ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA...
9
1 ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA CONTINUA Y POSTERIOR LAMINACIÓN DE LA ALEACIÓN AA3005 Reig-Cerdá L. 1 , Salvador-Moyá M. D. 1 , Amigó-Borrás V. 1 , Caruana G. 2 , Carsí M. 2 1 Instituto de Tecnología de Materiales. ITM, Unidad Asociada CENIM-UPV, Universidad. Politécnica de Valencia, Camino de Vera s/n, Valencia 46022, España 2 Centro Nacional de Investigaciones Metalúrgicas, Avda. Gregorio del Amo, 8. 28040 Madrid, España [email protected] RESUMEN La fabricación de chapas de aluminio mediante colada continua de banda gruesa aporta importantes ventajas sobre los procesos de fabricación convencionales, tales como un menor consumo de energía, mayor productividad y reducción de costes operacionales. No obstante, la elevada velocidad de solidificación del proceso genera problemas metalúrgicos, como la retención de elementos en solución sólida sobresaturada, lo que más tarde impedirá la normal recristalización del material, dificultando los procesos de conformado de las chapas obtenidas. En el presente estudio se ha analizado la variación microestructural y mecánica que sufre una banda de AA3005 obtenida mediante proceso Hazelett de colada continua, desde la salida de colada y a través del proceso de laminado en tibio. Mediante el estudio microscópico, calorimétrico y mecánico se observa como el elevado grado de sobresaturación de la matriz, junto a la transformación de precipitados groseros de colada en otros finamente dispersos inhiben los procesos de recristalización a lo largo del proceso. En consecuencia, tras la laminación en tibio resultan necesarios considerables grados de deformación en frío para conseguir la recristalizar la chapa, lo que facilitaría su conformado al eliminar la orientación preferente de los granos. Palabras Clave: Proceso Hazelett, AA3005, recristalización, precipitación, propiedades mecánicas, caracterización microestructural. ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA CONTINUA Y POSTERIOR LAMINACIÓN DE LA ALEACIÓN AA3005 Reig-Cerdá L. 1 , Salvador-Moyá M. D. 1 , Amigó-Borrás V. 1 , Caruana G. 2 , Carsí M. 2 1 Instituto de Tecnología de Materiales. ITM, Unidad Asociada CENIM-UPV, Universidad. Politécnica de Valencia, Camino de Vera s/n, Valencia 46022, España 2 Centro Nacional de Investigaciones Metalúrgicas, Avda. Gregorio del Amo, 8. 28040 Madrid, España [email protected] 610
Transcript of ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA...

1
ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA
CONTINUA Y POSTERIOR LAMINACIÓN DE LA ALEACIÓN AA3005
Reig-Cerdá L.1, Salvador-Moyá M. D. 1, Amigó-Borrás V. 1, Caruana G.2, Carsí M.2
1 Instituto de Tecnología de Materiales. ITM, Unidad Asociada CENIM-UPV, Universidad. Politécnica de Valencia, Camino de Vera s/n, Valencia 46022, España
2 Centro Nacional de Investigaciones Metalúrgicas, Avda. Gregorio del Amo, 8. 28040 Madrid, España [email protected]
RESUMEN
La fabricación de chapas de aluminio mediante colada continua de banda gruesa aporta importantes ventajas sobre los procesos de fabricación convencionales, tales como un menor consumo de energía, mayor productividad y reducción de costes operacionales. No obstante, la elevada velocidad de solidificación del proceso genera problemas metalúrgicos, como la retención de elementos en solución sólida sobresaturada, lo que más tarde impedirá la normal recristalización del material, dificultando los procesos de conformado de las chapas obtenidas.
En el presente estudio se ha analizado la variación microestructural y mecánica que sufre una banda de AA3005
obtenida mediante proceso Hazelett de colada continua, desde la salida de colada y a través del proceso de laminado en tibio. Mediante el estudio microscópico, calorimétrico y mecánico se observa como el elevado grado de sobresaturación de la matriz, junto a la transformación de precipitados groseros de colada en otros finamente dispersos inhiben los procesos de recristalización a lo largo del proceso. En consecuencia, tras la laminación en tibio resultan necesarios considerables grados de deformación en frío para conseguir la recristalizar la chapa, lo que facilitaría su conformado al eliminar la orientación preferente de los granos.
