Acero y Fundiciones
52
DEPARTAMENTO DE CONSTRUCCIÓN ARQUITECTÓNICA Universidad de Las •an Canaria Área de conocimiento/Materia CONSTRUCCIONES ARQUITECTÓNICAS J CONSTRUCCIÓN I.- MATERIALES Y ^^ TÉCNICAS DE CONSTRUCCIÓN í Título de la publicación y autor:
-
Upload
oscar-javier -
Category
Documents
-
view
78 -
download
4
description
Acero y fundiciones en la arquitectura
Transcript of Acero y Fundiciones

DEPARTAMENTO DE CONSTRUCCIÓN ARQUITECTÓNICA Universidad de Las •an Canaria
Área de conocimiento/Materia
CONSTRUCCIONES ARQUITECTÓNICAS J CONSTRUCCIÓN I.- MATERIALES Y ^ TÉCNICAS DE CONSTRUCCIÓN í
Título de la publicación y autor:

.í \ (o U'
ü
r
CONSTRUCCIONES ARQUITECTÓNICAS CONSTRUCaÓN I.. MATERIALES Y TÉCNICAS DE CONSTRUCaÓN
TEMA 11.- ACERO Y FUNDICTÓN. Cariot Guigou Fernandez Profesor Titular de Univenidad
-T] í'.\ \ > ' I ' . >

CAPÍTULO I.- LOS FERROCARBONOS

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. TEMA 11.- ACERO Y FUNDIOÓN. 1998
PrafeMrct: C.GuirNí / J.F. Hdcz
RESUMEN DE CLASES.
Introducción: propiedades genéricas de los metales.
Homogeneidad. Isotropía. Tenacidad. Mejorable mediante tratamientos tratamientos témiicos ( como recocido o el revenido tras el temple) y aleación con otros metales ( por ejemplo aleando acero con níquel). Dureza. Variable según el tipo de metal. Dado que el cromo es metal especialmente duro, su aleación con el acero incrementa la dureza de éste. Forjabílidad. Capacidad de un metal para soportar en estado sólido y en caliente variaciones en su forma por la acción mecánica de un martillo, un rodillo laminador, una prensa,...La forjabilidad precisa del reblandecimiento previo a la fusión, por lo que un metal no forjable presenta comportamiento frágil a la rotura. La fragilidad en el acero aumenta con el contenido en carbono. Soldabllldad. Capacidad de unión de piezas metálicas de igual, similar o diversa naturaleza entre si, Aportando calor y, con frecuencia, un metal igual o distinto al de las bases, formando un cuerpo único, al permitir la recristalización de las piezas en la unión, en la que existirán cristales comunes a las piezas primitivas. La soldabilidad se consigue gracias a la capacidad de reblandecimiento que algunos metales experimentan previo a su fusión. Maleabilidad. { Ver concepto en Tema 2). Capacidad de ser convertido en láminas. Especialmente maleables son metales nobles tales como el oro y la plata, y entre los metales constructivos, el cobre, plomo, estaño, aluminio y acero. Ductilidad. (Ver concepto en Tema 2).Capacidad de ser convertido en hilos o alambres. Metales dúctiles empleados en construcción son especialmente el acero, cobre, aluminio, estaño y plomo. Aleación. La industria metalúrgica ha conseguido modificar las propiedades de algunos metales mediante la adición de elementos en proporciones diversas, en estado de fusión, dando origen a las aleaciones. El aluminio y el hierro, al alearse con otros metales o metaloides, han incrementado notablemente sus posibilidades de aplicación, al variar ^us propiedades mecánicas, térmicas y químicas; tal es el caso del Duraluminio o del Acero Inoxidable.
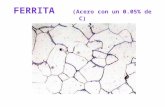
?érriU-<00;f
C=o.M7. TerUta - 400% ?«rnU = 0%

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. TEMA 11.- ACERO Y FUNDIOÓN. 1998
Profeioret: CGuiítoa / J.F. Hdci
PRODUCTOS SIDERÚRGICOS: obtención. Diagrama hierro-carbono
Éste diagrama nos adentra en el conocimiento de las fases hierro - carburo de hierro, según temperaturas alcanzadas en el homo y porcentaje de carbono que entra en la composición, entendiendo por fase una parte homogénea de un sistema material, que posee uniformidad de composición, y , por tanto, de propiedades físicas y químicas. La homogeneidad hace referencia a que en todos los puntos de la fase se tiene la misma composición química y el mismo estado físico. El sistema - que nos indica que el estado de cada fase depende de las demás - puede componerse de una , dos o más fases, entre las que habrá una diferenciación física, química o ambas, que plantea un límite de diferenciación entre ellas, a partir del cual la estructura y/o las propiedades cambian y en ésta superficie límite no hay nada que pueda dificultar la influencia mutua entre fases. El hielo en agua constituye una fase diferenciada físicamente, pues químicamente son la misma sustancia; estaríamos ante un sistema heterogéneo. En el caso de una fase, el sistema es monofásico - por ejemplo, un sólido como el vidrio, que es homogéneo -. Al englobar dos o más fases, cobra el carácter de heterogéneo, - como puede ser el caso de una piedra natural, en la que las sustancias componentes del sistema no tengan iguales propiedades en toda su masa -. Existen materiales heterogéneos cuyas fases no necesariamente conforman un sistema, pues éstas están simplemente mezcladas, como el caso del hormigón. Por consiguiente, no debe confundirse un sistema material con un material producto de la reunión de cuerpos.
El sistema se dice " en equilibrio" cuando no desaparece en el tiempo ninguna de sus fases, ni se produce fase nueva alguna.
En el diagrama hierro - carbono, se representa los cambios estructurales entre fases cuando se modifica la temperatura y la composición.
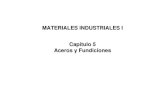
En el eje de abscisas, el límite máximo corresponde a una proporción de carbono, en peso, del 6,7%, lo que equivale a un 100% de carburo de hierro o cementita (C Fea )• C)
En el extremo izquierdo, siguiendo de forma ascendente el ele de ordenadas. el hien-o, a temperatura ambiente, posee estructura cristalina cúbica de cuerpo centrado- escasa distancia entre átomos - . A ésta forma estable se la conoce por ferrita, o hierro alfa (a), que, al incrementar su temperatura hasta 910 °C experimenta una transformación en hierro gamma (y), que cristaliza en cúbico de caras centradas- mayor distancia entre átomos -y se la conoce
' El 100% de carbono es grafito puro, y éste es una variedad alotrópica del caiixjno libre en la naturaleza Recordar que la alotropia hace referencia a la posibilidad de ciertos elementos a cristalizar en más de una estruaura El grafito, al ser blando, reduce la resistencia mecánica, dureza y elasticidad de los productos siderúrgicos que lo contienen -las fundiciones - mejorando otras propiedades como la resistencia a la corrosión Su color es gris oscuro

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 3 TEMA II.- ACERO Y FUNDiaÓN. 1998
PnrfcMres: CCvAftav / J.F. Hia
por austenita . Tal fase perdura hasta los 1394°C, punto en el que se transforma en ferríta delta (5), que posee estmctura cristalina cúbica de cuerpo centrado - vuelve a reducirse la distancia entre átomos-.
Los productos siderúrgicos que dan origen a los materiales férricos empleados en construcción, se encuentran comprendidos en el tramo hasta el 6,7% de cart)ono.
Se aprecia que en la ferrita a sólo son solubles muy pequeñas cantidades de carbono, pudiendo contener sólo hasta el 0,022% en peso cuando alcanza los 727°C. Ello se debe a que en la estructura cúbica de cuerpo centrado es difícil encajar átomos de cartx>no por lo apretado de ésta estructura - la distancia entre átomos es de unos 2,8 Angstrom -, resultando un material magnético, blando y con una densidad de 7,88 gr/cm^.
El hierro puro contiene, como máximo, el 0,008% de peto en carbono, que manifíesta la escata solubilidad a temperatura ambiente dd carbono en hierro a. A partir de la temperatura de I538*C se funde el hierro
La ferríta a es un constituyente de la aleación hierro- carbono, estable desde temperatura ambiente hasta los 910*C, pudiendo contener en ditolución hatta ei 0,022% de carbono. A k» IbVC, la ferríta deja de ter magnética. Su síttema crittalino et cúbico de cuerpo centrado. Su alargamiento en rotura alcanza el 40%, tu dureza Brínell es de 90 - et d conitituyente más blando y dúctil de los aceros -, et magnética y potee una retittencia a tracción de 2800 kp/cm'.
En la austenita, que no es estable por debajo de los 727''C, resulta más fácil intercalar átomos de carbono, al tener una estructura cúbica de caras centradas, no forzando las distancias entre átomos de hierro - la distancia entre átomos es de unos 3,6 Angstrom a 910°C.- Podemos observar cómo la austenita puede admitir en solución un máximo de carbono del 1,76% a una temperatura próxima a los 1100 °C. Es el componente más denso de los aceros.
La ferríta y o auitenita es una fase esuble entre 912*C y 1394*C, pudiendo contener en disolución hasta un 1,76% en peso de carbono, porcentaje éste que ddimita la frontera entre aceros ( desde 0,03*/* hasta 1,76% de C) y las fundiciones (entre 1,76% y 6,7% de Q. Cuando se alea con carbono, no es estable por debajo de los 727*C, temperatura a partir de la cual comienza a formarse. Potee un estado cristalino cúbico de caras centradas, con los átomos de carbono intercalados en los centros de las aristas, resultando no magnética, dúctil, con alargamiento en rotura de hasta el 30% , dureza Bríndl de 300 y una resistencia a tracción de unos 10.000 kp/cm'.
El que un acero posea estructura auttenitica a temperatura ambiente et excepcional, puet vemot que en d enfríamiento la austenita te trantforma, bien tea en ferríta y periita o en cementita y periita. Solamente algunos aceros de tipo inoxidable, aleadot con cromo y niqud, poteen ettructura auttenitica a temperatura ambiente; por étta razón, a talet acerot te kt conoce como autteníticos ( obtenidos por enfríamiento detde devada temperatura, por encima de lot 900*C). Et de destacar que la austenita es más densa que hi martensita, por lo que al producirse hi transformación de la prímera en la segunda, a consecuencia de un temple rápido, se produce un

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. 4 TEMA 11.- ACERO Y FUNDiaÓN. 1998
PrafeMRt: C.G«ii«M / J.F. Hda
incremento de volumen, por lo que Ul procedimiento térmico puede ocasionar grietas en piezas grandes.
La perlíta es un constituyente que se compone del 86,5% de ferrita y del 13,5% de cementita o carburo de hierro. Su estructura es laminar, al enfriarse lentamente, constituida por láminas de cementita intercaladas con ferrita y posee irisaciones propias de las perlas, al observarla en microscopio de pocos aumentos, a lo que debe su nombre. Su resistencia a tracción es de unos 8000 kp/ cm^, el alargamiento en rotura es del orden del 15% y su dureza Brinell, 200. Es un constituyente de propiedades mecánicas intermedias entre la ferrita ( blanda y dúctil) y la cementita ( dura, frágil).
A temperaturas cercanas pero inferiores a los 727*C, se forman láminas de ferrita a y de cementita, constituyendo la periita gruesa. Si se disminuye más la temperatura - a unos 540*C -, las láminas son más delgadas, constituyendo la periita Tina. Si una estructura periítica se mantiene durante un período de varías horas - del orden de 24 h - a temperatura inferíor a los IITC, se transforma en una estructura esferoidal - esferoidita -, consistente en partículas esféricas de carbono insertas en una matriz de ferrita , que sustituyen a la forma laminar de la periita.
Pues bien; los aceros con estructura periitica son más duros y resistentes que los aceros con estructura esferoidal, en los que se propicia en mayor medida la deformación plástica, aunque, por otro lado, los aceros esferoidizados son mucho más dúctiles y tenaces que los que contienen periita, sea gruesa o fína.
La martensita es un constituyente muy duro de los aceros - sólo superado por la cementita -, obtenida por enfriamiento rápido de los aceros tras elevar su temperatura a la región austenítica. Su estructura es acicular - en forma de agujas-, y se origina por sobresaturar con carbono la ferrita a, lo que produce deformación en la red cúbica de ésta, originando granos deformados y en tensión que propician ésta dureza. De ésta deformación del cubo primitivo surge su sistema de cristalización: el tetragonal centrado en el cuerpo.
La martensita alcanza un máximo de contenido en carbono del 0,89%, es magnética y posee una dureza Rockwell alrededor de los 60-C, resistencia a la rotura del orden de los 20.000 kp/cm' y un alargamiento escaso, del orden del 2*/o. Se produce por temple al aire de los aceros austenizados, cuya velocidad de enfriamiento es suficientemente rápida como para impedir la difusión dd carbono, ya que si fuera más lenta, se produciria ésu difusión, originando fases ferrita y cementita. La estructura mariensitica permanece en los aceros indennídamente a temperatura ambiente.
Los aceros martensiticos poseen buena resistencia y dureza, aunque resultan frágUes y poco dúctiles. Mediante un tratamiento térmico conocido por revenido, calentando a temperatura entre 250 y 6S0 "C, manteniéndola un tiempo, seguido de un temple a temperatura ambiente, se suprimen las tensiones internas debidas al temple, y se obtiene una estructura esferoidal de muy reducido tamaAo de partícula de cementita, uniformemente repartidas en una matriz de hierro.

