2011-06 Rotoenfardadora YOMEL Zonda C 155 · CON SISTEMA CUTTER EN HENOS DE ALFALFA Y MOHA RESUMEN...
19
1 EVALUACIÓN DE ENROLLADORA YOMEL ZONDA C 155 CON SISTEMA CUTTER EN HENOS DE ALFALFA Y MOHA RESUMEN El objetivo de la evaluación fue conocer la calidad de trabajo de la rotoenfardadora Zonda C 155, marca Yomel, equipada con sistema de precortado de fibra a enrollar. La evaluación se realizó sobre cultivos de alfalfa y moha. La experiencia consistió en medir las pérdidas durante la confección del heno, comparar esta maquina con una maquina testigo de diferente sistema de compactación y el efecto que ejercía el cutter sobre el tiempo de procesamiento del heno en un mixer vertical. Los resultados indican que con está máquina equipada con sistema de precortado se logran conformar henos con un largo de fibra menor comparado a enfardadoras que no cuentan con dicho sistema, sin producir un aumento significativo de pérdidas en el proceso de elaboración. OBJETIVO GENERAL El objetivo propuesto para la experiencia fue evaluar el desenvolvimiento general de la rotoenfardadora Zonda C 155 equipada con el sistema de precortado de fibra a empacar conocido como “cutter” o “roto cut”, realizando rollos con y sin dicho mecanismo activo en cultivos de alfalfa y moha. OBJETIVOS ESPECÍFICOS • Determinar y conocer el nivel de pérdidas originadas durante el proceso de elaboración del rollo para cada uno de los tratamientos propuestos (con cutter, sin cutter y testigo sin cutter). • Conocer la densidad de los rollos producidos con cada tratamiento. • Conocer la calidad de los rollos producidos en cada tratamiento mediante análisis de laboratorio. • Conocer el comportamiento del rollo producido dentro de un mixer vertical. • Determinar para cada uno de los casos el largo de partícula promedio. MATERIALES Y MÉTODOS La evaluación fue efectuada el 6 de Abril del 2011 en las instalaciones de la EEA INTA Manfredi situado en la Pedanía Impira, Departamento Río Segundo de la Provincia de Córdoba. En dicha ocasión se utilizaron los cultivos de moha y alfalfa implantados en el denominado lote 5 de dicha Estación Experimental. El cultivo de alfalfa utilizado en la evaluación es variedad Milonga, sembrada el 15 de mayo del año 2010 con una densidad de siembra de 11 Kg/ha. Dicho cultivo fue cortado el 1 de Abril del 2011
Transcript of 2011-06 Rotoenfardadora YOMEL Zonda C 155 · CON SISTEMA CUTTER EN HENOS DE ALFALFA Y MOHA RESUMEN...

1
EVALUACIÓN DE ENROLLADORA YOMEL ZONDA C 155 CON SISTEMA CUTTER EN HENOS DE ALFALFA Y MOHA
RESUMEN El objetivo de la evaluación fue conocer la calidad de trabajo de la rotoenfardadora Zonda C 155, marca Yomel, equipada con sistema de precortado de fibra a enrollar. La evaluación se realizó sobre cultivos de alfalfa y moha. La experiencia consistió en medir las pérdidas durante la confección del heno, comparar esta maquina con una maquina testigo de diferente sistema de compactación y el efecto que ejercía el cutter sobre el tiempo de procesamiento del heno en un mixer vertical. Los resultados indican que con está máquina equipada con sistema de precortado se logran conformar henos con un largo de fibra menor comparado a enfardadoras que no cuentan con dicho sistema, sin producir un aumento significativo de pérdidas en el proceso de elaboración. OBJETIVO GENERAL El objetivo propuesto para la experiencia fue evaluar el desenvolvimiento general de la rotoenfardadora Zonda C 155 equipada con el sistema de precortado de fibra a empacar conocido como “cutter” o “roto cut”, realizando rollos con y sin dicho mecanismo activo en cultivos de alfalfa y moha. OBJETIVOS ESPECÍFICOS
• Determinar y conocer el nivel de pérdidas originadas durante el proceso de elaboración del rollo para cada uno de los tratamientos propuestos (con cutter, sin cutter y testigo sin cutter).
• Conocer la densidad de los rollos producidos con cada tratamiento.
• Conocer la calidad de los rollos producidos en cada tratamiento mediante análisis de laboratorio.
• Conocer el comportamiento del rollo producido dentro de un mixer vertical.
• Determinar para cada uno de los casos el largo de partícula promedio. MATERIALES Y MÉTODOS La evaluación fue efectuada el 6 de Abril del 2011 en las instalaciones de la EEA INTA Manfredi situado en la Pedanía Impira, Departamento Río Segundo de la Provincia de Córdoba. En dicha ocasión se utilizaron los cultivos de moha y alfalfa implantados en el denominado lote 5 de dicha Estación Experimental. El cultivo de alfalfa utilizado en la evaluación es variedad Milonga, sembrada el 15 de mayo del año 2010 con una densidad de siembra de 11 Kg/ha. Dicho cultivo fue cortado el 1 de Abril del 2011
2
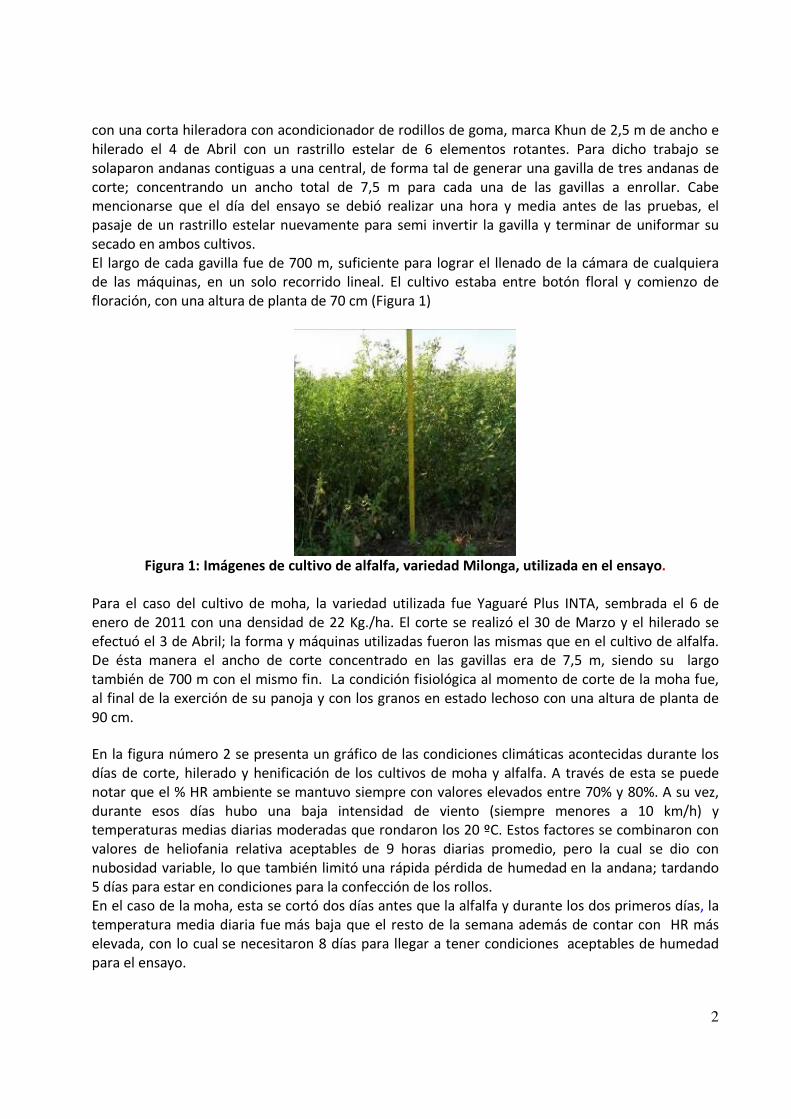
con una corta hileradora con acondicionador de rodillos de goma, marca Khun de 2,5 m de ancho e hilerado el 4 de Abril con un rastrillo estelar de 6 elementos rotantes. Para dicho trabajo se solaparon andanas contiguas a una central, de forma tal de generar una gavilla de tres andanas de corte; concentrando un ancho total de 7,5 m para cada una de las gavillas a enrollar. Cabe mencionarse que el día del ensayo se debió realizar una hora y media antes de las pruebas, el pasaje de un rastrillo estelar nuevamente para semi invertir la gavilla y terminar de uniformar su secado en ambos cultivos. El largo de cada gavilla fue de 700 m, suficiente para lograr el llenado de la cámara de cualquiera de las máquinas, en un solo recorrido lineal. El cultivo estaba entre botón floral y comienzo de floración, con una altura de planta de 70 cm (Figura 1)
