Alta tecnología para estructuras de concreto bajo el agua · decir que el puente del Alamillo en...
83
Alta tecnología para estructuras de concreto bajo el agua Ante la eventualidad de que en Puerto Vallarta, Jalisco, fallara el abastecimiento de agua potable, debido a que la infraestructura de pozos pro fundos con que cuenta se ve afectada por la edad de los mismos, la Comisión Nacional del Agua estudió la posibilidad de construir un pozo radial en la confluencia de los ríos Ameca y Mascota. En la república mexicana solamente se han construido dos pozos de este tipo, los cuales se localizan sobre el río Papagayo y se utilizan para abastecer de agua potable a la ciudad de Acapulco, en Guerrero. Con el objeto de asegurar el abastecimiento de agua potable a la ciudad de Puerto Vallarta, la Comisión Nacional del Agua decidió la construcción de un pozo radial sobre el río Ameca. La empresa encargada de la obra utilizó entonces, por primera vez en el mundo, el sistema llamado «tipo Rivera» para construir el cilindro de concreto, en lugar del sistema tradicional que se conoce como «pozo indio». Aquí se presentan sus ventajas, junto con una descripción general de los trabajos
Transcript of Alta tecnología para estructuras de concreto bajo el agua · decir que el puente del Alamillo en...

Alta tecnologíapara
estructuras deconcreto
bajo el agua Ante la eventualidad de que en Puerto
Vallarta, Jalisco, fallara elabastecimiento de agua potable, debidoa que la infraestructura de pozos profundos con que cuenta se ve afectadapor la edad de los mismos, la ComisiónNacional del Agua estudió la posibilidadde construir un pozo radial en laconfluencia de los ríos Ameca yMascota.
En la república mexicana solamentese han construido dos pozos de estetipo, los cuales se localizan sobre el ríoPapagayo y se utilizan para abastecerde agua potable a la ciudad deAcapulco, en Guerrero.
Con el objeto de asegurar el abastecimiento de agua
potable a la ciudad de Puerto Vallarta, la Comisión
Nacional del Agua decidió la construcción de un pozo
radial sobre el río Ameca. La empresa encargada de
la obra utilizó entonces, por primera vez en el mundo,
el sistema llamado «tipo Rivera» para construir elcilindro de concreto, en lugar del sistema tradicional
que se conoce como «pozo indio». Aquí se
presentan sus ventajas, junto con una descripción
general de los trabajos

Un pozo radial es una perforación de5 a 6 metros de diámetro interior quecuenta con un ademe de concretoreforzado. A la profundidad adecuadaque marca el estudio, se construyenperforaciones horizontales de 8 a 10pulgadas de diámetro y hasta 60metros de longitud, perforaciones quese protegen con un ademe ranuradoque funciona como cedazo.
La producción de agua que seobtiene con los pozos radiales essuperior a 400 litros por segundo, lacual suple la producción de variospozos del tipo convencional y vuelvemás económica la operación.
Tanto la ciudad de Puerto Vallartacomo la zona hotelera tienen lanecesidad de asegurar elabastecimiento de agua potable paralos próximos 20 años, con un gastoaproximado de un metro cúbico porsegundo.
El abastecimiento con variospozos convencionales hacomenzado a presentar problemas,tanto de salinización por la intrusiónde agua de mar, como de altoscontenidos de hierro, lo cual haobligado al organismo operador acancelar algunos, con laconsiguiente reducción del caudalde abastecimiento.
Sobre el río Ameca se presentan
condiciones hidrológicas y geológicasmuy favorables para la construcción deun pozo radial. La Comisión Nacionaldel Agua, después de un estudioexhaustivo, llegó a la conclusión deque era posible hacerlo.
El sitio se localiza unos metros abajode la confluencia de los ríos Ameca yMascota.
La ventaja de los pozos radiales seorigina en que, al construir los drenes,la extracción de la arena alrededor delos tubos colectores los convierte enverdaderas galerías filtrantes con unfiltro granular de tamaño muy biengraduado y eficaz. Ello explica la largavida de este tipo de captaciones sinproblemas de colmatación, además deque la velocidad de entrada del agua aldren es muy baja y, en consecuencia,su capacidad de arrastre esprácticamente nula.
El situar los drenes horizontales en laparte más baja del acuífero permiteaprovechar el máximo del potencial dela capa productora. La fluctuación delos niveles freáticos prácticamente noafecta el rendimiento.
Se puede calcular el caudal en cadacolector y se pueden aislar uno ovarios, sin que sea necesario detener laoperación del resto de la instalación.
Si cerramos todas las válvulas, esposible vaciar totalmente el cilindropara hacer trabajos de conservación decolectores y de válvulas.
Como se concentra la explotación enun solo punto, es muy fácil automatizartodo el sistema.
La operación del sistema se hacecon un equipo electromecánico conpocas bombas de alta capacidadlocalizadas en el mismo sitio, en lugarde muchas bombas de baja capacidady dispersas, con lo que se logra unamayor eficiencia electromecánica ymenor costo de energía ymantenimiento.
Los drenes permanecen sumergidostotalmente, y los fenómenos decorrosión e incrustación se reducencasi a cero, en comparación con lo querepresentan estos problemas en lospozos convencionales.
El inconveniente más importante esque la construcción de este tipo depozos requiere empresas con un altogrado de especialización y calidad, asícomo la realización previa de unestudio confiable.
El cilindro con el sistema tipo«Rivera», usado por primera vez en elmundo, se construyó con la perforacióny construcción de 24 pilas secantes de
concreto reforzado que conforman elcilindro, el cual cumplirá la función decárcamo colector y de caseta demaniobras en la que se instalan losequipos electromecánicos y lasbombas.
El sistema tipo «Rivera» tiene lassiguientes ventajas:
l Rapidez: sólo 20 por ciento deltiempo normal que se utilizaría usandoel sistema tradicional de tipo «indio».
l Seguridad de penetrar hasta laprofundidad de proyecto, porque con elsistema tradicional, al encontrar algúnmaterial duro el cilindro se inclina eincluso llega a romperse.
l Estabilidad estructural a toda prueba,ya que nunca tiene expuesto al mismotiempo toda el área del cilindro sinohasta la terminación total.
l Se garantiza la casi total verticalidadde la estructura.
Con el sistema tipo «Rivera», las 24pilas secantes de concreto reforzadose terminaron en tiempo récord,aproximadamente cuatro semanascontra casi 12 meses de trabajocontinuo que se utilizan con el sistematradicional, sin contar los periodos desuspensión de los trabajos por crecidadel río.

Una vez terminadas de colar las 24pilas secantes de concreto reforzado,se extrajo el material del centro delcilindro con un cucharón de almeja(todo bajo agua), hasta que se llegó ala profundidad de proyecto, en estecaso 18 metros bajo el nivel del río.
Con un sistema manual ejecutado porbuzos profesionales, se limpiaron unapor una cada unión de las pilassecantes de concreto reforzado, con elobjeto de que la adherencia delconcreto a las paredes garantice untapón estanco. En este caso, lalimpieza se efectuó a 18 metros bajo elnivel del agua, todo dentro del cilindrocon un diámetro interior de 5 metros,previamente excavado con el cucharónde almeja. Después se procedió a colarel tapón de fondo mediante tubo tremie(todo bajo el agua). Este tapón es deconcreto de alta calidad, con un aditivoque aumenta la plasticidad, y tiene unespesor mínimo de 4 metros.
Se bombea el agua y queda elcilindro seco para posteriormente bajarel equipo de hincado, que consistebásicamente en un sistema de gatoshidráulicos de alto poder (dos unidadesde 200 toneladas cada una).
En los sitios previamenteseleccionados y en los que se colocóuna estructura metálica especialdenominada «puerto», se comienza a

hincar una tubería muy rígida quefunciona como ademe. Esta tuberíalleva en la punta una cabeza de acerofundido denominada «escudo», quetiene una figura especial y unasbarrenaciones que van a permitir elpaso de la arena.
Cuando se introducen los 60 metrosde ademe, o los metros que marque elproyecto, se procede a colocar dentrodel ademe el tubo ranurado, que eneste caso fue de una fabricaciónespecial en acero inoxidable. Una vezterminado de colocar el tubo ranurado,se procede a retirar la tubería delademe para que quede solamente el«cedazo», con su filtro de gravagraduada y perfectamente lavadadurante el proceso.
Finalmente se coloca, en la parteinterior del cilindro y final del tuboranurado y sostenido por la estructurametálica especial denominada«puerto», la válvula de control, que eneste caso fue una válvula tipocompuerta de 8 pulgadas de diámetro.Con esta válvula se puede controlarcada uno de los drenes. A cada válvulase le pone un operador para que seaposible su manejo desde el piso deoperación, que se localiza en Ia partesuperior del cilindro, a un nivel quequeda totalmente a salvo de lasmáximas crecientes del río.

El estudio original de la CNA preveíaun gasto máximo de 400 litros porsegundo para los ocho drenes. En vistade la buena calidad del tubo ranurado yde la longitud lograda en los drenes –porque no hubo desviaciones niproblemas de consideración queimpidieran la longitud proyectada–, setuvo la extraordinaria producción de 750litros por segundo, lo cual fuealtamente satisfactorio para elorganismo operador.
Es importarte mencionar que estetipo de trabajos de alto riesgo, yrequieren ser realizados por empresasaltamente especializadas que tengansistemas innovadores con tecnologíade punta, porque el riesgo es muygrande y en caso de ocurrir undesperfecto en el equipo o maquinaria,o algún error de proyecto, se puedellegar incluso a la pérdida total de lostrabajos ejecutados.
Tanto el personal como el equipo denuestra empresa es único en el país, yen este caso se contó con el respaldoaltamente profesional de la empresaCemex Concretos, S.A. de C.V., la quesuministró el concreto, exactamente enel momento y con la calidad que serequería. Esto fue muy importante,porque no podíamos dejar pendienteninguna acción debido al alto riesgoque implicaba una crecida intempestivade los ríos; de lo contrario, nohubiéramos podido cumplir con el

programa de trabajo tan ajustado queteníamos.
El ingeniero Sergio Hernández Riveraes director general de la empresaRivera Construcciones, S.A. de C.V.
Instituto Mexicano delCemento y del Concreto, A.C.
Revista Construcción yTecnología Octubre 2000
Todos los derechosreservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE

SantiagoCalatrava,
un innovador
del diseño depuentesArquitecto Javier AcostaBautista
Para quien no conoce a fondo a SantiagoCalatrava, este profesional podría resultarespecial y a la vez extraño, ya que en él sereúnen dos características que difícilmenteencontraremos en otro especialista: la mentecalculadora y fría de un ingeniero y la destrezay creatividad de un arquitecto.
Calatrava, español de nacimiento, valencianopor orgullo y arquitectoingeniero porconvicción, de 49 años de edad, obtuvo sutítulo de arquitecto y un master en urbanismoen Valencia, España. No contento con ello,partió rumbo a Suiza, donde estudió ingeniería
decir que el puente del Alamillo en Madrides producto del talento de Calatrava no
bastaría para dar cuenta de la verdaderadimensión de la obra: habría que agregar
que ésta no hubiera sido posible sin lasólida formación que ha permitido a su
creador reunir en el diseño el conocimientopreciso de la estructura con el dominio
estético de la forma.

civil en The Swiss Federal Institute ofTechnology de Zurich y obtuvo su doctorado enTécnicas Científicas en el Departamento deArquitectura.
Una parte de su personalidad creativa la havolcado en el diseño de puentes, algo quehasta hace algunas décadas sólo estabapermitido a ingenieros. Calatrava vino arevolucionar los diseños y las solucionesestructurales con propuestas atrevidas quedesafiaban lo tradicional en el diseño depuentes. Uno de sus muchos méritos en estecampo ha sido el mezclar las solucionestécnicas de la ingeniería con los conceptosformales y espaciales de la arquitectura.
Él amalgama el acero y el concreto enformas y volúmenes que hacen de sus obrasverdaderas esculturas monumentales querasgan el cielo de cada lugar, dotando a lasciudades que las acogen de un emblemaurbanístico de carácter especial y que pareceretar la estabilidad y la resistencia de losmateriales empleados, ante la vista delespectador y de quien vive los espacioscotidianamente.
Conceptos de diseño de Calatrava
El concepto de diseño de sus puentes seapoya en reglas que para él sonindispensables, el conocimiento de la ingenieríaestructural y el conocimiento de los sistemasconstructivos en el momento del diseño.
Para Calatrava existen tres aspectos que

pueden modelarse en el diseño de un puente:las fuerzas simétricas o asimétricas en el arcodel puente, el trabajo a tensión y compresión delos arcos y el trabajo de las columnas comoapoyo y soporte para los arcos en su funciónde distribuir el peso hacia el subsuelo.
Estos tres aspectos confluyen en un puntoideal de diseño: la arquitectura y la ingenieríade los puentes deben ser orgánicas ya que laestructura de éstos se asemeja a la del cuerpohumano, y su juego de la tensión y lacompresión en cada punto semeja el esfuerzodel cuerpo por estabilizar las fuerzas.
Para demostrar estos conceptos he escogidoun ejemplo de uno de sus puentes mássignificativos, el puente del Alamillo, que reúnedos características inigualables: la audacia delmástil como solución estructural novedosa y lasolución formal del viaducto comocomplemento, en unión con la forma del puentey la utilización del concreto armado.
Además, el planteamiento del trazo en amboscasos logra crear espacios urbanísticos quevienen a renovar el aspecto de una ciudad quese encuentra en crecimiento y que debe iracorde con la imagen de modernidad de esazona.
El puente del Alamillo en Sevilla
Problemática de la zona
La municipalidad de la ciudad de Sevilla planteóante el gobierno de España la necesidad deresolver un problema que se estaba generando

en la zona, debido al crecimiento de la ciudad ylos conflictos viales que se suscitaban en elpuente antiguo, ya que sus dos estrechoscarriles de circulación no se daban abasto pararecibir la cantidad de vehículos que circulan adiario por esta vía.
Por otro lado, coincidió por esas fechas lanominación de la ciudad de Sevilla como sedede la Expo Mundial Sevilla ’92, unacontecimiento que la iba a convertir en unpunto de interés internacional. Por ello, lasautoridades resolvieron encargar la solución delpuente al arquitecto Santiago Calatrava.
Ubicación del puente
La ubicación del puente se decidió en funciónde dos razones básicas: la zona de crecimientode la ciudad hacia el noroeste y los terrenosque alojarán los stands de la feria internacional.
A esto se agregó que, debido a la planeaciónde la feria, se obligó el gobierno a construir unviaducto que agilizara la circulación paralela ala rivera del río y permitiera un tránsito fluidohacia ambos puentes.
Se analizó con un estudio de mecánica desuelos el terreno ideal para construir el puente,ya que por las características del subsuelo nose podía alojar en cualquier zona, siendo que laribera del río denotaba arenas arcillosas depoco volumen y muy expansivas, lo queobligaría a realizar una excavación muyprofunda.
Concepto del diseño

