-~grado en CICY poliméricos · 2.4.1 Extracción de un filamento de fibra ... Producto comercial...
111
* CICY en poliméricos Centro de Investigación Científica de Yucatán, A. C. Posgrado en Materiales Poliméricos ESTUDIO DEL EFECTO DE LA TEMPERATURA EN LA RESISTENCIA INTERFACIAL AL CORTANTE EN UN MATERIAL COMPUESTO MONOFILAMENTO A BASE DE FIBRA DE CARBÓN Y RESINA EPÓXICA. Tesis que presenta Emilio Pérez Pacheco En opción al título de DOCTOR EN MATERIALES POLIMÉRICOS Mérida, Yucatán, México, Septiembre de 2008
Transcript of -~grado en CICY poliméricos · 2.4.1 Extracción de un filamento de fibra ... Producto comercial...

* CICY
-~grado en
~~~~eriales poliméricos
Centro de Investigación Científica de Yucatán, A. C.
Posgrado en Materiales Poliméricos
ESTUDIO DEL EFECTO DE LA TEMPERATURA EN
LA RESISTENCIA INTERFACIAL AL CORTANTE EN
UN MATERIAL COMPUESTO MONOFILAMENTO A
BASE DE FIBRA DE CARBÓN Y RESINA EPÓXICA.
Tesis que presenta
Emilio Pérez Pacheco
En opción al título de
DOCTOR EN MATERIALES POLIMÉRICOS
Mérida, Yucatán, México, Septiembre de 2008
Declaración de Propiedad
Declaro que la información contenida en la sección de materiales y métodos
experimentales, los resultados y discusión de este documento proviene de las
actividades de experimentación realizadas durante el período que se me asignó,
para desarrollar mi trabajo de tesis, en las Unidades y Laboratorios del Centro de
Investigación Científica de Yucatán , A C., y que dicha información le pertenecen
en términos de la Ley de la Propiedad Industrial , por lo que no me reservo ningún
derecho sobre ello.
Mérida, Yucatán , México, Agosto de 2008.
M. en M.
Este trabajo se realizó en los laboratorios de la Unidad de Materiales del Centro de
Investigación Científica de Yucatán , A.C. bajo la asesoría del Dr. Pedro Jesús
Herrera Franco.

DEDICATORIA
;?[ :Dío.y:porrue a
él fe áe/io fa víáa y
por .Yu «J'oyo y .Yacríflcío a lo
1 arso áe toáo.Y mú e.Ytudlo.Y.
;?{mí/ca

AGRADECIMIENTOS
A mi director de Tesis Dr. Pedro Jesús Herrera Franco, por todo el apoyo brindado
durante mi estancia en el CICY, así como los consejos otorgados en la discusión y
conclusión de los resultados obtenidos en este trabajo.
Mi agradecimiento profundo al Dr. Alex Valadez González por su apoyo y sus
consejos durante todos los años de mi estancia en el CICY.
A todos los compañeros técnicos de la unidad de Materiales por las facilidades
otorgadas en los diversos laboratorios durante el desarrollo de este trabajo.
A la Unidad de Materiales del CICY, por las facilidades y apoyo otorgados de sus
instalaciones para el desarrollo de este trabajo.
Al CONACYT, por el apoyo económico otorgado durante el desarrollo de este
trabajo.
Mi cariño y reconocimiento a todos. Gracias.

, In dice
Página
Índice general. .. .... ... .. .. . .... .. ...... ... ... .. .. .... . ...... .................. ... ... ..... . ... .. . . Lista de tablas .... .. ... ... ... ... ... .... .. ... ................ ..... .. . ..... . .... ...... ...... ........ iii Lista de figuras.. . .... ... ...... .. .... .......... . ... ....... .. ..... . ....... .... . .. ............ . .... iv Resumen........ .. ......... .. ...... ..... .......... ... ..... .... .... .. ... .. . ........ .. .... .. ..... ... 1 Abstract. .. ... . .. ... ... .. . . . . .. . ... . .. . . . ... ... ... . . . .. . .. . . .. .. . . . . ... ... .. . . .. . . . ... ... ... ... ... .. 2 Introducción.. . ..... . ... .. ... . ... .......... .. .... .. ............ ... ... ... ..... . .... ..... .. ..... ... .. 3 Objetivo general.. . .. .. .. ... ...... ... .... .. ... .. . .. . ...... .. . ... ...... ................... ... ..... 6 Objetivos específicos.. . .......... .. ................. ....... .. .... ... ........ . .... ...... .... . .. . 6
Capítulo l. Antecedentes
Antecedentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Capítulo 2. Interfase fibra-matriz 2.1 Materiales compuestos... .. .. .. ... ........... . .... .. ..... . ...... .... .. ....... .. ... ... .... 14
2.1.1 Propiedades de las fibras...... .. ............... . .. . ...... .. .. ... ..... .. ... . .... ... 17 2.1.2 Propiedades de la matriz. ..... ... ........... .. ..... ........ ........ ..... ... .... ... .. 19 2.1.3 La región interfacial. .. .... .......... . ... ...... .......... .. .. . ... .. .... ... .. ........... 21
2.2 Teorías de adhesión ...... ... ... ... ........... . ... .... .... . .. . .. . .. . .. . .... ... ..... ..... ... 22 2.2.1 Adsorción y humectación .... .. .... .. .... ....... . .... ..... .".. ..... . ..... ....... ..... 23 2.2.2 lnterdifusión ... ......... ... ........ . ... .... ..... ... ..... . ... .... .. ...... ... ...... ....... 26 2.2.3 Atracción electrostática .. .......... .... ... ..... ....... ... ...... ...... ............. ... 27 2.2.4 Enlace químico.. . .... .. ... ...... ......... .. ..... .... .. ........ ..... . ............... ... 27 2.2.5 Adhesión mecánica ... ....... .... . .......... ..... ... ... ... .. .. .... ... ... . .. . ... ..... . 28
2.3 Esfuerzo residual .......... .. ... ......... ... .... .... . ..... ..... ..... .. .. ... ..... .. . ... 28 2.4 Medición de la resistencia de la unión interfacial fibra-matriz.. .. .............. 29
2.4.1 Extracción de un filamento de fibra (pull-out) ... .... ... ... .. ....... ........ .. . 30 2.4.2 Fragmentación de un filamento de fibra (single fiber fragmentation
test) ... ... ..... ... .. .. .. . .. .. .. .. . ... ....... .. ... ..... .. ...... .. ...... .. . ... ... ... ... . . . . . . . . . . . . ... 31 2.4.3 Otros métodos micromecánicos... .. . . . . ... .. . ... .. . ... .. . ... . .. .. . .. . .. . .. . ..... 33
2.5 Distribución de esfuerzos y deformaciones en materiales compuestos..... 34 2.5.1 El modelo de retardo en cortante (shear lag) de Cox........ . ... .. . .... .. .. 34 2.5.2 Otros modelos micromecánicos. ........ ... .... .......... . .. . .... .. .. . .. . . . . . . . . . . 41
2.6 Modos de falla interfacial. .... . .. .... ... .. .... ........ .... ...... ....................... ... 43 2.7 Interfase fibra de carbono/polímero. ...... .......... . ... .... .. ... ........ .. .. .... .. ... 45

Capítulo 3. Métodos experimentales
3.1 Materiales. .. .. . ..... ... .. .. ... ................ ... ..... ......... ... ... ... .. .. ... .... ........ .. 47 3.1 .1 Fibra de carbón ...... .. ........ .... .. .. ......................................... . .... .. 47 3.1.2 Resina epóxica.. . ... ... ... .......... ... .......... ...... ... .. ... ... ...... ........... .... 48 3.1.3Agente de acoplamiento .... .... .. ................. ... .... ..... ... ......... .. ........ 48
3.2 Tratamiento superficial a la fibra de carbón.... ............ ........ ................. 48 3.2.1 Fibras de carbón sin tratamiento.......... .. ............ ....... .... .......... .... . 48 3.2.2 Fibras de carbón con tratamiento.... .. .. .... .... .... .. .. ... ............ ........ .. 49
3.3 Preparación de muestras.. ..... .. .. .... .. .. .. ................... .. ............ .......... 49 3.3.1 Análisis mecánico dinámico.......... .. .. ..... .... .. ............... .. .... .. ....... 49 3.3.2 Medición de las propiedades mecánicas estáticas de la resina
Epóxica ........ . .. . ....... .. .... ... ..... ...... ... .. . ... .... .... .. .. ......... ..... ........ 50 3.3.3 Ensayos de relajación. .............. ............... .... .. ....... .. ....... .. ......... 52 3.3.4 Experimento de fragmentación de una fibra ........ .. .................. .... .. . 52
3.4 Técnicas experimentales....... ........ ...... .. .. .. ........... .. .. .... .............. .... 53 3.4.1 Análisis mecánico dinámico. .. .. .... ... .. ..... ... .... ..... .. .. ... .. .. ... ... .. . .... 53 3.4.2 Medición de las propiedades mecánicas estáticas de la resina
Epóxica... ............ ........................... .. . .... .. ... ... ... ...................... 54 3.4.3 Ensayos de relajación ........................ .. .. .. .................. ..... .... .... .. 55 3.4.4 Experimentos de fragmentación de una fibra .. . ............ ...... .. .. ...... .. . 55 3.4.5 Esfuerzos residuales ... .. . ... ....... .. .. .... ......... ... ... .. .. ..... ... ... ... .. . ... .. 56 3.4.6 Análisis de transferencia de esfuerzos ... ......... ..... .. .. ... ... ...... ... .... .. 59
Capitulo 4. Resultados y discusiones
4.1 Efecto de la temperatura en la longitud de transferencia crítica............... 63 4.2 Análisis de los esfuerzos interfaciales residuales .. . .. .... ... ... .... .. ...... ... ... 70 4.3 Efecto del comportamiento viscoelástico de la matriz en la resistencia al cortante interfacial.... .. ... ... .. ........ .. ... .... .. ... ......... ... ... ...... .................. ... 81 4.4 Análisis de los modos de falla interfacial. ....... .......... .. .. ....................... 87 Conclusiones. .. .. .. .. ... ..... .. ... .. .... .. ............... ............. ... ........ ... .. ........... 92 Referencias bibliográficas.. . ..... . ...... ...... .. .. .. ..... . .. .. .. .......... .... .. .... .... ... .. 96
11

Lista de tablas Página
Tabla 2.1. Breve clasificación de los materiales compuestos de matriz polimérica según la disposición y el tipo de refuerzo . .............. . ... . ............ . ............. . .. . 15 Tabla 2. 2 Propiedades mecánicas de las fibras más comunes usadas en materiales compuestos. (*) Producto comercial de Hércules. (f) Producto comercial de Amoco. (f) Producto comercial de Du Pont..... . . . ..... .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Tabla 2. 3. Propiedades mecánicas de las matrices más comunes en FRP. (*) Victrex, producto comercial de ICI (:J:) Ryton, producto comercial de Phillips Petroleum.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 Tabla 4.1. Propiedades de la fibra de carbón y de la resina epóxica usadas en el modelo de Whitney y Drzal para el cálculo de los esfuerzos residuales. E1 es el módulo elástico longitudinal, E2 es el módulo elástico transversal, v12 es la relación de Poisson, G23 es el módulo de cortante y a 12 es el coeficiente de expansión térmica. ....... .... . .. . .. .. ... . . ... . . . . . . . . .. .. . .. . ... .. . ........... . .......... . .... ... .. .. . .. . . . 71
111

Lista de figuras Página
Figura 2.1 . Características de la interfase fibra-matriz en materiales compuestos.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Figura 2.2. Los puntos de contacto aislados llevan a una adhesión débil entre dos superficies rugosas sólidas............................ .... .... ...... .... ... ........... ... ...... .............. 23 Figura 2. 3. Angulo de contacto e y tensiones superficiales r para una gota de líquido en una superficie sólida. SV, SL y LV indican interfaces sólido-vapor, sólido-líquido y líquido-vapor, respectivamente........ . ..... . . . ... . .. . ..... . ............ 26 Figura 2. 4. Unión interfacial formada por atracción electrostática entre dos superficies................ . ............ . ..... .. . . ... . .. . ........................ . .......... . ....... 27 Figura 2. 5. Unión interfacial formada por dos superficies entre los grupos químicos A de una superficie y los B de la otra superficie... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 Figura 2. 6. Ilustración del proceso de la técnica de extracción de un filamento de fibra......... . ... . . . . . . .. ........... .. ... ... . . ....... . . .......... .. . ....... ........ ..... . ... ... . ... 30 Figura 2. 7. Espécimen típico empleado en el experimento de fragmentación de un monofilamento de fibra ..... ......... . ...................... . ....... . . . . . .. ... . . . . . . . . . .. .. . ... 32 Figura 2. 8. Representación esquemática del proceso de fragmentación de un monofilamento de fibra............ . . .. . ... ...................... . ... . . . ....... .. .... ... ....... 32 Figura 2. 9. Ilustración del modelo Cox, a) Fibra embebida en una matriz epóxica libre de esfuerzos, b) desplazamiento axial u inducido al aplicar un esfuerzo de tensión paralelo a las fibras, e) variación radial del esfuerzo cortante y la deformación en la matriz... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 Figura 2.1 O. Distribución de la resistencia al cortante interfacial (a) y distribución del esfuerzo (b) a lo largo de un fragmento de fibra embebido en una matriz. .. ... . .. . ......... .. ..... ... . ... .. .. . ...... .. ............... . ... . ......................... 41 Figura 2.11. Diagrama esquemático que ilustra los posibles modos de falla observados de acuerdo al grado de adhesión fibra-matriz.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 Figura 3.1. Espécimen empleado en las mediciones mecánico dinámicas . . . . . . . . . . . . . 50 Figura 3. 2. Espécimen empleado en las mediciones mecánicas estáticas de la resina epóxica a diferentes valores de temperatura. ... . . . . .. ... ... . . . . ... . . . .... . . . . . .. .... ..... . . 51 Figura 3.3. (a) Molde utilizado en la elaboración de probetas, (b) Espécimen típico utilizado en !aprueba de fragmentación de unafibra..... .. ............. . . . ... ... ... .. . .. 53 Figura 3. 4. Cámara de temperatura empleada en las mediciones de las propiedades mecánicas estáticas de la resina epóxica... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 Figura 3. 5. Imagen del equipo usado en el ensayo fragmentación de un filamento de fibra................ . ................ .. .. . ............... . ...... .. ... . ....... .... ........ . .. . . .. . 56 Figura 3. 6. Representación esquemática de las expansiones y contracciones de la resina epóxica por: Efecto del curado y expansión volumétrica por efecto de la temperatura.... .. .. ...... ..................................................... ... ... ......... .. ....... ... ... .. .. 57 Figura 3. 7. Modelo usado por Whitney y Drzal para estimar los esfuerzos térmicos residuales en un material compuesto... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
IV

Figura 4.1. Relación de aspecto crítica en función de temperatura para especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento y tratados con un agente de acoplamiento... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64 Figura 4. 2. Módulo de almacenamiento de la resina epóxica para dos diferentes concentraciones mPDA: (a) con una relación estequiométrica de 14.5 phr y (b) con una relación menor a la estequiométrica determinadas por DMA ... .. .. ..... . . . . . . . . . 68 Figura 4.3. Gráfica del parámetro Ds en función de la temperatura.................. 69 Figura 4. 4. Distribución del esfuerzo radial interfacial a lo largo de la longitud del fragmento de fibra . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72 Figura 4. 5. Espectro del análisis de XPS efectuado a las fibras de carbón tratadas con ácido nítrico y las tratadas con un agente de acoplamiento (3-glycydoxy propyl trimetoxy silano).............................................................................. 75 Figura 4. 6. Espectro de XPS en donde se muestran los picos de emisión (C1s) para fibras de carbón tratadas con ácido nítrico(a) y fibras de carbón tratadas con silano (b)................ .. .. . ... ............................. ... ......... . ...................... 77 Figura 4. 7. Espectro de XPS de los picos de emisión (01s) para fibras de carbón tratadas con ácido nítrico(a) y fibras de carbón tratadas con silano (b)............... 78 Figura 4.8. Espectro de infrarrojo (FTIR) de las fibras de carbón tratadas con ácido nítrico y de las fibras tratadas con sil ano...... .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. . 80 Figura 4. 9. Diferencia de los espectros de FTIR de las fibras de carbón sin tratamiento y las tratadas con sil ano. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80 Figura 4.1 O. Relajación de la resina epóxica e pon 828 para el sistema a) 14.5 phr y para b) 7.25 phr..................................................................................................... 81 Figura 4.11. Efecto de la temperatura en el Módulo elástico de la resina epóxica epon 828. ..... .. . . .. . .. ... . .. . .. . . . . .. . .. . . .. .. .. . ... . .. ... . .. . .. ... . .. .. . . . .. .. .. . ... .. . ... .. . 83 Figura 4.12. Distribución de la resistencia al cortante interfacial a lo largo de la longitud del fragmento de fibra evaluado con el modelo elástico y viscoelástico en especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento superficial a temperaturas de a) 2SO C, b) 5SO C, e) 8SO C y d) 11 SO C............... 85 Figura 4.13. Distribución de la resistencia al cortante interfacial a lo largo de la longitud del fragmento de fibra evaluado con el modelo elástico y viscoelástico en especímenes elaborados con monofilamentos de fibra de carbón tratadas con sil ano a temperaturas de a) 2SO C, b) 5SO C, e) 85° C y d) 11 SO C.............................. 86 Figura 4.14. Patrones fotoelásticos obtenidos para fibras de carbón en una matriz epóxica (E pon 82 8 curada con mP DA) después del proceso de fragmentación de la fibra para varios valores de temperatura: (a) especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento, (b) especímenes elaborados con monofilamentos de fibra de carbón tratados con sil ano.... .. .. .. .. .. .. .. .. .. .. .. .. .. .. . 88 Figura 4.15. Representación esquemática de los mecanismos de falla observados en los especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento superficial. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89 Figura 4.16. Representación esquemática de los mecanismos de falla observados en los especímenes elaborados con monofilamentos de fibra de carbón tratados con silano............................................................................ .... ............. 91
V

Resumen
En este trabajo se estudió el efecto de la temperatura en la transferencia del
esfuerzo cortante interfacial en un material compuesto de fibra de carbón y resina
epóxica para dos niveles de adhesión. La relación de aspecto crítico de la fibra
(Lc/D) se usó como un indicador del nivel de adhesión entre fibra-matriz y los
cambios en el comportamiento de LelO se relacionaron con la pérdida de
integridad interfacial. Estos cambios se analizaron primeramente considerando el
efecto del esfuerzo térmico residual existente inducido por la diferencia entre los
coeficientes de expansión térmica de los materiales constituyentes, los cambios en
las propiedades mecánicas de la matriz y el desequilibrio estequiométrico de la
matriz en la proximidad con la fibra . La formación de enlaces covalentes,
resultantes del tratamiento químico a la fibra de carbón, son considerados los
principales causantes de la integridad de la interfase fibra-matriz. Posteriormente
se realizó un análisis de los modos de falla observados entre fibra y matriz a partir
del análisis de los patrones de birrefringencia inducidos en la matriz. Finalmente
se hizo una comparación de los valores de resistencia al cortante de la interface
fibra-matriz utilizando un modelo elástico y otro viscoelástico.
1
Abstract
The interfacial shear strength of a carbon/epoxy matrix composite in a temperature
range of 25°C to 115°C, of two different levels of fiber-matrix adhesion was studied.
The critica! fiber-aspect ratio (LelO) was used as indicator of adhesion level, and
changes in the LelO curve as a function of temperature were related to the loss of
interfacial integrity. These changes were analyzed considering thermal stresses
induced by differences of thermal expansion coefficient of the constituents,
changes in mechanical properties of the matrix with temperature and stoichiometric
imbalances of the matrix in the vicinity of the fiber. Strong covalent bonds resulting
from chemical reactions taking place on the fiber surface are considered to strongly
contribute to the fiber-matrix interphase integrity. An analysis of the interfacial
failure modes was performed by analyzing the photoelastic patterns resulting from
the birrefringence induced to the matrix. Finally, a comparison of the interfacial
shear strength values using elastic and a viscoelastic micromechanical models
was performed.
2
Introducción
En la actualidad , es notable el aumento del uso de materiales compuestos
avanzados en la fabricación de elementos estructurales. Así pues, los materiales
tradicionales como el acero, la madera o el aluminio van cediendo terreno en
ciertas aplicaciones a los materiales compuestos avanzados, con los que se
consiguen mejores propiedades específicas. En particular, los materiales
compuestos de matriz polimérica, como por ejemplo los materiales poliméricos
reforzados con fibras de carbón, presentan excelentes relaciones rigidez/peso y
resistencia/peso que los hace idóneos para determinadas aplicaciones. El
comportamiento mecánico de dichos materiales depende de la influencia de los
materiales constituyentes y en gran medida a la integridad de la interface fibra
matriz.
La fabricación de materiales compuestos de matriz polimérica, principalmente los
de matriz termofija , consiste en la aplicación de ciclos de curando durante cierto
período de tiempo a una temperatura establecida. La temperatura inicia una
reacción química irreversible entre el agente de entrecruzamiento y la resina
epóxica. Se han encontrado diversos reportes [1-3] en los que la presencia de las
fibras de carbón influye significativamente en la reacción de curado, lo que resulta
en la formación de una interfase con distintas propiedades a las de la matriz y
fibras. Otros reportes [1-5] en la literatura mencionan que la interfase formada en
3

Introducción
un material compuesto de fibras de carbón y resina epóxica tiene una temperatura
de transición vítrea mucho menor que la de la matriz.
Más recientemente se han llevado a cabo diversos trabajos teóricos [6-9] y
experimentales [9-17] para entender la influencia de la interface sobre el
comportamiento mecánico del material compuesto. Entre los diversos métodos
experimentales para medir la adhesión entre fibra y matriz, probablemente el más
común es el método de fragmentación de una fibra [41]. Uno de los parámetros a
menudo determinado para medir el nivel de adhesión entre fibra y matriz es la
longitud de fragmento crítico (Le), el cual es un indicador del nivel de adhesión
entre fibra y matriz. Mientras mayor es la longitud del fragmento crítico es menor la
adhesión entre fibra y matriz.
