ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE …
88
ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA DE UNA REFINERÍA EN LA REGIÓN CARIBE COLOMBIANA, MEDIANTE EL MÉTODO DE HAZOP KELLY JOHANA COGOLLO PABÓN DAYANNA CASTILLO VASCO UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA DE INDIAS D. T. y C. 2019
Transcript of ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE …

1
ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA DE UNA REFINERÍA EN LA REGIÓN CARIBE COLOMBIANA, MEDIANTE EL MÉTODO DE HAZOP
KELLY JOHANA COGOLLO PABÓN DAYANNA CASTILLO VASCO
UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA DE INDIAS D. T. y C.
2019

2
ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA DE UNA REFINERÍA EN LA REGIÓN CARIBE COLOMBIANA, MEDIANTE EL MÉTODO DE HAZOP
KELLY JOHANA COGOLLO PABÓN DAYANNA CASTILLO VASCO
Trabajo de grado presentado como requisito para optar al título de Ingeniero Químico.
UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA DE INDIAS D. T. y C.
2019

3
Nota de Aceptación:
Director del Comité de Evaluación
Jurado 1 del Comité de Evaluación
Jurado 2 del Comité de Evaluación
Cartagena de Indias D.T. y C., 2 de agosto de 2019.

4
DEDICATORIA A nuestros padres Katherine Vasco, Albeiro Vasco y Álvaro Cogollo, Nelza Pabón. Siempre nos esforzamos por corresponder al amor y cariño de aquellos que nos aman. A veces lo logramos; la mayoría de las veces, no. Entonces, nos enfrentamos a una gran pregunta: ¿Cómo podemos pagarle a aquellos que más que dártelo todo, se han entregado a sí mismos? ¿Cómo saber que estás dando lo suficiente? Es entonces, cuando te acercas a una gran constatación: aquellos que te aman de verdad no esperan nada a cambio que no sea verte y hacerte feliz. Pero esto, en lugar de tranquilizarte, aumenta tu deseo de amarlos y darles lo mejor de ti. Pero siempre aparece nuestra debilidad y limitación, nuestra triste imperfección, que hace dudar a quienes amamos de nuestro amor hacia ellos. Entonces, volvemos al principio: ¿Cómo corresponder al amor que nos ha sido dado? Creo que sólo podemos intentarlo. Y estas palabras de agradecimiento son precisamente eso: un intento por pagar esa deuda insalvable de amor que tenemos con estas personas que han dado tanto de sí para nosotras. Decir gracias es muy pobre, pero no queremos despreciar esta ocasión para agradecer a Katherine y Albeiro Vasco, Álvaro Cogollo y Nelza Pabón el ayudarnos a construir nuestro camino, y por mostrar que el amor todo lo puede, todo lo soporta, todo lo espera y todo lo vence, incluso la muerte. De seguro esto se queda pequeño ante la inmensidad de su entrega, pero espero que dedicarles este trabajo que requirió tanto esfuerzo, sirva como testimonio de nuestra intención de esforzarnos por amarlos cada día de nuestras vidas, hasta la eternidad. Con todo el amor que nos es posible.
Dayanna Castillo Vasco Kelly Cogollo Pabón

5
AGRADECIMIENTOS
« Más valen dos que uno solo, pues obtienen mayor ganancia de su esfuerzo. Pues si cayeren, el uno levantará a su compañero; pero ¡ay del solo que cae!, que no tiene quien lo levante» Eclesiastés 4, 9-10.
En una manifestación sincera de afecto, deseo agradecer a aquellos que sumaron esfuerzos para que la
concreción del presente trabajo sea hoy una realidad, especialmente a quienes estuvieron ahí para levantarme o impulsarme en los momentos en que más lo necesité.
A Dios en primer lugar, quien hoy me permite dar un paso más en la realización de mi proyecto de vida y
quien me acompañó y me acompaña en los momentos en que más me siento sola.
A mis compañeras de trabajo, por dar todo de ellas para que esté trabajo sea hoy un producto de excelencia.
A nuestra tutora Juliana Puello, por su sabia orientación y todo el compromiso que demostró durante la
realización de este proyecto de grado.
A mis docentes que aportaron con vocación amorosa a mi formación profesional.
A mis amigos y familiares, por su cariño y afecto desinteresado. Gracias doy a Dios por ser ángeles en mi vida.
Dayanna Castillo Vasco Kelly Cogollo Pabón

6
CONTENIDO
Pág. RESUMEN ............................................................................................................ 11 INTRODUCCIÓN .................................................................................................. 12 1. PROBLEMA DE INVESTIGACIÓN ................................................................... 15
1.1. PLANTEAMIENTO DEL PROBLEMA ......................................................... 15 1.2. FORMULACIÓN DEL PROBLEMA............................................................. 16
1.3. JUSTIFICACIÓN ......................................................................................... 16 1.4. OBJETIVOS ................................................................................................ 18
1.4.1. Objetivo General .................................................................................. 18 1.4.2. Objetivos Específicos ........................................................................... 18
2. MARCOS DE REFERENCIA ............................................................................. 19
2.1. ANTECEDENTES INVESTIGATIVOS ........................................................ 19 2.2. MARCO TEÓRICO ..................................................................................... 21
2.2.1 Proceso crítico a estudiar: Tambores de la unidad de Coquización retardada. ....................................................................................................... 21 2.2.1.1 Coque de petróleo. ............................................................................. 22
2. 2.1.2. Descripción del proceso ................................................................ 23
2.2.1.2.1 Carga y productos. .................................................................... 23
2.2.1.2.2. Torre Fraccionadora: ................................................................ 24
2.2.1.2.3 Calentamiento del hidrocarburo sobre el punto de craqueo en los hornos. ..................................................................................................... 24
2.2.1.2.4 Tambores de coque. ................................................................. 25
2.2.1.2.4.1 Reacciones químicas......................................................... 25
2.2.1.2.4.2 Condiciones de operación. ................................................ 26
2.2.1.2.4.2 Operaciones en el tambor. ................................................ 28
2.2.1.3 Peligros específicos de operación. .................................................. 32
2.2.1.3.1 Cambio del tambor de coque. ............................................... 32
2.2.1.3.2 Eliminación de la cabeza del tambor de coque. ................... 32
2.2.1.3.3 Almacenamiento de coque. .................................................. 33
2.2.2 Análisis de peligros. .............................................................................. 34
2.2.2.1.1 Métodos cualitativos. ................................................................. 34
2.2.2.1.2 Métodos semi – cuantitativos. ................................................... 35
2.2.2.1.3 Métodos cuantitativos. ............................................................ 35
2.2.3 Estudio de peligros y operación: Hazard and Operability Analysis (HAZOP .......................................................................................................... 36
2.2.3.1 Concepto de nodos. ........................................................................ 37
2.2.3.1.1 Nodos de proceso. .................................................................... 37

7
2.2.3.1.2 Nodos globales. ......................................................................... 37
2.2.3.2 Selección de los parámetros de proceso. ........................................ 37
2.2.3.3 Palabras guía ..................................................................................... 38 2.2.3.4 Desviaciones. ..................................................................................... 39 2.2.3.5 Elementos claves. .............................................................................. 40
2.2.4 Matriz de riesgos. ............................................................................... 40
2.3. MARCO LEGAL .......................................................................................... 43 2.4. MARCO CONCEPTUAL ............................................................................. 44
3. DISEÑO METODOLÓGICO .............................................................................. 48 3.1. TIPO DE INVESTIGACIÓN ........................................................................ 48 3.2. DISEÑO ADOPTADO ................................................................................. 48
3.3. ENFOQUE ADOPTADO ............................................................................. 48 3.4. TÉCNICAS DE RECOLECCIÓN DE LA INFORMACIÓN ........................... 49
3.4.1. Fuentes primarias................................................................................. 49 3.4.2. Fuentes secundarias ............................................................................ 49
3.5. HIPÓTESIS DE TRABAJO ......................................................................... 49 3.6. VARIABLES ................................................................................................ 50
3.6.1. Variables de proceso ............................................................................ 50 3.6.2. Variables de sistemas eléctricos .......................................................... 50
3.7. OPERACIONALIZACIÓN DE VARIABLES ................................................. 50
3.8. PROCESAMIENTO DE LA INFORMACIÓN ............................................... 50 4. RESULTADOS Y DISCUSIÓN .......................................................................... 52
4.1 ANÁLISIS DE PERFIL DE ACTIVOS DE LA INFORMACIÓN CORRESPONDIENTE A LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA. .................................................................................................... 52 4.2 SELECCIÓN DEL NODO Y VARIABLES DE PROCESO. .......................... 54 4.3 ANÁLISIS DE ESCENARIOS DE RIESGO Y RECOMENDACIONES ........ 59
CONCLUSIONES .................................................................................................. 68 RECOMENDACIONES ......................................................................................... 70
REFERENCIAS ..................................................................................................... 72 ANEXOS ............................................................................................................... 76

8
LISTA DE FIGURAS Pág.
Figura 1. Esquema del proceso de coquización retardada .................................. 22
Figura 2. Tambor de coque en modo llenado y tambor en modo de corte ........... 29 Figura 3. Decoquizado hidráulico y corte de coque. ............................................. 31 Figura 4. Procesamiento de la información .......................................................... 51 Figura 5. Simulación del proceso de coquización retardada en Aspen HYSYS. .. 54 Figura 6. Diagrama P&ID de los tambores de coque de la unidad de Coquización Retardada.............................................................................................................. 57

9
LISTA DE TABLAS Pág.
Tabla 1.Duración del tambor en modo coquización y decoquización .................... 26
Tabla 2. Parámetros de proceso ........................................................................... 38 Tabla 3. Palabras guía .......................................................................................... 38 Tabla 4.Desviaciónes de aplicación obligatoria u opcional ................................... 39 Tabla 5. Significado de los niveles de probabilidad ............................................... 41 Tabla 6. Significado de los Niveles de consecuencia ............................................ 41
Tabla 7. Determinación del Nivel de Riesgo.......................................................... 42 Tabla 8. Significado del Nivel de riesgo ................................................................ 43 Tabla 9. Variables de proceso. .............................................................................. 50 Tabla 10. Parámetros de operación de normal en los tambores de coque ........... 55
Tabla 11. Descripción de los equipos mencionados en el PID & HAZOP. ............ 58

10
LISTA DE ANEXOS Pág.
ANEXO A. Cronograma de actividades. .............................................................. 77
ANEXO B. Presupuesto. ...................................................................................... 78 ANEXO C. Hoja de estudio HAZOP en los tambores de coque de la unidad de Coquización Retardada. ........................................................................................ 79

11
RESUMEN En el presente estudio se analizaron los tambores de coque de la unidad de coquización retardada de una refinería ubicada en la región Caribe colombiana, con el fin de identificar y mitigar los riesgos asociados con base en la metodología HAZOP (Hazardous operations). Inicialmente se realizó un estudio previo de los incidentes ocurridos en unidades de coquización retardada en años anteriores, que fueron significativos debido a las pérdidas económicas y humanas que representaron. Esta información se recopiló mediante consulta en bases de datos, boletines de seguridad y salud, información disponible en la web de incidentes y experiencias ocurridos en refinerías, diagramas PID e información de la planta de coquización retardada con el objetivo de ampliar los conocimientos relacionados con la unidad, como instrumentación, funcionamiento, variables operativas, etc. Posteriormente, se seleccionó el nodo a evaluar siendo el tambor de coque, se eligieron las variables de proceso más relevantes como temperatura, presión, flujo y nivel; se identificaron los escenarios con mayor riesgo entre los que cabe resaltar derrames de coque, liberación de vapor y agua a elevadas temperaturas, liberación de agua de corte a alta presión, sobrellenado del tambor, errores en la operación de descabezado del tambor, errores en la secuencia de las operaciones, etc. Con base en lo anterior, se plantearon las recomendaciones operativas, de diseño, mantenimiento y prevención que son pertinentes para mitigar o evitar incidentes cuyo impacto afecte al personal, al medio ambiente y a la empresa. PALABRAS CLAVE: HAZOP, coquización retardada, tambores de coque, seguridad de procesos, peligros, riesgos.

12
INTRODUCCIÓN
A través de la historia, han ocurrido incidentes catastróficos en industrias químicas. La década de los 80 fue testigo de enormes accidentes provocados por explosiones y liberaciones de productos químicos peligrosos que produjeron numerosas muertes, afectaciones a la población y al medio ambiente. En 1984 una planta operada y administrada por la Unión Caribe India Limited (UCIL) en la ciudad central de India, Bhopal, fue el desastre más notable. La introducción de un gran volumen de agua a un tanque que almacenaba isocianato de metilo provocó una reacción química exotérmica y un aumento de presión, acelerada por la presencia de hierro resultante de la corrosión de tuberías no aptas para el servicio. Esto forzó la apertura de la válvula de seguridad, liberando toneladas de isocianato de metilo altamente tóxico a la atmósfera que posteriormente se dispersó a baja altura en dirección a Bhopal lo que causó la muerte de 5600 personas y varios miles de personas afectadas. El accidente se produjo debido a que no se tomaron las precauciones necesarias durante la operación y mantenimiento de la planta y por ahorro de costes [1]. El desastre de Bhopal, en octubre de 1989 en la refinería de Phillips Petroleum Company, Pasadena, TX, que resultó en 23 muertes y 132 lesionados y el accidente en el mes de julio de 1990 en BASF, Cincinnati, OH, que también resultó en dos muertes; y muchos otros accidentes que han ocurrido, han captado la atención de los medios a nivel internacional, afectando la percepción que el público tiene acerca de los procesos industriales debido a las grandes pérdidas humanas, impacto negativo al medio ambiente y en la economía de las industrias. Sin duda estás catástrofes influyeron en las políticas de varios países y en la institución de normas de seguridad de procesos en las industrias, la inclusión de metodologías y estrategias aplicadas en todas sus operaciones para la minimización de riesgos y prevención de accidentes, así como el desarrollo de la cultura de seguridad de procesos diariamente en los trabajadores, repercutiendo a su vez en la sostenibilidad de las empresas [2]. La seguridad de procesos es una disciplina en el marco del manejo de la integridad de los sistemas operativos y de los procesos que manejan sustancias peligrosas, se basa en principios que se aplican en el diseño, ingeniería, prácticas de operación y mantenimiento. Se enfrenta en la prevención y control de eventos con el potencial de liberar sustancias peligrosas y energía. Tales liberaciones pueden resultar en efectos tóxicos, incendios, explosiones, que pueden provocar muertes, heridos, daño a la propiedad, daño ambiental y pérdida de producción [3]. La pertinencia de este proyecto radica en que tendrá un enfoque en el proceso de coquización retardada teniendo en cuenta condiciones propias de una refinería localizada en la región Caribe Colombiana, que hace parte del grupo de plantas junto con las unidades de Hidrocracking, las dos hidrotratadoras de diésel y la

13
unidad de alquilación que permite transformar el 97% de crudo en productos más valiosos, conversión que anteriormente alcanzaba solo el 70%. La planta de coquización retardada produce gas combustible, GLP (gas licuado de petróleo), nafta y gasóleos, que son los productos de mayor valor, rentabilidad y utilidad. El coque de petróleo es un subproducto de menor valor pero que sirve como combustible sólido de alto poder calorífico que se usa para generación de energía eléctrica y como materia prima en la fabricación de electrodos [4]. A partir de lo anteriormente descrito, permitir una mayor conversión de los crudos pesados en productos livianos por medio de la planta de coquización, indica que dicha planta contribuye al aumento en la capacidad de refinación, al crecimiento industrial en la región Caribe y que además desde el año 2016, permitió que Colombia haya ingresado con nuevos productos a mercados internacionales [5]. En los últimos años el proceso de coquización retardada ha dado lugar a una serie de accidentes graves en escenarios a nivel internacional como el incendio ocurrido en 1998 en Ana Cortes, Washington, en la refinería de petróleo Equilon Enterprises el cuál dejo 6 muertos [6]. Debido a esto se ha considerado abordar los riesgos en las operaciones dada la creciente importancia de las unidades de coque para satisfacer las demandas de energía y la frecuencia y gravedad de los incidentes que involucran. Este proyecto de investigación se basa en la implementación del HAZOP en la unidad de coquización retardada, siendo una técnica de identificación de riesgos de operabilidad inductiva en donde es necesario identificar los nodos asociados al proceso, diagramas de proceso, equipos involucrados y las variables de desviación con respecto a los parámetros normales de operación. Esta investigación contiene 4 capítulos, el primer capítulo se describe el planteamiento y la formulación del problema junto con los objetivos que queremos alcanzar con el desarrollo de esta investigación; y explicamos la razón por la cual el tema abordado es pertinente. En el segundo capítulo se describen los trabajos anteriores relacionados a la metodología HAZOP y a la planta de coquización retardada, en los cuales resaltamos trabajos realizados en la universidad de San Buenaventura. Además, se realiza una descripción del proceso de coquización retardada, los tipos de coque que se producen, las condiciones de operación, las operaciones que se realizan y los peligros específicos asociados a esas operaciones. Adicional a este capítulo, detallamos las partes que constituyen un HAZOP y la forma de realizarlo. Cabe resaltar que también aparece el marco conceptual que ayuda a entender el significado de algunas palabras a las que se hace referencia en el trabajo y el marco legal que contiene normas asociadas al tema. En el tercer capítulo se expone la metodología utilizada abarcando el diseño, el tipo y el enfoque adoptado. También se describen las fuentes de recolección de información junto con un diagrama de flujo que describe el procesamiento de la información. Y en cuarto capítulo que es el más relevante, se exponen los resultados obtenidos en esta investigación donde se hace una descripción cualitativa y se representan diagramas y tablas para comprender mejor el HAZOP.

14
Este trabajo se desarrolla y sustenta por medio de revisiones bibliográficas, revistas, bases de datos existentes en la universidad y visitas industriales a la planta de coquización retardada de una refinería, permitiendo obtener una mayor claridad del proceso con información proporcionada del personal involucrado.

15
ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA DE UNA REFINERÍA EN LA REGIÓN CARIBE COLOMBIANA, MEDIANTE EL MÉTODO DE HAZOP
1. PROBLEMA DE INVESTIGACIÓN
1.1. PLANTEAMIENTO DEL PROBLEMA La naturaleza de los procesos industriales y operaciones que se llevan a cabo en las refinerías de petróleo implican riesgos de accidentes y peligros que deben identificarse y evaluarse para implementar las medidas que disminuyan o eviten la ocurrencia de los mismos y las consecuencias asociadas a dichos riesgos. Los crudos no convencionales (pesados, extrapesados y bitumen) corresponden a un 70% del total de las reservas y el otro 30% corresponde a los convencionales (crudos dulces o ligeros); debido a que los crudos disponibles son los no convencionales, se requieren nuevos procesos (térmicos y químicos) debido a su alta viscosidad y densidad, que permitan su extracción y aprovechamiento, creando productos con mayor valor agregado [7]. Uno de los procesos que permiten optimizar el aprovechamiento de los crudos no convencionales es la coquización retardada, donde se convierte el residuo de la planta de destilación al vacío, de poco valor, por medio de tratamientos térmicos y químicos, en productos ligeros de mayor valor creando un residuo carbonoso sólido llamado "coque”. Se obtiene gas combustible, GLP (gas licuado de petróleo), nafta y gasóleos, entre otros, que, luego de pasar por las unidades de hidrocraqueo e hidrotratamiento de diésel, producen combustibles limpios como gasolina y diésel de ultra bajo azufre [8]. En Colombia, el coque de petróleo es un subproducto que se obtuvo por primera vez en el año 2016 y es un combustible carbonoso, sólido, duro y poroso que tiene un color gris negruzco y un brillo metálico. Posee alto poder calórico que se usa para generar energía eléctrica en las industrias cementeras y siderúrgicas, y como materia prima para la fabricación de electrodos en la industria de aluminio [8]. En las operaciones que se llevan a cabo en el proceso de coquización debe primar la seguridad de procesos ya que se maneja coque a altas temperaturas y presiones, se libera agua caliente, vapor y coque en los equipos. Si no se toman las medidas adecuadas, el personal involucrado puede estar expuesto a humos tóxicos, polvo de coque y al agua a alta presión provocando riesgos de quemaduras, afectaciones a la salud e incluso peligros de explosión. La seguridad de procesos permite crear una cultura a partir de los incidentes que se han presentado en plantas de coquización en diferentes partes del mundo, tomándolos como base y socializando los peligros que se pueden presentar. Existen

