Industria del té y del té instantáneo
18
INDUSTRIA DEL TÉ PIA II Prof. IQ. Alba Cabrera Urbieta Página 1 INDUSTRIA DEL TÉ El té son las hojas de un arbusto tropical perenne cuyo nombre científico es Camellia sinensis. Las 3000 variedades de té que se consumen en el mundo provienen de esta especie y de los híbridos obtenidos por cruce de sus diversas razas. El tratamiento a que se someten las hojas después de recogidas es lo que las transforma en algunos de los tres tipos básicos de té: verde, oulong y negro. 1 CONSIDERACIONES TEÓRICAS DE LA MATERIA PRIMA En cualquier proceso industrial para la elaboración de un producto y más aún en la industria alimentaria, lo primero y fundamental es la elección de la materia prima, ya que como decíamos en la justificación de este trabajo la industria alimentaria se caracteriza por la naturaleza biológica de sus materias primas. Para la obtención del té instantáneo o soluble se pueden utilizar diferentes tipos de té (Camellia sinensis) negro, verde, blanco, rojo (dependiendo de lo que se desea obtener como producto final) y de acuerdo a las instalaciones o equipos preparados para el efecto (algunas industrias utilizan combinación de diferentes tipos de té). En este caso la materia prima utilizada es el té en ramas, los cuales pueden ser a su vez de diferentes tipos de acuerdo a su clasificación en el caso del té negro, ya que al mismo se lo puede clasificar de dos formas, de acuerdo al tamaño de las hojas y de acuerdo al tipo de tratamiento a que se someten las hojas después de la cosecha. La planta de té, desde el punto de vista botánico estrechamente vinculado con la camelia, es un matorral siempre verde, de flores blancas. Cuando es cultivada se mantiene mediante poda al porte de un arbusto que facilite la cosecha. Hasta que la mata de té haya alcanzado la altura deseada para la cosecha, se requieren
-
Upload
alba-cabrera-urbieta -
Category
Food
-
view
1.125 -
download
2
Transcript of Industria del té y del té instantáneo
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 1
INDUSTRIA DEL TÉ El té son las hojas de un arbusto tropical perenne cuyo nombre científico es Camellia sinensis. Las 3000 variedades de té que se consumen en el mundo provienen de esta especie y de los híbridos obtenidos por cruce de sus diversas razas.
El tratamiento a que se someten las hojas después de recogidas es lo que las transforma en algunos de los tres tipos básicos de té: verde, oulong y negro.
1 CONSIDERACIONES TEÓRICAS DE LA MATERIA PRIMA En cualquier proceso industrial para la elaboración de un producto y más aún en la industria alimentaria, lo primero y fundamental es la elección de la materia prima, ya que como decíamos en la justificación de este trabajo la industria alimentaria se caracteriza por la naturaleza biológica de sus materias primas. Para la obtención del té instantáneo o soluble se pueden utilizar diferentes tipos de té (Camellia sinensis) negro, verde, blanco, rojo (dependiendo de lo que se desea obtener como producto final) y de acuerdo a las instalaciones o equipos preparados para el efecto (algunas industrias utilizan combinación de diferentes tipos de té). En este caso la materia prima utilizada es el té en ramas, los cuales pueden ser a su vez de diferentes tipos de acuerdo a su clasificación en el caso del té negro, ya que al mismo se lo puede clasificar de dos formas, de acuerdo al tamaño de las hojas y de acuerdo al tipo de tratamiento a que se someten las hojas después de la cosecha. La planta de té, desde el punto de vista botánico estrechamente vinculado con la camelia, es un matorral siempre verde, de flores blancas. Cuando es cultivada se mantiene mediante poda al porte de un arbusto que facilite la cosecha. Hasta que la mata de té haya alcanzado la altura deseada para la cosecha, se requieren
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 2
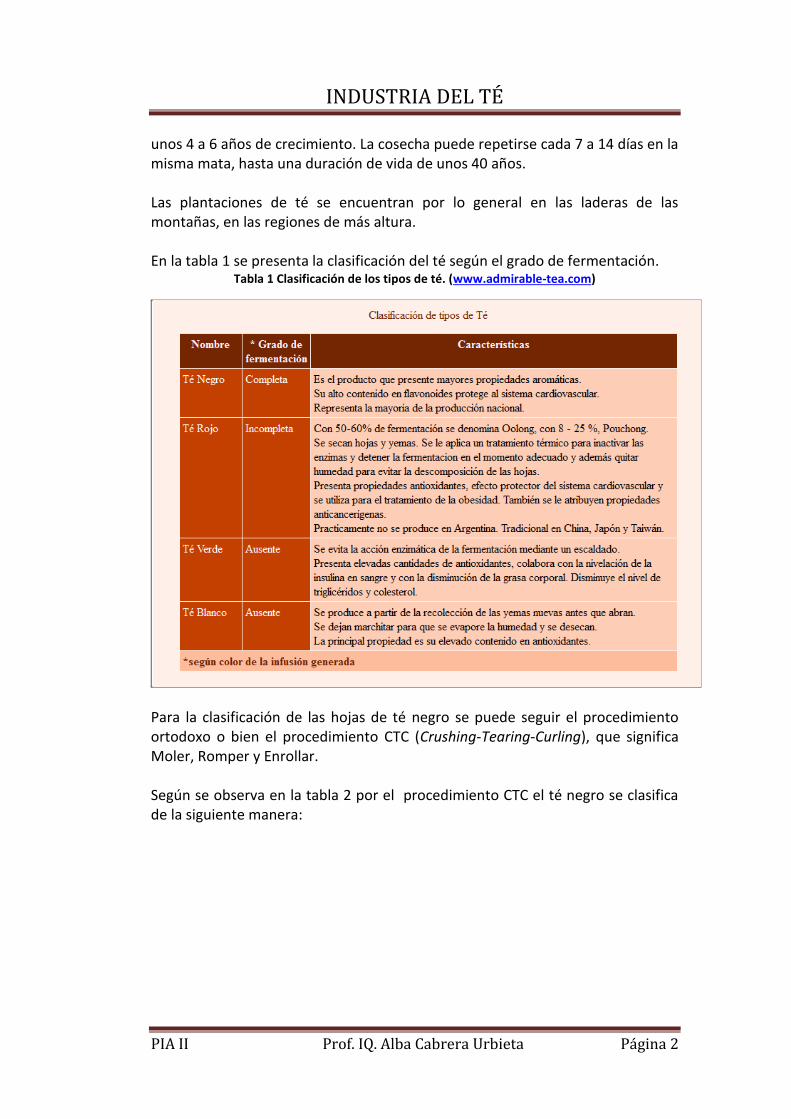
unos 4 a 6 años de crecimiento. La cosecha puede repetirse cada 7 a 14 días en la misma mata, hasta una duración de vida de unos 40 años. Las plantaciones de té se encuentran por lo general en las laderas de las montañas, en las regiones de más altura. En la tabla 1 se presenta la clasificación del té según el grado de fermentación.