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 5 TEMA 11.- ACERO Y FUNDIOÓN. 1998
ProfcMict: C.C<a«Mi / J.F. Hdci
La nueva martensita así obtenida, siendo también muy dura, gana en tenacidad y ductilidad con respecto a U martensita sin revenir.
La ledeburita pertenece a las fundiciones, ya que su contenido en carbono trasciende del límite de los aceros - es decir, superior al 1,76 % -, formándose al enfriar una aleación hierro - carbono con contenido en éste del 4,3%, desde 1130 °C hasta los 727°C; por debajo de ésta temperatura de transformación, la ledeburita se descompone en ferrita y cementita.
La cementita (CFea) es carburo de hierro, y corresponde a una composición del 93,3% de hierro y 6,7% de carbono. Su presencia en los aceros les imprime dureza y fragilidad - disminuyen en ductilidad y en tenacidad -. Cristaliza en el sistema ortorrómbico - ejes ortogonales, lados todos desiguales -. La cementita posee propiedades magnéticas sólo hasta los 210°C. Es muy dura, poseyendo una dureza Rockwell de 68-C, o Brinell de 700.
DIAGRAMA HIERRO-CARBONO SIMPLIFICADO.
oo A
16D0-¡H539t
Í5QD-' LÍt^UillO
+ L»(ÍUÍDO\
H30*C
>+^^3C
iirc
d. +TC3C
0.03^C y<^<W | ^ ^ 3 6 ^ C 4 -
5
-10.
<
X
6,fe7%C
4

CONSTRUCCIÓN L- MATEWALES Y TÉCNICAS DE CONSTRUCCIÓN. TEMA 11.- ACERO Y FUNDICIÓN. 1998
PrafcMivt: C.G<ilciw / J.F. Hdci
EL HIERRO Y LAS ALEACIONES COMERCIALES HIERRO-CARBONO.
Tras el oxígeno.silicio, y aluminio, el hierro es el elemento más abundante en la corteza ten-estre.
Sus menas principales son : hematites ( Fe203), magnetita ( Fe304), limonita ( FeO (OH)) y siderita Fe CO3 .
Se considera hierro puro aquél que tiene menos de un 0,008% de carbono, fundiendo del orden de los 1538°C, capaz de reblandecer antes de alcanzar tal temperatura, por lo que resulta forjable y soldable. Es metal blanco azulado, con densidad de 7,87 gmi/cm', dúctil, maleable, buen conductor de la electricidad y magnetizable. Hasta los 768 '*C, cristaliza en la variedad alfa. ya citada, que resulta muy magnetizable; entre 768 y 910°C cristaliza en la variedad beta (variedad igual a la alfa, pero con mayor distanciamiento entre átomos ( unos 2,9 Angstrom), siendo no magnetizable en éste tramo, por lo que se le conoce también como variedad alfa no magnetizable; entre 910 y 1400°C cristaliza en red cúbica centrada en caras, aumentando el distanciamiento entre átomos hasta unos 3,6 Angstrom, constituyendo la variedad gamma, no magnetizable, cuyos cristales poseen más volumen que los de hierro alfa. Ésta variedad y disuelve con más facilidad al cart)ono, pudiendo admitir hasta el 1,76% a los 1130 "C.
La variedad delta, sólo estable a altas temperaturas ( entre 1400 y 1538°C), vuelve a experimentar una reducción interatómica, alcanzando los 2,9 Angstrom y recobrando la estructura cúbica de cuerpo centrado propia de la variedad alfa de la que sólo se diferencia por el tramo de temperatura en que se encuentran Sólo es estable a altas temperatuiras, por lo que carece de interés bajo el punto de vista técnico.
Las aleaciones férreas son los aceros y las fundiciones. Los aceros son aleaciones hierro-cartxsno ( generalmente, con bajo contenido en caríx>no, inferior a un 1%), aunque estrictamente abarquen el espectro entre 0,10 y 1,76 %, que pueden poseer concentraciones significativas de otros componentes aleantes. Tal límite dd 1,76*/* le separa de las fundiciones, que contienen carbono en mayor proporción, que las hace generalmente no forjables, aunque hay que puntualizar que existen fundiciones soldables.
El Centro Nacional de Investigaciones Metalúrgicas clasifica las aleaciones férreas ( a las que designa con la letra F),en nueve series, de entre las que destacaremos, por su interés para la construcción, las siguientes:
• F-lOO : aceros Tmos de construcción.
• F-200 : aceros para usos especiales.
• F-300 : aceros resistentes a la corrosión y a altas temperaturas.
• F-600 : aceros comunes
• F-800: fundiciones

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. TEMA 11.- ACERO Y FUNDICIÓN. 1998
ProfcMm: C.G«it(ou / J.F. Hdcz
Los aceros en los que cualquier componente distinto del cartx>no interviene a nivel residual, de impureza, son aceros al carbono. Dependiendo del contenido de éste se consideran : bajos , medios y altos en cart>ono.
Los denominados aceros comunes ( cartx>no hasta el 0,7%), son aquéllos destinados, en construcción, a ios perfiles para estructuras metálicas. Poseen un contenido de impurezas tales como manganeso ( entre 0,35 y 0,8%), silicio (de 0,1 a 0,3%), y fósforo y azufre en cantidades menores (<0,1%).
Los denominados aceros finos poseen, por su fabricación, una composición más estricta e impurezas de fósforo y azufre mínimas ( < 0,03%), cuyo empleo en construcción se tratará más adelante.
En general , a los efectos de una idea aproximada de características de un acero común para construcción, podríamos fijar las siguientes:
Punto de fusión: próximo a 1600**C. (*) Densidad = 7,85grm/cm' Módulo E= 2.100.000 kp/ cm^ ( 210.000 Mpa) Resistencia tracción: 4150kp/cm^ (415 Mpa). Coeficiente de dilatación lineal: 12x10"® ^C " Conductividad térmica: próximo a 50 kcal/ h. m. °C. Blanco, Magnetizable, Soldable, Tenaz, Dúctil, Maleable.
a) Aceros bajos en carbono ( extradulces, con menos del 0,15%C, o dulces, hasta el 0,25%C). Los más usuales, conteniendo menos de un 0,25% de C. No son templables, resultando blandos y poco resistentes, pero con notable ductilidad y tenacidad, resultando económicos, de fácil mecanizado y soldables.
Su empleo constructivo frecuente es en perfiles laminados. Su límite elástico está en torno a los 275 N/mm^ y su resistencia a la tracción sobre los 415 N/mm^ , alcanzando un alargamiento en rotura del orden del 25%, lo que da muestras de su ductilidad.
Existen aceros bajos en carbono que poseen alta resistencia con bajo contenido en aleación de otros metales, como la combinación de cobre, níquel vanadio y molibdeno en proporción total no mayor de un 10%. El límite elástico supera los 480 N/mm^. Las siglas inglesas para éste tipo de aceros son HSLA,y mejoran a los aceros bajos en cartx>no, además, en resistencia a la corrosión. Se conocen por aceros de alta resistencia y baja aleación.
b) Aceros medios en carbono ( semidulces, hasta el 0,40% C y semiduros, hasta el 0,6% C), conteniendo entre el 0,25 y el 0,6% de C, contenido que les permite tratamientos térmicos como el templado, aunque se consideran aceros de baja templabilídad, ya que sólo admiten un temple rápido y en piezas de delgada sección, lo que se mejora con la aleación con cromo, níquel y molibdeno. Si se tratan térmicamente son más resistentes

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 8 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Pr»fcM>rat: CGuicaa / J.F. Hdcz
que los de bajo contenido en carbono, pero su defomnabilidad disminuye, siendo menos tenaces y dúctiles. Buena resistencia al desgaste.
c) Aceros altos en carbono, ( duros, muy duros y extraduros), conteniendo entre el 0,6 y 1,4% de C, más resistentes, duros y menos dúctiles que los anteriores. Templables, son especialmente resistentes al desgaste, aleándose frecuentemente con cromo, vanadio, molibdeno y tungsteno. Para cuchillería, muelles de alta resistencia, y también para matrices para el hechurado de metales ( ver conformación de metales : hechurado y moldeo)
d) Fundiciones, que son aleaciones férreas conteniendo usualmente entre el 3 el 4,5% de C, aunque a partir del 2,1 % se considera fundición. Éstas aleaciones de hierro y carburo de hierro funden a temperaturas entre los 1150 y los 1300 °C, que son más bajas que las de los aceros, recibiendo su nombre por causa de ésta facilidad para fundir y para su consiguiente moldeo en estado de fusión, que es la técnica adecuada de conformación para la fundición, habida cuenta de que, en general, es frágil. Su densidad oscila entre 7,0 y 7,2 g/ cm' y su módulo de elasticidad está en tomo a 100.000 Mpa. Su resistencia a tracción puede alcanzar los 300 Mpa y a compresión, entre 2 y 5 veces más que a tracción.
En general, las piezas de fundición son más sencillas de fabricar que las de acero, habida cuenta, por ejemplo, que la temperatura de fusión de la fundición es más baja que la del acero, se funden piezas muy pequeñas o muy grandes con facilidad,...
El moldeo consiste en verter el metal fundido en las cavidades de un molde, cuya forma adquiere tras la solidificación , experimentando en éste proceso alguna contracción. Es procedimiento adecuado para formas complicadas o grandes, o difíciles de conseguir por otro procedimiento de conformado, o que la propia naturaleza del material, por su escasa ductilidad o maleabilidad - como es el caso de la fundición gris o blanca - no permita el hechurado tanto en caliente como en frío. El moldeo se puede verificar en molde de arena prensada, o en coquilla - introduciendo el metal a presión elevada, adecuado para pequeñas piezas y en aleaciones de zinc, de aluminio o de magnesio, con bajas temperaturas de fusión-, o mediante el procedimiento de moldeo de precisión - también conocido como de cera perdida , ya que el modelo previo se ejecuta en cera o en plástico de baja temperatura de fusión, que, al calentar, desaparece, originando el negativo del modelo. Esta técnica es de gran precisión dimensional, y es la idónea para pequeños detalles-.
El carburo de hierro - al que conocemos por cementita -tiende a transformarse en grafito, y éste fenómeno se facilita con la adición de silicio en porcentaje no menor al 1%, y con la lentitud de enfriamiento al solidificarse.
En la fundición gris , que dek)e su nombre a la tonalidad de su fractura, el carbono transformado en grafito se presenta en escamas, en una matriz de ferrita o períita. Con contenido 2,5 y 4% de C, y entre el 1 y 3% de Si, (que provoca la fonnación del grafito),siendo un metal de bajo coste. Su

CONSTRUCCIÓN I.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 9 TEMA 11.- ACERO Y FUNDICIÓN. 1998
ProfeMrn: C.Goigou / J.F. Hécz
densidad es del orden de 7,2 g/cm^, inferior a la de la fundición blanca. Es fundición frágil y poco resistente a la tracción ( entre 173 y 276 Mpa ) debido a que las escamas de grafito se constituyen en puntos de concentración de tensiones, pero, en cambio, es material muy apto para la compresión, (resiste entre 2 y 5 veces más que a tracción) siendo más dúctil ante éste esfuerzo. Posee buenas cualidades para absorción de vibraciones ( de aquí su empleo frecuente en bancadas para máquinas, bloques de motores,...), buena resistencia al desgaste, y su fluidez a la temperatura de colada le pennite una buena adaptación a moldes complicados, presentando una escasa contracción al enfriarse. En general, las fundiciones grises son más tenaces que las blancas, pero menos duras que éstas. LM fundiciones grises resultan fáciles de mecanizar y debido al grafito presentan sus piezas una excelente resistencia a la corrosión, lo que las adecúa a la exposición a la intemperie, así como una buena resistencia al desgaste.
En la fundición dúctil o esferoidal , las escamas propias de la fundición gris se transforman en esferas debido a la adición de pequeñas cantidades de magnesio, lo que origina propiedades mecánicas distintas de aquélla, alcanzando más resistencia y ductilidad que la fundición gris. Su resistencia a la tracción varía entre 144 y 828 Mpa ( ) , con ductilidad próxima al 18%, teniendo propiedades similares a las del acero, siendo material apto para engranajes, rodillos,... La matriz que engloba a las esferas de grafito es fenita o perlita, según sea su tratamiento térmico.
En la fundición blanca , la escasa proporción de carbono (2,3 a 2,7)y la presencia de silicio en tomo al 1%, junto a la rápida velocidad de enfriamiento, hace que no se forme grafito, sino que el cartxsno se presente en forma de carburo - cementita-, haciendo que su fractura sea blanquecina, lo que le da su nombre. Su densidad es del orden de 7,7 g/ cm^ . Dada la presencia de cementita, la fundición blanca es dura ( Brinell entre 300 y 500) y frágil - carente de ductilidad -, por lo que no resulta mecanizable, empleándose en piezas moldeadas de gran resistencia al desgaste, como , por ejemplo, los cilindros empleados para laminación, sirviendo de partida para obtener la fundición maleable, calentando la fundición blanca a temperaturas entre 800 y 900 °C, formándose grafito en matriz de fenita o perlita, en un proceso de recocido conocido como maleabilización, proporcionando un aumento de tenacidad y resistencia a la tracción. De similar estructura a la esferoidal, resulta resistente mecánicamente ( con tracción entre 345 y 448 Mpa) , dúctil ( entre el 6 y el 10%) y empleable a temperaturas elevadas.
La fundición blanca se emplea básicamente para la obtención de fundición maleable.
En la fundición aleada (UNE 36003), el contenido en silicio supera el 5% y el contenido en manganeso, el 15%. También, se considera aleada la fundición cuyos elementos de aleación entran en proporciones superiores a:
' Recordamos que el Mpa equivale a] N/mm^