Palabras Clave: Proceso Hazelett, AA3005, recristalización, precipitación, propiedades mecánicas, caracterización microestructural.
ANÁLISIS DE LOS CAMBIOS MICROESTRUCTURALES EN LA COLADA
CONTINUA Y POSTERIOR LAMINACIÓN DE LA ALEACIÓN AA3005
Reig-Cerdá L.1, Salvador-Moyá M. D. 1, Amigó-Borrás V. 1, Caruana G.2, Carsí M.2
1 Instituto de Tecnología de Materiales. ITM, Unidad Asociada CENIM-UPV, Universidad. Politécnica de Valencia, Camino de Vera s/n, Valencia 46022, España
2 Centro Nacional de Investigaciones Metalúrgicas, Avda. Gregorio del Amo, 8. 28040 Madrid, España [email protected]
610

2
INTRODUCCIÓN.
El aluminio tiene unas propiedades que lo hacen atractivo para diversas aplicaciones: es ligero, presenta buena resistencia a la corrosión y una elevada relación resistencia / peso [1, 2]. Concretamente, las aleaciones de la serie 3XXX, aúnan una buena combinación de resistencia y conformabilidad, por lo que resulta habitual su uso en forma de bandas o láminas. Su fabricación mediante proceso Hazelett de colada continua es un método eficiente, pues aporta ventajas significativas respecto a los procesos de fabricación tradicionales, tales como un menor consumo de energía, mayor productividad y reducción de costes operacionales [3, 4, 5].
La Compañía Valenciana de Aluminio Baux, situada en Segorbe, Castellón, fue la primera empresa europea en adquirir un equipo de Hazelett de colada continua de banda gruesa, empezando así a fabricar bandas entre 12 y 20 milímetros de espesor y una anchura máxima de 1320 milímetros, a una velocidad de colada de 8 metros por minuto [6].
En este proceso, el metal líquido procedente de los hornos de fusión entra en la máquina de colada Hazelett, donde es enfriado entre dos bandas refrigeradas, siendo conducido directamente desde allí al tren de laminación en tibio, figura 1 [5].
a b Figura. 1. a) Equipo Hazelett de colada continua; b) Esquema del proceso de fabricación de chapas de aluminio
mediante colada continua Hazelett y posterior laminación en tibio. La elevada velocidad de enfriamiento del proceso (200 a 700 K/s.) [4] favorece la formación de defectos que
limitan las condiciones óptimas para su comercialización [3]. Por una parte, durante la solidificación se genera un fuerte gradiente térmico a través de la sección de la banda obtenida [7], mientras que, por otra, queda un elevado porcentaje de elementos en solución sólida sobresaturada, lo que tiene importantes consecuencias metalúrgicas [4, 8, 9, 10, 11].
Concretamente en la aleación AA3005, la presencia de manganeso como principal elemento de aleación provoca un incremento de la temperatura de recristalización, debido a su reducida difusividad y gran tendencia a quedar en solución sobresaturada [7, 10, 11, 12], lo que dificulta el movimiento de átomos.
Puesto que el efecto de arrastre ejercido por los elementos en solución y precipitados formados, depende fundamentalmente del tamaño y concentración de las partículas, en el presente trabajo se ha estudiado la evolución microestructural, mecánica y térmica tanto de láminas procedentes de los diferentes estadios del proceso industrial, como con diversos grados de deformación en frío aplicada en nuestro laboratorio.
DESARROLLO EXPERIMENTAL.
Para la realización del presente trabajo se han empleado láminas de la aleación AA3005, fabricadas mediante
proceso Hazelett de colada continua por Baux Aluminio Levante S.L. La composición química se muestra en la tabla I.
Tabla I. Composición química de la aleación AA3005 empleada en la fabricación de chapas mediante proceso
Hazelett. Datos proporcionados por el fabricante.

3
COMPOSICIÓN
Si Fe Cu Mn Mg Cr Ni Zn Ti Ga V 0,189 0,525 0,042 1,123 0,221 0,009 0,006 0,028 0,034 0,013 0,006
Las temperaturas de entrada al equipo Hazelett de colada y a los sucesivos trenes de laminación en tibio, así como las correspondientes reducciones de espesor, pueden consultarse en la tabla II.
Tabla II. Temperaturas de entrada a los distintos trenes de laminación, tomadas previo al contacto con la emulsión
de laminación. Reducciones de espesor en cada etapa.