Originalmente se había pensado en un puentegemelo, con un diseño tradicional, es decir, condos secciones de rodamiento simétricas, unsoporte con arco metálico y cables de tensiónen las dos líneas paralelas del mismo parasoportar la carpeta de rodamiento. Sinembargo, en un despliegue de osadía,Calatrava se inspira en su teoría de que eldiseño de puentes debe ser orgánico y,tomando como ejemplo el mástil de los barcosy veleros de la zona, logra crear un arcoinvertido y girado sobre su base a 58 grados.
De hecho, la solución cubre dos aspectos yaque, por un lado, tiene que resolver el diseñodel puente, pero por el otro debe unirlo con elviaducto que lleva a la parte nueva de la ciudady a la zona de la exposición.
Al optar por el mástil, decide utilizarlo einvertirlo como sustituto del tradicional arco quesoportaría los cables de tensión, que a la vezsoportarían la carpeta de rodamiento, retando alas fuerzas a trabajar a la tensión y a lacompresión, como lo demuestra el dibujorealizado por él.
Además, toma el mástil como elementoemblemático y distintivo de la zona, tanto parala ciudad como para la Expo Sevilla ‘92,logrando con ello una escultura urbana degrandes dimensiones que daría carácter ypersonalidad a la ciudad misma.
El viaducto representa, para el otro lado, elcomplemento del puente, y plantea una
problemática diferente ya que, por los nivelesde desplante del puente y el terreno asignado,existe una diferencia considerable entre elpuente y la unión con el viaducto, por lo quellega a una solución ingeniosa.
Otra de las novedades del diseño delviaducto es la posición y forma de lascolumnas ya que, por la inclinación que tienen,se logra adelgazarlas en su parte superior a lavez que se ahorra concreto y peso.
Solución arquitectónica
Después que Santiago Calatrava define elconcepto del diseño, viene la segunda parte deltrabajo al tener que resolver los aspectosarquitectónicos, tanto en el puente como en elárea del viaducto.
La cimentación del mástil se aprovecha paracrear un espacio que por lo regular es áreaperdida en cualquier puente. En este caso,Calatrava logra generar una terraza que,formando parte de la cimentación, da la vueltaen forma perimetral y por debajo de laestructura del puente, dejando ver la parte bajade la estructura de rodamiento, lo que permiteadmirar la monumentalidad de la estructura y almismo tiempo tener una vista hacia el río. Elexcelente diseño de iluminación permiteadmirar la estructura también por la noche.
Otra de las soluciones arquitectónicas delpuente estriba en la parte de abajo de su áreade rodamiento, al dejar ver la estructura de lamisma hacia la parte extrema, lo que hace que

el espectador sienta la profundidad y elvolumen real de la misma.
Este aspecto del diseño es una aportacióninteresante, ya que muchos diseñadoresacaban despreciando la parte baja de lospuentes por pensar que no es un zona atractivapara el espectador.
En el viaducto, lo más sobresaliente deldiseño es la posición de las columnas conrespecto al área de rodamiento y esa ligerezaestructural que la hace sentir más como untúnel o una bóveda de cañón corrido. Lostragaluces circulares cumplen una doblefunción, al aligerar el peso de la estructura y, almismo tiempo, crear una sensación estética deluz y cuerpo.
Calatrava cuida hasta el más mínimo detalley diseña también los barandales de proteccióny los postes del alumbrado.
En este viaducto, el paso peatonal se ubicaen un segundo nivel y, por la posición en la quequeda, se logra obtener además un miradorhacia ambos lados del río, lo que hace másplacentero el paso por el puente, al mismotiempo que separa las áreas de circulación delos diferentes vehículos. Resulta interesanteobservar la sección del viaducto en corte, yaque la ligereza de los perfiles, tanto de lascolumnas como de las áreas de tránsito,denota el oficio que hace posible un lenguajeformal que se adapta al entorno.
Solución estructural

Este puente puede presumir de tenersoluciones variadas y además acertadas, yaque por lo complejo del diseño, Calatrava deberesolver de manera integral la estructura delmástil, su cimentación, el área de rodamientodel puente y el diseño de ingeniería delviaducto.
La cimentación del mástil se logra gracias aun gran dado de concreto armado en el que seempotra el mástil, formando una piezamonolítica que se flexibiliza por la camisa deacero que se le ha puesto.
El mástil fue fabricado con una envolturahecha con placas de acero, y reforzado en suinterior con concreto armado. Tiene una alturade 142 metros sobre el nivel de piso terminadoy una inclinación de 58° con respecto a lahorizontal, lo que le permite recibir losesfuerzos de la tensión de los cables quesoportan el puente, adoptando en su diseño laforma de un brazo y jugando con la tensión desoporte y la flexibilidad de los materiales.
La carpeta de rodamiento del puente seconcibe en un sistema estructural mixto,formado por una estructura metálica parasoportar ambos carriles de circulación y unrecubrimiento o carpeta de concreto hidráulicoque cumple la función de capa de compresión,con un corazón central en forma de hexágonoque permite lograr un núcleo resistente y alojalos soportes de los cables tensores que viajandesde el mástil hasta la parte baja del puente yal mismo tiempo dejando en cantiliver loscarriles de circulación, a manera de alas de un

avión, sólo reforzado en su parte inferior conunas ménsulas o refuerzos de acero que sevan rebajando hasta llegar a punto cero.
Por su parte, el viaducto cumple con dospremisas muy importantes para suconstrucción: ser de concreto aparente y estaredificado con una cimbra deslizante parapermitir su ejecución en un tiempo menor.
De una forma sencilla y práctica, lascolumnas adoptan una posición decontrafuertes, lo que permite suadelgazamiento en la parte de la corona oremate, a la vez que recibir la carga del área derodamiento, formada en su parte baja por unarco rebajado que semeja una bóveda de cañóncorrido como en los antiguos refectorios de losconventos del siglo XVI, solución por demáspráctica y económica, ya que permite lograr ungran claro.
En este caso especial, Calatrava logramimetizar el concepto de las antiguas bóvedas,pero aligeradas y muy estilizadas, permitiendoun diseño contemporáneo, moderno y novedosopara una estructura vial. La cimbra deslizante hizo posible que elviaducto se construyera en menos tiempo de loplaneado, y además permitió dejar el concretoaparente en su parte baja, lo que ayudó a noinvertir demasiado en los terminados. Estacimbra fue diseñada en el sitio y se movía através de una vía férrea colocada para ese usoespecífico, la cual se retiró al concluir lostrabajos.
Conclusiones
Una de las grandes virtudes de este puente esla audacia con que fue diseñado por SantiagoCalatrava, quien pudo experimentar con suteoría de que las estructuras se asemejan alcuerpo humano y a las formas animalesexistentes.
En él aplicó su gran conocimiento delcomportamiento de los materiales deconstrucción y del comportamiento de unaestructura en sus esfuerzos tanto al cortantecomo a la tensión y la compresión.
Entre los muchos y muy variados trabajos deCalatrava, se cuentan la torre decomunicaciones de Montjuic en Barcelona,puentes en diferentes partes de España yalgunos proyectos arquitectónicos de edificiosde gobierno y privados.
Santiago Calatrava ha tenido que abrirsepaso a través de los grupos de poder quedestinan los grandes proyectos a firmas dearquitectos que de alguna manera tienen laventaja de pertenecer a estos grupos, sinpermitir que gente joven y desconocida puedamostrar sus habilidades en el diseño.
Calatrava se abrió camino gracias a suparticipación en más de cien concursosinternacionales y en ese recorrido ha tenido quesufrir el peso del poder de estos grupos, comole sucedió en el concurso del Reichstag deBerlín, donde el jurado le arrebató el triunfo porintereses comerciales que nada tenían que vercon el diseño, lo que llevó a Calatrava a discutirde forma por demás acalorada con sir Norman

Foster al defender su proyecto.
Muchos españoles conocen su obra aunque
nunca hayan visto su rostro, y eso lo vuelve un
ser sobresaliente que, además, no es catalán,
lo cual lo hace también distinto, si
consideramos que la mayoría de los talentos
españoles ha nacido en Cataluña.
Instituto Mexicano del Cemento ydel Concreto, A.C.
Revista Construcción y Tecnología Octubre 2000
Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE

El Concreto AntibacEstudio sobre su capacidad de inhibiciónmicrobiana
Química Rosa Elba Rodríguez Camacho
Los microorganismos de tipo patógeno producen unaserie de infecciones y enfermedades, tanto en losseres humanos como en los animales, las cualesvarían desde infecciones leves hasta letales, porejemplo, salmonellosis, cólera, meningitis, sepsis,gastroenteritis, etcétera. Éstas pueden provocarinclusive daños incalculables a industrias tales comola alimenticia, ganadera, avícola y porcina.
La capacidad de reproducción de estosmicroorganismos es impresionante. En condicionesideales, una bacteria puede reproducirse hasta llegar alos 281 trillones de bacterias en tan sólo 24 horas.
Los microorganismos se clasifican en Grampositivos y Gram negativos, según su respuestaa la técnica de tinción de Gram. Esteprocedimiento se denomina así por el histólogoholandés Christian Gram, quien lo desarrolló enun intento por teñir bacterias en tejidosinfectados.1
En las bacterias Gram positivas se encuentran las
Se presentan aquí los resultadosde un estudio realizado con el
objeto de determinar laefectividad de acción
antibacteriana de este concretomediante la evaluación de su
capacidad para reducir y controlarel crecimiento microbiano.

que provocan supuraciones, infecciones en la piel ymucosas, como es el caso del staphylococcus y elstreptococcus. Las bacterias Gram negativas puedenproducir enfermedades tales como tifoidea,salmonellosis, infecciones intestinales, como es elcaso de las bacterias Escherichia Coli, Salmonella oKlebsiella.
Existen tanto agentes físicos como químicos paraeliminar o evitar el crecimiento de losmicroorganismos. Los agentes químicos odesinfectantes empleados para la sanitización y quetienen una acción bactericida, biocida, fungicida ogermicida, generalmente son a base de compuestosfenólicos, glutaraldehído, compuestos de amonio,iones de metales pesados como son las sales demercurio, plata y cobre, pero resultan demasiadoperjudiciales para los tejidos humanos o de cualquierser vivo.
Puesto que los microorganismos se puedendepositar en cualquier tipo de superficie y reproducirseen forma importante al encontrar el medio propicio paradesarrollarse, en los diferentes tipos de industria einstituciones hospitalarias se emplean diversosagentes químicos para sanitizar las áreas einstalaciones que requieren un alto grado de sanidad.
Actualmente existen nuevos sistemas y productosque ayudan a obtener instalaciones con mejorescaracterísticas de limpieza y sanidad, en dondedisminuye la posibilidad de favorecer el crecimiento demicroorganismos de tipo patógeno. Es importanteademás que se proporcionen altos niveles deseguridad al utilizarse estos productos.
En los concretos convencionales, ciertos aditivosquímicos tales como los fluidificantes ysuperfluidificantes contienen carbohidratos que sedegradan rápidamente y provocan una descomposiciónmicrobiana, dando como resultado formación de gas y
mal olor.
Por sus características intrínsecas, el concretoposee cierta porosidad o microporosidad. Por sutextura rugosa, permite que los microorganismos sedepositen y penetren, y que se desarrollen en susuperficie y en su masa, lo cual contribuye a sucrecimiento y reproducción. Es difícil eliminarlos pormedio de un desinfectante, puesto que éste actúa sóloen el nivel superficial, sin poder penetrar en la masadel concreto.
Mediante estudios microbiológicos realizados2en concretos convencionales aun después deuna desinfección, se demostró la presencia debacterias tales como los staphylococcus,micrococcus y enterobacter aerogenes, entreotros.
Incluso los concretos durables sufren en ciertascondiciones deterioro por el ataque de bacterias yhongos, los cuales contribuyen a la degradación delmaterial al establecer y mantener grandes colonias debacterias sobre y dentro del concreto. Al contenermicroorganismos, el concreto puede sufrir lossiguientes perjuicios:
l Ataque de compuestos químicos que se liberandurante su metabolismo.
l Formación de un ambiente que promueve lacorrosión del acero de refuerzo.
l Formación de manchas en su superficie.
Inicialmente, los agentes que producen ladegradación bacterial son ácidos orgánicos ominerales producto del proceso bioquímicopromovido por bacterias específicas. Los ácidosreaccionan con la pasta de cemento ygradualmente la disuelven. Aunque los hidratos

alcalinos neutralizan el ácido inicialmenteformado, el proceso de fermentación u otro tipode actividad metabólica bacterial continúaconforme prevalezca la humedad y los nutrientes necesarios para las bacterias.6
Por ejemplo, los pisos y paredes de restaurantes,cocinas, gimnasios, baños y salas de ordeña sonpropensos al desarrollo y crecimiento de bacterias yhongos.
Existe una gama muy amplia de compuestosquímicos tales como las sales de arsénico o decianuro que se pueden utilizar como aditivosmicrobicidas en el concreto, pero poseen un alto gradode toxicidad y por ello pueden provocar intoxicacioneso contaminaciones.
Descripción del estudio
Objetivo
A través de estudios microbiológicos, determinarla capacidad de inhibición microbiana por mediode la evaluación de la capacidad de reducción ycontrol del crecimiento microbiano de unConcreto ProfesionalMR AntibacMR elaboradocon componentes de baja toxicidad.
Método experimental
Materiales
• Concreto convencional
• Concreto Profesional Antibac, cuyocomponente principal antimicrobial presenta unatoxicidad oral (ratas) LD50 de 3,000 mg/kg.

Estudios de actividad antimicrobiana
La determinación de la actividad antimicrobianase realizó en especímenes de concretoconvencional y Antibac, incluyéndose tambiénuna muestra de plástico. Los especímenes sesometieron a medios de cultivo con la bacteria E.Coli y Staphylococcus aureus durante 24 horasa 37 °C, aplicando el método KirbyBauer.3 Estemétodo se utiliza para demostrar la efectividadde los agentes antimicrobianos y determinar sucapacidad de inhibir el crecimiento bacterial. Eneste caso, se lo aplicó al producto final, que es elConcreto Profesional Antibac, para demostrar suefectividad antimicrobial.
Estudios de evaluación
de capacidad antimicrobiana
Para evaluar la capacidad antibacteriana del ConcretoProfesional Antibac se realizó una serie de muestreosque se llevaron a cabo en pisos de ConcretoProfesional Antibac y en especímenes de concretoconvencional (normal) y Antibac sometidos adiferentes medios de exposición, los cuales sedescriben en los siguientes incisos:
a) El muestreo se realizó en un hospital,específicamente sobre la superficie de concretoconvencional y Antibac en el área dedescontaminación. Para ello, primeramente se efectuóuna desinfección empleando un desinfectantecomercial, y posteriormente se tomaron las muestraspor medio de hisopos de arrastre a las 4, 8, 12 y 48horas después de la desinfección.
b) En este caso, las pruebas se realizaron en unaplanta de alimentos del estado de Aguascalientes, enel área de congelación. Las muestras se tomaron de lasuperficie de Concreto Profesional Antibac y de la

superficie de concreto normal recubierto con pinturaepóxica, en donde la técnica de muestreo aplicada sellevó a cabo mediante el hisopo de arrastre. Portratarse de áreas contiguas, se considera queestuvieron sometidas al mismo ambiente y proceso.Las muestras se tomaron antes y después de unlavado o sanitización, empleando para ello undetergente base alcalinoclorado y posteriormente unasolución de yodo 50 ppm.
c) El sitio donde se llevaron a cabo las pruebas esuna granja avícolaporcina localizada en el estado deJalisco. Allí se colocaron especímenes de concretoconvencional y Antibac en el área de recepción deanimales, exponiéndolos a este medio durante 15 díasy procediendo posteriormente al lavado y cepillado conagua y detergente comercial. La toma de muestra serealizó por medio de hisopos de arrastre.
d) Para este caso, el estudio se realizó en unagranja avícolaporcinabovina del estado de Jalisco enla que se colocaron especímenes de concreto normaly Antibac en heces de borrego y agua de drenaje,exponiéndolos a este medio durante 15 días, yprocediendo posteriormente al lavado y cepillado conagua y detergente comercial para llevar a cabo elmuestreo de microorganismos por medio de hisoposde arrastre.
e) El medio que se seleccionó en este caso fue lazona de defecación en una granja porcina donde secolocaron varios especímenes de concreto normal yAntibac, los cuales se expusieron en este mediodurante siete días y posteriormente se lavaron conagua a presión y se procedió a tomar las muestras conhisopos de arrastre.
Método de prueba
Los estudios microbiológicos llevados a cabo sebasan en el recuento total de microorganismos

mesofílicos aerobios.4 Esta técnica es apta parainvestigar el contenido de microorganismosviables en un alimento, agua potable o purificada,por lo que se realizó una adaptación para hacerlaaplicable a muestras de concreto y estimar lacantidad de microorganismos viables presentesen la misma. Esta técnica consiste en contarcolonias, que se desarrollan en el medio deelección, después de cierto periodo ytemperatura de incubación, presuponiendo quecada colonia proviene de un microorganismo dela muestra en estudio. Los resultados sonreportados como Unidades Formadoras deColonias (UFC).
Resultados
Mediante el método KirbyBauer Modificado se detectóla formación de una zona de inhibición en el ConcretoProfesional Antibac, como se muestra en la tabla 1 yla figura 1. Esta zona, que varía de 6 a 9 mm,dependiendo del tipo de microorganismo, se encuentralibre de bacterias. Por otro lado, en el concretoconvencional y la muestra de plástico no se generóesta zona de inhibición, observándose formación decolonias de miroorganismos alrededor de él y sobre lasuperficie de la placa donde se llevó a cabo la prueba.
Los estudios de recuento de microorganismosmesofílicos aerobios muestran que el ConcretoProfesional Antibac produce en todos los casos y enlas diferentes condiciones a las que fue sometido, unareducción de la población microbiana.
En los pisos del cuarto de descontaminación delhospital, aun después de 12 horas del régimen delimpieza se observa una disminución de la poblaciónmicrobiana en el Concreto Profesional Antibac (figura2), a diferencia del concreto convencional (testigo), enel que se incrementó hasta más de cuatro veces lapoblación de microorganismos con respecto al

