







Idiomas
Páginas
Jurídico


Seguimiento al Desarrollo de un Nuevo Producto
Reporte de estadía Para Obtener el título de Técnico Superior Universitario en
Procesos Industriales Área Manufactura
Daniel Escalante Escorcia
Proyecto realizado en Mecánica Gómez, S.A. de C.V. Asesor Industrial: Ing. Elda Marcela Vega Ramírez
Tutor Académico: Ing. María Isabel Guel González Ing. Alberto Tudón Ing. Eduardo Alejandro Martínez
Soledad de Graciano Sánchez, San Luis Potosí, Agosto 2015
Universidad Tecnológica De San Luis Potosí
Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Contenido 1. Introducción ................................................................................................................. 1
2. Datos Generales de la Empresa .............................................................................. 2
2.1 Antecedentes de la empresa. ............................................................................ 2
2.2 Corazón ideológico. ............................................................................................. 3
2.3 Organigrama de Mecánica Gómez S.A de C.V .............................................. 4
2.4 Descripción del área donde realizo estadía. .................................................... 5
3. Información General del Proyecto ............................................................................ 6
4. Cronograma de Actividades ...................................................................................... 7
5. Marco Teórico .............................................................................................................. 7
5.1 Generalidades ...................................................................................................... 7
5.2 Conceptos ........................................................................................................... 19
6. Plan de Trabajo ......................................................................................................... 21
7. Desarrollo ................................................................................................................... 23
7.1 Semana 1 ............................................................................................................ 23
7.2 Semana 2 ............................................................................................................ 26
7.3 Semana 3 ............................................................................................................ 20
7.4 Semana 4 ............................................................................................................ 30
7.5 Semana 5 ............................................................................................................ 71
7.6 Semana 6 ............................................................................................................ 72
8.- Presentación y Discusión de Resultados ................................................................ 73
9.- Resultados Finales ..................................................................................................... 74
10.- Conclusiones y Recomendaciones ........................................................................ 75
11.- Anexos ........................................................................................................................ 76
12.- Fuentes Bibliográficas .............................................................................................. 96

Seguimiento al Desarrollo de Un Nuevo Producto 2015
1. Introducción
Se Realizara un Proyecto en la Empresa “Mecánica Gómez S.A de C.V” debido a
la gran cantidad de defectos y rechazos por parte de sus clientes en uno de sus
nuevos productos, “Backer NAN” el cual su clientes es “DESIN”. Es Por ello que
comenzaremos a trabajar, tratando de encontrar alternativas o soluciones para
disminuir los rechazos y defectos de este nuevo producto, logrando así disminuir
pérdidas económicas y mejorar la calidad de sus productos.
Se Utilizaran diferentes técnicas y metodologías que se estudiaron en la
Universidad, tales como “AMEF”, “Diagrama de Ishikawa”, “Encuestas”, “Lluvia de
Ideas”, “Grafica de Barras”, “Estrategias de Motivación”, entre otras. Todas ellas,
serán de utilidad para lograr encontrar la causa raíz, que genera los defectos en
los productos.
Se iniciara con un recorrido por toda la planta para comenzar a unirnos al equipo
de trabajo, para posteriormente en las semanas siguientes comenzar a realizar
los análisis correspondientes para determinar el factor clave que genera los
defectos en los productos del cliente “Desin”.
Se fijó una meta entre la empresa y nosotros, el cual sería disminuir los rechazos
por parte de los clientes y las pérdidas económicas, como mínimo un 25%. Al final
de la estadía, podremos determinar si cumplimos con la meta fijada al inicio.
Para ello se pondrán en práctica muchas cosas, y necesitaremos del apoyo de
todo el personal, especialmente el que labora en la línea Nan, y el apoyo de
operadores, supervisores, auditores de calidad, etc. Trabajando en equipo se
lograra cumplir el objetivo más fácilmente.
Logrando con ello, un crecimiento para la empresa, y una mayor calidad de
productos para los principales clientes que tiene la empresa “Mecánica Gómez
S.A de C.V”

Seguimiento al Desarrollo de Un Nuevo Producto 2015
2. Datos Generales de la Empresa
Nombre de la Empresa:
Mecánica Gómez
Razón social:
Mecánica Gómez, S.A. de C.V.
Domicilio:
Juan De Argumosa No. 115 y 120 Col. Estrella de Oriente C.P 78396 San Luis
Potosí, S.L.P, México
Teléfono:
(444) 8-21-24-46, 8-21-24-47
Correo electrónico:
Www.mecanica-gomez.com
Departamento donde se realizó la estadía:
Departamento de Producción, Línea NAN
Seguimiento al Desarrollo de Un Nuevo Producto 2015
2.1 Antecedentes de la empresa.
Mecánica Gómez S.A. de C.V., es una empresa 100% mexicana ubicada en la
ciudad de San Luis Potosí, la cual inicia sus operaciones en el año de 1993 como
una empresa maquiladora de partes metálicas estampadas.
Posteriormente gracias a la calidad de los productos y servicio Mecánica Gómez
logró evolucionar de ser una empresa maquiladora a una que ofrece productos de
una manera integral, aumentando sustancialmente el número de partes producidas.
En el año de 1999 se integró el proceso de doblado y formado de tubo. Con estos
productos tuvimos mayor presencia en mercados extranjeros alcanzando un gran
crecimiento en nuestra empresa.
Actualmente el 80% de nuestra producción es para exportación a Estados Unidos y
Canadá. Nuestros productos son principalmente para el mercado de
electrodomésticos y automotriz.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
2.2 Corazón ideológico.
Misión.
“Fabricar productos de calidad, en el tiempo requerido y con precio competitivo,
cumpliendo las necesidades de nuestros clientes; manteniendo un crecimiento
sostenido para el beneficio del personal y de la comunidad.”
Visión.
“Ser líderes de nuestro ramo industrial mediante el desarrollo de productos de la más
alta calidad”
Valores.
Mecánica Gómez es una empresa comprometida por alcanzar la total satisfacción de
nuestros clientes, al igual que por el bienestar de nuestro capital humano y la
sociedad.
- RESPONSABILIDAD SOCIAL
- HONESTIDAD
- COMPROMISO
- RESPETO
- CONFIABILIDAD
- ORIENTACION A LA CALIDAD

Seguimiento al Desarrollo de Un Nuevo Producto 2015
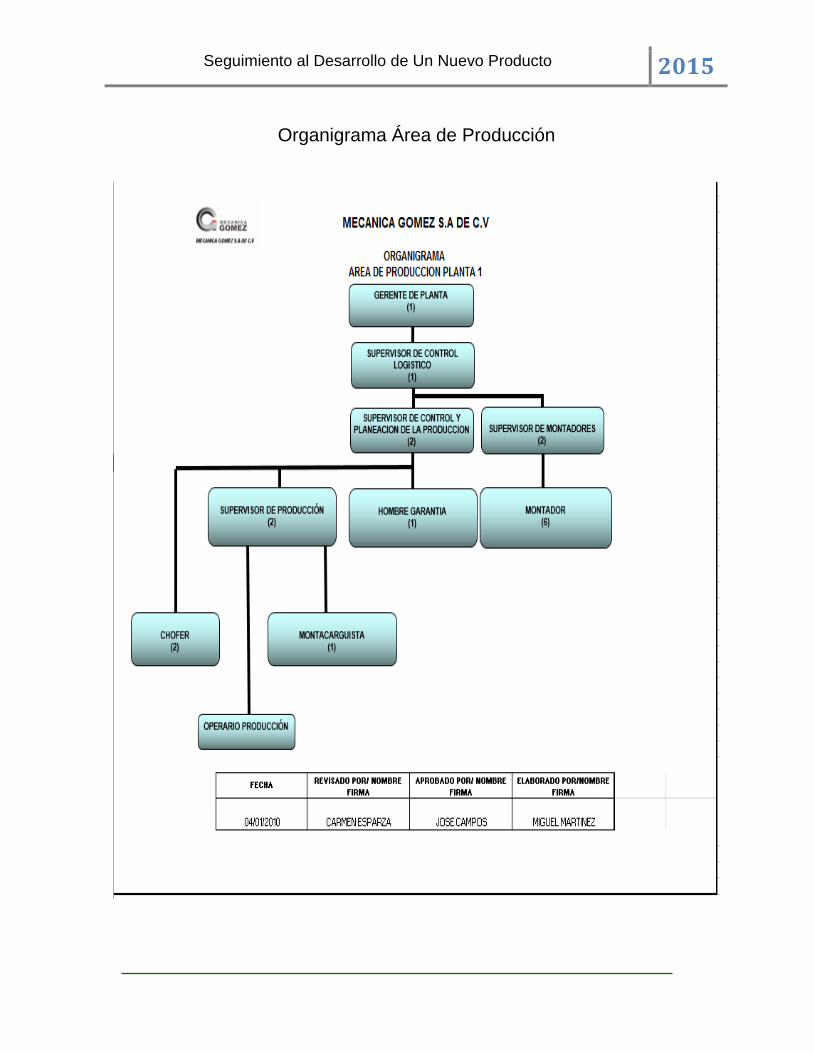
2.3 Organigrama de Mecánica Gómez S.A de C.V
Seguimiento al Desarrollo de Un Nuevo Producto 2015
Organigrama Área de Producción

