4º y 5º PRACTICA tamaño de planta y Balance de Línea.docx
18
UNIVERSIDAD NACIONAL DE SAN AGUSTÍN FACULTAD DE INGENIERÍA DE PRODUCCIÓN Y SERVICIOS ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL INGENIERÍA DE MÉTODOS 2 Docente: M Sc. Ing. Oswaldo Rodríguez Salazar PRACTICA 4 Y 5 Pertenece a: Betancur Pérez Dora Luz CUI: 20130575
-
Upload
doraluzbetancurperez -
Category
Documents
-
view
226 -
download
0
Transcript of 4º y 5º PRACTICA tamaño de planta y Balance de Línea.docx
UNIVERSIDAD NACIONAL DE SAN AGUSTÍN
FACULTAD DE INGENIERÍA DE
PRODUCCIÓN Y SERVICIOS
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
INGENIERÍA DE MÉTODOS 2
Docente: M Sc. Ing. Oswaldo Rodríguez Salazar
PRACTICA 4 Y 5
“TAMAÑO DE PLANTA Y BALANCE DE LÍNEA”
Pertenece a: Betancur Pérez Dora Luz
CUI: 20130575
PRACTICA 4
PRACTICA Nº 4
TAMAÑO DE PLANTA
OBJETIVOS:
Conocer los distintos tipos de proceso o configuraciones productivas.
Conocer las tecnologías a utilizar y cantidad de recursos productivos a
adquirir y disponer.
Seleccionar el tamaño adecuado de planta según análisis de capacidad
de producción.
EJERCICIO 1:
En un informe de costo de construcción y equipamiento de una pequeña planta industrial se señala que la inversión necesaria para poder fabricar 13,000 unidades anuales de un producto es de US$ 68, 000,000 mientras que para fabricar 30,000 unidades es de US$ 120, 000,000. Determine el factor de escala.
SOLUCIÓN:
To = 13 000 unidades anuales
Io = US$ 68 000 000
Tf = 30 000 unidades
If = US$ 120 000 000
= ?
¿=Io∗[ Tt¿ ]❑
¿Io
=[ Tt¿ ]❑
12000000068000000
=[ 3000013000 ]❑
1.7647=[2.3077 ]❑
log (1.7647 )=¿ log (2.3077 )
INGENIERIA DE METODOS Página 1
PRACTICA 4
0.2467=¿0.3632
¿0.6792
¿0.68
El factor de escala de 0.68 para la inversión de la planta.
EJERCICIO 2:
En la formulación de un proyecto para crear y operar la futura fábrica de baldosas "Baldosines Cerámicos Ltda.", se busca determinar cuál es el tamaño de la planta o combinaciones de plantas más apropiada para satisfacer la demanda esperada para los próximos cinco años. Según los resultados de la investigación de mercado de baldosines, la empresa que se crearía con el proyecto podría enfrentar una posibilidad de ventas como la que se muestra a continuación:
Año 1 2 3 4 5
Demanda 1 400 2 500 5 500 7 500 9 500
El estudio técnico logro identificar que la producción de baldosines en los niveles estimados puede fabricarse con una o más de 3 tipos de plantas, cuyas capacidades de producción en situaciones normales son las siguientes:
Planta Capacidad (Baldosas/año)
A 2 500
B 6 000
C 9 500
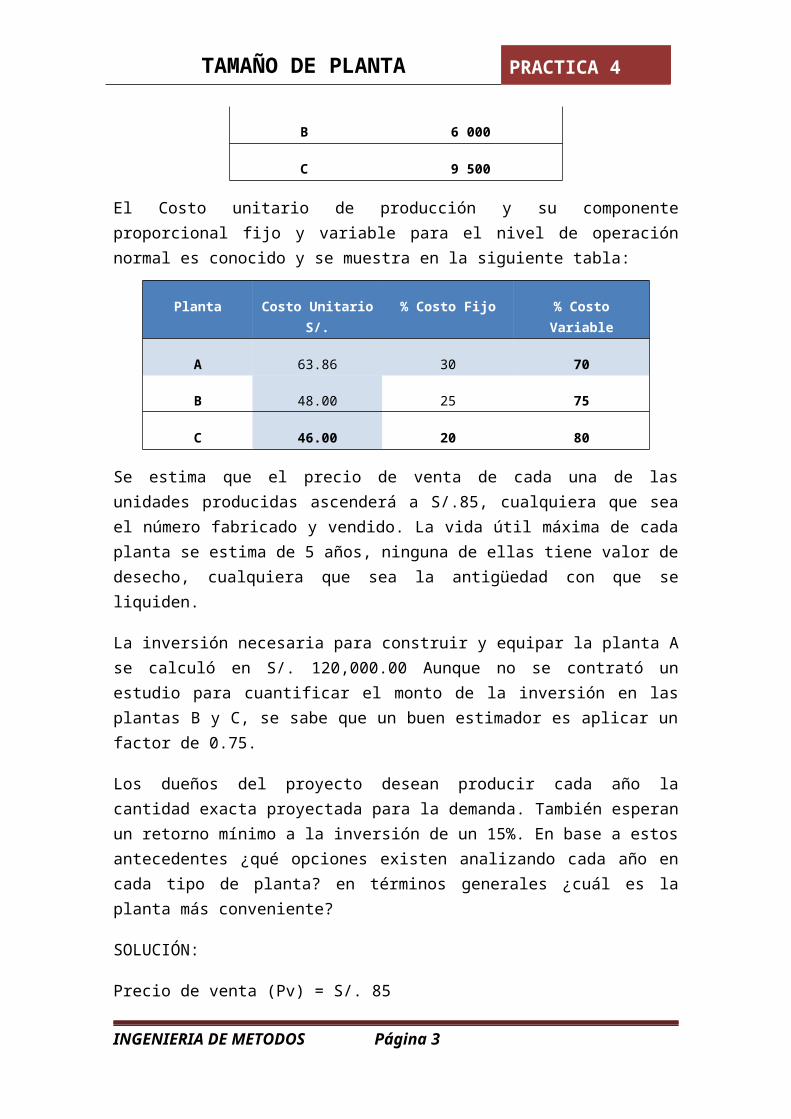
El Costo unitario de producción y su componente proporcional fijo y variable para el nivel de operación normal es conocido y se muestra en la siguiente tabla:
Planta Costo Unitario S/. % Costo Fijo % Costo Variable
A 63.86 30 70
B 48.00 25 75
C 46.00 20 80
Se estima que el precio de venta de cada una de las unidades producidas ascenderá a S/.85, cualquiera que sea el número fabricado y vendido. La vida
INGENIERIA DE METODOS Página 2
PRACTICA 4
útil máxima de cada planta se estima de 5 años, ninguna de ellas tiene valor de desecho, cualquiera que sea la antigüedad con que se liquiden.