Holmes et. al. [18] han reportado que la matriz epóxica sufre relajación debido a
que la velocidad de deformación que se usa durante la prueba de fragmentación
es muy baja. Además, la medición de la longitud de fragmentos entre uno y otro
nivel de deformación origina relajación en la matriz.
En esta investigación se presenta un análisis del efecto de la temperatura en la
transferencia de cargas en un material compuesto de fibra de carbón y resina
epóxica. Para tal propósito, se realizaron diversos experimentos para determinar el
efecto de la temperatura en el comportamiento físico, mecánico y físico-químico de
la matriz e interface fibra-matriz. Además, utilizando el principio de
correspondencia se modificó un modelo micromecánico elástico para incluir el
comportamiento viscoelástico de la matriz y de la interfase fibra-matriz en el
4

Introducción
estudio del proceso de transferencia de esfuerzos. Esta tesis esta organizada en
cinco capítulos.
En el capítulo uno se hace una revisión de trabajos que han abordado el tema de
el efecto que tiene la temperatura en la resistencia interfacial al cortante en un
material compuesto monofilamento a base de fibra de carbón y resina epóxica,
asimismo se presenta el propósito del trabajo.
En el capítulo dos, se abordan los conceptos básicos de la composición de un
material compuesto. Asimismo, se muestran de manera general las teorías de
adhesión que pueden existir y las técnicas experimentales para medir la
resistencia de dicha adhesión. En este capítulo también se muestra una visión
clásica del modelo de shear-lag y se hace un análisis de la distribución de
esfuerzos y deformaciones, así como los posibles mecanismos de falla en la
interfase fibra-matriz.
En el capítulo tres se describen de una manera detallada los materiales, métodos
y técnicas experimentales utilizadas para el desarrollo de esta investigación.
En el capítulo cuatro se presentan los resultados del efecto de la temperatura en la
transferencia de cargas y la contribución de los esfuerzos residuales en la
adhesión interfacial fibra-matriz. Asimismo se comparan los resultados obtenidos
con un modelo elástico con aquellos obtenidos con un modelo que incorpora el
efecto viscoelástico de la matriz y de la interfase fibra-matriz. Por último se hace
un análisis de los modos de falla interfacial.
Finalmente, se presentan las conclusiones a las que se han llegado con esta
investigación y se hacen algunas recomendaciones para trabajo futuro.
5

Objetivo general El objetivo general de este trabajo es estudiar el efecto de la temperatura en la
transferencia de cargas en un material compuesto monofilamento a base de fibra
de carbón y resina epóxica.
Objetivos específicos • Caracterizar las propiedades mecánicas de la resina epóxica a diferentes
temperaturas a través de:
o Pruebas estáticas
o Ensayos de relajación
• Determinar el nivel de adherencia entre fi bra-matriz usando el método d e
fragmentación de una fibra para dos niveles de adhesión :
o Especímenes elaborados con un filamento de fibra de carbón sin
tratamiento.
o Especímenes elaborados con un filamento de fibra de carbón tratada
con un agente de acoplamiento del tipo silano.
• Determinar el efecto de los esfuerzos térmicos residuales en el material
compuesto sobre el comportamiento interfacial.
• Analizar el proceso de transferencia de esfuerzos en la interfase considerando
el comportamiento viscoelástico de la matriz y de la región interfacial.
• Comparación de resultados del análisis viscoelásl ico con el comportamiento
elástico.
• Analizar los modos de falla interfacial en el material compuesto.
6

Capítulo 1
Antecedentes
Los materiales compuestos de matriz polimérica son ampliamente usados en
diversas aplicaciones como elementos estructurales. Estos elementos
estructurales generalmente son sometidos a diversas condiciones de carga y
ambientales, lo que afecta su desempeño mecánico óptimo. Entre las condiciones
ambientales que influyen en el desempeño mecánico, la temperatura juega un
papel preponderante.
Es sabido que el incremento de la temperatura resulta en una reducción del
módulo elástico de la matriz polimérica lo que a su vez afecta a los mecanismos
de transferencia de carga en la interface fibra-matriz. Lo anterior es atribuido a la
dependencia directa que existe entre el módulo elástico de la matriz y la
resistencia al cortante interfacial [19]. Sin embargo, en la literatura existen pocos
reportes acerca del efecto de la temperatura en el comportamiento interfacial fibra
matriz.
7

Antecedentes
Ohsawa et al [20] estudiaron la dependencia de la longitud del fragmento crítico de
fibra en la temperatura para fibra de vidrio y dos matrices termofijas diferentes. En
un caso, un filamento de fibra de vidrio fue embebido en una matriz de resina
epóxica y en el otro, la misma fibra se embebió en una matriz de resina poliéster.
Ellos encontraron que la relación de aspecto crítico incrementaba con el
incremento de la temperatura en ambos casos y que la resistencia al cortante
interfacial calculada con el modelo teórico de Kelly y Tyson [21] (a partir de los
resultados experimentales de la longitud de fragmento crítico de fibra) disminuía
linealmente con el incremento de la temperatura. La disminución de la resistencia
al cortante interfacial se le atribuyó a la disminución del módulo elástico de la
matriz.
Rao y Drzal [3] estudiaron las propiedades interfaciales de un material compuesto
por efecto de la temperatura. Las propiedades interfaciales se determinaron a
través de un método micro-mecánico llamado fragmentación de un filamento de
fibra. A través de este método determinaron la longitud del fragmento crítico para
cierto valor de temperatura en varias matrices termofijas . El modelo micro
mecánico teórico utilizado para cuantificar la resistencia al cortante interfacial es
un modelo propuesto por Whitney y Drzal [22] el cual considera la longitud de
fragmento crítico. Los resultados obtenidos indican que la disminución de la
resistencia al cortante interfacial es debida a la disminución del módulo elástico de
la interfase, puesto que dicha interfase tiene una composición que puede tener
propiedades diferentes a la de la matriz y a la de la fibra . Por consiguiente,
8
Antecedentes
encontraron que la resistencia al cortante interfacial es sensible al cambio de la
temperatura.
Skourlis y McCullough [1] observaron que la relación de aspecto crítico de la fibra
en un material compuesto de fibra de carbón y resina epóxica incrementaba con el
aumento de la temperatura , esto a pesar de encontrarse a temperaturas muy por
debajo de la temperatura de transición vítrea de la matriz epóxica. Este incremento
en la relación de aspecto crítico se lo atribuyeron a la existencia de una interfase
perturbada con una temperatura de transición vítrea mucho menor que la de la
matriz y que además poseía propiedades diferentes a las de la fibra y a las de la
matriz. Ellos propusieron un modelo teórico micro-mecánico derivado a partir de
ecuaciones de elasticidad para predecir el comportamiento de la relación de
aspecto crítico de la fibra a varios valores de temperatura. En dicho modelo se
considera el módulo elástico de la matriz y de la fibra.
Detassis et al [23] investigaron el efecto de la temperatura en la resistencia al
cortante interfacial en un material compuesto de fibra de carbón y resina epóxica
centrando este estudio principalmente, en la determinación de la relación existente
entre la resistencia al cortante interfacial, las propiedades de la matriz y la
interfase fibra-matriz. La resistencia al cortante interfacial se determinó a través
del método de fragmentación de un filamento. Los datos experimentales obtenidos
en dicha prueba se evaluaron a través del modelo teórico propuesto por DiLandro
y Pegoraro [24] en cuya expresión incorpora los coeficientes de expansión térmica
de la fibra y de la matriz, así como los módulos elásticos de la fibra y de la matriz.
Estos resultados muestran una disminución de la resistencia al cortante interfacial
9

Antecedentes
con el incremento de la temperatura atribuido a la disminución del módulo elástico
de la matriz y de la interfase fibra-matriz . También establecen que los esfuerzos
térmicos residuales contribuyen a la adhesión fibra-matriz.
Varelidis et al [25] investigaron el efecto de la temperatura en una fibra de carbón
embebida en una matriz epóxica. La relación del aspecto crítico fue determinada
en un amplio intervalo de temperatura a través de la prueba de fragmentación de
una fibra. El modelo micromecánico propuesto por Skourlis y McCullough [1] fue
empleado para determinar la resistencia interfacial al cortante. Los resultados
experimentales revelaron la existencia de una interfase con una temperatura de
transición vítrea entre 40 y 45° C. El análisis del modo de falla por medio de un
análisis fotoelástico reveló la existencia de desprendimiento interfacial fibra-matriz
a partir de una temperatura de 55° C.
Walther et al [26] investigaron el comportamiento de la interfase a temperaturas
elevadas en un micro-compuesto de fibra de carbón y resina epóxica. La
resistencia al cortante interfacial fue determinada con el modelo de Skourlis y
McCullough [1 ]. Estos resultados muestran que la resistencia al cortante interfacial
disminuye con el incremento de la temperatura. Este decremento de la resistencia
al cortante interfacial con el incremento de la temperatura es atribuido a la
relajación que sufre el polímero en la vecindad con la fibra y a la disminución del
módulo elástico de la matriz.
Lifshitz y Roten [27] publicaron un extenso estudio sobre el efecto del
comportamiento viscoelástico lineal de la matriz en la resistencia longitudinal de
materiales compuestos fibrosos unidireccionales. Su investigación se centró
10

Antecedentes
principalmente en el estudio del efecto de dicho comportamiento viscoelástico en
los procesos de fractura y en una descripción cualitativa de los resultados
experimentales. Lifshitz y Roten en este estudio reportaron que la matriz
polimérica es un material con propiedades que dependen del tiempo y que puede
ser caracterizada con las leyes de la viscoelasticidad ·lineal. En su hipótesis
establece que la existencia de rupturas en la fibra resulta en esfuerzos cortantes
locales en la matriz que producen relajación de la misma. Por eso, la longitud de
fragmentos de fibra requerida para transmitir la carga de la matriz a la fibra
incrementa con el tiempo debido a la relajación del módulo de la matriz. Estos
eventos hacen suponer, según Lifshitz, que los procesos de falla en materiales
compuestos dependen del tiempo. Asimismo, desarrolló un modelo viscoelástico
lineal a partir del modelo de Rosen [28] para determinar la resistencia al cortante
interfacial.
Phoenix et al. [29] desarrollaron un modelo micromecánico teórico que incorpora
los efectos viscoelásticos lineales de la matriz usando la solución de un caso
elástico para determinar la resistencia al cortante interfacial en materiales
compuestos. Dicha solución mostró que la longitud transferencia crítica de carga
varía con la relación (EtiGm)% donde Et es el módulo elástico de la fibra y Gm es el
módulo cortante de la matriz.
Holmes et al. [18] observaron que durante el conteo y registro de los fragmentos
de fibra durante la prueba de fragmentación , entre uno y otro nivel de deformación,
la matriz epóxica experimenta una relajación debido a que la matriz es
viscoelástica . Por consiguiente , convirtieron el modelo elástico de Cox [30] a un
11

Antecedentes
régimen viscoelástico lineal usando el principio de correspondencia de Shapery
[31].
El propósito de esta tesis, es estudiar la influencia de la temperatura en la
interfase fibra-matriz en un material compuesto de fibra de carbón y resina epóxica
para dos niveles de adhesión fibra-matriz . Como se ha mencionado, diversos
autores han realizado estudios similares sobre este tema, sin embargo,
únicamente han reportando resultados considerando algunos de los distintos
factores que contribuyen a la adhesión entre fibra y matriz y en general a la
naturaleza de la interfase fibra-matriz . En este trabajo el efecto de la temperatura
en la interfase entre fibra-matriz se estudió desde un punto de vista integral , es
decir, se consideraron los aspectos físicos, químicos y mecánicos que contribuyen
a la adhesión interfacial fibra-matriz. Para este propósito, y partiendo de las
observaciones experimentales, esto es, de la relación de aspecto crítico de fibra
(LJD) obtenidas por medio de la técnica de fragmentación que típicamente han
sido utilizados como un indicador del nivel de adherencia entre fibra y matriz, se
realizó un análisis de los diversos constituyentes del material compuesto, es decir,
a la fibra , a la matriz y a la interfase fibra-matriz. Es conveniente enfatizar que los
valores de resistencia al cortante de la interface no son utilizados sino que
unicamente se utilizarán los valores de la relación de aspecto crítico de fibra
(LJD).
Los cambios en las propiedades mecánicas de la matriz por efecto de la
temperatura se analizaron por medio de un análisis mecánico dinámico. Asimismo,
el desequilibrio estequiométrico que se supone que existe en la interfase entre una
12

Antecedentes
fibra de carbón y la matriz epóxica fue analizada por medio de mezclas modelo de
resina con una menor cantidad de agente entrecruzante que la estequiométrica.
Las propiedades mecánicas de la mezcla, por el desequilibrio estequiométrico se
determinaron a través de un análisis mecánico dinámico. También, se calcularon
los esfuerzos térmicos residuales resultantes del efecto del curado y que
contribuyen a la adhesión fibra-matriz, a través de un modelo micromecánico
teórico. Las interacciones físico-químicas entre el agente de acoplamiento y la
fibra de carbón, se determinaron por medio de análisis de XPS y de FTIR a la fibra
de carbón tratada con silano para verificar la presencia del grupo silano en la
superficie de la fibra y de los distintos enlaces químicos que puedan existir. Los
estudios anteriores se complementaron con un análisis fotoelástico para observar
los mecanismos de falla en la interfase fibra-matriz como resultado de la
degradación por efecto de la temperatura. El enfoque propuesto en este estudio
ha permitido distinguir la contribución de las distintas componentes tanto
mecánicas como químicas a la adhesión fibra-matriz en un material compuesto de
fibra de carbón y resina epóxica ante el efecto de la temperatura.
13

Capítulo 2
Interfase fibra-matriz
2.1 Materiales compuestos
Se conocen como materiales compuestos a aquellos que son formados por una
combinación de dos o más materiales (conocidos como constituyentes o fases)
que se diferencian en la función , en su forma o su composición a escala
macroscópica. Las fases no se disuelven o se mezclan completamente.
Normalmente las fases pueden ser distinguidas físicamente y es posible identificar
la o las interfases. Asimismo, si los materiales compuestos son usados por sus
características estructurales, la definición de materiales compuestos se puede
restringir a aquellos en los que un material componente es el refuerzo (que puede
tener la forma de fibra o de partícula) soportado por la otra fase continua que
actúa como material aglutinante (conocido como matriz) . La combinación de
diferentes matrices (normalmente se usan polímeros o metales ligeros) con
distintos materiales o disposiciones de fibra (fibra de vidrio, de carbón, orgánicas o
de polímeros, entre otras) permite obtener materiales con propiedades mecánicas
14

Interfase fibra-matriz
muy especiales que se adaptan a los distintos aspectos que requiere un
determinado diseño. De esta manera es posible una gran cantidad de
combinaciones y, por lo tanto, una amplia variedad de materiales compuestos. En
el caso de los materiales compuestos con refuerzo fibroso, estos se pueden
distinguir en función del tipo de fibra utilizada, esto es, fibras cortas o largas,
continuas o discontinuas, orientadas o con disposición aleatoria, una sola capa o
laminados multicapa, etc.
La tabla 2.1 muestra una clasificación de los diferentes tipos de materiales
compuestos de acuerdo a los distintos tipos de refuerzo. Normalmente estos
materiales compuestos se presentan en forma de laminados unidireccionales (todo
el refuerzo en una misma dirección) o en laminados bidimensionales (láminas
apiladas con el refuerzo en distintas orientaciones) [32].
Tabla 2.1. Breve clasificación de los materiales compuestos de matriz polimérica según la disposición y el tipo de refuerzo.
Fibra orientada unidireccional
Fibra larga y Fibra orientada bidimensional
Continua Fibra orientada tridimensional
Orientación aleatoria
Orientación aleatoria
Fibra discontinua Orientación predominante
Orientación aleatoria
Partículas y whiskers Orientación predominante
15

Interf ase fibra-matriz
Los materiales compuestos fibra-reforzados se suelen utilizar en forma de
laminados, es decir, como apilamientos de láminas cada una de las cuales
contiene fibras de refuerzo en direcciones bien determinadas. Existen otras
posibilidades, como los laminados cosidos, en los cuales las capas de refuerzo se
cosen entre sí antes de impregnarlas con la matriz, o los materiales compuestos
reforzados con tej idos tridimensionales.
En aplicaciones industriales, los materiales compuestos fibra-reforzados más
comunes son los de matriz termofijas reforzada con fibras cerámicas largas
orientadas (a veces entrelazadas en forma de tejido o bien cosidas) . Éstos son
materiales que brindan una muy buena relación entre su facilidad de producción,
su costo y sus propiedades mecánicas específicas. Las matrices más comunes
son las de resina epóxica o resina poliéster, en cuanto a las fibras, suelen ser de
vidrio o bien de carbón .
Las características estructurales más valoradas en los materiales compuestos
reforzados con fibra larga son sus elevadas propiedades específicas de rigidez y
resistencia. Con los metales comúnmente utilizados en piezas estructurales (acero
y aluminio) no se logran los mismos valores de rigidez y resistencia por unidad de
masa que con los materiales compuestos fibra-reforzados . Por otra parte, otra
característica que hace interesantes a los materiales compuestos fibra-reforzados
es que pueden presentar una resistencia a la fatiga excepcional.
Las propiedades estructurales efectivas (o globales) que se obtienen en un
material compuesto son resultados de la adición de contribuciones de sus distintos
componentes y de su configuración. De forma tal que las propiedades mecánicas
16

Interfase fibra-matriz
del material compuesto final dependen en parte tanto de las propias propiedades
de los constituyentes como de la disposición geométrica de éstos.
2.1.1 Propiedades de las fibras
Las fibras son las responsables de las excelentes propiedades estructurales de los
materiales compuestos y especialmente que dichos materiales tengan buenas
propiedades específicas de rigidez y de resistencia en la dirección longitudinal.
Las principales fibras que se utilizan en materiales compuestos son de naturaleza
cerámica, tales como las fibras de vidrio, las fibras de carbón y las fibras de boro;
de igual manera se usan comúnmente algunas fibras de naturaleza orgánica como
las de aramida. En la tabla 2.2 se muestran las propiedades elásticas y de
resistencia estática de algunas fibras usadas en materiales compuestos.
Las fibras de vidrio tienen una rigidez específica no superior a la de los metales
tradicionales, pero tienen amplia aceptación debido a su alta resistencia específica
y a su bajo costo. Las fibras de carbón presentan a la vez unas excepcionales
propiedades de rigidez y resistencia, lo que las hace ideales para ciertas
aplicaciones. Sus propiedades mecánicas varían mucho en función de su proceso
de producción. Se pueden distinguir dos tipos dependiendo de sus características:
las fibras de carbón de alta resistencia (del orden de 3650 MPa) y las fibras de
carbón de alta rigidez (del orden de 758 GPa). Las fibras de boro, que tienen
aplicaciones muy excepcionales, son monofilamentos cerámicos relativamente
gruesos con una baja flexibilidad . Presentan alta rigidez y resistencia específica
pero una gran fragilidad.
17

Interfase fibra-matriz
Las fibras de aramida tienen una elevada flexibilidad mostrando muy buenas
propiedades de resistencia específica y de resistencia al impacto. En cambio, no
presentan propiedades de rigidez excepcionales [33].
Tabla 2.2 Propiedades mecánicas de las fibras más comunes usadas en materiales compuestos. (*) Producto comercial de Hércules. (f) Producto comercial de Amoco. (f) Producto comercial de Du Pont.
Material Densidad Módulo Resistencia Deformación Relación Módulo Resistencia
Elástico a la tensión Máxima de
específico específica Poisson
p (grlcm3) E(GPa) (MPa) (%) V (E/p)
Fibra de vidrio
E-Glass 2.54 72.4 3450 4.8 0.20 28.5 1.36
S-Glass 2.49 86.9 4300 5.0 0.22 34.9 1.73
Fibra de carb6n
AS-1 (*) 1.80 228.0 3100 1.32 126.7 1.72
AS-4 (*) 1.80 248.0 4070 1.65 0.20 137.8 2.26
IM-7 (*) 1.78 301.0 5310 1.81 0.20 169.1 2.98
P-100 (/) 2.15 758.0 2410 0.32 0.20 352.5 1.12
T-40 (!) 1.81 290.0 5650 1.80 160.2 3.12
T-300 (/) 1.76 231.0 3650 1.40 0.20 131.3 2.07
Fibra de boro 2.70 393.0 3100 0.8 0.20 145.6 1.15
Fibra de aramida
Kevlar 1.45 131.0 3620 2.8 0.35 90.3 2.50 49 (t)
Kevlar 1.47 179.0 3450 1.9 121.8 2.35 149 (t)
18

Interfase fibra-matriz
2. 1.2 Propiedades de la matriz.
La matriz es el material aglutinante que permite a las fibras trabajar de forma
conjunta transmitiendo las fuerzas a las fibras. Las matrices poliméricas pueden ser
divididas en dos grupos: las termoplásticas y las termofijas. Las termoplásticas se
rebla.ndecen con la aplicación de calor y pueden ser usadas nuevamente con una
temperatura y presión adecuada. Aunque su proceso de producción limita su uso
en materiales compuestos de fibras largas, son especialmente indicadas para ser
utilizadas en aplicaciones donde es necesario mucho volumen con bajo costo. Los
polímeros termoplásticos utilizados en materiales compuestos incluyen entre otros
el polipropileno (PP), las aramidas (Nylon), poliuretano (PU) y el poli-eter-eter
ketone (PEEK). Normalmente el intervalo de temperatura que permite su uso no
supera los 225 °C. En cuanto a los polímeros termofijos, polimerizan (proceso de
curado) en el mismo momento de la fabricación y no se reblandecen con el calor.
Su estado líquido antes del curado los hace idóneos para la producción de
laminados con fibras largas. En la tabla 2.3 se muestran las propiedades elásticas
y de resistencia estática de algunas matrices típicas usadas en materiales
compuestos [34]. Las principales limitaciones de las matrices de tipo polimérico
son: pérdida de propiedades a alta temperatura, son susceptibilidad al medio
ambiente (son afectadas por la humedad, temperatura, etc.) y la baja resistencia a
cortante.
19

Interfase fibra-matriz
Tabla 2.3. Propiedades mecánicas de las matrices más comunes en FRP. (*) Victrex, producto comercial de ICI (:t:J Ryton, producto comercial de Phillips Petroleum.
