
MIRTA VARGAS DE ARGENTINA MEDIA 9 CALZADA Cat B 2° grupo 1ª Actividad
Upload
julio-bonilla-loveraCategory
view
59download
0description

PROCESOS PETROQUÍMICOS
PRODUCCIÓN DE OLEFINAS LIGERAS
Ing. CESAR LUJÁN RUIZFACULTAD DE PETROLEO FIP-UNI

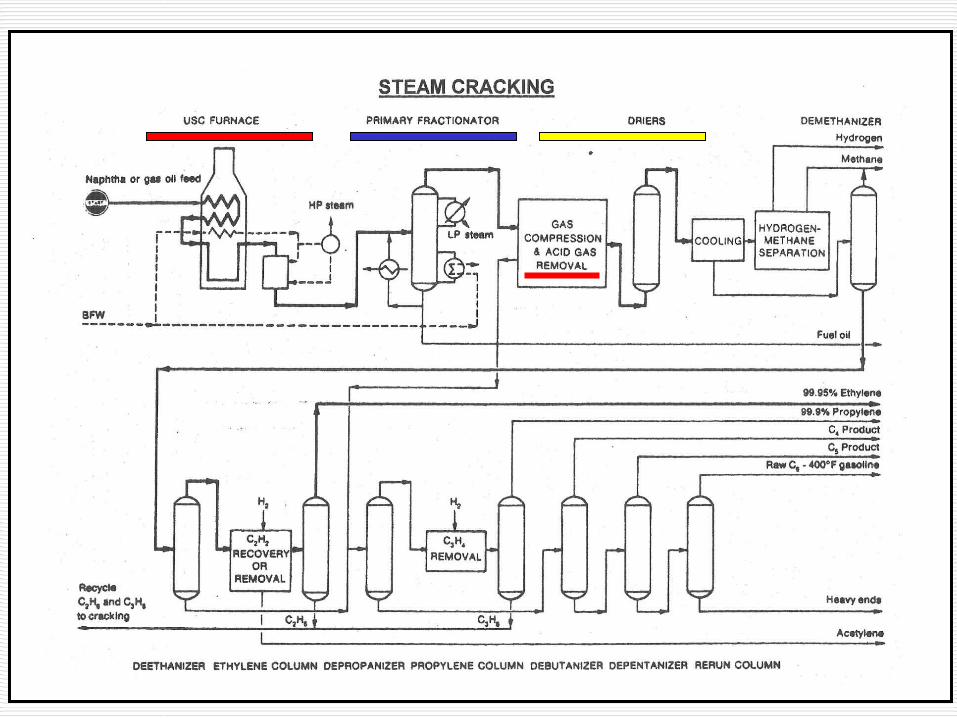
PRODUCCIÓN DE OLEFINAS LIGERAS LA PRINCIPAL RUTA PARA LA PRODUCCIÓN DE OLEFINAS LIGERAS ES EL PROCESO DENOMINADO "STEAM CRACKING" DE HIDROCARBUROS. 1. DEFINICIÓN DE STEAM CRACKING EL "STEAM CRACKING" O CRAQUEO CON VAPOR, ES UN PROCESO MEDIANTE EL CUAL A ELEVADAS TEMPERATURAS, EN PRESENCIA DE VAPOR DE AGUA Y EN AUSENCIA DE CATALIZADORES, TIENE LUGAR LA PIRÓLISIS DE LOS HIDROCARBUROS QUE COMPONEN LA ALIMENTACIÓN.

LOS PRODUCTOS DESEADOS EN ESTE PROCESO SON LAS OLEFINAS LIGERAS COMO:
EL ETILENO EL PROPILENO EL 1,3 – BUTADIENO 1-BUTENO
2-BUTENO ISOBUTILENO ESTOS SE EMPLEAN COMO MATERIA PRIMA PARA ELABORAR PRODUCTOS INTERMEDIOS Y FINALES PETROQUÍMICOS, LOS CUALES SE DESTINAN EN LA FABRICACIÓN DE:
PLÁSTICOS CAUCHOS SINTÉTICOS FIBRAS SINTÉTICAS
1. LAS CARGAS PARA EL PROCESO DE STEAM CRACKING LAS CARGAS A LAS UNIDADES DE ESTE PROCESO VARÍAN AMPLIAMENTE. LAS FUENTES MÁS TÍPICAS PROVIENEN DE:
LOS LÍQUIDOS DEL GAS NATURAL EL ETANO EL PROPANO EL BUTANO
LAS FRACCIONES PETROLÍFERAS DE LA DESTILACIÓN ATMOSFÉRICA
NAFTA LIGERA LPG GAS OIL

MATERIAS PRIMAS PARA PRODUCIR ETILENO - DISTRIBUCIÓN MUNDIAL

LA CONVERSIÓN (CONVERSION) ES DEFINIDA COMO EL PORCENTAJE DE ALIMENTACIÓN O CARGA QUE DESAPARECE EN UNA REACCIÓN QUÍMICA. LA CONVERSIÓN ES MEDIDA GENERALMENTE ALREDEDOR DEL REACTOR Y LA RELACIÓN ES DE PESOS. EN UN REACTOR PARA PRODUCIR ETILBENCENO, SE RELACIONA LA CANTIDAD DE BENCENO NO REACCIONADO QUE SALE DEL REACTOR DIVIDIDO CON EL BENCENO QUE INGRESA AL REACTOR (NO INCLUYE RECICLO), RESTARLO DE 1.0 Y MULTIPLICARLO POR 100, SE OBTENDRÁ EL PORCENTAJE DE LA CONVERSIÓN DEL BENCENO EL RENDIMIENTO (YIELD) SE REFIERE A LA CANTIDAD DE PRODUCTO QUE SALE DEL REACTOR DIVIDIDO CON LA CANTIDAD DE ALIMENTACIÓN. EN UNA PLANTA DE OLEFINAS, EL RENDIMIENTO DEL ETILENO ES LA RELACIÓN DE PESO DE ETILENO DIVIDIDO POR EL PESO DE LA CARGA, NAFTA. EN TÍPICAS PLANTAS PETROQUÍMICAS EL RENDIMIENTO SE REFIERE A LA CANTIDAD CONVERTIDA DE CARGA QUE TERMINA COMO PRODUCTO FINAL, INCLUYE EL RECICLO. SE MIDE ALREDEDOR DE LA PLANTA.