CONSTRUCCIÓN I.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 10 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Prafetom: C.G«icaa / J.F. Hdcz
Níquel 0,30%
Cromo 0,20%
Cobre 0,30%
Titanio 0,10%
Vanadio 0,10%
Molibdeno 0,10%
Aluminio 0,10%
Con el níquel, cobre, silicio, aluminio y titanio, se incrementa la resistencia a tracción, al endurecer la ferrita. Con el níquel, cromo o silicio se incrementa la resistencia al desgaste. Con el silicio o cromo, se incrementa la resistencia al calor.
Las Tundiciones de baja aleación ( con contenidos inferiores al 5*/* de cada elemento aleado) pueden ser: de alta resistencia a tracción ( con resistencias de hasta 500 Mpa); resistentes al desgaste ( con durezas Vickers de hasta 900); resistentes al calor ( permitiendo temperaturas de trabajo de hasta TOO'C). Las Tundiciones de alta aleación ( con contenidos de cada elemento aleado superiores al 5*/*), con metales tales como el níquel, aluminio, cromo, silicio, pueden tener especiales resistencias químicas a la corrosión por álcalis y ácidos - debido al elevado contenido en níquel, que puede alcanzar hasta d 35*/*); o ser especialmente resistentes a altas temperaturas, del orden de los lOOO'C, a consecuencia del elevado contenido en cromo -hasta el 33*/* -, o en silicio - hasta el 1S%-, o en aluminio -hasta el 8%-.
PROCEDIMIENTOS DE CONFORMADO DE LOS PRODUCTOS SIDERÚRGICOS.
Además del procedimiento de moldeo en estado de fusión, ya descrito para las fundiciones, distinguimos el procedimiento de hechurado, consistente en el cambio de forma por deformación plástica. El hechurado engloba técnicas bien diferenciadas y conocidas: la forja ( conformación por golpeo o por prensado en caliente); la laminación ( conformación en láminas por paso de una preforma entre rodillos, que, al comprimirse, disminuyen el espesor de la pieza, proceso éste muy usual para láminas metálicas de buen acabado superficial, barras de sección circular y perfiles diversos, como los usuales "doble t". La extrusión ( en caliente, confonnación en perfiles por prensado,forzando el paso del metal a través de una matriz, o en frío, obteniendo piezas huecas,..., a elevada compresión, mediante matrices o estampas que reproducen la sección del perfil, procedimiento éste último conocido también por embutición) y el trefilado ( obtención de alambres de diversos diámetros, por tracción de alambre laminado en rollo, haciéndolo pasar por plancha dotada de agujeros calibrados, denominada hilera ), obteniéndose también por éste procedimiento perfiles tubulares. Es de destacar que el hechurado en caliente - en el que el matenal permanece blando, requiriéndose menor energía para su deformación que en el hechurado en frío - la mayoría de los metales sufren cierta oxidación superficial, lo que propicia un defectuoso acabado superficial. En el hechurado en frío - que hace que el metal pierda en ductilidad pero gane en

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 11 TEMA 11.- ACERO Y FUNDiaÓN. 1998
PrafeMict: C.GuitEou / J.F. Hdcz
resistencia , pues el metal gana en acritud -, se consigue un más perfecto acabado de la pieza, y un mejor control dimensional de la misma.
?rtiofma.
\ \'/">yr/Vr.7P;.
..' ' /
^ J ^
^ r ^
12od''Uo ÍAminador
wwm'. riftclo
Trailla oort Umirtt G'ort w^m. TfeAcddK
MATtí2
BcWitíft
Esquemas de conformación del metal
TRATAMIENTOS TÉRMICOS DE LOS PRODUCTOS SIDERÚRGICOS.
1) RECOCIDO.- Sometimiento a temperatura elevada (> 720* 0), durante un período de tiempo suficientemente largo para culminar la reacción de transformación, seguido de un enfriamiento lento hasta temperatura ambiente. Consigue ablandar el metal - incrementa ductilidad y tenacidad -, hacerlo más maquinable, y elimina tensiones.
El normalizado es un recocido aplicable a los aceros que han sufndo un proceso de deformación plástica, como en el caso de un perñl laminado, para

CONSTRUCCIÓN L- MATERULES Y TÉCNICAS DE CONSTRUCCIÓN. 12 TEMA 11.- ACERO Y FUNDICIÓN. 1998
PrafcMret: C.G<ú|eou / J.F. Hdcz
devolverlo a su estado normal, eliminando tensiones internas y afinando su estructura, que consiste en calentar próximo a los 80°C por encima de su temperatura de transformación crítica , consiguiéndose una total austenización. Se consigue afinar los aceros, ya que tras el proceso de laminación aparecen granos grandes e irregulares de pertíta, consiguiéndose homogeneízar y disminuir el grano mediante el normalizado, ganando en tenacidad tras el enfriamiento al aire.
Si la pieza se deja enfriar dentro del homo, el procedimiento es más lento, consiguiéndose un acero más dúctil. Este procedimiento se conoce como "recocido total", y se suele aplicar a los aceros con contenido bajo y medio en carbono, deformados plásticamente por hechurado en frío.
Cuando se trata de aceros de contenido alto en carbono, se precisa un recocido especial, ya que resultan duros y de difícil mecanizado. Mediante un calentamiento próximo a los 700°C, se obtiene una microestructura de esferoiditas, por lo que éste recocido recibe el nombre de esferoidización , consiguiéndose un acero fácilmente mecanizable y dúctil.
2) TEMPLE.- Tratamiento destinado a aumentar la dureza del acero, calentándolo hasta la región austenítica y enfriando rápidamente la pieza austenízada, mediante agua, aire o aceite. Se trata de adquirir un elevado contenido en martensita. que se origina a una alta velocidad de enfriamiento de la austenita, lo que no permite difundir el cartx)no, pues de enfriarse lentamente, habría difusión del mismo, y se formaría una fase de ferrita y cementita. En general, los aceros retienen ésta estructura martensítica a temperatura ambiente, y son los más duros y resistentes bajo el punto de vista mecánico, pero resultan frágiles y poco dúctiles. Durante el temple se produce un incremento de volumen, como consecuencia de que la austenita posee una mayor densidad que la martensita en la que se transforma, por lo que en el templado de una pieza grande de acero con contenido superior a 0,5% de C, puede producirse grietas, cuyo origen se debe tanto a las contracciones por enfriamiento como a las tensiones por transformación de la austenita en martensita.
Obtenida la martensita tras el temple, ésta resulta muy dura y frágil y la pieza, además, gana en fragilidad debido a las fuertes tensiones internas ocasionadas por el temple. Si se somete a la pieza a un tratamiento térmico complementario del temple, conocido por revenido, se vuelve a recuperar algo de la ductilidad y tenacidad propias de la austenita, calentando a temperaturas entre 250 y 650X, produciéndose una cierta difusión, y dando lugar a una martensita revenida , casi tan dura como la propia martensita, pero más dúctil. El revenido, pues, incrementa la ductilidad de la pieza templada ( gana en tenacidad) a costa de perder dureza, resistencia v límite elástico.

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 13 TEMA 11.- ACERO Y FUNDIOÓN. 1998
ProfcMm: C.GoigM /J.F.Hdcz
ACEROS PARA PERFILES Y CHAPAS . según norma NBE EA-95.
Desianación seaún EA 95.
A 37 b
A 37 c
A 37 d
Desianación seaún UNE EN 10025 (designación comercial)
S 235 JR
S 235 J2 G3
El número 37 indica la resistencia a la rotura a tracción, en kp/mm , y 235 representa el límite elástico en N/mm .
Las letras b,c,d son "grados" del acero, de fomria que la "b" indica un acero común,el más comercializado para construcción; las "c " y "d" indican exigencias especiales de alta soldabilídad o de insensibilidad a la rotura frágil.
A 42b S 275 JR (*)
A 42c S 275 JO
A 42d S 275 J2 G3
(*) En realidad, el acero A 42 no se corresponde con el S 275, ya que éste posee un limite elástico superior, mis propio de un A 44, con lo que se está del lado de la seguridad.
Aceros usuales para chapas y perfiles son los A37b y A42b. Los grados c y d corresponden a exigencias especiales de alta soldabilidad o de insensibilidad a la rotura frágil.
A 52b....
A 52c....
A 52d....
Límite elástico (kp/mm ) Alárgame en Rotura (%) Resist.' a Tracción (kp/mm )
A 37 24 26 37
..S355JR
...S 355 JO
....S 355 J2 G3.
A 42 26 24 42
A 52 36 22 52

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 14 TEMA 11.- ACERO Y FüNDiaÓN. 1998
PrafcMKB: C C W R M / J.F. Hdei
Composición química de los aceros. • Contenido máximo en carbono ( C ): 0,25% • Contenido máximo en azufre ( S ) : 0,06% • Contenido máximo en fósforo ( P ) : 0,06% • Contenido máximo en nitrógeno( N2): 0,010 %
Ensayos frecuentes de los aceros.
Ensayo de Tracción: s/ UNE 7474-1 ( EN 10002-1) Ensayo de Doblado: (indica la ductilidad del material) s/ UNE 7472 Ensayo de Resiiiencia ( energía absorbida en ensayo de flexión por choque), s/ UNE 7475-1 ( EN 10045-1). Dureza Brinell: mediante bola de lOmm y carga de 3000 kp: UNE 7422. Con el número de dureza Brinell ( HB) obtenemos la resistencia a tracción equivalente.
FORMAS COMERCIALES GENERALES DEL ACERO. Los perfiles elaborados son aquéllos que presentan una forma definitiva, aptos para el uso directo. Dentro de éste grupo podemos incluir los siguientes tipos:
a) ELABORADOS RECTANGULARES: obtenidos por laminación o por corte de chapa, con ancho inferior a 500 mm. Distinguimos el plano ancho vf^^^^^^^j^^j^^^^tm^^/^^Ai la llanta W^^^^2S}^/
200 - 600 ^ 200 "<«
la pletina ^ ^ ^ ^ ^ ^ Q y el fleje ws2zz2sz^^ssz^<.á,
b) CHAPAS : perfiles rectangulares con ancho superior los 500 mm, y con espesores que, de encontrarse por debajo de los 3mm, originan chapas finas, considerándose de espesor medio a las que ésta dimensión se encuentra comprendida entre 3 y 4,75 mm, y chapas gruesas o palastro a las que superan éste límite. Las chapas pueden suministrarse carentes de protección superficial, lo que se conoce como chapa neora , o protegidas frente a la corrosión por medio de capas de metal anódico ( el zinc, originando la chaoa galvanizada) o catódico ( el estaño, originando la hoialata. hoy en desuso), o por medio de capas no metálicas ( como es el caso de la chapa lacada, que generalmente está previamente galvanizada). También, por propia aleación, sin precisar de tratamiento protector en superficie, puede la chapa ser muy resistente a la corrosión; se trata de la chapa de acero inoxidable, por aleación diversa con cromo y níquel fundamentalmente.
Morfológicamente, la chapa se puede suministrar totalmente lisa, o con resaltos antideslizantes ( esféricos, estrías), o con perforaciones. Asimismo, puede sufiir un procedimiento de corte y desplegado, originando una malla romboidal, lo que se conoce como "deployé' o desplegada. A fin de ganar en momento de inercia, la chapa puede plegarse u ondularse, siendo frecuente ésta disposición en cubiertas y fachadas.

CONSTRUCCIÓN 1.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 15 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Profctom: C.Guigou / J.F. Hdez.
La Norma Básica NBE EA-95 ( Estructuras de Acero) recoge la siguiente serie de chapas de cubrición o cerramiento:
ondulada: O.e (ondas de perfil curvo) -> ^ 1 \ / T ^ " O.e (ondas de perfil curvo)
grecada : G.e ( ondas de perfil trapecial)
nervada : N.n.p.e (trapecios desiguales)-( en donde n= n° de nervios entre ejes de solapo de chapas o placas; h= altura de la placa, en mm; p= paso entre nervios, en mm¡ e = espesor de la chapa, en mm). Si la chapa forma un panel, adherida por el trasdós a un aislante térmico, se designará:
P.a , en donde a= espesor del aislante térmico, en mm
c) PERFILES DE ACERO LAMINADO DE ALMA LLENA.
Perfiles: Definición. Son productos laminados en caliente, de seción maciza, con longitud muy superior a las dimensiones transversales. Perfiles pesados o estructurales: dimensión nominal > 80 mm. Perfiles ligeros comerciales: dimensión nominal < 80 mm.
IPN
UPN
I r
REDONDO 0
IPE -r =M, HEB ^ T "
CUADRADO ^ ^ / -
d) PERFILES REDONDOS PARA HORMIGÓN ARMADO. ( s/ EH-91).
Regulados por la instrucción EH-91, Art.** 9. Fabricados, en general, por un proceso de laminación en caliente seguido (estirado en frío) o no ( de dureza natural) de un proceso de estiramiento en frío.
Diámetro nominal: es un número convencional, que define el círculo respecto del cual se establecen las tolerancias. El área de éste círculo es la sección nominal.
Sección equivalente: para una barra con resaltes o corrugas (barra corrugada), es su peso en gramos dividido por 7,85 veces su longitud en centímetros. Ésta sección ha de ser: superior al 95% de la sección nominal ( para diámetros hasta 25 mm), superior al 96% de la sección nominal ( para diámetros superiores a 25mm).
d.1.- Barras lisas. Denominación: AE 215 I. Límite elástico mínimo: 220 Mpa. Rotura mínima a tracción: 340 Mpa. Alargamiento mínimo en rotura: 23%.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 16 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Pra fcMm: C.Guif>ou / J.F. H d n
Ha de presentar ausencia de grietas después de ensayos de doblado simple (180°) y doblado-desdoblado (90°).
No cumplen condiciones de adherencia acero-homiigón, dada la lisura de su superficie. De escaso empleo en hormigón armado. Es recomendable su empleo cuando se precise realizar fácilmente operaciones de doblado -desdoblado, lo que puede ocurrir, por ejemplo, con las armaduras de espera que se dejan sobresalientes para realizar un solapo con el siguiente tajo de hormigonado.
d.2.-Barra8 corrugadas. EH 91. 9.3 .Debido a la geometría de sus resaltes superficiales producen una tensión de adherencia hormigón-acero, que es objeto de homologación. El fabricante ha de disponer su distintivo en todas las barras, a fin de comprobar en obra visualmente, en la recepción, si poseen sello de calidad. De no ser así, la partida será objeto de rechazo.
Las baras corrugadas pueden ser de dureza natural (N) o estiradas en frío (F) o aptas para el soldeo ( S).
Designación.
AEH 400N. AEH 400F, AEH 400S. Límite elástico: 4100 kp/cm^ Rotura Mínima: 4500 kp/cm^ Alargamiento en rotura: 16% (para N) y 14% ( para F y S).
SCLPipuWk »,TDn •• CSKTM TH • X '
<^^ AEH 500N, AEH 500F, AEH 500S. • ^ '' Límite elástico : 5100 kp/cm^
Rotura mínima: 5600 " Alargamiento en rotura: 14% (para N ) y 12% (para F y S).
AEH 600N, AEH 600F Límite elástico : 6100 kp/cm^ Rotura mínima: 6700 " Alargamiento en rotura: 12% (para N) y 10% (para F).
\ ' > .
Diámetros nominales de baras lisas y corrugadas (en mm): 4.5,6,8,10,12,16,20,25,32.40,50.
d 3).- Mallas electrosoldadas. EH 91. 9.4.- Compuestas por alambres lisos ( no cumplen condiciones de adherencia) o corrugados ( las cumplen ), formando malla cuadrada rectangular, de 10x10 cm, 15x15 cm, 15x30 cm, 20x20 cm,20x30 cm, se emplean con frecuencia para elementos superficiales de hormigón armado, tales como forjados, losas Son muy frecuentes en el annado de la capa de hormigón que recubre unos 5 cm las bovedillas y viguetas del forjado, capa a la que se denominaba " de compresión' y