Concreto Profesional Antibac. En el estudio conducidohasta las 48 horas, se nota un gran crecimiento (3,376UFC / hisopo) de los microorganismos en el concretoconvencional (testigo), mientras que el concretoantibacteriano presenta una notable reducción ycontrol del crecimiento de los microorganismos (239UFC / hisopo) (figura 3).
Los especímenes de Concreto Profesional Antibacsometidos en medios con contaminaciones fecalestambién presentaron una reducción de poblacionesmicrobianas (figuras 4 y 5).
En la figura 6 se observa el comportamiento delconcreto antibacteriano comparado con el piso conrecubrimiento epóxico con y sin desinfección. Se notaque aun el piso con recubrimiento epóxico ydesinfectado presenta un mayor valor en las coloniasde microorganismos, UFC / hisopo, que el ConcretoProfesional Antibac con y sin desinfección. Por unlado, se determina que el régimen de desinfección nofue suficiente para sanitizar el área y por otro lado, elconcreto antibacteriano presenta una reducción delcrecimiento de microorganismos.
En el caso del concreto expuesto a las áreas derecepción de aves y puercos, en el cual se sufretambién una contaminación, el Concreto ProfesionalAntibac presentó una alta reducción demicroorganismos, a diferencia del concretoconvencional en el que hubo un mayor crecimientomicrobial (figura 7).
Conclusiones
En los diferentes estudios microbiológicos llevados acabo en los concretos convencional y Antibac sevislumbra lo siguiente:
a) El Concreto Profesional Antibac presentauna alta efectividad para inhibir el crecimiento de

los microorganismos que se desarrollan en loselementos construidos con este tipo de concreto.
b) En todas las condiciones a las cuales sesometieron los concretos; el Concreto ProfesionalAntibac presenta una notable reducción de los nivelesde colonias de microorganismos.
c) Es notable el desarrollo de poblaciones demicroorganismos en un concreto convencional o en unpiso con recubrimiento epóxico aun después de unadesinfección o lavado con agua. Lo contrario ocurre enel Concreto Profesional Antibac que posee unacapacidad de inhibición microbiana.
d) La actividad antimicrobiana que presenta elconcreto antibacteriano se demuestra también por lapresencia de una zona libre de microorganismos ozonas de inhibición alrededor de la muestra al aplicarel método KirbyBauer.
e) El Concreto Profesional Antibac demuestra unaefectividad antimicrobiana, lo que permite tenermejores características sanitarias en el elemento deconcreto y, por consiguiente, en las áreas que así lorequieren. Incluso, esta efectividad permite incrementar los periodos de limpieza o desinfección,puesto que la reducción de microorganismos en elConcreto Profesional Antibac es notable. Este procesode inhibición microbiana permite disminuir los riesgosde infecciones y contaminaciones.
Referencias
1. Jawetz y otros, Microbiología médica, 15ª. ed., ElManual Moderno, México.

2. Cemex, Centro de Tecnología de Cemento yConcreto, Reporte interno, México.
3. Manual of clinical microbiology, 4ª. ed., pp.981984.
4. Farmacopea de los Estados UnidosMexicanos, 6ª. ed.
5. Norma Oficial Mexicana NOM092SSA11994.
6. Ramachandran, V.S., Concrete admixtureshandbook, Noyes Publicaciones, EUA, 1984.
Rosa Elba Rodríguez Camacho es investigadora delCentro de Tecnología Cemento y Concreto de Cemex.
Instituto Mexicano del Cemento y delConcreto, A.C.
Revista Construcción y Tecnología Octubre 2000
Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE
Efectossellantes conlasherramientas
de acabado Bruce A. Suprenant y Ward R.
Malisch
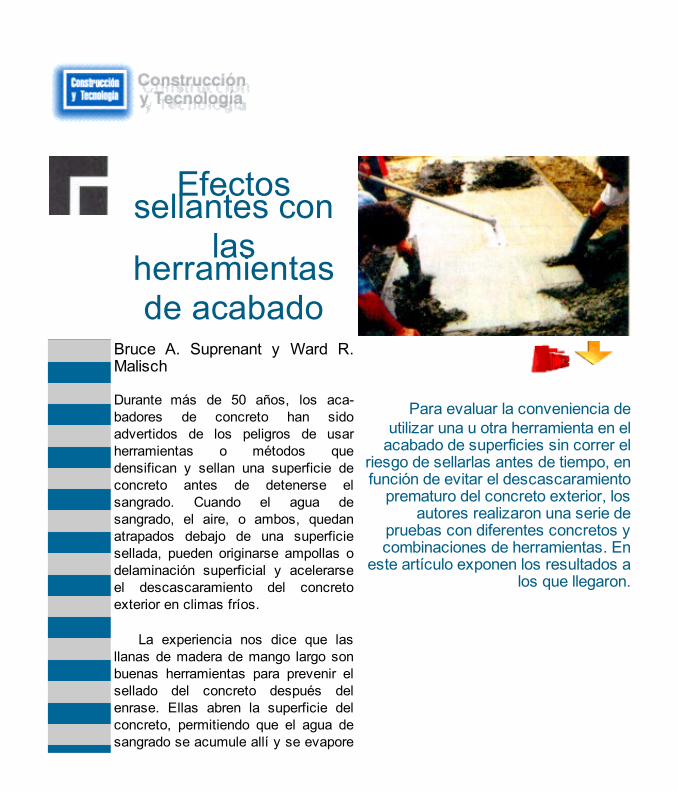
Durante más de 50 años, los acabadores de concreto han sidoadvertidos de los peligros de usarherramientas o métodos quedensifican y sellan una superficie deconcreto antes de detenerse elsangrado. Cuando el agua desangrado, el aire, o ambos, quedanatrapados debajo de una superficiesellada, pueden originarse ampollas odelaminación superficial y acelerarseel descascaramiento del concretoexterior en climas fríos.
La experiencia nos dice que lasllanas de madera de mango largo sonbuenas herramientas para prevenir elsellado del concreto después delenrase. Ellas abren la superficie delconcreto, permitiendo que el agua desangrado se acumule allí y se evapore
Para evaluar la conveniencia deutilizar una u otra herramienta en elacabado de superficies sin correr el
riesgo de sellarlas antes de tiempo, enfunción de evitar el descascaramientoprematuro del concreto exterior, los
autores realizaron una serie depruebas con diferentes concretos ycombinaciones de herramientas. En
este artículo exponen los resultados alos que llegaron.

antes de proseguir con el acabado.Las fresno, por otro lado, son malasherramientas para usarse como llanasdebido a que sellan la superficie,permitiendo que el agua de sangradose acumule debajo de la misma; y lasllanas de mango largo de magnesio noson tan buenas como las de maderapara mantener abierta la superficie,pero son de todos modos necesariasal trabajar concreto con aire incluido,ya que las de madera rasgan lasuperficie.
Para asegurar que los acabadoressin experiencia aprendan a usar laherramienta correcta en el momentoadecuado, un ejercicio deentrenamiento les exige que denacabado a una superficie dejando unasección de prueba sin acabar de 40 a60 cm de ancho. El agua de sangradoque aparece en la sección de pruebasin acabado (abierta), pero no en lasecciones adyacentes acabadas,indica que las superficies acabadashan sido selladas prematuramente acausa de la herramienta o el métodoempleado, o de ambos. Pero estassuposiciones se basan enobservaciones, no en datos. No nosdicen mucho acerca de la capacidadrelativa de diferentes herramientas deacabado para mantener abierta lasuperficie. Sería de gran ayuda sabercuánta más agua sale del concretocuando los acabadores usan una llanade mango largo en vez de una demagnesio o una fresno. Parainvestigarlo, ideamos una prueba paramedir la pérdida de agua en la

superficie y luego usamos la pruebacon diferentes concretos ycombinaciones de herramientas deacabado.
La pérdida de agua como unamedida del sellado
El concreto sellado durante el acabadono pierde tanta agua cuando fragua yse cura. Así que nosotrosmodificamos un método de pruebadesarrollado por otros (véase elrecuadro de la página 30para medir loscambios en la pérdida de aguacausados por el efecto de sellado encinco secuencias, correspondientes adiferentes herramientas de acabado,hechas en el siguiente orden:
1. Enrase manual con una llana demagnesio de mango largo paracarretera, sin aplicar ninguna otraherramienta de acabado.
2. Enrase manual seguido por unallana de madera de mango largo, de120 cm de ancho.
3. Enrase manual seguido por unallana de magnesio de mango largo, de120 cm de ancho.
4. Enrase manual seguido por unallana de magnesio de mango largo yacabado con una fresno de 75 cm deancho
5. Enrase manual seguido por unallana de magnesio de mango largo yraspado con una llana de magnesio

de mango largo para carretera, de 3 mde longitud.
La figura 1 muestra el patrón queusamos en un conjunto de moldes quecontenían cajas insertadas que lostécnicos removieron después de cadasecuencia con las herramientas deacabado y que luego pesaronperiódicamente. Agregamos másconcreto para llenar los huecos endonde habían estado cada una de lascajas, permitiendo así las secuenciasposteriores de acabado. Todas lassecuencias se completaron antes deque apareciera el agua de sangrado enla superficie.
Usamos primero este procedimientode pruebas con concreto sin aireincluido, y después lo repetimos en undía diferente con concreto con aireincluido. La tabla 1 muestra lasproporciones de mezcla y laspropiedades físicas de cada concreto.
Los datos del sellado
Supusimos que toda la pérdida depeso medida se debía a laevaporación del agua. Puesto quetodas las cajas insertadas teníanexactamente el mismo tamaño,calculamos el peso del agua demezclado con base en el peso delconcreto en cada caja. La pérdida depeso dividida entre el peso del aguade mezclado representa el agua desangrado que se evaporó, expresadacomo un porcentaje. En seguidacalculamos el sangrado relativo,
dividiendo el porcentaje de sangradopara cada secuencia de acabado entreel porcentaje de sangrado para elconcreto que sólo había sidoenrasado. La figura 2 muestra elsangrado relativo para cada secuenciade acabado, medido tres horasdespués del enrase inicial. Elegimostres horas como el tiempo típico enque podrían empezar las operacionesde acabado siguientes.
Resultados para el concreto sinaire incluido
Tal como se esperaba, la figura 2muestra que diferentes herramientas ysecuencias afectan la cantidad deagua que queda atrapada debajo de lasuperficie de concreto sin aireincluido. Pero hubo algunas sorpresas.
El enrase manual con una llana demango largo de magnesio paracarretera selló la superficie y limitó elsangrado a uno de los valores másbajos. Sin embargo, como seesperaba, después del enrase con unallana de mango largo de madera o demagnesio se abrió la superficie,permitiendo que se evaporara de 60 a70 por ciento más de agua. En estasdos pruebas, las llanas de mangolargo de madera y de magnesiomostraron ser igualmente efectivaspara abrir la superficie de concreto sinaire incluido. Este es un resultado noanticipado, ya que la creencia normales que las llanas de mango largo demadera abren mejor la superficie quelas de magnesio. Sin embargo, estos

resultados han sido interpretados concautela, ya que el sangrado relativovariaba significativamente entre lasdos pruebas de secuencia de acabadoque terminaban, o bien con unacabado con llana de mango largo demadera, o bien con una de magnesio –1.1 y 2.3 (promedio 1.7) para elacabado con llana de mango largo demadera y 1.1 y 2.1 (promedio 1.6 )para el aplanado con llana de mangolargo de magnesio–. Creemos que lapresión sobre la hoja de la herramientade acabado y, por lo tanto, el efectode sellado, pueden variar en relacióncon la distancia de la hoja alacabador.
Como se esperaba, la fresno resellóla superficie que había sidopreviamente enrasada y allanada conllana de mango largo de magnesio. Laaplicación de una fresno selló lasuperficie, incluso más efectivamenteque el enrase manual. Peroencontramos que al usar una llana demango para carretera también se sellala superficie, reduciendo notablementela pérdida de peso que acompaña a laevaporación del agua de sangrado.Esto está de acuerdo con lasobservaciones de campo de algunosacabadores que han tratado deminimizar este efecto de selladousando llanas de madera o fijandotiras de madera a las hojas de lasllanas de magnesio.
Resultados para el concreto conaire incluido

Para el concreto con aire incluido, elenrase manual con una llana demango largo de magnesio paracarretera selló la superficie muchomejor que cualquier otra secuencia deacabado. Las llanas de mango largode madera y de magnesio reabrieron lasuperficie, pero el resultadosorprendente para esta serie depruebas fue que un acabado confresno inmediatamente después delaplanado con llana de mango largo demagnesio, no pareció resellar lasuperficie. Puesto que este resultadoestá en conflicto con la experiencia decampo que muestra el efecto desellado del allanado prematuro conacero, nosotros no recomendamosusar una fresno en trabajos desuperficies de concreto con aireincluido.
Otra vez, en esta serie,inmediatamente después del allanadocon llana de mango largo demagnesio, la llana de mango largopara carretera selló la superficiepermitiendo que se evaporara menosagua. Los contratistas quisieran, talvez, considerar el efecto de sellado dela llana de mango largo para carreteracuando dan acabado al concretoexterior que está expuesto acongelación y deshielo. Con base ennuestros resultados de pérdida depeso, el uso de una llana de mangolargo de metal para carretera sinningún acabado posterior distinto delescobeteado o el arrastrado dearpillera –como se recomienda aveces– puede provocar que quede

agua de sangrado atrapada eincrementar la posibilidad dedescascaramiento.
En general, nuestros resultadosmuestran los beneficios de utilizar, yasea una llana de mango largo demadera, o una de magnesio, paramantener abierta la superficie ypermitir que se evapore el agua desangrado. También indican que el usode una llana de mango largo demagnesio para carretera para enrasaro de una llana de mango largo demetal para carretera después delenrase, puede sellar la superficie.
¿Por qué la diferencia?
Debido a que las proporciones demezcla y las condiciones ambientalesfueron diferentes para los concretoscon aire incluido y sin aire incluido, esdifícil determinar por qué diferían losresultados de las dos pruebas. Engeneral, la elección de la herramientay la secuencia parecían tener unefecto menor en el sellado de lasuperficie en el caso del concreto conaire incluido que en el del concreto sinaire incluido. Además, encontramosque la llana de mango largo de maderano abrió la superficie del concreto conaire incluido tanto como lo hizo en elcaso del concreto sin aire incluido, ymientras que la fresno selló elconcreto sin aire incluido, tuvo unefecto menor en el concreto con aireincluido. Nosotros creemos que estose debe al efecto del aire incluidosobre el sangrado.