Tabla 1 Clasificación de los tipos de té. (www.admirable-tea.com)
Para la clasificación de las hojas de té negro se puede seguir el procedimiento ortodoxo o bien el procedimiento CTC (Crushing-Tearing-Curling), que significa Moler, Romper y Enrollar. Según se observa en la tabla 2 por el procedimiento CTC el té negro se clasifica de la siguiente manera:

INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 3
Tabla 2 Clasificación de las hojas de té negro. ( www.admirable-tea.com)

INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 4
Según el método ortodoxo el té negro se clasifica (tabla 3): Tabla 3 Clasificación de las hojas enteras del té negro por el Método Ortodoxo
(www.admirable-tea.com)
Tabla 4 Clasificación de las hojas cortadas del té negro por el Método Ortodoxo ( www.admirable-tea.com)
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 5
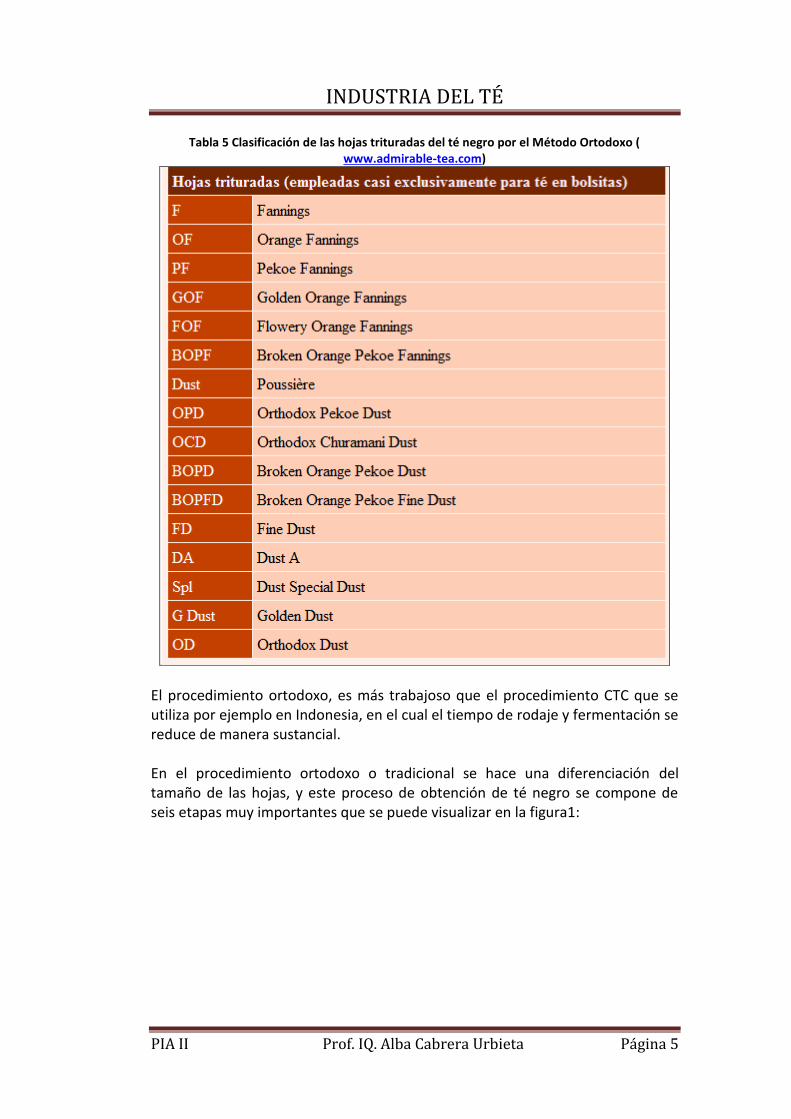
Tabla 5 Clasificación de las hojas trituradas del té negro por el Método Ortodoxo ( www.admirable-tea.com)
El procedimiento ortodoxo, es más trabajoso que el procedimiento CTC que se utiliza por ejemplo en Indonesia, en el cual el tiempo de rodaje y fermentación se reduce de manera sustancial. En el procedimiento ortodoxo o tradicional se hace una diferenciación del tamaño de las hojas, y este proceso de obtención de té negro se compone de seis etapas muy importantes que se puede visualizar en la figura1:
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 6
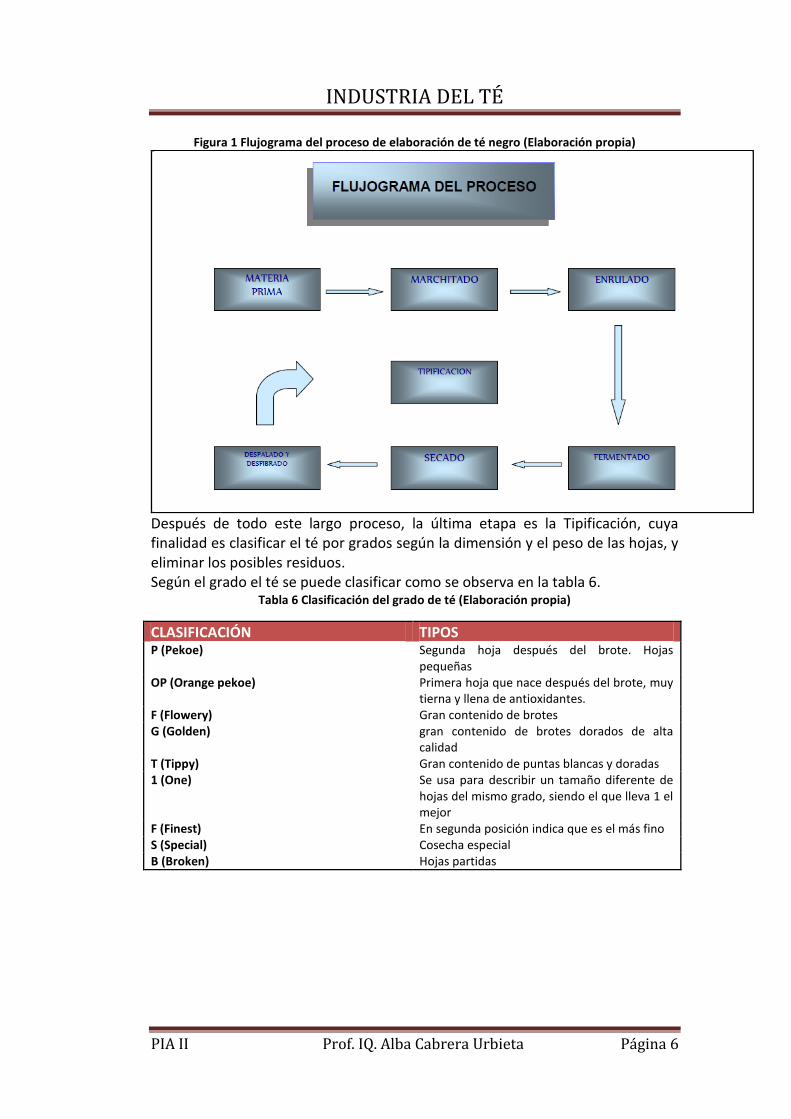
Figura 1 Flujograma del proceso de elaboración de té negro (Elaboración propia)
Después de todo este largo proceso, la última etapa es la Tipificación, cuya finalidad es clasificar el té por grados según la dimensión y el peso de las hojas, y eliminar los posibles residuos. Según el grado el té se puede clasificar como se observa en la tabla 6.