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. 17 TEMA 11,. ACERO Y FUNDIOÓN. 1998
PrafoMct: C.G«i||ou / J.F. Hdcz
actualmente se denomina " losa superior del forjado'. Igualmente, en el amriado de escaleras, láminas en superficies regladas,....
Designación del acero : AEH 500 T ( con límite elástico de 5100 kp/cm^) y AEH 600T (con límite elástico 6100 kp/cm^ ).
Designación general de la malla: M.E. si x st / i l x 0X1 AEH 500T. Ver esquema. Diámetros de alambres lisos o corrugados para mallas (en mm). 4-4,5/ 5-5,5/ 6-6,5/ 7-7,5/ 8-8,5/ 9-9,5/10,11,12,13,14.
f
" ^
K t . Vic/«*i«f<<./A£HSeOT.
r o
ÜwCStL ODC«odc le»
í iOAi CB«U«M>I* T » » " * IUTVRM.
e) PERFILES HUECOS DE ACERO.
Conformados en frío ( UNE EN 10021) o confonnados en caliente ( UNE -EN 10210). Sección cen'ada, no maciza, de chapa laminada. Conformación en frío: con soldadura. Conformación en caliente: sin soldadura. Acero usual: A 42b.
\. cuadrcicio
^ .« w
h. reclan oiar
f) PERFILES Y PLACAS CONFORMADAS DE ACERO.
UNE 35004 y EN 10020. Sección abierta. Acero A 37b. Composición química: contenido máximo en Carbono: 0,17 %; Azufre: 0,05%; Fósforo: 0,05%; Nitrógeno: 0,009%.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 18 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Profeíom: C.Guigou / J.F. Hdn
Series de perfiles conformados Ejemplo de designación:
Perfil conformado L LF 50.2 Perfil conformado LD LF 60.30.3 Perfil conformado U UF 100.3 Perfil conformado C CF 120.2.5 Perfil conformado omega OF 40.2 Perfil conformado Z ZF 180.2
ACEROS ESPECIALES s/ UNE : ejemplos.
1) ACEROS DE GRAN ELASTICIDAD. UNE 36015. Alto límite elástico. Fabricación de muelles.
Éstos aceros poseen una resistencia a tracción del orden de los 15.000 kp/cm^ ( 1500 Mpa) y un límite elástico alto, por encima del 60% de ésta resistencia, superando los 1350 Mpa.
Designación.
F-141.- Acero de muelles al carbono, de temple en aceite. Cuerdas de piano. Muelles. Piezas de espesores pequeños.
F-142.- Acero de muelles al carbono, de temple en agua.
F-143.-Acero de muelles, al cromo-vanadio. Muelles con buena resistencia a la fatiga.(•). Resistencia a tracción : 1600 Mpa. Límite elástico: 1400 Mpa.
(*) La fatiga es una forma de rotura propia de estructuras sometidas a tensiones no estáticas, sino dinámicas y fluctuantes, repetitivas, de tipo cíclico. La fractura por ésta causa puede sobrevenir a una tensión menor que la que correspondería a una carga estática. Aunque el material sea dúctil, la rotura se produce sin una deformación plástica previa, por lo que su aspecto es de rotura frágil.

CONSTRUCCIÓN I.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 19 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Profeíore$: C.Guigou /J.F. Hdei
2) ACEROS DE DILATACIÓN TÉRMICA ESPECÍFICA. UNE 36018. Con coeficiente de dilatación térmica más bajo o más alto que los aceros comunes, a emplear en piezas que así lo requieran .
Designación.
F-241.- Aceros de alta dilatación, con coeficiente similar al aluminio, esto es, del orden del doble del acero común de construcción . Para piezas de acero engarzadas en metales y aleaciones de aluminio ( aleaciones ligeras).
F-242.- Aceros de baja dilatación, con coeficiente prácticamente nulo. Contiene el 0,20 % de C y el 36% de níquel. Para piezas y aparatos de precisión, con dilatación muy baja para temperaturas entre O y 200°C.
3) ACEROS RESISTENTES AL CALOR. UNE 36017. Para resistir, en buenas condiciones mecánicas y químicas ( sin oxidarse), temperaturas elevadas.
F-331.- Aceros refractarios ( 20% Ni, 25% Cr).Piezas para hornos y emparrillados. No son magnéticos. Austeníticos. También, el conocido acero inoxidable austenítico al cromoníquel 18/8, al que el Instituto del Hierro y del Acero designa F- 314.
Es de destacar que los aceros merman notablemente su resistencia a partir de los 450°C, siendo
los aceros austeníticos adecuados a éste fin, conservándose hasta los 1000 °C.
4) ACEROS DE FÁCIL SOLDADURA. UNE 36024. Según el Instituto del Hierro y del Acero - o Centro Nacional de Investigaciones Metalúrgicas -, tenemos los aceros del grupo 220:
F-221.- Aceros al carbono ( 0,15< C < 0,25%). Herrajes y estructuras.
F-222.- Aceros al cromo -molibdeno ( <0,25%C, <1,10% Cr, <0,25%Mo). Tubos, perfiles de elevada resistencia, tornillería, herrajes.
F-223.-Aceros al cromo-vanadio. (< 0,25%C, <1,10% Cr, <0,20% V).Tubos, herrajes, piezas de alta resistencia sometidas a esfuerzos de fatiga.
F-224.- Aceros al cromo -manganeso-vanadio.( <0,30%C, <0,30% Mn, <0,90%Cr, < 0,20% V). Muy aptos para soldadura.
Bibliografía Consultada:
Lacharas/ Carrasquilla. Ciencia de Materiales. Ed. Donostiarra.
Norma Básica NBE EA 95 : ESTRUCTURAS DE ACERO.
INSTRUCCIÓN EH-91.
NORMATIVA UNE - Biblioteca Departamental.
Pedro Sanz Elorz- José Antonio. Ciencia e Ingeniería de Materiales. Metalurgia Física. Ed. Dossat. Biblioteca ETSALP n" 13112.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 20 TEMA 11.- ACERO Y FUNDICIÓN. 1998
Profctora: C.GIIÍKOU / J.F. Hdcz Callister Jr. William D. Introdución «la Ciencia • Inganiería da los Matarialas. Ed. Ravaité. Biblioteca ETSALP n* 1M12.
VíIlanucva,Luis.Ciencia,Tecnología y Estudio Descriptivo de los Materiales. ETSAM.
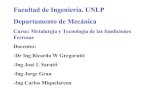
?\¡m 2-» TENSiÓH «OtUtA ^ TüUTO 3 » TCHStOH ÚUIM
a
/ 1 1 /
/ " / "
/ "
1
1 1 1
1 1
1 1
\
•2
i 1 1
1 1
I !
1
"ulTittt
TX Z' 1 iERXMACJCKES ^
I (EX TOPA lA ? C ¿ B £ T X ) " ^
t-..^:.-.:^;

CAPÍTULO 11- LOS ACEROS INOXIDABLES

CONSTRUCCIÓN I.- MATERULES Y TÉCNICAS DE CONSTRUCCIÓN. 22 TEMA 11.- ACERO Y FUNDICIÓN.
Profesores: C. Guigou/ J.F. Hdez. 1998
ACERO INOXIDABLE . - DEFINICIÓN.
Se denomina así a aquél acero con moderado contenido en carbono y apreciable contenido en cromo - no menor del 15% -, que resiste la acción de determinados agentes corrosivos - tales como el ambiente marino húmedo, la atmósfera industrial, el ataque ácido, y las elevadas temperaturas, del orden de 750 '*C-, sin sufrir oxidación sensible.
PRINCIPALES TIPOS DE ACEROS INOXIDABLES Designación AISI n
A) ACEROS MARTENSÍTICOS. (SERIE 400. MAGNÉTICOS). PRINCIPAL COMPONENTE DE ALEACIÓN: EL CROMO.
Se obtienen por enfriamiento desde la región austenítica, quedando formados mayoritariamente por martensíta a temperatura ambiente. Son aceros al cromo - con contenido entre el 12 y el 14 % - , que admiten el temple , por lo que tienen la facultad de adquirir gran dureza al enfriarse rápidamente. Presentan una estructura martensítica tras el temple - de aquí su nombre - , y su resistencia a la con^osión se inaementa al someterio a un revenido entre 200 y 250°C tras el temple. A veces se alean con Níquel en baja proporción - del orden del 1,3% -, con lo que el contenido de Cromo asciende al 15-17%.
•Empleo común en cuchillería. *Un acero típico de éste grupo es el AISI 420. (*) *Buena resistencia a la corrosión en condiciones ligeramente oxidantes. *Son blandos en estado recocido, pero duros por temple al aire. *Carga de rotura muy alta en estado templado y media en estado recocido. •Dúctil en estado recocido. Poco dúctil tras el temple. •De dilatación térmica similar al acero común.
(•) AISI -AMERICAN / INSTITUTE / STEEL / IRON.
B) ACEROS AUSTENÍTICOS.( SERIE 300.NO MAGNÉTICOS). PRINCIPALES COMPONENTES DE ALEACIÓN. CROMO Y NÍQUEL. LOS MÁS EMPLEADOS EN ARQUITECTURA , INDICADOS PARA EXTERIORES.
Son aceros obtenidos tras enfriamiento desde temperaturas del orden de 900°C, quedando a temperatura ambiente constituidos por austenita. Para favorecer la presencia de austenita el enfriamiento ha de ser rápido, empleándose el agua o el aceite, especialmente si las piezas son gruesas.
Este tipo contiene entre un 12-30% de Cromo y un 7-30% de Níquel, aleándose también a veces con Molibdeno ( incrementa notablemente su resistencia a la corrosión). En cualquier estado y temperatura están constituidos principalmente por

CONSTRUCCIÓN I.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 23 TEMA 11.. ACERO Y FUNDiaÓN.
Profesores: C. Guigou/ J.F. Hdez. 1998
austenita , de gran estabilidad, que no se transforma en otra fase por enfriamiento rápido, por lo que no son templables. Presentan elevadas resistencias mecánicas a altas temperaturas, y no tienen propiedades magnéticas, al carecer la férríta gamma de la austenita de ésta propiedad. Estos aceros se recuecen, lo que les dota de buena resistencia a la corrosión. Aumentan el tamaño de grano a elevadas temperaturas, lo que si bien comporta una merma de resistencia mecánica, en cambio, no los fragiliza - lo que ocurre en los ferríticos -, y constituye una dificultad para el pulido posterior, al presentar textura de piel de naranja. Aleándolos con un 2-3% de Molibdeno, se mejora su resistencia a la corrosión, tanto si ésta es del tipo generalizado, como si lo es por picadura. Es el caso del acero AISI 316, con el que se supera la tendencia a la corrosión intergranular que el austenítico presenta a temperaturas entre 400 y 800 °C. Acero muy adecuado para la soldadura - al no presentar cambio de fase por calentamiento y enfriamiento -, muy dúctil, apreciado para procesos de embutición. Un acero austenítico característico es el AISI 304 ( con una resistencia a tracción de unos 600 n/ mm ), con un 18% de Cromo y un 8% de Níquel. •Apreciados en construcción para : muros cortina { espesor cercano a 1,5mm), revestimientos de fachadas (espesor entre 0,6 y 0,8 mm), carpintería metálica (espesor de 0,7 mm), chapas antideslizantes, fontanería,piezas soldadas , fi-egaderos,....
Como norma general, se recomienda elegir el espesor más fino corr >atible con las prestaciones requeridas, evitar en lo posible las soldaduras, y recurrir al empleo de las piezas de empalme.
*Son más inoxidables que los ferríticos. La aleación con Níquel los hace resistentes a los ácidos más fuertes, aunque no es resistente al ácido clorhídrico, ni a atmósferas con anhídrido sulfuroso. Buena resistencia ante los cloruros. *No son magnéticos en estado recocido, aunque sí lo son ligeramente después de ser trabajados en frío. *Son blandos en estado recocido, pero endurecen al trabajarios en frío. *Su carga de rotura es media, aunque crece al trabajarios en frío. *Su ductilidad es excelente en estado recocido , mermándose tras trabajados en frío. •Su dilatación témiica es superior a la del acero común. ( 304: 17,3 x 10 "" " C"\ 316: 16,3x10"*°C"^).
*Su resistencia a la oxidación a altas temperaturas es excelente.
C) ACEROS FERRÍTICOS . (SERIE 400. MAGNÉTICOS) . PRINCIPAL COMPONENTE DE ALEACIÓN: EL CROMO.RESISTENCIA A LA CORROSIÓN INFERIOR A LA SERIE 300. EMPLEO EN AMBIENTES NO AGRESIVOS.
Son aceros constituidos por fen-ita a cualquier temperatura, no alcanzando nunca el estado austenítico al calentar, ni el martensítico al enfriar. Son, pues, aceros de muy bajo contenido en carbono, inferior al 0,3%, que no son templables.
Son aceros al cromo, pero en mayor aleación que en el caso de los martensíticos, ya que se alcanza del 16-30% de Cr. Si se les añade Molibdeno en la aleación, mejoran significativamente la resistencia a la corrosión, mejorando en ésta resistencia a los