A CONTINUACIÓN SE PRESENTAN LOS RENDIMIENTOS DEL STEAM CRACKING PARA DIFERENTES TIPOS DE CARGA:

DISTRIBUCIÓN DE PRODUCTOS A PARTIR DE VARIAS CARGAS


2.1 ESPECIFICACIONES DE LA CARGA LA COMPOSICIÓN DE LA CARGA TIENE RELACIÓN DIRECTA CON LOS PRODUCTOS FINALES QUE SE OBTENGAN. LA NAFTA PETROQUÍMICA CUANTO MÁS RICA: - EN N-PARAFINAS Y NAFTENOS, PROMUEVE UN MAYOR
RENDIMIENTO EN ETILENO - EN i - PARAFINAS Y LA DESCOMPOSICIÓN DE OLEFINAS FORMADAS
CON MÁS DE TRES ÁTOMOS, FAVORECEN LA FORMACIÓN DE PROPILENO
- UN MAYOR CONTENIDO EN NAFTENOS MEJORA EL RENDIMIENTO
EN BUTADIENO - LOS AROMÁTICOS SON MUY REFRACTARIOS AL CRACKING Y NO
INFLUYEN EN EL RENDIMIENTO EN OLEFINAS

EL CRACKING DE GAS OIL ES POCO UTILIZADO EN LA ACTUALIDAD
POR LAS SIGUIENTES DESVENTAJAS: - EL ELEVADO CONTENIDO EN AZUFRE QUE IMPLICA UNA
HIDRODESULFURACIÓN PREVIA DE LA ALIMENTACIÓN - LA ELIMINACIÓN DEL H2S (ÁCIDO SULFHÍDRICO) EN LA ZONA FRÍA
DEL PROCESO

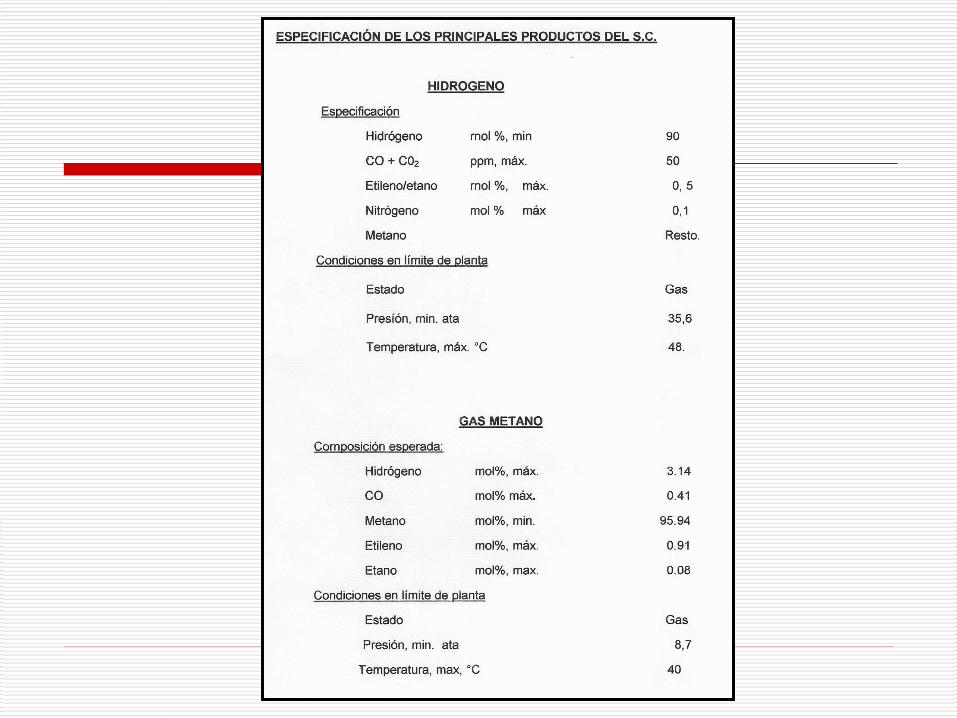
1. PRODUCTOS FINALES DE SALIDA DE LA PLANTA - UNA CORRIENTE RICA EN H2, QUE SE SUELE USAR PARA
HIDROGENAR EN PROCESOS CATALÍTICOS. - UNA CORRIENTE RICA EN METANO QUE SE SUELE USAR EN LOS
PROPIOS HORNOS DE CRACKING DE LA PLANTA. - UNA CORRIENTE DE ETILENO PURO, TÍPICAMENTE DE RIQUEZA
SUPERIOR AL 99.9% EN VOLUMEN. - UNA CORRIENTE RICA EN PROPILENO CON PUREZA DEL 99.5% EN
VOLUMEN. - LA FRACCIÓN C4 CON UNA PUREZA DEL 99% EN PESO, CUYO
COMPUESTO PETROQUÍMICO DE MAYOR INTERÉS ES EL 1,3 - BUTADIENO.
- UNA GASOLINA DE PIRÓLISIS, QUE DEBE SER HIDROGENADA
SELECTIVAMENTE PARA ELIMINAR LAS DIOLEFINAS.



TECNOLOGÍA DEL STEAM CRACKING DE HIDROCARBUROS UNA PLANTA DE FABRICACIÓN DE OLEFINAS POR EL PROCESO DE STEAM CRACKING CONSTA DE ZONAS BIEN DIFERENCIADAS: - UNA ZONA CALIENTE, EN DONDE TIENE LUGAR LAS REACCIONES
DE CRACKING QUE CONDUCEN A LA FORMACIÓN DE UN GRAN NÚMERO DE COMPUESTOS.
- UNA ZONA FRÍA EN DONDE SE SEPARAN LOS PRODUCTOS
FORMADOS.