Figura 1: Imágenes de cultivo de alfalfa, variedad Milonga, utilizada en el ensayo.
Para el caso del cultivo de moha, la variedad utilizada fue Yaguaré Plus INTA, sembrada el 6 de enero de 2011 con una densidad de 22 Kg./ha. El corte se realizó el 30 de Marzo y el hilerado se efectuó el 3 de Abril; la forma y máquinas utilizadas fueron las mismas que en el cultivo de alfalfa. De ésta manera el ancho de corte concentrado en las gavillas era de 7,5 m, siendo su largo también de 700 m con el mismo fin. La condición fisiológica al momento de corte de la moha fue, al final de la exerción de su panoja y con los granos en estado lechoso con una altura de planta de 90 cm.
En la figura número 2 se presenta un gráfico de las condiciones climáticas acontecidas durante los días de corte, hilerado y henificación de los cultivos de moha y alfalfa. A través de esta se puede notar que el % HR ambiente se mantuvo siempre con valores elevados entre 70% y 80%. A su vez, durante esos días hubo una baja intensidad de viento (siempre menores a 10 km/h) y temperaturas medias diarias moderadas que rondaron los 20 ºC. Estos factores se combinaron con valores de heliofania relativa aceptables de 9 horas diarias promedio, pero la cual se dio con nubosidad variable, lo que también limitó una rápida pérdida de humedad en la andana; tardando 5 días para estar en condiciones para la confección de los rollos. En el caso de la moha, esta se cortó dos días antes que la alfalfa y durante los dos primeros días, la temperatura media diaria fue más baja que el resto de la semana además de contar con HR más elevada, con lo cual se necesitaron 8 días para llegar a tener condiciones aceptables de humedad para el ensayo.

3
Condiciones climáticas
0
10
20
30
40
50
60
70
80
90
30-MarCorte moha
31-Mar 01-AbrCorte alfafa
02-Abr 03-AbrHilerado
moha
04-AbrHilerado
alfalfa
05-Abr 06-AbrHenificación
moha yalfalfa
Dia
Vel prom. Del viento (km/h) T° Med (°C) % Hum relativa.
Heliofanía rel. (hs/día) T° Máx. (°C)
Figura 2: Evolución de la Temperatura media, temperatura máxima, humedad relativa, velocidad promedio del viento y heliofania relativa. (Fuente: Estación Agro-meteorológica INTA Manfredi)
Características técnicas de la rotoenfardadora Yomel Zonda C 155: - Ancho del pick-up recolector: 2 m. (Opcional 2,25 m.) - Cámara fija para máxima presión de enrollado, constituida por un sistema de siete rodillos compresores ubicados en el área de embocado de la mies y un sector móvil ubicado en la tapa posterior (cierre de la cámara), constituido por cadenas unidas a barrotes cilíndricos, los cuales junto con los rodillos antes mencionados, conforman la cámara de enrollado y compresión. - Sistema de corte de la mies integrado por un rotor cortador, con mando de acople permanente, actuando como forzador de la cámara de enrollado, el cual conforma el sistema de corte con 14 cuchillas dentadas semicirculares de zafe independiente y de accionamiento levante/bajada de las mismas en forma hidráulica. Largo de corte de la mies 7 cm o 14 cm por desactivando de cuchillas en forma alternada. - Las medidas de los rollos de heno originados: 1,2 m de ancho x 1,55 m Ø. La densidad de compresión es variable, con tres posiciones de forma mecánica. El atador de rollos es a hilo o malla de serie. - Potencia requerida: 90 CV. Transmisión de toma de fuerza con junta homocinética y velocidad de rotación 540 RPM. Lubricación automática de serie. - Rodados de serie 11.5/80-15 y Opcional 15.0/55-17 o 19.0/45-17. - Medidas exteriores de la máquina: ancho 2,3 m, alto 2,4 m, largo 3,8 m y con un peso total de 2.700 Kg.

4
Descripción de la regulación realizada sobre la rotoenfardadora Yomel Zonda C 155 previo a la evaluación. En primera instancia se procedió a la adaptación de la inclinación de la lanza de la máquina con la posición de la barra de tiro del tractor, para mantener un nivel de trabajo correcto del recolector y la cámara de compactación. Como se observa en la figura 3, cuenta con dos registros de dientes tipo mordaza regulable en cada extremo de la lanza. Ello puede observarse en los puntos “A” y “B” respectivamente de la figura 4.
Figura 3 Figura 4
Posteriormente se procedió a la activación del sistema de precortado de la mies. Para ello, cuando las cuchillas de corte dentado (cutter) están replegadas debajo de la línea de trabajo (Figura 5) se debe destrabar la palanca que se observa en la figura 6, la cual actúa sobre un seguro general de sujeción. Al tirar manualmente hacia arriba cada una de los cutter, facilita el destrabado de los resortes que los mantiene replegados, logrando así su posición de trabajo (Figura 7). De ésta manera se logra un cortado de la mies empacada de 7 cm en todo el sector central y 10 cm en ambos costados de las caras planas.