16
evidencias de accidentes en unidades de coque retardado; uno de los casos más representativos fue en 1998 en Anacortes, Washington, Estados unidos, el fuego producido en la unidad de coque retardado en la Refinería de Petróleo de Equilon Enterprises provocó seis muertos; se produjo un incendio como resultado de condiciones anormales de proceso debido a la interrupción en el servicio eléctrico y de vapor que duró aproximadamente 37 horas antes de que se produjera el incidente. Esta situación se pudo evitar con un esquema de solución de problema más analítico y estructurado, además de que hubo tiempo suficiente para dicha tarea. Se supuso que el tambor donde se almacena el coque se había enfriado hasta niveles seguros durante los 2 días posteriores a la falla eléctrica. Sin embargo, cálculos de transferencia de calor hubieran indicado que se requerían semanas (236 días) para que el contenido dentro del tambor se enfriara a temperatura ambiente lo suficientemente para ser retirado de manera segura [6]. Por las consideraciones anteriores, este proyecto pretende identificar, evaluar y analizar los riesgos y peligros en la unidad de coquización retardada, más específicamente en los tambores de coque, por medio de la metodología de HAZOP, así como proponer medidas de prevención y recomendaciones para mitigar su probabilidad de ocurrencia, necesarias para mejorar la seguridad y confiabilidad dentro de la operación de unidades de coquización retardada (DCU por sus iniciales en inglés - Delayed Coking Unit). 1.2. FORMULACIÓN DEL PROBLEMA ¿Cuáles son las desviaciones en las variables de proceso que deben ser evaluadas, controladas y monitoreadas para mitigar los riesgos de operabilidad, de acuerdo con las metodologías de análisis de peligros HAZOP, en los tambores de coque de la unidad de coquización retardada de una refinería localizada en región Caribe colombiana? 1.3. JUSTIFICACIÓN El presente proyecto se origina debido a que los accidentes en plantas químicas no ocurren con mucha frecuencia, pero cuando ocurren la mayoría son catastróficos; por eso el interés de abordar el tema de seguridad de procesos que recientemente se ha ido desarrollando, donde se requiere la planeación de controles de seguridad en los procesos químicos, tratando de evitar mayores peligros generados por fallas del sistema u operativas que causan afectaciones a los equipos y al proceso, para evitar las pérdidas, todo con un enfoque y rigor ingenieril, basado en cálculos, leyes y teorías propias de la ingeniería, siendo cada vez más importantes, debido a que cualquier tipo de accidente repercute en los individuos y/o en el medio ambiente. Además, la nueva refinería localizada en la región caribe cuenta con plantas que permiten procesar una mayor proporción de crudos pesados que se obtienen de los fondos de las torres de destilación al vacío (los cuales tienen un valor relativamente

17
bajo) en productos de mayor valor, como una propuesta para cubrir la demanda y aumentar los rendimientos; por tal motivo se seleccionó la unidad de coquización retardada que es uno de los procesos más populares de craqueo térmico, que requiere altas temperaturas y presiones durante un período de tiempo prolongado. A diferencia de otras operaciones de la refinería de petróleo, la unidad de coquización retardada es una operación semicontinua, que involucra etapas discontinuas y continuas. La etapa de lote de la operación (cambio de tambor y corte de coque) presenta riesgos únicos y es responsable de la mayoría de los accidentes graves atribuidos a esta unidad [9]. Entre ellos, pueden producirse quemaduras al manipular coque caliente, o pueden producirse quemaduras por vapor en caso de fuga de una tubería de vapor, o por expulsión violenta de agua, coque o lodos calientes al abrir los tambores de coque. Esto influye en la medida que las fracciones de petróleo y los diferentes subproductos de este (GLP y la gasolina), son más volátiles e inflamables por su bajo punto de ebullición, permitiendo que los vapores se difundan fácilmente en el aire y puedan provocar ignición [10]. La posibilidad de estos incidentes desencadena un riesgo inminente para la seguridad no solo del personal, sino del medio ambiente, por lo cual se busca de forma constante implementar acciones preventivas, estándares y regulaciones enfocadas al diseño de la planta y al proceso. Este proyecto de grado se ha desarrollado con el apoyo del semillero de investigación en modelamiento matemático y simulación SIMMMYS, y analiza las diferentes maneras en las que puede fallar la unidad de coquización retardada en el proceso de refinación de petróleo, para determinar cuál es la probabilidad de que ocurra y las decisiones que se deben tomar sobre seguridad. Este estudio se realizará por medio de una técnica que permita mitigar, proteger y prevenir accidentes y riesgos tanto al personal como al medio ambiente llamado HAZOP, enfocada en el diseño y operación de la unidad, basada en la premisa de que los accidentes se producen como consecuencia de una desviación de las variables de proceso con respecto de los parámetros normales de operación. Existen diferentes técnicas para la identificación de riesgos y peligros como LOPA, Corbatín, entre otras; las cuales se describen con mayor profundidad en el capítulo 2.2.2 Análisis de peligros, esta investigación se realizó por medio la metodología HAZOP debido a que nos permite identificar los riesgos teniendo en cuenta la desviaciones de los parámetros del proceso, es de las más ampliamente utilizadas, las demás técnicas son de complemento. Este tema es pertinente con la línea de investigación de ingeniería de procesos del grupo de investigación en ciencias de la ingeniería GICI, principalmente porque se quiere dar solución a los problemas asociados a los procesos industriales que constituyen uno de los núcleos problémicos de la línea, tal como aquellos presentados en la unidad de coquización. Además, el tema de investigación tiene relación con el plan de estudio de la Universidad de San Buenaventura ya que en el trabajo se abarcan temas como el control y el diseño de plantas, que son inherentes

18
al programa de ingeniería química. Este tema es pertinente con el PEB (Proyecto Educativo Bonaventuriano debido a que la universidad considera fundamentales en su acción, la búsqueda constante de la verdad; la actividad creadora; el análisis serio y objetivo de la realidad; el rigor científico y el valor intrínseco de la ciencia y de la investigación, el examen crítico de los conocimientos y la aplicación de los mismos al desarrollo de la comunidad [11]. Por lo tanto, este proyecto de grado es viable y factible, debido a la disponibilidad y accesibilidad económica de los recursos necesarios para llevar a cabo los objetivos señalados, que a corto plazo será de gran importancia para su aplicación, puesto que es una herramienta con información útil para personas interesadas en implementación de seguridad de procesos en la unidad de coquización retardada, así como el personal que opera en esta área y que consideren conveniente la disminución de riesgos y peligros en la planta y los incidentes en industrias debido a su repercusión en la integridad y la calidad de vida del ser humano, en la conservación del ambiente, en la sostenibilidad de la empresas y en la percepción que se tenga de ellas. 1.4. OBJETIVOS 1.4.1. Objetivo General Analizar los riesgos de operabilidad asociados a los tambores de la unidad de coquización retardada de una refinería en la región Caribe colombiana mediante el método HAZOP, con el fin de proponer medidas para minimizar los riesgos, teniendo en cuenta las desviaciones en las variables de proceso. 1.4.2. Objetivos Específicos Realizar un análisis detallado del proceso de coquización retardada con el fin de establecer los nodos de estudio a evaluar. Identificar y valorar los escenarios de riesgo y peligro asociados a los nodos de estudio establecidos en la unidad de coquización retardada mediante la técnica de HAZOP, considerando las desviaciones en las variables de proceso. Determinar las causas y las consecuencias asociados al escenario de riesgo identificado en el nodo establecido de la unidad de coquización retardada. Establecer medidas de prevención, recomendaciones y/o acciones para reducir la probabilidad de un evento de riesgo en la unidad de coquización retardada y limitar sus consecuencias hasta un nivel aceptable con el fin de garantizar la seguridad del proceso.

19
2. MARCOS DE REFERENCIA 2.1. ANTECEDENTES INVESTIGATIVOS Para el desarrollo de este proyecto se han investigado trabajos que conllevan la aplicación de la metodología de HAZOP en diferentes procesos. Los antecedentes expuestos en este proyecto van desde el año 2003 al 2018 cabe resaltar que se encuentra información de años anteriores a lo expuesto en este documento. En primer lugar, se tiene que, en el año 2019, AIChE (The Global Home of Chemical Engineers) de Perú realizó una conferencia en línea dirigida por la Ingeniera química Juliana Puello Méndez en el que se obtiene una visión general de la seguridad en procesos enfocado a los peligros asociados a la operación de plantas de coquización retardada. Se dictó una reseña de la química de la coquización, estudio de los diferentes procesos de coquización, se realizó la revisión de incidentes presentados en varias plantas de coquización retardada, los riesgos y peligros asociados y la mitigación de los peligros. Además, se lograron resolver varias dudas presentadas por estudiantes y se dieron aportes que le dieron valor agregado a la conferencia. En esta video conferencia, se seleccionó en respuesta a los intereses de la industria, sobre la seguridad de procesos, especialmente en plantas de ingeniería, son temas que si bien están documentados requieren un seguimiento constante, el ALCHE Perú, considero que en ese país todavía hace falta hacer más inmersión en ese tema, igual que en Colombia. En segundo lugar, en el año 2018, Li Qiandeng del instituto de investigación de ingeniería de seguridad (SINOPEC) publicó un artículo llamado “Discusión de puntos clave en el horno de calentamiento mediante el análisis de HAZOP” en China con el objetivo de evaluar, identificar y controlar los riesgos y los problemas operacionales en el horno de calentamiento de coquización retardada mediante el análisis de HAZOP combinado con los puntos clave que deben ser considerados y analizados. Para dicho análisis el autor definió 4 nodos de proceso y proporcionó los resultados obtenidos del análisis al personal involucrado. En tercer lugar se tiene que, en el año 2017, Rodríguez Diana y Suarez Josefina presentaron el trabajo de grado en la Universidad de San Buenaventura con título “Análisis de riesgos de operabilidad en el proceso crítico de almacenamiento de nitrato de amonio líquido de una planta petroquímica en la zona industrial de Mamonal - Cartagena, mediante la metodología HAZOP” con el fin de establecer estrategias de minimización de riesgos y operabilidad tomando en consideración las sugerencias y/o recomendaciones para su almacenamiento. En el año 2015, Alfredo Verna, Arthur D. Little y colaboradores realizaron un HAZOP titulado “Using HAZOP to address the problem of repeated plant accidents: Delayed Coker Units” basado en 3 accidentes ocurridos durante el funcionamiento de las

20
unidades de coquización retardada para comprender mejor la causa del fallo de los controles implementados en su momento. Un accidente múltiple de mortalidad que se produjo durante el tambor descabezado, un gran incendio que se produjo cuando se omiten los interlocks de seguridad y un incendio que se produjo debido a la descarga no intencionada de hidrocarburo caliente para drenar. En cada caso se muestra con ejemplos cómo el peligro en la causa raíz del accidente puede ser reconocido durante el estudio HAZOP. En el trabajo se dan ejemplos de discusiones HAZOP que muestran cómo se introdujo el peligro potencial y las recomendaciones formuladas por el equipo HAZOP después de los debates posteriores. Dicho estudio se encuentra documentado en las bases de datos de IchemE.
En el mismo año, Figueroa Stefanny Paola y colaboradores presentaron un Informe para la pasantía en el Centro de Seguridad de Procesos de Mary Kay O'Connor-Universidad Texas A & M, denominado: “Application of HAZOP, LOPA and SIL to the alkylation unit catalyzed with hydrofluoric acid at Ecopetrol Refinery in Cartagena – Colombia”, que tiene como objetivo el desarrollar un estudio para identificar y revisar las mejores prácticas de seguridad para el correcto funcionamiento y rendimiento de la unidad de alquilación catalizada con hidrofluoruro (HF) en la Refinería Ecopetrol en Cartagena-Colombia aplicando las metodologías HAZOP, LOPA y SIL. Un trabajo de grado fue presentado en el año 2009 por Renzo Orlando y Barreto Laura para optar el título de Ingeniero de higiene y seguridad industrial, denominado “Estudio de análisis de riesgo en un generador de acetileno utilizando la metodología HAZOP” en la universidad Nacional de Ingeniería, Lima, Perú. El objetivo textual de este trabajo es identificar los peligros de proceso presentes en la producción de Acetileno, aplicar un tratamiento cualitativo de las variables a estudiar y establecer las pautas necesarias para aplicar el estudio en otros tipos de procesos. Para ello fue necesario, tener una aproximación del nivel de riesgo en el Generador de Acetileno, Identificar los principales factores que podrían generar desvíos y establecer las medidas de control para los desvíos encontrados. En el año 2003, la administración de salud y seguridad ocupacional (OSHA) y la agencia de protección ambiental (EPA) publicaron un boletín en Estados Unidos denominado “Peligros de las operaciones de la unidad de coquización retardada” con el objetivo de aumentar la conciencia sobre los riesgos ambientales y ocupacionales asociados con las operaciones de DCU para proteger la salud humana y el medio ambiente mediante la prevención de accidentes. Este boletín contiene la descripción del proceso de coquización retardada, los peligros específicos y los riesgos asociados a las operaciones de cambio de tambor y corte de coque. Por otro lado, en años anteriores se han registrado accidentes en plantas de coquización retardada lo cual nos reafirman la necesidad de ser más rigurosos en

21
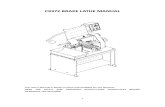
cuanto a la utilización de herramientas como el HAZOP para mitigar los riesgos y peligros. Algunos accidentes serán descritos a continuación. En el año 2007, en la ciudad de A Coruña de España, en la Refinería de Repsol de petróleo falleció un operario y otro quedó gravemente herido cuando reparaban una pieza averiada en la planta de coque, estos fueron alcanzados por una explosión causada por el contacto entre las chispas generadas por su actividad y los gases que lograron salir de la cámara en la que se contiene el carbón. Los empleados que prestaban sus servicios para la empresa de mantenimiento Tamesur tomaron medidas de seguridad preventivas por medio de la instalación de una manta ignífuga para evitar el paso de las chispas, aunque la investigación determinó que esta medida de seguridad fue insuficiente [12]. En el año 2011, en la refinería de Canadian Natural Resources Ltd. Ubicado en Alberta, Canadá se registraron 5 trabajadores heridos con quemaduras de tercer grado debido a un incendio que resultó de la apertura de la válvula de desagüe superior en un tambor de coque activo a baja presión. Esto permitió la liberación de hidrocarburos calientes dentro del edificio de la plataforma de corte del coque, seguido de ignición y fuego [13]. En el año 2014, una flama en una planta para tratar coque de una refinería de Petróleos Mexicano (Pemex) ubicada en Ciudad Madero (noreste), dejó un muerto y 11 trabajadores heridos. Estas instalaciones se encontraban fuera de servicio y el incendio se registró en momentos en que los trabajadores le daban mantenimiento [14]. Los antecedentes anteriormente citados serán tomados como marco de referencia para la elaboración y el cumplimiento del propósito del presente proyecto, debido a que la metodología empleada es la misma, los datos de las investigaciones previas servirán como base para el desarrollo de este proyecto. Este proyecto difiere de los anteriores por el tipo de proceso que se va a analizar mediante el método HAZOP, siendo este en los tambores de la unidad de coquización retardada de una refinería que está ubicada en la región caribe colombiana. Adicionalmente, para el desarrollo de los objetivos planteados se realizaron visitas de campo con el fin de obtener resultados basados en datos reales para un mejor análisis de riesgos. 2.2. MARCO TEÓRICO 2.2.1 Proceso crítico a estudiar: Tambores de la unidad de Coquización retardada. La coquización es un proceso de craqueo térmico, de polimerización y de condensación en el que se utilizan como alimentación los productos residuales de la columna de destilación al vacío para obtener como productos finales un coque de alta pureza (que también es denominado carbón residual de petróleo) así como hidrocarburos de bajo punto de ebullición, tales como gas oíl y nafta, y gases como butano, propano y gas de coque. [15]. En la figura 1, se presenta el esquema general

22
del proceso de coquización retarda, en el cual, se indican los equipos que hacen parte del proceso. La columna de destilación al vacío, el horno, los tambores de coque y la torre de purga (blowdown) cumplen un papel específico para la obtención de los productos y serán explicados posteriormente.
Figura 1. Esquema del proceso de coquización retardada
Fuente: “Catedra de procesos industriales: Coquización retardada”, Universidad tecnológica
Nacional, Argentina. Documento PDF.
2.2.1.1 Coque de petróleo. Es un producto residual de elevado contenido de carbono, es sólido, negro y brillante. Es obtenido por el craqueo de los residuos pesados del petróleo el cual tiene alto poder calorífico y bajo precio. Generalmente, está compuesto por un 85% de carbón, 10% de volátiles y 5% de azufre, y luce como una roca de carbón. Se denomina también coque de petróleo o Petcoke [5]. El coque obtenido directamente del proceso de coquizado retardado, es llamado de coque verde, debido al mayor contenido de componentes volátiles. En otra unidad operacional, el coque verde se somete a un proceso de calcinación, formando el llamado coque calcinado, cuyo contenido de volátiles es bastante reducido [16]. En una operación típica de coquizado se pueden producir varios tipos de coque según su apariencia física:
• Coque shot: Se produce cuando el contenido de asfáltenos (metales) en la materia prima es alto y la temperatura del tambor es alta. Es un coque suelto y su estructura irregular hace que sea difícil de manejar e inaceptable para cualquier uso de coque especializado (en relación con el coque de esponja más deseable). Los refinadores intentan evitar la producción de coque shot

23
(es el producto indeseado del proceso de coquización) agregando a la corriente de entrada aromáticos provenientes de la FCC (Unidad de craqueo catalítico en lecho fluido), controlando la relación de reciclo y adición de presión [17].
• Coque esponja: Se llama así por su parecido a una esponja, es poroso y de forma irregular. Se produce a partir de una alimentación con un contenido de bajo a moderado de asfáltenos (metales) [17]. El coque esponja a su vez se clasifica en coque esponja grado ánodo y grado combustible. El coque esponja grado ánodo tiene un bajo contenido de metales y se utiliza para la fabricación de ánodos para la industria del aluminio, en la fabricación de pilas y electrodos, en la producción de cemento y para la generación de vapor y energía [5]. El coque esponja grado combustible tiene un contenido muy alto de metales y es utilizado en la producción de cemento, cerámica y eléctrica y en calderas de lecho fluidizado para la generación de vapor y energía eléctrica [5].
• Coque aguja: Su estructura es similar a una aguja. Se produce a partir de una alimentación con muy bajo contenido de asfáltenos, como aceites de decantación provenientes del craqueo con fluido catalítico (FCC) [16]. Por último, el coque de aguja o coque acicular es cristalino y se usa en la elaboración de electrodos de grafito para la industria de aluminio [5].
2. 2.1.2. Descripción del proceso
2.2.1.2.1 Carga y productos. La coquización retardada es un proceso flexible en cuanto a la selección de la materia prima. Los residuos de vació provenientes de la torre fraccionadora son la carga a la unidad debido a su alto contenido de asfáltenos y de hidrocarburos. Los asfáltenos son los componentes más pesados, de peso molecular alto y los más difíciles de procesar. La formación de coque se encuentra determinada por la cantidad de asfáltenos que tienen en la corriente de alimentación. Los hidrocarburos son largas cadenas formadas por carbono e hidrógeno, son gasóleos pesados que ebullen a altas temperaturas, estos pueden contener azufre y metales pesados como níquel y vanadio que tienden a disminuir la calidad del coque [18]. La unidad de coquización retardada craquea los componentes descritos anteriormente en productos líquidos livianos y gaseosos de mayor valor, mientras el más pesado se queda como coque sólido. Los productos obtenidos en la unidad de coquización retardada son:
• Coque
• Gasóleo de coque pesado (HCGO)

24
• Gasóleo de coque liviano (LCGO)
• Nafta de coque
• Butano
• Propano
• Gas de coque 2.2.1.2.2. Torre Fraccionadora: La torre de fraccionamiento recibe la materia prima de la unidad de vacío de la refinería y la combina con los vapores efluentes de la cima de los Tambores de Coque. La carga al fraccionador varía ampliamente con interruptores de tambor y calidad de materia prima cruda. La alimentación del tambor de coque al fraccionador contiene vapor, partículas de coque y una mezcla "salvaje" de gases y líquidos de hidrocarburos [19]. La temperatura de la zona de evaporación del fraccionador generalmente está en el rango de 750 ° F. La presión del fraccionador depende de la presión del tambor de coque que varía de 25 a 50 psig. Los productos que se obtienen son gasóleo de coque liviano, gasóleo de coque pesado, nafta de coque y gases húmedos [19]. 2.2.1.2.3 Calentamiento del hidrocarburo sobre el punto de craqueo en los hornos. En el horno de tubo ocurre un proceso de combustión, en donde se desprende energía en forma de luz y calor a medida que el combustible se quema. La alimentación se calienta y a la vez se envía a los tambores de coque; ingresa al horno por convección donde se calienta aprovechando el calor de los gases de combustión y luego por radiación alcanza la temperatura de reacción. La temperatura de salida de un horno de coquización es típicamente alrededor de 930- 950ºF con una presión 60- 65 psig que es el punto de craqueo donde las moléculas de crudo se rompen para generar compuestos livianos [20]. La corriente de alimentación debe alcanzar lo más rápido posible la temperatura de craqueo. El craqueo ocurre en el horno y en la línea de proceso entre el horno y los tambores por lo que el coque debe tener un tiempo de residencia corto en los tubos del horno. La temperatura no puede disminuir debido a que es una provocación y una coacción prematura y taponamiento en los tubos. Por esta razón la operación del horno debe contar con todos los mecanismos automáticos para evitar una parada de planta [18]. El Calentamiento puede formar puntos calientes en las tuberías debido a la mala transferencia de calor, por lo que se divide el flujo de crudo en dos cámaras de combustión independientes para el qué se tiene un calentamiento uniforme [18]. La línea desde el horno a la válvula de conmutación y en el tambor se conoce como la línea de transferencia o de proceso. La línea de transferencia debe ser muy bien aislada para evitar la coquización y obstrucciones. Cuanto más corta sea la línea, mejor. Líneas de transferencia largos con muchos cruces y tees aumentan la