La inversión necesaria para construir y equipar la planta A se calculó en S/. 120,000.00 Aunque no se contrató un estudio para cuantificar el monto de la inversión en las plantas B y C, se sabe que un buen estimador es aplicar un factor de 0.75.
Los dueños del proyecto desean producir cada año la cantidad exacta proyectada para la demanda. También esperan un retorno mínimo a la inversión de un 15%. En base a estos antecedentes ¿qué opciones existen analizando cada año en cada tipo de planta? en términos generales ¿cuál es la planta más conveniente?
SOLUCIÓN:
Precio de venta (Pv) = S/. 85
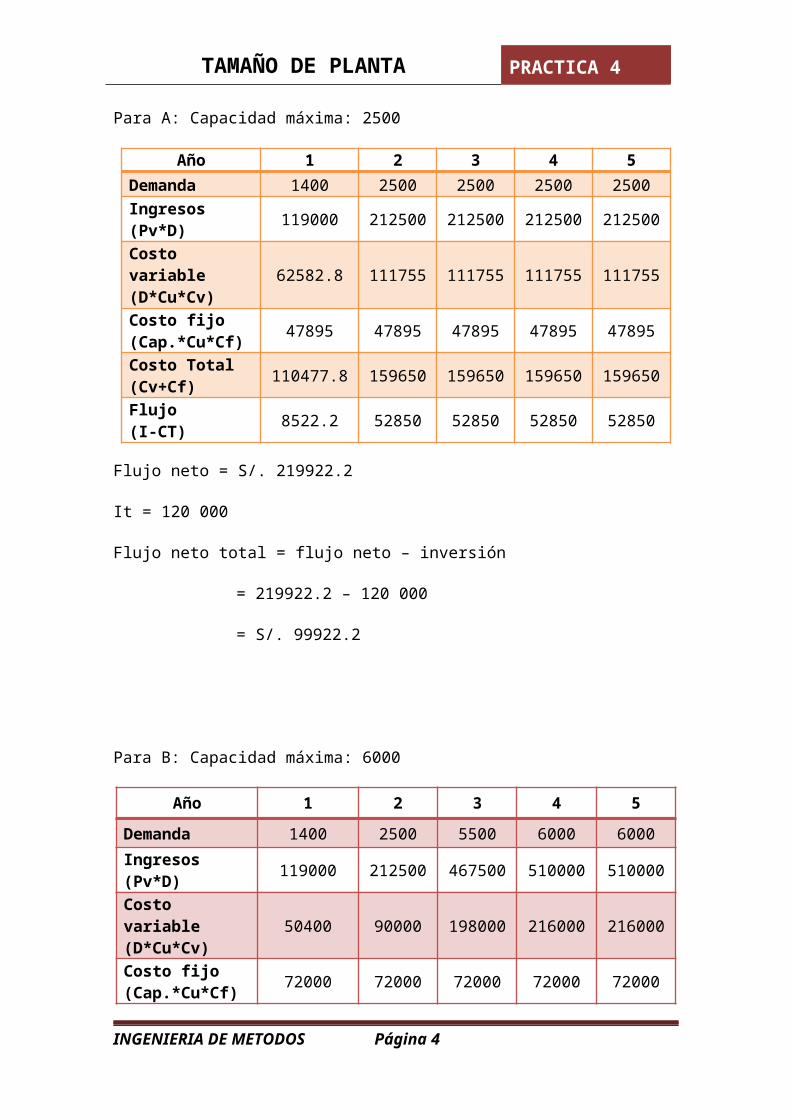
Para A: Capacidad máxima: 2500
Año 1 2 3 4 5
Demanda 1400 2500 2500 2500 2500Ingresos (Pv*D)
119000 212500 212500 212500 212500
Costo variable (D*Cu*Cv)
62582.8 111755 111755 111755 111755
Costo fijo (Cap.*Cu*Cf)
47895 47895 47895 47895 47895
Costo Total (Cv+Cf)
110477.8 159650 159650 159650 159650
Flujo (I-CT)
8522.2 52850 52850 52850 52850
Flujo neto = S/. 219922.2
It = 120 000
Flujo neto total = flujo neto – inversión
= 219922.2 – 120 000
= S/. 99922.2
Para B: Capacidad máxima: 6000
INGENIERIA DE METODOS Página 3
PRACTICA 4
Año 1 2 3 4 5
Demanda 1400 2500 5500 6000 6000
Ingresos (Pv*D)