Módulo Resistencia Deformación Relación Módulo Densidad Resistencia
Material elástico a la tensión máxima Poisson específico p (glcm3
) específica E(GPa) (MPa) (%) V (E/p)
Materiales termoplásticos
PEEK (*) 1.30 - 1.32 3.24 100.0 so 0.4 2.5 76.3
PPS (:j:) 1.36 3.3 82.7 4 2.4 60.8
Materiales termofijos
Poliéster 1.1- 1.4 2.1-3.4 34.5- 103.5 1-5 2.2 55.2
Epóxica 1.38 4.6 58.6 0.36 5.5 74.0
Palia mida 1.46 3.5 103.0 0.35 2.4 70.5
Los materiales poliméricos termofijos más usados como matriz son la resina
poliéster, la resina epóxica y las poliamidas. La resina poliéster se usa
principalmente con fibras de vidrio y permite aplicaciones hasta los 100 °C. Las
resinas epóxicas resultan de un costo más elevado pero tienen mejor menos
variaciones dimensionales durante el curado y pueden aguantar temperaturas en
condiciones de servicio hasta 175 °C. La poliamida permite aplicaciones en
temperaturas elevadas (hasta 300 °C) pero requiere de un proceso de producción
más complicado.
20
Interfase fibra-matriz
2.1.3 La región interfacial
Como se mencionó en la sección anterior, los materiales compuestos poliméricos
están constituidos por una fase continua, menos rígida y mecánicamente débil,
llamada matriz polimérica; una discontinua, rígida y fuerte, llamada refuerzo y una
adicional que se forma debido a interacciones físico-químicas o por efectos del
procesamiento entre el refuerzo y la matriz, denominada región interfacial [35]. Las
propiedades de la interfase son determinadas por la naturaleza química
morfológica y la compatibilidad entre sus dos constituyentes [36, 37] de tal forma
que la estructura y las propiedades de la interfase afectan las propiedades físicas
de los materiales compuestos, así como la transferencia de fuerzas de la matriz
hacia la fibra.
La estructura y las propiedades de la interfase fibra-matriz juegan un papel
importante en las propiedades físicas y mecánicas de los materiales compuestos.
En particular, las grandes diferencias entre las propiedades elásticas de la matriz y
de las fibras deben estar comunicadas a través de la interfase, es decir, las
fuerzas que actúan en la matriz se transmiten a la fibra a través de la interfase.
Varios autores [1 , 36, 38] han propuesto la existencia de una región formada por
una frontera común entre la fibra de refuerzo y la matriz con propiedades
diferentes. Drzal [35] se refiere a esta región como interfase y la define como una
región tridimensional que existe entre la fibra y la matriz que incluye una región
bidimensional de contacto entre la fibra y la matriz (la interfase) y que contiene un
espesor finito . Esta región incluye parte de matriz que puede tener características
químicas y morfológicas diferentes a las de la matriz como pueden ser impurezas,
21

Interfase fibra-matriz
remanentes de polímero que no reaccionó etc. En la interfase no solamente puede
haber interacciones físicas y químicas entre la fibra y la matriz, si no también,
gases absorbidos y grupos químicos que pueden estar concentrados. Por el lado
del refuerzo, las características fís icas y morfológicas pueden ser diferentes a la
de la fibra (ver figura 2.1 ).
Fi
Matriz polimérica
Polímero con propiedades diferentes
Recubrimiento (sizing)
Topografía de la fibra
Morfología de la fibra
Figura 2.1. Características de la interfase fibra-matriz en materiales compuestos
2.2 Teorías de adhesión
En un sistema senci llo, la unión en una interfase es debida a la adhesión entre la
fibra y la matriz. Sin embargo, las fibras están a menudo cubiertas con una capa de
material que forma una unión entre la fibra y la matriz. La adhesión puede ser
22

Interfase fibra-matriz
atribuida a seis mecanismos principales que pueden tener lugar en la interfase, ya
sea aisladamente o en combinación , para producir la unión [39]. Debe aclararse
que no todos los mecanismos de adhesión que se revisan en las secciones
siguientes dan lugar en la interfase fibra-matriz en el material compuesto estudiado
en esta tesis. Se piensa que los principales mecanismos de adhesión que se
producen en este caso son enlaces químicos, adhesión mecánica.
2.2. 1 Adsorción y humectación
Cuando dos superficies eléctricamente neutras están lo suficientemente juntas hay
una atracción física que se comprenderá mejor considerando la humectación de las
superficies sólidas por líquidos.
Figura 2.2. Los puntos de contacto aislados llevan a una adhesión débil entre dos superficies rugosas sólidas
En el caso de dos sólidos que se coloquen juntos, la rugosidad de la superficie en
una escala microscópica y atómica impide que las superficies entren en contacto
23

Interfase fibra-matriz
excepto en puntos aislados como se ilustra en la figura 2.2. Además, las superficies
están usualmente contaminadas, pero aún si se elimina la contaminación y se
produce una fuerte adhesión entre los puntos de contacto, la adhesión promediada
en la superficie tota l será débil.
Para la humectación efectiva de la superficie de una fibra la resina líquida debe
cubrir cada sal iente y cada entrante de la superficie para desplazar todo el aire.
La humectación puede ser entendida con dos simples ecuaciones. Primeramente la
ecuación de Dupré para el trabajo termodinámico de adhesión , WA
(1. 1)
Donde Yt y Y2 son las energías libres de superficie del líquido y del sólido
respectivamente y Y12 es la energía libre de la interfase líquido-sólido. Esta
ecuación puede relacionarse con la situación física de una gota líquida sobre una
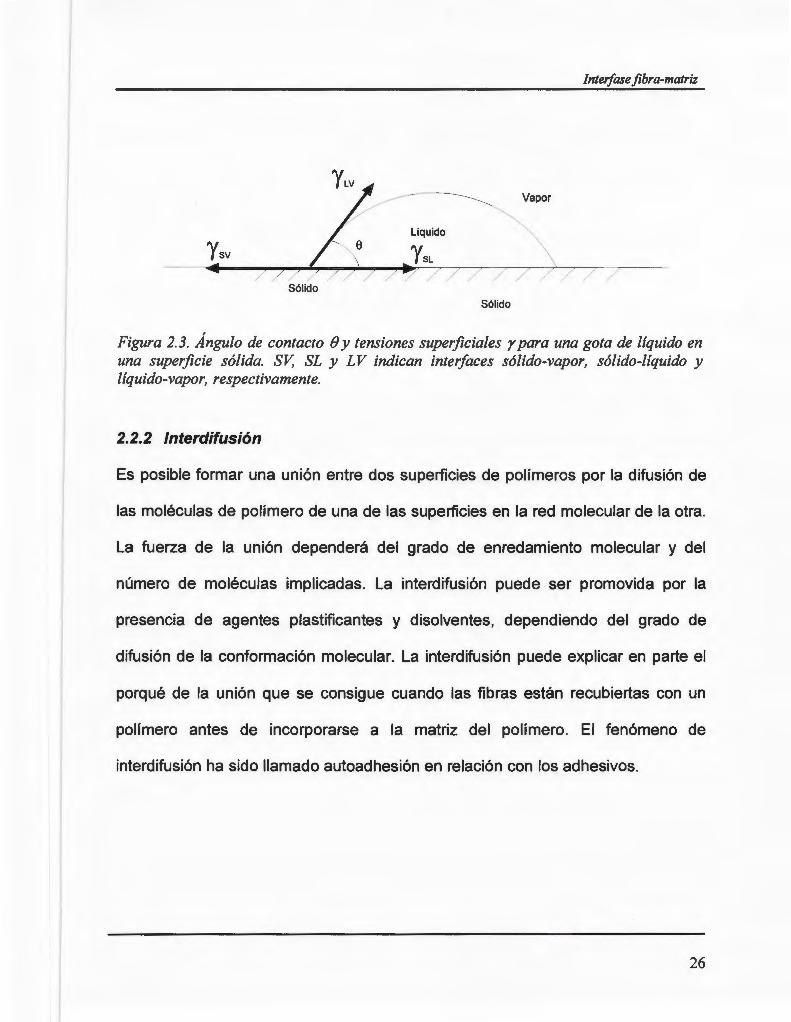
superficie sólida (ver figura 2.3) usando la ecuación de Young. Cuando se
resuelve el equilibrio de las fuerzas en la dirección horizontal en el punto A,
entonces la ecuación de Young establece
(1.2)
Donde Ysv , YsL y Ytv son las energías libres de superficie o tensiones
superficiales de las interfaces sólido-vapor, sólido-líquido y líquido-vapor,
respectivamente, y e es el ángulo de contacto. Para que se produzca una
humectación espontánea e de be ser igual a O 0 . La tensión superficial de los
sólidos es difícil de medir mientras que la tensión superficial de los líquidos puede
24

Interfase fibra-matriz
ser determinada de forma relativamente más fácil. La medida de Ysv puede ser
obtenida a partir de la forma en que mojan al sólido líquidos de Ytv conocida.
Zisman introdujo el concepto de tensión superficial crítica de mojado re de forma
que sólo los líquidos con rLv < re se extenderán espontáneamente sobre el sólido.
Este es un parámetro útil al considerar el mojado de las fibras por la resina.
Puede obtenerse un valor de WA combinando las ecuaciones (1) y (2) e igualando
y1 =r sv; YLv=y2; YsL=y1 2 por lo que la ecuación (1) resulta:
(1.3)
WA representa una unión física resultante de fuerzas de dispersión molecular
altamente localizadas, las cuales , en una situación ideal , pueden dar una fuerte
adhesión entre la resina y la fibra. Sin embargo, este fuerte enlace físico no se
consigue usualmente porque: (a) la superficie de la fibra está contaminada de
manera que la energía de superficie efectiva es mucho menor que la del sólido
base; (b) por la presencia del aire y otros gases atrapados en la superficie sólida;
(e) a causa de la aparición de grandes esfuerzos de contracción durante el
proceso de curado, los cuales producen desplazamientos en la superficie que no
pueden ser reparados.
25
Interfase fibra-matriz
Ysv /
Sólido
Figura 2. 3. Ángulo de contacto By tensiones superficiales r para una gota de líquido en una superficie sólida. SV, SL y LV indican interfaces sólido-vapor, sólido-líquido y líquido-vapor, respectivamente.
2.2.2 lnterdifusión
Es posible formar una unión entre dos superficies de polímeros por la difusión de
las moléculas de polímero de una de las superficies en la red molecular de la otra.
La fuerza de la unión dependerá dell grado de enredamiento molecular y del
número de moléculas implicadas. La interdifusión puede ser promovida por la
presencia de agentes plastificantes y disolventes, dependiendo del grado de
difusión de la conformación molecular. La interdifusión puede explicar en parte el
porqué de la unión que se consigue cuando las fibras están recubiertas con un
pol ímero antes de incorporarse a la matriz del polímero. El fenómeno de
interdifusión ha sido llamado autoadhesión en relación con los adhesivos.
26

Interfase fibra-matriz
2.2.3 Atracción electrostática
Estas fuerzas de atracción se producen entre dos superficies cuando una de ellas
lleva una carga positiva neta y la otra una carga negativa neta. La fuerza de la
interfase dependerá de la densidad de la carga (ver figura 2.4).
G G GGG G G G c:J c:J c:J c:J c:J c:J c:J c:J
Figura 2. 4. Unión interfacial formada por atracción electrostática entre dos superficies.
2.2.4 Enlace químico
Éste es de particular interés para materiales compuestos de fibra porque ofrece la
explicación principal para el uso de agentes acoplantes en las fibras, y la
resistencia de la unión entre las fibras y las matrices poliméricas. Se forma un
enlace covalente entre un grupo químico de la superficie de la fibra y un grupo
químico compatible de la matriz. La fuerza de la unión dependerá del número y
tipo de enlaces y el fallo de la superficie implica la ruptura de los enlaces.
27
Interfase fibra-matriz
~ A A A A A A
\ \ \ \ \ \ B B B B B B
~ Figura 2. 5. Unión interfacial formada por dos superficies entre los grupos químicos A de una superficie y los B de la otra superficie.
2.2.5 Adhesión mecánica
Un bajo grado de unión puede producirse solamente por la interacción mecánica
de dos superficies. Una resina que impregne completamente la superficie de la
fibra seguirá cada detalle de esta superficie. La resistencia de esta interfase a
tracción probablemente no será alta a menos que haya un gran número de
entrantes y salientes en la superficie de la fibra . La res istencia al cortante puede
ser muy significativa y dependerá del grado de rugosidad .
2.3 Esfuerzos residuales
La naturaleza del contacto interfacial está fuertemente influenciada por la
presencia de esfuerzos residuales. El estado de esfuerzo que resulta del
procesamiento del material compuesto puede influenciar en el grado de adhesión
fibra-matriz. La contracción que experimenta la resina epóxica durante su
28

Interf ase fibra-m atriz
polimerización y las diferencias entre los coeficientes de expansión térmica de la
matriz polimérica y la fibra produce esfuerzos residuales en el material compuesto.
Los esfuerzos debidos al curado surgen de una combinación de contracción de la
resina durante procesos de curado y la contracción térmica diferencial después de
un poscurado a una temperatura alta. La contracción de la resina en las últimas
etapas del curado ocasiona microesfuerzos que no pueden ser eliminados. En el
caso de las fibras, el coeficiente de expansión térmica es mucho menor al de la
matriz y en algunos casos es además negativo. La fibras son anisotrópicas y su
coeficiente de expansión térmica radial y longitudinal son diferentes. Por otro lado,
la matriz es isotrópica y tiene un coeficiente de expansión térmica mucho mayor
que el de la fibra. Esta disparidad entre los coeficientes de expansión térmica así
como la temperatura de procesamiento determinan la magnitud de los esfuerzos
térmicos residuales. En una fibra rodeada de resina la contracción de ésta
ocasiona esfuerzos de compresión que actúan en la dirección normal a la interfase
fibra-matriz [32].
2.4 Medición de la resistencia de la unión interfacial fibra-matriz
Se han desarrollado numerosas técnicas experimentales para medir las
propiedades mecánicas de la interface fibra-matriz e interlaminar en materiales
compuestos. Esas técnicas, en general , pueden ser clasificadas en dos grupos
dependiendo de la naturaleza del espécimen usado y la escala del experimento
[40]: el primer caso involucra experimentos micromecánicos de un monofilamento
de fibra (o múltiples fibras en algunos casos) embebido en un bloque de resina; el
29
Interfase fibra-matriz
segundo caso emplea láminados de material compuesto para medir las
propiedades de la interface formada entre láminas.
Entre .los métodos micromecánicos se encuentran el de fragmentación de un
monofila mento de fibra (conocido en inglés como single fiber fragmentation test), el
de compresión de un monofilamento de fibra (conocido en inglés como single fiber
compression test), extracción de un monofilamento de fibra (conocido en inglés
como pull-out) entre otros [41, 42].
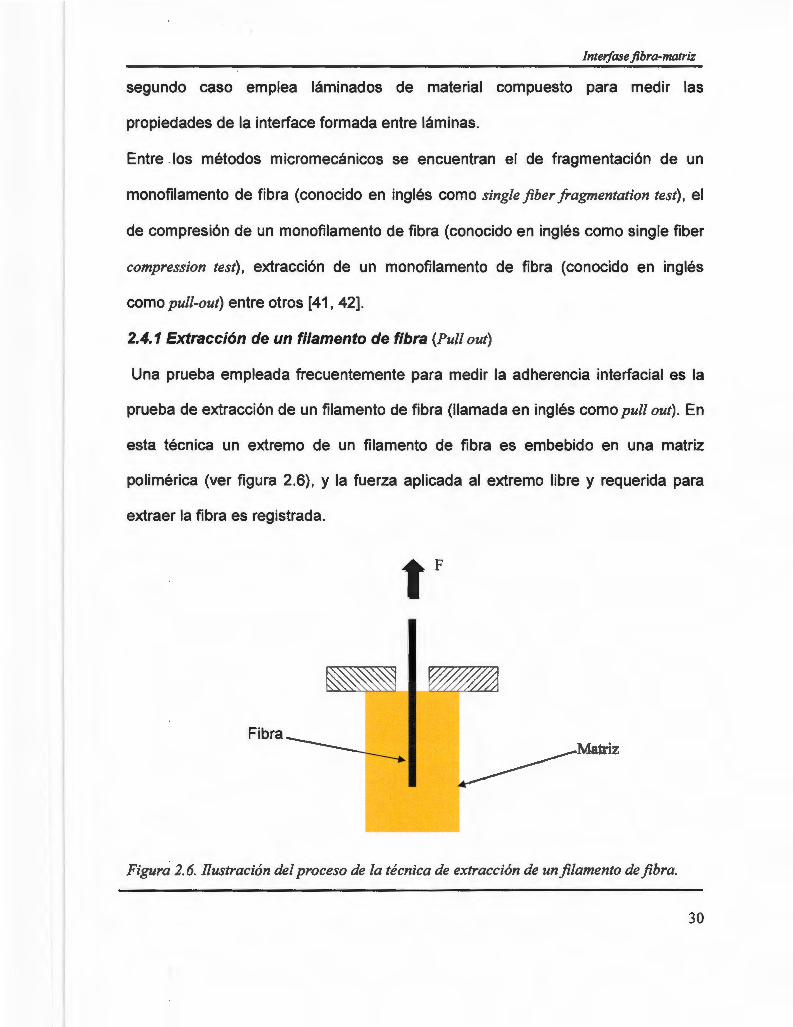
2.4. 1 Extracción de un filamento de fibra (Pul! out)
Una prueba empleada frecuentemente para medir la adherencia interfacial es la
prueba de extracción de un filamento de fibra (llamada en inglés como pul! out). En
esta técnica un extremo de un filamento de fibra es embebido en una matriz
polimérica (ver figura 2.6), y la fuerza aplicada al extremo libre y requerida para
extraer la fibra es registrada.
F
Fibra ---------+---. ~Matriz
Figura 2. 6. ilustración del proceso de la técnica de extracción de un filamento de fibra.
30

Interfase fibra-matriz
En esta técnica se considera que la fibra y la matriz tienen un comportamiento
elástico, de manera tal que la transferencia de fuerzas se produce de la fibra a la
matriz. La fibra es cargada en tensión manteniendo el bloque de resina anclado
durante todo el proceso de extracción, de tal forma que se registra la fuerza
externa aplicada en función de la deformación de la fibra. Este método ha sido
considerado una forma de estudiar las características de la región interfacial fibra
matriz y ha sido empleada, para evaluar el efecto de los tratamientos superficiales
o recubrimientos (conocidos como sizing en inglés) [41].
2.4.2 Fragmentación de un filamento de fibra (singlefiber fragmentation test)
La prueba de fragmentación de un monofilamento de fibra es en la actualidad un
método muy popular para evaluar las propiedades interfaciales en un material
compuesto. Esta técnica surgió de los trabajos realizados por Kelly y Tyson [21]
que estudiaron una fibra de tungsteno embebida en una matriz de cobre y la
sometieron a una carga de tensión uniaxial. En el caso de una matriz epóxica, se
prepara un espécimen tal que un monofilamento de fibra de longitud finita es
embebido enteramente en medio de la matriz (ver figura 2.7) .
31

Interfase fibra-matriz
Figura 2. 7. Espécimen típico empleado en el experimento de fragmentación de un mono filamento de fibra .
•
Figura 2.8. Representación esquemática del proceso de fragmentación de un monofilamento de fibra.
32

Interf ase fibra-matriz
Una de las condiciones para poder utilizar esta técnica es que la deformación a la
ruptura de la matriz debe ser al menos tres veces mayor que la de la fibra para
evitar una falla prematura del espécimen. Cuando el espécimen es sometido a una
carga de tensión uniaxial , la fibra embebida empieza a fragmentarse en algún
punto en donde el esfuerzo de ruptura de la fibra se ha alcanzado, y en la medida
que el nivel de deformación incrementa la fibra continua fragmentándose en
longitudes cada vez más pequeñas hasta un punto en el que el proceso de
fragmentación ya no puede continuar, aún con el incremento en la deformación del
espécimen. A esta última etapa se le conoce como saturación y se dice que la
longitud resultante del fragmento de fibra alcanzó la "longitud crítica, Le"· En la
figura 2.8 se ilustra el proceso de fragmentación bajo incremento progresivo de la
deformación a lo largo del eje del espécimen [41 , 42].
2.4.3 Otros métodos micromecánicos.
Para medir la adhesión entre fibra y matriz en un material compuesto se han
desarrollado diversos métodos experimentales micromecánicos tales como la
compresión de un filamento de fibra, microidentación, extracción de un filamento
de fibra , fragmentación de un filamento de fibra entre otros. Los dos últimos han
sido descritos en las secciones anteriores.
Estos métodos experimentales pueden ser divididos en dos grupos. Un grupo
incluye los experimentos en los que la carga es directamente aplicada a la fibra y
un segundo grupo en los que la matriz es cargada externamente. En la literatura
se encuentran diversas discusiones sobre la aplicación del método más adecuado
pará la caracterización de la interfase fibra-matriz en un material compuesto. Lo
33
Interfase fibra-matriz
cierto es que el método más adecuado dependerá del tipo de fibra y matriz
utilizada. Es decir, para un material compuesto con una matriz dúctil y una fibra
frág il lo más probable es que se utilice el método de fragmentación de un filamento
de fibra. Por el contrario, si la matriz es frágil lo más probable es que se utilice el
método de extracción de un filamento de fibra . Para una revisión sobre las
diversas técnicas micromecánicas para medir la adhesión entre fibra y matriz
puede consultarse la referencia [41].
2.5 Distribución de esfuerzos y deformaciones en materiales compuestos.
2.5. 1 El modelo de retardo en cortante (Shear-lag) de Cox.