25
presión en el horno que por lo general resulta en un aumento de ensuciamiento de los tubos [20]. La inyección de vapor de agua en los tubos del horno permite controlar la velocidad de la cámara de crudo pesado adicional y evita que las paredes de los tubos se taponen. El vapor sobrecalentado facilita el transporte del crudo extra pesado dentro de los tubos del horno ya que permite que se dé la reacción de la polimerización en los tambores. La reacción de coquización inicia en el interior de los tubos del horno formando una película de coque, el vapor continuamente da una limpieza interna del sistema de conducción provocando que la coquización sea retardada [17]. Para retrasar el proceso de coquización y posterior ensuciamiento de los tubos del horno con coque sólido, la velocidad de alimentación caliente a través de los tubos se controla manteniéndolo alto, típicamente entre seis a diez pies por segundo [21]. 2.2.1.2.4 Tambores de coque. Los tambores de coque fueron diseñados con la finalidad de proporcionar un tiempo de reacción adecuado que haga posible que se completen las reacciones necesarias para la obtención de los productos y a su vez, sirven como recipiente contenedor de todo el coque sólido formado. Son grandes recipientes cilíndricos de metal que pueden tener hasta 120 pies de alto y 29 pies de diámetro. Por lo general, el tambor está construido con un espesor de 25 mm de acero al carbono y está revestido internamente con 2,8 mm de acero inoxidable para la protección contra la corrosión de azufre. El exterior del tambor está aislado con fibra de vidrio con aluminio o acero inoxidable alrededor de 10 cm (4 in) [9]. Las unidades de coquización tienen típicamente 2 o más tambores de coque que operan en pares en un modo semicontinuo. En el tambor de coque en funcionamiento, el material del horno coque (a alta temperatura y baja presión) se inyecta en el fondo del tambor y se "craquea" en:
• Productos que se devuelven al fraccionador para recuperación donde se separan en gas, gasolina y otros líquidos de mayor valor.
• Coque de petróleo que se solidifica en el tambor [19]. 2.2.1.2.4.1 Reacciones químicas. En la coquización retardada se llevan a cabo reacciones craqueo térmico, condensación y polimerización. El craqueo térmico es un mecanismo a través del cual las moléculas de alto peso molecular presentes en la alimentación, se descomponen en moléculas más livianas y de menor tamaño, que luego serán fraccionadas en gas, nafta y gasoil. La reacción se basa en la ruptura del enlace químico carbono-carbono, es altamente endotérmica (consume calor/energía). El horno suministra el calor necesario para iniciar la primera etapa

26
de la reacción (craqueo) y mantener la reacción en el tambor de coque, en donde se completan las reacciones de polimerización [22]. La polimerización es una reacción endotérmica a través de la cual se combinan pequeñas moléculas de hidrocarburo, para formar una molécula más grande y de mayor peso molecular. El resultado de esta reacción es la formación de coque. Las reacciones de polimerización requieren de un tiempo mayor que las reacciones de craqueo y los tambores de coque proporcionan el tiempo de residencia necesario para que se lleven a cabo estas reacciones [22]. El tiempo de residencia y la temperatura del tambor determinan la eficacia de la reacción. En el proceso de reacción se libera hidrógeno e hidrocarburos livianos, mientras que el coque se deposita en la parte inferior del reactor [18]. 2.2.1.2.4.2 Condiciones de operación. La alimentación proveniente de los hornos llega al tambor de coque con una temperatura alrededor de 940 a 950º F y 60 a 65 psig. La presión superior típica del tambor varía de 15 a 35 psig. [9]. El proceso de coquización retardada opera de modo continuo, sin embargo, los tambores trabajan en una configuración semicontinuo compuesta de 16 horas para llenar el tambor de coque seguida por 16 horas de decoquización del tambor [18]. El tiempo de ciclo de operación es la cantidad de horas necesarias para enfriar el coque caliente, retirar el coque y calentar el tambor vacío hasta las condiciones adecuadas para la operación de coquización. En la siguiente tabla se describen el tiempo en horas de un tambor con respecto a la operación:
Tabla 1.Duración del tambor en modo coquización y decoquización
Tambor que está siendo llenado
Tambor en decoquización Horas
16 horas en llenado de tambor
Cambio de Tambor 0.5
Dirigir los gases con Vapor hacia la Fraccionadora y a la torre de Blowdown
1.0
Enfriamiento con Agua 4.0
Drenado 2.0
Descabezado 0.5
Decoquización hidráulica 3.0
Cierre Manholes, purga con Vapor y prueba de Presión.
1.0
Precalentamiento del Tambor 4.0
Tiempo total 16
Fuente: P. J. Ellis., C. A. Paul., (1998), “Tutorial: Delayed coking fundamentals”, Great lakes carbon corporation, Nueva Orleans.

27
Puesto que la corriente de alimentación se alterna regularmente entre los tambores, se producirá un ciclo de eventos en un intervalo regular dependiendo de la tasa de alimentación a la unidad de coquización, el tamaño del tambor, y la capacidad de rendimiento. La mayoría de los retrasos típicos de los coquizadores actualmente ejecutan tiempos de ciclo de tambor de aproximadamente 16 horas con un tambor llenando en línea mientras que su contraparte está fuera de línea para extracción, enfriamiento y decoquización [20]. En el interior de los tambores de coque a causa de las reacciones químicas y las condiciones de alta temperatura con baja presión se forman tres fases (Fig. 2). Las primeras fases se conforman de todos los hidrocarburos volátiles y el hidrógeno generado, este conjunto son los cortes ligeros a ser recuperados en las fraccionadoras. Por otro lado, en el fondo de los reactores se generan en toda la fase solida de coque que por su estructura porosa será libre de hidrocarburos. Por lo tanto, la tercera es una fase espumosa que se da en el medio causado por el gradiente de densidades [18]. 2.2.1.2.4.2.1 Variables de proceso. Las variables de proceso que afectan directamente en el rendimiento y propiedades de los productos que se obtienen del tambor coque son la temperatura, la presión y el tiempo de residencia. Sin embargo, estas condiciones de operación varían constantemente según sea el tipo de carga y el objetivo del proceso.
• Presión: La presión de operación afecta a la cantidad de hidrocarburos retenidos en el tambor, lo que a su vez afecta directamente la calidad del coque. Por tanto, los valores de presión se establecen dependiendo al tipo de coque que se desea obtener como producto [22].A una mayor presión favorece el rendimiento de gas (butano) y de coque esponja, pero disminuye el rendimiento de productos líquidos como lo son la Nafta, LCGO (gasóleo de coque liviano) Y HCGO (gasóleo de coque pesado). A menor presión disminuye el rendimiento del gas y del coque causando que se forme coque shot (el cual se considera un coque indeseado) pero aumenta el rendimiento de los líquidos.
• Temperatura: A una mayor temperatura disminuye el rendimiento del gas (butano) y del coque, resultando en un aumento en la dureza del coque y formando coque shot (coque indeseado), pero aumenta el rendimiento de productos líquidos (nafta, LCGO Y HCGO). A bajas temperatura se tiende a formar coque esponja debido al aumento de los hidrocarburos pesados que permanecen en el coque, enlazando los perdigones y aumentando el tamaño del coque.
• Tiempo de residencia: Los rendimientos de los productos deseados, destilados y coque, son optimizados durante la operación a través del tiempo

28
de residencia, el cual es regulado mediante la duración de llenado de los tambores de coque y mediante la inyección de vapor en el horno de coque [22].
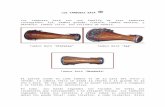
2.2.1.2.4.2 Operaciones en el tambor. En operación normal, la corriente de residuo de vacío proveniente de los hornos ingresa a 20 psig y 900-950 ºF al tambor en modo coquización. Los vapores generados salen a menor temperatura y presión por la línea de cima y a su vez enfrían con HCGO proveniente de la torre fraccionadora hasta 790-800 ºF y 20 Psig. Parte de los vapores llega a la torre fraccionadora a 16-20 psig y otra parte entra por la cima al tambor en modo decoquización y por el fondo sale como condensado a la torre de blowdown. La mayoría de los vapores calientes se condensan en las paredes más frías del tambor, y una gran cantidad de líquido corre por los lados y empieza a hervir turbulentamente en la parte inferior del tambor. Las paredes se calientan por los vapores de condensación, por lo que cada vez menos vapores se están condensando y el líquido en la parte inferior del tambor empieza a calentarse a temperaturas de coquización [20]. Un canal principal se forma similar al tronco de un árbol. Conforme pasa el tiempo el líquido por encima del coque disminuye y el líquido se convierte en un alquitrán de tipo más viscoso. Este alquitrán sigue tratando de correr de vuelta por el canal principal en la parte superior haciendo que el canal en rama. Por lo que los miembros del “árbol en el tambor” aparecen. El líquido en las zonas inactivas lentamente se convierte en coque sólido [20]. Encima de la capa líquida se encuentra la espuma. Materias primas de tipo parafínico tienen poca espuma presente de sodio, comparado con las materias primas aromáticas que tienden a tener alturas de espuma más pequeñas. Temperaturas más altas disminuyen en gran medida la altura de la espuma [20]. Al tambor en modo coquización se le suministra antiespumante con el fin de reducir la espuma que es generada en la fase media del tambor. En la figura 2, se presentan las operaciones de llenado (tambor izquierdo) y corte (tambor derecho) en los tambores de coque, especificando las fases que se forman como los canales, el coque sólido, la espuma y los vapores que son dirigidos a la torre fraccionadora durante el proceso de coquización. Además, se muestra cómo se lleva a cabo el corte del coque con un chorro de agua a alta presión luego de haberse formado el hoyo piloto.

29
Figura 2. Tambor de coque en modo llenado y tambor en modo de corte
Fuente: OSHA (2003), “Hazards of Delayed Coker Unit (DCU) Operations”.
a) Cambio del tambor: Para cambiar la alimentación de un tambor al otro que ha
sido previamente calentado, se hace necesario conducir vapor de agua a el tambor que entrará en modo decoquización para que al momento de parar la carga no se cierren los canales formados dentro del coque. Además, se debe abrir completamente la válvula que une las líneas de cima de los tambores para que circule el vapor del tambor que entrará modo coquización a la torre fraccionadora. La alimentación se cambia de un tambor a otro de forma gradual por medio de una válvula que conecta las líneas de carga de los dos tambores.
b) Extracción con vapor / eliminación de “Puntos calientes”: La presión del
tambor debe ser menor a 60 psig. Una vez se retira la carga en el tambor, el vapor de agua con un flujo aproximado de 10.000 lbs/h se inyecta para eliminar los vapores de hidrocarburos y se dirigen a la torre fraccionadora por la cima del tambor. El vapor debe fluir antes del interruptor e inmediatamente después del interruptor; de lo contrario, la alimentación líquida no convertida en la parte

30
superior del lecho de coque se depositará en los canales que coquizará o solidificará y conectará los canales. La obstrucción de los canales causa problemas en la refrigeración del coque ya que las secciones del lecho de coque se aislarán del vapor y del agua de refrigeración mediante los canales cerrados. Esta es la causa de los "puntos calientes" y las "erupciones de vapor" al cortar el coque [20].
Posteriormente, la válvula de suministro de HCGO (gasóleo de coque pesado proveniente de la torre fraccionadora) y de aceite de enfriamiento (proveniente de la torre de blowdown) ubicada en la línea de cima es cerrada para el tambor que entrará en modo decoquización y es abierta para el tambor que entrará en modo coquización con el fin de enfriar los vapores de cima. Luego, estos vapores del tambor en modo decoquización se desplazan a la torre de blowdown y se aumenta el flujo de vapor de agua de servicio aproximadamente a 20.000 lbs/h. El suministro de antiespumante al tambor en modo decoquización se descontinúa y se suministra al tambor en modo coquización. La torre de Blowdown es un equipo que tiene como objetivo condensar y enfriar los vapores y los gases de hidrocarburo provenientes de las operaciones de decoquización de los tambores y los separa en aceite de enfriamiento y vapores de blowdown.
c) Enfriamiento con agua: La presión dentro de los tambores debe ser menor a
60 psig. Luego de la reacción el coque tiene una temperatura sobre los 850 ºF por lo tanto se enfría mediante llenado con agua, se abre, se desagua, y pasa el coque a la etapa de cortado. La tasa de inyección de agua de refrigeración es crítica [20]. Inicialmente, el coque es enfriado lentamente al ir reduciendo el flujo de vapor de agua que entra al tambor en modo decoquización y abriendo parcialmente la válvula de suministro de agua de enfriamiento hasta obtener un flujo aproximadamente de 200 gpm. Posteriormente el coque se enfría rápidamente al suministrar solo agua de enfriamiento y aumentar el flujo del mismo alrededor de 250 gpm al tambor hasta que el coque alcance una temperatura menor a los 300-310 ºF. Aumentando el flujo de agua demasiado rápido puede "endurecer" los canales principales a través del coque sin enfriarlo todo radialmente a través del lecho de coque. El coque tiene una baja porosidad (la porosidad proviene del craqueo térmico), que entonces permite que el agua fluya fuera de los principales canales en el tambor de coque [20].
d) Drenado: En esta operación, los vapores de cima del tambor no se dirigen a la
torre de blowdown. Se realiza un venteo a la atmósfera y se drena el tambor por completo. El agua drenada es dirigida al pozo de coque.

31
e) Descabezado: Operación que consiste en abrir los manholes del tambor de coque en modo decoquización; primero el manhole de arriba y posteriormente el de abajo. Para el descabezado la presión en la cima del tambor debe ser menor a 1 psig.
f) Decoquización hidráulica: La operación de decoquizar se puede realizar
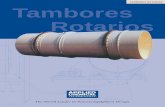
mediante un taladrador mecánico o escariador, sin embargo, generalmente se utiliza un sistema hidráulico. El sistema hidráulico consiste simplemente en un número de chorros de agua a alta presión (2000 a 4000 psig) que descienden al lecho de coque en un vástago giratorio como se ilustra en la figura 2. Utilizando un chorro especial se practica, siempre en primer lugar, un agujero de pequeño diámetro, denominado "Hoyo piloto", desde la parte superior del lecho hasta la parte inferior como se muestra en la figura 3. Esto se realiza para permitir el movimiento a través del lecho de coque el agua, del vástago principal y del coque removido para que caiga y salga por el manhole inferior que debe estar abierto; la masa principal de coque se separa entonces del tambor, empezando normalmente por la base [18].
Figura 3. Decoquizado hidráulico y corte de coque.
Fuente: W. Romero (2016), “Diseño de un sistema de coquización retardada para craqueo de crudo extrapesados”, Escuela politécnica internacional, Quito.
Una vez terminada la operación, el agua es drenada por medio de canales hacia la parte inferior del tambor de coque hasta llegar al pozo de coque. El coque formado se carga a los coches tolva para almacenarse en una pila stock. [18].
Los tambores modernos tienen válvulas automáticas en la parte superior e inferior del tambor de coque para permitir que los tambores de coque se abran remotamente para cortar el coque del tambor. El uso de válvulas de deslizamiento automáticas mejora en gran medida los aspectos de seguridad de la decoquizado de los tambores. Estas válvulas se operan por control remoto, lo que niega la necesidad de presencia humana directa en la parte superior o inferior del tambor de coque durante la apertura. Históricamente, las bridas se abrían manualmente con gran esfuerzo y potencial para situaciones peligrosas [19].

32
g) Cierre de Manholes, purga de vapor y pruebas de presión: En esta operación inicialmente se cierran los manholes del tambor y se le suministra vapor de agua proveniente de servicios industriales con el fin de iniciar la purga de vapor para detectar si existen fugas de condensado o de vapor. Para esto, es necesario ventear el tambor a la atmósfera y cerrar el drenaje a la torre de Blowdown y luego de varios minutos de suministrar el vapor de agua, se cierra la válvula de la línea de condensado hacia la fraccionadora. La operación de purga de vapor tiene un tiempo aproximado de 20 minutos y se termina cuando la presión en la cima del tambor alcanza la presión de prueba. Transcurrido este tiempo las válvulas de venteo son cerradas, se drena el condensado para disminuir la presión y el tambor se prepara para la pruebas de presión. Dichas pruebas consisten en ir disminuyendo la presión dentro del tambor al conducir los vapores a la torre fraccionadora y a la de blowdown al mismo tiempo en que el condensado formado es drenado a la torre fraccionadora hasta que la presión en la cima del tambor sea relativamente mayor a la presión de la zona flash de la fraccionadora.
h) Calentamiento del tambor (vapor de calentamiento): Para preparar el tambor
de coque vacío frío para volver a poner en línea y recibir la alimentación caliente, vapores calientes del tambor en línea se hacen circular en el tambor vacío frío. Los vapores calientes a 780 ° F se condensan en el tambor frío, calentando el tambor a una temperatura objetivo de alrededor de 650 ° F. Mientras que el tambor se está calentando, los vapores condensados se drenan continuamente fuera del tambor hacia la torre de blowdown [20].
2.2.1.3 Peligros específicos de operación. Los peligros asociados en el proceso de coquización retardada se dan en las operaciones de cambio de tambor de coque, eliminación de la cabeza del tambor, en el corte de coque y en el almacenamiento.
2.2.1.3.1 Cambio del tambor de coque. Cada tambor incluye un conjunto de válvulas, y cada módulo incluye un conjunto separado de válvulas. Las diferencias en las válvulas entre los tambores y entre los módulos pueden ser difíciles de distinguir y pueden conducir al enrutamiento no deseado de la corriente de entrada o salida del tambor. De manera similar, las estaciones de control de válvulas, para válvulas activadas remotamente, pueden no siempre identificar claramente el estado operativo de los diferentes tambores y módulos. La activación de la válvula incorrecta debido a errores en la identificación del estado operacional de diferentes tambores y módulos ha llevado a incidentes graves [9]. 2.2.1.3.2 Eliminación de la cabeza del tambor de coque. Las condiciones dentro del tambor, durante y después de la carga, pueden ser impredecibles. Bajo condiciones anormales, los trabajadores pueden estar expuestos a la liberación de

33
agua caliente, vapor y coque, humos tóxicos y peligros físicos durante la extracción de las cabezas del tambor superior e inferior [9]. Algunos de estos riesgos son:
• El agua caliente que no es drenada en el tambor puede crear un peligro de escaldaduras al liberarse durante la remoción de la parte inferior de la cabeza.
• La interrupción de alimentación y el cortocircuito de vapor de agua o enfriamiento también pueden provocar que se formen "bolas de alquitrán caliente", una masa de material alquitrán caliente (más de 800 ° F) en el tambor. Bajo ciertas circunstancias, estas bolas de alquitrán pueden expulsarse rápidamente desde la abertura de la parte inferior de la cabeza.
• Se puede generar una avalancha de coque inyectado al retirar el cabezal inferior del tambor debido a que el coque en algunas ocasiones se forma en trozos esféricos individuales de diferente tamaño en lugar de una masa grande que pueden fluir y desprenderse del tambor.
• Algunas unidades de coquización retardada requieren la extracción de las secciones de la plataforma para acomodar la salida del tambor. Esto puede presentar un riesgo de caída.
• En la operación de hidrodestruido los trabajadores pueden estar expuestos a riesgos físicos graves, por ejemplo: Si el sistema no se apaga antes de que la boquilla de corte salga de la abertura superior del tambor, se puede exponer a un chorro de agua a alta presión y dañar seriamente, incluso desmembrar a un trabajador cercano. Además, las nieblas y los vapores fugitivos del agua de corte y el agua de enfriamiento pueden contener contaminantes que representan un peligro para la salud. Adicional a lo anterior, la manguera de agua puede reventar mientras está bajo alta presión, dando como resultado una acción de batido que puede lesionar gravemente a los trabajadores cercanos.
• Los gases peligrosos asociados con las operaciones de coquización, tales como sulfuro de hidrógeno, monóxido de carbono y trazas de compuestos aromáticos polinucleares (PNA), pueden emitirse desde el coque a través de un tambor abierto o durante las operaciones de procesamiento.
• El hidrocarburo líquido escapado de un tambor de coque puede estar muy por encima de su temperatura de ignición, presentando un riesgo de incendio [9].
2.2.1.3.3 Almacenamiento de coque. Los incendios son comunes en las pilas de coque y vagones. Los trozos grandes de coque pueden contener bolsas de material

34
no apagado a temperaturas muy superiores al punto de ignición. Cuando se fractura y se expone al aire, este material puede encenderse. Los incendios también se han atribuido, aunque con menos frecuencia, a reacciones que conducen a la combustión espontánea. Los productos de la combustión y / o el agotamiento de oxígeno como resultado de incendios espontáneos pueden crear condiciones peligrosas para los trabajadores en espacios confinados. Se ha informado que el coque húmedo en un área cerrada ha absorbido oxígeno del aire circundante bajo ciertas circunstancias. Esto puede hacer que el área carezca de oxígeno y cause asfixia [9]. 2.2.2 Análisis de peligros. Antes de definir el HAZOP, es importante describir en que consiste el análisis de peligros, debido a que el HAZOP es un método de identificación y análisis de peligros.
El análisis de peligros o PHA (Process Hazard Analysis) por sus siglas en inglés es un método sistemático y estructurado en donde se identifican los peligros asociados a un sistema, se estudian la probabilidad y las consecuencias de cada factor de riesgo con el fin de establecer el nivel de riesgo de nuestro proyecto. La aplicación principal de este estudio radica en su habilidad para proporcionar la información que necesita la dirección de una compañía de la industria química de procesos para poder tomar decisiones fundamentadas sobre los beneficios de introducir determinadas modificaciones o cambios (sobre todo de diseño y operación). De este modo, se consigue una mejora de seguridad en la operación de la instalación y una garantía de continuidad de la actividad económica [23]. 2.2.2.1 Métodos utilizados para la identificación de peligros. Para la identificación de peligros existentes en un determinado lugar se pueden aplicar diferentes técnicas, estas pueden variar en detalle según el tipo de riesgo, propósito del análisis y el nivel de protección requerido (alcance), estos métodos son fundamentales en la toma de decisiones para evitar peligros potenciales, reducir su impacto o eliminar el riesgo. Los análisis se pueden realizar mediante tres tipos de métodos, cualitativos, semi – cuantitativos y cuantitativos [24]. 2.2.2.1.1 Métodos cualitativos. La magnitud y la probabilidad de posibles consecuencias son presentadas y descritas en detalles. Las escalas utilizadas pueden ser formadas o ajustadas a la medida. Es utilizado como evaluación inicial para identificación de riesgos, donde se deben considerar aspectos de riesgos no tangibles (reputación, cultura, etc.) y donde hay escasa información, datos numéricos o recursos necesarios para darle un enfoque cuantitativo estadísticamente aceptable [24].
• Lista de verificación (Checklist): Consiste en una lista de elementos marcados como "sí" o "no", y podría ser utilizado por un miembro del equipo del proyecto, un grupo o en una entrevista [25].