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 24 TEMA 11.- ACERO Y FUNDiaÓN.
Profesores: C. Guigou/ J.F. Hdez. 1998
aceros martensíticos. Cuando su contenido en Cromo es elevado, su comportamiento ante la oxidación a altas temperaturas es notable. En general, no poseen una alta resistencia mecánica, siendo mas bien frágiles , blandos y fáciles de confomnar. Un acero representante de éste grupo es el AISI 430, cuyo coeficiente de dilatación témiica es de 10,4 x 10 "* °C "^, con una densidad de 7,78 gr/ cm'.
Presentan, al igual que los martensíticos, propiedades magnéticas en estado recocido. Muy empleados en revestimientos interiores, barandillas interiores, menaje y electrodomésticos, El subgrupo de aceros superfén-íticos, es especialmente recomendable en soldaduras y resistencia a la corrosión bajo tensiones. *Su resistencia a la oxidación en ambientes ligeramente oxidantes es superior a la de los martensíticos. •Son altamente magnéticos. *Su dilatación térmica es del mismo valor que el acero común. *Su resistencia a la oxidación a altas temperaturas es mejor que la de los martensíticos. *AI carecer de níquel, los fen-íticos son favorables en ambientes con anhídrido sulfuroso, pero son muy susceptibles al ataque de cloruros ( por ejemplo, en ambiente marino).
DESIGNACIÓN AISI. (American Instituto Steel I ron).
A) MARTENSÍTICOS.
AISI 410, AISI 420, AISI 416, AIS! 431.
B) FERRÍTICOS.
AIS! 403, AIS! 405, AISI 430 S, AISI 430 Ti, AISI 430 S. AISI 430 Ti.
C) AUSTENÍTICOS.
AIS! 301, AIS! 302. AISI 303,AISI 304, AISI 304 L, AISI 305 ,AiSI 316, AISI 316 L, AISI 316 Ti. AISI 321.
EQUIVALENCIA DE DESIGNACIONES NACIONALES AISI-UNE AISI UNE simbólica UNE numérica
430 X8Cr17 F 3113 430 Ti X8CrTi17 F 3114 (Posee un máx.de 0,10%C, 16-18%Cr, máx.0,8%Ti)
304 X6CrNi19-10 F 3504 304 L X2CrNi 19-10 F 3503 316 X6CrNIMo17-12-03 ....F 3534 316 L X2CrNiMo17-12-03. ...F 3533

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 25 TEMA 11.- ACERO Y FUNDICIÓN.
Profesores: C. Guigou/ J.F. Hdez. 1998
Estos aceros se designan, pues, por ejemplo:X2 Cr Ni 19-10 UNE 36-016, o F-3113 UNE 36-016,
CONSIDERACIONES SOBRE LA CORROSIÓN DE ACEROS INOXIDABLES.
La resistencia a la corrosión de éstos aceros la ofrece la película superficial fina y transparente de óxido de cromo. Un rasguño en ésta película se subsana por el propio cromo al entrar en reacción con el oxígeno atmosférico. Pero más difícil de subsanar es el ataque químico debido a la presencia de iones cloruro, depositando productos corrosivos que intensifican el ataque al impedir el libre acceso del oxígeno .Se pueden apreciar los siguientes fenómenos:
a) la empañadura, consistente en la unifomne decoloración superficial, en forma de película de interferencia. Se provoca cambio de color y pérdida de brillo, especialmente al existir partículas de polvo en la superñcie. Se mejora mediante el lavado. Observado a distancia es inapreciable.
b) la picadura , consiste en un ataque por puntos de coloración negra o marrón, pudiendo, en un caso de ataque severo, dar apariencia uniforme por el número y profundidad de las picaduras.
c) la corrosión intersticial, por falta de oxígeno , que suele producirse por la existencia de arandelas , metálicas o no , y de un electrólito tal como la disolución acuosa de sales en agua de lluvia,.... Es preciso evitar al máximo los intersticios en el diseño, y el contacto entre metales diferentes, debiendo, en otro caso, emplearse aceros de más alta aleación.
d) la corrosión galvánica - corrosión bimetálica -, se produce en el contacto directo de dos metales de distinto potencial electroquímico. El circuito eléctrico que se establece, incrementará la corrosión del metal menos noble. Entre dos tipos de acero inoxidable, el diferencial electroquímico es insuficiente para provocar éste problema. Pero si se contacta una pieza de acero al carix)no con otra de mayor superficie en acero inoxidable, se puede producir la rápida corrosión del acero al cartx>no. La unión entre metales distintos debe verificarse en puntos que se mantengan secos - donde la humedad no se acumule por largos períodos -,y mejor aún, disponiendo un material aislante eléctrico en la junta entre ambos.
e) la rotura por corrosión bajo tensión, puede ocumrie al acero inoxidable en un ambiente de brisa marina - acuoso con cloruros- si la pieza está sometida a una fuerte tensión y a una temperatura alta - por encima de 60°C -,circunstancias éstas no frecuentes en arquitectura. También puede suceder éste fenómeno a temperaturas más bajas, pero en ambientes muy severos con compuestos químicos orgánicos.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. 26 TEMA 11.- ACERO Y FUNDIOÓN.
Profesores: C. Guigou/ J.F. Hdez. 1998
CONSIDERACIONES SOBRE TORNILLOS DE ACERO INOXIDABLE.
A) DE ACERO AL CROMO - NÍQUEL AISI 304 Y 305. Son aceros 18/8 o 18/10 ,que no admiten ningún tipo de tratamiento térmico , pudiendo endurecerse sólo por medio de una deformación en frío. Su resistencia a la corrosión es muy superior a la de los aceros al cromo - martensíticos y ferríticos -,con altas prestaciones mecánicas. Son muy resistentes a temperaturas muy por debajo de 0*0, siendo recomendables para aplicaciones criogénicas. Son imantables a causa del proceso de defomriación en frío sufrido en su fabricación, y si se requiere tomillería con ausencia de magnetismo se ha de elegir la calidad AISI 305.
B) DE ACERO AL CROMO -NÍQUEL-MOLIBDENO. Son los aceros 18/8/2,cuya aleación de molibdeno lo dota de una especial resistencia a la conrosión por cloruros. Son los aceros AIS! 316 y 316 L. Los aceros inoxidables austeníticos se sensibilizan y ,por consiguiente, pierden resistencia a la corrosión al exponeríos a temperaturas entre 425 y 815X, lo que pueden sufrir al soldarse, por ejemplo, por lo que para salvar éste posible problema debe elegirse una calidad L, esto es, de bajo contenido en carbono.-(AlSI 304L, AIS! 316 L, que son aceros que poseen un línriite de 0,03% en cart)ono).
C) DE ACERO CON ADICIÓN DE COBRE.(AISI 302 HQ). El cobre, en porcentajes de aleación entre el 3 y el 4% colabora al no endurecimiento del material por procesos de deformación en frío. La resistencia a la corrosión es comparable con la del AISI 304, aunque mecánicamente menos resistente.
D) DE ACERO REFRACTARIO. Este acero debe elegirse cuando la temperatura de aplicación esté comprendida entre los 600 y 1200 "C. Normalmente, si un acero común pierde su resistencia a los 450°C, un acero inoxidable del tipo 304,316 o 430, puede resistir sin merma temperaturas de unos 850°C.
Para fijaciones da piezas de acero inoxidabie, no emplear tomillos ni de bronce ni de aluminio, sino de un acero inoxidable similar a las bases.

CONSTRUCCIÓN I. MATERULES Y TÉCNICAS DE CONSTRUCCIÓN. 27 TEMA 11. ACERO Y FUNDICIÓN. 1998
Profctoret: C. GvicaW J.F. H*tM.
LA ELECCIÓN DEL ACERO INOXIDABLE EN FUNCIÓN DEL AMBIENTE AL QUE SE EXPONE.
A) EL MEDIO RURAL. Es , en general, de baja contaminación , aunque pueda transportar con el viento agentes agresivos de áreas industríales o costeras próximas. Hay que tener en cuenta la posibilidad de que el área se urbanice en un determinado plazo de tiempo, lo que afectaría a la vida útil del edificio.
El acero 430 - ferrítico -,si bien es utilizable, podrá sufrir manchas moderadas y cierta oxidación, tanto en superficies bajo cubierta como en exteriores, lo que se mitiga con un buen pulido superficial y con un lavado habitual , aunque el lavado produzca pérdida de brillo.
El acero 304 - austenftico -, es virtualmente inatacable en superficies a la intemperie. No obstante, puede decolorarse en superficies bajo cubierta .Para evitar el empañamiento, es preciso pulir las superficies, así como el lavado periódico.
Los aceros 315 y 316 -austenfticos- mantienen el brillo en las superficies pulidas -ver elecropulido o acabado 2B-.Las superficies a la intemperie, pueden sufrir un ligero empañamiento. En éstos aceros el lavado no lo precisan para mantener su resistencia a la corrosión, beneficiándole por la eliminación de las películas de suciedad.
B) EL MEDIO URBANO. De contaminación moderada ,debida a los humos de vehículos. El acero 430 puede oxidarse notablemente, sobre todo en aquéllas superficies no lavadas por el agua de lluvia, y por tanto, no desprovistas periódicamente de sustancias contaminantes. Tal deficiencia no se ve muy mejorada por el tipo de acabado superficial, ni por un programa de lavado sistemático.
El acero 304 puede sufrir una ligera decoloración, que se puede mitigar con un lavado periódico. Se recomienda un acabado pulido antes que con abrasivos.
Los aceros 315 y 316 responden bien en las atmósferas urt)anas y apenas sufren decoloración, no precisando limpieza periódica a los efectos de resistencia a la corrosión, pero sí para mantener una buena apariencia.
C) EL MEDIO INDUSTRIAL. Comprende áreas con niveles de conosión desde moderado hasta alto. Los gases contaminantes normalmente son óxidos de azufre y de nitrógeno, procedentes de la combustión de fuel , siendo también probable la presencia de gases de otra naturaleza, como los procedentes de la industria química contando, además, con el depósito de partículas -hollín del fuel, óxidos de las siderurgias,...-, que constituyen agentes aceleradores de la corrosión.
El acero 430 sufre un ataque severo en áreas industríales contaminadas, no mejorando significativamente la resistencia ni el pulido ni el lavado períódico.

CONSTRUCaÓN L MATERIALES Y TÉCNICAS DE CONSTRüCaÓN. 2 8 TEMA 11. ACERO Y FUNDICIÓN. 199«
PrafeMRi: C. Gtrigao/ J.F. Hdo.
El tipo 304 generalmente sufre un ataque de moderado fuerte , influyendo t>eneficiosamente el lavado periódico. Para ambientes agresivos se recomienda el empleo de acero inoxidable de más aleación.
Los tipos 315 y 316 dan un resultado satislactorío en todas las atmósferas industríales, cuyo ligero empañamiento o manchado se reduce al mínimo con un lavado periódico. No obstante, para un medio extremadamente agresivo puede precisarse un acero inoxidable de aleación alta especial (con aleación de molibdeno).
D) MEDIO MARINO.
En éste medio, la presencia de sales, especialmente cloruros, depositados por la brisa marina sobre las piezas , cristalizadas por evaporación y no frecuentemente eliminadas por lavado o por la lluvia , provoca la aparición de picaduras en el acero inoxidable, de no emplearse el tipo adecuado.
El tipo 430 sufre generalmente una severa oxidación en la totalidad de su superficie, siendo, por consiguiente, un acero desaconsejado para éste ambiente.
El acero 304 , aunque mejor que el anterior, puede sufrir grandes picaduras.
El acero 315 presenta un buen comportamiento en aquellas situaciones donde la concentración de cloruros de la brisa marina no sea demasiado elevada, esto es, para situaciones a unos cientos de metros del mar, precisando lavados periódicos para su preservación.
El acero 316 presenta un excelente comportamiento en situaciones cercanas a la orilla, - próximo a los 25 ms-, constituyéndose en el mejor acero inoxidable entre los más comunes. Precisa un pulido superficial y un lavado periódico, mantiene el acabado original. Un lavado deficiente puede acarrear cierta decoloración a la larga.
Si al ambiente marino se le superpone un ambiente de polución industrial agresiva -como es el caso de las instalaciones industriales costeras en Canarias-, incluso el 316 podría sufrir considerable ataque, por lo que debería elegirse un acero de mayor
aleación. La decisión de tal elección - que supondría un pedido especial- debe sustentarse en consulta a fabricante especializado.
CONSIDERACIONES ACERCA DE LA VIDA ÚTIL DEL ACERO INOXIDABLE.
Atención ai empleo de metales de diferente potencial galvánico - sufrirá corrosión el menos noble, e intensamente si su área es significativamente menor que la del metal más noble Las uniones deben localizarse en áreas sin humedad, o bien interponiéndoles un material no conductor, a fin de aislaríos eléctricamente. Atención