BREVE DESCRIPCIÓN DEL PROCESO DE STEAM CRACKING LA CARGA DE HIDROCARBUROS JUNTO CON EL VAPOR DE DILUCIÓN SE PRECALIENTAN EN LA ZONA DE CONVECCIÓN DEL HORNO DE CRACKING. POSTERIORMENTE, AMBOS INGRESAN MEZCLADOS A LA ZONA DE RADIACIÓN DEL HORNO DONDE TIENE LUGAR LAS REACCIONES PRINCIPALES. PARA EVITAR QUE LAS REACCIONES SECUNDARIAS QUE CONDUCEN A PRODUCTOS NO DESEADOS AVANCEN, SE PROCEDE A ENFRIAR RÁPIDAMENTE LOS EFLUENTES DEL HORNO DE CRACKING. ESTE ENFRIAMIENTO VIOLENTO SE HACE POR MEDIO DE UN INTERCAMBIADOR DE TRANSFERENCIA (TLX), POR MEDIO DEL CUAL, SE TRANSFIERE EL CALOR AL AGUA LÍQUIDA PARA GENERAR VAPOR.
UNA VEZ ENFRIADO EL PRODUCTO SE PROCEDE A UN FRACCIONAMIENTO PRIMARIO PARA SEPARAR EL PRODUCTO PESADO (FUEL OIL) DEL RESTO DE LOS PRODUCTOS (GASES + GASOLINA). POSTERIORMENTE, LA GASOLINA SE SEPARA DE LOS GASES Y ESTOS ÚLTIMOS SON COMPRIMIDOS HASTA LA PRESIÓN NECESARIA Y ENVIADOS A LA ZONA FRÍA. ASÍ MISMO, UNA VEZ ELIMINADOS LOS GASES ÁCIDOS Y COMPLETAMENTE EXENTO DE HUMEDAD, LOS GASES DE CRACKING INGRESAN AL TREN DE FRACCIONAMIENTO PARA SEPARAR Y OBTENER LOS PRODUCTOS FINALES.


TECNOLOGÍA EN LA ZONA CALIENTE

TECNOLOGÍA EN LA ZONA CALIENTE LOS ASPECTOS MÁS RELEVANTES DE LA ZONA CALIENTE SON LOS SIGUIENTES: 1. EL VAPOR DE AGUA EL PAPEL DEL VAPOR DE AGUA ES PRINCIPALMENTE EL DE DISMINUIR LA PRESIÓN PARCIAL DE LOS HIDROCARBUROS. ENTRE SUS EFECTOS MÁS BENÉFICOS TENEMOS: ES UN INERTE QUE REDUCE LA PRESIÓN PARCIAL DE LOS
HIDROCARBUROS, DISMINUYENDO LA TENDENCIA A LA FORMACIÓN DE COQUE.
GRACIAS A SU ALTA CONDUCTIVIDAD TÉRMICA FAVORECE LA
TRANSMISIÓN DE CALOR HACIA LAS MOLÉCULAS DE HIDROCARBUROS.
TIENE UN EFECTO OXIDANTE SOBRE LAS PAREDES DE LOS TUBOS,
SUFICIENTE PARA DISMINUIR EL EFECTO CATALÍTICO DEL HIERRO Y EL NIQUEL, QUE DE NO SER ASÍ PROMOVERÍAN LA FORMACIÓN DE COQUE.

ENTRE LOS INCONVENIENTES TENEMOS: HACE FALTA CALENTARLO, LO QUE AUMENTA LOS COSTOS
OPERATORIOS. POSTERIORMENTE HAY QUE SEPARARLO DE LOS PRODUCTOS DEL
CRACKING, LO QUE IMPLICA SUPERFICIE DE CONDENSACIÓN Y NECESIDAD DE REFRIGERACIÓN.
LAS RELACIONES VAPOR/HIDROCARBURO VARÍAN SEGÚN LA ALIMENTACIÓN. LOS VALORES TÍPICOS EN RELACIÓN DE PESO SON LOS SIGUIENTES:
ETANO 0.25 - 0.40 PROPANO 0.30 - 0.50 NAFTA PETROQUÍMICA 0.50 - 0.80 GAS-OIL 0.80 - 1.00

2. EL HORNO DE CRACKING LOS HORNOS DE CRACKING, COMO CUALQUIER HORNO, TIENEN DOS ZONAS PERFECTAMENTE DIFERENCIADAS:
LA ZONA DE RADIACIÓN LA ZONA DE CONVECCIÓN.
LA DIFERENCIA FUNDAMENTAL CON RESPECTO AL RESTO DE HORNOS ES QUE LOS SERPENTINES DE LA ZONA DE RADIACIÓN SON EN REALIDAD REACTORES. EL VAPOR DE DILUSIÓN Y LA NAFTA PETROQUÍMICA INGRESAN A LA ZONA DE CONVECCIÓN A UNA PRESIÓN DE 6 kg/cm2 Y SE PRECALIENTA HASTA ALCANZAR LOS 600°C. EN ESTAS CONDICIONES INGRESA A LA SECCIÓN DE RADIACIÓN, LAS REACCIONES DE CRACKING SE INICIAN A UNA TEMPERATURA COMPRENDIDA ENTRE LOS 600 A 700°C. EL CRACKING SE LLEVA A CABO EN ESTA SECCIÓN BAJO UN CONTROL ADECUADO DE LAS CONDICIONES DE TEMPERATURA QUE NO DEBEN SOBREPASAR LOS 850 °C A LA SALIDA DEL HORNO. LOS TIEMPOS DE RESIDENCIA EN ESTA ZONA DEL HORNO SON CORTOS Y ESTÁN EN EL RANGO DE 0.5 A 1.2 SEGUNDOS PARA MAXIMIZAR LA PRODUCCIÓN DE OLEFINAS Y MINIMIZAR BTX Y LÍQUIDOS PESADOS.

HORNO DE CRACKING
EL DISEÑO DE LOS HORNOS HA VARIADO PASÁNDOSE DE TUBOS HORIZONTALES, EN EL PASADO, A VERTICALES EN LA ZONA DE RADIACIÓN.
DADO QUE EN LAS PAREDES INTERNAS SE PRODUCE EL DEPÓSITO DE UNA CAPA DE COQUE ES NECESARIO PONER FUERA DE SERVICIO Y EN FORMA ALTERNADA A CADA UNO DE LOS HORNOS CON CIERTA PERIODICIDAD (CADA 3 MESES, POR EJEMPLO).
EL COQUE CON ORIGEN EN LAS REACCIONES SECUNDARIAS, AFECTA LA TRANSFERENCIA DE CALOR, Y AUMENTA LA PÉRDIDA DE CARGA POR DISMINUCIÓN DEL DIÁMETRO INTERNO.