Tabla 6 Clasificación del grado de té (Elaboración propia)
CLASIFICACIÓN TIPOS P (Pekoe) Segunda hoja después del brote. Hojas
pequeñas OP (Orange pekoe) Primera hoja que nace después del brote, muy
tierna y llena de antioxidantes. F (Flowery) Gran contenido de brotes G (Golden) gran contenido de brotes dorados de alta
calidad T (Tippy) Gran contenido de puntas blancas y doradas 1 (One) Se usa para describir un tamaño diferente de
hojas del mismo grado, siendo el que lleva 1 el mejor
F (Finest) En segunda posición indica que es el más fino S (Special) Cosecha especial B (Broken) Hojas partidas
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 7
Según el tamaño de las hojas el té se puede clasificar en (Tabla 7):
Tabla 7 Clasificación del tamaño de las hojas de té (Elaboración propia)
CLASIFICACIÓN TIPOS Té de hojas Hojas grandes que casi no están rotas de
FOP y OP que se componen de los retoños y hojas más nuevas P (las terceras hojas) y PS (pekoe souchong) con las hojas más burdas (sexta a cuarta)
Té broken Hojas partidas o cortadas (en el mercado mundial se prefiere ya que presentan un aroma más fino y rinde más
Fannings Hojas rotas y pelusas, se prefiere para la industria de té en saquitos
Dust Polvo de té (partículas ínfimas de la hoja)
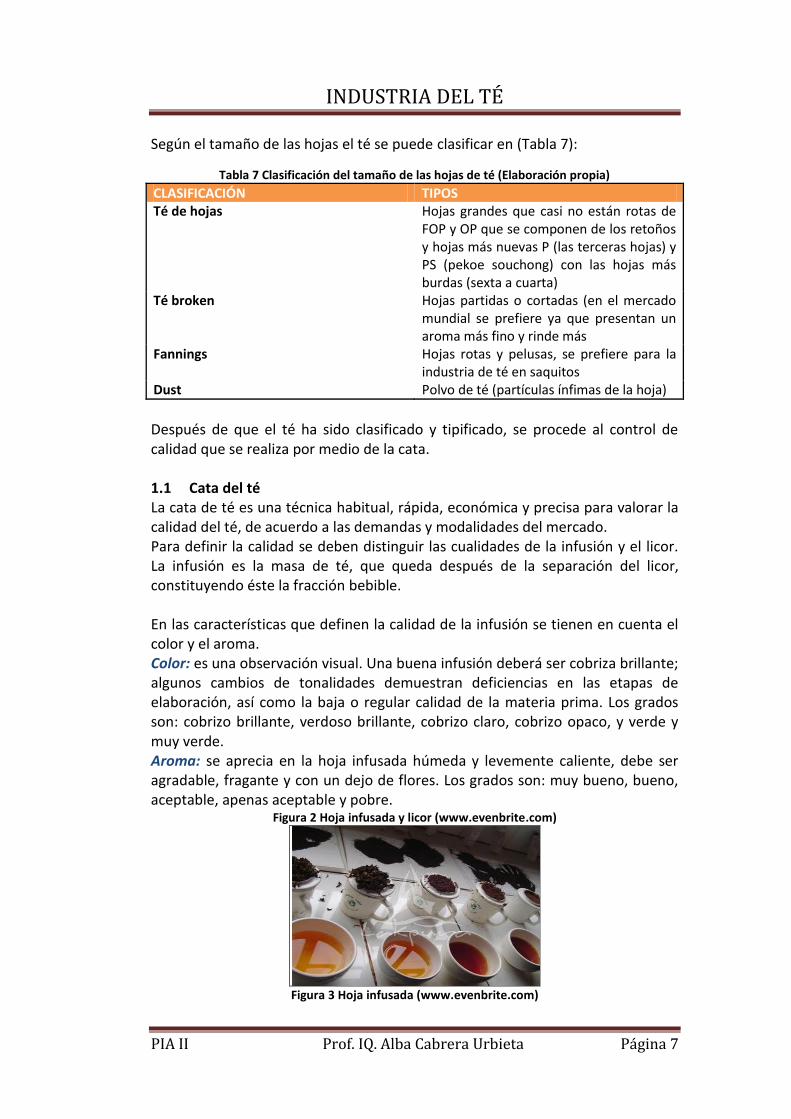
Después de que el té ha sido clasificado y tipificado, se procede al control de calidad que se realiza por medio de la cata. 1.1 Cata del té La cata de té es una técnica habitual, rápida, económica y precisa para valorar la calidad del té, de acuerdo a las demandas y modalidades del mercado. Para definir la calidad se deben distinguir las cualidades de la infusión y el licor. La infusión es la masa de té, que queda después de la separación del licor, constituyendo éste la fracción bebible. En las características que definen la calidad de la infusión se tienen en cuenta el color y el aroma. Color: es una observación visual. Una buena infusión deberá ser cobriza brillante; algunos cambios de tonalidades demuestran deficiencias en las etapas de elaboración, así como la baja o regular calidad de la materia prima. Los grados son: cobrizo brillante, verdoso brillante, cobrizo claro, cobrizo opaco, y verde y muy verde. Aroma: se aprecia en la hoja infusada húmeda y levemente caliente, debe ser agradable, fragante y con un dejo de flores. Los grados son: muy bueno, bueno, aceptable, apenas aceptable y pobre.