Seguimiento al Desarrollo de Un Nuevo Producto 2015
2.4 Descripción del área donde realizo estadía.
El proyecto se realizara en el área de producción, ya que es el lugar en donde se
produce los defectos, sin embargo estaremos trabajando principalmente en Línea
NAN, basándonos en el más reciente producto que han sacado al mercado “Backer”.
Este producto se fabrica de diferentes medidas existen “Backers de 27” con ventana
chica y grande, “Backers de 30” con ventana chica y grande, y el ultimo llamado
“Backer Combo” de 30” con ventana chica y grande-
El área de producción cuenta con un espacio de trabajo de 8000 m2 dentro de la
empresa Mecánica Gómez, en esta área se realizan diversos procesos de
manufactura tales como “Estampados” en los cuales se utilizan Prensas que van
desde las 16 hasta las 300 toneladas, que están equipadas con troqueles
progresivos con una velocidad de 50 golpes por minuto.
El “Doblado y Formado” es otro proceso que se trabaja dentro de la empresa en el
área de producción, en esta se utilizan dobladoras hidráulicas con una capacidad de
2” de diámetro, aquí se elaboran productos como tubos redondos, ovalados, y tubos
de diversos radios.
El área de producción está compuesta por:
- 32 Prensas Mecánicas hasta 300 toneladas. (10 con alimentación automática)
- 18 Prensas Hidráulicas desde 10 hasta 100 toneladas.
- 15 Dobladoras de Tubo desde 1/2 pulgadas hasta 2 pulgadas de diámetro.
- 4 Cortadoras de tubo con avance automático.
- 12 Cortadoras de tubo con avance manual.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
3. Información General del Proyecto
Nombre del proyecto:
Seguimiento al Desarrollo de un Nuevo Producto
Objetivo:
Eliminar los defectos de los productos de la línea NAN, y encontrar la problemática
actual del producto, utilizando las metodologías adecuadas para ellas. En el periodo
Mayo 2015- Agosto 2015.
Justificación
Eliminar defectos en una empresa es muy importante ya que se ve reflejado en las
ganancias, al tener menores defectos se elimina el scrap y consecuente los costos
disminuyen en forma general. Si bien no se tiene conocimiento de los mismos costos
se observa que el personal al tener menos defectos se eleva el estatus en forma
cualitativa porque ya saben que lo que están haciendo está correcto.
Actualmente Mecánica Gómez está teniendo problemas en el nuevo producto
“Backer” el cual está saliendo con defectos. Por consecuencia les está generando
aproximadamente el 45% de rechazo de la cantidad de producción total, esto implica
grandes pérdidas para la empresa. Es por ello que se buscara disminuir el índice de
rechazo, logrando que el cliente obtenga productos de excelente calidad, y evitar
pérdidas económicas para la empresa.
Al tener menos defectos en el producto el cliente tiene mejor confiabilidad al tener
menos rechazos para los siguientes pedidos, y a la vez ellos mismos trabajan con
mejor calidad y elaboran productos con especificaciones que satisfacen a sus
clientes.
Seguimiento al Desarrollo de Un Nuevo Producto 2015
Al ofrecer productos de mejor calidad la empresa crece paulatinamente debido a que
se posesiona en el mercado y tiene mejores posibilidades de ganar mercado ante la
competencia.
Alcances.
Se pondrán en práctica las metodologías aprendidas en la Universidad, acorde a las
necesidades de la empresa para lograr encontrar el principal error en el proceso que
genera el defecto del producto.
Delimitación
Se estará trabajando por 4 meses dentro del área de producción buscando erradicar
el principal problema que genera los defectos, es por ello, que se debe tener el
apoyo del personal, el cual en algunos casos podría ser una limitante que nos impida
cumplir con el objetivo planteado, además de la Resistencia al cambio por parte de la
Gerencia que se oponga a un cambio favorable dentro de la empresa.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
4. Cronograma de Actividades

Seguimiento al Desarrollo de Un Nuevo Producto 2015
5. Marco Teórico
5.1 Generalidades
Es de gran importancia para la empresa “Mecánica Gómez S.A de C.V” solucionar
rápidamente este problema, ya que les está generando desechos del 50% de la
producción total. Conociendo el factor clave que genera que los productos salgan
con muchos defectos, se trataran de atacar en los próximos días, utilizando las
metodologías estudiadas ya en la universidad, tales como “Diagrama de Ishikawa”,
“Diagramas de Procesos”, “Diagramas de Flujo”, “Diagrama de Pareto”, “Graficas de
Control” además de las posibles metodologías que se puedan utilizar en el
transcurso del proyecto.
Se tomara en cuenta, el diagrama de Ishikawa, ya que es una herramienta de calidad
muy importante para encontrar la solución a un problema, para ello se formara un
equipo de trabajo que constara de un jefe de cada área de la empresa, para obtener
una lluvia de ideas, y plasmarlas en el diagrama de Ishikawa para encontrar el
principal motivo que genera los defectos en el producto.
Existen diferentes defectos en el “Backer Nan”, el cual consta de: golpes, fisuras en
la soldadura, mal re babeado en la soldadura, material rayado, mala colocación de
brakets en la pieza, entre otras. Sin embargo la que es más frecuente, son los golpes
en la pieza, y eso comienza a darnos una idea sobre lo que tenemos que trabajar.
Solucionar este problema, sería algo que ayudaría a la empresa en general, ya que
la empresa tendría mejores ingresos económicos, menos perdidas por scrap y
desechos, y esto generaría probablemente mejores ingresos a los operadores,
consiguiendo bonos de producción, o bonos por reducción de rechazos en la
producción.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Diagrama de Ishikawa
El diagrama de causa - efecto es conocido también como el “diagrama de las
espinas de pescado” por la forma que tiene o bien con el nombre de Ishikawa por
su creador, fue desarrollado para facilitar el análisis de problemas mediante la
representación de la relación entre un efecto y todas sus causas o factores que
originan dicho efecto, por este motivo recibe el nombre de “Diagrama de causa –
efecto” o diagrama causal.
Este diagrama fue desarrollado por K. Ishikawa y por su forma recuerda a una
espina de pescado (de ahí su otro nombre), el objeto de Ishikawa era obtener un
gráfico de fácil interpretación que pusiera de manifiesto las relaciones entre un
efecto y las causas que lo producen, de manera que quedasen expuestas
visualmente todas las causas que contribuyen a un efecto hasta el nivel que se
desease, aunque en la mayoría de los casos la intención es llegar hasta las causas
raíz.
Así pues el diagrama causal es una forma gráfica, ordenada y sistemática para
representar el complejo entramado de causas posibles que hay detrás de un
efecto. Se emplea para poner de manifiesto las posibles causas asociadas a un
efecto, facilitando de esta forma la tarea de identificar los factores verdaderos.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Sus aplicaciones son muy variadas, tal y como se pone de manifiesto a
continuación.
Identificar las causas verdaderas, y no solamente sus síntomas, de una
determinada situación y agruparlas por categorías.
Resumir todas aquellas relaciones entre las causas y efectos de un proceso.
Promover la mejora de los procesos.
Consolidar aquellas ideas de los miembros del equipo sobre determinadas
actividades relacionadas con la calidad.
Favorecer también el pensamiento del equipo, lo que conllevará a una mayor
aportación de ideas.
Obtener una visión más global y estructurada de una determinada situación ya que
se ha realizado una identificación de un conjunto de factores básicos.
Gutiérrez Pulido, Humberto. (1998).
Estructura de un Diagrama de Ishikawa

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Diagrama de Flujo
Un diagrama de flujo es una representación gráfica de un proceso. Cada paso del
proceso es representado por un símbolo diferente que contiene una breve
descripción de la etapa de proceso. Los símbolos gráficos del flujo del proceso están
unidos entre sí con flechas que indican la dirección de flujo del proceso.
El diagrama de flujo ofrece una descripción visual de las actividades implicadas en
un proceso mostrando la relación secuencial ente ellas, facilitando la rápida
comprensión de cada actividad y su relación con las demás, el flujo de la información
y los materiales, las ramas en el proceso, la existencia de bucles repetitivos, el
número de pasos del proceso, las operaciones de interdepartamentales… Facilita
también la selección de indicadores de proceso.
Beneficios:
En primer lugar, facilita la obtención de una visión transparente del proceso,
mejorando su comprensión. El conjunto de actividades, relaciones e incidencias de
un proceso no es fácilmente discernible a priori. La diagramación hace posible
aprehender ese conjunto e ir más allá, centrándose en aspectos específicos del
mismo, apreciando las interrelaciones que forman parte del proceso así como las que
se dan con otros procesos y subprocesos.
Permiten definir los límites de un proceso. A veces estos límites no son tan
evidentes, no estando definidos los distintos proveedores y clientes (internos y
externos) involucrados.
El diagrama de flujo facilita la identificación de los clientes, es más sencillo
determinar sus necesidades y ajustar el proceso hacia la satisfacción de sus
necesidades y expectativas.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Estimula el pensamiento analítico en el momento de estudiar un proceso, haciendo
más factible generar alternativas útiles.
Proporciona un método de comunicación más eficaz, al introducir un lenguaje común,
si bien es cierto que para ello se hace preciso la capacitación de aquellas personas
que entrarán en contacto con la diagramación.
Un diagrama de flujo ayuda a establecer el valor agregado de cada una de las
actividades que componen el proceso.
Igualmente, constituye una excelente referencia para establecer mecanismos de
control y medición de los procesos, así como de los objetivos concretos para las
distintas operaciones llevadas a cabo. Gutiérrez Pulido, Humberto. (1998).
Ejemplo de un Diagrama de Flujo