3. MECANISMOS DE REACCIÓN LAS REACCIONES QUÍMICAS QUE SE PRODUCEN EN LA PIRÓLISIS DE LOS HIDROCARBUROS SON MUY COMPLEJAS, AUMENTANDO SU COMPLEJIDAD CONFORME LA CARGA SE VA HACIENDO MÁS PESADA. LA INICIACIÓN DE LAS REACCIONES DE CRACKING TIENE LUGAR POR ROTURA DE UN ENLACE C - C CON PRODUCCIÓN DE RADICALES LIBRES.

CONDICIONES OPERATORIAS EN LOS CRACKERS Condiciones Operatorias y productos obtenidos en el Cracker de Etano
CONDICIONES OPERATORIAS
Temperatura, °C 750 - 850
Presión, Kg/cm2 1 - 1.2
Tiempo de residencia, segundos 0.5 - 1.2
Relación Vapor/Hidrocarburo 0.5
PRODUCTO, % EN PESO
Hidrógeno + metano 12.9
Etileno 80.9
Propileno 1.8
Butadieno 1.9
Otros 2.5
Otros: Propano0.3, butano 0.4, butenos 0.4, C5+ 1.4
Condiciones Operatorias y productos obtenidos en el Cracker de Nafta
CONDICIONES OPERATORIAS
Temperatura, °C 800
Presión Atmosférica
Tiempo de residencia, segundos 0.35
Relación Vapor/Hidrocarburo 0.6 - 0.8
PRODUCTO, % EN PESO
Hidrógeno + metano 10
Etileno 23
Propileno 13
Butileno 15
Butadieno 4
Gasolina de Pirólisis 18
Fuel gas 11
Otros 6


4. ENFRIAMIENTO DEL GAS DE CRACKING LOS PRODUCTOS DE REACCIÓN QUE ABADONAN LA ZONA DE RADIACIÓN DEL HORNO, DEBEN ENFRIARSE TAN RÁPIDO COMO SEA POSIBLE. EL OBJETIVO ES EVITAR QUE SIGAN AVANZANDO LAS REACCIONES SECUNDARIAS TENDIENTES A LA FORMACIÓN DE COQUE O DE POLIMERIZACIÓN. EL SISTEMA DE ENFRIAMIENTO DE LOS EFLUENTES DE LOS HORNOS SE EFECTÚA EN UN INTERCAMBIARDOR DE TRANSFERENCIA EN LÍNEA (TLX). EN ESTE EQUIPO LOS GASES SE ENFRÍAN HASTA UNA TEMPERATURA DE 370°C, TRANSFIRIENDO SU CALOR AL AGUA, PARA CONVERTIRLO EN VAPOR DE ALTA PRESIÓN. EL VAPOR PRODUCIDO ES DE 125 kg/cm2 - 350°C


EL VAPOR LA PLANTA DISPONE DE UN SISTEMA CENTRALIZADO DE PRODUCCIÓN DE VAPOR QUE LE PERMITE SER AUTOSUFICIENTE. EL VAPOR SATURADO DE ALTA PRESIÓN ES PRODUCIDO EN LOS CAMBIADORES DE LA LÍNEA DE TRANSFERENCIA (TLX) Y EL RECALENTAMIENTO SE EFECTÚA CON LOS HUMOS PROVENIENTES DEL HORNO DE CRACKING. LOS REQUERIMIENTOS DE VAPOR EN LA PLANTA SON UTILIZADOS PARA EL ACCIONAMIENTO PRINCIPALMENTE DE LAS TURBINAS-COMPRESORAS, EL NIVEL DE VAPOR PARA ESTE USO ES DE 110 ATM. DE PRESIÓN Y 510°C. EL SIGUIENTE NIVEL RESULTANTE DE VAPOR (41 ATM. Y 410°C) PERMITE EXPORTARSE A OTRAS UNIDADES DEL COMPLEJO INDUSTRIAL PARA UTILIZARSE EN DIVERSOS SERVICIOS.
NIVELES DE VAPOR PRODUCIDOS EN PLANTA
NIVELES DE VAPOR P (atm) T (°C)
SHH 110 510
SH 41 410
SM 17 315
SL 5.5 250
SLL 2.5 127

5. FRACCIONAMIENTO PRIMARIO Y COMPRENSIÓN LOS GASES SALIENTES DEL TLX INGRESAN A UN FRACCIONADOR PRIMARIO PARA SEPARAR LOS GASES DE LOS HIDROCARBUROS LÍQUIDOS PESADOS. POR CABEZA DEL FRACCIONADOR SALE LA MEZCLA DE GASOLINA, AGUA Y LOS HIDROCARBUROS GASEOSOS Y POR EL FONDO EL FUEL OIL. LA MEZCLA PROVENIENTE DEL TOPE DEL FRACCIONADOR SE ENFRÍA E INGRESA A UN CONDENSADOR, DONDE SE SEPARAN LA GASOLINA LÍQUIDA Y LA MEZCLA GASEOSA DE HIDROCARBUROS. PARA DESTILAR LA MEZCLA DE EFLUENTES GASEOSOS DEL CRACKING Y OBTENER PRODUCTOS FINALES ES NECESARIO LICUARLOS. PARA EFECTUAR ESTA SEPARACIÓN FÍSICA SE DEBE TENER EN CUENTA LA GRAN VOLATILIDAD DE LA MAYORÍA DE LOS COMPUESTOS DE LA MEZCLA GASEOSA. LAS TEMPERATURAS DE EBULLICIÓN A PRESIÓN ATMOSFÉRICA DEL METANO, ETANO Y ETILENO SON - 161.6°C, - 88.9°C Y - 103.7°C RESPECTIVAMENTE.