Figura 2 Hoja infusada y licor (www.evenbrite.com)
Figura 3 Hoja infusada (www.evenbrite.com)
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 8
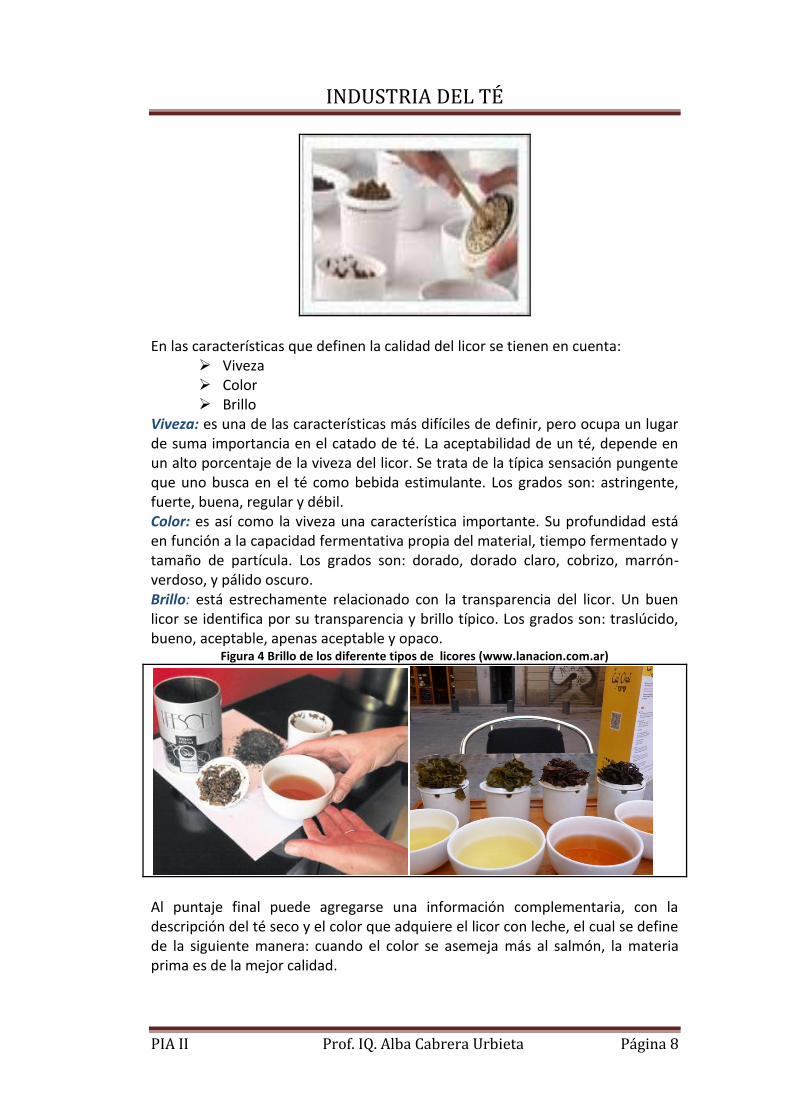
En las características que definen la calidad del licor se tienen en cuenta:
Viveza Color Brillo
Viveza: es una de las características más difíciles de definir, pero ocupa un lugar de suma importancia en el catado de té. La aceptabilidad de un té, depende en un alto porcentaje de la viveza del licor. Se trata de la típica sensación pungente que uno busca en el té como bebida estimulante. Los grados son: astringente, fuerte, buena, regular y débil. Color: es así como la viveza una característica importante. Su profundidad está en función a la capacidad fermentativa propia del material, tiempo fermentado y tamaño de partícula. Los grados son: dorado, dorado claro, cobrizo, marrón-verdoso, y pálido oscuro. Brillo: está estrechamente relacionado con la transparencia del licor. Un buen licor se identifica por su transparencia y brillo típico. Los grados son: traslúcido, bueno, aceptable, apenas aceptable y opaco.
Figura 4 Brillo de los diferente tipos de licores (www.lanacion.com.ar)
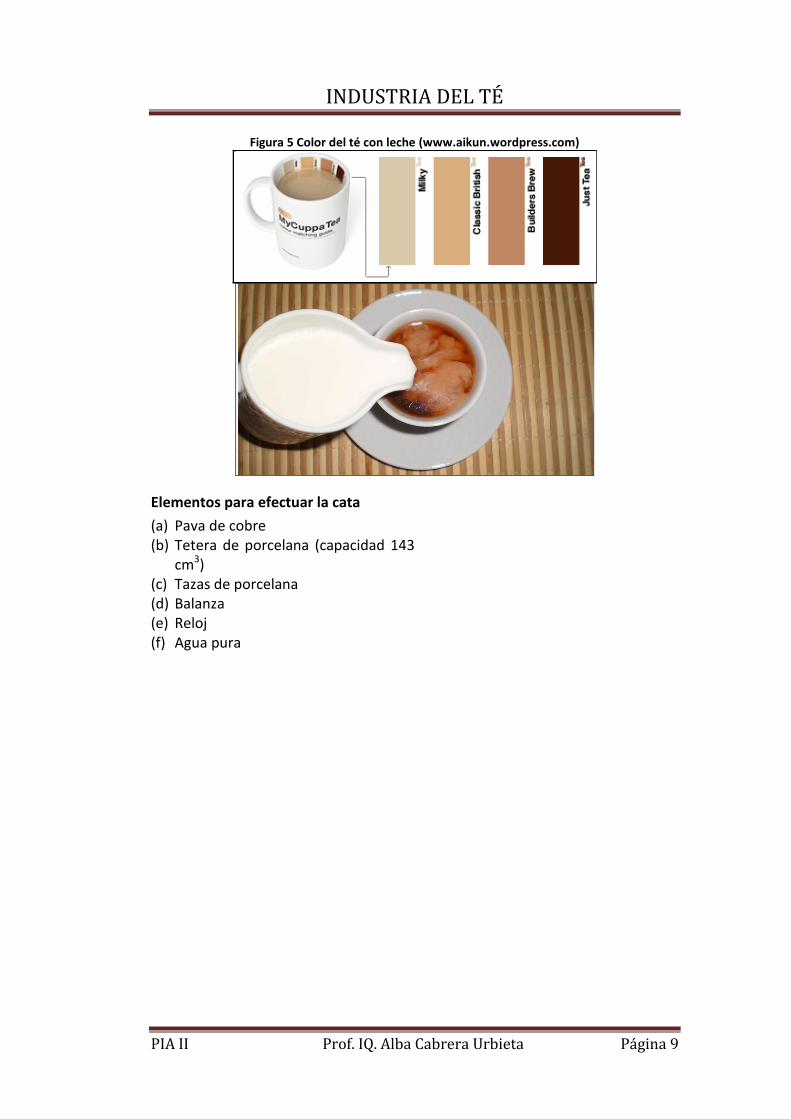
Al puntaje final puede agregarse una información complementaria, con la descripción del té seco y el color que adquiere el licor con leche, el cual se define de la siguiente manera: cuando el color se asemeja más al salmón, la materia prima es de la mejor calidad.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 9
Figura 5 Color del té con leche (www.aikun.wordpress.com)
Elementos para efectuar la cata
(a) Pava de cobre (b) Tetera de porcelana (capacidad 143
cm3) (c) Tazas de porcelana (d) Balanza (e) Reloj (f) Agua pura