Figura 5 Figura 6 Figura 7
El siguiente paso consistió en la regulación de la presión de llenado en la cámara de empacado de la enrolladora. Esta se verifica a través de un indicador de accionamiento mecánico en el frente superior derecho de la máquina, con un fiel que recorre tres bandas de colores (verde, amarillo y
A
B

5
rojo) de menor a mayor presión respectivamente (Figura 8). Este fiel es accionado por una caja solenoide que por su cable eléctrico superior envía una señal acústica y lumínica al tablero instalado en la cabina del tractor, indicando etapa final de prensado. A su vez la caja solenoide recibe mecánicamente las variaciones del llenado de dicha cámara, a través de un sistema de palancas tal como se muestra en la figura 9. Este último sistema muestra el diámetro en cm. del rollo que se está confeccionando en su interior; en bandas de colores (verde, amarilla y roja). Ello se puede observar en un indicador ubicado en la parte frontal derecha de la máquina, debajo del indicador antes descripto (figura 8).
Figura 8 Figura 9 En la figura 10 podemos ver como a través de un cable tensado de acero que conecta el sistema de palancas antes mencionado con la traba de cierre de la puerta trasera de la cámara de prensado, se transmite el movimiento de ésta, por la presión interna generada. Esto provoca que tienda a su apertura, desplazándose 2,5 cm dicho gancho (Figura 11). Este desplazamiento es censado por los sistemas descriptos para indicar el tamaño de rollo y presión de la cámara.
Figura 10

6
Figura 11 Figura 12
Finalmente si se desea cambiar los rangos de presión de llenado, ello se puede efectuar a través de otro juego de palancas ubicado en la parte superior del lateral derecho de la enrolladora, donde posee un registro mecánico como puede observarse en la figura 12. El correcto cierre de la puerta se garantiza por medio de una cuchilla colocada a ambos lado en la zona inferior de sus laterales fijos (Figura 13), la cual ejerce un efecto guillotina con los laterales móviles de las puertas, cortando cualquier resto de material vegetal. De ésta manera se logra un cierre eficiente y ayuda además al auto alineado de la puerta durante el mismo, favoreciendo el correcto trabajo de los ganchos laterales para dicha función.
Figura 13
Descripción del funcionamiento del sistema de trabajo de la enrolladora a evaluar La mies ingresa a través de un recolector ubicado en su parte frontal, debajo de la lanza antes descripta. Este recolector es de los denominados de bajo perfil, dado que el diámetro de trabajo de sus púas retráctiles no superan los 30 cm de diámetro (aproximadamente) y además posee un movimiento interno generado por una leva que permite levantar a bajas vueltas la gavilla de pasto seco sin mayores sobresaltos. Esto ocurre dado que el extremo de sus dedos recolectores poseen
7
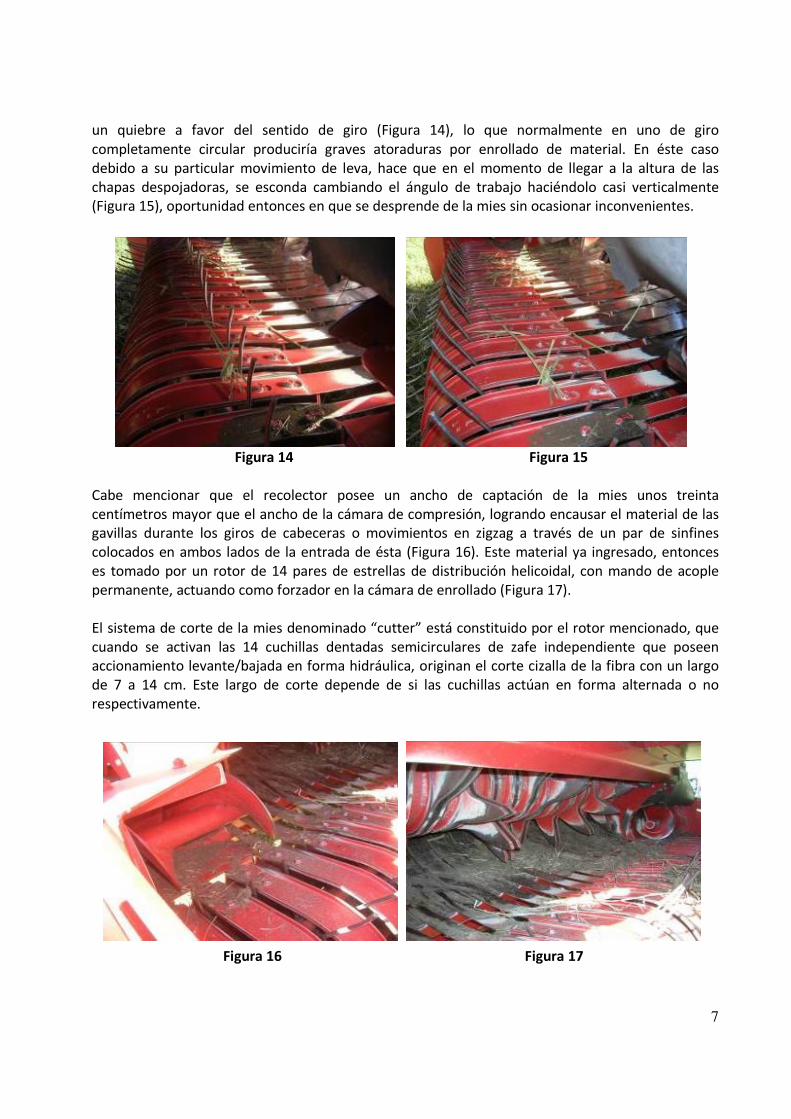
un quiebre a favor del sentido de giro (Figura 14), lo que normalmente en uno de giro completamente circular produciría graves atoraduras por enrollado de material. En éste caso debido a su particular movimiento de leva, hace que en el momento de llegar a la altura de las chapas despojadoras, se esconda cambiando el ángulo de trabajo haciéndolo casi verticalmente (Figura 15), oportunidad entonces en que se desprende de la mies sin ocasionar inconvenientes.
Figura 14 Figura 15 Cabe mencionar que el recolector posee un ancho de captación de la mies unos treinta centímetros mayor que el ancho de la cámara de compresión, logrando encausar el material de las gavillas durante los giros de cabeceras o movimientos en zigzag a través de un par de sinfines colocados en ambos lados de la entrada de ésta (Figura 16). Este material ya ingresado, entonces es tomado por un rotor de 14 pares de estrellas de distribución helicoidal, con mando de acople permanente, actuando como forzador en la cámara de enrollado (Figura 17). El sistema de corte de la mies denominado “cutter” está constituido por el rotor mencionado, que cuando se activan las 14 cuchillas dentadas semicirculares de zafe independiente que poseen accionamiento levante/bajada en forma hidráulica, originan el corte cizalla de la fibra con un largo de 7 a 14 cm. Este largo de corte depende de si las cuchillas actúan en forma alternada o no respectivamente.