Un modelo micromecánico ampliamente usado para estimar la adhesión interfacial
en materiales compuestos es el modelo basado en el análisis de retardo en
cortante (conocido en inglés como shear lag) propuesto originalmente por Cox [30]
y subsecuentemente desarrollado por otros autores [43, 44]. Considérese una fibra
de longitud L embebida en una matriz de módulo elástico menor como se ilustra
en la figura 2.9a. Si la fibra esta bien unida a la matriz cualquier esfuerzo aplicado
a la resina se transmitirá a la fibra a través de la interfase fibra-matriz. Cox mostró
que la resistencia al cortante interfacial , -r , a lo largo de un fragmento de fibra (con
radio r1 , r2 de longitud dx , ver figura 2.9) embebido en una matriz puede ser
obtenido a través de un balance de fuerzas:
(1.4)
34

Interfase fibra-matriz
a)
,_
X=O -- Ur(xJ: ...;.._.
b)
\\\ ~~ r!J!)
(rrrr~ m1J e)
R dP
t
p r
....
X x + dx
Figura 2. 9. Ilustración del modelo Cox, a) Fibra embebida en una matriz epóxica libre de esfuerzos, b) desplazamiento axial u inducido al aplicar un esfuerzo de tensión paralelo a las fibras, e) variación radial del esfuerzo cortante y la deformación en la matriz.
35
Interfase fibra-matriz
(1.5)
El esfuerzo cortante en la matriz, -c , a cualquier radio p , a una distancia dada x
medida a partir del punto medio de la fibra , esta relacionada con el esfuerzo
cortante interfacial entre la fibra y la matriz -c¡ de la siguiente manera:
(1.6)
Donde -c es el esfuerzo cortante en la matriz, p es el radio de la fibra y -c¡ es el
esfuerzo cortante interfacial.
El campo de deformaciones alrededor de la fibra se puede definir en términos del
desplazamiento u de la matriz en la dirección x respecto a la posición en la que se
encontraba libre de esfuerzo. El incremento de este desplazamiento, du, a partir de
un punto situado en el centro de la fibra y dirigido hacia la matriz esta determinado
por la deformación cortante y, de tal manera que:
(1.7)
Donde dp, denota la variación de la distancia radial desde el centro de la fibra, du,
denota la variación del desplazamiento de la matriz, r denota el radio de la fibra, y
denota la deformación cortante y Gm denota el módulo cortante de la matriz.
Para cualquier valor de x, la diferencia entre el desplazamiento de la matriz a un
radio R y el que se ejerce en la interfase esta dado por la integración de la
ecuación (1 .8) :
36

Interfase fibra-matriz
(1.8)
Donde uR denota el desplazamiento a un radio R a partir del centro de la fibra , u,,
denota el desplazamiento sobre la superfide de la fibra y r es el radio de la fibra .
(1.9)
La deformación de la matriz en la vecindad con la fibra se supone que es
uniforme. El radio R representa una ubicación en donde las condiciones llegan a
ser operativas. En un material compuesto con un cierto arreglo de fibras, el valor
de (Rir) esta relacionado con la proximidad de las fibras vecinas, y por lo tanto de
la fracción volumétrica de fibra f La relación exacta entre (Rir) y f depende de la
fracción volumétrica de la fibra , sin embargo la relación (Rir) tiene forma
logarítmica en la solución final , lo que lo hace poco sensible al tipo de arreglo de
fibras. Para un arreglo hexagonal, la fracción volumétrica f esta definida de la
siguiente manera:
(1. 1 O)
Ordenando
(Rr )
2
7r 1 = 2JJ3 ~ f (1.1 1)
Los esfuerzos de tensión en la fibra cr¡, pueden definirse en función del esfuerzo
cortante interfacial , usando.la ecuación (1.4) :
37

Interfase fibra-matriz
(1. 12)
d CJ1 =- 2r; dx r
(1. 13)
La variación del esfuerzo cortante interfacial 't;, a lo largo de la longitud de la fibra x
no se conoce, sin embargo, empleando la ecuación 1.9 es posible relacionar las
deformaciones en la matriz con las deformaciones en la fibra suponiendo que no
existe deformación cortante y que la adhesión interfacial es buena de tal manera
que los desplazamientos en la superficie de la fibra sean iguales a los de la matriz
circundante (ur=u¡) .
Sustituyendo las ecuaciones (1.8) , (1 .9) en la ecuación (1 .13) y considerando la
relación entre Gm y E como sigue:
G = Em m 2(1+vJ
(1. 13)
Se tiene que:
(1.14)
La deformación en la fibra esta dada por:
du1 _ -( CT¡ J -&¡ -dx E1
(1. 15)
Ahora bien , para el análisis en la matriz se considera que el desplazamiento uR se
produce en un punto lejano a la fibra. Por consiguiente se puede suponer que la
38

1 nterfase fibra-matriz
deformación en la matriz es similar a la que se produce en el material compuesto
E1 . De esta manera se tiene que:
du _ R i"::!& i"::!&l dx m
(1. 16)
Donde uR denota el desplazamiento en la matriz a una distancia R del centro de la
fibra , Em denota la deformación en la matriz y c1 denota la deformación en el
material compuesto.
Finalmente, la distribución de los esfuerzos en la fibra se obtiene derivando la
ecuación (1.14) y sustituyendo en esta las ecuaciones (1.15) y (1.16).
(1.17)
En donde el parámetro n esta definido como:
n= (1. 18)
La ecuación (1 .17) es una ecuación diferencial lineal de segundo orden cuya
solución esta dada por:
(1. 19)
Aplicando las condiciones de frontera cr¡=O a x=±L, donde L es la mitad de la
longitud de la fibra embebida y considerando la relación de aspecto de la fibra
como (L/r )=s, por consiguiente la solución de la ecuación (1 .19) esta dada por:
(1 .20)
39
Interfase fibra-matriz
Donde E¡ denota la deformación de la fibra, E1 denota la deformación en el material
compuesto, n es un parámetro definido en la ecuación (1.18) , y s denota a la
relación de aspecto de la fibra.
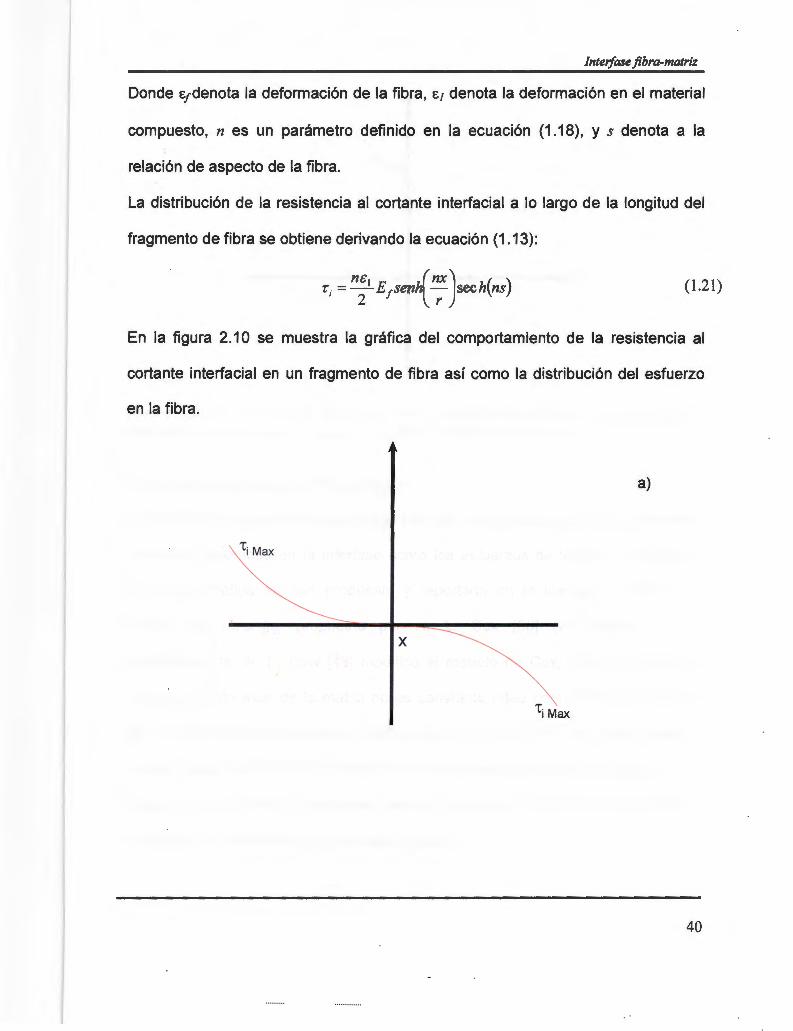
La distribución de la resistencia al cortante interfacial a lo largo de la longitud del
fragmento de fibra se obtiene derivando la ecuación (1 .13):
(1.21)
En la figura 2.1 O se muestra la gráfica del comportamiento de la resistencia al
cortante interfacial en un fragmento de fibra así como la distribución del esfuerzo
en la fibra.
a)
't¡ Max
X
't¡ Max
40
Interfase fibra-matriz
Kelly y Tyson [21] presentaron un análisis para el caso de la matriz en estado
plástico. La matriz considerada fue cobre que tiene un bajo esfuerzo de cedencia,
y por eso es considerada totalmente plástica.
Russel [45] desarrolló una teoría de cuerpo delgado donde el material compuesto
idealizado consiste de una matriz elástica que contiene fibras elásticas alineadas
unidireccionalmente a concentraciones bastante diluidas para despreciar
interacciones entre las fibras vecinas. Él derivó una solución para la longitud de
transferencia crítica como una función del inverso de la razón del módulo de
Young, Et!Em (donde Et es el módulo elástico de la fibra y Emes el módulo elástico
de la matriz) , y encontró que éste es sensible a la razón de Poisson de la matriz,
Ym. Whitney y Drzal [22] también propusieron un modelo termo-mecánico
bidimensional de transferencia de esfuerzos basado en la superposición de
soluciones de dos problemas axisimétricos para la solución exacta lejana y la
solución aproximada local. También obtuvieron una solución para la longitud de
transferencia crítica en función de las propiedades de los constituyentes del
material compuesto. Un enfoque similar fue el que adoptó en su trabajo Greszczuk
[46]. Piggott [47] obtuvo soluciones para un campo de esfuerzos en la fibra para
diversas condiciones interfaciales: incluyó una unión interfacial elástica
perfectamente unida, una unión medianamente unida y una unión interfacial pobre.
Esas condiciones interfaciales son controladas por los mecanismos de falla que
operan en la región interfacial , dependiendo de la naturaleza de la unión interfacial
y ductilidad de la matriz. Lacroix et al. [48] obtuvo soluciones para la longitud de
42

Interf ase fibra-matriz
transferencia crítica usando las ecuaciones de esfuerzo derivadas por Cox para un
sistema con buena unión interfacial y, supone variable o constante el esfuerzo
cortante fricciona! en la región desprendida. En su trabajo de investigación
propusieron tres condiciones interfaciales diferentes dependiendo del estado de la
unión en la interfase. Lifshitz [27] realizó un estudio sobre el efecto de la
viscoelasticidad lineal sobre la resistencia longitudinal de materiales compuestos
fibrosos unidireccionales. Holmes et al. [18] emplearon el modelo viscoélastico de
Cox para determinar la resistencia cortante interfacial en una matriz con
comportamiento viscoélastico. J. A. Nairn [49] optimizó el modelo de shear-lag de
Cox para hacer un análisis de transferencia de esfuerzos de resultados
experimentales obtenidos con espectroscopía Raman. Cabe mencionar que este
modelo necesita ser calibrado con resultados experimentales.
2. 6 Modos de falla interlacial.
Las consideraciones fundamentales para un mejor desempeño mecánico y
confiabilidad estructural en materiales compuestos requiere de un entendimiento
básico de cómo el proceso de fractura se inicia y como progresa hasta alcanzar la
ruptura final. La respuesta local de la interface fibra-matriz dentro de un material
compuesto durante la fractura es particularmente importante. Uno de los trabajos
frecuentemente revisados son los realizados por Mullin et. al. [50, 51] en el que un
filamento de boro es embebido en un bloque de matriz epóxica y según el grado
de adhesión son tres los modos de fractura observados (ver figura 2.11 ).
43

Interfase fibra-matriz
l. En el caso de una interfase relativamente fuerte la ruptura de la fibra
ocasiona que la grieta se propague de manera perpendicular a la fibra , tal
como se ilustra en la figura 2.11 (a).
11. La ruptura de una fibra con adhesión intermedia ocasiona que la grieta se
propague hacia la matriz formando un doble cono en los extremos de la
fractura de la fibra , tal como se ilustra en la figura 2.11 (b) .
111. Una interfase débil ocasiona que la grieta originada por la fractura de la
fibra se propague produciendo desprendimiento entre la fibra y la matriz
(ver figura 2.11 (e)) .
De esta manera, se puede conocer la adhesión interfacial de acuerdo al modo de
propagación de grieta observado.
44

Interfase fibra-matriz
(a)
(b)
(e)
Figura 2.11. Diagrama esquemático que ilustra los posibles modos de falla observados de acuerdo al grado de adhesión fibra-matriz.
2. 7 Interfase fibra de carbono/polímero
La resistencia de la interfase entre las fibras de carbono y la matriz puede
depender de tantos mecanismos de adhesión como los expuestos previamente en
la sección 2.2. Existen varios reportes en la literatura [52-54] sobre la adhesión
entre una fibra de carbón y una resina epóxica.
Los tratamientos de oxidación superficial de las fibras de carbón incluyen
procedimientos por vía húmeda con ácido nítrico, permanganato de potasio, ácido
sulfúrico, hipoclorito de sodio, ácido crómico, sosa electrolítica, y otros métodos
45
Interfase fibra-matriz
por vía seca tales como oxidación por aire, oxígeno, ozono y oxidación catalítica.
Con todos estos tratamientos se incrementa la resistencia al cortante interfacial.
Los procedimientos de oxidación por vía húmeda se emplean más que los de vía
seca debido a la dificultad de control que suponen estos últimos.
La oxidación de las fibras de carbono modifica la superficie de las mismas de la
siguiente forma: aumenta el área superficial, aumenta la rugosidad de la
superficie, cambia la funcionalidad química o reactividad química introduciendo
grupos carboxillo, aldheído, hidroxilo etc., elimina capas superficiales defectuosas
y modifica la energía superficial.
46
Capítulo 3
Métodos experimentales
3.1 MATERIALES.
3. 1. 1 Fibra de Carbón.
Las fibras de carbón que se utilizaron para la elaboración de probetas son de alta
resistencia y módulo intermedio, tipo IM7 (Hexcel Co.) en forma de mecha con
12000 filamentos manufacturada a partir de poliacrilonitrilo (PAN) y un diámetro
promedio de 7 ¡..Jm. Se seleccionaron dos diferentes condiciones superficiales de la
fibra de carbón en la elaboración de probetas. En un caso, los especimenes se
elaboraron con la fibra de carbón lavada para eliminar el tratamiento superficial
aplicado por el fabricante (sin tratamiento) , y en el otro caso se le dio un
tratamiento químico con un agente de acoplamiento del tipo silano (con
tratamiento).
47
Métodos experimentales
3.1.2 Resina Epóxica.
La resina epóxica que se utilizó como matriz fue diglicidil éter de bisfenol A
(DGEBA), Epon 828 (Shell Co.) y metafenilen diamina (mPDA por sus siglas en
inglés) como agente de curado. La concentración en peso del agente de curado
fue 14.5 partes por cien partes de resina epóxica.
3. 1.3 Agente de Acoplamiento.
El agente acoplante que se utilizó para el tratamiento de las fibras de carbón fue 3-
glicidoxi propil trimetoxi silano (Z-6040) de Dow Corning Corporation. Este agente
de acoplamiento fue seleccionado debido a que en su estructura presenta grupos
químicos compatibles con los grupos químicos de la resina epóxica.
3.2 TRATAMIENTO SUPERFICIAL A LAS FIBRAS DE CARBÓN.
3.2.1 Fibras de carbón sin tratamiento
La fibra de carbón tal y como se recibió del fabricante fue previamente sometida a
un proceso químico para eliminar la capa protectora (conocida como sizing en
inglés) que el fabricante le aplica a la fibra de carbón durante su manufactura. Esta
capa protectora fue removida sometiéndolas a un baño con reflujo de metíl etíl
cetona durante 12 horas en un reactor tipo Kettle. Al término del reflujo las fibras
se lavaron con acetona y posteriormente con agua destilada. Finalmente se
secaron en un horno a 120° C durante 24 hrs.
48

Métodos experimentales
3.2.2 Fibras de carbón con tratamiento
El procedimiento utilizado para aplicar el tratamiento superficial con el agente de
acoplamiento de tipo silano a las fibras de carbón fue el siguiente [59]:
Las fibras de carbón fueron colocadas en un reactor Kettle en una solución de
ácido nítrico (HN03, 70% peso/volumen) durante 6 horas a 100° C. Después de
este tiempo las fibras se retiraron de la solución de ácido y se lavaron a reflujo con
agua destiladas por 2 horas y posteriormente se secaron a 100° C por 2 horas.
En un vaso de precipitado se preparó una solución de agua y metano! (50:50) al
50% en volumen y se ajustó el pH de la solución a un valor aproximado de 4
utilizando una solución diluida de ácido acético. A continuación se agregó el silano
(3-glicidoxi propil trimetoxi silano) para formar una solución al 0.1% p/p (por ciento
en peso) y se continuó agitando por 2 horas más. Transcurrido este tiempo, se
introdujo la fibra y se dejó inmersa por 1 hora. Posteriormente se secó a 120° C
por 2 horas.
3.3 PREPARACIÓN DE MUESTRAS.
3.3. 1 Análisis Mecánico Dinámico.
Las dimensiones de los especimenes que se elaboraron para efectuar los
experimentos en el analizador mecánico dinámico son: 24 mm de largo, 4 mm de
ancho y 2 mm de espesor (ver la figura 3.1 ).
49

Métodos experimentales
t 2 mm
24mm
Figura 3.1. Espécimen empleado en las mediciones mecánico dinámicas.
3.3.2 Medición de las propiedades mecánicas estáticas de la resina epóxica.
Las propiedades mecánicas de la resina epóxica se determinación usando una
máquina de pruebas universales Shimadzu modelo AG-1 100 KN equipada con
una celda de carga de 5 KN y un controlador de temperatura Watlow serie 93. El
experimento se realizó a temperatura constante y a una velocidad de aplicación de
la carga de 5 mm/min. Las propiedades mecánicas de la resina epóxica se
midieron a parti r de una temperatura ambiente (25°C aproximadamente) y hasta
una temperatura de 115° C con incremento de 10° C. El espécimen empleado para
real izar estas mediciones se ilustra en la figura 3.2. Para fabricar estos
especímenes se pesó la resina epóxica y el mPDA en vasos de precipitado por
separado, y se colocaron ambos en una estufa a 75° C hasta que el mPDA se
fundió completamente. Una vez fund ido se mezcló la resina epóxica y el mPDA y
se dejó en agitación por 7 minutos. Posteriormente se vertió esta mezcla a los
50

Métodos experimentales
moldes de silicón que previamente fueron calentados. El ciclo de curado al que se
sometieron las muestras fue de 2 horas a 75° C seguido de un poscurado de 2
horas a 125° C.
Figura 3.2. Especimen empleado en las mediciones mecánicas estáticas de la resina epóxica a diferentes valores de temperatura.
3.3.3 Ensayos de Relajación.
Los especímenes para los experimentos de relajación fueron de sección
rectangular de 4 mm de ancho por 2 mm de espesor y una longitud de 24 mm.
Estos . especímenes se prepararon en un molde de silicón (RTV-490 de Vantam
S.A. de C.V.) con ocho cavidades. Todos los moldes se poscuraron a una
temperatura de 150° C y, antes de usarse, se limpiaron con acetona. El espécimen
usado es similar al que se muestra en la figura 3.1. El procedimiento que se siguió
para la preparación de los especímenes es igual al descrito en la sección 3.3.2
51
Métodos experimentales
3.3.4 Experimentos de Fragmentación de una Fibra.
Los especímenes para los experimentos de fragmentación se prepararon en
moldes de silicón (RTV-490 de Vantam S.A. de C.V) de 76.20 x 203.20 x 12.70
mm siguiendo un procedimiento similar al descrito por Herrera y Drzal [41]. Las
dimensiones de los especimenes son de 50.8 mm de largo, 3.17 mm de ancho,
1.58 mm de espesor y una longitud de prueba de 25.4 mm (ver figura 3.3). Los
filamentos de fibra de carbón se separaron de la mecha cuidando de no tocarlos
en la zona a examinar. Una vez separados se colocaron y se alinearon en el
centro de cada cavidad del molde fijando con cinta adhesiva los extremos de la
fibra temporalmente. Posteriormente se fijó la fibra al molde agregando una resina
epóxica comercial en los extremos.
La resina epóxica y el agente de curado se mezclaron de la misma manera
descrita en la sección 3.3.2. Los moldes de silicón con las fibras se calentaron
antes de usarse durante 20 minutos. Este último procedimiento seca los moldes y
reduce al mínimo la formación de burbujas de aire durante el proceso de curado.
Posteriormente se vertió la mezcla de resina epóxica y agente de curado en las
cavidades del molde hasta llenarlas y, se sometieron a un ciclo de curado de 2
horas a 75° C seguido de un poscurado de 2 horas a 125° C. Transcurrido este
tiempo los especímenes se dejaban enfriar por 24 horas.
52

Métodos experimentales
Molde de Silicón (a) (b)
Resina Epóxica
Figura 3.3. (a) Molde utilizado en la elaboración de probetas, (b) Espécimen típico utilizado en la prueba de fragmentación de una fibra.
3.4 TÉCNICAS EXPERIMENTALES.
3.4.1 Análisis mecánico dinámico (DMA).
Las pruebas de DMA (por sus siglas en inglés), se realizaron en un analizador
mecánico dinámico TA instrument modelo 0800, utilizando el sistema en modo de
tensión. La velocidad de calentamiento a la que se efectuó el experimento fue de
5° e/min en un intervalo de temperatura entre 25° e y 200° e y a una frecuencia
de aplicación de carga constante de 1 Hz. La temperatura de transición vítrea
reportada fue tomada en el punto máximo de la curva de la tan 8.
53

Métodos experimentales
3.4.2 Medición de las propiedades mecánicas estáticas de la resina epóxica.
La determinación del módulo de elasticidad se realizó en una máquina de pruebas
universales Shimadzu AG-1 100 KN equipado con una celda de carga de 5 KN. La
velocidad de aplicación de la carga fue de 5 mm/min a temperatura constante.
