5 RESULTADOS Y DISCUSIÓN -...
39
CAPITULO 5 RESULTADOS Y DISCUSIÓN 5.1 DESIGNACIÓN DE LAS EXPERIENCIAS Todas las experiencias realizadas en este proyecto tienen características comunes. Estas se comentan a continuación para obviar su ausencia en la nomenclatura empleada para designarlas, que seguidamente se adjunta, Fig. 5-1. Hay que citar por tanto: • Las moliendas se han realizado en vacío y con una temperatura del agua de refrigeración de 28 °C. • Todas las moliendas han tenido una duración de 10 horas y con una velocidad de giro del rotor de 500 rpm. • El sinterizado se realiza en vacío de 5 Pa. Cuando los compactos se han dejado enfriar en el interior del horno, se ha hecho hasta una temperatura igual o inferior a 200 °C. El posterior enfriamiento desde esta temperatura hasta la ambiente se realiza al aire. • El contenido en cera (ACP) es en todas las experiencias del 3%. Todos estos detalles pueden ser consultados con más profundidad en el capítulo 3.
Transcript of 5 RESULTADOS Y DISCUSIÓN -...
CAPITULO
5 RESULTADOS Y DISCUSIÓN
5.1 DESIGNACIÓN DE LAS EXPERIENCIAS
Todas las experiencias realizadas en este proyecto tienen características comunes. Estas se comentan a continuación para obviar su ausencia en la nomenclatura empleada para designarlas, que seguidamente se adjunta, Fig. 5-1.
Hay que citar por tanto:
• Las moliendas se han realizado en vacío y con una temperatura del agua de refrigeración de 28 °C.
• Todas las moliendas han tenido una duración de 10 horas y con una velocidad
de giro del rotor de 500 rpm.
• El sinterizado se realiza en vacío de 5 Pa. Cuando los compactos se han dejado enfriar en el interior del horno, se ha hecho hasta una temperatura igual o inferior a 200 °C. El posterior enfriamiento desde esta temperatura hasta la ambiente se realiza al aire.
• El contenido en cera (ACP) es en todas las experiencias del 3%.
Todos estos detalles pueden ser consultados con más profundidad en el capítulo 3.

5. Resultados y discusión
63
Fig. 5-1. Esquema de la nomenclatura empleada.
Además:
• X: Indica el porcentaje de níquel añadido a la molienda.
• Y: Indica el porcentaje de níquel añadido tras la molienda.
• T: Expresa la temperatura de recocido del polvo de Al AM en grados
centígrados.
• Z: Valor en MPa de la presión de compactación.
• α : Temperatura de sinterización en la última etapa de la misma.
• β : Tiempo de permanencia, en horas, a la temperatura de sinterización última.
• δ : Valor de la pendiente de la última rampa de calentamiento.
Para aclarar la nomenclatura usada, pondremos unos ejemplos:
a) Al 10Ni AM P850 650-1
Se trata de un material base aluminio y con 10% de níquel, obtenido por aleado mecánico según el procedimiento descrito en el capítulo 3. La presión de compactación usada fue de 850 MPa, y se realizó sinterización en una etapa a 650ºC durante 1 hora.
b) Al AM + 10Ni R550 P1000 M 650-0.1-5
En este caso es material base aluminio aleado mecánicamente y posteriormente recocido a 550º C. Después se mezcló con 10% Ni. Se compactó a 1000 MPa y sufrió
AM: Hace referencia al proceso de aleado
mecánico.
R: Indica si el aluminio
ha sido recocido
+: Indica si el níquel se ha añadido tras la molienda
M: Su presencia indica sinterización multietapa (2etapas)
Al X Ni AM + Y Ni RT PZ M α – β – δ
P: Valor en MPa de la presión de
compactación

5. Resultados y discusión
64
una sinterización multietapa cuyo último tramo fue a 650ºC durante 0.1 horas, 6 minutos, y cuya pendiente en la última rampa de calentamiento fue 5ºC/min.
Dentro de los subapartados de este capítulo hay condiciones que no variarán en
algunos de ellos, como pudiera ser por ejemplo la presión. En estos casos, y con previo aviso dentro del apartado, se excluirá esta información de la nomenclatura de las series tanto en los textos como de las tablas informativas.
El único elemento aleante ha sido el Ni y las adiciones son en todos los casos del
10 %.
5.2 PROCESADO PRIMARIO
Se llama procesado primario al procedimiento de molienda que tiene lugar en el molino antes de la preparación de los especimenes para la sinterización. A continuación se comentan los principales aspectos de estas operaciones.
5.2.1 MOLIENDAS
La caracterización de las moliendas se realiza a través de la definición de las variables de operación y la asignación de valores a las mismas con el fin de poder realizar análisis comparativos variando cada vez uno de estos parámetros.
5.2.1.1 Condiciones operativas
Las características que definen el proceso de molienda aparecen en la Tabla 5-1.
Tabla 5-1. Condiciones operativas de las moliendas
Propiedad Valor
Volumen vasija, cm3 1400
Velocidad, rpm 500
Tiempo, h 10
Relación de carga 50/1
Carga de Bolas, g 3600
Carga de ACP, % 3
Carga de Ni,% 0; 10
Masa total polvo, g 72
Refrigeración agua, ºC 28

5. Resultados y discusión
65
5.2.1.2 Rendimientos de molienda
El rendimiento se define como la relación entre el polvo obtenido tras la molienda y la carga introducida del mismo, multiplicado por 100 para expresarlo en términos de porcentaje. En la Fig. 5-2 aparecen los rendimientos medios de las moliendas realizadas.
Fig. 5-2. Rendimientos de las moliendas realizadas.
Se observa que se produce un aumento en el rendimiento de las moliendas
después de la primera molienda. Esto se debe al efecto conjunto de dos fenómenos. Por un lado, en la primera molienda las bolas estaban limpias, sin rastro de
soldaduras y después de la molienda, parte del material queda adherido como consecuencia del proceso de soldadura al que se ve sometido el polvo atrapado en el choque de dos bolas. A partir de la primera molienda, las bolas ya tienen material adherido y debido al equilibrio que hay entre el proceso de soldadura y el de fractura en la molienda, no se va a adherir más material a las bolas y, como consecuencia, el rendimiento de las moliendas sube.
Por otro lado, el polvo que se forma es muy duro, con elementos intermetálicos
de aluminio y níquel. Este hecho puede desgastar tanto las bolas como la vasija, produciéndose un aumento del polvo. Hay que comprobar que la transferencia de acero al polvo es mínima, para evitar contaminaciones, ya que en este caso los resultados que se obtuvieran con este polvo no serían los mismos que los de nuestro material bajo estudio.
Los rendimientos de todas las moliendas son elevados, datos mostrados en la
parte inferior de la Fig. 5-2. Por tanto, durante el procesado primario, o de aleación mecánica, las pérdidas de material pueden considerarse despreciables. Desde el punto de vista industrial, este dato es importante, ya que garantiza que la molienda del polvo no va a suponer un gasto económico extra derivado de la pérdida de material y/o de la obligación de realizar limpiezas exhaustivas en el molino tras cada molienda.
98,0
98,2
98,4
98,6
98,8
99,0
99,2
1 2 3 4 5 6
Ren
dim
ient
o (%
)
Al AM Al 10Ni AM

5. Resultados y discusión
66
5.2.2 MEZCLADO
En determinadas experiencias se realiza el mezclado del Al AM, bien sea éste el que se obtuvo directamente del molino, o tras un proceso de recocido, con el Ni. Como ya se comento en el apartado 3.2.2, el mezclado se realiza durante un tiempo mínimo de 30 minutos con el fin de asegurar la homogeneización de los distintos elementos y compuestos de la aleación.
5.3 SINTERIZACIÓN DEL POLVO DE Al CON 10% Ni ALEADO MECÁNICAMENTE
Se han realizado distintas experiencias variando los distintos parámetros que controlan el proceso de sinterización.
Se va a estudiar cómo se comporta el polvo al ser compactado. Este factor es
importante porque es fundamental que exista un nivel de porosidad reducido en verde para que la sinterización acontezca de la forma deseada. Se necesita de una gran cantidad de superficie en contacto para que la difusión en estado sólido y la reducción de huecos sea efectiva.
5.3.1 COMPACTACIÓN DEL POLVO Al 10Ni AM
Resulta evidente que al aumentar la presión aplicada, la densidad de la masa de polvos aumenta, o dicho de otro modo, disminuye la porosidad en verde. Sin embargo, la curva de compresibilidad es muy plana, Fig. 5-3. Este hecho hace que, incrementos significativos por encima de este valor apenas suponen un incremento en la densidad relativa en verde del espécimen, con lo cual, no compensa aumentar excesivamente la presión por encima de los citados 1000 MPa.
Fig. 5-3. Curva de compresibilidad del polvo de aluminio con 10 % níquel aleado mecánicamente.
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400Presión, MPa
D, %

5. Resultados y discusión
67
5.3.2 ESTUDIO DE LA DISOLUCIÓN DE Al3Ni DURANTE LA SINTERIZACIÓN
Uno de los fenómenos de endurecimiento comentados es la creación de soluciones sólidas sobresaturadas.Para ver hasta qué punto se puede llegar con la aleación en estudio se han realizado un conjunto de experiencias en las que se mantiene la temperatura de sinterización a 650 ºC y en las cuales se varía el tiempo de permanencia en el horno para ver si éste afecta a la cantidad de níquel disuelto en la matriz metálica a alta temperatura.
Puesto que se trata de ver la estructura que tiene la muestra a alta temperatura se
va a realizar un hipertemple en agua nada más transcurrido el tiempo de sinterización de cada experimento.
Dado que en principio no se sabe como va a evolucionar la disolución de níquel.
Por tanto, se comenzará con un tiempo de 1 hora, 1.5h y 2h y a partir de aquí vamos aumentando el tiempo de la forma más lógica posible según los resultados.
Todas las experiencias de esta serie se realizan con polvo Al 10Ni AM, es decir,
con aluminio y níquel aleados mecánicamente. Igualmente todas las experiencias se realizan a la misma presión de compactación, que será 850 MPa. Con el parámetro X hacemos alusión a la permanencia, expresada en horas, a la temperatura de sinterización, Tabla 5-2
Tabla 5-2. Características de la sinterización.
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 645 650
Duración [h] 0 0 X
La tabla anterior se interpreta claramente si se realiza una lectura por columnas. De esta forma se sabe que se comienza el experimento con una rampa de calentamiento de 10ºC/min hasta 600ºC, para seguir subiendo hasta 645ºC con una tasa de aumento de 5ºC /min y subir de forma lenta, 1ºC/min hasta la temperatura de sinterización de 650ºC. El símbolo “x” que aparece en la última columna nos indica el tiempo que se mantiene la muestra a la temperatura de sinterización, en horas, antes de realizar el hipertemple en agua.
Para simplificar la nomenclatura en este apartado en la designación sólo se
incluyen los elementos constituyentes de la aleación y el tiempo de sinterización en horas. Por tanto, si permanece durante 1hora, la designación será: Al Ni-1.
Tras comparar las microestructuras que se han obtenido con 1h, 1.5h y 2h, se
comprueba que no se ha producido un aumento en la disolución de níquel y ésta se mantiene muy baja. A continuación se pasa a mantener el espécimen 3h y como se observa que no se produce aumento, se vuelve a repetir el experimento permaneciendo a 650ºC durante 4h. Para finalizar se realiza otra experiencia con una duración un orden