Figura 16 Figura 17

8
La cámara de compresión de los rollos está constituida por una parte fija y una móvil o compuerta trasera (Figura 18). La primer parte contiene 6 rodillos cilíndricos con 6 aristas de fricción cada uno, además de un rotor estelar que fuerza la entrada del material a dicha cámara, siendo este, el que trabaja con las cuchillas de corte (cutter) según se desee o no.
También se observa en la figura 18, la segunda parte o puerta trasera de la cámara, la cual es abierta y cerrada por pistones hidráulicos ubicados en sus costados, cuyos comandos se dirigen desde la cabina del tractor. Esta puerta esta constituida por un bastidor semicircular que guían dos cadenas giratorias unidas por barrotes redondos (rastra), de forma tal que permiten darle cierre y acompañar el movimiento circular durante la conformación del rollo. Una vez finalizado el llenado y prensado del rollo generado, en caso de no haber utilizado el sistema de precortado de la mies, se puede optar por el atado con un doble sistema de agujas con hilo de nylon. Cuando se utiliza el sistema cuter, es conveniente realizar una envoltura con malla de nylon (Figura 19), la cual corta automáticamente cuando el rollo es envuelto con tres vueltas del material, permitiendo de éste modo mantener su conformación compacta y durable para un correcto transporte, estivado en pilas y mejorar el escurrimiento de la lluvia y/o roció a la intemperie. Figura 19
Figura 18

9
Tratamientos:
• Tratamiento 1: Elaboración de rollos con rotoenfardadora Yomel ZONDA C 155 con sistema de compactación a tambor y cadena con barrotes y sistema cutter activado.
• Tratamiento 2: Elaboración de rollos con rotoenfardadora Yomel ZONDA C 155 con sistema de compactación a tambor y cadena con barrotes y sistema cutter desactivado.
• Testigo: Elaboración de rollos con rotoenfardadora New Holland 664 con sistema de compactación mixto (tambores y correas).
Detalles del ensayo a campo: El ensayo evaluativo consistió en la confección de rollos utilizando la rotoenfardadora YOMEL Zonda C 155 con su sistema de precortado de la mies y luego sin el, sobre un cultivo de moha primero y luego en alfalfa. Comparativamente también se realizó la confección de rollos, en los mismos lotes y en gavillas apareadas, utilizando una rotoenfardadora New Holland 664 (testigo) propiedad de la EEA. Manfredi, la cual no posee el sistema de precortado de la mies. Para todos los tratamientos realizados con la rotoenfardadora Zonda C 155 se utilizó únicamente el sistema de atado por red de nylon, y no el sistema de atado por hilo que también equipa a dicha máquina. En el caso de New Holland 664 se utilizó su único sistema de atado con hilo de nylon. Para traccionar la rotoenfardadora Yomel Zonda C 155, se utilizó un tractor New Holland TD 95 D de 95 HP de potencia (Figura 20), mientras que la rotoenfardadora New Holland 664 se traccionó con un tractor New Holland TM 150 de 150 HP (Figura 21).
Figura 20 Figura 21 Para la recolección de las pérdidas de material que se generaron durante el proceso de enrollado se procedió a forrar ambas rotoenfardadora en su parte inferior, con un lienzo de nylon sostenido por un bastidor de cañas, convenientemente afirmado a cada máquina como se puede observar en las Figuras 22 y 23 para el caso de Zonda C155 y en la Figura 24 y 25 para New Holland 664. Dicho forrado poseía un ancho tal que cubría perfectamente las medidas de ambas cámaras. En el caso de la máquina Zonda C 155 se extendía desde el inicio de la embocadura de la cámara, conteniendo totalmente el sector del cútter, hasta el final del espacio entre el último rodillo basal de la cámara y el comienzo de la puerta trasera (Figura 22).

10
El forrado en la New Holland 664 comenzaba a continuación de la parrilla del recolector hasta cubrir el sector basal de la tapa posterior de la cámara de compactación de correas (Figura 24).
Figura 22 Figura 23
Figura 24 Figura 25
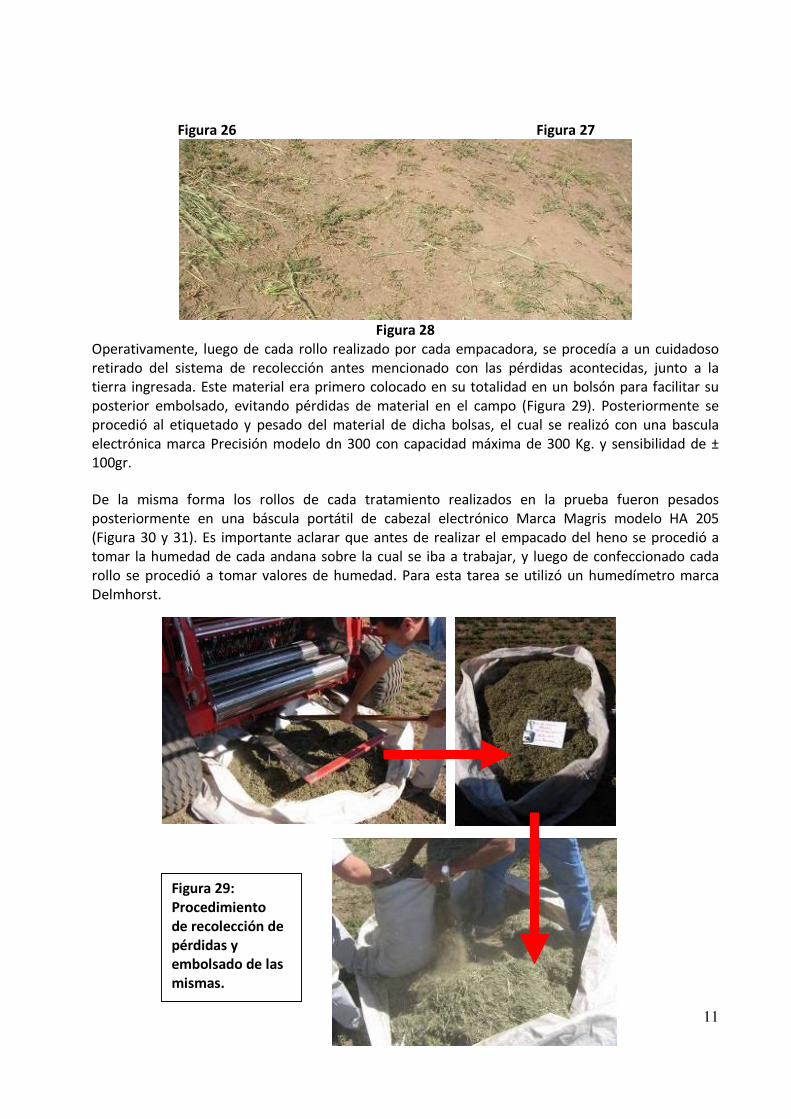
El sistema de captación de pérdidas montado sobre ambas rotoenfardadoras permitió recolectar las pérdidas en su totalidad, inclusive la tierra adherida al material, no colmándose en ningún momento su capacidad durante las pruebas, tanto en la Zonda C 155 (Figura 26) como en la Testigo NH 664 (Figura 27). Se pudo apreciar a simple vista que sólo quedaban las pérdidas originadas por el recolector en el ancho de la andana, tal como puede observarse en la figura 28.