Dicho módulo de elasticidad se determinó cada 10° C iniciando a temperatura
ambiente (aproximadamente 25° C) y hasta 115° C. El número de especímenes
probados para cada temperatura fue de 8. Para poder realizar estas mediciones
de módulo elástico a diferentes temperaturas se construyó una cámara térmica de
teflón a la cual se le incorporó una resistencia eléctrica que fue conectada a un
controlador de temperatura Watlow serie 93 para regular la temperatura del
interior. La caja térmica se sellaba con una tapa transparente utilizando un
material aislante y que permitía observación del espécimen (ver figura 3.4) .
36 mm
Figura 3.4. Cámara de temperatura empleada en las mediciones de las prop iedades mecánicas estáticas de la resina epóxica.
54
Métodos exp erimentales
3.4.3 Ensayos de Relajación.
Los experimentos de relajación se realizaron en un analizador mecánico dinámico
TA instrument modelo Q800. La muestra se deformó a tensión 0.1% a temperatura
constante y la fuerza para mantener esta deformación se registró durante 3.29
horas. Las muestras se analizaron a varias temperaturas iniciando a partir de una
temperatura ambiente (aproximadamente 25 o C) y hasta 115° C.
3.4.4 Experimento de Fragmentación de una Fibra.
Esta prueba se llevó acabo usando un marco de carga minimat montado en un
microscopio con polarizador y equipado con una celda de carga de 100 N. La
prueba se realizó a una velocidad de deformación constante de 0.02 mm/min. La
medición de fragmentos se realizó en forma óptica a través de la pantalla del
monitor, de un sistema cerrado de televisión, situando las referencias del vernier
óptico XR 2000 en ambos extremos de la fibra fragmentada . La longitud de prueba
que se usó fue de 18 mm. En la medición se utilizó una lente con una
amplificación de 50X marca Olympus (Neo Plan 50).
Para realizar la prueba de fragmentación de una fibra a diferentes temperaturas se
utilizó la cámara térmica descrita en la sección 3.4.2. provista con dos ventanas
de vidrio por arriba y abajo lo que permitió la observación experimental a través de
un microscopio óptico. Para el control de la temperatura se utilizó el controlador
(watlow serie 93). La cámara, se sellaba antes de iniciar el calentamiento de la
longitud de prueba del espécimen con un material aislante, y se calentaba a la
temperatura deseada hasta que se alcanzaba equilibrio térmico. Las mediciones
55

Métodos experimentales
se realizaron cada 10° C de una temperatura 25° e hasta 115° C. La figura 3.5
muestra una fotografía del equipo usado.
·Figura 3.5. Imagen del equipo usado en el ensayo de fragmentación de un filamento de fibra.
3.4.5 Esfuerzos residuales.
Cámara de Temperatura
El estado de esfuerzos que resulta del procesamiento del material mismo puede
influenciar el grado de adhesión fibra-matriz. Por lo tanto debe recordarse que la
resistencia al cortante interfacial , r, es sensible a la resistencia de la unión
interfacial, rs, y la contribución a la resistencia interfacial de la fuerza de fricción , rr,
de ahí que:
(3.1)
Los esfuerzos residuales surgen de los cambios de volumen asociados con el
curado de la resina epóxica y su magnitud, depende de la diferencia entre el
coeficiente de expansión térmica de la matriz y de la fibra . La fibra tiene un
56
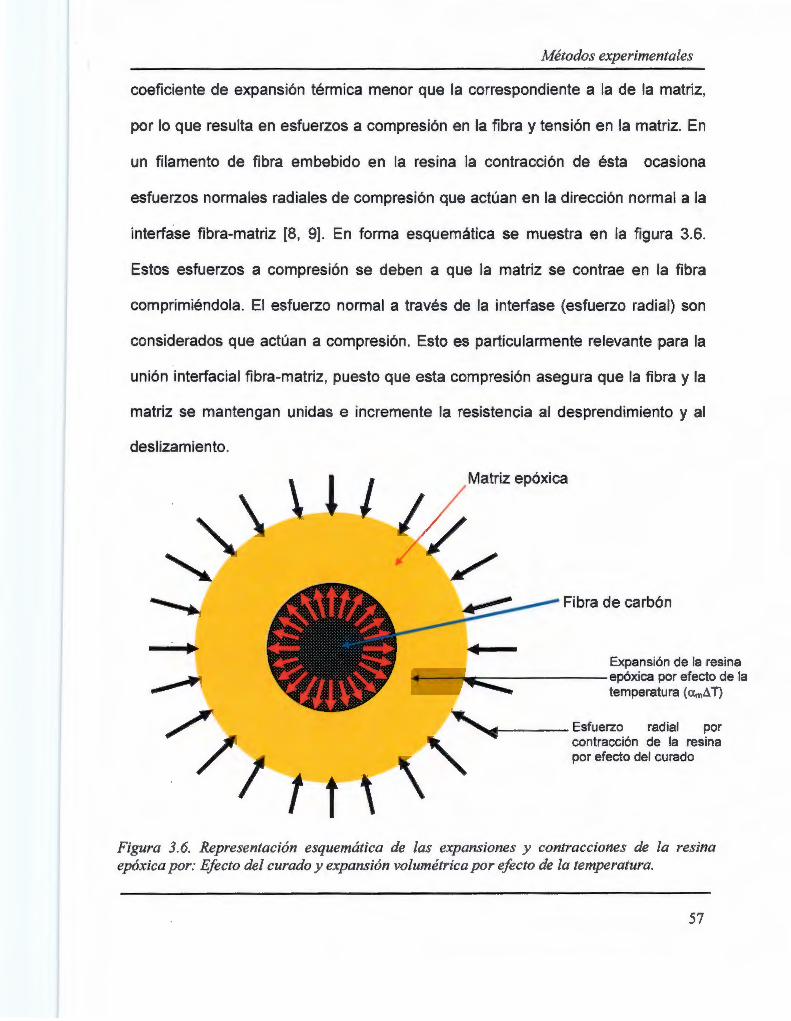
Métodos experimentales
coeficiente de expansión térmica menor que la correspondiente a la de la matriz,
por lo que resulta en esfuerzos a compresión en la fibra y tensión en la matriz. En
un filamento de fibra embebido en la resina la contracción de ésta ocasiona
esfuerzos normales radiales de compresión que actúan en la dirección normal a la
interfase fibra-matriz [8, 9]. En forma esquemática se muestra en la figura 3.6.
Estos esfuerzos a compresión se deben a que la matriz se contrae en la fibra
comprimiéndola . El esfuerzo normal a través de la interfase (esfuerzo radial) son
considerados que actúan a compresión. Esto es particularmente relevante para la
unión interfacial fibra-matriz, puesto que esta compresión asegura que la fibra y la
matriz se mantengan unidas e incremente la resistencia al desprendimiento y al
deslizamiento.
Fibra de carbón
Expansión de la resina ._ _ ___, ....... -------epóxica por efecto de la
temperatura ( am~ T)
~~-------- Esfuerzo radial por contracción de la resina por efecto del curado
Figura 3.6. Representación esquemática de las expansiones y contracciones de la resina epóxica por: Efecto del curado y expansión volumétrica por efecto de la temperatura.
57

Métodos exp erimentales
Los esfuerzos residuales se estimaron a través del modelo teórico propuesto por
Whitney y Drzal [22]. Dicho modelo se basa en la superposición de dos problemas
axisimétricos (ver figura 3.7). El esfuerzo radial en la interfase esta dado por:
(3 .2)
Donde C 1 y C2 son constantes que dependen de las propiedades del material ,
x = x 1 le, de las deformaciones térmicas y de la deformación aplicada en un
campo de deformaciones distante &0 y de ¡..t. que es calculada como:
(3 .3)
Donde Ett denota al modulo elástico axial de la fibra, v 12 denota la relación de
Poisson de la fibra y Gm denota al módulo cortante de la matriz. Las constantes C1
y c2 están dadas por:
y
(3 .6)
Las deformaciones y las deformaciones térmicas están indicadas por las letras
griega & y & ( & testada) respectivamente, E2,, denota el módulo elástico radial de
58

Métodos experimentales
la fibra , G2r denota el módulo cortante de la fibra en dirección radial y Kr denota al
módulo volumétrico en condición de deformación plana de la fibra.
Matriz
X
ibra
Figura 3. 7. Modelo usado por Whitney y Drzal para estimar los esfuerzos térmicos residuales en un material compuesto.
3.4.6 Análisis de transferencia de esfuerzos.
La resistencia al cortante interfacial , •. se evaluó a través del método de
fragmentación de un monofilamento de fibra , derivado por John Nairn [49] usando
como base el modelo de shear-lag propuesto por Cox y descrito en la sección
2.5.1 . ·Éste modelo se emplea con frecuencia para medir el nivel de adhesión
interfacial entre fibra y matriz en materiales compuestos. Dicho modelo fue
propuesto por Nairn, para estimar la capacidad de la transferencia de esfuerzos
cortantes en interfaces perfectas y posteriormente, extendió este método a uno
más generalizado [56] en el que considera interfaces imperfectas y además,
agrega una corrección para fracciones de volumen de fibra bajos. Nairn incorporó
a este modelo un parámetro de interfase, 0 5 , el cual lo define como un parámetro
que mide la capacidad de la interfase de transferir esfuerzos de la matriz a la fibra.
59

Métodos experimentales
En una interfase imperfecta este parámetro tenderá a valores que se aproximen a
cero mientras que para una interfase perfecta estos valores tenderán hacia oo , es
decir, o:::; Ds :::; oo. Dicho modelo (ver ecuación 3. 7) considera que tanto la fibra
como la matriz tienen un comportamiento elástico.
T inter - r¡ /3 sinh jJz
(O" foo ) - 2 cosh fJl 2
(3 .7)
En donde fJ esta definido como:
2 2 /Jcorr = 2 E E
r ¡ f m
(3.8)
Los parámetros v, y V m denotan a las fracciones de fibra y matriz respectivamente,
definidas como:
(3.9)
En la ecuación (3.8) Em denota al módulo elástico de la matriz, E¡ denota el
módulo elástico de la fibra, G¡ denota el módulo cortante de la fibra, Gm denota al
módulo cortante de la matriz, V¡ denota a la fracción de volumen de fibra , Vm
denota a la fracción de volumen de matriz, r¡ denota al radio de la fibra, rm denota
al radio de la matriz, x es un valor constante a 0.009, 1inter es la resistencia al
cortante interfacial , 1 es la longitud de fibra , Ds es un parámetro de interfase, Z es
//2.
60

Métodos experimentales
El valor del parámetro Ds para cada temperatura se determinó de acuerdo a la
relación existente entre la relación de aspecto crítica experimental y la longitud de
transferencia critica teórica [18]. Dicha relación esta dada por:
3.10
En esta tesis, el modelo de Nairn optimizado primeramente se usó para evaluar la
transferencia de esfuerzos de la matriz a la fibra considerando que ambos
materiales se comportan elásticamente y posteriormente, se extendió a un
régimen viscoelástico para tomar en consideración el efecto viscoelástico de la
matriz, y para tal caso se utilizó el método de aproximación de Shapery [31]. El
principio de correspondencia de Shapery establece que una solución a un
problema viscoelástico se puede obtener a partir de uno elástico simplemente
remplazando los valores constantes del módulo elástico (E) en la solución elástica
por valores del módulo en función del tiempo (E(t) ), por lo que el modelo de Nairn
transformado a una versión viscoelástica es:
r int er (t) _ r¡fJ(t) sinh fJ(t )z \ cr foo ) - 2 cosh J3 t 1/
2 En donde {J(t) esta definido como:
(3 .11)
(3 .1 2)
61
Métodos experimentales
Los parámetros v, y V m denotan a las fracciones de fibra y matriz respectivamente,
definidas como:
2 2 r111 -r1
VIII = 2 rm
(3 .13)
En la ecuación (3.12) Em(tJ denota al módulo elástico de la matriz dependiente del
tiempo, E¡ denota al módulo elástico de la fibra , G¡ denota al módulo cortante de
la fibra , Gm(t) denota al módulo cortante de la matriz dependiente del tiempo, V¡
denota a la fracción de volumen de fibra, Vm denota a la fracción de volumen de
matriz, r¡ denota el radio de la fibra , rm denota el radio de la matriz, rinteltJ denota a
la resistencia al cortante interfacial dependiente del tiempo.
62
Capítulo 4
Resultados y discusiones
4. 1 'Efecto de la temperatura en la longitud de aspecto crítica
La figura 4.1 muestra los resultados obtenidos de la prueba de fragmentación de
una fibra. Considerando que la relación LJD es utilizada como un indicador de la
calidad de la interface fibra-matriz, estos resultados son reportados como la
relación de aspecto crítico (longitud crítica del fragmento de fibra entre el diámetro
de la fibra, LJD) en función de la temperatura, tanto para especímenes elaborados
con monofilamentos de fibra de carbón sin tratamiento superficial y los elaborados
con tratamiento químico con un agente de acoplamiento de tipo silano pero sin
calcular el valor correspondiente de la resistencia al cortante de la interface.
Es evidente que existen diferencias significativas en el comportamiento global de
la LJD para ambos tipos de materiales. En el caso de los especímenes elaborados
con monofilamentos de fibra de carbón sin tratamiento superficial se observa que
la LJD incrementa en todo el intervalo estudiado, y se pueden distinguir
claramente tres zonas, cada una con una pendiente diferente. Dos de ellas tienen
tasas de variación del mismo orden de magnitud y están separadas por una zona
de transición, comprendida entre 55° C y 75° C, en la cual dicha tasa de variación
es aproximadamente un tercio respecto a las otras dos. Asimismo, el
comportamiento de los especímenes elaborados con monofilamentos de fibra de
63

Resultados y discusiones.
carbón y tratados con un agente de acoplamiento del tipo silano es diferente al de
de las fibras sin tratamiento. La LelO se incrementa gradualmente en el intervalo
de 25 a 65° e mientras que a temperaturas mayores permanece prácticamente
constante.
65
o 60 ¿o 8 55 ~ •;:: () 50 .9 () Q)
g. 45 ro Q)
-e 40 e
·O ·u -m 35 0:::
30
20
o Sin tratamiento o Con tratamiento
o o
40 60 80 100 120
Temperatura (0 C)
Figura 4.1. Relación de aspecto crítica en función de temperatura para especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento y tratados con un agente de acoplamiento.
Como se mencionó, dado que la relación LelO es utilizada como un indicador de la
calidad de la interface fibra-matriz , es conveniente analizar los cambios mostrados
en la figura 4.1 en función del efecto de la temperatura en los constituyentes del
material compuesto, esto es, en la fibra , la matriz y la interfase fibra-matriz . Esta
última, es una región tridimensional creada alrededor de la fibra por el efecto de
las interacciones físico-químicas que se dan en las inmediaciones de la fibra con
64

Resultados y discusiones.
la matriz, el agente de curado y otros parámetros tales como: el agente de
acoplamiento aplicado, la temperatura de procesamiento, el medio ambiente, etc.
Es sabido [55] que el módulo elástico de un polímero, en este caso de la resina
epóxica, disminuye con el incremento de la temperatura. Es importante señalar
que las propiedades mecánicas de la resina epóxica dependen de la relación
estequiométrica de agente de curado. Asimismo, la disminución del módulo
elástico de la resina epóxica en función de la temperatura ocurre a una tasa
diferente dependiendo de dicha relación estequiométrica. Cuando se tiene la
relación estequiométrica 1:1, la disminución del módulo elástico con el incremento
de temperatura es muy pequeña a temperaturas entre 25° C y 75° C. Cuando se
tiene defecto de agente de curado, la disminución del módulo elástico con el
incremento de temperatura es mucho más notorio en ese mismo intervalo de
temperatura. Como reportó Gupta et al, [57] el valor del peso molecular (Me) para
un material con una relación estequiométrica 1:1 , es bajo y su densidad de
entrecruzamiento y T9 son altas y para materiales elaborados con una relación
arriba ó abajo de la relación estequiométrica, ambos la densidad de
entrecruzamiento y T9 son bajas. Luego, es de esperarse que al incrementar la
temperatura el cambio del módulo elástico sea más drástico para el material con
una menor cantidad de amina, esto es, con una densidad de entrecruzamiento
menor [55].
En la literatura [1 , 22, 30] se han reportado diversos modelos teóricos
micromecánicos que permiten la predicción de la relación de aspecto crítica (LJD).
En dichos modelos, se observa que la relación de aspecto LJD es inversamente
65

Resultados y discusiones.
proporcional al módulo elástico de la matriz, por lo tanto , se espera que la relación
de aspecto crítica incremente si el módulo elástico disminuye. El modelo
propuesto por Nairn [49] relaciona a la relación de aspecto crítica como sigue.
( J2
D 2 2 Le ~f3corr = r) E¡ E"'
(3 .13)
VIII +-1-(_1 Ln 1 _1_ VIII J+-1-4Gr 2Gm Vm V1 +X 2 r1 Ds
Debe observarse que el módulo elástico de la matriz aparece tanto en el
numerador como en el denominador de la expresión y por lo tanto, cualquier
variación con la temperatura se mostrará en la relación de aspecto crítica.
Asimismo, debe observarse que el parámetro Ds, considerado por Nairn como un
parámetro indicador de la "calidad" interfacial , esto es, del nivel de adherencia,
afecta a la relación de aspecto crítica.
Para este caso, en el intervalo de temperatura entre 25° e y 55° e el
comportamiento de LJD para los especímenes elaborados con monofilamentos de
fibra de carbón sin tratamiento superficial y aquellos tratados con el silano
muestran un incremento de LJD a pesar de que el módulo de almacenamiento
permanece prácticamente constante en ese intervalo de temperatura , como se
puede apreciar en la figura 4.2.
Es sabido que las propiedades físico-químicas de la región interfacial fibra-matriz
son diferentes a aquellas observadas en la fibra y en la matriz [35, 58, 38] . Como
se mencionó anteriormente, la presencia de las fibras de carbón afecta la
composición de la interfase en un material compuesto de fibras de carbón y resina
66

Resultados y discusiones.
epóxica, puesto que las fibras de carbón absorben parte de la amina presente en
las inmediaciones de su superficie causando un desequilibrio estequiométrico de
la resina epóxica en dicha proximidad de la fibra [38) . Como resultado, las
propiedades mecánicas de la interfase podrían sufrir un cambio drástico respecto
a las de la matriz.
Como se puede apreciar en la figura 4.2, el cambio del módulo de
almacenamiento y la T9 de la resina epóxica curada con las dos diferentes
relaciones estequiométricas resina epóxica:amina es muy notorio. Se observa que
el módulo de almacenamiento para el desequilibrio estequiométrico disminuye
drásticamente para valores de temperatura cercanos a 25° C y el valor de su T9 es
de aproximadamente 74° C. Se ha reportado [66] que el peso molecular entre
puntos de entrecruzamiento varía con la relación estequiométrica de la resina .
Dicho peso molecular incrementa cuando las cantidades de amina son menores o
mayores a la relación estequiométrica 1:1 (14.5 partes de mPDA por 100 partes de
resina epóxica).
Sin embargo, la temperatura de transición vítrea disminuye para mezclas de resina
epóxica y amina que se encuentren por abajo o por arriba de la relación
estequiométrica 1:1. Debe recordarse que el módulo elástico de un polímero
amorfo incrementa al incrementar el número de puntos entrecruzados o en la
medida que el peso molecular disminuye [55] . Por consiguiente, la disminución del
módulo elástico se produce a temperaturas más altas [55]. Esta evidencia hace
suponer que la temperatura de transición vítrea de la interfase posee un valor de
67

Resultados y discusiones.
temperatura muy cercano a 74° e por lo que los efectos viscoelásticos de la región
interfacial son muy importantes.
2250
íG !. 1750
.S e: G)
'i§ ni e: G) u ni
.5 ni
1500
1250
1000
G) 750 , o 3 500 , •o :::¡¡: 250
Tg
30 45 60 75 90 105 120 135 150 165 180 195
Temperatura (°C)
Figura 4. 2. Módulo de almacenamiento de la resina epoxzca para dos diferentes concentraciones mPDA: (a) con una relación estequiométrica de 14.5 phr y (b) con una relación menor a la estequiométrica determinadas por DMA.
Los resultados anteriores muestran que la presencia de la fibra de carbón en una
matriz epóxica produce un desequilibrio estequiométrico de la matriz en la
vecindad con la fibra , lo que resulta en una interfase con una temperatura de
transición vítrea menor que la de la matriz como se observó en la figura 4.2. Es
posible que a temperaturas cercanas a 70° e los efectos viscoelásticos de la
interfase sean de consideración.
68
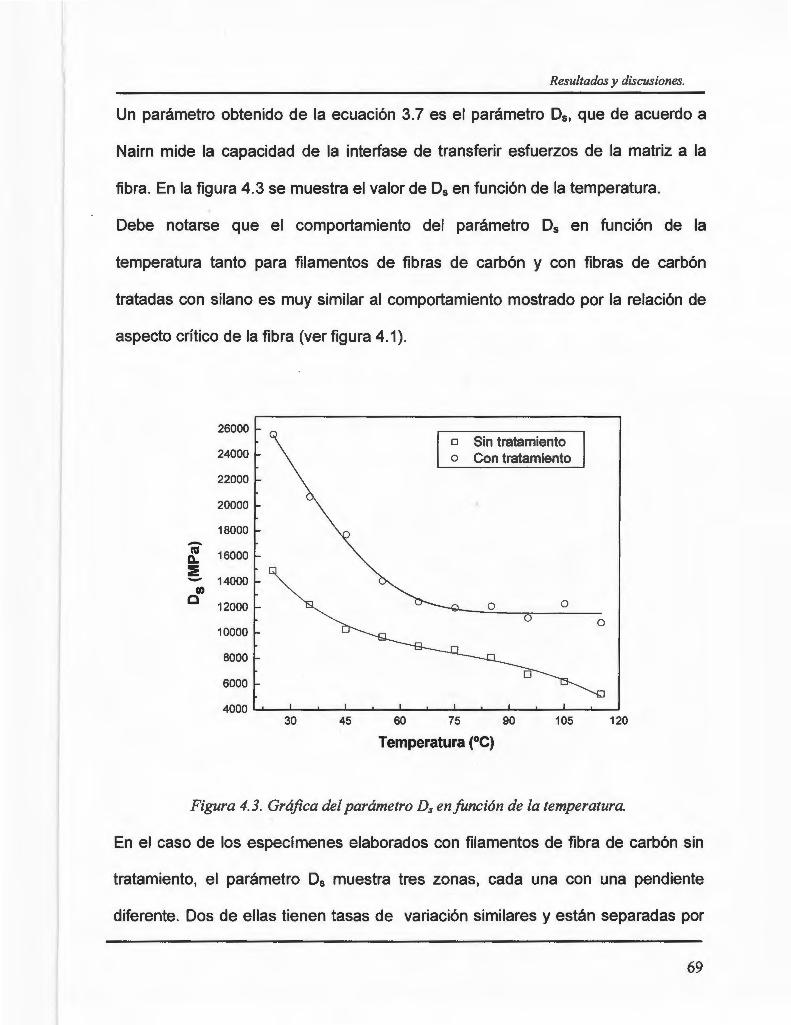
Resultados y discusiones.