5. Resultados y discusión
68
de magnitud mayor, es decir, se mantiene a la temperatura de sinterización durante 10h pero, nuevamente obtenemos que no se produce aumento significativo en la disolución.
En la siguiente tabla, Tabla 5-3, se muestran los datos obtenidos del análisis de
imagen de los especimenes hipertemplados y, para que resulte más sencilla su comprensión, sólo se incluyen los datos concernientes a las experiencias extremas, es decir, en las que las probetas permanecen 1h y 10h.
El citado análisis de imagen se ha realizado en cinco campos distintos para cada
muestra para tener así una visión fidedigna de lo analizado. Las imágenes de las microestructuras aparecen en la Fig. 5-4.
Tabla 5-3. Análisis imagen para probetas hipertempladas.
Área Ocupada (%)
Al Ni-1 Al Ni-10
Media campos 11.99 11.45
Fig. 5-4. Imágenes de la microestructura de los especimenes hipertemplados. a) y b) corresponden a un sinterizado a 650ºC durante 1h. c) y d) corresponden a una sinterización a 650ºC durante 10 h. El aumento de la disolución de níquel es imperceptible. Aparece una ligera coalescencia de las partículas pero, no se produce disolución significativa.
50 µm500 µm
50 µm500 µm
a
c d
b

5. Resultados y discusión
69
5.3.2.1 Propiedades de los compactos hipertemplados
En este apartado se van a analizar las propiedades mecánicas más relevantes de los compactos hipertemplados.
5.3.2.1.1 Densidad Las dimensiones, pesos y densidades relativas, Dv, de las probetas en verde han
sido, teniendo en cuenta que la densidad absoluta de los polvos es 3.331 g/cm3 aparecen el la Tabla 5-4.
Tabla 5-4. Dimensiones y masas de los especimenes en verde.
Propiedad Al Ni-1 Al Ni-1.5 Al Ni-2 Al Ni-3 Al Ni-4 Al Ni-10
Diámetro, mm 12.33 12.33 12.32 12.32 12.31 12.31
Altura, mm 14.51 14.62 14.63 14.64 14.68 14.68
Masa, g 3.94 3.97 3.97 3.97 3.98 3.97
Dv (%) 68.32 68.36 68.24 68.22 68.45 68.32 Se observa que en todos los casos, al no variar ningún parámetro que afecte al material antes de la sinterización, los valores de densidad relativa están muy próximos, teniendo una densidad relativa media del 68.32±0.08. %.
En estos sinterizados hipertemplados aparecen grietas significativas, Fig. 5-5, en su interior debido a la escasa elasticidad del compacto y a las elevadas tensiones térmicas que se producen durante el hipertemple, por lo que las densidades aparente y relativa no pueden ser tomadas con rigor. Por este hecho, no incluimos datos, para esta experiencia, de la densidad tras la sinterización.
Fig. 5-5. Detalle de los efectos del hipertemple Además en los compactos aparecen exudaciones importantes como consecuencia
de un porcentaje en fase líquida elevado. Ejemplos de este fenómeno aparecen en la Fig. 5-6 .
1 mm

5. Resultados y discusión
70
5.3.2.1.2 Dureza de los compactos
La dureza de un material es una característica muy importante, que permite estimar su resistencia a tracción. En el caso de piezas pulvimetalúrgicas, la dureza suele estar íntimamente relacionada con su densidad relativa. Sin embargo, como se ha comentado en el apartado anterior, los valores de densidad relativa tras la sinterización no son fiables para las probetas hipertempladas y tal relación no puede establecerse en esta ocasión.
En la siguiente tabla, Tabla 5-5 se muestran los resultados de dureza en los
compactos antes (HBv) y después (HB) de la fase de sinterización, así como el incremento de dureza experimentado por los mismos.
Tabla 5-5. Dureza en verde y tras sinterizado e hipertemplado
Propiedad Al Ni-1h Al Ni-1.5h Al Ni-2h Al Ni-3h Al Ni-4h Al Ni-10h
HBv 85 84 83 83 85 84
HB 146 144 145 142 140 141
Los valores en verde son bastante uniformes en torno a 85 HB, ya que las condiciones hasta la sinterización son las mismas.
Tras la sinterización los valores siguen siendo muy parecidos aunque vemos una ligera disminución cuando el tiempo de sinterización aumenta mucho, permaneciendo prácticamente constante para tiempos de 3h en adelante, Fig. 5-7.
Esto se debe a que se produce un ligero aumento de la disolución del Ni en Al.
Las partículas de Al3Ni ocupan, según el análisis de imagen, un 11,99 % del área en la matriz para el caso Al Ni-1, frente al 11,45 % que ocupan para la experiencia Al Ni-10.
Según estos datos, se ha conseguido la estabilización del material ya que, según
indica el diagrama de fases Al-Ni, Fig. 2-12, a través de la regla de la palanca y para una composición de 10% de Ni, la cantidad de Al3Ni está próxima al 12 %.
Fig. 5-6. Aspecto de las exudaciones producidas.

5. Resultados y discusión
71
70
80
90
100
110
120
130
140
150
160
1 2 3 4 5 6
Dur
eza
HB
HBv HB
Fig. 5-7. Comparación de dureza: Dureza en verde frente a dureza tras sinterizado.
5.3.3 SINTERIZACIÓN EN UNA ETAPA
Se ha comprobado que no se produce mayor disolución de níquel dentro de la matriz de aluminio por mucho que se prolongue la sinterización. Por tanto, para obtener una serie de especimenes para su caracterización mecánica se va a realizar una sinterización del tipo Al 10Ni AM P850 650-1.
Para condensar la nomenclatura, mientras que no varíen los parámetros, únicamente se designarán las experiencias con la temperatura de sinterización y el tiempo de permanencia a la misma. La curva de calentamiento que se sigue es la que suele utilizarse en investigaciones previas y viene representada en la Tabla 5-6
Tabla 5-6. Programa de la sinterización a 650ºC durante 1 hora del polvo Al 10Ni AM
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 645 650
Duración [h] 0 0 1
Con los valores obtenidos de las mediciones de la geometría, masa y dureza antes y después de la sinterización, para la serie de probetas cilíndricas, se calculan la densidad y dureza media en los dos estados, Tabla 5-7.
Al 10Ni 1h Al 10Ni 1,5h Al 10Ni 2h Al 10Ni 3h Al 10Ni 4h Al 10Ni 10h

5. Resultados y discusión
72
Tabla 5-7. Propiedades antes y después de sinterización 650ºC durante 1h.
Propiedad Verde Sinterizado
Densidad relativa, % 68.51 86.70
Dureza, HB 84 127 Los valores de dureza han caído de forma moderada debido al enfriamiento lento
que tiene lugar, pasando de 143 HB a 127 HB La densidad relativa media aún manteniéndose alta, no es suficiente para considerar que se ha producido un sinterizado con óptimas propiedades. El aumento de densidad relativa es 26.55%
Además las deformaciones que se introducen en las probetas de tracción son
muy elevadas. Esto obligó a rectificar dichas probetas para poder ensayarlas, Fig. 5-8, evitando así su rotura por las cabezas al ser cogidas por las mordazas.
Fig. 5-8. Probetas de tracción sinterizadas y rectificadas. Sinterizado 650ºC-1h.
Tanto la densidad relativa inicial, Dv, como la densidad relativa final, D, son
bajas pues, no se alcanza el 90% de densidad relativa tras la sinterización. El aumento de densidad respecto a la de partida es de 26.55%.
En este sinterizado se obtiene una dureza relativamente alta, pues, está próxima
a 130 HB pero, debido a la gran cantidad de Ni, la cantidad de fase líquida durante la sinterización es muy elevada. Esto provoca que se produzcan eyecciones tanto en las probetas cilíndricas como de tracción pero, lo más preocupante es que se produce una pérdida en el control dimensional de las probetas de tracción, produciéndose flexión en el eje de la probeta.

