300 AUTO-CUT XT - thermal-dynamics.com · Durante el proceso de corte por plasma se producen gases...
116
AUTO-CUT 200 XT 400 200 3 SISTEMA DE CORTE POR PLASMA 300 Rev. AC Fecha: 28 de septiembre de 2013 Manual # 0-5290ES Características de operación: Manual de Operación AUTO-CUT XT ™
Transcript of 300 AUTO-CUT XT - thermal-dynamics.com · Durante el proceso de corte por plasma se producen gases...

AUTO
-CUT
200
XT
400200 3
SISTEMA DE CORTE POR PLASMA
300
Rev. AC Fecha: 28 de septiembre de 2013 Manual # 0-5290ESCaracterísticas de operación:
Manual de Operación
AUTO-CUT XT™
!NOSOTROS VALORAMOS SU TRABAJO!
Felicitaciones por su nuevo producto Victor Thermal Dynamics. Estamos or-gullosos de tenerlo como cliente y nos esforzaremos por brindarle el mejor y más fiable servicio de la industria. Este producto está respaldado por nuestra amplia garantía y nuestra extensa red internacional de atención al cliente. Para encontrar al distribuidor o al agente de servicio técnico más cercanos a su domicilio, llame al 1-800- 426-1888, o visite nuestra página web www.thermal-dynamics.com.
Este Manual de operación ha sido diseñado para instruirlo acerca del uso y operación correctos de su producto Victor Thermal Dynamics. Nuestra mayor preocupación es que esté satisfecho con el producto y que su operación sea segura. Por lo tanto, rogamos se tome el tiempo necesario para leer todo el manual, especialmente las Precauciones de seguridad. Le ayudarán a evitar los riesgos potenciales que pueden presentarse al trabajar con este producto.
¡USTED ESTÁ EN BUENA COMPAÑÍA!Thermal Dynamics, la marca elegida por contratistas y fabricantes en todo el mundo,Victor Thermal Dynamics es una marca global de los productos para corte por plasma manual o automatizado de Victor Technologies Inc.
Nos distinguimos de nuestros competidores por la fiabilidad de nuestros productos, líderes en el mercado, los que han superado la prueba del tiempo. Estamos orgullosos de nuestras innovaciones técnicas, precios competitivos, entrega excelente, la alta calidad de nuestra atención al cliente y asistencia técnica, junto a nuestra gran experiencia en ventas y marketing.
Por sobre todas las cosas, estamos comprometidos a desarrollar productos tecnológicamente avanzados para generar un ambiente de trabajo más seguro dentro de la industria de la soldadura.

! ADVERTENCIAS
Antes de instalar y operar el equipo, o realizar tareas de mantenimiento, lea este manual com-pleto y asegúrese de haber entendido todo su contenido así como también las prácticas de seguridad laboral de su empresa.A pesar de que la información contenida en este manual representa el mejor criterio del fabri-cante del equipo, éste no asume responsabilidad alguna sobre su utilización.
Fuente de alimentación para corte por plasma, Auto-Cut® 300 XT™Manual de Operación No. 0-5290ES
Publicado por:Victor Technologies82 Benning StreetWest Lebanon, New Hampshire, USA 03784(603) 298-5711
www.thermal-dynamics.com
© Copyright 2013 porVictor Technologies
Todos los derechos reservados.
Está prohibida la reproducción de este trabajo, en su totalidad o en parte, sin el consentimiento por escrito del editor.
Por la presente el editor declara que no asume ninguna responsabilidad para ninguna parte por ninguna pérdida o daño por cualquier error u omisión en este manual, independientemente de que tal error haya sido ocasionado por negligencia, accidente o cualquier otra causa.
Fecha de publicación: 17 de abril del 2013Fecha de revisión: 28 de septiembre de 2013
A los efectos de la garantía, guarde la siguiente información:
Lugar de compra: ___________________________________
Fecha de compra:______________________________________
Número de serie de la fuente de alimentación:_______________________________
Número de serie de la antorcha:_______________________

Esta página se ha dejado en blanco de forma intencionada.

Índice de materias
SECCIÓN 1: INFORMACIÓN GENERAL ................................................................................1-1
1.01 Notas, precauciones y advertencias ...........................................................1-11.02 Precauciones importantes relacionadas con la seguridad .........................1-11.03 Publicaciones ..............................................................................................1-21.04 Declaración de conformidad .......................................................................1-41.05 Declaración de garantía ..............................................................................1-5
SECCIÓN 2: ESPECIFICACIONES .........................................................................................2-1
2.01 Descripción general del sistema .................................................................2-12.02 Fuente de alimentación para plasma ..........................................................2-12.03 Antorcha para corte por plasma .................................................................2-12.04 Disposición de los componentes del sistema .............................................2-12.05 Especificaciones y requisitos eléctricos de fuente de alimentación ...........2-22.06 Dimensiones de la fuente de alimentación .................................................2-32.07 Elementos del panel posterior de la fuente de alimentación ......................2-42.08 Requisitos del gas ......................................................................................2-52.09 Aplicaciones del gas ...................................................................................2-52.10 Especificaciones de la antorcha XTTM-301 ................................................2-6
SECCIÓN 3: INSTALACIÓN ....................................................................................................3-1
3.01 Requisitos de la instalación ........................................................................3-13.02 Disposición del sistema ..............................................................................3-23.03 Identificación de los cables y las conexiones .............................................3-23.04 Instrucciones para levantar la fuente de alimentación ................................3-33.05 Instrucciones para conectar el cable de masa, el piloto y los
cables negativos .........................................................................................3-43.06 Conecte el cable de masa a la fuente de alimentación ..............................3-53.07 Conexiones de puesta a tierra ....................................................................3-63.08 Conexiones de puesta a tierra ....................................................................3-63.09 Conecte las líneas de fuente del gas y del líquido refrigerador ..................3-93.10 Cables para el CNC y el iniciador de arco/control del gas .......................3-103.11 Ajustar interruptores en el módulo de comandos - control .......................3-113.12 Conexiones del control de altura ..............................................................3-133.13 Conectar los cables de la antorcha al módulo de control del
gas/iniciador de arco .................................................................................3-143.14 Instalación y conexión del cabezal de la antorcha ...................................3-163.15 Instalación de las piezas consumibles de la antorcha ..............................3-173.16 Divisor de voltaje para el control de la altura de la antorcha iHC .............3-203:17 Llenar el sistema de refrigeración .............................................................3-22
SECCIÓN 4: OPERACIÓN .......................................................................................................4-1
4.01 Panel de control de la fuente de alimentación ............................................4-14.02 Funciones de la consola de control ............................................................4-24.03 Funcionamiento del sistema .......................................................................4-34.04 Selección del gas ........................................................................................4-54.05 Códigos de estado de la fuente de alimentación ........................................4-64.06 Calidad del corte .......................................................................................4-13

Índice de materiasSECCIÓN 5: MANTENIMIENTO ..............................................................................................5-1
5.01 Mantenimiento general ...............................................................................5-15.02 Procedimiento para limpiar el filtro de refrigerante .....................................5-15.03 Procedimiento para reemplazar el refrigerante ..........................................5-25.04 Mantenimiento del iniciador de arco ...........................................................5-35.05 Ajuste de la distancia disruptiva del iniciador de arco ................................5-4
SECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO .........................................................6-1
6.01 Fuente de alimentación de repuesto ..........................................................6-16.02 Cables de todos los amperajes ..................................................................6-16.03 Piezas de repuesto de la fuente de alimentación externa .........................6-36.04 Piezas de repuesto de la fuente de alimentación -
Lado inferior derecho ..................................................................................6-46.05 Piezas de repuesto de la fuente de alimentación -
Lado superior derecho ................................................................................6-56.06 Piezas de repuesto de la fuente de alimentación - Lado izquierdo ...........6-66.07 Piezas de repuesto de la fuente de alimentación RAS - GCM 1000 XT ....6-76.08 Piezas de repuesto de la fuente de alimentación - Panel posterior ............6-86.09 Piezas de repuesto de la fuente de alimentación -
Frontal del GCM1000XT .............................................................................6-96.10 Manguera recomendada para el suministro de gas ...................................6-9
SECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA .............................................................7-1
7.01 Instrucciones para retirar los consumibles .................................................7-17.02 Lubricación de la junta tórica (O-ring) .........................................................7-27.03 Desgaste de las piezas ...............................................................................7-27.04 Instalación de los consumibles de la antorcha ...........................................7-3
APÉNDICE 1: Módulo de control - CNC ................................................................................. A-1
Conexiones de la placa de circuitos impresos de control ........................................ A-1Funciones del CNC ................................................................................................. A-2Descripción de las entradas / salidas del CNC........................................................ A-4Activar / Desactivar CNC (entrada) ......................................................................... A-4Circuito simplificado del CNC .................................................................................. A-6Conexiones del CNC ............................................................................................... A-8
APÉNDICE 2: Disposición de la placa de circuitos impresos de la CPU del CCM .............. A-10
APÉNDICE 3: Disposición de la placa de circuitos impresos de E/S del CCM .................... A-12
APÉNDICE 4: Disposición de placa de circuitos impresos del piloto ................................... A-14
APÉNDICE 5: Disposición de la placa de circuitos impresos de la interfaz y el relé ........... A-16
APÉNDICE 6: Disposición de la placa de circuitos impresos de pantalla ............................ A-18
APÉNDICE 7: Disposición de la placa de circuitos impresos de polarización del sistema .. A-20
APÉNDICE 8: Disposición de la placa de circuitos impresos inferior del inverter principal . A-22
APÉNDICE 9: Disposición de la placa de circuitos impresos superior del inverter principal A-24

Índice de materiasAPÉNDICE 10: Disposición de la placa de circuitos impresos de fallos y control ................ A-26
APÉNDICE 11: Disposición de la placa de circuitos impresos inferior del Cap Bias ........... A-28
APÉNDICE 12: Disposición de la placa de circuitos impresos superior del Cap Bias ......... A-29
APÉNDICE 13: Disposición de placa de circuitos impresos del supresor ............................ A-30
APÉNDICE 14: ESQUEMA DEL SISTEMA pg 1 ................................................................. A-32
APÉNDICE 15: ESQUEMA DEL SISTEMA pg 2 ................................................................. A-34
APÉNDICE 16: PUBLICACIONES ANTERIORES ............................................................... A-36

Índice de materias

Auto-cut 300 Xt
Manual n.º 0-5290ES 1-1 GENERAL INFORMATION
SECCIÓN 1: INFORMACIÓN GENERAL
1.01 Notas, precauciones y advertenciasA lo largo de este manual, encontrará notas, precauciones y adver-tencias que se utilizan para destacar la información importante. Los textos destacados están divididos en categorías según se indica a continuación:
NOTE
Es una operación, procedimiento, o información acceso-ria que requiere un énfasis adicional o que ayuda a lograr un funcionamiento más eficiente del sistema.
PRECAUCIÓNEs una operación, procedimiento, o información acceso-ria que requiere un énfasis adicional o que ayuda a lograr un funcionamiento más eficiente del sistema.
! ADVERTENCIAEs un procedimiento que, si no es correctamente segui-do, puede ocasionar lesiones al operario o a terceros próximos al área de funcionamiento del equipo.
1.02 Precauciones importantes relacionadas con la seguridad
ADVERTENCIAS
LA UTILIZACIÓN Y EL MANTENIMIENTO DE LOS EQUI-POS DE ARCO DE PLASMA PUEDEN SER PELIGROSOS Y PONER EN RIESGO SU SALUD.
El corte por arco de plasma produce intensas emisiones eléctricas y magnéticas que pueden interferir con el fun-cionamiento correcto de marcapasos, audífonos y otros equipos electrónicos de uso medicinal. Las personas que utilizan equipos medicinales y trabajan cerca de los equipos de corte por arco de plasma, deben consultar a su profesional médico y al fabricante de los equipos médicos utilizados para determinar si existen riesgos.
Para evitar posibles lesiones, lea, asegúrese de entender y cumpla con todas las advertencias, precauciones de seguridad e instrucciones antes de utilizar el equipo. Cualquier pregunta que desee hacer, comuníquese con el teléfono 1-603-298-5711 o con su distribuidor local.
GASES Y HUMOS
Durante el proceso de corte por plasma se producen gases y humos que pueden ser peligrosos y riesgosos para su salud.
• Mantengatodoslosgasesyhumosalejadosdeláreaderes-piración. Mantenga su cabeza fuera de la columna de humo generada por el equipo.
• Silaventilaciónnoesadecuadaparaeliminartodoslosgasesy humos, utilice un respirador con suministro independiente de aire.
• Lasclasesdegasesyhumosgeneradosporelarcodeplasmadependen de la clase de metal que está siendo cortado, del revestimiento que lo recubre y de los distintos procesos. Sea muy cuidadoso cuando corte o suelde cualquier metal que pueda contener uno o más de los siguientes elementos:
Antimonio Cloro Mercurio Arsénico Cobalto Níquel Bario Cobre Selenio Berilio Plomo Plata Cadmio Manganeso Vanadio
• Lea siempre las hojas de datos de seguridad delmaterial(MSDS) que deben serle suministradas con el material que está utilizando. Estas hojas de datos le brindarán información acerca de la clase y cantidad de humos y gases que pueden ser peligrosos para su salud.
• Parainformarseacercadecomoprobarlaexistenciadehumosy gases en su lugar de trabajo, consulte el punto 1 en la sub-sección 03, ‘Publicaciones’ en este manual.
• Paracapturar losgasesyhumos,utiliceequiposespecialestales como agua o mesas con extracción inferior.
• Noutilicelaantorchadeplasmaenlugaresdondehayagaseso materiales combustibles o explosivos.
• Elfosgenoesungastóxicogeneradoapartirdelosvaporesemitidos por solventes y limpiadores clorados. Elimine todas las fuentes de estos vapores.
• ADVERTENCIA: Este producto contiene productos químicos, incluido plomo, reconocidos por el Estado de California como causantes de defectos congénitos y otros daños reproductivos. Lávese las manos después de manipular el producto.
DESCARGA ELÉCTRICA
Los electrochoques pueden ser mortales. El proceso del arco de plasma utiliza y produce energía eléctrica de alta tensión. Esta energía puede causarle una descarga eléctrica grave o mortal al operario o a otras personas cercanas al lugar de trabajo.
• Nuncatoquepartesdelequipobajotensiónocalientes.
• Useguantesyropassecas.Aísleseustedmismodelapiezasobre la que está trabajando o de otras partes del circuito de soldadura.
• Repareoreemplacetodaslaspiezasdesgastadasodañadas.
• Adopte cuidados extremos cuando el lugar de trabajo estéhúmedo o mojado.
• InstaleymantengaelequipodeacuerdoalcódigoNEC(Códigonacional eléctrico norteamericano); consulte el punto 9 en la subsección 1.03, Publicaciones.
• Antesderealizarcualquiertareademantenimientooreparación,desconecte la fuente de alimentación.
• LeaycumplatodaslasinstruccionesdelManualdeoperación.

Auto-cut 300 Xt
GENERAL INFORMATION 1-2 Manual n.º 0-5290ES
INCENDIO Y EXPLOSIÓN
Las escorias calientes, las chispas o el arco de plasma pueden oca-sionar un incendio o una explosión.
• Asegúresedequenohayamaterialescombustiblesoinflama-bles en el lugar de trabajo. Cualquier material que no pueda ser retirado del lugar debe ser protegido.
• Eliminemediante ventilaciónmecánica todos los vaporesinflamablesoexplosivosdellugardetrabajo.
• Nocortenisueldesobrerecipientesquepodríanhaberconte-nido combustibles.
• Sitrabajaenunazonaenlacualpodríahaberpeligrosdein-cendio, provéase de un sistema de vigilancia contra incendios.
• Alcortarpiezasdealuminiodebajodelaguaosobreunamesade agua, puede generarse gas hidrógeno y quedar dicho gas confinado debajo de la pieza. NO corte aleaciones de aluminio debajo del agua o sobre una mesa de agua a menos que el hidrógeno pueda ser eliminado o disipado. Si el hidrógeno confinadoseinflamacausaráunaexplosión.
RUIDO
El ruido puede ocasionar la pérdida permanente de la audición. Los procesos de arco de plasma pueden generar niveles de ruido que ex-cedan los límites de seguridad. Usted debe proteger sus oídos contra el ruido excesivo para evitar la pérdida permanente de la audición.
• Paraprotegersecontraelruidoexcesivo,usetaponesprotec-tores de oídos y/o auriculares protectores. Proteja al resto de las personas en el lugar de trabajo.
• Losnivelesderuidodebensermedidosparaasegurarsedeque los decibeles (unidad del sonido) no superen los niveles de seguridad.
• Para informarse acerca de cómoverificar el nivel de ruido,consulte el punto 1 en la subsección 03, Publicaciones, en este manual.
RAYOS DEL ARCO DE PLASMA
Los rayos del arco de plasma pueden lesionar sus ojos y quemar su piel. El proceso de arco de plasma produce una muy intensa luz ultravioleta e infrarroja. Si no está correctamente protegido, esta radiación dañará sus ojos y quemará su piel.
• Siempreusecaretadesoldadorparaprotegersusojos.Además,use siempre anteojos de seguridad con protectores laterales, gafas u otros protectores oculares.
• Useguantesdesoldadoryropasadecuadasparaprotegersupiel de la radiación y de las chispas.
• Mantengaenbuenascondicionessucaretaysusgafasdese-guridad. Reemplace los lentes que presenten fisuras, picaduras o suciedad.
• Proteja de la radiación del arco a otras personas ubicadasdentro del área de trabajo. Utilice casetas protectoras, pantallas o protecciones.
• Utilicelastonalidadesdefiltroparalentessugeridasaconti-nuación por la norma ANSI/ASC Z49.1:
recomendada recomendada Recomendada Corriente del arco Shade No. Shade No.
Menos de 300* 8 9
300 - 400* 9 12
400 - 800* 10 14* Estos valores se aplican en los casos en que la ra-diación del arco es directa a la vista. La experiencia ha demostrado que se pueden utilizar filtros más tenues cuando el arco está oculto detrás de la pieza.
! ADVERTENCIA ACERCA DEL PLOMO
ADVERTENCIA: Este producto contiene productos químicos, incluido plomo, reconocidos por el Estado de California como causantes de defectos congénitos y otros daños reproductivos. Lávese las manos después de manipular el producto.
1.03 PublicacionesSi necesita mayor información, consulte las normas siguientes o sus últimas revisiones:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910 (Normas de seguridad y salud ocupacional 29CFR 1910 de la OSHA); se pueden obtener en la Superintendencia de documentos, Imprenta del gobierno de los Estados Unidos, Washington, D.C. 20402
2. Norma ANSI Z49.1, SAFETY IN WELDING AND CUTTING (Se-guridad en el trabajo de soldadura y corte); se puede obtener en la American Welding Society (Sociedad Norteamericana de Soldadura), 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING (Seguridad y salud en el trabajo de soldadura por arco y soldadura y corte con gas); se puede obtener en la Superintendencia de documentos, Imprenta del gobierno de los Estados Unidos, Washington, D.C. 20402 20402
4. Norma ANSI Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION (PRáCTiCAS DE SEguRiDAD OCuPACiONAL Y EDuCACiONAL, PROTECCióN ocular y facial); se puede obtener en el American National Standards Institute (Instituto Nacional NorteamericanO DE NORmALizACióN), 1430 BROADwAY, NEw YORk, NY 10018
5. Norma ANSI Z41.1, STANDARD FOR MEN’S SAFETY-TOE FOOTWEAR (Norma para calzado de seguridad con puntera de PROTECCIÓN); SE PUEDE OBTENER EN EL AMERICAN NATIONAL STANDARDS Institute (Instituto Nacional Nor-teamericano de Normalización), 1430 Broadway, New York, NY 10018
6. Norma ANSI Z49.2, FIRE PREVENTION IN THE USE OF CUT-TING AND WELDING PROCESSES (Prevención de incendios al utilizar procesos de corte y soldadura; se puede obtener en el American National Standards Institute (Instituto Nacional Norteamericano de Normalización), 1430 Broadway, New York, NY 10018
7. Norma AWS A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES (Soldadura y corte en recipientes que han contenido combustibles); se puede obte-

Auto-cut 300 Xt
Manual n.º 0-5290ES 1-3 GENERAL INFORMATION
ner en la American Welding Society (Sociedad Norteamericana de Soldadura), 550 N.W. LeJeune Rd, Miami, FL 33126
8. Norma NFPA 51, OXYGEN-FUEL GAS SYSTEMS FOR WEL-DING, CUTTING AND ALLIED PROCESSES (Sistemas de oxígeno / gas combustible para soldadura, corte y procesos afines); se puede obtener en la National Fire Protection Asso-ciation (Asociación Nacional de Protección contra el Fuego), Batterymarch Park, Quincy, MA 02269
9. Norma NFPA 70, NATIONAL ELECTRICAL CODE (Código Nacional Eléctrico Norteamericano); se puede obtener en la National Fire Protection Association (Asociación Nacional de Protección contra el Fuego), Batterymarch Park, Quincy, MA 02269
10. Norma NFPA 51B, CUTTING AND WELDING PROCESSES (Procesos de corte y soldadura); se puede obtener en la National Fire Protection Association (Asociación Nacional de Protección contra el Fuego), Batterymarch Park, Quincy, MA 02269
11. CGA, Folleto P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS (Manejo seguro de cilindros de gases compri-midos); se puede obtener en la Compressed Gas Association (Asociación de Gas Comprimido), 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202
12. CSA Norma W117.2, CODE FOR SAFETY IN WELDING AND CUTTING (Código de seguridad en el trabajo de soldadura y corte); se puede obtener en la oficina de Venta de normas de la Canadian Standards Association (Asociación Canadiense de Normalización), 178 Rexdale Boulevard, Rexdale, Ontario, Canadá
13. Folleto de la NWSA, WELDING SAFETY BIBLIOGRAPHY (Bi-bliografía de seguridad en la soldadura); se puede obtener en la National Welding Supply Association (Asociación Nacional de Suministros para Soldadura), 1900 Arch Street, Philadelphia, PA 19103
14. Norma AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS SUBSTANCES (Prácticas de seguridad recomendadas para trabajos de solda-dura y corte de recipientes y tuberías que han contenido sus-tancias peligrosas); se puede obtener en la American Welding Society (Sociedad Norteamericana de Soldadura), 550 N.W. LeJeune Rd, Miami, FL 33126
15. Norma ANSI Z88.2, PRACTICE FOR RESPIRATORY PROTEC-TION (Prácticas para protección respiratoria); se puede obtener en el American National Standards Institute (Instituto Nacional Norteamericano de Normalización), 1430 Broadway, New York, NY 10018

Auto-cut 300 Xt
GENERAL INFORMATION 1-4 Manual n.º 0-5290ES
1.04 Declaración de conformidadFabricante: Victor Thermal DynamicsDirección: 82 Benning Street West Lebanon, New Hampshire 03784 USA
El equipo descripto en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de baja tensión’ (Directiva del Consejo Europeo 2006/95/EC) y con la legislación nacional para el cumplimiento de esta Directiva.
El equipo descripto en este manual cumple con todos los aspectos aplicables y reglamentos de la ‘Directiva de EMC’ (Compatibilidad electromagnética) (Directiva del Consejo Europeo 2004/108/EC) y con la legislación nacional para el cumplimiento de esta Directiva.
Los números de serie son únicos para cada equipo y detallan la descripción, las piezas utilizadas para la fabricación de la unidad y la fecha de fabricación.
Estándar nacional y especificaciones técnicas
Este producto se diseña y fabrica de acuerdo con ciertos estándares y requisitos técnicos. Entre los que se incluyen:* Norma CAN/CSA E60974-1: 2011/12/01, para equipos de soldadura por arco de la CSA (Asociación Canadiense de Normalización). *EnsayodeinflamabilidaddetodaslasplacasdecircuitosimpresosutilizadassegúnelUL(UnderwritersLaboratory)clasificación94VO.* Norma CENELEC EN 60974-10:2007 EMC para equipos de soldadura por arco. * Normas ISO/IEC 60974-1: 2012 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) aplicables a equipos de corte por plasma y accesorios asociados.
* Para aquellos ambientes en los cuales exista un elevado riesgo de sufrir descargas eléctricas, las fuentes de alimentación marcadas con el símbolo 'S' cumplen con la norma EN50192 cuando son utilizadas junto con antorchas de mano con puntas expuestas, siempre que estén equipadas con guías de sujeción vertical correctamente instaladas.
* Dentro de la fábrica, y como parte de la rutina del proceso de fabricación y diseño, se llevan a cabo exhaustivas verificaciones del diseño del producto. De esta forma se comprueba que el producto es seguro y funciona según lo especificado, cuando es utilizado de acuerdo a las instrucciones incluidas en este manual y a las normas relacionadas con la industria. El proceso de fabricación incluye ensayos rigurosos para asegurar que el producto cumple o supera todas las especificaciones de diseño.
Victor Thermal Dynamics ha estado fabricando productos por más de 30 años, y continuará en el logro de la excelencia dentro de su área de fabricación.
Representante responsable del fabricante: Steve Ward Operations Director Victor Technologies Europe Europa Building Chorley N Industrial Park Chorley, Lancashire, England PR6 7BX
Auto-cut 300 Xt
Manual n.º 0-5290ES 1-5 GENERAL INFORMATION
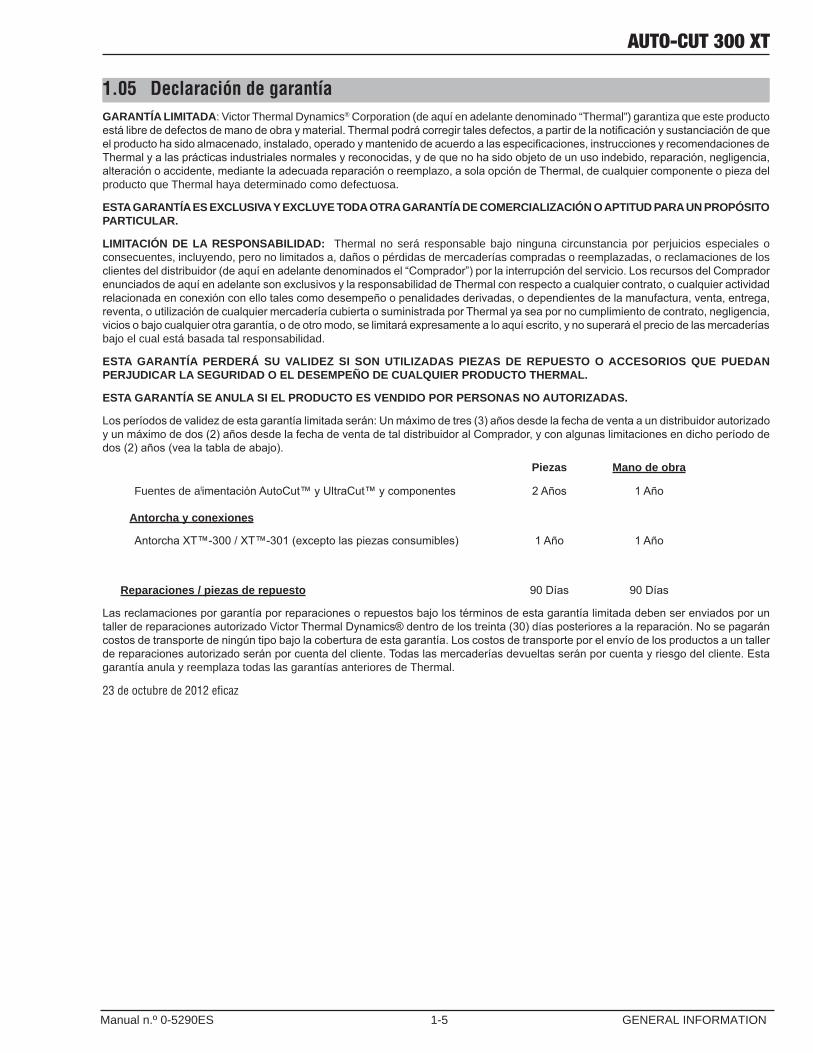
1.05 Declaración de garantíaGARANTÍA LIMITADA: Victor Thermal Dynamics® Corporation (de aquí en adelante denominado “Thermal”) garantiza que este producto está libre de defectos de mano de obra y material. Thermal podrá corregir tales defectos, a partir de la notificación y sustanciación de que el producto ha sido almacenado, instalado, operado y mantenido de acuerdo a las especificaciones, instrucciones y recomendaciones de Thermal y a las prácticas industriales normales y reconocidas, y de que no ha sido objeto de un uso indebido, reparación, negligencia, alteración o accidente, mediante la adecuada reparación o reemplazo, a sola opción de Thermal, de cualquier componente o pieza del producto que Thermal haya determinado como defectuosa.
ESTA GARANTÍA ES EXCLUSIVA Y EXCLUYE TODA OTRA GARANTÍA DE COMERCIALIZACIÓN O APTITUD PARA UN PROPÓSITO PARTICULAR.
LIMITACIÓN DE LA RESPONSABILIDAD: Thermal no será responsable bajo ninguna circunstancia por perjuicios especiales o consecuentes, incluyendo, pero no limitados a, daños o pérdidas de mercaderías compradas o reemplazadas, o reclamaciones de los clientes del distribuidor (de aquí en adelante denominados el “Comprador”) por la interrupción del servicio. Los recursos del Comprador enunciados de aquí en adelante son exclusivos y la responsabilidad de Thermal con respecto a cualquier contrato, o cualquier actividad relacionada en conexión con ello tales como desempeño o penalidades derivadas, o dependientes de la manufactura, venta, entrega, reventa, o utilización de cualquier mercadería cubierta o suministrada por Thermal ya sea por no cumplimiento de contrato, negligencia, vicios o bajo cualquier otra garantía, o de otro modo, se limitará expresamente a lo aquí escrito, y no superará el precio de las mercaderías bajo el cual está basada tal responsabilidad.
ESTA GARANTÍA PERDERÁ SU VALIDEZ SI SON UTILIZADAS PIEZAS DE REPUESTO O ACCESORIOS QUE PUEDAN PERJUDICAR LA SEGURIDAD O EL DESEMPEÑO DE CUALQUIER PRODUCTO THERMAL.
ESTA GARANTÍA SE ANULA SI EL PRODUCTO ES VENDIDO POR PERSONAS NO AUTORIZADAS.
Los períodos de validez de esta garantía limitada serán: Un máximo de tres (3) años desde la fecha de venta a un distribuidor autorizado y un máximo de dos (2) años desde la fecha de venta de tal distribuidor al Comprador, y con algunas limitaciones en dicho período de dos (2) años (vea la tabla de abajo).
Piezas Mano de obra
Fuentes de alimentación AutoCut™ y UltraCut™ y componentes 2 Años 1 Año
Antorcha y conexiones
Antorcha XT™-300 / XT™-301 (excepto las piezas consumibles) 1 Año 1 Año
Reparaciones / piezas de repuesto 90 Días 90 Días
Las reclamaciones por garantía por reparaciones o repuestos bajo los términos de esta garantía limitada deben ser enviados por un taller de reparaciones autorizado Victor Thermal Dynamics® dentro de los treinta (30) días posteriores a la reparación. No se pagarán costos de transporte de ningún tipo bajo la cobertura de esta garantía. Los costos de transporte por el envío de los productos a un taller de reparaciones autorizado serán por cuenta del cliente. Todas las mercaderías devueltas serán por cuenta y riesgo del cliente. Esta garantía anula y reemplaza todas las garantías anteriores de Thermal.
23 de octubre de 2012 eficaz

Auto-cut 300 Xt
GENERAL INFORMATION 1-6 Manual n.º 0-5290ES
Esta página se dejó intencionalmente en blanco.

