ALGORITMIZACIÓN DE LA METODOLOGÍA PARA EL DISEÑO …
28
CD de Monografías 2016 (c) 2016, Universidad de Matanzas “Camilo Cienfuegos” ISBN: XXX-XXX-XX-XXXX-X ALGORITMIZACIÓN DE LA METODOLOGÍA PARA EL DISEÑO DE TECNOLOGÍAS DE SOLDADURA MANUAL POR ARCO ELÉCTRICO CON ELECTRODO REVESTIDO DE ACEROS Ing. Alexey Laguardia Ibáñez 1 , M.Sc. Omar López Armas 2 , Ing. Jorge Ernesto Pérez Pedroso 3 , Dr.C. Ramón Quiza Sardiñas 4 1. EMPET División Matanzas, Zona Industrial km 4½, Matanzas, Cuba. EMail: alexey@divmtzas.empet.cupet.cu 2. Grupo de Investigación en Fabricación Avanzada y Sostenible (GIFAS), Universidad de Matanzas. Autopista a Varadero km 3½, Matanzas 44740, Cuba. Teléfono: +(53)45261432, Web: http://gifas.umcc.cu, EMail: [email protected], [email protected] 3. Empresa Industrial Ferroviaria «José Valdés Reyes», Carretera a Máximo Gómez, km 1½, Cárdenas, Matanza, EMail: [email protected]
Transcript of ALGORITMIZACIÓN DE LA METODOLOGÍA PARA EL DISEÑO …
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
ALGORITMIZACIÓN DE LA METODOLOGÍA PARA EL DISEÑO
DE TECNOLOGÍAS DE SOLDADURA MANUAL POR ARCO
ELÉCTRICO CON ELECTRODO REVESTIDO DE ACEROS
Ing. Alexey Laguardia Ibáñez1, M.Sc. Omar López Armas2,
Ing. Jorge Ernesto Pérez Pedroso3, Dr.C. Ramón Quiza Sardiñas4
1. EMPET División Matanzas, Zona Industrial km 4½, Matanzas,
Cuba. EMail: [email protected]
2. Grupo de Investigación en Fabricación Avanzada y Sostenible
(GIFAS), Universidad de Matanzas.
Autopista a Varadero km 3½, Matanzas 44740, Cuba.
Teléfono: +(53)45261432, Web: http://gifas.umcc.cu,
EMail: [email protected], [email protected]
3. Empresa Industrial Ferroviaria «José Valdés Reyes»,
Carretera a Máximo Gómez, km 1½, Cárdenas, Matanza, EMail: [email protected]
1
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Resumen
La soldadura de metal por arco eléctrico con electrodos revestidos es un proceso popular
para uniones de piezas y componentes mecánicos. La selección de los parámetros
apropiados para el proceso es un aspecto importante con vistas a obtener uniones soldadas
de calidad. Con el objetivo de desarrollar una aplicación informática con este propósito, en
este trabajo se llevó a cabo la formalización y algoritmización de la metodología para
diseñar tecnologías de soladura manual por arco eléctrico con electrodos revestidos de
aceros. La metodología propuesta tiene en cuenta las normas actualmente vigentes en Cuba,
así como otras de amplio uso internacional. Así mismo, incorpora los avances del estado
del arte en este campo. La metodología incluye la selección de preparaciones de bordes, de
electrodos y de los parámetros del proceso. También permite calcular el tiempo y los costos
del proceso.
Palabras claves: Soldadura manual por arco eléctrico; Metodología; Algoritmo
1 Introducción
La soldadura manual por arco eléctrico (shielded metal arc welding, SMAW) es uno de los
procesos tecnológicos más difundidos para la unión de piezas y componentes metálicos,
especialmente, de aceros. Aunque el diseño de tecnologías de SMAW no es excesivamente
complejo (especialmente si se compara con otros procesos, como el maquinado), al tener
que aplicarse, normalmente, a un grupo grande de costuras, se vuelve una tarea tediosa y
repetitiva, propensa a errores humanos.
Teniendo en cuanta lo anterior, el diseño de tecnologías de SMAW es susceptible de ser
automatizado utilizando técnicas informáticas. Aunque existen productos de software con
este propósito, su costo es elevado y no siempre se adaptan a los requerimientos de la
industria cubana. Por otro lado, otros productos desarrollados en Cuba, tal como Soldasoft
se han quedado obsoletos tanto por los algoritmos y datos que utiliza como por su
compatibilidad con los sistemas operativos contemporáneos.
El desarrollo de una aplicación con este propósito está lejos de ser trivial, ya que no sólo
reviste alta complejidad desde el punto de vista computacional, sino que los propios
algoritmos y expresiones de cálculos están dispersas en las diversas normativas vigentes en
Cuba o de uso común a nivel internacional y en la literatura especializada.
Como primer paso para la solución de este problema, se impone, entonces, la recopilación y
organización de esta información, por lo cual se define como objetivo general de este
trabajo, formalizar y algoritmizar la metodología del diseño de tecnologías de SMAW para
aceros.
2
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2 Metodología de Diseño de Tecnologías SMAW
2.1 Descripción general
El algoritmo general del diseño de tecnología de SMAW, consiste en cinco etapas
fundamentales. La primera etapa (Código 2.1, líneas 02…04) consiste en la entrada de los
datos requeridos para diseñar la tecnología: la geometría de la unión, las propiedades del
metal base y las características de la máquina de soldadura a utilizar.
Código 2.1 Diseño de tecnología de SMAW
01: INICIO ALGORITMO 02: ENTRAR: Datos de la unión 03: ENTRAR: Datos del metal base 04: ENTRAR: Datos de la máquina de soldadura 05: SELECCIONAR: Preparación de bordes 06: DETERMINAR: Esquema de soldadura 07: PARA Cada tipo de pasada (raíz, relleno y sellado) 08: SELECCIONAR: Electrodo 09: FIN PARA 10: CALCULAR: Número de pasadas 11: PARA Cada pasada 12: CALCULAR: Intensidad de la corriente 13: CALCULAR: Consumo de electrodo 14: CALCULAR: Consumo de energía eléctrica 15: CALCULAR: Tiempo tecnológico 16: FIN PARA 17: CALCULAR: Temperatura de precalentamiento 18: CALCULAR: Tratamiento térmico posterior 19: CALCULAR: Tiempo total 20: CALCULAR: Costos 21: SELECCIONAR: Equipamiento auxiliar 22: FIN ALGORITMO
En la segunda etapa (Código 2.1, líneas 05…06), se selecciona la preparación de bordes a
utilizar y se determina el esquema de soldadura para la costura (es decir, si se utilizarán
pasadas de raíz, de relleno y de sellado). En la tercera etapa (Código 2.1, líneas 07…10), se
seleccionarán los electrodos a utilizar en cada una de las etapas y se calculará el número de
pasadas. En la cuarta etapa (Código 2.1, líneas 11…16), para cada uno de los cordones a
realizar, se selecciona el electrodo a utilizar y se calculan los parámetros tecnológicos
(intensidad de la corriente, consumo de electrodos y de energía eléctrica, y costos del
proceso). Finalmente, en la quinta etapa (Código 2.1, líneas 17…21), se determina
parámetros tecnológicos comunes para toda la costura y se selecciona el equipamiento
auxiliar.
3
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2.2 Entrada de datos
2.2.1 Geometría de la unión
Le geometría de la unión soldada determina una parte importante de la tecnología con que
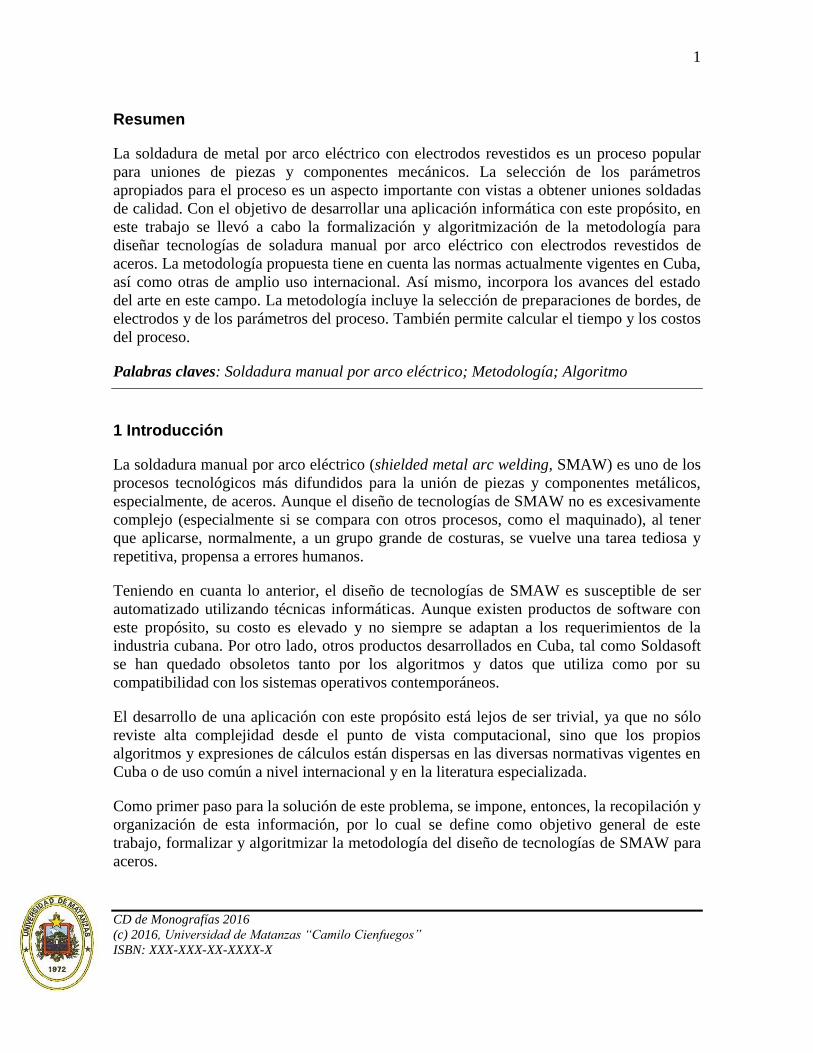
se elaborará y está dada por varios parámetros. En primer lugar, se tienen el tipo de junta y
el tipo de costura. El primero se caracteriza por la posición mutua de las piezas que se han
de soldar, en el lugar de su unión. La Fig. 2.1 muestra los tipos de juntas más comunes
(Schimpke et al. 1985).
Figura 2.1 Tipos de juntas en las uniones soldadas
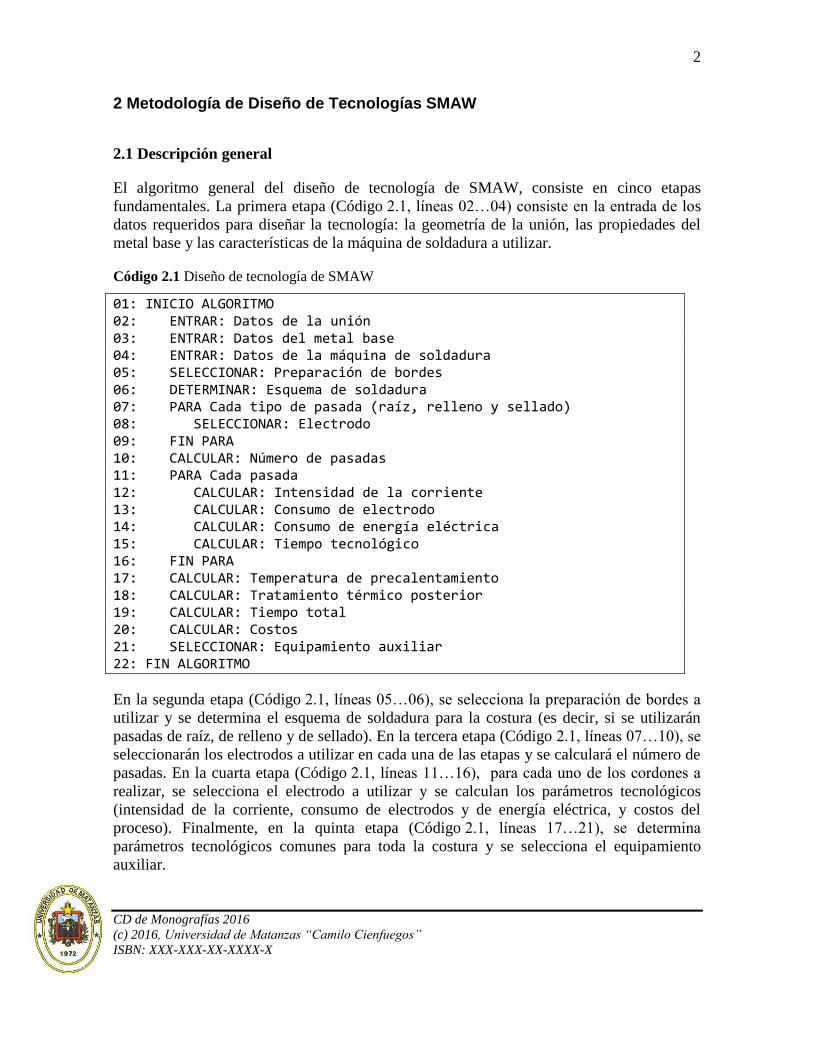
Por su parte, el tipo de costura tiene en cuenta, además, la clase y la preparación del perfil
del borde de las piezas a soldar (Schimpke et al. 1985). Los dos tipos de costura más
utilizados son a tope y en esquina (Fig. 2.2).
Figura 2.2 Tipos de costuras
en las uniones soldadas
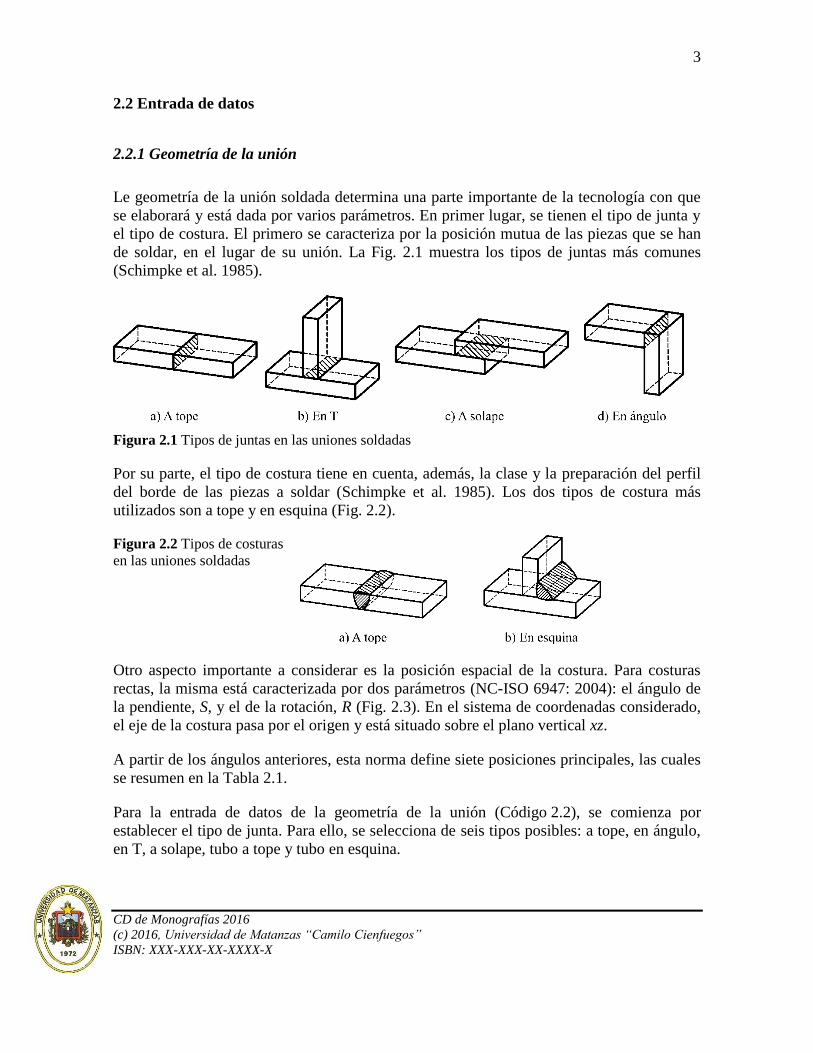
Otro aspecto importante a considerar es la posición espacial de la costura. Para costuras
rectas, la misma está caracterizada por dos parámetros (NC-ISO 6947: 2004): el ángulo de
la pendiente, S, y el de la rotación, R (Fig. 2.3). En el sistema de coordenadas considerado,
el eje de la costura pasa por el origen y está situado sobre el plano vertical xz.
A partir de los ángulos anteriores, esta norma define siete posiciones principales, las cuales
se resumen en la Tabla 2.1.
Para la entrada de datos de la geometría de la unión (Código 2.2), se comienza por
establecer el tipo de junta. Para ello, se selecciona de seis tipos posibles: a tope, en ángulo,
en T, a solape, tubo a tope y tubo en esquina.