6. PURIFICACIÓN DE GASES LA MEZCLA DE GASES CONTIENE AZUFRE, DIÓXIDO DE CARBONO Y AGUA, LOS CUALES DEBEN SER ELIMINADOS ANTES DE INGRESAR A LA ZONA FRÍA. EN LAS CORRIENTES DE CRACKING, EL AZUFRE ESTÁ PRESENTE EN LA FORMA DE H2S Y MERCAPTANOS LIGEROS. POR OTRA PARTE, EL CO2 SE FORMA EN LAS REACCIONES DEL VAPOR CON EL COQUE. LA ELIMINACIÓN DE ESTOS GASES ÁCIDOS SE HACE POR LAVADO CON MONOETANOLAMINAS (MEA), CON SOSA, O CON LOS DOS SISTEMAS. ASIMISMO, PARA PODER SEPARAR LOS PRODUCTOS DE CRACKING, SE DEBE SECAR EL AGUA COMPLETAMENTE DE LA MEZCLA DE GASES QUE VA A LA ZONA FRÍA. DE ESTA MANERA SE EVITARÁ LA FORMACIÓN DE CRISTALES DE HIELO QUE PUEDEN OBSTRUIR LOS EQUIPOS. LOS SISTEMAS DE SECADO UTILIZAN LOS DESECANTES SÓLIDOS, PRINCIPALMENTE LOS ÓXIDOS DE ALUMINIO TALES COMO:
ALUMINA, DRIOSEL Y FLUORITA. TAMBIÉN SE USA INDUSTRIALMENTE SISTEMAS DE SECADO CON GLICOL.

COMPRESIÓN DEL GAS DE CRACKING LOS COMPRESORES SON MÁQUINAS QUE TIENEN POR OBJETO
DESCARGAR UN GAS A UNA PRESIÓN MAYOR DE LA QUE TENÍA INICIALMENTE. LA INDUSTRIA DE PROCESOS, USA LOS COMPRESORES PARA AUMENTAR LA PRESIÓN DEL AIRE, LOS GASES Y LOS VAPORES.
SE PUEDE IDENTIFICAR LOS SIGUIENTES TIPOS:
- COMPRESORES CON MOVIMIENTO ALTERNATIVO (DE PISTÓN) - COMPRESORES CENTRÍFUGOS - COMPRESORES AXIALES, ETC.
EN LAS PLANTAS DE ETILENO SE UTILIZAN PARA LA COMPRESIÓN
DEL GAS DE CRACKING Y FUNCIONAMIENTO DE LAS BOMBAS DE CALOR, COMPRESORES CENTRÍFUGOS ACCIONADOS POR TURBINA DE VAPOR.
EN EL CASO DE GAS DE CRACKING SE COMPRIME EN CINCO
ETAPAS, ALCANZANDO FINALMENTE UNA PRESIÓN DE 32 kg/cm2 Y 38°C, CONDICIONES NECESARIAS PARA INGRESAR A LA ZONA FRÍA.
LA ETAPAS DE COMPRESIÓN ES SEGUIDA CADA UNA DE ELLAS DE ENFRIAMIENTO. LAS CONDICIONES OPERATORIAS EN CADA ETAPA SON LAS SIGUIENTES: 1° ETAPA DE 0.2 kg/cm2 Y 40°C SE COMPRIME HASTA 1.7 kg/cm2 Y 38°C 2° ETAPA DE 1.7 kg/cm2 Y 38°C SE COMPRIME HASTA 3.4 kg/cm2 Y 38°C 3° ETAPA DE 3.4 kg/cm2 Y 38°C SE COMPRIME HASTA 7.5 kg/cm2 Y 38°C 4° ETAPA DE 7.5 kg/cm2 Y 38°C SE COMPRIME HASTA 15.75 kg/cm2 Y 38°C 5° ETAPA DE 15.75 kg/cm2 Y 38°C SE COMPRIME HASTA 32.0 kg/cm2 Y 38°C
SE APLICA 4 ETAPAS PARA GASES Y 5 ETAPAS PARA LÍQUIDOS

TURBINA DE VAPOR SON EQUIPOS QUE TRANSFORMAN LA ENERGÍA INTERNA DE VAPOR EN ENERGÍA MECÁNICA. CONSISTE EN RODETES PROVISTOS DE ÁLABES A LOS QUE EL VAPOR HACE GIRAR DENTRO DE LA CARCASA. SU APLICACIÓN MÁS IMPORTANTE ES EL ACCIONAMIENTO DE EQUIPOS ROTATIVOS COMO COMPRESORES CENTRÍFUGOS, BOMBAS, ETC, QUE REQUIEREN CONDICIONES DE FUNCIONAMIENTO VARIABLES, LO QUE SE LOGRA MODIFICANDO LA VELOCIDAD DE ROTACIÓN DE LA TURBINA EN FUNCIÓN DEL FLUJO DE VAPOR. OTRA APLICACIÓN, ES DENTRO DE UN SISTEMA DE CICLO SIMPLE O COMBINADO PARA LA GENERACIÓN DE ENERGÍA ELÉCTRICA.


TECNOLOGÍA EN LA ZONA FRIA
SISTEMAS DE REFRIGERACIÓN EN PRINCIPIO, TODOS LOS CICLOS DE REFRIGERACIÓN TEÓRICOS SE PUEDEN USAR EN EL DISEÑO DE UNA PLANTA DE ETILENO. SIN EMBARGO, LOS MÁS USUALES SON LOS SIGUIENTES: - CICLO DE RANKINE INVERSO, CON VARIAS ALTERNATIVAS: CICLO
ABIERTO/CERRADO; CICLO SIMPLE/DOBLE/TRIPLE. - CICLO DE CLAUDE O DE EXPANSIÓN ISOENTRÓPICA - CICLO DE LINDE O DE EXPANSIÓN JOULE-THOMSON
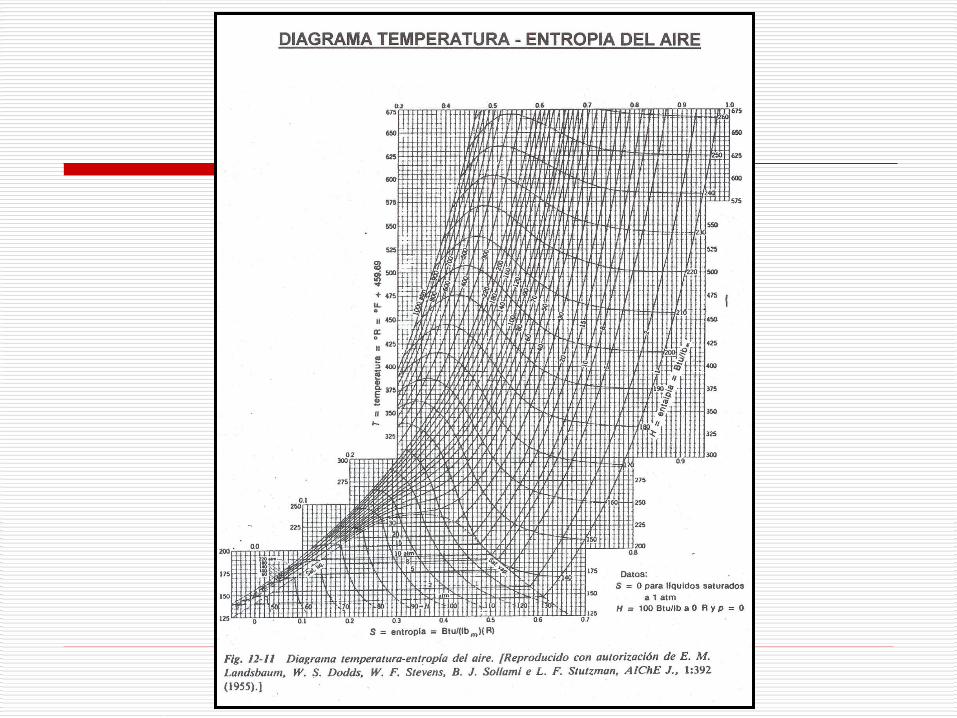