5. Resultados y discusión
73
Ilustración 5-1. Microestructura de probeta de polvo de aluminio y níquel aleados mecánicamente y sinterizado a 650ºC durante 1h.
5.3.3.1 Efecto de la temperatura de sinterización. Dado que la sinterización durante 1h a 650ºC provoca fuertes deformaciones en
los especimenes de ensayo, en esta ocasión se opta por un sinterizado a menor temperatura, 640ºC. Se realiza, pues, una sinterización con las siguientes características, Tabla 5-8.
Tabla 5-8. Sinterización una etapa, 640ºC-1h.
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 635 640
Duración [h] 0 0 1
Los resultados que se obtienen tras el ensayo de este tipo de compactos aparecen
reflejados en la Tabla 5-9. En este caso la sinterización no es tan buena como en los sinterizados en los que la temperatura de sinterización es 650ºC ya que la dureza y densidad relativa pasan de 127 HB y 86.70% respectivamente, que se alcanzaron con el sinterizado Al 10Ni AM 650-1, a una dureza de 110 HB y densidad relativa de 83.88% que se han logrado con la sinterización a 640ºC durante 1h.
Tabla 5-9. Propiedades antes y después de la sinterización. Sinterizado Al 10Ni AM 640-1.
Propiedad Verde Sinterizado
Densidad relativa, % 67.48 83.88
Dureza, HB 84 110
a b
250 µm 50 µm

5. Resultados y discusión
74
Aunque la sinterización es notablemente peor que en el sinterizado a 650ºC durante una hora, 650-1, también se ha partido de valores de densidad relativa y dureza ligeramente inferiores por lo que se analizarán con mayor atención estos resultados.
El aumento de densidad relativa alcanzado en el sinterizado a 640ºC durante 1h
es de 24.30 % próximo al 26.55% que obtuvimos con el sinterizado 650-1, aunque como en el resto de casos, la porosidad final es demasiado alta.
Por otra parte, las deformaciones que tienen lugar, a pesar de haber bajado la
temperatura de sinterización, siguen siendo excesivas. Esto queda evidentemente claro al observar la Fig. 5-9.
Fig. 5-9. Flexión producida en probetas de tracción con sinterizado 640-1.
Sin embargo, a pesar de las elevadas deformaciones, se ha producido una ligera
mejora en la fisonomía de los sinterizados ya que las eyecciones o exudaciones se han reducido considerablemente, si bien las exfoliaciones aún están presentes con cierta importancia, Fig. 5-10. En este caso las probetas cilíndricas presentan una imagen mucho más “limpia”, sin eyecciones ni deformaciones, Fig. 5-11.
Fig. 5-10. Exudaciones y exfoliaciones en probetas de tracción sinterizadas en condiciones 640ºC-1h
Fig. 5-11. Aspecto de probetas cilíndricas en sinterizado 640-1
Hasta el momento no se ha conseguido llegar a una porosidad final inferior al
6% - 8%, mínimo exigible a cualquier sinterizado. A partir de ahora trabajaremos en el sentido de mejorar la sinterización realizando sinterizaciones en dos etapas y aumentando la presión de compactación.

5. Resultados y discusión
75
5.3.4 SINTERIZACIÓN EN DOS ETAPAS En los sinterizados anteriores se producía una grave pérdida de control
dimensional debido a la gran cantidad de líquido presente durante la sinterización. Para intentar paliar este efecto se va a estudiar la sinterización en dos etapas. Con este tipo de sinterización se promueve la sinterización en estado sólido, reduciendo la cantidad de fase líquida presente durante el proceso.
El tiempo de permanencia a 650 ºC se reduce al mínimo posible el equipo de
control de temperatura, 0.1h, para limitar la cantidad de fase líquida que se forma. Para intentar comprender mejor cómo afectan los distintos parámetros que están
involucrados en el proceso se realiza un análisis de los más importantes por separado. Se analizan pues, los efectos que producen, el cambio en la pendiente de calentamiento, el tiempo de sinterización y la temperatura de la primera etapa.
5.3.4.1 Estudio del efecto de la pendiente de calentamiento En este apartado se procede a analizar el cambio que se produce en la
sinterización al variar el gradiente de temperatura en el tramo de sinterización en fase líquida. Se realiza una experiencia en la que dicho gradiente sea alto, 10 ºC /min, Tabla 5-10, con otras dos en la que la tasa de crecimiento de temperatura va siendo cada vez menor. Concretamente la variación de temperatura se fija en 5 ºC/min, Tabla 5-12, para la segunda experiencia y una pendiente mucho más suave, 1 ºC/min, Tabla 5-14, para la tercera de las experiencias.
El valor del gradiente de temperatura durante el tramo de sinterización en fase
sólida no es relevante en este caso porque el material es muy buen conductor del calor. Éste hecho hace que la temperatura sea homogénea en toda la sección de los compactos y que no haya tensiones térmicas en los mismos durante el proceso de calentamiento.
Para tener en cuenta en la nomenclatura la ejecución de la sinterización en dos
etapas se incluye la letra M (multietapa) y para diferenciar los cambios en la segunda rampa de calentamiento añadimos una tercera cifra que nos indica la pendiente de la última rampa en ºC/min.
Tabla 5-10. Sinterización multietapa con permanencia a 650ºC durante 6 minutos, 0.1h y temperatura de la primera etapa de 625ºC.
Tramo 1 2
Gradiente [ºC/min] 10 10
Temperatura final [ºC] 625 650
Duración [h] 0.9 0.1
En este caso se comprueba que la densificación que se produce es mínima puesto que la densidad relativa final apenas supera el 75 %. Además la muestra resulta

5. Resultados y discusión
76
bastante blanda, sólo 71 HB, con lo que se concluye que el material no ha sinterizado bien. De hecho apenas ha conseguido mejorar las propiedades con respecto a la probeta en verde. La sinterización ha sido claramente deficiente, Tabla 5-11.
La deficiente sinterización que sufren los especimenes se debe a la mala sinterización en estado sólido ya que la porosidad es muy elevada y, como consecuencia, el contacto interparticular es deficiente. Además el tiempo de permanencia en la zona en la que se produce sinterización en estado líquido es demasiado corto como para que ésta se produzca de forma efectiva.
Tabla 5-11. Propiedades antes y después de la sinterización en dos etapas Al 10Ni AM M 650-0.1-10.
Propiedad Verde Sinterizado
Densidad relativa, % 68.55 75.39
Dureza, HB 84 71
Con el anterior sinterizado no se han conseguido buenos resultados debido a la
mala sinterización del compacto. Ahora se repite el experimento con una rampa de calentamiento menor, 5ºC/min, para conseguir así aumentar el tiempo en el que mantenemos la probeta en la zona de alta temperatura, alta difusividad, y así fomentar la sinterización, tanto en estado sólido como líquido, Tabla 5-12.
Al mismo tiempo se mantiene un tiempo de residencia a 650ºC bajo, de sólo 6
minutos para intentar controlar los defectos de forma.
Tabla 5-12. Características del programa de sinterizado en dos etapas. 650ºC con permanencia a dicha temperatura de 0.1h, y rampa final de pendiente 5ºC/min.
Tramo 1 2
Gradiente [ºC/min] 10 5
Temperatura final [ºC] 625 650
Duración [h] 0.9 0.1
Al igual que en el sinterizado anterior, las propiedades del compacto sinterizado son muy pobres, Tabla 5-13. La densidad relativa final y la dureza final, superan muy ligeramente o se mantienen como en el sinterizado con rampa de calentamiento de mayor pendiente, Tabla 5-11. Según este sinterizado, el efecto de disminuir la pendiente de calentamiento afecta de forma muy ligera, prácticamente nula al comportamiento de éste.
Para finalizar con el estudio del efecto de la rampa de calentamiento realizamos
un experimento en el que la última rampa tendrá una pendiente de 1ºC /min manteniéndose la temperatura de 650ºC durante 0.1h, Tabla 5-14. Las propiedades antes y después de la sinterización aparecen en la Tabla 5-15.

5. Resultados y discusión
77
Tabla 5-13. Densidad y dureza antes y después de la sinterización en dos etapas M 650-0.1-5
Propiedad Verde Sinterizado
Densidad relativa, % 68.51 76.17
Dureza, HB 87 71
Tabla 5-14. Características del sinterizado 650-0.1-1
Tramo 1 2
Gradiente [ºC/min] 10 1
Temperatura final [ºC] 625 650
Duración [h] 0.9 0.1
Tabla 5-15. Propiedades antes y después de la sinterización M650-0.1-1.
Propiedad Verde Sinterizado
Densidad relativa, % 67.51 85.30
Dureza, HB 87 105
En este último caso, sinterización M650-0.1-1, los valores alcanzados son mejores que en los dos casos anteriores si bien la mejora se debe a la mayor permanencia en la zona de elevada temperatura al ser la rampa de calentamiento de menor pendiente. En este caso estamos por encima de 625ºC en el calentamiento y sinterización durante 31minutos frente a los 11 minutos cuando la rampa era de 5ºC/min o los 8,5min si la rampa final era de 10ºC/min.
En la Fig. 5-12 se muestra el aspecto visual de los especimenes sinterizados en
dos etapas durante 0.1h, concretamente las imágenes corresponden a compactos M 650-0.1-5. El aspecto que se obtiene es similar, independientemente del valor de la pendiente de calentamiento en el tramo de sinterización en estado líquido.
Se ha comprobado, tanto en el caso de sinterización de una etapa como en el
caso de sinterización multietapa, dos etapas, que la influencia de la curva de calentamiento es despreciable frente a otros factores.