119000 212500 467500 510000 510000
Costo variable (D*Cu*Cv)
50400 90000 198000 216000 216000
Costo fijo (Cap.*Cu*Cf)
72000 72000 72000 72000 72000
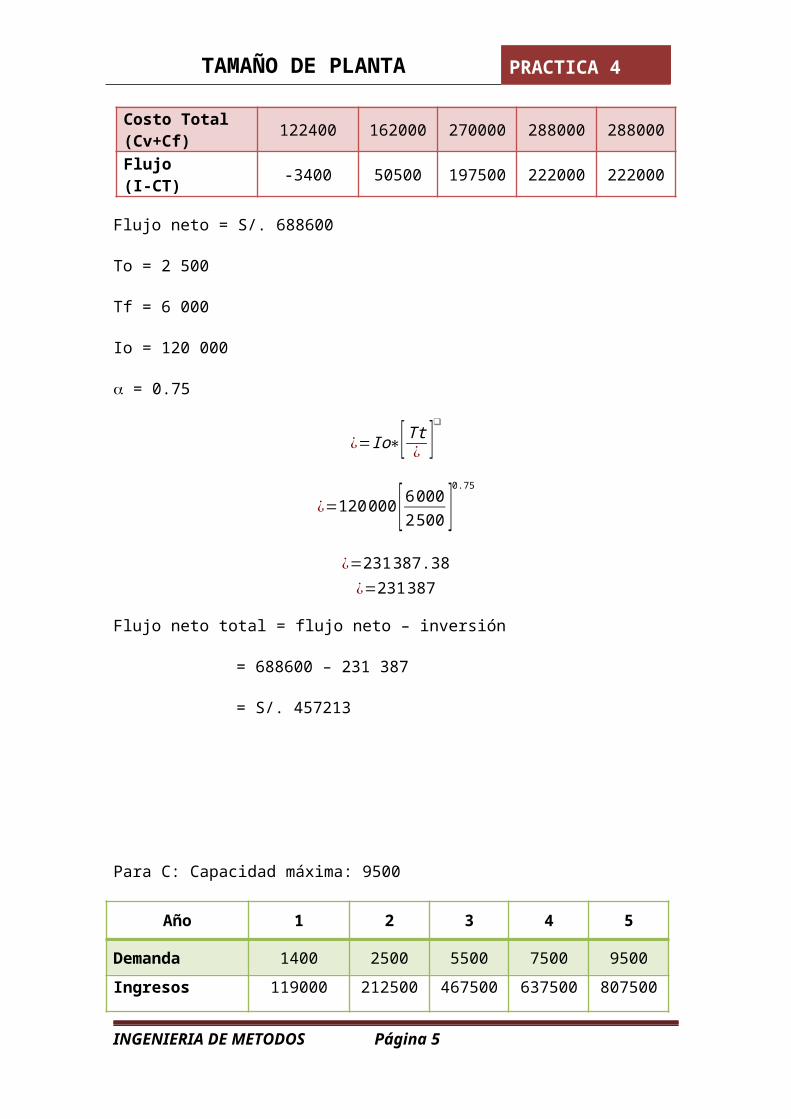
Costo Total (Cv+Cf)
122400 162000 270000 288000 288000
Flujo (I-CT)
-3400 50500 197500 222000 222000
Flujo neto = S/. 688600
To = 2 500
Tf = 6 000
Io = 120 000
= 0.75
¿=Io∗[ Tt¿ ]❑
¿=120000[6 0002500 ]0.75
¿=231387.38¿=231387
Flujo neto total = flujo neto – inversión
= 688600 – 231 387
= S/. 457213
Para C: Capacidad máxima: 9500
Año 1 2 3 4 5
INGENIERIA DE METODOS Página 4
PRACTICA 4
Demanda 1400 2500 5500 7500 9500
Ingresos (Pv*D)
119000 212500 467500 637500 807500
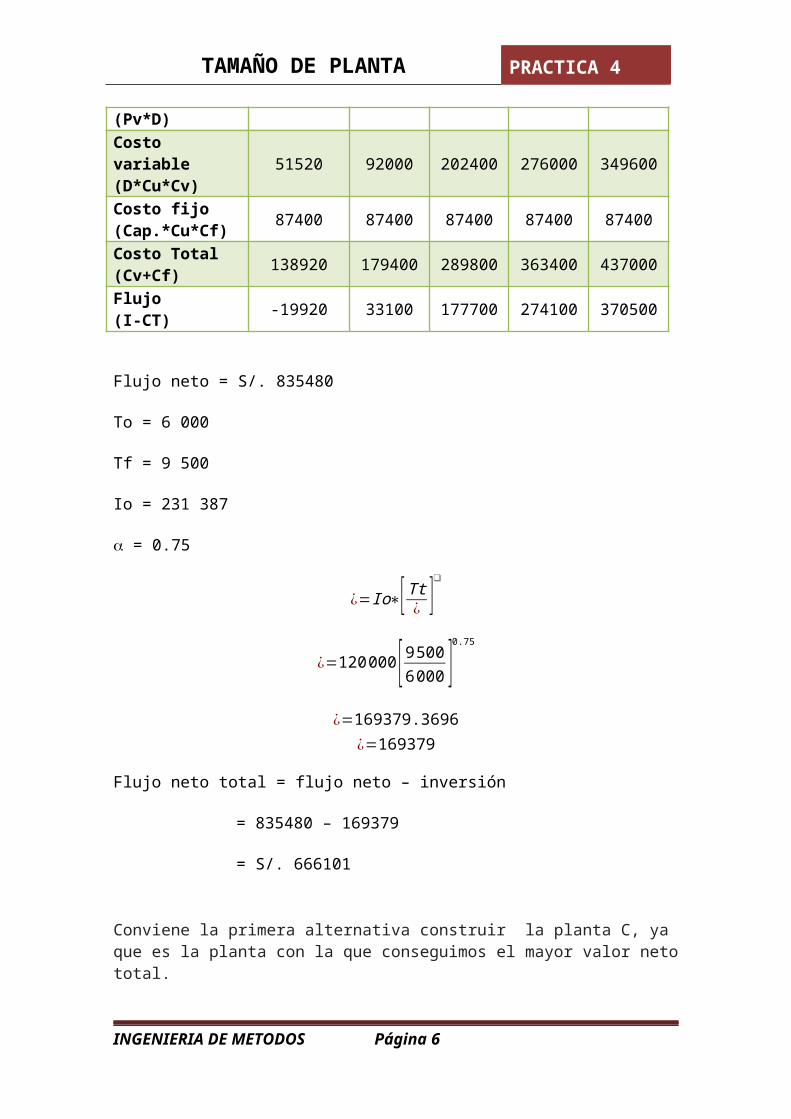
Costo variable (D*Cu*Cv)
51520 92000 202400 276000 349600
Costo fijo (Cap.*Cu*Cf)
87400 87400 87400 87400 87400
Costo Total (Cv+Cf)
138920 179400 289800 363400 437000
Flujo (I-CT)
-19920 33100 177700 274100 370500
Flujo neto = S/. 835480
To = 6 000
Tf = 9 500
Io = 231 387
= 0.75
¿=Io∗[ Tt¿ ]❑
¿=120000[ 95006 000 ]0.75
¿=169379.3696¿=169379
Flujo neto total = flujo neto – inversión
= 835480 – 169379
= S/. 666101
Conviene la primera alternativa construir la planta C, ya que es la planta con la que conseguimos el mayor valor neto total.