PROCESO Entrada
Hazelett
Salida
Hazelett
Entrada
C1
Entrada
C2
Entrada
C3
Salida
C3
Reducciones
ºC
±10ºC
ºC
±10ºC
mm
±0,05
ºC
±10ºC
mm
±0,05
ºC
±10ºC
mm
±0,05
ºC
±10ºC
mm
±0,05
ºC
±10ºC
mm
±0,05
C1
(%)
C2
(%)
C3
(%)
680 590 19 550 19 360 7 255 2,9 200 1,5 63 59 48
Se seleccionan muestras procedentes de la salida del Hazelett (HAZ) y de tres posteriores laminaciones en tibio (C1, C2 y C3). Se obtuvieron muestras superficiales, longitudinales y transversales y de ellas se extrajeron tanto de las zonas centro y extremos de la banda (lado operador), como de lo que se denominó “centro y superficie”, muestras para el estudio microestructural. El esquema de la toma de muestras sobre las chapas se muestra en la figura 2.
a b Fig 2. Diferentes zonas las placas estudiadas: a) Esquema extracción de muestras, diferencia entre zona centro y
lado operador; b) Diferentes zonas a lo largo de la sección de la banda. Con el fin de determinar su evolución microestructural, se deformaron en frío en nuestro laboratorio con un
laminador JD-70 de Maquijoy S.L. (entre un 5 y 60%) cada una de las bandas recibidas (HAZ, C1, C2 y C3). Estas son observadas en un microscopio metalográfico Nikon Microphot FX y uno electrónico de barrido JEOL JSM6300, equipado con un detector para energías dispersivas de rayos X INCA, de Oxford Instruments Ltda., para lo cual se embutieron en resina de PMMA, se desbastaron en sucesivos papeles abrasivos de SiC de 220, 500 y 1000 grit y se pulieron sobre paños empleando pasta de diamante de 3 y 1 μm y aceite como lubricante, hasta lograr pulido espejo. A continuación se depositó una solución de sílice coloidal de 0,06 μm sobre el paño para lograr un mejor acabado de la probeta. Tras esta preparación, se aplicó una solución de NaOH al 10% con el fin de matizar los bordes de grano existentes.
Finalmente las probetas se atacaron durante 15 segundos con reactivo de Keller (HF 2 ml, HCl 3 ml, HNO3 5 ml, H2O190 ml), y se observaron de nuevo en el microscopio óptico.
Las muestras de TEM se prepararon cortando las láminas con espesores comprendidos entre 210 y 300 μm que se desbastaron en papeles abrasivos de 1000 y 4000 grit refrigerados con agua, hasta obtener un espesor entre 100 - 170 μm. Estas laminillas se troquelaron para obtener discos de 3 mm de diámetro, que fueron posteriormente adelgazadas mediante electropulido hasta conseguir un espesor tal que permitiese la transmisión del haz electrónico. El
Capa Superficial Capa Intermedia
Centro de la sección
CorteTransversal
CorteSuperficial
Centro de laBanda
Lado delOperador

4
electropulido se realizó a temperatura de –20ºC, empleando como electrolito una mezcla de alcohol etílico (80%) y de ácido nítrico (20%). Se aplicó un voltaje de 20V con una intensidad de corriente de 0,5 Amperios, durante un tiempo comprendido entre 3 y 3,5 minutos, según espesor de la muestra a perforar.
El estudio DSC se llevó a cabo en un calorímetro Q100 de TA Instruments. Se cortaron probetas con pesos comprendidos entre 30 y 35 mg y se desbastaron con lija de 1000 grit refrigerada con agua, con el fin de alisar la superficie en la zona de contacto con el termopar. Posteriormente se sometieron a una rampa de calentamiento de 20ºC/min hasta 550 ºC, bajo atmósfera de nitrógeno y con un caudal de gas de 50 ml/min.
Las propiedades mecánicas se determinaron mediante ensayos de dureza y tracción. La primera se midió en escala Vickers (HV30), según norma UNE-EN ISO 6507-1:1998, para lo cual se tomaron medidas tanto de las chapas laminadas en tibio durante el proceso de fabricación, como de las laminadas en frío en laboratorio.
