
341tico de una planta industrial de alimentos) - CORE · Ejemplos de Inputs (entradas) y outputs...
116
UNIVERSIDAD NACIONAL TECNOLÓGICA DE LIMA SUR FACULTAD DE INGENIERÍA MECÁNICA, ELECTRÓNICA Y AMBIENTAL CARRERA DE INGENIERÍA MECÁNICA ELÉCTRICA CRITERIOS PARA SELECCIONAR EL SISTEMA AUTOMÁTICO DE UNA PLANTA INDUSTRIAL DE ALIMENTOS TEMA DE INVESTIGACIÓN PARA OPTAR EL TÍTULO DE INGENIERO MECÁNICO ELECTRICISTA PRESENTADO POR EL BACHILLER: IVÁN ANTONIO AROTINCO TEJEDA LIMA - PERÚ 2015
Transcript of 341tico de una planta industrial de alimentos) - CORE · Ejemplos de Inputs (entradas) y outputs...

UNIVERSIDAD NACIONAL TECNOLÓGICA DE LIMA SUR
FACULTAD DE INGENIERÍA MECÁNICA, ELECTRÓNICA Y AMBIENTAL
CARRERA DE INGENIERÍA MECÁNICA ELÉCTRICA
CRITERIOS PARA SELECCIONAR EL SISTEMA AUTOMÁTICO
DE UNA PLANTA INDUSTRIAL DE ALIMENTOS
TEMA DE INVESTIGACIÓN PARA OPTAR EL TÍTULO DE
INGENIERO MECÁNICO ELECTRICISTA
PRESENTADO POR EL BACHILLER:
IVÁN ANTONIO AROTINCO TEJEDA
LIMA - PERÚ
2015

ii
DEDICATORIA
A Dios.
Por estar a mi lado en momentos muy duros y mostrarme el mejor camino a
escoger para permitirme llegar a este momento tan especial en mi vida.
A él le dedico mi humilde trabajo.
A ti Madre.
Por estar a mi lado, corregirme, creer y confiar en mí, darme fuerzas y
esperanzas para continuar.
A ti Padre.
A quien le debo todo en la vida, le agradezco el cariño, la comprensión, la
paciencia y el apoyo que me brindó para culminar mi carrera profesional.
A mis hermanas.
A ellas que son las personas que estuvieron conmigo en toda mi niñez, me
apoyaron en los momentos más difíciles de mi vida a Jessica por ser comprensiva,
atenta y alegre conmigo, a Cintia aunque hay una gran distancia que nos separa
yo siempre estaré eternamente agradecido con ella por haber sido como una
madre para mí.

iii
AGRADECIMIENTO
A la compañía POCH PERÚ por abrirme las puertas y darme la oportunidad de
poder demostrar mis conocimientos obtenidos y adquirir experiencia en este
campo.
Al Arquitecto Pablo Bravo por sus consejos y pruebas que hicieron que tenga
una visión más amplia de mi carrera.
A mi padrino Jaime Tejeda por sus consejos y apoyo desde mi niñez,
adolescencia y ser como un segundo padre para mí.
A la Universidad Nacional Tecnológica de Lima Sur, por haberme formado
como el profesional que hoy en día soy.
Gracias a todas las personas que ayudaron directamente e indirectamente en la
elaboración de esta tesina.

iv
INDICE
Pág.
INTRODUCCION ................................................. ¡Error! Marcador no definido.1
CAPÍTULO I: ........................................................................................................ 3
PLANTEAMIENTO DEL PROBLEMA .................................................................. 3
1.1. Descripción de la Realidad Problemática ..................................................... 3
1.2. Formulación del Problema ............................................................................ 6
1.3. Justificación de la Investigación ................................................................... 8
1.4. Delimitación de la Investigación ................................................................... 9
1.4.1. Espacial .............................................................................................. 9
1.4.2. Temporal ............................................................................................ 9
1.5. Objetivos ....................................................................................................... 9
1.5.1. Objetivos Generales ........................................................................... 9
1.5.2. Objetivos Específicos ......................................................................... 9
CAPITULO II: ..................................................................................................... 10
MARCO TEÓRICO ............................................................................................. 10
2.1. Antecedentes de la Investigación ............................................................... 10
2.2. Bases Teóricas ........................................................................................... 11
2.2.1. Plantas Industriales de Alimentos .................................................... 11
2.2.2. Automatización de las Plantas Industriales ...................................... 13
2.2.3. Instrumentación Industrial ................................................................ 18
2.2.4. Sistemas y Equipos que componen una Arquitectura de Control
Automático General .................................................................................... 18
2.2.5. Soluciones de Automatización. ........................................................ 46
2.2.6. Estaciones de Control e Ingeniería .................................................. 51

v
2.2.7. Filosofía de Control .......................................................................... 51
2.2.8. Filosofía de Operación ..................................................................... 51
2.2.9. Lazos de Control .............................................................................. 51
2.2.10. PFD (Process Flow Diagram) ......................................................... 54
2.2.11. P&ID (Piping & Instrument Diagram) .............................................. 54
2.2.13. Principales Empresas de Alimentos ubicadas en Lima, Perú ......... 58
2.3. Marco Conceptual ...................................................................................... 60
CAPÍTULO III: .................................................................................................... 64
DESARROLLO DE LA METODOLOGÍA ........................................................... 64
3.1. ANÁLISIS DEL MODELO O CASO ............................................................ 64
3.2. CONSTRUCCIÓN DEL MODELO MEJORADO ......................................... 65
3.2.1. Nivel 0 (Proceso) .................................................................................... 68
A. Comunicación entre autómata programable y los dispositivos de campo. .
................................................................................................................. 68
3.2.2. Nivel 1 (Estación Máquina) ..................................................................... 68
A. Interfaces de Entrada y Salida ............................................................... 69
B. Controlador Lógico Programable ........................................................... 70
C. Interfaz Hombre Máquina HMI ............................................................... 73
3.2.3. Nivel 2 (Área, Taller y Célula) ................................................................. 74
A. Los Sistemas Electrónicos de Control ................................................... 74
B. La Automatización del Proceso de un Producto .................................... 75
3.2.4. Nivel 3 (Centro y Fábrica) ....................................................................... 76
A. Métodos clásicos de diseño del Programa de Control ........................... 76
B. Sistemas de Supervisión y Adquisición de Datos .................................. 77
3.2.5. Nivel 4 (Empresa) ................................................................................... 79

vi
A. Comunicaciones Industriales ................................................................. 79
B. Diseño e implantación de sistemas de control distribuido basados en
autómatas programables ............................................................................ 80
C. Confiablidad del Sistema de Control ...................................................... 83
3.3. REVISIÓN Y CONSOLIDACIÓN DE RESULTADOS ................................. 85
CONCLUSIONES ............................................................................................... 96
RECOMENDACIONES ....................................................................................... 97
BIBLIOGRAFÍA .................................................................................................. 98
ANEXOS ........................................................................................................... 102

vii
LISTADO DE ILUSTRACIONES
Pág.
Ilustración 1. Arquitectura de control general desde nivel campo hasta nivel
operación. ......................................................................................................... 20
Ilustración 2. Equipos que interconectan con un PLC. ...................................... 21
Ilustración 3. Familia Simatic S7-300, de empresa Siemens ............................ 21
Ilustración 4. PLC Controllogix marca Allen Bradley de Rockwell Automation. 22
Ilustración 5. Elementos que componen a un Autómata. .................................. 23
Ilustración 6. Ejemplos de Inputs (entradas) y outputs (salidas) de un PLC ..... 23
Ilustración 7. Diagrama describiendo la estructura interna de un PLC. ............ 28
Ilustración 8, Factory Talk View de Rockwell Automation. ................................ 33
Ilustración 9, Topología de red en Anillo ........................................................... 36
Ilustración 10, Topología de red tipo Mixta . ..................................................... 37
Ilustración 11, Topología de red en Árbol ......................................................... 38
Ilustración 12, Topología de red en Estrella ...................................................... 39
Ilustración 13, Topología de red en Bus ........................................................... 40
Ilustración 14, Topología de red tipo malla ....................................................... 41
Ilustración 15. Niveles de Automatización. ....................................................... 45
Ilustración 16. Protocolos de comunicación en distintos niveles de
Automatización. ................................................................................................ 46
Ilustración 17. Sistema de Control Distribuido (DCS) PCS7 de Siemens. ........ 49
Ilustración 18. Sistema de Control Distribuido (DCS) PlantPAx de Rockwell –
Automation. ....................................................................................................... 50
Ilustración 19. Ejemplificación de lazo abierto en un P&ID. .............................. 53
Ilustración 20. Ejemplificación de lazo cerrado en un P&ID. ............................. 54
Ilustración 21. Pirámide CIM ............................................................................. 55
Ilustración 22. Relación entre modelo teórico de la Pirámide CIM y su
implantación real en la empresa. ...................................................................... 58
Ilustración 23. Clasificación las redes de Comunicaciones Industriales. .......... 80

viii
Ilustración 24. Comunicación entre un ordenador personal, un autómata
programable y un procesador de comunicaciones (CP) que constituye un
módulo del autómata programable. .................................................................. 83

ix
LISTADO DE TABLAS
Pág.
Tabla 1. Actividades realizadas por el sistema de control en cada nivel de la
pirámide CIM..................................................................................................... 67
Tabla 2. Comparativo entre parámetros de PLC Siemens Serie S7-200 .......... 88
Tabla 3. Comparativo entre parámetros del PLC Siemens Serie S7-400 ......... 88
Tabla 4. Comparativo familia ET-200 SIMATIC - Siemen ................................. 89
Tabla 5. Selección de un DCS según información de Rockwell Automation. ... 90
Tabla 6. Comparativo entre protocolos de comunicación. ................................ 91
Tabla 7. Resumen económico del sistema de automatización ......................... 92
Tabla 8. Costos de unidades del PLC. .............................................................. 93
Tabla 9. Costos de unidades de I/O Remoto .................................................... 93
Tabla 10. Costos del Software .......................................................................... 94
Tabla 11. Costos de Tablero de control. ........................................................... 94
Tabla 12. Costos del Servicio de instalación .................................................... 94

1
INTRODUCCIÓN
El presente trabajo de proyecto de investigación lleva por título “CRITERIOS
PARA SELECCIONAR EL SISTEMA AUTOMÁTICO DE UNA PLANTA
INDUSTRIAL DE ALIMENTOS”, para optar el título de Ingeniero Mecánico
Eléctrico y es presentado por el Bachiller Iván Arotinco Tejeda.
Este proyecto de investigación se desarrolló en las oficinas de la empresa
POCH PERÚ donde el autor labora, ya que la mayor parte de la información
obtenida es de proyectos que se realizan actualmente, a su vez se presentará a la
Universidad Nacional Tecnológica de Lima Sur (UNTELS) para revisión,
aprobación y sustentación.
Esta tesina se centra en el área de la automatización industrial, enfocándose en
las consideraciones y criterios a tener en cuenta para elegir una tecnología
adecuada para el sistema automático basándose en la teoría, investigación y
experiencia obtenida en los diferentes proyectos que el autor ha realizado.
Este trabajo comprende los siguientes capítulos:
El primer capítulo, describe el planteamiento del problema, justificación y
definición de los objetivos, comprende la información recogida de distintas fuentes
de información como diarios donde las publicaciones en el área de economía-
finanzas y empresa indican un crecimiento económico nacional y mencionan los
futuros proyectos nuevos, de expansión y migración tecnológica de empresas
conocidas localmente, adicionalmente se realizó reuniones con distintas empresas
integradoras de sistemas automáticos y visitas a empresas en funcionamiento
donde los ingenieros encargados de la automatización relataban experiencias
sobre el funcionamiento de los equipos y sistemas, a su vez se realizó
levantamientos de información para elaborar con éxito los proyectos, donde se
logró experimentar y analizar las diferentes tecnologías de los sistemas
automáticos.

2
En el segundo capítulo se desarrolla el marco teórico y conceptual
correspondiente a los antecedentes de las investigaciones nacionales e
internacionales, que tienen objetivos similares a esta tesina y el marco conceptual
donde se mencionan los conceptos básicos de los sistemas, equipos y dispositivos
principales, con el fin del buen entendimiento de la tesina y poder alcanzar los
objetivos indicados.
El tercer capítulo corresponde a la exposición del proyecto y se desarrolla la
metodología sobre los criterios y algunas consideraciones a tomar en cuenta para
la elección del Sistema Automático o plataforma de Automatización basados en la
experiencia, reuniones con empresas de Automatización, información teórica,
antecedentes y el desarrollo de proyectos, luego se opta por mejorar el modelo por
lo hallado en distintos autores donde se comparan y mejoran los hallazgos
encontrados y finalmente se interpretan los resultados de la información
consolidada.