RECOMENDACIONES Y CONCLUSIONES:
INGENIERIA DE METODOS Página 5
PRACTICA 4
Las limitaciones de materiales básicos, insumos o recursos pueden constituir un obstáculo para algún proyecto.
El tamaño máximo de la planta se encuentra en función al mercado
Los parámetros son muy generales es necesario evaluar niveles de producción, inversión, niveles de ventas y rentabilidad.
INGENIERIA DE METODOS Página 6
PRACTICA 4
PRACTICA Nº 5
BALANCE DE LÍNEA
OBJETIVOS:
Evitar cuellos de botella.
Subdividir estaciones de trabajo equilibradas.
Asignar el trabajo en el menor número de estaciones.
minimizar el desbalance en la línea de fabricación o ensamblaje:
Mínimo de tiempo ocioso entre cada estación.
Maximizar la eficacia.
Minimizar el número de las estaciones de trabajo.
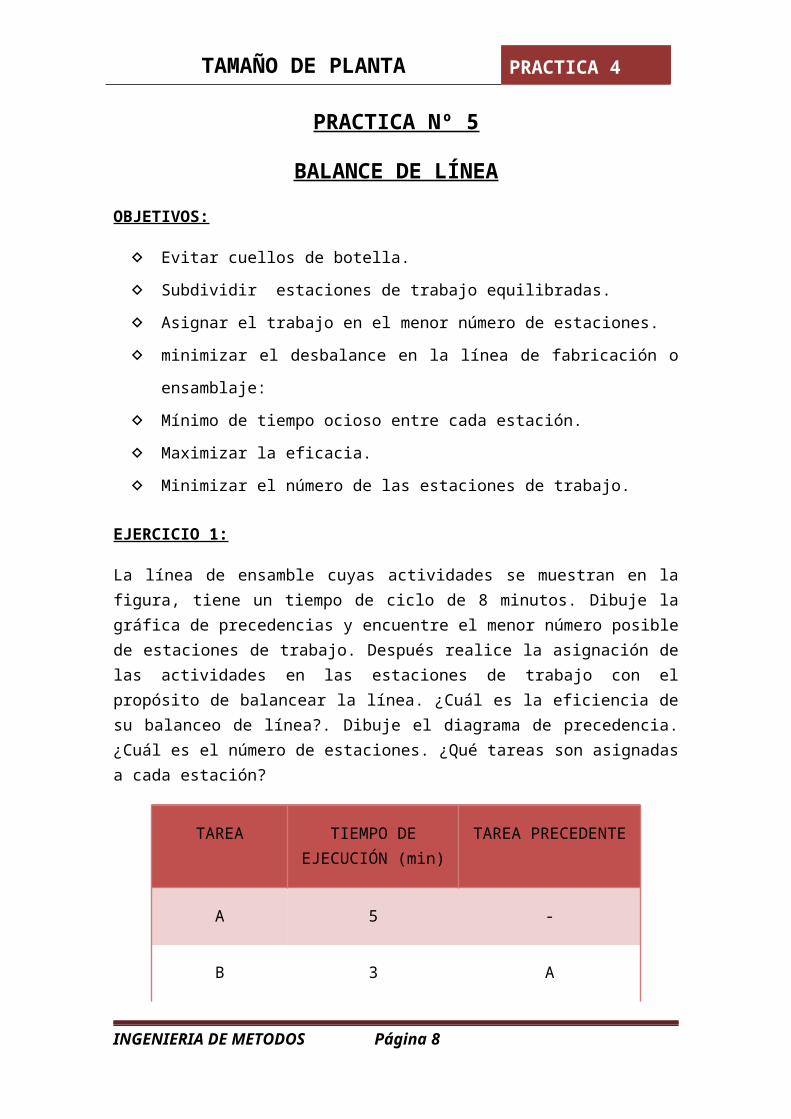
EJERCICIO 1:
La línea de ensamble cuyas actividades se muestran en la figura, tiene un tiempo de ciclo de 8 minutos. Dibuje la gráfica de precedencias y encuentre el menor número posible de estaciones de trabajo. Después realice la asignación de las actividades en las estaciones de trabajo con el propósito de balancear la línea. ¿Cuál es la eficiencia de su balanceo de línea?. Dibuje el diagrama de precedencia. ¿Cuál es el número de estaciones. ¿Qué tareas son asignadas a cada estación?
TAREA TIEMPO DE EJECUCIÓN (min)
TAREA PRECEDENTE
A 5 -
B 3 A
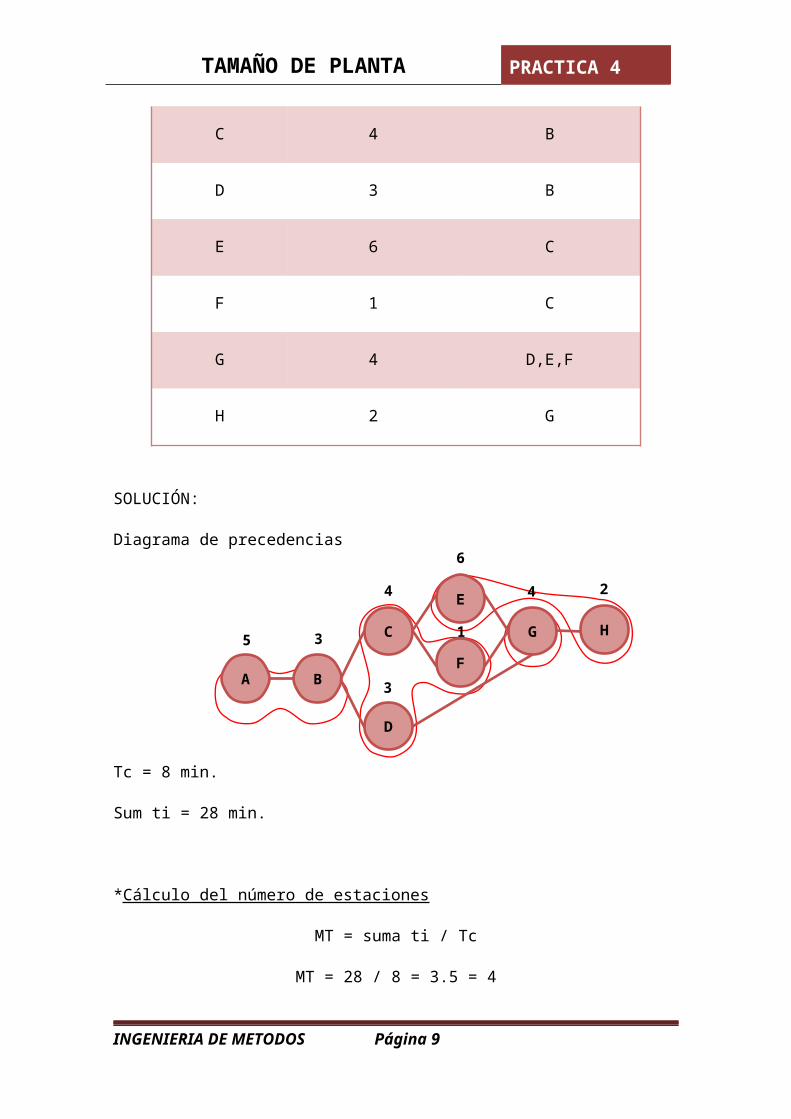
C 4 B
D 3 B
E 6 C
F 1 C
INGENIERIA DE METODOS Página 7
PRACTICA 4
G 4 D,E,F
H 2 G
SOLUCIÓN:
Diagrama de precedencias
Tc = 8 min.