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 10
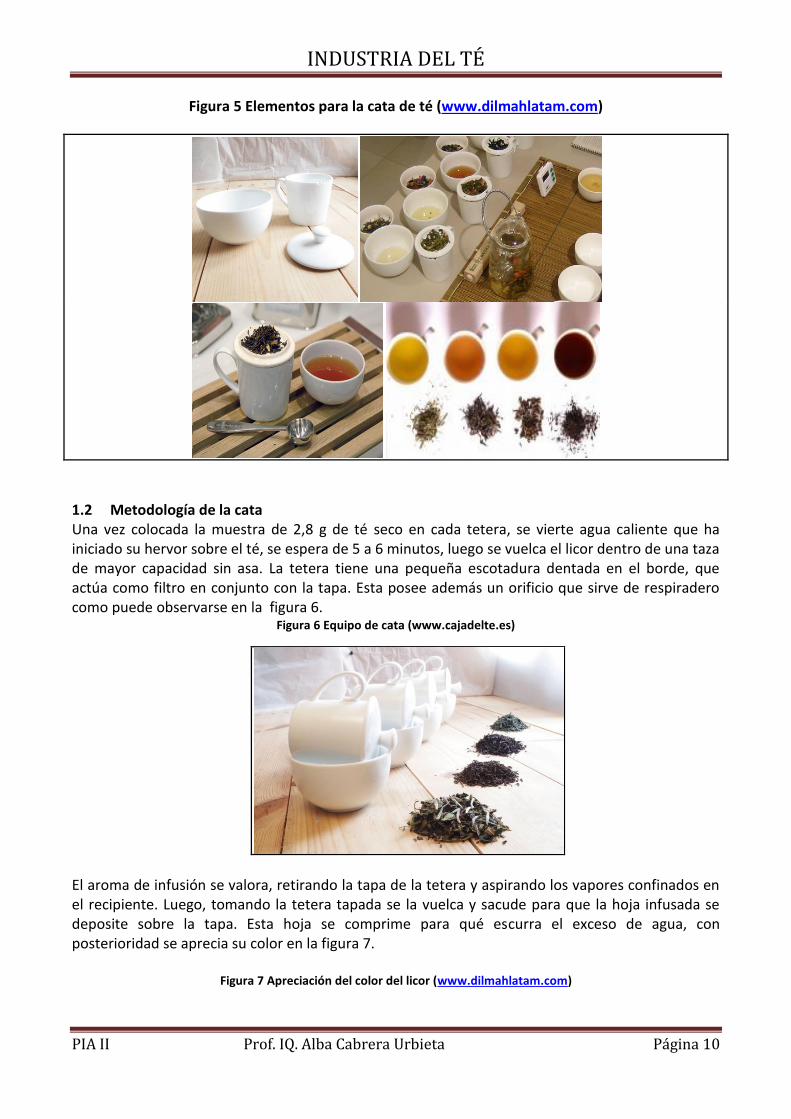
Figura 5 Elementos para la cata de té (www.dilmahlatam.com)
1.2 Metodología de la cata Una vez colocada la muestra de 2,8 g de té seco en cada tetera, se vierte agua caliente que ha iniciado su hervor sobre el té, se espera de 5 a 6 minutos, luego se vuelca el licor dentro de una taza de mayor capacidad sin asa. La tetera tiene una pequeña escotadura dentada en el borde, que actúa como filtro en conjunto con la tapa. Esta posee además un orificio que sirve de respiradero como puede observarse en la figura 6.
Figura 6 Equipo de cata (www.cajadelte.es)
El aroma de infusión se valora, retirando la tapa de la tetera y aspirando los vapores confinados en el recipiente. Luego, tomando la tetera tapada se la vuelca y sacude para que la hoja infusada se deposite sobre la tapa. Esta hoja se comprime para qué escurra el exceso de agua, con posterioridad se aprecia su color en la figura 7.
Figura 7 Apreciación del color del licor (www.dilmahlatam.com)
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 11
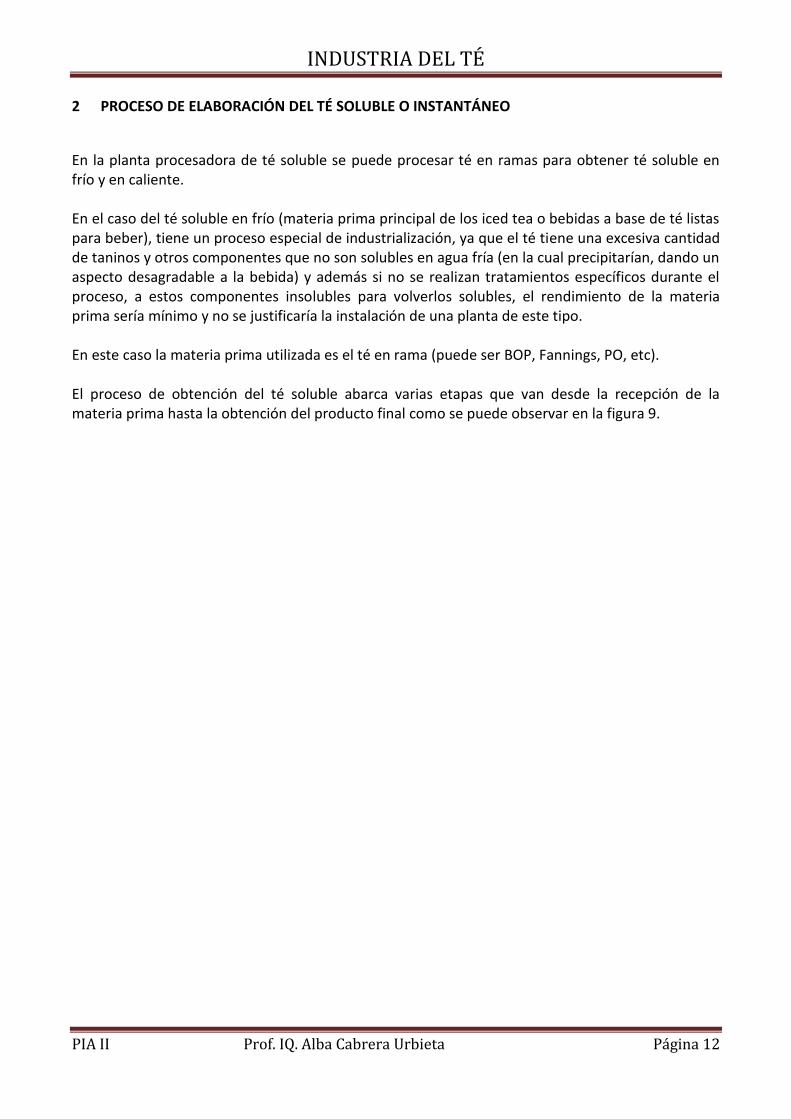
La evaluación de color y brillo se efectúa en la taza, luego de completada la valoración de la infusión. Con respecto a la viveza, debe esperarse que el licor alcance una Temperatura entre 42°C a 43ºC. A esa Temperatura se succiona el licor hacía el interior de la cavidad bucal, con un fuerte ruido aspirante, a los efectos de hacer entrar en íntimo contacto a éste, con la lengua, paladar y las paredes bucales, que fisiológicamente son sensibles a la pungencia y sabor del líquido. Después de un breve lapso de tiempo en la boca se expulsa. Una de las etapas de la cata del té puede observarse en la figura 8.