Un parámetro obtenido de la ecuación 3. 7 es el parámetro D5 , que de acuerdo a
Nairn mide la capacidad de la interfase de transferir esfuerzos de la matriz a la
fibra . En la figura 4.3 se muestra el valor de Ds en función de la temperatura.
Debe notarse que el comportamiento del parámetro Ds en función de la
temperatura tanto para filamentos de fibras de carbón y con fibras de carbón
tratadas con silano es muy similar al comportamiento mostrado por la relación de
aspecto crítico de la fibra (ver figura 4.1 ).
26000 o Sin tratamiento
24000 o Con tratamiento
22000
20000
18000 -ca 16000 a. :!E - 14000
ti)
e 12000 o o o
10000
8000
6000
4000 30 45 60 75 90 105 120
Temperatura (0 C)
Figura 4. 3. Gráfica del parámetro Ds en func ión de la temperatura.
En el caso de los especímenes elaborados con filamentos de fibra de carbón sin
tratamiento, el parámetro Ds muestra tres zonas, cada una con una pendiente
diferente. Dos de ellas tienen tasas de variación similares y están separadas por
69

Resultados y discusiones.
una zona, comprendida entre 55° C y 75° C, en la cual su tasa de variación es
aproximadamente un tercio respecto a las otras dos. En el caso de los
especímenes elaborados con monofilamentos de fibra de carbón y tratados con
un agente de acoplamiento del tipo silano el parámetro Ds se incrementa
gradualmente en el intervalo de 25 a 65° e mientras que a temperaturas mayores
permanece prácticamente constante. De acuerdo a esto, los especímenes
elaborados con filamentos de fibra de carbón y tratados con silano la interfase
transfiere mejor la carga de la matriz a la fibra aún a temperaturas elevadas.
4.2 Análisis de los esfuerzos interfaciales residuales
La magnitud y distribución a lo largo de la interfase fibra-matriz de los esfuerzos
normales radiales residuales para temperatura ambiente (25° C) hasta la
temperatura de curado (125° C) se calculó con la ecuación 3.2 y los resultados se
muestran en la figura 4.4. Los valores empleados en la ecuación 3.2 para el
cálculo de los esfuerzos residuales se presentan en la tabla 4.1 . Cabe mencionar
que dicho modelo considera los valores experimentales de la longitud de
fragmento crítica de la fibra obtenidos a cada temperatura , así como para los dos
tratamientos superficiales usados. La distribución de la componente radial de
esfuerzos es básicamente la misma observada pra las fibras sin y con tratamiento
superfcial. Incluso, la posición donde los valores máximo y mínimo de esfuerzo
radial son observados es la misma. La única diferencia es la longitud del
fragmente entre las dos condiciones superficiales de fibra .
Es evidente, de la figura 4.4, que el incremento de la temperatura de 25° C a 115°
C reduce el esfuerzo radial de compresión en aproximadamente un 67% en los
70
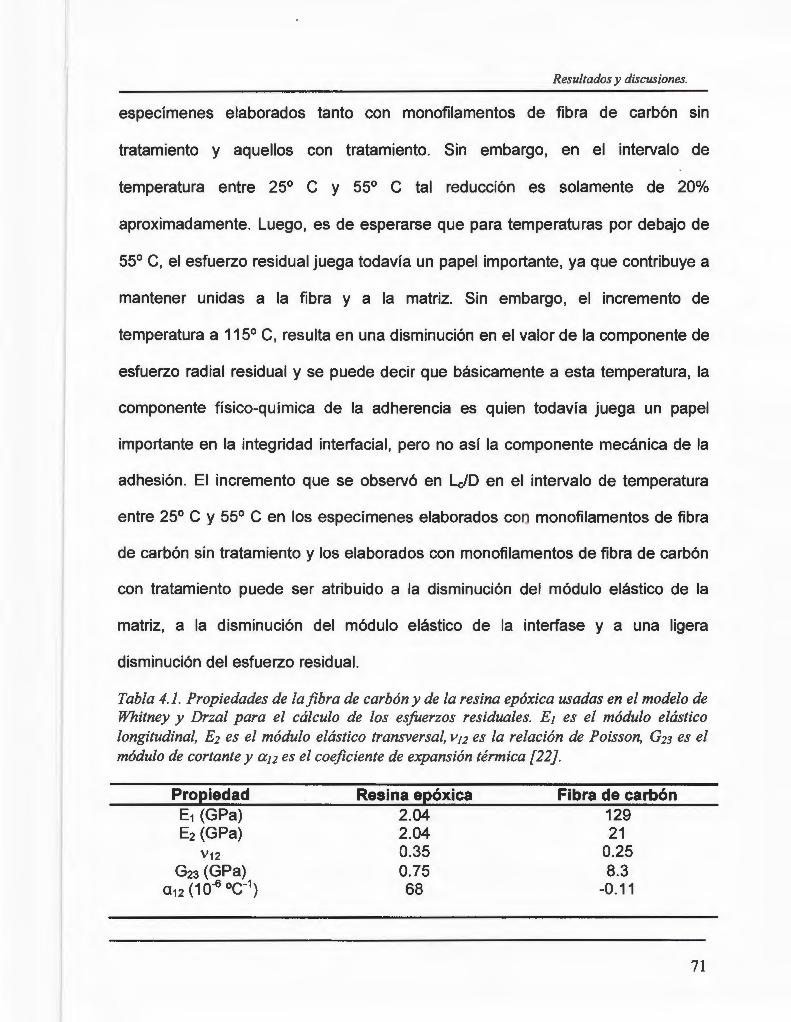
Resultados y discusiones.
especímenes elaborados tanto con monofilamentos de fibra de carbón sin
tratamiento y aquellos con tratamiento. Sin embargo, en el intervalo de
temperatura entre 25° e y 55° e tal reducción es solamente de 20%
aproximadamente. Luego, es de esperarse que para temperaturas por debajo de
55° e, el esfuerzo residual juega todavía un papel importante, ya que contribuye a
mantener unidas a la fibra y a la matriz. Sin embargo, el incremento de
temperatura a 115° e, resulta en una disminución en el valor de la componente de
esfuerzo radial residual y se puede decir que básicamente a esta temperatura , la
componente físico-química de la adherencia es quien todavía juega un papel
importante en la integridad interfacial , pero no así la componente mecánica de la
adhesión. El incremento que se observó en LJD en el intervalo de temperatura
entre 25° e y 55° e en los especímenes elaborados con monofilamentos de fibra
de carbón sin tratamiento y los elaborados con monofilamentos de fibra de carbón
con tratamiento puede ser atribuido a la disminución del módulo elástico de la
matriz, a la disminución del módulo elástico de la interfase y a una ligera
disminución del esfuerzo residual.
Tabla 4.1. Propiedades de la fibra de carbón y de la resina epóxica usadas en el modelo de Whitney y Drzal para el cálculo de los esfuerzos residuales. E1 es el módulo elástico longitudinal, E2 es el módulo elástico transversal, v12 es la relación de Poisson, G23 es el módulo de cortante y a 12 es el coeficiente de expansión térmica [22}.
Propiedad E1 (GPa) E2 (GPa)
Y1 2 G23 (GPa)
012 (10-6 oe-1)
Resina epóxica 2.04 2.04 0.35 0.75 68
Fibra de carbón 129 21
0.25 8.3
-0.11
71

o -· -1
-2
-3
-4
-5
-6
o -7 ~
-8 -M o -9 ' "t""'
>< -10 ... ~ -11
-12
-13
-14
,.--w T
JI J' ... ~ ~
1 1 ~
1/ j ..._ -, r r -1 1 ¡¡ ..-=-.... -
_1/ 1 ... /
1 " 1 1 1/ 1 ,/ 1
-15 1
-16 0.0 0.2 0.4
T [Y
... ....
-----
0.6
Resultados y discusiones.
T ...
... •
- --- - -
0.8
---
• • • ... • • ...
1
1.0
x/L e
-- - -- - -Sin tratamiento a 25° e Sin tratamiento a 55° e Sin tratamiento a 85° e Sin tratamiento a 115° e Tratada con silano a 25° e Tratada con silano a 55° e Tratada con silano a 85° e Tratada con silano a 115° e
1 1 1 1
1.2 1.4 1.6 1.8 2.0
Figura 4.4. Distribución del esfuerzo radial interfacial a lo largo de la longitud del fragmento de fibra.
En el intervalo de temperatura entre 55° C y 75° C, el valor de LelO continúa
incrementando pero a una razón de cambio menor que la observada a valores de
temperatura por debajo de 55° C. El comportamiento anterior se observó tanto
para especímenes elaborados con monofilamentos de fibra de carbón sin
tratamiento como para los elaborados con monofilamentos de fibra de carbón con
tratamiento. Es importante destacar que se estima que la temperatura de
transición vítrea de la interfase se encuentra en este intervalo de temperatura y los
72

Resultados y discusiones.
esfuerzos residuales en este mismo intervalo, de acuerdo al modelo empleado,
han disminuido 40% aproximadamente. El incremento en la LJD observado en
este intervalo de temperatura para especímenes elaborados con monofilamentos
de fibra de carbón sin tratamiento y los elaborados con monofilamentos de fibra de
carbón con tratamiento, puede ser atribuido a la disminución drástica del módulo
de la interfase y a la disminución del esfuerzo residual. En este intervalo de
temperatura se supone que más energía es disipada en la matriz y en la interfase
fibra-matriz . Se estima que el esfuerzo residual remanente continúa contribuyendo
a evitar un desprendimiento interfacial entre fibra y matriz, como se puede
observar en la figura 4.4. Debe señalarse que los esfuerzos residuales que
resultan de las diferencias en los coeficientes de expansión térmica de la fibra y la
matriz y la reducción del volumen de la matriz después del curado tienen el mismo
efecto en ambos casos, independientemente del tratamiento superficial de la fibra.
Esto es, que la distribución de los esfuerzos residuales depende básicamente de
las propiedades físicas de la fibra y la matriz y la geometría del material.
Es evidente de la figura 4.1 , que a temperaturas superiores a 75° C la diferencia
entre el comportamiento de LJD de los especímenes elaborados con
monofilamentos de fibra de carbón sin tratamiento y los elaborados con con
tratamiento es notable. El comportamiento de LJD para los especímenes
elaborados con monofilamentos de fibra de carbón sin tratamiento incrementa de
manera monotónica con una razón de cambio similar a la observada en el
intervalo de temperatura entre 25° C y 55° C. Es evidente, también , que gran parte
de los esfuerzos residuales han sido liberados debido al incremento de la
73

Resultados y discusiones.
temperatura como se puede observar en la figura 4.4. Sin embargo, cualquier
esfuerzo residual aun presente es insuficiente para mantener unida la fibra a la
matriz. Por otro lado, se observó que la LJD de los especímenes elaborados con
monofilamentos de fibra de carbón con tratamiento permanece prácticamente
constante. De igual manera que los especímenes elaborados con monofilamentos
de fibra de carbón sin tratamiento, et esfuerzo residual a este nivel de temperatura
ha sido prácticamente liberado ¿Cómo puede explicarse que no exista un
desprendimiento interfacial fibra-matriz? Debe recordarse que la adhesión
interfacial fibra-matriz en un material compuesto de matriz polimérica, se debe a la
contribución de interacciones físicas (unión mecánica y a la contribución de los
esfuerzos residuales) y químicas (interacciones dispersivas, interacciones ácido
base y enlaces covalentes). Se han realizado estudios por espectroscopia de
rayos X (XPS por sus siglas en inglés) y de transformadas de Fourier (FTIR por
sus siglas en inglés) [59] sobre las interacciones físico-químicas que ocurren en la
superficie de la fibra de carbón para las dos cond iciones superficiales. Como se
describió en el capítulo 3, en la primera condición superficial se empleó un
tratamiento con ácido nítrico y en la segunda, además del tratamiento con ácido
nítrico, se sometió a un tratamiento con un agente de acoplamiento del tipo silano
(3-glycydoxy propyl trimetoxy silano).
74

-::i ni -"C ns "C 111 r::: cu ... r:::
Resultados y discusiones.
--Fibra de carbón sin tratamiento -- - - Fibra de carbón tratada con silano
e 1s
O 1s N 1s
v llt-... 11 _______ _
11 1 11
--- .... ;,, \ ¡1 -- -- - -- ...,_ .... __ ... ¡1
Si 25 Si 2P ,,1
'". .. -- - -- - ,.-- .J._-- ---
600 400 200 o Energía de enlace (eV)
Figura 4. 5. Espectro del análisis de XPS efectuado a las fibras de carbón tratadas con ácido nítrico y las tratadas con un agente de acoplamiento (3-glycydoxy propyl trimetoxy silano) [59].
La figura 4.5 muestra los resultados de XPS en función de la energía de enlace
para fibras de carbón sin tratamiento y las tratadas con silano. Los resultados de
las pruebas realizadas a las fibras de carbón sin tratamiento arrojaron que 01s y
C1s son especies predominantes y ocurren a 533 eV y 285 eV respectivamente
[60, 61]. En el caso de las fibras de carbón tratadas con silano, la presencia del
silicón sobre la superficie de las fibras se detectó por su pico de emisión
característico en la región comprendida entre 150-155 e V para el Si2s y 99-104 e V
para el Si2p . Con el propósito de apreciar mejor la emisión C1s para la fibra de
carbón sin tratamiento y la tratada con silano se realizó una deconvolución a la
75

Resultados y discusiones.
curva de XPS y el resultado se puede ver en la figura 4.6. En el caso de la fibra de
carbón sin tratamiento se observaron tres picos a 284.9 eV, 286.6 eV y 288.5 eV
que corresponden al carbón aromático (car) , al carbón en equilibrio keto-enol (C
OH, C-0-C) y al grupo carboxilo (C=O, COOH) respectivamente [62-64] (ver figura
4.6(a)) . La presencia de esos picos es una indicación que existe más de un
compuesto en la superficie de la fibra de carbón sin tratamiento. En el caso de la
fibra de carbón tratada con silano, se observó que el efecto del tratamiento sobre
la superficie se reflejó en un desplazamiento del pico de emisión . El pico a 284.2
eV ha sido reportado que corresponde al enlace C-Si [65] (ver figura 4.6 (b)). El
pico a 286.3 eV y 287.5 eV puede ser asignado al carbón en equilibrio keto-enol
(C-OH, C-0-C) y al grupo carboxilo (C=O, COOH) respectivamente.
Los picos de emisión para el 0 1s se muestran en la figura 4.7 (a) y 4.7 (b) . Para la
fibra de carbón sin tratamiento se observaron varios picos que corresponden a los
enlaces O-C (530.1 eV), COOH (535.9 eV), COC (533.9 eV) y 2C=O (531.5 eV)
mientras que para la fibra de carbón tratada con silano además de esas mismas
emisiones se encontró una con la presencia del enlace 0-Si (532.15 eV).
76

'S' ¿ w -~ z
280
280
Resultados y discusiones.
el! Fibra de carbón sin tratamient CA Al :; /'' · r, N¡ \
"'.. / a)
\ \ -C.OH,-C-0-C
\'. / C=O COOH
~· ¡' ·\ U) ,
'. ' ll) ·, oci
• 00
' ·,N ·,
282 284 286 288 290
Energía de enlace (eV)
Fibra de carbón tratada con silano -C-Si, -C-0-H
282
, .... . '·
284
\ b) \
. C-0-C
\/ ~ -COO-R
:;g\ 1
286
\ ~ '. :;;; '.N
' "
288 290
Energía de enlace (eV)
Figura 4.6. Espectro de XPS en donde se muestran los picos de emisión (C1s) para fibras de carbón tratadas con ácido nítrico(a) y fibras de carbón tratadas con silano (b).
En la figura 4.5 se muestran las señales, para la fibra de carbón con tratamiento,
que corresponden a Si2s y Si2p respectivamente. Las señales a 100 e V, 101.7 e V y
103.67 e V corresponden a los enlaces Si-C, Si-OH y Si-O-C respectivamente [66-
68]. La emisión a 153 eV se ha asignado al enlace Si-O [60]. Esos hallazgos
77
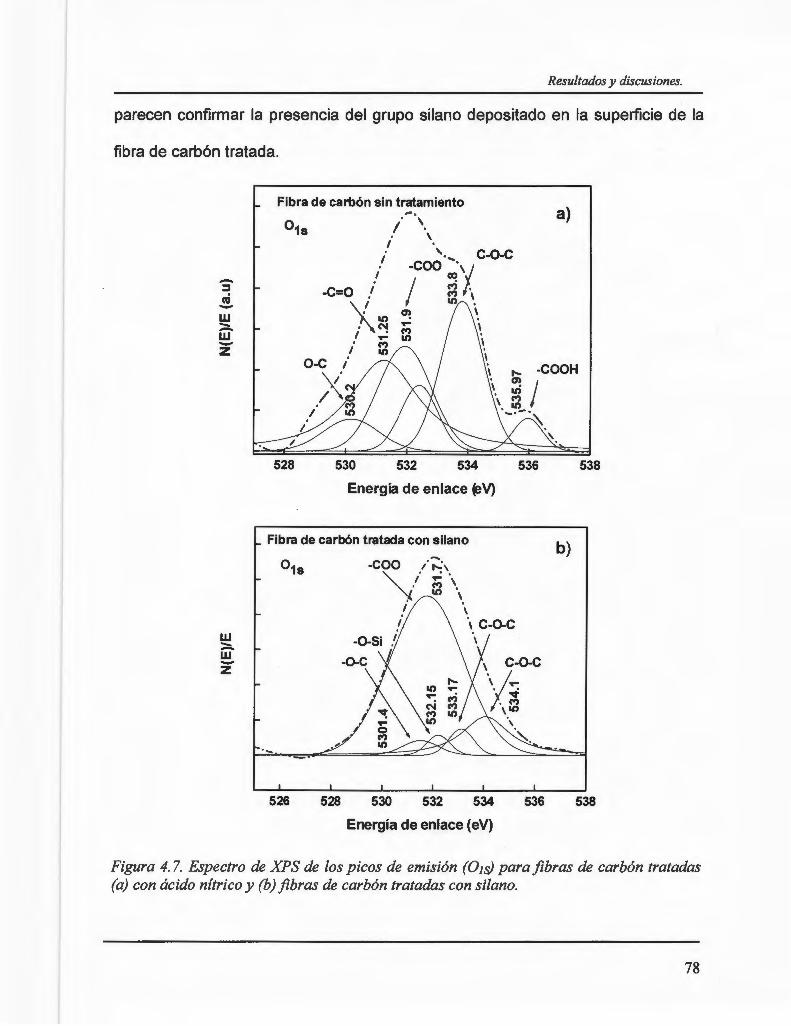
Resultados y discusiones.
parecen confirmar la presencia del grupo silano depositado en la superficie de la
fibra de carbón tratada.
-:::::1
co -w ::::::.. w z
w -w -z
Fibra de carbón sin tratamiento
1
-C=O 1
1 -. ' '
'·..... C-0-C -coo oo·,x 1 M .
M \ 10 •
~ \
a)
...._ -COOH \ ~ 1 • 10 \ M
, 10
-·-·~
528 530 532 534 536
Energía de enlace ~V)
Fibra de carbón tratada con silano
·-
526 528
-COO / ;::_\ / ....: \ . ~ .
. '. 1 \
\ C-0-C
530 532 534
Energía de enlace (eV)
536
538
b)
538
Figura 4. 7. Espectro de XPS de los picos de emisión (01s) para fibras de carbón tratadas (a) con ácido nítrico y (b) fibras de carbón tratadas con silano.
78

Resultados y discusiones.
La figura 4.8 muestra el espectro de FTIR para la fibra de carbón sin tratamiento y
con tratamiento en el intervalo entre 4000 cm-1 a 500 cm-1. Se observa que la
principal diferencia ocurre en el intervalo entre 1600 cm-1 a 600 cm-1. Por lo tanto,
para esa región , se obtuvo un espectro de la diferencia entre los espectros de la
fibra de carbón con y sin tratamiento y el resultado se presenta en la figura 4.9. En
este caso, se notó la presencia de un alargamiento asimétrico -Si-0-Si- y/o un
enlace -Si-0-C- [69-71]. El primer enlace es indicativo de la existencia de
polisiloxanos depositados en la fibra y el segundo confirmaría la ocurrencia de una
reacción de condensación entre el agente de acoplamiento silano y la fibra de
carbón. La banda a 730 cm-1 corresponde al alargamiento simétrico que sugiere la
reacción de auto condensación del silano hidrolizado que forma el polisiloxano. El
enlace Si-0-Si se confirma con la banda a 1034 cm-1 . La banda a 815 cm-1 se ha
asignado al enlace Si-O-C [66] y junto con las bandas a 1086 cm-1 [66] y 1200 cm-1
[69] confirman la reacción entre el silano hidrolizado y la fibra de carbón. Estos
hallazgos muestran que existe reacción química entre el agente de acoplamiento
silano y la fibra de carbón. Por lo que la diferencia entre el grado de adhesión
observado entre los especímenes elaborados con monofilamentos de fibras de
carbón sin tratamiento y aquellos con tratamiento es atribuido a la formación de
enlaces covalentes en la interfase fibra-matriz . Por todo lo expuesto anteriormente,
se puede decir que a temperaturas superiores a 75° C, la relación de aspecto en el
caso de las fibras de carbón tratadas con silano se mantiene constante, debido a
las interacciones químicas entre la fibra y la matriz.
