la capacidad de algunas sustancias de absorber o ceder humedad al medioambiente. SÓLIDOS, DISUELTOS: sólidos en solución que no se pueden remover por filtración. SÓLIDOS, SUSPENDIDOS: sólidos que no están disueltos y que pueden permanecer en suspensión en un fluido. . TRIGLICÉRIDOS: son acilglicéridos (un tipo de lípidos) formados por una molécula de glicerol, que tiene esterificada sus tres grupos hidroxilo, por tres ácidos grasos saturados o insaturados. VISCOSIDAD: resistencia del fluido a fluir.
REFERENCIAS
ACCURSI, Federico, CRESCIMBENI, César Julián, NAVARRO, Ana Inés, SIGAL,
Facundo. Indicadores Regionales. Economía Región Centro. Provincias de Santa
fe, Córdoba y Entre Rios. pp 7. Mayo 2012.
AIMARETTI, Nora, INTILÁNGELO, Luciana, CLEMENTZ, Adriana, ANSALDI,
Juliana, YORI, Juan Carlos. Aprovechamiento de la glicerina obtenida durante la
producción de biodiesel. Universidad del Centro Educativo Latinoamericano.
Rosario, Argentina.137-144p .Invenio, N.o 20. Vol.11. Año 2008.
ACEPALMA. Consultado 23 Abril 2013. Disponible en:
http://www.acepalma.com/Productos.php#Aceites10
ANALYTYKA. Consultado 17 Septiembre 2012. Disponible en:
http://www.analytyka.com.mx/spanish/FDS/D/15A158.htm
ANÓNIMO. Marco Normativo Ambiental. Consultado 15 Abril 2013. Disponible en: https://sites.google.com/site/marconormativoambiental/colombia
ANÓNIMO. Normatividad Ambiental y Sanitaria. Consultado 15 Abril 2013.
Disponible en:
http://www.upme.gov.co/guia_ambiental/carbon/gestion/politica/normativ/normativ.
htm#BM2_1_Normas_y_principios_ambientales_co
ARDI, M.S, AROUA, M.K, AWANIS HASHIM, N. Progress, prospect and
challenges in glycerol purification process: A review. Renewable and Sustainable
Energy Reviews 42. 1164–1173p. Año 2015.
ARESTA, Michele, DIBENEDETTO, Angela, NOCITO, Francesco, PASTORE,
Carlo. A study on the carboxylation of glycerol to glycerol carbonate with carbon
dioxide: The role of the catalyst, solvent and reaction conditions. Journal of
Molecular Catalysis A: Chemical 257. 149–153p. Año 2006.

BERNA ARTEAGA, Tatiana y ILIAS GAREJO, Ibis. Estudio de factibilidad del uso
de la glicerina como fase continua en fluidos de perforación de emulsión inversa.
Trabajo de Grado Ingeniero Químico. Bucaramanga. Universidad Industrial de
Santander (UIS). Facultad de Ingenierías Físico-Químicas. Escuela de Ingeniería
de Petróleos, 2008. 39-46p.
CALDERÓN, Andrés Joaquín y RODRÍGUEZ LEÓN, Sandra. Equilibrio Líquido-
Líquido de los sistemas Aceite de Palma-Metanol-Biodiesel y Biodiesel-Metanol-
Glicerina. Tesis de grado. Universidad Industrial de Santander. Año 2009.
CARDEÑO, Fernando, GALLEGO, Luis J. y RIOS, Luis A. Refinación de la Fase
Glicerina del Biodiesel de Aceite de Palma empleando Ácidos Minerales. Grupo
Procesos Fisicoquímicos Aplicados. Universidad de Antioquia, Sede de
Investigación Universitaria. Colombia, Año 2011.
CHO, Han-Jun, KWON, Hye-Mi, THARUN, Jose, PARK, Dae-Won.Synthesis of
glycerol carbonate from ethylene carbonate and glicerol using immobilize dionic
liquid catalyst. Journal of Industrial and Engineering Chemistry 16.679–683p.Año
2010.
CLIMENT, Maria J, CORMA, Avelino , DE FRUTOS, Pilar, IBORRA, Sara, NOY,
Maria, VELTY, Alexandra, CONCEPCIÓN, Patricia. Chemicals from biomass:
Synthesis of glycerol carbonate by transesterification and carbonylation with urea
with hydrotalcite catalysts. The role of acid–base pair. Journal of Catalysis
269.140–149p. Año 2010.
CONSTITUCIÓN NACIONAL. Normatividad Ambiental para Colombia. Consultado
15 Abril 2013. Disponible en:http://www.corpamag.gov.co/vernormas.php
COSMOS. Consultado 17 Septiembre 2012. Disponible en:
http://puebla.cosmos.mx/wiki/dgcc/Carbonato-de-Etileno
DA SILVA, Gervásio, MACK, Matthias, CONTIERO, Jonas. Glycerol: A promising
and abundant carbon source for industrial microbiology. Biotechnology Advances
27 .30–39p. Año 2009.
FERRERO A. J, ROSA I. M, VENECIANO E. Proceso de purificación de la
glicerina obtenida del biodiesel a pequeña escala. Facultad Regional Villa María,
Universidad Tecnológica Nacional – Villa María, Córdoba, Argentina.