Los ensayos de tracción se efectuaron únicamente sobre muestras extraidas de la banda de colada y posteriores laminaciones en tibio, según norma UNE-EN 10002-1 y con una velocidad de cruceta de 1 mm/min. Las probetas de la salida Hazelett se cortaron de forma perpendicular a la banda, siguiendo la dirección de colada, y se mecanizaron posteriormente, quedando con un ancho aproximado de 18,9 mm (correspondiente a su sección), 181 mm de longitud y 4 mm de espesor. En el resto de chapas se cortaron probetas en dirección transversal y longitudinal, y se mecanizaron posteriormente a 200 mm de longitud, 20 mm de ancho y el espesor propio de la salida de cada caja de laminación en tibio, figura 3.
CARA SUPERIOR
Lado Operador CentroD
irecc
ión
Lam
inac
ión
Resto 2
1
Probeta tracció, mm
a b Fig. 3. Probetas tracción extraidas de las distintas laminaciones en tibio, C1, C2, C3. a) Corte de las probetas a
partir de las chapas, b) Mecanizado de las probetas. RESULTADOS Y DISCUSIÓN.
La banda obtenida tras el proceso Hazelett de colada continua presenta una estructura dendrítica, con partículas
intermetálicas en el espacio interdendrítico y entre los límites de grano [4, 7, 13], figura 27a. En las distintas chapas laminadas en tibio, la presión y temperatura aplicadas durante el proceso provocan la transformación de la estructura de colada en otra más homogénea, aunque ligeramente texturada, tal como se observa en la figura 4.
50 μm50 μm
Long Trans
Sup.
50 μmLong Trans
Sup.
50 μm a b

5
Fig 4. Microestructura de: a) Superficie de la banda obtenida tras la colada continua; b) Vista 3D de la chapa obtenida tras la primera laminación en tibio, C1, zona centro de la banda.
Respecto a las zonas centro de la banda y lado del operador, no se observaron diferencias significativas. En
cambio, en la sección transversal de las distintas chapas laminadas en tibio si se detectan diferencias microestructurales entre las zonas de contacto con el rodillo y centro de la sección de la chapa, figura 5 a y b. Pese a ello, la presión y temperatura aplicadas reducen dichas diferencias a lo largo del durante el proceso de laminación, tal como se deduce de las micrográfias de la figura 6 a y b.
a b Fig 5. Micrografias de la salida Hazelett de colada continua, sección transversal del centro de la banda: a)
Contacto con el rodillo; b) Centro de la sección. Ataque Keller.
50 μm50 μm
50 μm50 μm
a b Fig. 6. Micrografías de la salida del tercer tren de laminación, C3, lado del operador, sección transversal. Ataque
Keller. a) Contacto con el rodillo. b) Centro de la sección. Por otra parte, el gradiente de presiones originado a lo largo de la sección de la chapa provoca una mayor rotura
de compuestos intermetálicos en superficie respecto al centro de la sección, como se observa en el análisis de la figura 7 a, b y c. Esto mismo ocurre al deformar en frío las diferentes chapas obtenidas, siendo mayor la rotura cuanto mayor es el grado de deformación en frío aplicada, figura 7 c. Destacar, tal como se observa en la figura 7 a, que las partículas rotas por efecto mecánico [12, 14, 15] se alinean en la dirección de laminación.
50 μm 50 μm

6
50 μm50 μm
50 μm50 μm
a b c Fig. 7. Micrografías de las chapas: a) MO C3, sección transversal del centro de la banda, contacto con el rodillo;
b) MO C3, sección transversal del centro de la banda, centro de la sección; c) SEM superficie de C2 con 60% de deformación en frío (SEM).
Asimismo, en la banda de colada se detectaron precipitados del tipo βAl(Fe,Mn), en menor proporción fase αAl-
(Fe,Mn)Si, e incluso algún compuesto de Al-FeMnSiCu, típicamene formados en aleaciones de la serie 3XXX [11, 13, 16]. Tras las diferentes laminaciones en tibio se observó como los precipitados groseros de colada del tipo αAl(Fe,Mn)Si transforman en βAl(Fe,Mn). Posteriormente se produce la conocida transformación 6-α [10, 16, 17], en la que la fase α-Al(Fe,Mn)Si vuelve a nuclear sobre la interfase β-matriz [7], formando nuevos precipitados dispersos y de reducido tamaño.