3
CAPÍTULO I:
PLANTEAMIENTO DEL PROBLEMA
1.1. Descripción de la Realidad Problemática
Actualmente el país se encuentra en constante desarrollo y avance
tecnológico, es así que este año, se inaugurarán nuevos centros
comerciales en todo el país con una inversión de aproximadamente de $700
millones, generando una demanda de productos primarios creciente durante
los próximos años [1].
Hoy en día la innovación aplicada a cada empresa permite lograr
ventajas competitivas y captar oportunidades en un mercado complejo,
haciéndose evidente gracias a lanzamientos de nuevos productos con el
compromiso de la gente y con las inversiones en tecnología apropiada e
infraestructura adecuada. Las distintas empresas industriales que tienen
como principal objetivo la producción constante de alimentos en cantidades
que demanda el mercado, requieren innovación, crecimiento de procesos y
maquinarias necesarias para aumentar su producción, a consecuencia de
esto las compañías solicitan servicios externos de ingeniería,
mantenimiento, actualización, calibración, etc., para sus equipos, es así que
uno de los principales sistemas que gobiernan y controlan el funcionamiento
eficiente de las máquinas y equipos en conjunto es la automatización, y
dependerá del criterio de los ingenieros para seleccionar el sistema correcto
con el fin de obtener una rentabilidad y mejorar de la producción [2].
Las empresas de Ingeniería que realizan proyectos de gran envergadura,
como CESEL, GMI, FLUOR, ABENGOA, POCH, etc. Tienen en sus

4
estándares realizar proyectos llave en mano o en términos de proyectos el
EPCM (Engineer, Procurement, Construction and Manager), de esta
manera está dentro de sus alcances el recomendar y elegir la marca
adecuada con el sistema adecuado de instrumentos que pueda cumplir con
la filosofía de operación de la planta, demostrando técnicamente con
ventajas y desventajas al inversionista (Cliente).
Existen inversionistas extranjeros, empresas nuevas o existentes que
apuestan por un producto nuevo, realizan estudios de mercado, el sector de
aplicación depende mucho del tipo de terreno y zona donde montará su
planta para generar un producto nuevo.
Pero que ocurre cuando se generan los siguientes casos:
• Crecimiento de la demanda ocasionando que sea necesario ampliar la
planta, crecimiento en cuanto al área del terreno o inserción de una
nueva etapa al proceso de producción para mejorar el producto final.
• La inversión extranjera ingresa a crear una nueva planta en el país y
con un producto final novedoso donde el nivel de control de toda la
planta exige ser precisa y necesaria para llegar a la calidad del producto
que se estimó durante los procesos de estudios científicos e ingeniería,
estas situaciones son las más complejas de resolver ya que el
inversionista necesita un control de la planta eficiente sin tener que
duplicar gastos por la ingeniería o invertir su tiempo en programar más
de dos o tres reuniones para enterarse de los nuevos tipos de controles
y tecnologías que ofrece cada empresa de automatización, generando
que el tiempo para realizar las actividades del proyecto se dilate
afectando la entrega final.
Las actuales empresas que realizan proyectos de ingeniería (ya
mencionadas) se ven afectadas en determinar la marca del equipo, diseño
de arquitectura de control y elección del instrumento adecuado para cada
proceso, teniendo como resultados el mal uso de su tiempo en horas de

5
proyecto establecidas, es así que por ganar tiempo se opta por experiencias
de integradores, instaladores e ingenieros que trabajan en el sector
automatización o hasta recomendaciones de otras empresas que tengan
plantas con un proceso similar.
En el caso del Grupo Gloria, que viene desarrollando un proyecto de
planta nueva en Arequipa, tiene definido el sistema automático ya que en la
actual planta ubicada en Huachipa viene trabajando eficientemente, y Gloria
concreta quien va realizar el montaje del sistema de control de la planta a
partir de la experiencia [3].
Con la empresa Álicorp ocurre lo mismo que va a montar un nuevo
Centro de Distribución en Lurín con un sistema automático para la zona de
patio de maniobras para realizar la carga de productos a los conteiner,
también se opta por la misma marca de equipos que tienen en su planta de
la Av. Argentina, Callao [3].
Otro ejemplo es la empresa TASA quien lanzará un producto nuevo de
aceite de Omega, actualmente el proyecto ubicado en Pucusana se
encuentra en construcción y lo realiza Cesel Ingenieros junto a GMI quien a
su vez tiene a cargo el sistema automático [3].
Backus viene ampliando uno de sus procesos de producción de Agua
San Mateo de la planta ubicada en Huarochirí, en la cual la empresa que
realizó la automatización de todo el sistema, son quienes tomarán el
proyecto para ampliar los lazos de control e integrar a la planta los nuevos
procesos [3].
Hablando de otras empresas que tendrán plantas nuevas son: El grupo
Lindley quien tiene actualmente en proyecto una planta nueva en Chilca, al
igual que Pepsico y Todino en la misma zona [3].

6
1.2. Formulación del Problema
Esta investigación se enfocará en los criterios e información que se
deben tener en cuenta para la elección del sistema de automatización
aplicada a plantas nuevas, ampliaciones o migraciones de sistema.
Se tomaron unos parámetros como criterios de comparación entre 2 de
las distintas marcas de equipos de automatización e instrumentación que
tienen mayor cobertura del mercado:
• Equipos Automatización: Siemens, Allen Bradley y Festo
• Equipos de Instrumentación: Siemens y Endress & Hauser.
Posteriormente después de revisada la filosofía de operación se procede
a una emisión y generación del PFD y los planos P&ID desarrollado por la
empresa que realizará el proyecto, y con esto se puede definir la cantidad
de entradas y salidas que tendrá la planta para determinar una arquitectura
de control general y proceder con la elección de los equipos que se
instalarán en cada nivel de la arquitectura de control, presentar varias
soluciones y posteriormente describir una filosofía de control.
Por otro lado como información adicional acerca de la selección de
instrumentos de campo, se deben realizar unas hojas de datos verificando
que cada uno contenga las características del proceso donde se van a
instalar y se deberá comparar las Especificaciones Técnicas (EETT) de
varios instrumentos para elegir la marca y modelo que cumpla con los
requerimientos exigidos, una vez cerrado las hojas de datos (Data Sheet)
de instrumentos y con los P&ID (previamente desarrollado) se procede con
la elaboración de los Diagrama de lazo de instrumentos (Instrument Loop
Diagram), para distribuir las conexiones, ubicaciones y lógica de
funcionamiento que deberá tener cada uno de los instrumentos en la planta.

7
Los equipos que conforman la arquitectura de control pasarán por las
siguientes consideraciones:
Información técnica, funcionamiento, costo y tecnología que desarrollan
las grandes empresas de automatización, así como servicios de ingeniería
e información de clientes potenciales sobre respuestas ante paradas en la
planta y servicios de postventa y mantenimiento de cada empresa de
automatización.
Se tienen como referencia a las plantas de las empresas: Álicorp, Backus,
Pepsico y Nestlé, etc. para tener una exactitud de la rentabilidad, tiempo
de producción, precisión y respuestas a eventos, formulando preguntas a
cada jefe o encargado del área de automatización para obtener información
y realizar un cuadro comparativo, de esta manera se comenzará a tener
conclusiones acerca de cada marca, modelo, información técnica y
recomendaciones de las empresas de automatización.
Toda esta información será ordenada en base a la pirámide CIM y con
información obtenida del libro de Mandado E., “Autómatas programables y
sistemas de automatización”.
A continuación se presentan las preguntas a resolver que se originaron de
la realidad problemática:
• Problema Principal
¿Qué criterios y consideraciones se deben tener en cuenta para elegir un
sistema automático adecuado para el proceso de la planta industrial de
alimentos?
• Problemas Secundarios
¿Qué dispositivos conforman el sistema automático de una planta industrial
de alimentos?

8
¿Qué documentación o información se debe emitir y recibir para iniciar el
planteo de un sistema automático de una planta industrial de alimentos?
1.3. Justificación de la Investigación
Esta investigación servirá a los responsables en la toma de decisiones y
ejecuciones de mejoras de procesos de producción como jefes de
mantenimiento, operaciones, especialistas en automatización, así como
empresas que brindan el servicio de renovación, actualización, calibración y
proyección de sistemas automáticos e instrumentación del sector alimentos,
y es conveniente para los inversionistas que tienen una visión general del
mercado, para que sus proyectos sean rentables tanto para el CAPEX
(Capital Expenditures) y el OPEX (Operating Expense), gracias a la
automatización y precisión de medición de los instrumentos.
Es entonces que esta investigación ayudará a definir los parámetros para
llegar a determinar un sistema automático que sea lo más rentable posible
para una planta industrial.

9
1.4. Delimitación de la Investigación
1.4.1. Espacial
Se desarrolló en la Universidad Nacional Tecnológica de Lima Sur
(UNTELS) y en la Compañía POCH PERÚ, por un periodo de 8 meses
del año 2014, influido por el tipo diseño de investigación Descriptiva ya
que se basa en una descripción de variables e interpretación de
resultados.
1.4.2. Temporal
Esta investigación abarca conceptos fundamentales de
automatización, instrumentación y redes industriales, así como las
distintas tecnologías que se vienen aplicando a las fábricas industriales
del sector alimentos, también los proyectos que se vienen desarrollando
y los que están en ejecución.
1.5. Objetivos
1.5.1. Objetivos Generales
• Llegar a conocer los criterios que se deben considerar para la elección
del sistema automático de una planta de alimentos.
1.5.2. Objetivos Específicos
• Determinar los elementos y dispositivos que conforman una arquitectura
de control general para una planta de alimentos.
• Definir qué documentación e información se debe considerar para
definir los requerimientos e iniciar un planteo del sistema automático.

10
CAPITULO II:
MARCO TEÓRICO
2.1. Antecedentes de la Investigación
Para este proyecto se encontraron investigaciones de universidades
Peruanas y otras a nivel Latinoamérica, donde se implementaron e instalaron
diversos sistemas de automatización y control destinados para diferentes
aplicaciones, a continuación se nombrará y realizará una breve explicación de
cada uno de estos:
Ojeda, C. (2012) [1], desarrolló un trabajo de ingeniera conceptual y de
detalle, y con el conocimiento del proceso se utilizaron instrumentos (sensores
y transmisores) para medición de parámetros y protección, todo enlazado
mediante bus de comunicación al sistema automático PLC (S7-200), como
elementos finales de control se tienen bombas y válvulas elegidas de acuerdo
a las características de cada lazo o proceso a controlar.
Pino, J. (2009) [2], desarrolló la automatización de un sistema teniendo
como base una filosofía de operación y posteriormente realizando una filosofía
de control, para luego definir los equipos que se utilizarán como instrumentos
y dispositivos, a partir de esto se definió una arquitectura de control eligiendo
como sistema principal el Controllogix de Allen Bradley y MultiPanel 370 de
Siemens, todo esto fue definido de acuerdo a los criterios de funcionamiento,
deficiencias del proceso y requerimientos de la norma PDVSA.

11
Gonzalo, L. s/a [3], En esta investigación se describe la rentabilidad de
automatización, a su vez se aplica a los sistemas de múltiples variables todos
los conocimientos obtenidos en los distintos estudios que el autor ha realizado
y finaliza con la automatización de un proceso de producción de pizza.
Peñaloza, J. (2008) [4], En esta investigación se realizó un prototipo que
será utilizado en laboratorios, diplomados y especializaciones, basándose en 4
etapas (lavado, secado, llenado y tapado), los sistemas utilizados son
similares a nivel industrial con dispositivos electrónicos, PLC y pantallas
táctiles, con la finalidad de controlar y manipular las variables del proceso.
2.2. Bases Teóricas
En esta parte se explica la teoría relacionadas con el presente trabajo los
cuales permitirán obtener y entender la información acerca del problema
que se tiene como objetivo a resolver en esta investigación.
2.2.1. Plantas Industriales de Alimentos [1]
2.2.1.1. Definición
Una planta industrial de alimentos es un conjunto formado por
máquinas, aparatos y otras instalaciones dispuestas
convenientemente en edificios o lugares adecuados cuya función
principal es transformar materias o energías de acuerdo a un proceso
básico preestablecido, cumpliendo con ciertos estándares y normas
nacionales e internacionales de higiene para obtener finalmente
productos para el consumo humano. La función del hombre dentro de
este conjunto es la actividad de desarrollar sistemas eficaces para
obtener mayor rendimiento de los equipos.

12
2.2.1.2. Clasificación [3]:
• Continuas
Es de planeación compleja con proceso secuencial y durante la
operación no tiene interrupciones.
• Discontinuos
Son plantas más sencillas y tienen ligeramente interrupciones o
también se les llama sistema de producción tipo Batch o por lotes.
2.2.1.3. Evolución [3]
Antiguamente los procesos de una planta de alimentos y bebidas en
todos sus aspectos se realizaba de forma manual, pero hoy en día
debido a la gran demanda surge la necesidad de crear maquinarias
para que los procesos sean rápidos y permitan aumentar los lotes de
producción, entre estas surgen los sistemas semiautomáticos y
automáticos, generando menor tiempo de producción y menor capital
humano, siendo mayor la inversión con menor tiempo de recuperación,
generando una rentabilidad para el capitalista.
Diariamente la industria de alimentos y bebidas pasa por una
evolución importante de sus productos, generando nuevas novedades
en cuanto a precio, tamaño y creatividad de sus empaques, teniendo
como reto la demanda del consumidor, de esta manera las grandes
fábricas se esfuerzan por realizar producciones rápidas para abastecer
al mercado, es así que en consecuencia trae mejoras y modificaciones
en su producción y la necesidad de implantar sistemas de control para
que las operaciones sean rentables.

13
2.2.2. Automatización de las Plantas Industriales
2.2.2.1. Definición.
La automatización es un sistema donde se transfieren tareas de
producción, realizadas por operadores humanos a un conjunto de
elementos tecnológicos, de una manera eficiente y segura [3].
La automatización representa la optimización de procesos,
reducción de costos e incremento de la productividad. Tanto los
equipos convencionales como los modernos han sufrido cambios
sustanciales, permitiendo excelentes ventajas. Para distintos
problemas de automatización, se menciona una variedad de
soluciones, unas más sofisticadas que otras, cuya aplicación
depende no sólo del conocimiento de la técnica, sino también del
personal que tendrá la responsabilidad de su ejecución [6].
Por otro lado, muchos sistemas están conformados por equipos de
diferentes fabricantes y funcionan en distintos niveles de
automatización; además, a menudo se encuentran distanciados
entre sí, pero se desea que trabajen en forma coordinada para un
resultado satisfactorio del proceso. Es así que nos apoyamos en las
comunicaciones para su integración [6].
Estos dispositivos que pueden trabajar de manera dependiente o
semi-dependiente del control humano, siguiendo órdenes de una
programación pre-establecida [3].

14
2.2.2.2. Tipo de Automatización [11]
Se indican los 3 tipos de automatización más importantes del medio:
• Automatización Fija, Se utiliza cuando el volumen de automatización
es muy alto, y por lo tanto se puede justificar económicamente el alto
costo del diseño de equipo especializado para procesar el producto,
con un rendimiento alto y tasas de producción elevadas. Además de
esto, uno de sus inconvenientes de la automatización fija es su ciclo
de vida que será de acuerdo a la vigencia del producto en el mercado.
La justificación económica para la automatización fija se encuentra
en productos con grandes índices de demanda y volumen.
• Automatización Programable, Se emplea cuando el volumen de
producción es relativamente bajo y hay una diversidad de producción
a obtener. En este caso el equipo de producción es diseñado para
adaptarse a las variaciones de configuración del producto; esta
adaptación se realiza por medio de un programa (software).
o Fuerte inversión en equipo general.
o Índices bajos de producción para la automatización fija
o Flexibilidad para lidiar con cambios en la configuración del
producto.
o Conveniente para la producción en montones.
• Automatización Flexible, Es más adecuada para un rango de
producción medio. Estos sistemas flexibles poseen características de
la automatización fija y de la automatización programada. Los
sistemas flexibles suelen estar constituidos por una serie de
estaciones de trabajo interconectadas entre sí por sistemas de

15
almacenamiento y manipulación de materiales, controlados en su
conjunto por una computadora.
o Proveedores de equipos de automatización
o Fuerte inversión para equipo de ingeniería.
o Producción continua de mezclas variables de productos.
o Índices de producción media.
o Flexibilidad para lidiar con las variaciones en diseño del
producto.
Las características esenciales que distinguen la automatización
flexible de la programable son:
o Capacidad para cambiar partes del programa sin perder tiempo
de producción.
o Capacidad para cambiar sobre algo establecido físicamente
asimismo sin perder tiempo de producción.
2.2.2.3. Clases de Automatización [11].
• Neumática.
Este proceso de automatización se destaca por máquinas que
utilizan el aire comprimido para trabajar, hay que tomar en cuenta las
máquinas que producen el aire comprimido y aquellas que lo utilizan,
aquellas que lo producen se llaman compresores.
Anteriormente se usaban pistones para comprimir aire, ahora los
compresores modernos utilizan dos tornillos giratorios para comprimir
en un solo paso, obviamente estas máquinas utilizan el aire como su
materia prima, aunque este puede ser tratado para una mayor pureza
y mejor trabajo.