35
• ¿Qué pasa si? (What If): En este estudio, un conjunto de palabras o frases cortas es utilizado por un facilitador dentro de la oficina para estimular la colaboración en la identificación de riesgos. Esto se utiliza para investigar cómo sistema, el elemento de la industria, la organización o la Los procedimientos se ven afectados por la desviación de comportamiento o normal operación [25].
• Análisis funcional de operabilidad (Hazard and operability studies, HAZOP): El propósito de esta técnica es la identificación de los peligros y problemas relacionados con la Operabilidad de las instalaciones. Es uno de los métodos basado en un equipo bien estructurado y experimentado para la identificación de riesgos no previstos en el diseño del proceso o en posteriores modificaciones [26].
• Análisis preliminar de riesgos (APR): Es utilizado para la identificación de riesgos en la fase de diseño previo de las instalaciones y para los casos en los que no existen experiencias anteriores, sea del proceso, sea del tipo de implantación [27].
2.2.2.1.2 Métodos semi – cuantitativos. Se asignan algunos valores a las escalas, utilizando clasificaciones de palabras como alto, medio o bajo. Estos valores pueden ser indicativos y no reales, que es el requisito previo del enfoque cuantitativo. Este tipo de análisis puede llevar a varias inconsistencias debido al hecho de que los números elegidos pueden no ser adecuadamente los que realmente reflejar analogías entre riesgos, cuando hay consecuencias o probabilidad [24].
• Índice de Dow de fuego y explosión e Índice de Mond: La combinación de ambas llevan a la determinación del indicie con el que se afecta una determinada parte de la instalación, pudiendo examinar la importancia relativa de las partes estudiadas en función del riesgo asociado [27].
2.2.2.1.3 Métodos cuantitativos. Aquellos que permiten asignar valores numéricos tanto al impacto como a la probabilidad, permitiendo calcular el nivel de riesgo del evento. Estos valores dependen de las normas a seguir. La calidad del análisis depende del análisis, criticidad de los valores asignados y de la veracidad de la información. El impacto se puede determinar evaluando los resultados de evento, las consecuencias se pueden expresar en términos monetarios, técnicos, operacionales y humanos. Los métodos cuantitativos incluyen análisis de probabilidad, análisis de consecuencias y simulación computacional [24].
• Evaluación de Vulnerabilidad Equipo (Vulnerability Assessment): Análisis mediante el cual se determina el nivel de exposición y la predisposición a la pérdida de un elemento o grupo de elementos ante una

36
amenaza específica. Proporciona una herramienta racional para tomar decisiones tendientes al control de los riesgos presentes, dentro de unos criterios de Costo-Beneficio.
• Diagrama de Bloques de Confiabilidad (Reliability Block Diagram, RBD): Es un método para modelar cómo los componentes y las fallas de subsistemas se combinan para causar un fallo del sistema. Estos pueden ser analizados para predecir la disponibilidad de un sistema y determinar los componentes críticos de un punto de vista de confiabilidad [28].
• Análisis de fiabilidad estructural (Structural Reliability Analysis). El objetivo del análisis de confiabilidad estructural es determinar la probabilidad de falla de estructuras tomando en consideración las incertidumbres asociadas con las resistencias y cargas. La respuesta de una estructura se evalúa por medio de modelos basados en datos estadísticos recopilados previamente [29].
Al conocer las técnicas anteriormente analizadas, se profundizó en el método cualitativo HAZOP utilizado para la identificación de los peligros asociados con la operación en los tambores de coque del proceso de coquización retardada. 2.2.3 Estudio de peligros y operación: Hazard and Operability Analysis (HAZOP). Es una técnica metódica, estructurada y sistemática de análisis de riesgos que permite identificar peligros potenciales y problemas operacionales en procesos químicos, generalmente documentados a través de diagramas de procesos e instrumentos (P&ID), hoja/ ficha de datos de seguridad, planos actualizados de la implantación, documentos descriptivos del proceso o manuales de operación [30]. El método de estudio HAZOP fue desarrollado por ICI en la década de 1960 y su uso y desarrollo fue fomentado por Asociación de industrias químicas (CIA), guía publicada en 1977. Desde entonces, se ha convertido la técnica de elección para muchos de los involucrados en el diseño de nuevos procesos y operaciones [31]. En la actualidad la mayoría de las industrias realizan uno o más estudios de HAZOP en el desarrollo de un nuevo proyecto, en instalaciones existentes o en casos de modificaciones de unidades en operación. Los resultados de HAZOP generalmente muestran situaciones que no fueron previstos en la etapa de ingeniería. En instalaciones que han sufrido modificaciones con el tiempo con respecto a su diseño original, la aplicación del HAZOP identifica riesgos a los que día a día el personal se encuentra expuesto, el medio ambiente y las instalaciones. La falta de un estudio de riesgo conlleva a que no se tenga pleno conocimiento de las contingencias factibles a ocurrir. Los riesgos, además de ser las fuentes de situaciones peligrosas, impactan directa y negativamente en la rentabilidad de la instalación [32].

37
Para desarrollar el HAZOP se inicia subdividiendo el proceso en una serie de partes o “nodos”, seguido a esto, se utilizan unas palaras claves (NO, MAS, MENOS, etc.) que aplicadas a los parámetros del proceso (CAUDAL, PRESIÓN, TEMPERATURA, etc.), dan lugar a desviaciones (MAS CAUDAL, MENOS PRESIÓN, etc.) de la condición normal de operación. Posteriormente, se identifican las posibles causas que provocan las desviaciones y sus consecuencias. Se identificar las salvaguardas que pueden prevenir, detectar, controlar y/o mitigar el riesgo, y si estos no son suficientes, de deberá proponer acciones encaminadas a disminuir la probabilidad de ocurrencia o a reducir la gravedad de las consecuencias [30].Es esencial una comprensión completa de la sección o etapa a analizar, conociendo la situación existente o teniendo información suficiente para poder formar un modelo conceptual adecuado [31]. 2.2.3.1 Concepto de nodos. Para la metodología de estudio HAZOP, el proceso se divide en partes (o subsistemas) que se denominan “Nodos”, los cuales tienen un parámetro común (caudal, presión temperatura, etc.). Los parámetros pueden ser valores absolutos o variar en un rango que se desea mantener estable. Estos nodos se encuentran representados en diagramas de proceso, donde cada uno es enumerado correlativamente y en el sentido del proceso. Por lo general, un nodo es un equipo principal, un tramo de tubería o un conjunto de equipos y tramos de tuberías funcionalmente interconectados que son necesarios para la operación del esquipo [30]. 2.2.3.1.1 Nodos de proceso. Cada nodo agrupa a líneas y equipos analizando la evolución del proceso por deriva de las condiciones de operación [30]. 2.2.3.1.2 Nodos globales. Agrupan a toda la instalación sujeta a HAZOP para su análisis “de tubería hacia fuera”, intentando identificar las circunstancias externas al proceso (implantación, fugas, etc.) que pueden condicionar la aparición o el desarrollo de situaciones de accidente [30]. 2.2.3.2 Selección de los parámetros de proceso. Se realiza una propuesta de los parámetros a considerar en cada nodo del estudio, y se decide cuales se consideran aplicables finalmente. Se distinguen dos tipos de parámetros. Los parámetros específicos se tratan de variables que se pueden medir o detectar y que describen ciertos aspectos físicos del proceso. Los parámetros generales agrupan a aquellas situaciones que, cuando son negadas o modificadas cualitativamente, pueden generar en el proceso una condición peligrosa [30]. En la tabla 2, se muestran algunos parámetros que son utilizados para la elaboración del HAZOP.

38
Tabla 2. Parámetros de proceso
Ejemplos de posibles parámetros para operaciones de procesos
• Flujo
• Presión
• Temperatura
• Mezclado
• Nivel
• Viscosidad
• Reacción
• Composición
• Separación
• Tiempo
• Fase
• Velocidad
• Tamaño de partícula
• Medida
• Control
• pH
• Señal
• Frecuencia
• Potencia
• Adición
Fuente: F. Crawley., B. Tyler (2015), “HAZOP: Guide to best practice guidelines: To best Practice for the Process and Chemical Industries”, 1ra edición, Institution of chemical Engineers.
2.2.3.3 Palabras guía. Para el desarrollo del HAZOP se hace necesario conocer las “palabras guías” que combinadas con los parámetros (presión, caudal, temperatura, etc.) dan como resultado la desviación del proceso [30]. Además, estás se pueden aplicar a acciones (Reacciones, transferencias, operación, etc.). Estas palabras guías son estandarizadas y se representan en la Tabla 3. Esta lista no es exhaustiva, pero tiene la intención de mostrar algunas de las palabras que se pueden usar y su significado.
Tabla 3. Palabras guía
Fuente: Repsol YPF (2007), “Guía para la realización de estudios HAZOP (Hazard And Operability Analysis)”.
Inglés Español Significado
NO NO/SIN Negación de la intención de diseño.
MORE MÁSIncremento cuantativo en un parámetro de proceso (cuyo
valor es posible medir a través de instrumento)
LESS MENOSDecremento cuantitativo en un parámetro de proceso
(cuyo valor es posible medir a través de instrumento)
OTHER THAN OTROSustitución o modificación alternativa en el parámetro
analizado
REVERSE INVERSOOpuesto a la dirección del proceso prevista o contrario a la
acción programada
AS WELL AS/
ALSOADEMÁS/ TAMBIÉN Incremento o modificación cualitativa
PART OF PARTE/PARCIAL Decremento o modificación cualitativa
OBLIGATORIAS
OPCIONALES

39
(1)
2.2.3.4 Desviaciones. El siguiente paso es generar una desviación significativa tomando una palabra guía y combinándolo con un parámetro de proceso [31]. Palabra guía + Parámetro = Desviación Cuando se generan las desviaciones, debe recordarse que no todas las palabras guía se combinan con un parámetro para dar una desviación significativa. Debe realizarse un análisis minucioso al aplicar todas las combinaciones posibles de palabras guías y desviaciones para descartar las que carezcan de sentido para el nodo en cuestión. Es una pérdida de tiempo para discutir combinaciones que no tienen un sentido físico. Las desviaciones generadas deben ser realistas y consistentes con el estudio y deben ser entendidas. Es necesario tener en cuenta las incompatibilidades entre algunas palabras guía y algunos parámetros de proceso cuando se generan desviaciones. Ejemplo: NO Temperatura carece de significado [30]. La Tabla 4. Específica las palabras guía que pueden llegar a ser aplicadas a los principales parámetros obligatorios que hay que analizar:
Tabla 4.Desviaciónes de aplicación obligatoria u opcional
Fuente: Repsol YPF (2007), “Guía para la realización de estudios HAZOP (Hazard And Operability Analysis)”.

40
(2)
2.2.3.5 Elementos claves. El análisis de HAZOP se basa en identificar cuatro elementos clave:
✓ La fuente o causa del riesgo que básicamente pueden consistir en fallos de equipos, fallos humanos o eventos externos.
✓ Para cada causa se determinan las consecuencias, impacto o efecto
resultante de la exposición a este riesgo.
✓ Es necesario valorar hasta qué punto estos peligros pueden manifestarse de manera más o menos probable, así como la magnitud de los daños o nivel de consecuencias que las mismas puedan producir. A esta acción se le denomina: “Evaluación del Riesgo” asociado al peligro identificado. Esta se valoración se realiza con la matriz de riesgo.
✓ Las salvaguardas existentes o controles, destinados a prevenir la
ocurrencia de la causa o mitigar las consecuencias asociadas.
✓ Las recomendaciones o acciones que pueden ser tomadas si se considera que las salvaguardas o controles son inadecuados o directamente no existente.
2.2.4 Matriz de riesgos. Es una herramienta de gestión y control normalmente utilizada para la evaluación y estimación de riesgos en un sistema para calificarlo según su magnitud. La evaluación de los riesgos corresponde al proceso de determinar la probabilidad de que ocurran eventos específicos y la magnitud de sus consecuencias, mediante el uso sistemático de la información disponible [33]. Para evaluar el nivel de riesgo (NR), se debe determinar lo siguiente:
NR = NP x NC Donde: NP = Nivel de probabilidad NC = Nivel de consecuencia La tabla 5. Representa el nivel de probabilidad y su significado el cuál fue tomado de la “Guía técnica colombiana GTC 45”. Además, se cuantificó la escala de la probabilidad mediante el uso de un rango por año para cada término descriptivo. A cada nivel se le asignó un valor numérico de 1 a 4. Cada empresa y cada sector de la industria, puede contar con su propio sistema de puntuación.

41
Tabla 5. Significado de los niveles de probabilidad
Fuente: Síntesis de información obtenida de: V. P. Hernández (2012), “Identificación de los escenarios de riesgo en la refinación de petróleo”, Universidad Autónoma Nacional de México (UNAM), México.
El formato de la matriz de riesgos les permite a las compañías determinar sus interpretaciones de las consecuencias en términos de pérdidas para los negocios, así como también el daño a las personas y al medio ambiente [34]. Lo anterior, se encuentra representado en la Tabla 6. Y a cada nivel de consecuencia se le asignó un valor numérico de 1 a 4.
Tabla 6. Significado de los Niveles de consecuencia
Fuente: Síntesis de información obtenida de: V. P. Hernández (2012), “Identificación de los escenarios de riesgo en la refinación de petróleo”, Universidad Autónoma Nacional de México (UNAM), México.
NIVEL
PROBABILIDADVALOR
Muy Alto 4 Más de 1 vez
al año
Alto 3 > 1 en 10 años
Medio 21 en 10 años a
1 en 100 años
Bajo 1
1 en 100 años
a 1 en 1000
años
SIGNIFICADO CUANTITATIVOSIGNIFICADO CUALITATIVO
Materialización del riesgo ocurre con
frecuencia.
El evento puede presentarse en los próximos
10 años.
Es posible que suceda el daño alguna vez.
No es esperable que se materialice el riesgo,
aunque puede ser concebible.
-
>
-
>
NIVEL DE
CONSECUENCIAVALOR
Catastrófica 4
Severa 3
Crítico 2
Menor 1
Liberación significativa. Se requiere
limpieza de efluentes.
Excursión temportal en los niveles
de emisión
Lesiones o enfermedades que
no requieren incapacidad
Pérdida de producción a
corto plazo.
Lesiones o enfermedades con
incapacidad laboral temporal
Daño a maquinaria,
reparable en corto
tiempo.
DAÑOS PERSONALES
Muerte
Lesiones o enfermedades
graves irreparables
DAÑOS AL AMBIENTE
Daños ecológicos por más de un
año. Presión para cerrar la planta.
Daños ecológicos hasta por un año.
Riesgo de sanciones.
DAÑOS A LA PLANTA
Daño sustancial a la
planta. Posible pérdida
potencial generalizada.
Daño a la planta. Costos
mayores de reparación.
Pérdida grave de
producción.

42
Los resultados de la tabla 5 y 6 se combinan en la Tabla 7 utilizando la ecuación 2 presentada anteriormente. Para obtener el nivel de riesgo este diagrama se le conoce como Matriz de Riesgo. El cuál se interpreta con los criterios de la Tabla 8.
Tabla 7. Determinación del Nivel de Riesgo
Fuente: Icontec (2010), “GTC 45: Guía para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional”, Bogotá, Colombia.
El valor numérico del nivel de probabilidad y el nivel de consecuencia fueron asignados de forma arbitraria, pero sin olvidar que las escalas deben estar dimensionadas para producir resultados consistentes al momento de evaluar el riesgo como se muestra en la Tabla 7. Cuando el producto de la frecuencia y consecuencia es alto, el riesgo es muy alto e inaceptable (Región roja). La zona transicional como se muestra en la matriz, es donde las decisiones son difíciles para la reducción del riesgo y el gasto o la complejidad necesaria para lograrlo (Región amarilla). La región inaceptable se extiende hacia la región aceptable de riesgo en la medida de que las frecuencias y/o consecuencias se reducen (Región verde) [34]. En la tabla 8, se representa el nivel de riesgo y su significado, dependiendo del valor numérico resultante del producto del nivel de consecuencia y el nivel de probabilidad se asigna un rango que determina el nivel del riesgo. Los niveles de riesgo se representan con números romanos de I a IV. Los valores numéricos resultantes van de 16 a 1, siendo el primero (16) una situación crítica, es decir, un nivel de riesgo alto y el ultimo (1) un nivel de riesgo bajo. Así, por ejemplo, si el producto del nivel de probabilidad por el nivel de consecuencia es 4, se determina que el nivel de riesgo es II y se debe corregir y adoptar medidas de control de forma inmediata como lo muestra la tabla 8.
Muy alto Alto Medio Bajo
4 3 2 1
Catastrófico 4 16 12 8 4
Severo 3 12 9 6 3
Crítico 2 8 6 4 2
Menor 1 4 3 2 1
NIVEL DE
CONSECUENCIA
NIVEL DE PROBABILIDAD
NIVEL DE RIESGO

43
Tabla 8. Significado del Nivel de riesgo
Fuente: Icontec (2010), “GTC 45: Guía para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional”, Bogotá, Colombia.
2.3. MARCO LEGAL En Colombia se implementa la norma OSHAS 18001 que establece los requisitos mínimos de las mejores prácticas en gestión de Seguridad y Salud en el Trabajo, destinados a permitir que una organización controle sus riesgos para la SST y mejore su desempeño de la SST. Identificar la normatividad vigente en seguridad y salud en el trabajo es el primer paso de la evaluación inicial del SG-SST. El Decreto 1072 de 2015, en su artículo 2.2.4.6.16 establece los aspectos que debe incluir la evaluación inicial del Sistema de Gestión de la Seguridad y Salud en el Trabajo SG~SST, el primer numeral de este artículo dice:
“1. La identificación de la normatividad vigente en materia de riesgos laborales incluyendo
los estándares mínimos del Sistema de Garantía de Calidad del Sistema General de Riesgos
Laborales para empleadores, que se reglamenten y le sean aplicables;”
Por otro lado, el marco legal es la Ley 55 de 1993 que corresponde a la adopción de un convenio internacional sobre el manejo seguro de sustancias peligrosas. Es obligatorio transportar, almacenar y manipular las sustancias con pleno conocimiento de los riesgos, precauciones y que se conozcan y utilicen los elementos de protección personal en ambientes contaminados [35]. Además, Ley nº 1333 27 de abril de 1992 del medio ambiente, en la cual se establecen dos artículos para el manejo adecuado de sustancias peligrosas, el artículo 1º trata de las Actividades con Sustancias Peligrosas (ASP), en el marco del desarrollo sostenible, estableciendo procedimientos de manejo, control y reducción de riesgos. En el artículo 2º para efectos de este reglamento, son consideradas sustancias peligrosas aquellas que presenten o conlleven, entre otras, las siguientes características intrínsecas: corrosividad, explosividad, inflamabilidad,
NIVEL DE RIESGO VALOR
I 16 a 8
II 6 a 4
III 3 a 2
IV 1
Mantener las medidas de control existentes, pero se
deberían considerar soluciones o mejoras y se deben hacer
comprobaciones períodicas para asegurar que el riesgo aún
es aceptable.
SIGNIFICADO
Situación crítica. Intervención urgente. El riesgo requiere
acción inmediata. Suspender actividades hasta que el riesgo
Corregir y adoptar medidas de control inmediato.
Mejorar si es posible. Sería conveniente justificar la
intervención y su rentabilidad.

44
patogenicidad o bioinfecciosidad, radioactividad, reactividad y toxicidad, de acuerdo a pruebas estándar [36]. De igual forma la norma NFPA 704 que es el código que explica el diamante del fuego, utilizado para comunicar los peligros de los materiales peligrosos. Es importante tener en cuenta que el uso responsable de este diamante o rombo en la industria implica que todo el personal conozca tanto los criterios de clasificación como el significado de cada número sobre cada color [37]. 2.4. MARCO CONCEPTUAL ACCIDENTE. Evento o combinación de eventos no deseados e inesperados que tienen consecuencias tales como lesiones al personal, daños a terceros en sus bienes o en sus personas, daños al medio ambiente, daños a instalaciones o alteración a la actividad normal del proceso [38]. ANÁLISIS DE RIESGO. Conjunto de técnicas que consisten en la identificación, análisis y evaluación sistemática de la probabilidad de la ocurrencia de daños asociados a los factores externos (fenómenos naturales, sociales), fallas en los sistemas de control, los sistemas mecánicos, factores humanos y fallas en los sistemas de administración; con la finalidad de controlar y/o minimizar las consecuencias a los empleados, a la población, al ambiente, a la producción y/o a las instalaciones [38]. ALARMA. Señal visual o auditiva que se da para que se sigan instrucciones específicas respecto a la presencia inminente de un evento amenazador [39]. ALQUITRÁN. Liquido de color negro, viscoso, contiene una mezcla de hidrocarburos aromáticos derivados del benceno, naftalina, antraceno, tras de hidrocarburos alifáticos y brea. Es derivado del carbón mineral (que contiene entre 45 y 85% de carbono) y-en ocasiones-del carbón vegetal o el petróleo crudo [40]. CAUSAS. Es lo que hace que un incidente o accidente ocurra. Por ejemplo, falla de un equipo, de un instrumento, error humano, condiciones meteorológicas, etc. Mediante un estudio más profundo, es posible encontrar causas de las ya mencionadas. Razón por la cual se produce la desviación [41]. CBS. “Chemical Safety and Hazard Investigation Board” por sus siglas en inglés que traduce Junta de Investigación de Seguridad y Riesgos Químicos. COQUE. Es un producto residual de elevado contenido de carbono, es sólido, negro y brillante. Compuesto por un 85% de carbón, 10% de volátiles y 5% de azufre, y luce como una roca de carbón [5].