La inclusión de aire muestra lavelocidad de sangrado, reduciendo lacantidad de agua de sangrado queaparece en la superficie de concreto.Debido a esto, la herramienta deacabado usada afecta menorescantidades de agua de sangrado quepasan hacia la superficie. Estos datosapoyan nuestros artículos sobredelaminaciones publicados conanterioridad, sugiriendo que lainclusión de aire tiene un efectomenos pronunciado que la herramientade acabado o la distribución de tiemposobre la cantidad de agua de sangradoque sale de la superficie.
Este artículo fue publicado enConcrete Construction y sereproduce con la autorizaciónde.The Aberdeen Group.
Desarrollo de la prueba
En 1973, los investigadoresmidieron la efectividad de loscompuestos de la membrana decurado colando losas de pruebade 66 x 61 x 20 cm que teníancajas insertadas de metal de 10 x15 x 10 cm.1 Las cajas fuerondiseñadas para ser levantadas delas losas de prueba y pesadasperiódicamente después de habercolocado, vibrado, acabado ycurado el concreto y de haberloluego expuesto a diferentesambientes de curado. Estospesajes midieron la pérdida totalde agua desde el momento de lacolocación.

Esta prueba resultó apropiada paradeterminar la efectividad de lamembrana de curado contra la pérdidade agua al sellar el concreto, de modoque adaptamos un método similar paradeterminar de qué manera lasherramientas de acabado sellaron elconcreto y evitaron la pérdida de agua.
Nosotros hicimos 10 cajas parainsertar que medían 23 x 23 x 11 cm,atornillando lados de hojas de metal auna base de madera pintada conepóxicos. Después de calafateartodas las hendiduras de la caja paraevitar la pérdida de agua, formamosuna losa de 4.5 x 4.5 m y 13 cm deespesor y colocamos las 10 cajas encinco filas de dos cajas cada una,verificando las elevaciones de lascajas y los moldes laterales paraasegurarnos de que todas lasherramientas de acabado estuvieranapenas a poca distancia de las partessuperiores de las cajas. Cada fila dedos cajas fue expuesta a diferentessecuencias de acabado antes de queapareciera agua de sangrado en lasuperficie. Las cajas fueron diseñadaspara ser levantadas de las losas deprueba después de la secuencia deacabado y pesadas cada media hora,de modo que pudiéramos medir el totalde la pérdida de agua desde elmomento de la colocación. Lacompañía CAMAS Colorado Inc.proporcionó el concreto premezcladopara rellenar los moldes, y un técnicode campo certificado por el ACI, de lacompañía CTCGeotek Inc., realizólas pruebas de campo para el

revenimiento, contenido de aire, pesounitario y temperatura.
Calculamos la pérdida de peso a lastres horas debido a que era la horamás probable para iniciar el aplanadomecánico y empezar el allanado.
1 R.O. Wrbas, W.B. Ledbetter yA.H. Meyer, «Effectiveness ofmembrane curing on concretesurfaces», Highway ResearchRecord núm. 443, HighwayResearch Board, Washington,D.C., 1973.
Instituto Mexicano delCemento y del Concreto, A.C.
Revista Construcción yTecnología Octubre 2000
Todos los derechosreservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE
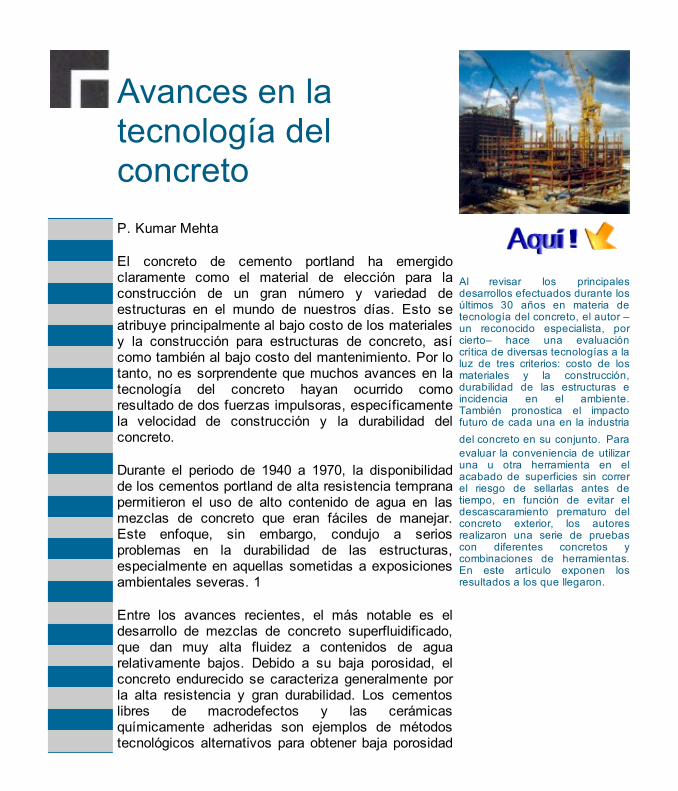
Avances en latecnología delconcretoP. Kumar Mehta
El concreto de cemento portland ha emergidoclaramente como el material de elección para laconstrucción de un gran número y variedad deestructuras en el mundo de nuestros días. Esto seatribuye principalmente al bajo costo de los materialesy la construcción para estructuras de concreto, asícomo también al bajo costo del mantenimiento. Por lotanto, no es sorprendente que muchos avances en latecnología del concreto hayan ocurrido comoresultado de dos fuerzas impulsoras, específicamentela velocidad de construcción y la durabilidad delconcreto.
Durante el periodo de 1940 a 1970, la disponibilidadde los cementos portland de alta resistencia tempranapermitieron el uso de alto contenido de agua en lasmezclas de concreto que eran fáciles de manejar.Este enfoque, sin embargo, condujo a seriosproblemas en la durabilidad de las estructuras,especialmente en aquellas sometidas a exposicionesambientales severas. 1
Entre los avances recientes, el más notable es eldesarrollo de mezclas de concreto superfluidificado,que dan muy alta fluidez a contenidos de aguarelativamente bajos. Debido a su baja porosidad, elconcreto endurecido se caracteriza generalmente porla alta resistencia y gran durabilidad. Los cementoslibres de macrodefectos y las cerámicasquímicamente adheridas son ejemplos de métodostecnológicos alternativos para obtener baja porosidad
Al revisar los principalesdesarrollos efectuados durante losúltimos 30 años en materia detecnología del concreto, el autor –un reconocido especialista, porcierto– hace una evaluacióncrítica de diversas tecnologías a laluz de tres criterios: costo de losmateriales y la construcción,durabilidad de las estructuras eincidencia en el ambiente.También pronostica el impactofuturo de cada una en la industriadel concreto en su conjunto. Paraevaluar la conveniencia de utilizaruna u otra herramienta en elacabado de superficies sin correrel riesgo de sellarlas antes detiempo, en función de evitar eldescascaramiento prematuro delconcreto exterior, los autoresrealizaron una serie de pruebascon diferentes concretos ycombinaciones de herramientas.En este artículo exponen losresultados a los que llegaron.

y alta resistencia. Para el propósito específico delaumento de la vida de servicio de las estructuras deconcreto reforzado expuestas a ambientes corrosivos,el uso de aditivos inhibidores de corrosión del aceroreforzado recubierto con epóxicos y proteccióncatódica está entre los avances tecnológicos mejorconocidos.
Además de la velocidad de construcción y ladurabilidad, ahora existe una tercera fuerza impulsora,a saber, el favorable comportamiento ambiental de losmateriales industriales, que cada vez está adquiriendomayor importancia en la valoración tecnológica para elfuturo. En este artículo, se pretende una evaluacióncrítica de distintas tecnologías, empleando lossiguientes tres criterios:
costo de materiales y construcción,durabilidad, ybuen comportamiento ambiental
No se pretende presentar una revisión exhaustiva detodos los avances recientes en la tecnología delconcreto.Sólo se revisan brevemente los desarrollosselectivos de los últimos 30 años que sonsignificativos a juicio del autor.
Aditivos superfluidificadores
Hace17 años, Malhotra hizo la siguiente afirmación:
“Ha habido muy pocos desarrollos importantes en latecnología del concreto en los años recientes. Elconcreto de aire incluido en los años cuarenta fue unode ellos. Revolucionó la tecnología del concreto enNorteamérica. Se cree que el desarrollo de lossuperfluidificadores es otro avance de granimportancia que tendrá un efecto significativo en laproducción y el uso del concreto en los años porvenir.» 2
La predicción de Malhotra ha resultado correcta. Estoestá apoyado por el desarrollo y uso de una familia

cada vez más grande de productos de concretosuperfluidificado de alto desempeño, tales comoconcreto superfluidificado de alta resistencia,concreto superfluidificado de gran durabilidad,concretos superfluidificados con alto volumen deceniza volante y de escoria, concreto autocompactante superfluidificado, concreto superfluidificado yantideslave bajo el agua y concreto superfluidificadoreforzado con fibras. Collepardi, 3 y másrecientemente Malhotra 4 y Nagataki 5 han publicadoexcelentes revisiones sobre el desarrollo de variastecnologías que incorporan el uso de aditivossuperfluidificadores.
Los superfluidificadores, también conocidos comoaditivos reductores de agua de alto rango, sonreductores de agua muy eficientes. A finales de losaños sesenta, se desarrollaron en Japón losproductos a base de sulfonatos de naftaleno y, almismo tiempo, los productos de sulfonato melaninafueron introducidos en Alemania Occidental. Se logróque las moléculas aniónicas de cadenas largas deladitivo llegaran a ser adsorbidas en la superficie delas partículas de cemento, las que son efectivamentedispersadas en el agua a través de la repulsióneléctrica.
De acuerdo con Nagataki, las primeras aplicacionesdel concreto superfluidificado en Japón fueron para laproducción de pilotes de concreto prefabricado de altaresistencia, el cual podía resistir el agrietamientodurante el proceso de hincado del pilote. 5 En losaños setenta, las trabes y las vigas de varios puentesde carreteras y vías férreas en Japón fueronfabricadas con mezclas de concreto superfluidificadode 50 a 80 MPa (500 a 800 kg/cm 2 ), que tenían unrevenimiento de bajo a moderado. En AlemaniaOccidental, donde el objetivo inicial era desarrollarconcreto antideslave bajo el agua, los superfluidificadores se usaron para mejorar la fluidez de mezclasrígidas sin alterar la relación de agua a materialcementante (a/mc). Puesto que es posible realizarambos objetivos simultáneamente, ahora los aditivossuperfluidificadores se usan en todo el mundo para el

propósito de obtener alta resistencia, gran fluidez ygran durabilidad. Las mezclas de concretosuperfluidificado que contenían naftaleno, osulfonatos de melamina, con frecuencia sufrían unarápida pérdida de revenimiento. El problema puederesolverse mediante la introducción de una dosisadicional del superfluidificador en el sitio de la obra.Sin embargo, este método es engorroso y costoso.En 1986 se desarrollaron en Japón lossuperfluidificadores que retenían el revenimiento,llamados también de «larga vida”. De acuerdo conYonezawa, un típico superfluidificador de “larga vida”contiene un compuesto insoluble en el agua quecomprende sales de ácido carboxílico, amidas yanhídrido carboxílico. 6 La solución alcalina queresulta de la hidratación del cemento portland hidrolizagradualmente el superfluidificador, liberando undispersante soluble en agua que ayuda a mantener elrevenimiento inicial por largo tiempo. Tanaka y otroshan descrito el desarrollo de superfluidificadores abase de policarboxilato que contienen un polímero deamarre cruzado que imparte gran fluidez, retención derevenimiento durante largo tiempo y alta resistencia ala segregación. 7 Los superfluidificadores de largavida a base de naftaleno o polímeros de sulfonatomelamina pueden hoy día obtenerse tambiéncomercialmente.
Concreto y morteros de alta resistencia
El concreto de alta resistencia [> de 40 MPa (>420kg/cm 2 ) de resistencia a la compresión] se usó porprimera vez en edificios de marcos de concretoreforzado con 30 o más pisos. En los edificios altos,el tamaño de las columnas en la tercera parte inferiordel edificio es bastante grande cuando se usaconcreto convencional. Además de los ahorros en elcosto de los materiales, los ingenieros constructoreshan encontrado que la elección del marco de concretoreforzado en vez del marco de acero en los edificiosmuy altos permite ahorros adicionales como resultadode mayores velocidades de construcción. 8Empezando con columnas de concreto de 50 MPa(500 kg/cm 2 ) para la Lake Point Tower en Chicago,

construida en 1965, se han construido muchosedificios altos que contienen elementos de concretode alta resistencia en Norteamérica y en otras partes.El edificio Water Tower Place de 79 pisos en Chicagocontiene columnas de concreto de 60 MPa (611kg/cm 2 ). El edificio Scotia Plaza en Toronto y losdos edificios Union Square en Seattle tienencolumnas de concreto con resistencias de 90 y 120MPa (900 a 1,200 kg/cm 2 ), respectivamente.
A fin de obtener la alta resistencia, la relación a/mcde la mezcla de concreto generalmente se mantienepor debajo de 0.4 con la ayuda de un aditivosuperfluidificador. Debido a la baja relación a/mc, unacaracterística importante del concreto de altaresistencia es su baja permeabilidad, que es la clavepara la durabilidad a largo plazo en ambientesagresivos. Consecuentemente, se ha empleadomucho más concreto de alta resistencia paraaplicaciones en donde la durabilidad, más que laresistencia, era la consideración principal. Lasestructuras marinas de concreto –puentes con claroslargos, túneles por debajo del mar y plataformaspetroleras a poca distancia de las costas– sonejemplos de tales aplicaciones.
La gran fluidez sin segregación es otro factor más quecontribuye al crecimiento de la industria del concretosuperfluidificado de alta resistencia. La trabajabilidadde las mezclas de concreto superfluidificado puedegeneralmente mejorarse mediante el uso de aditivospuzolánicos o cementantes tales como humo desílice, ceniza volante, ceniza de cáscara de arroz yescoria de alto horno granulada molida. La facilidaddel bombeo y las mezclas de concreto fáciles demoldear pueden reducir significativamente los costosde construcción en grandes proyectos, edificios degran altura, estructuras a corta distancia de lascostas, por ejemplo. Este es especialmente el casocuando se fabrican elementos de concreto presforzado y muy reforzado que contienen refuerzocerradamente espaciado.
Roy y Silsbee han revisado el desarrollo de una nueva
familia de productos a base de cemento de altaresistencia que no dependen del uso desuperfluidificadores. Las cerámicas químicamenteadheridas (CQA) son morteros con poco, o sin,agregado grueso, un contenido muy alto de cemento yuna muy baja relación a/mc. Ellos se densifican a altapresión y luego se curan térmicamente para obteneruna muy alta resistencia. Los productos que constantípicamente de 50 por ciento de fases anhidro,exhiben propiedades que se aproximan a aquellas dela cerámica a fuego. Los productos de cementollamados libres de macrodefectos (LMD) estánhechos de una pasta de cemento que contiene hasta7 por ciento en masa de un agente fluidificadorsoluble en agua, tal como una celulosa hidroxilpropilmetilo, poliacrilamida o acetato polivinil hidrolizado. La pasta es sometida a un mezclado de altocortante y los productos son moldeados bajo presión,y finalmente curados en calor, a temperaturas dehasta 80 o C. Las resistencias a la compresión delorden de 150 MPa (1,540 kg/cm 2 ) se obtienen concementos portland, y se llega hasta 300 MPa (3,100kg/cm 2 ) con cementos de aluminato de calcio. Losestudios han demostrado que la humedad tiene unefecto adverso sobre las propiedades mecánicas delos productos de cemento LMD. Los productos densificados con pequeñas partículas (DPP) contienen de20 a 25 por ciento de partículas de humo de sílice queson densamente empaquetadas en una pasta decemento portland superfluidificado ( 0.12 a 0.22a/mc). Se lograron resistencias a la compresión dehasta 270 MPa (2,700 kg/cm 2 ) y módulos de Youngde hasta 80 GPa (8,275 kg/cm 2 ) mediantecompactación mecánica. 9 Tomando en cuenta sunaturaleza quebradiza, el uso de CQA, LMD y DPPestá limitado a aplicaciones no estructurales.
El requisito de alta ductilidad para uso estructural delos productos de alta resistencia a base de cementopuede lograrse mediante la incorporación demicrofibras de acero. Los productos de concreto conpoder de reacción (CPR) desarrollados por Richard yCheyrezy, 10 son en realidad morteros de cementosuperfluidificado que comprenden comúnmente 1,000
kg/m 3 de cemento portland, de 900 a 1,000 kg/m 3de arena fina y cuarzo pulverizado, 230 kg/m 3 dehumo de sílice, de 150 a 180 kg/m 3 de agua, y hasta630 kg/m 3 de microfibras. Las muestrasmecánicamente prensadas tratadas al calor a 400 o Cmostraron hasta 680 MPa (6,900 kg/cm 2 ) deresistencia a la compresión, 100 MPa (1,050 kg/cm 2) de resistencia a la flexión y 75 GPa (7,680 kg/cm 2 )de módulo de Young. Es demasiado pronto parapredecir el futuro del CPR. A pesar del costo inicialmuy grande y una tecnología compleja deprocesamiento, el material puede tener un nicho en laindustria de la construcción, especialmente paraaplicaciones en ambientes altamente corrosivos. Lapresencia de un gran volumen de microfibras aumentala capacidad de resistencia a grietas del material,preservando con ello su impermeabilidad al agua.
Concretos de alto desempeño
El término concreto de alto desempeño (CAD) (eninglés High Performance Concrete –HPC) fue usadopor primera vez por Mehta y Aïtcin para describirmezclas de concreto que poseían trescaracterísticas: muy buena trabajabilidad, altaresistencia y gran durabilidad. 11 Así pues, unadistinción principal entre concreto de alta resistencia yconcreto de alto desempeño fue el requisitoobligatorio de gran durabilidad en el caso del CAD.Puesto que no puede obtenerse una gran durabilidaden condiciones ambientales severas a menos que laestructura permanezca libre de grietas durante su vidade servicio, la mezcla de concreto debe diseñarsepara gran estabilidad dimensional. Por lo tanto, parareducir el agrietamiento debido a deformaciones porcontracción térmica y por secado, es necesario limitarel contenido de pasta de cemento de la mezcla deconcreto.
Mehta y Aïtcin propusieron un método paraproporcionar mezclas de CAD que limita el contenidototal de pasta de cemento a un tercio por volumen deconcreto. 11 Este método también permite unasustitución parcial del cemento portland por un aditivo