Figura 8 Catado del licor (vmnoticias.com.ar)
Como observación complementaria se puede apreciar en un buen licor que se ha enfriado, el
proceso de cremificación, que consiste en el precipitado de fracciones de acetato de etilo soluble, derivados de polifenoles oxidados y condensados, asociados a la cafeína.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 12
2 PROCESO DE ELABORACIÓN DEL TÉ SOLUBLE O INSTANTÁNEO
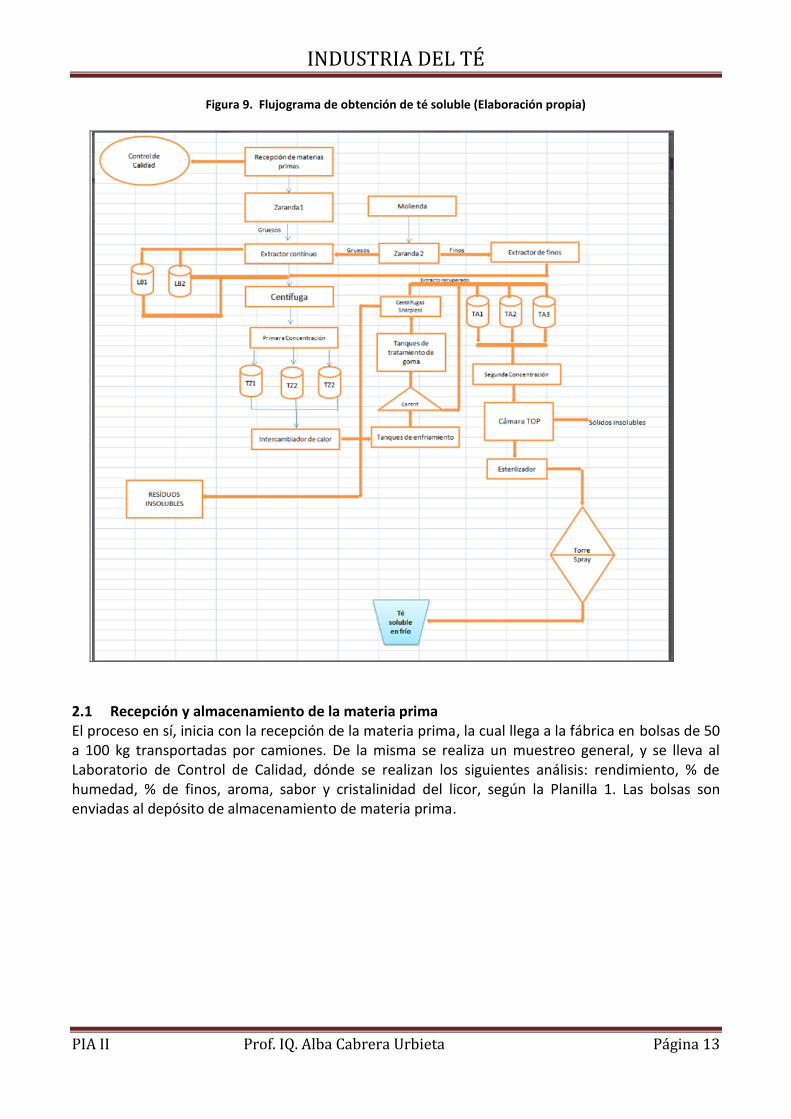
En la planta procesadora de té soluble se puede procesar té en ramas para obtener té soluble en frío y en caliente. En el caso del té soluble en frío (materia prima principal de los iced tea o bebidas a base de té listas para beber), tiene un proceso especial de industrialización, ya que el té tiene una excesiva cantidad de taninos y otros componentes que no son solubles en agua fría (en la cual precipitarían, dando un aspecto desagradable a la bebida) y además si no se realizan tratamientos específicos durante el proceso, a estos componentes insolubles para volverlos solubles, el rendimiento de la materia prima sería mínimo y no se justificaría la instalación de una planta de este tipo. En este caso la materia prima utilizada es el té en rama (puede ser BOP, Fannings, PO, etc). El proceso de obtención del té soluble abarca varias etapas que van desde la recepción de la materia prima hasta la obtención del producto final como se puede observar en la figura 9.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 13
Figura 9. Flujograma de obtención de té soluble (Elaboración propia)
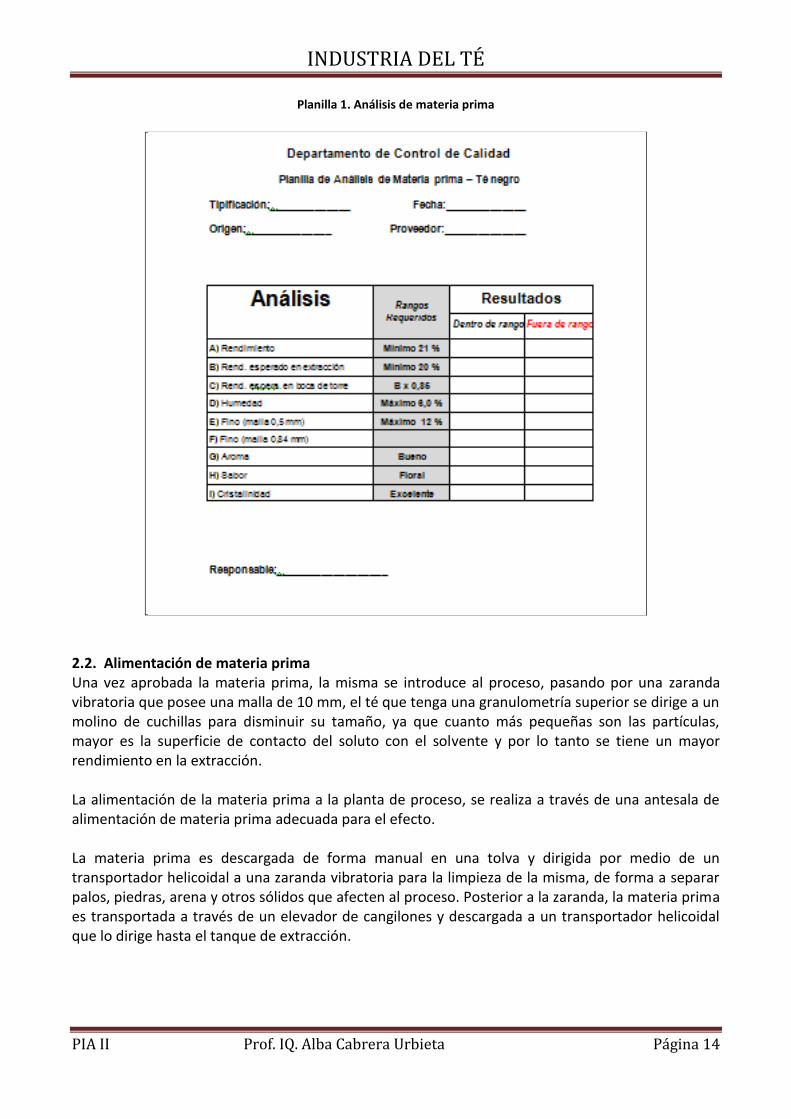
2.1 Recepción y almacenamiento de la materia prima El proceso en sí, inicia con la recepción de la materia prima, la cual llega a la fábrica en bolsas de 50 a 100 kg transportadas por camiones. De la misma se realiza un muestreo general, y se lleva al Laboratorio de Control de Calidad, dónde se realizan los siguientes análisis: rendimiento, % de humedad, % de finos, aroma, sabor y cristalinidad del licor, según la Planilla 1. Las bolsas son enviadas al depósito de almacenamiento de materia prima.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 14
Planilla 1. Análisis de materia prima
2.2. Alimentación de materia prima Una vez aprobada la materia prima, la misma se introduce al proceso, pasando por una zaranda vibratoria que posee una malla de 10 mm, el té que tenga una granulometría superior se dirige a un molino de cuchillas para disminuir su tamaño, ya que cuanto más pequeñas son las partículas, mayor es la superficie de contacto del soluto con el solvente y por lo tanto se tiene un mayor rendimiento en la extracción. La alimentación de la materia prima a la planta de proceso, se realiza a través de una antesala de alimentación de materia prima adecuada para el efecto. La materia prima es descargada de forma manual en una tolva y dirigida por medio de un transportador helicoidal a una zaranda vibratoria para la limpieza de la misma, de forma a separar palos, piedras, arena y otros sólidos que afecten al proceso. Posterior a la zaranda, la materia prima es transportada a través de un elevador de cangilones y descargada a un transportador helicoidal que lo dirige hasta el tanque de extracción.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 15
2.3. Extracción sólido-líquido De la molienda se alimenta a otra zaranda que separa los finos menores a 0,5 mm, estos luego alimentan el tanque de extractor de finos. Los gruesos van al extractor continuo. La extracción de hojas en el extractor se divide en las siguientes etapas: Humedecimiento: las partículas de las hojas absorben selectivamente una cantidad de agua del extracto igual a aproximadamente el doble de su peso cuando están secas, lo que ocasiona una elevación en la concentración del extracto. Extracción de sustancias solubles: los sólidos solubles en las partículas, son ahora disueltos y como la concentración de las sustancias solubles en el extracto circundante es más baja que la concentración en la solución dentro de la partícula, los solubles se dispersan en dirección a la superficie, dónde son extraídas de las hojas. Con el objeto de asegurar la mayor eficiencia, el promedio de las concentraciones se mantiene lo más bajo posible, motivo por el cual se selecciona un flujo en contra corriente. La proporción de variación de la extracción es controlada (operacionalmente) por