Manual n.º 0-5290ES 2-1 ESPECIFICACIONES
Auto-cut 300 XtSECCIÓN 2: ESPECIFICACIONES
2.01 Descripción general del sistema
Una configuración habitual del sistema Auto-Cut 300 XT™ incluirá:
• Unafuentedealimentación
• Antorchadecorteporplasmaparausogeneralconcablesdeconexión
• JuegodepiezasderepuestoparalaantorchaLoscomponentesdebenserconectadosdurantelainstalación.
2.02 Fuente de alimentación para plasma
Lafuentedealimentaciónsuministralacorrientenecesariaparalasoperacionesdecorte.Lafuentedealimentacióntambiénsupervisaelfuncionamientodelsistemayenfríayhacecircularellíquidorefrigeranteporlaantorchaylasconexiones.
2.03 Antorcha para corte por plasma
Laantorchaentregalacorrientecontroladaalapiezaacortaratravésdelarcoprincipal,realizandoelcortedelmetal.
2.04 Disposición de los componentes del sistema
Cables demasaO
Alimentación eléctrica
Pieza
Antorcha
Fuente de alimentación de Auto-Cut 300XT
Iniciador de arco / Módulo de control
de gas (GCM-1000XT)
Retorno del piloto
Negative
Suminis.de refrig.
Retorno de refrig.
Cable de Control
CNC
Tubo deposicionamiento
Cable decontrol
Cable de tierra
P
A
B
C
D
E
K
G: Conexiones de la antorcha, protección - Suminis.de refrig. w/ negativos - Retorno de refrig. - Retorno del piloto - Gas plasma - Gas protecc.
F
Art # A-11902SEU_AB
F1
Cable de CNC
ESPECIFICACIONES 2-2 Manual n.º 0-5290ES
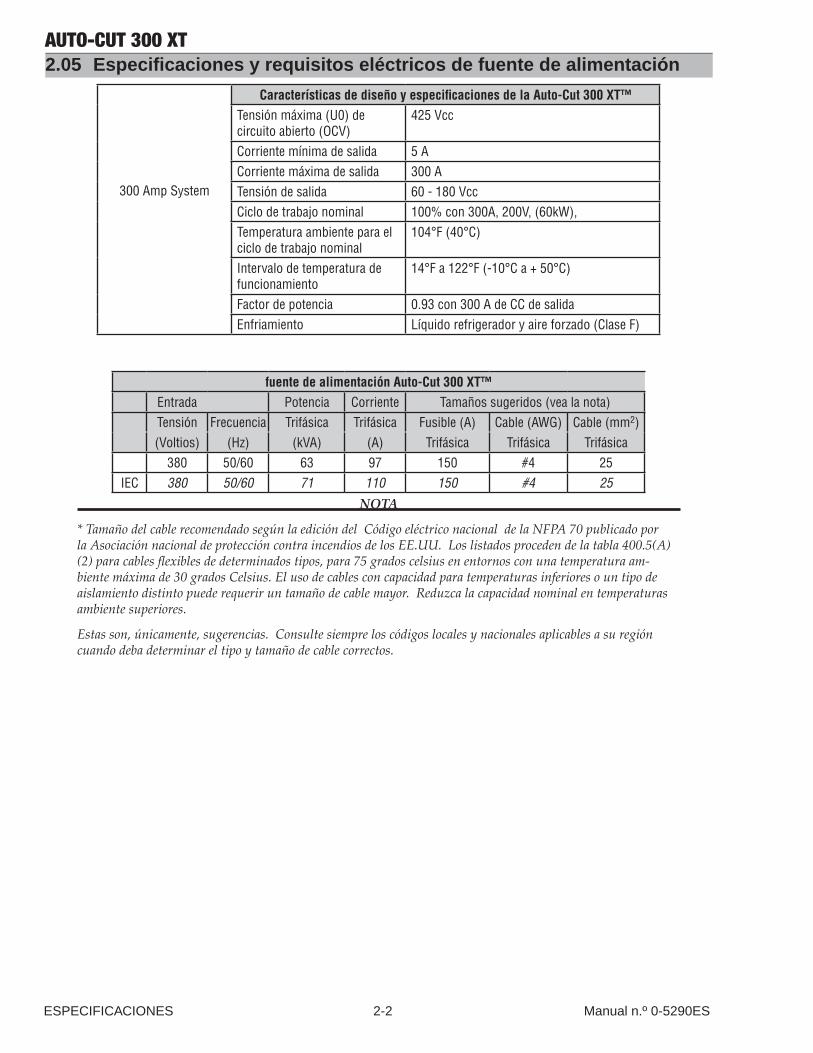
Auto-cut 300 Xt 2.05 Especificaciones y requisitos eléctricos de fuente de alimentación
300 Amp System
Características de diseño y especificaciones de la Auto-Cut 300 XT™ Tensión máxima (U0) de circuito abierto (OCV)
425 Vcc
Corriente mínima de salida 5 ACorriente máxima de salida 300 ATensión de salida 60 - 180 VccCiclo de trabajo nominal 100% con 300A, 200V, (60kW),Temperatura ambiente para el ciclo de trabajo nominal
104°F (40°C)
Intervalo de temperatura de funcionamiento
14°F a 122°F (-10°C a + 50°C)
Factor de potencia 0.93 con 300 A de CC de salidaEnfriamiento Líquido refrigerador y aire forzado (Clase F)
fuente de alimentación Auto-Cut 300 XT™Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
380 50/60 63 97 150 #4 25IEC 380 50/60 71 110 150 #4 25
NOTA
* Tamaño del cable recomendado según la edición del Código eléctrico nacional de la NFPA 70 publicado por la Asociación nacional de protección contra incendios de los EE.UU. Los listados proceden de la tabla 400.5(A)(2) para cables flexibles de determinados tipos, para 75 grados celsius en entornos con una temperatura am-biente máxima de 30 grados Celsius. El uso de cables con capacidad para temperaturas inferiores o un tipo de aislamiento distinto puede requerir un tamaño de cable mayor. Reduzca la capacidad nominal en temperaturas ambiente superiores.
Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplicables a su región cuando deba determinar el tipo y tamaño de cable correctos.

Manual n.º 0-5290ES 2-3 ESPECIFICACIONES
Auto-cut 300 Xt2.06 Dimensiones de la fuente de alimentación
Art # A-11918
40.6 inch 1031.2 mm
27.5 inch 698.5 mm
55 inch1397 mm
610 lb / 277 kg

ESPECIFICACIONES 2-4 Manual n.º 0-5290ES
Auto-cut 300 Xt 2.07 Elementos del panel posterior de la fuente de alimentación
Art # A-11919SEU
Lámpara indicadorade tensión de
alimentación CA
Retorno de negativo
Filtro de refrigerante
C.C.M.
Panel del interruptor
Customer PortInput Power
Customer Optional Port
Cable del piloto
Cable de masa
Fusible
Gas Control J56Iniciador de arco J58
CNC Control a J15
Iniciador de arco a J59
Gas Control a J55J54 TSC/Comm
Gas de plasma - En
Agua - En
Gas de protección - En
Factory installedGround (F)
Customer Optional Port
System EarthGround
Gas Selection Switch
Retorno de refrigerante
Suministro de refrigerante

Manual n.º 0-5290ES 2-5 ESPECIFICACIONES
Auto-cut 300 Xt2.08 Requisitos del gas
Elclientesuministrarátodoslosgasesyreguladoresdepresión.Losgasesdebenserdealtacalidad.Losregula-doresdepresióndebenequiparsecondiafragmasdeaceroinoxidableeinstalarsetancercacomoseaposibledelaconsoladegases.
Requisitos de presión, caudal y calidad del gas para la fuente de alimentación Auto-Cut 300 XT™ Gas Calidad Presión mínima Caudal
O2 (oxígeno) Pureza 99.5% (Se recomienda licuado)
120 psi 8.3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrógeno)Pureza 99.5%
(Se recomienda licuado) <1000 ppm O2, <32 ppm H2O)
120 psi 8.3 bar / 827 kPa 300 scfh (8496 l/h)
Aire comprimido o en Cilindros
Limpio, seco, libre de aceite (vea la nota 1)
120 psi 8.3 bar / 827 kPa 450 scfh (12743 l/h)
H35 (Argón-Hidrógeno) H35 = 35% Hidrógeno,
65% Argón
Pureza 99.995% (Se recomienda gas)
120 psi 8.3 bar / 827 kPa 200 scfh (5664 l/h)
H2O (agua) Vea la nota 2 50 psi (3.5 bar) 10 gph (38 lph)
Nota 1: el suministro de aire debe estar correctamente filtrado para eliminar todo el aceite o grasa. El aceite o la grasa provenientes del sistema de aire comprimido o de los cilindros pueden ocasionar incendios al combinarse con el oxígeno.
A los efectos del filtrado, debe montarse un filtro coalescente capaz de retener partículas de 0,01 micrones tan cerca como sea posible de los accesos de entrada de gas del módulo de control de gas.
Nota 2: el suministro de agua de la red no necesita ser desionizado pero, en aquellos sistemas en los cuales el contenido de sales minerales es extremadamente alto, se recomienda utiliza un ablandador de agua. También debe ser filtrada el agua con elevado contenido de partículas extrañas.
Nota 3: para asegurar una adecuada presión de agua se recomienda utilizar el regulador de presión Nro. 8-6118.
2.09 Aplicaciones del gas
MATERIAL ACERO DULCE ACERO INOXIDABLE ALUMINIO
OPERACIÓN PLASMA PROTECCIÓN PLASMA PROTECCIÓN PLASMA PROTECCIÓN
CORTE 55A
Aire AireAire Aire Aire Aire
O2 O2
CORTE 100A
Aire AireAire Aire Aire AireN2 H20 N2 H20
O2 O2 H35 N2 H35 N2
CORTE 200A
Aire AireAire Aire Aire AireN2 H20 N2 H20
O2 Aire H35 N2 H35 N2CORTE 300A Aire Aire Aire Aire Aire Aire

ESPECIFICACIONES 2-6 Manual n.º 0-5290ES
Auto-cut 300 Xt 2.10 Especificaciones de la antorcha XTTM-301
A. Dimensiones de la antorcha
Art # A-11538SEU
2.25"57.15 mm
2.0"50.8 mm
2.4"61 mm
1.49"37.8 mm
19"482.7 mm
15.5"393.8 mm
2.7"69.6 mm
1.6"40. mm
3.98"101.1 mm
6.3"160.1 mm
Tubo de montaje
TapaXT
-301
100
am
perio
s bá
sico
B. Longitud de las conexiones de la antorcha
Montaje de conexiones de gas
LongitudPies Metros10 3.0515 4.625 7.650 15.275 22.8100 30.4
Manual n.º 0-5290ES 2-7 ESPECIFICACIONES
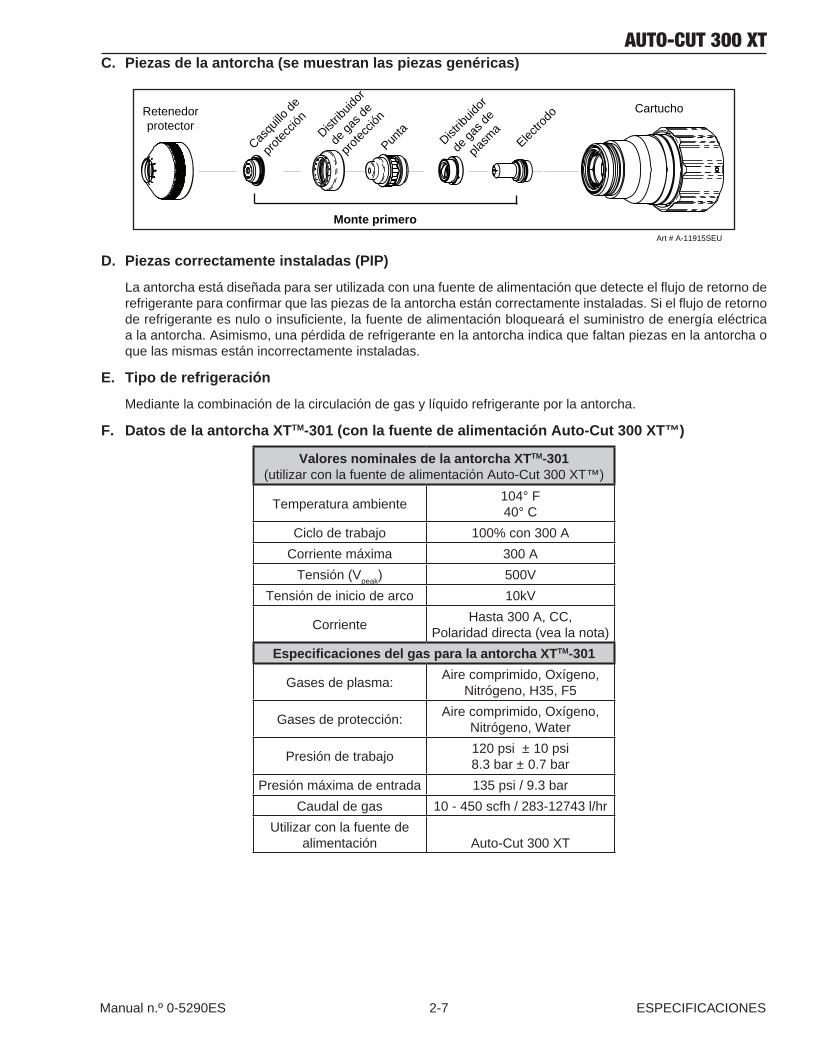
Auto-cut 300 XtC. Piezas de la antorcha (se muestran las piezas genéricas)
Retenedorprotector
Casqu
illo d
e
prot
ecció
nDist
ribuid
or
de g
as d
e
prot
ecció
n
Punta
Distrib
uidor
de g
as d
e
plasm
aElec
trodo
Cartucho
Art # A-11915SEU
Monte primero
D. Piezas correctamente instaladas (PIP)
La antorcha está diseñada para ser utilizada con una fuente de alimentación que detecte el flujo de retorno de refrigerante para confirmar que las piezas de la antorcha están correctamente instaladas. Si el flujo de retorno de refrigerante es nulo o insuficiente, la fuente de alimentación bloqueará el suministro de energía eléctrica a la antorcha. Asimismo, una pérdida de refrigerante en la antorcha indica que faltan piezas en la antorcha o que las mismas están incorrectamente instaladas.
E. Tipo de refrigeración
Mediante la combinación de la circulación de gas y líquido refrigerante por la antorcha.
F. Datos de la antorcha XTTM-301 (con la fuente de alimentación Auto-Cut 300 XT™)
Valores nominales de la antorcha XTTM-301 (utilizar con la fuente de alimentación Auto-Cut 300 XT™)
Temperatura ambiente104° F 40° C
Ciclo de trabajo 100% con 300 A
Corriente máxima 300 A
Tensión (Vpeak) 500V
Tensión de inicio de arco 10kV
CorrienteHasta 300 A, CC,
Polaridad directa (vea la nota)
Especificaciones del gas para la antorcha XTTM-301
Gases de plasma:Aire comprimido, Oxígeno,
Nitrógeno, H35, F5
Gases de protección:Aire comprimido, Oxígeno,
Nitrógeno, Water
Presión de trabajo120 psi ± 10 psi 8.3 bar ± 0.7 bar
Presión máxima de entrada 135 psi / 9.3 bar
Caudal de gas 10 - 450 scfh / 283-12743 l/hr
Utilizar con la fuente de alimentación Auto-Cut 300 XT

ESPECIFICACIONES 2-8 Manual n.º 0-5290ES
Auto-cut 300 Xt
Esta página se dejó intencionalmente en blanco.

Manual n.º 0-5290ES 3-1 INSTALACIÓN
Auto-cut 300 XtSECCIÓN 3: INSTALACIÓN
3.01 Requisitos de la instalación
Suministro eléctrico
Lareddealimentacióneléctricaylossistemasdesuministrodegasyaguadebencumplirconlasnormaslocalesdeseguridad.Sucumplimientodebeserverificadoporpersonalcualificado.
Fuente de alimentación Auto-Cut 300 XT™ Entrada Potencia Corriente Tamaños sugeridos (vea la nota)Tensión Frecuencia Trifásica Trifásica Fusible (A) Cable (AWG) Cable (mm2)(Voltios) (Hz) (kVA) (A) Trifásica Trifásica Trifásica
380 50/60 63 97 150 #4 25IEC 380 50/60 71 110 150 #4 25
NOTA
* Tamaño del cable recomendado según la edición del Código eléctrico nacional de la NFPA 70 publicado por la Asociación nacional de protección contra incendios de los EE.UU. Los listados proceden de la tabla 400.5(A)(2) para cables flexibles de determinados tipos, para 75 grados celsius en entornos con una temperatura ambiente máxima de 30 grados Celsius. El uso de cables con capacidad para temperaturas inferiores o un tipo de aislamiento distinto puede requerir un tamaño de cable mayor. Reduzca la capacidad nominal en temperaturas ambiente superiores.
Estas son, únicamente, sugerencias. Consulte siempre los códigos locales y nacionales aplicables a su región cuando deba determinar el tipo y tamaño de cable correctos.
PRECAUCIÓNEl tamaño de los fusibles y cables se brinda solamente a título de referencia. La instalación debe cumplir con los códigos nacionales y locales para el tipo de cable utilizado y para el método de montaje.
Suministro de gas
Elclientedebesuministrartodoslosgasesyreguladoresdepresión.Losgasesdebenserdealtacalidad.Losreguladoresdepresióndebenserdedosetapasyestarinstaladostancercacomoseaposiblealaconsoladegas.Elgascontaminadopuedeocasionarunoovariosdelossiguientesproblemas:
• Velocidaddecortereducida• Malacalidaddecorte• Malaprecisióndecorte• Vidadelosconsumiblesreducida• Elaceiteolagrasaprovenientesdelsistemadeairecomprimidoodeloscilindrospuedenocasionarincendiosalcombinarseconeloxígeno.
Requisitos del sistema de refrigeración
Elrefrigerantedebeserañadidoalsistemadurantelainstalación.Lacantidadrequeridavaríaconlalongituddelasconexionesdelaantorcha.
VictorThermalDynamicsrecomiendaelusodesusrefrigerantes7-3580y7-3581(parabajastemperaturas).
Opciones del refrigerante a utilizar
Número de catálogo y mezcla Mezcla Protege hasta
7-3580 ‘Extra-CoolTM’ 25 / 75 10° F / -12° C
7-3581 ‘Ultra-CoolTM’ 50 / 50 27° F / -33° C
7-3582 ‘Extreme CoolTM’ Concentrado* -65° F / -51° C
* Para mezclar con D-I CoolTM 7-3583

INSTALACIÓN 3-2 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.02 Disposición del sistema
Consultelassecciones3.05y3.06paraobtenerinformaciónacercadelasconexionesatierrayloscablesdetierra.
Cables demasaO
Alimentación eléctrica
Pieza
Antorcha
Fuente de alimentación de Auto-Cut 300XT
Iniciador de arco / Módulo de control
de gas (GCM-1000XT)
Retorno del piloto
Negative
Suminis.de refrig.
Retorno de refrig.
Cable de Control
CNC
Tubo deposicionamiento
Cable decontrol
Cable de tierra
P
A
B
C
D
E
K
G: Conexiones de la antorcha, protección - Suminis.de refrig. w/ negativos - Retorno de refrig. - Retorno del piloto - Gas plasma - Gas protecc.
F
Art # A-11902SEU_AB
F1
Cable de CNC
3.03 Identificación de los cables y las conexiones
G Conjunto de cable de la antorcha,
Art # A-11903SEU
Verde / amarillo #4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Cable AWG #8
B
C
D
E
F
F1
K 37
14
Conexión de refrigerante entre la fuente de alimentación y el iniciador de arco.
Cable de retorno del pilotoentre la fuente de alimentacióny el iniciador de arco
Cable negativo entre la fuente dealimentación y el iniciador de arco
Cable de control entre la fuente dealimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entre el iniciador de arcoy la puesta a tierra
Cable de control entre la fuente de alimentación y el módulo de control de gas
Verde
Rojo
2
Cable de masa
Cable al CNC(28 conductores)
O
P 37
Cable 2/0 (70 mm )
Cable AWG 2/0 (70 mm )2
2

Manual n.º 0-5290ES 3-3 INSTALACIÓN
Auto-cut 300 Xt
3.04 Instrucciones para levantar la fuente de alimentación
ADVERTENCIASNo toque partes eléctricas con tensión.
Antes de mover la unidad corte el suministro de energía eléctrica y luego desconecte los cables de la línea de ali-mentación.
LA CAÍDA DE UN EQUIPO puede ocasionar graves lesiones personales y daños en el equipo.
Utilice los cuatro ojales de suspensión para enganchar las eslingas de elevación y levantar la unidad.
Utiliceunelevadordehorquilla(montacargasdehorquilla),unagrúaounaparejoparalevantaryretirarlaunidaddelaplataformadetransportecomosemuestraenlailustración.Mantengalafuentedealimentaciónestableyenposiciónvertical.Nolevantelaunidadmásdelonecesariopararetirarladelaplataformadetransporte.
Art # A-11904
Coloquelaunidadsobreunasuperficieniveladayfirme.Elinstaladordebesujetarlafuentedealimentaciónalpisooaunaestructuradesoporteconpernospasantes,atravésdelasparteshorizontalesdelaspatasdelafuente.

INSTALACIÓN 3-4 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.05 Instrucciones para conectar el cable de masa, el piloto y los cables
negativos
Instrucciones para conectar el cable de masa, el piloto y los cables negativos.
1. Retirelacubiertadelaalimentacióneléctricadeentrada,situadaaladerechadelfiltrodelrefrigerante,enlaparteposteriordelafuentedealimentación.Paraello,extraigalosdostornillosy,acontinuación,levántelayretírela.
2. Recortecuidadosamenteelblindajeexteriordelcabledeentradadealimentacióneléctricaprincipalparapoderverloshilosindividuales.Recorteelaislamientodeloshilosindividuales.Guíeelcablehaciaarriba,atravésdelpuertodealimentacióndeentradasituadoenlaparteinferiordelpanel.Seincluyen2placasadicionalesenlaentradadelcable.Laextraccióndeunaoambasplacaspermitemodificareltamañodelaaberturaparacablesdemayortamaño/tubopasacables.
3. Instaleelextremopeladodeloscableseléctricosde3hilosenelbloquedeterminalesL1,L2yL3yconecteloscablesindividualestalycomosemuestra.
4. Conecteelhilodetierradelcabledealimentaciónalbloquedeterminalesdetierra.
5. Guíeuncabledetierradelsistema(F1)atravésdelaúltimaaberturadelpaneldeapoyodelacubiertadeconexionessituadoalladodelcabledealimentacióndeentrada.Consultelaseccióndeconexionesatierraparaobtenerinformacióndetalladayconocerelprocedimientoparaunacorrectapuestaatierradelsistema.
Terminals de tierra
Art # A-11916SEU
Tierra instalada fábrica (F)
COOLANTRETURN SUPPLY
Cable de alimentación y tierra
1/0 tierra (F1)a tierra de la estrella
Poste
Manual n.º 0-5290ES 3-5 INSTALACIÓN
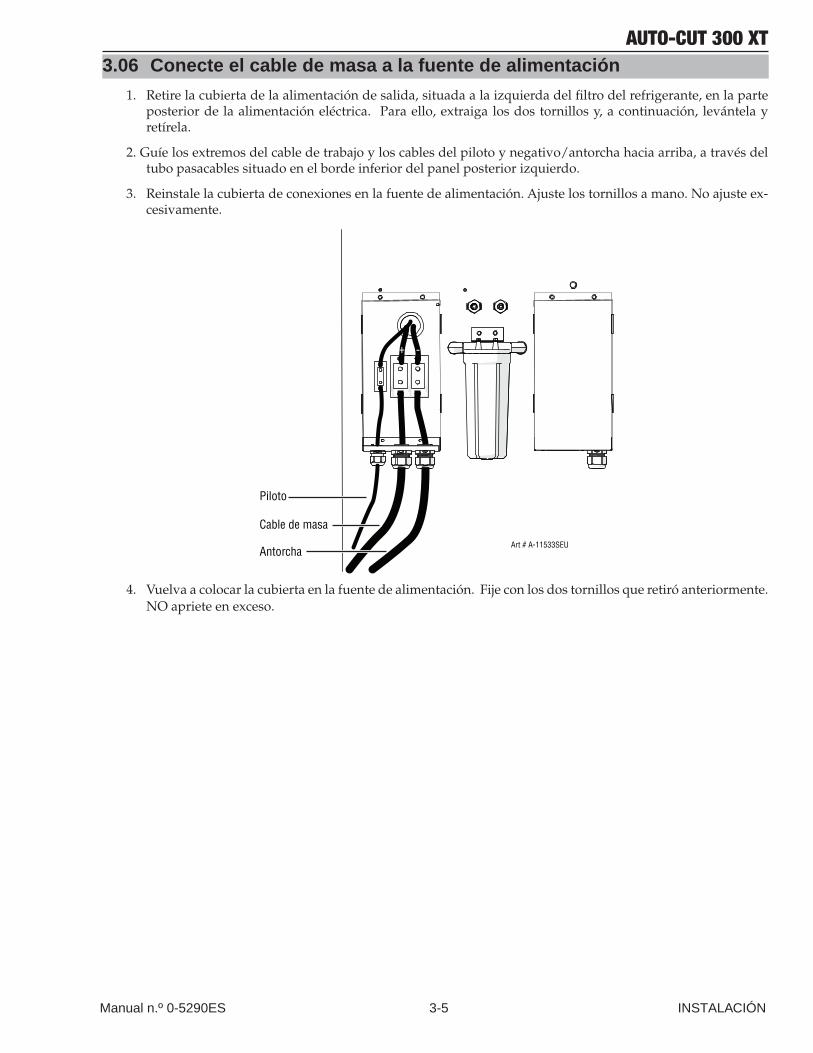
Auto-cut 300 Xt3.06 Conecte el cable de masa a la fuente de alimentación
1. Retirelacubiertadelaalimentacióndesalida,situadaalaizquierdadelfiltrodelrefrigerante,enlaparteposteriordelaalimentacióneléctrica. Paraello,extraigalosdostornillosy,acontinuación, levántelayretírela.
2.Guíelosextremosdelcabledetrabajoyloscablesdelpilotoynegativo/antorchahaciaarriba,atravésdeltubopasacablessituadoenelbordeinferiordelpanelposteriorizquierdo.
3. Reinstalelacubiertadeconexionesenlafuentedealimentación.Ajustelostornillosamano.Noajusteex-cesivamente.
Art # A-11533SEU
Piloto
Cable de masa
Antorcha
+ -
4. Vuelvaacolocarlacubiertaenlafuentedealimentación.Fijeconlosdostornillosqueretiróanteriormente.NOaprieteenexceso.