4
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Figura 2.3 Definición de la
pendiente y la rotación de una
costura (NC-ISO 6947: 2004)
Tabla 2.1 Posiciones principales de soldadura (NC-ISO 6947: 2004)
Símbolo Denomi-
nación, R
Pendiente,
S
Rotación,
R Esquema
PA Plana 0°
180°
90°
90°
PB Horizontal
vertical
0°
0°
180°
180°
45°
135°
45°
135°
PC Horizontal
0°
0°
180°
180°
0°
180°
45°
180°
PD Horizontal
bajo techo
0°
0°
180°
180°
225°
315°
225°
315°
PE Bajo techo 0°
180°
270°
270°
PF Vertical
ascendente 90° -
PG Vertical
descendente 270° -
5
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Código 2.2 Entrada de la geometría de la unión
01: INICIO 02: ENTRAR: Junta {A_tope, En_ángulo, En_T, A_solape, ... Tubo_a_tope, Tubo_en_esquina } 03: SI ((Junta = A_Tope) O (Junta = En_ángulo)) 04: ENTRAR: Posición {PA, PC, PE, PF} 05: ENTRAR: T [Espesor] 06: ENTRAR: L [Longitud] 07: SINO SI ((Junta = En_T) O (Junta = A_solape)) 08: ENTRAR: Posición {PA, PB, PC, PD, PE, PF, PG} 09: ENTRAR: T [Espesor], T1 [Espesor_1] 10: ENTRAR: L [Longitud] 11: SINO SI (Junta = Tubo_a_tope) 12: ENTRAR: Posición {PC, PF, PG} 13: ENTRAR: T [Espesor] 14: ENTRAR: D [Diámetro] 15: L = 3.1416*D [Longitud] 16: SINO SI (Junta = Tubo_en_esquina) 17: ENTRAR: Posición {PB, PD, PF, PG} 18: ENTRAR: T [Espesor], T1 [Espesor_1] 19: ENTRAR: D [Diámetro] 20: L = 3.1416*D [Longitud] 21: FIN SI 22: FIN
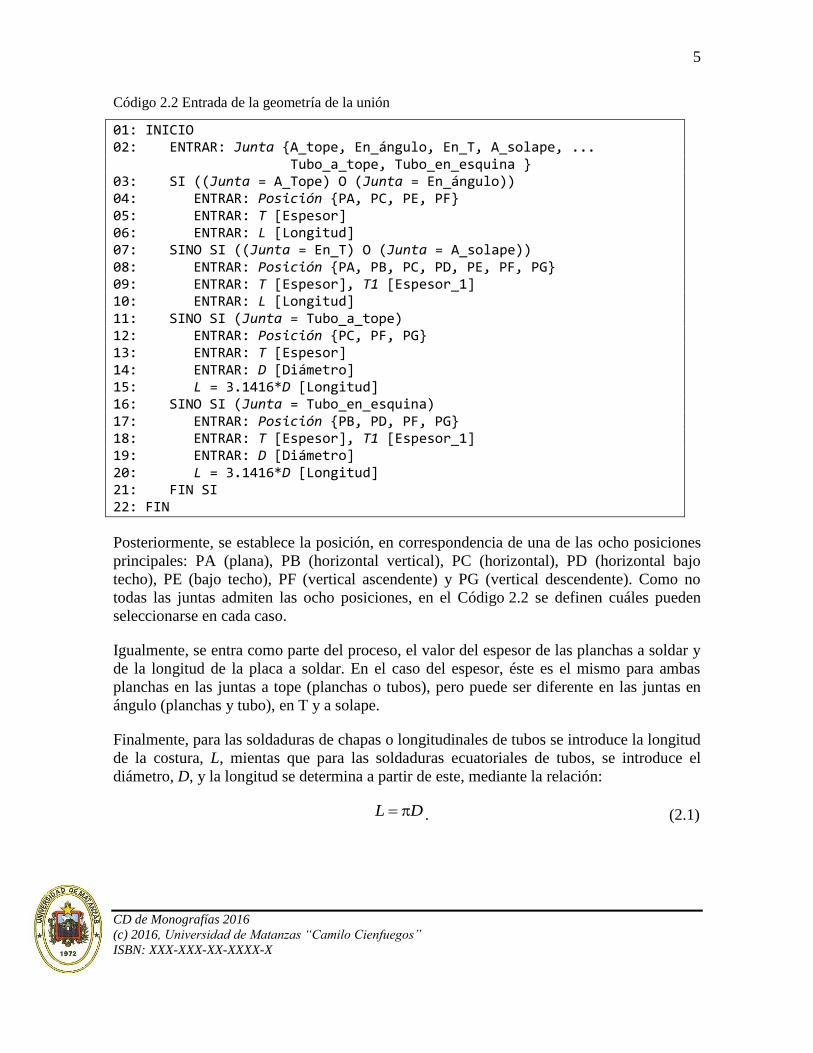
Posteriormente, se establece la posición, en correspondencia de una de las ocho posiciones
principales: PA (plana), PB (horizontal vertical), PC (horizontal), PD (horizontal bajo
techo), PE (bajo techo), PF (vertical ascendente) y PG (vertical descendente). Como no
todas las juntas admiten las ocho posiciones, en el Código 2.2 se definen cuáles pueden
seleccionarse en cada caso.
Igualmente, se entra como parte del proceso, el valor del espesor de las planchas a soldar y
de la longitud de la placa a soldar. En el caso del espesor, éste es el mismo para ambas
planchas en las juntas a tope (planchas o tubos), pero puede ser diferente en las juntas en
ángulo (planchas y tubo), en T y a solape.
Finalmente, para las soldaduras de chapas o longitudinales de tubos se introduce la longitud
de la costura, L, mientas que para las soldaduras ecuatoriales de tubos, se introduce el
diámetro, D, y la longitud se determina a partir de este, mediante la relación:
L D . (2.1)