Estas transformaciones se corroboran con los ensayos calorimétricos realizados, donde se distingue un pico exotérmico, con inicio entre los 400 y 450 ºC, que corresponde tanto a la descomposición de la red eutéctica, como a la transformación de la fase β a α (6-α) [7, 16, 18], figura 8 a y b. El máximo volumen de transformación a fase α se alcanza entre los 510 y 550 ºC, temperatura a partir de la cual empieza a disolver la fase β de equilibrio [7,16, 19].
490.05°C
410.51°C3.990J/g
293.86°C232.20°C0.3745J/g
463.35°C
400.58°C3.560J/g
361.09°C
445.41°C
364.92°C8.016J/g
383.13°C
309.67°C
437.45°C
380.35°C7.374J/g
307.77°C369.62°C
-0.10
-0.05
0.00
0.05
0.10
Hea
t Flo
w (W
/g)
150 200 250 300 350 400 450 500 550
Temperature (°C)Exo Up Universal V4.1D TA
Hazelett, Lad. Op.
1ª laminac, Lad. Op.
3ª laminac, Lad. Op.
2ª laminac, Lad. Op.
490.05°C
410.51°C3.990J/g
293.86°C232.20°C0.3745J/g
463.35°C
400.58°C3.560J/g
361.09°C
445.41°C
364.92°C8.016J/g
383.13°C
309.67°C
437.45°C
380.35°C7.374J/g
307.77°C369.62°C
-0.10
-0.05
0.00
0.05
0.10
Hea
t Flo
w (W
/g)
150 200 250 300 350 400 450 500 550
Temperature (°C)Exo Up Universal V4.1D TA
Hazelett, Lad. Op.
1ª laminac, Lad. Op.
3ª laminac, Lad. Op.
2ª laminac, Lad. Op.
a b Fig. 8. Análisis DSC para: a) Salida Hazelett de colada continua y posteriores laminaciones en tibio; b) Chapa
obtenida tras la tercera laminación en tibio, C3, tras aplicarle diferentes porcentajes de deformación en frío. El análisis térmico pone de manifiesto que, cuanto mayor es el porcentaje de deformación en frío aplicado en
laboratorio, más se acentúan los picos correspondientes a las distintas transformaciones, que incrementan la energía involucrada en cada proceso y aparecen a temperaturas progresivamente más bajas, figura 8b.
7
%At. Elementos, C1, áreas
00,10,20,30,40,50,60,70,80,9
1
0 2 4 6 8
Distancia a sup superior (mm)
% A
tóm
ico % Mn
% Mg% Si% Fe
%At. Elementos, C1, puntual
-0,10
0,10,20,30,40,50,60,70,80,9
0 2 4 6 8
Distancia a Sup superior (mm)
% a
tóm
ico % Mg
% Si% Mn% Fe
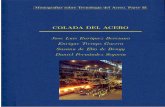
a b Fig. 9. Variación de la concentración de Mn, Mg, Fe y Si a través de la sección de la primera chapa laminada en
tibio, C1: a) Análisis EDX por áreas; b) Análisis EDX por puntos. Es importante destacar el pico exotérmico que empieza a diferenciarse a temperaturas entre 440- 460 ºC tras
deformar en frío (mínimo 30%) la lámina C3, pues según diversos autores [4] podría estar asociado a una recristalización, favorecida por la acumulación de deformación en tibio propia del proceso y la aplicada en frío en nuestro laboratorio.
Por otra parte, el primer pico exotérmico, con máximo entorno a los 305 ºC, corresponde a una precipitación de elementos en solución [12, 18, 19] y, al igual que el resto de transformaciones, se acentúa con la deformación tanto del propio proceso de fabricación, como la aplicada en frío en laboratorio. Éste proceso exotérmico es corroborado mediante la comparación entre análisis EDX realizados por zonas, y puntualmente sobre la matriz, lo que reveló como el Fe se encuentra mayoritariamente formando precipitados, siendo reducida su presencia en la matriz; por el contrario, la concentración de Mg, Mn y Si en solución o formando pequeños precipitados resulta muy elevada, figura 9. La concentración relativa de éstos elementos resultó muy similar en todas las chapas.