16
Principalmente se utiliza para accionar herramientas rotativas
como desarmadores y taladros neumáticos, equipos de percusión
como rompedores, así como también en equipos de pintura.
La presión comúnmente utilizada para trabajar es de 7 atm.
• Hidráulica
Son aquellas máquinas que usan fluidos para trabajar, usando
mayormente áreas para moderar las potencias, en este proceso de
neumática utilizan distintos tipos de fluidos para obtener una alta
relación de potencia y aceleración en pocas áreas. Estas máquinas
utilizan la incompresibilidad de los líquidos para generar grandes
cantidades de potencia en muy poco tiempo. Por este mismo hecho
se usan maquinas neumáticas donde se requiere mucha potencia.
Usando principios hidráulicos, se aplica una determinada fuerza
sobre una determinada área, para producir un efecto de mayor
potencia en la plataforma que se encuentra del lado opuesto, estas
máquinas pueden utilizar distintos tipos de aceites para trabajar,
entre ellos destacan tres tipos, mezclas de aceites minerales,
mezclas de agua-aceites sintéticos, además, estos tienen una doble
función, aparte de generar potencia, también funcionan como
lubricantes.
Algunas de las máquinas que utilizan principalmente la hidráulica
son las grúas, equipos de perforación, taladros y equipos de minería.

17
• Mecánica
Es el uso de máquinas automáticas para sustituir las acciones
humanas, este tipo de automatización son máquinas que transforman
la energía eléctrica en energía mecánica para desarrollar algún
trabajo para el cual fueron diseñadas, este tipo de máquinas se usan
generalmente para trabajos que son repetitivos como los de corte,
moldeo y troquelado entre otros, y también en aquellos tipos de
trabajos que ponen en riesgo la vida del trabajador.
• Electrónica
La electrónica es el campo de la ingeniería y de la física aplicada
relativo al diseño y aplicación de dispositivos, por lo general circuitos
electrónicos, que cuyo funcionamiento dependen del flujo de
electrones para la generación, transmisión, recepción,
almacenamiento de información, entre otros. Esta información puede
consistir en voz o música como en un receptor de radio, en una
imagen en una pantalla de televisión, o en números u otros datos en
un ordenador o computadora.
Los circuitos electrónicos ofrecen diferentes funciones para
procesar esta información, incluyendo la amplificación de señales
débiles hasta un nivel que se pueda utilizar; el generar ondas de
radio, la extracción de información, como por ejemplo la recuperación
de la señal de sonido de una onda de radio (demodulación), el
control, como en el caso de introducir una señal de sonido a ondas
de radio (modulación), y operaciones lógicas, como los procesos
electrónicos que tienen lugar en las computadores.

18
La electrónica es una de las herramientas básicas en la
automatización, ya que se pueden combinar una gran gama de estos
componentes.
2.2.3. Instrumentación Industrial
2.2.3.1. Definición.
La instrumentación es lo que ha permitido el avance tecnológico
de la ciencia actual desde el sistema o proceso más simple hasta los
más complejos, por ejemplo: la automatización de un proceso
industrial o los viajes espaciales, ya que la automatización sólo es
posible a través de elementos que puedan detectar lo que sucede en
el ambiente donde están ubicados, para luego tomar una acción de
control pre-programada (regularmente) que actué sobre el sistema
para obtener el resultado previsto [23].
2.2.4. Sistemas y Equipos que componen una Arquitectura de Control
Automático General
2.2.4.1. Definición [22]
La arquitectura de control es el conjunto de elementos involucrados
que regulan el comportamiento de un sistema a controlar
(controladores, sensores, actuadores, sistema de supervisión, buses
de comunicación, etc.) esta tendrá éxito en función a la capacidad de
adaptarse a las necesidades específicas de cada proceso, por lo tanto,
un sistema de control debe: garantizar la estabilidad, ser robusto frente
a perturbaciones, tener alta escalabilidad, ser fácilmente
implementable, ser cómodo de operar en tiempo real con ayuda de un
ordenador y tan eficiente como sea posible de acuerdo a un criterio

19
pre-establecido, puesto que en todas las industrias se desea que los
productos finales de los procesos sean de calidad a precio competitivo,
suministro a la brevedad de tiempo. Todas estas características
influyen en la eficiencia del sistema de control.
Las necesidades productivas de cada industria marcarán las
características de su sistema de control. Por otra parte, las tecnologías
están cambiando a una enorme velocidad, lo que hace que el
predominio de una tecnología de control, durante un determinado
periodo de tiempo, sea más intenso, de tal manera que hay que ser
muy objetivo a la hora de implementar una nueva tecnología,
normalmente se realizaba un control centralizado que podían gestionar
cientos de lazos, al seguir avanzando los procesos y las tecnologías
apareció la necesidad del control distribuido dividiéndolas en partes,
las cuales eran supervisadas por un sistema superior, que a su vez
pasaba la información a los sistemas informáticos de gestión según la
pirámide o niveles de comunicaciones, ver Ilustración 1 e Ilustración 9.

20
2.2.4.2. Descripción general de un PLC [22].
a) Definición
Los Controladores Lógicos Programables (PLC’s), también
llamados autómatas programables, forman parte de la familia de los
ordenadores. Se usan en aplicaciones comerciales e industriales. Un
autómata monitoriza las entradas, toma decisiones basadas en su
programa, y controla las salidas para automatizar un proceso o
máquina, como muestra la Ilustración 2.
Ilustración 1. Arquitectura de control general desde nivel campo hasta nivel operación. [17]

21
Ilustración 2. Equipos que interconectan con un PLC. [22]
Ilustración 3. Familia Simatic S7-300, de empresa Siemens. [17]

22
b) Funcionamiento Básico
Un autómata programable consiste en módulos de entradas, una
CPU, y módulos de salidas. Una entrada acepta una gran variedad de
señales analógicas o digitales de varios dispositivos de campo
(sensores) y los convierte en una señal lógica que puede usar la CPU.
La CPU tomas las decisiones y ejecuta las instrucciones de control
basadas en las instrucciones del programa de la memoria. Los
módulos de salida convierten las instrucciones de control de la CPU
en una señal digital o analógica que se puede usar para controlar
dispositivos de campo (actuadores) como muestra la ilustración 6. Se
usa un dispositivo de programación para introducir las instrucciones
deseadas. Estas instrucciones especifican lo que debe hacer el
autómata según una entrada especifica. Un dispositivo operador
permite procesar la información para ser visualizada e introducir
nuevos parámetros de control.
Ilustración 4. PLC Controllogix marca Allen Bradley de Rockwell Automation.

23
Ilustración 5. Elementos que componen a un Autómata. [22]
Los pulsadores (sensores), de la Ilustración 6, conectados a las
entradas del autómata, pueden usarse para arrancar y parar un motor
conectado a un autómata a través de un arrancador (actuador).
Ilustración 6. Ejemplos de Inputs (entradas) y outputs (salidas) de un PLC. [22]

24
c) Nuevas Funciones
• Redes de comunicación: Permiten establecer comunicación con otras
partes de control. Las redes industriales permiten la comunicación y
el intercambio de datos entre autómatas a tiempo real. En unos
cuantos milisegundos pueden enviarse telegramas e intercambiar
tablas de memoria compartida.
• Sistemas de supervisión: También los autómatas permiten
comunicarse con computadoras provistas de programas de
supervisión industrial. En comunicación se realiza por una simple
conexión por el puerto serie de la computadora.
• Control de procesos continuos: Además de dedicarse al control de
sistemas de eventos discretos los autómatas llevan incorporadas
funciones que permiten el control de procesos continuos. Disponen
de módulos de entrada, salidas analógicas y la posibilidad de
ejecutar reguladores PID que están programados en el autómata.
• Entradas-Salidas distribuidas: Los módulos de entrada-salida pueden
estar distribuidos por la instalación, se comunican con la unidad
central de autómata mediante un cable de red.
• Buses de campo: Mediante un solo cable de comunicación se
pueden conectar al bus de captadores y accionadores, remplazando
al cableado tradicional

25
d) Ventajas [13]
No todos los autómatas ofrecen las mismas ventajas sobre la lógica
cableada, ello es debido principalmente, a la variedad de modelos
existentes en el mercado y las innovaciones técnicas que surgen
contantemente. Tales consideraciones me obligan a referirme a las
ventajas que proporciona un autómata de tipo medio.
Dentro de las ventajas que podemos observar es el menor tiempo
empleado en la elaboración de proyectos debido a que:
• No es necesario dibujar el esquema de contactos.
• No es necesario simplificar las ecuaciones lógicas, ya que, por lo
general la capacidad del almacenamiento del módulo de memoria
es lo suficiente grande.
• La lista de materiales queda sensiblemente reducida, y al elaborar
el presupuesto correspondiente se eliminará parte del problema
que supone el contar con diferentes proveedores, distintos plazos
de entrega.
• Posibilidad de introducir modificaciones sin cambiar el cableado ni
añadir aparatos.
• Menor tamaño físico que las soluciones de cableado
• Los autómatas llevan integradas funciones de diagnóstico.
• Las aplicaciones pueden ser inmediatamente documentadas.
• Se pueden duplicar las aplicaciones más rápidamente y con
menor coste.
• Menor coste de mano de obra en la instalación.
• Economía de mantenimiento. Además de aumentar la fiabilidad
del sistema, al eliminar contactos móviles, los mismos autómatas
pueden indicar y detectar averías.
• Posibilidad de gobernar varias máquinas con un mismo autómata.

26
• Menor tiempo para la puesta en funcionamiento del proceso al
quedar reducido el tiempo cableado.
e) Inconvenientes de los PLC [13]
Como inconvenientes se puede indicar en primer lugar, de que hace
falta un programador, lo que obliga a capacitar a uno de los técnicos
en tal sentido, pero hoy en día ese inconveniente está solucionado por
que las universidades ya se encargan de dicho adiestramiento.
El costo inicial también se considera como un inconveniente.
f) Estructura Básica de un PLC [9] y [13].
� Estructura Externa.
Todos los autómatas programables poseen una de las
siguientes estructuras:
• Compactas: en un solo bloque están todos los elementos.
• Modular:
o Estructura Americana: Separa la E/S del resto del sistema.
o Estructura Europea: Cada módulo es una función (Fuente
de alimentación, CPU, E/S, etc.)
Exteriormente nos encontramos con cajas que contienen una
de estas estructuras las cuales poseen indicadores y conectores en
función del modelo y fabricante.

27
Para el caso de una estructura modular se dispone de fijar los
distintos módulos en rieles normalizados, para que el conjunto sea
compacto y resistente.
• Fuente de alimentación: convierte la tensión de la red, 110 ó
220V ac. a baja tensión de cc (24V por ejemplo) que es la que
se utiliza como tensión de trabajo en los circuitos electrónicos
que forma el autómata.
• CPU: la Unidad Central de Procesos es el auténtico cerebro del
sistema. Es el encargado de recibir órdenes del operario a
través de la consola de programación y el módulo de entradas.
Después las procesa para enviar respuestas al módulo de
salidas.
• Módulo de entradas: aquí se unen eléctricamente los
captadores (interruptores, finales de carrera...). La información
que recibe la envía al CPU para ser procesada según la
programación. Hay 2 tipos de captadores conectables al módulo
de entradas: los pasivos y los activos.
• Módulo de salida: es el encargado de activar y desactivar los
actuadores (bobinas de contactores, motores pequeños...). La
información enviada por las entradas a la CPU, cuando está
procesada se envía al módulo de salidas para que estas sean
activadas (también los actuadores que están conectados a
ellas). Hay 3 módulos de salidas según el proceso a controlar
por el autómata: relés, triac y transistores.

28
• Terminal de programación: la terminal o consola de
programación es el que permite comunicar al operario con el
sistema. Sus funciones son la transferencia y modificación de
programas, la verificación de la programación y la información
del funcionamiento de los procesos.
• Periféricos: ellos no intervienen directamente en el
funcionamiento del autómata pero sí que facilitan la labor del
operario.
� Estructura Interna
Los elementos esenciales, que como mínimo todo autómata
programable posee son:
• Sección de entradas: se trata de líneas de entrada las cuales
pueden ser del tipo digital o analógico. En ambos casos
Ilustración 7. Diagrama describiendo la estructura interna de un PLC.

29
tenemos unos rangos de tensión característicos, los cuales se
encuentran en las hojas de características del fabricante. A
estas líneas conectaremos los sensores.
• Sección de salidas: son una serie de línea de salida que
también pueden ser de carácter digital o analógico. A estas
líneas conectaremos los actuadores.
• Unidad central de procesos (CPU): se encarga de procesar el
programa de usuario que introduciremos, para ello
disponemos de diversas zonas de memoria, instrucciones de
programa y registros.
g) Ciclo de Trabajo de un PLC [7].
El autómata va a ejecutar nuestro programa de usuario en un
tiempo determinado, el cual va a depender sobre todo de la longitud
del programa. Esto es debido a que cada instrucción tarda un tiempo
determinado en ejecutarse, por lo que en procesos rápidos será un
factor crítico. En un sistema de control mediante autómata
programable tendremos los siguientes tiempos:
1. Retardo de entrada.
2. Vigilancia y exploración de las entradas.
3. Ejecución del programa de usuario.
4. Transmisión de las salidas.
5. Retardo en salidas.
Los puntos 2, 3 y 4 sumados dan como total el tiempo de ciclo del
autómata. Tras este ciclo es cuando se modifican las salidas, por lo
que si varían durante la ejecución del programa tomarán como valor el
último que se haya asignado. También supone que una variación en
las entradas no se verá durante la ejecución del programa, hasta que
se inicie un nuevo ciclo.

30
Esto es así debido a que no se manejan directamente las entradas
y las salidas, sino una imagen en memoria de las mismas que se
adquiere al comienzo del ciclo (2) y se modifica al final de éste
(retardo). En la etapa de vigilancia (watchdog) se comprueba si se
sobrepasó el tiempo máximo de ciclo, activándose en caso afirmativo
la señal de error correspondiente.
h) Unidades E/S (Entradas y Salidas de datos) [13]
� Señales Digitales
Las E /S digitales se basan en el principio de todo o nada, es
decir o no conducen señal alguna o poseen un nivel mínimo de
tensión. Estas E /S se manejan en nivel de bit dentro del programa
de usuario.
� Señales Analógicas
Las E/S analógicas pueden poseer cualquier valor dentro de un
rango determinado especificado por el fabricante, se basan en
convertidores A/D y D/A aislados de la CPU. Estas señales se
manejan en nivel de byte o palabra (8/16) dentro del programa de
usuario.
Las E/S son leídas y escritas dependiendo del modelo y del
fabricante, es decir pueden estar incluidas sus imágenes dentro del
área de memoria o ser manejadas a través de instrucciones
específicas de E/S.