6
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2.2.2 Metal base
Dentro de la metodología propuesta se considerarán, como metal base, sólo los aceros, al
formar estas aleaciones la inmensa mayoría de las piezas soldadas por tecnología SMAW.
Al establecer las características del metal base (Código 2.3), el primer paso es especificar el
tipo de acero (al carbono, de baja aleación o inoxidable). También se requiere la norma que
ampara el acero y el grado (marca) del mismo.
Para todos los aceros, se requiere entrar el valor de la tensión de rotura, TS. Con respecto a
la composición química, para los aceros al carbono se establecen los valores de carbono,
silicio y manganeso, mientras que para los bajoaleados e inoxidables, además, se indican
los de cromo, níquel, molibdeno, vanadio, niobio, titanio, tungsteno, cobre y aluminio, al
ser estos elementos los que influyen (significativamente) en el proceso de soldadura.
Código 2.3 Entrada del metal base
01: INICIO 02: ENTRAR: Tipo_Material {Al_carbono, Aleado, Inoxidable} 03: ENTRAR: Norma y Grado 04: ENTRAR: TS [Tensión de rotura] 05: SI (Tipo_Material = Al_Carbono) 06: ENTRAR C, Si, Mn 07: SINO 08: ENTRAR C, Si, Mn, Cr, Ni, Mo, V, Nb, Ti, W, Cu, Al 09: FIN SI 10: FIN
2.2.3 Máquina de soldadura
Los datos de la máquina de soldadura que se requieren (Código 2.4) son, en primer lugar, la
marca (fabricante) y el modelo de la misma. Aunque esta información no es relevante para
establecer la tecnología, debe quedar reflejada en la especificación del proceso.
Código 2.4 Entrada de la máquina de soldadura
01: INICIO 02: ENTRAR: Marca y Modelo 03: ENTRAR: Tipo_Corriente {CC, CA} 04: ENTRAR: Imin [Corriente_Mínima] y Imax [Corriente_Máxima] 05: FIN
También debe establecerse el tipo de corriente que suministra la máquina de soldadura
(corriente continua [CC] o alterna [CA]) y los valores mínimo y máximo de la intensidad
de la corriente suministrada, Imin e Imax.

7
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2.3 Selección de la preparación de bordes y cantidad de pasadas
La preparación de bordes se selecciona (Código 2.5) a partir de una base de datos
correspondiente a las especificaciones de la NC-ISO 9692-1: 2011 (Tabla 2.2). En ella se
guardan, para cada preparación, el código de referencia, la designación de la preparación, el
tipo de junta para la que se aplica, el rango de espesores (mínimo y máximo) para los que
se puede utilizar, y la cantidad de pasadas de raíz y de sellado que requiere.
Código 2.5 Selección de la preparación de bordes
01: INICIO 02: Lista = [] 02: PARA CADA Preparación EN [Base_de_Datos] 03: SI ((Junta == Preparación->Junta) Y ... (T >= Preparación->Espesor_Mínimo) Y (T <= Preparación->Espesor_Máximo)) 04: ADICIONAR Preparación A Lista 05: FIN SI 06: FIN PARA 07: SELECCIONAR: Preparación DE Lista 08: DETERMINAR: Dimensiones 08: CALCULAR: A [Área de la sección del metal de aporte] 08: FIN
Tabla 2.2 Datos generales de las preparaciones de bordes
Ref. Designación Junta Espesor [mm] Pasadas
Mínimo Máximo Raíz Sellado
Costuras a tope unilaterales
1.1 Bordes levantados A tope 0 2 0 0
1.2.1 Sin preparación A tope 0 4 0 0
1.3 V simple A tope 3 10 1 0
1.4 V simple con respaldo A tope 16 ∞ 1 0
1.5 V simple con talón amplio A tope 5 40 1 0
1.6 U simple con raíz en V A tope 12 ∞ 1 0
Tabla 2.2 Datos generales de las preparaciones de bordes (cont.)
Ref. Designación Junta Espesor [mm] Pasadas
Mínimo Máximo Raíz Sellado

8
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Ref. Designación Junta Espesor [mm] Pasadas
Mínimo Máximo Raíz Sellado
1.7 V simple con raíz en V A tope 12 ∞ 1 0
1.8 U simple A tope 12 ∞ 1 0
1.9.1 Bisel simple En T 3 10 1 0
1.9.2 Bisel simple A tope 3 10 1 0
1.10 Bisel simple con respaldo En T 16 ∞ 1 0
1.11 J simple En T 16 ∞ 1 0
Costuras a tope bilaterales
2.1 Sin preparación A tope 0 8 0 0
2.2 V simple A tope 3 40 1 1
2.3 V simple con talón amplio A tope 10 ∞ 1 1
2.4 V doble con talón amplio A tope 10 ∞ 2 0
2.5.1 V doble A tope 10 ∞ 2 0
2.5.2 V doble asimétrica A tope 10 ∞ 2 0
2.6 U simple A tope 12 ∞ 1 1
2.7 U doble A tope 30 ∞ 2 0
2.8 Bisel simple A tope 3 30 1 1
2.9.1 Bisel doble En T 10 ∞ 2 0
2.9.2 Bisel doble A tope 10 ∞ 2 0
2.10 J simple En T 16 ∞ 1 1
2.11 J doble En T 30 ∞ 2 0
Costuras en esquina unilaterales
3.1.1 Sin preparación En T 2 ∞ 1 0
3.1.2 Sin preparación Solape 2 ∞ 1 0
3.1.3 Sin preparación Ángulo 2 ∞ 1 0
Costuras en esquina bilaterales
4.1.1 Sin preparación Angulo 3 ∞ 1 1
4.1.3 Sin preparación En T 2 ∞ 2 0
Para la selección, primero se determina cuáles de las preparaciones de la base de datos se
pueden emplear para el caso dado. Los criterios de selección son que corresponda al tipo de