La elevada cantidad de elementos en solución sobresaturada, principalmente Mn y Mg, dificulta el movimiento de límites de subgrano y, por tanto, los procesos de recristalización de las láminas obtenidas [4]. Según Nes [10], la sobresaturación de la red provoca que durante el simple calentamiento hasta recocido ya se genere una fina precipitación de elementos, siendo el Mn el elemento que afecta de forma más determinante a los posteriores procesos de recristalización [4], lo que imposibilita la obtención de una microestructura fina y homogénea.
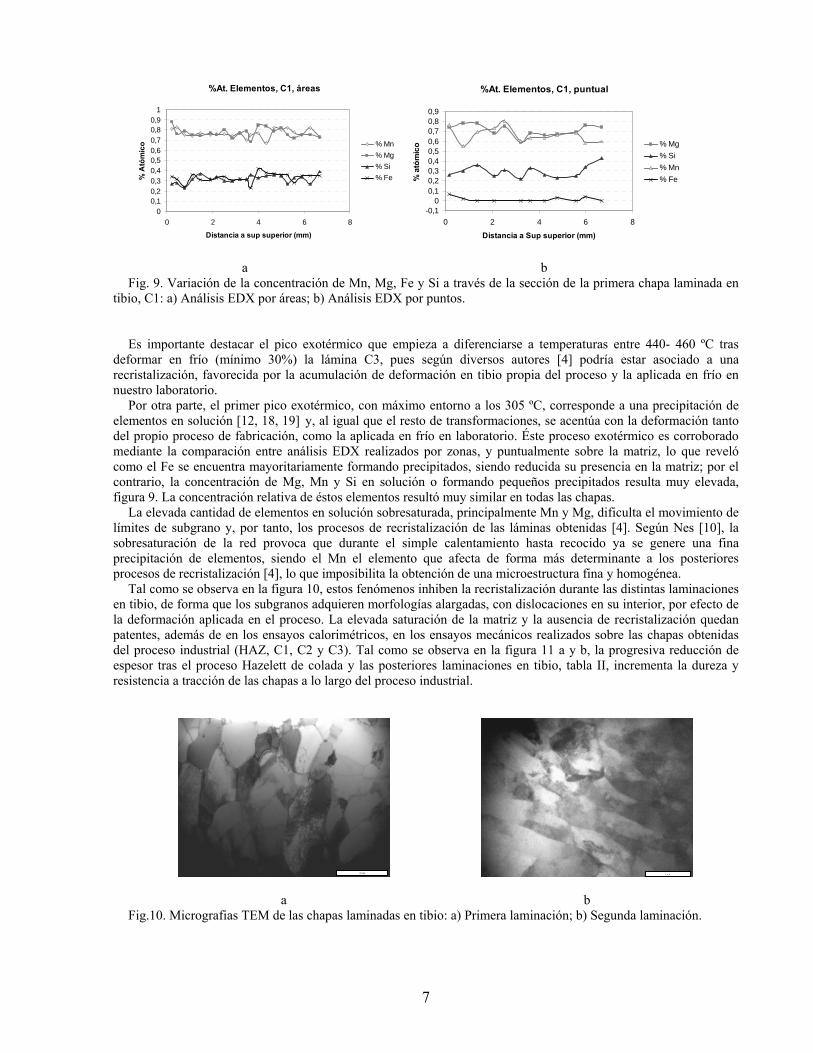
Tal como se observa en la figura 10, estos fenómenos inhiben la recristalización durante las distintas laminaciones en tibio, de forma que los subgranos adquieren morfologías alargadas, con dislocaciones en su interior, por efecto de la deformación aplicada en el proceso. La elevada saturación de la matriz y la ausencia de recristalización quedan patentes, además de en los ensayos calorimétricos, en los ensayos mecánicos realizados sobre las chapas obtenidas del proceso industrial (HAZ, C1, C2 y C3). Tal como se observa en la figura 11 a y b, la progresiva reducción de espesor tras el proceso Hazelett de colada y las posteriores laminaciones en tibio, tabla II, incrementa la dureza y resistencia a tracción de las chapas a lo largo del proceso industrial.
a b Fig.10. Micrografias TEM de las chapas laminadas en tibio: a) Primera laminación; b) Segunda laminación.
