15.Extrusion
21
PROCESOS DE FABRICACION DE AERONAVES • Ing. Héctor H Basile EXTRUSION
-
Upload
ivan-erazo -
Category
Documents
-
view
5 -
download
2
description
Proceso de fabricación de varios componentes utilizados en la industria Aeronáutica, como largueros, pefiles, etc.
Transcript of 15.Extrusion

PROCESOS DE FABRICACION DE AERONAVES
• Ing. Héctor H Basile
EXTRUSION

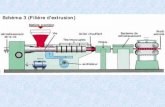
Este proceso metalúrgico consiste en la puesta a forma de un metal por compresión en caliente contenido en un recipiente.Este se halla cerrado en un extremo por una matriz que representa la forma y dimensiones del producto a obtener y en el otro extremo un disco plano.Se pueden extruir aleaciones no ferrosas(Al-Mg, Al Li,latón etc),actualmente se esta extruyendo Titanio el cual requiere elevadas presiones, muy utilizado en aplicaciones aeronáuticas.

• En general el proceso de extrusión requiere presiones específicas elevadas, lo que se utiliza son prensas hidráulicas.
• Existen dos tipos de extraído uno directo o inverso.• Directo: Cuando el disco comprime el metal a la matriz.• Inverso: Cuando la matriz comprime el metal al disco.• Este proceso ha sido el primero en aplicarse a la
transformación de metales duros, dado que la matriz comprime al metal, sobre la que se apoya el vástago de presión que son huecos, el mismo permite la salida del producto extruido, la limitación esta dada cuando el tamaño del producto extraído es importante entonces el vástago esta sometido a pandeo.
• Este proceso permite obtener perfiles , barras alambrón, perfiles de formas complejas, tubos. Estos productos se entregan con tratamiento térmico(Temple , o por precipitación o envejecimiento).

EXTRUSIÓN DIRECTA

EXTRUSIÓN INVERSA

• En líneas generales el proceso comprende tres tiempos:
• 1.-Tiempo de alimentación de la prensa.
• Introducción del lingote y del disco de presión en el recipiente.
• Avance del punzón principal.• 2.-Extrusión propiamente dicha.




Controles• Se efectúan controles químico, mecánicos,
dimensionales• Control de Defectos Superficiales y estructura de los
Perfiles Extruidos.• Defectos en la Estructura.• Pueden ser por temple desigual o incompleto.• El lingote debe estar sin estructuras dendríticas se
realiza procesos de homogeneización ,se eliminan los rechupes.
• Depende de las características mecánicas solicitadas por el usuario se controla el tamaño de grano, dado que a veces se pide que el material se a más plástico, o a veces más resistente.



Piezas Aeronáuticas
7075-T76511 Floor Beam

•AngleSeat Rail Boeing, 7075-775-511

Shear-Tie, Clips, Support Boeing, 7075-T93511

Seat & Cargo Track Extrusion (Rails)Aluminiun Boeing BAC 1520 Series,Douglas and
Lockheed.
Tipo A,B,C,D

Boeing
AngleAngle Bulb tee
tee, Misc tee Double-Leg tee Double-Leg Misc

ChannelFiller, Radius, One-End
Angle, Bulb, Misc
Angle, MsicFiller, Misc
solid fillerbar

I & HZee, Formed or Extruded Forks & Fittings
Misc Shapes

ExtrusionsArmy / Navy
Equal Leg AngleUnequal Leg
AngleBulb Angle Tee
Bulb TeeUnequal Leg ZeeEqual Leg Zeechannel

• Piezas extruidas en titanio(6Al-4V titanio) Soporte pylons, largueros, larguero del estabilizador vertical, alojamiento para misiles.