9
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
junta establecido y que el espesor de la plancha sea admitido por la preparación. Una vez
determinados cuáles preparaciones son admisibles, se selecciona una de ellas y se extraen
las dimensiones de la tabla correspondiente (Tabla 2.3).
Tabla 2.3 Dimensiones de las preparaciones de bordes [mínimo|recomendado|máximo]
Refe-
rencia
Ángulo
del bisel,
[°]
Ángulo
del bisel,
[°]
Separación,
b [mm]
Espesor
del talón,
c [mm]
Profundidad
(o cateto),
h (k) [mm]
Radio,
r [mm]
1.1 - - - - t|t|t+1 t|t|t
1.2.1 - - t|t|t - - -
1.3 40|45|60 - 0|2|4 0|1|2 - -
1.4 - 5|15|20 5|10|15 - - -
1.5 60|60|60 - 1|2|4 2|3|4 - -
1.6 60|75|90 8|10|12 1|2|3 - 4|4|4 6|6|6
1.7 60|75|90 10|12|15 2|3|4 2|2|6 - -
1.8 - 8|10|12 0|2|4 0|2|3 - 6|6|6
1.9.1 - 35|45|60 2|3|4 1|1.5|2 0|0.5t|t -
1.9.2 - 35|45|60 2|3|4 1|1.5|2 - -
1.10 - 15|45|60 6|9|12 - - -
1.11 - 10|15|20 2|3|4 1|1.5|2 - 6|6|6
2.1 - - 0|t/2|t/2 - - -
2.2 60|60|60 - 0|1|3 0|1|2 - -
2.3 60|60|60 - 1|2|3 2|3|4 -
2.4 60|60|60 40|45|60 1|2|4 2|4|6 - -
2.5.1 60|60|60 40|45|60 1|2|3 0|1|2 (t-c)/2|(t-c)/2|(t-c)/2 -
2.5.2 60|60|60 40|45|60 1|2|3 0|1|2 t/3|t/3|t/3 -
2.6 - 8|10|12 1|2|3 5|5|5 - 6|6|6
2.7 - 8|10|12 0|1|3 3|3|3 (t-c)/2|(t-c)/2|(t-c)/2 6|6|6
2.8 - 35|45|60 1|2|4 0|1|2 - -
2.9.1 - 35|45|60 1|2|4 0|1|2 t/3|(t-c)/2|(t-c)/2 -
2.9.2 - 35|45|60 1|2|4 0|1|2 t/3|(t-c)/2|(t-c)/2 -