45
CONSECUENCIAS. Resultado real o potencial de un evento no deseado, medido por sus efectos en las personas, en el ambiente, en la producción y/o instalaciones, así como la reputación e imagen [38]. DESASTRE. Una interrupción seria en el funcionamiento de una sociedad causando vastas pérdidas a nivel humano, material o ambiental, suficientes para que la sociedad afectada no pueda salir adelante por sus propios medios [41]. DESVIACIÓN. Son desfasamientos de la intención de diseño (Flujo, Presión, Temperatura, Reacción, Nivel, etc.) que se descubren mediante la aplicación sistemática de las palabras guía que indican una modificación cualitativa de los parámetros a analizar [41]. EVALUACIÓN DE RIESGO. Proceso de identificar peligros o condiciones peligrosas en los materiales y sustancias o en los procesos; analizar y/o modelar las consecuencias en caso de fuga o falla y la frecuencia con que pueden ocurrir, y caracterizar y jerarquizar el riesgo resultante [38]. EXPLOSIÓN. Una explosión se caracteriza por una liberación repentina de energía que produce una onda expansiva capaz de causar un daño remoto [42]. FALLA DEL SISTEMA. Situación excepcional atribuible a defectos de los componentes y a su interacción de los mismos con el exterior [43]. FRECUENCIA. Número de ocasiones en que puede ocurrir o se estima que ocurra un evento en un lapso de tiempo [38]. HAZOP. Es una herramienta sistemática usada por un equipo multidisciplinario para llevar a cabo un estudio de riesgos y operabilidad en una planta química, petroquímica o de refinación, en los niveles administrativo y operacional, la cual utiliza una serie de palabras guía que se aplican a cada parámetro seleccionado para determinar, mediante la discusión propositiva y la generación de ideas las desviaciones de los parámetros, las causas y las consecuencias, los índices de riesgo, las recomendaciones para eliminar, reducir, o controlar los riesgos [41]. HCGO. “Heavy Coker Gas Oil” por sus siglas en inglés que traduce gasóleo de coque pesado. INCENDIO. Un incendio es la manifestación de una combustión incontrolada. En ella intervienen materiales combustibles o una amplia gama de gases, líquidos y sólidos que se utilizan en la industria y el comercio [42]. INCIDENTE. Suceso del que no se producen daños o estos no son significativos, pero que ponen de manifiesto la existencia de riesgos derivados del trabajo. Cualquier suceso no esperado ni deseado, que, no dando lugar a pérdidas de la

46
salud o lesiones a las personas, pueda ocasionar daños a la propiedad, equipos, productos o al medio ambiente, pérdidas de la producción o aumento de las responsabilidades legales [41]. LGCO. “Low Coker Gas Oil” por sus siglas en inglés que traduce gasóleo de coque liviano. MANTENIMIENTO PREVENTIVO. Acciones de mantenimiento desarrolladas sobre la base de un calendario o programa fijo que involucran reparaciones de rutina y reemplazo de componentes y partes de la maquinaria [41]. MITIGACIÓN. Acción de reducir el efecto de las emergencias a través de acciones de aseguramiento estructural o salvaguarda de personas con medidas de evacuación o de reubicación oportuna. Su propósito es disminuir la vulnerabilidad y ocurrencia de amenazas o factores de riesgo, así como los efectos de la emergencia, atenuando los daños y pérdidas inferidas a las personas y la infraestructura física y económica [39]. NODO. Es una subdivisión de un sistema de proceso, que tiene un origen, en donde comienzan nuevas propiedades del material procesado, y un destino, en donde nuevamente hay un cambio de propiedades. Este debe ser lo suficientemente pequeño para que sea manejable y suficientemente grande para que sea significativo [41]. OPERABILIDAD. Cualquier operación dentro del diseño que causaría una interrupción por conducir posiblemente a una violación ambiental, regulaciones de la salud o de seguridad personal [44].
OSHA. “Occupational Safety and Health Administration” por sus siglas en inglés que traduce administración de seguridad y salud ocupacional. PELIGRO. Es toda condición física o química que tiene el potencial de causar daño al personal, a las instalaciones o al ambiente [38]. PALABRA GUÍA. Es aquella que indica la desviación parcial o total de la intención [41]. PARÁMETRO. Es una manifestación física o química del proceso como el flujo, nivel, presión, temperatura, velocidad, composición, mezcla, ignición, etc. [41]. PREVENCIÓN. Técnica de actuación sobre los peligros con el fin de suprimirlos y evitar sus consecuencias perjudiciales, Suele englobar también el término protección. Conjunto de actividades o medidas adoptadas o previstas en todas las fases de la actividad de la empresa con el fin de evitar o disminuir los riesgos derivados del trabajo [41].

47
PROBABILIDAD. Posibilidad de que un evento acontezca en un lapso dado [38]. PROCESO. Cualquier actividad que involucre el uso, almacenamiento, transformación, manejo y el transporte de sustancias peligrosas o una combinación de estas.
P&ID. “Piping and Instrumentation Diagram” por sus siglas en inglés que traduce diagrama de tuberías e instrumentación. PSV. “Pressure Safety Valve” por sus siglas en inglés que traduce válvula de presión de seguridad. RESIDUO DE VACÍO. Es el producto de fondo de las columnas de destilación al vacío con un alto contenido de asfáltenos. RECOMENDACIONES. Son todas las acciones o medidas que se pueden implementar para reducir o mitigar la probabilidad de que ocurra un accidente o incidente. Consideran si las consecuencias y protecciones son adecuadas o no, y cuando una causa resulta tener una consecuencia negativa, se debe decidir si se toma o no la recomendación [41]. RIESGO. Peligros a los que se expone el personal. Combinación de la probabilidad de que ocurra un accidente y sus consecuencias [38]. SEGURIDAD. Habilidad de una entidad para no causar, bajo condiciones específicas, eventos críticos o catastróficos. SEGURIDAD DE PROCESOS. La Seguridad de Procesos es un marco de disciplinas para el manejo de la Integridad de sistemas operativos y Procesos que manipulan sustancias peligrosas mediante la aplicación de principios de diseño especializados, técnicas de ingeniería y prácticas operativas. Se enfoca en la prevención y el control de los incidentes que tienen el potencial de liberar materiales peligrosos o energía. La Seguridad de Procesos busca prevenir y evitar incidentes que puedan tener impacto en las personas y en el medio ambiente durante el procesamiento de sustancias peligrosas [45]. SUSTANCIAS PELIGROSAS. Aquella que, por su alto índice de corrosión, inflamabilidad, explosividad, toxicidad, radiactividad o acción biológica, pueden ocasionar una acción significativa al ambiente, a la población, o a sus bienes [43].

48
3. DISEÑO METODOLÓGICO
3.1. TIPO DE INVESTIGACIÓN El presente proyecto de grado se enmarca en tres tipos de investigación, debido a que el tema propuesto es tan amplio y complejo que permite la utilización de técnicas específicas para la realización de cada uno de los objetivos propuestos, por lo tanto, se puede decir que el estudio es de tipo descriptivo, evaluativo y transversal. Es de tipo descriptivo porque se detalla las actividades exactas que están involucradas en el proceso y diseño de la planta de coquización retardada. Según Sabino (1986) “La investigación descriptiva trabaja sobre realidades de hechos, su característica fundamental es utilizar criterios sobre el comportamiento o estructura del fenómeno a estudiar, interpretando de manera correcta los hechos” [46]. Es de tipo evaluativo ya que la investigación realizada por medio del método de HAZOP, representa una medida de situaciones, prevenciones y acciones que se deben implementar en cada nodo para la seguridad en el proceso y diseño. Según Patton (1996) “La recolección sistemática de actividades, características y resultados de programas, para realizar juicios acerca del programa, mejorar su efectividad, o informar la toma futura de decisiones” [47]. Es un método transversal debido a que se recolectan datos y manipulan variables en los diferentes nodos en un momento único, que no deben variar a través del tiempo debido a que son parámetros fijos del proceso y la interrelación que tienen estas. 3.2. DISEÑO ADOPTADO El diseño adoptado en este proyecto de grado es no experimental, se recolectarán datos de plantas de coquización retardada a nivel mundial y en la región Caribe de Colombia, que sean pertinentes para el análisis de cada uno de los nodos en los cuales se implementan en el método de HAZOP. Según Sampieri “En las investigaciones no experimentales se está más cerca de las variables formuladas hipotéticamente como “reales” y, en consecuencia, tenemos mayor validez externa (posibilidad de generalizar los resultados a otros individuos y situaciones comunes)” [48]. Además, en este tipo de investigación, no se manipulan ni se hace variar intencionalmente las variables, puesto que se basa en la observación y análisis del proceso con condiciones establecidas en el proceso, para su posterior análisis tomando las respectivas recomendaciones y acciones a implementar. 3.3. ENFOQUE ADOPTADO El enfoque adoptado que enmarca este proyecto de investigación es cualitativo, el método a implementar es el Análisis de Peligro y Operabilidad (HAZOP). Según la norma NTP 238 “Se trata de un método deductivo de análisis cualitativo para la

49
detección de fallos y de sus consecuencias, y la consiguiente adopción de medidas preventivas” [49]. Por lo tanto, se basa en el estudio de la realidad en su contexto natural y cómo sucede, sacando e interpretando fenómenos de acuerdo con las personas implicadas, sin que en ella intervengan datos de tipo numérico [50]. 3.4. TÉCNICAS DE RECOLECCIÓN DE LA INFORMACIÓN 3.4.1. Fuentes primarias. La recolección de la información que se realizará será por medio de salidas de visitas de campo industriales a la planta de coquización retardada, lo que permitirá recolectar la información detallada de condiciones reales, experiencias y acciones operativas de la planta, teniendo en cuenta las variables que intervienen para la implementación de todos los parámetros necesarios para desarrollar la metodología HAZOP. Los datos recogidos en este proyecto de investigación son de forma directa y real de las condiciones operativas del proceso de coquización retardada. Según Bounocore (1980), define a las fuentes primarias de información como “las que contienen información original no abreviada ni traducida: tesis, libros, monografías, artículos de revista, manuscritos. Se les llama también fuentes de información de primera mano…” [51]. Siendo así los datos recolectados con la ayuda de los operadores de primera mano brindada por cada uno de los sistemas que componen el proceso. 3.4.2. Fuentes secundarias. Las fuentes de información secundaria que se implementan en el desarrollo del proyecto son las revisiones a la metodología, accidentes ocurridos y revisiones bibliográficas de documentos relacionados con la técnica HAZOP, noticias en periódicos locales, nacionales e internacionales, trabajos de grado, documentos de la CSB (Chemical Safety Board) , boletines de seguridad, bases de datos, artículos científicos y libros; permitiendo obtener la información necesaria que brinde datos experimentales ocurridos que nos permita evaluar situaciones de los nodos escogidos en el proceso de coquización retardada. Según Guzmán “las fuentes secundarias son las que permiten conocer hechos o fenómenos a partir de documentos o datos recopilados por otros” [52]. 3.5. HIPÓTESIS DE TRABAJO H0. Los riesgos presentes en los tambores de la una unidad de coquización retardada en una planta petroquímica en la región Caribe colombiana se pueden identificar y evaluar empleando el análisis de peligros y operabilidad (HAZOP). H1. Los riesgos presentes en los tambores de la una unidad de coquización retardada en una planta petroquímica en la región Caribe colombiana no se pueden identificar y evaluar empleando el análisis de peligros y operabilidad (HAZOP).

50
3.6. VARIABLES 3.6.1. Variables de proceso: Temperatura, presión, flujo, nivel. 3.6.2. Variables de sistemas eléctricos: Potencia, tensión de carga. 3.7. OPERACIONALIZACIÓN DE VARIABLES
Tabla 9. Variables de proceso.
TIPO VARIABLES DEFINICIÓN DIMENSIONES UNIDADES
VARIABLES DE PROCESO
Temperatura Es una magnitud física que nos
indica cuantitativamente, el estado de "caliente" o "frío" de un cuerpo
Tiempo ºF
Presión Fuerza aplicada por unidad de área. Presión psig
Flujo Movimiento de un fluido Volumen/tiempo ft3/h
Barriles de petróleo por día valor BPD
Tiempo Medida de duración de un proceso Tiempo h
Flujo másico
Cantidad de material expresado en unidad de volumen que atraviesa un
área. Masa/tiempo Ton/h
Nivel Cantidad de material en
determinada área Porcentaje %
VARIABLES DE SISTEMAS
ELÉCTRICOS
Potencia Cantidad de trabajo por unidad de
tiempo. Watts / tiempo W
Tensión de carga
Magnitud física que cuantifica la diferencia de potencial eléctrico
entre dos puntos
Resistencia * intensidad
V
3.8. PROCESAMIENTO DE LA INFORMACIÓN La información requerida en el desarrollo del proyecto de investigación es recolectada por medio de los diagramas de tuberías e instrumentación (P&ID), diagramas de cada una de las unidades que se involucren en el proceso y personal operador de proceso que nos brinden información detallada de condiciones reales, experiencias y acciones operativas de la planta, teniendo en cuenta las variables que intervienen para la implementación de todos los parámetros necesarios para desarrollar el método de HAZOP. Toda la información recolectada será organizada con base en el formato del método HAZOP con sus respectivas palabras guías, variables del proceso, consecuencias, causas, desviaciones y como último, pero quizás lo más importante las recomendaciones y acciones que se deben implementar para garantizar la seguridad del proceso. Se utiliza la ayuda de herramientas informáticas para la tabulación de la información recolectada tales como Excel, Word, entre otros, nos permitirán el desarrollo, organización y análisis de la información recolectada.

51
A continuación, en la figura 4, presentamos el procesamiento de la información por medio de un diagrama de flujo.
Figura 4. Procesamiento de la información
Fuente: Elaboración propia.

52
4. RESULTADOS Y DISCUSIÓN En esta sección se describen los resultados, se discuten los elementos principales y hallazgos obtenidos durante esta investigación, en el cual, la metodología de HAZOP aplicada en el análisis de riesgos en los tambores de coque de la unidad de coquización retardada, comprende una secuencia de pasos descrita en el contenido preliminar de esta investigación y de igual manera se presentan los resultados en cada una de las siguientes secciones. Una secuencia general consiste en:
• 4.1. Análisis de perfil de activos de la información correspondiente a los tambores de la unidad de coquización retardada.
• 4.2. Selección del nodo y variables de proceso.
• 4.3. Análisis de escenarios de riesgo y recomendaciones. 4.1 ANÁLISIS DE PERFIL DE ACTIVOS DE LA INFORMACIÓN CORRESPONDIENTE A LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA. Para la realización de este estudio fue necesario la revisión de documentos de la planta que fueran útiles como guía y que permitieran obtener una visión clara para el desarrollo de la investigación. Los documentos revisados para el análisis en los tambores de coque fueron los diagramas P&ID de la unidad de coquización retardada, boletines de información de seguridad y salud emitidos por la OSHA (Administración de Seguridad y Salud Ocupacional) en conjunto con el EPA (Agencia de Protección Ambiental) asociados a los riesgos en las operaciones de la unidad, boletines emitidos por la CBS (Junta de Investigación de Seguridad y Riesgos Químicos) de accidentes ocurridos en años anteriores entre los que cabe destacar el incendio de la refinería de petróleo “Equilon Enterprises” en Anacortes, Washington. Adicional a lo anterior, la información de incidentes y experiencias recientes disponibles en la web de las Refinerías norteamericanas como la ExxonMobil y Sheell Deer Park fueron fundamentales para la selección de los escenarios de riesgo. Con base en el análisis de la formación descrita con anterioridad, se seleccionó el nodo para este estudio, como se describe a continuación. Se realizó una visita de campo a la planta de coquización retardada que se encuentra ubicada en la región Caribe, en la primera parte de la visita obtuvimos una introducción general de la empresa, sus aportes a la sociedad, aspectos relevantes de la empresa, valores, últimas tecnologías que permiten tener mayor control en las variables del proceso y nuevos retos. Posteriormente nos dirigimos al recorrido en carro por protocolos de seguridad, por el área de interés, explicaciones sobre cada una de las especificaciones, capacidades de producción, modos de operación y aclaración de inquietudes con respecto al proceso por parte del

53
ingeniero de proceso y operadores de mayor experiencia de esta planta; por motivos de confidencialidad no es posible tener evidencias fotográficas de este recorrido. Durante esta visita se tuvo acceso al cuarto de control, donde se observaron todos los escenarios, condiciones específicas, variables y datos de operación de la planta de coque. Se tuvo la oportunidad de tener un conocimiento más amplio visualizando cada una de las subfases que intervienen en el proceso para la elección del nodo, altos estándares en seguridad y rigurosas supervisiones tanto al proceso como al personal. A manera de complemento, se incluye un breve análisis del modelo de planta de coquización retardada de Aspen HYSYS®. Este análisis se consideró teniendo en cuenta que en años anteriores hubo un desarrollo preliminar de este trabajo en el semillero SIMMYS, en el que se evaluaron algunas variaciones en las temperaturas del proceso. Si bien no se reporta en el presente documento el desarrollo realizado previamente, se usa el modelo del simulador para una comparación entre las principales condiciones (temperatura, presión, flujo, entre otras). La comparación es de carácter cualitativo, debido a cuestiones de confidencialidad sobre el proceso estudiado en este trabajo de grado. Como resultado, el análisis del modelo incluido en el software de Aspen HYSYS permitió adquirir una visión más clara sobre el funcionamiento del proceso y cómo inciden las variables de proceso en la seguridad del mismo. En la figura 4, se presenta la simulación del proceso de coquización retardada en Aspen HYSYS®, en ella se encuentra la tabla con corrientes, variables y valores de manera global del proceso; aunque la herramienta computacional Aspen HYSYS® cuenta con una opción para evaluar aspectos de seguridad asociados principalmente a las instrumentaciones, el documento que describe esta simulación no hace una orientación en el aspecto de seguridad global de la planta. Al realizar la comparación de carácter cualitativo podemos resaltar que el horno y los tambores son un solo nodo, es decir, no se obtienen los valores de las corrientes de salida del horno hacia los tambores de coque; en el desarrollo de este trabajo se tiene una visión clara de las variables de la corriente de entrada al tambor. Por otro lado, se encontró que la temperatura y el flujo de la corriente de alimentación al horno (CokerFeed) en la simulación son más bajas en comparación con el proceso real con diferencia de 300 ºF y 300 lb/h. Además, la temperatura es más baja y la presión del gas de coque (CokerOffgas) o vapores de cima que salen de los tambores en la simulación son altas en comparación con el proceso real con una diferencia de 70 ºF y 30 psig respectivamente. Otro aspecto observado en el proceso simulado es que no se tiene una visión clara de las corrientes de entrada de HCGO enfriamiento, agua de corte, aceite de enfriamiento y de las corrientes compartidas (agua de enfriamiento y vapor de servicio).

54
Figura 5. Simulación del proceso de coquización retardada en Aspen HYSYS.
Fuente: Aspen HYSYS.
4.2 SELECCIÓN DEL NODO Y VARIABLES DE PROCESO. Para la selección del nodo de estudio fue necesario analizar la unidad de coquización retardada en su totalidad y establecer en cuál de los equipos que la integran (Horno, torre al vacío, torre blowdown o de purga y tambores de coque) se han presentado más accidentes e incidentes en el pasado y en la actualidad. Teniendo en cuenta la revisión bibliográfica (referencias) en las que se encuentra información suministrada por el personal con mayor experiencia que opera la planta, se determinó que los equipos en los que se presentan situaciones anormales frecuentes son los tambores, debido a las conexiones, accesorios y líneas asociados. La operación alterna de los tambores, como se describió en la sección preliminar 2.2.1.2.4.2 operaciones en el tambor, involucra procedimientos dependiendo de la operación que se esté llevando a cabo, es decir, si el tambor se encuentra en modo de coquización, de corte o de decoquización, se deben accionar las válvulas de forma coordinada, así como los manholes para aliviar la presión en la parte superior del tambor, y para el momento de descargue. Teniendo en cuenta las particularidades de estas operaciones, se estableció que los tambores de coque son el nodo a estudiar, debido a que son los responsables de la mayoría de los accidentes e incidentes relativamente frecuentes y graves atribuidos a la unidad. Además, dichos tambores tienen un importante número de reportes publicados de este tipo debido al riesgo de las operaciones que se llevan a cabo.