2 μm 1 μm

8
Salida colada38,17
1ª laminación54,97
2ª laminación68,4
3ª laminación79,8
0
10
20
30
40
50
60
70
80
90
1
Muestras
Dur
eza
HV
30
ε = 0%
ε = 63%
ε = 63% + 59%
ε = 63%+59%+47%
∆εHaz-1ª lam.=63% ∆ε1ªlam.-2ª lam.=59% ∆ε2ªlam.-3ª lam.=47%
Hazelett 43,13 116,27 13,63C#1, Long 127,93 173,80 18,27C#1, Trans 130,57 166,63 17,41C#2, Long 193,20 211,47 5,52C#2, Trans 195,43 218,13 5,38C#3, Trans 238,30 257,50 4,94
Proceso & Dirección σy, MPa σmax, MPa A, %
PROPIEDADES MECÁNICAS
a b Fig. 11. Propiedades mecánicas de la banda de colada (HAZ) y posteriores laminaciones en tibio (C1, C2 y C3); a)
Dureza HV30; b) Límite elástico, tensión de rotura y alargamiento en tracción. Tal como se observa en la figura 12, al deformar en frío la banda de colada (HAZ) hasta un 50% se consigue una
dureza superior a la de la lámina C1 (primera deformación en tibio, 63%) sin deformar en frío. Esto mismo sucede al deformar en frío la banda C1 hasta un 50%, obteniendo de nuevo durezas superiores a la C2 (segunda laminación en tibio, 59%) sin deformar en laboratorio, lo que indica que a las temperaturas de laminación de la primera y segunda caja, se están produciendo fenómenos de restauración, pues con mayores grados de deformación se obtiene menos dureza. Por el contrario, la tendencia se invierte al deformar en frío (60%) la chapa obtenida tras la segunda laminación industrial (C2), pues su dureza resulta inferior a la C3 sin deformar en laboratorio, que presenta una deformación en tibio del 47% respecto a C2. Ello es indicativo de que, además de la propia deformación inducida por el laminado, están interaccionando otros procesos, disolución y precipitado de fases, que provocan el endurecimiento de la chapa y el consecuente incremento de propiedades mecánicas.
Salida colada al 50% deformación
65,34
1ª laminación sin deformar
54,97
0
10
20
30
40
50
60
70
80
1
Muestras
Dur
eza
HV
30
∆εproceso= 63%
2ª laminación al 60% deformación
77,6
3ª laminación sin deformar
79,8
0
10
20
30
40
50
60
70
80
90
1
Muestras
Dur
eza
HV
30
∆εproceso= 63% + 59% + 47%
a b Fig. 12. Dureza HV30: a) Salida Hazelett de colada deformada en frío al 60% y 1ª laminación en tibio sin
deformar en frío; b) segunda laminación en tibio deformada al 60% y tercera laminación en tibio sin deformar en laboratorio.
CONCLUSIONES.
El estudio de la evolución microestructural, mecánica y térmica de una banda de AA3005 tanto en su estado de
colada, como tras las sucesivas laminaciones en tibio propias del proceso industrial de fabricación, y posteriores deformaciones en frío aplicados en nuestro laboratorio, permite concluir que:
• La estructura dendrítica y segregada de la banda obtenida por proceso Hazelett de colada continua, es transformada en otra más homogénea por efecto de la presión y temperatura aplicadas durante el proceso de laminación en tibio.
• Las diferencias microestructurales, de tamaño de grano, morfología y tamaño de precipitados, observadas a lo largo de la sección de la chapa se reducen durante las sucesivas laminaciones en tibio del proceso industrial, siendo poco significativas en las dos últimas laminaciones.
• La presión aplicada por los rodillos de laminación, tanto en tibio como en frío, produce la rotura de los compuestos intermetálicos, siendo mayor la rotura cuanto mayor es el grado de deformación en frío aplicado. Las partículas rotas se alinean en la dirección de laminación.

9
• Los precipitados groseros de colada del tipo αAl(Fe,Mn)Si transforman en βAl(Fe,Mn) durante las diferentes laminaciones en tibio. Posteriormente la fase α-Al(Fe,Mn)Si vuelve a nuclear sobre la interfase β-matriz nuevos precipitados dispersos y de reducido tamaño.
• La elevada cantidad de elementos en solución sobresaturada, principalmente Mn y Mg, dificulta los procesos de recristalización de las láminas, lo que imposibilita la obtención de una microestructura fina y homogénea.
• Cuanto mayor es el porcentaje de deformación en frío aplicado, más se acentúan las distintas transformaciones, que aparecen a temperaturas progresivamente más bajas. Al deformar en frío la lámina obtenida al final del proceso industrial (C3), en porcentajes superiores al 30%, se observa un nuevo pico exotérmico, probablemente debido a una recristalización parcial.