10
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.3 Dimensiones de las preparaciones de bordes (cont.)
Refe-
rencia
Ángulo
del bisel,
[°]
Ángulo
del bisel,
[°]
Separación,
b [mm]
Espesor
del talón,
c [mm]
Profundidad
(o cateto),
h (k) [mm]
Radio,
r [mm]
2.10 - 10|15|20 1|2|3 2|2|t/3 - 8|8|8
2.11 10|15|20 0|2|3 2|2|t/5 (t-c)/2|(t-c)/2|(t-c)/2 6|6|6
3.1.1 - - 0|1|2 - 0|t|∞ -
3.1.2 - - 0|1|2 - 0|t|t -
3.1.3 - - 0|1|2 - 0|t|t -
4.1.1 - - 0|1|2 - 0|t|t -
4.1.3 - - 0|1|2 - 0|t|∞ -
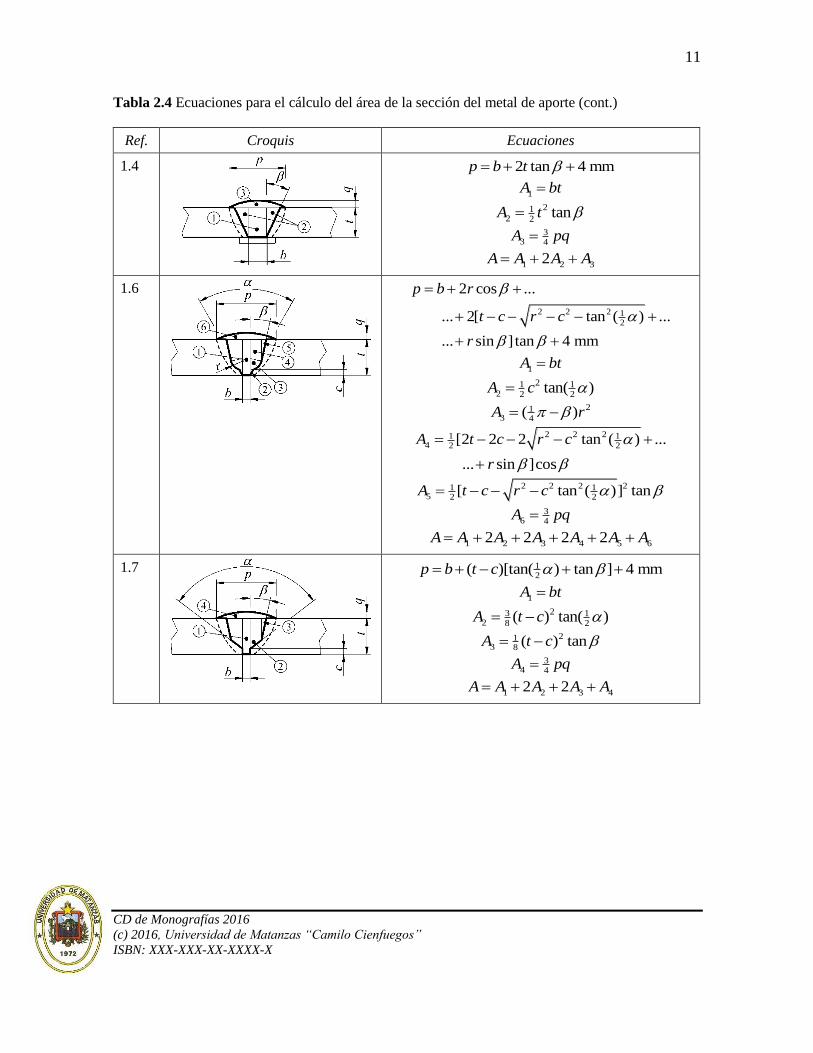
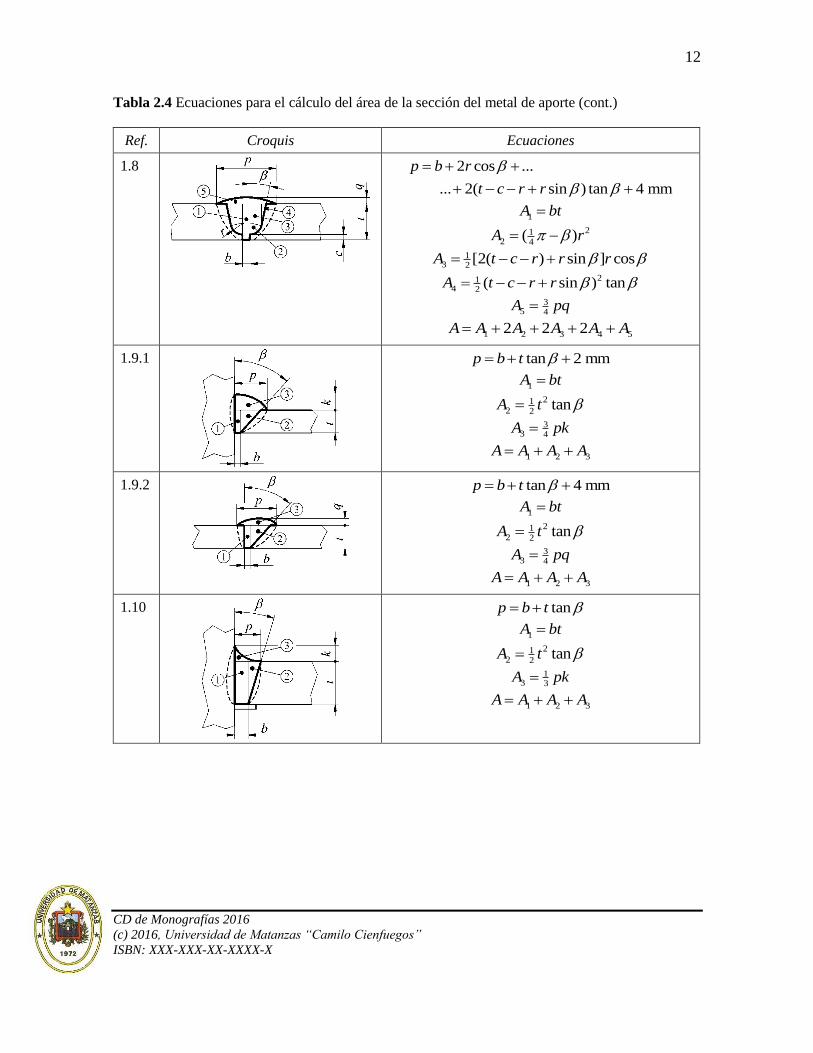
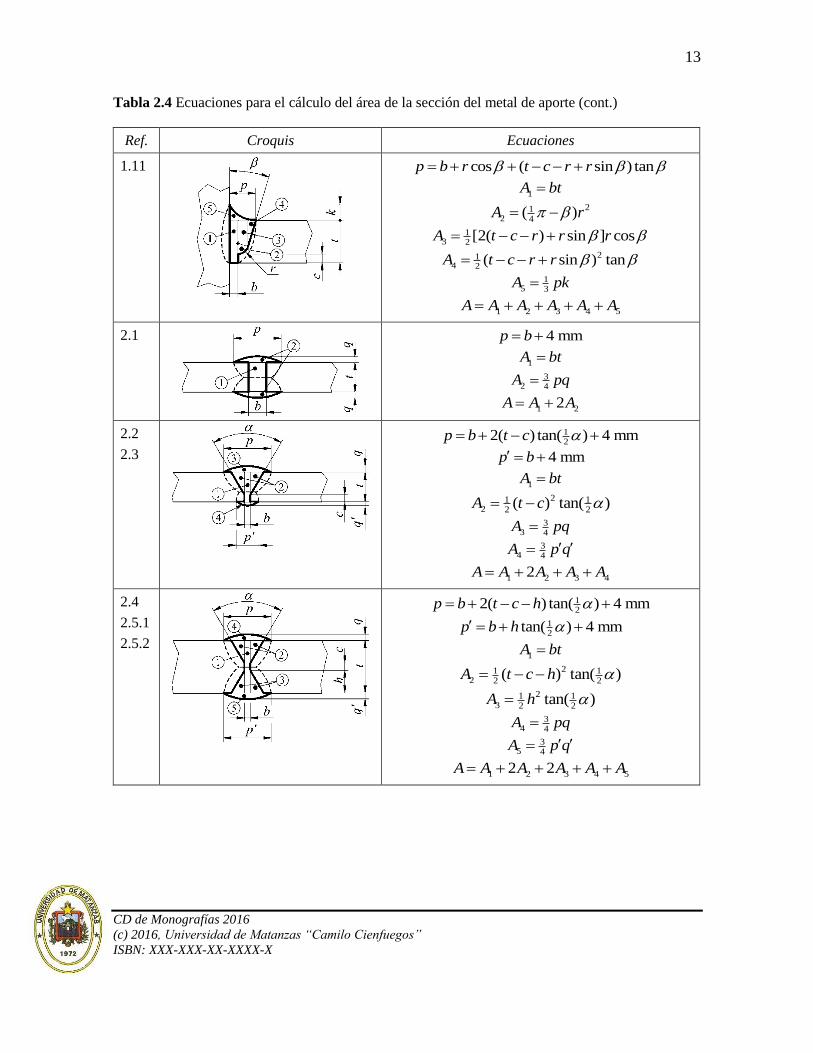
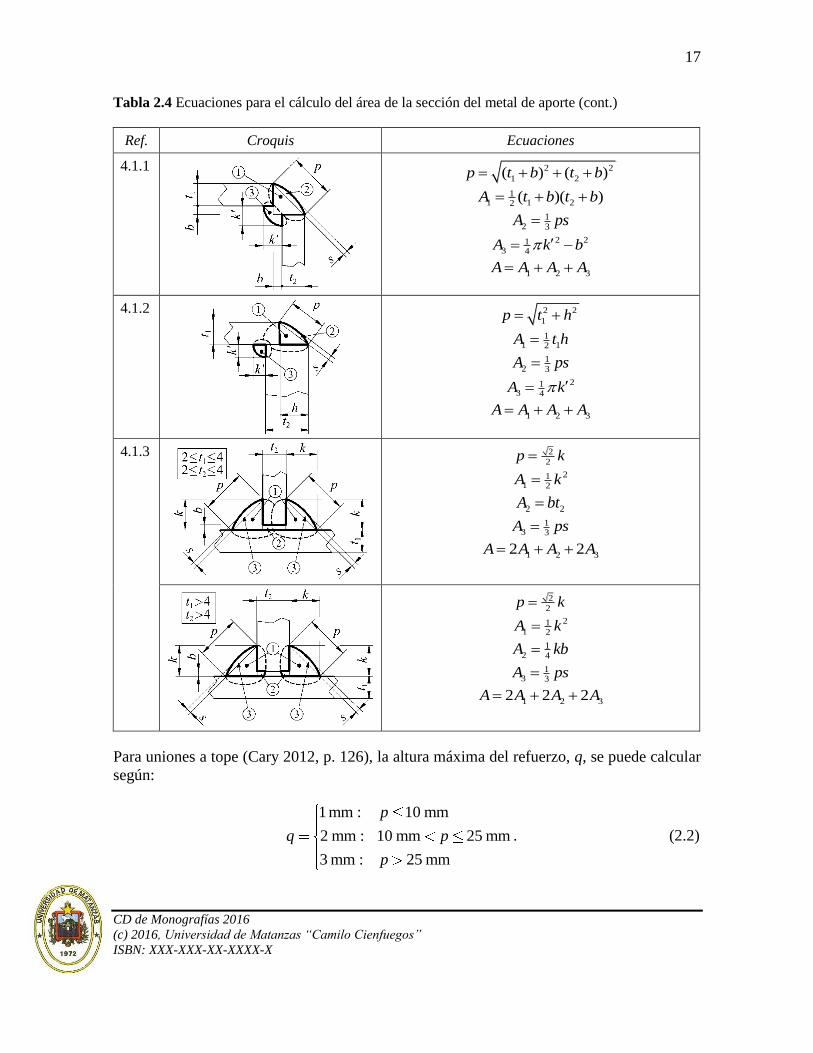
Para el cálculo del área de la sección transversal, se divide la misma en figuras geométricas
elementales. En la Tabla 2.4 se muestran las ecuaciones para cada una de las preparaciones.
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte
Ref. Croquis Ecuaciones
1.1
2225
2A t ht
1.2.1
4 mmp b
1A bt
32 4
A pq
1 2A A A
1.3
1.5
12
2( ) tan( ) 4 mmp b t c
1A bt
21 12 2 2
( ) tan )(A t c
33 4
A pq
1 322A A A A
11
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
1.4
2 ta 4 mmnp b t
1A bt
2 2
21 tanA t
33 4
A pq
1 322A A A A
1.6
2 2 2 12
...
... 2[ tan ( ) .
2 cos
..
... sin ] tan 4 mm
t c r
p b
r
r
c
1A bt
21 12 2 2
t )an(A c
13
2
4)(A r
1 12 2 2
4 2 2[2 2 2 tan ( ...
... s
)
]coin s
A t c r c
r
1 15 2
2 2
2
2 2[ tan ( )] tanA t c r c
36 4
A pq
31 2 4 5 62 2 2 2A A A A A A A
1.7
12
[tan(( ) ) tan ] 4 mmp b t c
1A bt
23 12 8 2
( ) tan )(A t c
13 8
2 n( ) taA t c
34 4
A pq
1 2 3 42 2A A A A A
12
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
1.8
...
... 2( sin ) tan 4 mm
2 cos
t r
b
r
r
c
p
1A bt
42
21( )A r
13 2
[2( ) sin ] cosA t rc r r
14 2
2( sin ta) nA t c r r
35 4
A pq
2 4 51 32 2 2A A A A A A
1.9.1
tan 2 mmtp b
1A bt
22
21 tantA
33 4
A pk
1 32A A A A
1.9.2
tan 4 mmtp b
1A bt
22
21 tantA
33 4
A pq
1 32A A A A
1.10
tantp b
1A bt
22
21 tantA
13 3
A pk
1 32A A A A
13
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
1.11
cos ( sin ) tant cp b rr r
1A bt
42
21( )A r
13 2
[2( ) sin ] cosA t rc r r
14 2
2( sin ta) nA t c r r
15 3
A pk
3 51 2 4A A A A A A
2.1
4 mmp b
1A bt
32 4
A pq
1 22A A A
2.2
2.3
12
2( ) tan( ) 4 mmp b t c
4 mmp b
1A bt
21 12 2 2
( ) tan )(A t c
33 4
A pq
34 4
A p q
1 2 3 42A A A A A
2.4
2.5.1
2.5.2
12
2( ) tan( ) 4 mmp b t c h
12
tan( ) 4 mmp b h
1A bt
1 12 2 2
2 tan( )( )A t c h
21 13 2 2
t )an(A h
34 4
A pq
35 4
A p q
2 4 51 32 2A A A A A A

14
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
2.6
...
... 2( sin ) tan 4 mm
2 cos
t r
b
r
r
c
p
4 mmp b
1A bt
42
21( )A r
13 2
[2( ) sin ] cosA t rc r r
14 2
2( sin ta) nA t c r r
35 4
A pq
36 4
A p q
32 61 4 52 2 2A A A A A A A
2.7
...
... ( 2 2 sin ) tan 4
2 c
mm
os
t c
r
r r
p b
1A bt
42
21( )A r
13 2
) co( 2 sin sA t c r r r
4 8
21 ( 2 2 sin t) anA t c r r
35 4
A pq
3 4 51 24 4 4 2A A A A A A
2.8
tan 4 mmtp b
4 mmp b
1A bt
22
21 tantA
33 4
A pq
34 4
A p q
1 2 3 4A A A A A