INSTALACIÓN 3-6 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.07 Conexiones de puesta a tierra
0 - 10 pies (0 - 3 m) Ideal20 pies (6 m) Máximo
1/0Cliente proveído
Cable a tierra
Fuente de alimentación
tierra de la estrella
Conexión de protección
a tierra
Comuníquese con el fabricanteDispositivo
de CNC
Antorcha
Mesa de corte
Máquina de corte / Pórtico
2/0 Cable de masa
Iniciador remotode arco
(opcional RAS-1000)
Mesa de corte de estrella tierra
1/0Cable a tierra
(F1)
Art # A-11914SEU_AB
#4 AWG Tierra (F)(instalan en la fábrica)
GCM-1000 XTMódulo de control de gas
1/0 Tierra (F1)
1/0 Cable a tierra
3.08 Conexiones de puesta a tierra
A. Interferencia electromagnética (EMI)
El arranque del arco piloto genera una cierta cantidad de interferencia electromagnética (EMI), normalmente deno-minada ruido de RF. Este ruido de RF puede interferir en otros equipos electrónicos tales como controladores del CNC, controles remotos, controladores de altura, etc. Para minimizar la interferencia RF, siga estos procedimientos de puesta a tierra cuando instale sistemas mecanizados:
B. Puesta a tierra
1. Normalmente, se prefiere una conexión de puesta a tierra en un solo punto, también llamada “estrella”. Este único punto de conexión, habitualmente en el centro de la mesa de corte, se conecta con un cable AWG 1/0 (50 mm2) o mayor a una buena puesta a tierra (menor de 3 ohmios; lo ideal es una puesta a tierra de 1 ohmio o menor. Consulte el párrafo ‘C’, ‘Creación de una puesta a tierra’). El electrodo de puesta a tierra debe instalarse tan cerca como sea posible a la mesa de corte, idealmente a menos de 10 pies (3 metros) de ésta, pero nunca más allá de 20 pies (6,1 metros).
NOTA
Todos los cables de puesta a tierra deben ser tan cortos como sea posible. Los cables muy largos tendrán una mayor resistencia a las frecuencias de RF. Los cables de menor sección también tienen una mayor resistencia a las frecuencias de RF, por lo tanto, es mejor utilizar cables de mayor tamaño.
2. Para realizar la puesta a tierra de los componentes montados sobre la mesa de corte (controladores del CNC, controladores de altura, controles remotos de plasma, etc.) se deben seguir las recomendaciones del fabricante respecto a tamaño y tipo de los cables y ubicación del punto de conexión.
Para los componentes de Victor Thermal Dynamics se recomienda utilizar un cable AWG 10 (6 mm2) de sección mínima o una malla trenzada plana de cobre de una sección igual o mayor a AWG 10 (6 mm2) conectada a la estructura de la mesa de corte. El Iniciador remoto de arco utiliza un cable de puesta a tierra AWG 1/0 (50 mm2) y el Módulo de control de gas debe usar un cable AWG 4 (25 mm2) ó mayor. En el punto de conexión el metal debe estar a la vista y limpio; el óxido y la pintura afectan la calidad de las conexiones. Pueden utilizarse conductores de sección mayor a la recomendada para todos los componentes; esto puede mejorar la protección contra el ruido.
Manual n.º 0-5290ES 3-7 INSTALACIÓN
Auto-cut 300 Xt3. Luego, la estructura de la máquina de corte se conecta al punto “estrella” mediante un cable AWG 1/0 (50 mm2)
o mayor.
4. El cable de masa de la fuente de alimentación para plasma (vea la NOTA) también se conecta a la mesa de corte en el punto “estrella” de la puesta a tierra.
NOTA
No conecte el cable de masa directamente al electrodo de puesta a tierra.
5. Asegúrese de que el cable de masa y los cables de puesta a tierra estén correctamente conectados. La conexión del cable de masa a la mesa de corte debe ser firme. Las conexiones entre la masa y la puesta a tierra deben estar libres de óxido, suciedad, grasa, aceite y pintura. Si es necesario, esmerile o arene el punto de conexión hasta dejar el metal al descubierto. Utilice arandelas de presión para mantener ajustadas las conexiones. Tam-bién se recomienda utilizar compuestos para uniones eléctricas a fin de evitar la corrosión.
6. Elbastidor de la fuente de alimentación para plasma se conecta a la puesta a tierra del sistema de distribución de acuerdo a lo requerido por los códigos eléctricos. Normalmente, no es necesario instalar un segundo electrodo de puesta a tierra si la fuente de alimentación para plasma está cerca de la mesa de corte (vea la NOTA); en realidad, ello podría empeorar la situación pues puede generar lazos de corriente de tierra que ocasionarían interferencias.
Si la fuente de alimentación para plasma está muy alejada del electrodo de puesta a tierra y se generan inter-ferencias, la instalación de un segundo electrodo de puesta a tierra cercano a la fuente de alimentación para plasma puede ayudar a eliminarlas. En este caso, el bastidor de la fuente de alimentación para plasma debe ser conectado a este segundo electrodo.
NOTA
Se recomienda que dentro de lo posible, la fuente de alimentación para plasma esté ubicada a una distancia de entre 20 a 30 pies (6,1 a 9,1 m) de la mesa de corte.
7. El cable del control de plasma debe ser blindado, y su blindaje debe ser conectado solamente en el extremo correspondiente a la máquina de corte. Si el blindaje se conecta a tierra en ambos extremos, permitirá la for-mación de lazos de corriente que ocasionarán una interferencia aún mayor a la que se generaría si el blindaje no existiese.
C. Creación de una puesta a tierra
1. Paracrearunapuestaatierrasólida,debajaresistencia,hinqueenelterrenounavarilladeacerorecubiertadecobrede1/2”(12,7mm)dediámetromínimo,yde6a8pies(1,8a2,4m)delongitud,deformatalquelamismahagacontactoconlatierraenlamayorpartedesulongitud.Enfuncióndelaubicación,puederequerirseunamayorprofundidadparaobtenerunvalorderesistenciadepuestaatierramenor(vealaNOTA).Paralograrmayoresprofundidades,loselectrodosdepuestaatierra,habitualmentede10pies(3m)delongitud,puedenunirsesoldandosusextremos.Instaleelelectrodotancercacomoseaposiblealamesadecorte.InstaleuncableAWG1/0(50mm2)omayorentreelelectrododepuestaatierrayelpuntodeconexiónatierraenlamesadecorte.
NOTA
Un electrodo de puesta a tierra correctamente instalado tendrá una resistencia de tierra de tres ohmios o menos.
Para verificar si la puesta a tierra es adecuada, vea el siguiente diagrama. En forma ideal, la lectura del multímetro deberá ser la indicada.
PRECAUCIÓN
No debe haber otras conexiones al electrodo de puesta a tierra durante su verificación.
Lapruebasuponequeelneutrodelaredde115ó230Vcaestáconectadoatierradelladodelaempresadeenergía.

INSTALACIÓN 3-8 Manual n.º 0-5290ES
Auto-cut 300 Xt
Art # A-07252_spa
ADVERTENCIA
Extreme los cuidados. Estaprueba usa tensión de la línea.
NEUTROconectado a tierra
FASECon 115 Vca: 3 Vca = 3 ohmios 1 Vca = 1 ohmio
Con 230 Vca: 1,5 Vca = 3 ohmios 0,5 Vca = 1 ohmio
Electrodo de puesta atierra con las otras co-nexiones desmontadas
Lámpara incandescentede 100 w*
* Puede reemplazar la lámparacon una resistencia de 100 w.Use 100 ohmios para 115 Vca.Use 500 ohmios para 230 Vca.
NEUTRO(al probador)
VAC
FASE(al probador)
Prueba de la puesta a tierra
ADVERTENCIACuando la fuente de alimentación se conecta a la alimentación de entrada se produce una alta tensión peligrosa. No conecte la alimentación de entrada ni manipule la fuente de alimentación a menos que la tapa de conexiones esté correctamente instalada en su posición.
2. En general, un incremento en la longitud del electrodo de puesta a tierra más allá de los 20 a 30 pies (6,1 a 9,1 m) no aumenta la eficacia de la puesta a tierra. Por otro lado, una varilla de mayor diámetro puede ayudar gra-cias a su mayor superficie de contacto. En ocasiones, mantener la humedad del terreno alrededor del electrodo mediante un pequeño chorro de agua en forma permanente ayudará a mejorar la puesta a tierra. La adición de agua salada también puede reducir dicha resistencia. Cuando se utilizan estos métodos, se necesita controlar periódicamente el valor de la resistencia de puesta a tierra para asegurarse de que mantiene un buen valor.
D. Instrucciones para el tendido de las conexiones de la antorcha
1. ParaminimizarlainterferenciadeRF,ubiquelasconexionesdelaantorchatanalejadascomoseaposibledeloscomponentesdelCNC,motoresdeaccionamiento,cablesdecontrololíneasdeenergía.Sialgúncabledebecruzarporsobrelasconexionesdelaantorcha,hágaloenángulorespectoaéstas.Notiendaloscablesdelcontroldeplasmauotroscablesdecontrolparalelosalasconexionesdelaantorchaenlascanalizacioneseléctricas.
2. Mantengalimpiaslasconexionesdelaantorcha.Lasuciedadylaspartículasdemetallerestaránenergía,locualocasionarádificultadesenelarranqueeincrementarálaposibilidaddequesegenereinterferenciadeRF.

Manual n.º 0-5290ES 3-9 INSTALACIÓN
Auto-cut 300 Xt3.09 Conecte las líneas de fuente del gas y del líquido refrigerador
1. Connectthegassupplylinestotheappropriateinputportsasshown,upperleft.
NOTA
Coolant lines are factory installed. If attaching optional HE400 see subsection 3.14
COOLANTRETURN SUPPLY
Art # A-11906SEU
Gas Plasma - entrante
Agua- entrante
Gas protector - entrante
INSTALACIÓN 3-10 Manual n.º 0-5290ES
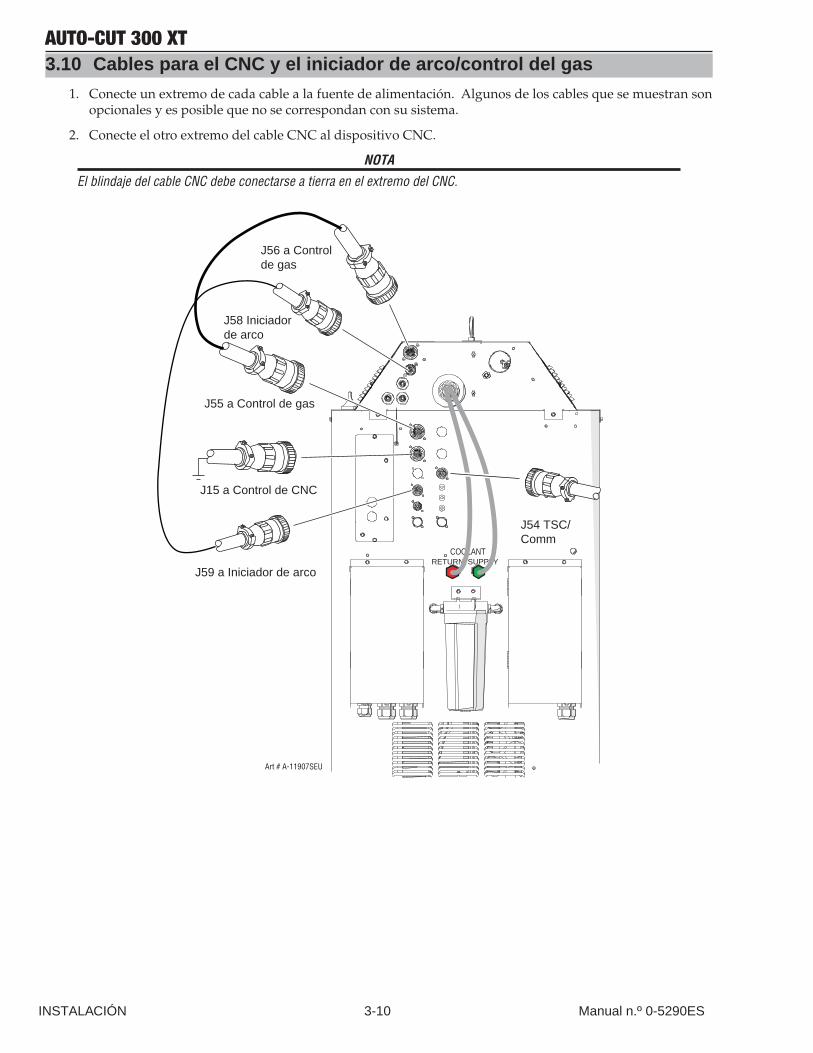
Auto-cut 300 Xt 3.10 Cables para el CNC y el iniciador de arco/control del gas
1. Conecteunextremodecadacablealafuentedealimentación.Algunosdeloscablesquesemuestransonopcionalesyesposiblequenosecorrespondanconsusistema.
2. ConecteelotroextremodelcableCNCaldispositivoCNC.
NOTA
El blindaje del cable CNC debe conectarse a tierra en el extremo del CNC.
COOLANTRETURN SUPPLY
Art # A-11907SEU
J15 a Control de CNC
J59 a Iniciador de arco
J55 a Control de gas
J54 TSC/Comm
J56 a Control de gas
J58 Iniciador de arco

Manual n.º 0-5290ES 3-11 INSTALACIÓN
Auto-cut 300 Xt3.11 Ajustar interruptores en el módulo de comandos - control
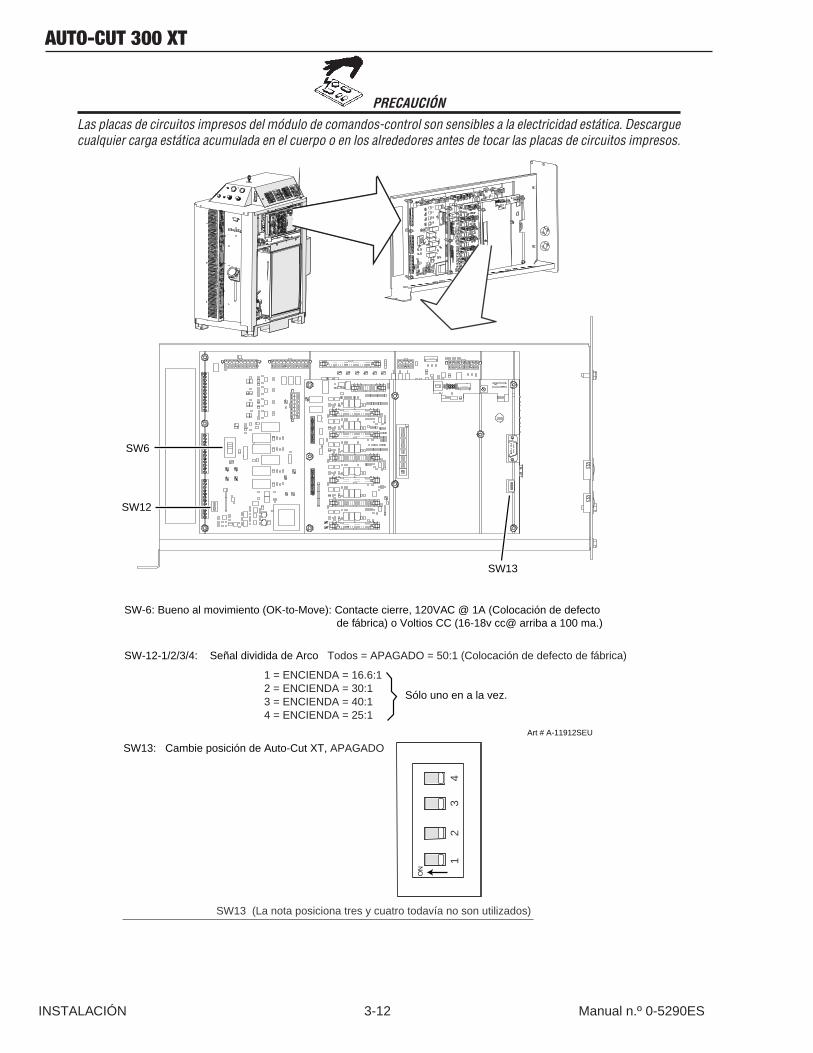
Retireelladosuperiorderechodelafuentedealimentación.AjustelosinterruptoresdelCCM(módulodecoman-dos-control)segúnloindicadoenlasilustraciones.LosajustesdelosinterruptoresylosdetallesdelaconexiónsefacilitanenelApéndice.Cualquiercambioefectuadorequeriráreiniciarlaalimentacióneléctrica.
PRECAUCIÓN
Las placas de circuitos impresos del módulo de comandos-control son sensibles a la electricidad estática. Descargue cualquier carga estática acumulada en el cuerpo o en los alrededores antes de tocar las placas de circuitos impresos.
Bus universal en serie BUS(USB)
SW1 SW3SW4SW5SW8
3 41 2 3 41 2 1 2 1 2 1 2 1 2
SW-1-1: Piloto del coche Reinicia. 1 = ENCIENDA = Se activó de función de Piloto de coche. 1 = APAGADO = Desactiva de función de Piloto de coche (Colocación de defecto de fábrica).SW-1-2: Tardanza pilota 2 = OFF, 3 = OFF, 4 = OFF: 0 Segundos (Colocación de defecto de fábrica).SW-1-3: Tardanza pilota 2 = ENCIENDA, 3 = APAGADO , 4 = APAGADO : 0.1 SegundosSW-1-4: Tardanza pilota 2 = APAGADO , 3 = ENCIENDA, 4 = APAGADO : 0.2 Segundos 2 = ENCIENDA, 3 = ENCIENDA, 4 = APAGADO : 0.4 Segundos 2 = APAGADO , 3 = APAGADO , 4 = ENCIENDA: 0.8 Segundos 2 = ENCIENDA, 3 = APAGADO , 4 = ENCIENDA: 1.0 Segundos 2 = APAGADO , 3 = ENCIENDA, 4 = ENCIENDA: 1.5 Segundos 2 = ENCIENDA, 3 = ENCIENDA, 4 = ENCIENDA: 2.0 Segundos
SW-4: Tiempo de flujo posterior 1 = APAGADO , 2 = APAGADO : 10 Segundos (Colocación de defecto de fábrica). 1 = ENCIENDA, 2 = APAGADO : 20 Segundos 1 = APAGADO , 2 = ENCIENDA: 5 Segundos 1 = ENCIENDA, 2 = ENCIENDA: 0 Segundos
SW-5-1: Incline a Salvador Reservado para el uso de la Fábrica. SW-5-2: No en Plato Reservado para el uso de la Fábrica.
1 = ENCIENDA = mucho tiempo (3 s.)
ON
ON
Activo sólo cuando SW-1-1 es puesto a EN.
Art # A-11911SEU
SW 8-2: Control remoto de corriente 1 = APAGADO = Desactiva (Colocación de defecto de fábrica). 1 = ENCIENDA = (Control remoto de corriente de analógico)*SW 8-3: Transferencia del coche Vuelve a intentar 1 = APAGADO = Permitido hasta 3 trata (Colocación de defecto de fábrica). 1 = ENCIENDA = DesactivaSW 8-4: APAGADO = Desactiva (Colocación de defecto de fábrica). ENCIENDA = Marcar SW remoto Permitió en TB3-1&2
Los interruptores mostrados en APAGADO posición
SW9
SW 8-1: Tiempo piloto 1 = APAGADO = Brevemente (85 ms.) (Colocación de defecto de fábrica).
SW-3: Tiempo de gas preflow 1 = APAGADO, 2 = APAGADO : 3 Segundos 1 = ENCIENDA, 2 = APAGADO : 4 Segundos 1 = APAGADO , 2 = ENCIENDA: 6 Segundos 1 = ENCIENDA, 2 = ENCIENDA: 8 Segundos
Futuro Uso
SW
1S
W3
SW
4S
W5
SW
8
34
12
34
12
12
12
12
12
ON
ON
Los interruptores mostrados en APAGADO posición
SW
9
Orientación verdadera
INSTALACIÓN 3-12 Manual n.º 0-5290ES
Auto-cut 300 Xt
PRECAUCIÓN
Las placas de circuitos impresos del módulo de comandos-control son sensibles a la electricidad estática. Descargue cualquier carga estática acumulada en el cuerpo o en los alrededores antes de tocar las placas de circuitos impresos.
SW-6: Bueno al movimiento (OK-to-Move): Contacte cierre, 120VAC @ 1A (Colocación de defecto de fábrica) o Voltios CC (16-18v cc@ arriba a 100 ma.)
SW-12-1/2/3/4: Señal dividida de Arco Todos = APAGADO = 50:1 (Colocación de defecto de fábrica)
1 = ENCIENDA = 16.6:1 2 = ENCIENDA = 30:1 3 = ENCIENDA = 40:1 4 = ENCIENDA = 25:1 Art # A-11912SEU
Sólo uno en a la vez.
SW13: Cambie posición de Auto-Cut XT, APAGADO
SW13 (La nota posiciona tres y cuatro todavía no son utilizados)
12
34
SW13
SW6
SW12
ON

Manual n.º 0-5290ES 3-13 INSTALACIÓN
Auto-cut 300 Xt3.12 Conexiones del control de altura
TheterminalstriphasArcVolts(-)connectiontopowersupplynegativeoutputTORCHterminal,ArcVolts(+)connectiontopowersupplypositiveoutputWORKterminal.Seutilizanparauncontroldealturaquerequiereconexiónalvoltajedearconodividido.Alsoavailableontheterminalstripare120VACand24VAC.Notethatthetwo0’sarenotcommon.Theallowablecurrentdrawis100ma@120VACand1Amp@24VAC.
Art # A-11905
TB4
24 Voltios C.A. @ 1A
TB4 1 2 3 4 5 6 7
120Voltios C.A.
@ 100 ma.
TrabajoIncline Voltios (Piloto)
Voltios de arco
(antorcha)
Art # A-11954SEU
Elpanelposteriorincorporaorificiosadicionalesparaelcableadodelcliente.Estepanel,enlugardelqueseencuentraenelCCM,seráellugarrecomendadoparaelcableadoadicionaldelcliente(yeltubopasacables),paralasconexionesaloscontrolesdelaaltura,etc.
INSTALACIÓN 3-14 Manual n.º 0-5290ES
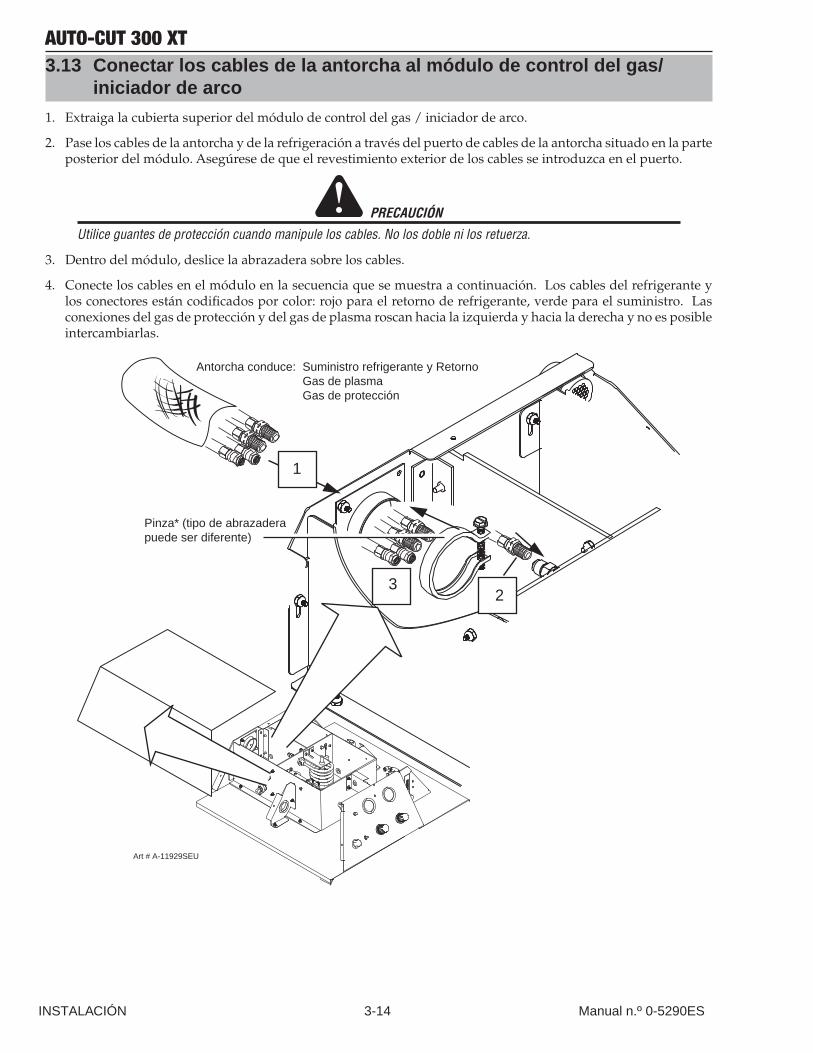
Auto-cut 300 Xt 3.13 Conectar los cables de la antorcha al módulo de control del gas/
iniciador de arco
1. Extraigalacubiertasuperiordelmódulodecontroldelgas/iniciadordearco.
2. Paseloscablesdelaantorchaydelarefrigeraciónatravésdelpuertodecablesdelaantorchasituadoenlaparteposteriordelmódulo.Asegúresedequeelrevestimientoexteriordeloscablesseintroduzcaenelpuerto.
PRECAUCIÓN
Utilice guantes de protección cuando manipule los cables. No los doble ni los retuerza.
3. Dentrodelmódulo,deslicelaabrazaderasobreloscables.
4. Conecteloscablesenelmóduloenlasecuenciaquesemuestraacontinuación.Loscablesdelrefrigeranteylosconectoresestáncodificadosporcolor:rojoparaelretornoderefrigerante,verdeparaelsuministro.Lasconexionesdelgasdeprotecciónydelgasdeplasmaroscanhacialaizquierdayhacialaderechaynoesposibleintercambiarlas.
Art # A-11929SEU
2
1
3
Pinza* (tipo de abrazadera puede ser diferente)
Antorcha conduce: Suministro refrigerante y Retorno Gas de plasma Gas de protección
Manual n.º 0-5290ES 3-15 INSTALACIÓN
Auto-cut 300 Xt
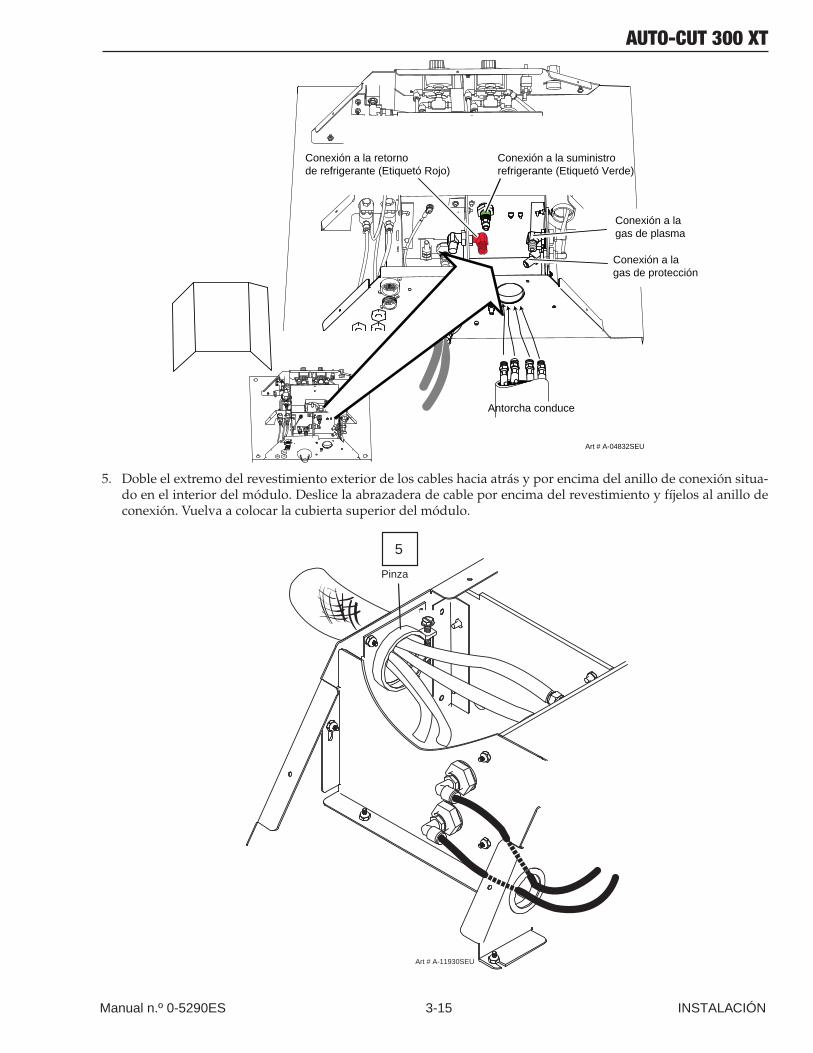
Art # A-04832SEU
Antorcha conduce
Conexión a la gas de plasma
Conexión a la gas de protección
Conexión a la suministro refrigerante (Etiquetó Verde)
Conexión a la retorno de refrigerante (Etiquetó Rojo)
5. Dobleelextremodelrevestimientoexteriordeloscableshaciaatrásyporencimadelanillodeconexiónsitua-doenelinteriordelmódulo.Deslicelaabrazaderadecableporencimadelrevestimientoyfíjelosalanillodeconexión.Vuelvaacolocarlacubiertasuperiordelmódulo.
Pinza
5
Art # A-11930SEU

INSTALACIÓN 3-16 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.14 Instalación y conexión del cabezal de la antorcha
Instalelaantorchacomoseindicaacontinuación:
1. Instaleelbloquedemontajedelaantorchaenlamesadecorte(soporte).Fijeelbloqueensulugar.
2. Dejeeltapónterminaldeloscablesdelaantorchaensulugar.Retireydesechelostaponesterminalesdeproteccióndeltubodemontaje.
3. Instalelajuntatóricaenlaranurasituadaenelextremosuperiordeltubodemontaje.Desliceeltubodemontajedelaantorchaenloscables,hastaquepuedanverselosacoplessituadosenlosextremosdelosmismos.
4. Conecteelcabezaldelaantorchaaloscablesdelaantorcha.Sigalasecuenciaquesemuestra.Evitequeloscablesseretuerzan.
Conector del gas deprotección ('Secundario')
Conector del suministrode refrigerante
Válvula antiretornodel retorno de refrigerante
y su conector
Conectordel plasma
Cable del piloto Conexióndel plasma
Art # A-06258_spa
Papel aislante
Papel aislante
2
Se muestra sólo parailustrar el orden de montaje; las piezas deben ajustarse
firmemente.
1
Tubo de posicionamiento
Tapa
Junta tórica(O-Ring)
Junta tórica(O-Ring)
Conexiones dela antorcha
Agujerosroscados
Agujeros dedrenaje
Detalle del tubo deposicionamiento
5. Desliceeltubodeposicionamientohaciaelcabezaldelaantorcha.Sujetefirmementeelcabezaldelaantor-cha.Gireeltubodeposicionamientoenelcabezaldelaantorcha.Retireloscableshaciaatráscuantoseanecesarioparagarantizarunajustecorrectoatravésdeltubodemontaje.

Manual n.º 0-5290ES 3-17 INSTALACIÓN
Auto-cut 300 Xt
PRECAUCIÓN
Asegúrese de que los cables no queden retorcidos dentro del tubo de montaje. Los cables deben colocarse como se muestra en el diagrama de instalación.
6. Elextremoinferiordeltubodemontajeincluyecuatroorificiosroscados.ColoqueuntornillodefijaciónAllendeljuegodetornilleríaencualquieradelosorificiosroscadosparafijarelconjuntodelcabezaldelaantorchaaltubodemontaje.
7. Fijeeltubodeposicionamientoenelbloquedemontaje.Desliceeltapónterminaldeloscableshaciaeltubodeposicionamientodelaantorcha.Asegúresedequeeltapónterminalencajaenlajuntatóricasituadaenlapartesuperiordeltubodeposicionamiento.
8.Instalelacopadeprotecciónyelconjuntodelcartucho(incluyendolosconsumibles)enelcabezaldelaantorcha.
3.15 Instalación de las piezas consumibles de la antorcha
1. Consultelastablasdevelocidaddelaantorchaparaseleccionarlaspiezasadecuadasparalaaplicación.Laaplicacióndeterminaráquépiezasdebenutilizarse.Consultelastablasdevelocidadparaconocerlaspiezasdelaantorchanecesariasparaunaaplicacióndeterminada.
PRECAUCIÓNNo intercambie las piezas. Asegúrese de que tanto la punta como el electrodo de la antorcha se correspondan con los gases de protección y de plasma que se utilizarán para la aplicación.
2. Instalelaspiezasconsumiblescomoseindicaacontinuaciónparaasegurarunfuncionamientoapropiado.Estospasosleayudaránaasegurarsedequelaspiezasasientencorrectamenteentresí.
Retenedorprotector
Casqu
illo d
e
prot
ecció
nDist
ribuid
or
de g
as d
e
prot
ecció
n
Punta
Distrib
uidor
de g
as d
e
plasm
aElec
trodo
Cartucho
Art # A-11915SEU
Monte primero
3. Apilejuntaslaspiezasconsumibles.
4. Insertelapilaformadaporlaspiezasconsumiblesdentrodelcartucho.Asegúresedequelajuntatórica(O-ring)grandesobrelapuntadelaantorchaencajacompletamenteenelcartucho.Sialgunapartedelajuntatóricasobresaledelcartucho,significaquelaspiezasnoasientancorrectamenteentresí.