5. Resultados y discusión
78
Fig. 5-12. Aspecto superficial de las probetas cilíndricas y de tracción sometidas a sinterizado M 650-0.1-5.
5.3.4.2 Efecto del tiempo de sinterización Debido a que la sinterización a 650ºC durante 0.1h produce una sinterización de
pobres propiedades mecánicas, se ha de aumentar el tiempo que permanecen los compactos a dicha temperatura.
En este caso se va a realizar un calentamiento hasta 625 ºC a 10ºC /min y desde esta temperatura hasta 650ºC calentamos a razón de 5ºC /min, pendiente típica usada en estudios previos llevados a cabo en el laboratorio. Una vez alcanzada la temperatura de sinterización, la mantendremos en este caso 0.2h, es decir, 12 minutos.
Tabla 5-16. Caracterización térmica de la sinterización M 650-0.2-5.
Tramo 1 2
Gradiente [ºC/min] 10 5
Temperatura final [ºC] 625 650
Duración [h] 0.8 0.2
Los resultados de las propiedades obtenidas con este tipo de sinterización aparecen reflejados a continuación, Tabla 5-17. En el sinterizado M 650-0.2-5 se ha producido una mejora respecto al sinterizado homólogo, en el que sólo se permanece a 650ºC durante 0.1 h, Tabla 5-13. La densidad relativa final en este sinterizado es un 21.25 % mayor que la densidad de partida, frente al 11.18 % que obtiene con el sinterizado M 650-0.1-5, a pesar de partir de una mayor densidad relativa en verde en aquel caso. También la densidad relativa final es mejor, 82.20 % frente a 76.17 %.
Tabla 5-17. Densidad y dureza antes y después de la sinterización. Sinterizado M 650-0.2-5
Propiedad Verde Sinterizado
Densidad relativa, % 67.80 82.20
Dureza, HB 88 89
5. Resultados y discusión
79
La dureza alcanzada tras la sinterización también ha mejorado pasando de 71 HB que se obtuvo para el sinterizado M 650-0.1-5 a 89 HB para el caso en el que se mantiene la temperatura de sinterización durante 0.2h.
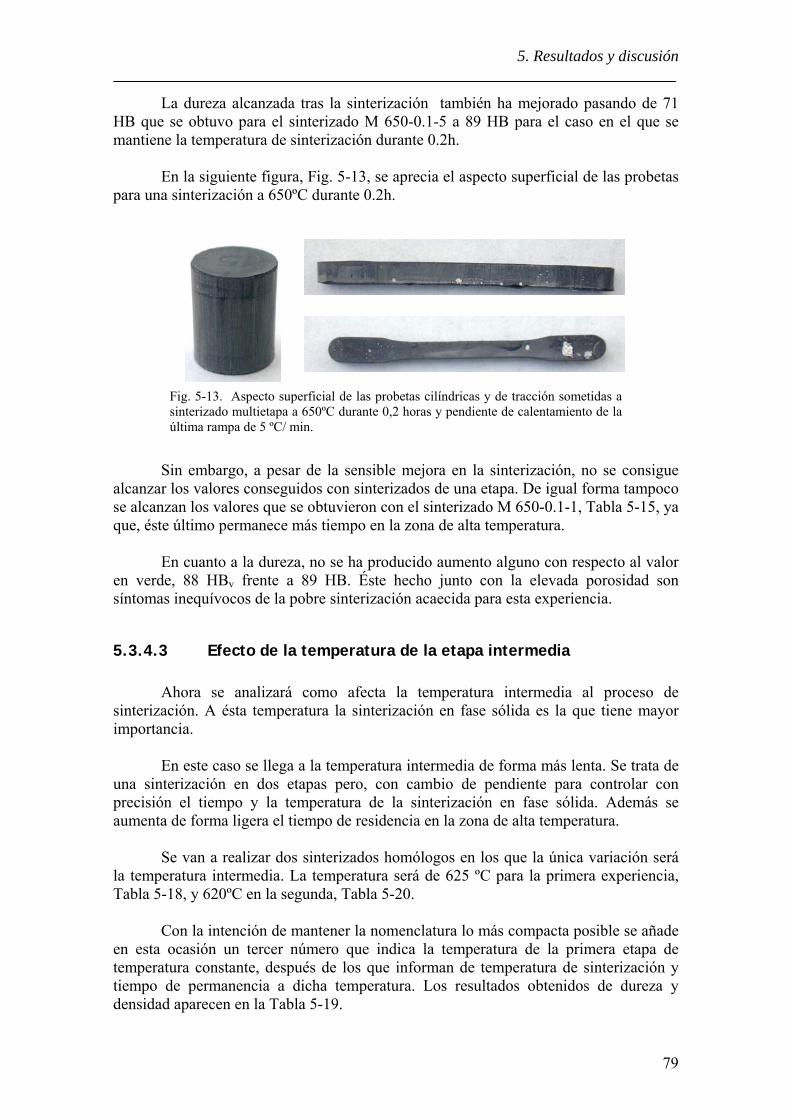
En la siguiente figura, Fig. 5-13, se aprecia el aspecto superficial de las probetas
para una sinterización a 650ºC durante 0.2h.
Fig. 5-13. Aspecto superficial de las probetas cilíndricas y de tracción sometidas a sinterizado multietapa a 650ºC durante 0,2 horas y pendiente de calentamiento de la última rampa de 5 ºC/ min.
Sin embargo, a pesar de la sensible mejora en la sinterización, no se consigue
alcanzar los valores conseguidos con sinterizados de una etapa. De igual forma tampoco se alcanzan los valores que se obtuvieron con el sinterizado M 650-0.1-1, Tabla 5-15, ya que, éste último permanece más tiempo en la zona de alta temperatura.
En cuanto a la dureza, no se ha producido aumento alguno con respecto al valor
en verde, 88 HBv frente a 89 HB. Éste hecho junto con la elevada porosidad son síntomas inequívocos de la pobre sinterización acaecida para esta experiencia.
5.3.4.3 Efecto de la temperatura de la etapa intermedia Ahora se analizará como afecta la temperatura intermedia al proceso de
sinterización. A ésta temperatura la sinterización en fase sólida es la que tiene mayor importancia.
En este caso se llega a la temperatura intermedia de forma más lenta. Se trata de
una sinterización en dos etapas pero, con cambio de pendiente para controlar con precisión el tiempo y la temperatura de la sinterización en fase sólida. Además se aumenta de forma ligera el tiempo de residencia en la zona de alta temperatura.
Se van a realizar dos sinterizados homólogos en los que la única variación será
la temperatura intermedia. La temperatura será de 625 ºC para la primera experiencia, Tabla 5-18, y 620ºC en la segunda, Tabla 5-20.
Con la intención de mantener la nomenclatura lo más compacta posible se añade
en esta ocasión un tercer número que indica la temperatura de la primera etapa de temperatura constante, después de los que informan de temperatura de sinterización y tiempo de permanencia a dicha temperatura. Los resultados obtenidos de dureza y densidad aparecen en la Tabla 5-19.

5. Resultados y discusión
80
Tabla 5-18.Características del sinterizado en dos etapas M650-0.1-625
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 625 650
Duración [h] 0 0.9 0.1
Tabla 5-19. Propiedades antes y después de sinterización M650-0.1-625
Propiedad Verde Sinterizado
Densidad relativa, % 67.52 84.61
Dureza, HB 88 109
Los valores obtenidos son similares a los que se obtuvieron con el sinterizado de
dos etapas análogo sin cambio en la pendiente, M 650-0.1-1, Tabla 5-15.
En el caso de la segunda experiencia realizada la temperatura intermedia es de 620ºC, permaneciendo el resto de parámetros iguales que en el caso anterior, M 650-0.1-620, Tabla 5-20.
Tabla 5-20. Propiedades de la sinterización M 650-0.1-620
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 620 650
Duración [h] 0 0.9 0.1
Los valores obtenidos antes y después de la sinterización son los que aparecen a
continuación, Tabla 5-21.
Tabla 5-21. Valores de dureza y densidad relativa antes y después sinterización M 650-0.1-620
Propiedad Verde Sinterizado
Densidad relativa, % 67.57 84.09
Dureza, HB 87 100
Según los datos, Tabla 5-21, este sinterizado con una temperatura intermedia
más baja, se comporta peor que el sinterizado con mayor temperatura intermedia, pues, los resultados son ligeramente peores a los conseguidos por aquel, 100 HB frente a 109 HB en cuanto a dureza, y 84.09 % frente a 84.61% para la densidad relativa.
Por otra parte el incremento de dureza experimentado en el sinterizado M 650-
0.1-620 es claramente inferior al del sinterizado M 650-0.1-625. Estos dos hechos parecen poner de manifiesto la gran sensibilidad del material
Al 10Ni AM de la temperatura intermedia.

5. Resultados y discusión
81
5.3.5 EFECTO DE LA PRESIÓN DE COMPACTACIÓN
A pesar de todos los experimentos realizados no se ha conseguido llegar a una porosidad inferior al 6%-8%, mínimo exigible a cualquier sinterizado. A partir de ahora trabajaremos en el sentido de mejorar la sinterización aumentando la presión de compactación.
En la Fig. 5-14, aparece de nuevo la curva de compresibilidad que se ha
obtenido para el polvo Al 10Ni AM. En ella se aprecia que la densidad relativa en verde no supera en ningún caso el 78 %.
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400Presión, MPa
D, %
Fig. 5-14. Curva de compresibilidad del polvo Al 10Ni AM.
5.3.5.1 Sinterización en una etapa
Se va a repetir la experiencia que ha dado mejores resultados hasta ahora, es decir, sinterizado a 650ºC durante 1 hora. Esta experiencia se designa mediante la nomenclatura Al 10Ni AM P1000 650-1.
Los resultados de dureza y densidad en la fase previa y posterior a la sinterización son los que aparecen bajo estas líneas, Tabla 5-22.
Tabla 5-22. Densidad relativa y dureza del sinterizado P1000 650ºC-1h. Propiedad Verde Sinterizado
Densidad relativa, % 69.45 89.85
Dureza, HB 90 126