11
Figura 26 Figura 27
Figura 28
Operativamente, luego de cada rollo realizado por cada empacadora, se procedía a un cuidadoso retirado del sistema de recolección antes mencionado con las pérdidas acontecidas, junto a la tierra ingresada. Este material era primero colocado en su totalidad en un bolsón para facilitar su posterior embolsado, evitando pérdidas de material en el campo (Figura 29). Posteriormente se procedió al etiquetado y pesado del material de dicha bolsas, el cual se realizó con una bascula electrónica marca Precisión modelo dn 300 con capacidad máxima de 300 Kg. y sensibilidad de ± 100gr.
De la misma forma los rollos de cada tratamiento realizados en la prueba fueron pesados posteriormente en una báscula portátil de cabezal electrónico Marca Magris modelo HA 205 (Figura 30 y 31). Es importante aclarar que antes de realizar el empacado del heno se procedió a tomar la humedad de cada andana sobre la cual se iba a trabajar, y luego de confeccionado cada rollo se procedió a tomar valores de humedad. Para esta tarea se utilizó un humedímetro marca Delmhorst.
Figura 29: Procedimiento de recolección de pérdidas y embolsado de las mismas.

12
Figura 30 Figura 31
La totalidad del material recolectado como pérdida de cada tratamiento fue zarandeado con un tamiz tipo maya de alambre, con orificios cuadrados de 2 x 2 mm. De ésta forma, se separaron la fracción tierra, de la vegetal; siendo pesadas y analizadas en forma individual.
Luego se tomaron 3 muestras de la fracción tierra de cada tratamiento, las cuales se llevaron a estufa a una temperatura de 36°C, durante 48hs para secar las muestras, posteriormente se colocaron en crisoles para ser incineradas en muflas a 600°C, obteniendo como resultado % Cz (cenizas) que poseía dicha fracción tierra. También se tomaron tres muestras de cada tratamiento a la fracción vegetal, a las cuales se le efectuaron análisis de MS y % PB (proteína bruta) para determinar cantidad y calidad del material que se estaba perdiendo.
Respecto de los rollos confeccionados en cada uno de los tratamientos, se evaluó el desmenuzado de los mismos utilizando un mixer MAINERO 2515 de 15 m3 de capacidad, acompañado de un tractor John Deere 5425 con pala frontal de 65 HP en la TPP (toma posterior de potencia). Los rollos fueron procesados en forma individual y el procedimiento de desmenuzado fue el mismo para todos. Primero se colocó el rollo dentro del mixer, retirándose su malla o los hilos envolvente (Figura 32 y 33), luego se inició el proceso de desmenuzado durante 1 minuto y medio sin colocar las trabas laterales del mixer, para permitir su libre giro y desmenuzado inicial. Posteriormente se colocó a tope las trabas, comenzando así la etapa de trozado de la fibra larga, hasta completar 20 minutos de trabajo. Durante la marcha del proceso se realizaron dos muestreos; la primera se tomo a los 7 minutos y la segunda a los 20 minutos. Estas muestras de 2 kg c/u, se obtuvieron abriendo completamente la puerta de descarga tomándolas sobre la andana después que el mixer efectuaba el suministro. Luego en gabinete se determinaron las distintas fracciones de fibra generadas por el mixer, con el separador de partículas PS “Peen States”. En el caso del rollo confeccionado por la ZONDA C155 con cutter, a los 7 minutos se dio por finalizada la operación de desmenuzado, porque visualmente ya el largo de la fibra estaba en condiciones para iniciar una etapa de agregado de los ingredientes para realizar el mezclado de una ración para vacas lecheras.

13
En los tratamientos de los rollos confeccionados por ZONDA C 155 sin el sistema cuter activado y por NH 664, fue necesario continuar hasta los 20 minutos de trabajo (Figuras 34 y 35) para lograr una apreciación semejante al primer caso en el desmenuzado y trozado de la fibra. A cada muestra extraída del procesado de los rollos se las dividió en dos partes iguales. Una se utilizó en el separador de partículas para evaluar las proporciones de las distintas fracciones de las partículas de heno logrado y analizar el largo de las fracciones mayores a 19 mm. La otra parte de las muestras fueron enviadas al laboratorio de Producción Animal del INTA EEA Manfredi, donde se le efectuaron análisis de calidad de: %PB, %FDN, %FDA, % Digestibilidad (Mc. Leod y Minson, 1976), EM y % Cenizas.
Figura 32 Figura 33 Figura 34 Figura 35

14
RESULTADOS Y DISCUSIÓN
Tabla 1: Resumen de caracteres de los rollos de alfalfa de los distintos tratamientos y del material recolectado como pérdidas durante el proceso de enrollado.
*Esta fracción arrojo valores de cenizas superiores al 80% en todos los casos.