15
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
2.9.1
( ) tanp b t c h
tanp b h
1A bt
2 2
21 ( ) tanA t c h
3 2
21 tanA h
14 3
A pk
15 3
A p k
3 51 2 4A A A A A A
2.9.2
( ) ta 4 mmnp b t c h
tan 4 mmp b h
1A bt
2 2
21 ( ) tanA t c h
3 2
21 tanA h
34 4
A pq
35 4
A p q
3 51 2 4A A A A A A
2.10
...
... ( sin ) t
cos
ant c
p b r
r r
2 mmp b
1A bt
42
21( )A r
13 2
[2( ) sin ] cosA t rc r r
14 2
2( sin ta) nA t c r r
15 3
A pk
36 4
A p q
32 61 4 5A A A A A A A

16
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
2.11
1 12 2
...
... ( sin ) t
os
an
c
t
p b
c r r
r
1A bt
42
21( )A r
13 2
) co( 2 sin sA t c r r r
4 8
21 ( 2 2 sin t) anA t c r r
15 3
A pk
3 4 51 22 2 2 2A A A A A A
3.1.1
2
2p k
1 2
21A k
12 3
A ps
13 3
A kb
1 32A A A A
3.1.2
2
2 2( )p t b k
11 22
( )A k t b
12 3
A ps
13 3
A kb
1 32A A A A
3.1.3
2
21
2( ) ( )p t b t b
11
1 22( )( )A t b t b
12 3
A ps
2
11 1 1
3 24 3 3)( ( )A b t b t b
1 32A A A A
17
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.4 Ecuaciones para el cálculo del área de la sección del metal de aporte (cont.)
Ref. Croquis Ecuaciones
4.1.1
2
21
2( ) ( )p t b t b
11
1 22( )( )A t b t b
12 3
A ps
13 4
2 2A bk
1 32A A A A
4.1.2
1
22p t h
11 12
A t h
12 3
A ps
213 4
A k
1 32A A A A
4.1.3
2
2p k
211 2
A k
2 2A bt
13 3
A ps
2 312 2A A A A
2
2p k
211 2
A k
12 4
A kb
13 3
A ps
1 322 2 2A A A A
Para uniones a tope (Cary 2012, p. 126), la altura máxima del refuerzo, q, se puede calcular
según:
1 mm : 10 mm
2 mm : 10 mm 25 mm
3 mm : 25 mm
p
q p
p
. (2.2)
18
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Por su parte, para las uniones en esquina (AWS D.1.1 2015, p. 198), la altura máxima del
refuerzo, q, se determina según la expresión:
2 mm : 8 mm
3 mm : 8 mm 25 mm
5 mm : 25 mm
p
q p
p
. (2.3)
La determinación del número de pasadas es una de las tareas más complejas en el diseño de
tecnologías de SMAW, ya que depende de muchos factores, incluyendo la habilidad del
operador que ejecute la costura.
Un enfoque, es dividir el espesor a soldar en una cantidad de pasadas, cada una con un
espesor dado. Este espesor, para pasadas de raíz en costuras a tope (AWS D1.1: 2015) no
debe ser superior a 10 mm para posición plana; 12 mm para posición vertical y 8 mm para
posiciones horizontal o sobrecabeza. Esos mismos valores corresponden a los anchos
máximos que pueden obtenerse en una única pasada en costuras en ángulo. Por otra parte,
para pasadas de relleno, el valor máximo del espesor será de 5 mm, en todas las posiciones.
El ancho de cada cordón de soldadura es de 2,5…3,0 veces el diámetro del electrodo
utilizado (Burgos Sola 1987).
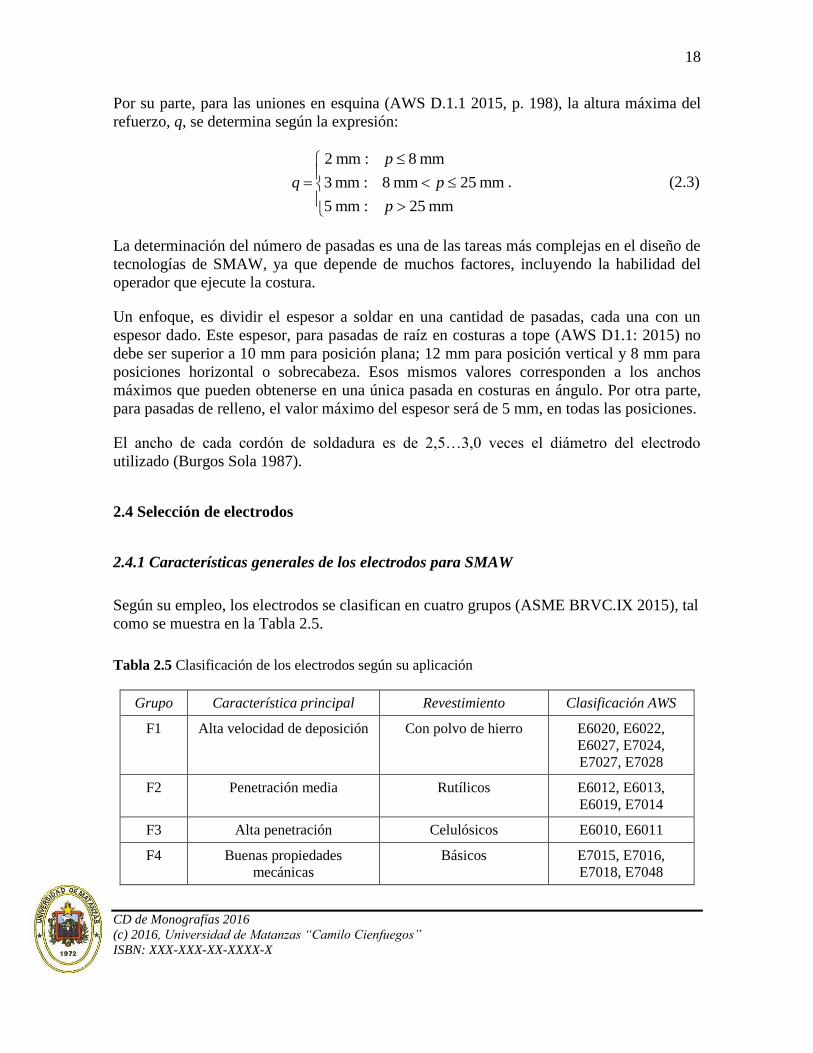
2.4 Selección de electrodos
2.4.1 Características generales de los electrodos para SMAW
Según su empleo, los electrodos se clasifican en cuatro grupos (ASME BRVC.IX 2015), tal
como se muestra en la Tabla 2.5.
Tabla 2.5 Clasificación de los electrodos según su aplicación
Grupo Característica principal Revestimiento Clasificación AWS
F1 Alta velocidad de deposición Con polvo de hierro E6020, E6022,
E6027, E7024,
E7027, E7028
F2 Penetración media Rutílicos E6012, E6013,
E6019, E7014
F3 Alta penetración Celulósicos E6010, E6011
F4 Buenas propiedades
mecánicas
Básicos E7015, E7016,
E7018, E7048
19
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
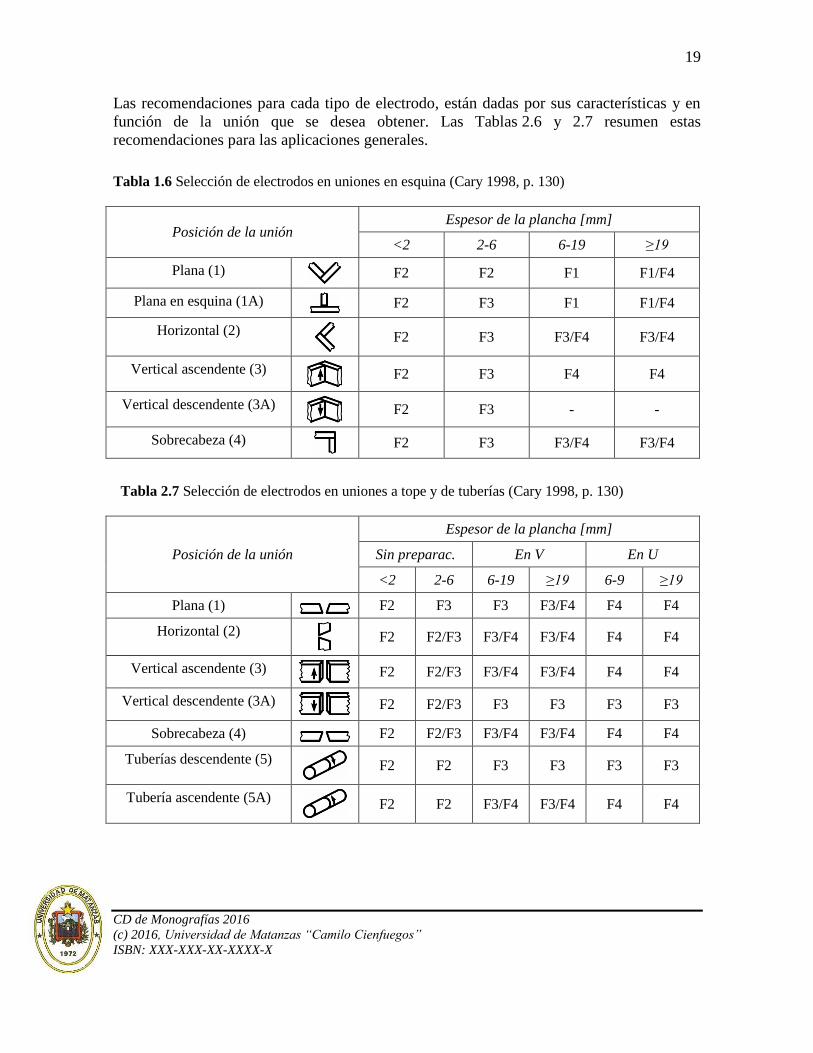
Las recomendaciones para cada tipo de electrodo, están dadas por sus características y en
función de la unión que se desea obtener. Las Tablas 2.6 y 2.7 resumen estas
recomendaciones para las aplicaciones generales.
Tabla 1.6 Selección de electrodos en uniones en esquina (Cary 1998, p. 130)
Posición de la unión Espesor de la plancha [mm]
<2 2-6 6-19 ≥19
Plana (1) F2 F2 F1 F1/F4
Plana en esquina (1A) F2 F3 F1 F1/F4
Horizontal (2)
F2 F3 F3/F4 F3/F4
Vertical ascendente (3)
F2 F3 F4 F4
Vertical descendente (3A)
F2 F3 - -
Sobrecabeza (4) F2 F3 F3/F4 F3/F4
Tabla 2.7 Selección de electrodos en uniones a tope y de tuberías (Cary 1998, p. 130)
Posición de la unión
Espesor de la plancha [mm]
Sin preparac. En V En U
<2 2-6 6-19 ≥19 6-9 ≥19
Plana (1) F2 F3 F3 F3/F4 F4 F4
Horizontal (2)
F2 F2/F3 F3/F4 F3/F4 F4 F4
Vertical ascendente (3)
F2 F2/F3 F3/F4 F3/F4 F4 F4
Vertical descendente (3A)
F2 F2/F3 F3 F3 F3 F3
Sobrecabeza (4) F2 F2/F3 F3/F4 F3/F4 F4 F4
Tuberías descendente (5)
F2 F2 F3 F3 F3 F3
Tubería ascendente (5A)
F2 F2 F3/F4 F3/F4 F4 F4