79
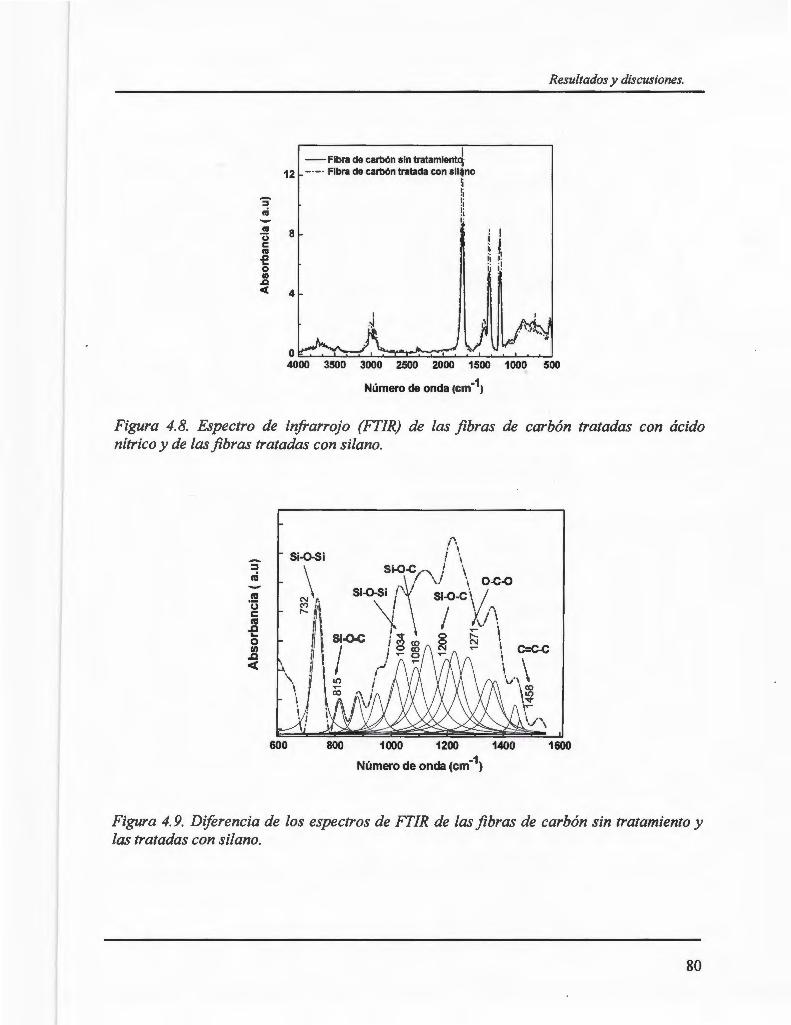
ca '(3 e: ca .e ... o 1/1 .e <(
12
8
4
-Fibra de carbón sin tratamient~· Fibra de carbón tratada con sil$no
1 ,. ,, ,. ·' ,. ,, ,.
3000 2500 2000 1500
Número de onda (cm-1)
1
" ,, ., ,,
Resultados y discusiones.
Figura 4. 8. Espectro de infrarrojo (FTIR) de las fibras de carbón tratadas con ácido nítrico y de las fibras tratadas con silano.
-:::1 cü ra
'(3 S: ra .e ... o 111 .e ct
600
Si-0-Si
\ ~u 1'- 1 .
1 1 1
!
Si-O-C
1
800 1000 1200 1400 1600
Número de onda (cm-1)
Figura 4. 9. Diferencia de los espectros de FTIR de las fibras de carbón sin tratamiento y las tratadas con silano.
80

Resultados y discusiones.
4.3 Efecto del comportamiento viscoelástico de la matriz en la resistencia al cortante interfacial. Durante el desarrollo de este experimento de fragmentación de la fibra, la
aplicación de carga se detiene, en varias ocasiones, para contar y registrar el
número de fragmentos producidos a cada nivel de deformación. El conteo de
fragmentos y la medición de las longitudes de los mismos entre un nivel de
deformación y otro resulta en una relajación de la matriz epóxica y de la interfase
fibra-matriz. En la figura 4.1 O se muestran curvas de relajación de la resina
epóxica para un intervalo de temperatura.
2200,---------------------------r==--. 2400
2000
ro 18oo
~ 1600
.g 1400
-~ 1200
% 1000 ... ~ 800 o 600 "3 :g 400
:::!1 200
- t::..- 45° e - "V-55° e -<>-65° e -<~-75° e
--o--o---o--o--o---....:>----o----<>--O =~ ~;: ~ - ir - 105°
· v-o;:~~~-;j>===-if'=.==<:f.'===+=~~ ~ -o- 115'
b) - o-2s• e 2200 - o-3s• e
ro 2ooo - ó-4s• e
~ 1800 - 'V- SS0 e - o-ss•e
r::: 1600 ·o ·¡:; 1400 ni ·¡¡¡ 1200
e! 1ooo <11
"C 800 .S! 600 ::::1 "C
400 •o :E
200 o~~~~-L~~~~~~~~~~
o 20 40 60 80 1 00 120 140 160 180 200
Tiempo (min) 20 40 60 80 100 120 140 160 180 200
Tiempo (min)
Figura 4.10. Relajación de la resina epóxica epon 828 para el sistema a) 14.5 phr (por cada cien partes de resina epóxica se emplearon 14.5 partes de mPDA) y para b) 7.25 phr (por cada cien partes de resina epóxica se emplearon 7. 25 partes de mP DA).
81

Resultados y discusiones.
La figura 4.1 Oa muestra la gráfica el módulo de relajación y se observa una rápida
disminución asintótica hacia un cierto valor constante. Con el incremento en la
temperatura de prueba, el tiempo para alcanzar un valor constante del módulo es
cada vez menor. La gráfica de la figura 4.1 Ob muestra el módulo de relajación de
la resina con desequilibrio estequiométrico. De igual manera se observa una
disminución rápida del módulo alcanzando un valor constante en un tiempo
determinado y con el incremento de la temperatura dicho tiempo fue cada vez más
corto. A temperaturas mayores a 75° C la disminución del módulo fue
prácticamente instantánea, por lo que no fue posible llevar a cabo las mediciones.
Basándose en estas observaciones y aunado a la conformación de la interfase
fibra-matriz se consideró el modelo de trasferencia de esfuerzos entre la fibra y la
matriz propuesto por Nairn (ver ecuación 3. 7) y utilizando el principio de
correspondencia , se transformó a un régimen viscoelástico para calcular los
esfuerzos cortantes interfaciales, que se compararon con el modelo elástico, es
decir, que considerando que el módulo elástico de la matriz permanece constante
a cada nivel de temperatura. El valor del módulo de elasticidad a diferentes
temperaturas medido en pruebas cuasi-estáticas y usadas en el cálculo de la
resistencia al cortante interfacial en el modelo elástico de Nairn se muestra en la
figura 4.11 .
82
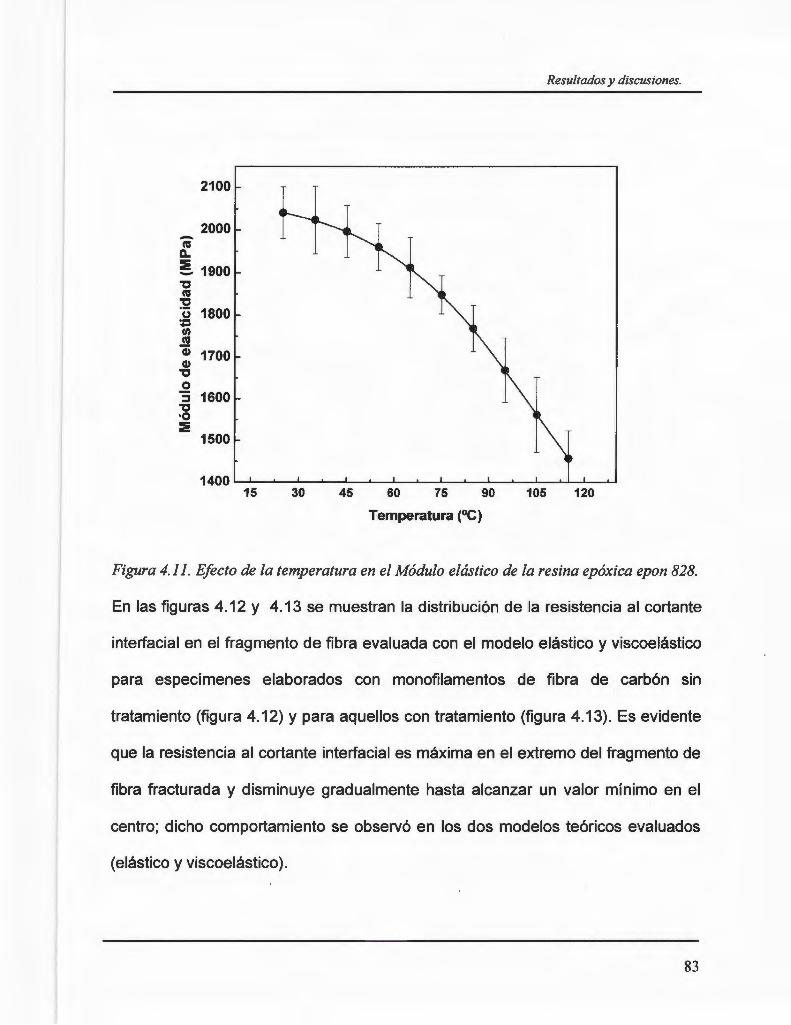
Resultados y discusiones.
2100
2000 -ni a. ~ 1900 "C ni :2
1800 () :,¡:; 111 ~ G> G>
1700 "C
..2 1600 :S
"C •O :E
1500
1400 15 30 45 60 75 90 105 120
Temperatura (0C)
Figura 4.11. Efecto de la temperatura en el Módulo elástico de la resina epóxica epon 828.
En las figuras 4.12 y 4.13 se muestran la distribución de la resistencia al cortante
interfacial en el fragmento de fibra evaluada con el modelo elástico y viscoelástico
para especímenes elaborados con monofilamentos de fibra de carbón sin
tratamiento (figura 4.12) y para aquellos con tratamiento (figura 4.13). Es evidente
que la resistencia al cortante interfacial es máxima en el extremo del fragmento de
fibra fracturada y disminuye gradualmente hasta alcanzar un valor mínimo en el
centro; dicho comportamiento se observó en los dos modelos teóricos evaluados
(elástico y viscoelástico) .
83

Resultados y discusiones.
En la figura 4.12 se observa que la resistencia interfacial al cortante máxima se
obtiene en el extremo del fragmento de fibra fracturada , y disminuye con el
incremento de la temperatura. Lo anterior se observó en los dos modelos. Es
evidente que a temperatura ambiente no existe diferencia significativa en la
predicción de la distribución de la resistencia al cortante interfacial evaluada con
los dos modelos, como se puede apreciar en la figura 4.12a. Es también evidente,
que a medida que la temperatura se incrementó el modelo viscoelástico predice
una distribución de resistencia al cortante interfacial por debajo que la calculada
con el modelo elástico, siendo más perceptible esta diferencia a temperatura
mayores (ver figura 4.12d).
En la figura 4.13 se muestran los resultados de resistencia al cortante interfacial
obtenidos con el modelo elástico y viscoelástico para especímenes elaborados
con monofilamentos de fibra de carbón tratados con silano. Se observa que la
distribución de la resistencia al cortante interfacial calculada con los dos modelos,
a temperatura ambiente, no existe diferencia significativa (ver figura 4.13a). A 55°
C el modelo viscoelástico predice valores ligeramente menores que los calculados
con el modelo elástico. Esta diferencia es más evidente a temperaturas más
elevadas (ver figura 4.13d).
84

Resultados y discusiones.
70 70¡-------------~========;;====~ - o- Modelo elástico -o- Modelo elástico
e;-60 - o- Modelo Viscoelástico ~ 60
~
- o- Modelo viscoelástico D.. 25° e ~ ~ so ... y
~ ,S! .E 40
,S! e ~ 30 o ... ¡;¡ "' 20 ·¡:¡ e ,S! 1/) ·¡¡; 10
Gl 0::
o 0.0 0.2 0.4 0.6 0 .8 1.0 1.2
X/Le
60 - o- Modelo elástico
a)
1.4
~ so ~ ,S! .E 40 ,S! e: ~ 30 o ... ¡;¡ "' 20 ·¡:; e: ,S! 1/) 10
~
40
0.2 0 .4 0.6 0.8
X/Le
1.0 1.2
- o - Modelo elástico
b)
X
1.4
e;- 85°C - o- Modelo viscoelástico D.. 11so e - o- Modelo viscoelástico ::¡¡; -=: 50 y e) "' ·¡:¡
~ ,S! 40 .E
y ¡;¡ ·¡:; 30
~ Gl e: 25
,S! e: 30 "' 1::: X o ...
,S! ~ 20
o ... 15
¡;¡ 20
"' ·¡:; e: Gl u; 10 ·¡¡; Gl
0::
"' ·¡:; 10 e:
,S! ·~ S Gl
0:: o 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 0.2 0.4 0.6 0.8 1.0 1.2
X/Le
Figura 4.12. Distribución de la resistencia al cortante interfacial a lo largo de la longitud del fragmento de fibra evaluado con el modelo elástico y viscoelástico en especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento superficial a temperaturas de a) 25° C, b) 5SO C, e) 85° C y d) 115° C.
85
d)
X
1.4

90
• 80
• 70
60
50
40
30
20
10
o 0.0
80
. 70
60
50
40
30
20
10
o 0.0
Resultados y discusiones.
80
- o- Modelo elástico - o- Modelo elástico
- o- Modelo viscoelástico ~ 70 ssoe - o- Modelo viscoelástico 25° e ro
a.. :2 b) a) ~ 60 y iii
y "ü
~ 50 $ .!: $ 40 e ro t::: o
30 (.J
iii ro "ü e 20
* "üi 10 Cl)
0:::
o 0.2 0.4 0.6 0 .8 1.0 1.2 1.4 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
X/Le X/Le
60
- o- Modelo elástico - o- Modelo elástico 85° e - o- Modelo viscoelástico íi 115° e - o- Modelo viscoelástico a.. 50
e) ~ y iii ·¡:;
~ 40 Q) .... ·= ~ r:: 30 ro ~ o (.J
(ij 20
ro ·¡:; r:: ~ 10 Vl ·¡¡; Cl)
0::: o
0.2 0.4 0.6 0.8 1.0 1.2 1.4 0.0 0.2 0.4 0.6 0.8 1.0 1.2
X/Le X/Le
Figura 4.13. Distribución de la resistencia al cortante interfacial a lo largo de la longitud del fragmento de fibra evaluado con el modelo elástico y viscoelástico en especímenes elaborados con monofilamentos de fibra de carbón tratadas con si/ano a temperaturas de a) 25° C, b) 5SO C, e) 85° C y d) 115° C.
86
d)
1.4

Resultados y discusiones.
Debe notarse, que cuando se comparan los resultados de la figura 4.12 y 4.13, se
observa que los valores de resistencia al cortante interfacial máximo son más altos
en aquellos especímenes elaborados con fibras de carbón tratadas con silano que
en los que no recibieron tratamiento, aun con el incremento de la temperatura.
4.4 Análisis de los modos de falla interfacial
Algunas matrices poliméricas, es su estado no deformado, pueden ser
consideradas ópticamente isotrópicas. Sin embargo, cuando están sometidas a
esfuerzos, dicha resina se convierte en un material ópticamente anisotrópico
(birrefringente) y si es lo suficientemente transparente , esta puede ser estudiada
bajo luz polarizada.
La figura 4.14(a) muestra las micrografías de los patrones fotoelásticos de los
especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento
registradas una vez terminado el proceso de fragmentación. A 25° C, se observó
una extensa actividad birrefringente alrededor de los extremos de la fractura de la
fibra , lo que indica que no existe evidencia de desprendimiento interfacial. Esta
birrefringencia óptica es inducida por la transferencia de esfuerzo de la matriz a la
fibra a través de la interfase fibra-matriz . De hecho, la birrefringencia está
relacionada con la distribución de esfuerzos principales de cortante en el material
inducidos por la transferencia de cargas entre fibra y matriz. En este caso, se
puede asociar la actividad óptica con la distribución de esfuerzos de cortante en la
interface fibra-matriz y en las inmediaciones de la fibra , esto es, en la matriz. El
esfuerzo cortante generado cerca del punto de ruptura de la fibra , o en los
extremos de cada fragmento de fibra , es indicado por la luminosidad en forma de
87
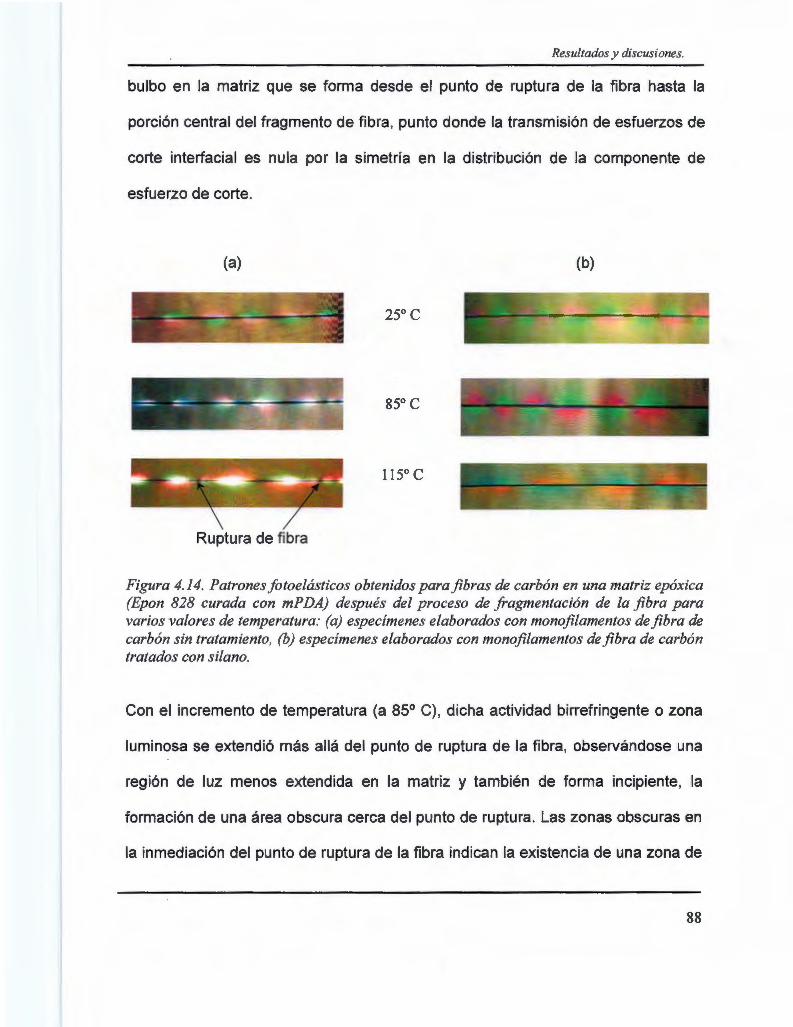
Resultados y discusiones.
bulbo en la matriz que se forma desde el punto de ruptura de la fibra hasta la
porción central del fragmento de fibra , punto donde la transmisión de esfuerzos de
corte interfacial es nula por la simetría en la distribución de la componente de
esfuerzo de corte.
(a) (b)
- ~~·~~ : .....
Ruptura de fibra
Figura 4.14. Patrones fotoelásticos obtenidos para fibras de carbón en una matriz epóxica (Epon 828 curada con mP DA) después del proceso de fragmentación de la fibra para varios valores de temperatura: (a) especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento, (b) especímenes elaborados con monofilamentos de fibra de carbón tratados con silano.
Con el incremento de temperatura (a 85° C), dicha actividad birrefringente o zona
luminosa se extendió más allá del punto de ruptura de la fibra , obseNándose una
región de luz menos extendida en la matriz y también de forma incipiente, la
formación de una área obscura cerca del punto de ruptura . Las zonas obscuras en
la inmediación del punto de ruptura de la fibra indican la existencia de una zona de
88

Resultados y discusiones.
desprendimiento fibra-matriz seguida por una zona de transferencia de esfuerzo
cortante a través de la interfase indicada por la zona luminosa menos extendida
hacia la matriz. A una temperatura de 115° e, la actividad birrefringente no fue
muy intensa y la evidencia de desprendimiento interfacial o daño en la zona entre
la fibra y la matriz, indicado por la zona obscura más extensa es más notoria. La
actividad birrefringente solamente se observó en puntos alejados a la ruptura de
la fibra . En la figura 4.1 5 se ilustran de manera esquemática los mecanismos de
falla observados para valores de temperatura específicos.
Ruptura de fibra
Zona de desprendimien o
Fibra de carbón
Figura 4.15. Representación esquemática de los mecanismos de falla observados en los especímenes elaborados con monofilamentos de fibra de carbón sin tratamiento superficial.