5. Resultados y discusión
82
En este caso el aumento de densidad relativa es del 29.51 %. Alcanzamos unos valores algo mejores a los que obtuvimos con este sinterizado partiendo de una presión de 850 MPa, 26.55 %.
Sin embargo la mejora obtenida es insustancial y no es suficiente para los fines
que se persiguen, puesto que la densidad final que sigue siendo demasiado baja y las cifras de dureza se mantienen si las comparamos con las que obtienen prensando a 850 MPa., Tabla 5-23.
Tabla 5-23. Densidad y dureza del sinterizado P850 650-1h. Propiedad Verde Sinterizado
Densidad relativa, % 68.51 86.7
Dureza, HB 84 127
5.3.5.2 Sinterización en dos etapas Pese a que la mejora obtenida con el sinterizado en una etapa al compactar las
muestras a 1000 MPa ha sido pequeña, se ha decidido realizar sinterizaciones en dos etapas a los compactos prensados a 1000 MPa.
El ciclo de sinterizado usado ha consistido en una etapa de sinterización en fase
sólida a 625 ºC y otra etapa de sinterización en fase líquida a 650 ºC durante 0.1h, Tabla 5-24. Las características de térmicas de las experiencias son las mismas y aparecen en la Tabla 5-24.
Tabla 5-24. Ciclo de sinterizado M 650-0.1 para especimenes prensados a 1000 MPa.
Tramo 1 2
Gradiente [ºC/min] 10 5
Temperatura final [ºC] 625 650
Duración [h] 0.9 0.1
Los valores de densidad relativa y dureza media para el caso en el que la presión
de compactación en verde es 1000 MPa aparecen bajo estas líneas, Tabla 5-25.
Tabla 5-25. Densidad y dureza del sinterizado P1000 M 650-0.1-5. Propiedad Verde Sinterizado
Densidad relativa, % 69.49 77.82
Dureza, HB 92 80
Las que se obtuvieron con una presión de compactación de 850 MPa vienen
representadas en la Tabla 5-26.
5. Resultados y discusión
83
En la experiencia con P1000 MPa el aumento de densidad relativa es del 11.99
% frente al 11.18 % del sinterizado a 850 MPa. En cuanto a la dureza se observa que no se produce endurecimiento en el caso de mayor presión de compactación, al igual que ocurrió cuando la presión de compactación fue de 850 MPa. No obstante, el mayor valor de dureza en verde se traslada al compacto sinterizado, 80 HB para 1000 MPa frente a 71 HB para 850 MPa.
Los valores obtenidos variando la presión de compactación son muy similares,
por lo que, cuando la etapa de sinterización en fase sólida es la que predomina en el experimento, parece no afectar al comportamiento del sinterizado el nivel de compactación. Sin embargo, los mayores niveles iniciales en dureza y densidad se trasladan al compacto sinterizado.
5.3.6 RESUMEN DE LAS PROPIEDADES MECÁNICAS DE LOS COMPACTOS DE POLVO Al 10Ni AM
Se va a realizar una síntesis comparativa de las propiedades mecánicas estudiadas con este tipo de material, bajo los distintos valores de compactación y con los distintos tipos de sinterización estudiados.
Se analizará en este punto, pues, las propiedades mecánicas más importantes
para un compacto sinterizado como son la densidad, la dureza y la resistencia mecánica a la tracción uniaxial.
El ensayo de tracción es uno de los ensayos más importantes sobre materiales en
ingeniería, ya que de el se obtienen parámetros tan importantes como, la resistencia y el alargamiento que sufre el material hasta la rotura.
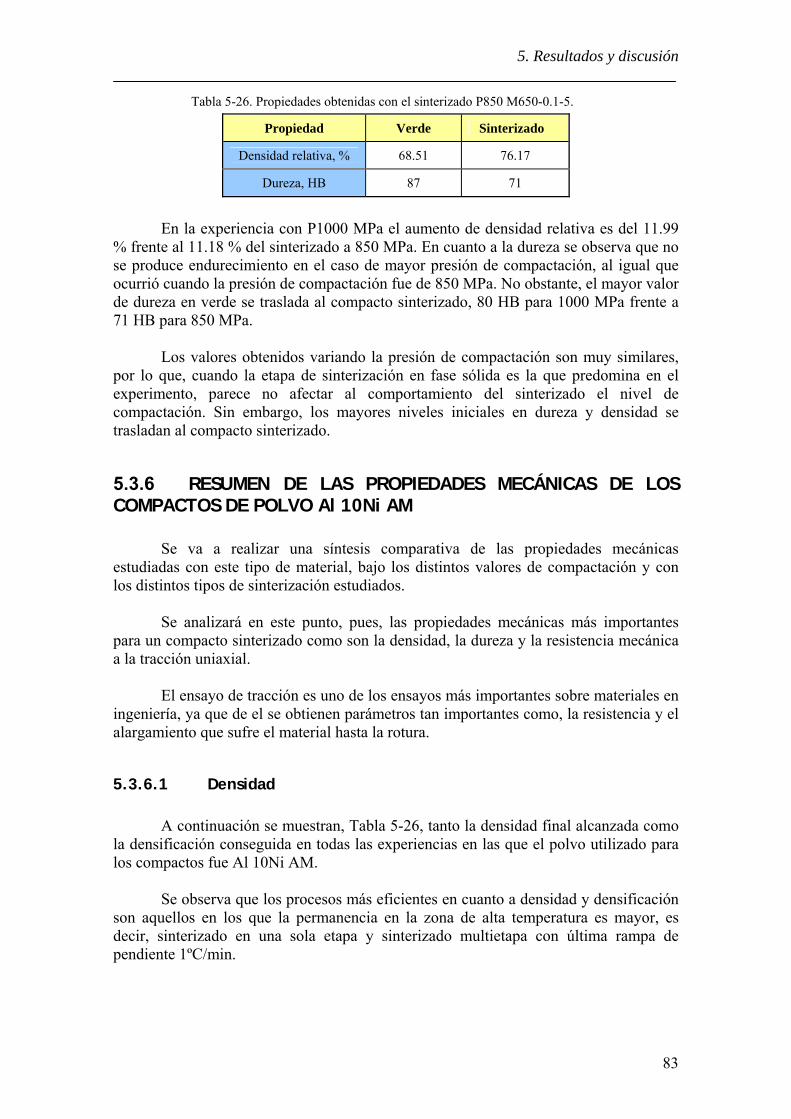
5.3.6.1 Densidad A continuación se muestran, Tabla 5-26, tanto la densidad final alcanzada como
la densificación conseguida en todas las experiencias en las que el polvo utilizado para los compactos fue Al 10Ni AM.
Se observa que los procesos más eficientes en cuanto a densidad y densificación son aquellos en los que la permanencia en la zona de alta temperatura es mayor, es decir, sinterizado en una sola etapa y sinterizado multietapa con última rampa de pendiente 1ºC/min.
Tabla 5-26. Propiedades obtenidas con el sinterizado P850 M650-0.1-5.
Propiedad Verde Sinterizado
Densidad relativa, % 68.51 76.17
Dureza, HB 87 71

5. Resultados y discusión
84
Tabla 5-27. Valores de densidad tras la sinterización (D) y aumento de densidad con respecto a la densidad en verde (Dv), denominado como densificación y expresado en porcentaje.
Nº Ensayo Serie Densidad
relativa (%) Densificación (%)
1 Al 10Ni AM P850 650-1 86.7 26,55
2 Al 10Ni AM P850 640-1 83.9 24.30
3 Al 10Ni AM P850 M650-0.1-10 75.4 9.98
4 Al 10Ni AM P850 M650-0.1-5 76.2 11.18
5 Al 10Ni AM P850 M650-0.1-1 85.3 26.35
6 Al 10Ni AM P850 M650-0.2-5 82.2 21.24
7 Al 10Ni AM P850 M650-0.1-1-620 84.1 24.45
8 Al 10Ni AM P850 M650-0.1-1-625 84.6 25.31
9 Al 10Ni AM P1000 650-1 89.9 29,51
10 Al 10Ni AM P1000 M650-0.1-5 77.8 11,99 En cuanto a la temperatura de sinterizacion, se obtiene mejor resultado para la
temperatura de 650ºC. Si se comparan los experimentos 7 y 8 entre sí se aprecia como afecta la
permanencia a distintas temperaturas intermedias. En cuanto a nivel de densidad y densificación, el material se comporta mejor cuanta más alta es la temperatura intermedia, 84.61 % para 625ºC frente a 84.09 % para 620ºC.
Al analizar los especimenes compactados a mayor presión, 1000 MPa,
observamos que si realizamos la sinterización en una sola etapa a 650ºC durante 1 hora, se produce una mejora apreciable con respecto al mismo sinterizado compactado a menor presión.
También se observa que la densificación es más alta si utilizamos presión de
compactación de 1000 MPa en comparación con la realizada a 850 MPa. Así se comprueba que, no sólo se traslada el mayor nivel de densidad inicial a la probeta sinterizada sino que, la sinterización es mejor.
Si se analizan los sinterizados multietapa homólogos compactados a distintos
niveles de presión se puede ver que se produce mejora, tanto en la densidad final alcanzada, como en la densificación al realizar la compactación a 1000 MPa. Este hecho también corrobora que a mayor nivel de compactación, la sinterización evoluciona de forma más favorable.
En el buen desarrollo de la sinterización es, pues, fundamental el nivel de
compactación inicial, obteniendo mejores resultados cuanto menor sea el nivel de porosidad inicial.

5. Resultados y discusión
85
5.3.6.2 Dureza
La dureza es una propiedad importante en materiales de uso tecnológico, sobretodo para aplicaciones en las que se produce movimiento relativo, de mayor o menor entidad, entre piezas. A mayor dureza, menor erosión y menor desgaste abrasivo.
A continuación, Tabla 5-28, se exponen los resultados de dureza, tanto en verde
como tras la sinterización para las experiencias que se han llevado a cabo.
Tabla 5-28. Valores de dureza obtenidos en las distintas experiencias realizadas en laboratorio. Dureza en verde, HBV, y dureza tras sinterización, HB.
Nº Ensayo Experiencia HBV HB
1 Al 10Ni AM P850 650-1 84 127
2 Al 10Ni AM P850 640-1 84 110
3 Al 10Ni AM P850 M 650-0,1-10 84 71
4 Al 10Ni AM P850 M 650-0,1-5 87 71
5 Al 10Ni AM P850 M 650-0,1-1 87 105
6 Al 10NI AM P850 M 650-0,2-5 88 89
7 Al 10Ni AM P850 650-0.1-1-620 87 100
8 Al 10Ni AM P850 650-0.1-1-625 88 109
9 Al 10NI AM P1000 650-1 90 126
10 Al 10Ni AM P1000 M 650-0,1-5 92 80
Se observa que las mejores sinterizaciones son las que se producen manteniendo
los especimenes durante una hora a 650 ºC. En este tipo de sinterización, se produce un endurecimiento ostensible, en torno al 55% más de dureza con respecto a la dureza en verde.
También se consigue mayor dureza cuanto mayor es la temperatura media en la
zona de alta temperatura, es decir, obtenemos mejores resultados en una sinterización en dos etapas si la temperatura intermedia es de 625 ºC en vez de 620 ºC. Este comportamiento se explica, al igual que los anteriores, porque la difusión aumenta con la temperatura y porque a mayor temperatura se facilita el proceso de sinterización, que a éste nivel de temperatura, es mayoritariamente, sinterización en fase sólida.
Después de la sinterización a 650ºC durante 1hora, la que mejor se comporta es
la que se produce a 640 ºC durante 1 hora. En este caso, al ser menor la temperatura, la sinterización en fase líquida es menor y la sinterización es peor que en los casos anteriores.
Al reducir la permanencia de las probetas a la temperatura de sinterización se
observa que se obtiene mayor dureza cuanto mayor sea la permanencia en la zona de elevada temperatura en la que la difusión es elevada y toma relevancia la sinterización en fase sólida. De este modo, alcanzan mejores resultados aquellos ensayos en los que