Seguimiento al Desarrollo de Un Nuevo Producto 2015
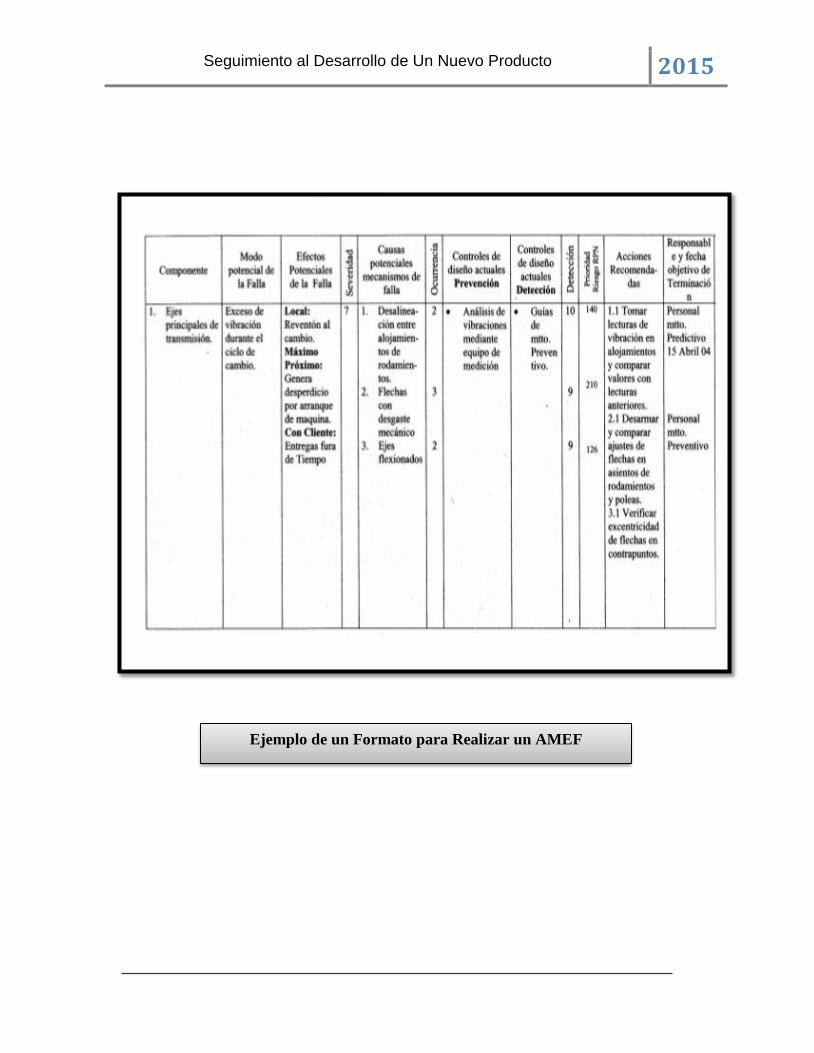
A.M.E.F
AMEF o Análisis del Modo y Efectos de Fallas, es una metodología utilizada durante
el desarrollo del producto y del proceso, para asegurar que se han considerado los
problemas que potencialmente se puede presentar y que pueden afectar la calidad
del producto y/o su desempeño.
Existen dos tipos de AMEF: de Diseño y de Proceso. El AMEF es una herramienta
para mejorar la confiabilidad del producto, y se puede describir de manera general
como un método para identificar la severidad de los efectos potenciales de fallas y
para estimar la probabilidad de ocurrencia de las causas de las fallas.
El Análisis de Modo y Efecto de la Falla (FMEA por sus siglas en inglés) implica un
proceso profundo paso a paso que identifica y aborda los posibles fallos del proceso.
Pero el análisis de cada posible fallo en una operación es un esfuerzo de enormes
proporciones, un esfuerzo que toma tanto mucho que muchas empresas luchan por
completarlo. Una variación en el método estándar AMEF, que yo llamo AMEF “de
forma fácil”, atiende las fallas actuales del proceso en lugar de los problemas
potenciales. AMEF es más eficaz cuando las empresas se centran en temas que
afectan negativamente a la satisfacción del cliente y cuestan dinero corregir.
Los Beneficios de implantación de AMEF en un sistema son:
•Identifica fallas o defectos antes de que estos ocurran
•Reducir los costos de garantías
•Incrementar la confiabilidad de los productos/servicios (reduce los tiempos de
desperdicios y re-trabajos)
•Procesos de desarrollo más cortos
•Documenta los conocimientos sobre los procesos
•Incrementa la satisfacción del cliente
Crosby, Philip. (1979)
Seguimiento al Desarrollo de Un Nuevo Producto 2015
Ejemplo de un Formato para Realizar un AMEF

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Graficas de Barras
Un gráfico de barras, también conocido como gráfico de columnas, es una forma de
representar gráficamente un conjunto de datos o valores, y está conformado por
barras rectangulares de longitudes proporcionales a los valores representados. Los
gráficos de barras son usados para comparar dos o más valores. Las barras pueden
orientarse verticalmente u horizontalmente
Los gráficos de barras son una buena solución para representar una o varias
categorías de datos, sobre todo si estas incluyen subcategorías. Permiten expresar
de forma visual la diferencia entre los puntos de datos de cada una de las categorías.
Un gráfico de barras es aquella representación gráfica bidimensional en que los
objetos gráficos elementales son un conjunto de rectángulos dispuestos
paralelamente de manera que la extensión de los mismos es proporcional a la
magnitud que se quiere representar. Los rectángulos o barras pueden estar
colocados horizontal o verticalmente. En éste último caso reciben también el nombre
de gráficos de columnas. Carro Paz, Roberto. (2001).
Grafica de Barras

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Lluvia de Ideas
La lluvia de ideas, también denominada tormenta de ideas, es una herramienta de
trabajo grupal que facilita el surgimiento de nuevas ideas sobre un tema o problema
determinado. La lluvia de ideas es una técnica de grupo para generar ideas
originales en un ambiente relajado.
La principal regla del método es aplazar el juicio, ya que en un principio toda idea es
válida y ninguna debe ser rechazada. Habitualmente, en una reunión para la
resolución de problemas, muchas ideas tal vez aprovechables mueren precozmente
ante una observación "juiciosa" sobre su inutilidad o carácter disparatado. De ese
modo se impide que las ideas generen, por analogía, más ideas, y además se inhibe
la creatividad de los participantes. En un brainstorming se busca tácticamente la
cantidad sin pretensiones de calidad y se valora la originalidad. Cualquier persona
del grupo puede aportar cualquier idea de cualquier índole, la cual crea conveniente
para el caso tratado. Un análisis ulterior explota estratégicamente la validez
cualitativa de lo producido con esta técnica. En la sesión se debe aportar una idea
por ronda. Por lo cual se debe ser claro de lo que se expone. Se elige un tema,
establece un tiempo y escribe frases o palabras relacionadas con el tema.
Crosby, Philip. (2000).
Imagen Representativa a una Lluvia de Ideas

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Encuestas
La encuesta es una técnica de investigación que consiste en una interrogación verbal
o escrita que se les realiza a las personas con el fin de obtener determinada
información necesaria para una investigación.
Cuando la encuesta es verbal se suele hacer uso del método de la entrevista; y
cuando la encuesta es escrita se suele hacer uso del instrumento del cuestionario, el
cual consiste en un documento con un listado de preguntas, las cuales se les hacen
a la personas a encuestar.
Las encuestas se les realizan a grupos de personas con características similares de
las cuales se desea obtener información, por ejemplo, se realizan encuestas al
público objetivo, a los clientes de la empresa, al personal de la empresa, etc.
La principal ventaja del uso de la encuesta es que, dependiendo de la profundidad de
la misma, se pueden obtener datos muy precisos; mientras que la desventaja radica
en la posibilidad de que los encuestados puedan brindar respuestas falsas, o que los
encuestadores puedan recurrir a atajos.
Vidal, Díaz. (2009).
Formato de Encuestas

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Estrategias de Motivación
Los métodos, medios y procedimientos para aumentar la motivación en los recursos
humanos, tienen como propósito fundamental, ejercer una debida influencia en los
llamados motivadores internos y externos de la conducta de las personas,
garantizando un estado de satisfacción positivo que influye directamente y de forma
considerable en el alcance de una motivación efectiva que conlleva a un alto
porcentaje en el logro de las metas planteadas.
Debe recopilarse y analizarse los datos apropiados para verificar si se ha producido
un mejoramiento. Para ello es necesario que los datos confirmatorios se recopilen
sobre la misma base que los datos tomados para investigar y establecer las
relaciones causa-efecto. Una vez aplicada las acciones pertinentes, persisten las
problemáticas anteriores será preciso redefinir el procedimiento o la actividad de
mejoramiento del mismo, desde el paso inicial de allí se efectuará los ajustes
respectivos al procedimiento hasta lograr la satisfacción de las necesidades de las
partes.
Leboyer, Claude. (2000).
Estrategias de Motivación en el Trabajo

Seguimiento al Desarrollo de Un Nuevo Producto 2015
5.2 Conceptos
Scrap: Scrap se compone de materiales reciclables sobrantes de la
fabricación y el consumo de productos, tales como partes de vehículos,
equipos de construcción y materiales sobrantes. A diferencia de los desechos,
la chatarra tiene valor monetario, especialmente metales recuperados, y los
materiales no metálicos también son recuperados para su reciclaje.
Rebaba: Porción de materia sobrante que sobresale irregularmente en los
bordes o en la superficie de un objeto cualquiera.
Defecto: El término "defecto" hace referencia a la realización de una actividad
productiva o de servicio que por falta de control genera un producto no
conforme, y este debe ser identificado y separado para su reproceso.
Re trabajo: Regularmente re trabajo es utilizado en la industria o empresas en
donde por alguna razón las piezas que han sido detectadas como defectuosas
se pasan a un área denominada re trabajo, siempre y cuando las piezas se
puedan recuperar. Es un término netamente industrial.
Calidad: a calidad es el conjunto de características de un elemento, producto
o servicio, que le confieren la aptitud de satisfacer una necesidad implícita y
explícita. Esto significa que la calidad de un producto o servicio, es
equivalente al nivel de satisfacción que le ofrece a su consumidor, y está
determinado por las características específicas del producto o servicio.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Argón: Este gas ofrece buena estabilidad del arco y facilidad de encendido.
Además ofrece una baja conductividad térmica, lo que favorece a la
concentración de calor en la parte central del arco, originándose por ello una
penetración muy acusada en el centro del cordón.
Acero: El acero es una aleación de hierro con pequeñas cantidades de otros
elementos, es decir, hierro combinado con un 1% aproximadamente de
carbono, y que hecho ascua y sumergido en agua fría adquiere por el temple
gran dureza y elasticidad.
Pulido: Alisar una superficie para que quede suave y brillante.
Especificaciones: Las especificaciones son las características de un
producto. Estas características no se limitan únicamente al producto en sí,
sino que deben incluir aspectos del servicio e, incluso, los relativos al proceso
de fabricación del proveedor.
Refrigerante: Un refrigerante es un producto químico líquido o gaseoso,
fácilmente licuable, que es utilizado como medio transmisor de calor entre
otros dos en una máquina térmica. Los principales usos son
los refrigeradores y los acondicionadores de aire. El principio de
funcionamiento de algunos sistemas de refrigeración se basa en un ciclo
de refrigeración por compresión, que tiene algunas similitudes con el ciclo de
Carnot y utiliza refrigerantes como fluido de trabajo.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
6. Plan de Trabajo
1) Entrega de Documentación a la Empresa (4 al 8 de Mayo)
Se comenzara a tener contacto con la empresa, principalmente con la asesora
industrial que se nos asignó, y con la cual estaremos trabajando, y le haremos
entrega de los papeles correspondientes para realizar nuestra estadía en la
empresa.
2) Datos y Antecedentes de la Empresa “Mecánica Gómez S.A de C.V”
(11 al 15 de Mayo) Se investigara un poco acerca de la empresa que se nos asignó para nuestra
estadía, buscando con ello, conocer el objetivo que tiene la empresa, así
como los productos que elaboran y los procesos que utilizan en la planta.
Todo esto con el objetivo de conocer y comenzar a familiarizarnos con la
empresa en la cual estaremos trabajando.
3) Reconocimiento de Área donde se Realizara el Proyecto
(18 al 26 de Mayo) Conoceremos el área de trabajo en la cual nos estaremos basando para
realizar nuestro proyecto, y se nos dará un recorrido por toda la planta,
buscando con ello comenzar a entender los procesos que trabajan, y se nos
dará una pequeña capacitación acerca de la línea de producción NAN, que es
en la cual nosotros nos estaremos enfocando para realizar el proyecto.
4) Definir el Problema