TRATAMIENTO Zonda C/ Cutter Zonda S/ Cutter Testigo NH 664
PESO ROLLO (Kg.) 404 358 747
% DE HUMEDAD ROLLO 18,3 18,2 18,8
MEDIDAS ROLLO (long , diámetro y volumen)
1,20m x 1,55m 2,25m3
1,20m x 1,55m 2,25m3
1,55m x 1,60m 3,10m3
VEL. DE AVANC (Km/h) 6,7 6,9 7,2
DISTANCIA (m) 245 223 656
PESO DE ANDANA (Kg /m) 1,6 1,6 1,1
Densidad rollos (Kg./m3) 180 160 241
PESO TOTAL PERDIDAS (Kg) 14,7 6,9 22,8
FRACC. TIERRA (Kg) * 5,6 3,3 9,7
FRACCION VEGETAL (Kg) 9,1 3,6 13,1
% PERD. FRACC VEG. 2,3 1 1,7
% PB FRACC VEG. 23,9 24,0 25,9
En la tabla número 1 se puede apreciar que la humedad de confección de los rollos fueron parejas y menores al 20%, lo cual indica un correcto momento de elaboración. Esto se logró realizando un manejo de las gavillas que consistió en una pasada de rastrillo que invirtió la misma 180°, homogeneizando su humedad entre la parte inferior y la superior mas seca. Según los datos que arroja la tabla 1, el peso por metro lineal de andana con el que se trabajo, es la mitad de lo aconsejado para máquinas de este ancho de cámara (2 a 3 kg Cuadernillo 1. PROPEFO 1995). En éste ensayo se priorizó mantener la estructura de la gavilla con la menor pérdida posible de hojas, de forma tal que las posibles pérdidas, solo se manifestase por efecto del paso de la enrolladora, no alterando así las condiciones de la alfalfa en ella. El rendimiento en Kg MS del sector donde se realizaron los tratamientos con la enrolladora Zonda C 155 fue de 1800 Kg MS/ha, mientras que en la zona donde trabajo el testigo NH 660, fue cercano a 1300 Kg MS/ha. Ésta diferencia no afectó el normal desenvolvimiento de la máquina, pudiendo completar la confección del rollo en una sola pasada lineal. La densidad de los rollos logrados con la Zonda C 155 en sus dos tratamientos fue: un 10% inferior a los 200 kg/m3 aconsejado en el 1er tratamiento y 20% en el 2do. Esto se debió a que el operario detuvo el proceso de enrollado y comenzó su atado con la red al escuchar el comienzo de la primera señal sonora de aviso de cámara llena. Para lograr una mayor densidad en el rollo, hubiese sido mejor avanzar unos 10 ó 15 m mas, antes de detener la marcha. Comparativamente el rollo elaborado por la máquina testigo, fue 25% más denso al elaborado con Zonda C 155 con cutter, mientras que con el tratamiento sin cuter fue 33,6% superior. La falta de densidad en los rollos elaborados por Zonda C 155 y aún los de NH 155 se notó luego de movilizados y colocados en su lugar de almacenamiento, pues tomaron un formato ovoide en sus caras planas. Posiblemente, esto aconteció no solo por la causa ya mencionada, sino además, por
15
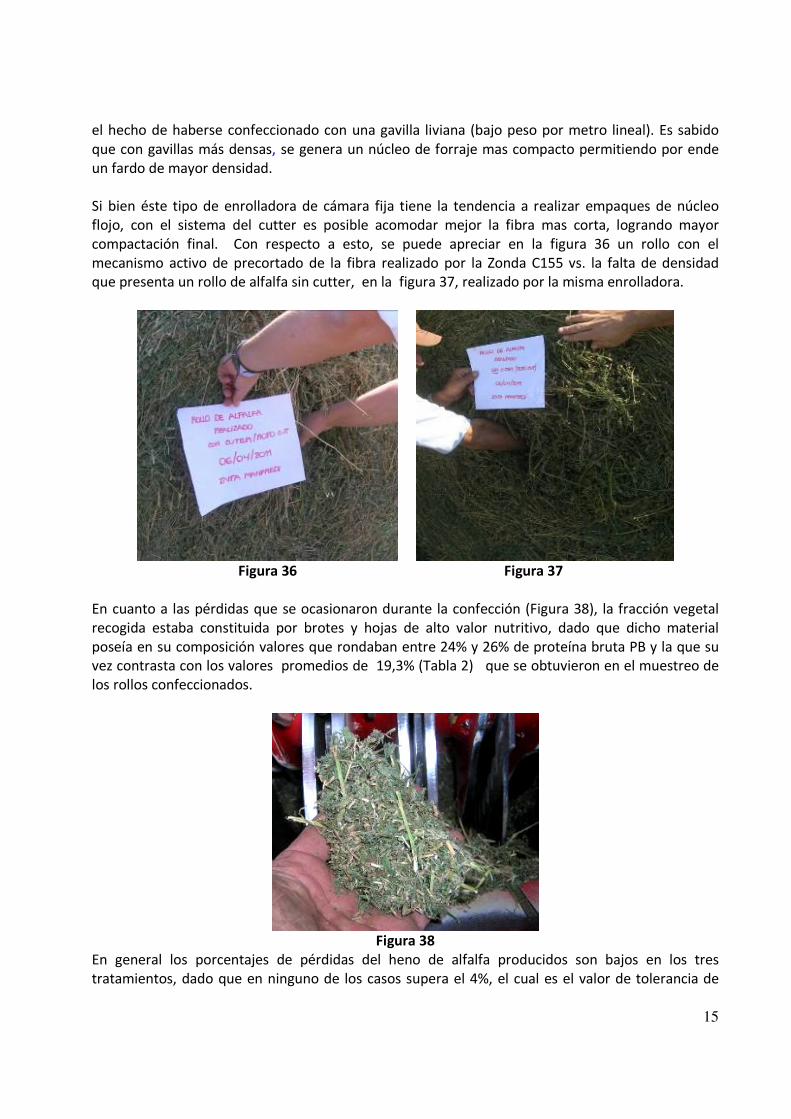
el hecho de haberse confeccionado con una gavilla liviana (bajo peso por metro lineal). Es sabido que con gavillas más densas, se genera un núcleo de forraje mas compacto permitiendo por ende un fardo de mayor densidad. Si bien éste tipo de enrolladora de cámara fija tiene la tendencia a realizar empaques de núcleo flojo, con el sistema del cutter es posible acomodar mejor la fibra mas corta, logrando mayor compactación final. Con respecto a esto, se puede apreciar en la figura 36 un rollo con el mecanismo activo de precortado de la fibra realizado por la Zonda C155 vs. la falta de densidad que presenta un rollo de alfalfa sin cutter, en la figura 37, realizado por la misma enrolladora.
Figura 36 Figura 37 En cuanto a las pérdidas que se ocasionaron durante la confección (Figura 38), la fracción vegetal recogida estaba constituida por brotes y hojas de alto valor nutritivo, dado que dicho material poseía en su composición valores que rondaban entre 24% y 26% de proteína bruta PB y la que su vez contrasta con los valores promedios de 19,3% (Tabla 2) que se obtuvieron en el muestreo de los rollos confeccionados.
Figura 38
En general los porcentajes de pérdidas del heno de alfalfa producidos son bajos en los tres tratamientos, dado que en ninguno de los casos supera el 4%, el cual es el valor de tolerancia de

16
pérdidas según lo expresa Koegel y colaboradores en ensayos sobre pérdidas en rotoenfardadoras realizados en 1985 en Estados Unidos. Las mayores pérdidas se produjeron al utilizar el sistema cutter, donde se obtuvieron valores de 2,3%. Cuando la Zonda C155 trabajo sin precortado de la fibra, produjo la mitad de las pérdidas anteriores (1%). En el caso del tratamiento testigo, las pérdidas producidas fueron intermedias entre los valores de los tratamientos anteriores.
Tabla 2: Resumen análisis de calidad rollo de alfalfa (Fuente: Laboratorio Producción Animal INTA EEA Manfredi).
*Calidad de rollo ganador en MERCOLACTEA 2011.