31
� Interfaces
Todo autómata, salvo casos excepcionales, posee la virtud de
poder comunicarse con otros dispositivos (como una computadora
personal).
La normal es que posea una E/S serie del tipo RS-232 / RS-485.
A través de esta línea se pueden manejar todas las
características internas de autómata incluida la programación del
mismo, y suele emplearse para monitorización del proceso en otro
lugar separado.
i) Memoria
Dentro de la CPU vamos a disponer de un área de memoria, la
cual emplearemos para diversas funciones:
• Memoria del programa de usuario: aquí introduciremos el programa
va a ejecutar cíclicamente.
• Memoria de la tabla de datos: se suele subdividir en zonas según el
tipo de datos (como marcas de memoria, temporizadores,
contadores, etc.).
• Memoria del sistema: aquí se encuentra el programa en código
máquina que monitoriza el sistema (programa del sistema). Este
programa es ejecutado directamente por el microprocesador /micro
controlador que posea el autómata.
• Memoria de almacenamiento: se trata de memoria externa que
empleamos para almacenar el programa de usuario, y en ciertos
casos parte de la memoria de la tabla de datos. Suele ser de uno de
los siguientes tipos: EPROM, EEPROM O FLASH.

32
Cada autómata divide su memoria de esta forma genérica,
haciendo subdivisiones específicas según el modelo y fabricante.
2.2.4.3. SCADA [24]
a) Concepto Básico
Los sistemas SCADA (Supervisory Control And Data Adquisition) son
aplicaciones de software, diseñadas con la finalidad de controlar y
supervisar procesos a distancia. Se basan en la adquisición de los
procesos remotos. Es una aplicación de software, especialmente
diseñada para funcionar sobre ordenadores en el control de producción,
proporcionando comunicación con los dispositivos de campo,
autómatas programables, etc. Controlando el proceso de una forma
automática desde una computadora, además, envía la información
generada en el proceso productivo a diversos usuarios, tanto del mismo
nivel como hacia otros supervisores dentro de la empresa, es decir, que
permite la participación de otras áreas como por ejemplo: control de
calidad, supervisión , mantenimiento, etc.
Cada palabra de SCADA involucran muchos subsistemas, por
ejemplo, la adquisición de los datos puede estar a cargo de un PLC, el
cual toma las señales u las envía a las estaciones remotas usando un
protocolo determinado. Las tareas de Supervisión y Control
generalmente están más relacionadas con el software SCADA, el
operador puede visualizar en la pantalla del computador de cada una de
las estaciones remotas que conforman el sistema, los estados de esta,
las situaciones de alarma y tomar acciones físicas sobre algún equipo
lejano, la comunicación se realiza mediante buses especiales o redes
LAN. Todo esto se ejecuta normalmente en tiempo real y están
diseñados para dar al operador de planta la posibilidad de supervisar y

33
controlar dichos procesos. Estos sistemas actúan sobre los dispositivos
instalados en la planta, como son los controladores, autómatas,
sensores, actuadores, registradores, etc. Además permiten controlar el
proceso desde una estación remota, para ello el software brinda una
interfaz gráfica que muestra el comportamiento del proceso en tiempo
real.
b) Funciones principales del Sistema SCADA:
• Supervisión remota de instalaciones y equipos.
• Control remoto de instalaciones y equipos.
• Procesamiento de Datos.
• Visualización grafica dinámica
• Generación de Reportes
• Representación de señales de alarmas
• Almacenamiento de Información Histórica
• Programación de Eventos.
Ilustración 8. Factory Talk View de Rockwell Automation.

34
2.2.4.4. Redes de comunicación Industrial
a) Tecnología de Buses de Campo [17]
Un bus de campo es un sistema de transmisión de información
(datos) que simplifica enormemente la instalación y operación de
máquinas y equipamientos industriales utilizados en procesos de
producción. El objetivo de un bus de campo es sustituir las conexiones
punto a punto entre los elementos de campo y el equipo de control a
través del tradicional bucle de corriente de 4-20 mA. Típicamente son
redes digitales, bidireccionales, multipunto, montadas sobre un bus
serie, que conectan dispositivos de campo como PLC´s transductores,
actuadores y sensores. Cada dispositivo de campo incorpora cierta
capacidad de proceso, que lo convierte en un dispositivo inteligente,
manteniendo siempre un costo bajo. Cada uno de estos elementos
será capaza de ejecutar funciones simples de diagnóstico, control o
mantenimiento, así como de comunicarse bidireccionalmente a través
del bus.
El objetivo es reemplazar los sistemas de control centralizados por
redes de control distribuido mediante el cual permita mejorar la calidad
del producto, reducir los costos y mejorar la eficiencia. Para ello se
basa en que la información que envían y/o reciben los dispositivos de
campo es digital, lo que resulta mucho más preciso que si se recurre a
métodos analógicos. Además, cada dispositivo de campo es un
dispositivo inteligente y puede llevar a cabo funciones propias de
control, mantenimiento y diagnóstico. De esta forma, cada nodo de la
red puede informar en caso de fallo del dispositivo asociado, y en
general sobre cualquier anomalía asociada al dispositivo. Esta
monitorización permite aumentar la eficiencia y reducir la cantidad de
horas de mantenimiento necesarias.

35
b) Topologías de Red [16]
La topología de red se define como la cadena de comunicación
usada por los nodos que conforman una red para comunicarse. Un
ejemplo claro de esto es la topología de árbol, además de la topología
estética, se puede dar una topología lógica a la red y eso dependerá
de lo que se necesite en el momento y distribución de los equipos y
maquinas a controlar en la planta.
c) Tipos de topologías de Red [16]
� Topología en Anillo
En una Topología en anillo cada dispositivo tiene una línea de
conexión dedicada y punto a punto solamente con los dos
dispositivos que están a sus lados. La señal pasa a lo largo del
anillo en una dirección, o de dispositivo a dispositivo, hasta que
alcanza su destino. Cada dispositivo del anillo incorpora un
repetidor.
En doble anillo. Es 1 de las tres principales topologías. Las
estaciones están unidas una con otra formando un círculo por
medio de un cable común. Las señales circulan en un solo sentido
alrededor del círculo, regenerándose en cada nodo.

36
� Topología Mixta
Las topologías mixtas son aquellas en las que se aplica
una mezcla entre alguna de las otras topologías: bus, estrella o
anillo. Principalmente podemos encontrar dos topologías
mixtas: Estrella - Bus y - Anillo.
Ilustración 9. Topología de red en Anillo [31].

37
Ilustración 10. Topología de red tipo Mixta [31].

38
� Topología en Árbol
La topología en árbol (también conocida como topología
jerárquica) puede ser vista como una colección de redes en
estrella ordenadas en una jerarquía. Éste árbol tiene nodos
periféricos individuales (por ejemplo hojas) que requieren
transmitir a y recibir de otro nodo solamente y no necesitan actuar
como repetidores o regeneradores. Al contrario que en las redes
en estrella, la función del nodo central se puede distribuir.
�
Ilustración 11. Topología de red en Árbol [31].

39
� Topología en Estrella
La topología en estrella es la posibilidad de fallo de red
conectando todos los nodos a un nodo central. Cuando se aplica a
una red basada en la topología estrella este concentrador central
reenvía todas las transmisiones recibidas de cualquier nodo
periférico a todos los nodos periféricos de la red, algunas veces
incluso al nodo que lo envió. Todos los nodos periféricos se
pueden comunicar con los demás transmitiendo o recibiendo del
nodo central solamente. Un fallo en la línea de conexión de
cualquier nodo con el nodo central provocaría el aislamiento de
ese nodo respecto a los demás, pero el resto de sistemas
permanecería intacto. El tipo de concentrador hub se utiliza en
esta topología, aunque ya es muy obsoleto; se suele usar
comúnmente un switch.
Ilustración 12. Topología de red en Estrella [31].

40
� Topología de Bus
Consiste en un cable con un terminador en cada extremo del
que se "cuelgan" todos los elementos de una red. Todos los
Nodos de la Red están unidos a este cable. Este cable recibe el
nombre de "Backbone Cable". Tanto Ethernet como LocalTalk
pueden utilizar esta topología.
Ilustración 13. Topología de red en Bus [31].

41
� Topología en malla
En una topología en malla, cada dispositivo tiene un enlace
punto a punto y dedicado con cualquier otro dispositivo. El término
dedicado significa que el enlace conduce el tráfico únicamente
entre los dos dispositivos que conecta.
d) Equipos que conforman una Tipología de Red
� Switch’s [14]
Un conmutador o switch es un dispositivo digital lógico de
interconexión de equipos que opera en la capa de enlace de
datos del modelo OSI. Su función es interconectar dos o
más segmentos de red, de manera similar a los puentes de red,
Ilustración 14. Topología de red tipo malla [31].

42
pasando datos de un segmento a otro de acuerdo con la dirección
de destino de las tramas en la red.
Los conmutadores se utilizan cuando se desea conectar múltiples
redes, fusionándolas en una sola. Al igual que los puentes, dado que
funcionan como un filtro en la red, mejoran el rendimiento y la
seguridad de las redes de área local.
� Patch Panel [15]
Un panel de conexiones, también denominado bahía de rutas
o Patch panel, es el elemento encargado de recibir todos los cables
del cableado estructurado. Sirve como un organizador de las
conexiones de la red, para que los elementos relacionados de la Red
LAN y los equipos de la conectividad puedan ser fácilmente
incorporados al sistema y además los puertos de conexión de los
equipos activos de la red (Switch, Router, etc.) no tengan algún daño
por el constante trabajo de retirar e introducir en sus puertos.
Sus paneles electrónicos utilizados en algún punto de una red
informática o sistema de comunicaciones analógico o digital en
donde todos los cables de red terminan. Se puede definir como
paneles donde se ubican los puertos de una red o extremos
analógicos o digitales de una red, normalmente localizados en un
bastidor o rack de telecomunicaciones. Todas las líneas de entrada y
salida de los equipos (ordenadores, servidores, impresoras, entre
otros) tendrán su conexión a uno de estos paneles.

43
e) Tipos de Protocolos de Comunicación Industrial [26]
� ASI (Actuador Sensor Interfaz)
Es el bus más inmediato en el nivel de campo y más sencillo de
controlar, consiste en un bus cliente/servidor con un máximo de 31
participantes, transmite paquetes de solo 4 bits de datos. Es muy
veloz, con un ciclo de 5ms aproximadamente. Alcanza distancias de
100m o hasta 300m con ayuda de repetidores.
� PROFIBUS (Process Field Bus)
Es el estándar europeo en tecnología de buses, se encuentra
jerárquicamente por encima de ASI y BITBUS, trabajo según
procedimiento hibrido token passing, dispone de 31 participantes
hasta un máximo de 127. Su paquete puede transmitir un máximo de
246 Bytes, y el ciclo para 31 participantes es de aproximadamente
90ms. Alcanza una distancia de hasta 22300m.
� Industrial Ethernet / Profinet
Este estándar internacional utiliza industrial Ethernet y permite la
comunicación en tiempo real hasta el nivel de campo. Aprovechando
plenamente los estándares actuales de las tecnologías de la
información, PROFINET permite implementar potentes aplicaciones
de control de movimiento y una ingeniería eficaz y no propietaria;
además contribuye a lograr alta disponibilidad en las maquinas e
instalaciones conectadas a Industrial Ethernet. Por su flexibilidad,
PROFINET es un protocolo de comunicación apto para la instalación
en una nueva planta y adaptable a cualquier topología y conexión de
seguridad.

44
� Fibra Óptica [19]
Es un medio de transmisión empleado habitualmente en redes de
datos; un hilo muy fino de material transparente, vidrio o materiales
plásticos, por el que se envían pulsos de luz que representan los
datos a transmitir. El haz de luz queda completamente confinado y se
propaga por el interior de la fibra con un ángulo de reflexión por
encima del ángulo límite de reflexión total, en función de la ley de
Snell. La fuente de luz puede ser láser o un LED.
Las fibras se utilizan ampliamente en telecomunicaciones, ya que
permiten enviar gran cantidad de datos a una gran distancia, con
velocidades similares a las de radio y superiores a las de cable
convencional. Son el medio de transmisión por excelencia al ser
inmune a las interferencias electromagnéticas, también se utilizan
para redes locales, en donde se necesite aprovechar las ventajas de
la fibra óptica sobre otros medios de transmisión.
� Ethernet TCP/IP [19]
En forma general, el conjunto de protocolos TCP/IP tiene
correspondencia con el modelo de comunicaciones de red definido
por ISO (International Organization for Standardization), este modelo
se denomina modelo de referencia de interconexión de sistemas
abiertos (OSI). El modelo OSI describe un sistema ideal de redes que
permite establecer una comunicación entre procesos de capas
distintas y fáciles de identificar. En el host, las capas prestan
servicios a capas superiores y reciben servicios de capas inferiores.
La figura 1.3 muestra las siete capas del modelo de referencia OSI y
su correspondencia general con las capas del conjunto de protocolos

45
TCP/IP y en la tabla 1.1 se enumeran los protocolos más comunes
de conjunto de protocolos TCP/IP y los servicios que proporcionan.
� Ethernet IP [20]
Ethernet/IP (Ethernet Industrial Protocol) es un protocolo de
comunicación originalmente desarrollado por Rockwell Automation,
actualmente administrado por el Open Device Net Vendors
Association (ODVA) y diseñado para usos en procesos de control y
otras aplicaciones de automatización industrial.
Ilustración 15. Niveles de Automatización.

46
Ilustración 16. Protocolos de comunicación en distintos niveles de
Automatización. [19]
2.2.5. Soluciones de Automatización.
2.2.5.1. Sistema PLC + SCADA
Es una de las soluciones de automatización más usadas a nivel
industrial, ya que este conjunto tanto de supervisión como la memoria
del autómata se complementan para desarrollar una producción viable
sin perder la dirección final, que es obtener el producto final de manera
correcta sin pasar por eventos inesperados.
Nota: Líneas arriba se describe los beneficios y características del
PLC y el SCADA.