CONSTRUCCIÓN L MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 29 TEMA 11. ACERO Y FUNDICIÓN. 1998
Profetorat: C. GaigMi/ J.F. Héa.
a los valores de pares galvánicos por contacto entre metales.
Para las soldaduras de las partes más gaiesas - superiores a 2 mm - que se vayan a exponer a influencias concesivas, se debe tener en cuenta el uso del acero inoxidable de bajo contenido en carbono - como los 304 L y 316 L-, así como de los nomnalizados tipos 321 o 347 a fin de reducir el riesgo de sensibilización o debilitamiento por soldadura- fenómeno por el cual el carbono existente en el acero, que normalmente no excede del 0,08 %,se combina con el cromo en el límite de grano durante la soldadura, formándose carburos que reducen el como existente en el límite del grano, que tiene la misión de proporcionar la película protectora anticorrosiva , por lo que el material se encuentra en condición defectuosamente resistente frente a la corrosión.
En la fóbrícación, ésta sensibilización se evita mediante un rápido enfriamiento del acero tras el último tratamiento térmico, lo que impide la precipitación de carburos de cromo. Cuando realizamos soldaduras en secciones delgadas, éstas se enfrían rápidamente , y producen un resultado similar al descrito. Soldar secciones gruesas requiere el empleo de aceros de bajo contenido en Carbono, comoel 304Loel 316L, o, como alternativa, tipos estabilizados -321 o 347-,aunque ésta segunda opción es raramente necesaria. Estos tipos estabilizados contienen titanio o niobio, como elementos
estabilizantes, que se combinan con el carbono en el calentamiento, evitando así el empobrecimiento en cromo.
En una soldadura de un acero inoxidable que esté expuesto a un ambiente agresivo -como el marino-, si se trata de un acero de contenido normal en cartx>no - no del tipo L - o no estabilizado - sin titanio o niobio-, puede sufrir una pérdida de resistencia.
Cualquier metal de aportación empleado en una soldadura de acero inoxidable, deberá ser de la misma serie de acero que el que se somete a soldadura. Así, para un acero 304, 316 o 347 deberá emplearse como material de aportación acero austenítico - que es de la serie 300 - , y cuya composición sea similar a aquél.
Hay que resaltar que los defectos de soldaduras -grietas, picaduras,..-,facilitan la aparición de la corrosión.
La soldadura deberá someterse a un acabado para presentar una superñcie igual a la de la pieza - pulida, reflectante, acabado mate-.
Las incnjstaciones de hierro - limalla procedente de cepillos, herramientas esmeriladas, ..., pueden producir puntos de oxidación, por donde iniciarse el proceso de corrosión.
La descromatización local superficial puede deberse al empleo de un gas de protección inadecuado en la soldadura ,o de una deficiente eliminación de la oxidación en la zona de soldadura. La grasa, los lápices marcadores,...,pueden dejar restos contaminantes al quemarse durante la soldadura.
Cuanto más pulida la superficie, más fácilmente se mantendrá limpia , mejores

CONSTRUCCIÓN L MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 30 TEMA 11. ACERO Y FUNDiaÓN. 1998
Profciom: C. Giógoml J.F. H4ci.
resultados se tendrán frente a la corrosión. De aquí, que al elegir un acabado mate, se deberá optar por un grado mayor, ésto es, pasar de un 304 a un 316, por ejemplo. Mediante el pulido electroquímico - en el que la pieza es sometida a una eliminación superficial al hacerla actuar como ánodo en una solución específica-, consigue un acabado más brillante, reduciendo en un 50% en mieras la mgosidad inicial, por lo que su efectividad dependerá de ésta. Cuando las líneas de pulido o de esmerilado se acentúan en el acabado, la mejor disposición de éstas es la vertical, a los efectos de una mayor facilidad de lavado. En general, el lavado consiste en la aplicación de un detergente suave.
TIPOS DE ACABADO EN ACERO INOXIDABLE.
ACABADOS EN CALIENTE : N' 1 .-Laminado en caliente. Recocido y decapado. (*) ACABADOS EN FRÍO : N" 2.-Laminado en frío, recocido y decapado. ACABADOS ESMERILADOS . N'S Y N«4.
N°3 :Laminado en frío.Recocido y decapado. Esmerilado con cintas abrasivas con granos de 80 a 120 de malla, n
NM: Laminado en frío. Recocido y decapado. Esmerilado con cintas abrasivas con granos de 140 a 220 de malla.
ACABADOS GRABADOS-a) ACABADO EMBOSSING.- Laminado en frío, acabado tipo 2B -ver cuadro-,posterior grabado por laminación y recocido . b) ACABADO 1 L.- Laminado en caliente, grabado, posterior recocido y decapado.
Los acabados en caliente y frío se destinan a aplicaciones industriales y arquitectónicas y a elevadas temperaturas. Los acabados esmerilados se emplean con fines decorativos. Los acabados en frío brillantes, como el tipo BA -ver cuadro -, aumentan la resistencia a la corrosión.
DESIGNACIÓN DESCRIPCIÓN
2B -*•
BA -^ 2D-> 3 - •
4 ->
6->
? - • 8-+
EP -^
acabado por laminación en frío, decapado suave. Brillante. laminado en frío. Recocido. Brillante. Espejo. laminado en frío. Recocido. Decapado.Mate. laminado en frío + pulido con abrasivo grano 80 0 120. Esmerilado medio.
laminado en frío ••• pulido con abrasivos 150-320, dando aspecto más brillante que en acabado 3. Esmerilado fino . acabado pulido mecánico .Satinado,mate. Pulido con disco de pita. Pulido brillante. mayor poder reflectante. En chapas por pulido mecánico.Pulidos sucesivamente más finos de grano abrasivo y abrillantado final Discos de algodón. Se confunde con espejo. aspecto de espejo, por electropulido.
RUGOSIDAD
0,08 mieras (^)
0,029 a 0,04 n 0.14 n 0,2 a 1,5 ji
0,2 n
0,15 a 0,55 n
0,015 a 0,025 n

CONSTRUCCIÓN L MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 31 TEMA 11. ACERO Y FUNDICIÓN. 1998
ProfcMre*: C. GuigtiulJ.T. Héa.
NOTAS. (*) Dacapacto.-Oespués del recocido, la cascarNa de óxido debe eliminaree mecánicamente o por decapado en baAo de áddo. En caso de defectuoso decapado, se deberá eliminar el óxido contaminante mediante lavado en ácido nítrico caliente, o por oepSado. El acabado del n*1 representa una mgosidad de unas 5,0 mieras. (**) EsmarUado.-Si se emplea muelas o abrasivos, éstos det>en estar exentos de Kmala de hierro, no debierKk) emptearae para acero común y para acero irMxidable, ya que constituye una fuente de deterioro por corrosión. (***) la mgosidad se mide en miaas CLA (certni ine average)- se atraviesa la sif>erficie con un nsirumenlo y se recoge las meddas entre picos y valles, por lo que un menor número CLA supone una mayor lisura de acabado.
Se debe emplear abrasivos no friables, pues al partirse se incrustan en los poros del acero, constituyendo puntos proclives a la corrosión : es el caso del cartHiro de silicio. Asimismo, no det>en contaminar, al acero inoxidat>le, como es el caso del esmeril, que posee óxido de hierro, debiendo emplearse como abrasivo óptimo las alúminas. Es un resumen de GUIA PAf^ ARQUITECTOS SOBRE RESISTENCIA A LA CORROSIÓN CEOINOX ARCHIVO DE MATERIALES: A 01 01-9509 DEPARTAMENTO CONSTRUCCIÓN ETSALP.
Información complementaria: REVISTA INOXIDABLE. N«10.1989.
CUIDADOS DEL ACERO INOXIDABLE.
Normalmente, en ambientes no corrosivos, una periódica limpieza con agua y paños limpios es suficiente. No debe emplearle estropajos metálicos que no sean de acer^ inoxidable. Si la mancha es de grasa, se puede emplear un disolvente orgánico como el tricloroetileno , o tetraclomro de caitxjno, o petróleo, gasolina o alcohol. Si la atmósfera es corrosiva, como el ambiente marino, o el ambiente uiisano polucionado, es conveniente el lavado periódico con agua y detergente , que también se debe emplear para eliminar las huellas de dedos (aclarando con agua y añadiendo bicartxsnato o amoníaco). Con un acabado n° 4, las huellas de dedos desaparecen con un trapo seco y suave. También se puede emplear un limpiacristales. Las manchas por depósitos calcáreos de la evaporación de aguas duras, se eliminan con vinagre, ácido fosfórico o ácido oxálico al 5%, aclarando con un 5% de cartxjnato sódico. Las manchas de cemento o yeso se deberán eliminar con productos abrasivos y paños de nylon, nunca con cepillos de acero. Para las manchas de grasa en lugares donde no se puede frotar, es eficaz la lejía en solución entre el 5 y el 15%, debiendo aclarar después con agua.
Fuente de Información :REVISTA INOXIDABLE. 1.1985
LA PASIVACIÓN DEL ACERO INOXIDABLE.
Consiste en la descontaminación del acero tanto en chapas como en barras y productos manufacturados, con el fin de restablecer el estrato pasivo natural del acero inoxidable , eliminando todo indicio de metales incrustados en la superñde. Esto evita la aparición de fenómenos corrosivos, protegiendo las piezas contra la corrosión por picaduras e intersticial.
La existencia de restos de metales más anódicos - como el acero común- sobre la superficie de la pieza del inoxidable, puede originar la contaminación del mismo incluso en ambientes no demasiado corrosivos. Comienza con la corrosión galvánica acelerada del material contaminante, que se oxida y produce elementos conx>sivos sobre la superñcie. Seguidamente, se produce la conrosión del acero inoxidable que se

CONSTRUCCIÓN L MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. 32 TEMA 11. ACERO Y FUNDiaÓN. 1998
PrafeMm: C. GiritMi/ J.F. Héu.
encuentra debajo, al impedirse el contacto del inoxidable con el oxígeno del aire, esencial para su pasivación. Hay, pues, que evitar el contacto del acero inoxidable con residuos de hierro provenientes de herramientas que se han empleado para trabajar otros metales, como el hierro, así como el contacto con otros metales. El procedimiento de pasivación puede llevarse a cabo sobre la totalidad de la pieza, empleando baños adecuados o sobre una zona de la pieza, mediante la aplicación de pastas pasivantes comerciales. Tras el tratamiento de descontaminación ha de precederse a un lavado con agua, para eliminar completamente la solución acida.
Los baños descontaminantes generalmente consisten en ácido nítrico - del 20 al 40% en volumen-, y bicromato sódico -del 2 al 6 % en peso-, a una temperatura de unos 50°C , durante aproximadamente 60 minutos.
Los aceros inoxidables de alto contenido de carbono y los de fádl mecanización de las series 300 y 400, al contacto con el ácido nítrico pueden presentar corrosión o decolorarse , por lo que suele ser más indicada la descontaminación por medios mecánicos seguida de un lavado con agua caliente y detergente neutro .
Bibliografía Consultada.
• Gaspar Glez., Jorge. Acabados superficiales del acero inoxidable. Cedlnox.

CAPÍTULO 111- LOS MEDIOS DE UNIÓN DE METALES.

CONSTRUCCIÓN I.- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 1998 TEMA 11.- ACERO Y FUNDICIÓN. Profesores: C.Guigou / J.F.Hdez.
34
MEDIOS DE UNION.
A) POR ROBLONADO.- Consiste en la unión de piezas metálicas mediante remaches que, introducidos en caliente en los taladros efectuados en las piezas, a una temperatura entre 1050 y 950 °C - rojo cereza -, mediante acción mecánica de forja (con máquina roblonadora de presión uniforme, no con maza de mano) sobre el extremo de la caña, se forma cabeza de cierre, a cuyo momento de terminación el roblón debe estar aún a una temperatura de unos 700 °C. La construcción metálica roblonada - hoy día en desuso, sustituida por la soldadura -, exige un sobredimensionamiento de las piezas a unir, es decir, secciones superiores a las requeridas por el cálculo, habida cuenta de las pérdidas ocasionadas por los taladros, además de una mano de obra más abundante que la unión verificada por electrosoldadura. El roblón colocado rellenará totalmente el agujero practicado en la pieza.
Soportes de acero conformados mediante perfiles unidos con roblones de cabeza esférica. Obsérvese la articulación en sus bases. Estación de ferrocarril de Francia. Barcelona. (foto: C. Guigou).