TRATAMIENTO Zonda C/ Cutter Zonda S/ Cutter Testigo NH 664 Rollo Objetivo*
% PB 19,7 18,9 19,4 21,4
% FDN 47,4 48,0 47,8 41,5
% FDA 32,6 34,2 33,8 25
% Digestibilidad 62,6 61,2 61,5 66
EM M/Cal 2,25 2,20 2,22 2,4
% Cenizas 13,0 12,6 12,9 9,1
Respecto de la fracción tierra recolectada, representó ente el 38% y el 48% del peso total de las pérdidas. Estos valores muestran el importante volumen de material indeseable que está presente en la confección del heno. Si comparamos el valor promedio de % Cenizas de los análisis de calidad de los rollos obtenidos en los distintos tratamientos, con el rollo Objetivo (Tabla 2), apreciamos una diferencia del 3,7 puntos mas de cenizas originada por la tierra, que el rollo objetivo. En base a estos datos podemos decir que; en un rollo de 600 kg de peso confeccionado con la técnica tradicional de hilerado y posterior enrollado, tendríamos unos 22 kg de tierra dentro de cada rollo de heno. Comparativamente, los rollos originados con una tecnología tradicional, pueden tener un 41% mas de cenizas que un rollo con mínima contaminación de tierra. Según la Lic. Mónica Gagiotti ([email protected]) los valores de digestibilidad del los distintos rollos realizados en los tratamientos distan entre 4 y 5 puntos porcentuales. Estos valores son elevados si lo relacionamos con el estado y condición de la alfalfa al momento del corte, la cual poseía un estado fisiológico entre botón floral e inicio de floración. También fueron elevadas las diferencias en los análisis de las fibras detergentes, donde se puede aludir que este efecto es producido especialmente cuando el peso de la muestra vegetal se encuentra diluida en tierra.
Tabla 3: Resumen de resultados de separador de partículas luego del proceso de desmenuzado de los rolos de alfalfa en mixer.
TRATAMIENTO Zonda C/ Cuter (7 min. mixer) Zonda S/ Cuter (20 min. mixer) Testigo NH 664 (20 min. mixer)
% FRACCIÓN > 19 mm 58 61,5 73
% FRACCIÓN > 8mm 27,5 21,5 14
% BANDEJA CIEGA 14,5 17 13
Long hebra prom. (cm.) 10-20 30-40 40-60
Los valores obtenidos por el separador de partículas “Penn States” para el tratamiento Zonda C 155 c/cutter a 7 minutos de procesado en el mixer, fueron semejantes al obtenido por el
17
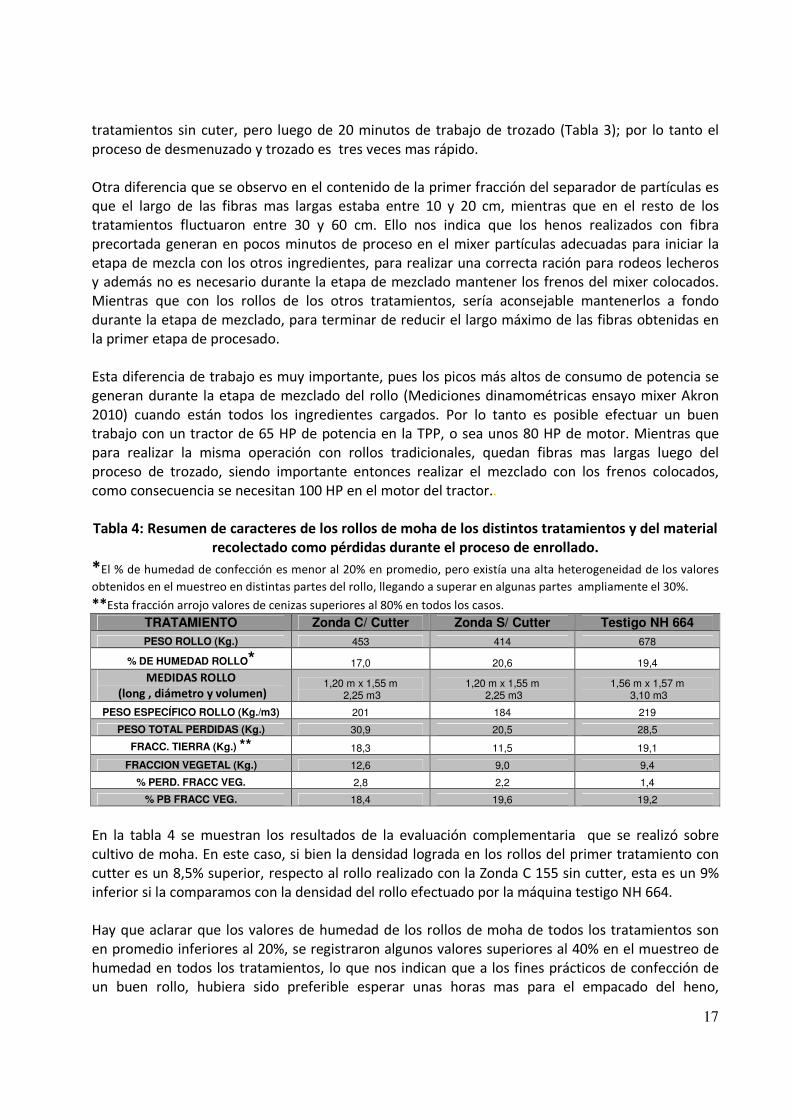
tratamientos sin cuter, pero luego de 20 minutos de trabajo de trozado (Tabla 3); por lo tanto el proceso de desmenuzado y trozado es tres veces mas rápido. Otra diferencia que se observo en el contenido de la primer fracción del separador de partículas es que el largo de las fibras mas largas estaba entre 10 y 20 cm, mientras que en el resto de los tratamientos fluctuaron entre 30 y 60 cm. Ello nos indica que los henos realizados con fibra precortada generan en pocos minutos de proceso en el mixer partículas adecuadas para iniciar la etapa de mezcla con los otros ingredientes, para realizar una correcta ración para rodeos lecheros y además no es necesario durante la etapa de mezclado mantener los frenos del mixer colocados. Mientras que con los rollos de los otros tratamientos, sería aconsejable mantenerlos a fondo durante la etapa de mezclado, para terminar de reducir el largo máximo de las fibras obtenidas en la primer etapa de procesado. Esta diferencia de trabajo es muy importante, pues los picos más altos de consumo de potencia se generan durante la etapa de mezclado del rollo (Mediciones dinamométricas ensayo mixer Akron 2010) cuando están todos los ingredientes cargados. Por lo tanto es posible efectuar un buen trabajo con un tractor de 65 HP de potencia en la TPP, o sea unos 80 HP de motor. Mientras que para realizar la misma operación con rollos tradicionales, quedan fibras mas largas luego del proceso de trozado, siendo importante entonces realizar el mezclado con los frenos colocados, como consecuencia se necesitan 100 HP en el motor del tractor.. Tabla 4: Resumen de caracteres de los rollos de moha de los distintos tratamientos y del material
recolectado como pérdidas durante el proceso de enrollado.