47
2.2.5.2. Sistema DCS (Sistemas de Control Distribuido) [25]
El sistema de control de procesos en automatización completamente
integrada. Ofrece soluciones de automatización uniforme y homogénea
para todos los sectores, ya que es un diseño modular, escalable desde
sistemas de laboratorio hasta una red de planta, con alta disponibilidad
gracias a la robustez y eficiencia del sistema a todos los niveles.
Además la amplia gama de tareas diferentes donde encontramos
instrumentos de procesos para medir, analizar y todas las tareas de
control y automatización hacen del DSC la solución más óptima al
proceso.
a) Características Principales:
• Flexibilidad y Capacidad de expansión.
• Operaciones de mantenimiento.
• Apertura (las variables y parámetros de control son leídos y escritos
desde otra función de control).
• Operatividad (muestra las mismas ventanas de operación para no
generar confusiones a los operadores).
• Portabilidad, se adapta a las distintas tecnologías hardware y
software.
• Rentabilidad, la inversión realizada antes y después de la
implementación.
• Robustez/Redundancia, Garantiza la operación de las funciones
frente a fallas del mismo.

48
b) Diferencias de un DCS frente al PLC + SCADA
• Trabaja con una sola Base de datos.
• La herramienta de ingeniería para programar el sistema es solo una y
opera de forma centralizada para desarrollar la lógica de sus
controladores.
• La plataforma de programación es multiusuario de forma que varios
programadores pueden trabajar simultáneamente sobre el sistema
de forma segura y sin conflictos.
• Todos los equipos permanecen sincronizados de manera que todos
los parámetros que registren los equipos de planta funcionan al
mismo tiempo.
• Dispone de una herramienta para la gestión de la información de
planta, integrándola verticalmente hacia la cadena de toma de
decisiones y otros sistemas ubicados más arriba en la jerarquía de
la producción

49
Ilustración 17. Sistema de Control Distribuido (DCS) PCS7 de Siemens.

50
Ilustración 18. Sistema de Control Distribuido (DCS) PlantPAx de Rockwell – Automation.

51
2.2.6. Estaciones de Control e Ingeniería [26]
Son los ambientes donde se ubican los sistemas de supervisión y a su
vez se puede visualizar los eventos a tiempo real que suceden en la planta,
la estación de control dependerá de la magnitud del proyecto de
automatización ya que esto influye en el número de puestos de mando
(sistema usuario o multiusuario), mientras que la estación de ingeniería es
referida a las características que tiene cada interfaz o software para poder
ser manipulado en estación individual o servidor.
2.2.7. Filosofía de Control [24]
Es el documento donde se describe de forma específica que aplicación y
funcionamiento tienen las variables que actúan dentro de un proceso de
automatización, este documento también ayuda a entender la lógica de
control del proceso y por consiguiente englobar los parámetros de cada lazo
de control para obtener la programación adecuada para un óptimo
funcionamiento.
2.2.8. Filosofía de Operación [24]
Es el documento donde se explica detalladamente el funcionamiento de
cada etapa de un proceso en forma descriptiva y sirve como base para
desarrollar la filosofía de control de un proceso, generalmente lo define el
especialista del proceso (Ing. químico, procesistas, Ing. mecánico, etc.)
2.2.9. Lazos de Control [21]
Las plantas industriales de procesos en general consisten de cientos o
miles de lazos de control, los cuales interconectados conjuntamente pueden
ayudar al monitoreo y control de las variables de proceso.
Cada uno de los lazos de control es deseable para mantener alguna
variable de proceso importante tal como presión, flujo, nivel, temperatura,

52
etc. Dentro de un rango de operación requerido para asegurar la calidad de
un producto final.
Para reducir los efectos de los disturbios, los elementos primarios
(sensores) y los transmisores recolectan la información de la variable de
proceso, enviándola hacia un instrumento receptor (controlador, indicador o
alarma) para procesar esta información y su relación con un valor deseado
(punto de ajuste) para decidir qué hacer para conseguir que la variable de
proceso regrese a donde se encontraba antes de que se originaran los
disturbios. Cuando todas las mediciones, comparaciones y cálculos se han
realizado, algún elemento final de control deberá implementar la estrategia
seleccionada por el controlador.
En general los lazos de control se dividen en dos tipos:
2.2.9.1. Lazos de control abierto
Son los sistemas en los cuales la salida no tiene efecto la acción de
control, en un sistema de control lazo abierto no se mide la salida ni se
realimenta para compararla con la entrada.
La siguiente figura 11, muestra la representación de este lazo en un
DTI.

53
Ilustración 19. Ejemplificación de lazo abierto en un P&ID.
2.2.9.2. Lazos de control cerrado
En este tipo de sistemas se alimenta al controlador la señal de error
de actuación, que es la diferencia entre la señal de entrada y la señal de
retroalimentación, con el fin de reducir el error y llevar la salida del
sistema a un valor deseado.
La siguiente figura muestra la representación de este lazo en un DTI.

54
Ilustración 20. Ejemplificación de lazo cerrado en un P&ID.
2.2.10. PFD (Process Flow Diagram)
El diagrama de flujo es una representación gráfica de la secuencia de
pasos que se realizan en un proceso y sirve como guía para englobar el
funcionamiento de una planta industrial. Este puede ser un producto, un
servicio, o bien una combinación de ambos, como ejemplo revisar el Anexo
a-ii.
2.2.11. P&ID (Piping & Instrument Diagram)
En un proceso el instrumento de dibujo (P&ID) incluye más detalles que
un PFD. Incluye mayores y menores flujos, ciclos de control e
instrumentación. P&ID se refiere a veces como unas Tuberías e
instrumentos de dibujo. Estos diagramas también se llaman diagramas de
flujo. P&IDs, son utilizados por los técnicos de proceso de instrumentos
eléctricos, mecánicos, de seguridad y personal de ingeniería.

55
En ambos diagramas (PFD y P&ID) las flechas muestran el flujo de
material y los símbolos muestran los tanques, válvulas, y otros equipos. Los
símbolos utilizados varían un poco de una organización a otra. Así que
usted puede ver varios símbolos diferentes.
2.2.12. Pirámide CIM [31]
La división de niveles y necesidad de integrar los procesos de producción
(diseño, ingeniería y fabricación) con los de gestión de la empresa. Se
obtiene así la fabricación integrada por computador, conocida como CIM
(Computer Integrated Manufacturing). Esta integración está formada por
cinco o seis niveles que se describen seguidamente:
Ilustración 21. Pirámide CIM

56
a) Nivel Proceso
En este nivel se adquieren datos del proceso mediante sensores
situados en él y se actúa sobre el mediante actuadores. Los primeros
se transfieren a los sistemas que forman parte del nivel de estación
inmediatamente superior para que ejecuten los algoritmos de control
y que, teniendo en cuenta los resultados obtenidos, envíen las
órdenes oportunas a los actuadores. Por lo tanto este nivel es el
encargado de la comunicación de los diferentes controladores del
nivel inmediatamente superior de estación con los dispositivos de
campo (Field Device´s), que es el nombre utilizado para hacer
referencia tanto a los sensores como a los actuadores porque
interaccionan, de forma directa, con el proceso productivo (que suele
ser denominado campo – Field).
b) Nivel de Estación
En este nivel se elabora la información procedente del nivel de
proceso inferior y se informa al usuario de la situación de las
variables y alarmas. Forman parte de él los diferentes sistemas
electrónicos de control utilizados en cada máquina como son los
autómatas programables, los sistemas de control numéricos (CNC),
los robots, los computadores industriales etc., que reciben por ello el
nombre genérico de controladores de máquinas. De ahí que a este
nivel se le denomine también nivel de máquina.
c) Nivel Célula
En este nivel se realiza la coordinación de las maquinas
pertenecientes a una célula de fabricación. Las tareas generadas en
el nivel superior de área o de fábrica se descomponen en un conjunto
de operaciones más sencillas que se trasladan, de forma
sincronizada, hacia los subprocesos del nivel inferior

57
(almacenamiento y transporte, fabricación, ensamblado, control de
calidad, etc.).
d) Nivel Área
En este nivel se coordinan entre si las diferentes células que
constituyen una línea de fabricación. Solo existe en instalaciones de
una cierta complejidad y por ello a veces no se incluye en la Pirámide
CIM.
e) Nivel Fábrica
En este nivel se realiza el secuenciamiento de las tareas y la
administración de los recursos. Suele ser el responsable de la
gestión de una planta o fabrica concreta. Las principales actividades
se centran en la planificación y control de la producción. En él se
diseñan y definen los procesos de fabricación y su secuencia
concreta, se gestiona el material y los recursos (máquinas,
programas, etc.) necesarios para la obtención del producto final, se
planifican las labores de mantenimiento, etc.
f) Nivel Empresa
En este nivel se lleva a cabo la gestión e integración de los niveles
inferiores. En él se consideran principalmente los aspectos de la
empresa desde el punto de vista de su gestión global (compras,
ventas, comercialización, investigación, objetivos estratégicos,
planificación a medio y largo plazo, etc.).

58
2.2.13. Principales Empresas de Alimentos ubicadas en Lima, Perú [10]:
2.2.13.1. Grupo Gloria [2], El Grupo Gloria es un conglomerado industrial de
capitales peruanos con negocios presentes en Perú, como también
en Bolivia, Colombia, Ecuador, Argentina y Puerto Rico. Sus
actividades se desarrollan en los sectores de lácteos y alimentos, en
cemento, papeles, agroindustria, transporte y servicios; todos ellos
focalizados en la calidad del producto o servicio que se entrega al
consumidor en todo momento.
2.2.13.2. Backus [34], Principal empresa a nivel nacional líder en producción
de bebidas y como producto principal la cerveza.
2.2.13.3. Molitalia [35], Es una empresa multinacional de consumo masivo,
líder en el mercado nacional e internacional que trabajan los
productos de pastas, salsas, bebidas, postres, etc. En sus plantas
incorporan tecnología de punta para aumentar y consolidar la
diversificación de los productos. Esto ha permitido ser referente en la
Ilustración 22. Relación entre modelo teórico de la Pirámide CIM y su implantación real en la empresa.

59
industria nacional y situar la gran variedad de alimentos en el
mercado internacional.
2.2.13.4. Corporación Lindley [29], Principal empresa de producción de
productos alimenticios y de bebidas, actualmente se ha visto bien
modernizar y ampliar la capacidad de producción y así enfrentar la
creciente demanda de productos del mercado en donde operan, esta
demanda viene atendida gracias al agresivo plan de expansión de la
capacidad productiva que iniciamos en el 2009, y que continuara en
los próximos años.
2.2.13.5. Álicorp [30], Es una empresa dedicada a la elaboración de
productos industriales, de consumo masivo y nutrición animal. En
todos sus procesos de producción, Álicorp cumple con estándares
internacionales de calidad y competitividad. En los últimos años, la
empresa ha elevado sus niveles de producción consolidando su
liderazgo en diversas categorías.
2.2.13.6. Pepsico [31], Es una de las compañías de alimentos y bebidas más
importantes del mundo, con más de 66 mil millones de dólares en
ingresos netos en el 2013 y una cartera global de diversas y queridas
marcas.
2.2.13.7. Nestlé [32], Es una empresa de nutrición, salud y bienestar, que
promueve una alimentación saludable y balanceada; elabora
productos con alto valor nutricional de gran sabor y calidad.

60
2.3. Marco Conceptual
• Interfaz Hombre – Máquina
Es el medio con que el usuario puede comunicarse con una máquina, un
equipo o una computadora, y comprende todos los puntos de contacto
entre el usuario y el equipo.
• Sistema de control manual
Sistema en la cual existe la presencia e intervención de una persona en
la acción de controlar y regular el comportamiento del sistema.
• Corriente Alterna
Utilizada genéricamente, la CA se refiere a la forma en la cual la
electricidad llega a los hogares y a las industrias.
• Corriente Continua
Se refiere al flujo continuo de carga eléctrica a través de un conductor
entre dos puntos de distinto potencial, que no cambia de sentido con el
tiempo.
• Diagrama de control
Es la gráfica que se utiliza para controlar el desarrollo de los procesos de
producción e identificar posibles inestabilidades y circunstancias
anómalas.
• Variable de control
Es un tipo de experimento o prueba en la que con parámetros y
componentes conocidos se pueda controlar un proceso.

61
• Lenguaje de programación
Es un lenguaje formal diseñado para expresar procesos que pueden ser
llevados a cabo por máquinas como las computadoras.
• Entradas/Salidas
Señales electrónicas que son enviadas hacia un destino de ingreso o a la
salida para su debido procesamiento o interpretación del dispositivo
quien la recibe.
• Control proporcional
Es un tipo de control que utilizan la mayoría de los controladores que
regulan la alguna variable de un proceso.
• Registro e historial de eventos
Son el control de los sucesos y cambios de estado que realiza cada
dispositivo el cual es registrado en la memoria de un computador o PLC.
• Periferia descentralizada
Dispositivo de entradas y salidas de señales digitales o analógicas
descentralizado capaz de enviar información atravez un bus de
comunicación.
• Señal Analógica
Es un tipo de señal generada por algún tipo de fenómeno
electromagnético y que es representable por una función matemática
continúa en la que es variable su amplitud y periodo en función del
tiempo.

62
• Señal Digital
Es un tipo de señal generado por algún tipo de fenómeno
electromagnético en la que cada signo que codifica el contenido de la
misma puede ser analizado en término de algunas magnitudes que
representan valores discretos, en lugar de valores dentro de un cierto
rango.
• Actuadores
Es un dispositivo capaz de transformar un tipo de energía en la
activación de un proceso con la finalidad de generar un efecto sobre el
proceso automatizado. Este recibe la orden de un regulador o
controlador y en función a ella genera la orden para activar un elemento
final de control como, por ejemplo, una válvula.
• Bits
Es un digito del sistema de numeración binario y es una unidad de
almacenamiento digital.
• Ingeniería conceptual
Es la etapa de un proyecto que sirve para identificar la viabilidad técnica
y económica del proyecto y marcará la pauta para el desarrollo de la
ingeniería básica y de detalle.
• Ingeniería básica
Es la etapa de un proyecto donde quedarán reflejados definitivamente
todos los requerimientos de usuario, las especificaciones básicas, el
cronograma de realización y valorización económica.

63
• Ingeniería de detalle
El alcance de actividades en esta etapa es el siguiente:
-Revisión detallada de la ingeniería básica.
-Especificaciones técnicas de equipos y materiales.
-Especificaciones funcionales.
-Dimensionamiento de conductos, tuberías e instalaciones eléctricas.
-Listado de equipos, instrumentación, accesorios y materiales.
-Planos de detalle de las instalaciones: Layout de tuberías y
conductos, isométricos, detalles de arquitectura y unifilares eléctricos.
• Red de Control
Es el enlace de todos los dispositivos ubicados en campo con la finalidad
de absorber información y llevarlo hacia un centro de supervisión para su
gestión, modificación, operación y almacenamiento de eventos.
• Redundancia
Consiste en la duplicación, triplicación, etc. De uno o varios componentes
de un sistema que cumplen la misma función.
Según la norma DIN 40.41, se define como redundancia a la existencia
de más medios en condiciones de funcionar en una unidad determinada,
de los que serían necesarios para el cumplimiento de la función
requerida. Así, nos encontramos con uno o varios componentes del PLC:
CPU, fuente de alimentación, los buses de comunicaciones, las
entradas/salidas, etc. Redundancia sin especificar de su nivel (doble,
triple) indica la duplicación en cuestión.