puzolánico o cementante. Recientemente, Aïtcin harevisado el arte y la ciencia del concreto de altodesempeño. 12 El autor prevé un uso cada vez mayorde combinaciones ternarias de cemento que contieneescoria, ceniza volante, humo de sílice, metacaolín,ceniza de cáscara de arroz y polvo de piedra calizapara aprovechar el efecto sinergético en elmejoramiento de las propiedades, tanto del concretofresco como del endurecido, además de hacer máseconómico el CAD.
En 1993, un subcomité del Comité de ActividadesTécnicas del Instituto Americano del Concretopropuso una nueva definición del CAD como “unconcreto que satisface requisitos especiales dedesempeño que puede involucrar el mejoramiento dela colocación y compactación sin segregación,resistencia a edad temprana, tenacidad, estabilidadvolumétrica o vida de servicio en un ambientesevero”. De acuerdo con esta definición, la durabilidadno es indispensable para el alto desempeño. Esto haalentado el desarrollo de mezclas de concreto quecalifican para ser clasificadas como CAD, pero quepueden no ser durables en severas condicionesambientales.
Por ejemplo, para el uso en estructuras de carreteras,Goodspeed y otros 13 propusieron varias mezclas deCAD hechas comúnmente con un cemento de altaresistencia temprana y contenidos de cemento delorden de 400 kg/m 3 o más. Por lo tanto, a menosque se tomen medidas especiales, tales mezclas deconcreto serían vulnerables al agrietamiento debido aesfuerzos de contracción por secado autógenos ytérmicos. 14 Evidentemente, se puede poner enriesgo la vida de servicio de una estructura deconcreto si se deja uno llevar solamente por el tiempode los programas de construcción. Por lo tanto, en eldiseño estructural es aconsejable considerar el costodel ciclo de vida más que el costo inicial de laestructura. Además, existe la necesidad dereexaminar la cuestión de si deben comercializarse ono las mezclas de concreto de cuestionabledurabilidad a largo plazo como productos de alto

desempeño.
La tecnología del CAD está siendo exitosamenteutilizada para la construcción de numerosasestructuras a poca distancia de las costas y puentesde claro largo en todo el mundo. 15 Langley y otrosdescriben otros tipos de mezclas de CAD usadas enla construcción de elementos estructurales para elpuente Northumberland Strait de 12.9 km de largo, enCanadá. La mezcla de concreto para las trabesprincipales, los fustes de pilares y las bases depilares contenían 450 kg/m 3 de cemento combinadocon humo de sílice, 153 l/m 3 de agua, 160 ml/m 3 deagente inclusor de aire, y 3 l/m 3 de superfluidificador.Comúnmente, las mezclas de concreto frescomostraron un revenimiento de 20 cm y contenían 6.1por ciento de aire. Las resistencias a la compresiónde las muestras de concreto endurecido a 1, 3 y 28días fueron de 35, 52 y 82 MPa (360, 530, y 830kg/cm 2 ) respectivamente. Para los cimientos de lospilares de aproximación y otros elementos masivosde concreto, el CAD contenía una mezcla de 307kg/m 3 , de cemento combinado con humo de sílice y133 kg/m 3 de ceniza volante. A un contenido similarde agua (159 ml/m 3 ), pero a dosisconsiderablemente reducidas de agente inclusor deaire (88 ml/m 3 ) y superfluidificador (1.05 l/m 3) ), lamezcla de concreto fresco dio un revenimiento de18.5 cm y 7 por ciento de contenido de aire. Lasresistencias a la compresión del concreto endurecidoa 1, 3, 28 y 90 días fueron de 10, 20, 50 y 76 MPa(101, 203, 513 y 773 kg/cm 2 ) respectivamente.Ambas mezclas de concreto mostraron permeabilidadextremadamente baja medida según la Prueba dePermeabilidad al Agua de CANMET y la PruebaRápida de Permeabilidad a Cloruros de la AASHTO T277. Con las estructuras CAD, Langley y otrospusieron gran énfasis en las pruebas de laboratorio enel sitio y el aseguramiento de la calidad. 16
Otro desarrollo en el campo del CAD es el concretoligero de alto desempeño (CLAD). En relación con elacero, la eficiencia estructural del concreto normal esbastante baja cuando se juzga del punto de vista de

la relación resistencia/peso. Esta relación se elevaconsiderablemente en el caso de mezclas deconcreto superfluidificado de alta resistencia, y puedeser realzada todavía más por el reemplazo total oparcial de agregados de peso normal con partículasde agregado microporosas y ligeras. Dependiendo dela calidad del agregado, se ha producidocomercialmente CLAD con una densidad de 2,000kg/m 3 y resistencias a compresión en el rango de 70a 80 MPa (700 y 840 kg/cm 2 ) para uso enelementos estructurales. De acuerdo con Bremmer yHolm, el CLAD se ha usado en plataformas flotantesy fijas a poca distancia de las costas, en Australia,Canadá, Japón, Noruega y Estados Unidos. 17Además, de acuerdo con los autores, debido a la altaresistencia de adherencia interfacial entre la pasta decemento y el agregado, el CLAD permanecevirtualmente impermeable a fluidos y es, por lo tanto,altamente durable en ambientes agresivos.
La calidad adhesiva superior del concretosuperfluidificado hecho con combinaciones decemento que contienen de 10 a 15 por ciento, oinclusive un contenido mayor, de humo de sílice, loshace muy apropiados para la reparación yrehabilitación de estructuras de concreto mediante elproceso de concreto lanzado en mezclas húmedas.Esta es otra área de las aplicaciones crecientes delCAD. Morgan ha revisado los nuevos desarrollos en elconcreto lanzado con varios ejemplos de reparacióncon concreto lanzado de infraestructuras enNorteamérica. 18
Concreto autocompactante
La escasez de mano de obra y los ahorros en eltiempo de construcción fueron las razones principalesdetrás del desarrollo y uso cada vez mayor delconcreto autocompactante en Japón. La composición,las propiedades y las aplicaciones de las mezclas deconcreto superfluidificado autocompactante sedescriben en varios documentos japonesesrecientemente publicados. 1923 Nótese que algunosautores prefieren el uso del término ”concreto

autonivelante” en vez de concreto autocompactante.
De acuerdo con Nagataki, el desarrollo exitoso de lasmezclas de concreto superfluidificado antideslavebajo el agua en Alemania Occidental durante los añossetenta, proporcionó el impulso para el desarrollosubsecuente del concreto autocompactante de granfluidez en Japón en los años ochenta. 5 En amboscasos, la alta fluidez y la resistencia a la segregaciónse obtuvieron mediante el uso simultáneo de unaditivo superfluidificador y un aditivo que aumentabala viscosidad. Nótese que la celulosa y los polímerosacrílicos solubles al agua son ampliamente usadoscomo los componentes principales de aditivos queincrementan la viscosidad. La viscosidad de lasmezclas de concreto autocompactante se vegrandemente influida por el contenido de polvo. Unalto contenido de cemento puede causaragrietamiento térmico en algunas estructuras. Por lotanto, es una práctica común usar cantidadessustanciales de aditivos minerales tales como cenizavolante, escoria de alto horno granulada y molida opolvo de piedra caliza. Nagatiaki informó que seusaron 290,000 m 3 de una mezcla de concretoautocompactante que contenía 150 kg/m 3 de polvode piedra caliza y un aditivo superfluidificador para laconstrucción de dos cuerpos de anclaje del sistemade puentes AkashiKaikyo en Japón. El anclajeconsistía en un marco de refuerzo densamentearreglado y cables congestionados con acero. En otraaplicación, se usó concreto de gran fluidez con unarelación extremadamente baja de a/mc para el coladodel concreto de abajo hacia arriba, en una columna deacero rellena de concreto sin compactación. 6
En Francia, la industria del concreto premezcladoestá usando concreto autocompactante como unproducto libre de ruido que puede usarse las 24 horasen áreas urbanas. Debido a la reducción del ruido, elahorro en la mano de obra y la vida más larga de losmoldes de acero, la industria de los productos deconcreto prefabricado está también investigando eluso del material.

Tecnologías para prolongar la vida de servicio
La corrosión del acero de refuerzo está implicada enla mayoría de las estructuras de concretodeterioradas. Además del CAD descrito previamente,existen varias tecnologías desarrolladasrecientemente que se siguen estudiando para tratareste problema. Es decir, el uso de aditivos inhibidoresde corrosión, acero de refuerzo con revestimientoepóxico, protección catódica y la aplicación de capasprotectoras sobre la superficie del concreto. Estastecnologías se revisan brevemente a continuación.
Aditivos inhibidores de corrosión. Berke y Weilpresentaron una revisión exhaustiva de los aditivosinhibidores de corrosión en el concreto. 24 Gaidis yRosemberg mostraron que la adición de 2 por cientode nitrito de calcio en masa elevaba la concentraciónumbral de cloruro a niveles que eran losuficientemente altos para inhibir la corrosión delacero. 25 Los inhibidores anódicos, tales como elnitrito de calcio, funcionan minimizando la reacciónanódica promovida por los iones de cloruro. Esta es larazón por la que la cantidad de iones de nitritopresentes relativa a la cantidad de iones de cloruro enla vecindad de la superficie del acero determina sihabrá de lograrse la protección contra la corrosión ono. Se propuso que la protección contra la corrosiónse obtiene si la relación cloruro/nitrito no excede 1.5.Nmai y otros creen que esta es una limitación seriade los inhibidores anódicos que incluyen el nitrito decalcio. 26 Los autores investigaron un aminoéster queofrece protección al formar una película protectora enla superficie del acero, además de reducir el ingresode iones de cloruro en el recubrimiento de concreto.En una investigación preliminar sobre vigas deconcreto preagrietadas bañadas con una solución de6 por ciento de NaCl, el aminoéster que contiene eladitivo en dosis de 5 l/m 3 de concreto dio una mejorprotección contra la corrosión que el inhibidor denitrito de calcio en una dosis de 20 l/m 3 . Parece serque se necesita mayor investigación para establecerclaramente las limitaciones y la efectividad a largoplazo de varios aditivos inhibidores de corrosión.

Acero de refuerzo revestido de epóxicos. EnEstados Unidos, el refuerzo revestido de epóxicos(RRE) se usó en tableros de puentes durante los añossetenta, y en rampas de estacionamientos durante losaños ochenta. Se estima que Estados Unidos tieneaproximadamente 27 mil tableros de puentes conRRE, la mayoría localizados en regiones en donde seusaron químicos descongelantes. En algunos casos,por ejemplo, el puente Seven Mile en Key West,Florida, se informó acerca del comportamientoinsatisfactorio del concreto RRE. Los problemas conlas primeras estructuras de concreto RRE seatribuyeron por lo regular a revestimiento de epóxicosinapropiado, falta de adherencia del epóxico,recubrimiento inadecuado y otros errores deconstrucción. Una encuesta en 1993 de tableros depuente de RRE de 18 a 20 años de edad en 14estados, en la que las estructuras fueron expuestas aciclos de congelación y deshielo, mostró que eranecesario poco mantenimiento, o que no lo era, desdela instalación de las estructuras. 27 Sin embargo, unaencuesta de 1996 sobre los estacionamientos quecontenían refuerzo revestido de epóxicos en concretomostró que únicamente 70 por ciento de losencuestados indicaron que el comportamiento habíasido como se esperaba. 28 De acuerdo con elInstituto del Acero de Refuerzo para el Concreto, losusuarios de la industria sienten que el uso del acerorevestido de epóxico en garajes de estacionamientoagrega de 10 a 15 años de protección antes de quecomience la corrosión. Aparentemente es demasiadopronto para responder la pregunta sobre si el uso deRRE ofrece o no protección a largo plazo contra lacorrosión de una manera rentable.
Protección catódica del concreto reforzado. Lastécnicas de protección catódica involucran lasupresión del flujo de corriente en la celda galvánica,ya sea por la provisión externa de corriente en ladirección opuesta o por el uso de ánodossacrificatorios. El método de la corrienteexternamente aplicada se usa comúnmente para laprotección contra la corrosión en estructuras deconcreto reforzado, contaminado con cloruros. Los

investigadores, incluyendo a Rasheduzzafar, haninformado sobre la degradación de la adherencia entreel acero y el concreto, probablemente debido a laacumulación de iones de sodio y potasio, lo que dacomo resultado el ablandamiento del concreto en lainterface aceroconcreto. 28 Se encontró que ladegradación de la adherencia aceroconcreto seincrementaba al aumentar la densidad de corrienteimpresa y el contenido de cloruro del concreto.
Recubrimientos de superficie. De acuerdo conSwamy y Takinawa, cuando se aplican recubrimientosde superficie o de barrera a la superficie de concretopara protegerlo contra el ataque externo, tienen unalarga historia de efectividad, pero con altibajos. 29Esto se debe a la disponibilidad de un amplio rangode recubrimientos de barrera y al hecho de que losrecubrimientos de tipos genéricos similares puedenvariar considerablemente en cuanto a lascaracterísticas de difusión. Los autores utilizaron unrecubrimiento ahulado acrílico altamente elástico quemostró excelentes propiedades técnicas y uncoeficiente de difusión muy bajo. La efectividad deeste recubrimiento para preservar la durabilidad delconcreto, incluyendo el control de la expansión dañinaálcalisílice en el concreto, quedó claramentedemostrada. Se necesita mayor investigación paraestablecer el desempeño a largo plazo y larentabilidad de los recubrimientos de superficie.
Concretos con altos volúmenes de ceniza volantey escoria
Actualmente, la producción anual de ceniza volanteen el mundo es del orden de 450 millones detoneladas. Únicamente cerca de 25 millones detoneladas, es decir, 6 por ciento del total de cenizavolante disponible, se está usando como unapuzolana en cementos portland combinados o enmezclas de concreto. El favorable comportamientoambiental del concreto puede realzarseconsiderablemente si la tasa de utilización de cenizavolante por parte de la industria del concreto seacelera en los países productores de ceniza. Los