*El % de humedad de confección es menor al 20% en promedio, pero existía una alta heterogeneidad de los valores
obtenidos en el muestreo en distintas partes del rollo, llegando a superar en algunas partes ampliamente el 30%.
**Esta fracción arrojo valores de cenizas superiores al 80% en todos los casos.
TRATAMIENTO Zonda C/ Cutter Zonda S/ Cutter Testigo NH 664 PESO ROLLO (Kg.) 453 414 678
% DE HUMEDAD ROLLO* 17,0 20,6 19,4
MEDIDAS ROLLO (long , diámetro y volumen)
1,20 m x 1,55 m
2,25 m3
1,20 m x 1,55 m
2,25 m3
1,56 m x 1,57 m
3,10 m3
PESO ESPECÍFICO ROLLO (Kg./m3) 201 184 219
PESO TOTAL PERDIDAS (Kg.) 30,9 20,5 28,5
FRACC. TIERRA (Kg.) ** 18,3 11,5 19,1
FRACCION VEGETAL (Kg.) 12,6 9,0 9,4
% PERD. FRACC VEG. 2,8 2,2 1,4
% PB FRACC VEG. 18,4 19,6 19,2
En la tabla 4 se muestran los resultados de la evaluación complementaria que se realizó sobre cultivo de moha. En este caso, si bien la densidad lograda en los rollos del primer tratamiento con cutter es un 8,5% superior, respecto al rollo realizado con la Zonda C 155 sin cutter, esta es un 9% inferior si la comparamos con la densidad del rollo efectuado por la máquina testigo NH 664. Hay que aclarar que los valores de humedad de los rollos de moha de todos los tratamientos son en promedio inferiores al 20%, se registraron algunos valores superiores al 40% en el muestreo de humedad en todos los tratamientos, lo que nos indican que a los fines prácticos de confección de un buen rollo, hubiera sido preferible esperar unas horas mas para el empacado del heno,

18
logrando una mayor homogeneidad de la humedad y evitando un posible ardido durante el almacenamiento. Las pérdidas de fracción vegetal producidas al efectuar los rollos de moha, fueron al igual que en el cultivo de alfalfa inferior al 4%, registrándose los menores valores de pérdidas en el tratamiento testigo y resultando con mayores pérdidas el tratamiento con sistema cutter, pero con solo 2,8%. A su vez, la proporción de la fracción tierra dentro del total de las pérdidas, se continuó acentuando aun más en los rollos de moha; estas rondaron entre el 60% y 70% del peso total de las pérdidas recolectas. CONCLUSIÓN Los resultados indican que al realizar el empacado de fardos redondos, utilizando el sistema de precortado de la mies, denominado cutter; se logra un heno de alta eficiencia de aprovechamiento en rumiantes, dado que se puede obtener un largo de la fibra promedio entre 10 y 15 cm, favoreciendo la tasa de alimentación de fibra efectiva y asegurando una correcta insalivación. En el caso de los rollos elaborados en forma tradicional (sin sistema cuter) el largo de sus fibras es entre 40 a 60 cm, reduciendo ésta tasa de ingesta, dado que necesita mayor tiempo de masticación. Lo importante de destacar es que estos resultados obtenidos, se logran con un aumento mínimo de pérdidas en la fracción vegetal, producidas durante el empacado de este forraje conservado, que no superan la tolerancia del 4 %. Además disminuye los tiempos operativos de los mixer, pues reduce a un tercio el trabajo en su etapa de desmenuzado y trozado del rollo, o sea un 300% mas eficiente al utilizar rollos de henos con fibra precortada que rollos de confección tradicional. Otro beneficio que trae aparejado es la posibilidad de emplear tractores de menor potencia, pues con sólo 65 HP en su TPP permitió realizar ésta operación, mientras que es normalmente necesario, en mixers de 15 m3 sin caja de entrada con alta y baja, el uso de 75 y 80 HP en la TPP para realizar la misma operación, sin sobresaltos. Un punto muy relevante observado en la evaluación, es reconocer la ineficiencia de la tecnología de hilerado utilizando rastrillos estelares; la cual es la más difundida en nuestro país. El uso de estos rastrillos produce una alta exposición del material vegetal a empacar a factores perjudiciales como la tierra, estiércol y rastrojos cuando se necesita juntar andanas, para lograr el volumen deseado en la gavilla final de trabajo de la enrolladora, o se requiere uniformar la humedad de la andana de su parte inferior, con la superior; esto conlleva se produzcan henos con alta proporción de tierra en su composición, trayendo como consecuencia una caída en su digestibilidad. La posibilidad de haber realizado el forrado inferior de la cámara de enrollado para recolectar la totalidad de las pérdidas para ésta evaluación, permitió también realizar paralelamente una prueba, confeccionando ocho rollos en forma continua con la empacadora Zonda C 155. Hasta que no se mejore la tecnología de hilerado para reducir la incidencia de la tierra, será necesario seguir eliminándola durante la confección, que intentar minimizar las pérdidas de hojas con un sellado inferior de la cámara de empacado.
19
BIBLIOGRAFÍA Bragachini, M.; Cattani, P.; Gallardo, M.; Peiretti, J. 2008. Forrajes conservados de alta calidad y aspectos relacionados al manejo nutricional. Manual Técnico N° 6. Ediciones INTA. Proyecto Eficiencia de Cosecha y Postcosecha de Granos. EEA Manfredi, Córdoba, Argentina. Giordano, J. M.; Gallardo, M.; Bragachini, M.; Peiretti, J.; Cattani, P; Casini, C. 2010. Mixer: mecanización de la alimentación. Uso del mixer para formular dietas balanceadas (TMR) en base a forrajes conservados. Manual Técnico N° 7. Ediciones INTA. Proyecto Eficiencia de Cosecha y Postcosecha de Granos. EEA Manfredi, Córdoba, Argentina. Basigalup, D. 2007. El cultivo de la Alfalfa en Argentina. Ediciones INTA. EEA Manfredi, Córdoba, Argentina. AUTORES Ing. Agr. M.Sc. Mario Bragachini (Coordinador de la Red del Proyecto Agricultura de Precisión y Máquinas Precisas. Coordinador de la Red del Proyecto PRECOP, Eficiencia de Cosecha, Postcosecha y Agroindustria. INTA EEA Manfredi). Ing. Agr. José Peiretti (Coordinador Eficiencia de Cosecha de granos y forrajes conservados. Proyecto PRECOP. INTA EEA Manfredi). Ing. Agr. Juan Marco Giordano (Coordinador módulo Forrajes Conservados. Proyecto PRECOP. INTA EEA Rafaela). Ing. Agr. Federico Sánchez (Técnico Eficiencia de Cosecha de granos, Forrajes conservados y Agricultura de Precisión. Proyecto PRECOP. INTA EEA Manfredi).