Sum ti = 28 min.
*Cálculo del número de estaciones
MT = suma ti / Tc
MT = 28 / 8 = 3.5 = 4
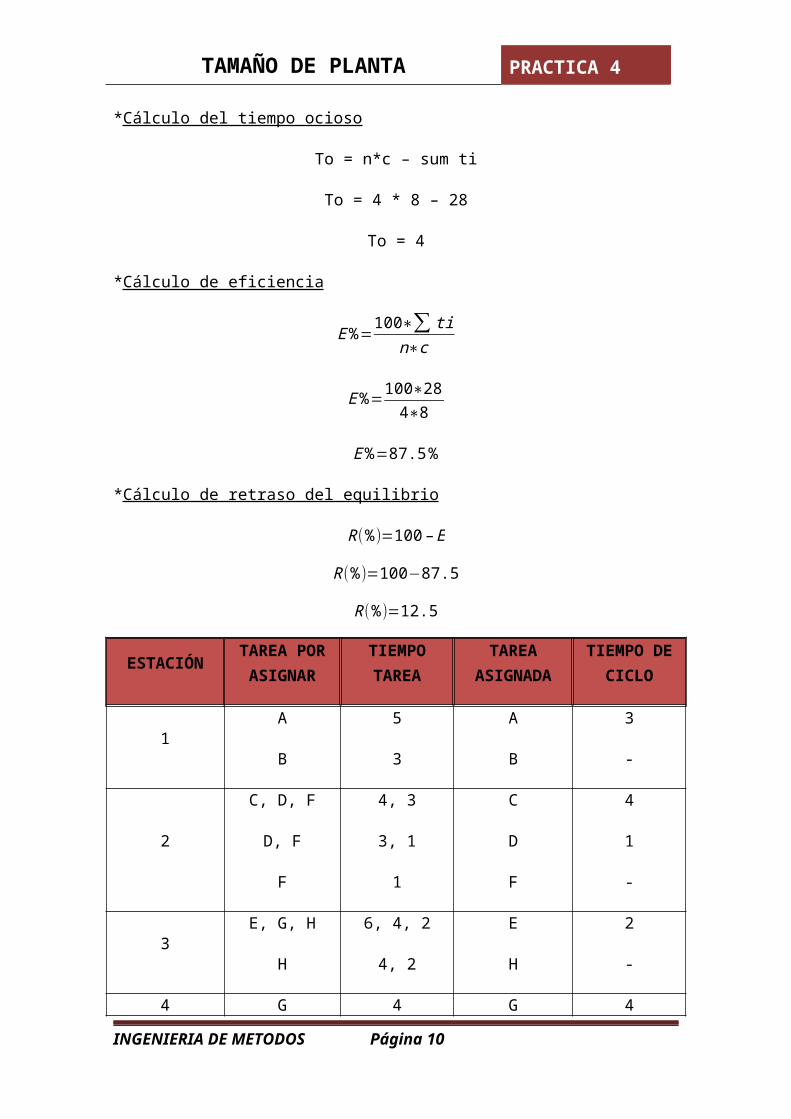
*Cálculo del tiempo ocioso
To = n*c – sum ti
To = 4 * 8 – 28
To = 4
*Cálculo de eficiencia
E%=100∗∑ ti
n∗c
INGENIERIA DE METODOS Página 8
24
1
6
3
4
35G H
FB
C
D
E
A
PRACTICA 4
E%=100∗284∗8
E%=87.5%
*Cálculo de retraso del equilibrio
R(%)=100 – E
R(%)=100−87.5
R(%)=12.5
ESTACIÓNTAREA POR
ASIGNARTIEMPO TAREA
TAREA ASIGNADA
TIEMPO DE CICLO
1A
B
5
3
A
B
3
-
2
C, D, F
D, F
F
4, 3
3, 1
1
C
D
F
4
1
-
3E, G, H
H
6, 4, 2
4, 2
E
H
2
-
4 G 4 G 4
Tiempo ocioso: 4 min.