países en donde se dispone de grandes cantidadesde escoria de alto horno como un subproducto,pueden igualmente beneficiarse con el uso de grandesvolúmenes de escoria granulada, ya sea como unaditivo del concreto o como un aditivo en lamanufactura de cementos portland con escoria. Sedan a continuación ejemplos de concretos con altovolumen de ceniza volante y escoria.
Concreto estructural. Los estudios hechos porMalhotra 30 con mezclas de concreto superfluidificado han mostrado que cuando se limita la relacióna/mc a 0.3 o menos, puede reemplazarse hasta 60por ciento de cemento con ceniza volante clase F oclase C (ASTM C 618 ) para obtener excelentescaracterísticas de resistencia y durabilidad. Porejemplo, una mezcla de prueba conteniendo 150 kg/m3 de cemento tipo 1 según ASTM, 200 kg/m 3 deceniza volante clase F según ASTM, 102 kg/m 3 deagua, 1,220 kg/m 3 de agregado grueso, 810 kg/m 3 ,de agregado fino y 7 l/m 3 de superfluidificador dio 8,55 y 80 MPa ( 84, 580 y 843 kg/cm 2 ) de resistenciaa la compresión a 1, 28 y 182 días, respectivamente.A partir de extensas pruebas de laboratorio, 30,31 sellegó a la conclusión de que las características delmódulo de elasticidad de Young, fluencia, contracciónpor secado, y congelación y deshielo del concreto conalto volumen de ceniza volante (AVCV), soncomparables a las del concreto de cemento portlandnormal. Es notable que el concreto con altosvolúmenes de ceniza volante mostrara resistenciaexcepcionalmente alta a la permeación de agua ypenetración de iones de cloruro. Estosdescubrimientos son de considerable importanciadesde el punto de vista de la durabilidad de lasestructuras, incluyendo el control de corrosión delacero de refuerzo en el concreto expuesto aambientes de cloruros. Por lo tanto, el uso delconcreto superfluidificado AVCV puede, a fin decuentas, tener el mejor valor agregado de la cenizavolante en la industria de la construcción.
Presas de concreto compactado con rodillo.Desde los años ochenta, el concreto compactado con
rodillos (CCR) se ha aceptado en todo el mundo comoel método más rápido y económico para laconstrucción de presas de mediana altura. Deacuerdo con Dunstan, hasta finales de 1992 sehabían construido aproximadamente cien presas CCRen 17 países diferentes. 32 Las mezclas con un altocontenido de pasta CCR contienen habitualmente 250kg/m 3 de material cementante, del cual 70 u 80 porciento es una puzolana. La ceniza volante se hausado como una puzolana en la mayoría de laspresas CCR. La presa Upper Still Water en EstadosUnidos requirió 1.24 millones de metros cúbicos deconcreto que contenía 79 kg/m 3 de cemento portlandy 173 kg/m 3 de ceniza volante. En total, se utilizaronmás de 200 mil toneladas de ceniza volante con bajocontenido de calcio en seis diferentes plantas degeneración de energía eléctrica. Se necesitarongrandes volúmenes de materiales puzolánicos para lapresa Zungeru en Japón, que contiene 5 millones demetros cúbicos de CCR, y la presa Longton, de 217 mde altura, en China, contendrá 7.5 millones de metroscúbicos de CCR. Todavía más, de acuerdo conDunstan, incluso la ceniza volante no estándar estásiendo usada exitosamente como un componente delas mezclas CCR. 32 Por ejemplo, la mezcla CCRpara la construcción de la presa Platanovrissi, de 95m de altura, en Grecia, contiene 35 kg/m 3 decemento portland y 250 kg/m 3 de una ceniza volanteque tiene un contenido inusualmente alto de calcio (42por ciento de CaO en total). La ceniza volante segenera en las estaciones termoeléctricas que usanlignito como combustible, y que fue pretratado(pulverizado e hidratado) antes de usarse.
Pavimentos de concreto para carreteras. Deacuerdo con Golden, aproximadamente 70 por cientode las carreteras con bajo volumen y las carreteras deacceso local en Estados Unidos requieren sermejoradas. Considerando los ahorros en costo queresultan del reemplazo del cemento con grandesvolúmenes de ceniza volante, el Instituto deInvestigación de Energía Eléctrica (EPRI = ElectricPower Research Institute) financió varios proyectosde demostración. En Dakota del Norte, durante los

veranos de 1988 y 1989, se construyeron 20 mil m 3de pavimento de concreto de 20 cm de espesor con“pozocreto”, que es una mezcla de concreto con aireincluido que tiene una relación de 0.43 de a/mc, y uncontenido de 100 kg/m 3 de cemento portland y 220kg/m 3 de ceniza volante con alto contenido decalcio. Los proyectos de demostración en Kansas hanusado exitosamente ceniza volante, tanto con bajocomo con alto contenido de calcio, en mezclas parapavimento de concreto (de 10 a 20 por ciento deceniza volante por masa del concreto). Unacaracterística innovadora de este proyecto fue lautilización de concreto triturado proveniente de lospavimentos viejos como una fuente de agregadogrueso en la mezcla de concreto para el nuevopavimento.
Mamposterías base y terraplenes. La aplicación degrandes volúmenes de ceniza volante y de ceniza enla base de pavimentos de carreteras puede incluir laestabilización del suelo, mamposterías base parapavimento, terraplenes y bordes de carretera. Deacuerdo con Golden, en 1989 se usaron más de 350mil toneladas de ceniza volante para la construcciónde un terraplén en una autopista de Pennsilvania. 33En Georgia se han usado mezclas de cementotratadas con ceniza volante como mampostería baseen secciones de prueba de carreteras. En Michiganse está usando la ceniza volante con alto contenidode carbón a una tasa de 300 mil toneladas por añopara la construcción de mampostería base y bordesde carreteras.
Cemento con altos volúmenes de escoria. Cadaaño se producen aproximadamente 100 millones detoneladas de escoria de alto horno en el mundo. Sutasa de utilización como material cementante esbastante baja debido a que en muchos paísesúnicamente una pequeña porción de la escoria estádisponible en la forma granulada, que es cementante.Aunque se permiten cementos portland combinadosque contengan hasta 65 por ciento de escoria, deacuerdo con las especificaciones estándar del ASTM,generalmente el contenido de escoria de los

cementos comerciales no excede de 50 por ciento.
Un trabajo reciente de Lang y Geisler sobre uncemento de escoria de alto horno alemán (405 m 2/kg de superficie específica) que contenía 77.8% deescoria, mostró que se obtuvieron excelentescaracterísticas mecánicas y de durabilidad enmezclas de concreto superfluidificado con 455 kg/m 3de contenido de cemento y una relación de a/mc de0.28. 34 La resistencia a la compresión a edades de1, 2, 7 y 28 días fue de 13, 37, 58 y 91 MPa (133,379, 590 y 914 kg/cm 2 ) respectivamente. Elconcreto mostró buena resistencia a la carbonatación,penetración de líquidos orgánicos, ciclos decongelación y deshielo (sin aire incluido) ydescascaramiento por sales.
Agregado de concreto reciclado
Por varias razones, el reuso del desecho de concretopor la industria de la construcción está adquiriendocada vez mayor importancia. Esto se refleja en variosdocumentos de investigación de diferentes paísesque estuvieron presentes en una sesión especialsobre concreto para el mejoramiento ambiental, enuna reciente conferencia internacional, “Concreto alServicio de la Humanidad», que se llevó a cabo enDundee, Escocia. Además de la protección ambiental,la conservación de recursos de agregados naturales,la carencia de tierra para la eliminación de desechos yel costo cada vez mayor del tratamiento de desechosantes de su eliminación, son los principales factoresresponsables del interés creciente en el reciclado deconcreto de desecho como agregado.
De acuerdo con Hendriks, actualmente los países dela Unión Europea producen 200 millones de toneladasde desechos de edificios y de demoliciones cada añoy se espera que esta cantidad se duplique en 10años. 35 En los Países Bajos, donde el reciclado dedesechos se ha convertido en una gran industriadesde los años setenta, 60 por ciento de losdesechos de demolición se reusa. Uchikawa yHanehera estimaron que 29 millones de toneladas,

que representan un tercio de los 86 millones detoneladas de desechos de construcción producidos enJapón en 1992, consistían de escombros de concreto.36 Doce millones de toneladas fueron recicladascomo agregado para la base de carreteras, y el restofue eliminado. Saeki y Shimura informaron sobre elcomportamiento satisfactorio de agregado de concretoreciclado como material para base de carreteras enlas regiones frías. 37 En Estados Unidos, en 1983, setrituró el concreto deteriorado del pavimento de unasupercarretera de 9 km de largo en Michigan, y elcascajo se usó como agregado para el concreto quese necesitaba para la construcción del nuevopavimento. 8
El uso final del agregado recuperado del desecho deconcreto depende de su limpieza y sanidad, lascuales se controlan por la fuente de origen de losescombros y la tecnología de procesamiento. Elagregado recuperado del concreto premezcladosobrante en los patios de premoldeado y en lasplantas de concreto premezclado generalmente estálimpio y es similar en propiedades al agregado virgen.Los escombros del concreto provenientes de lademolición de pavimentos de carreteras y estructurashidráulicas requieren ser tamizados para remover losfinos. Muchos estudios de laboratorio y de campo hanmostrado que la fracción de tamaño del escombro deconcreto que corresponde al agregado grueso puedeemplearse satisfactoriamente como un sustituto delagregado natural. Una comparación de laspropiedades del concreto a partir de agregadosnaturales y a partir de concreto reciclado muestra quelos últimos darían, al menos, dos tercios de laresistencia a la compresión y del módulo deelasticidad del agregado natural. 8
Los escombros de demolición de edificios son másdifíciles de manejar. Por lo regular, el concreto estácontaminado con constituyentes perjudiciales talescomo madera, metales, vidrio, yeso, papel, plástico ypintura. En combinación con la demolición selectivade componentes de edificios, tales desechos puedenmanejarse de una manera rentable procesándolos en
diversos subflujos que se pueden reciclarseparadamente. Es evidente que, debido al costo delprocesamiento, a veces el agregado de concretoreciclado de los escombros de edificios puede sermás caro que el agregado natural. Sin embargo, estasituación cambiará rápidamente a medida que lasfuentes naturales de agregados de calidad lleguen aescasear y los costos alternativos de la eliminaciónde desechos se incluyan en el análisis económico.
Análisis costobeneficio
No se ha publicado mucha información sobremateriales y costos de construcción. Los informes nopublicados pueden proporcionar algunos datos útiles.Sin embargo, los costos varían considerablemente deun país a otro, e inclusive dentro de un país. Además,debido a la experiencia insuficiente, no existen datossólidos sobre el análisis costobeneficio de lastecnologías que se han desarrollado recientementepara el mejoramiento de la vida de servicio de lasestructuras de concreto reforzado expuestas acondiciones ambientales agresivas.
Gerwick intentó examinar los aspectos económicosdel problema de la durabilidad del concreto. 38Comparando el costo relativo de las medidasatenuantes comúnmente recomendadas para controlarel deterioro del concreto debido a la corrosión delacero de refuerzo (como un porcentaje del costoprimero de la estructura del concreto basado en losprecios de 1994, en los países occidentales), puedellegarse a las siguientes conclusiones a partir de losdatos de Gerwick:
El uso de la ceniza volante o escoria como unreemplazo parcial del cemento portland no involucraun incremento en los costos. De hecho, puederesultar en costos menores. Al reducir la relacióna/mc con un superfluidificador, se incrementa el costoen 2 por ciento. El incremento del costo sería de 5 porciento si se usara también humo de sílice.
El uso de un aditivo inhibidor de corrosión o un

refuerzo revestido de epóxicos incrementa el costo en8 por ciento. Si se usan ambos, el costo seincrementará en 16 por ciento.
El uso de recubrimientos externos para la proteccióncatódica del concreto de la estructura requiere unaumento del costo de 20 a 30 por ciento.
Evaluación de los avances recientes
Cualquier ejercicio de valoración de la tecnología parajuzgar el impacto de los recientes avancestecnológicos sobre la industria del concreto como untodo tendrá que ser subjetivo. El autor ha diseñado unsistema de clasificación arbitrario para evaluar cadaavance en las siguientes categorías: complejidad dela tecnología, costo inicial de los materiales y laconstrucción, costo del ciclo de vida, comportamientoambiental del producto e impacto futuro sobre laindustria del concreto en su conjunto. Se asignangrados relativos de bajo, moderado y alto a cadatecnología en las cinco categorías. A partir de losresultados tabulados que se muestran en la tabla 1,se pueden sacar las siguientes conclusiones:
1. Debido a las complejas tecnologías delprocesamiento, los altos costos y el bajocomportamiento ambiental de los productos, pareceser que los cementos libres de macrodefectos, lascerámicas químicamente adheridas y los morteros enpolvo reactivo, tendrán un impacto insignificantesobre la industria del concreto como un todo.
2. Las mezclas de concreto superfluidificado con osin humo de sílice y los concretos autocompactantes,continuarán teniendo un nicho en la industria delconcreto. Debido a la cohesividad y a la altacontracción autógena, estos concretos requieren uncuidado especial en el acabado y el curado y, por lotanto, se espera que tengan únicamente un impactomoderado en la industria.
3. Debido a la simplicidad de la tecnología, el bajocosto inicial, la alta durabilidad y el alto grado de

aceptación ambiental del producto, se espera que elconcreto superfluidificado con altos volúmenes deceniza volante o de escoria tenga un alto impacto enla industria del concreto. Se espera tambiénconsiderable investigación y desarrollo en el área decombinaciones ternarias que contienen cementoportland, humo de sílice o ceniza de cáscara de arrozy grandes volúmenes de ceniza volante o escoria.
4. Es demasiado pronto para predecir el futuro de losinhibidores de corrosión, las varillas de refuerzorecubiertas de epóxicos, los recubrimientos desuperficie y tecnología de protección catódica.Cuando se compara con los concretos con altosvolúmenes de ceniza volante o escoria, su alto costoy su bajo comportamiento ambiental seránevidentemente una desventaja importante.
Referencias
1. Mehta, P.K., «Durability of concrete –Fifty years ofprogress?», Durability of concrete, SP126, AmericanConcrete Institute, Farmington Hills, Mich., 1991, pp.131.
2. Malhotra, V.M., «Superplasticizers: their effect onfresh and hardened concrete», Concrete International,vol. 3, núm. 5, mayo de 1981, pp. 6181.
3. Collepardi, M., «Superplasticizers and airentrainingagents State of the art and future needs», Concretetechnology: Past, present and future, SP144,American Concrete Institute, Farmington Hills, Mich.,1994, pp. 399416.
4. Malhotra, V.M., «Innovative applications ofsuperplasticizers in concrete –A review», Advances inconcrete science and technology, Proceedings, MCollepardi Symposium, Roma, octubre de 1997, pp.271314.
5. Nagataki, S., «Present state of superplasticizers inJapan», Fifth CANNMET / ACI InternationalConference on Superplasticizers and Other Chemical

Admixtures in Concrete, SP173, American ConcreteInstitute, Farmington Hills, Mich., 1998.
6. Yonezawa, T., «The contribution of fluidityimproving technology to the widespread use of highstrength concrete», en R.K. Dhir y P.C. Hewlett[eds.], Concrete in the service of mankind –Radicalconcrete technology, E & FN Spoon, 1996, pp. 525542.
7. Tanaka, Y.O., S. Matsuo, A. Ohta y M. Ueda,‘‘Anew admixture for highperformance concrete’’, op.cit., pp. 291300.
8. Mehta, P.K. y P.J.M. Monteiro, Concrete:microstructure, properties and materials, McGrawHillCollege Custom Series, 1996, 548 páginas.
9. Roy, D.M. y M.R. Silsbee, «Novel cements andconcrete products for application in the 21st Century»,Concrete technology, past, present and future, SP144, American Concrete Institute, Farmington Hills,Mich., 1994, pp. 349382.
10. Richard, P. y M.H. Cheyrezy, « r eactive powderconcretes with high ductility and 200800 MPacompressive strength», ibid., pp. 507518.
11. Mehta, P.K. y P.C. Aïtcin, « principles underlyingthe ptoduction of highperformance concrete»,Cement, concrete and aggregates, ASTM, vol. 12,núm. 2, 1990, pp.7078.
12. Aïtcin, P.C., «The art and science of highperformance concrete», Advances in concretescience and technology, Proceedings, M. CollepardiSymposium, Roma, octubre de 1997, editor: P.K.Mehta, pp. 107124.
13. Goodspeed, C.H., S. Vanikar y R. Cook, «Highperformance concrete defined for highway structures»,Concrete International, vol. 18, núms. 2 y 8, febrero yagosto de 1996.