el tamaño de las partículas. Un tamaño fino de partículas da una alta proporción. Por razones técnicas el tamaño ideal de las partículas a ser extraídas industrialmente está entre 8 y 15 mm. Para un mejor aprovechamiento de la materia prima se cuenta con dos tanques de lavado de borra (LB1y LB2) y un tanque de extracción de finos para agotar al máximo posible los sólidos solubles (Pre colado). Después de la extracción, los extractos que en este momento están con un Brix= 4° a 5° son trasladados a unos tanques de almacenamiento dónde se reúne la mayor cantidad posible hasta alcanzar un volumen adecuado para su posterior concentración. La extracción se lleva a cabo a temperaturas de entre 70°C y 90ºC, en una relación 10:1 agua-materia prima, por 20 a 30 minutos, para mejorar la extracción de los componentes, así como también se realiza una agitación constante del líquido y el sólido. Pre-colado De la etapa de extracción se obtiene el extracto y el residuo; el extracto está constituido por los sólidos solubles y el residuo está constituido por las hojas agotadas (borra). El extracto y la borra que salen del tanque de extracción se dirigen a un equipo en el cual se separan por acción de la fuerza centrífuga. Por un extremo se obtiene el extracto, el cual pasa a través de una zaranda rotatoria para separar los sólidos que pudieron ser arrastrados en la etapa anterior, luego es sometido a unos filtros y es acumulado en un tanque balanza para conocer la cantidad de extracto obtenido. Por el otro extremo se obtiene la borra, la cual pasa a un tanque de lavado, donde nuevamente se pone en contacto con agua para agotar al máximo posible los sólidos solubles. El extracto y la borra nueva se separan de la forma descrita anteriormente; obteniéndose un extracto menos concentrado, que, luego de atravesar la zaranda y los filtros, también se acumula en el tanque balanza y, la borra se eliminada de la línea de proceso en intervalos de tiempo descargándolas a una canaleta de residuos. El extracto acumulado en el tanque balanza pasa por una centrifuga para lograr su clarificación y nuevamente se acumula en un tanque donde se reúne la mayor cantidad posible de extracto, hasta alcanzar un volumen adecuado para su posterior concentración.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 16
Primera Concentración
En la etapa de concentración se busca reducir el volumen del extracto clarificado por medio de la evaporación del agua, a la vez que se logra la concentración de la misma, condición necesaria para facilitar y optimizar la etapa de secado del extracto. Se realiza mediante un concentrador vertical de película descendente que concentra el líquido a baja temperatura, a vacío y con un corto período de residencia, evitando que se quemen en dicho proceso El extracto ingresa por la parte superior del evaporador y desciende a través de los tubos internos del mismo mediante la fuerza de gravedad; al descender se logra el calentamiento del extracto por medio del vapor que circula por el exterior de los tubos y se produce la evaporación de parte del agua. Una vez que se separan el extracto y el agua evaporada, el extracto se recircula al interior del evaporador hasta conseguir la concentración de extracto deseada La concentración de los extractos se lleva a cabo en evaporadores de simple y múltiple efecto, dónde se concentran desde a 13°Brix hasta 16° Brix para luego pasar a la siguiente etapa del proceso.
Primera Clarificación
Una vez concentrado el extracto se dirige a unos tanques de clarificación, dónde se tiene por objetivo eliminar las pectinas causantes de la turbidez del extracto, cualidad no deseada en la bebida final. Estos tanques de clarificación son tanques llamados de tratamiento enzimático (TZ1, TZ2 y TZ3) y se mantienen a una temperatura de 48°C a 52°C. De estos tanques clarificadores, posteriormente pasan a un intercambiador de calor para inactivar la acción de las enzimas a 85°C por 15 segundos.
Segunda Clarificación Esta etapa se lleva a cabo para obtener un extracto libre de sólidos en suspensión, y proceder a la segunda concentración. El extracto solubilizado de la etapa anterior pasa nuevamente por una centrifuga para lograr su clarificación y se acumula en un tanque donde se reúne la mayor cantidad posible de extracto, hasta alcanzar un volumen adecuado para su posterior concentración.