CICLO DE RANKINE INVERSO EL CICLO DE RANKINE PUEDE RESUMIRSE EN UN DIAGRAMA T-S DE
LA FIGURA 1. EL GAS FRÍO ENTRA EN EL COMPRESOR (PUNTO 2) EN DONDE SE
ELEVA LA PRESIÓN Y SE CALIENTA (PUNTO 3). A LA SALIDA DEL COMPRESOR, EL GAS PRIMERO SE ENFRÍA (PUNTO
4) Y SE CONDENSA (PUNTO 5) CON AGUA DE REFRIGERACIÓN. AL EXPANDIRSE EN LA VÁLVULA SE ENFRÍA, EVAPORÁNDOSE EN
PARTE (PUNTO 1); EL LÍQUIDO FRÍO PUEDE CEDER SUS FRIGORÍAS Y PASAR A LA FASE GAS PARA REPETIR EL CICLO.


CICLO DE CLAUDE LOS GASES TAMBIÉN SE PUEDEN EMPLEAR PARA PRODUCIR REFRIGERACIÓN. ESTE PRINCIPIO FUE APLICADO POR PRIMERA VEZ POR G. CLAUDE PARA LA LICUEFACCIÓN DEL AIRE. EL DIAGRAMA T-S DEL CICLO IDEAL DE CLAUDE SE PRESENTA EN LA FIGURA 2. EN LAS PLANTAS DE ETILENO EL CICLO SE APLICA AL METANO QUE
SE OBTIENE POR CABEZA DE LA COLUMNA DESMETANIZADORA. EL COMPRESOR DE GAS DE CRACKING SE USA PARA ELEVAR LA PRESIÓN DE LA CORRIENTE DE METANO.
EL METANO SALE DEL COMPRESOR DE GAS A PRESIÓN Y
TEMPERATURA ELEVADA EN EL PUNTO 4. SE ENFRÍA CON AGUA DE REFRIGERACIÓN HASTA PUNTO 5 Y SE
VUELVE A ENFRIAR HASTA PUNTO 6 CON LA CORRIENTE GASEOSA FRÍA QUE RETORNA AL COMPRESOR.
EL GAS FRÍO Y COMPRIMIDO SUFRE UNA EXPANSIÓN, QUE EN EL
CICLO IDEAL DE CLAUDE ES ADIABÁTICA E ISOENTRÓPICA, PROPORCIONANDO TRABAJO EN UN TURBO EXPANSOR, REDUCIENDO SU PRESIÓN Y TEMPERATURA HASTA EL PUNTO 1.
EL GAS FRÍO SE USA PARA ENFRIAR CORRIENTES DE PROCESO
HASTA PUNTO 2 Y PARA ENFRIAR EL PROPIO GAS QUE SALE DEL COMPRESOR HASTA PUNTO 3, VOLVIENDO A ENTRAR AL COMPRESOR.


CICLO DE LINDE - EXPANSIÓN JOULE-THOMSON EL CICLO DE LINDE ES SIMILAR AL CICLO DE CLAUDE. SU DIAGRAMA T-S SE PRESENTA EN LA FIGURA 3. LA ÚNICA DIFERENCIA ENTRE ESTE CICLO Y EL ANTERIOR ES QUE
LA EXPANSIÓN DEL GAS PASO 6 A 1 EN LUGAR DE HACERSE ISOENTRÓPICAMENTE COMO EN EL CICLO IDEAL DE CLAUDE, SE HACE POR EFECTO JOULE-THOMSON.
ESTA ES UNA EXPANSIÓN LIBRE, ISOENTÁLPICA Y ADIABÁTICA,
QUE NO PROPORCIONA TRABAJO. EL EQUIPO EN DONDE SE REALIZA ESTA EXPANSIÓN ES UNA VÁLVULA DE CONTROL.
SI BIEN EL CICLO DE CLAUDE TIENE UN RENDIMIENTO MAYOR, EL CICLO DE LINDE SE HA USADO MÁS EXTENSAMENTE PORQUE ES MÁS SENCILLO Y REQUIERE MENOS INVERSIÓN (UNA VÁLVULA DE CONTROL FRENTE A UN TURBOEXPANSOR).