5. Resultados y discusión
86
las rampas de calentamiento tienen menor pendiente. Además, si el valor de la pendiente es demasiado elevado, por encima de 5 ºC/min en el último tramo, y se limita el tiempo de sinterización a 0,1h, no se produce endurecimiento al no transcurrir tiempo suficiente como para que los procesos de sinterización se realicen correctamente.
Por otra parte, la presión de compactación aplicada para la formación del
compacto no tiene influencia en cuanto a la dureza que se alcanza. Como se comprobó en el epígrafe anterior, sí se produce un aumento de densidad final pero, sólo proporcional al aumento que se experimentaba en verde y dado que la curva de compresibilidad es muy plana, éste aumento es inferior a lo deseable. Con el aumento de presión de compactación se pretendía disminuir el nivel de porosidad para que se produjese una sinterización mucho más efectiva pero, debido a la escasa pendiente de la citada curva de compresibilidad, este objetivo no se alcanza.
5.3.6.3 Resistencia a tracción
Se han realizado ensayos de tracción a distintos tipos de sinterizados para evaluar su comportamiento frente a una carga de tracción uniaxial. El ensayo se realiza con control de desplazamiento a temperatura ambiente. De todos los experimentos que se han llevado a cabo, en la siguiente tabla, Tabla 5-29, se muestran los valores alcanzados por las experiencias más representativas.
Tabla 5-29. Resistencia a tracción media lograda en el ensayo de tracción uniaxial y alargamiento de las probetas en el momento de rotura.
Nº Ensayo Experiencia R, MPa Amax, %
1 Al 10Ni AM P850 650-1 260 ± 3 0.5 ± 0.05
2 Al 10Ni AM P850 640-1 259 ± 8 0.7 ± 0.09
4 Al 10Ni AM P850 M 650-0.1-5 182 ± 18 0.5 ± 0.04
6 Al 10Ni AM P850 M 650-0.2-5 271 ± 21 0.9 ± 0.19
Se observa como los mejores resultados en el ensayo de tracción se consiguen en
la sinterización multietapa con polvos Al 10Ni AM en los que el tiempo de residencia a elevada temperatura es más alto. Así el material permanece en la etapa de sinterización en fase sólida, de elevada difusión, y en la etapa de sinterización en fase líquida durante más tiempo.
En el sinterizado multietapa en el que la última rampa fue de 10ºC/min los
resultados son claramente inferiores a los obtenidos con rampa de 5ºC/min, 182 MPa y 271 MPa respectivamente. El efecto de la rampa de calentamiento se deja notar en tanto en cuanto una menor rampa de calentamiento supone un mayor tiempo en la zona sinterización en estado líquido.
Después los sinterizados que muestran mejores propiedades en cuanto al ensayo
de tracción fueron los sinterizados una sola etapa, 260 MPa para sinterizado 650-1 frente a 271 MPa para sinterizado M 650-0.2-5. Como se puede comprobar la diferencia es pequeña y debido a la alta dispersión de resultados en los ensayos de tracción, debido

5. Resultados y discusión
87
a la elevada porosidad, se puede decir que el valor de resistencia mecánica en ambos sinterizados es del mismo orden.
Fig. 5-15. Curva típica de un ensayo de tracción para el material Al 10Ni AM
Sin embargo, para todas las experiencias realizadas, la porosidad sigue estando por encima del 10 %. Este valor de porosidad es demasiado alto y limita la consecución de un sinterizado con buenas propiedades mecánicas.
Para intentar reducir la porosidad final vamos a realizar experimentos en los que
se va a partir de una porosidad en verde mayor. Para aumentar la porosidad en verde se intentan varias alternativas:
• Mezclado del 10% Ni con polvo de Al previamente molido.
• Recocido del Al AM previo al mezclado con 10% Ni.
Con ambas técnicas se pretende disminuir la dureza inicial de los polvos para conseguir una densidad de partida mucho mayor que nos permita sinterizaciones más efectivas. Sin embargo, estos procedimientos ablandan el polvo y, por tanto, obtendremos una dureza final menor.
5.4 POLVO Al ALEADO MECÁNICAMENTE CON ADICIONES DE 10% DE Ni
En este caso se introduce el aluminio en el molino Attritor junto con el agente controlador del proceso. Posteriormente, una vez realizada la molienda, el polvo resultante se mezcla con níquel. De esta forma el polvo obtenido será más blando y la densidad relativa de los compactos en verde será mayor.
0
50
100
150
200
250
0,0 0,2 0,4 0,6 0,8 1,0Deformación, %
Tens
ión,
MPa

5. Resultados y discusión
88
5.4.1 COMPACTACIÓN DEL POLVO Al AM +10Ni La curva de compresibilidad de este polvo, aluminio aleado mecánicamente y
posteriormente mezclado con níquel, aparece representada en la Fig. 5-16. Aunque mejora ligeramente la compactación del polvo, sin embargo, queda aún
muy lejos de lo que sería deseable ya que en ningún momento supera el 90 % de la densidad teórica.
Fig. 5-16. Curva de compresibilidad del polvo de base aluminio aleado mecánicamente con adición posterior de 10 % níquel
La curva de compresibilidad sigue siendo bastante plana por lo que, como en el
caso de Al 10Ni AM, no compensará prensar a más de 1000 MPa. La baja compactación se que alcanza se debe a la elevada dureza del polvo.
5.4.2 SINTERIZACIÓN EN UNA ETAPA Para comparar todas las experiencias que se van a realizar se tomará como
sinterizado de referencia el que ha dado mejores resultados hasta ahora; es decir, sinterizado a 650ºC durante 1h, Tabla 5-30. Mientras no se especifique lo contrario, el prensado de los especimenes se realiza a 850 MPa.
Tabla 5-30. Características del proceso de sinterizado a 650ºC durante 1 hora, de probetas de polvo de Al con adiciones de 10 % Ni.
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 645 650
Duración [h] 0 0 1
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400
Presión, MPa
D, %
Al AM+10Ni Al 10Ni AM

5. Resultados y discusión
89
La dureza media y la densidad relativa media para este tipo de polvo, tanto en verde como tras su sinterización aparecen en la Tabla 5-31.
Tabla 5-31. Propiedades antes y después de la sinterización Al AM +10Ni 650-1. Propiedad Verde Sinterizado
Densidad relativa, % 76.25 87.60
Dureza, HB 94 111
Si se comparan estos resultados con los que se obtuvieron con este tipo de
sinterizado pero, partiendo de polvo Al 10Ni AM, Tabla 5-32, se observa que, a pesar de partir de unas condiciones iniciales mejores, densidad inicial mayor, 76.25 % frente 68.51%, y dureza inicial también mayor, 94 HBv para polvo Al AM +10Ni y 84 HBv si se empleaba polvo Al 10Ni AM, no se consigue mayor densidad final puesto que en ambos casos la densidad final está en torno al 87.5% y, sin embargo, la dureza final se ve reducida sensiblemente pasando de 127 a 111 HB.
La disminución de dureza final se debe a que el polvo de aluminio aleado
mecánicamente con adiciones posteriores de níquel es más blando que el polvo de aluminio y níquel aleado mecánicamente. En éste último, el proceso de fractura y soldadura que se produce durante la molienda, endurece el material por afino de grano.
En el caso de las adiciones posteriores de níquel el nivel de endurecimiento de
los polvos por endurecimiento es menor, ya que sólo afecta a la fase aluminio, la aleada mecánicamente, y además no se producen intermetálicos durante la molienda.
Además en este tipo de polvo, la difusión entre el níquel y el aluminio se ve más
limitada ya que las partículas finales bien son de aluminio, bien de níquel mientras que, en el caso del aluminio y níquel aleados mecánicamente, en cada partícula se encuentra aluminio y níquel.
Tabla 5-32. Propiedades que se obtuvieron con sinterizado Al 10Ni AM 650-1.
Propiedad Verde Sinterizado
Densidad relativa, % 68.51 86.70
Dureza, HB 84 127
A pesar de obtener propiedades finales peores, se consigue controlar la
deformación que sufren las probetas sinterizadas, reduciéndose drásticamente. Sin embargo, el aspecto superficial que presentan las mismas ha empeorado ostensiblemente, Fig. 5-17.
Fig. 5-17. Aspecto de las probetas de tracción del sinterizado Al AM+10Ni 650-1.
5. Resultados y discusión
90
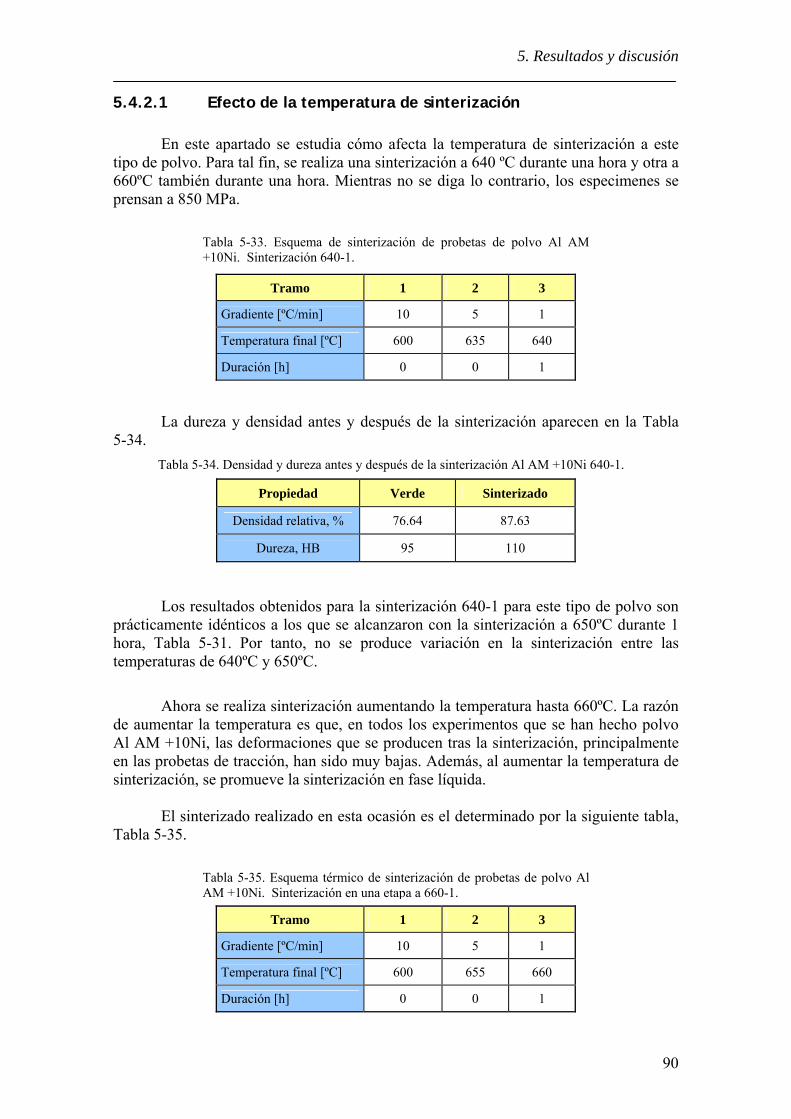
5.4.2.1 Efecto de la temperatura de sinterización
En este apartado se estudia cómo afecta la temperatura de sinterización a este tipo de polvo. Para tal fin, se realiza una sinterización a 640 ºC durante una hora y otra a 660ºC también durante una hora. Mientras no se diga lo contrario, los especimenes se prensan a 850 MPa.
Tabla 5-33. Esquema de sinterización de probetas de polvo Al AM +10Ni. Sinterización 640-1.
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 635 640
Duración [h] 0 0 1
La dureza y densidad antes y después de la sinterización aparecen en la Tabla 5-34.
Tabla 5-34. Densidad y dureza antes y después de la sinterización Al AM +10Ni 640-1. Propiedad Verde Sinterizado
Densidad relativa, % 76.64 87.63
Dureza, HB 95 110
Los resultados obtenidos para la sinterización 640-1 para este tipo de polvo son prácticamente idénticos a los que se alcanzaron con la sinterización a 650ºC durante 1 hora, Tabla 5-31. Por tanto, no se produce variación en la sinterización entre las temperaturas de 640ºC y 650ºC.
Ahora se realiza sinterización aumentando la temperatura hasta 660ºC. La razón
de aumentar la temperatura es que, en todos los experimentos que se han hecho polvo Al AM +10Ni, las deformaciones que se producen tras la sinterización, principalmente en las probetas de tracción, han sido muy bajas. Además, al aumentar la temperatura de sinterización, se promueve la sinterización en fase líquida.
El sinterizado realizado en esta ocasión es el determinado por la siguiente tabla,
Tabla 5-35.
Tabla 5-35. Esquema térmico de sinterización de probetas de polvo Al AM +10Ni. Sinterización en una etapa a 660-1.
Tramo 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 655 660
Duración [h] 0 0 1