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 1998 35 TEMA 11.- ACERO Y FUNDICIÓN. PrafeMNt: CG^áge,, l J.F.Hdei
Los roblones de acero están regulados en la norma NBE EA-95, distinguiendo las siguientes clases:
CLASE E.- Roblones de cabeza esférica. Ejemplo de designación:
E10 X40NBEEA95.
i i (Mmetro de la cana longitud de la cafla
(dewleE10ha8taE36)
CLASE B.- Roblones de cabeza bombeada. Ejemplo de designación: B 22x70 NBE EA95 ( desde B10 hasta B 36)
CLASE P.- Roblones de cabeza plana. Ejemplo de designación: P 20x40 NBE EA 95 (desde P10 hasta P36).
El tipo de acero de los roblones está en función del acero de los productos a unir; así: A 34 b -> para unir piezas de acero A 37. A 34 c -> para unir piezas de acero A 42. A 42 c -^ para unir piezas de acero A 52.
B) POR ATORNILLADO. Para éste fin se emplean las siguientes ciases de tornillos: CLASE T.- Tornillos ordinarios. Acero A37 y A42.
Ejemplo de designación: tomillo T 16x80 A4t. (Desde 110 hasta T36).
CLASE TC.-Tornillos calibrados. Acero A37, A42, A52. Ejemplo de designación: Tomillo TC 12x55 A5t.
(Desde TC10 hasta TC36). CLASE TR.- Tomillos de alta resistencia.
Ejemplo de designación: tomillo TR 20x60 A10t. (Desde TR12 hasta TR27).
ACEROS para TR. (')
Resistencia a tracción Límite Elástico (ko/mm ) % Alara." Rotura Dur.Brinell
A6t A8t A10t
60 a 80 80 a 100 100 al20
54 64 90
12 >175(aololueniaa)
12 >235(tom.-Huercat)
8 >295(tomao8)
' Ver página 26: consideraciones sobre tomillos de acero inoxidable

CONSTRUCaÓN I.-MATERIALES Y TÉCNICAS DE CONSTRUCCTÓN. 1998 36 TEMA 11.-ACERO Y FUNDICIÓN. ProfcMra: C.GBÍcN/J.F.Hda.
MEfL
- I - t ->
I CHiUk
TueRa
En el ensamblaje de estmcturas de acero es frecuente el empleo de tomillos de acero galvanizado ( ), esto es, mediante tomillos con recubrimiento de zinc. Se distinguen tres procedimientos para el galvanizado: galvanización en calienta (que proporciona recubrimientos de gran espesor, superiores al zincado electrolítico o a la sherardización) adecuados a larga exposición a la intemperie; zincado electrolitico ( que generalmente proporciona una protección limitada, adecuándose a estructuras que van a estar a la intemperie entre 6 meses y 2 años, en atmósferas poco corrosivas, adecuándose ésta tomillería para instalaciones cuya exposición es temporal, precisando de una protección definitiva mediante pintura. El espesor en mieras que proporciona es de unas 8 mieras para tomillos de diámetro hasta 20 mm); sherardización (es un proceso de impregnación con polvo de zinc, calentando los tomillos en un tambor giratorio a unos 37Q^C, que permite recubrir uniformemente piezas muy pequeñas, consiguiendo normalmente espesores medios, de unas 15 mieras, proporcionando una protección menor que la galvanización en caliente). Se colocará siempre arandela bajo la cabeza y bajo la tuerca.
Aol uia
sut
J ^
-T\«CM<lt
Con los tomillos ds alta rssistancla as puadan raallzar : a) unionaa da fricción -conalatantaa an qua al apratar fuartamanta laa piaxaa, madianta la tanaión Inducida an al tomillo al apratarlo, loa aafüarzoa cortantaa o da ciíailadura aa tranamltan da una a otra por madio dal rozamlanto antra laa auparflclaa da contacto - ; b) unionaa p< tantaa - an laa qua loa tomilloa lian da aoportar aollcitaclonaa da cizalladura y da apoyo.
Exiatan doa tipoa da tomilloa da alta raaiatancla: loa da cabaia iiaxagonal y los tomilloa calibnidoa con ai viatago moiataado.
* Ver capítulo 4: protección del acero

CONSTRUCCTÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 1998 37 TEMA 11.-ACERO Y FUNDICIÓN. PrvfeMm: C.G<dgeii/J.F.Hdct
Los de cabeza hexagonal son ntis adecuados para las uniones del tipo fricción, pues no lo son para las uniones portantes que sufran cargas de carácter fluctuante. ni para aquéllas uniones que no permitan deslizamiento alguno entre las piezas atornilladas. Para ésto son preferibles los tomillos de alta resistencia con el vastago moleteado, que se dice asi por poseer un tramo del vastago con muescas, que posee un diámetro ligeramente superior al que el tomillo posee nominalmente, consiguiendo un ajuste muy estrecho, que impide cualquier deslizamiento entre las piezas atomilladas. Dado que en entre piezas de acero que están galvanizadas el rozamiento es menor que entre piezas de acero desnudo, éste tipo de tomillo es especialmente indicado en las uniones de aquéllas.
Generalmente, los tomillos de alta resistencia se aprietan hasta alcanzar una tensión correspondiente al limite elástico especificado.
C) POR SOLDADURA. Consiste la soldadura en la unión rígida de dos o más piezas metálicas hasta obtener una pieza única, con o sin adición de otros materiales de aportación. Las piezas estructurales electrosoldadas han desplazado a las remachadas. La soldadura supone la recristalización de la unión entre dos superficies metálicas, de tal modo que existan en ésta unión cristales comunes a las dos piezas primitivas. Lo que se pretende es obtener una tercera pieza suma de las primitivas que posea, al menos, una resistencia igual a la de menor resistencia de aquéllas, ya que, si alsoldar se obtiene otra pieza de menor resistencia, se tendrá que reducir la solicitación prevista, desperdiciando, así, material.
CLASIFICACIÓN GENERAL DE LAS SOLDADURAS.
I .- HOMOGÉNEAS O AUTÓGENAS. Entre materiales de igual o similar naturaleza, no introduciendo elemento alguno de aportación, o, en todo caso, otro material idéntico o similar al de las bases. a) Autógena con soplete.- Se produce por la llama de un gas inflamable, cuya temperatura de combustión funde los bordes de las piezas. En la soldadura oxiacetiléníca (oxígeno + acetileno), la llama alcanza temperatura de unos 3250 °C, suficiente para la fusión de la mayoría de los metales, y por tanto, del acero, fundición, latón y aluminio. Generalmente, se suele utilizar metal de aportación con varilla de composición adecuada a los bordes a unir, y en algunos casos, la soldadura se puede realizar fundiendo los bordes a unir, sin aportación de metal. La soldadura oxiacetiléníca es frecuente en la unión de chapas de poco espesor, pues ofrece más facilidad que la soldadura por arco. (Ver oxicorte en pág. 40)
b) Autógena con arco.- Debida al salto de un arco eléctrico, al conectar las piezas base a soldar con el polo positivo de un generador eléctrico, y un electrodo con el polo negativo. Se produce una temperatura suficientemente elevada como para fundir los bordes, posibilitando la solidarizadón entre ellos. El electrodo es una varilla destinada a suministrar el metal de aportación. Puede ser desnudo, es decir, sin revestir, no protegido del oxígeno y nitrógeno atmosféricos, dando soldaduras de inferior calidad. No repone el carbono, manganeso y silicio del metal base, que se volatilizan por el arco; o revestido , provisto de recubrimientos extemos, de sustancias protectoras, dando soldaduras de superior calidad.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 1998 38 TEMA 11.- ACERO Y FUNDICIÓN. PrtCcMm: C.Guicou / J.F.Hte
Siendo el metal base a soldar el acero, su soldabilidad depende del contenido en carbono de éste, de fonna que para C< 0,2% el acero resulta fácilmente soldable, mientras que para C> 0,4% se acrecienta la dificultad de soldeo.
,e^4m« I V - V I I
"Tí t¿(0«i«
i
• — ^ ^ ¿ujonn^^ ~—
^ ^ ^ ^ ^ ^ £iH CUIUEJ«HU.r
| A 3 0 1 A T E |
COK CuBBEJyilTJkt ÜM?tE
« « CwMtiMKTXi jottE
rV'T?, (_tJ^'/./'/^^^y feH *T«
7Á i:\QuiKA
PEfECTOJ ' 3>EFECrei:TOROÍ 7 f*LTJk
JE TEHE-nS^OdH'

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 1998 39 TEMA 11.- ACERO Y FUNDICIÓN. Praiewra: CdrigMi / JSMétz
En general, podremos distinguir los siguientes tipos de electrodos más comunes, según la naturaleza de su recubrimiento: • Electrodo básico: muy frecuente en soldaduras de perñles metálicos para la construcción. Apropiado para soldar en todas las posiciones. Preferible corriente continua. Adecuado para secciones gruesas. Material depositado resistente a la fisuración. Éstos electrodos son higrófilos, por lo que deben presentarse previo a su uso perfectamente secos. • Electrodo ácido: especialmente apropiado para soldar en posición horizontal. El metal base ha de tener una buena soldabilidad, ya que de lo contrarío pueden producirse gríetas en caliente por aparecer compuestos químicos en los límites de grano de punto de fusión inferior al de los granos de metal. Con comente continua o alterna. • Electrodo oxidante: de poca penetración, indicado para depositar un solo cordón delgado, especialmente indicado para aceros suaves, en soldaduras en las que el aspecto del cordón es más importante que la resistencia de la propia soldadura. • Electrodo de rutilo: características similares al ácido. De fócil manejo, dando escasa proyección de gotas de soldadura, apto para todas las posiciones. Con corriente continua o alterna.
La calidad del electrodo debe ser apropiada a las condiciones de la unión, debiendo tener el metal depositado una resistencia a tracción siempre superior a la del tipo de acero de la base (A37, A42, A52). Los defectos que pueden presentarse en las soldaduras son: internos (como la falta de penetración del cordón en las juntas de piezas, no rellenando completamente, grietas , inclusiones de escoria y poros) o extemos ( como mordeduras en los bordes, desbordamientos y picaduras).
Las uniones que normalmente se ejecutan, son:
A tope : son muy usuales, y pueden ser con bordesordes rectos - si las piezas son de delgado espesor, e incluso, en éste caso, puede no necesitarse material de aportación, a fin de evitar un sobrecordón excesivo-; para grosores de piezas entre 10 y 15 mm o más es preciso preparar los bordes en bisel, a fin de llenar la unión adecuadamente con material de aportación. Los bordes han de quedar separados para una perfecta penetración. También en la unión a tope se puede preparar los bordes en doble bisel, o doble V para uniones con grosor superior a 12 mm que permitan acceder por la cara inferior. En éste caso se puede conseguir más fácilmente una soldadura con penetración del 100% y sin defectos.
A solape. En ella no se requiere la total penetración de los bordes, precisándose que las piezas estén en contacto a lo largo de todo el cordón de soldadura. Si se trata de chapas delgadas, de menos de 6 mm de espesor, puede soldarse sin material de aportación, aunque hay que tener mucha precaución para no perforarías, no dando éste procedimiento soldaduras de

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 1998 40 TEMA 11.-ACERO Y FUNDICIÓN. ProfcMm: Cdrirní / J.F.Hdei
mucha calidad. Para conseguir una buena unión es preciso emplear material de aportación.
En esquina . Si las piezas son de escaso espesor, < 3mm, puede no precisarse material de aportación, si la cantidad de metal base fundido es suficiente. Para espesores superiores se emplea material de aportación.
En T. Éste tipo de unión siempre requiere material de aportación. Para alcanzar una penetración del 100% es preciso cerciorarse de que la intensidad de comente empleada es adecuada al espesor.
De canto. Sólo para piezas delgadas, no precisando material de aportación. No es solución adecuada para soportar tensiones en la unión.
II.- SOLDADURAS HETEROGÉNEAS. Aquéllas que en la junta de las piezas se introduce un metal distinto al de las bases. Podemos distinguir: a) Duras: obtenidas por custanes ( cobre •*• estaño) o cuzines ( cobre -•-zinc), de elevado punto de fusión. Fundidos, se emplean como material de interposición entre piezas de cobre, bronce o latón.
b) Blandas: A base de plomo, estaño,...,de bajo punto de fusión.Se emplean para piezas de plomo.estaño, hojalata, chapa fina de hierro en definitiva, para aquéllos casos en los que la costura no requiere una resistencia elevada.
OXICORTE. Con éste término se denomina el corte de piezas de acero mediante soplete oxiacetilénico - empleando boquilla distinta de la de soldar -cuyo principio se basa en la oxidación del hierro a elevadas temperaturas: elevando, así, la temperatura en la zona a cortar hasta alcanzar el rojo, mediante llama oxiacetilénica, se aplica un chorro de oxígeno que provoca la oxidación del hierro, cuya temperatura de fusión del óxido es inferior a la del metal, desplazando el óxido fundido fuera de la zona de corte. La boquilla del soplete de oxicorte, pues, posee un conducto en el que se mezclan los gases (oxígeno y acetileno), y otro independiente destinado ai suministro de oxígeno.
Bibliografia Consultada:
• Normas MV104.105,106,107 Y108 del Ministerio de la Vivienda.
• Ensamblado mediante tomillos de las estructuras de acero galvanizado. Asociación Técnica Española de Galvanización.
• Aracii Cadenas,Manuei. Soldadura de los Aceros Inoxidables. Cedinox.
• Laguna Blanca, Antonio. Manual de soldadura eléctrica y oxiacetilénica.
Ministerio de Agricultura, Pesca y Alimentación. Biblioteca ETSALP n* 11208.

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCOÓN. 41 TEMA 11.- ACERO Y FUNDICIÓN. Profesores: C. Guigou / J.F.Hdez. 1998
ACEROS INOXIDABLES : SOLDADURAS. MÉTODOS MÁS UTILIZADOS.
A) ELECTRODOS RECUBIERTOS.SOLDADURA MANUAL. En éste métcxjo, el electrodo es consumible, esto es, se aporta al cordón de
soldadura. El electrodo es de una longitud entre 200 y 450 mm y un diámetro de varilla entre 1,5 y 6 mm, constituido por varilla metálica, de composición similar al metal a soldar, y un recubrimiento fundente o flux de polvo prensado concéntricamente, con composición diversa. La variedad de electrodos es amplia, diferenciándose por la composición y naturaleza del metal que aportan, por la cantidad del metal que depositan, y por el tipo de recubrimiento que rodea a la varilla. Según éste recubrimiento, se clasifican en : •OXIDANTES, AGIDOS, RÚTILOS, BÁSICOS.CELULÓSICOS, y mezclas de ellos.
Estos electrodos no necesitan una protección extra de las soldaduras, pues su recubrimiento forma un gas protector del baño y una escoria que ha de ser retirada una vez que el cordón ha solidificado y enfriado.
Los parámetros a controlar son , básicamente, el diámetro del electrodo adecuado al grosor de las piezas a soldar, la intensidad de corriente necesaria para fundirlo, y el tipo de corriente, ya que en su mayoría pueden soldarse con corriente alterna o continua.
La elección del electrodo adecuado debe hacerse en función de la resistencia mecánica requerida para el metal depositado, y de su composición química. Un sistema usual de clasificación es el americano AWS -American Welding Socíety-, en el que a la letra E -electrodo-, le sigue unos dígitos indicadores del tipo de aleación y otros -los últimos-, indicadores del tipo de recubrimiento y del tipo de comente adecuado. Así: - el 15 indica electrodo de recubrimiento básico soldable con corriente continua. -el 16 indica electrodo de recubrimiento rutílico soldable con corriente continua y corriente alterna. -el 17 indica electrodo rutilo-ácido, soldable en ce y c.a. Los dígitos de en medio indican el tipo de aleación que depositan los electrodos. Todos los electrodos de acero inoxidable son de muy bajo contenido en hidrógeno, debiendo protegerse contra la absorción de humedad, que la comienzan a absort)er a las 4 horas de abierto el paquete henmético, por lo que deben resecarse previo a su uso a 350*HD durante 1 hora.
Fuente de Información: Revista lno)ddable.N031992.
PROCEDIMIENTO DE ELIMINACIÓN DEL CORDÓN DE SOLDADURA. Se suele comenzar aplicando un disco de fibra -de grano P50 o P60-,aplicándolo a 90° respecto del cordón,procurando el mínimo contacto del disco con las superficies próximas al cordón.