EJERCICIOS PROPUESTOS
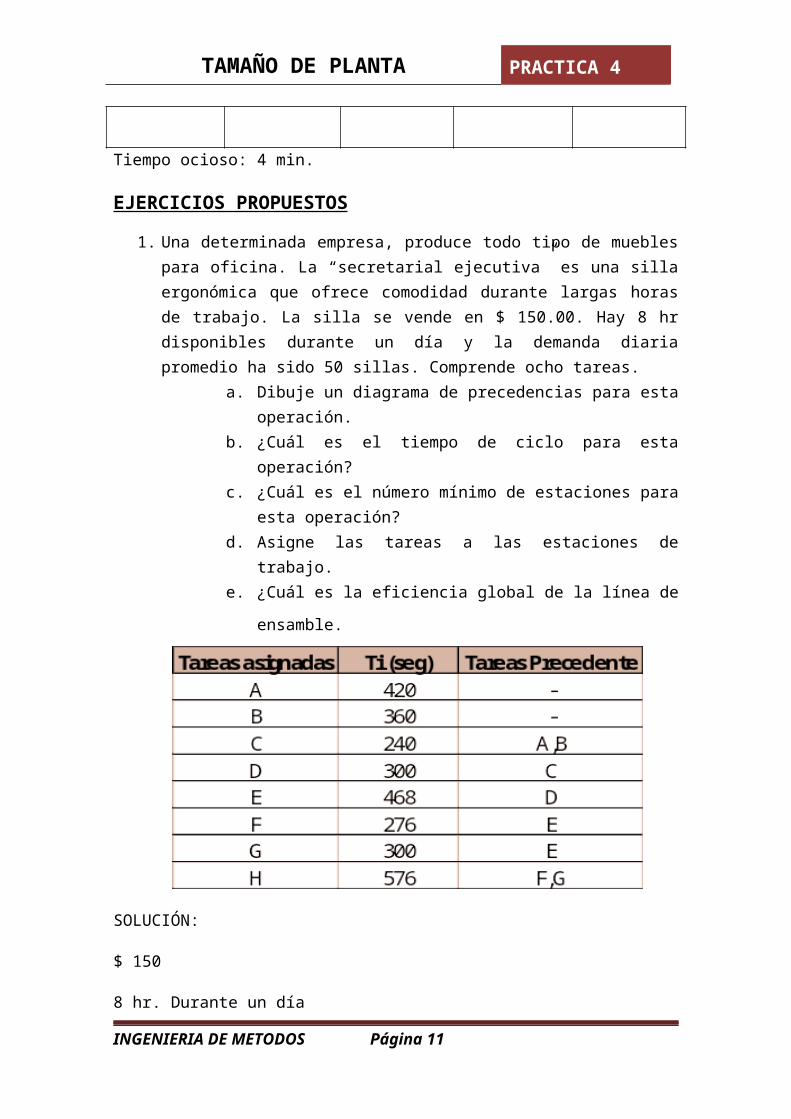
1. Una determinada empresa, produce todo tipo de muebles para oficina. La “secretarial ejecutiva” es una silla ergonómica que ofrece comodidad durante largas horas de trabajo. La silla se vende en $ 150.00. Hay 8 hr disponibles durante un día y la demanda diaria promedio ha sido 50 sillas. Comprende ocho tareas.
a. Dibuje un diagrama de precedencias para esta operación.
b. ¿Cuál es el tiempo de ciclo para esta operación?
c. ¿Cuál es el número mínimo de estaciones para esta operación?
d. Asigne las tareas a las estaciones de trabajo.
e. ¿Cuál es la eficiencia global de la línea de ensamble.
INGENIERIA DE METODOS Página 9
PRACTICA 4
SOLUCIÓN:
$ 150
8 hr. Durante un día
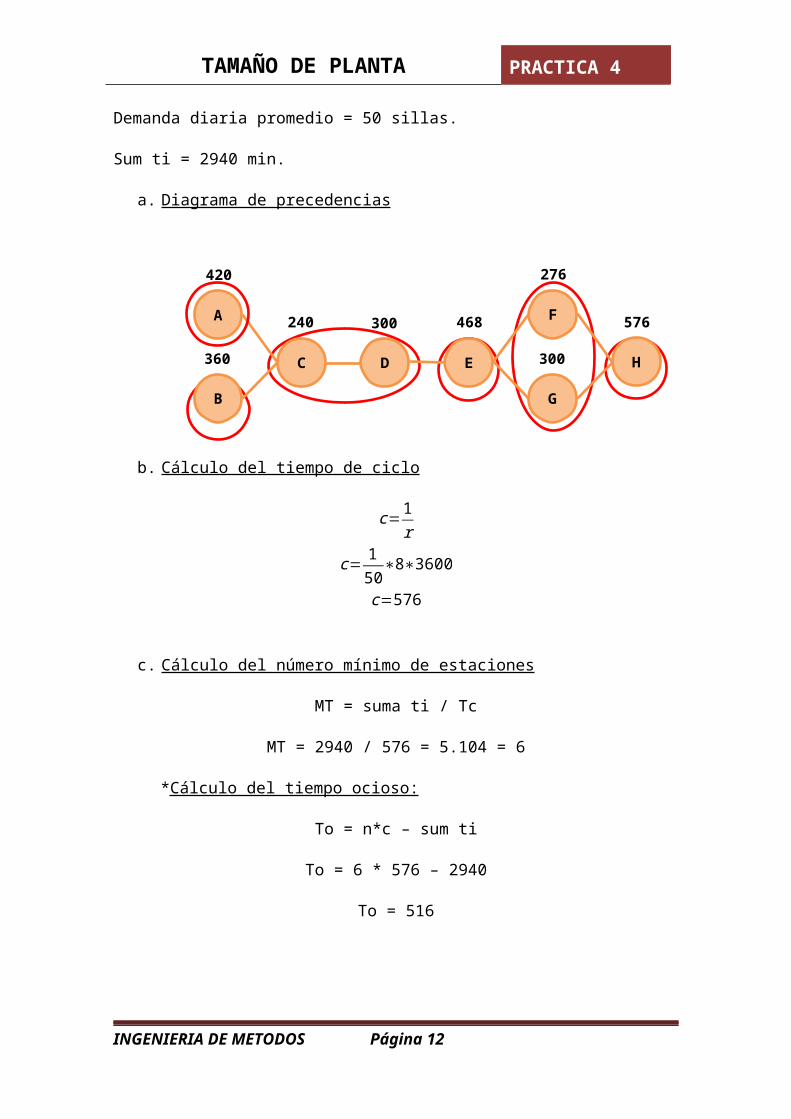
Demanda diaria promedio = 50 sillas.