14. Mehta, P.K., «Durability –Critical issues for thefuture», Concrete International, vol. 19, núm. 7, juliode 1997, pp. 2733.
15. Hoff, G.C., «Concrete for offshore structures», enMalhotra, V.M. [ed.], Advances in concretetechnology, CANNMET, Ottawa, Canadá, 1994, pp.83124.
16. Langley, W.S., R. Gilmour y E. Trompsch, «TheNorthumberland strait bridge project», Advances inconcrete technology, SP154, American ConcreteInstitute, Farmington Hills, Mich., 1995, pp. 543564.
17. Bremmer, T.H. y T.A. Holm, «High performancelightweight concrete –A review», ibid., pp. 120.
18. Morgan, D.R., «New developments in shotcrete ofrepair and rehabilitation», Advances in concretetechnology, CANNMET, Ottawa, Canadá, 1994. pp.675720.
19. Hayakawa, M., Y. Matsuoka y K. Yokota,«Application of superworkable concrete in theconstruction of a 70story building in Japan»,Advances in concrete technology, SP154, AmericanConcrete Institute, Farmington Hills, Mich., 1995, pp.381398.
20. Fukute, T., A. Moriwaka, K. Sano y K. Hamasaki,«Development of superworkable concrete for multifunctional structures», ibid., pp. 335356.
21. Nagataki, S. Y H Fujiwara, «Selfcompactingproperty of highly flowable concrete», ibid., pp. 301314.
22. Ogawa, A., K. Sakata y S. Tanaka, «A study ofreducing shrinkage of highly flowable concrete», ibid.,pp. 5572.
23. Okamura, H., «Selfcompacting highperformanceconcrete», Concrete International, vol. 19, núm. 7,julio de 1997, pp. 5054.

24. Berke, N.S., y T.G. Weil, «Worldwide review ofcorrosion inhibitors in concrete», en V.M.Malhotra[ed.], Advances in concrete technology, CANNMET,Ottawa, Canadá, 1994, pp. 891914.
25. Gaidis, J.M. y A.M. Rosenberg, «The inhibition ofchlorideinduced corrosion in reinforced concrete bycalcium nitrite», Cement, concrete and aggregates,ASTM, vol. 9, núm. 1, 1987, pp. 3033.
26. Nmai, C.K., S.A. Farrington y G.S. Bobrowski,«Organic based corrosion inhibiting admixture forreinforced concrete», Concrete International, vol. 4,núm. 4, abril de 1992, pp. 4551.
27. «CRSI asseses performance of epoxycoatedreinforcing steel», AntiCorrosion Times, boletín delConcrete Reinforcing Steel Institute, Schaumburg. III,vol. 14, núm. 2, 1997, pp. 35.
28.Rasheeduzzafar, M.G. Ali y G.J. AlSulaimani,«Degradation of bond between reinforcing steel andconcrete due to cathodic protection currents», ACIMaterials Journal, vol. 90, núm. 1, enerofebrero de1993, pp. 815.
29. Swamy, R.N. y S.Tanikawa, «Surface coatings topreserve concrete durability», Protection of concrete,Chapman and Hall, 1990, pp. 149165.
30. Malhotra, V.M., «CANNMET investigationsdealing with highvolume fly ash concrete», in V.M.Malhotra [ed.], Advances in concrete technology,CANNMET, Ottawa, Canadá, 1994, pp. 445482.
31. Sivasundaram, V., A. Bilodeau y V.M. Malhotra,«Effect of curing conditions on highvolume fly ashconcrete made with ASTM type I and III cements andsilica fume», Advances in concrete technology, SP154, American Concrete Institute, Farmington Hills,Mich., 1995, pp. 509530.
32. Dunstan, M.R.H., «Future trends in rollercompacted concrete construction», Concrete

technology:past, present and future, SP144,American Concrete Institute, Farmington Hills, Mich.,1994, pp. 307324.
33. Golden, D.M., «US power industry’s activities toexpand coal ash utilization», Proceedings, Workshopon fly ash utilization, Seúl, Corea, 1997.
34. Lang, E. Y J.F. Geisler, «Use of blast furnaceslag cement with high slag content for highperformance concrete», en R.K. Dhir y P.C. Hewlett[eds.], Concrete in the service of mankind –Radicalconcrete technology, E. & FN Spon, 1966, pp. 6776.
35. Henriks, Ch.F., «Recycling and reuse as a basisfor sustainable development in construction industry»,in R.K. Dhir y T.M.. Dyer [eds.], Concrete in theservice of mankind –Concrete for environmentenhancement, E & FN Spon, 1996, pp. 4354.
36. Uchikawa, H. y S. Hanehara, «Recycling ofconcrete waste», ibid., pp. 163172.
37. Saeki, N. y K. Shimura, «Recycled concreteaggregate as a roadbase material in cold regions»,ibid., pp. 157162.
38. Gerwick, B.C., «The economic aspects ofdurability –How much added expense can bejustified», en K.H.Khayat y P.C. Aïtcin [eds.],Proceedings, P.K. Mehta Symposium on Durability ofConcrete, Niza, Francia, 1994.
Kumar Mehta es miembro del ACI y autor denumerosos estudios sobre las propiedades delconcreto y materiales cementantes para laconstrucción.
Este artículo se publicó en Concrete International y sereproduce con la autorización del American ConcreteInstitute.
Instituto Mexicano del Cemento y del Concreto,A.C.
Revista Construcción y Tecnología Octubre 2000
Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE

El IMCYC recibe lacertificación ISO 9002
Desde su fundación en 1959, el IMCYC no ha dejado de avanzar en elcamino que le señalan sus objetivos, con la mirada puesta en lasnecesidades del país pero atento siempre a los adelantos que elconocimiento y la tecnología iban teniendo en el mundo. En este sentido,sus actividades en la investigación, enseñanza y difusión de las técnicasque permiten hacer un uso más racional, económico y eficiente del cementoy del concreto han estado en todo momento al día con los tiempos, tratandode incorporar lo mejor de lo realizado dentro y fuera de las fronterasnacionales.
Para hacer frente a la «falsa concepción del concreto como un productode baja tecnología que puede elaborarse con personal incompetente, sinconocimientos ni habilidades específicas», concepción que afectaseriamente la calidad de las construcciones, «el IMCYC ha enfocado suaccionar –según declaraciones de su director general, el arquitecto HeraclioEsqueda Huidobro– en cuatro actividades fundamentales para el desarrollode la calidad en el sector de la construcción: la primera se refleja en nuestro
Al revisar los principales
desarrollos efectuados
durante los últimos 30
años en materia de
tecnología del concreto, el
autor –un reconocido
especialista, por cierto–
hace una
evaluación crítica de
diversas tecnologías a la
luz de tres criterios: costo
de los materiales y la
construcción, durabilidad
de las estructuras e
incidencia en el ambiente.
También
pronostica el impactofuturo de cada una en laindustria del concreto en
su conjunto.
Para evaluar la

apoyo decidido para impulsar la normatividad que permite regular la calidadde los productos, procesos y personas involucrados en la construcción; lasegunda, en nuestras labores de promoción y difusión de las tecnologíasque han probado mejorar la calidad y durabilidad de las obras; la tercera, endesarrollar una fuerte labor de enseñanza del concreto y la certificación delos conocimientos y habilidades necesarios para trabajarlo con calidad; ypor último, la cuarta, ofrecer los servicios técnicos de laboratorio y asesoríaque requieren nuestros clientes para implantar la calidad en sus procesosconstructivos».
Esta labor constante del IMCYC en pro de la calidad de las obras deconcreto es una de las razones por las cuales se ha convertido en unreferente importante para quienes se dedican a la industria del cemento y elconcreto tanto en México como en el resto de América Latina. Así lodemuestran su poder de convocatoria cada vez que organiza encuentrosinternacionales, las permanentes solicitudes que atiende su Centro deInformación, las asesorías que brinda su personal técnico, la asistencia queregistran sus cursos de capacitación y, más recientemente, la buenarecepción que ha tenido la inclusión de su Diplomado en Tecnología delConcreto en la red Internet.
El reconocimiento de su compromiso por elevar la calidad y seguridad delas obras hace que se requiera su participación en comités dedicados a larevisión y difusión de distintas normas y reglamentos. Desde 1980 haparticipado activamente con el Sistema Nacional de Acreditamiento deLaboratorios de Prueba (Sinalp) y prosiguió en este esfuerzo cuando elorganismo se transformó en la Entidad Mexicana de Acreditación (EMA).Asimismo, el IMCYC ha colaborado con la Dirección general de Normas(DGN) de la Secofi, el American Concrete Institute (ACI), el SistemaNacional de Calibración (SNC) y el Centro Nacional de Metrología (Cenam)en el desarrollo de pruebas intercomparativas, verificaciones de equipopatrón y en el desarrollo de normas para el sector de la construcción.
Sus participaciones más recientes las ha efectuado en la revisión delreglamento de construcciones, con el gobierno del Distrito Federal; en eldesarrollo de la norma de competencia laboral para supervisores de obrasde concreto, con el Consejo Nacional de Normalización de CompetenciasLaborales (Conocer), y en la revisión de diversas normas Sinalp / EMA.
Teniendo en cuenta lo anterior, la decisión de certificar su sistema para elaseguramiento de la calidad bajo la norma ISO 9002 era un paso que tardeo temprano se iba a dar.
El proceso que llevó a la certificación
Cuando se le preguntaron al arquitecto Esqueda Huidobro las razones de lacertificación del Instituto en la norma ISO 9002, respondió: «Debemossujetarnos a los sistemas normativos que promueven la calidad y la
Para evaluar laconveniencia deutilizar una u otraherramienta en el
acabado desuperficies sin
correr el riesgo desellarlas antes detiempo, en función
de evitar eldescascaramiento
prematuro delconcreto exterior,
los autoresrealizaron una
serie de pruebascon diferentesconcretos y
combinaciones deherramientas. En
este artículoexponen los
resultados a losque llegaron.

eficiencia porque así aseguramos que nuestro trabajo cumple con lasexpectativas de calidad, economía y durabilidad en las construcciones quedemanda y paga la sociedad».
Así las cosas, a finales de 1998 se iniciaron las labores para definir ydocumentar la política y los objetivos del IMCYC respecto a la calidad, elestablecimiento de nuevas responsabilidades entre su personal y unrenovado compromiso para mejorar la calidad en la información, losproductos y los servicios que actualmente ofrece a empresas yprofesionales de la construcción.
Cada una de las personas que trabaja en el IMCYC se comprometió aponer en práctica esquemas verdaderos de calidad, y así lo hizo, por lo quehay que decir que el sistema de aseguramiento de la calidad con que hoyse cuenta es resultado de las grandes dosis de tiempo y esfuerzo queaportó todo el personal.
Se dedicaron cuatro cursos al conocimiento de la norma y la comprensiónde sus efectos en las operaciones del Instituto. El comité para elaseguramiento de la calidad se reunió en más de 70 ocasiones para revisarlas prácticas existentes y adaptar sus procesos a los requerimientos de lanorma. El personal se aplicó a la elaboración y revisión de procedimientos yparticipó activamente en tres series de auditorías internas.
Producto de este gran esfuerzo conjunto es el certificado que elOrganismo Nacional de Normalización y Certificación de la Construcción yla Edificación le otorgó al IMCYC por la conformidad de su sistema decalidad con los requisitos de la norma ISO 9002. Esta acreditación da fe deque los sistemas para asegurar la calidad en los procesos, productos yservicios del Instituto ya han sido implantados y se encuentran enoperación.
Qué significa esto internamente para los directivos del Instituto puedeapreciarse en las siguientes palabras de su director general:
«Pronto empezamos a ver algunos frutos. A pesar de la experiencia queteníamos en la implementación de normas ASTM, ACI, NMX, NOM,relacionadas con las pruebas que realizamos en nuestros laboratorios,encontramos nuevos beneficios, que podemos enunciar así:
l Garantizar que nuestros laboratorios cuentan con procedimientos deprueba consistentes, de alta calidad y precisión.
l Establecer procedimientos de mejora continua en todos nuestrosproductos y servicios.
l Mejorar los procedimientos para el entrenamiento y capacitación denuestros empleados.

l Atender de manera expedita las quejas y sugerencias de nuestros clientes.
l Asegurar a nuestros asociados, miembros y clientes que recibenproductos y servicios con una calidad uniforme ISO 9002.»
Los servicios que brinda el IMCYC
Los servicios que el IMCYC ofrece a instituciones, empresas y particularesson variados y están ahora certificados por la norma ISO 9002. Además delas actividades de investigación, enseñanza y difusión, comprenden lasasesorías y las pruebas de laboratorio.
Quien desee controlar la calidad de sus obras, hacer que las mismassean más seguras y durables, disponer de asesoría para prevenir, evaluar oreparar daños de diversa índole, encontrará en estos servicios soportetécnico y soluciones que le permiten aprovechar al máximo las ventajas delcemento, el concreto y sus tecnologías.
Los laboratorios del IMCYC cuentan con una amplia lista de métodos deprueba acreditados nacional e internacionalmente para realizar los estudiosde verificación de calidad que requieren las industrias del cemento, delconcreto, de la prefabricación y de la construcción en general.
En el área del concreto, de los agregados y de los prefabricados se llevana cabo pruebas validadas desde 1988 por el Sinalp y que posteriormentequedaron a cargo de la EMA.
En el nivel internacional, el ICBO le otorgó en noviembre de 1999 laacreditación de 33 métodos de prueba de conformidad con el UBC paraevaluar materiales y métodos de construcción.
Asesoría en Tecnología del Concreto
La experiencia demuestra que el diseño, la composición y el control decalidad de las mezclas son determinantes en la calidad y la durabilidad deuna obra. En este campo, el IMCYC ofrece soporte técnico para el estudio yselección de aditivos, cementos y agregados; el desarrollo o revisión deespecificaciones de los materiales elaborados a partir de cemento; lasupervisión del proceso de producción del concreto; el aseguramiento de lacalidad en cada una de las etapas del proceso constructivo; la evaluaciónde estructuras dañadas por fuego, sismo, corrosión u otros agentes, desdeel punto de vista de los materiales componentes del concreto, y laevaluación, investigación y el desarrollo de nuevos materiales y productos apartir de cemento.
Asesoría en Vías Terrestres