• La dureza y resistencia a tracción aumentan tras el proceso Hazelett de colada y las posteriores laminaciones en tibio, producto de la progresiva reducción de espesor del proceso y la interacción con fenómenos de precipitación y disolución de fases.
Como conclusión final, cabe decir que, puesto que la elevada concentración de elementos, principalmente manganeso, es el principal parámetro que dificulta los procesos de recristalización, se propone investigar en trabajos futuros la influencia que ejerce sobre los fenómenos de recristalización aplicar tratamientos térmicos y posteriormente someter a la chapa a fuertes deformaciones en frío, ya que ayudaría a recristalizar al minimizar la sobresaturación de la red e incrementar su energía por deformación.
Agradecimientos. Los autores agradecen a la Compañía Valenciana de Aluminio Baux que con el suministro del material, han
permitido la realización del presente trabajo, y a la unidad asociada ITM-CSIC por su colaboración.
REFERENCIAS. 1. W. Hufnagel, P. Coca, Manual del Aluminio. Ed. Reverté, Barcelona, España, 1992, pp. 26-255. 2. V. Amigó, A.V. Escuder, Materials per a disseny industrial. Aliatges Metàl.lics. Ed. UPV, 2003, pp. 141- 173. 3. Gras C.H.; Meredith M.; Hunt J.D., Microdefects formation during the twin-roll casting of Al-Mg-Mn aluminium alloys., Journal of Materials Processing Technology. 167 (2005), 62-72. 4. Pérez-Ilzarbe J.; Faustmann Salas J.; Suárez Sanabria A., Recristalización de bandas de aluminio procedentes de colada continua, laminadas en frío., Revista De Metalurgia 36 (2000), 435-451. 5. www.Hazelett.com 6. www.valencianadealuminio.com 7. Sun N.; Patterson B.; Suni J.; Simielli E.A.; Weiland H.; Allard L.F., Microstructural evolution in twin roll cast AA3105 during homogenization., Materials Science and Engineering. (2005). 8. Bjerkaas H.; Fjerdbo S.K.; Hjelen J.; Jorgen H.R., Texture and microstructural gradients in an extruded aluminium profile, Proc. ESAFORM, 1, (2005), 209-212. 9. Furrer P.; Warlimont H. The effects of segregation and precipitation on the annealing behaviour and grain size of Al alloys. Comunication from swiss Aluminium Ltd. Research and development. 1978; 54, 135-142. 10. Nes E.; Blindern S.; Slevoden S. Casting and annealing structures in strip cast aluminium alloys. Comunication from Central institut for industrial research, Blinderm 1979; 55, 313-323. 11. Mondolfo L.F., Aluminium alloys. Structure and properties. Ed. Butterworths, 1976, pp.173. 12. Howe J.M., Metallographic and differential scanning calorimetry analyses of precipitation and recrystallization in an Al-Mn alloy., Metallurgical and Materials Transactions A. 17 (1986), no. 4, 593-605. 13. Li Y.J.; Arnberg L., Evolution of eutectic intermetallic particles in DC-cast AA3003 alloy during heating and homogenization, Materials science & engineering A347 (2003), 130-135. 14. Bahadur A., Intermetallic phases in Al-Mn alloys, Journal of Materials Science. 23 (1988), 48-54. 15. Gras C.; Meredith M.; Hunt J. D., Microstructure and texture evolution after twin roll casting and subsequent cold rolling of Al-Mg-Mn aluminium alloys, Journal of Materials Processing Technology 169 (2005), 2, 156-163. 16. Alexander D.T.L; Greer A.L., Solid-state intermetallic phase transformations in 3XXX aluminium alloys., Acta Materialia 50 (2002), 2571-2583. 17. ASM International, Metals handbook. Properties and selection: Non ferrous alloys and special purpose materials., 1990. 18. Li J., Saimoto S., The role of solute segregation and precipitation at dislocations to enhance continuous recrystallization., Materials science & engineering A234-236 (1997), 1011-1014. 19. Ney J.; Luiggi A., Non-isothermal and isothermal kinetics in commercial 3003 alloys studied by electricial resistivity., Ciencia 12 (2006).


