Sum ti = 2940 min.
a. Diagrama de precedencias
b. Cálculo del tiempo de ciclo
c=1r
c= 150
∗8∗3600
c=576
c. Cálculo del número mínimo de estaciones
MT = suma ti / Tc
INGENIERIA DE METODOS Página 10
576
300
276
468300240
360
420
H
G
F
EDC
B
A
PRACTICA 4
MT = 2940 / 576 = 5.104 = 6
*Cálculo del tiempo ocioso:
To = n*c – sum ti
To = 6 * 576 – 2940
To = 516
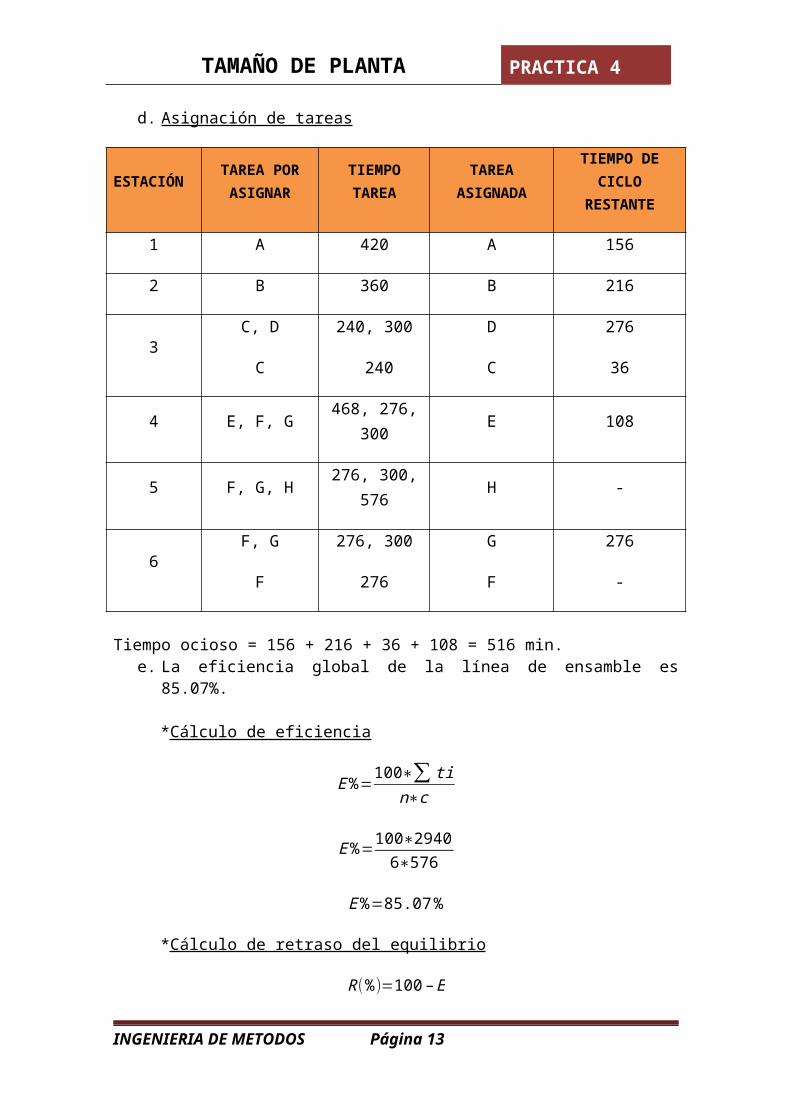
d. Asignación de tareas
ESTACIÓNTAREA POR
ASIGNARTIEMPO TAREA
TAREA ASIGNADA
TIEMPO DE CICLO
RESTANTE
1 A 420 A 156
2 B 360 B 216
3C, D
C
240, 300
240
D
C
276
36
4 E, F, G468, 276,
300E 108
5 F, G, H276, 300,
576H -
6F, G
F
276, 300
276
G
F
276
-
Tiempo ocioso = 156 + 216 + 36 + 108 = 516 min.e. La eficiencia global de la línea de ensamble es 85.07%.
*Cálculo de eficiencia
E%=100∗∑ ti
n∗c
E%=100∗29406∗576
INGENIERIA DE METODOS Página 11
PRACTICA 4
E%=85.07%
*Cálculo de retraso del equilibrio
R(%)=100 – E
R(%)=100−85.07
R(%)=14.93
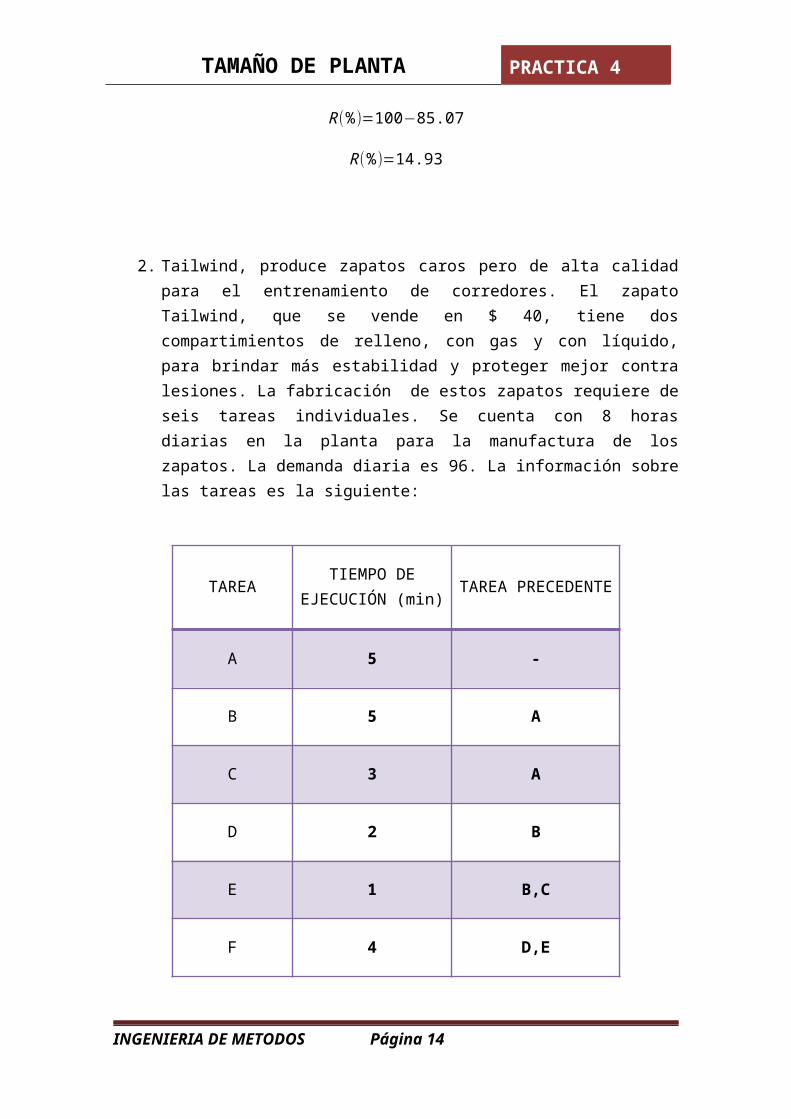
2. Tailwind, produce zapatos caros pero de alta calidad para el entrenamiento de corredores. El zapato Tailwind, que se vende en $ 40, tiene dos compartimientos de relleno, con gas y con líquido, para brindar más estabilidad y proteger mejor contra lesiones. La fabricación de estos zapatos requiere de seis tareas individuales. Se cuenta con 8 horas diarias en la planta para la manufactura de los zapatos. La demanda diaria es 96. La información sobre las tareas es la siguiente:
TAREATIEMPO DE
EJECUCIÓN (min)TAREA
PRECEDENTE
A 5 -
B 5 A
C 3 A
D 2 B
E 1 B,C
F 4 D,E
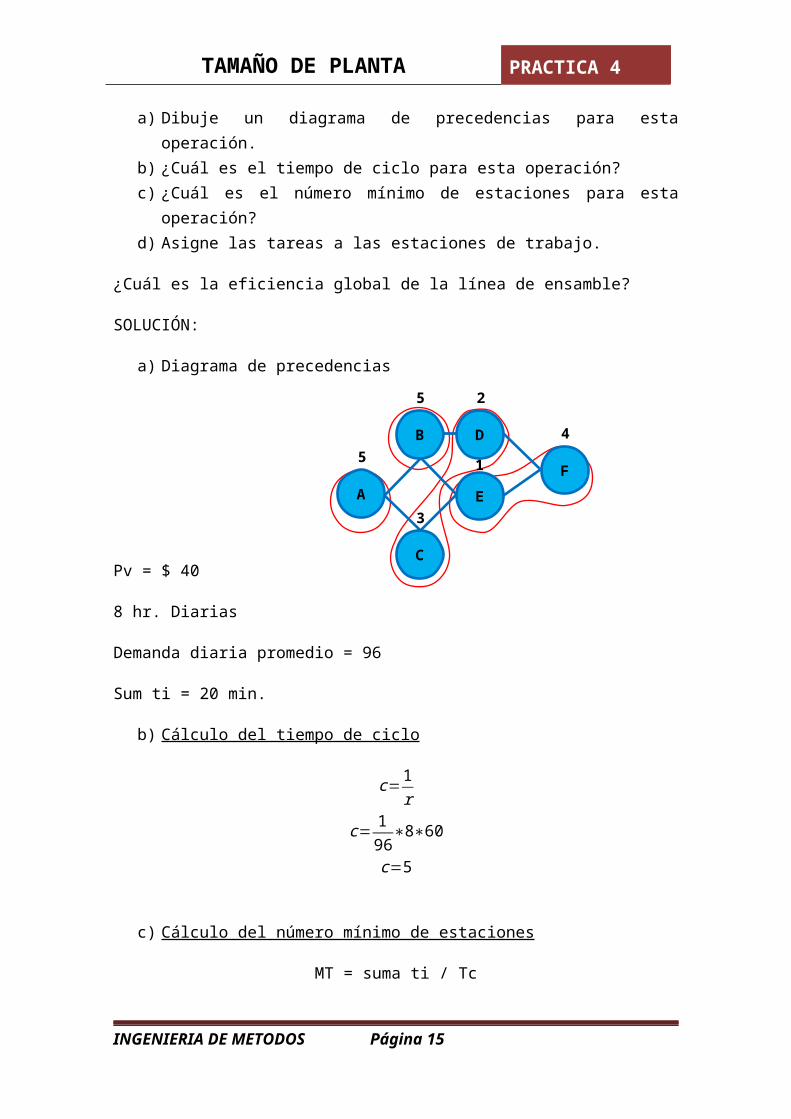
a) Dibuje un diagrama de precedencias para esta operación.b) ¿Cuál es el tiempo de ciclo para esta operación?c) ¿Cuál es el número mínimo de estaciones para esta operación?