Tratamiento de la crema o goma
En el caso del té soluble en frío (materia prima principal de los iced tea o bebidas a base de té listas para beber), tiene un proceso especial de industrialización, ya que el té tiene una excesiva cantidad de taninos y otros componentes que no son solubles en agua fría (en la cual precipitarían, dando un aspecto desagradable a la bebida) y además si no se realizan tratamientos durante el proceso a estos componentes insolubles para volverlos solubles, el rendimiento de la materia prima sería mínimo y no se justificaría la instalación de una planta de este tipo. Estos tratamientos y procesos para solubilizar los taninos son normalmente secretos industriales de cada fábrica de té soluble. En la etapa de fermentación del té negro, las teaflavinas alcanzan su máximo en la 1ª y 2ª hora del ciclo de fermentación, que llega a durar 3 a 4 horas. En la última parte de la fermentación existe un aumento significativo de terubiginas y un leve descenso de las teaflavinas. Estas últimas dan al té negro su astringencia característica debido a los complejos teaflavina-cafeína. En cambio la cafeína unida a la terubigina no posee astringencia y viveza característica. Además, los últimos complejos formados son menos solubles que el complejo teaflavina-cafeína, y causan turbidez y sedimentos en la bebida.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 17
Las teaflavinas y terubiginas son generalmente referidas como taninos del té y como grupo alcanzan aproximadamente 25% de los ingredientes solubles en agua (hojas de té). La turbidez y los precipitados pesados se forman al enfriar el extracto de té. Este precipitado se denomina la crema y debe ser removido o solubilizado para tés solubles. Los taninos pueden ser unidos (complexed) con una variedad de químicos como proteínas, carbohidratos, y con ciertas poliamidas. Otros procesos envuelven la solubilización de la crema o por oxidación cortan los complejos tanino-cafeína insolubles. El problema con los ices teas, es que cuanto más fríos, la turbidez se intensifica. Esta turbidez también aumenta cuando el limón es utilizado como saborizante, también aumenta al dejar la bebida en el refrigerador. Otro efecto es que no permite la preparación de tés carbonatados ya que para mantener el CO2 en solución luego de abierta la bebida, esta deberá estar fría. Esto incrementa la turbidez y el resultado es un aspecto lechoso no agradable. Por todo lo esto se procede al tratamiento de la crema, después del tratamiento enzimático, el extracto concentrado y clarificado se transfieren luego a unos tanques de enfriamiento a 4°C: TF1, TF2 y TF3, en los cuales, por acción de las bajas temperaturas precipitan los taninos y la crema, que luego son separados del extracto con una centrífuga horizontal. Esta crema separada es transportada a los tanques llamados de Tratamiento de Goma, en los cuales por procedimientos, mecánicos, físicos y químicos se tratan los sólidos insolubles para volverlos solubles (se obtiene hasta un 80% de recuperación de la goma). La crema tratada se traslada a unas centrífugas verticales en la cual se separa el remanente de goma que ya no se puede recuperar. Segunda Concentración La concentración es la etapa que tiene el objetivo de reducir el volumen del extracto clarificado por medio de la evaporación del agua para facilitar y optimizar la etapa de secado del extracto. Se realiza mediante un concentrador vertical rotativo que concentra el líquido a baja temperatura, a vacío y con un corto período de residencia, evitando que se quemen en dicho proceso. El extracto recuperado pasa a los tanques de almacenamiento y de ahí a los evaporadores de múltiple efecto donde es concentrado hasta un ºBrix de 28º a 30º. Cámara TOP Luego, este concentrado pasa a otra fase del proceso, a la Cámara TOP, donde por acción de las bajas temperaturas (0ºC a 4ºC) se separan los últimos sólidos insolubles. Tanque de extracto y filtro. El extracto concentrado que ya pasó por la cámara TOP, mediante bombas es enviado a un tanque de almacenamiento de extracto (tanque mix). En este punto se analiza las condiciones del extracto si se encuentran dentro del rango de calidad contemplada en los parámetros del estándar a producir. Si es necesario se ajustan el pH, color, sabor, según necesidad de las especificaciones de calidad. Esterilización Nuevamente, el extracto concentrado se almacena en tanques hasta que se alcance el volumen necesario para pasar a la torre de secado, previo paso por los esterilizadores (Tªent = 110ºC; Tªsal =
30ºC). La última etapa del proceso es la Torre Spray, del cual ya sale el té soluble en frío.
INDUSTRIA DEL TÉ
PIA II Prof. IQ. Alba Cabrera Urbieta Página 18
Secado El objetivo del secado es obtener un polvo con el mínimo tenor de humedad al mismo tiempo que se reduce la carga microbiana debido a la temperatura del secado, de manera a asegurar la conservación del producto y mantener todas las características al ser reconstituido. Esta operación se realiza en la torre de secadero spray en condiciones pre-establecidas de proceso, controlando la temperatura del aire de ingreso, y el porcentaje de humedad del producto final Envasado y embalaje El producto secado pasa por un sistema de zaranda, molino, detector de metales, envasadora de producto final y balanza. El polvo es recolectado en bolsas de polietileno de baja densidad. Se toma una muestra que es enviada al laboratorio para comprobar el cumplimiento de las normas de calidad, si no cumplen con los requisitos de calidad son identificados y separadas como producto no conforme. Los productos conformes son retirados de la balanza, se aspira el polvo remanente por las paredes de la bolsa, se sella con uno o dos precintos dependiendo del estándar se empacan en caja de cartón con la etiqueta provisoria para posterior palletizado y almacenamiento de producto final.
Tiempo y forma de almacenamiento de productos terminados Una vez liberado el producto por el departamento de Control de Calidad, ya puede procederse al envío del mismo. Por tratarse de un producto no perecedero, el polvo puede ser almacenado por un período de hasta un año sin presentar alteración de sus características. El producto final es envasado en bolsas de polietileno de baja densidad y embalado en cajas de cartón corrugado. El almacenamiento para el producto final corresponde al almacenamiento en seco, que se realiza a temperatura ambiente, en sitios limpios, secos y ventilados. El área destinada al almacenamiento debe conservar el producto final en condiciones de temperatura y humedad adecuadas, ya que el calor y la humedad son los problemas más frecuentes. Para lograr esto se debe almacenar el producto final en un lugar fresco y seco, donde la temperatura ambiente no exceda los 27ºC y la humedad del ambiente oscile entre 50 y 60%. Los controles de la temperatura y la humedad deben ser rigurosos debido a la natura higroscópica del producto final, con un termómetro y un medidor de humedad se realiza los controles correspondientes. Las cajas de cartón debidamente etiquetadas deben estibarse sobre plataformas, evitando el contacto directo con el suelo y, deben apilarse hasta un máximo de 5 cajas de modo a prevenir accidentes. El almacenamiento debe estar separado como mínimo a 45 cm del perímetro de las paredes y a más de 10 cm del suelo, esta separación previene el daño a las paredes, permite la limpieza y facilita la inspección de la actividad de roedores e insectos, de modo a proteger el producto de la infestación de plagas. Además hace posible una mejor ventilación y separa los alimentos de paredes calientes o húmedas. También deben ubicarse separado de los productos químicos para evitar la contaminación por sustancias químicas y separadas de otras sustancias aromáticas.