1.CARACTERISTICAS DE LOS HIDROCARBUROS DEL STEAM CRACKING
CONDICIONES A PRESIÓN ATMOSFÉRICA
COMPUESTO T. Ebullición °C
METANO -161.6
ETANO -88.9
ETILENO -103.7
PROPILENO -47.5
BUTADIENO -4.3
LOS HIDROCARBUROS SON COMPUESTOS NO POLARES Y EN GENERAL AL ELEVAR LA PRESIÓN PARA EL FRACCIONAMIENTO SE TIENE LAS SIGUIENTES CONSECUENCIAS:

- EL PRODUCTO DE CABEZA SE PUEDE CONDENSAR A
TEMPERATURAS MÁS ELEVADAS, POR LO QUE NO SE NECESITA NIVELES TÉRMICOS TAN FRÍOS COMO EN EL CASO EN QUE LA PRESIÓN FUERA MÁS REDUCIDA.
- SE NECESITAN MÁS ETAPAS TEÓRICAS DE FRACCIONAMIENTO
PARA CONSEGUIR UNA SEPARACIÓN DETERMINADA. - SE NECESITA MAYOR INVERSIÓN Y MAYOR COSTO OPERATIVO EN
EL COMPRESOR DE GAS DE CRACKING. - MAYOR INVERSIÓN EN LAS COLUMNAS DE DESTILACIÓN Y MENOR
INVERSIÓN Y COSTOS OPERATIVOS EN LOS CIRCUITOS CRIOGÉNICOS.
LA ADECUADA COMBINACIÓN DE TODOS ESTOS FACTORES ES LA QUE VA A DETERMINAR EL DISEÑO ÓPTIMO DE LA ZONA DE FRACCIONAMIENTO, O ZONA FRÍA DE UNA PLANTA DE STEAM-CRACKING.

EN EL CASO DEL GAS DE CRACKING ES NECESARIO GENERAR FRIGORÍAS (FRÍO) PARA SEPARARLO EN CORRIENTES DE USO FINAL. LA SECUENCIA DE LOS FRACCIONAMIENTOS EN LA ZONA FRÍA PUEDEN SER VARIOS, SIENDO TRES DE ELLOS LOS QUE SE HAN USADO MÁS EXTENSAMENTE:
A. DESETANIZADORA - DESMETANIZADORA - C2 FRACCIONADOR
B. DESPROPANIZADORA - DESMETANIZADORA - DESETANIZADORA - C2 FRACCIONADOR
C. DESMETANIZADORA - DESETANIZADORA - C2 FRACCIONADOR
LAS CONDICIONES DE ALIMENTACIÓN A LA PLANTA Y LA RIQUEZA DE LOS PRODUCTOS ESPECIFICADOS, DEFINEN EL ESQUEMA CONCRETO A ADOPTAR.

ESQUEMA A COLUMNA DESETANIZADORA EN ESTA COLUMNA LOS HIDROCARBUROS C2 (ETANO, ETILENO) Y MÁS LIGEROS (HIDRÓGENO, METANO), SE SEPARA COMPLETAMENTE DE LA FRACCIÓN C3 Y MÁS PESADOS. EL INGRESO DE LA ALIMENTACIÓN A LA COLUMNA ES DE 31.3 kg/cm2 de presión Y - 35°C. LA DISMINUCIÓN DE LA TEMPERATURA PREVIA AL INGRESO AL DESETANIZADOR ES POR EL INTERCAMBIO DE FRÍO CON OTRAS CORRIENTES FRÍAS DE LOS NIVELES - 56°C, - 80°C Y - 100°C PROVENIENTES DEL SISTEMA DE REFRIGERACIÓN DEL ETILENO.

COLUMNA DESMETANIZADORA ESQUEMA A LA LOCALIZACIÓN DE LA COLUMNA DESMETANIZADORA ES EL
EQUIPO CLAVE QUE VA A CONFIGURAR TODO EL ESQUEMA DE LA ZONA FRÍA. DEBIDO A QUE LA SEPARACIÓN ENTRE EL HIDRÓGENO Y EL METANO NECESITAN GRAN CANTIDAD DE ENERGÍA.
LA PUREZA CON QUE SE QUIERA OBTENER EL HIDRÓGENO SERÁ EL
CONDICIONANTE MÁS IMPORTANTE EN EL ESQUEMA DE PROCESO DE LA CABEZA DE LA DESMETANIZADORA.
LA ALIMENTACIÓN DE LA COLUMNA SE ENFRÍA USANDO UNA SERIE
DE INTERCAMBIADORES DE NIVEL TÉRMICO CADA VEZ MÁS FRÍO. LA COLUMNA OPERA A ALTA PRESIÓN CON UN PERFIL DE
PRESIONES QUE VA DESDE LOS 33.5 BAR HASTA LOS 8 BAR E IGUALMENTE TEMPERATURAS QUE VAN DESDE -98°C HASTA -130 °C.
EN LA COLUMNA DESMETANIZADORA SE SEPARA POR CABEZA EL
HIDRÓGENO Y EL METANO Y POR EL FONDO EL ETANO Y ETILENO. ESTE GAS DE CABEZA, POSTERIORMENTE, SE PUEDE SOMETER A
ENFRIAMIENTOS Y EXPANSIONES CON EL FIN DE SEPARAR EL HIDRÓGENO Y EL METANO.
CICLO ETILENO: -100 ºC, -80 ºC, -56 ºC; CICLO PROPILENO: -40 ºC, -20 ºC, +5 ºC



SEPARACIÓN ETANO-ETILENO ( SPLITTER C2) LA CORRIENTE PROCEDENTE DEL FONDO DE LA
DESMETANIZADORA, FORMADA POR UNA MEZCLA DE ETANO-ETILENO, ALIMENTA A LA TORRE DE ETILENO (C2 FRACCIONADOR).
POR CABEZA DE LA TORRE SE SEPARA EL ETILENO PRODUCTO CON
UNA PUREZA DEL 99.9%. LA CORRIENTE DE FONDO LA CONSTITUYE LA FRACCIÓN DE ETANO,
QUE UNA VEZ VAPORIZADA Y CALENTADA A TEMPERATURA AMBIENTE SE CRAQUEA EN LOS HORNOS DE ETANO.
COLUMNA DE120 PLATOS

LOS TÉCNICOS DE LA COMPAÑÍA BRAUN ANALIZARON LOS TRES ESQUEMAS ANTERIORES (A, B, Y C) Y CONCLUYEN QUE, EN LAS CIRCUNSTANCIAS ACTUALES DE PRECIOS DE LAS ENERGÍAS, EL PRIMER ESQUEMA A CON LA COLUMNA DEMETANIZADORA OPERANDO A PRESIÓN ELEVADA ES EL QUE REQUIERE MENOR INVERSION Y EL MAS EFICIENTE ENERGETICAMENTE.
LA DEPROPANIZADORA SEPARA EL C3 (PROPANO Y PROPILENO)POR CABEZA, QUE A SU VEZ SE SEPARAN GENERALMENTE ENUN SPLITTER
LA DEBUTANIZADORA SEPARA POR CABEZA EL C4 Y POR EL FONDO SE OBTIENE UNA NAFTA DE PIRÓLISIS