55
Para el desarrollo efectivo y simplificado del estudio metodológico HAZOP, el nodo a evaluar es un tambor de coque, incluidas todas las líneas necesarias para su operación, las cuales serán descritas a continuación. Aunque en operación normal se alternan entre dos tambores de coque la secuencia de coquización / decoquización, se analizó un solo tambor, debido a que cada tambor está diseñado para realizar las dos operaciones, pero en tiempos diferentes, por tal motivo se escogió un tambor como nodo. Debido a que es necesario considerar las condiciones de operación normal de los tambores y que se mantengan dentro de los parámetros establecidos, la tabla 10 presenta los rangos para las variables de operación normal.
Tabla 10. Parámetros de operación de normal en los tambores de coque
Descripción de la variable valor unidad
Presión de operación de los tambores 20 psig
Temperatura de los vapores de cima 840 - 790 ºF
Presión de los vapores de cima 20 psig
Temperatura de la carga al tambor 950 ºF
Temperatura de HCGO de enfriamiento 660 ºF
Flujo másico de HCGO de enfriamiento 30.000 Lb/h
Presión de vapor de servicio 140 psig
Temperatura de vapor de servicio 450 ºF
Flujo de vapor de servicio 10.000 - 20.000 Lb/h
Temperatura de agua de enfriamiento 90 ºF
Presión de agua de enfriamiento 140 psig
Flujo de agua de enfriamiento 200-250 GPM Fuente: Elaboración propia.
A partir del análisis de la unidad de coquización retardada se obtiene que cada tambor cuenta con diferentes líneas de proceso y algunas conexiones y válvulas compartidas. Cada una de estas líneas de proceso tiene una función que se describe en la sección 2.2.1.2.4.2 operaciones en el tambor donde se explica su funcionamiento en la planta de coquización retardada, más específicamente en el tambor de coque.
• Línea de entrada de alimentación que conecta el horno con el fondo del tambor, a su vez contiene una válvula de tres vías (V-101) que permite la conexión a la línea de entrada del otro tambor y válvulas motorizadas que permiten regular o descontinuar el flujo. Además, se encuentra equipada con indicadores de temperatura y presión.
• Línea de vapor de agua proveniente de servicios industriales con válvulas de control de flujo (FIC-104) y válvulas motorizadas para regular o descontinuar el vapor (V-111) a las líneas de entrada de la alimentación al tambor.

56
• Línea de agua de enfriamiento con válvulas motorizadas (V-103/110) que se conecta a la línea de vapor de agua.
• Línea de vapores de cima del tambor que conducen hacia la torre de blowdown y a la torre fraccionadora, equipada con indicadores de presión y temperatura, válvulas motorizadas para regular o descontinuar el flujo (V-117/118/119/124/125) y válvulas de venteo hacia la atmósfera (V-116/123).
• Línea de agua de corte proveniente del pozo de coque.
• Línea de antiespumante que se suministra por la parte superior del tambor y se descontinua a través de las válvulas motorizadas (V-120/115).
• Línea de suministro de HCGO proveniente de la torre fraccionadora y aceite de enfriamiento proveniente de la torre de blowdown conectada a la línea de vapor de cima de cada tambor, equipada con una válvula de control de flujo (FIC-121) e indicador de temperatura.
• Indicadores de temperatura y de nivel distribuidos a lo largo del tambor.
• Válvula de alivio de presión en la cima del tambor (PSV-101/102).
• Manhole inferior y superior.
• Línea de drenaje al pozo de coque.
• Línea de condensado a la torre fraccionadora.
La anterior descripción corresponde al diagrama P&ID (Diagrama de tuberías e instrumentación) simplificado de los tambores de coque desarrollado a través del programa VISIO y se encuentra a continuación en la figura 5. Diagrama P&ID de los tambores de coque de la unidad de Coquización Retardada; este diagrama P&ID simplificado hace parte de los resultados de este informe y es adaptado por cuestiones de confidencialidad pero que representa los elementos que constituyen la planta y permite visualizar de forma sencilla el nodo seleccionado. La intención de este diagrama PI&D simplificado es de esquematizar de manera sencilla el proceso de coquización retardada en los tambores de coque cuando se encuentra operando en condiciones normales de operación y de indicar la ubicación de los instrumentos que se describen en el HAZOP para facilitar su compresión. Los códigos que se mencionarán a continuación fueron asignados específicamente para este estudio, con el fin de identificar los elementos, corrientes y equipos con facilidad, con base en el diagrama elaborado. El tambor seleccionado para el empleo de esta metodología es el T-101B. Dicho tambor se encuentra operando en modo coquización y se observa cómo se forman las tres fases (El lecho de coque con canales, espuma y vapor) mientras que el tambor T-101A se encuentra en modo Decoquización. Así mismo, el diagrama incluye indicadores de presión nombrados con las iniciales “PI”, indicadores de temperatura “TI”, indicadores de nivel “LI” y controladores indicadores de flujo “FIC” para el vapor de servicio y para el aceite y gasóleo de coque pesado (HCGO) de enfriamiento.

57
Figura 6. Diagrama P&ID de los tambores de coque de la unidad de Coquización Retardada.
Fuente: Elaboración propi

58
Además, en el diagrama P&ID se encuentran todas las válvulas enumeradas con la letra V seguido de 3 números que indican la ubicación de misma y que nos ayudan a entender a qué válvula se hace referencia en los escenarios planteados en el HAZOP. De igual forma, las válvulas de seguridad de presión son nombradas con las letras PSV (Pressure Security Valve) por sus siglas en inglés. En la tabla 11, se indica la descripción de los equipos y elementos que se encuentran en la figura 5 y de los que se hace referencia en el HAZOP ubicado en el anexo C (Ver anexo HOJA DE ESTUDIO HAZOP EN LOS TAMBORES DE COQUE DE LA UNIDAD DE COQUIZACIÓN RETARDADA), con el fin de dar a conocer su significado.
Tabla 11. Descripción de los equipos mencionados en el PID & HAZOP.
EQUIPO DESCRIPCIÓN
T-101B Tambor de coquización retardada
FIC-104 Controlador indicador de flujo de vapor de agua de servicio
PI-120 Indicador de presión en la línea de vapores de cima del tambor T-101B.
LI-116B Indicador de nivel de espuma del tambor T-101B.
TI-112 Indicador de temperatura de la parte superior del tambor T-101B.
TI-113 Indicador de temperatura de la parte intermedia del tambor T-101B.
TI-114 Indicador de temperatura de la parte inferior del tambor T-101B.
TI-123 Indicador de temperatura de HGCO Y aceite enfriamiento ubicado en la línea de suministro de la parte superior del tambor T-101B.
TIC-125 Controlador indicador de temperatura de los vapores de cima de la línea superior del tambor T-101B.
V-110 Válvula motorizada en la línea de suministro de agua de enfriamiento.
V-111 Válvula motorizada de suministro de vapor de agua al tambor T-101B.
V-113 Válvula motorizada en la línea de condensado.
V-114 Válvula motorizada en la línea de suministro de HGCO y aceite de enfriamiento.
V-115 Válvula motorizada de suministro de antiespumante en la parte superior del tambor T-101B.
V-116 Válvula motorizada de ventero a la atmósfera.
V-118 Válvula motorizada que conduce los vapores de cima a la torre de blowdown.
V-119 Válvula motorizada que conduce los vapores de cima a la torre de fraccionamiento.
M-102B Manhole superior del tambor T-101B.
M-103B Manhole inferior del tambor T-101B. Fuente: Elaboración propia.

59
De acuerdo con la secuencia establecida en la metodología HAZOP, luego de seleccionar el nodo a evaluar, se establecieron los parámetros más importantes en la operación del tambor siendo la temperatura, presión, nivel y flujo, con sus respectivas palabras guías para dar lugar a una desviación que afecte de forma directa la producción del coque y productos livianos. Adicionalmente, se estudiaron todas las desviaciones de los parámetros de operación que son aplicables y consistentes con este proceso. En la tabla 12, se describen las desviaciones correspondientes al análisis realizado en el proceso de coquización retardada en los tambores de coque:
Tabla 12. Desviaciones utilizadas en la metodología HAZOP en los tambores de coque.
Desviación Alta Baja No Si Mas Menos Otro
Flujo
Nivel
Operación
Presión
Servicios
Temperatura
En la tabla anterior, se describen las palabras guías con sus respectivos parámetros y que fueron escogidos para el análisis del HAZOP; las barras de color gris describen en cuales parámetros deben ser obligatorios relacionar estas desviaciones para el nodo seleccionado. La elección de estas palabras guías y parámetros se basó en el estudio del proceso, debido a que estas son las variables que intervienen de manera significativa y la desviación de alguna, puede provocar alteración en la operación, disminución de los productos livianos, alteración del lecho de coque, obstrucción de tubería, derrames, afectación al personal o al medio ambiente. Por medio de la bibliografía consultada de eventos ocurridos en años anteriores, se tomaron como ejemplo algunas desviaciones que ocasionaron accidentes y los que posteriormente fueron evaluados por la metodología HAZOP. 4.3 ANÁLISIS DE ESCENARIOS DE RIESGO Y RECOMENDACIONES Posteriormente, se identificaron los escenarios de riesgo, se evaluaron las causas y las consecuencias tomando en cuenta los daños provocados a los humanos, al ambiente o al proceso como tal y se dictaron las recomendaciones y acciones básicas a realizar de acuerdo con cada desviación estudiada. La determinación de los escenarios de riesgo se basó en los análisis de los accidentes más significativos registrados en las refinerías de petróleo de los que se tiene acceso a la información en la web, de documentos de la CBS, de información de carácter confidencial de la

60
unidad de coquización retardada y del conocimiento de personas con experiencia en esa área. La siguiente descripción corresponde a la explicación detallada de la información consignada en los registros del Anexo C (Ver anexo HOJA DE ESTUDIO HAZOP EN LOS TAMBORES DE COQUE DE LA UNIDAD DE COQUIZACIÓN RETARDADA). Este anexo es la parte principal de los resultados, en el cual se registra en una tabla que sigue un modelo establecido descrito en el marco teórico de esta investigación, para el análisis de las variaciones en las condiciones de operación. Debido a la extensión de la hoja de estudio resultante, se ubicó en la sección de los anexos, y a continuación se describen los escenarios más importantes: La primera desviación evaluada es “Baja presión” dentro del tambor y esta es generada principalmente por cuatro diferentes causas:
• Error operacional al no regular de forma gradual la apertura de la válvula que dirige los vapores de cima a la torre de fraccionamiento, es decir, se realiza una abertura abrupta de la válvula.
• Error en el orden de apertura de los manholes del tambor en la operación de descabezado.
• Generación de condensado de vapor de agua dentro del tambor cuando se realizan pruebas de presión, debido a la exposición de tiempo prolongado de vapor de agua a baja presión.
• Falla en el controlador indicador de flujo de vapor de agua de servicios industriales en la línea de suministro del mismo.
La baja presión dentro del tambor puede ocasionar arrastre de espuma y coque en las líneas de vapores de cima, generación del “efecto pitillo” provocando hundimiento en las paredes del tambor y causando un aumento en los costos de mantenimiento. Con respecto a las características del coque, la disminución en la presión causa un aumento en la dureza del coque, obteniéndose productos indeseados en forma de perdigones llamado “coque shot” que interrumpen la operación de drenaje al depositarse los perdigones en las líneas. Además, la operación de descabezado inferior del tambor es sumamente peligrosa debido a que se libera coque en forma de disparo y agua caliente, efectos que pueden causar graves quemaduras al personal que se encuentre operando el área. Las recomendaciones para evitar y mitigar las consecuencias de esta desviación son:
• Si son errores operacionales, se recomienda mejorar la coordinación y la comunicación entre los operarios, observar los indicadores de presión al tiempo que se esté ejecutando las aperturas de las válvulas, evitar aumentar el tiempo de residencia del vapor de agua en las pruebas de presión, reemplazar el sistema de descabezado semiautomáticos con un sistema

61
totalmente automatizado con el fin de que haya menor exposición de los trabajadores con el tambor.
• Si son fallas en la instrumentación, se recomienda identificar el tipo de falla y reemplazar los elementos en el menor tiempo posible para no afectar la producción.
• Para mitigar la producción de coque shot se recomienda agregar aceite proveniente del craqueo catalítico debido a su efecto solubilizante en los asfáltenos, ya que promueve la unión de los perdigones y los convierte en una masa grande y sólida.
La segunda desviación evaluada es “Alta presión” dentro del tambor y la asociada al aumento de presión en las mangueras de corte de agua. Las principales causas y sus consecuencias son:
• Error operacional en la coordinación de las aperturas y cierre de la válvulas de venteo a la atmósfera, así como las válvulas que dirigen los vapores a la torre de blowdown, provocando un escape de hidrocarburos a la atmósfera.
• Error operacional al abrir el manhole superior cuando la presión en la cima es alta, ocasionando evacuación de gases a alta presión.
• Aumento de la presión en la manguera de suministro de agua de corte causando una explosión de la manguera y posterior acción de latigazo, ocasionando lesiones graves a los trabajadores durante la operación.
El escape de hidrocarburos y vapores a la atmósfera provoca un impacto ambiental y afectando la salud de los trabajadores por el tipo de gases liberados. Para mitigar estas consecuencias se hace necesario:
• Verificar los programas de inspección y mantenimiento para el corte con mangueras de agua.
• Capacitar al personal para las situaciones anormales de operación con el objetivo conocer cómo reaccionar ante estos eventos.
• Seguir las instrucciones y pasos en la operación de abertura del manhole.
• Seguir el orden de apertura y cierre de las válvulas de venteo y la de conducción de vapores de cima a la torre debido a que existen restricciones.
La tercera desviación analizada en este nodo es “Alta temperatura” dentro del tambor de coque ocasionada principalmente por un aumento del flujo de vapor de agua de servicios industriales debido a una falla en el controlador indicador de flujo y un aumento de temperatura del Gasóleo de coque pesado (HCGO) de enfriamiento por falla en el indicador de temperatura en la línea de suministro del mismo. Estas causas traen como consecuencia:

62
• Aumento de la dureza del coque formando coque shot, que es un peligro en el descabezado inferior del tambor debido a que ocasiona quemaduras de alto grado al trabajador.
• Obstrucción en las tuberías de salida de vapores de cima por aumento del HCGO de enfriamiento (gasóleo pesado de coque – heavy coke gas oil), que no llega a enfriar los vapores producidos que salen del tambor de coque.
Si la causa es un fallo en los instrumentos se recomienda identificar el tipo de fallas y reemplazarla en el menor tiempo posible, y automatizar completamente el descabezado del tambor. Si la causa es un fallo en los indicadores de temperatura se recomienda instalar una alarma de alta temperatura en la línea de suministro de HCGO de enfriamiento y realizar inspección y mantenimiento periódico a los PLC (Controladores lógicos programables) debido a que pueden llegar a reportar rangos erróneos de temperaturas. La cuarta desviación que se evaluó es “Baja temperatura” dentro del tambor, en donde se identificaron cuatros escenarios de riesgo. Las causas y las consecuencias fueron las siguientes:
• Fuga en la línea de agua de corte que ingresa por el manhole superior del tambor durante el corte del lecho de coque.
• Fuga de aceite de enfriamiento al tambor ocasionado por un fallo en el cierre de la válvula de la línea de suministro del aceite.
• Filtración de agua de enfriamiento por fallo en el cierre de la válvula de la línea de suministro de agua.
La ocurrencia de estos eventos ocasiona una disminución en el rendimiento de los productos líquidos que son los que mayor valor agregado tienen, por lo tanto generan pérdidas económicas a la planta. En consecuencia, se produce la formación de coque blando en forma de brea que puede ser expulsada en el descabezado inferior del tambor afectando a los operarios y generando pérdidas de producción, pérdidas humanas y parada de planta no programada. Para evitar los escenarios de riesgo anteriormente descritos se recomienda:
• Realizar inspección y mantenimiento periódico a los PLC (Controlador lógico programable).
• Bloquear el agua de corte mientras se corrige la fuga en la línea que transporta el fluido.
• Inspeccionar periódicamente las válvulas y realizar mantenimientos preventivos.
Otra causa de una baja temperatura dentro del tambor y del lecho de coque es por una falla en el horno, que tiene como consecuencia la formación de alquitrán en la línea de carga del horno hacia el tambor y en los canales del lecho de coque. Debido

63
a que el único vapor disponible es el de proceso del horno, el alquitrán viaja a una velocidad menor ocasionando obstrucción en la tubería y mayores tiempos de operación (en condiciones normales de operación, las altas velocidades cortarían el alquitrán y evitarían la deposición). Como resultado el lecho de coque será difícil de enfriar (debido a la obstrucción) y drenar. Cuando la obstrucción en la tubería se presente por esta causa se recomienda:
• Implementar una técnica de drenaje a presión para expulsar el alquitrán depositado en la línea de drenaje.
• Iniciar y detener el flujo de vapor de agua para abrir los canales de coque. La quinta desviación evaluada es “Alto nivel”, que puede presentarse en el nivel de espuma y del lecho de coque dentro del tambor. La principal causa del aumento del nivel de espuma se atribuye a un fallo en la apertura de la válvula de suministro de antiespumante. Un alto nivel de espuma produce arrastre de espuma y coque a la torre de fraccionamiento, lo cual causa obstrucción en las tuberías de vapores de cima. Así mismo, el aumento del nivel del agua en lecho de coque dentro del tambor se presenta por una falla en el indicador de nivel que se encuentra en el intermedio del tambor, ocasionando el sobrellenado y desborde de agua hacia la línea de los vapores de cima, durante la operación de enfriamiento con agua. La recomendación para evitar las desviaciones en el nivel de la espuma es instalar una alarma de alto nivel en el tambor. De igual forma, para el aumento del nivel de agua se recomienda evaluar dónde se presenta el daño (si es en el sensor o en algún cable) del indicador de nivel y cambiarlo tan pronto como sea posible. La sexta desviación significativa es “Bajo nivel”, asociado a un bajo nivel del coque dentro del tambor producido por una parada de planta no programada generada por una falla en el suministro de energía eléctrica (igual que lo sucedido en el accidente de Anacortes en 1998). Este corte de fluido eléctrico puede ocasionar un incendio o explosión si no se toman las medidas adecuadas para arrancar la planta. Además se genera un tiempo muerto que repercute en el aumento de los ciclos de operación puesto que se tienen determinadas las horas que dura cada una. Para evitar un riesgo de tal magnitud se recomienda seguir los protocolos de parada de planta y puesta en marcha, proporcionar un fluido de vapor de emergencia y desconectar las líneas de alimentación hasta que se restablezca el flujo de energía eléctrica. Como séptima desviación se encontró “más flujo” de HCGO de enfriamiento, lo cual puede provocar un enfriamiento excesivo de los vapores de cima ocasionando una baja conversión de vapores en la torre fraccionadora y pérdida de producción. Por otra parte, el aumento del flujo de vapor en el tambor puede ocasionar una canalización del vapor en los tambores y en consecuencia, se forman zonas calientes en el tambor convirtiendo en riesgosa la operación de descabezado. Por otro lado, se tuvo en cuenta el aumento del flujo de agua de enfriamiento ya que

64
esta desviación provoca un enfriamiento superficial del lecho de coque, ocasionando la erupción de vapores al ingresar el agua de corte y afectando la salud de los operarios. Las causas mencionadas anteriormente se atribuyen a errores operacionales en el cierre o apertura de las válvulas y de fallos en los controladores indicadores de flujo (FIC), por lo tanto, se recomienda identificar cuál es la causa del fallo e inspeccionar y realizar mantenimientos periódicos a la instrumentación. La octava desviación es “Menos flujo”, que puede presentarse como menor flujo de vapor de agua, menor flujo de antiespumante, menor flujo de carga al tambor, y menor flujo del agua drenada. Una disminución del flujo de vapor de agua provocado por fallo en la apertura de las válvulas o de un controlador indicador de flujo (FIC) puede causar el cierre de los canales de coque en el tambor conllevando a disminuir la eficiencia de la refrigeración del lecho puesto que afecta la circulación del agua de enfriamiento, pérdida económica de servicios y gasto de energía. Para este caso, se recomienda iniciar y detener el flujo de vapor de agua para abrir los canales del lecho. Del mismo modo, la disminución de antiespumante en el tambor de coque provoca el aumento del nivel de espuma causando obstrucción de tubería y arrastre de coque a las líneas superiores. Se recomienda instalar una alarma de alto nivel de espuma en el tambor. Por otro lado, la disminución del flujo de la carga al tambor por problemas relacionados con la operación de la torre fraccionadora, provoca un aumento en el tiempo de llenado del tambor. Se sugiere poner en funcionamiento las líneas de BYPASS y mantener las condiciones de llenado sin que se vea afectado el ciclo. En cuanto al menor flujo de agua de drenaje, se puede dar por taponamiento de la tubería de drenaje, causando a su vez disminución del flujo de agua hacia el pozo de coque, y afectando la operación de descabezado del manhole inferior, pues el personal se expone a quemaduras graves por la liberación de agua caliente. Se recomienda destapar la tubería con agua a presión y reemplazar el descabezado a un sistema totalmente automatizado. La novena desviación que se analizó es “No flujo” del agua de enfriamiento durante la operación de refrigeración del coque, que puede presentarse debido a un corto-circuito. Este evento provoca la formación de bolas de alquitrán que pueden ser liberadas al descabezar el manhole inferior, exponiendo al trabajador a quemaduras graves. Dicha desviación se puede mitigar al instalar un dispositivo de protección contra las corrientes de cortocircuito en el conductor fase del circuito, agregar una línea auxiliar de agua de enfriamiento y asegurarse de que la temperatura que marcan los indicadores de temperatura sean los valores establecidos para la apertura del manhole. Como décima desviación se identificó “Flujo inverso”, que puede presentarse como flujo de vapor de agua a través de la válvula de agua de enfriamiento. La causa de