CONSTRUCaÓN I. MATERIALES Y TÉCNICAS DE CONSTRUCCTÓN. 42 TEMA 11.. ACERO Y FUNDIOÓN. 1998
PiwfHMw: C G«i(e^ J.F. Hdcc
A continuación , para igualar el rayado de la zona de soldadura con el acabado original, se debe emplear una banda de abrasivo flexible , tipo P-180, que restablecen la dirección del rayado original. El tercer paso consiste en alcanzar el mismo acabado final del original, para lo que se puede emplear: a) bandas cilindricas de Scotch Bríte ,del tipo Coarse -grueso-si el acabado inicial es del n" 3 , y del tipo Médium si es del n**4. b) rueda multifinishing wheel - de Scotch Bríte-, que alcanza mejor las zonas difldles.y es blanda, por lo que no deja marca en la frontera de la zona tratada. Además, es capaz de matizar igualando los acabados del n" 3 o 4.Y es una rueda que, ai no contener fibras de algodón, no ensucia .
B) HILOS CONTINUOS. SOLDADURA MIG/MAG.
Las siglas MIG/MAG obedecen a (Metal Inert Gas, o Metal Active Gas). El electrodo es también consumible, con un diámetro variable entre 0.6 y 1,6 mm en el caso de alambres macizos, o entre 1,2 y 2,8 mm en el caso de alambres tubulares con fundente en su interior, y longitudes muy largas, enrollados en bobinas de varios kg de peso. El alambre hueco, es un tubular continuo que contiene en su interior productos de efecto desoxidante y fomnadores de escoria. El alambre macizo no deja escoria, mientras que el hueco, si, por lo que precisa un mayor tiempo de limpieza; el alambre macizo es más lento de deposición que el hueco (en kilos/ hora); el alambre macizo produce menos humos que el hueco.
El alambre se alimenta de forma continua a través de una manguera y una pistola al final de la misma, a medida que es fundido sobre el material que suelda. Dado que el alambre no lleva protección como el electrodo recubierto, es necesaria una protección de gas mientras se está soldando, que puede ser INERTE -argón o helio-, en el caso de soldadura MIG de materiales fácilmente oxidables, como los aluminios, bronces, latones o ACTiVO -CO2. Oxigeno, y sus mezclas con gas inerte, en las soldaduras de aceros. La calidad de éstas soldaduras es buena, aunque los cordones contienen algo de microporosidad, si bien se consigue una alta velocidad de soldadura y el niétodo es automatizable, no siendo necesario retirar escorias en cada cordón de soldadura y no previéndose la frecuente reposición del electrodo dada su gran longitud. Con éste método sólo es posible soldar con coniente continua, y el electrodo conserva siempre polaridad positiva. La transferencia del metal se puede producir mediante cortocircuito, también llamado "arco corto", que se produce al contactar el extremo del alambre con el metal base. Se adecúa a soldaduras de espesor escaso, con pequeños diámetros de alambres.

CONSTRUCaÓN I. MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. TEMA 11.- ACERO Y FUNDiaÓN.
43 1998
ProfMom: C Gaifoa/ J.F. Hdcz.
HEWL
Ja.-§^i:tt ^WlBDdk/-
y-vyviyYy
Esquemas Soldadura Mlg Mag : con arco coito y con arco spray
También, ia soldadura se puede producir mediante transferencia del nr>etal de soldadura a modo de gotas, sin existir el contacto propio del arco corto, conociéndose el procedimiento por" arco spay". Se adecúa a soldaduras de espesores gruesos.
C) SOLDADURA CON ELECTRODO NO CONSUMIBLE. SOLDADURA TIG.
En ésta soldadura, el calor es generado por un arco eléctrico entre un electrodo apenas consumible de tungsteno y el metal base, empleando un gas inerte de protección de la zona fundida respecto de la atmósfera circundante.
Las siglas TIG significan Tungsten inert Gas.
Se emplea un electrodo de corta longitud de Tungsteno o Wolframio, de muy alto punto de fusión -3380 °C -, aleado con bajo porcentaje de un elemento que impida la fluencia del electrodo y mejore la cualidades del arco eléctrico.
El electrodo no se consume durante la soldadura .actuando como foco de calor para fundir los bordes de las piezas, no sirviendo para aportar material fundido; si el grosor o las características de las piezas así lo requirieran, se puede aportar material fundido medíante una varilla distinte del electrodo de tungsteno. Se puede lograr cordones de idéntica composición que el metel base, pues se pueden utilizar varillas o tiras del

CONSTRUCCTÓN I. MATERIALES Y TÉCNICAS DE CONSTRUCaÓN. 44 TEMA 11.- ACERO Y FUNDIOÓN. 1998
ProteorH: C. Gaigoa/ J.F. Hdcc
mismo como consumibles.
Se precisa un gas inerte (argón) de protección para las soldaduras, pues el electrodo es Gilmente oxidable a altas temperaturas.
El electrodo ha de afilarse como un lápiz, a fin de conseguir un arco lo más concentrado posible y penetrar al máximo. Como el aporte de calor es independiente del aporte de metal en el cordón, éste método es el más recomendable para obtener soldaduras de gran calidad, especialmente en chapas finas y en materiales delicados.
Se ha de controlar la intensidad de coniente y el caudal de gas protector. El tipo de comente depende del metal base que se suelda, de forma que generalmente se emplea comente continua y el electrodo con polaridad negativa, y para el aluminio se emplea corriente altema .
La soldadura TIG ofrece como ventajas, frente a un proceso ordinario de soldadura, ás siguientes: • Al no precisar fundente, es de aplicación válida a diversos tipos de unión, pudiendo
soldarse la mayoría de los metales industriales, tales como el acero común,acero inox., aluminio, níquel, cobre,...
• Es una soldadura que no propicia la corrosión debida a inclusiones de material fundente.
Fuwrt* d« INFORMACIÓN: REVISTA INOXIDABLE.2.1992
AradI CadanM.Manual. Soldadura da Aoaroa Inoxidablaa. Cadinox.
Eaquama da aoldadura TÍO

CAPÍTULO IV- LA PROTECCIÓN DEL ACERO.

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 46 TEMA 11.- ACERO Y FUNDICIÓN.
Prafoorat: CGtigm»! J.F.H4et. 1998
PROTECCIÓN DEL ACERO.
Dado que la corrosión se produce como reacción del metal con el medio ambiente, parece lógico tratar de disponer una capa intermedia de aislamiento metal-ambiente. Éste recubrimiento deberá poseer una buena adherencia al metal base, mínima porosidad, baja permeabilidad al oxígeno y al vapor de agua.y una elevada resistencia al agrietamiento a los largo del tiempo. Las pinturas - que serán estudiadas en otro tema -.exigen una debida conservación, que, en ocasiones resulta muy costosa. Haremos referencia aquí a la protección superficial del acero con otros metales.
El recubrimiento del acero con otros metales protectores puede hacerse por diversos métodos:
a) por electrólisis - descomposición de una sustancia medíante corriente eléctrica -, que consiste en depositar una capa de metal protector ( utilizada como ánodo) sobre la pieza de acero ( utilizado como cátodo), mediante un electrólito consistente en una solución del metal a depositar. Tales metales protectores frecuentes en la electrodeposición son: níquel, cromo, cobre, zinc y latón.
El niquelado es una buena protección anticorrosiva del acero, que, dado que tiende a empañarse en presencia del aire húmedo, es mejor terminarío con una película de cromo, que, por otra parte, es muy duro. Frecuentemente, el niquelado consta de una película previa de cobre sobre el acero, que actúa como protección adicional en el caso de que la película de níquel quede con algún poro, y para la mejor adherencia del recubrimiento.
Vemos cómo en lo expuesto hemos depositado un metal como el níquel, más noble que el acero o menos activo que éste, con menor velocidad de corrosión que la base a la que protege. Hay que hacer notar que un deterioro de éste recubrimiento, más noble que la base, tal como un arañazo, queda el acero desprotegido, actuando como ánodo frente a una superficie catódica circundante grande, por lo que sufrirá corrosión rápida e intensamente.
b) Por galvanización, recubriendo con zinc el acero base. Éste baño de metal menos noble que el acero, hace que, en el caso de deteriorarse el recubrimiento, si el arañazo o golpe no es grande, el zinc se corroa - al ser anódíco -, y sus productos de corrosión, más voluminosos que el zinc del que parten, pueden llegar a taponar la pequeña superficie del metal que quedó al descubierto, frenándose así el proceso de corrosión. El zinc, a pesar de ser un metal menos noble que el acero, se corroe en contacto con aire y agua más lentamente que éste, pues se recubre de una película de cart>onato básico de zinc, estable e insoluble, que frena el proceso de corrosión. El recubrimiento galvánico es adecuado en ambientes expuestos a corrosión electrolítica, como son los ambientes marinos y los industriales. En caso de agresividad elevada, se debe proteger el recubrimiento de zinc con una pintura adecuada.

CONSTRUCaÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. TEMA 11.. ACERO Y FUNDICIÓN.
Pr>fa»f«i: CCmkttm/J.TMda. 1998
47
Procedimientos de galvanización. • Galvanización electrolítica o electrodeposición con zinc. Es adecuado para recubrimientos de poco espesor ( < 20 ^ ) sobre piezas pequeñas. El reducido espesor del baño lo desaconseja para la exposición a la intemperie y al contacto directo con ambientes húmedos. • Metalización con zinc, o zincado por proyección. Permite obtener recubrimientos con el espesor deseado, pero en la práctica se constata que, a mayor grosor, se va perdiendo adherencia con el soporte metálico. El sistema se emplea para proteger piezas de tamaño muy grande ( mástiles,...) que no puedan galvanizarse de otro modo por sus excesivas dimensiones, consiguiéndose espesores de unas 50 \x, correspondientes a unos 350 gramos/ metro cuadrado. Es un procedimiento factible de realizar a pié de obra.
La metalización, en general, es la proyección de un metal en estado plástico o fundido con una pistola de metalizar ( alimentada con acetileno, oxígeno y aire , constituyendo un soplete como los empleados en soldadura autógena, que funde el alambre del metal que se va a proyectar pulverizado con aire comprimido). No se afecta la masa del metal sobre el que se aplica. Por éste procedimiento se emplean, con frecuencia, metales como el plomo, zinc, aluminio y acero inoxidable. La pieza a metalizar generalmente no está caliente, de forma que se eviten las contacciones entre el metal base y el metal proyectado. Éste recubrimiento es poco elástico, por lo que se desaconseja la exposición de piezas metalizadas al choque. Se proyecta prácticamente perpendicular a la superficie, por lo que no pueden metalizarse interiores de piezas huecas, largas y delgadas.
• Galvanización en caliente. Mediante introducción de la pieza en un baño de zinc fundido. Adecuado para elementos muy diversos, como tomillos, vigas, postes constituyendo una protección segura, duradera. Los espesores de revestimientos, según clase de acero y grosor de las piezas a tratar, oscilan entre 40 ^ ( 300 g/ m ) y 160 ^ ( 1200 g/ m^ ). Éste recubrimiento produce una reacción con la superficie del acero, de forma que consta de diversas capas de aleación zinc-acero. Podremos, así, distinguir las diversas capas del recubrimiento galvánico según el esquema adjunto, que van ganando en riqueza de zinc hasta llegar a la más extema, que es de zinc puro, y le confiere a la pieza un aspecto platinado brillante. Si la superficie de acero es muy rugosa, o posee un elevado contenido en silicio, entonces las capas de aleación Zn-Fe alcanzan la superficie, y el aspecto de la pieza es mate. La efectividad del recubrimiento no se merma por ello, y, además, el recubrimiento mate permite una mejor adherencia con una pintura de acabado. Mediante galvanización en caliente se fabrican redondos para amiaduras de
hormigón, al objeto de prevenir los efectos de corrosión .
c) Por cromado duro. Con éste procedimiento también se produce un recubrimiento galvánico, por electrólisis, destinado principalmente a mejorar la resistencia al desgaste del metal base ( en el caso del acero, la aumenta del orden de cuatro veces), al rayado, a la penetración ( > 70 Rockwell -C) y a la con-osión - a partir de un espesor de cromo no inferior a 50 ^, a temperaturas

CONSTRUCCIÓN L- MATERIALES Y TÉCNICAS DE CONSTRUCCIÓN. 48 TEMA 11.- ACERO Y FUNDIOÓN.
Pi«faMra:C.GiricMi/J.F.H4ci. 1998
de hasta 800°C). Hay que tener en cuenta que el cromo es más activo -anódico - que el acero, por lo que, de producirse una grieta en el recubrimiento, se corroe con intensidad. Los metales que con frecuencia se croman, son : acero, fundición, aluminio, cobre y latón.
Es preciso distinguir entre el cromado duro y el meramente decorativo, ya que el primero consigue un depósito de capa de hasta 100 ^, mediante una corriente mucho más intensa que el segundo, que consigue espesores del orden de 1 \i.
Bibliografía Consultada. • Galvanización en caliente. Asociación Técnica Espafioia de Galvanización.
• Lasheras/ Carrasquilla. Ciencia de Materiales. Ed. Donostiarra.

ULPGC.Biblioteca Universitaria
*442463* ARQ 6 9 1 . 7 ( 6 4 9 ) GUI ac«