Seguimiento al Desarrollo de Un Nuevo Producto 2015
(27 al 5 de junio) Se tendrá que definir claramente cuál es el problema que existe dentro de la
empresa, para posteriormente comenzar a trabajar en base a ese problema,
buscando soluciones y alternativas de mejoras para la empresa.
5) Recolectar datos para la Realización del Proyecto (8 al 19 de Junio)
Se comenzaran a registrar datos que podamos observar en el área de
producción, tales como Tiempo de realización, Cantidad Producida, Cantidad
Rechazada, etc. Además de analizar a los operarios, ver la forma en como
realizan el trabajo, y si en verdad conocen el proceso. Todos estos datos
ayudaran para encontrar el principal motivo que genera los defectos en el
producto.
6) Realizar Análisis para Encontrar Problemática Actual
(22 al 26 de Junio)
Cuando se obtengan los datos que se necesitan en el área de producción
comenzaremos a analizarlos tratando de encontrar el factor que genera los
defectos en los productos “Backer”, aunque será complicado debemos
analizar detalladamente estos datos ya que es de suma importancia conocer
el causante de los defectos en los productos.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7) Dar a Conocer el Problema y Elaborar Estrategia de Solución
(29 de Junio al 03 de Julio)
Posteriormente, cuando se encuentre el problema, se dará a conocer a la
Gerencia de la Empresa, para que conozcan cual es el principal problema que
existe dentro de la planta que está generando el defecto en el nuevo producto
“Backer”. Para después, elaborar nuestra estrategia de solución, y analizando
cual metodología aplicaremos en el proyecto para lograr que los defectos
disminuyan y así, cumplir con el objetivo.
8) Desarrollo de Propuesta para la Solución de Problemática
(06 al 17 de Julio)
Se fijaran claramente las metodologías o técnicas que aplicaremos en nuestro
proyecto, y en base a ello, comenzaremos a trabajarlas, para lograr la solución
del problema. Se deberán desarrollar claramente y de la forma correcta,
buscando que al término del proyecto los resultados sean favorables.
9) Presentar los resultados obtenidos de la Línea NAN
(20 al 24 de Julio)
Al finalizar, cuando obtengamos los resultados que nos arrojó nuestro
proyecto, se entregaran a los gerentes de la empresa, y ellos analizaran los
resultados y el proyecto en general, decidiendo ellos, si pondrán en marcha
las acciones de mejora que se proponen, para erradicar los defectos que se
están generando.
Seguimiento al Desarrollo de Un Nuevo Producto 2015
10) Conclusión Final del Proyecto
(27 al 31 de Julio)
Se realizaran las conclusiones finales del proyecto, tomando en cuenta todo lo
que se trabajó en la empresa, y resaltando los resultados que se obtuvieron al
finalizar la estadía. Dando a conocer, el problema que tenía la empresa, así
como el factor que generaba los defectos en los productos, y las propuestas
de mejora que se encontraron, además de mencionar si la empresa decidió
tomar las propuestas de mejora y aplicarlas dentro de su empresa.
11) Entregar el Proyecto a la Empresa y a la Universidad
(03 al 07 de Agosto)
Al término del proyecto, se estará entregando a las autoridades
correspondientes de la empresa, a la asesora industrial Ing. Elda Vega
Ramírez, para que tengan documentado la solución que se encontró, además
de entregar en el formato correspondiente y de la forma correcta a la
Universidad Tecnológica, para la posterior evaluación final de la estadía.
7. Desarrollo

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.1 Semana 1
Actividad Uno.- Entrega de Documentación a la Empresa. Fecha.- 4 al 8 de Mayo Descripción: Ya enterados del proyecto que se realizaría, se pondría en contacto con la empresa
correspondiente, para ponerse al contacto con ellos, y comenzar a trabajar en el
proyecto, sin embargo, lo primero sería entregar la documentación correspondiente,
la cual era, la carta de aceptación, y la carta del proyecto que se realizaría en la
empresa, estos papeles los tenían que recibir para posteriormente realizar una carta
de aceptación que se tendría que entregar en la Universidad como muestra de
nuestra aceptación en la empresa.
Estos documentos, servirían para realizar la papelería correspondiente tanto en la
empresa, como en la universidad, y así poder dar luz verde en nuestro proyecto y
comenzar a trabajar en él.
Nos basamos en el nombre del proyecto que se nos asignó, el cual fue autorizado
por nuestro asesor (a) industrial, en este caso la Superintendente Elda Vega, la cual
solicito practicantes para poder trabajar en el problema que ellos tenían, en este caso
la disminución de defectos en un producto nuevo que acaban de realizar y sacar al
mercado, llamado “Backer Nan”, el cual ya fue explicado anteriormente.
Otras actividades.
Actividad: Llevar la carta de aceptación a la Universidad
Problema: Falta de Tiempo
Solución. Mandar la Hoja con un Compañero Libre de Tiempo
Anexo: 1°
Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.2 Semana 2
Actividad Dos.- Datos y Antecedentes de la Empresa “Mecánica Gómez”
Fecha.- 11 al 15 de Mayo
Descripción
Ya entregada la documentación correspondiente tanto a la empresa como a la
universidad, se dio a la tarea de comenzar a investigar un poco sobre dicha empresa,
todo ello, para tratar de conocer más de ella, con el objetivo de conocer, los
productos que trabajan, que tipo de material utilizan, su fecha de fundación, y los
valores con los cuales trabajan en ella, esta información, nos la proporciono Elda
Vega Ramírez (nuestra asesora industrial) , sin embargo, las cosas que no nos
quedaron claro, se pudieron resolver en la página de internet que tiene la empresa,
en la cual se encuentran, desde sus años de inicio hasta la actualidad, así como los
diferentes productos que trabajan, la maquinaria que utilizan, y también el material
con lo cual son elaborados sus principales productos.
Otras actividades.
Actividad: Leer sobre problemática de la empresa
Problema: Existían muchas ideas sobre el principal problema
Solución. Se comenzó a investigar para averiguarlo.
Anexo: 2°

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.3 Semana 3
Actividad Tres.- Reconocimiento al área donde se realizara el proyecto.
Fecha.- 18 al 26 de Mayo
Descripción:
Durante esa semana, se conoció la línea de producción en la cual nos estaríamos
enfocando en nuestro proyecto, se reconoció el proceso que estudiaríamos durante
nuestra estancia en la empresa, y con ello lograr el objetivo, es por ello, que toda
esa semana se dio a la tarea de conocerla, tanto a los operarios que trabajan esa
línea de producción, como las maquinarias, la materia prima, etc.
La Línea de Producción en la que se estará trabajando se llama “NAN” y es ahí
donde realizan el “Backer Nan” de 27” y 30” de ventana chica y grande, así como
también realizan Combo de 27” y 30” con Ventana Grande y es ahí donde está
saliendo la mayor parte de rechazos de los clientes, por diferentes motivos que se
estarán estudiando en las siguientes semanas.
A pesar que el proyecto abarca en general la línea “Desin”, nosotros estaremos
enfocados en “NAN” ya que es el principal problema a atacar, ya que es la que
genera la mayor parte de defectos en los productos.
Otras actividades.
Actividad: Preguntar a Operarios sobre el proceso
Problema: Se resistían a darme información completa del proceso
Solución. Se habló con ellos y se les explico, que les ayudaría a mejorar.