65
este evento es la falla en el cierre parcial de la válvula de vapor y falla en la apertura parcial de la válvula de agua de enfriamiento en la línea de suministro de servicios industriales. Esta falla puede ocasionar un golpe de ariete en la tubería y posterior ruptura o fuga de la misma. Golpe de ariete se le llama a un ruido estruendoso que provoca el cambio brusco de dirección, presión o de velocidad de caudal de un fluido en una tubería. En este caso, se sugiere la instalación de una válvula solenoide para los casos en donde regular el flujo sea un inconveniente. La undécima desviación es “Otro(a) operación” puesto que, una falla en los switches/interruptores de proximidad del tambor en la operación de corte con agua a presión, tiene como consecuencia la liberación de agua a alta presión ocasionando lesiones graves como desmembramiento a un operador que se encuentre en el área y daño de los equipos. Se recomienda asegurar el funcionamiento de los switches de proximidad que apagan la bomba de agua de corte en el momento que los switches de proximidad se activan al salir del cuello inferior o superior del tambor y evita que la bomba de agua de corte se reinicie, además, para reforzar el sistema se debe proteger con interlocks. La doceava desviación es “No electricidad” y es un escenario de riesgo que se analizó debido al accidente presentado en la planta de coquización de la refinería de Equilon Enterprises en Anacortes, Washington en 1998. La desviación se le atribuye principalmente al corte del suministro de la energía eléctrica, lo cual puede estar asociado a un error en los cálculos de tiempo de enfriado y a una ausencia de registros de temperatura adecuados para determinar la temperatura del contenido del tambor de coque debido a que registran la temperatura externa del lecho y no la interna. Estos eventos tienen como consecuencia, el vaciado de combustible líquido desde la cabeza inferior del tambor durante la operación de descabezado y que al contacto con el oxígeno se genere una explosión e incendio, pérdidas humanas, perdidas económicas, pérdidas de producción y afectación al medio ambiente. Para mitigar este evento, se recomienda implementar fuentes de vapor de alternativas para mantener las líneas de transferencia despejadas en caso de corte de suministro de electricidad, desarrollar modelos predictivos para la temperatura interna del tambor para ser utilizado en estos casos, entrenar al personal para paradas de planta no programadas y arranque, y realizar monitoreo continuo para detectar fugas y gases inflamables en el área. El nodo analizado en este estudio, que corresponde a un tambor de coque de una refinería localizada en la región Caribe, cuenta con los sistemas de seguridad necesarios para prevenir, minimizar y detectar descargas de químicos peligrosos y daños a los equipos y al personal, entre las que cabe resaltar alarmas, válvulas de alivio, sistemas de detección, válvulas motorizadas y sistemas de interbloqueo. Las alarmas son activadas cuando se presenta una desviación de los parámetros del proceso, por ejemplo las sirenas y alarmas que se encuentra en la plataforma de corte de coque al detectar gases tóxicos; los sistemas de detección son capaces de detectar la llama, gases inflamables e incendios en el tambor de coque; las válvulas

66
de alivio de presión protegen al tambor de sobrepresiones en el sistema de proceso y sus componentes; los sistemas de interbloqueo se diseñan con el propósito de generar un paro emergente en el equipo y poner a la unidad en posición segura. Por otro lado, el personal debe conocer las prácticas y procedimientos de seguridad para realizar su trabajo de forma segura; deben asistir periódicamente a las capacitaciones para conocer los riesgos a los que están expuestos y simulacros de respuesta a emergencias asociados a la unidad de coquización retardada. Este nodo provee un equipo contraincendios en caso de alguna emergencia, equipos de protección personal para garantizar la seguridad y la salud de los empleados, existencias de permisos de trabajo para autorizar la ejecución de trabajos altamente riesgosos y planes de contingencia en caso de incendios y explosiones que incluyen procedimientos y rutas de evacuación, procedimientos para el conteo del personal, asistencia médica y entrenamiento del personal para dar respuesta a emergencias industriales, accidentes, lesiones o traumatismos. Además, el personal debe contar con refugios cerrados provistos de ventilación o estaciones de operación remota controlados a través de video. Por añadidura, cuando la alimentación a los tambores de coque posee alto contenido de asfáltenos y a pesar de que las temperaturas y las presiones se mantengan dentro de los rangos adecuados, se forma dentro del tambor coque tipo shot o coque de inyección. Este es un escenario de riesgo que está determinado por la composición de la materia prima y no por las variables de operación. Las interacciones que se presentan en el tambor junto con el horno y que conllevan a la formación de coque shot son las reacciones en la fase líquida que conducen a la precipitación de los asfáltenos hasta que se forme el pre coque y posteriormente el coque. El pre coque tiene una alta viscosidad y plasticidad. El flujo de las dos fases y la velocidad de transferencia de calor en el horno y en el tambor, combinado con la tensión superficial del pre coque, actúan para formar las pequeñas bolas esféricas en forma de perdigones característico del coque shot. Si no se toman las precauciones correspondientes este coque puede ocasionar problemas operativos. El coque shot puede ser incrustado, aglomerado o suelto; este puede ocasionar que la operación de enfriamiento se vea afectada debido a la baja porosidad y permeabilidad, que se formen puntos calientes en el lecho de coque, taponamiento de las boquillas durante el drenaje de agua ocasionando drenajes incompletos, atascamiento de los taladros durante el corte de coque y dificultan el manejo. Algunos aspectos a tener en cuenta para el manejo o la disminución de la producción de coque shot dentro del tambor es aumentar la presión dentro del tambor debido a que inhibirá la vaporización de los hidrocarburos, ayudando a diluir la reacción de los asfáltenos en la fase líquida. En este caso, debido a las condiciones fisicoquímicas de la materia prima, cuando se usan presiones más

67
elevadas, se requieren temperaturas de reacción más alta para mantener las propiedades del coque. Además, la adición de aceite de suspensión de craqueo catalítico fluido (FCC) ayuda a solubilizar la suspensión de los asfáltenos. Por otro lado, otro aspecto a tener en cuenta para el manejo del coque shot es la disminución de la temperatura dentro del tambor. Sin embargo, la temperatura no debe ser tan baja para que no se interrumpan las reacciones en el coque. Aspectos en el diseño se pueden modificar para disminuir el personal expuesto a los riesgos por medio de la automatización total de los sistemas, construcción de refugios de operaciones remotas, reemplazo de válvulas manuales a válvulas motorizadas, dispositivos de válvula deslizantes en la cabeza superior e inferior, herramienta de corte automático. Incluir detectores de nivel en el tambor que permitan confirmar que el lecho de coque se encuentra por debajo del nivel del agua de enfriamiento, reducir lenta y optimizada la velocidad de enfriamiento con base en la experiencia para minimizar los puntos calientes y mantener una presión para mejorar el agua de contacto con el coque caliente. Instalación de dispositivos en la entrada inferior del tambor que minimicen el taponamiento de coque shot suelto. Afortunadamente, los problemas causados por la producción del coque shot se pueden abordar mediante la aplicación de detalles de diseño, técnicas operativas e instrucciones de funcionamiento como las enunciadas en los párrafos anteriores. Además, cabe resaltar que los resultados de la implementación de la metodología HAZOP en este estudio realizado, es pertinente para la industria de la refinación tanto en Colombia como a nivel internacional, considerando las capacidades y la configuración específica de cada planta.

68
CONCLUSIONES Luego de realizar esta investigación se logró identificar, analizar y evaluar los posibles riesgos de operabilidad que pueden manifestarse ante cualquier situación no controlada y la desviación de los parámetros de operación normal que se describieron anteriormente en los tambores de coque en una planta de coquización retardada en la región caribe mediante el método HAZOP. Las tendencias actuales para la optimización de los procesos en las plantas de coquización retardada radican en la disminución del tiempo de duración del ciclo, lo cual, representa un mayor esfuerzo sobre de la planta, si bien esto tiene una importante repercusión sobre la capacidad de la refinería, representa también, un desafío en cuanto al manejo de condiciones más severas, por ejemplo, mayores temperaturas y mayores flujos; está relacionado con las buenas prácticas de seguridad de proceso y el acortamiento de la vida útil de los equipos que constituyen la planta como los tambores. Además, para aumentar la eficiencia energética en estas plantas se tienen los ajustes en las variables de los hornos, pero está por fuera del alcance de este estudio. Una vez realizada la búsqueda y la revisión de la literatura del proceso estudiado, se estableció el nodo más crítico, siendo los tambores de coque, y se determinó que los mayores peligros son los atribuidos a los derrames de coque shot durante la operación de descabezado inferior del tambor de coque provocado por la variaciones en la presión (menores a 20 psig) y en la temperatura (mayores a 950 ºF) de operación, obstrucciones en las tuberías por depósito de coque shot durante el drenaje del agua, alteración en la operación de enfriamiento del lecho de coque ocasionando la formación de zonas calientes y erupciones de vapor al ingresar el agua de corte. Todos los escenarios descritos repercuten de forma negativa al personal debido a que se encuentran expuestos a vapores de hidrocarburos, temperaturas elevadas, quemaduras; el proceso también se ve afectado por la pérdida de producción por derrames, escapes de productos livianos en forma de vapor que alteran al medio ambiente. Así mismo, se determinó que las operaciones con un nivel de riesgo mayor son las de corte del lecho de coque, cambio del tambor de coque y descabezado. Al concluir esta investigación se cumplió con el objetivo propuesto por medio del análisis en los tambores de coque, se estudiaron 29 escenarios con alta probabilidad de riesgo relacionados a desviaciones en la presión, temperatura, flujo y nivel debido a que son las variables fundamentales para la correcta operación del tambor puesto que su desviación afecta directamente los rendimientos del coque y los gasóleos livianos y pesados, nafta, butano y propano. Adicional a lo anterior, las causas de las desviaciones en los parámetros se atribuyen a errores operacionales en el cierre y apertura de las válvulas, fallas en el orden secuencial de las operaciones que se deben ejecutar, taponamiento de tuberías, fallas en los

69
instrumentos de control e indicadores y otros relacionados a fallos en el suministro de la energía eléctrica y cortocircuito. Por lo anterior, se establecieron recomendaciones pertinentes para cada una de los escenarios establecidos, se encontró que, a pesar de tener un control de proceso, se hace necesario implementar estrategias de protección adicionales y sistemas de seguridad como alarmas, sistemas de bloqueo, válvulas de alivio de presión, entre otros, para evitar o mitigar riesgos. De igual forma, el personal involucrado en la operación debe tener una comprensión clara de los fundamentos del proceso y de los esquemas de interlocks simplificados para facilitar su comprensión, establecer programas de capacitación que se actualicen a medida que el proceso cambia y los esquemas de control avanzado no deben ser tan complejos para que no se malinterpreten. Finalmente, cabe resaltar que el análisis de peligros y operabilidad por medio de HAZOP u otras metodologías de estudio como LOPA (Layer of Protection analysis), SIL (Safety Integrity Level) enfocadas al proceso de coquización retardada es limitado y actualmente no existen leyes en Colombia que regulen las operaciones en las industrias químicas, solo existen leyes de seguridad y salud en el trabajo lo cual es pertinente debido a que en nuestro país existen plantas industriales en varias ciudades.

70
RECOMENDACIONES Este proyecto de investigación abarcó una gran parte de seguridad de procesos en plantas de coquización retardada por medio del método de HAZOP de manera objetiva, detallada e identificando todos los escenarios pertinentes, las variables evaluadas deben estar en revisión continua, manteniéndolas en los rangos de operación permitidos. En el proceso de coquización se sugiere tener un mantenimiento preventivo que permita la inspección continúa, identificación de tipos de fallas, cambio de elementos, impacto en la producción y planificación durante el tiempo que se encuentren fuera de servicio, asegurar el correcto funcionamiento de los interruptores bloqueo de seguridad (interlocks), instalación de alarmas en los elementos críticos, en los indicadores de presión, temperatura y flujo en campo y cuartos de control, en las líneas de alimentación, drenado y en los tambores; válvulas de aislamiento, de venteo, PLC y demás dispositivos que se encuentren en campo. De igual manera, mejorar la coordinación y comunicación entre los operadores de turno, supervisores e ingenieros de procesos de las todas las áreas que tienen líneas al proceso de coquización, proporcionar planes de contingencia en emergencias, capacitación para las situaciones anormales en la operación y en protocolos de parada y puesta en marcha de los sistemas críticos. Se tiene la posibilidad de una mejora continua a este proyecto de investigación; para asegurar esto se sugieren a los futuros investigadores que presenten interés en el tema de este proyecto, las siguientes recomendaciones:
• Evaluar cada una de las desviaciones analizadas en esta investigación por medio de un análisis de riesgo, en la cual, como se describe en el marco teórico, se asigna un valor numérico de probabilidad y nivel de consecuencia, dados en las escalas determinadas para determinar el nivel de riesgo adecuado para esa desviación para poder darle continuidad a la metodología HAZOP. Se tiene mayor información descrita con anterioridad en el inciso 2.2.4 Matriz de riesgos .
• Con el fin de seguir expandiendo esta investigación y dándole un mayor valor agregado, se recomienda continuar con la realización de artículos y otras publicaciones, hacer análisis del modelo disponible de la herramienta de simulación de procesos, tanto para la parte de diseño como para la evaluación de los aspectos de seguridad.
• Al realizar cualquier modificación en cualquiera área de la unidad de coquización retardada, realizar un análisis de riesgo por la metodología de HAZOP, en el cual se puedan evaluar como impactan en cada una de las variables.

71
• Determinar por medio de un estudio económico, cada uno de los escenarios evaluados en esta investigación, estableciendo el impacto económico que representaría un incidente asociado con dichos escenarios.

72
REFERENCIAS
[1] Union Carbide Corporation, “Cause of Bhopal Tragedy”, [En línea]. Available: http://www.bhopal.com/Cause-of-Bhopal-Tragedy. [2] C. Ray Asfahl (2000), “Seguridad industrial y salud”, 4ta edición, México: Pearson educación, p.472. [3] K. I. Peñaflor, “La educación en seguridad de procesos”, Buenos Aires, Argentina, [En línea]. Available:http://www.aaiq.org.ar/SCongresos/docs/06_029/papers/11a/11a_1602_848.pdf [4] El universal (2016), “Comenzó la producción de coque de petróleo en el país”, Cartagena, Colombia, [En línea]. Available: https://www.eluniversal.com.co/economica/comenzo-la-produccion-de-coque-de-petroleo-en-el-pais-220066-GREU324552 [5] M. Bernal González (2018), “Coqué de petróleo, nueva alterativa de combustible”, Revista de logística, Bogotá, Colombia. [En línea]. Available: https://revistadelogistica.com/informes-especiales/coque-de-petroleo-nueva-alternativa-de-combustible/ [6] Anónimo, “Gestión del cambio- Estudio de casos, Accidente fatal en una planta de Coque”, [En línea]. Available: https://es.scribd.com/document/335641709/MoC-Casos-Coque-Demorado-Rev-1 [7] L. Mariño Espinosa (2015), ”Ecopetrol necesita aumentar eficiencia en crudos pesados”, Editorial La República, Bogotá, Colombia. [En línea]. Available: https://www.larepublica.co/economia/ecopetrol-necesita-aumentar-eficiencia-en-crudos-pesados-2268096 [8] Portafolio (2016), “Reficar prendió su unidad de coquización”, El tiempo. [En línea]. Available: http://www.portafolio.co/economia/infraestructura/refineria-cartagena-prendio-unidad-coquizacion-491340 [9] OSHA (2003), ”Hazards of Delayed Coker Unit (DCU) Operations”, [En línea]. Available: https://www.osha.gov/dts/shib/shib082903c.html. [10] R. S. Kraus (1998), “Enciclopedia de salud y seguridad en el trabajo: Petróleo y gas natural”, 4ta edición, Madrid: Chantal Dufresne, BA. [11] Universidad de san buenaventura (2010), “Proyecto educativo Bonaventuriano (PEB)”, 2da Edición, Bogotá, Colombia. [En línea]. Available:http://www.usbmed.edu.co/Portals/0/PDF/Doc-Institucionales/PEB-2010.pdf [12] J. M. Gutiérrez (2010), “Las conclusiones de trabajo sobre el accidente mortal satisfacen a Repsol”, Coruña, España. [En línea]. Available: http://www.laopinioncoruna.es/coruna/2010/06/18/conclusiones-trabajo-accidente-mortal-satisfacen-repsol/394658.html [13] Juliana Puello Méndez (2019), “Seguridad de Procesos: Peligros asociados a la operación de plantas de coquización retardada”, AIChE-Perú, Colombia. [En línea]. Available:
https://www.youtube.com/watch?v=C9Lo57sXIzo [14] Hoy digital (2014), “Accidente en planta de petróleo deja un muerto y 11 heridos”, República Dominicana. [En línea]. Available: http://hoy.com.do/accidente-en-planta-de-petroleos-deja-un-muerto-y-11-heridos/
https://www.larepublica.co/economia/ecopetrol-necesita-aumentar-eficiencia-en-crudos-pesados-2268096

73
[15] “Catedra de procesos industriales, Coquización retardada”, Universidad tecnológica Nacional, Argentina. [En línea]. Available: https://www.modeladoeningenieria.edu.ar/images/procesos2/material_de_apoyo/COQUIZACIONRETARDADA.pdf [16] A. Santos., R. J. Silva (2008), “Análisis del consumo de Coque de Petróleo en algunos sectores industriales”, Brasil. [En línea]. Available: https://scielo.conicyt.cl/pdf/infotec/v19n2/art11.pdf [17] M.A Fahim., T.A. Al-Sahhaf., A.S.Elkilani, “Fundamentals of petroleum Refining”, Elsevier, Department of Chemical Engineer: Khaldeya, Kuwait, 2009, p.516. [18] W. Romero (2016), “Diseño de un sistema de coquización retardada para craqueo de crudo extra pesado”, Escuela politécnica internacional, Quito. [En línea]. Available: http://studylib.es/doc/8640783/repositorio-digital---epn---escuela-polit%C3%A9cnica-nacional [19] J. Adams., Process Engineering Associates, “Coking 101, An introduction to delayed coking”, Illinois, EE.UU. [En línea]. Available: https://www.processengr.com/ppt_presentations/coking_101.pdf [20] P. J. Ellis., C. A. Paul., (1998), “Tutorial: Delayed coking fundamentals”, Great lakes carbon corporation, Nueva Orleans. [En línea]. Available: http://inside.mines.edu/~jjechura/Refining/DECOKTUT.pdf [21] T. E Wolf (2013), “Delayed coking process”, [En línea]. Available: http://prjmgrcap.com/images/13-10-27_Delayed_Coker_Process.pdf [22] E. Barreda Tamayo (2016), “Coquificación retardada”, Universidad Nacional de Ingeniería, Lima, Perú. [En línea]. Available: https://es.scribd.com/document/318451060/Coquificacion-Retardada [23] F. A. Puerta (2007), “Guía para la selección y aplicación de técnicas PHA”. [En línea]. Available: http://www.seguridadyprocesos.com/documentos/doc_download/10-.html. [24] ENISA (2006), “Risk management: implementation principles and inventories for risk management/ risk assessment methods and tools” [En línea]. Available: https://www.enisa.europa.eu/topics/threat-risk-management/risk-management/current-risk/risk-management-inventory/rm-process/risk-assessment [25] M. C. Garrido (2011), “Risk identification techniques knowledge and application in the Brazilian construction” [En línea]. Available: http://www.academicjournals.org/app/webroot/article/article1379518041_Garrido%20et%20al.pdf [26] Bureau Veritas (2012), “Estudio de riesgos y operabilidad HAZOP”. [En línea]. Available: https://www.bureauveritas.es/HpQoGLHA/HAZOP_2012.pdf [27] “Guía técnica Métodos cualitativos para el análisis de riesgos”. Dirección general de protección civil, España. [En línea]. Available:http://www.proteccioncivil.es/documents/20486/156778/GUIA+TECNICA+METODOS+CUALITATIVOS+PARA+EL+ANALISIS+DE+RIESGO.pdf/edf41769-3c18-44ce-964d-264b7a09b09f [28] C. A. Mendoza peña (2007), “Análisis de vulnerabilidad de la empresa Tubocaribe ltda” Universidad de Cartagena, Colombia. [En línea]. Available: http://repositorio.unicartagena.edu.co:8080/jspui/bitstream/11227/762/1/192-%20TTG%20-

74
%20AN%C3%81LISIS%20DE%20VULNERABILIDAD%20DE%20LA%20EMPRESA%20TUBOCARIBE%20LTDA..pdf [29] M. Cruz (2014), “Análisis de daño en estructuras de concreto reforzado considerando efectos de corrosión en el acero de refuerzo”, Veracruz, México. [En línea]. Available: https://cdigital.uv.mx/bitstream/handle/123456789/41558/MimendiCruzJoseLeonel.pdf?sequence=1&isAllowed=y [30] Repsol YPF (2007), “Guía para la realización de estudios HAZOP (Hazard And Operability Analysis)”. [En línea]. Available: http://studylib.es/doc/4669901/gu%C3%ADa-para-la-realizaci%C3%B3n-de-estudios-hazop [31] F. Crawley., B. Tyler (2015), “HAZOP: Guide to best practice guidelines: To best Practice for the Process and Chemical Industries”, 1ra edición, Institution of chemical Engineers (IChemE), Elsevier, p.158. [32] P. Freedman (2003), “HAZOP como metodología de análisis de riesgos”, [En línea]. Available:http://biblioteca.iapg.org.ar/ArchivosAdjuntos/Petrotecnia/2003-2/Hazop.pdf [33] Icontec (2010), “GTC 45: Guía para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional”, Bogotá, Colombia. [En línea]. Available: http://idrd.gov.co/sitio/idrd/sites/default/files/imagenes/gtc450.pdf [34] V. P. Hernández (2012), “Identificación de los escenarios de riesgo en la refinación de petróleo”, Universidad Autónoma Nacional de México (UNAM), México. [En línea]. Available: http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/5085/Tesis.pdf?sequence=1 [35] ARL SURA, “Clasificación de productos químicos según la norma NFPA 704”. 2015. Disponible en: https://www.arlsura.com/phocadownload/cistema/Normas%20para%20la%20manipulacin%20de%20sustancias%20qumicas.pdf [36] Gobierno Autónomo Departamental, Santa Cruz. (1995). “Reglamento para actividades con sustancias peligrosas”. Decreto Supremo N° 24176. Documento PDF. Disponible en: http://biblioteca.unmsm.edu.pe/redlieds/Recursos/archivos/Legislacion/Bolivia/reglamento_residuos.pdf [37] ARL SURA, “Normas para manipulación de sustancias peligrosas”. 2007. Disponible en: https://www.arlsura.com/index.php?option=com_content&view=article&id=739 https://www.atlantis-press.com/proceedings/ifeesm-17/25890392 [38] M. A Juárez Pastrana (2014), “La metodología HAZOP aplicada al análisis de riesgos”, Universidad Autónoma de México, México. [En línea]. Available: http://www.ptolomeo.unam.mx:8080/xmlui/bitstream/handle/132.248.52.100/5752/tesis.pdf?sequence=1 [39] A. Piñeros (2015), “Plan operativo normalizado P.O.N para respuesta a emergencias”, Invima, Bogotá. [En línea]. Available: https://www.invima.gov.co/images/pdf/nuestra-entidad/Gestion/gestion-talento-humano/Seguridad%20y%20Salud%20en%20el%20Trabajo/PLANES%20DE%20EMERGENCIA/2015/PLAN%20OPERATIVO%20NORMALIZADO%20P.F.%20ARAUCA%20-%202015.pdf