INGENIERIA DE METODOS Página 12
PRACTICA 4
d) Asigne las tareas a las estaciones de trabajo.
¿Cuál es la eficiencia global de la línea de ensamble?
SOLUCIÓN:
a) Diagrama de precedencias
Pv = $ 40
8 hr. Diarias
Demanda diaria promedio = 96
Sum ti = 20 min.
b) Cálculo del tiempo de ciclo
c=1r
c= 196
∗8∗60
c=5
c) Cálculo del número mínimo de estaciones
MT = suma ti / Tc
MT = 20 / 5 = 4
*Cálculo del tiempo ocioso
To = n*c – sum ti
To = 4 * 5 – 20
To = 0
INGENIERIA DE METODOS Página 13
4
1
2
3
5
5
D
F
E
C
B
A
PRACTICA 4
d) Asignando las tareas a las estaciones de trabajo
ESTACIÓNTAREA POR
ASIGNARTIEMPO TAREA
TAREA ASIGNADA
TIEMPO DE CICLO
ESPERADO
1 A 5 A -
2 B 5 B -
3C, D, E
D, E
3, 2, 1
2, 1
C
D
2
-
4E, F
E
1, 4
1
F
E
1
-
Tiempo ocioso = 0 min.
e) la eficiencia global de la línea de ensamble es de un 100% por lo que no hay presencia de tiempo ocioso.
*Cálculo de eficiencia
E%=100∗∑ ti
n∗c
E%=100∗204∗5
E%=100%
*Cálculo de retraso del equilibrio
R(%)=100 – E
R(%)=100−100
R(%)=0
RECOMENDACIONES Y CONCLUSIONES:
INGENIERIA DE METODOS Página 14
PRACTICA 4
Descomponer el trabajo en tareas.
Identificar actividades precedentes.
Elaborar diagrama de precedencias.
El aspecto crucial radica en la posibilidad de subdividir el flujo de trabajo
lo suficiente como para que el personal y los equipos sean utilizados de
la forma más ajustada posible a lo largo del proceso.
balance de líneas de producción consiste en distribuir físicamente las
tareas o procesos individuales entre estaciones o celdas de trabajo, con
el objetivo (idealmente) de que cada estación de trabajo nunca esté
ociosa.
INGENIERIA DE METODOS Página 15