GOMEZ-JIMENEZ-ABERASTURI, Olga. Síntesis de carbonato de glicerol a partir de glicerol, CO2 y sus derivados. Tesis doctoral. Universidad del Pais Vasco, España. 2012. 1-237p. GÓMEZ MOSQUERA, Iván Darío y ARIAS AARÓN, Norbey de Jesús. Estudio de
la cinética de formación de poliuretanos obtenidos a partir de aceite de higuerilla
modificado con glicerina por calorimetría diferencia de barrido (DSC). Tesis de
grado. Universidad Industrial de Santander. Año 2009.
GONZÁLEZ GARNICA, Julián Alfredo y MORENO MOLANO, Leonel. Producción
y Purificación de Biodiesel y Glicerina, a partir de Aceites Vegetales y Cinética de
la reacción de transesterificación. Tesis de grado. Universidad Industrial de
Santander. Año 2007.
INDIVER, PÉREZ,VAN STRALEN, OLIVA A., NÚÑEZ McLeod, J. y LLAMAS S.
Utilización de glicerina residual de producción de biodiesel como cosubstrato para
la producción de biogás. Universidad Nacional de Cuyo. Mendoza, Argentina. Año
2011.
KERLAKIAN, Carlos y MOLINA, Claudio. Panorama mundial para la glicerina
calidad Farmacopea (USP).Revista A&G. 58-66p .N.°66, Vol.1,Año 2006.
LERTLUKKANASUK,N, PHIYANALINMAT,S, KIATKITTIPONG, W. Reactive
distillation for synthesis of glicerol carbonate via glycerolysis of urea. Chemical
Engineering and Processing 70. 103-109p. Año 2013.
LI, Jiabo, WANG, Tao. Chemical equilibrium of glycerol carbonate synthesis from
Glicerol. J. Chem. Thermodynamics 43. 731–736p .Año 2011.
LI, Jiabo, WANG, Tao. Coupling reaction and azeotropic distillation for the
synthesis of glycerol carbonate from glycerol and dimethyl carbonate.Chemical
Engineering and Processing 49.530–535p Año. 2010
MELO, Jose. Biodiesel, un recurso renovable. Producción de biodiesel. Revista
A&G.64-68p. N.°62, Vol.1, Año 2006.
OCHOA-GOMEZ, José R,, GOMEZ-JIMENEZ-ABERASTURI, Olga, MAESTRO-MADRUGA, Belén. Synthesis of glicerol carbonate from a glicerol and dimethyl carbonate by transesterification: Catalyst screening and reaction optimization. Applied Catalysis A: General 366. 315–324p.Año 2009

POSADA DUQUE, John Alexander. Design and Analysis of Technological
Schemes for Glycerol Conversion to Added Value Product. Tesis para optar al
título de Doctor de Filosofía en Ingeniería. Universidad Nacional de Colombia sede
Manizales. Año 2011.
SANTOS MONTERO, Alfonso. Federación Nacional de Biocombustibles de
Colombia. Presente y futuro de los biocombustibles en Colombia. 1er. Seminario
de Energías Alternativas. 2p.
SIERRA, Carlos. La urea: características, ventajas y desventajas de esta fuente
nitrogenada. Informativo Nº35.1p. Año 2010.
WOLOJ, Daniel José. Nuevas aplicaciones de la glicerina. Un análisis preliminar.
Trabajo de Grado Ingeniero Químico. Buenos Aires, Argentina. Universidad de
Buenos Aires. Facultad de Ingeniería Química. Departamento de Ingeniería
Química. 2011. 18-20p