20
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
El diámetro de los electrodos, en las costuras a tope, se selecciona en dependencia del
espesor de las planchas a soldar (Burgos Sola 1987, p. 66), tal como se muestra en la
Tabla 2.8.
La AWS D1.1 (2015) establece como diámetros máximos de electrodos para posición plana
los siguientes: 8 mm para pasadas de relleno en costuras en ángulo; 6,4 mm para pasadas de
relleno en costuras a tope; y 4,8 mm para pasadas de raíz en ambos tipos de costura. Para
posición horizontal, estos valores son: 6,4 mm para costuras en ángulo y 4,8 mm para
costuras a tope. Finalmente, en posición vertical o sobrecabeza, se utilizarán diámetros no
mayores de 4,8 mm.
Tabla 2.8 Diámetro del electrodo recomendado en las costuras a tope
Espesor, t [mm] 0,5 1,5 3,0 5,0 8,0 12,0 20,0
Diámetro, d [mm] 1,6 2,4 3,2 4,0 4,8 5,6 6,4
Según recomendaciones de fabricantes (BOC 2007), para las costuras en esquina, las
dimensiones de la costura y el diámetro de electrodo que se muestran en la Tabla 2.9.
Tabla 2.9 Dimensiones de la costura y diámetro del electrodo en costuras en esquina
Espesor, t
[mm]
Dimensión de la
costura, p [mm]
Cateto de la
costura, k [mm]
Diámetro, d
[mm]
5,0…6,3 5,0 3,5 3,2
6,3…12 6,3 4,5 4,0
8,0…12 8,0 5,5 5,0
10 y más 10,0 7,0 4,0
Tabla 2.10 Electrodos recomendados para aceros inoxidables
Material Electrodo Material Electrodo Material Electrodo
AISI 410 E309/E410 AISI 309 E309 AISI 316L E316L
AISI 301 E308 AISI 309S E309 AISI 317 E317
AISI 302 E308 AISI 310 E310 AISI 321 E321/E347
AISI 304 E308 AISI 310S E310 AISI 347 E347
AISI 304L E308L AISI 316 E316 AISI 348 E348

21
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Para los electrodos para soldar aceros inoxidables, la selección se basa en criterios
diferentes. Algunas de las recomendaciones para la selección de electrodos se muestran en
la Tabla 2.10.
Si las recomendaciones anteriores no pueden ser utilizadas, entonces se selecciona un metal
que deposite una composición química similar a la del metal base. Es importante que se
garantice una adecuada microestructura en la costura. Para determinar dicha
microestructura, se utiliza el diagrama de Schaeffer-De Long (Fig. 2.4). Según
recomendaciones de la API (API RP 582: 2009) la cantidad de ferrita en el metal
depositado debe estar en el intervalo 5%…10%. Algunos problemas relacionados con la
soldadura de aceros inoxidables austeníticos son la precipitación de carburos y la aparición
de fase sigma. Esta última alcanza sus menores valores cuando la cantidad de ferrita está en
el intervalo 2%...3% (Rodríguez Pérez 1988).
Figura 2.4 Diagrama de Schaeffer-De Long
2.5 Cálculo de la intensidad de corriente
La intensidad de la corriente de soldadura depende, fundamentalmente, del diámetro del
electrodo utilizado, según la siguiente expresión empírica (Burgos Sola 1987, p. 66):

22
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
(20 6 )I d d ; (2.4)
donde la intensidad, I, está dada en amperes [A] y d es el diámetro del electrodo, dado en
milímetros [mm].
Cuando el espesor de la plancha es menor o igual que una vez y media el diámetro del
electrodo (t ≤ 1,5d), la intensidad debe disminuirse en un (10…15)%, mientras que si es
mayor que tres veces el diámetro del electrodo (t > 3d), debe incrementarse en un
(10…15)%.
Para costuras verticales, la intensidad debe incrementarse en un (10…15)% y para las
sobrecabeza, en un (10…13)%.
2.6 Selección de precalentamiento y tratamiento térmico posterior
Se denomina precalentamiento al calentamiento que, inmediatamente antes del proceso de
soldadura, se aplica a la pieza a soldar, con el objetivo de disminuir la diferencia de
temperatura entre la zona calentada por el arco y el metal base frío, lo cual es fuente de
tensiones que pueden crear agrietamiento e, incluso, roturas (Cary 1998).
La AWS D1.1 (2015) recomienda, para calcular el precalentamiento de aceros al carbono y
aleados el método basado en el control del hidrógeno. Para ello, se calcula el parámetro de
la composición química, Pcm:
cm 5
30 20 60 15 10
Si Mn Cu Cr Ni Mo VP C B
. (2.5)
El contenido de hidrógeno introducido por el electrodo, Hel, se determina de uno de los
siguientes grupos:
- Extrabajo (Hel ≤ 5 mL/100 g): Electrodos de bajo hidrógeno tomados de paquetes
sellados y secados a (370…430) C durante 1 h, y utilizados en las 2 h posteriores al
secado.
- Bajo (Hel ≤ 10 mL/100 g): Electrodos de bajo hidrógeno tomados de paquetes
sellados y utilizados en las 4 h posteriores a la apertura del paquete.
- No controlado (Hel ≈ 30 mL/100 g): Otros electrodos que no satisfacen los
requerimientos anteriores.
23
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
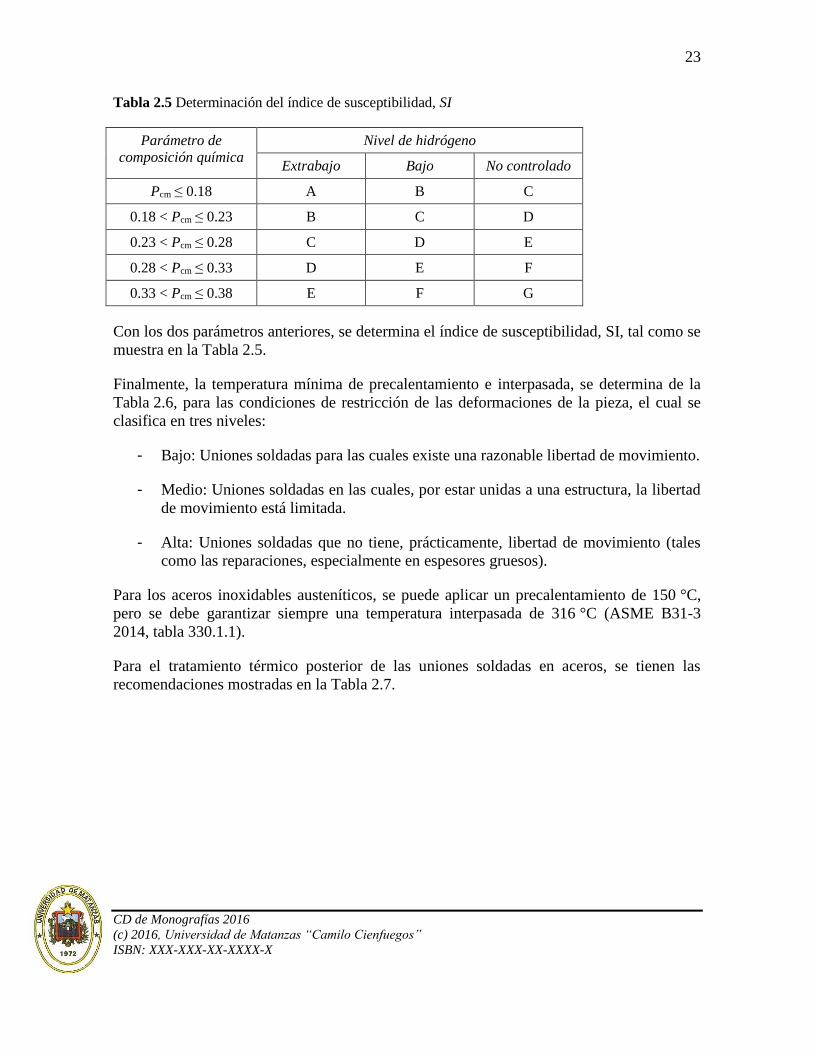
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.5 Determinación del índice de susceptibilidad, SI
Parámetro de
composición química
Nivel de hidrógeno
Extrabajo Bajo No controlado
Pcm ≤ 0.18 A B C
0.18 < Pcm ≤ 0.23 B C D
0.23 < Pcm ≤ 0.28 C D E
0.28 < Pcm ≤ 0.33 D E F
0.33 < Pcm ≤ 0.38 E F G
Con los dos parámetros anteriores, se determina el índice de susceptibilidad, SI, tal como se
muestra en la Tabla 2.5.
Finalmente, la temperatura mínima de precalentamiento e interpasada, se determina de la
Tabla 2.6, para las condiciones de restricción de las deformaciones de la pieza, el cual se
clasifica en tres niveles:
- Bajo: Uniones soldadas para las cuales existe una razonable libertad de movimiento.
- Medio: Uniones soldadas en las cuales, por estar unidas a una estructura, la libertad
de movimiento está limitada.
- Alta: Uniones soldadas que no tiene, prácticamente, libertad de movimiento (tales
como las reparaciones, especialmente en espesores gruesos).
Para los aceros inoxidables austeníticos, se puede aplicar un precalentamiento de 150 °C,
pero se debe garantizar siempre una temperatura interpasada de 316 °C (ASME B31-3
2014, tabla 330.1.1).
Para el tratamiento térmico posterior de las uniones soldadas en aceros, se tienen las
recomendaciones mostradas en la Tabla 2.7.