INSTALACIÓN 3-18 Manual n.º 0-5290ES
Auto-cut 300 Xt
Electrodo
Punta
Casquillo deprotección
Art # A-04873_spa
1: Apilado de las piezas
Distribuidor degas de plasma
Distribuidor degas deprotección
Junta tórica (O-ring)superior sobre la punta
No debe haberseparación entre
las piezas
El cartucho cubre lajunta tórica (O-ring)superior de la puntade la antorcha
4: Verifique la distancia que asoma el casquillo de protección
3: Enrosque la copa de protección en el cartucho
Copa de protección
Casquillo deprotección
El casquillo de protecciónsobresale 0,063 - 0,083” (1,6 - 2,1 mm)
2: Empuje el cartucho sobre las piezas apiladas
5. Utilicelaherramientadeextracciónparasostenerelconjuntodelcartuchomientrasgiralacopadeprotecciónsobreelconjuntodelcartucho.Unavezcompletadoelarmadodeestegrupodepiezas,elprotectordebesobresalir0,063”a0,083”(1,6a2,1mm)delacopadeprotección.Sielprotectornosobresaleesadistancia,significaquelacopanoestácorrectamenteajustadaenelconjuntodelcartucho.
Cartucho armado
Herramienta deextracción
Copa de protección
Art # A-04344_spa
Instalacióndelacopadeprotecciónenelcartucho6. Saquelaherramientadeextraccióndelcartucho.Coloqueelconjuntodelcartuchoenelcabezaldelaan-torcha.Elcartuchodebecubriryquedarselladoporlajuntatórica(O-ring)grandesobreelcuerpodelaantorchacomomuestralailustración.Sielcartuchonoquedaselladoporlajuntatórica(O-ring),significaquenoestácompletamenteajustado.
Manual n.º 0-5290ES 3-19 INSTALACIÓN
Auto-cut 300 Xt
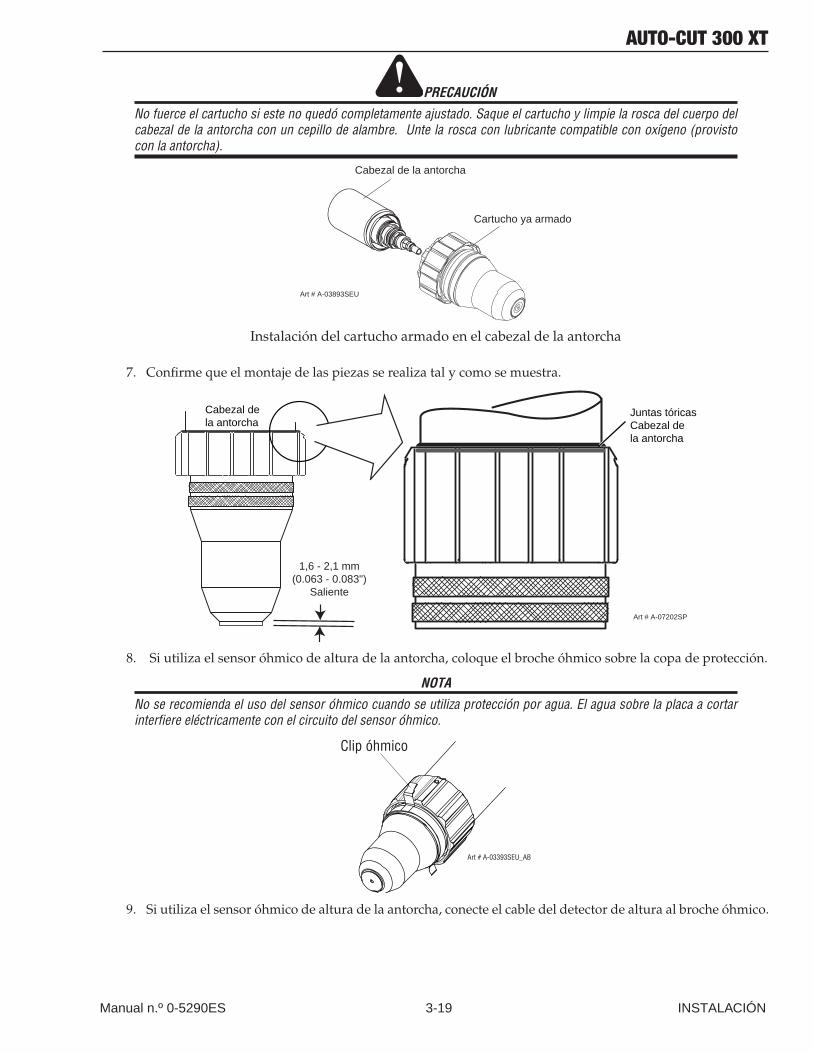
PRECAUCIÓNNo fuerce el cartucho si este no quedó completamente ajustado. Saque el cartucho y limpie la rosca del cuerpo del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con lubricante compatible con oxígeno (provisto con la antorcha).
Art # A-03893SEU
Cabezal de la antorcha
Cartucho ya armado
Instalacióndelcartuchoarmadoenelcabezaldelaantorcha
7. Confirmequeelmontajedelaspiezasserealizatalycomosemuestra.
Juntas tóricasCabezal de la antorcha
Cabezal de la antorcha
Art # A-07202SP
1,6 - 2,1 mm(0.063 - 0.083")
Saliente
8. Siutilizaelsensoróhmicodealturadelaantorcha,coloqueelbrocheóhmicosobrelacopadeprotección.
NOTA
No se recomienda el uso del sensor óhmico cuando se utiliza protección por agua. El agua sobre la placa a cortar interfiere eléctricamente con el circuito del sensor óhmico.
Clip óhmico
Art # A-03393SEU_AB
9. Siutilizaelsensoróhmicodealturadelaantorcha,conecteelcabledeldetectordealturaalbrocheóhmico.

INSTALACIÓN 3-20 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.16 Divisor de voltaje para el control de la altura de la antorcha iHC
Paraunmejorrendimientodelcorteporplasma,sedebemantenerunaalturaconstante(distancia)porencimadelmetalmientrasserealizaelcorte.Lasmesasdecorteutilizanuncontroldelaalturadelaantorcha(THC,porsussiglaseninglés),tambiénllamadocontroldelejeZ,lamayoríadeloscualesutilizanlaretroalimentacióndelvoltajedelarcoparacontrolarlaaltura.Algunosdeellos,incluyendoeliHC,queformanpartedeloscontroladoresdeCNCdeVictorTechnologiesXT,incorporanunaplacadecircuitosimpresosdeldivisordevoltajequedebeinsta-larsedentrodelafuentedealimentacióndelplasma,paradividirelvoltajealtodelarcohastaquealcancenivelesmásbajosparautilizarconloscircuitosdecontrol.
ExisteunespacioparamontarlaplacaV-D(divisordevoltaje)situadoenlapartesuperiordeunpanelverticalinterno,cercadelaparteposteriordelafuentedealimentación.ElespaciodisponedeorificiospretaladradosparamontarlaplacaV-D(divisordevoltaje)deliHTasícomocualquierotrocontroldelaalturacomún.
PRECAUCIÓN
Si utiliza otra placa que no se adapte a los orificios existentes, si es posible retire el panel antes de perforar. Si no es posible, deberá tomar todas las precauciones necesarias para evitar que las limaduras de metales se depositen dentro de la fuente de alimentación.
Instalar la placa V-D (divisor de voltaje)
1. LocalicelaplacaV-D(divisordevoltaje)quedebeestarconeliCNC.
2. Dentrodelafuentedealimentación,localiceyretirelos2tornillosdelpaneldemontajeyelpanel.
3. InstalelosseparadoresdelaplacaV-D(divisordevoltaje)ylaplacadeldivisordevoltajedelXTiCNCy,acontinuación,vuelvaamontarelpanelconlos2tornillos,asegurandolaplacadeldivisordevoltajeensulugar.SiutilizaotraplacaV-D(divisordevoltaje),sigalasinstruccionesproporcionadasymóntelaenelmismolugar.
Espacio para la placa V-D Clip óhmico puerto de cable
Conexione de la placa V-D (divisor de voltaje)
instalarse de la placa V-D
Art # A-12079SEU
LaplacaV-D(divisordevoltaje)semuestraconelarnésdecablesopcionalparaelcontroladoriHC
Cable de control
LaplacaiHCsepuedeproporcionarconunarnésdecablesyunconector(comosemuestraenlaimagenanterior),quesedebeninstalarenelorificiodelpanelposteriormarcadocomo“HeightControl”(Controldelaaltura).ElconectorencajaconuncabledeliHC.ParaotrasplacasV-D(divisordevoltaje)paraelcontroldelaaltura,sepuedeinstalarunpasacablesendichoorificioparaloscables.ConsulteenelApéndiceeldiagramadelcableado.

Manual n.º 0-5290ES 3-21 INSTALACIÓN
Auto-cut 300 Xt
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Clip óhmico puerto de cable
Conexiones de la placa V-D (divisor de voltaje)
Art # A-12080SEU
Conexiones del voltaje del arco
LasfuentesdeplasmaXTincorporanunaregletadebornes,TB4,enelladoderechodelantedelmóduloCCMpararealizarlasconexionesconelArcV–(Torch)(antorcha),elTipV(Pilot)(piloto)yelArcV+(Work)(Trabajo).SilaplacaV-D(divisordevoltaje)requiereotrafuentedealimentación,disponede24VACy120VACenlaregletadebornesTB4.ConsulteeldiagramadelcableadoenelApéndiceparaobtenermásinformación.
24 Voltios C.A. @ 1A
TB4 1 2 3 4 5 6 7
120Voltios C.A.
@ 100 ma.
TrabajoIncline Voltios (Piloto)
Voltios de arco
(antorcha)
Art # A-11954SEU
Cable (de la copa) de protección u “óhmico”
Algunoscontrolesdelaaltura,incluyendoeliHC,encuentranlaplacautilizandounamedicióneléctricaodelaresistencia,porlotanto“óhmica”,delcontactoentreelextremoconductordelaantorchayelmetalola“placa”quesevaacortar.Uncable,normalmenteunsolocabledegranflexibilidadquesoportaelcalorreflectantedelarco,seconectaentrelaplacaV-D(divisordevoltaje)ylacopadeproteccióndelaantorcha.LaantorchaXTincluyeunapinzademuellemetálicaquesedeslizadentrodeunaranuradelacopadeprotecciónloquepermitequesepuedanretirarlaspiezasconfacilidadparapodercambiarlas.Elcableóhmicosepuedeconectaraestapinzaconunbornedefijaciónapresiónhembrade¼”.
Lasgrandescantidadesdeenergíadealtafrecuencia(HF,porsussiglaseninglés)queprovocaninterferenciaselec-tromagnéticas(EMI,porsussiglaseninglés)puedenpasaralolargodeestecabledebidoaqueestámuypróximoalaantorcha.EstaeslarazónporlaquesedebemontarlaplacaV-D(divisordevoltaje)lejosdelCCMycercadelpanelposterior,demodoqueelcableóhmiconotengaquepasarcercadeotrosdispositivoselectrónicossensibles.EsespecialmenteimportantequeelcableóhmiconopasecercadelmóduloCCModeloscablesdelaantorcha.
ConsulteenelApéndiceeldiagramadelcableado.
Núcleos de ferrita Esimportantequeelcablededetecciónóhmicoseenvuelvaconunnúcleodeferritaconvariasvueltas,comomíni-mo3sibiencuantasmásmejor,parareducirlaenergíadirigidahacialaplacaV-D(divisordevoltaje)ylafuentedeplasma.Elnúcleodeferritadebeestarsituadosobreelcabledondeseintroducelafuentedeplasma.Unsegundonúcleodeferrita,añadidoavariospies(unpardemetros)desdelaantorcha,reduciráadicionalmentelasEMIquesepuedenacoplaraotroscablesyprovocarinterferencias.
ConsulteenelApéndiceeldiagramadelcableado.

INSTALACIÓN 3-22 Manual n.º 0-5290ES
Auto-cut 300 Xt 3.17 Llenar el sistema de refrigeración
1. LleneeldepósitodelrefrigerantehastaelnivelindicadoutilizandorefrigeranteThermalDynamics.Elnivelderefrigerantepuedeverseatravésdeldepósitoderefrigerantetraslúcido.Lacantidadderefrigerantenecesariavaríaconlalongituddeloscablesdelaantorcha.
2. Vuelvaacolocareltapóndeldepósito.
Opciones del refrigerante a utilizar
Número de catálogo y mezcla Mezcla Protege hasta
7-3580 ‘Extra-CoolTM’ 25 / 75 10° F / -12° C
7-3581 ‘Ultra-CoolTM’ 50 / 50 27° F / -33° C
7-3582 ‘Extreme CoolTM’ Concentrado* -65° F / -51° C
* Para mezclar con D-I CoolTM 7-3583
Art # A-11908SEU
Intervalo de llenado
Tanque de refrigerante
2. Unavezquesehayainstaladoelsistemacompleto,compruebequesehayabombeadorefrigeranteatravésdelsistemacomoseindicaacontinuación(consultelaNOTA):
NOTA
Es muy probable que el sistema requiera más refrigerante cuando se encienda por primera vez.
a. ColoqueelinterruptorON/OFFenlaposiciónON.Lafuentedealimentaciónempezaráahacercircularelrefrigeranteatravésdelsistema.
b. Transcurridos4minutos,elsistemapodríaapagarsesiloscablesnoestánllenosderefrigerante.c. ColoqueelinterruptorON/OFFenlaposiciónOFF.Vuelvaallenareldepósitoderefrigerantesegún
seanecesario.d. Transcurridos10segundos,coloquedenuevoelinterruptorON/OFFenlaposiciónON.e. Repitalasecuenciadepasos“b”a“d”,hastaqueelsistemadejedeapagarse.Dependiendodelalon-
gituddeloscablesdelaantorcha,esposiblequeestasecuenciadebarepetirseentretresycincoveces.f. Unavezqueelsistemaestéoperativoyantesdeutilizarlo,permitaquelabombafuncionedurantediez
minutosparapurgarcorrectamenteelairedelaslíneasderefrigerante.3. Relleneeldepósitoyvuelvaacolocareltapón.
NOTA
Los circuitos de la fuente de alimentación generarán el mensaje “Low coolant” (Refrigerante bajo) si el nivel de refrigerante es demasiado bajo.

Manual n.º 0-5290ES 4-1 FUNCIONAMIENTO
Auto-cut 300 Xt
SECCIÓN 4: OPERACIÓN
4.01 Panel de control de la fuente de alimentación
Art # A-11909SEU
A/
A/
Indicador de CA
Indicador deTemp
Indicador de gas
Indicador de CC
Indicador de estado
Indicador de tensión de alimentación CA:
IndicaquehaytensióndealimentaciónenCAalsistemacuandoelinterruptorON/OFFestáenlaposiciónencendido(ON).
Indicador de temperatura: Normalmente está apagado. El indicador se encenderá cuando los sensores internos de temperatura detecten valores por encima de los límites normales. En este caso, deje que la unidad se enfríe antes de continuar con la operación.
Indicador de gas: Parpadea durante la purga de gas /cebado de la bomba tras el arranque. Posteriormente, siempre que el gas fluya. Indica la presión adecuada de gas para el funcionamiento.
Indicador de CC: Indica que la fuente de alimentación está generando la tensión de salida de CC.
A/
Indicador de estado: Muestra la versión del código del CCM durante el arranque y, a continuación, la configuración del control de la corriente y el estado del sistema. Consulte la Sección 4.05 y la Sección Có-digos de estado para obtener información detallada.
Lámpara indicadora de alimentación de CA del panel posterior
IndicaquehaypresenciadealimentacióndeCAdentrodelaunidad..

FUNCIONAMIENTO 4-2 Manual n.º 0-5290ES
Auto-cut 300 Xt 4.02 Funciones de la consola de control
GCM 1000 XTGAS CONTROL MANAGEMENT SYSTEM
SHIELD GAS
H20 MIST
RUN
SET
PLASMA SHIELD
A
CUTOUT
Art # A-11917
Amperage Selector
ShieldSelector
Run / Set Selector
Plasma GasPressure Gauge
Plasma Gas Pressure Control Knob
Shield Gas Pressure Control Knob
Water Mist (Shield) Flow Meterand Control Knob
Shield GasPressure Gauge
H20 MIST
SelectorRun/Set(Ejecutar/Ajustar):UtilicelaposiciónSET(AJUSTAR)paraajustarlaspresionesycaudalesdelgasdeplasmaydelgasdeprotección.Unavezqueestassehayanajustado,cambiealaposiciónRUN(EJECUTAR)pararealizarlaoperación.
Perillasdecontroldelapresióndelgasdeprotecciónydelgasdeplasma:Ajustelaspresionesdelosgasesdeprotecciónydeplasma.Girelasperillasparaestablecerlosnivelesdeseados.
Manómetrosdelgasdeprotecciónydelgasdeplasma:Muestranlaspresionesdelosgasesdeprotecciónydeplasma.
Selectordelaprotección:Seleccionaelfluido,elgasolaneblinadeH2O(agua)deprotección.
Medidordecaudalyperilladecontroldelsistemaconneblina(H2O)deproteccióndeagua:Controlalatasadecaudaldelsuministrodeaguadeprotección.
Selector del amperaje: Ajustable de forma continua hasta 300 Amps. Puede verse aquí: A/
Selector del tipo de gas de plasma (panel posterior): Selecciona la tensión correcta de funcionamiento para Aire y O2 o N2 y H35. Utilice también el ajuste N2/H35 para F5.

Manual n.º 0-5290ES 4-3 FUNCIONAMIENTO
Auto-cut 300 Xt4.03 Funcionamiento del sistema
Estaseccióncontieneinformacióndefuncionamientoespecíficadelafuentedealimentación.
ADVERTENCIAS
Revise las precauciones de seguridad de la Sección 1.
Si el cable de alimentación eléctrica tiene un enchufe o no está permanentemente conectado a la alimentación, asegúrese de que la toma esté desconectada cuando introduzca el enchufe.
Desconecte la alimentación principal en la fuente antes de montar o desmontar la fuente de alimentación, las piezas de la antorcha o los grupos de antorchas y cables, y al añadir refrigerante.Colocar el interruptor ON/OFF de la unidad en la posición OFF no es suficiente cuando las operaciones de corte se han completado. Abra siempre el interruptor de desconexión de la fuente de alimentación cinco minutos después de haber realizado el último corte.
Antesdearrancarelsistema,determineelprocesoquesevaautilizar.Elprocesosedeterminaporeltipoygrosordelmetalquedebecortarse.Seleccioneeinstalelosconsumiblesrequeridosyconectelosgasesnecesariosalsistema.
1. Conectelaentradadealimentacióneléctricadelsistema.SeiluminaráunindicadorenelpanelposteriorcuandoseapliquealimentacióndeCAalaunidad.
2. Coloqueel interruptorON/OFFenlaposiciónON(haciaarriba). Elsistemarealizarála“Secuenciadearranque”.
• Duranteunos10segundos,lospuntosdecimalesdelapantallade4dígitosparpadearándederechaaizquierda.
• Acontinuación,ycomoprueba,los4indicadoresLEDrectangularesiluminarántodoslossegmentos.
• Acontinuación,duranteunos6segundos,lapantallamostrarálaletra“C”(código),seguidadelaversióndecódigodelCCM.Ejemplo:“C1.2.0”.Duranteesteintervalo,serealizanvariaspruebasdelatensióndeentrada.Sisedetectaunfallo,semuestraelcódigodelmismoylasecuenciadearranquesedetiene.Losfallossemostraráncomo“E”o“L”.
• Labombayelventiladordel refrigerantearrancanyel indicadordelgasparpadea,mostrandoE304mientrasseestánpurgandolosgasesdecorte.Eltiempodeduracióndelapurgavaríasegúnlalongituddelcabledelaantorchayelprocesodecorte.
• Unavezquesehayadetectadoelcaudalderefrigerante,normalmentedentrodelos5segundossiguientesdelarranquedelabomba,loscontactoresdeentradaW1yW2secierranyelindicadordeCAparpadea.
POWER
ON
OFF
I
OFFO
Art # A-11910
OFFO
OFFO

FUNCIONAMIENTO 4-4 Manual n.º 0-5290ES
Auto-cut 300 Xt 3. Ajustelaspresionesdelosgases
a. Coloque el interruptor RUN/SET (EJECUTAR/AJUSTAR) en el modo SET (AJUSTAR).
b. Ajuste los reguladores de presión de los gases de protección y de plasma a la presión correcta o el cau-dal correcto si se va a utilizar la neblina de H2O (consulte el manual de la tabla de corte para conocer la presión/caudal necesario).
c. Vuelva a colocar el interruptor RUN/SET (EJECUTAR/AJUSTAR) en el modo RUN (EJECUTAR).
4. Ajustelacorrientedecorte.
a. Ajuste la perilla de control de la corriente a la corriente de salida requerida en la pantalla de 4 dígitos.
5. Prepararseparacortar
a. Proteja sus ojos y oídos.
b. Posicione la antorcha a la distancia de transferencia adecuada sobre la pieza de trabajo.
6. ApliqueSTART(INICIO).
• Elindicadordelgasseilumina;seiniciaelpreflujodegas.
• Duranteelpreflujodegas,seactivalafuentedealimentación.LalámparaindicadoradeCCseenciende.7. Arcopiloto
• Cuandofinalizaelpreflujo,seproducelaignición(seenciendeeliniciadordearco)yseestableceelarcopiloto.
8. Transferencia
• Casiinmediatamente,silaantorchaestácorrectamenteposicionada,elarcopilotosetransfierealapiezadetrabajoyseconvierteenunarcodecorte(transferido).
• Lacorrienteincrementarápidamentehastaelnivelconsignadoporelcontroldecorrienteyelarcoperforaelmetal.
• LaseñalOKparamoverseactivaylaantorchasemuevepararealizarelcorte.9. Finaldelcorte
• SeretiralaseñaldeINICIO;lacorrientedisminuyeydesaparece.
• Losgasescontinúanfluyendoduranteelintervalodeposflujoy,acontinuación,sedetienen.
• Labombayelventiladorfuncionarándurante4minutosy,acontinuación,seapagarán.10.Pararealizarotrocorte,repitalospasosdel5al9.Elsegundocortepuedeiniciarseencualquiermomento,
unavezquesehacompletadoelprimero.
11.Apagarelsistema.
a. Coloque el interruptor de alimentación ON/OFF situado en el panel frontal de la unidad en la posición OFF.
ADVERTENCIA! Aún hay presencia de alimentación de CA en el interior de la unidad.
• Losventiladoresylabomba,asícomotodoslosindicadores,seapagan.
• Esposiblequelapantallamuestreuncódigodefalloduranteunosinstantes.Estoformapartedelapagadonormalynoindicaunfallo.
b. Abra (apague) la desconexión de la alimentación principal. Ahora, se ha retirado toda la alimentación de la unidad.
• ElindicadordeCAdelpanelposteriorseapaga.

Manual n.º 0-5290ES 4-5 FUNCIONAMIENTO
Auto-cut 300 XtRecomendaciones de funcionamiento
1. EsperecuatrominutosantesdecolocarelinterruptorON/OFFenlaposiciónOFFtraslaoperación.Estoper-mitequelosventiladoresderefrigeraciónfuncionenparadisiparelcalorproducidoporelfuncionamientodelafuentedealimentación.
2. Paraobtenerlamáximavidaútildelaspiezas,nohagafuncionarelarcopilotodurantemástiempodelnecesario.
3. Actúeconprecaucióncuandomanipuleloscablesdelaantorchayprotéjalasparaquenosufrandaños.
4. Cuandoutiliceaguacomoprotección,tengaencuentalossiguientespuntos:
• Utiliceaguacorrientepotablelimpiaparaevitarlaacumulacióndepartículasenelinteriordelastuberíasdeprotecciónporaguadelsistema.
• Lacontaminaciónproducidaporlaspartículasylaacumulacióndeestaspuedereducirlavidaútildelaspiezasconsumiblesyproducirunfalloprematurodelaantorcha.
• Unfiltrodepartículasdeaguadetipocartuchopuedeayudaraoptimizarelrendimientodelcorte.
4.04 Selección del gas
A. Gases de plasma
1. Plasmadeaire
•Seutilizamásamenudoenmaterialesferrososoalcarbonoypermiteunabuenacalidadamayoresve-locidadesdecorte.
•Elplasmadeaireseutilizahabitualmenteconairecomogasdeprotección.
•Solamenteserecomiendaairelimpioysecoparautilizarcomogasdeplasma.Cualquiercontaminaciónporaceiteohumedadenelsuministrodeairereducirásustancialmentelavidadelaspiezasdelaantorcha.
•Proporcionaresultadossatisfactoriosenmaterialesnoferrosos.2. PlasmadeArgón/Hidrógeno(H35)
•Recomendadoparautilizarenacerosinoxidablesconespesoresde3/4”(19mm)ymayores.Tambiénestárecomendadoparamaterialesnoferrososconespesoresde1/2”(12,7mm)ymayores.Habitualmente,lamezclaAr/H2noseutilizaparamaterialesnoferrososdemenorespesorpuesparaestosexistenotrosgasesdemenorcostoquepuedenrealizarcortesdecalidadsimilar.
•Malacalidaddecorteenmaterialesferrosos.
•Permitegrandesvelocidadesdecorteyaltacalidaddecorteenmaterialesdemayorespesorlocualcom-pensasucostomáselevado.
•Debeutilizarseunamezclacompuestapor65%deargóny35%dehidrógeno.3. Plasmadeoxígeno(O2)
•Eloxígenoserecomiendaparacortarmaterialesferrosos.
•Permitemayoresvelocidadesdecorte.
•Proporcionaterminacionesmuysuavesyminimizalaformacióndenitrurosenlasuperficiedecorte(silasformacionesdenitrurosnosoneliminadas,puedenocasionardificultadesenlaproduccióndesolda-durasdealtacalidad).
4. Plasmadenitrógeno(N2)
•Proporcionaunamejorcalidaddecorteenmaterialesnoferrosostalescomoaceroinoxidableyaluminio.
•Puedeserutilizadoenlugardelplasmadeaireconprotecciónporaireodióxidodecarbono(CO2).
•Debeutilizarsenitrógenoconunaltogradodelimpiezadesoldadura.

FUNCIONAMIENTO 4-6 Manual n.º 0-5290ES
Auto-cut 300 Xt B. Gases de protección
1. Protecciónporairecomprimido
•Laprotecciónporaireseutilizahabitualmenteconelplasmadeaire.
•Mejoralacalidaddecorteenalgunosmaterialesferrosos.
•Precioínfimo–reduceloscostosdeoperación.2. Protecciónpornitrógeno(N2)
•LaprotecciónpornitrógenoseutilizahabitualmenteconelplasmadeAr/H2(H35).
•Proporcionaterminacionessuavesenmaterialesnoferrosos.
•PuedereducirlageneracióndehumocuandoseutilizaconplasmadeAr/H2(H35).3. Protecciónporagua
• Seutilizahabitualmenteconplasmadenitrógeno
•Proporcionaunasuperficiedecortemuysuave.
•Reduceelhumoyelcalentamientodelapieza.
•Efectivahastaunespesormáximode1/2”(12,7mm).
•Utilizaaguadered,demuybajocosto.
4.05 Códigos de estado de la fuente de alimentación
Duranteelarranqueyelfuncionamiento,elcircuitodecontroldelafuentedealimentaciónrealizavariaspruebas.Sielcircuitodetectaunacondiciónquerequieralaatencióndeloperador,lapantalladeestadodelpanelfrontalmostraráuncódigode3dígitosprecedidoporlasletras“E”(falloactivoactual)o“L”(últimofalloofalloenclava-do),loquesignificaqueseprodujounfalloduranteelprocesoperoqueyanoestáactivo.
Algunascondicionespuedenestaractivas indefinidamentemientrasqueotrassonmomentáneas.La fuentedealimentaciónenclavalascondicionesmomentáneas;algunascondicionesmomentáneaspuedensacardeservicioalsistema.Elindicadorpuedemostrarmúltiplescondicionesensecuencia;esimportantereconocertodaslascon-dicionesposiblesquepuedensermostradas.
NOTE
No hay códigos 500.

Manual n.º 0-5290ES 4-7 FUNCIONAMIENTO
Auto-cut 300 Xt
Código de estado del CCMGroup 1 Plasma Process
Código Mensaje Solución / comentarios
101 Plasma desacti-vado
Activar plasma apagado; Externo activado o Puente TB1-1 y 2 del CCM no presente: Cable plano de 40 hilos de circuito de la PCB del relé a CCM desconectado o defectuoso;
102 Fallo de ignición del piloto
El piloto no se puso en marcha tras 15 segundos. ¿Los consumibles de la antorcha están gasta-dos? Compruebe que el ajuste del control de la corriente coincida con los consumibles; Presión del plasma demasiado alta; Arranque del arco defectuoso; PCB del piloto defectuosa; Sección 1A del inverter defectuosa.
103 Piloto perdido El piloto se apagó mientras Inicio estaba activo. ¿Los consumibles de la antorcha están gasta-dos? Compruebe que el ajuste del control de la corriente coincida con los consumibles; Presión del plasma demasiado alta;
104 Transferencia perdida
El arco se transfirió a la pieza de trabajo durante más de 50 ms y, a continuación, se apagó mien-tras Inicio seguía activo. El arco perdió el contacto con la pieza de trabajo (salió de los bordes - sobre orificio); Excesiva distancia de separación vertical entre la antorcha y la pieza; Compruebe que el ajuste del control de la corriente coincida con los consumibles; Presión del gas errónea.
105 No utilizado Reservado para productos anteriores.
106Interrupción del piloto, sin transfe-rencia
Debe transferir desde el piloto al arco de corte en 0,085 segundos (interruptor SW8-1 OFF) o en 3 segundos (interruptor SW8-1 ON). Altura demasiado elevada o nula en la pieza de trabajo bajo la antorcha; Ajuste del control de la corriente demasiado bajo para el tipo de consumibles, que da como resultado: Corriente del piloto demasiado baja para el tipo de consumibles; Presión de gas incorrectas.
107 No utilizado Reservado para productos anteriores.
108 Fallo de punta a electrodo
La tensión de la punta está demasiado próxima a la tensión del electrodo. Interruptor del gas del panel posterior en la posición de gas erróneo; piezas de los consumibles de la antorcha desgas-tadas; consumibles incorrectos instalados que producen un corte entre la punta y el electrodo; presión de plasma demasiado baja; fugas en la manguera de plasma que va a la antorcha, control de la corriente ajustado demasiado alto para el tipo de consumibles; PCB del piloto defectuosa; cuerpo de la antorcha en corto.
109 No utilizado Reservado para productos anteriores.110 No utilizado Reservado para productos anteriores.