75
[40] W. Gutiérrez., M. Triviño., (2005), “Implementación de un sistema de recuperación de subproductos para un horno piloto de coquización”, Medellín. [En línea]. Available: https://revistas.unal.edu.co/index.php/energetica/article/view/24010 [41] T. Jiménez Rico. (2005), “Aplicación de las técnicas de HAZOP, análisis de consecuencias y análisis de fallas para la identificación y evaluación de los riesgos en una planta de aguas amargas de un refinería”, Universidad Nacional Autónoma de México, México. [En línea]. Available: http://132.248.9.34/ptb2005/50521/0345478/0345478.pdf [42] Casey C. Grant (1998), “Enciclopedia de seguridad y salud en el trabajo: Incendios”, [En línea]. Available: http://www.insht.es/InshtWeb/Contenidos/Documentacion/TextosOnline/EnciclopediaOIT/tomo2/41.pdf [43] SEMARNAT (2002), “Guía para la presentación del estudio de riesgo ambiental Nivel 2: análisis de riesgo”, México. [En línea]. Available: http://www.saludambiental.udg.mx/maestria/II_dip_files/m3/ev-n2.pdf [44] C. T. Trujillo. (2015). “El análisis de riesgos y peligros, HAZOP y el árbol de fallas, una opción de ingeniería para subir los niveles de eficiencia en el mantenimiento y de disponibilidad de quipos en subestaciones de distribución”. [En línea]. Available: https://bibdigital.epn.edu.ec/bitstream/15000/10593/1/CD-6271.pdf [45] Ignacio Alonso, “Seguridad de proceso: Aseguramiento de la integridad del activo”. [En línea]. Available: https://educacion.aciem.org/CIMGA/2018/Memorias/Cursos_Cortos/Curso_Corto_02_Ignacio_Alonso.pdf [46] Carlos A. Sabino, “El proceso de Investigación”, 1986. Universidad de Texas. P 51. [47] M. J. Velazco (2015), “Propuesta de investigación: Evaluación política de flexibilidad curricular”. Universidad Distrital Francisco José de Caldas. [En línea]. Available: https://comunidad.udistrital.edu.co/cic/files/Presentaci%C3%B2n-investigacion-Flexibilidad-Mayo-2015.pdf [48] Gabriela Paredes, Vanessa Paredes, “Diseños no experimentales”, 2014. Disponible en: https://issuu.com/gabyparedes51/docs/revista_terminada.docx [49] Ministerio de trabajo y asuntos sociales España, “NTP 238: Los análisis de peligros y de operabilidad en instalaciones de proceso”. Disponible en: http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Ficheros/201a300/ntp_238.pdf [50] R. Hernández, C. Fernández, P. Baptista, “Metodología de la investigación”. 4ta edición. México. McGrawHill, 2006. [51] Jacqueline Wigodski, “Metodología de la Investigación, Fuentres primarias y secundarias”, 2010. Disponible en: http://metodologiaeninvestigacion.blogspot.com.co/2010/07/fuentes-primarias-y-secundarias.html [52]. Laura Guzmán, “Las fuentes secundarias”, Escuela de trabajo social, Costa Rica. Disponible en: http://www.ts.ucr.ac.cr/

76
ANEXOS

77
ANEXO A. Cronograma de actividades.
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
Selección del tema de investigación
Revisión bibliográfica
Planteamiento del problema
Objetivos
Justificación e importancia
Presentación de la propuesta ante el comité de investigación
Ajustes a la presentación de la propuesta
Elaboración del marco referencial
Diseño metodológico
Cronograma y presupuesto
Análisis de activos de información
Selección de nodos
Análisis de datos
Aplicación técnica HAZOP
Redacción de resultados
Presentacion de recomendaciones y/o sugerencias
Revisión y corrección de resultados
Entrega del trabajo final
CRONOGRAMA SEMANAL DE ACTIVIDADES: ANÁLISIS DE RIESGOS DE OPERABILIDAD EN LOS TAMBORES DE LA UNIDAD DE COQUIZACIÓN RETARDADA DE UNA PLANTA PETROQUÍMICA EN LA REGIÓN CARIBE COLOMBIANA,
MEDIANTE EL MÉTODO DE HAZOP
JULIO AGOSTOENERO FEBRERO MARZOACTIVIDADES
2018 2019
FEBRERO MARZO ABRIL MAYO JUNIOENEROABRIL

78
ANEXO B. Presupuesto.
RUBROS DESCRIPCIÓN VALOR
ESPECIE EFECTIVO
Computadores Computadores con suficiente capacidad para la realización de la investigación.
$ 5.400.000
Personal científico Orientador en el desarrollo de la investigación. $ 700.000
Elementos de papelería
Fotocopias, impresiones, adquisiciones. $ 200.000
Viáticos Asesorías en la universidad. $ 200.000
Salidas de campo Visitas industriales a la planta. $ 100.000
Eventos académicos
Presentación del proyecto en ponencias, posters u otro evento.
$ 300.000
Material de estudio
Tesis de la universidad, Material de investigación proporcionada por el tutor, Diagramas y Manuales de la unidad de coquización.
$ 500.000
TOTAL $ 7.800.000

79
ANEXO C. Hoja de estudio HAZOP en los tambores de coque de la unidad de Coquización Retardada.
HOJA DE TRABAJO HAZOP
Proyecto: Análisis de riesgos de operabilidad en los tambores de la unidad de coquización retardada de una planta petroquímica en la región
caribe colombiana mediante el método HAZOP. Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
1.
Baja presión
1.1
Error operacional al no
regular de forma gradual la apertura de la
válvula V- 119 que se encuentra en la línea de los vapores de cima que
se dirigen a la torre fraccionadora.
Arrastre de espuma y coque por fuera del
tambor, se deposite en la línea de vapor y/o llegue
a la torre de fraccionamiento. Pérdida
de producción.
2
1. Observar el Indicador de presión PI-120 ubicado en la línea de vapores de cima
del tambor al tiempo que se esté realizando la apertura de la válvula V-
119.
2. Parada de planta para limpieza de tuberías.
1.2
Error operacional al abrir el Manhole inferior
M-103B antes del manhole superior M-
102B.
Generación del efecto de descargue acelerado del coque debido a la presión que ejerce las vapores en
la cima del tambor. Pérdida de producción.
1
1. Mejorar la coordinación y comunicación entre los operadores de tambor, debido a que solo se puede abrir el Manhole de abajo cuando el de
arriba este completamente abierto.
1.3
Condensación del vapor
de agua dentro del tambor por largos
períodos de tiempo durante la operación de pruebas de presión con
vapor.
Hundimiento de las paredes del tambor.
Aumentan los costos de mantenimiento.
2
1. Evitar que el tambor esté lleno de vapor de agua por mucho tiempo después de reducir la
presión de cima a 1 psig por encima de la zona flash de la fraccionadora.

80
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
1.
Baja presión
1.4
Baja presión dentro del tambor ocasionado por
una disminución del flujo de vapor de agua por falla en el control indicador de flujo FIC-
104.
Aumento de la dureza del
coque formación de productos indeseados en
forma de perdigones (coque shot). Drenaje
incompleto. Peligros en el descabezado inferior por
liberación de coque shot y agua caliente. Quemaduras.
3
1. Identificar el tipo de falla y reemplazar los
elementos lo más pronto posible.
2. Adicionar aceite de suspensión fluida de craqueo catalítico (FCC) en la alimentación al tambor para inhibir la formación de coque shot debido al efecto solubilizante del aceite en los
asfáltenos.
3. Reemplazar el sistema de descabezado semiautomático/ manual con un sistema
totalmente automatizado y diseño de estación de operaciones remotas controlados a través de
video.
2.
Alta presión
2.1
Alta presión dentro del
tambor T-101B por error operacional al abrir la válvula de venteo a la
atmósfera V- 116 antes del cierre de la válvula de blowdown V-118.
Escape de vapores de hidrocarburos a la
atmósfera seguido por el fuego al entrar en
contacto con el oxígeno. Impacto ambiental.
2
1. No abrir la válvula de venteo hasta que las
válvulas de aislamiento de la línea de vapor de cima hacia la torre de Blowdown hayan sido
cerradas.
2. Capacitación del personal para las situaciones anormales de operación.
2.2
Error operacional al abrir el Manhole superior M-102B
cuando la presión en la cima del tambor es alta.
Evacuación de los gases a alta presión. Afectación humana y a los equipos.
3
1. Abrir el manhole superior M-102B cuando el indicador de presión PI-120 de la cima del
tambor sea menor a 1 psig.

81
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
2.
Alta presión
2.3
Aumento de la presión en la manguera de
suministro de agua de corte a alta presión.
Explosión de la manguera de agua provocando una
acción de latigazo y lesiones graves a los
trabajadores.
3 1. Verificar si el programa de inspección y
mantenimiento es adecuado para el corte con mangueras de agua y cables.
3. Alta
temperatura
3.1
Aumento de la temperatura dentro
del tambor ocasionado por el
aumento del flujo de vapor de agua por falla en el control
indicador de flujo FIC-104.
Aumento de la dureza del coque formando productos
indeseados en forma de perdigones (coque shot).
Drenaje incompleto. Peligros en el descabezado
inferior por liberación de coque shot y agua caliente.
Quemaduras.
3
1. Identificar el tipo de falla y cambiar los
elementos lo más pronto posible.
2. Adicionar aceite de suspensión fluida de craqueo catalítico (FCC) en la alimentación al tambor para inhibir la formación de coque shot debido al efecto solubilizante del aceite en los
asfáltenos.
3. Reemplazar el sistema de descabezado semiautomático/ manual con un sistema
totalmente automatizado.
3.2
Aumento de la temperatura del
HCGO de enfriamiento por falla
del indicador de temperatura TI-123 en la línea de ingreso a los vapores de cima.
Formación de coque en la línea de salida de vapores
de cima. Obstrucción. 2
1. Instalar alarma de alta temperatura del HCGO de enfriamiento.
2. Realizar Inspección y mantenimiento
periódico a los PLC.

82
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
4.
Baja temperatura
4.1
Baja temperatura dentro del tambor T-101B por fuga en la
línea de agua de corte en la cabeza superior
M-102B.
Disminución en el rendimiento de líquidos.
Formación de coque suave que puede ser vaciada
hacia afuera en el descabezado inferior del
tambor. Pérdidas de producción y económicas,
afectación humana. Parada de planta.
4 1. Bloquear el agua de corte, mientras se
corrige la fuga en la tubería y mantener las condiciones de operación estables.
4.2
Baja temperatura dentro del tambor T-
101B por fuga de aceite de enfriamiento al tambor ocasionado por fallo al cierre de la
válvula V-114.
Formación de coque suave que puede ser vaciada
hacia afuera en el descabezado inferior del
tambor. Disminución en el rendimiento de líquidos.
Pérdidas de producción y económicas, afectación
humana. Parada de planta.
4 1. Inspeccionar periódicamente las válvulas y
realizar mantenimientos preventivos.
4.3
Disminución de la temperatura del coque en la línea de carga al
tambor T-101B por fallas en el horno.
Alquitrán depositado en la línea de alimentación y en los canales del lecho de coque. Problemas en el
enfriamiento y drenado del coque. Obstrucción en la tubería. Mayor tiempo de
llenado y menor eficiencia.
3
1. Implementar una técnica de drenaje a presión para expulsar el tapón de alquitrán blando de la
línea de drenaje.
2. Iniciar y detener el flujo de vapor de agua para abrir los canales del lecho de coque.

83
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
C
Recomendaciones
4.
Baja temperatura
4.4
Baja temperatura dentro del tambor T-
101 B por filtración de agua de enfriamiento
a la línea de alimentación
ocasionada por el fallo al cierre de la válvula
V-110.
Formación de coque suave o brea que puede ser
vaciada hacia afuera en el descabezado inferior del
tambor. Disminución en el rendimiento de líquidos.
Pérdidas de producción y económicas, afectación
humana. Parada de planta.
4 1. Inspeccionar periódicamente las válvulas y
realizar mantenimientos preventivos.
5. Alto Nivel
5.1
Aumento del nivel de espuma por fallo a la apertura de la válvula V-115 de suministro de antiespumante.
Obstrucción y arrastre de espuma en la línea de cima
de los tambores hacía la torre de fraccionamiento.
2 1. Instalar una alarma de alto nivel de espuma
en el tambor T-101B.
5.2 Falla en el indicador de nivel LI-116B del
tambor.
Sobrellenado del tambor. Desborde de agua a la
línea de vapores de cima. 1
1. Evaluar donde se presenta el daño (sensor o cable) en el indicador de nivel.
2. Reemplazar la parte averiada tan pronto
como la producción permita (control de variables del proceso o inventario, e impactan la
producción).

84
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
C
Recomendaciones
6. Bajo nivel 6.1
Parada no programada generada
por falla en el suministro de energía
eléctrica.
Disminución del nivel de coque dentro del tambor,
existe riesgo de incendio y explosión. Genera un
tiempo muerto.
4
1. Seguir los protocolos de parada de planta y
puesta en marcha.
2. Proporcionar un fluido de emergencia para garantizar que los canales de flujo del lecho de
coque permanezcan abiertos.
3. Desconectar la línea de alimentación hasta que se reestablezca la energía eléctrica.
4. Garantizar que la temperatura y presión
dentro del tambor de coque se encuentre en condiciones seguras de operación.
7. Más flujo
7.1
Más flujo de agua de enfriamiento por fallo al cierre de la válvula de condensado V-113
y error en la indicación del PLC.
Problemas en la refrigeración del coque por la pérdida de agua hacia la
línea de condensado. Pérdidas económicas.
2
1. Convertir las entradas de PLC en la válvula de condensado.
2. Realizar Inspección y mantenimiento
periódico a los PLC.
7.2
Alto flujo de HCGO de enfriamiento por fallo
en el controlador indicador de
temperatura TIC-125 ubicado en la línea de los vapores de cima.
Enfriamiento excesivo de los vapores de cima. Baja
conversión en la torre fraccionadora. Pérdida de
producción.
1 1. Instalar una alarma de alta temperatura en la línea de vapores de cima del tambor T-101B.

85
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
7. Más flujo
7.3
Aumento del flujo de agua de
enfriamiento por error operacional al
abrir de forma abrupta la válvula V-
110.
Endurecimiento de los canales principales del
lecho de coque sin enfriarlo todo radialmente. Erupción de vapor al ingresar el agua
de corte. Afectación a las personas.
3
1. Identificar la causa de la falla de la válvula (suministro de aire, posicionador, sistema de
control o mecánica).
2. Asegurar el cambio de los elementos y realizar un recalculó teniendo en cuenta las
nuevas condiciones.
7.4
Entrada de más flujo de vapor de agua
por falla del controlador indicador de flujo FIC-104 en
la línea de suministro.
Canalización del vapor dentro de los tambores,
provocando la formación de zonas calientes y un alto
consumo de vapor.
2
1. Identificar el tipo de falla y cambiar los
elementos lo más pronto posible.
2. Realizar mantenimiento e Inspección periódico a la instrumentación.
3. Evaluar un plan de contingencia antes de proceder con la extracción de la cabeza del
tambor de coque y el corte de coque.
8. Menos flujo 8.1
Disminución del flujo de vapor de agua
por fallo a la apertura de la
válvula V-111 en la línea de suministro.
Cierre de los canales de coque en los tambores.
Problemas en la refrigeración del coque,
disminuye la eficiencia en el corte. Pérdida económica y
gasto de energía.
2 1. Iniciar y detener el flujo de vapor de agua
para abrir los canales del lecho de coque.

86
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
8. Menos flujo
8.2
Menos flujo de antiespumante por
fallo a la apertura de la válvula V-115 en la línea de suministro.
Aumento del nivel de espuma. Obstrucción y arrastre de coque en la
línea de cima de los tambores.
2 1. Instalar una alarma de alto nivel de espuma
en el tambor T-101B.
8.3
Disminución del flujo de coque de
alimentación a los tambores por falla en la torre fraccionadora.
Aumenta el ciclo de llenado del tambor. Parada de planta no
programada. Pérdida de producción. Menores
rendimientos de gasóleos livianos, nafta y GLP.
1
1. Poner en funcionamiento la línea de BYPASS y mantener las condiciones necesarias
de llenado, sin que se vea afectado el ciclo.
2. Restablecer el sistema de alimentación lo más pronto posible.
8.4
Bajo flujo del vapor de agua por falla del
controlador indicador de flujo FIC-104.
Agotamiento inadecuado en el tambor, purga
insuficiente. Disminuye la rentabilidad.
1
1. Identificar el tipo de falla y asegurarse de cambiar los elementos lo más pronto posible.
2. Mientras se normalice el servicio, realizar los cálculos con el indicador de entrada del medidor
de flujo de la línea de vapor y determine el consumo de esa unidad, siempre y cuando no
exista variación en los demás puntos de la planta.

87
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
8. Menos flujo 8.5
Disminución de flujo de agua drenada en el tambor hacia el pozo
de coque por taponamiento debido
a la cantidad de material particulado
(coque shot).
Liberación de agua caliente durante la
abertura del manhole inferior M-103B. Riesgo
de quemadura. Retención de agua a alta temperatura en el lecho
de coque.
3
1. Destapar el drenaje con presión o con retroflujo para evacuar el agua caliente.
2. Reemplazar el sistema de descabezado
semiautomático/ manual con un sistema totalmente automatizado.
9. No flujo 9.1
Interrupción de la alimentación de agua de enfriamiento por
corto- circuito.
Formación de bolas de alquitrán calientes que pueden ser liberadas al abrir el manhole inferior M-103B. Quemaduras al
operario.
3
1. Instalar un dispositivo de protección contra
las corrientes de cortocircuito en el conductor de fase del circuito.
2. Restablecer el agua de enfriamiento lo antes posible con una línea auxiliar para disminuir la
temperatura de las bolas de alquitrán formadas.
3. Garantizar que la temperatura sea optima antes de abrir el manhole.
10. Flujo inverso 10.1
Flujo inverso de vapor de agua a través de la
válvula de agua de enfriamiento V-110
por error operacional al no abrir de forma
parcial la válvula y no cerrar de forma
parcial la válvula de vapor V-111.
Golpe de ariete en la tubería al inyectar agua de enfriamiento. Ruptura
o fuga.
2
1. Instalar válvulas solenoides para garantizar un control en la apertura y cierre gradual de las
válvulas V-110 de suministro de agua de enfriamiento y V-111 de vapor.

88
Nodo 1. Tambor T-101 B.
Desviación
Nº
Causas
Consecuencias
NC
Recomendaciones
11 Otro
operación 11.1
Falla del switch/interruptor de
proximidad superior e inferior del tambor al
no activarse cuando la herramienta de corte
pase por encima o por debajo del cuello del
tambor.
Liberación de agua a alta presión ocasionando
lesiones graves y desmembramiento al
personal. Afectación a los equipos.
3
1. Asegurar el funcionamiento de los switches/interruptores de proximidad para apagar y evitar el reinicio de la bomba de agua de corte por encima de un punto determinado dentro del tambor T-101B.
2. Instalar interruptores redundantes para
proporcionar un nivel adicional de protección si los switches fallan.
3. Resetear el switch de proximidad superior o
inferior aplicando la lógica de reset de falla.
12. No
electricidad 12.1
Ejecución de la operación de
descabezado por fallo en los indicadores de
temperatura TI-112/13/14 ubicados en las paredes del
tambor T-101 B. Error en los cálculos del
tiempo de enfriado del tambor por acción de
la temperatura ambiente.
Vaciado de combustible líquido caliente desde la
cabeza inferior del tambor durante el
descabezado que al contacto con el oxígeno genera una explosión e
incendio. Pérdidas humanas y económicas.
Impacto ambiental.
4
1. Desconectar la línea de alimentación hasta
que restablezca la energía.
2. Implementar fuentes de vapor alternativas para mantener las líneas de transferencia
despejadas en caso de cortes de energía o de vapor.
3. Desarrollar herramientas tales como un
modelo predictivo para la temperatura interna del tambor de coque para ser utilizado en el caso de cambios en la operación normal del
tambor.
5. Realizar un monitoreo continuo de Hidrocarburos y sulfuro de hidrógeno (H2S)
(detección de fuego y gas disponible) en el área.