24
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
Tabla 2.6 Temperatura mínima de precalentamiento
Nivel de
restricción
Espesor
t [mm]
Índice de susceptibilidad, SI
A B C D E F G
Bajo t ≤ 10 - - - - 60 140 150
10 < t ≤ 20 - - - 60 100 140 150
20 < t ≤ 38 - - - 80 110 140 150
t > 38 - - 40 95 120 140 150
Medio t ≤ 10 - - - - 70 140 160
10 < t ≤ 20 - - - 80 115 145 160
20 < t ≤ 38 - - 75 110 140 150 160
38 < t ≤ 75 - 80 110 130 150 150 160
t > 75 95 120 140 150 160 160 160
Alto t ≤ 10 - - - 40 110 150 160
10 < t ≤ 20 - - 65 105 140 160 160
20 < t ≤ 38 - 85 115 140 150 160 160
t > 38 115 130 150 150 160 160 160
Tabla 2.7 Recomendaciones para el tratamiento térmico posterior (ASME B31-3 2014)
Material Condicion Tempera-
tura [°C] Tiempo de permanencia
Aceros al carbono Excepto para: t ≤ 19 mm 593…649 2,4 min/mm (min: 1 h)
Ac. aleados
(Cr ≤ 0,5%)
Excepto para: (t ≤ 19 mm) y (TS
≤ 490 MPa)
704…746 2,4 min/mm (min: 1 h)
Ac. aleados
(0,5% < Cr ≤ 2%)
Excepto para: (t ≤ 13 mm) y (TS
≤ 490 MPa)
704…746 2,4 min/mm (min: 2 h)
Ac. aleados
(2% < Cr ≤ 10%)
Excepto para: (t ≤ 13 mm) y
(Cr ≤ 3%) y (C ≤ 015%)
704…746 2,4 min/mm (min: 2 h)
Ac. aleados
(1% < Ni ≤ 3,5%)
Excepto para: t ≤ 19 mm 593…635 1,2 min/mm (min: 1 h)
Ac. inoxidables
martensíticos
--- 732…788 2,4 min/mm (min: 2 h)

25
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2.7 Cálculos de tiempos y costos
El tiempo tecnológico, tT, se calcula a partir de la densidad del material de aporte, ; de la
longitud de la costura, L; y de las áreas de la sección transversal, Ai; y las velocidades de
depósito, i, en cada uno de los cordones de la costura (Burgos Sola 1987, p. 273):
T
ii
iAt L . (2.6)
Para las costuras verticales, horizontales y sobrecabeza, el tiempo tecnológico debe
aumentarse en un 25%, 30% y 60%, respectivamente, debido al incremento de la
complejidad de la ejecución.
La velocidad de depósito, , depende de la intensidad de la corriente y varía de un
electrodo a otro. La Fig. 2.5 muestra algunos valores para electrodos típicos.
Figura 2.5 Valores del coeficiente de depósito (Cary 1998, p. 130)
El tiempo auxiliar, tA, dedicado a las operaciones complementarias del proceso, se
considera como un 30% del tiempo tecnológico (Burgos Sola 1987, p. 273):
A T0,3t t ; (2.7)
mientras que el tiempo de servicio, tS, y el tiempo de descanso, tD, están en los intervalos:
S T A(0,03 0,05)( ) t t t ; (2.8)
D T A(0,05 0,15)( ) t t t . (2.9)

26
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
El tiempo total, tTOT, se calcula por la expresión:
TOT T A S D t t t t t . (2.10)
El consumo de electrodo, Gel, se calcula a partir del peso del metal depositado, G, mediante
las ecuaciones (Burgos Sola 1987, p. 276):
el (1,4 1,6)G G ; (2.11)
G AL ; (2.12)
donde es la densidad del metal de aporte; A, el área de la sección transversal de la parte
de la costura ocupada por el metal de aporte; y L, la longitud de la costura.
El consumo de energía eléctrica, E, se determina a partir del peso del metal depositado,
mediante la relación:
E G ; (2.13)
siendo el consumo específico que se toma, = (3…4) kW/(kg·h), para máquinas de
corriente continua y = (4…6) kW/(kg·h), para máquinas de corriente alterna.
El valor de costo total, ZTOT, se determina mediante la suma de costos de electrodo, Zel; de
energía eléctrica, Zen; y de mano de obra, Zlab:
TOT el en labZ Z Z Z . (2.14)
A su vez, éstos se calculan a partir de las expresiones:
el el elZ G z ; (2.15)
en enZ Ez ; (2.16)
lab TOT labZ t z ; (2.17)
donde zel, zen y zlab son los costos unitarios de electrodo, de energía eléctrica y de mano de
obra, respectivamente.
3 Conclusiones
Al concluir el presente trabajo se puede arribar a las siguientes conclusiones:
1. El algoritmo formalizado permite la selección de tecnologías de SMAW para aceros al
carbono, bajoaleados e inoxidables, lo cual ha sido validado a través de tres ejemplos de
aplicación.

27
CD de Monografías 2016
(c) 2016, Universidad de Matanzas “Camilo Cienfuegos”
ISBN: XXX-XXX-XX-XXXX-X
2. El algoritmo formalizado cumple con lo establecido por las normativas cubanas
vigentes, así como por otras de uso común a nivel internacional, como las AWS o las
ASTM.
3. El algoritmo formalizado incluye los conocimientos y recomendaciones del estado del
arte sobre diseño de tecnologías de SMAW.
Bibliografía
API RP 582 (2009). Recommended practice welding guidelines for the chemical, oil, and
gas industries. Washington, DC (USA): American Petroleum Institute.
ASME BPVC.IX (2015). Boiler and pressure vessel code. Section IX: Qualification
standard for welding and brazing procedures, welders, brazers, and welding and
brazing operators. New York (USA): The American Society of Mechanical Engineers.
AWS D1.1/D1.1M (2015): Structural welding code – Steel. Miami, FL (USA): American
Welding Society.
BURGOS SOLA, J. (1987). Tecnología de soldadura. La Habana (Cuba): Pueblo y
Educación.
CARY, H.B. (1998). Modern welding technology. 4th Ed. Upper Saddle River, NJ (USA):
Prentice-Hall, ISBN 0-13-241803-7
JUSTEL RAMOS, M.A. (2012). Soldadura: Manual para operarios y técnicos. La Habana
(Cuba): Editorial Científico-Técnica, ISBN 978-959-05-0654-3.
NC-ISO 6947 (2004). Soldaduras – Posiciones de trabajo – Definición de los ángulos de
pendiente y de rotación. La Habana (Cuba): Oficina Nacional de Normalización.
NC-ISO 9692-1 (2011). Soldadura y procesos afines – Recomendaciones para la
preparación de la unión. Parte 1: Soldadura por arco con electrodos revestidos,
soldadura por arco protegido con gas y electrodo de aporte, soldadura por llama,
soldadura por arco con gas inerte y electrodo de volframio y soldadura por haz de
alta energía de aceros. La Habana (Cuba): Oficina Nacional de Normalización.
RODRÍGUEZ PÉREZ, H. (1988). Metalurgia de la soldadura. La Habana (Cuba): Pueblo
y Educación.
SCHIMPKE, P.; HORN. H.A.; RUGE, J (1985). Tratado general de soldadura/ Parte III:
Proyecto y cálculo de las uniones soldadas. La Habana (Cuba): Ediciones
Revolucionarias.