FUNCIONAMIENTO 4-8 Manual n.º 0-5290ES
Auto-cut 300 Xt Código de estado del CCM
Grupo 2 -- Fuente de alimentación para el plasmaCódigo Mensaje Solución / comentarios
201 Fase de CA no presente
Fusible fundido, conexión del cable de alimentación deficiente; PCB de polarización del sistema defectuosa.
202 No utilizado Reservado para productos anteriores.203 No utilizado Reservado para productos anteriores.204 No utilizado Reservado para productos anteriores.
205 Salida de CC baja Menos de 60 VCC; Cable negativo en corto a trabajo o tierra; Inverter defectuoso (salida en corto); Detección de tensión del CCM (J24) desconectada o cable roto; CCM defectuoso.
206 No utilizado Reservado para productos anteriores.
207Corriente del cable de tierra inesperada
Corriente superior a los 8A en el cable de trabajo (tierra) antes de la ignición. Cable negativo en corto a tierra o chasis del iniciador de arco; sensor de corriente cable de trabajo HCT1 defectuoso; PCB del relé defectuoso.
208Corriente del circuito del piloto inesperada
Corriente superior a los 6A en el circuito del piloto antes de la ignición. Piezas consumibles incorrectas o incompatibles que provocan un corto entre la punta y el electrodo; Cable del piloto en corto al negativo en el tubo de la antorcha; Circuitos del relé defectuosa; Posible corto en la antorcha.
209 No utilizado Reservado para productos anteriores.
210Corriente de salida demasiado alta
La corriente del cable de trabajo detectada supera el 20 % del ajuste del proceso. Posible señal errónea provocada por un sensor de corriente del cable de trabajo HCT1 o PCB del relé defectuo-sos; CCM defectuoso.
211Corriente de salida demasiado baja
La corriente del cable de trabajo detectada está un 20 % por debajo del ajuste del proceso.Posible señal errónea provocada por un sensor de corriente del cable de trabajo HCT1 o PCB del relé defectuosos; PCB del piloto posiblemente defectuosa (cortocircuito en la IGBT).
212Corriente baja de salida 1A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 1 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 1 del inverter
213Corriente baja de salida 1B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección B del Módulo 1 del inverter; Salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 1 del inverter
214 Inversor 2A Sali-da Corriente Bajo
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 2 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 2 del inverter
215 No utilizado Reservado para otros sistemas
216Corriente baja de salida 3A del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección A del Módulo 3 del inverter; salida del inverter desconectada; cable plano posiblemente defectuoso; si el problema persiste, sustituya el Módulo 3 del inverter
217Corriente baja de salida 3B del inverter
Corriente de trabajo de plasma baja durante el corte atribuida a salida baja de la Sección B del Módulo 3 del inverter; Salida del inverter desconectada; Possible defective ribbon cable; Si el problema persiste, sustituir el Módulo 3 del inverter
218Corriente elevada de salida 1A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 1 del inverter; Si el problema persiste, sustituir el Módulo 1 del inverter
219Corriente elevada de salida 1B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 1 del inverter; Si el problema persiste, sustituir el Módulo 1 del inverter
220Corriente elevada de salida 2A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 2 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter

Manual n.º 0-5290ES 4-9 FUNCIONAMIENTO
Auto-cut 300 XtCódigo Mensaje Solución / comentarios
221Corriente elevada de salida 2B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 2 del inverter; Si el problema persiste, sustituir el Módulo 2 del inverter
222Corriente elevada de salida 3A del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección A del Módulo 3 del inverter; Si el problema persiste, sustituir el Módulo 3 del inverter
223Corriente elevada de salida 3B del inverter
Corriente de trabajo de plasma elevada durante el corte atribuida a salida alta de la Sección B del Módulo 3 del inverter; Si el problema persiste, sustituir el Módulo 3 del inverter
224 No se encontró el inverter 1
Sección A del Módulo 1 del inverter necesaria para el pilotaje; cable plano CCM 1A a la Sección A del módulo 1 dañado o desconectado.
225Revisión incom-patible 1A del inverter
Revisión del inverter no soportada; cable plano J31 del CCM a la Sección A del módulo 1 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
226Revisión incom-patible 1B del inverter
Revisión del inverter no soportada; cable plano J32 del CCM a la Sección B del módulo 1 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
227Revisión incom-patible 2A del inverter
Revisión del inverter no soportada; cable plano J33 del CCM a la Sección A del módulo 2 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
228 No utilizado Reservado para otros modelos con otra sección de inverter
229Revisión incom-patible 3A del inverter
Revisión del inverter no soportada; cable plano J35 del CCM a la Sección A del Módulo 3 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
230Revisión incom-patible 3B del inverter
Revisión del inverter no soportada; cable plano J36 del CCM a la Sección B del Módulo 3 del inverter dañado; versión del código CCM incompatible con la revisión o el modelo del inverter
231Incompatibili-dad V ca 1A del inverter
Tensión nominal de CA del inverter no compatible con la tensión nominal de la alimentación; cable planoJ31delCCMalaSecciónBdelMódulo1defectuosooflojo;Módulo1delinvertercontensión errónea instalado; módulo del inverter defectuoso
232Incompatibili-dad V ca 1B del inverter
Tensión nominal de CA del inverter no compatible con la tensión nominal de la alimentación; cable planoJ32delCCMalaSecciónBdelMódulo1defectuosooflojo;Módulo1delinvertercontensión errónea instalado; módulo del inverter defectuoso
233Incompatibili-dad V ca 2A del inverter
Tensión nominal de CA del inverter no compatible con la tensión nominal de la alimentación; cable planoJ33delCCMalaSecciónAdelMódulo2defectuosooflojo;Módulo2delinvertercontensión errónea instalado; módulo del inverter defectuoso
234 No utilizado Reservado para otros modelos con otra sección de inverter
235Incompatibili-dad V ca 3A del inverter
Tensión nominal de CA del inverter no compatible con la tensión nominal de la alimentación; cable planoJ35delCCMalaSecciónAdelMódulo3defectuosooflojo;Módulo2delinvertercontensión errónea instalado; módulo del inverter defectuoso
236Incompatibili-dad V ca 3B del inverter
Tensión nominal de CA del inverter no compatible con la tensión nominal de la alimentación; cable planoJ36delCCMalaSecciónBdelMódulo3defectuosooflojo;Módulo3delinvertercontensión errónea instalado; módulo del inverter defectuoso
237 Falta de inverters Se requieren dos o más secciones de inverter para funcionar; Cable plano entre CCM y sección del inverter dañado o desconectado;
238 VAC de polariza-ción NO VÁLIDO
Selección de tensión de CA no válida; conexión dañada o perdida en J61 del suministro de polari-zación del sistema.
239 Tensión de CA alta
La PCB de polarización del sistema detectó que la tensión de CA es más elevada que la tensión nominal de la alimentación eléctrica; conexión J61 de selección de tensión de suministro de po-larización del sistema dañada o desconectada; PCB de polarización del sistema defectuosa; CCM defectuoso

FUNCIONAMIENTO 4-10 Manual n.º 0-5290ES
Auto-cut 300 Xt
Código Mensaje Solución / comentarios
240 Tensión de CA baja
La PCB de polarización del sistema detectó que la tensión de CA es inferior a la tensión nominal de la fuente de alimentación; conexión J61 de selección de tensión de suministro de polarización del sistema dañada o desconectada; PCB de polarización del sistema defectuosa; CCM defectuoso
241Error de tensión de entrada del inverter 1A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección A del módulo 1 del inverter; mala calidad de la alimentación de CA; contactor W1defectuoso;conexiónflojaoabiertaentrelosterminalesdeentradayelcontactorW1oelcontactor y la entrada de la sección del inverter; módulo del inverter defectuoso
242Error de tensión de entrada del inverter 1B
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección B del módulo 1 del inverter; mala calidad de la alimentación de CA; contactor W1defectuoso;conexiónflojaoabiertaentrelosterminalesdeentradayelcontactorW1oelcontactor y la entrada de la sección del inverter; módulo del inverter defectuoso
243Error de tensión de entrada del inverter 2A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección A del módulo 2 del inverter; mala calidad de la alimentación de CA; contactor W1defectuoso;conexiónflojaoabiertaentrelosterminalesdeentradayelcontactorW1oelcontactor y la entrada de la sección del inverter; módulo del inverter defectuoso
244 No utilizado Reservado para otros modelos con otra sección de inverter
245Error de tensión de entrada del inverter 3A
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección A del módulo 3 del inverter; mala calidad de alimentación de CA; contactor W2 defectuoso;conexiónflojaoabiertaentrelosterminalesdeentradayelcontactorW2oelcontac-tor y la entrada de la sección del inverter; módulo del inverter defectuoso
246Error de tensión de entrada del inverter 3B
Fallo de tensión de entrada del inverter; tensión fuera de rango o fase no presente en la entrada de CA de la Sección B del módulo 3 del inverter; mala calidad de alimentación de CA; contactor W2 defectuoso;conexiónflojaoabiertaentrelosterminalesdeentradayelcontactorW2oelcontac-tor y la entrada de la sección del inverter; módulo del inverter defectuoso
247 Fallo circuito del inverter 1A Fallo del circuito de la Sección A del Módulo 1 del inverter; Módulo 1 del inverter dañado
248 Fallo circuito del inverter 1B Fallo del circuito de la Sección B del Módulo 1 del inverter; Módulo 1 del inverter dañado
249 Fallo circuito del inverter 2A Fallo del circuito de la Sección A del Módulo 2 del inverter; Módulo 2 del inverter dañado
250 No utilizado Reservado para otros modelos con otra sección de inverter
251 Fallo circuito del inverter 3A Fallo del circuito de la Sección A del Módulo 3 del inverter; Módulo 3 del inverter dañado
252 Fallo circuito del inverter 3B Fallo del circuito de la Sección B del Módulo 3 del inverter; Módulo 3 del inverter dañado
253 Temp. ambiente del inversor 1A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura am-biente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
254 Temp. ambiente del inversor 1B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura am-biente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
255 Temp. ambiente del inversor 2A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura am-biente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
256 No utilizado Reservado para otros modelos con otra sección de inverter
257 Temp. ambiente del inversor 3A
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura am-biente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.

Manual n.º 0-5290ES 4-11 FUNCIONAMIENTO
Auto-cut 300 Xt
258 Temp. ambiente del inversor 3B
La temperatura del circuito del inverter es excesiva. La posible causa es una temperatura am-biente superior a los 40 grados C; reduzca la alimentación eléctrica cortando el ciclo de trabajo; reduzca la temperatura ambiente; añada refrigerante adicional.
259Inverter 1A sin entrada de ali-mentación
Es posible que la sección del inverter no reciba alimentación. Contactor no cerrado; Contactor defectuoso o CB4 disparado; Entrada de sección de inverter no conectada; Inverter defectuoso.
260Inverter 1B sin entrada de ali-mentación
Es posible que la sección del inverter no reciba alimentación. Contactor no cerrado; Contactor defectuoso o CB4 disparado; Entrada de sección de inverter no conectada; Inverter defectuoso.
Código de estado del CCM
Grupo 3 -- Estado y protocolo del controlador del gasCódigo Mensaje Solución / comentarios
301 No utilizado Reservado para otros modelos.302 Reservado No hay información disponible. Póngase en contacto con el servicio de atención al cliente.
303
Presión de suministro de gas fuera de rango.
El Autocut está en modo SET (AJUSTAR) o la presión del gas de plasma es demasiado baja; sensor de presión de gas (PS1) defectuoso.
304 Purga del control del gas Normal tras el arranque o al regresar desde desactivar plasma.
305 No utilizado Reservado para otros modelos.306 No utilizado Reservado para el uso de la Futuro.307 No utilizado Reservado para otros modelos.
308Tipo de control de gas discrepante
CCM incorrecto; debe ser de tipo Auto-cut.
309 No utilizado Reservado para otros modelos.310 No utilizado Reservado para otros modelos.311 No utilizado Reservado para otros modelos.312 No utilizado Reservado para otros modelos.313 No utilizado Reservado para otros modelos.
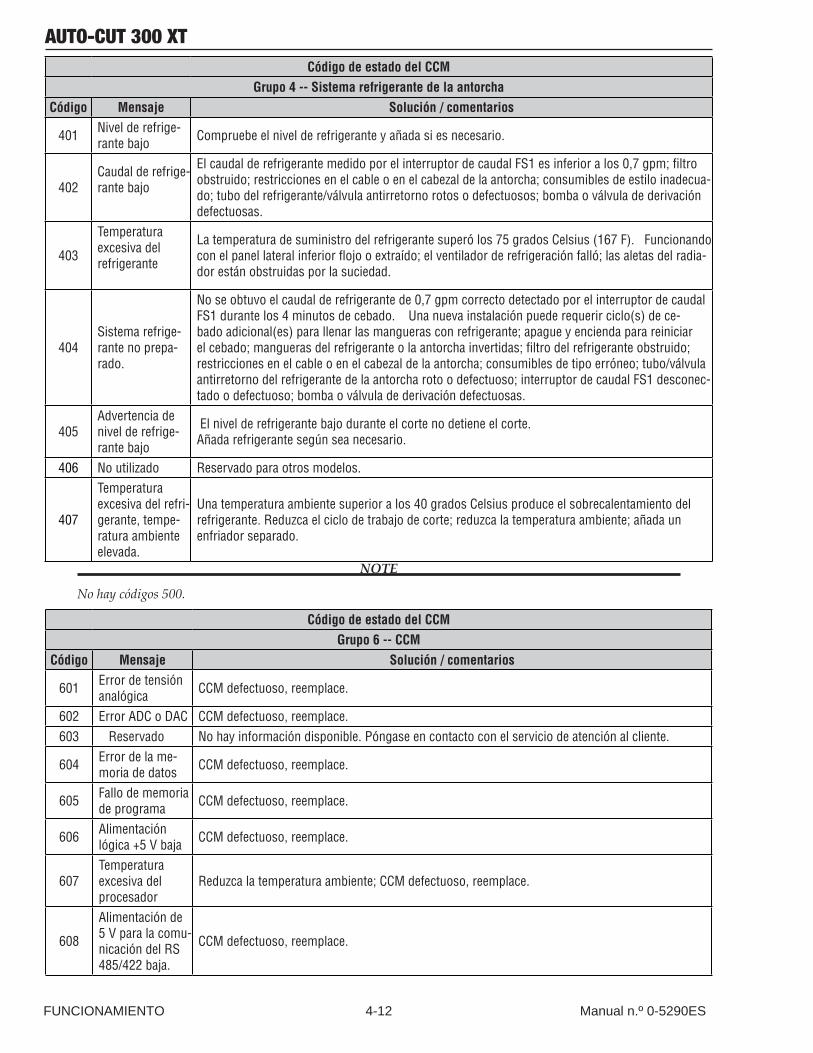
FUNCIONAMIENTO 4-12 Manual n.º 0-5290ES
Auto-cut 300 Xt Código de estado del CCM
Grupo 4 -- Sistema refrigerante de la antorchaCódigo Mensaje Solución / comentarios
401 Nivel de refrige-rante bajo Compruebe el nivel de refrigerante y añada si es necesario.
402Caudal de refrige-rante bajo
El caudal de refrigerante medido por el interruptor de caudal FS1 es inferior a los 0,7 gpm; filtro obstruido; restricciones en el cable o en el cabezal de la antorcha; consumibles de estilo inadecua-do; tubo del refrigerante/válvula antirretorno rotos o defectuosos; bomba o válvula de derivación defectuosas.
403
Temperatura excesiva del refrigerante
La temperatura de suministro del refrigerante superó los 75 grados Celsius (167 F). Funcionando conelpanellateralinferiorflojooextraído;elventiladorderefrigeraciónfalló;lasaletasdelradia-dor están obstruidas por la suciedad.
404Sistema refrige-rante no prepa-rado.
No se obtuvo el caudal de refrigerante de 0,7 gpm correcto detectado por el interruptor de caudal FS1 durante los 4 minutos de cebado. Una nueva instalación puede requerir ciclo(s) de ce-bado adicional(es) para llenar las mangueras con refrigerante; apague y encienda para reiniciar el cebado; mangueras del refrigerante o la antorcha invertidas; filtro del refrigerante obstruido; restricciones en el cable o en el cabezal de la antorcha; consumibles de tipo erróneo; tubo/válvula antirretorno del refrigerante de la antorcha roto o defectuoso; interruptor de caudal FS1 desconec-tado o defectuoso; bomba o válvula de derivación defectuosas.
405Advertencia de nivel de refrige-rante bajo
El nivel de refrigerante bajo durante el corte no detiene el corte. Añada refrigerante según sea necesario.
406 No utilizado Reservado para otros modelos.
407
Temperatura excesiva del refri-gerante, tempe-ratura ambiente elevada.
Una temperatura ambiente superior a los 40 grados Celsius produce el sobrecalentamiento del refrigerante. Reduzca el ciclo de trabajo de corte; reduzca la temperatura ambiente; añada un enfriador separado.
NOTE
No hay códigos 500.
Código de estado del CCMGrupo 6 -- CCM
Código Mensaje Solución / comentarios
601 Error de tensión analógica CCM defectuoso, reemplace.
602 Error ADC o DAC CCM defectuoso, reemplace.603 Reservado No hay información disponible. Póngase en contacto con el servicio de atención al cliente.
604 Error de la me-moria de datos CCM defectuoso, reemplace.
605 Fallo de memoria de programa CCM defectuoso, reemplace.
606 Alimentación lógica +5 V baja CCM defectuoso, reemplace.
607Temperatura excesiva del procesador
Reduzca la temperatura ambiente; CCM defectuoso, reemplace.
608
Alimentación de 5 V para la comu-nicación del RS 485/422 baja.
CCM defectuoso, reemplace.

Manual n.º 0-5290ES 4-13 FUNCIONAMIENTO
Auto-cut 300 Xt
609Error de disposi-tivo de actualiza-ción del Firmware
CCM defectuoso, reemplace.
610Error de proto-colo de actualiza-ción de Firmware
CCM defectuoso, reemplace.
611 Fallo del contro-lador USB CCM defectuoso, reemplace.
612 Fallo de alimenta-ción del USB Retirar el dispositivo USB defectuoso; CCM defectuoso
613Fallo en la crea-ción de registro del USB
No fue posible crear el archivo de registro en la unidad Flash USB en el intento de actualización del firmware más reciente; Utilizar una unidad Flash USB distinta o volver a formatear la unidad Flash
614 Sin archivo USFEl archivo VTCCMFW.USF no está presente en la unidad Flash; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Utilizar una unidad Flash USB distinta o volver a formatear la unidad Flash
615Sin archivo de actualización del CCM
No se encontró el archivo de Firmware CCM especificado en VTCCMFW.USF ; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware;
616 Fallo de actualiza-ción de DPC
Se produjo un error al intentar actualizar el firmware de DPC; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Consultar el archivo CCM_LOG.TXT de la unidad Flash para obtener información detallada
617 Fallo de actualiza-ción de DMC
Se produjo un error al intentar actualizar el firmware de DMC; Añadir archivos adecuados a la unidad Flash para la actualización del Firmware; Consultar el archivo CCM_LOG.TXT de la unidad Flash para obtener información detallada
618 Fallo de calibra-ción de ADC Error demasiado grande al calibrar ADC; Si el fallo persiste, CCM defectuoso;
619 Fallo del interrup-tor de caudal El interruptor de caudal informa del caudal de refrigerante cuando la bomba está apagada;
620 Error de memoria no volátil
Almacenamiento de la memoria no volátil corrompido y borrado; Si el fallo persiste, CCM defec-tuoso.
4.06 Calidad del corte
Losrequisitosdecalidaddelcortedifierensegúnlaaplicación.Porejemplo,laformacióndenitrurosyelángulodelchaflánpuedenconstituirseenfactoresimportantessilasuperficieserásoldadaluegodelcorte.Laausenciaderesiduosenelcorteesimportantecuandosedeseaunacalidaddeterminacióndelcortequeeviteunaoperaciónsecundariadelimpieza.Lacalidaddelcortevaríaparalosdiferentesmaterialesyespesores.
Ángulo de corte derecho
Ángulo de corte izquierdo
Art # A-00512-S
Ancho de ranuraSuperficie de corte en ángulo biselado
Redondeo de borde superior
Estrías de superficie de corte
Acumulación de escoria
Salpicadura superior
Art A-00007-S
Superficie del corte
Lacondición(suaveorugosa)delacaradelcorte.

FUNCIONAMIENTO 4-14 Manual n.º 0-5290ES
Auto-cut 300 Xt Ángulo del chaflán
4. ColoqueelinterruptorRUN/SET(EJECUTAR/AJUSTAR)enlaposiciónRUN(EJECUTAR).
Eselánguloentrelasuperficiedelbordedelcorteyunplanoperpendicularalasuperficiedelaplaca.Uncorteperfectamenteperpendiculardaríaporresultadounchaflánconunángulode0°.
Redondeo del borde superior
Redondeoenelbordesuperiordeuncortedebidoaldesgastedesdeelpuntodecontactoinicialdelarcodeplasmasobrelapieza.
Formación de residuos y salpicaduras en el borde superior
Elresiduoesmaterialderretidoquenoessopladofueradelazonadelcorteysevuelveasolidificarenlaplaca.Lassalpicadurasenelbordesuperiorsonresiduosqueseacumulanenelbordesuperiordelapieza.Unresiduoexcesivopuederequerirdeunaoperaciónsecundariadelimpiezaluegodelcorte.
Ancho de ranura
Eselanchodelmaterialremovidoduranteelcorte.
Formación de nitruros
Losdepósitosdenitrurospuedenpermanecerenelbordedelcorteenlosacerosalcarbonocuandohaygasnitrógenopresenteenelflujodelgasdeplasma.Lasformacionesdenitrurospuedenocasionardificultadessilapiezadebesersoldadaluegodelcorte.
Dirección del corte
Lacorrientedegasdeplasmaformaunremolinomientrasdejalaantorchaparamantenerunacolumnadegasuniforme.Esteefectoderemolinohacequeunladodelcorteresultemásperpendicularalaplacaqueelotro.Vistoenladireccióndelmovimiento,elladoderechodelcorteesmásperpendicularqueelizquierdo.
Ángulo de corte derecho
Ángulo de corte izquierdo
Art # A-00512-S
Desperdicio
Sentido horario
Sentidoanti horario
Art # A-04182IT
Pieza
Desperdicio
Efectoderemolinoenlascaracterísticaslateralesdelcorte
Parahaceruncorteperpendicularalbordedelapiezaalcortaruncírculointerior,laantorchadebemoverseensentidoantihorarioalrededordelcírculo.Paramantenerelcorteperpendicularalbordedelapiezaalcortaruncírculoexterior,laantorchadebemoverseensentidohorario.
Corte bajo el agua
Noserecomiendacortarsobreunamesadeagua,nibajoelaguaniconelaguatocandolaplacaacortar,outilizarunsistemadecortinadeagua.Siseutilizaunamesadeagua,elniveldeaguadebesercomomínimode4pulgadas(100mm)delaparteinferiordelaplaca.Ignorarestarecomendaciónpodríaocasionarunabajacalidaddecorteyunadisminucióndelavidadelaspiezasconsumibles.
Sensor óhmico de altura
Noserecomiendaelusodelsensoróhmicocuandoseutilizaprotecciónporagua.Elaguasobrelaplacaacortarinterfiereeléctricamenteconelcircuitodelsensoróhmico.

Manual n.º 0-5290ES 5-1 MANTENIMIENTO
Auto-cut 300 XtSECCIÓN 5: MANTENIMIENTO
5.01 Mantenimiento general
Efectúeperiódicamentelassiguientesverificacionesparaasegurareladecuadodesempeñodelsistema.
Programa de mantenimiento de la fuente de alimentaciónDiario
Compruebe el nivel de refrigerante y añada si fuera necesario.Revise las conexiones de la manguera de gas y las presiones.
Compruebe el ventilador de refrigeración y límpielo si fuera necesario.
MensualmenteRevise el ventilador de refrigeración y el radiador; limpie si es necesarioRevise las mangueras de gas en busca de grietas, pérdidas o abrasión.
Reemplace si es necesario.Revise todas las conexiones eléctricas en busca de grietas o abrasión.
Reemplace si es necesario.Limpie el filtro del agua (si utiliza neblina de H2O)
Cada seis mesesLimpie el tanque de refrigerante. Limpie o reemplace el filtro externo de
refrigerante.Limpie el tanque de refrigerante.
Aspire el polvo depositado en el interior de la fuente de alimentación.
5.02 Procedimiento para limpiar el filtro de refrigerante
Lalimpiezaperiódicadelfiltroderefrigeranteaseguralamáximaeficienciadelflujoderefrigerante.Unflujoes-casoderefrigeranteocasionaunadeficienterefrigeracióndelaspiezasdelaantorchaconelconsiguientedesgasteprematurodelosconsumibles.
Limpieelfiltroderefrigerantecomoseindicaacontinuación:
1. Desconectelaalimentacióneléctricadelsistema.
2. Desatornilleyextraigaelcartuchodelfiltromanualmente.Elcartuchograndeseencuentradetrásdelafuentedealimentación.Asegúresedeguardarlajuntatórica.
3. Examineelfiltroysustitúyalosifueranecesario.Vuelvaainstalarelcartucho,apretándolomanualmente. Asegúresedequelajuntatórica(O-ring)estéensulugar.
4. Enciendaelsistemayreviseenbuscadepérdidas.

MANTENIMIENTO 5-2 Manual n.º 0-5290ES
Auto-cut 300 Xt 5.03 Procedimiento para reemplazar el refrigerante
Reemplaceelrefrigerantecomoseindicaacontinuación:
1. Cortelaalimentacióneléctricadelsistema.
2. Extraigaelpanellateralinferiorderecho.
3. Localiceenlalíneaderefrigeranteelacoplamientoprocedentedelaparteinferiordeldepósitodelrefri-gerante;n.º1enlailustraciónquesemuestraacontinuación.Desconectelalíneaderefrigerantedesdeelacopleydreneelrefrigeranteenuncontenedordesechabledetamañoadecuado.Recuerdequevaadrenarmáscantidadquelacontenidaeneldepósitodelrefrigerante.
4. Cuandoelrefrigeranteseestédrenando,desconecteelacopledelamangueragrisn.º2delailustraciónquesemuestraacontinuación.Permitaquesedreneelexcesoderefrigerantey,acontinuación,apliqueunapresiónmáximade5psiparalimpiarlaslíneas.
PRECAUCIÓN
La aplicación de una presión de aire superior a 5 psi en el sistema de refrigeración lo dañará. Esta tarea debe realizarse con sumo cuidado.
2
1
Art # A11689
5. Vuelvaaconectarlosdosacoplesy,acontinuación,retirelacazoletadelfiltrodelcartuchosituadoenlaparteposteriordelafuentedealimentación.Viertaesterefrigeranterestanteenelcontenedorysustituyalacazoleta.
NOTA
Si también es necesario sustituir el refrigerante presente en los cables, desconéctelos de la fuente de alimentación y drénelos manualmente.
6. Lleneeldepósitoconrefrigerantenuevo,hastaalcanzarelnivelcorrecto,ycompruebequenoseproduzcanfugas.
7. Enciendaelsistema,déjelofuncionarunosminutosyreviseelnivelderefrigerante,completesiesnecesario.ConsultelaSección3:16Completarlainstalaciónparaconocerelprocedimiento.

Manual n.º 0-5290ES 5-3 MANTENIMIENTO
Auto-cut 300 Xt5.04 Mantenimiento del iniciador de arco
Arc Starter Service ChartSíntoma Causa Comprobación Solución
No se produce la ignición del piloto: Hay chispa en el iniciador de arco pero no ignición
El refrigerante ha adquirido propiedades conductoras
Utilice un medidor de conductividad
Aclare el sistema, sustituya el refrigerante.
El cable de retorno del piloto no está conectado Inspección visual Connect Wire.
Distancia disruptiva demasiado próxima
Compruebe con una galga de espesor Set to 0.063” ±0.002”
Condensador de alta frecuencia (C4) posiblemente abierto
Utilice un medidor de capacitancia Vuelva a conectar o sustitúyalo.
Vuelva a conectar o sustitúyalo. Inspección visual Reemplace.
Corto en el inductor (L1) Inspección visual Elimine el corto; aumente la distancia de la bobina.
Condensadores de bus (C1, C2, C3) de distancia disruptiva
rotos o defectuosos.Medidor de capacitancia Reemplace.
El cable negativo de alimentación no está
correctamente conectadoInspección visual Vuelva a conectar
No se produce la ignición del piloto: No hay presencia de chispa en el
iniciador de arco.
Distancia disruptiva demasiado grande
Compruebe con una galga de espesor Set to 0.063” ±0.002”
Transformador defectuoso Medición de la resistencia Reemplace.
Sin alimentación de 120 V Compruebe la tensión de entrada en el filtro de EMI
Realice las conexiones; sustituya el mazo de cables.
Sin conexión/conexión deficiente a distancia disruptiva. Inspección visual Vuelva a conectar
Filtro de EMI defectuoso Medición de la tensión/resistor Reemplace.
Sin refrigeración o refrigeración insuficiente: Fugas de
refrigerante
Acople(s) flojo(s) Inspección visual Reajuste los acoples.No se ha realizado soldadura
reforzada (L1) Inspección visual Sustituya la bobina de HF.
Línea(s) de refrigerante dañada(s) o perforada(s). Inspección visual Sustituya las líneas de
refrigerante.
Sin refrigeración o refrigeración insuficiente:
No hay caudal de refrigerante
Mangueras de suministro y retorno invertidas
Inspección visual de las conexiones codificadas por
colores
Haga coincidir los colores de conexión con los colores de los acoples del iniciador de arco.
Bloqueo en la bobina o las mangueras de suministro/
retorno
Afloje ligeramente el acople y compruebe el caudal de
refrigeranteLimpie el sistema.
Comportamiento errático del sistema (interferencia EMI)
Blindaje del cable de la antorcha no conectado o
defectuoso. Cable de puesta a tierra F1 no conectado.
Inspección visual del acople del blindaje del cable al iniciador de
arco.
Vuelva a conectar / apriete los conectores del cable.
Conexión a tierra no presente o defectuosa
Inspección visual del cable de puesta a tierra al arrancador de
arco
Realice la puesta a tierra correctamente o ajústela.
Condensador C5 no conectado, abierto o flojo
Inspección visual del acople del blindaje del cable al iniciador de
arco.Sustituya la PCB.