64
CAPÍTULO III:
DESARROLLO DE LA METODOLOGÍA
3.1. ANÁLISIS DEL MODELO O CASO
En los siguientes proyectos:
• Planta de Procesamiento de Stevia – Stevia One.
• Planta Industrial de Papas Pre fritas – Álicorp.
• ATE- Waste Water Treatement – Backus.
Estas empresas de alimentos y bebidas la toma de decisiones para elegir el
sistema de automatización es compleja, ya que los ingenios de cada empresa
de automatización y tecnologías mejoradas hasta la actualidad conlleva a que
sea cada vez más complicado y exigente. Las principales consideraciones que
generalmente se toman en cuenta son las siguientes:
• Costo de inversión, operatividad y mantenimiento.
• Cantidad de equipos según la arquitectura de control.
• Redundancia para tener un grado de confiabilidad del sistema.
• Experiencia de las instalaciones existentes.
• Modelos de los equipos.
• Cantidad de equipos que forman parte de la arquitectura de
control.
• Comparación de estaciones de ingenierías.
• Servicio de mantenimiento del software y hardware.
• Evaluar el grado de confiabilidad que tienen los sistemas de
control integrado.

65
Estas consideraciones se definieron a raíz que el autor de la tesina participó
en los proyectos mencionados desarrollando la especialidad de Eléctrica y
Automatización.
� Aporte propio:
A veces suelen dejar en manos de los expertos como proveedores y
fabricantes de la elección de la plataforma de automatización, pero en estos
casos existe un costo elevado y un compromiso en comprar el sistema
completo.
En otros casos el cliente visita plantas con modelos de procesos similares
para poder revisar y obtener información en cuanto al funcionamiento del
sistema automático de esa manera lograr determinar una marca específica.
Es por ello es que se propone seguir lo indicado en el punto 3.2 Construcción
del modelo mejorado.
3.2. CONSTRUCCIÓN DEL MODELO MEJORADO
La construcción del Modelo Mejorado está basado según: Mandado E.,
“Autómatas programables y Sistemas de Automatización”, (2009). Editorial Alfa
Omega. España, 2da Edición.
En general se describen los siguientes 3 puntos más resaltantes que debe
cumplir una plataforma de Automatización según:
• Cambios a lo largo de la vida útil (modularidad).
Los procesos suelen cambiar a lo largo de la vida útil mientras que los
productos no suelen hacerlo. Ello hace que el diseñador de los
controladores lógicos utilizados en el control de procesos tenga que prever
su realización de manera que se pueda modificar fácilmente el número de

66
variables de entrada y/o salida, la propiedad que recibe el nombre de
modularidad. Por el contrario al diseñar un controlador lógico para un solo
producto no se necesita en general la modularidad.
• Volumen de Fabricación (coste del hardware).
Los productos se suelen fabricar en una cierta cantidad, que depende del
tipo de producto concreto. Por el contrario, los procesos industriales suelen
ser ejemplares únicos que se caracterizan además por el elevado coste de
las máquinas que forman parte de ellos. Esto hace que en la selección del
tipo de controlador lógico adecuado para controlar un producto se deba
tener mucho más en cuenta, en general, el coste de su realización física
(hardware) que cuando se va a utilizar para controlar uno o más máquinas
que forman parte de un proceso industrial.
• Garantía de funcionamiento (Fiabilidad y Seguridad).
La garantía de funcionamiento o confiabilidad (Fiabilidad) se puede
definir como la propiedad de un sistema que permite al usuario tener
confianza en el servicio que proporciona. Debido a la creciente complejidad
de la tecnología, la garantía de un funcionamiento de un sistema está ligada
de forma creciente a diversos atributos de mismo uno de los cuales es la
seguridad, tanto en su aspecto de evitar las acciones intencionadas para
dañarlo (Seguro), como para evitar que una avería del mismo o una acción
anómala en el sistema controlado por el produzcan daños a su entorno o a
los usuarios del mismo (Seguridad).
La complejidad de los procesos industriales y el coste que puede tener el
que una o más máquinas que lo forman quede fuera de servicio durante un
tiempo elevado, hace que la garantía de funcionamiento de los

67
controladores lógicos utilizados en las mismas sea un factor determinante
en algunos campos de aplicación.
� Aporte Propio: El autor de esta tesina consideró ordenar la información en
base a la pirámide CIM para mejor entendimiento y ubicación de cada
requerimiento y/o consideración en los distintos niveles de la automatización
según la Tabla 1:
Nivel 4 Gestión Global de la empresa mediante
computadores
Nivel 3 Gestión Automatizada de la producción
de la fábrica mediante computadores
Nivel 2
Gestión Automatizada de las Áreas de
fabricación mediante autómatas
programables
Nivel 1 Control de máquinas mediante
autómatas programables.
Nivel 0 Medidas de variables y acciones sobre
el proceso.
Tabla 1. Actividades realizadas por el sistema de control en cada nivel de la
pirámide CIM.
Para realizar la selección del sistema automático y obtener una arquitectura de
control que se adecue al proceso se debe tener en cuenta los siguientes
puntos:

68
3.2.1. Nivel 0 (Proceso) [31]
En este nivel tenemos una breve descripción a considerar para la
elección de la instrumentación de campo e instrumentos conectados a los
controladores situados en campo.
A. Comunicación entre autómata programable y los dispositivos de
campo.
Al igual que otros sistemas electrónicos de control que se utilizan en los
niveles de estación, célula y fábrica de la planta industrial, los autómatas
programables modernos se han adaptado a lo largo de la última década,
para disponer de capacidad de conexión mediante una red de control, con
los dispositivos de campo (Field Devices) (tanto sensores como actuadores)
presentes en el proceso productivo.
Las redes que conectan los autómatas programables con los dispositivos de
campo deben tener en general, las siguientes características:
• Garantizar el tiempo máximo de lectura de los sensores y de
actualización de la señal de control de los actuadores.
• Facilitar la instalación y conexión de todos los elementos de la red.
• Proporcionar capacidad de ampliación (Scalability) del sistema a lo
largo de toda su vida útil (o ciclo de vida).
• Proporcionar funciones complementarias de diagnóstico y seguridad.
3.2.2. Nivel 1 (Estación Máquina) [31]
En este nivel se indica una breve descripción a considerar para la
elección de módulos adicionales del controlador como por ejemplo los
módulos de entradas y salidas.

69
A. Interfaces de Entrada y Salida
� Conocer la situación de cada una de las máquinas que se tiene que
controlar, para lo cual debe recibir información del valor de las variables
físicas (temperatura, presión, posición de objetos, etc.) adecuadas
mediante un conjunto de elementos que las convierten en señales
eléctricas. Dichos elementos, que reciben el nombre de sensores, se
conectan al autómata programable a través de los adecuados circuitos de
acoplamiento o interfaces de entrada.
� Actuar sobre cada una de las máquinas de proceso industrial como
resultado de la ejecución del programa de control, para lo cual debe
generar un conjunto de variables de salida conectadas al proceso a través
de elementos que convierten las señales eléctricas en otras variables
físicas no eléctricas o en otras eléctricas de mayor nivel de tensión o de
corriente. Dichos elementos, que reciben el nombre de actuadores, se
deben conectar al autómata programable a través de los adecuados
circuitos de acoplamiento o interfaces de salida.
El conjunto de circuitos electrónicos de acoplamiento o interfaces de
entrada y salida a través de los cuales el autómata programable se
relaciona con el proceso controlado por él se denomina interfaz de conexión
con el proceso.
Pero, además de relacionarse con el proceso controlado por él, el
autómata programable debe comunicarse con los usuarios para que estos
puedan:
• Desarrollar el programa de control en un sistema externo e
introducirlo en la memoria del autómata programable.
• Modificar parámetros del programa de control.
• Recibir información del estado del proceso controlado por el
autómata programable.

70
• Detectar fallos en el conjunto formado por el autómata
programable y el proceso controlado por él.
B. Controlador Lógico Programable
Se indican los recursos físicos (hardware) y de programación (software)
del Controlador. Aplicado a los procesos industriales estas características
poseen un conjunto de características comunes: Modularidad, Coste,
Security (Seguridad) y Safety (instalación segura).
Pero la existencia de procesos industriales de características muy
diferentes, que van desde un sencillo sistema de control para un motor
hasta un complejo sistema de fabricación flexible, hacen que las
prestaciones del controlador lógico más adecuado para controlarlos sean
distintas.
Ilustración 23. Familia de Controladores Simatic Siemens.

71
Esto hace que los fabricantes de autómatas programables comercialicen
varias familias como ejemplo Ilustración 23 e Ilustración 24, y que cada una
esté formada por varios miembros que se diferencian por el nivel de los
parámetros asociados. Los principales conceptos a tener en cuenta en los
autómatas programables son:
• Unidad Central
• Capacidad de memoria de programa/datos.
• Capacidad de entradas y salidas.
• Modularidad de entradas y salidas.
• Módulos específicos de entradas y salidas.
• Capacidad de interrupción.
• Recursos de Comunicaciones.
• Interfaz máquina-usuario.
• Protección de la propiedad intelectual y seguridad (Security).
• Seguridad ante eventos y peligros al operario (Safety).
• Lenguajes de Programación.
Ilustración 24. Familia de Controladores Compact Logix de Rockwell Automation

72
La secuencia para la elección del sistema electrónico de control lógico
basado en autómata programable es la siguiente:
Con la Ilustración 25 se representa el diagrama de secuencia de
operaciones generales que indica las diferentes etapas del proyecto de un
sistema electrónico de control lógico basado en un autómata programable.
Ilustración 25. Etapas del proyecto de un sistema electrónico de control basado
en autómatas programables.
� En primer lugar se elige el hardware que se va a utilizar y se
establecen los elementos que los constituyen. A esa tarea se la
suele denominar configuración del autómata programable.
� Seguidamente, en función de la complejidad de la tarea de control,
se elige el lenguaje o lenguajes de programación que se van a
utilizar. Dichos lenguajes están asociados a uno de los métodos
de diseño que se pueden utilizar para desarrollar el programa de
control.
� Seguidamente se pude utilizar un programa simulador para
comprobar el correcto funcionamiento del programa de control
desarrollado.

73
� Finalmente se prueba el prototipo y se pone en marcha una vez
conectado a la maquina o proceso controlado por él.
Aunque los programas gestores o administradores de los proyectos de
los sistemas de control lógico basados en autómatas programables,
desarrollados por los diferentes fabricantes, utilizan una estrategia similar,
cada uno de ellos presenta ciertas peculiaridades, así que es importante
conocer la tecnología desarrollada por cada fabricante para tenerlo en
cuenta dentro de este flujo de elección del autómata.
Todo esto debe cumplir con las consideraciones generales de elección
del sistema de control o plataforma de automatización (Modularidad, Coste,
Fiabilidad y Seguridad) para el buen funcionamiento del proceso.
C. Interfaz Hombre Máquina HMI (Human Machine Interface)
La utilización de este equipo es necesaria cuando la aplicación exige que
se pueda:
• Modificar parámetros del programa de control y dar órdenes a los
actuadores a través de él.
• Recibir información del estado del proceso controlado por el autómata
programable.
• Detectar fallos en el conjunto formado por el autómata programable y el
proceso controlado por él que dan lugar a alarmas ante las cuales el
operador debe realizar las acciones oportunas.

74
3.2.3. Nivel 2 (Área, Taller y Célula) [31]
La Gestión Automatizada conlleva a las siguientes consideraciones para
este Nivel.
A. Los Sistemas Electrónicos de Control
La tecnología hasta hora alcanzada por los sistemas electrónicos de
control hace que sean una tecnología compleja que se caracteriza por estar
asociada a numerosos conceptos interrelacionados.
Los autores han analizado los diferentes sistemas electrónicos de control
existentes en la industria y han llegado a la conclusión de que los
principales conceptos interrelacionados asociados con ellos son los
siguientes:
� La forma de llevar a cabo el control.
o Sistemas de control en Lazo cerrado.
o Sistemas de control de Lazo abierto.
� El tipo de variables de entrada.
o Sistema de control Lógico.
o Sistema de control de Procesos.
� La estructura organizativa.
o Sistema de Control Centralizado.
o Sistema de Control Distribuido.
� El nivel de riesgo.
o Sistemas de Control Convencionales.
o Sistemas de Control de Seguridad.

75
B. La Automatización del Proceso de un Producto
En esta parte se indican las ventajas y técnicas al considerar la
automatización con un computador para automatizar el diseño y la
fabricación y se pueden obtener las siguientes ventajas:
� Una mayor fiabilidad del proceso productivo con la consiguiente
elevación de la calidad del producto.
� La reducción de los costes de desarrollo y fabricación.
� La reducción del tiempo de desarrollo (Tiempo de Comercialización).
� Un menor consumo de todo tipo de recursos en el proceso
productivo.
� La mejora de la calidad total de la empresa.
La Automatización del diseño y la fabricación se llevan a cabo mediante
el siguiente conjunto de técnicas.
� El diseño asistido por computador conocido como CAD (Computer
Aided Design).
� La ingeniería asistida por computador o gestión del ciclo de vida del
producto conocidas por el acrónimo CAE Ingeniería Asistida por
Computador (Computer Aided Engineer) y también por el acrónimo
PLM Gestión del Ciclo de Vida de un Producto (Product Life Cycle
Manager).
� La fabricación asistida por computador conocida como CAM
Fabricación Asistida por Computador (Computer Aided
Manufacturing).

76
3.2.4. Nivel 3 (Centro y Fábrica) [31]
En este nivel se describen las consideraciones para el sistema de control
y supervisión mediante computadores para llevar un registro de eventos y
datos de la planta industrial.
A. Métodos clásicos de diseño del Programa de Control
Mediante un autómata programable se pueden realizar sistemas de
control lógico electrónicos que se comportan igual que cualquier sistema
digital combinacional o secuencial. Se dice que el autómata programable
emula al sistema digital correspondiente porque no solo se comporta igual
que el sino que lo sustituye en la realidad.
Tal como se indica anteriormente la elección de uno u otro depende de la
experiencia del diseñador y de la complejidad del proceso de control que
debe ejecutar el autómata programable. Por ello se han desarrollado
diferentes métodos de diseño que se caracteriza por:
� Sistematizar el proceso de diseño del programa para garantizar el
correcto funcionamiento del autómata programable.
� Facilitar la modificación del programa del autómata programable para
que se pueda adaptar a los cambios de la maquina controlada por el.
� Ser utilizables con alguno de los lenguajes de los sistemas de
programación definidos en la norma IEC 1131-3 y con alguno de los
lenguajes del sistema de programación propietario de cualquier
fabricante, como por ejemplo: software STEP 7 de Siemens o RS-
Logix de Rockwell Automation.