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Área de Estampados “Línea NAN”
Seguimiento al Desarrollo de Un Nuevo Producto 2015
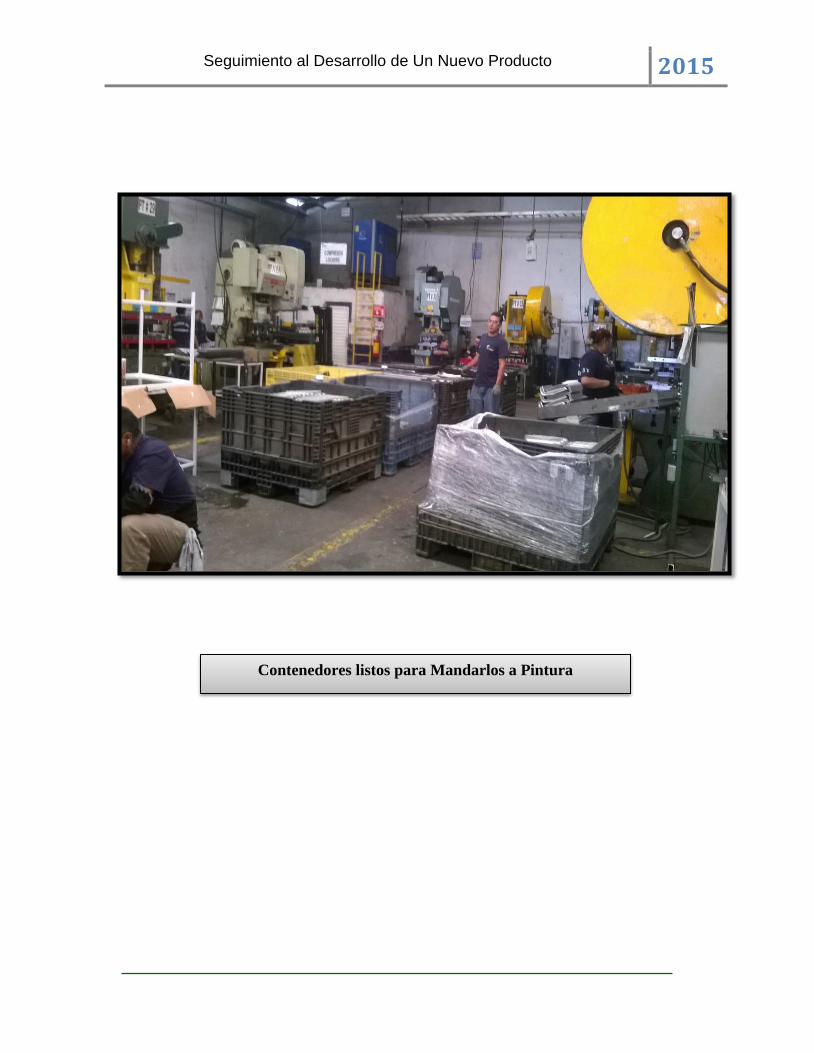
Contenedores listos para Mandarlos a Pintura

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.4 Semana 4
Actividad Cuatro.- Definir el Problema.
Fecha.- 27 de Mayo al 05 de Junio
Descripción:
Se comenzara por definir el problema que tiene la empresa, con la ayuda de una
lluvia de ideas, se conformó un equipo de trabajo en donde estuvieron involucrados,
tanto operarios, como supervisor de producción, supervisor de calidad, jefe de
mantenimiento, y a cada uno de ellos se les dio oportunidad de expresarse y
mencionar cuales creían que era el motivo por el cual existían tantos rechazos por
parte de los clientes en este producto nuevo que sacaron al mercado.
Ya que se obtuvo la lluvia de ideas, estas se utilizaran para realizar un “Diagrama de
Ishikawa”, el cual nos ayudaría a mostrar visualmente y claramente en donde está el
problema que tendríamos que atacar rápidamente, para disminuir los defectos y
rechazos en ese producto. Lo único que se tuvo que hacer fue pasar las ideas a
nuestro Diagrama de Ishikawa o Causa-Efecto, ya que se tenga listo, se pudo definir
claramente el problema.
Otras actividades.
Actividad: Diagrama de Flujo
Problema: Se desconocían algunos pasos dentro del proceso en la Línea
Solución. Se pidió ayuda a supervisores de la línea Nan.

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Elaboración de Diagrama de Flujo

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.5 Semana 5
Actividad Cinco.- Recolectar Datos para la Realización del Proyecto
Fecha.- 08 al 19 de Junio
Descripción:
Se comenzaron a tomar datos que pudieran servir de ayuda en la solución del
principal problema, se estuvo inspeccionando en cada etapa del proceso, esto para
verificar que los operadores estuvieran realizando su trabajo de manera correcta, y
no existieran problemas por mala capacitación, o errores de los trabajadores. De
Igual manera se inspeccionaron las piezas ya terminadas, para observar de qué
forma debe quedar una pieza lista para mandarse a pintar. Hay se pudo observar
que por más mínimo defecto que se encuentre, cuando se manda a pintar, en la
pieza ya pintada se nota aún más ese pequeño defecto y resalta, lo que ocasiona
rechazos por parte de los clientes, esto significa que se debe de trabajar aún más,
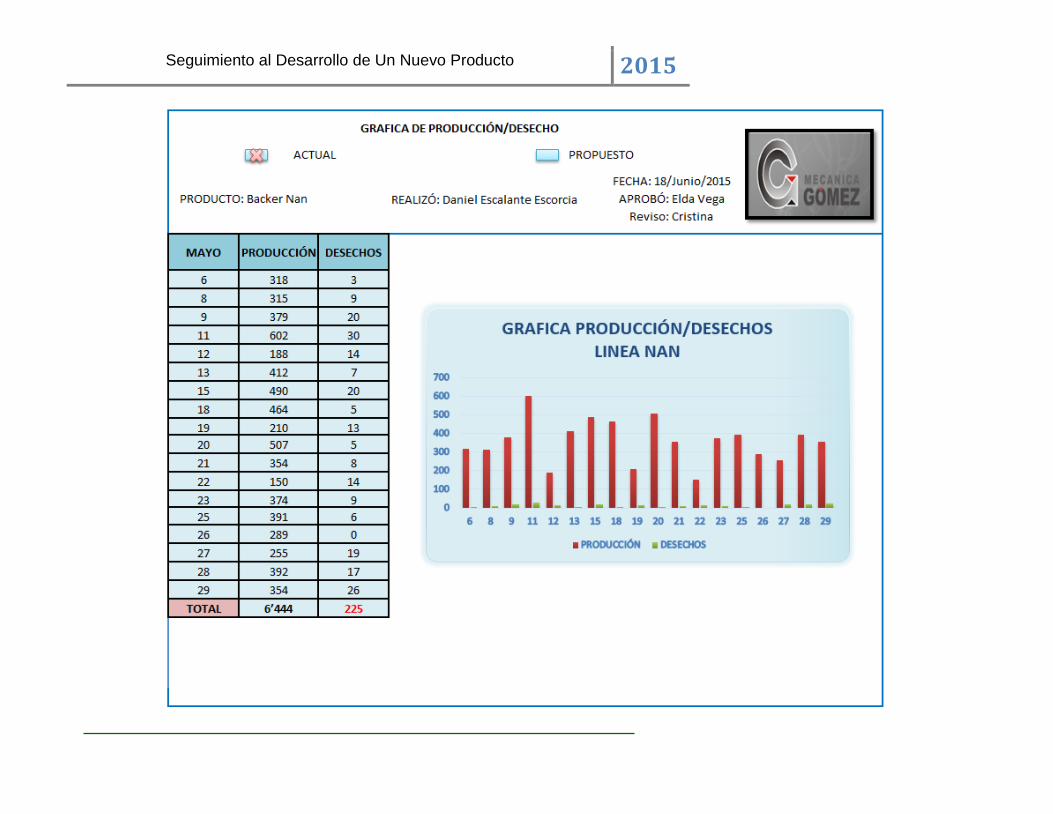
para erradicar dichos defectos. De Igual manera se estuvieron tomando datos hora
por hora de la producción que sacan los operarios en cada etapa del proceso, así
como los desechos que sacan en cada hora, ya sea por mala realización o porque la
pieza ya venía en mal estado del paso anterior.
Durante todo el mes de Mayo y Mitad del mes de Junio, se Tomaron estos datos, y
se realizaron Diagramas que muestran de manera clara y visual, la comparación
entre Producción/ Desecho que se obtiene en el turno que nos corresponde.
Otras actividades.
Actividad: Realización de Diagrama Producción/Desecho en Área de Soldadura y
Encuestas para Operarios.
Problema: Eran Dos Operarios y uno de ellos era el que sacaba más desecho
Solución. Se elaboró este diagrama para saber quién de ellos tenía más errores

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Grafica Producción/Desechos Operador 1

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Grafica Producción/Desechos Operador 2

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Evidencias:
Material Rechazados por Golpes
Lote de 79 Piezas Rechazadas por Golpes

Seguimiento al Desarrollo de Un Nuevo Producto 2015
7.6 Semana 6
Actividad Seis.- Realizar Análisis para Encontrar Problemática Actual
Fecha.- 22 al 26 de Junio
Descripción:
Ya que se obtuvieron los datos, estos servirían para incluirlos en el reporte y poder
tomar la decisión y saber que metodología se pondría en práctica dentro del
proyecto.
Se llegó a la conclusión que se elaboraría un “Diagrama de Ishikawa”, para encontrar
el principal problema que se tendría que atacar y así poder disminuir los rechazos
por parte de los clientes.
También se elaboraría un “AMEF” (Análisis de Modo-Efecto de la Falla), esta
metodología ayudaría para conocer en qué parte del proceso pueden existir
diferentes defectos, y darle soluciones o alternativas de mejora y proponerlas para
que se pongan en práctica y con ello mejorar dentro de la empresa, teniendo una
propuesta de mejora, que ayudara a tener un control en cada etapa del proceso y
conocer en qué etapa del proceso pueden existir riesgo de que ocurra más
frecuentemente un defecto y tratar de prevenirlo con algunas opciones de mejora.
Analizando los diagramas, y el AMEF, se podrá encontrar la problemática en la que
se encuentra la empresa y así, poder exponérselos a la Alta Gerencia de la empresa,
y tratar de darle soluciones a los principales problemas con los que cuentan
Se planea realizar estas metodologías para mostrarlo de manera visual y clara a los
gerentes, para posteriormente encontrar soluciones para disminuir los defectos
dentro de la línea Nan.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Otras actividades.
Actividad: Estudio de Perdidas Económicas por Rechazos
Problema: No se tenían esos datos de la empresa
Solución. Se pidieron a la encargada de la empresa la cual nos facilitó los
documentos y pudimos observar los desechos semanales que tienen.
Anexo: 3°

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Grafica de Pérdidas Económicas Durante el Mes de Mayo
Grafica de Perdidas Económicas “Mayo”
Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Encuesta
CLIMA LABORAL CUESTIONARIO
El objetivo de realizar el cuestionario es detectar aquellos problemas y
defectos en la empresa, con el fin de mejorar el desarrollo y satisfacción de
los empleados.
Departamento: _____________ Función que desempeña: ______________
Edad: ______________________ Antigüedad: ___________________________
Responda las siguientes preguntas poniendo un rango del 1 al 5, tomando el
1 como la opción con mayor valor y el 5 con menor valor.
1.- ¿Le gusta su empresa?
2.- ¿Se siente integrado a ella?
3.- ¿Se promueve el trabajo en equipo en la empresa?
4.- ¿Por lo general se encuentra cómodo trabajando en equipo?
5.- ¿Se siente insatisfecho con su actual trabajo?
6.- ¿Ha tenido discusiones con sus compañeros de trabajo?
7.- ¿Cuándo trabaja en equipo todos cooperan mutuamente?
8.- ¿Cumple con motivaciones diarias por parte de la empresa?
¡SU OPINIÓN ES VALIOSA!
Si desea agregar algún comentario u opinión, el siguiente espacio le servirá
para tal propósito.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Resultado de Encuestas