5. Resultados y discusión
91
Los resultados medios obtenidos en estos compactos son los que aparecen en la Tabla 5-36. En este caso se observa que los valores de densidad final son muy similares aunque ligeramente inferiores a los obtenidos con los dos sinterizados anteriores y la dureza final cae de forma notable desde aproximadamente 111 HB hasta quedarse en 100 HB.
Tabla 5-36. Resultados obtenidos antes y después de la sinterización Al AM +10Ni 660-1. Propiedad Verde Sinterizado
Densidad relativa, % 77.35 87.12
Dureza, HB 92 100
Parece ser que se ha llegado al límite superior de temperatura de sinterizado
prolongado para este tipo de polvo, puesto que empiezan a decaer las propiedades. Además se produce un empeoramiento en el aspecto de la pieza y empeora la geometría de la misma, con numerosas exudaciones que indican que la cantidad de materia que ha alcanzado el estado líquido durante la sinterización ha sido más elevada, poniendo en riesgo la integridad dimensional de los especimenes, Fig. 5-18 y Fig. 5-19.
Fig. 5-18. Aspecto de las probetas de tracción del sinterizado Al AM+10Ni 660-1.
5.4.2.2 Efecto de la presión de compactación En este apartado se estudia el comportamiento de los polvos mezclados cuando
se prensan a 1000 MPa, comparando los resultados con los obtenidos para una presión de compactación de 850 MPa. El sinterizado que se emplea para comparación consiste en calentar hasta 650ºC y mantener dicha temperatura durante1h.
En esta ocasión al partir de una mayor presión de compactación sed obtienen
densidades y durezas en verde más elevadas, Tabla 5-37. Se observa que se parte de un valor ligeramente mayor de densidad en verde
pero esté sólo es un 2.4% mayor. Este incremento no se ve reflejado de igual forma una vez realizada la sinterización ya que los valores finales son muy similares. El aumento de densidad es de sólo un 1.3 % respecto a los compactos prensados a 850 MPa.
Fig. 5-19. Aspecto de probetas cilíndricas en sinterizado Al AM+10Ni 660-1.

5. Resultados y discusión
92
Tabla 5-37. Resultados antes y después de la sinterización Al AM +10Ni P1000 650-1. Propiedad Verde Sinterizado
Densidad relativa, % 79.21 88.26
Dureza, HB 110 110
Por otra parte no se produce ningún aumento de dureza, ya que los valores antes y después de la sinterización son prácticamente iguales, 110 HB.
Respecto al aspecto de los compactos, Fig. 5-20, este sigue siendo muy parecido al que obtuvimos al prensar a 850 MPa.
Fig. 5-20. Aspecto visual de las probetas de tracción del sinterizado Al AM+10Ni P1000 650-1.
Con estas experiencias se ha comprobado que el pequeño aumento de densidad en verde obtenido al prensar a 1000 MPa no mejora de modo considerable las propiedades finales de los compactos.
La influencia del aumento de presión de compactación en el nivel final de densidad y dureza es escasa. Así, la mejora que podría esperarse al aumentar la compactación inicial no se ve reflejada en el compacto tras la sinterización ya que, aunque se produce una ligera reducción de la porosidad, ésta reducción no es tan grande como se esperaría. También afecta negativamente al proceso de sinterización el hecho de tener dos fases visibles macroscópicamente, Al y Ni, debido a que la distancia media que deben difundirse los elementos es mucho mayor.
5.4.3 ADICIÓN DE Ni AL POLVO RECOCIDO DE Al AM Se ha comprobado que se produce una mejora muy pequeña de las densidades en
verde y final al aumentar la presión de compactación. También se ha observado que el mezclado no consigue una densificación tan alta como cabría esperar. Ahora se analizará el comportamiento de los compactos al realizar un recocido al polvo de Al AM antes de mezclarlo con el Ni.
El recocido consiste en un tratamiento térmico por el cual se somete al polvo de aluminio molido con cera (3% ACP), Al AM, a una temperatura inferior a la de sinterización pero, lo suficientemente alta como para provocar un ablandamiento de los polvos debido a la permanencia a elevada temperatura.
Se va a realizar un recocido a 550ºC y otro a mayor temperatura, 600ºC, para
comparar las diferencias que se producen al someter al material a un recocido más severo.

5. Resultados y discusión
93
5.4.3.1 Recocido a 550ºC
5.4.3.1.1 Compactación Se observa, como en el resto de los casos estudiados hasta ahora que, la curva de
compresibilidad es muy plana, Fig. 5-21. La densidad en verde no llega al 80%. En este experimento se somete primero al polvo de Al AM a un recocido a
550ºC, durante 2h. Los parámetros térmicos de este tratamiento de recocido son los usualmente empleados en estudios previos realizados en el laboratorio, Tabla 5-38.
Fig. 5-21. Curva de compresibilidad para polvo Al AM+10Ni R550.
Tabla 5-38. Proceso térmico de recocido a 550ºC durante 2h.
Tramo 1 2 3
Gradiente [ºC/min] 5 5 1
Temperatura final [ºC] 500 545 550
Duración [h] 0 0 2
Una vez realizado el recocido, se mezcla el polvo de Al resultante, con un 10 %
de Ni, durante 30 minutos. Como en los epígrafes anteriores, mientras no se indique lo contrario la presión de compactación es de 850 MPa.
5.4.3.1.2 Sinterización
Para poder comparar resultados se procede a realizar el sinterizado estándar, es decir, el sinterizado a 650ºC durante 1h, Tabla 5-6.
Los valores para este experimento antes y después de la sinterización aparecen
en la siguiente tabla, Tabla 5-39.
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400Presión, MPa
D, %
Al AM +10 Ni R550 Al AM +10Ni

5. Resultados y discusión
94
Tabla 5-39. Propiedades medias de dureza y densidad de los especimenes antes y después de sinterización 650-1 de polvo Al AM +10Ni R550
Propiedad Verde Sinterizado
Densidad relativa , % 79.40 86.25
Dureza, HB 102 99
Se observa que la densidad en verde ha aumentado respecto a la obtenida sólo
mezclando (79.40 % frente a 76.25 % para polvo Al AM +10Ni R550 y Al AM +10Ni respectivamente, alcanzando la densidad que se obtuvo al prensar a 1000 MPa el polvo Al AM +10Ni, 79.21 %).
Por otra parte, la dureza en verde también aumentó respecto a la obtenida mezclando y prensando a 850 MPa, 102 HB en este caso y 94 HB para el polvo Al AM +10Ni. Sin embargo, esta mejora en las propiedades iniciales no se ve trasladada una vez que se realiza la sinterización, de tal suerte que los valores tras la misma están claramente por debajo de los que se obtuvieron sin realizar un recocido previo (99 frente a 111 HB).
Los valores alcanzados con polvo Al AM +10Ni y prensado a 850 MPa se
muestran en la Tabla 5-40.
Tabla 5-40. Propiedades obtenidas para el sinterizado Al AM +10 Ni 650-1. Propiedad Verde Sinterizado
Densidad relativa, % 76.76 87.60
Dureza, HB 94 111
El aspecto de las probetas es muy similar al obtenido mezclando sin realizar
recocido, Fig. 5-22. Se puede apreciar que hay gran rugosidad superficial aunque, la geometría de los especimenes se mantiene y no se producen ni exudaciones ni flexiones.
Fig. 5-22. Aspecto de las probetas de tracción del sinterizado Al AM+10Ni R550 650-1. Dado que la dureza alcanzada y la densidad no han aumentado de forma notable
con respecto a las experiencias con polvo Al 10Ni, no realizaremos ninguna prueba a la presión de compactación de 1000 MPa.
Debido a que el recocido a 550ºC no ha mejorado las propiedades finales, se
opta por realizar este mismo proceso pero, a mayor temperatura, 600ºC.