89
115° e
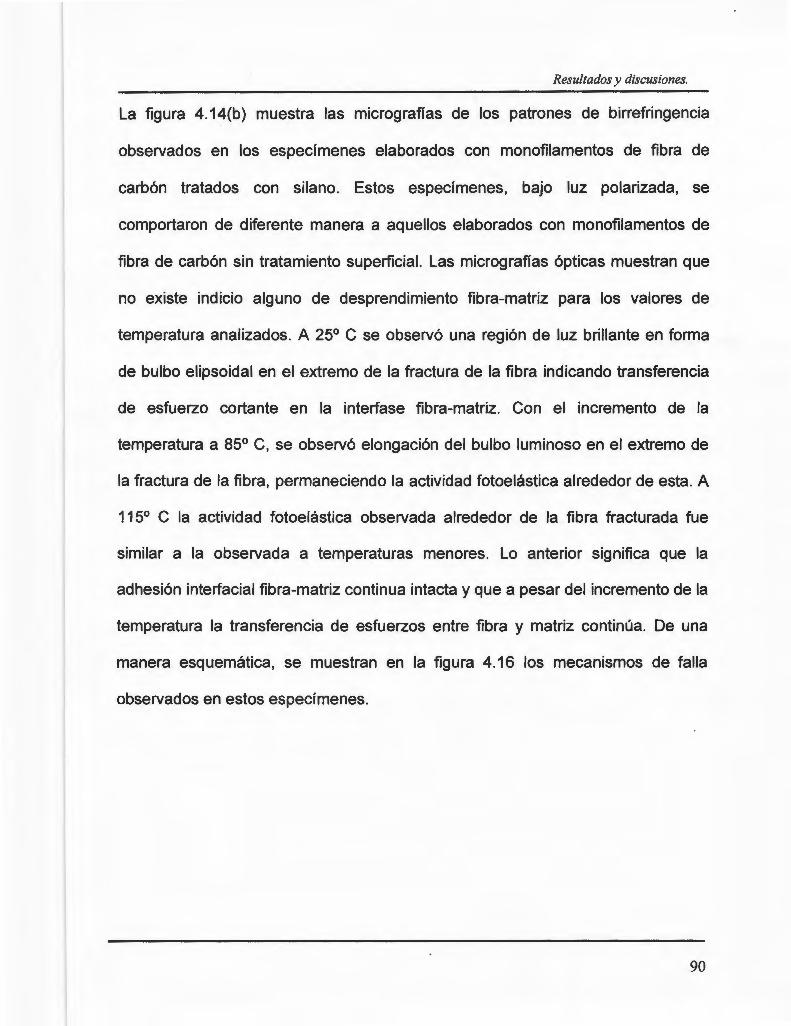
Resultados y discusiones.
La figura 4.14(b) muestra las micrografías de los patrones de birrefringencia
observados en los especímenes elaborados con monofilamentos de fibra de
carbón tratados con silano. Estos especímenes, bajo luz polarizada, se
comportaron de diferente manera a aquellos elaborados con monofilamentos de
fibra de carbón sin tratamiento superficial. Las micrografías ópticas muestran que
no existe indicio alguno de desprendimiento fibra-matriz para los valores de
temperatura analizados. A 25° C se observó una región de luz brillante en forma
de bulbo elipsoidal en el extremo de la fractura de la fibra indicando transferencia
de esfuerzo cortante en la interfase fibra-matriz. Con el incremento de la
temperatura a 85° C, se observó elongación del bulbo luminoso en el extremo de
la fractura de la fibra , permaneciendo la actividad fotoelástica alrededor de esta. A
115° e la actividad fotoelástica observada alrededor de la fibra fracturada fue
similar a la observada a temperaturas menores. Lo anterior significa que la
adhesión interfacial fibra-matriz continua intacta y que a pesar del incremento de la
temperatura la transferencia de esfuerzos entre fibra y matriz continúa. De una
manera esquemática, se muestran en la figura 4.16 los mecanismos de falla
observados en estos especímenes.
90
Resultados y discusiones.
Ruptura de fibra
Fibra de camón
Figura 4.16. Representación esquemática de los mecanismos de falla observados en los especímenes elaborados con mono filamentos de fibra de carbón tratados con silano.
91

Conclusiones
En esta tesis se investigó el efecto de la temperatura en la transferencia de cargas
en un material compuesto a base de fibras de carbón y resina epóxica para dos
niveles de adherencia entre la fibra y la matriz. Se analizaron los efectos de los
parámetros físicos y químicos de la fibra , la matriz, y la interface fibra-matriz que
juegan un papel importante en el comportamiento interfacial y 1 as principales
conclusiones son las siguientes:
De las mediciones de la relación de aspecto crítico (Lc/D) en función de la
temperatura obtenidos utilizando la técnica de fragmentación de una fibra se
observó un comportamiento diferente en los materiales estudiados dependiendo
del nivel de adherencia entre fibra y matriz:
o En el caso de los especímenes elaborados con filamentos de fibra de carbón
sin tratamiento , se observó que la relación de aspecto crítico (LJD) se
incrementa en todo el intervalo de temperatura estudiado distinguiéndose
92

claramente tres zonas, cada una con una pendiente diferente y con puntos de
inflexión bien definidos.
o El comportamiento de los especímenes elaborados con monofilamentos de
fibra de carbón y tratados con un agente de acoplamiento de tipo silano es
diferente al de las fibras sin tratamiento. La relación de aspecto crítico (LJD)
se incrementa gradualmente y se distinguen dos zonas, una en el intervalo de
25 a 65° e y otra a temperaturas mas altas, donde permanece prácticamente
constante.
o Los esfuerzos térmicos residuales varían de acuerdo al valor de la temperaturé;i
y es evidente que con el incremento de la temperatura de 25° e a 115° e los
valores del esfuerzo radial de compresión se reducen en aproximadamente un
67% independientemente del tipo de interacciones físico-químicas en la
interfase fibra-matriz. Esto es debido a que es la matriz la que experimenta
cambios de volumen perceptibles.
o La relación estequiométrica de la resina en la vecindad de la fibra juega un
papel muy importante en el comportamiento interfacial en función de la
temperatura. Se muestró a partir de modelos de mezclas epoxi-agente de
curado que la presencia de la fibra de carbón en una matriz epóxica produce
un desequilibrio estequiométrico en la vecidad de la fibra lo que resulta en una
interfase con una temperatura de transición vítrea menor que la de la matriz.
Esto ocurre a temperaturas cercanas a 70° e y por lo tanto los efectos
viscoelásticos de la interfase pueden ser de consideración.
93

o La contribución de la componente mecánica de la adhesión , que es aumentada
por la presencia de los esfuerzos residuales a la resistencia interfacial es
notoria hasta valores de temperatura cercanos a la Tg de la interface fibra-
matriz. Esto fue evidenciado por los patrones de propagación de falla
observados en la respuesta fotoelástica de la matriz. Las micrografías de los
patrones fotoelásticos muestran que a una temperatura de 25° e no existe
evidencia de desprendimiento interfacial en los especímenes elaborados con
filamentos de fibra de carbón sin tratamiento y tampoco en aquellos tratados
con silano. A temperaturas cercanas a 85° e las micrografías de los patrones
fotoelásticos para la fibra de carbón sin tratamiento, muestran evidencia de
desprendimiento interfacial fibra-matriz, mientras que las fibras de carbón
tratadas con silano no muestran evidencia de desprendimiento interfacial fibra-
matriz. Para valores de temperatura mayores hasta 115° e fue más notorio el
desprendimiento entre fibra y matriz en los especímenes con fibras de carbón
sin tratamiento , mientras que en los especímenes elaborados con filamentos
de fibras de carbón y tratados con silano no existe indicio alguno de
desprendimiento interfacial fibra-matriz . Esto es atribuido a la formación de
enlaces covalentes , como se observó en los resultados del estudio por medio
de XPS y FTIR.
o Los modelos elástico y viscoelástico usados para calcular la resistencia al
cortante interfacial no mostraron diferencias significativas a temperatura
ambiente. Sin embargo, en la medida que la temperatura se incrementó, el
modelo viscoelástico predice valores menores que los calculados con el 94

modelo elástico, siendo más evidente esta diferencia a temperaturas elevadas.
Esta diferencia es atribuida a los valores del módulo elástico usado para
estimar la resistencia interfacial, pues mientras que en el modelo elástico se
utilizan valores constantes para todo el intervalo de temperatura , en el modelo
viscoelástico se utilizan valores del módulo que dependen de la temperatura .
95
Referencias bibliográficas
1. T. P. Skourlis, R. L. McCullough, "The effect of temperature on the behavior
of the interphase in polymer composites, Composites Science and
Technology", Vol. 49, pp. 363-368, 1993.
2. M. Detassis, A. Pegoretti, C. Migliaresi, "Effect of temperature and strain
rate on interfacial shear stress transfer in carbon/epoxy model composites",
Composites Science and Technology, Vol. 53, pp.39-46, 1995.
3. V. Rao, L. T. Drzal, The temperature dependence of interfacial shear
strength for various polymeric matrices reinforced with carbon fibers , Vol.
37, pp. 83-95, 1992.
4. F. Yang , R. Pitchumani , Effects of interphase formation on the modulus and
stress concentration factor of fiber-reinforced thermosetting-matrix
composites , Composites Science and Technology, Vol. 64, pp. 1437-1452,
2004.
5. M. B. Walther, K. L. Reifsnider, M. Madhukar, M. S. Genidy, "Single-Fiber
Fragmentations of AS-4 Carbon Fiber Embedded in Epon 828 Under the
Effect of Elevated Temperatures," Journal of Composites Technology &
Research, Vol. 23, No. 1, pp. 36-41, 2001 .
6. G.C. Smith, L.J . Ebert, "Theoretical modelling of the effect of the interfacial
shear strength on the longitudinal tensile strength of unidirectional
composites", Journal of Composite Materials, Vol. 21, pp. 201-224, 1987.
7. T. R. King, D.M. Blackketter, Walrath, D. E. , D. F. Adams, "Micromechanics
prediction of the shear strength of carbon fiber/epoxy matrix composites: the
influence of the matrix and interface strengths", Journal of Composite
Materials, Vol. 26, pp. 558 573, 1992.
8. W. Gutowski , "Effect of fibre-matrix adhesion on mechanical properties of
composites. In 'Controlled lnterphases in Composite Materials" (Ed. H.
lshida), Elsevier, Amsterdam, 1990, pp. 505-520
96

9. J. K. Kim, Y. W . Mai, "High strength , high fracture toughness fibre
composites with interface control-A review", Compos. Sci. Technol., Vol. 41,
pp. 333-378, 1991 .
1 O. M. S. Madhukar. L. T. Drzal, "Fiber-matrix adhesion and its effect on
composite mechanical properties. l. inplane and interlaminar shear behavior
of graphite/epoxy composites", J. Compos. Mater. , Vol. 25, pp. 932-957,
1991.
11. M. S. Madhukar, L. T. Drzal , "Fiber-matrix adhesion and its effect on
composite mechanical properties: 11. Longitudinal (O") and transverse (90")
tensile and flexure behavior of graphite/epoxy composites", J. Compos.
Mater. , Vol. 25, pp. 958-991 , 1991.
12. M. S. Madhukar, L. T. Drzal , "Fiber-matrix adhesion and its effect on
composite mechanical properties: 111. Longitudinal (O") compressive
properties of graphite/epoxy composites", J. Compos. Mater. Vol. 26, 310-
333, 1992.
13.M. S. Madhukar, L. T. Drzal , "Fiber-matrix adhesion and its effect on
composite mechanical properties: IV. Mode 1 and mode 11 fracture
toughness of graphite/epoxy composites", J. Compos. Mater., Vol. 26, pp.
936-968, 1992.
14.F. Hoecker, J. Karger-Kocsis, "Effects of the interface on the mechanical
response ·of CF/EP microcomposites and macrocomposites", Composites
Vol. 25, pp. 729-738, 1994.
15.J. lvens, M Wevers, l. Verpoest, "lnfluence of carbon fibre surface treatment
on composite UD strength", Composites, Vol. 25, pp. 722-728, 1994,
16. L. DiLandro, , A.T. DiBenedetto, J. Groeger, ''The effect of fiber-matrix
stress transfer on the strength of fiber-reinforced composite materials",
Polymer Compos. Vol.9, pp. 209-221 , 1988.
17. P. Yeung , L. J. Broutman, "The effect of glass-resin interface strength on the
impact strength of fiber reinforced plastics", Polymer Eng. Sci. , Vol. 18, pp.
62-72 , 1978.
97

18. G. A. Holmes, , R. C. Peterson , D. L. Hunston, W . G. McDonough, C. L.
Schutte, "The Effect of Nonlinear Viscoelasticity on lnterfacial Shear
Strength Measurements, " Time Dependent and Nonlinear Effects in
Polymers and Composites, ASTM STP1357,R.A. Schapery and C.T. Sun,
Eds., American Society for Testing and Materials,West Conshohocken , PA,
pp. 98-117, 2000.
19. V. Rao, L. T Drzal , "The Dependence of lnterfacial Shear Stress on Matrix
and lnterphase Properties", Polymer Composites, Vol. 12, No.1 , pp. 48-56
1991 .
20. T. Ohsawa, A. Nakayama, M. Miwa, A. Hasegawa, "Temperature
dependence of critica! fiber length for glass fiber-reinforced thermosetting
resins", Journal of applied polymer science, Vol. 22, pp. 3203-3212, 1978.
21 . A. Kelly, and W . R. Tyson, "Tensile properties of fiber reinforced metals:
copper, tungsten and copperlmolybdenum", J. Mech. Phys. Solids, Vol. 13
pp 329-350, 1965.
22 .J. M. Whitney, L. T Dzal. "Axisymmetric stress distribution around an
isolated fiber fragment' in Toughened Composites". ASTM STP 937
(American Society for Testing and Materials, pp. 179-196, 1987.
23. M, Detassis , A. Pegoretti , C. Migliaresi , " Effect of temperature and strain
rate on interfacial shear stress transfer in carbon/epoxy model composites",
Composite science and technology, Vol. 53, pp. 39-46, 1995.
24. L. Dilandro, M. Pegoraro, "Thermal stresses and adhesion in carbon
fiber/thermoplastic matrix system. The interfacial phenomena in composite
materials ' 91 ", ed. IVerpoest and F. Jones. Butterworths, London , 1991 .
25.Varelidis P. C., McCullough R. L. , Papaspyrides, The effect of temperature
on the single-fiber fragmentation test with coated carbon fibers , Composite
science and technology, vol. 58, pp. 1487-1496, 1998.
26.M.B. Walther, K.L. Reifsnider, M. Madhukar, M.S. Genidy, "Single-fiber
fragmentation of AS-4 carbon fiber embedded in epon 828 under the effect
of elevated temperatures", Journal of composite technology and research ,
Vol. 23, pp. 36-41 , 2001.
98

27.J. M. Lifshitz, A. Rotem, "Time-Dependent Longitudinal Strength of
Unidirectional Fibrous Composites", Fibre Science and Technology, Vol. 3,
No. 1, pp. 1-20, 1970.
28. B. W. Rosen, "Tensile Failure of Fibrous Composites", American lnstitute of
Aeronautics and Astronautics Journal, Vol. 2, No. 11 , pp. 1985-1991 ,1964.
29.S. L. Phoenix, P. Schwartz, H. H. Robinson IV, "Statistics for the Strength
and Lifetime in Creep-Rupture of Model Carbon/Epoxy Composites",
Composites Science and Technology, Vol. 32, pp. 81-120, 1988.
30. H. L Cox, "The Elasticity and Strength of Paper and Other Fibrous
Materials", Journal of Applied Physics, Vol. 3, pp. 72-79, 1952.
31. R. A. Schapery, "Stress Analysis of Viscoelastic Composite Materials",
Journal of Composite Materials, Vol.1 , No. 3, pp. 228-267, 1967.
32. D. Hull , T. W. Clyne, An introduction to composite materials, Cambridge
University press, 1996.
33. S. T. Peters, Hand Book of composites, second edition, Chapman and Hall ,
Great Britain 1982.
34.H. Sidney, Goodman, Handbook of thermoset plastics, Noyes edition,
second edition , New Jersey, 1998.
35. L. T. Drzal , "The role of the fiber-matrix interphase on composite properties",
Vacuum, Vol. 41 , pp. 1615-1618, 1990.
36. L. T. Drzal , M. J. Rich , P. F. Lloyd, "Adhesion of graphite fibers to epoxy
matrices. Part l. The role of fiber surface treatment", J. Adhesion , Vol. 16,
pag .1, 1983.
37. M. R. Piggott, "The effect of the interface/interphase on fiber composite
properties", Polym Comp ., Vol. 8, pp. 291-297, 1987.
38. G. R. Palmese, R. L. McCullough, "Effect of epoxy-Amine Stoichiometry on
cured resin material properties", Journal of applied polymer science Vol. 46,
pp. 1863-1873, 1992.
39. W. C. Wake, "Theories of adhesion and uses of adhesives: a review",
Polymer, Vol. 19, pp. 291-308 , 1978.
99

40.J. K. Kim, L. M. Zhou, Y. W. Mai, "Techniques for studying composite
interfaces. In handbook of advanced materials testing", (N . P. Cheremisinoff
ed .), Marcel Dekker; New York. Chapter 22. pp. 327-366, 1994.
41 . P. J. Herrera-Franco and L. T. Dzal, "Comparison of methods for the
measurement of fib re/matrix adhesion in composites", Composites, Vol. 23,
No. 6, pp. 2-27, 1992.
42. J. K. Kim, Y. W . Mai, "Engineered interfaces in fiber reinforced composites",
Elsevier science, 1998.
43.N. F. Dow, G.E.C. , Missile and space Division , Report No. R63SD61.
44. B. W. Rosen , "Fiber Composite Materials", Chap. 3, A. S.M. Publication.
45. W. B. Russel , "On the Effective Moduli of Composite Materials: Effect of
Fiber Length and Geometry at Dilute Concentrations", Vol. 24, pp. 581-599,
1973.
46. L. B. Greszczuk, "Theoretical Studies of the Mechanism of the Matrix-Fiber
Interface in Composite", ASTM STP452, ASTM, Philadelphia, PA, pp. 42-
58, 1969.
47.M. R. Piggott, "Load Bearing Fiber Composite. Pergamon Press, Oxford,
Ch . 5.
48. T. h. Lacroix, B. Tilmans, R. Keunings , M. Desaeger, l. Verpoest, "Modelling
of Critica! Fiber Length and lnterfacial Debonding in the Fragmentation
Testing of Polymer Composites", Composite Sci. Technology, Vol. 43, pp.
379-387, 1992.
49.J. A. Nairn , "On the Use of Shear-Lag Methods for Analysis of Stress
Transfer in Unidirectional Composites", Mechanics of Materials, Vol. 26, pp
63-80, 1997.
50.J. V. Mullin , J. M. Berry, A. Gatti , "Sorne fundamental fracture mechanism
applicable to advanced filament reinforced composites", Journal of
Composite Materials, Vol. 2, pp. 82-103,1968.
51.J . V. Mullin , V. F. Mazzio, "Basic failure mechanisms in advanced
composites, NASw-2093, NASA, 1971 .
100

52 . K. Horie, H. Murai , l. Mita, "Bonding of epoxy resin to graphite fibers", Fibre
Sci. Technol. Vol. 9, pp. 253-264, 1977.
53. L. T. Drzal , M. J. Rich, P. F. Lloyd , "Adhesion of graphite fibers to epoxy
matrices: l. The role of the fiber surface treatment", J. Adhesion , Vol. 16, pp.
1-30, 1983.
54. L. T. Drzal , M. J. Rich , P. F. Lloyd , "Adhesion of graphite fibers to epoxy
matrices: 11 . The effect offiberfinished ·, J. Adhesion , Vol. 16, pp. 133-152,
1983.
55.L. E. Nielsen, F. R. Landel , Mechanical properties of polymers and
composites , Maree! Dekker, 1994.
56.J. A. Nairn , "Generalized shear-lag analysis including imperfect interfaces",
Adv. Comp. Letts. , in press.
57.V. B. Gupta, L. T. Drzal , M. J. Rich , "The Physical basis of moisture
transport in a cured epoxy resin system", J Appl Polym Sci , Vol. 30, pp.
4467-4496, 1985.
58.F. Yang , Pitchumani, "Effect of interphase formation on the modulus and
stress concentration factor of fiber-reinforced thermosetting-matrix
composites", Composite science and technology, Vol. 64, pp. 1437-1452,
2004.
59. M. V. Moreno-Chulim, "Caracterización físico-química de la interfase fibra
de carbón-resina epóxica", Tésis de maestría, CICY 2006.
60. C. D. Wagner, W . M. Riggs, G. E. Muilenberg, "Handbook of X-ray
photoelectron spectroscopy", Perkin Elmer Corp. 1978.
61 . G. Beamson , D. Briggs, "High resolution XPS of organic polymers, "The
Scienta ESCA300 Database, J Wiley and Sons Ud , 1992.
62.Y. Xie , P. M. A. Sherwood, "X-ray Photoelectron spectroscopic studies of
carbon fiber surfaces. 11 differences in the surface chemistry and bulk
structure of different carbon fibers based on poly(acrylon itrile) and pitch and
comparison with various graphite samples", Chem Mater, Vol. 2, pp. 293-
299, 1990.
101
63.E. Pamulaa , P. G. Rouxhetb, "Bulk and surface chemical functionalities of
type 111 PAN- Based carbon fibres", Carbon , Vol. 41 , pp. 1905-1915, 2003 .
64.U. Zielke, K. J. Huttinger, W. P. Hoffman, "Surface- oxidized carbon Fibers:
l. surface structure and chemistry", Carbon , Vol. 34, pp. 983-998, 1996.
65. E. Pamulaa, P. G. Rouxhetb, "Bulk and surta ce chemical functionalities of
type 111 PAN- Based carbon fibres", Carbon , Vol. 41 , pp.1905-1915, 2003 .
66.S. Y. Jing , H. J. Lee, C. K Choi , "Chemical bond structure on Si-O-C
composite films with a low dielectric constant depsosited by using
inductively coupled plasma chemical vapor deposition", J Korean Phys Soc,
Vol41 , pp. 769-773, 2002.
67.M. Morra, E. Ochiello , F. Garbassi , "The effect of plasma-deposited
siloxane coatings on the barrier properties of HDPE", J Appl Polym Sci., Vol.
48, pp. 1331-1340, 1993.
68.A. Toth , l. Bertóti, M. Blazso, G. Bánhegyi , A. Bognar, P. Szaplonczay.
Oxidative damage and recovery of silicone rubber surfaces. l. X-ray
photoelectron spectroscopic study. J Appl Polym Sci , Vol. 52 , pp. 1293-
1307, 1994.
69. Britcher L, Kehoe D, Matisons J, Swincer G. Siloxane coupling agents.
Macromol1995; 28: 3110-3118.
70.J. Gulyás, S. Rosenberger, E. Foldes, "Chemical modification and adhesion
in carbon fiber/epoxy micro-composites; coupling and surface coverage",
Polymer Composites, Vol. 21 , pp. 387-395, 2000.
71 . N. Farhadyar, A. Rahimi , A. E. Langroundi , "Preparation and
characterization of aromatic amine cured epoxy-silica hybrid inorganic
organic coating via in situ sol-gel process", lranian Polymer Journal, Vol. 14,
pp. 155-162, 2005.
102