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015

Seguimiento al Desarrollo de Un Nuevo Producto 2015
8.- Resultados
Al terminar los análisis correspondientes a la Línea de Producción NAN, se dio a la
tarea de presentar los Resultados encontrados, que nos arrojaron las metodologías y
técnicas aplicadas anteriormente. A Continuación se presentaran los Resultados y
las propuestas de mejora que se encontraron
Problema: “Rampas Transportadoras”
1.- Quitar Rampas transportadoras entre los 3 primeros estampados ya que los
Blancks se acumulan y Golpean mutuamente y eso genera pequeños golpes en la
pieza.
Blancks se golpean en la banda transportadora

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Solución: “Uso de Mesas”
Se recomienda cambiar las rampas transportadoras por mesas de trabajo, en la cual
simplemente se pondrán los blancks y el operario del siguiente estampado tomara
los blancks para seguir con el proceso correspondiente.
Área de Estampados con la implementación de Mesas en
Lugar de Bandas Transportadoras

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Problema: “Transporte Manual dentro del Proceso”
2.- Los Operadores Transportan las Piezas Manualmente (Cargándolas) del Área de
Rebabeado al Área de Dobles de Ceja y Ventila y en ocasiones se les caen, y
generan golpes en las piezas.
Solución: “Transportarlas en Mesas con Ruedas”
Transportar las piezas en mesas con ruedas las cuales en ocasiones se tienen
paradas sin usar.
Implementación de Mesas Rodantes
Seguimiento al Desarrollo de Un Nuevo Producto 2015
Problema: “Falta de Capacitación”
3.- El Personal de la Línea NAN, no está totalmente capacitada para realizar las
labores que se les asignan en la línea de producción, un ejemplo es en el área de
Rebabeado, ya que en ocasiones al personal de nuevo ingreso se le asigna
rápidamente en esa área, y dándole una breve capacitación la cual en su mayoría es
insuficiente. Por consecuente el nuevo operario no rebabea bien las piezas y son
desechos o rechazos que se tienen que hacer y al final son pérdidas para la
empresa.
Solución: “Capacitación Continua y Suficiente”
Dar una mejor capacitación al personal tanto al de nuevo ingreso como al que ya
está en la empresa, ofrecer capacitación constante y suficiente para cada uno de
ellos, elaborar un plan de capacitación el cual asegure que el operario conoce cada
una de las áreas de producción y está apto para laborar en cada una de ellas. Una
de las áreas más críticas es el “Rebabeado” ya que es un trabajo manual que se
debe supervisar constantemente y asegurar que al operador que se dejó en esa área
sabe y conoce como realizar el trabajo, muchas de las veces no se leen las hojas de
instrucción, tratar que el supervisor del área transmita la costumbre de leer las hojas
de instrucción si se tiene alguna duda sobre el proceso.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Problema: “Falta de Mantenimiento a la Maquinaria y/o Equipo”
4.- Es muy frecuente que diariamente en la línea de producción NAN, los troqueles,
prensas o punteadoras, comiencen a sacar piezas con defectos, como en el paso 4
(dobles de cajón), en el cual en ocasiones al realizar esta operación se encuentran
rayas en la zona critica del producto, y por consiguiente se tiene que parar el proceso
y comenzar a pulir el troquel, esto genera pérdida de tiempo y que se pare el
proceso. En otras ocasiones los troqueles realizan mal su estampado debido a que
se rompe algún perno, o por desgaste de la misma.
Solución: “Implementación de TPM”
Elaborar un TPM (Mantenimiento Productivo Total) en el cual se lleven los registros
de todos los mantenimientos semanales, o mensuales que se les da a la maquinaria
y/o equipo de trabajo. Asignar una persona la cual se encargara de llenar esos
registros y verificar que se les da el mantenimiento correcto, todo esto para prevenir
fallas entre semana y genere pérdidas de tiempo y paros en la línea de producción.
Este mantenimiento se podría realizar los domingos, o asignar otro día que no labore
la línea de producción Nan.
Problema: “Falta de Motivación al Personal de la Línea NAN”
5.- Analizando los resultados obtenidos en la encuesta que se realizó en la Línea
NAN, podemos concluir que el personal de la línea, no siente motivación por parte de

Seguimiento al Desarrollo de Un Nuevo Producto 2015
supervisores, jefes o gerentes de la empresa. En ocasiones no se siente respaldado
por la empresa, por consiguiente realizan su trabajo sencillamente, y no dan el extra
que se necesita para disminuir los defectos en el proceso. En otras áreas de la
empresa si se motiva al personal, un ejemplo seria en el área de Tubos, la
supervisora del turno, los motiva diariamente con una junta de 5 minutos al inicio de
turno, en el cual informa cuales son los objetivos de la semana y retroalimentando a
los operadores para mejorar el proceso, además de fomentar el trabajo en equipo,
cosa que en la Línea NAN como lo muestran las encuestas no están acostumbrados
a trabajar en equipo, es por ello que en ocasiones salen muchos desechos
diariamente. A Continuación se muestra un mensaje de la supervisora de Tubos a los
Operadores:
Solución: “Estrategias de Motivación”

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Como ya se mostraron en las encuestas el personal se siente desmotivado y no se
siente comprometido a luchar para disminuir los defectos, es por ello que se debería
tomar en cuenta esto, ya que los operadores son los encargados de que el producto
salga en excelentes condiciones, se debe buscar la manera de motivarlos, elaborar
juntas de 5 minutos constantemente para informar los resultados así como tomar
opiniones de ellos, tomar sus propuestas de mejora pedir opiniones, y tratar de
fomentar el trabajo en equipo ya que en la Línea NAN no hacen, constantemente hay
discusiones entre operarios y al momento de trabajar en equipo no lo hacen de
manera correcta. Otra solución en este problema sería ver la manera de motivarlos
con alguna estrategia, no necesariamente Económicamente se podrían motivar,
existen algunas estrategias de motivación que pueden servir para mejorar el
ambiente laboral en la línea de producción.
Anexo: 4°
Problema: “Blanck en Mal Estado”
6.- En Ocasiones ha sucedido que al iniciar el proceso, los operadores se dan
cuenta que el blanck se encuentra en mal estado, e inmediatamente se reporta a los
supervisores, el blanck se encuentra con marcas, golpeado, rayado, etc. La mayoría
de las veces se pueden recuperar ya que en la zona que se encuentra se realizan
cortes o dobles, y no quedan visibles en el producto, sin embargo hay ocasiones en
las cuales son muy visibles estos defectos y se tiene que realizar un “Reporte de
Producto no conforme”