MANTENIMIENTO 5-4 Manual n.º 0-5290ES
Auto-cut 300 Xt 5.05 Ajuste de la distancia disruptiva del iniciador de arco
1. Apaguelaalimentacióndeentrada.Retirelacubiertadelaconsolasuperior.
2. Ajusteladistanciadisruptivacomosemuestra.Vuelvaainstalarlacubiertasuperior.
Art # A-11913
0.063" ± 0.002"1.6 ± 0.05 mm

Manual n.º 0-5290ES 6-1 Lista de piezas
Auto-cut 300 XtSECCIÓN 6: PIEZAS Y CONJUNTOS DE REPUESTO
6.01 Fuente de alimentación de repuesto
Unidad completa / Componente Número de catálogo
FuentedealimentaciónAuto-Cut300XT™,400VAC+10-15%CE 3-8113-4
6.02 Cables de todos los amperajes
Consultelassecciones3.05paraobtenerinformaciónacercadelasconexionesatierrayloscablesdetierra.
Cables demasaO
Alimentación eléctrica
Pieza
Antorcha
Fuente de alimentación de Auto-Cut 300XT
Iniciador de arco / Módulo de control
de gas (GCM-1000XT)
Retorno del piloto
Negative
Suminis.de refrig.
Retorno de refrig.
Cable de Control
CNC
Tubo deposicionamiento
Cable decontrol
Cable de tierra
P
A
B
C
D
E
K
G: Conexiones de la antorcha, protección - Suminis.de refrig. w/ negativos - Retorno de refrig. - Retorno del piloto - Gas plasma - Gas protecc.
F
Art # A-11902SEU_AB
F1
Cable de CNC
Números del catálogo de cables; Alimentación eléctrica Auto-Cut 300 XT, Antorcha XT-301
Longitud de los cables
Clave Descripción 3 ft 1 m
10 ft 3.05 m
15 ft 4.5 m
25 ft 7.6 m
35 ft 10.6 m
50 ft 15.2 m
75 ft 22.8 m
100 ft 30.5 m
125 ft 38.1 m
A,B,C,D,E Juego de cables de suministro 4-3096 4-3097 4-3098 4-3099 4-3100 4-3101 4-3102 4-3103 4-3104A Cable de retorno del piloto (4 ft / 1.2 m) 9-4890B Cable negativo 9-4892C Manguera, suministro de refrigerante 9-4886D Manguera, retorno de refrigerante 9-4888
E Cable de control, fuente de alimentación al iniciador de arco 9-4941
F Cable de puesta a tierra 9-4923
F1 Cable de puesta a tierra, gas a tierra 9-4924 9-4925 9-4926 9-4927 9-4928 9-4929
G Conjunto, cable de la antorcha 4-3044 4-3045 4-3046 4-3047 4-3048
K Cable de control, PS a GCM 1000 XT 9-9331
O Cable de trabajo 9-9300 9-9301 9-9302 9-9303 9-9304 9-9305 9-9306 9-9307
P Cable de control, CNC a PS 9-8312 9-8313 9-8315 9-8316 9-8317
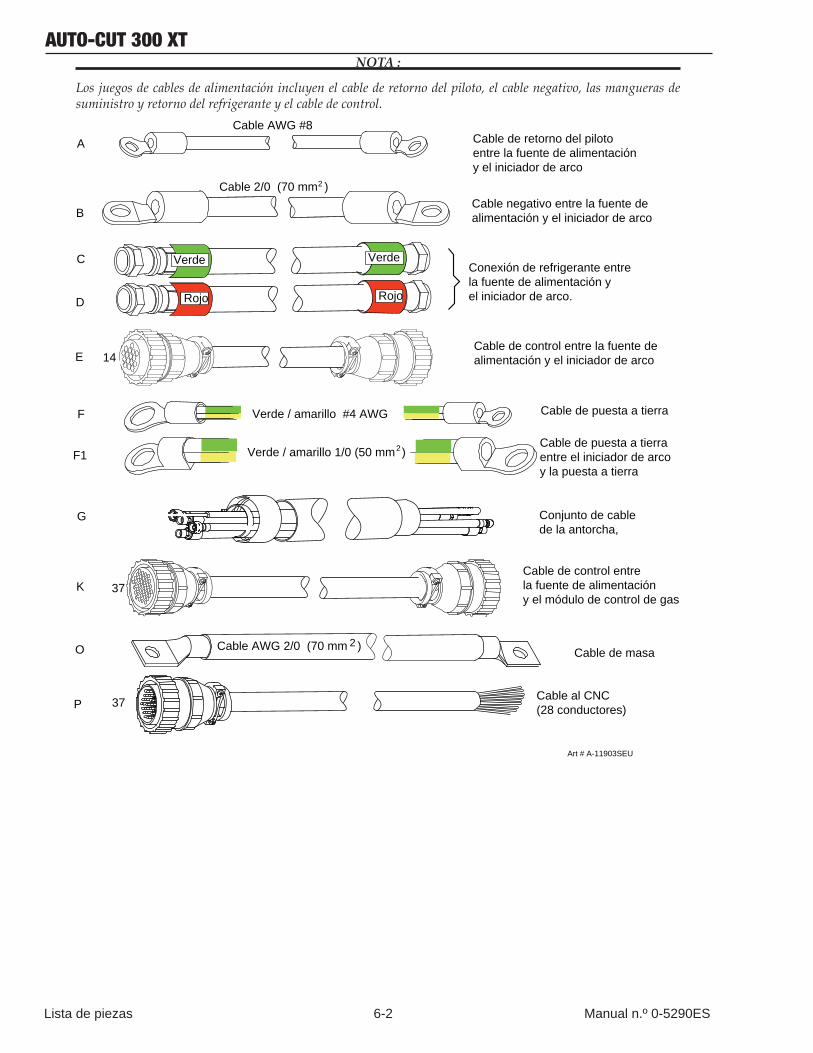
Lista de piezas 6-2 Manual n.º 0-5290ES
Auto-cut 300 Xt NOTA :
Los juegos de cables de alimentación incluyen el cable de retorno del piloto, el cable negativo, las mangueras de suministro y retorno del refrigerante y el cable de control.
G Conjunto de cable de la antorcha,
Art # A-11903SEU
Verde / amarillo #4 AWG
Verde / amarillo 1/0 (50 mm )
A
Verde
Rojo
Cable AWG #8
B
C
D
E
F
F1
K 37
14
Conexión de refrigerante entre la fuente de alimentación y el iniciador de arco.
Cable de retorno del pilotoentre la fuente de alimentacióny el iniciador de arco
Cable negativo entre la fuente dealimentación y el iniciador de arco
Cable de control entre la fuente dealimentación y el iniciador de arco
Cable de puesta a tierra
Cable de puesta a tierra entre el iniciador de arcoy la puesta a tierra
Cable de control entre la fuente de alimentación y el módulo de control de gas
Verde
Rojo
2
Cable de masa
Cable al CNC(28 conductores)
O
P 37
Cable 2/0 (70 mm )
Cable AWG 2/0 (70 mm )2
2

Manual n.º 0-5290ES 6-3 Lista de piezas
Auto-cut 300 Xt6.03 Piezas de repuesto de la fuente de alimentación externa
Artículo n.º Cant. Descripción N.º de catálogo
1 1 CubiertasuperiordelGCM1000XT 9-7345
2 1 Cubiertadeloscablesydelaalimentación 9-7346
3 1 Cáncamodeizaje,cable 9-7347
4 1 Cubiertaslateralessuperiores(2total) 9-7301
5 1 Cubiertalateralinferiorizquierda 9-7304
6 1 Cubiertalateralinferiorderecha 9-7344
Art # A-11933
2
1
4
2
3
5 6
4
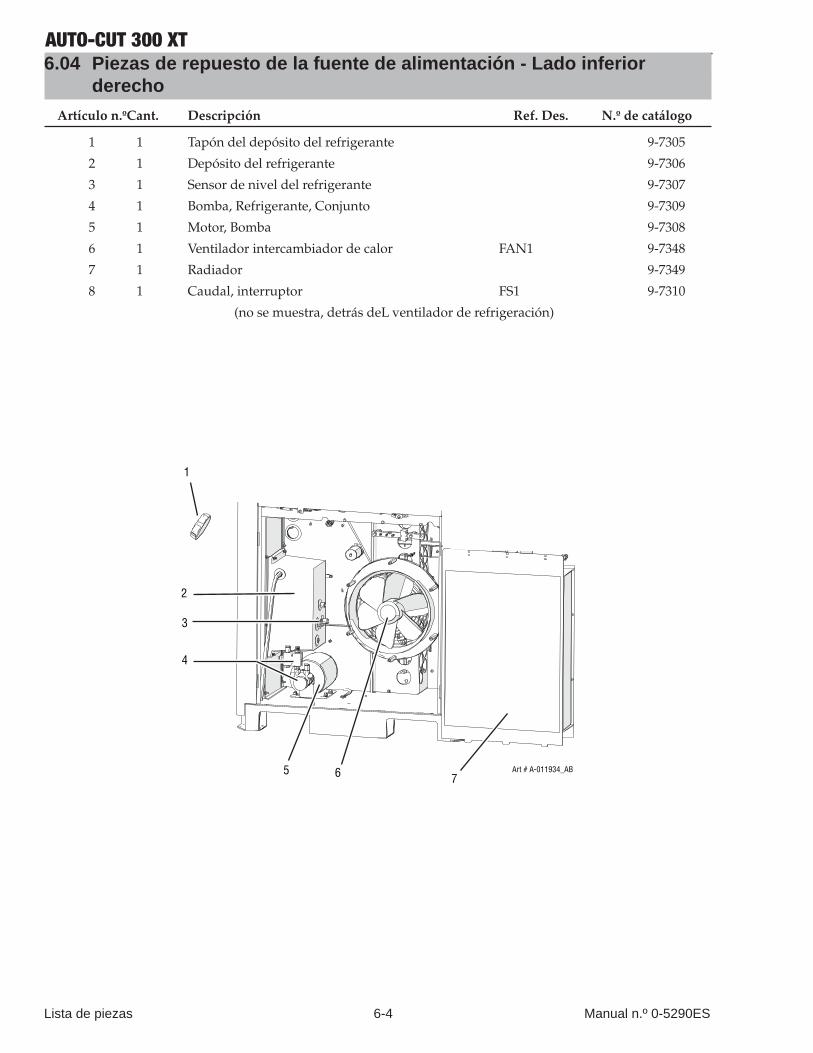
Lista de piezas 6-4 Manual n.º 0-5290ES
Auto-cut 300 Xt 6.04 Piezas de repuesto de la fuente de alimentación - Lado inferior
derecho
Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 Tapóndeldepósitodelrefrigerante 9-7305
2 1 Depósitodelrefrigerante 9-7306
3 1 Sensordeniveldelrefrigerante 9-7307
4 1 Bomba,Refrigerante,Conjunto 9-7309
5 1 Motor,Bomba 9-7308
6 1 Ventiladorintercambiadordecalor FAN1 9-7348
7 1 Radiador 9-7349
8 1 Caudal,interruptor FS1 9-7310
(nosemuestra,detrásdeLventiladorderefrigeración)
2
3
4
5 6 7Art # A-011934_AB
1

Manual n.º 0-5290ES 6-5 Lista de piezas
Auto-cut 300 Xt6.05 Piezas de repuesto de la fuente de alimentación - Lado superior
derecho
Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 Relés,bomba/ventilador MC3/MC2 9-7314
2 1 Relé,controldelacorrientedeirrupción K1 9-7336
3 1 Relé,corrientedeirrupción MC1 9-7337
4 1 Resistor,corrientedeirrupción R2 9-7376
5 1 Transformadorauxiliar T1 9-7315
6 1 PCBdelapantalla 9-9252
7 1 Disyuntordelinterruptordearranque/parada CB1 9-7316
8 1 Suministrodepolarización 9-9253
9 1 PCBdelainterfazydelrelé 9-9251
10 1 PCBdelpiloto 9-9250
11 1 ConjuntodelCCM 9-7324
1
2
3
4
5
6
Art # A-11935
7
8
11
9
10
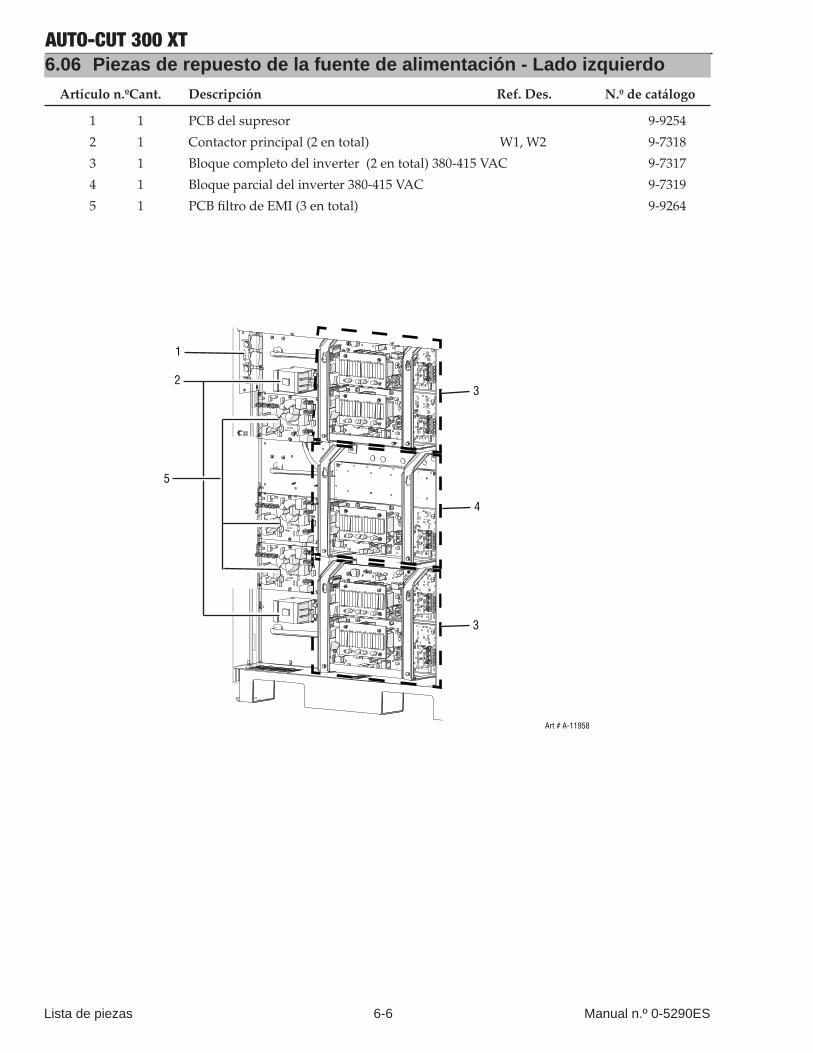
Lista de piezas 6-6 Manual n.º 0-5290ES
Auto-cut 300 Xt 6.06 Piezas de repuesto de la fuente de alimentación - Lado izquierdo
Artículo n.º Cant. Descripción Ref. Des. N.º de catálogo
1 1 PCBdelsupresor 9-9254
2 1 Contactorprincipal(2entotal) W1,W2 9-7318
3 1 Bloquecompletodelinverter(2entotal)380-415VAC 9-7317
4 1 Bloqueparcialdelinverter380-415VAC 9-7319
5 1 PCBfiltrodeEMI(3entotal) 9-9264
1
Art # A-11958
3
4
3
2
5

Manual n.º 0-5290ES 6-7 Lista de piezas
Auto-cut 300 Xt6.07 Piezas de repuesto de la fuente de alimentación RAS - GCM 1000 XT
Artículo n.º Cant. Descripción N.º de catálogo
1 1 Solenoidedelgas(serequieren3porunidad) 9-6319
2 1 Conjuntodelfiltrodelagua 8-3460
3 1 TransformadordeHF 9-4959
4 1 Interruptordepresión 9-6318
1
2
3
4
1
Art # A-11937-AB
5
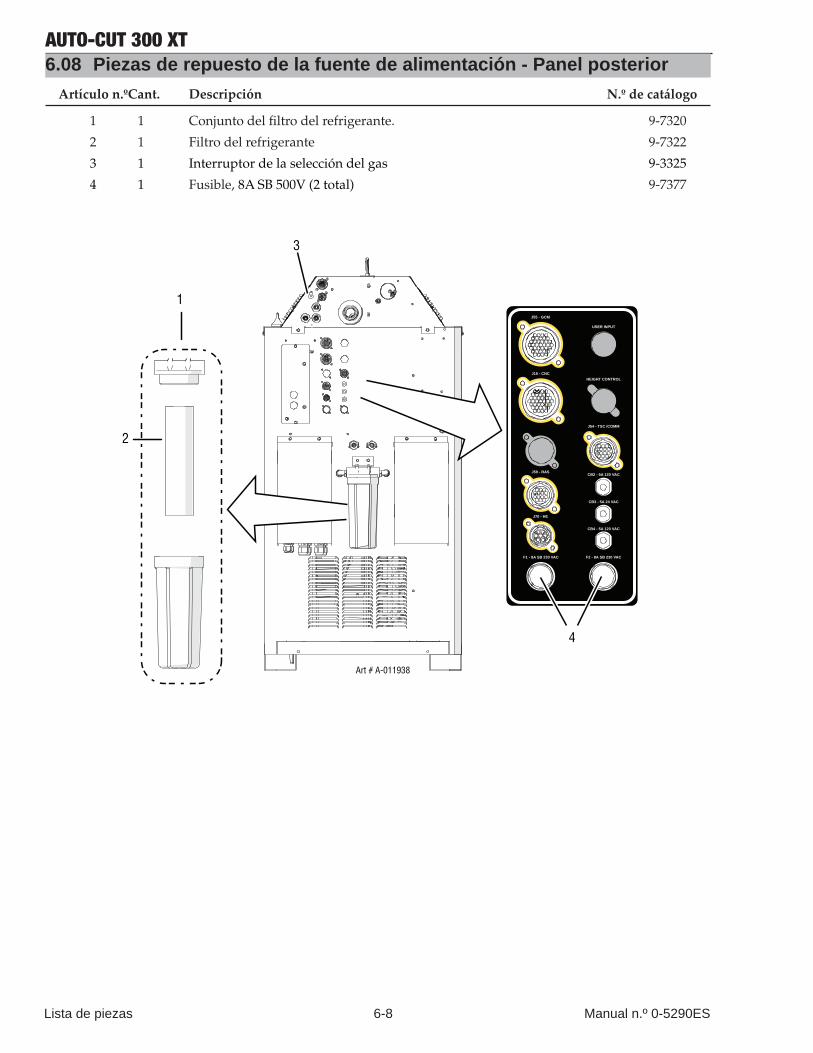
Lista de piezas 6-8 Manual n.º 0-5290ES
Auto-cut 300 Xt 6.08 Piezas de repuesto de la fuente de alimentación - Panel posterior
Artículo n.º Cant. Descripción N.º de catálogo
1 1 Conjuntodelfiltrodelrefrigerante. 9-7320
2 1 Filtrodelrefrigerante 9-7322
3 1 Interruptordelaseleccióndelgas 9-3325
4 1 Fusible,8ASB500V(2total) 9-7377
1
2
4
Art # A-011938
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
3

Manual n.º 0-5290ES 6-9 Lista de piezas
Auto-cut 300 Xt6.09 Piezas de repuesto de la fuente de alimentación - Frontal del
GCM1000XT
Artículo n.º Cant. Descripción N.º de catálogo
1 1 Manómetro 8-6800
2 1 Reguladordelgas 9-9509
3 1 Interruptorselectorejecutar/ajustar 9-3426
4 1 Potenciómetroconperilla 9-2685
5 1 Interruptordelselectordelgasdeprotección 9-3427
6 1 Medidordecaudal,H2O 9-7762
GCM 1000 XTGAS CONTROL MANAGEMENT SYSTEM
SHIELD GAS
H20 MIST
RUN
SET
PLASMA SHIELD
A
CUTOUT
Art # A-11939_AB
H20 MIST
5
3
6
4
1
2
1
2
6.10 Manguera recomendada para el suministro de gas
Artículo n.º Cant. Descripción N.º de catálogo
1 MangueraSynflexgrisde3/8”.Losacoplesnoestánincluidos. 9-3616
Númerodecatálogosegúnpie

Lista de piezas 6-10 Manual n.º 0-5290ES
Auto-cut 300 Xt
Esta página se dejó intencionalmente en blanco.
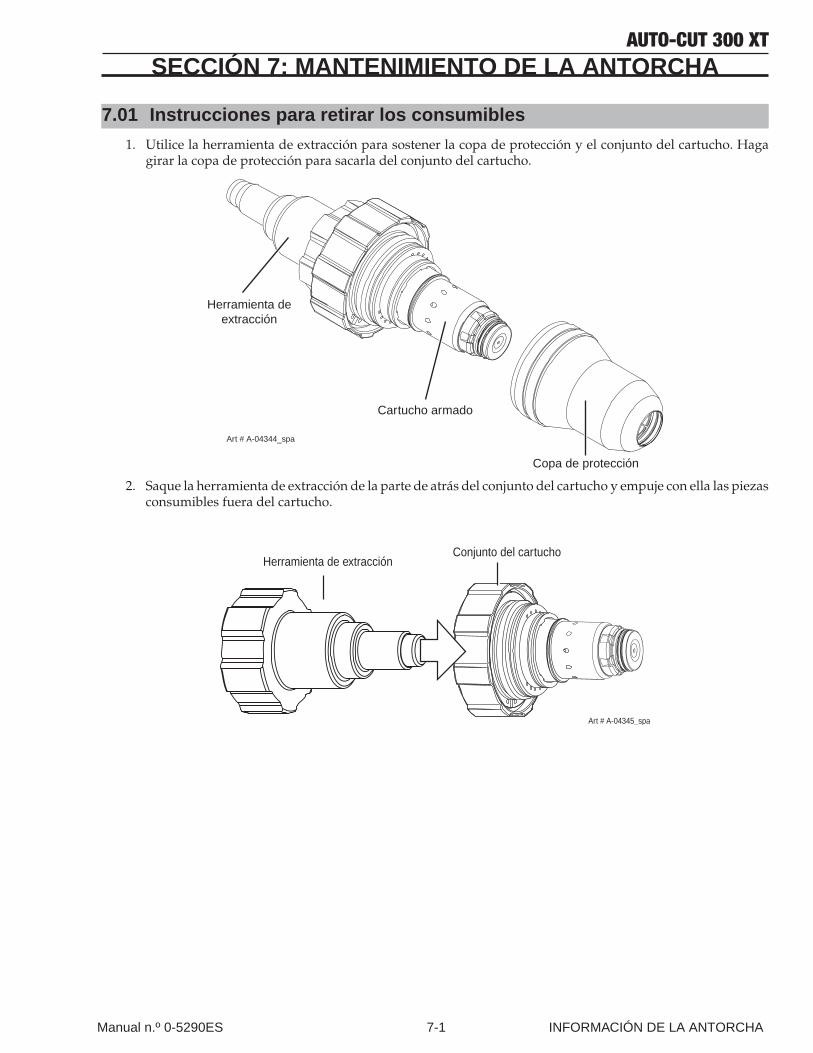
Manual n.º 0-5290ES 7-1 INFORMACIÓN DE LA ANTORCHA
Auto-cut 300 XtSECCIÓN 7: MANTENIMIENTO DE LA ANTORCHA
7.01 Instrucciones para retirar los consumibles
1. Utilicelaherramientadeextracciónparasostenerlacopadeprotecciónyelconjuntodelcartucho.Hagagirarlacopadeprotecciónparasacarladelconjuntodelcartucho.
Cartucho armado
Herramienta deextracción
Copa de protección
Art # A-04344_spa
2. Saquelaherramientadeextraccióndelapartedeatrásdelconjuntodelcartuchoyempujeconellalaspiezasconsumiblesfueradelcartucho.
Conjunto del cartuchoHerramienta de extracción
Art # A-04345_spa

INFORMACIÓN DE LA ANTORCHA 7-2 Manual n.º 0-5290ES
Auto-cut 300 Xt 7.02 Lubricación de la junta tórica (O-ring)
Lubriqueperiódicamentelastresjuntastóricas(O-rings)delconjuntodelcartuchoylastresdelcabezaldelaantorchaconellubricanteparajuntastóricassuministrado.Quiteelsegurodelconjuntodelcartuchoydesliceelanillodebloqueohaciaabajoparaaccederalajuntatóricaubicadadebajodelanillo.
Junta tórica,Nº de cat. 8-0544
Junta tórica interna (Nº 8-0545)Ubicada bajo el anillo de bloqueo)
Junta tórica,Nº de cat. 8-0540
Art # A-04071_spa
Seguro
Conjunto del cartucho
Art # A-04066SEU_AC
O-Anilla
Nº de catálogo. 9-3027
Nº de catálogo 9-3026
Nº de catálogo 9-3025
Cabezal del antorcha
Nº de catálogo 9-9041
PRECAUCIÓN
Utilice solamente lubricante para juntas tóricas (O-rings) Thermal Dynamics Nro. 9-4893 (Christo Lube MCG-129) en esta pieza de la antorcha. El uso de otros lubricantes puede ocasionar daños irreparables en la antorcha.
7.03 Desgaste de las piezas
Reemplaceeldistribuidordegassiestácarbonizadoofisurado.
Reemplaceeldistribuidordegassilapestañatienedañosdecualquiertipo.
Reemplacelapuntay/oelelectrodosiestángastados.
Electrodo nuevo Electrodo gastadoPunta nueva Punta gastada
Art # A-04861SEU

Manual n.º 0-5290ES 7-3 INFORMACIÓN DE LA ANTORCHA
Auto-cut 300 Xt7.04 Instalación de los consumibles de la antorcha
1. Instalelosconsumiblescomoseexplicaacontinuación:
Art # A-03887_spa
ADVERTENCIAS
No instale los consumibles en el cartucho si éste estámontado en el cabezal de la antorcha.Evite la presencia de materiales extraños en los consumiblesy en el cartucho. Maneje todas las piezas cuidadosamente para evitar dañarlas,pues ello puede afectar el desempeño de la antorcha.
NOTA
Para los consumibles de 200 Amp., cuando se sustituya el retenedor de protección o la copa de protección, monte ambas piezas antes de montar el resto de consumibles.
Retenedorprotector
Casqu
illo d
e
prot
ecció
nDist
ribuid
or
de g
as d
e
prot
ecció
n
Punta
Distrib
uidor
de g
as d
e
plasm
aElec
trodo
Cartucho
Art # A-11915SEU
Monte primero

INFORMACIÓN DE LA ANTORCHA 7-4 Manual n.º 0-5290ES
Auto-cut 300 Xt
Electrodo
Punta
Casquillo deprotección
Art # A-04873_spa
1: Apilado de las piezas
Distribuidor degas de plasma
Distribuidor degas deprotección
Junta tórica (O-ring)superior sobre la punta
No debe haberseparación entre
las piezas
El cartucho cubre lajunta tórica (O-ring)superior de la puntade la antorcha
4: Verifique la distancia que asoma el casquillo de protección
3: Enrosque la copa de protección en el cartucho
Copa de protección
Casquillo deprotección
El casquillo de protecciónsobresale 0,063 - 0,083” (1,6 - 2,1 mm)
2: Empuje el cartucho sobre las piezas apiladas

Manual n.º 0-5290ES 7-5 INFORMACIÓN DE LA ANTORCHA
Auto-cut 300 Xt2. Saquelaherramientadeextraccióndelcartuchoeinstaleelcartuchoarmadoenelcabezaldelaantorcha.
PRECAUCIÓN
El conjunto del cartucho debe cubrir la junta tórica sobre el cabezal de la antorcha.
No fuerce el cartucho si éste no quedó completamente ajustado. Saque el conjunto del cartucho y limpie la rosca del cabezal de la antorcha con un cepillo de alambre. Unte la rosca con lubricante compatible con oxígeno (provisto con la antorcha).
Juntas tóricasCabezal de la antorcha
Cabezal de la antorcha
Art # A-07202SP
1,6 - 2,1 mm(0.063 - 0.083")
Saliente
Clip óhmico
Art # A-03393SEU_AB
Instalacióndelcartuchoyaarmadosobreelcabezaldelaantorcha
3. Siutilizaelsensoróhmicodealturadelaantorcha,coloqueelbrocheóhmicosobrelacopadeprotección.
NOTA
No se recomienda la detección de altura óhmica con protección de agua. El agua de la placa interfiere eléctricamente con el circuito de detección óhmico.
4. Conecteelcabledeldetectordealturaalbrocheóhmico.