2. ANALOGIAS EN PLANTAS DE STEAM CRACKING TODAS LAS INSTALACIONES PARA LA FABRICACIÓN DE OLEFINAS POR CRACKING DE HIDROCARBUROS TIENEN EN COMÚN LAS SIGUIENTES SECCIONES:
REACCIONES DE CRACKING EN LOS HORNOS FRACCIONAMIENTO PRIMARIO COMPRESIÓN DEL GAS HASTA LA PRESIÓN DE
SEPARACIÓN ELIMINACIÓN DE GASES ÁCIDOS SECADO DE AGUA SEPARACIÓN O ELIMINACIÓN DE ACETILENO FRACCIONAMIENTO DE LOS GASES PARA OBTENER
CORRIENTES RICAS EN LOS PRODUCTOS DESEADOS MEDIANTE VARIAS ETAPAS DE DESTILACIÓN.
EN EL CASO DEL FRACCIONAMIENTO, EL ORDEN EN QUE SE REALIZAN ESTAS ETAPAS HA VARIADO A LO LARGO DE LOS AÑOS, Y DE HECHO EXISTEN EN FUNCIONAMIENTO PLANTAS CON ESQUEMAS DIFERENTES ENTRE SÍ.

EL ACETILENO SE ELIMINA EN UN REACTOR DE HIDROGENACIÓN CATALÍTICA SELECTIVA CONUN CATALIZADOR DE PALADIO

PROCESOS DE FABRICACIÓN DE ETILENO LA DISTRIBUCIÓN PORCENTUAL DE LA CAPACIDAD DE FABRICACIÓN DE ETILENO INSTALADA EN EL MUNDO SEGÚN PROCESOS, ES APROXIMADAMENTE LA SIGUIENTE: PROCESO PORCENTAJE STONNE & WEBSTER 38 LUMMUS 25 BRAUN 13 KELLOG 11 LINDE 8 OTROS 5 100
OTROS: TECHNIP/KTI, BROWN AND ROOT.

A CONTINUACIÓN SE PRESENTAN LOS RENDIMIENTOS DEL STEAM CRACKING PARA DIFERENTES TIPOS DE CARGA:






AÑO 2007

LA CAPACIDAD MUNDIAL DEL ETILENO ALCANZA LOS 110 MILLONES DE TONELADAS ANUALES
CAPACIDAD MUNDIAL ETILENO
PAIS O REGIÓN CAPACIDAD INSTADA (TM/A)
ESTADOS UNIDOS Y CANADA 33’800.000
AMERICA LATINA 5’900.000 EUROPA OCCIDENTAL 22’3000.000
EUROPA ORIENTAL 7’500.000
ASIA 30’400.000 RESTO DEL MUNDO 9’300.000
AÑO:2002
LICENCIANTES DE TECNOLOGÍA PARA PROCESAR ETILENO:ABB LUMMUSSTONE&WEBSTERKBR (KELLOG-BROWN-ROOT)
2007


MATERIA
PRIMA
%
USO PRODUCTOS
MATERIA
PRIMA
%
USO PRODUCTOS
17% LDPE 67% Polipropileno (PP)
27% HDPE 7 % Acrilonitrilo 60%
16% LLDPE 8 % Oxo alcohols
11.6 % PVC 8 % Óxido de Propileno
12.7 % Óxido Etileno (OE) 6 % Cumeno
6.7 % Etilbenceno (EB) 4% Ácido Acrílico
ETILENO
9 % Otros: 1-buteno, 1-
hexeno, etc.
PROPILENO
DISTRIBUCIÓN DE LOS PRODUCTOS PRODUCIDOS A PARTIRDEL ETILENO Y PROPILENO
AÑO 2010

PAIS PROYECTO INICIO DE
OPERACIÓN
ETILENO
MM TM/año
Arabia Saudita PetroRabigh 2009 1.3
Arabia Saudita Sadara Chemical Co. 2016 1.2
Irán Persian Gulf Co. 2014 1.3
Qatar Ras Laffan Olefin
Complex, Exxon 2015 1.6
UAE Borouge 2
Petrochemical Co. 2011 1.4
PROYECTOS PETROQUÍMICOS EN EL MEDIO ORIENTEPARA PRODUCCIÓN DE ETILENO


MATERIA PRIMA PROCESO PRODUCTO
PRODUCCIÓN
MUNDIAL
PROCENTAJE
Nafta petroquímica
(principal materia prima)
Propano, butano
(en menor proporción)
STEAM
CRACKING Propileno 57 %
Gas oil de vacío
Craqueo Catalítico
Fluido (FCC) de
Refinería
Propileno 30%
Propano Deshidrogenación
catalítica
Etileno + butileno (olefinas) Metathesis
Metano Metanol a olefinas
(MTO)
Propileno 13 %
MATERIAS PRIMAS Y PROCESOS EN LA PRODUCCIÓNMUNDIAL DE PROPILENO

DADA LA VARIEDAD DE FUENTES DE OBTENCIÓN DEL PROPILENO Y SU DEPENDENCIA DEL NIVEL DE OPERACIÓN DE LAS REFINERÍAS, RESULTA ALGO MÁS DIFICIL DETERMINAR LA CAPACIDAD INSTALADA DE ESTA OLEFINA. UNA APROXIMACIÓN CERCANA A LA REALIDAD ES LA SIGUIENTE:
CAPACIDAD MUNDIAL PROPILENO PAIS O REGIÓN CAPACIDAD INSTADA (TM/A)
ESTADOS UNIDOS Y CANADA 18’800.000
AMERICA LATINA 3’000.000
EUROPA OCCIDENTAL 16’000.000
EUROPA ORIENTAL 4’500.000 ASIA 18’400.000
RESTO DEL MUNDO 4’000.000
AÑO:2007


67%
7%
8%
8%
6%
4% ÁCIDO ACRÍLICO
AÑO 2012Fuente: PTQ-Q2




