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Solución: “Estudio de Proveedores”
Realizar un Estudio de Proveedores y analizar si en verdad el proveedor de acero
que se tiene actualmente es conveniente para el producto que se está fabricando, en
ocasiones se manda un acero más grueso y en este se notan menos las rayas o
golpes, que en el acero usado más frecuentemente el cual es más brilloso y más
frágil, y en este se notan más los defectos como ralladuras, golpes o marcas. Todo
esto tomarlo en cuenta y analizar el acero usado actualmente.
Problema: “Falta de Supervisión en Cada Etapa del Proceso”
7.- Actualmente se cuenta con una Supervisora en la Línea de Producción NAN, la
cual es encargada especialmente de esa área, sin embargo en ocasiones se ocupa
realizando otras labores (inspeccionando piezas, llenando hoja de hora por hora
producción, etc.) y no supervisa constantemente cada etapa del proceso, existen
ocasiones que por distracción de operadores se realiza la operación mal y ocasiona
defectos en el proceso. En otro caso, los operadores acomodan mal las piezas en los
troqueles y no sale con las especificaciones deseadas, es por ello que se debe de
supervisar constantemente cada etapa del proceso y verificar que los operadores
Seguimiento al Desarrollo de Un Nuevo Producto 2015
laboran de manera correcta, o saber rápidamente si algún troquel o prensa está
trabajando incorrectamente para corregir el error y evitar que más piezas salgan
defectuosas de esa etapa del proceso.
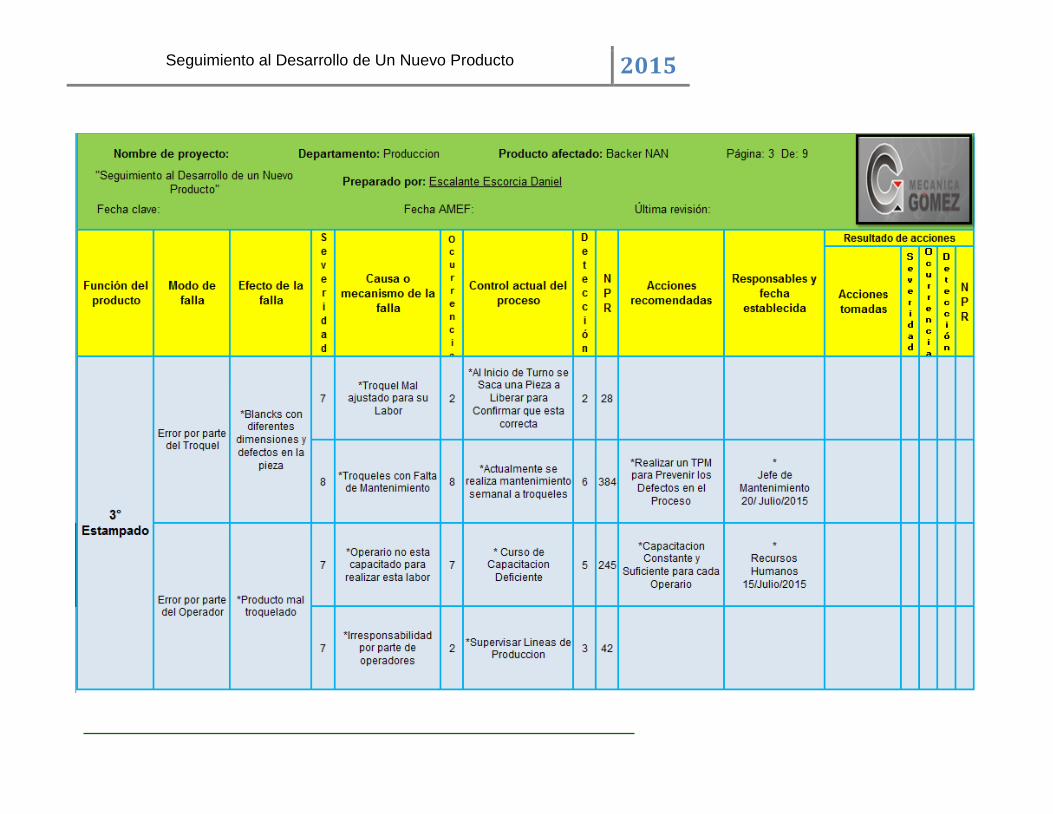
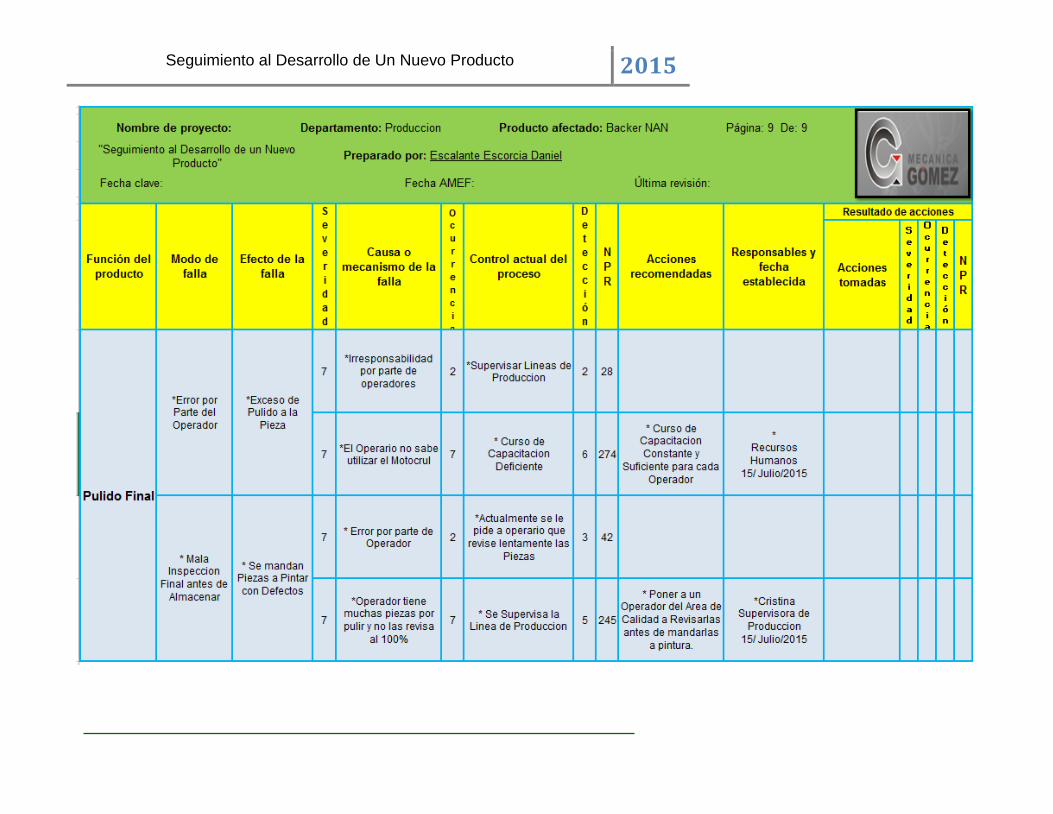
Solución: “Realizar un AMEF del Proceso”
Realizar un “Análisis de Modo y Efecto de la Falla” (AMEF), esto para tener un
estricto control en cada etapa del proceso, asignado tareas a supervisores, jefes de
mantenimiento, encargados de calidad, llenando el formato AMEF, y tener un control
en cada etapa del proceso, buscando con ello, encontrar la falla potencial que genera
los defectos en el producto, analizando cada etapa del proceso, se podrán corregir
los errores más rápidamente y evitar mayores desechos de piezas diariamente, esto
generaría disminución de rechazos, disminución de desechos día con día y por
consiguiente menores perdidas económicas para la empresa.
Anexo: 5°
Problema: “Falta de Compromiso por Parte de Operarios”
8.- Un grave problema es la irresponsabilidad por parte de los operadores, ya que en
ocasiones al estar trabajando, comienzan a platicar y se desconcentran en lo que
están haciendo, esto genera, que no realicen correctamente el proceso ya sea
metiendo mal la pieza al troquel o prensa, o algún trabajo manual y la pieza ya no
cumple con las características deseadas, en ocasiones ya no se pueden re trabajar.
Tal es el caso del Primer estampado, en el cual constantemente al operario se le
olvida sacar la rebaba al realizar el estampado y así introduce la siguiente, y al darse
cuenta el estampado se realizó con todo y rebaba y el defecto se ve claramente, esto
genera desechos y perdidas en el proceso.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Solución: “Supervisar Constantemente la Línea de Producción”
La solución óptima en este problema sería que la supervisora de la línea de
producción, este verificando constantemente cada etapa del proceso, y evitar que los
operarios se desconcentren de su labor, verificando así, que están trabajando
correctamente y comprometidos con el trabajo que están haciendo, esto, para lograr
que en cada etapa del proceso el producto salga con las características deseadas,
logrando al final un producto de excelente calidad para el cliente.
Problema: “Malas Condiciones de Envió a Pintura”
9.- Otro problema con el que se encuentra es que al momento de enviarlo a pintura,
en ocasiones se acomodan mal las piezas, y existe un espacio libre, esto quiere decir
que las piezas no quedan fijas y cabe la posibilidad que al momento de transportarse
en el camino se muevan las piezas y se golpeen unas con otras, o se rayen una con
otra generando defectos, y al momento de inspeccionarlas antes de meterlas a
pintura se encuentran con los defectos generados en el transporte. Tales como
Golpes, Rayas, Fisuras, Etc.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
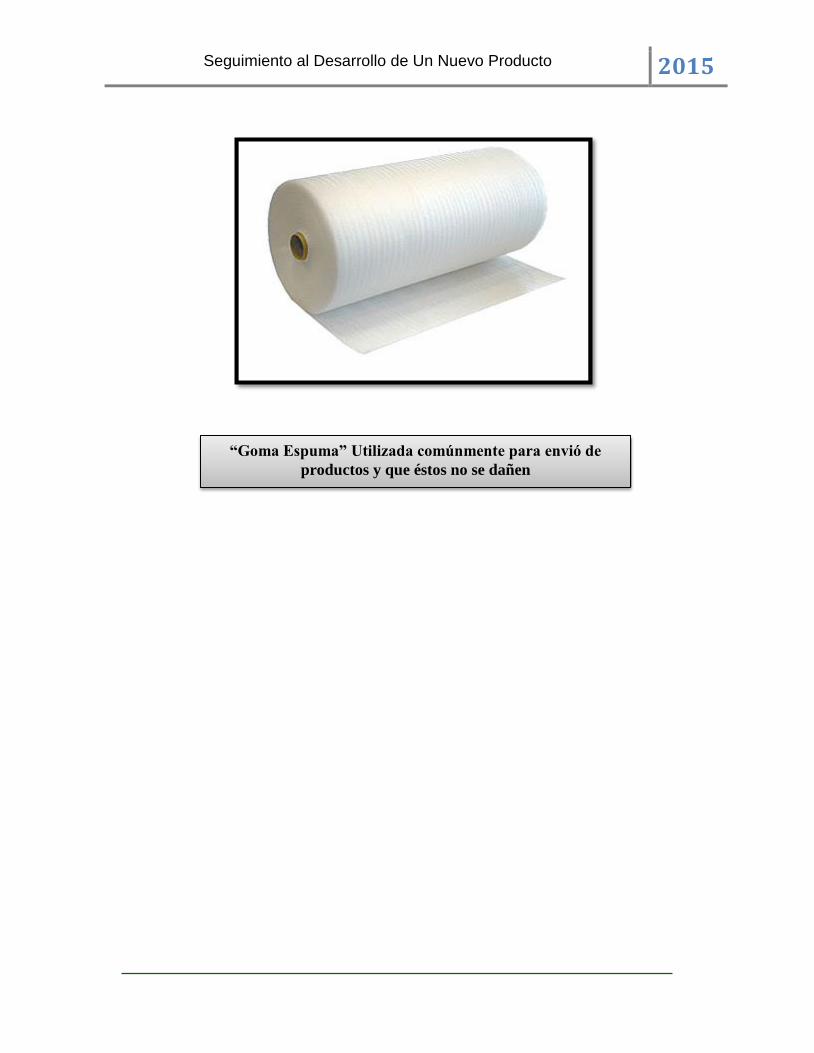
Solución: “Respaldar las Piezas en los Contenedores”
Actualmente se utilizan contenedores muy viejos, y que ya están en mal estado, sin
embargo, así que comprar nuevos contenedores sería un gasto innecesario ya que lo
principal es asegurar las piezas, es por ello que se pueden cuidar cubriéndolas con
diferentes productos, existen productos que se encargan de proteger el producto
hasta que llega al destino, existen diferentes que se podrían utilizar los cuales no son
caros, y se podrían reutilizar, como “Goma Espuma”, o Rollos de “Espuma de
Polietileno” los cuales son muy flexibles y una recomendación sería poner un pliego
de estos, en cada camada de productos que se vaya a mandar entre cada uno de
ellos, para evitar que se rayen o golpeen entre sí.
Contenedor con Backer Nan Defectuoso
Seguimiento al Desarrollo de Un Nuevo Producto 2015
“Goma Espuma” Utilizada comúnmente para envió de
productos y que éstos no se dañen