5. Resultados y discusión
95
5.4.3.2 Recocido a 600ºC
5.4.3.2.1 Compactación
Se realiza un recocido a 600ºC con la intención de ablandar los polvos para poder realizar una compactación en la que el porcentaje de porosidad se vea sustancialmente reducida.
El proceso térmico del recocido a 600ºC aparece en la Tabla 5-41.
Tabla 5-41. Esquema térmico del proceso de recocido a 600ºC.
Tramo 1 2 3
Gradiente [ºC/min] 5 5 1
Temperatura final [ºC] 550 595 600
Duración [h] 0 0 2
Tras el recocido del Al AM, éste se mezcla con un 10% de Ni. La curva de
compresibilidad para este tipo de polvo aparece en la Fig. 5-23. Aunque ha mejorado el proceso de compresión, en cuanto a la densidad en verde
de las probetas, se ve que la curva sigue siendo muy plana. La porosidad relativa en verde no se puede reducir más del 13%.
Fig. 5-23. Curva compresibilidad Al AM+10Ni R600.
La dureza del polvo recocido es inferior a la del polvo Al 10Ni AM y también inferior a la del polvo Al AM +10Ni, por ello la densidad relativa en verde es mayor.
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400Presión, MPa
D, %
Al AM +10Ni R600 Al AM +10Ni R550 Al AM +10Ni

5. Resultados y discusión
96
5.4.3.2.2 Sinterización Se realiza el sinterizado convencional a 650ºC durante 1h, Tabla 5-6. Los
valores de densidad y dureza para los compactos sinterizados aparecen en la Tabla 5-42.
Tabla 5-42. Propiedades para probetas de polvo Al AM +10Ni R600 antes y después de la sinterización 650-1
Propiedad Verde Sinterizado
Densidad relativa, % 82.88 84.96
Dureza, HB 88 101
La densidad en verde ha aumentado notablemente, siendo la mejor alcanzada
hasta el momento, 82.88 %. Sin embargo, el aumento de densidad en verde no se traslada a los compactos sinterizados ya que la densidad final alcanzada es inferior a la lograda por otros procedimientos. 84.96 % frente a 86.7 % que se obtuvo con polvo Al 10Ni AM y a 87.6 % que se alcanzó con polvo Al AM +10Ni
La dureza final alcanzada también es baja, 100 HB. Esto supone en torno a un
10 % menos que la dureza alcanzada con el polvo Al AM +10Ni y sobre un 20 % inferior a la obtenida con Al 10Ni.
El aspecto superficial de los especimenes elaborados con este material sigue siendo malo. Aunque las probetas no presenten deformaciones importantes, la rugosidad es elevada, Fig. 5-24 y Fig. 5-25.
Fig. 5-24. Aspecto de las probetas de tracción del sinterizado Al AM+10Ni R600 650-1.
Fig. 5-25. Aspecto de probetas cilíndricas en sinterizado Al AM+10Ni R600 650-1.
5.4.4 RESUMEN DE PROPIEDADES MECÁNICAS DE LOS COMPACTOS DE POLVO Al AM +10Ni
En este apartado se realiza un ejercicio de comparación de las experiencias realizadas hasta este momento para dilucidar cuales son los ensayos más adecuados y bajo qué condiciones operativas se obtienen mejores resultados.

5. Resultados y discusión
97
Se van a comparar valores de densidad tanto en verde, como para los valores obtenidos tras la sinterización y también indicaremos la densificación que se produce en el proceso de sinterización.
Respecto a la dureza, se comparan los valores antes de la sinterización y después
de la misma.
5.4.4.1 Densidad
Tomando como referente el sinterizado Al 10Ni AM P850 650-1, lo comparamos con los sinterizados realizados con el polvo Al AM+10Ni. En este caso, analizamos a la vez la variación de temperatura y de presión con el nuevo tipo de polvo y los comparamos con el de referencia.
Tabla 5-43. Ensayos realizados y datos obtenidos para el Polvo Al AM+10Ni.
Serie Densidad relativa, % Densificación, %
Al 10Ni AM P850 650-1 (referencia) 86,7 26,55
Al AM+10Ni P850 650-1 87,6 14,14
Al AM+10Ni P850 640-1 87,62 14,34
Al AM+10Ni P850 660-1 87,12 12,63
Al AM+10Ni P1000 650-1 88,26 11,44
Al AM+10Ni R550 P850 650-1 86.25 8.64
Al AM+10Ni R600 P850 650-1 84.96 2.51
El sinterizado de referencia es el que alcanza menor densidad relativa, y que el
que consigue menor porosidad final es el realizado con polvo Al AM +10Ni prensado a 1000 MPa. Con este tipo de polvo aumenta la densidad final pero, casi todo el aumento se consigue en verde ya que no se traslada el nivel de densificación que se obtiene para el sinterizado de referencia, Tabla 5-43.
Por otra parte no existe diferencia, en cuanto a densidad, si la temperatura de sinterizacion es de 640 ó 650 ºC con este tipo de polvo, 87.62 % y 87.6 % respectivamente. Sin embargo, al aumentar la temperatura hasta 660ºC, se observa una disminución tanto de la densidad final como de la densificación.
Se observa que la densidad relativa más alta se consigue con el polvo Al
AM+10Ni sin realizar ninguna etapa de recocido del aluminio. El nivel de densificación es menor en los polvos mezclados y dentro de estos
disminuye al realizar recocido y con la temperatura de recocido. Esto se debe a que en los casos en los que se produce la adición de níquel tras el aleado mecánico del aluminio, no se produce una proximidad entre fases níquel y aluminio tan íntima como en el caso de aluminio y níquel aleados mecánicamente. Para corroborar este hecho se muestran, en la Fig. 5-26, imágenes del polvo de Al 10Ni AM.

5. Resultados y discusión
98
Fig. 5-26. Microfotografías de polvo Al 10Ni AM.
A pesar de la menor dureza de los polvos recocidos, no es posible llegar a una densidad relativa final buena, es decir, con porosidad relativa inferior al 6%. Dentro de los dos recocidos, obtiene mejores propiedades el que se realiza a menor temperatura ya que el recocido a 600 ºC muestra un excesivo ablandamiento.
Tras analizar los diferentes parámetros y tipos de polvo se observa que, en
cuanto a la densidad relativa final, el mejor de todos es el Al AM+10Ni. Los mejores resultados se obtienen para presión de compactación de 1000MPa y sinterización a 650ºC durante 1 hora.
5.4.4.2 Dureza
En este apartado se va a realizar un análisis, en cuanto a la dureza se refiere, de las experiencias realizadas utilizando polvo Al AM, recocido o sin este tratamiento térmico, con adiciones de níquel del 10 %. En la Tabla 5-44 aparecen los resultados de los ensayos realizados con este tipo de polvo.
Tabla 5-44. Valores de dureza obtenidos en las distintas experiencias realizadas en laboratorio. Dureza en verde, HBV, y dureza tras sinterización, HB.
Experiencia HBV HB
Al AM +10Ni P850 650-1 94 111
Al AM +10Ni P850 640-1 95 110
Al AM +10Ni P850 660-1 92 100
Al AM +10Ni P1000 650-1 110 110
Al AM +10Ni R550 P850 650-1 102 99
Al AM +10Ni R600 P850 650-1 88 101
La dureza alcanzada con el polvo Al AM +10Ni es inferior a la que se obtiene
con polvo Al 10Ni AM, pues, el polvo con el que se realiza la sinterización es bastante más blando, al no haberse producido el proceso de soldadura fractura del proceso de molienda y no formarse intermetálicos Al-Ni. Además en el caso de polvos recocidos, el polvo de aluminio es aún más blando, con lo que la dureza decae todavía más.
50 µm 50 µm
a b

5. Resultados y discusión
99
Se observa que los experimentos más favorables son los compactos formados
con polvo sin recocer que sinterizan entre 640 y 650 ºC, independientemente de la presión inicial de compactación. En todos ellos la sinterización está muy limitada, debido a que la difusión se ve entorpecida por el mayor tamaño de las partículas de cada metal. El mayor tamaño de las partículas obliga a los átomos metálicos a recorrer distancias mayores.
Por otra parte, cuando la temperatura sube por encima de 650 ºC, las
propiedades, tanto de dureza como de densidad y resistencia a tracción caen puesto que se produce mucha fase líquida y el tamaño de grano aumenta considerablemente.
Con este tipo de polvo, Al AM +10Ni, no se producen mejoras al aumentar la
presión de compactación, al menos en cuanto a la dureza alcanzada. Esto se debe a que el factor limitante, más allá de la presión de compactación, es el proceso de sinterización, y como hemos explicado en los párrafos anteriores, ésta se ve aún más dificultada por existir partículas de mayor tamaño, de Al y Ni.
Por último, el polvo Al AM +10Ni recocido es el que exhibe peores
propiedades. En estos casos apenas se produce sinterización y, como consecuencia, el endurecimiento es prácticamente inexistente.
5.4.4.3 Resistencia a tracción
Como en el caso de polvo de Al y Ni aleados mecánicamente, procedemos a realizar ensayos de tracción para evaluar su comportamiento frente a una carga de tracción uniaxial. El ensayo se realiza con control de desplazamiento a temperatura ambiente.
Los resultados obtenidos para las experiencias más relevantes se recogen en la
Tabla 5-45.
Tabla 5-45. Resistencia y alargamiento de los compactos tras el ensayo de tracción.
Serie R, MPa Amax, %
Al AM+10Ni P850 650-1 216 ± 2 0.57 ± 0,03
Al AM+10Ni P850 640-1 212 ± 6 0.67 ± 0,04
Al AM+10Ni P850 660-1 199 ± 5 0.58 ± 0,09
Al AM+10Ni P1000 650-1 212 ± 8 0.65 ± 0,02
Al AM+10Ni R550 P850 650-1 202 ± 3 0.52 ± 0,03
Al AM+10Ni R600 P850 650-1 205 ± 7 0.50 ± 0,04
Este grupo de ensayos, ha revelado que los compactos realizados con material Al
AM+10Ni, tienen menor resistencia a tracción, en cualquiera de los rangos de temperatura y presión de compactación, en comparación con los ensayos homólogos realizados con polvo Al 10Ni AM. Los resultados son estables dentro de los rangos de

5. Resultados y discusión
100
temperatura y presión comentados. Sólo hay que apuntar que a P850 MPa y 660ºC las propiedades caen ligeramente.
Este comportamiento puede explicarse atendiendo a la heterogeneidad que
presentan los especimenes a nivel de macroestructura. Se observa que los ensayos realizados con aluminio recocido, para cualquier
temperatura de recocido, muestran los peores resultados de todos los estudiados. En este caso se unen los efectos negativos de partir de un polvo más blando y de emplear un proceso de mezclado en lugar de aleado mecánico.
En cuanto a valores de alargamiento en el momento de la rotura, se ve que todos los ensayos alcanzan valores muy parecidos. En ningún momento se supera el 0,6 % de deformación.
Estos valores tan bajos, tanto en resistencia como en alargamiento se deben a la
gran porosidad interna del material. Los poros actúan como concentradores de tensiones y además disminuyen el área efectiva que trabaja a tracción. Por este motivo, ninguno de los especimenes ensayados cumple con las expectativas en cuanto al endurecimiento y mejora de propiedades mecánicas con respecto al aluminio aleado mecánicamente.