INFORMACIÓN DE LA ANTORCHA 7-6 Manual n.º 0-5290ES
Auto-cut 300 Xt E. Solución de pérdidas de refrigerante
Nuncahagafuncionarelsistemasilaantorchapierderefrigerante.Ungoteoconstantederefrigeranteindicaquelaspiezasdelaantorchaestángastadasoincorrectamenteinstaladas.Sihacefuncionarelsistemaenestacondiciónpuededañarelcabezaldelaantorcha.Consulteeldiagramasiguientecomoguíaparasolucionarlosproblemasdepérdidaderefrigeranteporelcabezaldelaantorcha.
50
100
200
300
O2
O2
O2
Air
Air
AirAir
0.04
0.040.08
0.080.080.080.08
1212222
Corriente
Pulg. mm
Gas deplasma
Profundidad de desgastepara la cual se recomienda
el reemplazo
Puntas dela antorcha
No
Sí
Sí
Sí
Sí
Sí
No
¿Las piezasson nuevo usadas?
La antorchapierde
¿Estáninstaladas las
piezas consumiblesen la antorcha?
Probablemente las piezas ya estén totalmentegastadas. Vea la tabla de vida útil aproximada.
La antorcha puede estar dañada.Vea la página para determinar si el cabezal
está dañado.
Pida el conjunto dereemplazo del tubo
de refrigerante
¿Lapérdida provienedel suministro odel retorno derefrigerante?
Retorno
Suministro
Pida el conjunto deválvula antiretorno
de refrigerante 9-4846
¿Están todas laspiezas armadas
dentro de laantorcha?
¿No está seguro?
Desarmecompletamente laantorcha y vuelva
a armarla correctamentVea el manualde instalación.
Reemplace el cabezalde la antorcha
¿Está dañadala antorcha?
Reemplace elcartucho consumible yla copa de protección.
¿Aún pierde laantorcha?
Saque y lubriquetodas las juntas tóricas
(O-rings) del cabezal de laantorcha, cartucho de consumibles
y consumibles. Armenuevamente la antorcha.
¿Aún pierde?
Usadas
Nuevas
Art # A-11955SEU_AB
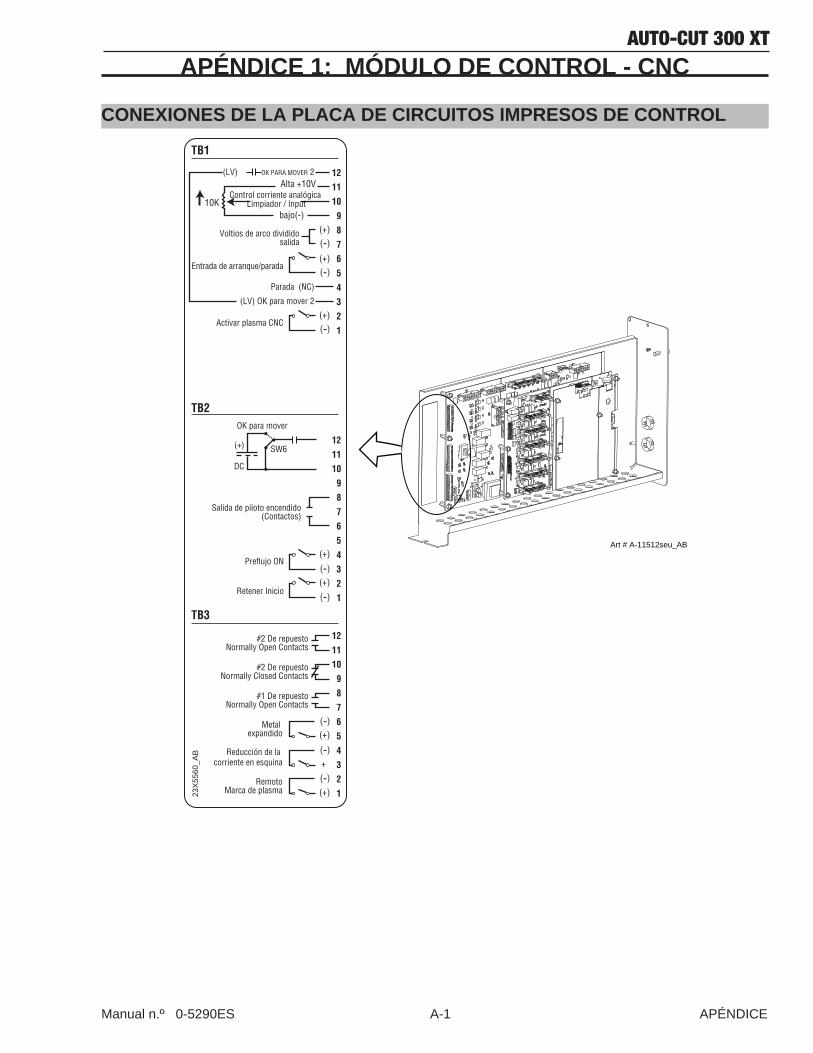
Manual n.º 0-5290ES A-1 APÉNDICE
Auto-cut 300 XtAPÉNDICE 1: MÓDULO DE CONTROL - CNC
CONEXIONES DE LA PLACA DE CIRCUITOS IMPRESOS DE CONTROL
Art # A-11512seu_AB
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
23X
5560
_AB
(-)
(+)
(+)
(+)
(+)
RemotoMarca de plasma
(-)
+ Reducción de la
corriente en esquina
(-)
(-)
(-)
(+)(-)
(+)(-)
(+)
(-)
Metal expandido
#1 De repuestoNormally Open Contacts
#2 De repuestoNormally Open Contacts
Retener Inicio
Activar plasma CNC
(LV) OK para mover 2
Preflujo ON
Entrada de arranque/parada
Salida de piloto encendido(Contactos)
#2 De repuestoNormally Closed Contacts
Voltios de arco divididosalida
TB1
(LV) OK PARA MOVER 2
Parada (NC)
Alta +10V
bajo(-)10K
Control corriente analógica Limpiador / Input
TB2
TB3
SW6
DC
(+)
OK para mover
APÉNDICE A-2 Manual n.º 0-5290ES
Auto-cut 300 Xt FUNCIONES DEL CNC
Loscircuitosdeentrada/salidadelCNCposeenunaislamientogalvánicodealmenos1000Vrespectoalafuentedealimentaciónparaplasma.
SibienloscircuitosdelCNCestánaisladosdelafuentedealimentación,muchasdelasseñalesderetornodelosbloquesdebornesJ15,TB1,TB2yTB3soncomunesentresí.Losbornes1,4,5,10,y17delbloqueJ15,los1,5,7y9delbloqueTB1ylos1y3delbloqueTB2sontodoscomunes.Elborne12delbloqueJ15yelborne10delbloqueTB2tambiénestánconectadosalosanteriorescuandoelconmutadorSW6(seleccióndehabilitaciónparaelmovi-mientodelamesa)estáajustadoparatensión.
ConectorJ15CNCdelpanelposterior:
37Circuito(Amp.CPC)remotoestándar:
EstosestánduplicadosenTB1,TB2yTB3;utiliceunooelotro,peronoambos.
Tierradelchasis(paraelblindajedelcableSC-11) 1
Start/Stop 3(+);4(-)
OKparamover(contactosotensión1) 12(-);14(+)
Voltiosdearcodividido(relaciónseleccionable
50:1;40:1;30:1;16.6:1,25:1) 5(-);6(+)
PreflujoON 7(+);9(-)
Reduccióndelacorrienteenesquina 10(+);11(-)
Com.delcircuitoaislado(paraSC-11) 8
Tierradelchasis 13
Tomaenchavetada 15
Retenerinicio 16(+);17(-)
Retenerinicio 21(+);22(-)
Cortarmetalexpandido 23(+);24(-)
ActivarplasmaCNC2 25(+);26(-)
Controlremotodelacorrienteanalógica3 29(+);30(señal);31(-)
Parada(enclavada)SW4 32(+);33(-)(comm.)
Elpilotoestáactivado(contactos) 34;35
Repuesto(contacto) 36;37
1 Elinterruptor6(SW6)delaplacadecircuitosimpresosdeE/SdelCCMseleccionaOKparamoverparacerrarelcontactoaisladoolosvoltiosdeCC(15-18V)a<100ma.Cuandoseajustaparacontactos,elcircuitoOKparamovertienecapacidadpara120VAC/28VDC.
2 RetireelpuenteinstaladoenfábricadelTB1-1&2siutilizaActivarplasmaCNCenelJ15.
3-5Consulteacontinuación.
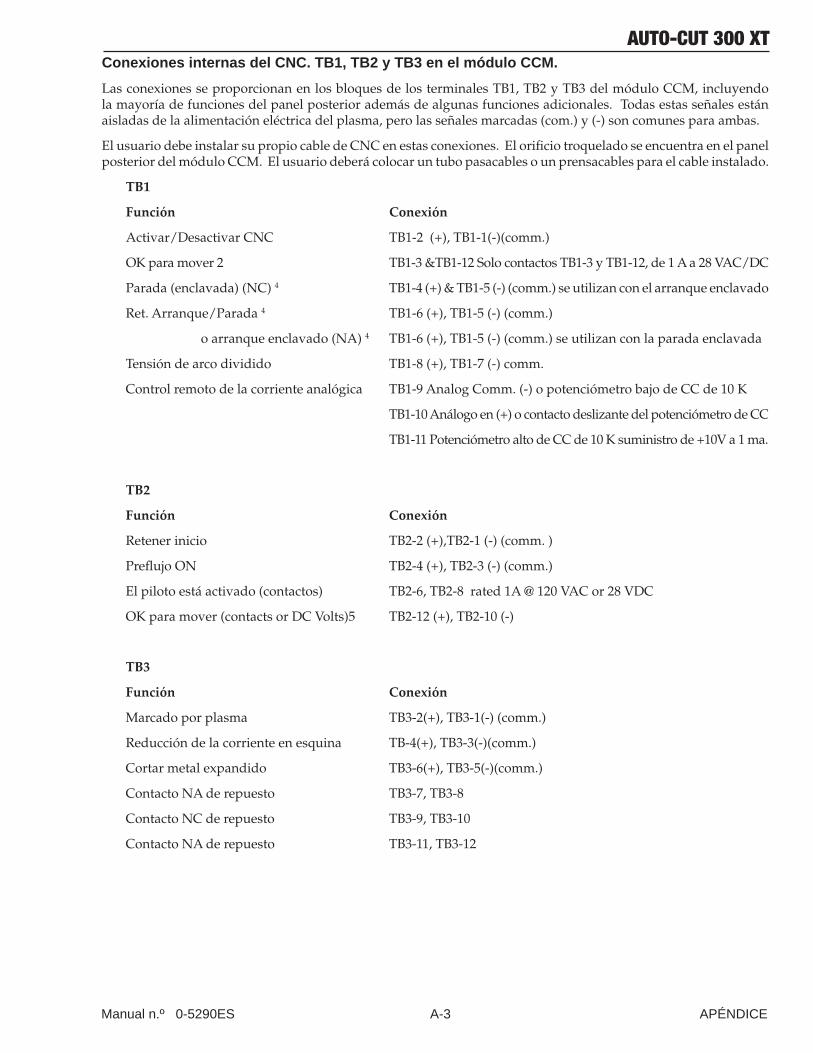
Manual n.º 0-5290ES A-3 APÉNDICE
Auto-cut 300 XtConexiones internas del CNC. TB1, TB2 y TB3 en el módulo CCM.
LasconexionesseproporcionanenlosbloquesdelosterminalesTB1,TB2yTB3delmóduloCCM,incluyendolamayoríadefuncionesdelpanelposteriorademásdealgunasfuncionesadicionales.Todasestasseñalesestánaisladasdelaalimentacióneléctricadelplasma,perolasseñalesmarcadas(com.)y(-)soncomunesparaambas.
ElusuariodebeinstalarsupropiocabledeCNCenestasconexiones.ElorificiotroqueladoseencuentraenelpanelposteriordelmóduloCCM.Elusuariodeberácolocaruntubopasacablesounprensacablesparaelcableinstalado.
TB1
Función Conexión
Activar/DesactivarCNC TB1-2(+),TB1-1(-)(comm.)
OKparamover2 TB1-3&TB1-12SolocontactosTB1-3yTB1-12,de1Aa28VAC/DC
Parada(enclavada)(NC)4 TB1-4(+)&TB1-5(-)(comm.)seutilizanconelarranqueenclavado
Ret.Arranque/Parada4 TB1-6(+),TB1-5(-)(comm.)
oarranqueenclavado(NA)4 TB1-6(+),TB1-5(-)(comm.)seutilizanconlaparadaenclavada
Tensióndearcodividido TB1-8(+),TB1-7(-)comm.
Controlremotodelacorrienteanalógica TB1-9AnalogComm.(-)opotenciómetrobajodeCCde10K
TB1-10Análogoen(+)ocontactodeslizantedelpotenciómetrodeCC
TB1-11PotenciómetroaltodeCCde10Ksuministrode+10Va1ma.
TB2
Función Conexión
Retenerinicio TB2-2(+),TB2-1(-)(comm.)
PreflujoON TB2-4(+),TB2-3(-)(comm.)
Elpilotoestáactivado(contactos) TB2-6,TB2-8rated1A@120VACor28VDC
OKparamover(contactsorDCVolts)5 TB2-12(+),TB2-10(-)
TB3
Función Conexión
Marcadoporplasma TB3-2(+),TB3-1(-)(comm.)
Reduccióndelacorrienteenesquina TB-4(+),TB3-3(-)(comm.)
Cortarmetalexpandido TB3-6(+),TB3-5(-)(comm.)
ContactoNAderepuesto TB3-7,TB3-8
ContactoNCderepuesto TB3-9,TB3-10
ContactoNAderepuesto TB3-11,TB3-12
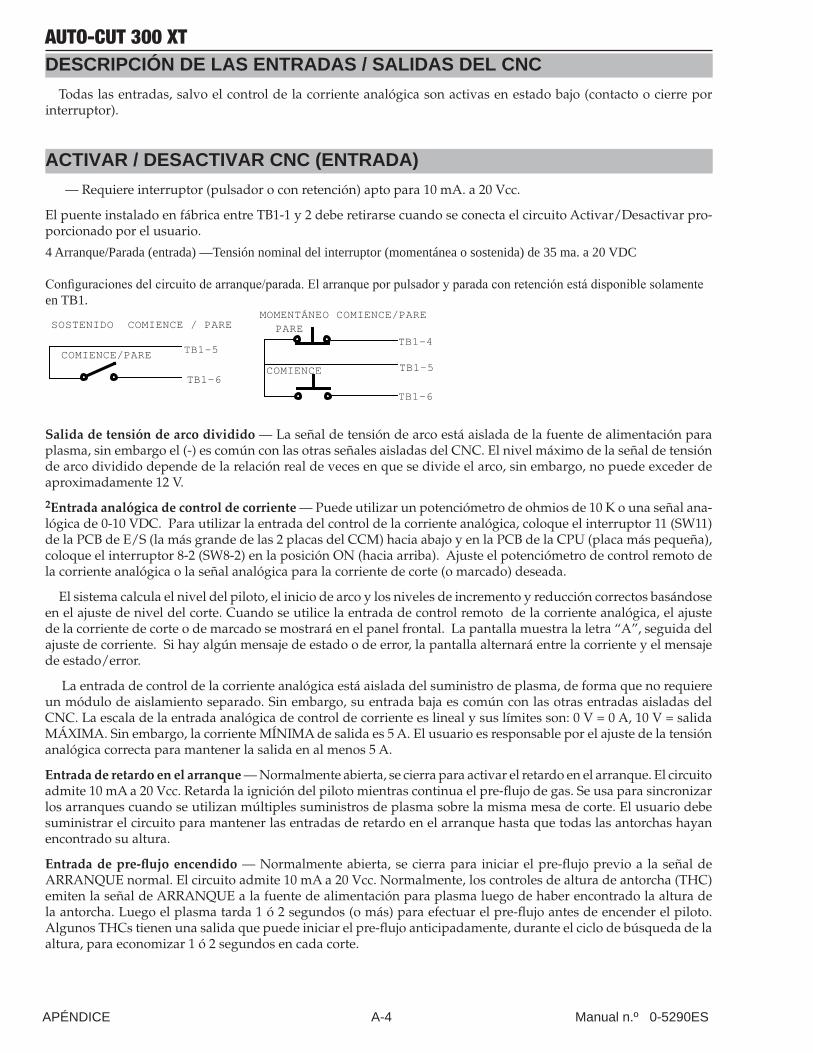
APÉNDICE A-4 Manual n.º 0-5290ES
Auto-cut 300 Xt DESCRIPCIÓN DE LAS ENTRADAS / SALIDAS DEL CNC
Todaslasentradas,salvoelcontroldelacorrienteanalógicasonactivasenestadobajo(contactoocierreporinterruptor).
ACTIVAR / DESACTIVAR CNC (ENTRADA)
—Requiereinterruptor(pulsadoroconretención)aptopara10mA.a20Vcc.
ElpuenteinstaladoenfábricaentreTB1-1y2deberetirarsecuandoseconectaelcircuitoActivar/Desactivarpro-porcionadoporelusuario.
4 Arranque/Parada (entrada) —Tensión nominal del interruptor (momentánea o sostenida) de 35 ma. a 20 VDC
Configuraciones del circuito de arranque/parada. El arranque por pulsador y parada con retención está disponible solamente en TB1.
MOMENTÁNEO COMIENCE/PARE
COMIENCE/PARE
TB1-6
TB1-5
TB1-4SOSTENIDO COMIENCE / PARE
COMIENCE
PARE
TB1-5
TB1-6
Salida de tensión de arco dividido —Laseñaldetensióndearcoestáaisladadelafuentedealimentaciónparaplasma,sinembargoel(-)escomúnconlasotrasseñalesaisladasdelCNC.Elnivelmáximodelaseñaldetensióndearcodivididodependedelarelaciónrealdevecesenquesedivideelarco,sinembargo,nopuedeexcederdeaproximadamente12V.
2Entrada analógica de control de corriente —Puedeutilizarunpotenciómetrodeohmiosde10Kounaseñalana-lógicade0-10VDC.Parautilizarlaentradadelcontroldelacorrienteanalógica,coloqueelinterruptor11(SW11)delaPCBdeE/S(lamásgrandedelas2placasdelCCM)haciaabajoyenlaPCBdelaCPU(placamáspequeña),coloqueelinterruptor8-2(SW8-2)enlaposiciónON(haciaarriba).Ajusteelpotenciómetrodecontrolremotodelacorrienteanalógicaolaseñalanalógicaparalacorrientedecorte(omarcado)deseada.
Elsistemacalculaelniveldelpiloto,eliniciodearcoylosnivelesdeincrementoyreduccióncorrectosbasándoseenelajustedeniveldelcorte.Cuandoseutilicelaentradadecontrolremotodelacorrienteanalógica,elajustedelacorrientedecorteodemarcadosemostraráenelpanelfrontal.Lapantallamuestralaletra“A”,seguidadelajustedecorriente.Sihayalgúnmensajedeestadoodeerror,lapantallaalternaráentrelacorrienteyelmensajedeestado/error.
Laentradadecontroldelacorrienteanalógicaestáaisladadelsuministrodeplasma,deformaquenorequiereunmódulodeaislamientoseparado.Sinembargo,suentradabajaescomúnconlasotrasentradasaisladasdelCNC.Laescaladelaentradaanalógicadecontroldecorrienteeslinealysuslímitesson:0V=0A,10V=salidaMÁXIMA.Sinembargo,lacorrienteMÍNIMAdesalidaes5A.Elusuarioesresponsableporelajustedelatensiónanalógicacorrectaparamantenerlasalidaenalmenos5A.
Entrada de retardo en el arranque —Normalmenteabierta,secierraparaactivarelretardoenelarranque.Elcircuitoadmite10mAa20Vcc.Retardalaignicióndelpilotomientrascontinuaelpre-flujodegas.Seusaparasincronizarlosarranquescuandoseutilizanmúltiplessuministrosdeplasmasobrelamismamesadecorte.Elusuariodebesuministrarelcircuitoparamantenerlasentradasderetardoenelarranquehastaquetodaslasantorchashayanencontradosualtura.
Entrada de pre-flujo encendido —Normalmenteabierta,secierrapara iniciarelpre-flujoprevioa laseñaldeARRANQUEnormal.Elcircuitoadmite10mAa20Vcc.Normalmente,loscontrolesdealturadeantorcha(THC)emitenlaseñaldeARRANQUEalafuentedealimentaciónparaplasmaluegodehaberencontradolaalturadelaantorcha.Luegoelplasmatarda1ó2segundos(omás)paraefectuarelpre-flujoantesdeencenderelpiloto.AlgunosTHCstienenunasalidaquepuedeiniciarelpre-flujoanticipadamente,duranteelciclodebúsquedadelaaltura,paraeconomizar1ó2segundosencadacorte.

Manual n.º 0-5290ES A-5 APÉNDICE
Auto-cut 300 XtSalida de piloto encendido–Loscontactosdelreléadmiten1Aa120Vca/28Vcc.Loscontactossecierrancuandoelpilotoseenciende.Puedensercableadosenparaleloconloscontactos‘OktoMove’paraarrancarelmovimientodelamáquinaunavezestablecidoelpiloto.Seutilizacuandosearrancasobreperforacionesenlapiezaacortar.ElarranquesobreperforacionesrequiereelajustedelSW8-1enactivado(ON)(arriba)enlaplacadecircuitosdelaCPUparaprolongareltiempodelpiloto.Alprolongareltiempodelpilotoparaarrancarsobreperforacionesenlapiezaoparacortarporsobreperforaciones,reducirálavidadelaspiezasdelaantorcha.
Salida de habilitación del movimiento de la mesa (OK para mover)—Activacuandosehaestablecidoelarcodecorte,elarcosetransfierealapiezaacortar.SeutilizaparaordenarlealamesadecortequeinicieelmovimientosegúnXeY.Loscontactosdelreléadmiten1Aa120Vcaó28VcccuandoelconmutadorSW6estáajustadoparacontactolibredepotencial.CuandoSW6estáajustadoparatensióndeCC,lasalidasuministra15-18Vcca100mA.Puedesercableadoenparaleloconelcontacto‘PilotOn’paraarrancarelmovimientodelamáquinanibienseestableceelpiloto.TB1-3y12ofrecenunasegundaseñalparaleladeOKparamover(OK2).Soloesdecontactosysutensiónnominalnoessuperiora28VDC.
Selección remota del marcado por plasma (input)---ElmarcadoporplasmanoestádisponibleconelAuto-cut.
Reducción de la corriente en esquina (input)---Cuandoseactiva,normalmentedesdelaseñaldeinhibicióndelcontroldealturaodelaesquinadelcontroladordelamesa,indicandoquelavelocidaddecorteseestáreduciendoparanavegarporunaesquinaounradiopequeño,lacorrientedecortesereduceaunatasaajustadaaunnivelpredeterminadoparaproporcionaruncortemejoradoaunavelocidadinferior.
Cortar metal expandido (input)---Normalmente,elsuministrodeplasmaseoptimizaparalaperforación,alturadeperforaciónelevadadirectamentesobreelmetalquedebecortarse,untiempodepilotobreve,etc.Laactivacióndeestaentradaajustaelsuministrodeplasmaparaoptimizarsusparámetrosparacortarmetalexpandido,metalperforado,iniciarbordesconsecutivos,etc.Entreotroscambios,laalturadetransferenciasereduceyseequiparaalaalturadecorte.Ademásdeactivarlaentradadecortedemetalexpandido,debeactivarseautomáticamenteelinterruptorSW1-1delCCM,reiniciarseelpilotoyactivarelinterruptorSW8-1parauntiempodepilotosuperior.
Contactos de repuesto---Actualmentenoestánactivos,perosereservanparaunposibleusofuturo.
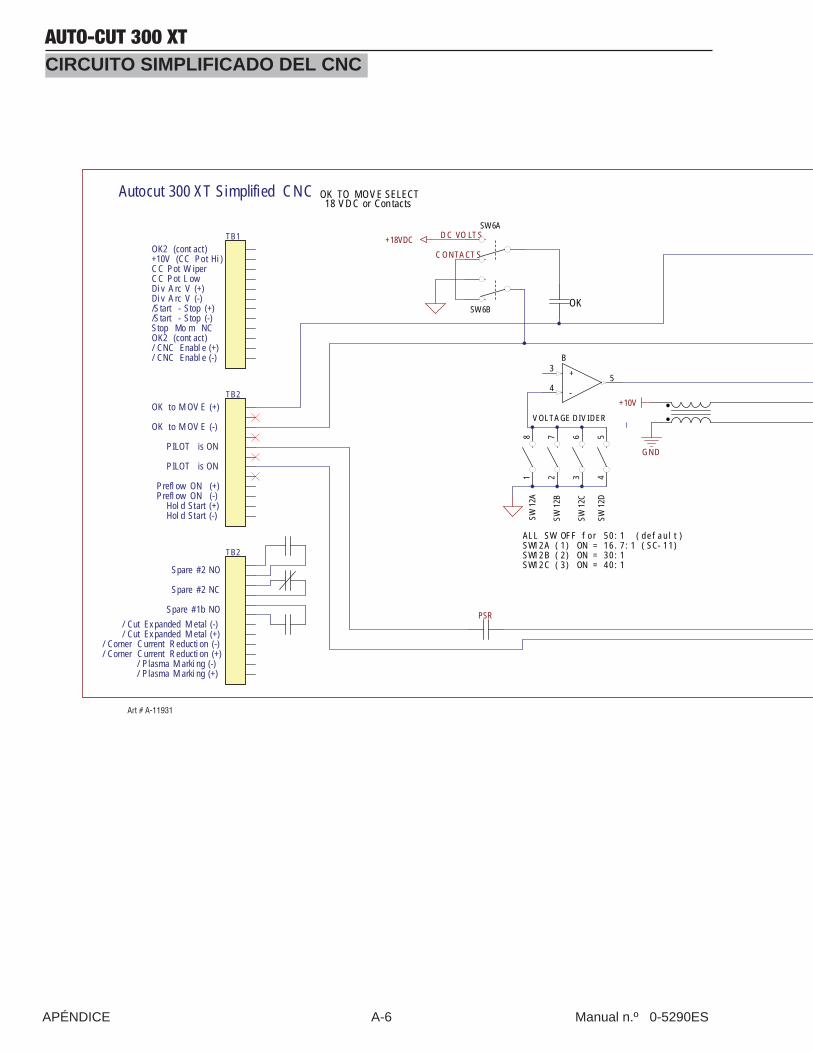
APÉNDICE A-6 Manual n.º 0-5290ES
Auto-cut 300 Xt CIRCUITO SIMPLIFICADO DEL CNC
Art # A-11931Art # A-11931
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Autocut 300 XT Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11

Manual n.º 0-5290ES A-7 APÉNDICE
Auto-cut 300 Xt
Art # A-11931Art # A-11931
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Autocut 300 XT Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11

APÉNDICE A-8 Manual n.º 0-5290ES
Auto-cut 300 Xt CONEXIONES DEL CNC
Movimiento Según(OK PARA MOVER)
Cortando Motores Cable de CNC Alimentación
protección
J15
1
34
9
678
13
14
12
5
OK PARA MOVER
2
(1)
34
9
67
14
12
5
2Arranque/Parada
*( )( )( )( )( )( )
( )
( )
( ){ *
*NC.......... Principal, 16 VDC, 10 ma.
... Arco dividido V (-)....................
..........
Preflujo ON (+)
Preflujo ON (-)1011
1011
( )( )
..........
Arco dividido V (+)
Reducción de la corriente en esquina (-)Reducción de la corriente en esquina (+)
...
Contactos DCV (-)del relé o(1A @ DCV (+)120 VAC ( 15 - 18 VDC @ o 28 VDC) up to 100 ma.)
* Fuente de alimentación no suelo utilizar cable de CNC No conecte el cable #1 para nada.
** Blindaje del cable cable de drenaje debe estar conectado a tierra en máquina de corte.
**
Art # A-11901SEU
SW6
DC
(+)
1819
17
1516
2324
22
2021
2829
27
2526
3334
32
3031
37
3536
10 K
(17)(16)
(23)(24)
(22)(21)
(25)(26)
(29)
(33)(34)
(32)
(30)(31)
(37)
(35)(36)
Representa contactor, relé, transistor de colector abierto, etc.
De repuesto #1 (b)
..........
..........
............................................................
..........................................................................................
De repuesto #1 (a)Piloto está activado (b)
Detiene SW RetPiloto está activado (a) Contactos del relé 1A @
120 VAC o 28
Detiene SW (momentánea)Remoto potenciómetro bajo de CC (-)Remoto CC 0-10V contacto deslizante del potenciómetro de CCPotenciómetro alto de CC remoto (+10VDC)
/Activar plasma CNC (-)/Activar plasma CNC (+)/Cortar metal expandido (-)/Cortar metal expandido (+)/Marca de plasma (-)/Marca de plasma (+)
/Retener Inicio(+)/Retener Inicio(-)

Manual n.º 0-5290ES A-9 APÉNDICE
Auto-cut 300 Xt
Esta página se dejó intencionalmente en blanco.