Seguimiento al Desarrollo de Un Nuevo Producto 2015
9.- Resultados Finales
Grafica de Perdidas Económicas por Semana
durante el Mes de Mayo, al iniciar nuestra Estadía
en la Empresa.
Grafica de Perdidas Económicas por Semana
durante el Mes de Julio, al finalizar nuestra Estadía
en la Empresa.
Como se muestra en ambas Graficas, las Perdidas Económicas
disminuyeron considerablemente hasta en un 48.3%

Seguimiento al Desarrollo de Un Nuevo Producto 2015
10.- Conclusiones y Recomendaciones
Al concluir con este proyecto de Estadía en la Empresa “Mecánica Gómez S.A de
C.V” se puede concluir que se obtuvieron los resultados esperados, ya que se
lograron disminuir los rechazos y defectos en la Línea NAN. Todo esto gracias a las
metodologías aplicadas y al personal de trabajo de dicha línea, ya que existieron
muchos factores que ayudaron a la mejora del producto, que van desde el
compromiso de los operadores, hasta la colaboración de la gerencia en el área de
producción, para supervisar que el producto cumpla con los requisitos ya
establecidos del cliente.
Se lograron disminuir hasta en un 48.3% las pérdidas económicas, son resultados
muy favorables para la empresa, ya que en un corto tiempo se lograron disminuir
demasiado los rechazos, y esto gracias a la oportuna identificación de material
defectuoso en la empresa, y al buen trabajo que le dan los operarios hoy en día al
material. Varias de las propuestas se aceptaron, sin embargo algunas otras aún se
están estudiando y analizando para poder implementarlas dentro de la empresa, sin
embargo fueron grandes resultados los que obtuvimos, y se seguirá trabajando para
que los rechazos sigan disminuyendo aún más en el área de producción.
Se recomienda que sigan manteniendo esa estricta vigilancia en ese proceso, ya que
es un proceso complicado el cual puede tener demasiado defectos en cualquier
etapa del proceso, sin embargo si se le da seguimiento a las propuestas de mejora

Seguimiento al Desarrollo de Un Nuevo Producto 2015
pueden seguir surgiendo mejoras para la empresa y menores perdidas económicas
para ella.
Es importante que se siga trabajando para disminuir los defectos, los resultados
fueron excelentes sin embargo se deben seguir corrigiendo algunos errores que se
tienen.
Se presentará de forma Gráfica la Comparación de Perdidas Económicas del mes de
Mayo (mes en el cual se inició el proyecto de estadía) al mes de Julio (Último mes
que se trabajó completo en la empresa), donde se podrá ver claramente los
resultados obtenidos, y aunque el nivel de piezas defectuosas incremento, no
generaron mayor costo ya que se identificaron antes de mandar a pintar, y esto
ocasiona un costo menor que una pieza ya pintada.
Anexo: 6°

Seguimiento al Desarrollo de Un Nuevo Producto 2015
11.- Anexos
Anexo 1:
Carta de Aceptación por Parte de la Empresa “Mecánica
Gómez” S.A de C.V

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Anexo 2:
Página Web de la Empresa Mecánica Gómez S.A de C.V
donde se muestran los Antecedentes de la Empresa

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Anexo 3:
Formato de Rechazo Semanal al Iniciar la Estadía en la
Línea de Producción NAN
Seguimiento al Desarrollo de Un Nuevo Producto 2015
Anexo 4:
ESTRATEGIAS DE MOTIVACION.
Las estrategias de motivación en una empresa son muy importantes para mantener
un buen clima laboral dentro de ella, a continuación se muestran algunas estrategias
de motivación que se pueden aplicar dentro de la Línea NAN, para mejorar el
Ambiente Laboral:
Sea agradecido
Es muy importante que tanto supervisoras, jefes, auditores, gerentes, etc.
Sean agradecidos con el personal de trabajo, al momento de pedirles alguna
muestra del proceso o del producto, ya que cuando uno es agradecido el
operario se siente respaldado por parte de la empresa e integrado a ella.
Dedique tiempo a sus trabajadores
Esto, significa conocer un poco más a los operarios, que ellos se sientan
identificados con uno, y ellos no se sientan utilizados como simples
trabajadores, que exista Relación entre cada uno de los puestos de trabajo,
Desde Operador Hasta la Gerencia, esto generara mayor comunicación y
mejor trabajo en equipo.
Proporcione feedback (retroalimentación, información del proceso)
Se debe de contar con retroalimentación, si no se puede realizar diariamente
una junta de 5 minutos al inicio de turno, que al final de la semana, se junte la
plantilla de trabajo, y dar a conocer los resultados de la semana así como
ofrecer retroalimentación para mejorar continuamente, además de fomentar la
comunicación entre cada miembro de la empresa.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Cuide el ambiente de trabajo
El ambiente laboral es un punto de gran importancia ya que debe existir un
buen clima laboral dentro de la empresa, de lo contrario se trabajara de mala
manera y se tendrán malos resultados, es por ello que se debe comenzar a
fomentar el trabajo en equipo, la comunicación, la confianza al preguntar, y
evitar discusiones entre compañeros de trabajo, logrando tener un excelente
ambiente de trabajo.
Proporcione información sobre la empresa
El Jefe del Área de Producción, debe informar al personal de trabajo sobre los
nuevos objetivos que se tengan, compartir los logros de la empresa para
motivar a los operarios, así como transmitir los nuevos retos que se tengan,
para que el personal se sienta integrado a la empresa y este motivado a
trabajar para cumplir con los objetivos planteados por la empresa.
Involucre a los empleados
Tratar de involucrar a todos los operarios en todas las áreas de trabajo,
ofreciéndoles capacitación suficiente para cada uno de ellos, y logrando que el
personal se sienta útil y motivado a seguir trabajando para mejorar
diariamente.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Fomente la autonomía
Comenzar a transmitirles a los operadores la autonomía, ya que los operarios
son los que están las 8 horas de cada turno en la máquina, y ellos la conocen
perfectamente, es importante que si comienza a fallar la maquinaria y ellos
sepan lo que tiene comunicar sobre el problema y si ellos lo pueden
solucionar, lo hagan, evitando pérdidas de tiempo al avisarle a mantenimiento.
Mejorando así la productividad.
Celebre los éxitos
Este es una de las estrategias de motivación más importantes ya que, es
importante que cuando se cumplan los objetivos planteados al inicio de
semana o al inicio de mes se informen a los operadores y se celebren los
nuevos retos u objetivos cumplidos, esto motivara a los operadores a seguir
trabajando para seguir creciendo como empresa.
De los puntos de motivación del jefe por parte de lo económico son:
Bonos extras
Dentro de las estrategias de motivación existen las Económicas, una de ellas
serían los Bonos extras, los cuales se podrían otorgar ya sea cuando se
disminuyan los defectos o por productividad, motivar al personal ofreciendo
bonos extras si logran algún pedido importante o si logran disminuir los
desechos día con día, lo económico es algo que motiva demasiado a los
operadores, aunque se podrían ofrecer bonos extras que no signifique gran
pérdida para la empresa, con pequeños bonos el personal se puede motivar.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Vales de despensa
Se pueden implementar los vales de despensa, estos, se los podrían ganar los
operadores de diferentes maneras, ya sea por puntualidad, asistencia, buen
comportamiento, y algunos otros aspectos con los que cumpla el operador.
Estos vales pueden comenzar siendo muy pequeños, y los operarios se
motivarían al ver que se les toma en cuenta y se sentirán respaldados por la
empresa.
Franquicia deportiva
Una forma de fomentar el trabajo en equipo, es en un equipo de algún deporte
en común, el deporte de mayor gusto dentro de la empresa es el Futbol,
formar un equipo de futbol llamado “Mecánica Gómez” fomentaría el trabajo
en equipo dentro de la línea de producción o área de trabajo, además de
ganar publicidad y seria además una buena estrategia de mercadotecnia para
ganar nuevos clientes y comenzar a crecer constantemente, siendo una
empresa conocida y popular dentro del rango industrial.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Anexo 5:
Formato AMEF para tener un Mayor control en cada
Etapa del Proceso de la Línea NAN

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Anexo 6:
Graficas Comparativas de Perdidas Económicas, al Iniciar
y al Finalizar la Estadía.

Seguimiento al Desarrollo de Un Nuevo Producto 2015
12.- Fuentes Bibliográficas
Carro Paz, Roberto. (2001). Administración de las Operaciones.
Administración de la calidad total. (8-10) Universidad Nacional del Mar de
Plata. Buenos Aires Argentina.
Gutiérrez Pulido, Humberto. (1998). Diagrama Causa-Efecto. Calidad Total y
Productividad. Capitulo (12) Mc Graw Hill, Tercera Edición, Madrid, España.
Gutiérrez Pulido, Humberto. (1998). Diagramas de Procesos. Calidad Total y
Productividad. Capitulo (13). Mc Graw Hill, Tercera Edición, Madrid, España.
V. Feigenbaum, Arman. (1994). 10 Principios de la Calidad. Control Total de la
Calidad. Capitulo lll. Mc Graw Hill International Editions, Third Edition, New
York, Estados Unidos.
Crosby, Philip. (1979). Análisis Modo-Efecto de la Falla. La Calidad No
Cuesta. (135-142). Edición 1996, Prentice Hall Hispanoamericana S.A,
Estados Unidos.
Crosby, Philip (2000). La Calidad y Yo, Una Experiencia de Vida. Pearson
Educación, (77-80) Primera Edición, México.
Vidal, Díaz de Rada (2009). Análisis de Datos de Encuesta. Desarrollo de una
Investigación utilizando SPSS. (14-20) Editorial UOC, Rambla del Poblenou
156, 08018 Barcelona, España.
Leboyer-Levy, Claude. (2000). La Motivación en la Empresa. Modelos y
Estrategias. (05-30) Editions D’ Organization, Gestión 2000, Madrid, España

Seguimiento al Desarrollo de Un Nuevo Producto 2015
Top Related