77
B. Sistemas de Supervisión y Adquisición de Datos (SCADA)
Los HMI facilitan la interacción entre el usuario y un sistema de control,
generalmente distribuido, pero en la mayoría de las instalaciones de
fabricación o de control de procesos, es necesario además considerar lo
siguiente:
� Representar gráficamente instalaciones de fabricación o procesos
muy complejos que exigen la visualización de un gran número de
datos de manera clara y precisa.
� Almacenar en la memoria de un computador una secuencia de
informaciones que incluyen alarmas, evolución histórica en
tendencias (Trends) de diversas señales e informes (Reports), para
que el usuario tenga constancia de lo que ha sucedido en diferentes
instantes de tiempo durante el funcionamiento de la instalación.
� Facilitar la ampliación de la instalación o la modificación de las
funciones que realizan las máquinas de la misma, para lo cual ha de
ser modular.
� Tener una elevada disponibilidad para evitar, en algunas
instalaciones, los inconvenientes de la puesta fuera de servicio del
computador ligado al equipo HMI.
� Gestionar un sistema de comunicaciones que permita realizar la
adquisición de datos y el envío de órdenes de forma distribuida.

78
Para proporcionar las prestaciones indicadas anteriormente el programa
SCADA está compuesto por los siguientes módulos o subprogramas, y se
mencionan las consideraciones para cada uno de estos:
� Módulo de configuración.
Debe permitir al usurario definir el entorno de trabajo del programa
SCADA para adaptarlo a la aplicación particular que se quiere
desarrollar.
� Módulo de interfaz gráfica del usuario.
Debe permitir al usuario las funciones de control y supervisión de la
planta. El proceso se representa mediante gráficos almacenados en
el computador y generados mediante el editor incorporado en el
SCADA o importados desde otro computador durante la configuración
del SCADA.
� Módulo de proceso.
Debe ejecuta las acciones de mando pre-programadas a partir de los
valores actuales de las variables adquiridas.
� Módulo de gestión y archivo de datos.
Debe encargarse de almacenar y procesar ordenadamente los datos,
para que otra aplicación o dispositivo pueda tener acceso a ellos.
� Módulo de comunicaciones.
Debe encargarse de la transferencia de información entre la planta y
el computador en el que se ejecuta el programa SCADA y entre éste
y el resto de los elementos informáticos de gestión.

79
3.2.5. Nivel 4 (Empresa) [31]
En este Nivel se describen las consideraciones acerca de las redes de
Comunicaciones Industriales y los Sistemas de Control Distribuido con el fin
de englobar el sistema de Automatización y tener un control detallado de la
planta industrial en tiempo real.
A. Comunicaciones Industriales
Las Comunicaciones Industriales deben resolver la problemática de la
transferencia de información entre equipos de control del mismo nivel y
entre los correspondientes a los niveles contiguos de la pirámide CIM.
Para solucionar las comunicaciones en una planta de producción se pueden
considerar teóricamente dos estrategias diferentes:
� La utilización de redes distintas, específicas para cada uno de los
niveles de la pirámide CIM.
� La utilización de una red universal o una red integrada que atienda
de forma diferente a los distintos tipos transferencia de información
que se deben realizar en la pirámide CIM.

80
Ilustración 23. Clasificación las redes de Comunicaciones Industriales.
B. Diseño e implantación de sistemas de control distribuido basados en
autómatas programables
La implantación de un sistema electrónico de control distribuido implica la
utilización de un conjunto de redes de comunicaciones o una red universal
que resuelvan las transferencias de información entre los sistemas
utilizados en los diferentes niveles de la pirámide CIM.

81
� Metodología para el diseño y elección de un Sistemas de Control
Distribuido
Las principales tareas a realizar para implementar una instalación de
control distribuido son:
� Elección de los sistemas electrónicos de control.
� Elección de las diferentes redes que comunican entre sí los sistemas
electrónicos de control.
� Elección de la red que comunica los sistemas electrónicos de control
y los sensores o instrumentos asociados con cada uno de ellos.
� Configuración del sistema.
A continuación se describe brevemente cada una de ellas:
• Elección de los sistemas electrónicos de control
Se ha de tener en cuenta el número de variables de entrada y
salida, la velocidad de cálculo necesaria y las especificaciones de
comunicación con los sensores y con otros sistemas de control y
supervisión.
En esta elección se deben considerar otros tipos de parámetros
como por ejemplo: económicos, de estrategia de mantenimiento, etc.,
y por ello es difícil de definir reglas generales.
• Elección de las redes de comunicaciones
La elección de las redes de comunicaciones está suspendida al
resultado de la tarea anterior porque cada uno de los fabricantes con
mayor implantación en el mercado utiliza principalmente un
determinado conjunto de redes de comunicaciones normalizadas.
Además, algunos fabricantes de equipos de comunicaciones
industriales comercializan procesadores de comunicaciones que

82
permiten conectar autómatas programables de diferentes fabricantes
a redes normalizadas distintas de las del propio fabricante de
autómatas programables.
• Configuración del Sistema
El proceso de configuración es llevado a cabo mediante un
programa de diseño integrado. Dicho programa permite de forma
gráfica e interactiva, establecer las topologías y los parámetros
detallados de cada elemento de la red, y una vez finalizada la
descripción del sistema de control distribuido se transfiere a través de
un puerto de comunicaciones al autómata programable y al
procesador de comunicaciones, directamente o a través del primero.
En la Ilustración 26, se representa el esquema de bloques de un
sistema de control formado por un computador personal, un
autómata programable y un procesador de comunicaciones (CP).
Ejemplos de sistemas de configuración de una red de control
distribuido son las herramientas SIMATIC NET y Net Pro de
Siemens.
Como resumen de lo expuesto es conveniente resaltar que,
mediante los elementos físicos y herramientas de programación y a
pesar de que las redes industriales son muy complejas, su
configuración resulta extremadamente sencilla, es decir dicha
complejidad es transparente al usuario.

83
C. Confiablidad del Sistema de Control
En este punto se describen las consideraciones a tener en cuenta para
obtener un grado de Confiabilidad elevado del sistema de control.
Con relación al funcionamiento de un sistema bajo la garantía de
Confiabilidad (Dependability) y la propiedad que permite al usuario tener
una confianza justificada en el servicio que dicho sistema proporciona los
conceptos relativos a los atributos con parámetros para medir el nivel de la
misma.
Actualmente los mercados son cada vez más competitivos, los productos
en general y los sistemas electrónicos de control en particular, deben
cumplir determinadas especificaciones técnicas al menor precio posible y
para ello han de cumplir un conjunto de requisitos:
• Sus especificaciones técnicas se deben mantener durante un
determinado período de tiempo, lo cual da origen al concepto de
fiabilidad (Reliability).
Ilustración 24. Comunicación entre un ordenador personal, un autómata programable y un procesador de comunicaciones (CP) que
constituye un módulo del autómata programable.

84
• Deben estar operativos en cualquier instante en que se les necesite,
lo cual da origen al concepto de disponibilidad (Availability).
• En la mayoría de los casos deben ser reparables y en ellos la
disponibilidad depende del tipo de mantenimiento que se realice, lo
que da lugar al concepto de mantenibilidad (Maintainability).
• En muchas aplicaciones el proceso o la máquina controlada
mediante un sistema electrónico de control puede alcanzar una
situación peligrosa si se produce un fallo de este último. Esto hace
que resulte imprescindible que el sistema electrónico no falle y que
en el caso de que lo haga, asegure que sus salidas adopten valores
que no supongan un riesgo para la instalación de la que forma parte,
para las personas que trabajan en ella o para el entorno (medio
ambiente). La exigencia de este comportamiento da lugar al
concepto de seguridad ante averías (Safety).
Dado que la confiabilidad está formada por estos cuatro atributos, se la
suele conocer por la denominación de tecnología RAMS (Reliability-
Availability-Maintainability-Safety).
Además de la fiabilidad, la disponibilidad, la mantenibilidad y la seguridad
se pueden considerar otros atributos complementarios como son el nivel de
comportamiento, la predictibilidad, la protección de la propiedad intelectual y
la verificabilidad.

85
3.3. REVISIÓN Y CONSOLIDACIÓN DE RESULTADOS
Antecedentes de los Resultados:
Selección de Equipos
• Según Mendoza A. Tesis de “Propuesta de Actualización del Sistema de
Control de Atemperación del sobrecalentador de un Generador de Vapor”,
para realizar la implementación física del sistema de control de
atemperación mediante un PLC, es necesario mencionar las características
que tiene que reunir el PLC con el cual se implementará este sistema de
control, para así realizar la selección del controlador a utilizar, y son las
siguientes:
o Tener la capacidad de procesar señales tanto discretas como
analógicas en su arquitectura de programación.
o Tener la capacidad de procesar un gran número de entradas y
salidas en su estructura funcional.
o Tener una arquitectura modular de entradas y salidas que pueda ser
configurable desde su programación.
o Tener compatibilidad con tarjetas de entradas y salidas analógicas de
4-20mA.
o Contener instrucciones con las cuales se puedan realizar
operaciones matemáticas.
o Tener una capacidad de memoria de programa amplia para la
implementación de arquitecturas de control regulatorio.
o Contener instrucciones con las cuales se puedan implementar
arquitecturas de control regulatorio en su programación.
o Tener la capacidad de comunicación con otros equipos por medio de
interfaces flexibles a protocolos de comunicaciones.

86
Tomando en cuenta todas las características nombradas anteriormente,
la selección se enfoca al PLC Allen Bradley SLC 500, ya que este
controlador cumple con las características antes mencionadas.
• Según Martínez G. Tesis de “Aplicación de la Automatización en el Proceso
de Deshidratación de Alimentos de la Industria Avícola”, donde se
selecciona el PLC S7-300 de SIEMENS ya que proporciona la suficiente
flexibilidad para una solución de control total. El conjunto de sus
instrucciones del procesador, sus herramientas de programación avanzada
y sus capacidades de expansión son buenas razones para su selección en
las aplicaciones de control.
Este tipo de PLC, es denominado como de tipo modular, debido a que
posee la capacidad de expandirlo, adaptándolo a los requerimientos de
control, dando como resultado, un sistema altamente efectivo ya que sus
capacidades no excederán de manera significativa las exigencias del
proceso.
• Según Saeb J. Tesis de “Envasado y Automatizado de Productos Lácteos”,
Establece como prioridad la necesidad del usuario indicando los siguientes
parámetros:
o Velocidad de llenado para incrementar de la producción.
o Reducción de tiempo en etapas de proceso sin que la producción se
detenga.
o Mejorar la eficiencia.
o Aumentar el número de líneas de producción.
o Seguridad ante contaminaciones.
o El peso del producto.
Con estos parámetros se establecieron criterios y se desarrollaron
cálculo para la selección de los equipos neumáticos y eléctricos.

87
Aporte propio de resultados:
De lo descrito anteriormente se interpretan los hallazgos definiendo los
siguientes criterios para la selección de un sistema automático.
Se llega como resultado final:
� El presupuesto del proyecto impacta en la selección de los equipos por el
costo de cada dispositivo.
� Las características del proceso determinara la marca y plataforma
adecuada para un funcionamiento óptimo de la planta.
� Las consideraciones del personal de operaciones es necesaria para la
etapa de instalación
� El tiempo de vida del sistema en base a los cambios de la planta y
avances de la tecnología.
� Para iniciar con la documentación de un proyecto es necesario recurrir a
los lineamientos de la planta cuales son los requerimientos y los
alcances del proyecto para determinar el nivel de automatización que
necesitará de la planta.
� Definir las etapas y el flujo del proceso para desarrollar una óptima
filosofía de control para entender el funcionamiento del sistema
automático y que zonas específicas serán automatizadas.
A continuación se muestran tablas de:
• Comparaciones de datos técnicos entre marcas conocidas de equipos de
automatización.
Comparativo entre PLC:
En las siguientes tablas se muestran comparativos entre parámetros del PLC
marca Siemens en las series S7-200 y S7-400.

88
Caracterìsticas CPU 221 CPU 222 CPU 224 CPU 224XP CPU226
E/S integradas 6 DI / 4DO 8 DI / 6 DO 14 DI / 10 DO 14 DI / 10 DO 24 DI / 16 DO
Màximo nùmero E/S
mediante mòdulos de
expansiòn (EM)
- 32/32 80/64 80/64 104/104
Màximo nùmero de
canales10 78 168 168 248
Canales analògicos (E/S
Canales)- 16; 8; 16 32; 28; 44 32; 28; 44 32; 28; 44
Memoria de programa
/ datos4 kB / 2 kB 4 kB / 2 kB 12 kB / 8 kB 16 kB / 10 kB 24 kB / 10 kB
Tiempo de ejecuciòn /
Instrucciòn0,22 µs 0,22 µs 0,22 µs 0,22 µs 0,22 µs
Marcas / Contador /
Temporizador256; 256; 256 256; 256; 256 256; 256; 256 256; 256; 256 256; 256; 256
Contadores Ràpidos 4 x 30 KHz 4 x 30 KHz 6 x 30 KHz 6 x 30 KHz 6 x 30 KHz
Reloj de tiempo real Opcional Opcional Si Integrado Integrado
Salida de implusos 2 x 20 KHz 2 x 20 KHz 2 x 20 KHz 2 x 20 KHz 2 x 20 KHz
Puertos de
comunicaciones1 x RS 485 1 x RS 485 1 x RS 485 2 x RS 485 2 x RS 485
Potenciòmetros
analògicos1 1 2 2 2
Caracterìsticas CPU 412-2 CPU 414-2 CPU 413-2 PN / DP CPU 416-2 CPU 417 CPU 417 F / H
Memoria de trabajo 512 kB 1 MB 2,8 MB 5,6 MB 30 MB 30 MB
Nùmero de ED / SD 32768 / 32768 65536 / 65536 65536 / 65536 131072 131072 131072
Nùmero de EA / SA 2048 / 2048 4096 / 4096 4096 / 4096 8192 8192 8192
Tiempo de ejecuciòn
de las instruccionesmin. 75 ns min. 45 ns min. 45 ns min. 30 ns min. 18 ns (0,018 µs) min. 18 ns (0,018 µs)
FB / FC / DB 1500; 1500; 3000 3000; 3000; 6000 3000; 3000; 6000 5000; 5000; 10000 8000; 8000; 16000 6144; 6144; 8191
Marcas / marca imp. 4096/8 bit 8192/8 bit 8192/8 bit 16384/8 bit 16384/8 bit 16384/8 bit
Temp. / contadores 2048 2048 2048 2048 2048 2048
Interfaces de
comunicaciòn
integrados en la unidad
central
X1: MPI/DP X2: DP X1: MPI/DP X2: DP X1: MPI/DP X3: DP X1: MPI/DP X3: DP
X1: MPI/DP X2: DP
X3: DP (Opicional)
X4: DP (Opcional)
X1: MPI/DP X2: DP
Tabla 2. Comparativo entre parámetros de PLC Siemens Serie S7-200. [31]
Tabla 3. Comparativo entre parámetros del PLC Siemens Serie S7-400. [31]