La larga experiencia que posee el IMCYC en la supervisión de pavimentosde concreto hidráulico, ya sea para aplicaciones urbanas, como paracarreteras, pistas aeroportuarias, e incluso en pisos industriales,comerciales, recreativos y estacionamientos, le permite ofrecer asesoríatécnica en todas las etapas del proyecto de construcción de carreteras deconcreto hidráulico; servicios de mecánica de suelos; servicios para elcontrol de compactaciones con equipo nuclear gage; estudios de evaluacióny conservación de pavimentos urbanos y carreteros, pisos industriales, dealmacenaje y recreativos, y trabajos de peritaje por disputas técnicoeconómicas con alcance legal en problemas de pavimentación y pisos deconcreto.
Asesoría Técnica en Estructuras
Cuando la seguridad estructural de construcciones en proceso o yaterminadas está en entredicho, el IMCYC ofrece servicios de evaluación defallas constructivas o daños por diversas causas y tambiénrecomendaciones para su rehabilitación. En este sentido, ofrece revisionesestructurales de obras de concreto hidráulico; pruebas de carga, monitoreosísmico y evaluación de las propiedades mecánicas de los materialesempleados; tercerías relacionadas con la evaluación estructural de edificiosconstruidos o en proceso de construcción, y revisión y elaboración deespecificaciones desde el punto de vista estructural en nuevos procesosconstructivos.
Laboratorio de Cemento
Este laboratorio proporciona servicios que permiten evaluar la calidad delcemento y su comportamiento con los materiales con los que se combinapara formar el concreto y otros productos. Se pueden mencionar así laevaluación de la calidad del cemento hidráulico y otros estudios paraseleccionar el tipo de cemento más adecuado según el tipo de exposición aque va a estar sujeto el concreto; el estudio de la calidad del agua que seva a emplear en la fabricación del concreto; estudios de minerales diversosempleados en la construcción; estudio de intemperismo acelerado,contenido de partículas ligeras, partículas deleznables, porcentaje decloruros y sulfatos; estudio de la reactividad álcali del cemento y la sílicereactiva del agregado; estudio de pruebas especiales tales como ladeterminación del calor de hidratación, el análisis petrográfico de losagregados y del concreto endurecido, etc.; análisis para conocer las causasquímicas por las cuales un concreto presenta fisuras o destrucción, yanálisis para caracterizar el comportamiento de los componentes delconcreto en cuanto a su durabilidad.
Laboratorio de Concreto
Verifica la calidad y las cualidades de los materiales que se van a utilizar ytambién la calidad de las mezclas. Realiza estudios para comprobar el

cumplimiento de las especificaciones o para evaluar las cualidades físicasy mecánicas de elementos estructurales de concreto, para detectar agentesagresivos y otros que permiten emitir dictámenes sobre la calidad,durabilidad o daños que presenta el concreto. Ofrece los servicios de diseñode mezclas para que cumplan con determinadas especificaciones;determinación del módulo elástico y del coeficiente de deformación diferidadel concreto; evaluación de estructuras de concreto dañadas; evaluación demateriales prefabricados; análisis del comportamiento del concretoreforzado; evaluación de nuevos materiales para ciertos sistemasconstructivos; evaluación de paneles con sus pruebas a compresión,flexión, impacto, etc., y servicios en el área de geotecnia.
Laboratorio de Metrología
Este laboratorio cuenta con el apoyo directo del Centro Nacional deMetrología que funge como laboratorio primario en nuestro país y ofreceservicios de calibración en las magnitudes de fuerza y masa tanto enMéxico como en el extranjero. En el área de fuerza, el IMCYC ofreceservicios de calibración de máquinas de prueba uniaxiales y otrosinstrumentos de prueba en los que se aplique esta magnitud. En el área demasa, ofrece servicios de calibración de instrumentos para pesar de bajoalcance. Cuenta con instrumentos de medición con trazabilidad al PatrónNacional, tanto en el área de fuerza como en masa, que permitenproporcionar los servicios de calibración de máquinas de prueba paraensaye a compresión de cilindros de concreto, flexión de vigas, y otrosprefabricados; servicio de calibración para máquinas a compresiónutilizadas en análisis de suelos; calibración de instrumentos para pesar, yservicio de limpieza, ajuste y mantenimiento de las máquinas de ensaye.
Certificación de Competencias Laborales
Desde sus inicios, el IMCYC se ha preocupado por ofrecer diversosprogramas educativos que promueven la especialización y la actualizaciónen el campo de la construcción. Sin embargo, en los últimos 10 años susprogramas educativos han estado orientados a la enseñanza deconocimientos y habilidades que desarrollan un desempeño competente y ala normalización que permite certificar las competencias laborales dequienes trabajan con el concreto en la obra.
Así, el Instituto ha participado continuamente en el desarrollo de normasde competencia laboral en el campo de la construcción para el Conocer y delos programas que desde 1991 mantiene en conjunto con el ACI para lacertificación de técnicos laboratoristas y supervisores de obras de concreto.
El diseño de cursos, diplomados y programas de certificación cuenta conel soporte del comité de actividades de enseñanza, que está conformadopor profesionales destacados y líderes en la teoría y la práctica del diseño,la investigación y la construcción con concreto.

Entre los nuevos desarrollos del IMCYC para la enseñanza del concretose encuentra el concepto de Educación sin Fronteras, cuya metodolgíahace posible impartir cursos y diplomados a distancia con un fuerte soporteen Internet.
Además de los programas y cursos de certificación y capacitación, elárea de enseñanza coordina seminarios nacionales e internacionales, foros,simposios y congresos que responden a las necesidades de actualizaciónde los participantes.
Centro de Información
Considerado el centro de información del concreto más importante deAmérica Latina, posee un gran acervo bilbiográfico y hemerográfico queintegran infinidad de libros especializados y suscripciones a revistasinternacionales. En su sala de lectura puede consultarse así la informaciónmás actualizada sobre temas relacionados con la tecnología del concreto,diseño, materiales, concretos especiales, porcedimientos de construcción,pavimentos rígidos y muchos otros. Su email es el siguiente:[email protected].
Publicaciones
Las publicaciones técnicas del IMCYC difunden el conocimiento modernodel concreto y ayudan a consolidar una cultura que promueve elprofesionalismo en sus aplicaciones. El fondo editorial cuenta con más de70 títulos publicados, entre los que se incluyen normas internacionalesrequeridas para la certificación de productos, procesos y personasrelacionados con la construcción. Gracias a su vinculación con importantesinstituciones del extranjero, el IMCYC posee los derechos de traducción ycomercialización de las normas de construcción más importantes en paísesde habla hispana.
La revista Construcción y Tecnología, con más de 40 años de circulaciónen el medio y un tiraje de 10 mil ejemplares mensuales, brinda al lector unaconstante actualización en lo relativo a las tecnologías del concreto, al dara conocer los últimos desarrollos e investigaciones que se realizan enMéxico y otros países. En sus páginas se encuentra igualmente interesantey variada información sobre diseño, especificaciones, materiales deconstrucción, prácticas constructivas, normatividad, obras relevantes, entreotros temas de interés para el ingeniero, el arquitecto y el constructor deobras de concreto. También el estudiante, el empresario, el docente y elinvestigador pueden aprovechar los aportes de especialistas nacionales yextranjeros cuyo conocimiento y experiencia enriquecen su contenido.
Servicios en Internet
Los nuevos sistemas de comunicación electrónica han aumentado lacapacidad de comunicación y difusión del Instituto. Han permitido ellanzamiento del primer diplomado de Tecnología del Concreto a través deInternet para ingenieros, arquitectos y constructores de América Latina.
La Red IMCYC ha ampliado la presencia nacional e internacional delInstituto. El sitio (http://www.imcyc.com), los boletines y el correoelectrónicos han permitido expandir los servicios y ofrecer apoyo a losusuarios del cemento y el concreto durante las 24 horas del día en los 365días del año.
Membresía IMCYC
La Membresía IMCYC es un programa de afiliación voluntaria quecontribuye a aumentar el potencial técnico y competitivo de diseñadores,constructores y usuarios del concreto en el campo de la construcción.
Los miembros IMCYC cuentan con una variedad de privilegios ydescuentos en publicaciones, cursos y servicios técnicos. Además, seintegran a una amplia red de contactos y reciben información de vanguardiaque desarrolla sus capacidades e incrementa la calidad de su desempeñoprofesional.
Los comités del programa de membresías participan en investigaciones yen la publicación de libros, documentos, cursos, normas técnicas y decompetencia laboral que contribuyen al mejoramiento de la calidad en laconstrucción. Son el Comité de Estructuras, el de Pavimentos, el deTecnología de Concretos y Morteros, el de Actividades de Enseñanza, el deDifusión y el de Premiación.
Reconocimientos al IMCYC anteriores a la certificación ISO 9002
Entre los reconocimientos de que ha sido objeto el IMCYC, se puedemencionar que desde 1991 cuenta con la acreditación del AmericanConcrete Institute (ACI) para otorgar la certificación de supervisores deobras de concreto. En cuanto a sus laboratorios, desde 1988 conservan elmayor número de pruebas materiales y métodos de construcciónacreditados ante el Sinalp / EMA, y también son acreditados por la EMAsus servicios de metrología para la calibración de equipos de prueba en lasáreas de masa y fuerza. Además, desde 1999 sus métodos de pruebaestán acreditados por la International Conference of Building Officials(ICBO) para evaluar materiales y métodos de construcción que se exportana Estados Unidos y otros países que utilizan el Uniform Building Code(UBC). Es un orgullo para el IMCYC poder presentarse como el primerlaboratorio en América Latina que recibió esta acreditación.

La experiencia vista desde dentro
Así expresa el arquitecto Heraclio Esqueda Huidobro, director general delIMCYC, la vivencia del proceso que condujo a la certificación:
«Sabíamos que el reto para ofrecer productos y servicios de calidad a laaltura de la norma ISO 9002 iba a ser enorme. Los tiempos y el esfuerzoque desarrollaron los gerentes, y en general el personal del IMCYC, en ladocumentación de los procedimientos y en su ajuste a la norma fueron enprincipio incalculables.
«Tal vez la parte más difícil del proceso estuvo en la humildad necesariapara cambiar la mentalidad del que interviene en el desarrollo de unanormatividad y ubicarla en la mentalidad del aprendiz, con la aperturarequerida para iniciar una nueva aventura en el conocimiento y suaplicación. Nuestros gerentes y su personal sabían que los procedimientosoperativos funcionaban bien. Pero, cuando iniciamos la documentación yhubo que hacer algunos cambios en nuestros procedimientos paraajustarlos a los requisitos de la norma, fue necesario romper con la viejafilosofía de ’no arreglar lo que no está mal‘, para movernos hacia un procesode mejora continua.
«Posteriormente, el reto se tradujo en encontrar los tiempos para poderhacer todo aquello que se requirió para documentar los procedimientos queveníamos desarrollando y adecuarlos a los requisitos de la norma ISO 9002.
«Durante la implementación, no encontré objeciones al sistema decalidad, pero sí dos inconformidades: había demasiado papeleo burocráticoy muy poco tiempo para documentar y ajustar los procedimientos a lanorma. En realidad, la gente tenía cierta razón pues el tiempo que hubo queinvertir en cuatro cursos de capacitación, 70 reuniones y gran cantidad detrabajo individual para documentar e implantar los procedimientos, lo estimosuperior a las 3 mil horas / hombre.»
Instituto Mexicano del Cemento y del Concreto, A.C.Revista Construcción y Tecnología
Octubre 2000Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE

Punto de encuentro
Semiramis Intercontinental Cairo / Segunda Conferencia
Internacional sobre
Comercio, Transporte y Manejo del Cemento en el OrienteMedio, África del Norte y Océano Índico
3 y 4 de octubre en El Cairo, Egipto
Informes:Tel.: +44 (0)208669 5222Fax: +44 (0)208669 9926Email: [email protected]://www.nettradecenter.com/intercem
Convención Anual de The National Drilling Association
Del 5 al 8 de octubre en San Diego, California, EUA
Informes: Tel: 614798.8080Fax: 6147982255Email: [email protected]site: www.nda4u.com

6ª. Conferencia Internacional CANMET / ACI /Superfluidificadores y otros aditivos químicos en el concreto
Del 10 al 13 de octubre en Niza, FranciaInformes: V.M. Malhotra, CANMETFax: 6139929389
2° Simposium Internacional sobre Elementos Finitos en 3Dpara Análisis, Diseño e Investigación
Del 11 al 13 de octubre en Charleston, West Virginia, EUARel.: (304) 2933031, ext. 2367Email: [email protected]
SimposioForo Agustín Codazzi Geografía, cartografía,planificación territorial, urbanismo, ingeniería, arquitectura
26 y 27 de octubre en Caracas, VenezuelaInformes: Prof. Juan José Pérez Rancel, Facultad de Arquitectura yUrbanismo Tel: (582) 605 2065 (Comisión de Posgrado), 605 2014(Centro de Información y Documentación)Fax: (582) 605 2017 (Comisión de posgrado)Email: [email protected]
Séptimo Seminario Internacional NCB sobre Cemento yMateriales de Construcción
Del 21 al 24 de noviembre de 2000 en Nueva Delhi, India Informes:Tel.: 91129524205156 / 524617475 y 5241963Fax: 911295242100 y 91116258868
El Intercambio de las Américas / Conferencia IRF sobre las
tecnologías de caminos y construcción
Del 7 al 9 de diciembre en Miami Beach, Florida, EUAInformes:Fax: +1 (414) 2722672www.theamericasechange.com
Simposio
Internacional sobre Concreto de Alto Desempeño
Del 10 al 15 de diciembre en Hon Kong y Shenzhen, ChinaInformes:http://home.ust.hk/~cehpcEmail:[email protected]
Instituto Mexicano del Cemento y delConcreto, A.C.
Revista Construcción y Tecnología Octubre 2000
Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE
Nuevos productos yequipos
Clasificadora de agregados
La criba Lucky Grizzly es una unidad adaptable, portátil yduradera que satisface las demandas de contratistasgrandes y pequeños, que ahorra tiempo y dinero al mismotiempo que hace más eficiente el trabajo de clasificacióndel agregado.
Tiene un diseño simple que elimina la necesidad decomponentes costosos mecánicos, hidráulicos oeléctricos. Libre de mantenimiento, la criba Grizzly sólonecesita unos pocos golpes de la cubeta cargadora enla parte superior del marco de clasificación de tamañopara autolimpiarse. Una combinación opcional de varillaalterna permite dos diferentes aberturas de separaciónpara clasificar tamaños.
Excavadora y cargadora
La excavadora de clase industrial Contractor TLB20de Allmand ofrece una profundidad de excavación de2.25 m. El cilindro doble de la excavadora, con giroacojinado hidráulico de 180 grados, permite precisión
de trabajo en áreas estrechas. El cargador de la unidadtiene una capacidad máxima para levantar 770 kg y unafuerza excavadora de 1,100 kg. La altura máxima decarga es de 2.28 metros.
La excavadora de Allmand tiene un motor de gasolinaenfriado por aire que genera 22 caballos a 3,600 rpm ypesa 1,400 kilogramos.
Suelo de seguridad
El diseño ergonómico del suelo de seguridad Altro (unalámina de vinilo de 2 mm de espesor con granos deabrasivo cuidadosamente dosificado en todo suespesor) le da una textura especial y lo haceantideslizante incluso en las condiciones másdesfavorables: suelo húmedo y pies descalzos o concalzado ligero de goma.
Sin embargo, la particularidad que más se apreciaexteriormente es su carácter continuo, sin grietas ofisuras, ni siquiera en las uniones con los muros o conotros elementos estructurales o accesorios del recinto.Esta propiedad es también la que más influye en el altonivel de higiene que se consigue: no hay lugar en estasuperficie homogénea y continua para que se acumulesuciedad o se desarrollen gérmenes.
Mezcladora de lodos
Alslur Concrete Equipment presenta la nuevamezcladora de lodos ALSLUR II para la industria delconcreto premezclado. Entre sus características ybeneficios se cuentan los siguientes: elimina laformación de esferas de cemento y homogeinizacompletamente el cemento, el agua y los aditivos;mejora la inclusión de aire para lograr rendimiento yuniformidad; reduce la contaminación de polvo al

mínimo; disminuye el desgaste por el tránsito de lasmezcladoras y permite una planta más limpia; facilita elmantenimiento y la limpieza total al final del día.
Instituto Mexicano del Cemento y delConcreto, A.C.
Revista Construcción y Tecnología Octubre 2000
Todos los derechos reservados
ARTICULOANTERIOR
ARTICULOSIGUIENTE