APÉNDICE A-10 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 2: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE LA CPU DEL CCM
= Te
st P
oint
= Test Point
Art # A-11675

Manual n.º 0-5290ES A-11 APÉNDICE
Auto-cut 300 XtPlaca de circuitos impresos de la CPU del CCM
Puntos de comprobación
TP1 TIERRA
TP2 +5,0VAISLADOS
TP3 +24V
TP4 +3.3V
TP5 TIERRAAISLADA
TP6 +5.0V
TP7 DEMANDATOTAL3.3V=400A
TP9 /WR
TP10 /RD
TP11 DETECCIÓNTEMP.CPU
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
Referencia de los LED
D2 Rojo RXD
D3 Rojo TXD
D4 Rojo FiberOut2
D7 Rojo FiberOut1
D11 Verde FuturoUso
D17 Verde FuturoUso
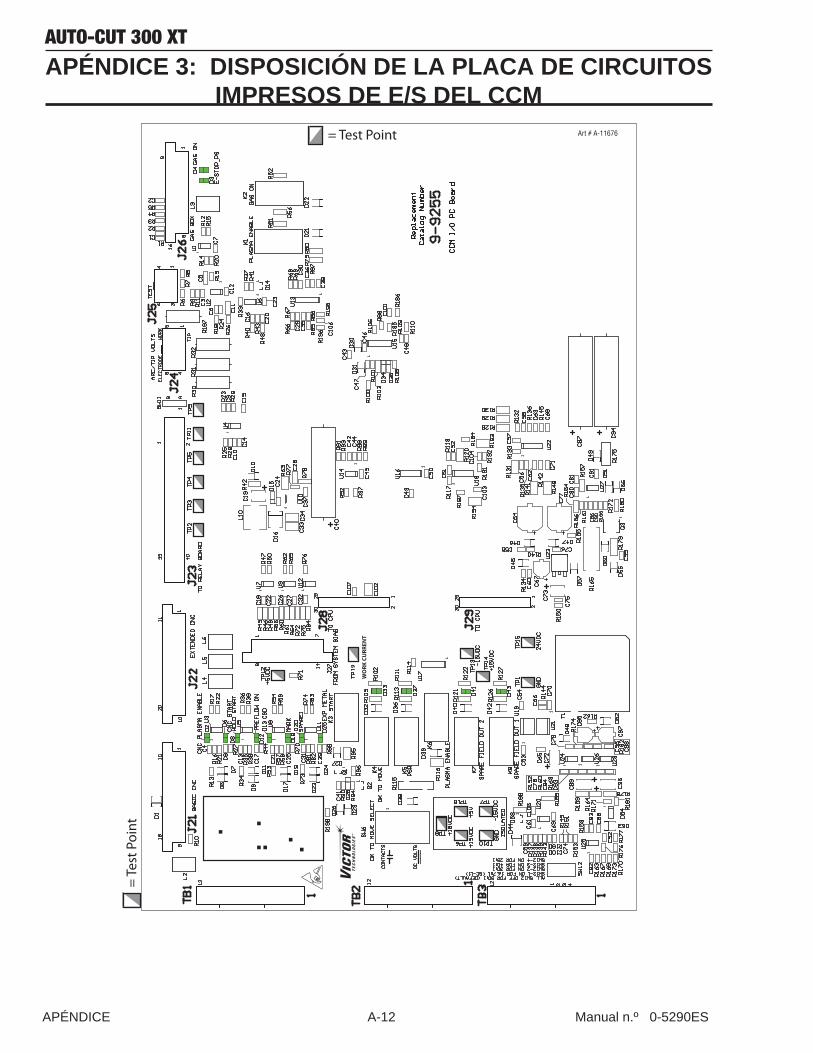
APÉNDICE A-12 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 3: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE E/S DEL CCM
= Te
st P
oint
= Test Point Art # A-11676
19
WO
RK C
URR
ENT

Manual n.º 0-5290ES A-13 APÉNDICE
Auto-cut 300 XtPlaca de circuitos impresos de E/S del CCM
Puntos de comprobación
TP1 TIERRA
TP2 /VENTILADORESREFRIG.ACTIVADOS
TP3 /BOMBADELAANTORCHAACTIVADA
TP4 Caudalderefrigerantebajo(SW)
TP5 SEÑALDECAUDALDEREFRIG.(PULSO)
TP6 +15VAISLADOS
TP7 -15VAISLADOS
TP8 +18VAISLADOS
TP9 CONTROLCORRIENTEANALÓGICA0-3.3V
TP10 TIERRAAISLADA
TP11 /ACTIVARPILOTO
TP12 +5VDC
TP13 -15VDC
TP14 +15VDC
TP15 24VDC
TP18 +5VAISLADOS
TP19 CORRIENTEDETRABAJO
Referencia de los LED
D2 VerdeACTIVARPLASMA
D3 VerdeE-STOP_PS
D4 VerdeGASACTIVADO
D6 VerdeARRANQUEDELCNC
D8 VerdeRetenerinicio
D12 VerdePreflujoON
D13 VerdeCSD
D18 VerdeMARCA
D20 VerdeREPUESTO1
D25 VerdeMETALEXP
D33 VerdeOKparamover
D37 VerdePSR
D41 VerdeCAMPODEREPUESTODESALIDA2
D43 VerdeCAMPODEREPUESTODESALIDA1
Conectores J
J21 CNCBÁSICO
J22 CNCEXTENDIDO
J23 RELÉ-PLACADELAINTERFAZ
J24 TENSIÓNDELARCO/PUNTA
J25 PRUEBA
J26 CONSOLADEGAS
J28 ACPU
J29 ACPU

APÉNDICE A-14 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 4: DISPOSICIÓN DE PLACA DE CIRCUITOS IMPRESOS DEL PILOTO
Art # A-11677
= Te
st P
oint
= Test Point

Manual n.º 0-5290ES A-15 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos del piloto
TP1 TIERRA
TP2 COMPUERTADELPILOTO
TP3 +5V
TP4 PUNTA
Referencia de los LED
D2 Verde ACTIVARPILOTO
D11 Verde +5V
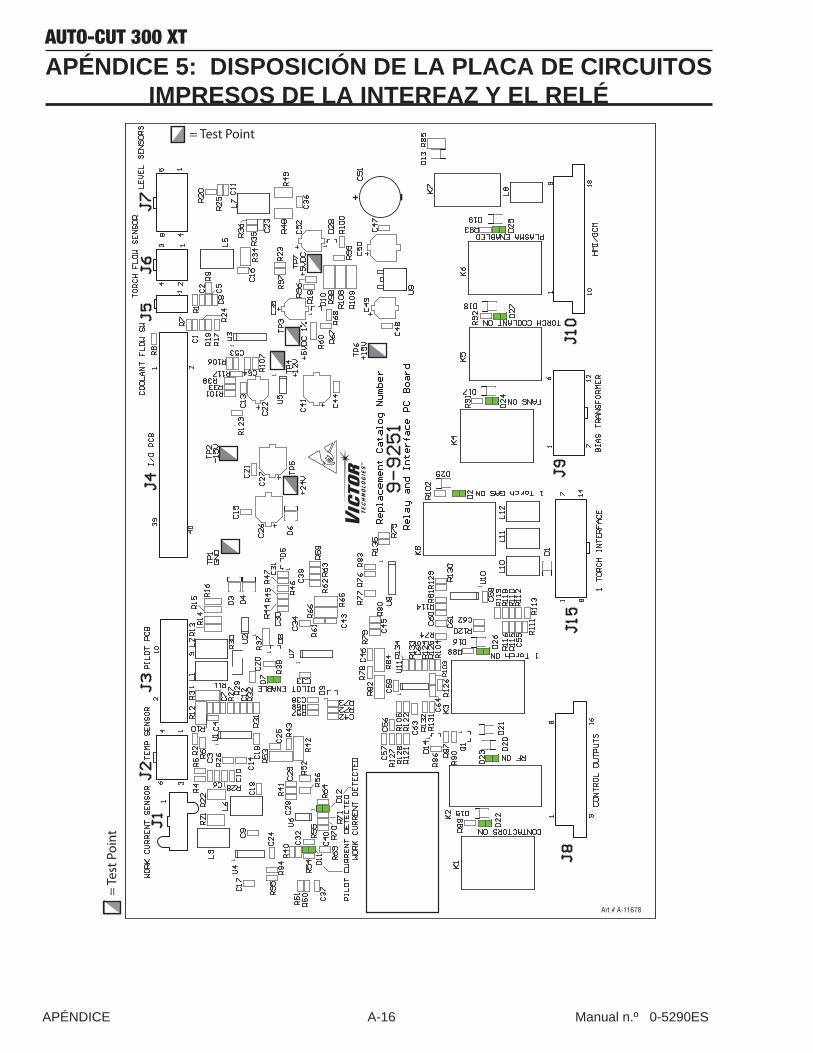
APÉNDICE A-16 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 5: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE LA INTERFAZ Y EL RELÉ
= Te
st P
oint
= Test Point
Art # A-11678

Manual n.º 0-5290ES A-17 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos de la interfaz y el relé
TP1 TIERRA
TP2 -15V
TP3 +5VDC
TP4 +12V
TP5 +24V
TP6 +15V
TP7 +5VDC
Referencia de los LED
D2 Verde 1GASANTORCHAACTIVADO
D7 Verde ACTIVARPILOTO
D11 Verde CORRIENTEDELPILOTODETECTADA
D12 Verde CORRIENTEDETRABAJODETECTADA
D22 Verde CONTACTORESACTIVADOS
D23 Verde RFACTIVADA
D24 Verde VENTILADORESACTIVADOS
D25 Verde PLASMAACTIVADO
D26 Verde 1ANTORCHAACTIVADA
D27 Verde REFRIGERANTEDELAANTORCHAACTIVADO

APÉNDICE A-18 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 6: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE PANTALLA
= Te
st P
oint
= Test Point
Art # A-11679
Manual n.º 0-5290ES A-19 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos de la pantalla
TP1 TIERRA
TP2 +5VDCTP3
TP3 +24VDC

APÉNDICE A-20 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 7: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE POLARIZACIÓN DEL SISTEMA
= Te
st P
oint
= Test Point
Art # A-11680
Manual n.º 0-5290ES A-21 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos de polarización del sistema
TP1 TIERRA
TP2 24VDC
TP3 ENTRADADECCPOSITIVA
TP4 Vcc1
TP5 Vcc2
TP6 COMPUERTA
TP7 TIERRAPRINCIPAL
TP8 +12VPRINCIPAL
TP9 P_ISOL_GND
TP10 DETECCIÓNDECCPOSITIVA
Referencia de los LED
D3 Rojo CAÍDADEFASE
D4 Rojo VDECAALTOS
D14 Rojo VDECABAJOS
D15 Verde VAC_IDA
D26 Verde +12VPRINCIPAL
D27 Verde VAC_IDB
D30 Verde 24VDC
D44 Verde TRANSFORMADORACTIVADO

APÉNDICE A-22 Manual n.º 0-5290ES
Auto-cut 300 Xt APÉNDICE 8: DISPOSICIÓN DE LA PLACA DE CIRCUITOS
IMPRESOS INFERIOR DEL INVERTER PRINCIPAL
= Te
st P
oint
= Test Point
Art #
A11
681

Manual n.º 0-5290ES A-23 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos inferior del inverter principal
TP1 TIERRA
TP2 COMPUERTA2A
TP3 COMPUERTA1A
TP4 COMPUERTA3A
TP5 COMPUERTA4A
TP6 COMPUERTA2B
TP7 COMPUERTA1B
TP8 COMPUERTA4B
TP9 COMPUERTA3B
TP10 +12VP
TP11 +12VDC
TP12 LADOADELTERMISTOR
TP13 LADOBDELTERMISTOR
TP14 +5VDC
TP15 PGND
Referencia de los LED
D3 Rojo DESEQUILIBRIOTOPE
D4 Verde LISTO
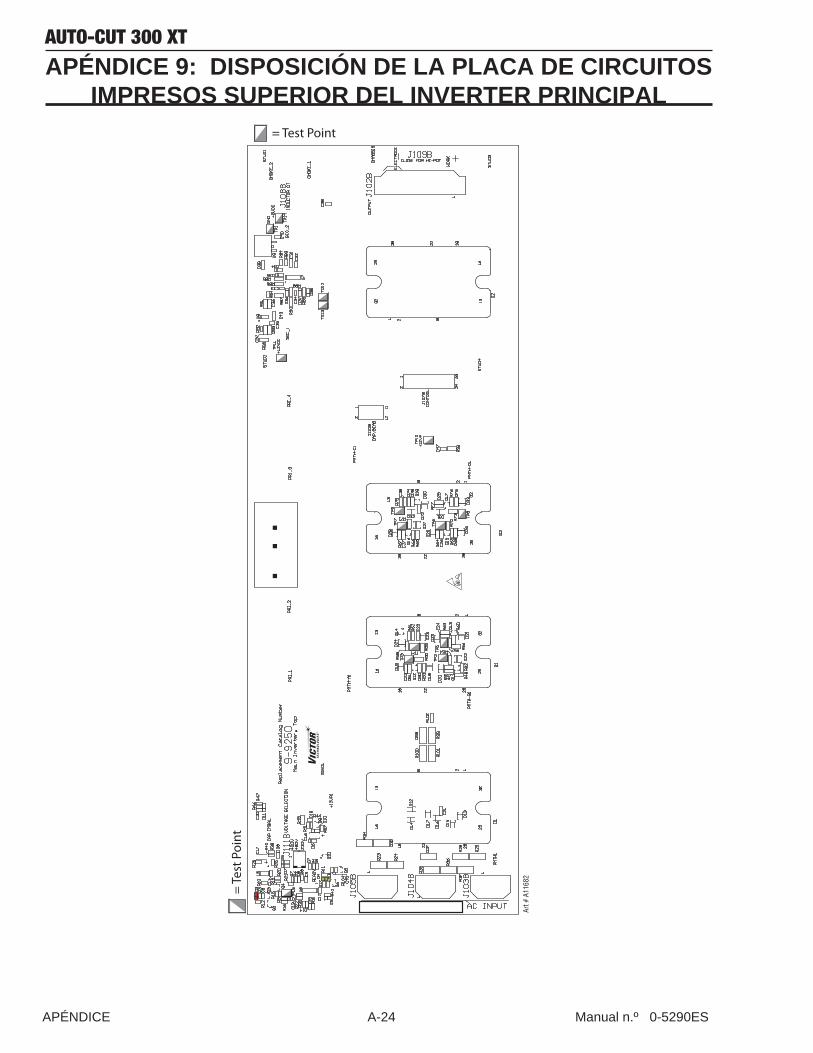
APÉNDICE A-24 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 9: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS SUPERIOR DEL INVERTER PRINCIPAL
= Te
st P
oint
= Test Point
Art #
A11
682

Manual n.º 0-5290ES A-25 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos superior del inverter principal
TP1 TIERRA
TP2 COMPUERTA2A
TP3 COMPUERTA1A
TP4 COMPUERTA3A
TP5 COMPUERTA4A
TP6 COMPUERTA2B
TP7 COMPUERTA1B
TP8 COMPUERTA4B
TP9 COMPUERTA3B
TP10 +12VP
TP11 +12VDC
TP12 LADOADELTERMISTOR
TP13 LADOBDELTERMISTOR
TP14 +5VDC
TP15 PGND
Referencia de los LED
D3 Rojo DESEQUILIBRIOTOPE
D4 Verde LISTO

APÉNDICE A-26 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 10: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS DE FALLOS Y CONTROL
= Te
st P
oint
= Test Point
Art # A11683
/230V

Manual n.º 0-5290ES A-27 APÉNDICE
Auto-cut 300 XtPuntos de prueba de la placa de circuitos impresos de fallos y control
TP1 TIERRA
TP22 +12VDC
TP23 +5VDC
TP24 COMPUERTA1+
TP25 A_OUT1
TP26 B_OUT1
TP27 COMPUERTA1-
TP28 I_SNS1
TP29 COMPUERTA2+
TP30 I_DMD10.5V-6.7V
TP31 COMPUERTA2-
TP32 -12VDC
TP33 ARRANQUE2
TP34 SHDN
TP35 ACTIVAR
TP36 ENTRADALISTA
TP37 SALIDALISTA
Referencia de los LED
D1 Rojo INVFLT
D14 Rojo SOBRETEMP.
D24 Verde PWMACTIVADO
D32 Rojo PRIOC
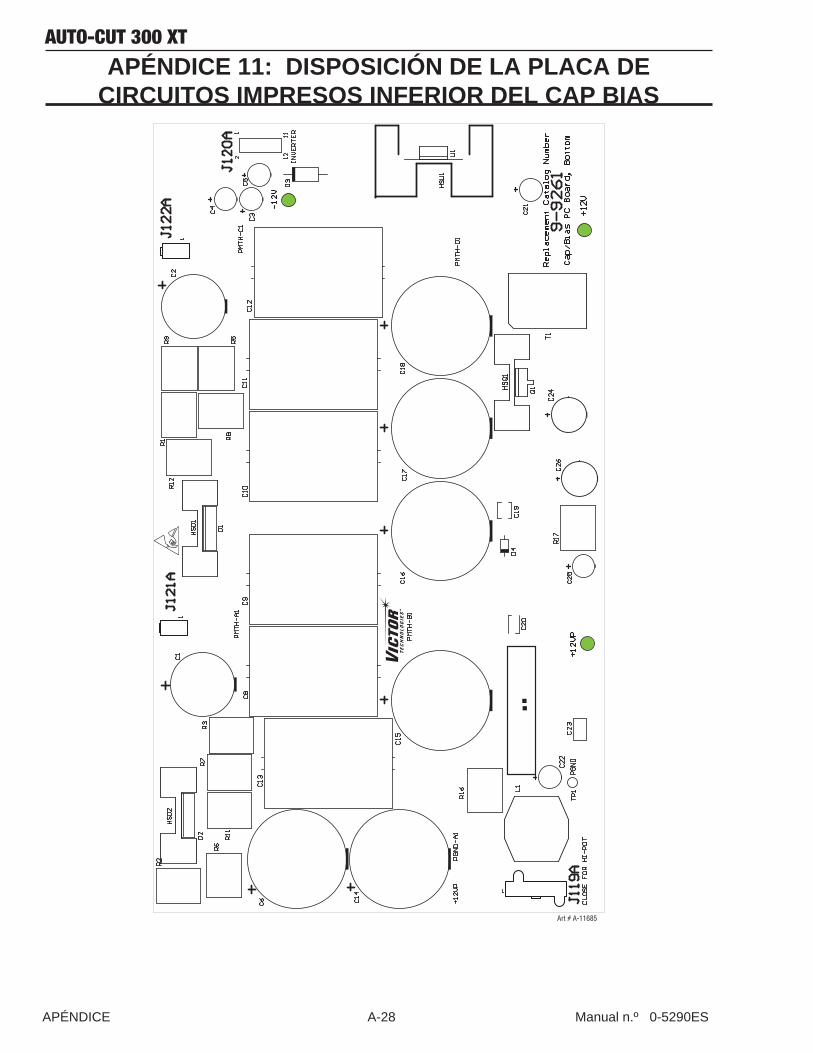
APÉNDICE A-28 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 11: DISPOSICIÓN DE LA PLACA DE CIRCUITOS IMPRESOS INFERIOR DEL CAP BIAS
Art # A-11685

Manual n.º 0-5290ES A-29 APÉNDICE
Auto-cut 300 XtAPÉNDICE 12: DISPOSICIÓN DE LA PLACA DE
CIRCUITOS IMPRESOS SUPERIOR DEL CAP BIAS
Art # A-11686
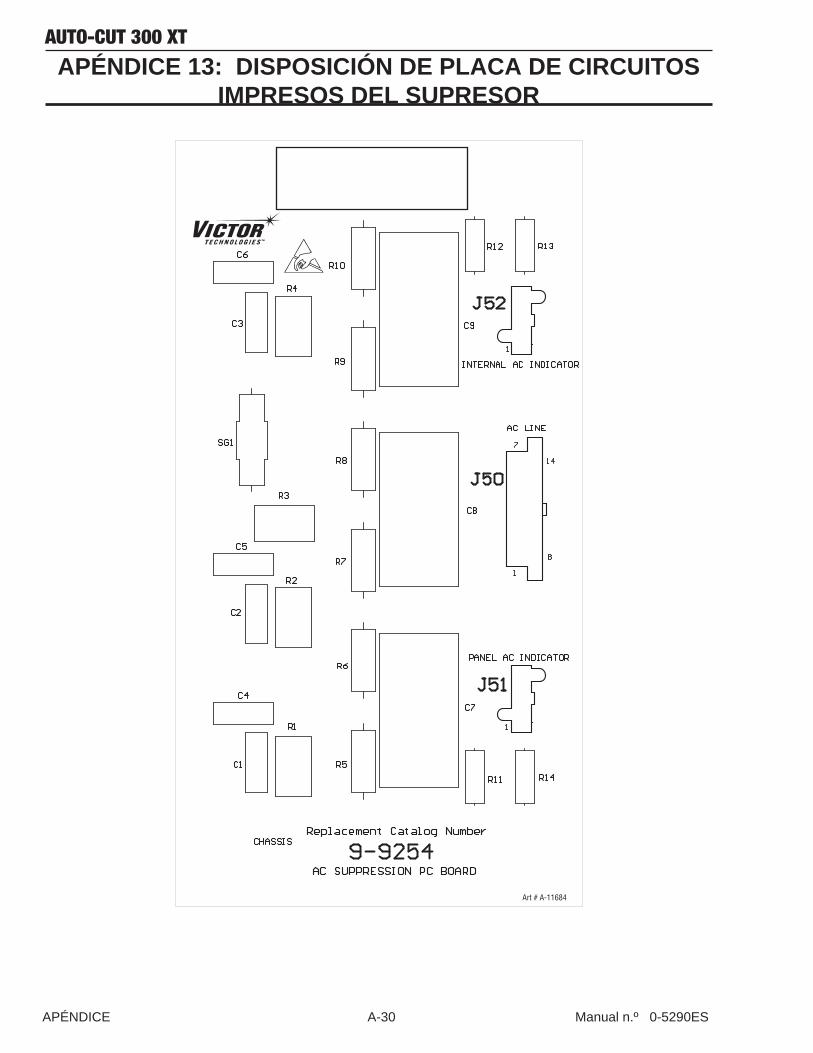
APÉNDICE A-30 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 13: DISPOSICIÓN DE PLACA DE CIRCUITOS IMPRESOS DEL SUPRESOR
Art # A-11684

Manual n.º 0-5290ES A-31 APÉNDICE
Auto-cut 300 Xt
Esta página se dejó intencionalmente en blanco.

APÉNDICE A-32 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 14: ESQUEMA DEL SISTEMA PG 1
Art # A-11956
Art # A-11956
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1351
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICAuto-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
4/8/2013Date Printed Date Revised
3/18/2013
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12 J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VAC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
1 Ready2 Ready_RTN3 INVERTER_FLT4 INVERTER_FLT_RTN5 OVERTEMP_FLT6 OVERTEMP_FLT_RTN7 SPARE8 SPARE_RTN9 VAC_SELA10 1VAC_SELB11 1OUT_COM (+5V)12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE16 ENABLE_RTN17 START218 START2_RTN19 215 OHM TO COMM20 SYNC21 SYNC/22 215 OHM TO COMM23 NC24 COMM25 DEMAND +26 DEMAND-27 COMM28 CURRENT+29 CURRENT-30 COMM
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
2102/12/11TAD2F ddA10
02 Add T1 Inrush Ckt DAT 2/18/2013
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDC
OM
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B
)(2
6)
(28)
(27B)
16 A
8A, 250V, SBF2
8A, 250V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(22)(21)
(20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VACINPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
Work
Tip
Elec
trode
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall Effect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
TO J3 on RELAY PCB
+15
VD
C-1
5 V
DC
CO
MM
ON
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)TIP VOLTS (PILOT)WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(51F)
(49)
(49)(52)(51)
(51)
(49)
(56)(57)(58)(59)
(60)(61)(62)(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GNDCHASSIS GND
CHASSIS GND
CHASSIS GND

Manual n.º 0-5290ES A-33 APÉNDICE
Auto-cut 300 Xt
Art # A-11956
Art # A-11956
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1351
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICAuto-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
4/8/2013Date Printed Date Revised
3/18/2013
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12 J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VAC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
1 Ready2 Ready_RTN3 INVERTER_FLT4 INVERTER_FLT_RTN5 OVERTEMP_FLT6 OVERTEMP_FLT_RTN7 SPARE8 SPARE_RTN9 VAC_SELA10 1VAC_SELB11 1OUT_COM (+5V)12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE16 ENABLE_RTN17 START218 START2_RTN19 215 OHM TO COMM20 SYNC21 SYNC/22 215 OHM TO COMM23 NC24 COMM25 DEMAND +26 DEMAND-27 COMM28 CURRENT+29 CURRENT-30 COMM
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
2102/12/11TAD2F ddA10
02 Add T1 Inrush Ckt DAT 2/18/2013
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDC
OM
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B
)(2
6)
(28)
(27B)
16 A
8A, 250V, SBF2
8A, 250V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(22)(21)
(20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VACINPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
Work
Tip
Elec
trode
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall Effect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
TO J3 on RELAY PCB
+15
VD
C-1
5 V
DC
CO
MM
ON
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)TIP VOLTS (PILOT)WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(51F)
(49)
(49)(52)(51)
(51)
(49)
(56)(57)(58)(59)
(60)(61)(62)(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)
CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall Effect 200A, Work Lead
(Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present
(Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph
(Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9)
contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil
(Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)SA1-4 Snubber, Contactor & Relay coils
(Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return
(Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GNDCHASSIS GND
CHASSIS GND
CHASSIS GND

APÉNDICE A-34 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 15: ESQUEMA DEL SISTEMA PG 2
Art # A-11957
Art # A-119571
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1351
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICAuto-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
4/8/2013Date Printed Date Revised
3/18/2013
114Xabcd
PCB1
ESD SILKTDYN SILK
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9
BIA
S TR
AN
SFO
RM
ER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS120 VAC Ret
AC 24V-GCM1
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CCM CPU PCB
CCM I-O PCB
J4 -- 40 CKT RIBBON CABLE
1234
J6
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VA
C
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND RS 485
/ 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(W
ork)
+15
VD
C-1
5 V
DC
CO
MM
ON
SIG
(+)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC24 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT
RIB
BO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE1
23456789
101112
J19
NO
RM
AL
PR
OG
RA
M
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3ATo J100 of IM #3B
TIP
VO
LTS
WO
RK
AR
C V
OLT
S
Harness from Pilot PCB J45
0.5 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)(73)
(74) (75)(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)(84)
(89)(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)(99)
(100)
(101)
(102)
(103)(104)
(106)(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)23- / Cut Expanded Metal (+)24- / Cut Expanded Metal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret
10- / Corner Current Reduction (+)11- / Corner Current Reduction (-)
34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID
(60)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000Jumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
1234567891011121314
J151 TORCH INTERFACE
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)(69) FAN2
1
2
3
4
J71
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)Preflow ON (-)
Hold Start (-)Hold Start (+)
/ Plasma Marking (+)/ Plasma Marking (-)
/ Corner Current Reduction (-)/ Corner Current Reduction (+)
/ Cut Expanded Metal (-)/ Cut Expanded Metal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB3
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
N/C
(44A)
MC1A
R24.7 30W (87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(61)
(62)
(62)
(63)
(63)
(60) (107)
(107)
2102/12/11TAD2F ddA10
02 Add T1 Inrush Ckt DAT 2/18/2013
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)(167)GAS_SEL
GAS_SEL_RET(Sht2, D9)
(Sht2, D9)
Gas SelectionFrom Gas Sel SW in GCM 1000 XT via J55-27 & 28
AC 24V-GCM2
(111)(166)(167)GAS_SEL
GAS_SEL_RET
GAS SELECT INPUT
28- GAS SEL SW27- GAS SEL SW RET
AC 24V Ret-GCM2

Manual n.º 0-5290ES A-35 APÉNDICE
Auto-cut 300 Xt
Art # A-11957
Art # A-119571
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1351
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICAuto-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
4/8/2013Date Printed Date Revised
3/18/2013
114Xabcd
PCB1
ESD SILKTDYN SILK
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9
BIA
S TR
AN
SFO
RM
ER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS120 VAC Ret
AC 24V-GCM1
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CCM CPU PCB
CCM I-O PCB
J4 -- 40 CKT RIBBON CABLE
1234
J6
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VA
C
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND RS 485
/ 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(W
ork)
+15
VD
C-1
5 V
DC
CO
MM
ON
SIG
(+)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC24 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT
RIB
BO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE1
23456789
101112
J19
NO
RM
AL
PR
OG
RA
M
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3ATo J100 of IM #3B
TIP
VO
LTS
WO
RK
AR
C V
OLT
S
Harness from Pilot PCB J45
0.5 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)(73)
(74) (75)(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)(84)
(89)(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)(99)
(100)
(101)
(102)
(103)(104)
(106)(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)23- / Cut Expanded Metal (+)24- / Cut Expanded Metal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret
10- / Corner Current Reduction (+)11- / Corner Current Reduction (-)
34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID
(60)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000Jumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
1234567891011121314
J151 TORCH INTERFACE
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)(69) FAN2
1
2
3
4
J71
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Preflow ON (+)Preflow ON (-)
Hold Start (-)Hold Start (+)
/ Plasma Marking (+)/ Plasma Marking (-)
/ Corner Current Reduction (-)/ Corner Current Reduction (+)
/ Cut Expanded Metal (-)/ Cut Expanded Metal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB3
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
N/C
(44A)
MC1A
R24.7 30W (87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(61)
(62)
(62)
(63)
(63)
(60) (107)
(107)
2102/12/11TAD2F ddA10
02 Add T1 Inrush Ckt DAT 2/18/2013
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)(167)GAS_SEL
GAS_SEL_RET(Sht2, D9)
(Sht2, D9)
Gas SelectionFrom Gas Sel SW in GCM 1000 XT via J55-27 & 28
AC 24V-GCM2
(111)(166)(167)GAS_SEL
GAS_SEL_RET
GAS SELECT INPUT
28- GAS SEL SW27- GAS SEL SW RET
AC 24V Ret-GCM2

APÉNDICE A-36 Manual n.º 0-5290ES
Auto-cut 300 Xt
APÉNDICE 16: PUBLICACIONES ANTERIORES
Fecha de la portada Rev Cambio(s)17deabrildel2013 AA Primeraedicióndelmanual.2dejuliodel2013 AB Sección3actualizadaconinformaciónacercadelainstalacióndelaplaca V-DparaelcontroladordealturasegúnelECOB248828desept.del2013 AC Sección3actualizadaconinformaciónacercadelainstalacióndelaplaca V-DparaelcontroladordealturasegúnelECOB2488


THE AMERICASDenton, TX USAU.S. Customer CarePh: 1-800-426-1888 (tollfree)Fax: 1-800-535-0557 (tollfree)International Customer CarePh: 1-940-381-1212Fax: 1-940-483-8178
Miami, FL USASales Office, Latin America Ph: 1-954-727-8371Fax: 1-954-727-8376
Oakville, Ontario, CanadaCanada Customer CarePh: 1-905-827-4515Fax: 1-800-588-1714 (tollfree)
EUROPEChorley, United KingdomCustomer CarePh: +44 1257-261755Fax: +44 1257-224800
Milan, ItalyCustomer CarePh: +39 0236546801Fax: +39 0236546840
ASIA/PACIFICCikarang, IndonesiaCustomer CarePh: 6221-8990-6095Fax: 6221-8990-6096
Rawang, MalaysiaCustomer CarePh: +603 6092-2988Fax: +603 6092-1085
Melbourne, AustraliaAustralia Customer CarePh: 1300-654-674 (tollfree)Ph: 61-3-9474-7400 Fax: 61-3-9474-7391InternationalPh: 61-3-9474-7508Fax: 61-3-9474-7488
Shanghai, ChinaSales OfficePh: +86 21-64072626Fax: +86 21-64483032SingaporeSales OfficePh: +65 6832-8066Fax: +65 6763-5812
© 2012 Victor Technologies International, Inc. victortechnologies.com Printed in U.S.A.
U.S. Customer Care: 800-426-1888 / fax 800-535-0557 • Canada Customer Care: 905-827-4515 / fax 800-588-1714 International Customer Care: 940-381-1212 / fax 940-483-8178
I n n O v A T I O n T O S H A P E T H E W O R L D ™TECHNOLOGIES ™










![Thermal Comfort Booklet Spanish[1]](https://static.fdocuments.ec/doc/165x107/557201804979599169a1b9ed/thermal-comfort-booklet-spanish1.jpg)