89
Comparativo entre I/O Remotos
En la siguiente tabla se muestra el comparativo entre módulos de entradas y
salidas (input/output) remotos según la familia ET-200 SIMATIC
SIMATIC ET 200SP ET 200M ET 200pro ET 200eco
Diseño
Grado de Protección IP20 IP20 IP 65/66/67 IP 65/66/67
Forma Escalabilidad granular Modular Modular Bloque
Montaje Perfil DIN Perfil soporte S7-300 Perfil soporte Montaje directo
Sistema de conexión para
sensores/actuadoresConexión mono o multifilar Conexión monohilo M8, M12, M23 M12
Aplicaciones Especiales
Funciones de seguridad Si Si Si Si
Uso en zona clasificada Zona 2, 22 Zona 2, 22 No No
Rango de temperatura 0 a 60°C 0 a 60°C 0 a 55°C 0 a 55°C
Comunicación
Profinet Si Si Si No
Profibus Si 12Mbits/s 12Mbits/s 12Mbits/s
AS-Interface Si No No No
Funciones
Canales digitales Si Si Si Si
Canales analógicos/ Hart Si Si Si No
Arrancadores de
motor/Convertidores de
frecuencia
No No Si No
Conexión a neumática Si Si Si No
Tabla 4. Comparativo familia ET-200 SIMATIC - Siemens. [31]

90
Elementos que componen un DCS (Sistema de Control Distribuido)
Bajo la plataforma del DCS que Rockwell Automation ha desarrollado
llamado PlantPAx. Se obtiene la siguiente tabla para seleccionar las
características del sistema.
Tabla 5. Selección de un DCS según información de Rockwell Automation.
Revisar
Elementos del sistema PlantPAx
Arquitecturas del sistema
PlantPAx System Estimator
Información sobre la versión del software
Seleccione
Servidor del sistema de automatización de
procesos (PASS)
Estación de trabajo con ingeniería incorporada
Estación de trabajo de operador
Estación de trabajo independiente
Servidores de aplicaciones
Seleccione
Controladores simplex
Controladores redundantes
Controladores basados en equipos modulares
Seleccione
Fanmilias de productos I/O
I/O de red de proceso
Seleccione
Virtualización
Controlador de dominio
Topología de red
Switches Ethernet
Opciones de alta disponibilidad
Seleccione
Opciones de control reglamentario
Opciones de control de supervisión
Seleccione
Sistemas Controllogix SIL 2
Sistemas GuardLogix SIL
Sistemas con clasificación SIL
Sistema de seguridad de
procesos
SELECCIÓN DEL SISTEMA PLANTPAX
Elementos del sistema y
Arquitectura
Servidores y Estaciones de
trabajo
Hardware y dimensionamiento
de controladores
Red de campo y conectividad
de I/O
infraestructura del sistema
Control Avanzado de procesos

91
Comparativo de Protocolos de Comunicación:
Comparativo entre los protocolos de comunicación más usados en el sector
industrial a nivel campo, controlador y gestión.
Tabla 6. Comparativo entre protocolos de comunicación.

92
• Comparación Económica
Esta parte ha sido dividida en 5 categorías principales: PLC Principal, I/O
remoto, Software, Tableros y Servicios. A su vez estos precios por el
servicio y suministro de los equipos son de 4 integradores, 2 de Siemens y
2 de Rockwell Automation como a continuación se presenta:
A continuación se presenta el resumen de la comparación económica en
Nuevos Soles:
Categoría Allen Bradley Siemens
V&C CS Bermit Dinaut
PLC Principal 33,273 34,487 25,636 22,218
IO Remoto 75,676 79,496 73,008 54,776
Software 11,973 11,835 16,115 13,190
Tableros 25,850 91,280 27,493 27,129
Servicio 150,000 105,000 62,571 52,058
TOTAL 296,772 322,098 204,823 169,371
Tabla 7. Resumen económico del sistema de automatización

93
Comparación de PLC Principal:
Ítem Allen Bradley Siemens
Cantidad V&C CS Cantidad Bermit Dinaut
Chasis 2 501 534 2 1,497 766
CPU 2 9,065 9,416 2 8,140 7,196
Tarjeta de Comunicación 2 2,219 2,286
Tarjeta de Memoria 2 1,284 1,561
Fuente 2 909 951 2 548 237
Módulo redundancia 2 3,876 3,977 4 609 609
Cable redundancia 1 133 159 2 130 130
TOTAL 33,273 34,487 25,636 22,218
Tabla 8. Costos de unidades del PLC.
Comparación I/O Remoto:
Ítem Allen Bradley Siemens
Cantidad V&C CS Cantidad Bermit Dinaut
Rail 12 46 47
Fuente 12 281 200 12 238 237
Módulo de Comunicación 12 578 613 12 567 406
24VDC x 32 DI 6 412 444 6 537 416
24VDC x 32 DO 31 445 478 31 745 577
Analog Input 8AI 24 1,165 1,211 24 743 548
Analog Output 8AO 1 1,853 1,914 1 743 1,360
Conector Frontal 62 166 193 62 65 48
Switch 4 RJ45 / 2 FO 7 1,285 1,331 7 1,984 1,230
TOTAL 75,676 79,496 73,008 54,776
Tabla 9. Costos de unidades de I/O Remoto

94
Comparación Software:
Ítem Allen Bradley Siemens
Cantidad V&C CS Cantidad Bermit Dinaut
Software Servidor 1 9,503 9,263 1 11,227 10,586
Software Cliente 1 2,470 2,572 1 4,888 2,604
TOTAL 11,973 11,835 16,115 13,190
Tabla 10. Costos del Software
Comparación de Tableros de Control:
Ítem Allen Bradley Siemens
V&C CS Bermit Dinaut
Tableros 25,850 91,280 27,493 27,129
Tabla 11. Costos de Tablero de control.
Comparación Servicio:
Ítem Allen Bradley Siemens
V&C CS Bermit Dinaut
Servicio 150,000 105,000 62,571 52,058
Tabla 12. Costos del Servicio de instalación
• Una encuesta a empresas industriales evaluando la experiencia de los
instaladores y el funcionamiento de la plataforma de Automatización. Ver
Anexos – Documentos – b.

95
Tal como se indicó anteriormente, la implantación de un sistema electrónico de
control distribuido implica la utilización de un conjunto de redes de comunicaciones
o una red universal que resuelvan las transferencias de información entre los
sistemas utilizados en los diferentes niveles de la Pirámide CIM.

96
CONCLUSIONES
� El desarrollo de una arquitectura de control se basa en parte, en
comprender el proceso que se desea controlar y/o supervisar. De esta
forma el sistema de control podrá realizar su trabajo eficientemente. El
análisis del proceso en plantas se basa en características del producto final
el cual debe llegar a estándares de calidad para el consumo humano y
distribución al mercado tema que la automatización debe tener en cuenta
para la productividad de la empresa.
� En la práctica, las máquinas y procesos automáticos llevan Actuadores
(cilindros neumáticos, motores eléctricos, etc.) Por consiguiente, el
automatismo obtenido pocas veces será totalmente eléctrico, sino que es
una asociación de componentes y dispositivos neumáticos y eléctricos para
mando y fuerza. De esta manera la combinación aire, electricidad y en
algunos casos oleohidráulico resultan una herramienta fuertemente
indispensable para automatizar cualquier proceso industrial de alimentos y
bebidas de manera eficiente.
� Un PLC (Controlador Electrónico) es una herramienta esencial en el
proceso de automatización de una planta, pues permite manipular
diferentes variables por medio de actuadores y sensores, más una
programación interna que logra un sincronismo con los dispositivos de
campo y capta una serie de órdenes deseadas para el programador y lo
que necesita el proceso de un producto para satisfacer las exigencias del
este mercado complejo.

97
RECOMENDACIONES
� Se debe evaluar las zonas críticas y peligrosas del proceso para considerar
un nivel de redundancia del sistema de control y no tener pérdidas de
producción por paradas inesperadas de la planta.
� Esta investigación puede ser usada en la práctica para especializaciones y
diplomados permitiendo hacer más didáctico el aprendizaje debido a que el
estudiando puede definir las consideraciones del proceso de selección de
equipos para automatizar y asimilar conceptos de control de procesos.
� Esta tesina se presenta de manera flexible y permite ser entendible para el
uso de profesionales dentro del trabajo continuo en ampliaciones de áreas
de control y con este material obtendrán más aplicaciones que mejoren los
proyectos de automatización.
� Para un mejor entendimiento de esta información es necesario tener un
estudio previo o estar trabajando en algún área ligada a la automatización
para evitar consideraciones erróneas.
� Al realizar la instrumentación se recomienda analizar bien el proceso y con
la ayuda de los manuales realizar una adecuada selección de instrumentos.
� Se recomienda una asesoría en los tipos de procesos para una mejora en el
planteamiento de las estrategias de control y una construcción adecuada de
la arquitectura de control o elección del sistema de control distribuido.
� Se debe tener en cuenta las normas respectivas para el desarrollo de un
proyecto de automatización y control.

98
BIBLIOGRAFÍA
• BIBLIOGRAFÍA DE REALIDAD PROBLEMÁTICA:
[1] Diario Comercio, Leslie Salas Oblitas, Enero 2014.
[2] Grupo Gloria, http://www.grupogloria.com/quienes.html
[3] Información de Proyecto de la Empresa Poch actualizado al 2014.
• BIBLIOGRAFÍA DE ANTECEDENTES Y MARCO TEÒRICO
[1] Ojeda, C. (2012), “Diseño de un sistema de automatización Industrial
para un sistema de bombeo de aguas ácidas”
[2] Pino, J. (2009), “Propuesta de automatización y control para la planta de
inyección de agua salada de la estación de descarga bared-8 perteneciente
al distrito Múcura”.
[3] Gonzalo, L. s/a, “Automatización de una planta industrial”
[4] Peñaloza, J. (2008), “Automatización e Instrumentación de una planta
embotelladora a escala”.
[5] Creus A., “Instrumentación Industrial”, (1997). Editorial Alfaomega.
México, 6ta Edición.
[6] TECSUP, Automatización Industrial con PLC.
http://www.tecsup.edu.pe/home/curso-y-programas-de-extension/cursos-y-
programas-de-extension/?sede=L&padre=3003&detail=4725
[7] Tutorial del Autómata S7-300 Siemens.
http://wikifab.dimf.etsii.upm.es/wikifab/images/b/b6/S7300BASICO.pdf

99
[8] Diario Comercio: Polo Industrial de Chilca, Lima Perú.
http://elcomercio.pe/economia/peru/chilca-polo-industrial-lima-que-requiere-
urgente-planificacion-noticia-1660675
[9] Pino J. (2009), “Automatización y Control para la Planta de Inyección de
Agua Salada”.
[10] Mayores Empresas en el Perú y América Latina.
http://rankings.americaeconomia.com/las-500-mayores-empresas-de-peru-
2014/ranking-500/las-mayores-empresas-del-peru/alimentos/
[11] Teoría de Automatización
http://sergio527-tgs.blogspot.com/2010/05/tipos-de-automatizacion.html
[12] Gómez, M. (2001). “Diseño de un sistema que permita la supervisión y
control a distancia de las pruebas de pozos productores de crudo”.
[13] Aguilera P. (2002), “Programación de PLC’s”.
[14] Conmutador Dispositivo de Red.
http://es.wikipedia.org/wiki/Conmutador_(dispositivo_de_red)
[15] Panel de Conexiones.
http://es.wikipedia.org/wiki/Panel_de_conexiones
[16] Tipologías de Red.
http://malventanoconstanza.blogspot.com/2011/06/topologia-de-red.html
[17] Telecontrol Sistema de Control Eficiente
http://w3app.siemens.com/mcms/infocenter/dokumentencenter/sc/ic/Docum
entsu20Brochures/SIMATIC%20NET_Telecontrol_042012_es_Web.pdf

100
[18] Fibra Óptica.
http://es.wikipedia.org/wiki/Fibra_%C3%B3ptica
[19] Redes de Comunicación Tipologías y Enlaces
http://www.uv.es/rosado/courses/sid/Capitulo2_rev0.pdf
[20] Ethernet IP.
http://en.wikipedia.org/wiki/EtherNet/IP
[21] Álvarez I, Jiménez L, Tenorio J. (2012), “Planteamiento de una
empresa de capacitación en mantenimiento de instrumentación industrial
para las variables de temperatura, presión y flujo para la pequeña y
mediana empresa”.
[22] Balta R. y Vásquez C. (2010), “Diseño del Sistema de Control
Automático del proceso de retratamiento del relave en la unidad minera
Orcopampa de la Empresa Buenaventura”.
[23] Diagrama de Flujo.
http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/galler
y/methodology/tools/diagrama_de_flujo.pdf
[24] Process Flow Diagram and Process and Instrument Drawing.
http://www.rff.com/process-flow-diagrams.htm
[25] Control Distribuido SIMATIC PCS7.
https://www.swe.siemens.com/spain/web/es/industry/automatizacion/control
_distribuido_simatic/pages/control_distribuido_pcs7.aspx

101
[26] Plant Automation and telecontrol in one System.
SIMATIC PCS 7 Telecontrol
[27] Corporación Lindley.
http://www.lindley.pe/contenido.php?pagina=33
[28] Álicorp.
http://www.alicorp.com.pe/espanol/nosotros.html
[29] Pepsico.
http://www.pepsico.com/
[30] Nestlé.
http://www.nestle.com.pe/nosotros/filosofiadenegocio
[31] Mandado E., “Autómatas programables y sistemas de automatización”,
(2009). Editorial Alfaomega. España, 2da Edición.
[32] Backus.
http://www.backus.com.pe/website/
[33] Molitalia.
http://www.molitalia.com/

102
ANEXOS
• Documentos
a. Filosofía de control
b. Tabla de encuestas a Empresas
• Planos
a. P&ID (Piping and Instrument Diagram).
b. PFD (Process Flow Diagram).
c. Arquitectura de Control.

103
FILOSOFIA DE CONTROL

104
TABLA DE ENCUESTA A EMPRESAS

105
P&ID (PIPING AND INSTRUMENT DIAGRAM)

106
PFD (PROCESS FLOW DIAGRAM)

107
ARQUITECTURA DE CONTROL

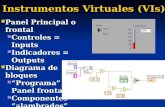















![341tico [modo de compatibilidade])](https://static.fdocuments.ec/doc/165x107/58a1b8ef1a28ab537c8b5df5/341tico-modo-de-compatibilidade.jpg)
